158presentacion.pdf
50
Aplicaciones de la Estadística al Mejoramiento de la Calidad en Procesos de Manufactura y Servicios Antonio González Fragoso Universidad de las Américas, Puebla Seminario Aleatorio, ITAM 20 de octubre de 2006
-
Upload
esther-rubio -
Category
Documents
-
view
215 -
download
2
Transcript of 158presentacion.pdf
-
Aplicaciones de la Estadstica al Mejoramiento de la
Calidad en Procesos de Manufactura y Servicios
Antonio Gonzlez FragosoUniversidad de las Amricas, Puebla
Seminario Aleatorio, ITAM20 de octubre de 2006
-
Contenido
ObjetivoIntroduccinQu es Seis Sigma? Su importanciaEl Estadstico en la IndustriaProblema de PaalesProblema del HelicpteroProblema de Servicios Mdicos
-
Objetivo
Presentar una introduccin sobre la importancia de la aplicacin de la estadstica en la mejora continua de los procesos (metodologa de Seis Sigma).
Presentar algunos ejemplos reales.
Exponer la importancia del trabajo que tiene el Estadstico en la mejora continua de los procesos.
-
IntroduccinEn cualquier problema de mejora es importante:
9 Entender bien que significa mejorar (Determinar la variable o variables de Calidad).
9 Como se va a medir la mejora (instrumento de medicin).
9 Evaluar la calidad.9 Buscar las oportunidades de mejora.9 Mejorar en el proceso.9 Mantener lo logrado (la mejora).9 Mejora continua.
-
Introduccin (continuacin)En el pasado, para mejorar la calidad de un producto o un
servicio, se involucraba en el proyecto, el equipo de calidad de la empresa. Ahora la recomendacin es, que se involucren en la mejora todos los que tengan que ver con el proceso, todos participan.
El trabajo tiene que ser del equipo completo. Todos son muy importantes. La unin de esfuerzos en una forma objetiva y ordenada, dar muy buenos resultados.
En este trabajo por equipo, la participacin del Estadstico es vital.
-
Qu es Seis Sigma? Su importancia
En palabras tcnicas:
Seis Sigma tiene como objetivo lograr slo 3.4 defectos o inconformidades por cada milln de oportunidades o actividades (DPMO).
Es una metodologa donde se busca la cuasi-perfeccin.
Es una meta, que estrictamente hablando, pocas empresas o procesos pueden lograr.
-
Qu es Seis Sigma? Su importancia(continuacin)
A la hora de la prctica, aplicar adecuadamente la metodologa Seis Sigma, conducir a la reduccin sistemtica del nmero de defectos o inconformidades, consiguiendo de esta manera el mejoramiento continuo.
Aplicar adecuadamente Seis Sigma, nos obliga a trabajar en una forma ordenada, esto es, Seis Sigma se aplicar bajo las siguientes 5 fases:
-
Diagrama de afinidad
Lluvia de ideas
Investigacin al cliente
Grficas de Gantt
Carta de equipo
Mapeo de procesos
QFD
Anlisis Exploratorio de datos
Anlisis de competencia
Hoja de verificacin
Diagramas de Control
Anlisis de Medicin (Gage R&R)
Indicadores
Cuestionarios (muestreo)
Grficas de medicin
Anlisis de regresin
Prueba de Hiptesis
Diagrama de Causa y Efectos
Diseo de Experimentos
Diagrama de Pareto
Capacidad de procesos
Regresin
Confiabilidad
Simulacin de proceso
Anlisis costo beneficio
Diseos de Experimentos
QFD
Superficies de Respuesta
Confiabilidad
Anlisis de Regresin
Estadstica Multivariada
FMEA
Sistema de control de procesos
Capacidad de Procesos
Caracterizacin
Medicin
Qu es Seis Sigma? Su importancia
(continuacin)
Fases deSeis
Sigma
Definicin
Anlisis
Mejora
Optimizacin
Control
-
Qu es Seis Sigma? Su importancia(continuacin)
Cualquier empresa que quiera incorporar un sistema de mejoramiento de la calidad de sus productos y/o servicios, no puede dejar a un lado las peticiones y las sugerencias de sus clientes. Deber de existir una comunicacin continua y casi perfecta entre empresa y sus clientes.
En la metodologa Seis Sigma, desde su primera fase busca mecanismos para escuchar la voz del cliente. Las mejoras con esta metodologa, no tendran algn sentido si no se escucha o no se interpreta adecuadamente lo que el cliente pide.
-
El Estadstico en la IndustriaQu tipo de personas se necesitan en una
empresa para aplicar la estadstica en problemas de calidad?
Profesionistas que entiendan bien la estadstica, comprometidas ha entender el problema a resolverse, a tener una buena comunicacin con los expertos en los procesos, para as lograr la adecuada solucin del problema y tener la adecuada interpretacin del problema.
Que tengan la habilidad de entender al experto en el problema, la paciencia y la creatividad de explicarle la interpretacin estadstica adecuada del problema.
-
El Estadstico en la Industria(continuacin)
Y por parte de las empresas?
Por parte de las empresas, un punto inicial y fundamental, es el abrirse a la aplicacin de las diferentes metodologas estadsticas. Aceptar que necesitan apoyo. Muchas veces por el mismo desconocimiento de las herramientas, no se dan cuenta del potencial que puede ser la estadstica para la solucin de varios de sus problemas.
Tambin por el mismo desconocimiento no se dan cuenta quien en verdad los puede apoyar y quien no.
Ahora, por el gran avance que hay en todo lo referente a software, puede mal entenderse que estadstica es saber dominar un paqueteestadstico.
-
El Estadstico en la Industria(continuacin)
Ellos son los expertos en sus procesos. Es importante aclararles que nosotros como estadsticos no les vamos a ensear en materia de sus procesos.
Por otra parte, en el momento que ellos reconozcan que necesitan apoyo por la persona experta en estadstica y se logra una buena comunicacin por ambas partes, entonces, se llegarn a soluciones efectivas.
El experto en el proceso + El experto en estadstica + comunicacin = soluciones efectivas
-
Problema de PaalesUna empresa fabrica paales de varios clases y tamaos.
ltimamente se han preocupado por mejorar la calidad de sus productos, ya que la competencia en el mercado, es cada vez ms fuerte.
Sus procedimientos que llevan a cabo para mejorar sus procesos estn en paales. Su cultura estadstica es prcticamente, slo el muestreo por aceptacin.
Tienen variables de calidad (de respuesta) muy importantes, tanto del tipo continuo como de atributos (nominales).
-
Problema de Paales(continuacin)
Ya han empezado aplicar la estadstica, con la intencin de mejorar sus procesos, no en un esquema Seis Sigma todava.
Algo muy importante, en este trabajo de apertura, es la participacin de las personas que estn involucradas en sus procesos.
Las aplicaciones son sencillas, pero les empiezan a dar respuesta a la mejora de sus procesos. Estos primeros proyectos, son un pre diagnstico de la calidad de algunos de sus productos que fabrican.
-
Problema de Paales(continuacin)
Anlisis de Sistemas de Medicin (por atributos)
El objetivo de un anlisis de sistemas de medicin, es verificar si las mediciones o inspecciones realizadas sobre las mismas piezas, por diferentes operadores, son consistentes. Tambin, si una personamide o revisa un artculo dos o ms veces, verificar si lo hace consistentemente.
Se seleccionaron 10 piezas, las cuales fueron revisadas por personas expertas, logrando una revisin estndar (verdadera). A cada unode 4 inspectores se les asign al azar cada pieza para que dieran su opinin sobre determinados defectos del producto: Defecto grave,defecto mayor y defecto sin importancia. Esta tarea se realiz dos veces por cada inspector.
-
Problema de Paales(continuacin)
Within Appraisers
Appraiser # Inspected # Matched Percent 95 % CIANTONIO 10 10 100.00 (74.11, 100.00)CHUY 10 10 100.00 (74.11, 100.00)HUERTA 10 10 100.00 (74.11, 100.00)QUIJANO 10 8 80.00 (44.39, 97.48)# Matched: Appraiser agrees with him/herself across trials.
Each Appraiser vs Standard
Appraiser # Inspected # Matched Percent 95 % CIANTONIO 10 9 90.00 (55.50, 99.75)CHUY 10 7 70.00 (34.75, 93.33)HUERTA 10 8 80.00 (44.39, 97.48)QUIJANO 10 8 80.00 (44.39, 97.48)# Matched: Appraiser's assessment across trials agrees with the known standard.
-
Problema de Paales(continuacin)
Between AppraisersAssessment Agreement# Inspected # Matched Percent 95 % CI
10 6 60.00 (26.24, 87.84)# Matched: All appraisers' assessments agree with each other.
All Appraisers vs Standard Assessment Agreement# Inspected # Matched Percent 95 % CI
10 6 60.00 (26.24, 87.84)# Matched: All appraisers' assessments agree with the known standard.
A p p r a i s e r
P
e
r
c
e
n
t
Q UI J A
N O
H UE R
T AC H
U Y
A NT O
N IO
1 0 0
9 0
8 0
7 0
6 0
5 0
4 0
9 5 . 0 % C IP e r c e n t
A p p r a i s e r
P
e
r
c
e
n
t
Q UI J A
N O
H UE R
T AC H
U Y
A NT O
N IO
1 0 0
9 0
8 0
7 0
6 0
5 0
4 0
9 5 . 0 % C IP e r c e n t
D a t e o f s t u d y : R e p o r t e d b y :N a m e o f p r o d u c t :M i s c :
A s s e s s m e n t A g r e e m e n t
W it h in A p p r a is e r s A p p r a is e r v s S t a n d a r d
-
Problema de Paales(continuacin)
Se revis con ms detalle la manera como realizaron la inspeccin. Se logr observar que la inspeccin incorrecta, se debi sobre todo, a que productos buenos los diagnosticaban como malos. Esto es, varios de sus artculos de primera, los consideraban artculos de segunda.
Sugerencia: Capacitar a los diferentes inspectores para lograr una consistencia en su revisin, de acuerdo al estndar.
Observacin: Se realiz un anlisis del sistema de medicin, de la variable de calidad: peso del paal en gramos. Llegando a la conclusin que esta variable se est midiendo consistentemente.
-
Problema de Paales(continuacin)
Control Estadstico y Capacidad de Procesos:
Para una determinada mquina, cada media hora, se tomaron muestras aleatorias de 9 productos. Se pesaron, se obtuvo un peso promedio y una desviacin estndar. Se consideraron 25 subgrupos.
Sample
S
a
m
p
l
e
S
t
D
e
v
252321191715131197531
4
3
2
1
0
_S=1.829
+3SL=3.221
-3SL=0.437
+2SL=2.757
-2SL=0.901
+1SL=2.293
-1SL=1.365
1
1
2
2
1
S Chart of subgrupo 1 m8, ..., subgrupo 9 m8
Sample
S
a
m
p
l
e
M
e
a
n
252321191715131197531
42
41
40
39
38
__X=40.186
+3SL=42.073
-3SL=38.299
+2SL=41.444
-2SL=38.928
+1SL=40.815
-1SL=39.557
11
22
5
Xbar Chart of subgrupo 1 m8, ..., subgrupo 9 m8
-
Problema de Paales(continuacin)
Las grficas muestran problemas. Se renen los encargados para encontrar la explicacin de estos problemas. Sugieren realizar cambios en la mquina (ajustes) y cambiar un poco la frmula de los ingredientes del producto.
Una vez que se logr el control estadstico del proceso y por lo tanto se logr mejora, se obtuvo informacin con los ajustes realizados, entonces, se procedi a analizar la capacidad del proceso.
-
Problema de Paales(continuacin)
Se consideraron los ltimos datos del problema anterior y se analiz la capacidad del proceso.
S
a
m
p
l
e
M
e
a
n
2321191715131197531
41.5
41.0
40.5
__X =40.905
LCL=40.119
UCL=41.690
S
a
m
p
l
e
S
t
D
e
v
2321191715131197531
1.5
1.0
0.5
_S=0.762
UCL=1.341
LCL=0.182
Sam ple
V
a
l
u
e
s
2520151050
42
40
38
42.7542.0041.2540.5039.7539.00
44424038
W ithin
O v era ll
S pecs
W ithinS tD ev 0.785699C p 0.72C pk 0.68C C pk 0.72
O v era llS tD ev 0.799402P p 0.71P pk 0.67C pm *
Process Capability S ixpack of C1 , ..., C9X b a r C ha r t
S C h a r t
L a st 2 4 S u b g r o up s
C a p a b ility H is to g r a m
No r m a l P r o b P lo tA D : 0.327, P : 0.517
C a p a b ility P lo t
Bajo ControlEstadstico
Normalidad
-
4 2 .7 54 2 .0 04 1 .2 54 0 .5 03 9 .7 53 9 .0 0
LS L T arg et U S LP ro ce ss D a ta
S a m p le N 2 16S tD e v (W ith in ) 0 .785699S tD e v (O v e ra ll) 0 .799402
LS L 3 9 .3T a rge t 4 1U S L 4 2 .7S a m p le M e a n 4 0 .9046
P o te n tia l (W ith in ) C a pa b ility
C C pk 0 .72
O v e ra ll C a pa b ility
P p 0 .71P P L 0 .67P P U 0 .75P pk
C p
0 .67C pm 0 .70
0 .72C P L 0 .68C P U 0 .76C pk 0 .68
O bse rv e d P e rfo rm a nce% < LS L 2 .78% > U S L 0 .46% T o ta l 3 .24
E xp . W ith in P e rfo rm a nce% < LS L 2 .06% > U S L 1 .12% T o ta l 3 .17
E xp . O v e ra ll P e rfo rm a nce% < LS L 2 .24% > U S L 1 .24% T o ta l 3 .47
W ith inO v erall
P r oce s s C a pa bi l i ty o f C 1 , . . . , C 9
Se espera que el 2.06% se menores al LIEQue el 1.12% se mayor al LSE. Esto es, queEl 3.17 % no cumple las especificaciones
Este procesoEst trabajandoAprox. a 2 sigma
-
Problema del Helicptero
El proceso considerado en este ejemplo es un procesosimulado, la fabricacin de Helicpteros de Papel(HP).
El objetivo es optimizar (aumentar) el tiempo de cada, logrando al mismo tiempo, una cada aceptable (la cadade un helicptero).
La mejora del proceso se realizar utilizando metodologa Seis Sigma, considerando la voz del cliente. Para llegar a la mejora, se combinaron las metodologas Diseo y Anlisis de Experimentos (DoE) y el Despliegue de la Funcin de la Calidad (QFD).
-
Problema del Helicptero(Continuacin)
-
Problema del Helicptero(Continuacin)
Metodologa QFD (Despliegue de la Funcin de la Calidad)
Es una manera concreta y sistemtica de comprender lo que el cliente quiere para transformarlo en requerimientos de produccin.
Matriz de la Calidad:(a) Voz del Cliente (qu?). (b) Caractersticas Tcnicas (cmo).(c) Matriz de Relaciones.
-
Problema del Helicptero(Continuacin)
DoE y QFD
9 Primero se determina lo que requiere el cliente para la mejora.
9 Se elabora un primer diagrama QFD con los requerimientos del cliente (qu) y las caractersticas tcnicas con las que se resolvern los requerimientos (cmo).
9 DoE asimila los qu de QFD como variables a optimizar, mientras que los cmo se convierten en los factores que utilizar.
9 Una vez terminado el trabajo de DoE, se actualiza el diagrama QFD con los resultados obtenidos.
9 Se repite el ltimo paso hasta lograr la mejora del proceso.
ququ??
ccmo?mo?
-
Problema del Helicptero(Continuacin)
Definir
Los requerimientos del cliente son principalmente:
La cada sea lo ms tardado posibleLa cada sea vistosa (como la de un helicptero)La cada sea ms o menos vertical.
Al mejorar el desempeo de los helicpteros, aumentarn las ventas.
Objetivo: Mejorar el tiempo de vuelo de los HPs y asegurarse de que se mejore tambin lo vistoso de la cada.
En cuanto al tiempo de cada, no se puede definir una meta en especfico a alcanzar, ya que no se cuenta con experiencia previa. El lmite de especificacin (inferior) es ficticio.
-
Problema del Helicptero(Continuacin)
Medir
Se manejan dos tipos de variables de calidad:
Lo vistoso de la cada (nominal) Tiempo de caida (continua)
En esta etapa, se asegur reducir factores externos:
Lugar donde se toman las medidas debe ser espacioso y sin corrientes de aire.
Se estandariz la forma como el operador arroja el helicptero.
Los anlisis de sistema de medicin fueron satisfactorios, tantopara la variable por atributos, como la variable continua.
-
Problema del Helicptero(Continuacin)
Analizar
Cartas de Control Tiempo de Cada
Carta de Control de Cada Vistosa
En ambos casos, a pesar de un control estadstico, el promedio de cada de vuelo es bajo, la variabilidad es alta yla proporcin de inconformidades es muy alto,
-
Problema del Helicptero(Continuacin)
Capacidad de Proceso
Los ndices Cpk y Ppk son muy bajos.
Cpk= 0.54Nivel Sigma antes de la mejora es de 1.5
El tiempo promedio de cada es de 1.89 segundos.
Existe una granoportunidad de mejora.
-
Problema del Helicptero(Continuacin)
Factores
Largo de alas (niveles: 8cm; 4cm).Ancho del HP (niveles 5cm, 11cm).Doblez de la base (niveles: doblez a 1.5cm de la orilla; doblez a 3cm de la orilla).Ancho del Cinturn (niveles: 0.3cm; 2cm).Tipo de papel (niveles: Papel Bond; Papel Micro, Papel Albanene Delgado, Papel China, Papel Mantequilla Delgado).Aditamento (niveles: clip / no clip).
-
Problema del Helicptero(Continuacin)
Resumen de la Mejora
Primero se llevaron a cabo los siguientes diseos para determinar el tipo de papel a utilizar y el aditamento:
Cuatro Diseos Factoriales Completos 25
Dos Diseos Factorial Fraccionado 25-2
Una vez elegido lo antes mencionado, se realizaron los siguientes diseos para determinar las medidas ideales:
Escalamiento AscendenteDiseo Central Compuesto
-
Problema del Helicptero(Continuacin)
Especificaciones Helicptero Mejorado
Largo de Ala 12cm
Ancho de Ala 3cm
Largo de Cuerpo 2.5cm
Ancho de Cuerpo 4.5cm
Cinturn 1cm
Papel: Bond Ligero (58gr/m2)
Aditamento: Grapa
-
Problema del Helicptero(Continuacin)
Resultado de la Mejora
El ndice de capacidad de proceso Cpkanteriormente fue de 0.54 y ahora es de 7.2, por lo que se cuenta con capacidad Seis Sigma.
-
Problema de Servicios Mdicos
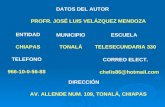
El proceso en este ejemplo es el servicio de atencin mdica (consultas) de la Clnica de la Universidad de las Amricas, Puebla a sus empleados.
Objetivo:
Proponer un mecanismo de mejora en el proceso de los servicios mdicos de la UDLAP, bajo el esquema de la metodologa de Seis Sigma (3 primeras fases). Formular las recomendaciones necesarias para llegar a un plan de mejora en los procesos del servicio mdico brindado por la UDLA y poder as satisfacer ms las peticiones del paciente
-
Problema de Servicios Mdicos(continuacin)
Definir (las Variables Crticas)
Herramientas utilizadas en esta etapa:
El diagrama de Pareto que concentra las causas.El diagrama de Flujo, permite ver la interaccin entre los subprocesos.
Es indispensable el trabajo en equipo dentro de cada una de las fases de Seis Sigma.
-
Problema de Servicios Mdicos(continuacin)
D
i
a
g
n
s
t
i
c
o
s
E
r
r
n
e
o
s
T
i
e
m
p
o
d
e
e
s
p
e
r
a
H
a
c
e
r
C
i
t
a
s
E
m
e
r
g
e
n
c
i
a
s
F
a
l
t
a
d
e
E
s
p
e
c
i
a
l
i
s
t
a
s
E
n
f
e
r
m
e
r
a
M
e
d
i
c
a
m
e
n
t
o
s
N
e
c
e
s
i
d
a
d
d
e
m
e
j
o
r
a
C
a
p
a
c
i
t
a
c
i
n
M
a
l
S
e
r
v
i
c
i
o
A
n
l
i
s
i
s
C
l
n
i
c
o
s
M
a
l
a
A
t
e
n
c
i
n
O
t
r
o
s
72%
-
Diagrama de Flujo de Procesos
Atencin al cliente
E
X
P
E
C
T
A
T
I
V
A
S
D
E
L
P
A
C
I
E
N
T
E
S
i
NoNo
Esperar a ser atendido por el
Doctor
Toma de Signos vitales
Desea esperar
consulta ?
Diagnstico
El paciente
tiene cita?
Esperar Consulta
Revisin del Doctor
Llenar solicitud
El paciente
desea hacer cita?
Se hace cita
Inico
No
Salir
Es paciente nuevo ?
Entrega del historial medico
al Doctor
Si Entrega de nueva hoja
Se aplico medicamento ?
Se receto algn
medicamento ?
Pasa a sala de
observacin ?
No
Es una emergencia?
Traslado al hospital
Si Estado en Sala de Observacin
N
o
Si
N
o
Si
Apoyo a Diagnstico
Radiologa Analisis clinicosPruebas
Diagnosticas
No
S
i
Si
Se recupera el paciente?
No
SiSe realiza recetaSi
Existen doctores en
ese momento?
S
i
Ser atendido por parmedico ?
No
Si
No
No
Problema de Servicios Mdicos(continuacin)
-
Problema de Servicios Mdicos(continuacin)
Identificacin de las Variables Crticas
Con este nuevo panorama de los factores que intervienen en el proceso se logro identificar las variables crticas que determinan la satisfaccin del cliente.
9 Elementos tangibles9 Relacin interpersonal de enfermera9 Relacin interpersonal del mdico9 Eficiencia del mdico9 Eficiencia de la enfermera
-
Problema de Servicios Mdicos(continuacin)
Definir los Requerimientos del Paciente
9 Tangibles 9 Limpieza9 Comunicacin del mdico9 Comunicacin de la enfermera9 Cortesa del medico 9 Amabilidad de la enfermera9 Rapidez de atencin9 Capacidad de diagnstico9 Equipo mdico 9 Organizacin9 Confiabilidad
-
Problema de Servicios Mdicos(continuacin)
Medir (Proyecto del Cualitmetro)
La primera aplicacin del cuestionario se realiza antes de recibir el servicio de consultas mdicas, para medir la calidad esperada
5
CALIDAD ESPERADAIMPORTANCIA
-
Problema de Servicios Mdicos(continuacin)
Medir (Proyecto del Cualitmetro)
Una vez que se recibe el servicio se califica la Calidad Percibida.
5
CALIDAD PERCIBIDA
-
Problema de Servicios Mdicos(continuacin)
Analizando la Calidad Esperada para Cada VariableCalidad Esperada
-
Problema de Servicios Mdicos(continuacin)
Analizando la Calidad Percibida para Cada VariableCalidad Percibida
-
Problema de Servicios Mdicos(continuacin)
Anlisis Entre la Calidad Percibida y la Calidad Esperada del Cualitmetro
-
Problema de Servicios Mdicos(continuacin)
Comparacin de Pacientes Satisfechos e Insatisfechos
-
-
Problema de Servicios Mdicos
(continuacin)
Carta de Despliegue de las
Caractersticas de Calidad
-
Problema de Servicios Mdicos(continuacin)
Posibles Causasen Capacidad de Diagnstico
-
Problema de Servicios Mdicos(continuacin)
En resumen se obtuvo el siguiente orden de importancia para el paciente:
1. Capacidad de diagnstico2. Confiabilidad del proceso3. Rapidez de atencin4. Comunicacin del mdico5. Comunicacin y educacin de la enfermera6. Estado fsico y limpieza del mobiliario7. Equipo mdico8. Organizacin del proceso
-
Muchas Gracias
Aplicaciones de la Estadstica al Mejoramiento de la Calidad en Procesos de Manufactura y ServiciosContenidoObjetivoIntroduccinIntroduccin (continuacin)Qu es Seis Sigma? Su importanciaQu es Seis Sigma? Su importancia (continuacin)Qu es Seis Sigma? Su importancia (continuacin)El Estadstico en la IndustriaEl Estadstico en la Industria (continuacin)El Estadstico en la Industria (continuacin)Problema de PaalesProblema de Paales (continuacin)Problema de Paales (continuacin)Problema de Paales (continuacin)Problema de Paales (continuacin)Problema de Paales (continuacin)Problema de Paales (continuacin)Problema de Paales (continuacin)Problema de Paales (continuacin)Problema del HelicpteroProblema del Helicptero (Continuacin)Problema del Helicptero (Continuacin)Problema del Helicptero (Continuacin)Problema del Helicptero (Continuacin)Problema del Helicptero (Continuacin)Cartas de Control Tiempo de CadaProblema del Helicptero (Continuacin)Problema del Helicptero (Continuacin)Problema del Helicptero (Continuacin)Problema del Helicptero (Continuacin)Problema del Helicptero (Continuacin)Problema de Servicios MdicosDefinir (las Variables Crticas)Problema de Servicios Mdicos(continuacin)Diagrama de Flujo de ProcesosIdentificacin de las Variables CrticasDefinir los Requerimientos del PacienteMedir (Proyecto del Cualitmetro)Medir (Proyecto del Cualitmetro)Analizando la Calidad Esperada para Cada VariableAnalizando la Calidad Percibida para Cada VariableAnlisis Entre la Calidad Percibida y la Calidad Esperada del CualitmetroComparacin de Pacientes Satisfechos e InsatisfechosCarta de Despliegue de las Caractersticas de CalidadPosibles Causasen Capacidad de DiagnsticoProblema de Servicios Mdicos(continuacin)