Mantenimiento Industrial 2 Tecnicatura Superior en Mantenimiento Industrial CALDERAS.
Upload
madeleine-romeroCategory
view
6download
0description

1
CAPITULO 1. INTRODUCCIÓN
El objetivo principal del mantenimiento es asegurar que todos los recursos físicos de la
empresa cumplan y sigan cumpliendo la función para la cual fueron diseñados.
1.1 Antecedentes del mantenimiento industrial
Antes de la Segunda Guerra Mundial no había tanto mantenimiento. Las piezas en su mayoría
eran de baja calidad, por lo que muy pronto se rompían y tenían que ser cambiadas o
eliminadas. Una falla tenía poco efecto y por esto en muchos casos fue ignorada. Eso cambio
durante la guerra. Alsyouf dice (como se cita en Fredriksson & Larsson) que la demanda de la
producción y la producción aumentó, pero con una falta de mano de obra que llevó a la
industria más mecanizada y la producción más compleja. El costo, la durabilidad y la
disponibilidad eran temas que despertaron interés, y así surgieron los departamentos de
mantenimiento. El nuevo estado tenía encontrado departamentos de mantenimiento para
desarrollar un mantenimiento periódico, el mantenimiento planificado y mantenimiento
preventivo (Fredriksson & Larsson, 2012).
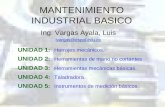
Pueden observarse 3 etapas o generaciones (Ilustración 0.1) en las que se ve claramente
el cambio en la forma de apreciar la función de mantenimiento.
Un sistema de producción se compone de diferentes tipos de equipos; todo el equipo
debe tener una alta disponibilidad y fiabilidad con el fin de garantizar un proceso estable. El
departamento de mantenimiento es responsable de mantener el equipo en la condición en que
inicialmente se adquirió. Este es un papel importante en un sistema de producción y si se
realiza con éxito, facilita la sostenibilidad a través de la utilización de activos de alta calidad,
proporcionando así a la rentabilidad global.
Las empresas exitosas de hoy en día tienen una idea de negocio que va ligada a una
estrategia que explica cómo llegar a ella.
Es ampliamente conocido que el mantenimiento es considerado actualmente por la
administración como un gran gasto. Y no es una opinión inusual ya que el mantenimiento no
incluye ningún valor añadiendo actividades. Cada vez es más común que las empresas trabajen
con el mantenimiento como un punto central de la ganancia. Un mayor conocimiento de
mantenimiento y su capacidad de aprovechamiento a largo plazo han aumentado el interés en

2
el tema. Todo se basa en reducir al mínimo el tiempo de inactividad y la clave del éxito es
asegurar se está utilizando correctamente que el mantenimiento proactivo. Por lo tanto,
dejando la perspectiva de reparar las fallas una vez que ya causaron errores, y tratando de
utilizar el mantenimiento proactivo hay mucho que ganar. Menos fracaso, tiempo de
inactividad mínimo, bajo nivel de estrés y más alta calidad, provoca que todos trabajen en
favor de la ganancia.
Ilustración 0.1 Evolución de las técnicas de mantenimiento
Fuente: http://web.ing.puc.cl/power/alumno06/OED/mantenimiento.htm (2014)
1.1.1 Importancia del mantenimiento en la industria
Para conocer el estado actual de la operación de una empresa y saber si se están usando y
administrando adecuadamente sus recursos tanto humanos como físicos, se necesitan
indicadores o índices de desempeño para poder tomar decisiones o hacer cambios dentro de la
organización.
Los indicadores de desempeño dentro de una industria están basados típicamente en
conceptos como productividad y eficiencia. En la literatura informal en muchas ocasiones se
confunden ambos conceptos por lo cual es importante diferenciarlos.

3
Se propone la definición de eficiencia como la proporción de los resultados generados
en relación con los estándares de resultados prescritos y la de productividad como proporción
entre el resultado total y la suma de todos os factores de insumos. Considerando como un todo
el impacto asociado y simultáneo de todos los recursos de los insumos en la producción como
fuerza de trabajo, materiales, maquinas, capital, energía, etc.
En la mayoría de las organizaciones manufactureras ambos conceptos son utilizados
para medir el desempeño de áreas productivas y no productivas, dichos indicadores se
relaciona directamente con áreas productivas.
El personal de mantenimiento ha tenido que adaptarse a nuevas formas de pensar y
actuar, tanto como ingenieros como administradores. Al mismo tiempo las limitaciones de los
sistemas de mantenimiento los han llevado a utilizar nuevas técnicas de administración, no
importando lo automatizadas o computarizadas que se encuentren.
La manera de ver y responder a las actividades de mantenimiento ha ido cambiando
conforme las necesidades de las industrias se han incrementado, paralelamente al avance de la
tecnología. Actualmente el mantenimiento ocupa uno de los lugares más altos en costos
operativos. Por estos costos elevados, y por lo que significa económicamente una maquina o
equipo sin trabajar se han desarrollado nuevas técnicas, métodos y herramientas enfocados a
tratar de tener cero paros y cero defectos dentro de los procesos.
1.1.2 Evolución del mantenimiento hacia el mantenimiento productivo total (TPM)
La función de mantenimiento ha experimentado un cambio significativo en las últimos tres
décadas. La gestión del equipo ha pasado por muchas fases. El progreso del concepto de
mantenimiento en los últimos años se explica a continuación.
1.1.2.1 Desglose de mantenimiento (BM)
Esta es la estrategia de mantenimiento, en la que la reparación / restauración se inicia después
de que el equipo falla / para o en el momento de ocurrencia de disminución grave del
rendimiento. Esta estrategia de mantenimiento era adoptada principalmente en organizaciones
de manufactura, en todo el mundo, antes de la década de 1950. En esta estrategia, las
máquinas se limpian sólo cuando la reparación es drásticamente requerida. Este concepto tiene
la desventaja de largos paros imprevistos, daño excesivo, problemas de repuestos, los altos

4
costos de reparación, tiempos de espera excesivos y el tiempo de mantenimiento, así como los
altos inconvenientes de resolución de problemas.
1.1.2.2 El mantenimiento preventivo (PM)
Este concepto, introducido en 1951, es una especie de examen físico de los equipos para evitar
averías del equipo y prolongar la vida útil del mismo. PM se compone de las actividades de
mantenimiento que se llevan a cabo después de un período determinado de tiempo o cantidad
de uso de la máquina. Durante esta fase, la función de mantenimiento se establece y se basa en
actividades de mantenimiento que en general son aceptadas. Este tipo de mantenimiento se
basa en la probabilidad estimada de que el equipo se romperá bajo la experiencia o el deterioro
en el rendimiento en un intervalo de tiempo especificado. El trabajo preventivo realizado
puede incluir la lubricación del equipo, limpieza, sustitución de piezas y el ajuste. La
producción equipo también puede ser inspeccionado en busca de signos de deterioro durante
trabajos preventivos de mantenimiento.
1.1.2.3 El mantenimiento predictivo (Pd.M.)
Mantenimiento predictivo se refiere a menudo como el mantenimiento basado en la condición
(CBM). En esta estrategia, el mantenimiento es iniciado en respuesta a la condición de equipos
específicos o deterioro del rendimiento. Las técnicas de diagnóstico se despliegan para medir
físicamente el estado de los equipos tales como la temperatura, el ruido, la vibración, la
lubricación, y la corrosión. Cuando uno o más de estos indicadores alcanzan un
predeterminado nivel de deterioro, se llevan a cabo iniciativas de mantenimiento para restaurar
el equipo a la condición deseada. Esto significa que el equipo se saca de servicio sólo cuando
existe evidencia directa de que el deterioro ha tenido lugar. El mantenimiento predictivo se
basa en el mismo principio que el mantenimiento preventivo aunque emplea un criterio
diferente para la determinación de la necesidad de las actividades de mantenimiento
específicos. El beneficio adicional proviene de la necesidad inminente de realizar tareas de
mantenimiento antes y no después de que paso de un período de tiempo especificado.

5
1.1.2.4 Mantenimiento correctivo (CM)
Esta es una estrategia, introducida en 1957 en que el esfuerzo para prevenir fallas en los
equipos se amplió a ser aplicada a la mejora de los equipos de manera que los fallos de los
equipos pueden ser eliminados (la mejora de la fiabilidad) y equipo puede ser de fácil
mantenimiento (mejora de los equipos de mantenimiento). La principal diferencia entre
mantenimiento correctivo y preventivo es que un problema debe existir antes de que se tomen
acciones correctivas. El propósito de mantenimiento correctivo es mejorar la fiabilidad de los
equipos, el mantenimiento, la seguridad y las debilidades de diseño (materiales, formas). Las
estrategias de mantenimiento correctivo tienen como objetivo reducir deterioros y fallas para
garantizar equipos sin necesidad de mantenimiento. La información de mantenimiento, que se
obtiene a partir de CM es útil para la prevención del mantenimiento de los equipos de nueva
generación y la mejora de las actuales instalaciones de fabricación.
1.1.2.5 Prevención de mantenimiento (MP)
Introducida en los 60's, esta es una actividad donde las piezas de los equipos son diseñadas de
manera que no requieran mantenimiento y poder alcanzar el ideal de lo que el equipo y la línea
de producción deben ser. En el desarrollo de nuevos equipos iniciativas MP debe comenzar en
la etapa de diseño y el objetivo estratégico de garantizar un equipo fiable fácil de cuidar y fácil
de usar, por lo que los operadores pueden manejar fácilmente el ajuste y ejecutarlo. La
Prevención de Mantenimiento funciona a menudo utilizando experiencia de las fallas en los
equipos anteriores, mal funcionamiento del producto, la retroalimentación de áreas de
producción, clientes y funciones de marketing para garantizar sin problemas el funcionamiento
de los sistemas de producción existentes y nuevos.
1.1.2.6 Mantenimiento Centrado en Confiabilidad (RCM)
Mantenimiento Centrado en Confiabilidad fue fundada en 1960 y se orientó principalmente
hacia el mantenimiento aviones y fue utilizado por los fabricantes de aeronaves, líneas aéreas,
e instalaciones del gobierno. RCM es un proceso estructurado, lógico para el desarrollo o la
optimización de requisitos de mantenimiento de un recurso físico en su contexto operativo
para darse cuenta de su "fiabilidad inherente ' donde' la fiabilidad inherente 'es el nivel de
fiabilidad que se puede lograr con un programa de mantenimiento eficaz. RCM es un proceso

6
utilizado para determinar los requisitos de mantenimiento de activo físico en su contexto
operativo mediante la identificación de las funciones que son causa de las fallas y los efectos
de los fallos. Las diversas herramientas empleadas para efectuar la mejora del mantenimiento
preventivo incluyen el modo de fallo y análisis de los efectos (AMFE), el efecto del modo de
fallo y análisis de criticidad (FMECA), el análisis de peligros físicos (PHA), análisis de árbol
de fallos (FTA), la optimización de la función mantenimiento preventivo (OMF) y los análisis
de peligros de operatividad (HAZOP).
1.1.2.7 Mantenimiento Productivo (Pr.M)
Mantenimiento productivo significa el más mantenimiento preventivo económico que aumenta
la productividad del equipo. El propósito de mantenimiento productivo es aumentar la
productividad de una empresa por reduciendo el coste total de los equipos en todo el ciclo de
vida. La clave características de esta filosofía de mantenimiento son la confiabilidad del
equipo y enfoque de mantenimiento. La estrategia de mantenimiento que involucra todas las
actividades para mejorar la productividad de los equipos mediante la realización de
mantenimiento preventivo, mantenimiento correctivo prevención de mantenimiento y
prevención en todo el ciclo de vida del equipo se llama mantenimiento productivo.
1.1.2.8 Los sistemas computarizados de gestión de mantenimiento preventivo (CMMS)
Sistemas computarizados de gestión de mantenimiento preventivo ayudan en la gestión de una
amplia gama de información sobre la fuerza de trabajo de mantenimiento preventivo,
inventarios de piezas de repuestos, horarios de reparación, y las historias de equipos. Se puede
utilizar para planificar y programar el trabajo de los pedidos, agilizar el envío de llamadas de
descomposición y gestionar el conjunto de la carga de trabajo del mantenimiento. CMMS se
puede implementar para automatizar la función MP y para ayudar en el control de inventarios
de mantenimiento preventivo y la compra de materiales. CMMS tiene el potencial de
fortalecer la presentación de informes y capacidades de análisis. La capacidad de CMMS para
gestionar la información de mantenimiento contribuye a la mejora de la comunicación y la
capacidad de toma de decisiones dentro de la función de mantenimiento. La accesibilidad de la
información y enlaces de comunicación asegura un mejor mantenimiento en la capacidad de
respuesta, una mejor comunicación de las necesidades de reparación y prioridades de trabajo y

7
una mejor coordinación a través de las relaciones de trabajo más estrechas entre
mantenimiento y producción.
1.1.2.9 Mantenimiento Productivo Total (TPM)
Mantenimiento productivo total es una filosofía japonesa única que ha sido desarrollada sobre
la base de productiva del concepto de mantenimiento y metodologías. Este concepto fue
introducido por primera vez por Nippon Denso de Japón un proveedor de Toyota Motor
Company, en 1971. El TPM es un enfoque innovador para mantenimiento preventivo optimiza
la eficacia de los equipos, elimina averías y promueve mantenimiento autónomo por los
operadores a través de las actividades del día a día que implica la fuerza de trabajo total. TPM
es una iniciativa que está dirigida a mejorar la competitividad de las empresas y abarca un
enfoque estructurado de gran alcance para cambiar la mentalidad de los empleados con lo cual
se produce un cambio visible en la cultura de trabajo de las organizaciones. TPM busca hacer
participar a todos los niveles y funciones en las organizaciones para maximizar globalmente la
eficacia de las instalaciones de producción. TPM es una manufactura de clase mundial (WCM)
iniciativa que busca optimizar la eficacia de los equipos de fabricación. Mientras que los
departamentos de mantenimiento son el centro tradicional de los programas de mantenimiento
TPM busca involucrar a los trabajadores de todos los departamentos y los niveles, incluidos
los operadores de la planta y a los altos directivos, para asegurar el cumplimiento efectivo de
la operación del equipo.
1.2 Sector manufacturero
Es la actividad económica que transforma una gran diversidad de materias primas en
diferentes artículos para el consumo. Está constituida por empresas desde muy pequeñas
(tortillerías, panaderías y molinos, entre otras) hasta grandes conglomerados (armadoras de
automóviles, embotelladoras de refrescos, empacadoras de alimentos, laboratorios
farmacéuticos y fábricas de juguetes, por ejemplo).
1.2.1 Clasificación de la industria manufacturera
De acuerdo con los productos que se elaboran en ellas, la industria manufacturera se clasifica
en diez tipos de actividad:

8
1.2.1.1 Productos alimenticios bebidas y tabacos
Elaboración, conservación y envasado de productos alimentarios para consumo humano y para
animales así como la elaboración de bebidas alcohólicas y no alcohólicas, al beneficio del
tabaco y a la elaboración de productos de tabaco.
1.2.1.2 Maquinaria y equipo
Fabricación de maquinaria y equipo para las actividades agropecuarias, la construcción, la
industria extractiva, para las industrias manufactureras, para el comercio y los servicios;
fabricación de equipo de aire acondicionado, calefacción, refrigeración industrial y comercial;
motores de combustión interna, turbinas y transmisiones, y de otra maquinaria y equipo para la
industria en general. Fabricación de computadoras y equipo periférico; equipo de
comunicación; equipo de audio y video; componentes electrónicos; instrumentos de medición,
control, navegación, equipo médico electrónico, fabricación y reproducción masiva de medios
magnéticos y ópticos. Fabricación de accesorios de iluminación, aparatos eléctricos de uso
doméstico, equipo degeneración y distribución de energía eléctrica y otros equipos y
accesorios eléctricos. Fabricación de equipo de transporte, como automóviles y camiones;
carrocerías y remolques; partes para vehículos automotores; equipo aeroespacial, equipo
ferroviario, embarcaciones y otro equipo de transporte.
1.2.1.3 Derivados del petróleo y del carbón, industrias químicas del plástico y
del hule
Refinación de petróleo crudo, fabricación de productos de asfalto; aceites y grasas lubricantes,
y de otros productos derivados del petróleo refinado y del carbón mineral; fabricación de
productos químicos básicos; de resinas y hules sintéticos; fibras químicas; fertilizantes,
pesticidas y otros agroquímicos; productos farmacéuticos; pinturas, recubrimientos y
adhesivos; jabones, limpiadores y preparaciones de tocador; tintas para impresión, explosivos
y otros productos químicos. Fabricación de productos de plástico y de hule.

9
1.2.1.4 Industrias metálicas
Fundición de hierro bruto; fabricación de acero y productos de hierro y acero; fundición,
afinación, refinación y laminación de metales no ferrosos, y al moldeo por fundición de piezas
metálicas. Fabricación de productos forjados y troquelados a partir de metal comprado;
herramientas de mano metálicas sin motor y utensilios de cocina metálicos; partes y
estructuras metálicas de hierro y acero para la construcción y productos de herrería; calderas
industriales, tanques y envases metálicos; herrajes y cerraduras; alambre, productos de
alambre y resortes; maquinado hecho sobre pedido de piezas metálicas nuevas y usadas para
maquinaria y equipo en general; fabricación de tornillos, tuercas, remaches y similares;
recubrimiento de piezas metálicas y otros terminados metálicos, y la fabricación de otros
productos metálicos.
1.2.1.5 Productos a base de minerales no metálicos
Fabricación de productos a base de arcillas y minerales refractarios; de vidrio y productos de
vidrio; de cemento y productos de concreto; de cal; yeso y productos de yeso, y de otros
productos a base de minerales no metálicos.
1.2.1.6 Industrias textiles, prendas de vestir e industrias del cuero
Preparación e hilado de fibras textiles naturales; fabricación de hilos, telas y al acabado y
recubrimiento de textiles. Fabricación de alfombras, tapetes y esteras a partir de hilo comprado;
confección (corte y cosido) de cortinas, blancos y similares a partir de tela comprada y de
otros productos textiles, excepto prendas de vestir ; fabricación de prendas de vestir de punto,
confección de prendas de vestir y accesorios de vestir; curtido y acabado de cuero y piel;
fabricación de calzado y de productos de cuero, piel y materiales sucedáneos, como bolsos de
mano, maletas y similares y otros productos de cuero y piel.
1.2.1.7 Papel, impresión e industrias relacionadas
Fabricación de pulpa (de madera y de materiales reciclados), papel, cartón, y productos de
papel y cartón; impresión hecha sobre pedido de libros, periódicos, revistas y otros impresos;
impresión de formas continuas para impresión y a realizar actividades para la industria de la

10
impresión, como la encuadernación y la elaboración de placas, clichés, grabados y otros
productos similares.
1.2.1.8 Otras industrias manufactureras
Fabricación de equipo y aparatos no electrónicos para uso médico, dental y para laboratorio,
material desechable de uso médico y de artículos oftálmicos y otras manufacturas no
clasificadas en otra parte, así como a la fabricación de ropa y equipo de seguridad; dispositivos
intrauterinos; ropa desechable, como batas, cubre bocas, gorros, sábanas, filipinas y zapatos;
cuchillería de mesa de metales preciosos; cajas musicales; ganchos para tejer, alfileres,
broches de presión, ojillos, pasadores, hebillas, y cepillos dentales.
1.2.1.9 Industria de la madera
Fabricación de diversos productos de madera en aserraderos integrados; corte de tablas y
tablones a partir de la madera en rollo; impregnación y tratamiento de maderas; fabricación de
postes y durmientes a partir de madera aserrada; fabricación de laminados y aglutinados de
madera; fabricación, a partir de madera aserrada, de productos de madera para la construcción;
productos para embalaje y envases de madera y de otros productos de madera y de materiales
trenzables, excepto palma.
1.2.1.10 Fabricación de muebles y productos relacionados
Muebles, colchones, persianas y cortineros; así como la fabricación de restiradores, pizarrones
y colchones de agua.
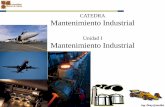
1.2.2 Tipos de sistemas de manufactura
El tipo más antiguo de sistema de fabricación es la fabricación a medida en que una persona o
una máquina hacen que un determinado producto se adapte a una necesidad específica. Un
zapatero es un ejemplo de este sistema. La fabricación moderna tiene sistemas de producción
intermitentes, continuos o flexibles, (Ilustración 0.2)
La producción intermitente es donde más de uno del mismo producto se está realizado
en un corto período de tiempo. Hay estructuras de los sistemas intermitentes incluyendo la
producción por lotes, la producción por encargo y la producción por proyecto.

11
En la producción de lotes a un grupo de productos similares (por lotes) se producen
etapa por etapa sobre una serie de estaciones de trabajo. La producción por lotes tiene un
conjunto inicial bajo en relación hasta el costo de una sola línea de producción utilizada para
producir varios productos. Esta característica hace atractiva para las pequeñas empresas que
no pueden permitirse el lujo de correr líneas de producción continua. Además, la producción
por lotes reduce el riesgo de demandas impredecibles y estacionales. Las ineficiencias
asociadas a la producción por lotes es que la producción como equipo debe detenerse (tiempo
muerto) entre lotes de un producto y otro mientras que se es re-configurado y probado.
Ilustración 0.2 Tipos de sistemas de manufactura
Producción por encargo es donde las empresas producen artículos que cumplen en
definitiva con los requisitos del cliente como un hecho aislado. Estos artículos están diseñados
de manera diferente, y se adaptan a las necesidades de cada cliente individual. Ellos incluyen
la sastrería, fontanería, producción de cine y nueva instalación de los sistemas de transporte.
En la producción de proyecto, un complejo conjunto de actividades interrelacionadas
son realizadas dentro de un período determinado de tiempo y presupuesto para hacer un
producto estimado caracterizado por su inmovilidad durante la producción.
Ejemplos de estos productos son: barcos, locomotoras, aviones edificios y puentes. El
producto se encuentra en una posición fija en la que los recursos de producción se mueven a la
Tipos de sistemas de
manufactura
Manufactura flexible
Producción intermitente
Producción por lotes
Producción por proyectos
Producción por encargo
Producción continua
Proceso de producción
Producción fluida y en
masa

12
misma. Técnicas de planificación están por lo general utilizando para la programación y el
control de la ejecución del proyecto.
El más flexible y sensible a los cambios de sistema de fabricación es el sistema de
fabricación flexible (FMS). Absorbe los cambios a gran escala repentinos en volumen de
producción y capacidad. FMS produce igual un producto de fabricación intermitente y es
continua como la fabricación continua.
La flexibilidad viene de ya sea la capacidad de producir nuevos productos (máquina
flexibilidad), o de la capacidad de utilizar múltiples máquinas para realizar la misma operación
(flexibilidad de enrutamiento). Por lo general, consisten en FMS y Control Numérico por
computadora (CNC) altamente automatizado máquinas conectadas por el sistema de
manipulación de material sofisticado y un centro con ordenador que controla los movimientos
de material y el flujo de la máquina. La principal ventaja de FMS es su alta flexibilidad en la
gestión de los recursos de fabricación. Las ganancias resultantes son numerosas incluyendo:
• Reducción del coste de fabricación
• Mayor productividad del trabajo
• Mayor eficiencia de la máquina
• Mejora de la calidad
• Aumento de la fiabilidad del sistema
• Plazos de entrega más cortos
Sin embargo, la aplicación FMS requiere un capital inicial y planificación previa
sustancial grande. También requiere de alta mano de obra calificada.
La fabricación continua es el tipo de sistema de fabricación que utiliza una línea de
montaje o un proceso continuo para la fabricación de productos. Se utiliza para productos que
se hacen de una manera similar. En este tipo de sistema de fabricación el producto se mueve y
se procesan a lo largo de la línea de producción. El procesamiento continuo es un método
utilizado para la fabricación de materiales que son ya sea un proceso seco o más fluido
continuamente a través de una reacción química o mecánica, o con cierto tratamiento de calor.
Continuo por lo general significa varios meses o semanas sin interrupción. Algunos procesos
continuos son comunes; Refino de petróleo, plantas químicas y petroquímicas, centrales
azucareras y de altos hornos, centrales eléctricas de agua y de solución salina, desalinización y
plantas de cemento. Los procesos continuos utilizan para el control de procesos automatizar y

13
controlar las variables operacionales tales como caudales, niveles de tanques, presiones,
temperaturas y velocidades de la máquina.
Diferentes enfoques de mantenimiento normalmente se adoptan para diferentes tipos de
sistemas de fabricación. El Mantenimiento de apagado se utiliza comúnmente para la mayor
parte de reparaciones en los sistemas de fabricación continua. Apagar y poner en marcha
procesos continuos típicamente resulta en residuos o productos degradados y por lo general
toma varias horas para reanudar la producción en su máxima capacidad. Se debe seguir un
procedimiento estricto para apagar y poner en marcha procesos de fabricación continuos para
proteger al personal y los equipos.
En contraste, los procesos de fabricación discreta o semi continuos pueden ser
fácilmente apagados y reiniciados y pueden ser operados para uno o dos turnos si es necesario.
Sistemas de fabricación flexibles dan mayor flexibilidad para las actividades de
mantenimiento planificadas y no planificadas en comparación con otros tipos de sistemas de
fabricación.
1.2.3 Indicadores del sector manufacturero en México
Con base en la Encuesta Mensual de la Industria Manufacturera (EMIM) que lleva a cabo el
Instituto Nacional de Estadística y Geografía (INEGI) en empresas del sector manufacturero
en México, a continuación se informan los resultados para agosto de 2014.
1.2.3.1 Personal ocupado
El personal ocupado en la industria manufacturera aumentó 2.7% en agosto del presente año
con relación al nivel de igual mes de un año antes. Por tipo de contratación, el número de
obreros se incrementó 2.8% y el de los empleados que realizan labores administrativas 1.8 %.
Por actividad económica, según el Sistema de Clasificación Industrial de América del
Norte 2007, el empleo en el sector manufacturero reportó ascensos en los subsectores de:
Fabricación de equipo de transporte 7.8%; Accesorios, aparatos eléctricos y equipo de
generación de energía eléctrica 7.3%; “Otras industrias manufactureras” 5%; Productos
derivados del petróleo y del carbón 4.9%; Industria del plástico y del hule 3.3%; Maquinaria y
equipo 2.4%; Productos metálicos 1.9%, y en el de Industrias metálicas básicas 1.6%, entre
otros. En contraste, descendió en los de Industria de la madera (-)3.7%; Insumos textiles y

14
acabado de textiles (-)2.6%, Prendas de vestir (-)2.5%; Curtido y acabado de cuero y piel, y
fabricación de productos de cuero, piel y materiales sucedáneos (-)2.3%; Industria química
(-)0.6%; Muebles, colchones y persianas (-)0.4%, y en el de la Industria del papel (-)0.1 por
ciento (Instituto Nacional de Estadística y Geografía, 2014).
Con cifras desestacionalizadas, el personal ocupado registró una alza de 0.30% en
agosto frente al mes inmediato anterior. (Ilustración 0.3)
(Índice 2008=100)
Ilustración 0.3 Cifras desestacionalizadas y tendencias-ciclo del personal ocupado del sector manufacturero al
mes de agosto de 2014
Fuente: INEGI (2014)
1.2.3.2 Horas trabajadas
En el octavo mes del presente año las horas trabajadas en las industrias manufactureras
disminuyeron (-)0.1% a tasa anual; misma variación tanto para las correspondientes a los
obreros, como a las de los empleados, respecto a las de igual mes de un año antes.
Para este indicador, los subsectores que observaron niveles menores a los de agosto de
2013 fueron: Curtido y acabado de cuero y piel, y fabricación de productos de cuero, piel y
materiales sucedáneos con (-)6.4%; Fabricación de prendas de vestir (-)5.9%; Muebles,
colchones y persianas (-)5.6%; Industria de la madera (-)5.2%; Productos textiles, excepto
prendas de vestir (-)3.4%; Insumos textiles y acabado de textiles (-)3%; Impresión e industrias
conexas (-)2.7%; Equipo de computación, comunicación, medición y de otros equipos,
Serie Desestacionalizada Tendencia-Ciclo

15
componentes y accesorios electrónicos (-)2.3%; Maquinaria y equipo (-)2.2%, y en el de
productos metálicos (-)2.1%, principalmente. Por su parte, aumentaron en los de Equipo de
transporte 5.3%; Productos derivados del petróleo y del carbón 4.9%; Accesorios, aparatos
eléctricos y equipo de generación de energía eléctrica 4.7%, y en el de Industrias metálicas
básicas 0.1 por ciento. En el de “Otras industrias manufactureras” no se registró variación.
Desde una perspectiva mensual, datos desestacionalizados indican que en agosto de
2014 las horas trabajadas se redujeron en (-)0.34% respecto a las de julio pasado (Instituto
Nacional de Estadística y Geografía, 2014). (Ilustración 0.4)
(Índice 2008=100)
Ilustración 0.4 Cifras desestacionalizadas y tendencia-ciclo de las horas trabajadas del sector manufacturero al
mes de agosto de 2014
Fuente: INEGI (2014)
1.2.3.3 Capacidad de planta utilizada
La capacidad de planta utilizada para el sector de las industrias manufactureras se ubicó en
79.8 puntos en agosto de este año, nivel inferior en (-)1 punto respecto al de igual mes de un
año antes.
Los subsectores que mostraron caídas en los porcentajes de capacidad de planta
utilizada respecto a los de agosto de 2013 fueron los de Productos derivados del petróleo y del
carbón con (-)4.9 puntos; Industria química (-)3.8 puntos; Industria alimentaria (-)1.7 puntos;
Serie Desestacionalizada Tendencia-Ciclo

16
Insumos textiles y acabado de textiles (-)1.2 puntos, y en el de Equipo de transporte e Industria
de la madera (-)1.1 puntos porcentuales cada uno, entre otros.
Por su parte, dicho indicador se acrecentó en los subsectores de Productos textiles,
excepto prendas de vestir en 3.3 puntos porcentuales; Maquinaria y equipo 3.1 puntos;
Industria del plástico y del hule 2.8 puntos; Accesorios, aparatos eléctricos y equipo de
generación de energía eléctrica 1.4 puntos; “Otras industrias manufactureras” 1.3 puntos;
Productos a base de minerales no metálicos 0.8 puntos, y en Impresión e industrias conexas y
Metálicas básicas 0.3 puntos porcentuales de manera individual. En el de Muebles, colchones
y persianas, la capacidad de planta utilizada no presentó variación (Instituto Nacional de
Estadística y Geografía, 2014).
1.2.3.4 Remuneraciones medias reales pagadas
Las remuneraciones medias reales pagadas en agosto de 2014 reportaron una disminución
anual de (-)1.5 por ciento. Tal resultado se derivó de reducciones en los salarios pagados a
obreros de (-)2.5%, en las prestaciones sociales (-)0.6% y en los sueldos pagados a empleados
de (-)0.4 por ciento.
Los subsectores que observaron descensos en las remuneraciones reales por persona
ocupada fueron: “Otras industrias manufactureras” (-)5.7%; Industria del plástico y del hule
(-)5%; Accesorios, aparatos eléctricos y equipo de generación de energía eléctrica y Prendas
de vestir (-)4.3% cada uno; Impresión e industrias conexas (-)4.2%; Industria química (-)4.1%;
Muebles, colchones y persianas (-)2.9%; Productos derivados del petróleo y del carbón
(-)2.6%; Productos metálicos (-)2.5%; Industria de las bebidas y del tabaco (-)2.4%, y
Productos textiles, excepto prendas de vestir con (-)2.2%; entre otros. En contraste,
registraron avances en los de la Industria del papel con 2.4%; Industria de la madera 2.2%;
Equipo de computación, comunicación, medición y de otros equipos, componentes y
accesorios electrónicos 2.1%; Curtido y acabado de cuero y piel, y fabricación de productos de
cuero, piel y materiales sucedáneos 1.6%; Productos a base de minerales no metálicos 0.6%, y
en las Industrias metálicas básicas 0.4 por ciento (Instituto Nacional de Estadística y
Geografía, 2014).
Eliminando el factor estacional, las remuneraciones medias reales pagadas cayeron
(-)0.53% en agosto de este año con relación al mes inmediato anterior (Tabla 1).

17
Tabla 1.Principales indicadores del sector manufacturero durante agosto de 2014 (Variación porcentual respecto
al mismo mes del año anterior) Fuente: INEGI (2014)
Subsectores
Personal
Ocupado
Horas
Trabajad
as
Capacid
ad de
Planta
Utilizad
a1/
Remune
raciones
Medias2/
31-33 Total Industrias Manufactureras 2.7 (-) 0.1 (-) 1.0 (-) 1.5
311 Industria alimentaria 0.8 (-) 1.1 (-) 1.7 (-) 0.8
312 Industria de las bebidas y del tabaco 0.9 (-) 1.0 (-) 0.9 (-) 2.4
313 Fabricación de insumos textiles y acabado de textiles (-)2.6 (-) 3.0 (-) 1.2 (-) 0.6
314 Fabricación de productos textiles, excepto prendas de
vestir 0.7 (-) 3.4 3.3 (-) 2.2
315 Fabricación de prendas de vestir (-)2.5 (-) 5.9 (-)0.1 (-) 4.3
316 Curtido y acabado de cuero y piel, y fabricación de
productos de cuero, piel y materiales sucedáneos (-)2.3 (-) 6.4 (-) 0.9 1.6
321 Industria de la madera (-)3.7 (-) 5.2 (-) 1.1 2.2
322 Industria del papel (-)0.1 (-) 1.4 (-) 0.3 2.4
323 Impresión e industrias conexas 0.9 (-) 2.7 0.3 (-) 4.2
324 Fabricación de productos derivados del petróleo y del
carbón 4.9 4.9 (-) 4.9 (-) 2.6
325 Industria química (-)0.6 (-) 1.2 (-) 3.8 (-) 4.1
326 Industria del plástico y del hule 3.3 (-) 0.8 2.8 (-) 5.0
327 Fabricación de productos a base de minerales no
metálicos 0.5 (-) 0.9 0.8 0.6
331 Industrias metálicas básicas 1.6 0.1 0.3 0.4
332 Fabricación de productos metálicos 1.9 (-) 2.1 (-) 0.9 (-) 2.5
333 Fabricación de maquinaria y equipo 2.4 (-) 2.2 3.1 (-) 1.5
334 Fabricación de equipo de computación, comunicación,
medición y de otros equipos, componentes y accesorios
electrónicos
0.8 (-) 2.3 (-) 0.3 2.1
335 Fabricación de accesorios, aparatos eléctricos y equipo
de generación de energía eléctrica 7.3 4.7 1.4 (-) 4.3
336 Fabricación de equipo de transporte 7.8 5.3 (-) 1.1 (-) 1.3
337 Fabricación de muebles, colchones y persianas (-)0.4 (-) 5.6 0.0 (-) 2.9
339 Otras industrias manufactureras 5.0 0.0 1.3 (-) 5.7

18
CAPITULO 2. PLANTEAMIENTO Y ANÁLISIS DEL PROBLEMA
El sector manufacturero ocupa un lugar muy importante en la economía de México, y toda
industria que se dedique a la manufactura tiene la necesidad de implementar una estrategia de
mantenimiento eficiente y eficaz. Ya que el mantenimiento es uno de los gastos operativos
más altos que tiene una organización, solamente después del pago de nóminas, es necesario
tener una técnica y una estrategia bien definida que nos permita asegurar el buen
funcionamiento de todas las áreas de la empresa, y por consiguiente la consecución de las
metas de la misma.. Es por esto que es importante realizar una buena gestión de las estrategias
de mantenimiento de la empresa, para obtener reducir tiempos y aumentar la calidad, lo cual
dará como resultado la obtención de beneficios económicos.
Para llevar a cabo un mantenimiento adecuado y con buenos resultados un factor
importante es la participación de todos los miembros de la empresa, es por esto que surge la
pregunta de investigación ¿Qué técnica se puede juntar con el sistema de Mantenimiento
Productivo Total a fin de obtener una buena administración del mantenimiento en una empresa
dedicada a la manufactura?
2.1 Objetivo general
El presente protocolo de investigación tiene como objetivo general la demostración teórica de
la eficacia y funcionalidad del Mantenimiento Productivo Total aplicado a una empresa del
sector manufacturero, contemplando la participación de todas las áreas de la empresa y no solo
del área de mantenimiento.
2.2 Objetivos específicos
Se busca mejorar el control de las solicitudes de mantenimiento, es decir programar las
órdenes de mantenimiento con el mismo concepto de la programación de las órdenes de
producción, a través de alguna teoría eficaz y con ello lograr reducir el almacén al stock
mínimo necesario.

19
Así mismo, cabe señalar que el trabajo tiene como objetivo final implantar un sistema
de mantenimiento basado en una teoría que pueda trabajar en conjunto con el Mantenimiento
Productivo Total, con el fin de ayudar a mejorar la administración del sistema de
mantenimiento en una empresa, la cual debe estar muy ligada al proceso productivo.

20
CAPITULO 3. ANÁLISIS DE LA INFORMACIÓN Y RESULTADOS
¿Qué técnica se puede juntar con el sistema de Mantenimiento Productivo Total a fin de
obtener una buena administración del mantenimiento en una empresa dedicada a la
manufactura? Como respuesta a la pregunta, el Mantenimiento Productivo Total se apoyara de
una técnica conocida como Planificación de Requerimiento de Materiales II, con el fin de
integrar de manera eficaz y eficiente un plan de mantenimiento capaz de obtener resultados
positivos, que ayuden a la consecución de las metas de una empresa, comenzando con la
introducción a las generalidades de ambas técnicas y posteriormente conjuntándolas en un
sistema.
3.1 Definición del Mantenimiento Productivo Total (TPM)
Como las actividades TPM fueron contempladas primeramente en el entorno de los
departamentos de producción, el TPM se definió originalmente por el Japan Institute of Plan
Maintenance (JIMP) incluyendo las siguientes tres estrategias:
1. Maximizar la eficacia global que cubra la vida entera del equipo.
2. Establecer un sistema PM global que cubra la vida entera del equipo.
3. Involucrar a todos los departamentos que planifiquen, usen y mantengan equipos.
4. Sin embargo el TPM se aplica por toda la empresa, abarcando los departamentos de
desarrollo del producto, así como los administrativos y de ventas. Para reflejar esta
tendencia, el JIPM introdujo en 1989 una nueva definición del TPM, con los siguientes
componentes estratégicos:
5. Crear una organización corporativa que maximice la eficacia de los sistemas de
producción.
6. Gestionar la panta con una organización que evite todo tipo de perdidas (asegurando los
cero accidentes, defectos y averías) en la vida entera de la producción.
7. Involucrar a todos los departamentos en la implantación del TPM, incluyendo desarrollo,
venta y administración.
8. Involucrar a todos, desde la alta dirección a los operarios de la planta en un mismo
proyecto.

21
9. Orientar decididamente las acciones hacia las cero pérdidas apoyándose en las actividades
de los pequeños grupos.
El TPM en su sentido amplio es una filosofía gerencial que promueve el cambio de la
cultura organizacional hacia la calidad y productividad a todo nivel en la empresa bajo un
esquema de administración participativa. En TPM la palabra total tiene tres significados
importantes que determina los principales gastos de la estrategia:
1. Eficiencia total: Busca la eficiencia económica o rentabilidad de toda la empresa.
2. Mantenimiento total: Establecimiento de un plan de mantenimiento para toda la vida útil
del equipo.
3. Participación total de todos: Existencia de un sistema organizacional que permite las
actividades de pequeños grupos de trabajo para la realización en cada departamento y en
cada nivel.
3.1.1 Introducción al TMP
Empresas de manufactura en todo el mundo se enfrentan a muchos retos para lograr una
operación exitosa en el entorno competitivo actual (Narasinham, McLeavery, & Billington,
2012). La manufactura moderna requiere, para tener éxito, organizaciones respaldadas por
prácticas eficientes y efectivas de mantenimiento y procedimientos. En las últimas dos
décadas, las organizaciones de fabricación tienen enfoques diferentes utilizados para mejorar
la eficacia del mantenimiento. Un enfoque para mejorar el desempeño de las actividades de
mantenimiento es desarrollar y poner en práctica programas estratégicos TPM. Entre varios
programas de fabricación, Gestión de Calidad Total (TQM), Just-in-Time (JIT),
Mantenimiento Productivo Total (TPM) y Participación Total de los Empleados (TEI), se han
denominado como componentes de Clase Mundial en Manufactura.
TPM es una combinación de mantenimiento preventivo de América y Conceptos
japoneses de gestión de la calidad total y la implicación total del empleado.
TPM es una metodología originada por Japón para apoyar su sistema de manufactura
esbelta. TPM es una estrategia de fabricación demostrad, que ha sido empleada con éxito a
nivel mundial para el logro de los objetivos de la organización en el entorno competitivo.
Metodología de implementación de TPM ofrece organizaciones con directrices para

22
transformar fundamentalmente su tienda en la planta por la integración de la cultura, procesos
y tecnología.
Mantenimiento Productivo Total (TPM) como su nombre indica consiste en tres
palabras:
Total: significa tener en cuenta todos los aspectos y la participación de todo el mundo de
arriba abajo.
Productivo: énfasis en tratar de hacerlo mientras que la producción sigue y minimizar los
problemas de la producción.
Mantenimiento: significa el mantenimiento de equipos de manera autónoma por la
producción de operadores en buenas condiciones la reparación, limpieza, engrasado, y
gastar el tiempo necesario en él.
TPM se considera que es la respuesta de Japón a mantenimiento productivo estilo
estadounidense. TPM es un concepto japonés desarrollado en la década de 1970 en el que el
mantenimiento preventivo pasa a ser más como mantenimiento productivo. TPM es un
innovador enfoque de mantenimiento de la planta, que es complementario con TQM, JIT, TEI,
Mejoramiento del Desempeño Continuo (IPC), y otras estrategias de clase mundial. TPM ha
sido ampliamente reconocido como un arma estratégica para la mejora de fabricación de
rendimiento mediante la mejora de la eficacia de las instalaciones de producción.
Originalmente introducido como un conjunto de prácticas y metodologías centradas en
mejorar el rendimiento del equipo en la manufactura, el TPM ha madurado hasta convertirse
en un equipamiento integral centrado en los esfuerzos para optimizar la productividad de
fabricación.
TPM trae a foco al mantenimiento como una parte necesaria y de vital importancia del
negocio (Sanchis, Poler, Mula, & Peidro, 2010). Ya no se considera como una actividad sin
fines de lucro. Se describe un TPM con relación sinérgica entre todas las funciones de la
organización, pero sobre todo entre la producción y el mantenimiento, la mejora continua,
calidad del producto, eficiencia operacional, la productividad y la seguridad. TPM es una
indispensable iniciativa estratégica para satisfacer las demandas de los clientes en precio,
calidad y plazos de entrega.
Desde una perspectiva de eficiencia en la fabricación, la mejora de la eficiencia y la
rentabilidad puede ser solicitada por el aumento de valor dentro de una organización a través

23
de la eliminación de los residuos. TPM se centra en la identificación sistemática y la
eliminación de los residuos, defectos de funcionamiento, ineficiencia del tiempo de ciclo, y de
calidad en la fabricación y los procesos. TPM se basa en el trabajo de equipo y ofrece un
método para el logro de objetivos con un nivel de clase mundial en general con la eficacia
total del equipo a través de la gente y no solo a través de la tecnología o los sistemas. TPM es
un enfoque a la gestión de equipo que involucra a los empleados de la producción y
departamentos de mantenimiento a través de equipos multifuncionales. TPM no es una política
de mantenimiento específica; es una cultura, una filosofía y una nueva actitud hacia el
mantenimiento. Un programa de TPM eficaz puede facilitar una mayor capacidad de
organización a través de una variedad de dimensiones. Existen varios factores de éxito en la
implementación de una estrategia de TPM, como la participación del liderazgo gerencial, las
prácticas tradicionales de mantenimiento, y la aplicación integral de iniciativas TPM que
pueden contribuir a efectuar mejoras significativas en el rendimiento de la fabricación.
El TPM abarca los siguientes puntos:
1. Pretende crear una cultura corporativa para alcanzar el máximo de eficiencia posible de
todo el proceso productivo
2. Establece un sistema de administración de planta el cual previene las pérdidas y logra
la reducción de metas a cero, tales como: cero accidentes, cero defectos y cero fallas en
los equipos involucrados en el sistema de producción.
3. Involucra a todos los departamentos de la compañía, como diseñadores de equipo,
operarios de producción, ingeniería, mantenimiento, ventas y otros.
4. Todos los empleados participan activamente, desde la alta gerencia hasta los operarios.
5. Fomenta la participación y motivación, a través de la formación de pequeños grupos de
trabajo.
Entendemos como mantenimiento productivo la utilización del tipo de mantenimiento que
más se adecue a las características de la maquinaria en términos de importancia en la línea de
producción, disponibilidad y costo de repuestos, facilidad de mantenimiento y costo del
equipo (valor en caso de ser necesaria la reposición) con el propósito de alargar la vida útil de
este.

24
3.1.2 Razones para introducir el TPM
El TPM hace el proceso productivo más eficiente con la eliminación de los problemas
causados por la máquina considerando la marcha de este programa como un arma estratégica
hacia la calidad (satisfacción del cliente). Entre algunas razones de la necesidad del TPM se
encuentran:
a. TPM es base para aplicar el sistema de mantenimiento en el instante preciso de
acuerdo al diagnóstico de la máquina.
b. Necesidad de incorporar la calidad al proceso de producción, involucrar a operarios
y trabajo en grupos.
c. Necesidad de un máximo de eficiencia de la máquina y prolongación de la vida útil
de los equipos cada vez más costosos.
d. El personal de mantenimiento no es suficiente para cubrir las emergencias de la
planta.
3.1.3 Principales metas del TPM
Entre las metas principales que busca alcanzar el Mantenimiento Total productivo se
encuentran:
a. Desarrollar un óptimo sistema Hombre-Máquina, en el cual, el operario sea
responsable del óptimo funcionamiento de la máquina a través de actividades de
mantenimiento diario (limpieza, lubricación, ajustes y cambios). Lograr un mejoramiento de la
eficiencia global del equipo.
b. Mejorar la calidad general del ambiente de trabajo, con lo que se persigue cambiar
las actitudes y comportamiento de las personas. Con esto, el personal aprende a descubrir
anormalidades, hacer reparaciones y mejoras basadas en hechos definidos, confirmar los
resultados positivos, adquirir la consciencia de calidad, mejorar el cuidado de los equipos, la
limpieza se convierte en inspección, hay un sentido de pertenencia y de trabajo en equipo, se
genera un sentido de orgullo y lealtad por la empresa, mayor motivación y mayor seguridad
laboral.
c. Prevención: una de las características más importantes del TPM es el
establecimiento agresivo de objetivos y metas, tales como cero averías, cero defectos y cero

25
accidentes laborales. Por esto el TPM pone sobre todo énfasis en la prevención, es demasiado
tarde si se espera hasta que ocurra un problema para luego arreglarlo.
Como se puede observar, introducir del TPM en una empresa es muy importante y
lleva consigo un estudio mucho más amplio y detallado.
3.2 Planificación de Requerimiento de Materiales II (MRP II)
Las técnicas del MRP (Materials Requeriment Planning) son una solución relativamente nueva
a un problema clásico en producción: el de controlar y coordinar los materiales para que se
hallen a punto cuando son precisos y al propio tiempo sin necesidad de tener un excesivo
inventario.
3.2.1 Antecedentes del MRP II
La gran cantidad de datos que hay que manejar y la enorme complejidad de las interrelaciones
entre los distintos componentes trajeron consigo que, antes de los años sesenta, no existiera
forma satisfactoria de resolver el problema mencionado, lo que propició que las empresas
siguiesen, utilizando los stocks de seguridad y las técnicas clásicas, así como métodos
informales, con el objeto de intentar evitar en lo posible problemas en el cumplimiento de la
programación debido a la falta de stocks; por desgracia, no siempre conseguían sus objetivos,
aunque casi siempre incurrían en elevados costos de posesión.
Hay que esperar en los años sesenta el ordenador abra las puertas al MRP que, es más
que una simple técnica de gestión de inventarios. El MRP no es un método sofisticado surgido
del ambiente universitario, sino que, por el contrario, es una técnica sencilla, que procede de la
práctica y que, gracias al ordenador, funciona y deja obsoletas las técnicas clásicas en lo que
se refiere al tratamiento de artículos de demanda dependiente. Su aparición en los programas
académicos es muy reciente.
La popularidad creciente de esta técnica es debida no solo a los indiscutibles éxitos
obtenidos por ella, sino también a la labor publicitaria realizada por la American Production
and Inventory Society (A.P.I.C.S.), que ha dedicado un considerable esfuerzo para su
expansión y conocimiento, encabezado por profesionales como J.Orclicky, O.Wight, G.Plossl
y W.Goddard. Todo ello ha propiciado que el número de empresas que utilizan esta técnica
haya crecido en forma rapidísima.

26
Cabe señalar que el MRP no constituye un cuerpo de conocimientos cerrados, sino que
han estado evolucionando en forma continua.
Inicialmente se usaba el MRP para programar inventarios y producción (Sistemas MRP
I) luego se fue incluyendo la planificación de capacidad de recursos y control de otros
departamentos de la empresa (Sistemas MRPII).
Según la mecánica del MRP I, resulta obvio que es posible planificar a partir del Plan
Maestro Detallado de Producción no solamente las necesidades netas de materiales (interiores
y exteriores) sino de cualquier elemento o recurso, siempre que puedan construirse algo
similar a la Lista de Materiales que efectúe la pertinente conexión, por ejemplo: horas
máquina, contenedores, embalajes, etc. Así se produce paulatinamente la transformación de la
Planificación de Necesidades de
Materiales en una Planificación de Necesidades del Recurso de Fabricación, que es a lo
que responde las siglas del MRP II.
Sin embargo, hay otros aspectos que suelen asociarse al MRP II, uno de ellos es el
establecimiento de unos procedimientos para garantizar el éxito del sistema, procedimiento
que incluyen las fases anteriores al cálculo de las necesidades: las de preparación y
Elaboración del Plan Maestro (el cual se verá más adelante). El Plan Maestro, por su parte se
conecta a los sistemas financieros inferidos, como una forma de extender la guía del MRP no
solo la producción, sino a toda la empresa.
Otro aspecto incluido al MRP II es la posibilidad de simulación, para apreciar el
comportamiento del sistema productivo en diferentes hipótesis sobre su constitución o sobre
las solicitudes externas.
Debemos convenir que cualquier sistema MRP realiza una simulación respecto a
acontecimientos futuros; es la extensión de estas posibilidades lo que se solicita para el MRP
II.
Finalmente, como última característica que se asocia generalmente con MRP II es el
control en bucle cerrado, lo que claramente lo hace trascender de relativamente un
simplemente sistema de planificación. Se pretende en esta forma que se alimente el sistema
MRP II con los datos relativos a los acontecimientos que se vayan sucediendo en el sistema
productivo, lo que permitirá al primero realizar las sucesivas re planificaciones con un mejor
ajuste a la realidad.

27
3.3 Relación del MRP II con el TPM
MRP II es una filosofía llevada a la práctica en la gestión de negocios; ha sido adoptada e
implantada en un gran número de compañías en los Estados Unidos, Australia y en el Reino
Unido, y en estas compañías ya se están notando los beneficios de operar con esta filosofía
(Lau, Zhao, & Lai, 2012). MRP II proporciona un cambio importante en control. Los
sofisticados sistemas y procedimientos incorporados proporcionan respuestas equilibradas y
consistentes que permiten la toma de decisiones correctas, mediante el planteamiento de las
preguntas claves de cualquier empresa manufacturera:
¿Qué vamos a fabricar?
¿Qué se necesita para su fabricación?
¿De qué disponemos?
¿Qué necesitamos conseguir?
Se sabe que MRP II es aplicable a cualquier tipo de empresa, en nuestro caso el MRP II
aplicado a Mantenimiento, las preguntas serán:
¿Qué tipo de mantenimiento se va a realizar?
¿Qué materiales se necesita para realizar el mantenimiento?
¿De qué disponemos?
¿Qué necesitamos conseguir?
MRP II mejora la capacidad organizativa con el fin de competir efectivamente al:
Realizar el mantenimiento con el fin de que la producción no se vea afectada y con ello
lograr que nuestros clientes obtengan el producto en el momento oportuno.
Mejorar la productividad.
Pero hay que recordar que MRP II es un sistema de personas. No lo hará por sí solo, no
puede funcionar sin el compromiso, apoyo y entusiasmo que demuestra tener nuestro personal.
3.3.1 Funcionamiento del MRP II
MRP II es una filosofía que coordinará nuestras operaciones de gestión a través de la conexión
establecida entre planificación y las actividades de administración (Huther, 2009). El objetivo
es igualar de manera efectiva, suministro y demanda, ofrecer el mejor servicio posible a

28
nuestros clientes y así satisfacer sus necesidades. Nuestra capacidad para alcanzar dicha meta
depende en gran parte de aquellas personas que respaldan el proceso del MRP II.
MRP II tiene como objeto la planificación y el control de las operaciones, ello conlleva
en forma inherente un análisis de los procesos al objeto de definirlos para que sean más
eficientes. Asimismo, comporta que las funciones se realicen correctas a la primera vez para
que los procesos sean seguros y previsibles y por lo tanto, planificados. Con ello a través de la
implantación de MRP II se pueden generar beneficios tangibles en mejorar el servicio al
cliente.
Usando MRP II es posible alcanzar el equilibrio entre mantenimiento y producción.
Procurando los mejores servicios a nuestros clientes se asegurará la continuidad en los
negocios. Si no podemos suministrar el mantenimiento cuando el cliente lo necesite este
podría recurrir a otro proveedor y prescindir de nuestros servicios.
Es necesario planificar con anticipación el uso real de la capacidad, el material y los
recursos humanos. Una mejor planificación a través de MRP II permitirá un mejor uso de
nuestros recursos disponibles.
3.4 Sistema MRP II aplicado al mantenimiento
MRP II es el sistema que se ha elegido para mejorar el control de mantenimiento y apoyar
nuestra visión de futuro.
Los métodos clásicos de gestión de inventarios, que resultan adecuados cuando la
demanda de los bienes es independiente, o sea sujeta a las condiciones del mercado y no
relacionada con la de otros artículos son inadecuados en otros contextos, concretamente
cuando la demanda de los artículos en cuestión es dependiente, es decir, no está sujeta
directamente a las condiciones del mercado, sino que está relacionada con otros ítems de un
grado de complejidad superior.
En estos casos no es necesario prever la demanda, sino que esta puede ser calculada
prácticamente con certeza a partir del Programa Maestro de Producción, para nuestro caso el
Programa Maestro de Mantenimiento, en el que se indica el tipo de mantenimiento a realizar
así como las fechas de aplicación de las mismas. Por otra parte gracias al Estudio del Trabajo,
se conocen las fases necesarias para realizar los diferentes tipos de mantenimiento y, por tanto,

29
cuáles y cuántos son los componentes que lo integran, así como sus interrelaciones, es decir,
cuál es la estructura de la tarea, que se traduce en la denominada lista de materiales.
Por otra parte, la demanda del mantenimiento de las distintas máquinas no suele ser
continua. Cuando se necesitan diversos elementos para constituir un conjunto, la gestión de
inventarios de los componentes no debe hacerse de forma aislada, sino coordinadamente.
Imaginemos, por ejemplo, una máquina que tiene mantenimiento de tipo diario, semanal,
trimestral, semestral y anual, y cuyos materiales necesarios para realizar esos tipos de
mantenimiento se gestiona de forma independiente mediante las técnicas clásicas.
Supongamos, además, que se consigue, para cada uno de ellos que la ruptura de stocks sean
como máximo el 5% o, lo que es lo mismo, que no falten stocks en el 95% de los casos. Dada
la interrelación existente entre los distintos componentes, basta con que falte uno de ellos para
que no pueda realizarse el mantenimiento programado. Estadísticamente esto quiere decir que
la probabilidad de que el mantenimiento se lleve a cabo sin problemas es de 36%, lo cual
implica que, posiblemente, en un 64% de ocasiones faltará al menos un elemento para realizar
el mantenimiento deseado (Fredriksson & Larsson, 2012).
En un contexto como el mencionado, la meta fundamental que hay que alcanzar es la
de disponer del stock necesario justo en el momento en que va ser utilizado. El énfasis debe
ponerse más en el cuándo pedir que en el cuánto, lo cual hace que sea más necesaria una
técnica de programación de inventarios que de gestión de los mismos; el objetivo básico, pues,
no es vigilar los niveles de stocks como se hace en la gestión clásica, sino asegurar su
disponibilidad en la cantidad deseada, en el momento y lugar adecuados.
La gran cantidad de datos que hay que manejar, y la enorme complejidad de las
interrelaciones entre los distintos componentes, trajeron consigo que antes de los años sesenta
no existiese forma satisfactoria de obtener el objetivo mencionado en el párrafo anterior. Ello
propició que las empresas siguieran utilizando los stocks de seguridad y las técnicas clásicas
que trae consigo la utilización de grandes almacenes, así como métodos informales , con
objeto de intentar evitar en lo posible problemas en el cumplimiento de la programación
debido a falta de stocks; por desgracia, no siempre conseguían sus objetivos.
Estos mismos problemas suceden en tanto para realizar una buena programación del
mantenimiento así como de la programación de la producción.

30
Los sistemas MRP significaron un gran avance hacia la integración de la gestión
empresarial, pero aunque quedaban fuera importantes áreas empresariales.
Sucesivos desarrollos ha ido integrando otros campos, tales como finanzas o marketing,
en un proceso aún en evolución. Estos nuevos sistemas se denominan Planificación de los
Recursos de Fabricación y son conocidos como MRP II, integrando más o menos áreas de la
empresa en función de las características de esta y del paquete concreto software que se
emplee.
Como se ha podido observar los sistemas MRP no son solo técnicas para la
planificación de los recursos, sino que representa una verdadera filosofía de gestión integrada
y jerárquica. Una de las principales razones de la rápida adopción de dichos sistemas ha sido
el que posibilitan la creación de una base de datos centralizada e informatizada y la
coordinación de las distintas funciones de la firma, lo cual es esencial para dirigir la empresa.
3.4.1 Aplicación de MRP II a una empresa manufacturera
El MRP II consta de cinco niveles, cuatro de ellos son de planeamiento y uno de control y
producción, cada nivel responde a ¿cuánto y cuándo se va a producir? y ¿cuáles son los
recursos disponibles?, teniendo en cuenta la capacidad de la empresa.
· PRIMER NIVEL: Plan Empresarial (Plan Estratégico del Negocio)
El plan empresarial, es un informe del nivel general de actividades de la organización para
los próximos años (de 1 a 5 años). Elaborado en el nivel ejecutivo más elevado, el plan se basa
en pronósticos de las condiciones generales de la economía, condiciones futuras del sector
industrial y consideraciones de carácter competitivo; señala la estrategia de la empresa para
competir durante los años siguientes. En general, se expresa en términos de resultados
(volúmenes de venta en términos monetarios) revisados cada 6 meses o inclusive trimestrales,
para cada una de sus líneas de productos, pero no para las cosas específicas o para los
productos individuales dentro de cada línea.
En cierto modo, el plan empresarial representa un acuerdo entre todas las áreas funcionales:
finanzas, marketing, ingeniería, respecto al nivel de la actividad de negocios y líneas de
productos que se comprometen a apoyar.

31
En este nivel no se ocupa de todos los detalles y duraciones específicas de las acciones
para la ejecución del plan. El plan resultante constituye una guía para las decisiones de
menores niveles y los de mayor nivel de detalle.
· SEGUNDO NIVEL: Planeamiento de la Producción y Capacidad
Este plan es la parte proporcional de la producción del plan de negocios y se refiere al lado
de la demanda de estas actividades globales, mostrando los resultados que se deben alcanzar,
expresados en número de unidades de sus líneas de productos o familias. Como diferentes
líneas de productos pueden ser fabricadas en diversas plantas, instalaciones o divisiones de
manufactura cada una de ellas requiere de su propio plan de producción. El plan de producción
agregada de la división abarca los próximos 6 a 18 meses y se expresa en términos de semanas
o meses (Dohi, Okamura, & Osaki, 2011). La planeación a este nivel ignora detalles tales
como cuál debe ser el volumen de producción para cada producto, estilo, opción de color y
modelo. El plan reconoce la capacidad fija existente de la división y los sistemas generales de
la empresa así como las políticas de empleo y subcontratación.
La planeación de la capacidad agregada informa la utilización de la capacidad a los niveles
deseados con la finalidad de probar si es factible la producción planeada contra la capacidad
existente. Debe de existir un equilibrio entre la capacidad y la producción.
· TERCER NIVEL: Plan Maestro de Producción (MPS)
El propósito del plan maestro es satisfacer la demanda de cada uno de los productos dentro
de su línea. Este nivel de planeación más detallado desagrega las líneas de producción en cada
uno de los productos e indica cuanto y cuando deben de producirse. El MPS proporciona una
relación importante entre marketing y la función de producción.
La planeación de la capacidad aproximada se lleva a cabo junto con el plan maestro
tentativo o previo para evaluar la factibilidad de la capacidad antes de que el MPS quede
definitivamente establecido. Este paso asegura que un MPS propuesto no sobrecargue
inadvertidamente ningún departamento, centro de trabajo o maquinaria clave, evitando que
pueda llegar a ser implantado.
Aun cuando esta verificación puede aplicarse en todos los centros de trabajo, en general se
lleva a cabo en los más críticos, que son los que se tienen la mayor posibilidad de generar los
cuellos de botella en el proceso de manufactura. Es una manera rápida y económica para
encontrar y corregir las discrepancias más importantes que surgen entre los requerimientos de

32
capacidad (por ejemplo en las horas de mano de obra directa) de MPS y la capacidad
disponible.
· CUARTO NIVEL: MRP
El programa maestro es la fuerza que mueve el sistema MRP, este procesa la información
conjuntamente con la lista de materiales y los stocks, muestra los requerimientos señalados en
el tiempo para la salida y recepción de materiales, que permiten que sea implantado el MPS.
La planeación de la capacidad detallada, también conocida como planeación de los
requerimientos de capacidad, es un proceso paralelo que acompaña al MRP para identificar en
detalle la capacidad que se requiere para la ejecución del plan de materiales. En este nivel es
posible realizar comparaciones más precisas de la capacidad disponible y la necesaria para las
cargas de trabajo programadas.
· QUINTO NIVEL: Programación de Planta
En este nivel destaca la coordinación de las actividades semanales y diarias para que los
trabajos se lleven a cabo. Los puestos individuales son asignadas a las máquinas y a los
centros de trabajo (carga), se determina la secuencia del proceso de los puestos son decididas
para cada una de las etapas del proceso (programación detallada), y se hace el seguimiento o
monitoreo de los materiales y de los flujos de trabajo entre cada una de las estaciones de
trabajo, llevándose también a cabo los ajustes necesarios (acortamiento). La coordinación de
todas estas actividades en flujos uniformes, especialmente cuando surgen retrasos no
planeados y nuevas prioridades, a menudo requieren ajustes de último minuto en las
producciones y en las capacidades (control de las capacidades a corto plazo).
3.4.2 Elaboración del plan maestro de mantenimiento
Naturalmente, las modalidades y procedimientos a utilizar concretamente en la elaboración del
plan maestro son función del tipo y problemática de la empresa y del sistema productivo
considerado.
El punto de partida es la información del plan empresarial. Esta información proviene,
en general, de los puntos distintos de la empresa y puede tener formatos diferentes, su
sintetización en un único esquema (tanto referido al mantenimiento como al tiempo) es lo que
se denomina Plan de Demanda de Mantenimiento.

33
A partir del plan de demanda se establece un plan maestro agregado tentativo lo que,
dada nuestra estructura de planificación, no ofrecerá dificultades mayores pues bastará con
utilizar el plan elaborado en el ciclo anterior de planificación sometiéndolos a dos tipos de
retoques:
1. Añadir la programación de mantenimiento de las máquinas adquiridas o por adquirirse.
2. Corregir, en su caso, el programa inicial de mantenimiento si se consideran que se van a
producir desviaciones importantes entre lo planificado y lo real.
Las necesidades de carga se comparan con las disponibilidades, capacidades globales, y se
determinan las diferencias, las cuales comprenden no solo un valor sino también una posición
temporal. En el caso de que las diferencias sean insignificantes el plan es factible; en caso
contrario, es preciso proceder a la modificación del plan tentativo hasta lograr la factibilidad.
Los procedimientos utilizados para la modificación del plan cubren un amplio espectro, desde
los automáticos, basados en la programación matemática, hasta los manuales prueba y error.
En general, un planificador entrenado, mediante la ayuda de un sistema informático, puede
obtener buenos resultados como se ve frecuentemente en la práctica.
Es muy importante mencionar que para elaborar el Programa Maestro de Mantenimiento
se considere los tipos de mantenimiento preventivo y predictivo, así mismo considerar las
siguientes preguntas:
a) ¿Qué tipo de mantenimiento vamos a realizar?
b) ¿Cuándo vamos a realizar dicho mantenimiento?
La predicción de mantenimiento es una predicción de cara a las necesidades de los equipos
(clientes). El hecho de que se realice el mantenimiento adecuado depende de:
a) Levantamiento de información del comportamiento de los equipos.
b) El grado de incertidumbre existente en la previsión realizada, de manera que se
puedan atender mantenimientos inesperados.
3.4.3 Elaboración de la lista de materiales
Esto establece:
a) ¿Qué materiales necesitamos para realizar el mantenimiento requerido por el Programa
General de Mantenimiento?

34
b) ¿Cuándo se necesitan los materiales, para cuadrar con el programa maestro de
mantenimiento de reposición de almacén?
El proceso es análogo al anterior, salvo el nivel de detalle empleado. A partir de la
información comercial se establece el plan de la demanda de producción (detallado), que
permite la construcción del plan maestro detallado del mismo y a su vez elaborar el plan
maestro de mantenimiento detallado.
Utilizando los datos técnicos se determinan las necesidades de carga. Los datos técnicos
son análogos a los empleados para determinar la factibilidad del plan agregado, salvo que su
nivel de agregación sea menor, coherente con el utilizado plan maestro detallado.
Genéricamente se ha denominado macro ciclos y macro lista por constituir un tipo de
información de la misma naturaleza para mayor claridad lo llamaremos con el nombre de lista
de materiales.
La participación de los aspectos ligados a componentes de procedencia exterior será más
importante aquí, sobre todo si se desea tener una estabilidad razonable en los programas
sucesivos comunicados a los proveedores. El proceso del plan maestro detallado de
mantenimiento, es el que se utilizará como punto de partida de MRP II.
Estas necesidades se comparan con el stock disponible. En caso de no contar con el
material en stock se programa la compra de acuerdo a los Lead Time de cada repuesto.
3.4.4 Factores a considerar en la aplicación del MRP II
Son miles las empresas que en los últimos años se han propuesto a instalar un sistema MRP,
pero el porcentaje de las mismas que lo han hecho con éxito no es elevado. De estos fracasos
ocurridos puede deducirse que la mayor parte han sido debidos a una serie de factores
relacionados con la puesta en marcha, así como un conjunto de pre-requisitos necesarios para
un buen funcionamiento del sistema. La mayor parte de los autores especializados coinciden
en resaltar la importancia de los siguientes elementos:
a) Exactitud en los datos de entrada, tanto el programa maestro de mantenimiento, como
la lista de materiales y el registro de inventarios deben responder a la realidad y
mantenerse al día.
b) El programa maestro de mantenimiento debe ser realista en tres sentidos, pues su
ejecución va a depender de la disponibilidad de materiales, de tiempo y de capacidad

35
de recursos. La falta de componentes suele ser un síntoma de la existencia de
problemas en algunos de los siguientes procesos: planificación de inventarios
(cubrimiento insuficiente de las necesidades netas o tiempo de suministro real superior
al previsto), compras (retrasos, calidad, etc.) y/o fabricación (defectos retrasos, falta
temporal de capacidad, etc.). En algunos casos será posible actuar sobre los problemas
de forma que puedan corregirse y sea posible cumplir el programa maestro de
mantenimiento; en otros casos ello no será factible y será convenientemente alterar el
programa de forma que corresponda a la realidad. Mientras que con los métodos
tradicionales esto resultaba difícil o imposible dada la cantidad de elementos e
interrelaciones, el MRP II lo permite con relativa facilidad.
c) Del mismo modo, la lista de materiales que guía la explosión de necesidades debe
responder la estructura del producto debiendo reflejar cualquier cambio realizable al
mismo. En cuanto al registro de inventarios, es necesario tomar conciencia de que los
ficheros existentes no suelen estar adaptados a su utilización directa por el ordenador,
al cual no deben pasar los errores existentes, además suelen ser bastantes menos
precisos.
3.4.5 Problemática de la implementación de los Sistemas MRP II
Si algún factor ha contribuido a atenuar el ritmo de crecimiento del número de firmas usuarias
de MRP II, a pesar de los cuantiosos beneficios que se podría haber obtenido, éste es sin duda,
el alto número de empresas que han fracasado en su intento, o bien lo han abandonado o no
han llegado a desarrollarlo lo suficiente como para convertirse en empresas tipo A. Estos altos
índices de fracaso se deben, por una parte, al desarrollo de un proceso de implementación
inadecuado en el que no se resuelven los importantes problemas que se presentan. Por otra
parte, se da el hecho de que “todas las empresas que fallan en la implementación de sus
sistemas MRP suelen continuar cometiendo los mismos fallos en sucesivas implementaciones”.
3.4.5.1 Problemas en torno al personal
Uno de los requisitos fundamentales para el éxito del MRP II es que se eduque a todas las
personas que desarrollan su actividad en la empresa.

36
Así, según el estudio realizado por encuestadoras americanas un 23% de las empresas
consideraban que su fallo más importante en la implementación del MRP fue la insuficiente
educación al personal (Garcia-Cascales & Lamata, 2011). Resulta evidente que MRP es un
sistema de comunicación, debido a ello es necesario que los usuarios empleen un vocabulario
común, que cambien la rutina contraída con los procedimientos anteriores, los “vicios” y
costumbres adquiridos con el tiempo, así como la toma de decisiones unilateral sin fijarse en
las posibles repercusiones sobre el resto de las áreas.
Otro de los problemas fundamentales relativos al personal, que los estudios consideran
causa importante de fracasos en la implementación de sistemas MRP, es la actitud ante el
cambio. Existe miedo a la pérdida del puesto de trabajo, al ver que el ordenador desarrolla en
todo o parte su tarea. Es importante acabar con este tipo de sentimientos ante el cambio, lo que
implica de un lado hacer sentir al personal que el nuevo sistema es “su sistema” y no el de la
alta dirección, para ello es conveniente y necesario el acercamiento de la alta dirección en
forma continua hacia el personal de rango inferior pues ello influirá a la importancia que se
debe tomar a la implantación del MRP.
3.4.5.2 Falta de exactitud en los datos
Uno de los preparativos más delicados en la implementación de un sistema MRP es el de
depuración y corrección de todos los datos con los que el Sistema trabaja. Es necesaria una
gran exactitud en las listas de materiales, programa maestro, registro de inventario, etc., que
MRP II ha de utilizar, puesto que, en caso contrario se partiría de datos incorrectos y el
Sistema estaría abocado al fracaso; el levantamiento de información depende muchas veces de
la veracidad de los datos del personal y del apoyo que brinde.
3.4.5.3 Apoyo de la Alta Dirección
Se trata de un aspecto fundamental en la implementación del sistema MRP. El 20% según el
estudio lo consideró como el más importante de todos los problemas acaecidos. Se suele
delegar totalmente las responsabilidades en un director de proyecto con conocimientos
técnicos del tema, lo cual es totalmente insuficiente, es necesario, un compromiso claro y
continuado de la Alta Dirección con el proyecto y que este apoyo se haga patente.

37
3.4.5.4 Otros problemas
Existen otros problemas importantes como:
Problemas en torno al software y hardware.
Fallos en la elaboración y desarrollo del plan.
Problemas Técnicos.
Problemas de tipo Organizacional.
3.5 Resultados de la aplicación del sistema de mantenimiento
El sistema de mantenimiento permite programar las máquinas en forma más ordenada y
relacionada con el programa de producción, además se logra llevar un control de los
materiales necesarios para el mantenimiento y así poder contar con el stock mínimo necesario
en el almacén, así mismo, el programa permite controlar el tiempo requerido para cada tipo de
mantenimiento y programar al personal necesario.
3.5.1 Logros obtenidos con la aplicación del sistema de mantenimiento
Con la aplicación del sistema se logra reducir el almacén al stock mínimo necesario
pues se tiene el control del consumo por mes de los materiales y repuestos a utilizarse
por máquina, es decir, se elimina los sobre stocks.
Se logra disminuir la inversión en la compra de insumos, en este caso repuestos, por
tratarse de maquinarias, los cuales en su mayoría son importados.
Se logra prever las paradas imprevistas de las máquinas, debido a que el sistema emite
un reporte diario de mantenimiento por máquina.
Facilidad en la programación de personal; el Jefe de Mantenimiento cuenta con la
información en el sistema del tiempo necesario para efectuar los mantenimientos
programados por día.
Mejora la interrelación entre el área de Mantenimiento y Manufactura debido a que
existe mayor coordinación para la programación de los diferentes tipos de
mantenimiento.

38
CONCLUSIONES
Como se ha comentado anteriormente, el recurso humano juega un papel muy importante
dentro de las labores de mantenimiento, porque la empresa puede contar con tecnología de
punta para hacer sus productos y automatizar todos sus procesos, con el fin de reducir los
errores humanos.
Pero al final, quien hace las labores de mantenimiento no es una máquina, sino
personas, por lo tanto, el desconocer procedimientos, falta de capacitación, habilidades,
motivación, y conocimiento pueden empeorar o retardar más los problemas en lugar de
encontrar una rápida solución, es por esto que el Mantenimiento Productivo Total, al
involucrar a todo el personal desde los más altos a los más bajos niveles jerárquicos, es uno de
los sistemas de mantenimiento más recomendables para su implementación.
La filosofía del MRPII aplicada al Mantenimiento Productivo Total es la base de toda
empresa para lograr una óptima producción, es decir, cumplir con el programa de producción
con el funcionamiento adecuado de las maquinarias, involucrando a su vez a todos los
miembros de la organización.
Con la aplicación del sistema se logra mejorar el control de insumos con la reducción
de stocks y mejora el control del personal en el área de mantenimiento reduciendo las horas-
hombre.
Es recomendable aplicar el sistema en un inicio a las máquinas estratégicas en una
empresa, debido a que las paradas de estas máquinas generan mayor pérdida a la empresa.

39
LISTA DE REFERENCIAS
Bullock, J. (2009). Maintenance planning and control. Management Accounting, 60(1), 53.
Dohi, T., Okamura, H., & Osaki, S. (2011). Optimal control of preventive maintenance
schedule an safety stocks in an unreliable manufacturing enviroment. International
Journal of Production Economics, 74(1), 147-155.
Espinosa, F. (10 de Febrero de 2011). Mantenimiento basado en el riesgo (MBR). Charlas
para la gestión del mantenimiento, págs. 2-17.
Espinosa, F., Dias, A., & Salinas, G. (2011). Un procedimiento para evaluar el riesgo de la
innovación. Ingeniare, 20(2), 242-254.
Espinosa, F., Salinas, G., & Leiva, P. (2011). Jerarquización del Reemplazo de Equipos
Productivos de Acuerdo a su Nivel de Cumplimiento de los Objetivos de la Empresa.
Información Tecnológica, 22(4), 97-106.
Fargher, J. S. (2012). Three shops, three strategies: using MRP-II, JIT and TOC in
remanufacturing cells. National Productivity Review, 277(17), 77-93.
Fredriksson, G., & Larsson, H. (2012). An analysis of maintenance strategies and development
of a model for strategy formulation. Chalmers, 10(1), 2-57.
Garcia-Cascales, & Lamata, M. (2011). Multi-criteria analysis for a maintenance management
problem in an engine factory: rational choice. Journal of Intelligent Manufacturig,
22(5), 779-788.
Halme, J., & Aikala, A. (2012). Fault tree analysis for maintenance needs. 25th International
Congresson Condition Monitoring and Diagnostic Engineering (págs. 2-11). Finland:
Journal of Physics.
Huther, W. (2009). A management guide for MRP II: Manufacturing Resource Planning.
Management Review, 7(3), 43-48.

40
Instituto Nacional de Estadística y Geografía. (2005). Cuentame INEGI. Recuperado el 14 de
Noviembre de 2014, de Cuentame INEGI:
http://cuentame.inegi.org.mx/economia/secundario/manufacturera/default.aspx?tema=
E
Instituto Nacional de Estadística y Geografía. (14 de Noviembre de 2014). Encuesta Mensual
de la Industria Manufacturera. Obtenido de INEGI:
http://www.facebook.com/l.php?u=http%3A%2F%2Fwww.inegi.org.mx%2Finegi%2F
contenidos%2Fespanol%2Fprensa%2FBoletines%2FBoletin%2FComunicados%2FInd
icadores%2520del%2520sector%2520manufacturero%2F2014%2Foctubre%2Fcomuni
ca.doc&h=HAQGZ7ay8
Lau, R., Zhao, X., & Lai, F. (2012). Survey of MRPII implementation and benefits in
Mainland China and Hong Kong. (manufacturing resource planning). Production &
inventory Management Journal, 9(2), 65-74.
Narasinham, S., McLeavery, & Billington. (2012). Planeación de la producción y control de
inventarios. México: Mc Graw-Hill.
Powell, D. J., & Rodseth, H. (2013). ICT-Enabled Integrated Operations: Towards a
Framework for the Integration of Manufacturing- and Maintenance Planning and
Control. Production and Quality Engineering, 5(2), 245-252.
Sanchis, R., Poler, R., Mula, J., & Peidro, D. (2010). Análisis del Impacto del Mantenimiento
Productivo Total en la Fabricación de Alto Rendimiento. 4th International Conference
on Industrial Engineering and Industrial Management (págs. 1177-1186). San
Sebastián: Congreso de Ingeniería de Organización.
Zapfel, G. (2010). Production planning in the case of uncertain individual demand extension
for an MRP II concept. International Journal of Production Economics, 46(1), 153-
165.

41
GLOSARIO DE ABREVIATURAS
AMFE: Modo de Fallo y Análisis de los Efectos
APICS: American Production and Inventory Society
BM: Desglose de Mantenimiento
CBM: Mantenimiento Basado en la Condición
CM: Mantenimiento Correctivo
CMMS: Sistemas Computarizados de Gestión de Mantenimiento Preventivo
CNC: Control Numérico por Computadora
ENIM: Encuesta Mensual de la Industria Manufacturera
FMECA: Efecto del Modo de Fallo y Análisis de Criticidad
FMS: Sistema de Fabricación Flexible
FTA: Análisis de Árbol de Fallos
HAZOP: Análisis de Peligros de Operatividad
INEGI: Instituto Nacional de Estadística y Geografía
IPC: Mejoramiento del Desempeño Continuo
JIMP: Japan Institute of Plan Maintenance
JIT: Just-in-Time
MP: Prevencion de Mantenimiento
MPS: Plan Maestro de Producción
MRP: Planificación de Requerimiento de Materiales
OMF: Optimización de la Función Mantenimiento Preventivo

42
Pd.M.: Mantenimiento predictivo
PHA: Análisis de Peligros Físicos
PM: Mantenimiento Preventivo
Pr.M: Mantenimiento Productivo
RCM: Mantenimiento Centrado en Confiabilidad
TEI: Participación Total de los Empleados
TPM: Mantenimiento Productivo Total
TQM: Gestión de Calidad Total
WCM: Manufactura de Clase Mundial