Mantenimiento Àrea Industrial
11
UNIVERSIDAD TECNOLÓGICA DE GUTIÉRREZ ZAMORA VER. TSU EN MANTENIMIENTO ÁREA INDUSTRIAL MANTENIMIENTO A PROCESOS DE MANUFACTURA MANTENIMIENTO ÀREA INDUSTRIAL MATERIA: Procesos de Manufactura PRACTICA 1: Conocimiento de las partes vitales de la máquina herramienta fresadora y los mantenimientos aplicables DOCENTE: TSU. Carlos García Sandoval INTEGRANTES: ulio Cesar Centeno García !ndoni "erlich #avaleta García $ryan Sánche% P&re% GRUPO: '() *C+ CÓDIGO: ___ REVISIÓN: __ ELABORADA: 25/02/15 ACTUALIZADA: 25/02/15 ELABORÓ MII C!"# A#$%&''&! L()&* DOCENTE REVISÓ I+$. A+&' A$,-'"# L()&* ACADEMIA V . B . I+$. V # M"+,&' V&' !3,&* 4&' M #"' DIRECTOR DE CARRERA 1
-
Upload
herlich-zzava -
Category
Documents
-
view
14 -
download
0
description
mmm
Transcript of Mantenimiento Àrea Industrial
UNIVERSIDAD TECNOLGICA DE GUTIRREZ ZAMORA VER. TSU EN MANTENIMIENTO REA INDUSTRIAL MANTENIMIENTO A PROCESOS DE MANUFACTURA
MANTENIMIENTO REA INDUSTRIAL
MATERIA:Procesos de Manufactura
PRACTICA 1:Conocimiento de las partes vitales de la mquina herramienta fresadora y los mantenimientos aplicables
DOCENTE:TSU. Carlos Garca Sandoval
INTEGRANTES:Julio Cesar Centeno GarcaAndoni Herlich Zavaleta GarcaBryan Snchez Prez
GRUPO:501 C
Prctica No: 1 Conocimiento de las partes vitales de la mquina herramienta fresadora y los mantenimientos aplicables
Tipo de Prctica: AUTNOMA [ ] SUPERVISADA [ X ]
Lugar de Desarrollo:Instalaciones de la Universidad Tecnolgica de Gutirrez Zamora
REFERENCIA PROGRAMTICA
Unidad:II. Mquinas herramientas convencionales y CNC.
Tema:2.4 Manufactura Asistida por Computadora (CAM).
Saber:Identificar las coordenadas absolutas e incrementales a partir de los planos de fabricacin.
Saber hacer:Identificar las partes vitales y los tipos de mantenimiento requeridos en la mquina.
Ser:Responsable, analtico, observador y proactivo.
OBJETIVO
Comprender y dominar el manejo de coordenadas absolutas e incrementales a partir de planos de fabricacin, lo cual sirva como base para realizar programas de fabricacin mediante cdigos G y M.
FUNDAMENTO
El control numrico por computadora (CNC) y la computadora han aportado cambios significativos en la industria metalmecnica. Nuevas mquinas-herramienta, en combinacin con CNC, le permiten a la industria producir piezas con precisiones imposibles de imaginar hasta hace unos cuantos aos (Krar y Check, 2002).
Para el CNC se utilizan dos modos de programacin, el sistema incremental y el sistema absoluto. Ambos sistemas encuentran aplicacin en la programacin CNC, y ningn sistema es el ms adecuado o incorrecto en toda ocasin. La mayor parte de los controles de las mquinas-herramienta son capaces de manejar la programacin incremental y absoluta mediante la modificacin del cdigo entre los comandos G90 (Absoluto) y G91 (Incremental).
Sistema incremental
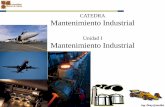
En el sistema incremental, las dimensiones o posiciones estn dadas a partir del punto actual. Las dimensiones incrementales en un plano de trabajo se muestran en la figura 1. Como se puede observar, las dimensiones de cada barreno estn dadas a partir del barreno anterior.
Una desventaja de la programacin o posicionamiento incremental es que, si se ha cometido un error en cualquiera de las posiciones, este error es automticamente arrastrado a las siguientes posiciones. El comando utilizado para programar en coordenadas incrementales es G91.
Por lo anterior, se tiene que:
Un comando (+X) hace que la herramienta de corte se localice a la derecha del ltimo punto. Un comando (-X) hace que la herramienta de corte se localice a la izquierda del ltimo punto. Un comando (+Y) hace que la herramienta de corte se localice hacia arriba del ltimo punto. Un comando (-Y) hace que la herramienta de corte se localice hacia abajo del ltimo punto. Un comando (+Z) hace que la herramienta de corte se localice hacia arriba del plano de trabajo. Un comando (+Z) hace que la herramienta de corte se localice hacia abajo del plano de trabajo.
Figura 1. Modo del sistema incremental mostrando las dimensiones de la pieza de trabajo.
Sistema absoluto
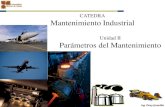
En el sistema absoluto todas las posiciones estn dadas a partir de un punto de referencia sobre el trabajo o sobre la mquina. En la figura 2 se utiliz la misma pieza de la figura 1, pero se dan todas las dimensiones a partir del cero o punto de referencia, que en este caso es la esquina superior izquierda de la pieza. Por lo tanto, en el sistema absoluto si se comete un error al dimensionar, este sigue siendo un error pero no se arrastra a ninguna otra posicin. El comando utilizado para programar en coordenadas absolutas es G90.
Por lo anterior, se tiene que:
Un comando (+X) hace que la herramienta de corte se localice a la derecha del cero o punto de origen. Un comando (-X) hace que la herramienta de corte se localice a la izquierda del cero o punto de origen. Un comando (+Y) hace que la herramienta de corte se localice por arriba del cero o punto de origen. Un comando (-Y) hace que la herramienta de corte se localice por abajo del cero o punto de origen.
Un comando (+Z) hace que la herramienta de corte se localice arriba del cero o punto de origen (Hacia arriba del plano de trabajo). Un comando (-Z) hace que la herramienta de corte se localice abajo del cero o punto de origen (Hacia abajo del plano de trabajo).
Figura 2. Modo del sistema absoluto mostrando las dimensiones de la pieza de trabajo.
REFERENCIAS
Amstead, B.H., P.F. Ostwald, y M.L. Begeman, Procesos de manufactura: versin SI, Editorial Compaa Editorial Continental, 1981.
Krar, S.F., A.F. Check, A.R. Gill, et al., Tecnologa de las mquinas herramienta, Editorial Alfaomega, 2009.
Bavaresco, G., Fresadora, en http://gabpingenieria.weebly.com/uploads/2/0/1/6/20162823/pffresadora.pdf consultada por Internet el 24 de febrero de 2015.
MATERIAL / REACTIVOS:EQUIPO A UTILIZAR:
Solicitar Previamente a Taller/Laboratorio:Pedir previamente a Taller/Laboratorio:
N/A
N/A
El equipo por su cuenta debe aportar:El equipo por su cuenta debe aportar:
1. Libreta de trabajo.2. Lpiz.3. Goma.
N/A
NORMAS DE SEGURIDAD O COMPORTAMIENTO
Conservar la disciplina. Evitar jugar o realizar cualquier acto inseguro durante la prctica. No usar malas palabras durante la prctica, ni faltar al respeto a compaeros, al personal de la UTGZ o al docente.
TCNICA / PROCEDIMIENTO
PASOINSTRUCCIONES
1.-Integrarse en equipos en el saln de clases.
2.-Leer la prctica en equipo e indicar en su libreta de trabajo los puntos que debern reportar.
3.-Comentar en equipo los dos tipos de sistemas de coordenadas para la programacin de mquinas CNC.
4.-Analizar y contestar las preguntas que se piden.
5.-Elaborar el reporte de prctica.
6.-Una vez completada la prctica, ordenar las sillas.
CUESTIONARIO DE ANLISIS/SNTESIS
Instruccin I: Analicen los siguientes puntos en el plano cartesiano y anoten las coordenadas absolutas e incrementales que se piden para cada punto.
Programacin en Absoluto
P1=X____________Y____________
P2=X____________Y____________
P3=X____________Y____________
P4=X____________Y____________
P5=X____________Y____________
P6=X____________Y____________
Programacin en Incremental
P8-P9=X____________Y____________
P9-P10=X____________Y____________
P10-P11=X____________Y____________
P11-P12=X____________Y____________
P12-P13=X____________Y____________
P13-P14=X____________Y____________
Instruccin II: Respondan correctamente las siguientes cuestiones.
1.- Cules son las ventajas de la Manufactura Asistida por Computadora?
2.- Cul es la importancia del sistema de coordenadas para la programacin CNC?
3.- Describa con sus propias palabras el manejo de las coordenadas absolutas.
4.- Describa con sus propias palabras el manejo de las coordenadas incrementales.
AnexosIncluir evidencia fotogrfica de la prctica (Evidencia de la integracin del equipo).
ConclusionesEn este apartado el alumno dar una interpretacin de manera individual de los resultados obtenidos con la aplicacin de la prctica, as como reflexionar si estos conocimientos son tiles para su formacin. Todo esto debe ser acompaado de una redaccin clara y sin faltas de ortografa.
Los criterios a evaluar para esta prctica son los que a continuacin se enlistan.
CDIGO: ___ REVISIN: __ELABORADA: 25/02/15 ACTUALIZADA: 25/02/15ELABORMII Csar Argelles LpezDOCENTEREVIS Ing. Anel Aguilar LpezACADEMIAVo. Bo. Ing. Vctor Manuel Velsquez del Moral DIRECTOR DE CARRERA
1