Sag Con Fuzzy
16
TALLER ASIGNATURA DE CONTROL AUTOMATICO MAGÍSTER CONTROL REALIMENTADO MOLINO SAG MEDIANTE CONTROLADOR FUZZY OBJETIVO Controlar la granulometría del producto del molino SAG, con un controlador difuso, que mantenga la fracción >T3 en 60% (0,5), manipulando la potencia. DESARROLLO Para resolver el problema se utilizó el modelo dinámico de molienda SAG, suministrado por el profesor de la asignatura. Ver figura 1. Se realizó un barrido de potencias, para obtener la característica estática de la planta y de esta manera definir el rango de variación de la variable manipulada; además de obtener el punto de operación de la potencia para la salida deseada. El modelo posee cuatro entradas y dos salidas: Entradas: Granulometría (%), Tonelaje hora, Flujo de agua y Potencia . Salidas: Fracción granulometría (% retenido) y razón mineral agua. La fracción>T3, corresponde al % retenido acumulado de las primeras tres mallas. Para efectos de control se considerará el cambio en el tonelaje/hora del molino como perturbación al sistema.
-
Upload
claudio-ayala-bravo -
Category
Documents
-
view
82 -
download
0
Transcript of Sag Con Fuzzy

TALLER ASIGNATURA DE CONTROL AUTOMATICO MAGÍSTER
CONTROL REALIMENTADO MOLINO SAG MEDIANTE CONTROLADOR FUZZY
OBJETIVO
Controlar la granulometría del producto del molino SAG, con un controlador difuso, que mantenga la fracción >T3 en 60% (0,5), manipulando la potencia.
DESARROLLO
Para resolver el problema se utilizó el modelo dinámico de molienda SAG, suministrado por el profesor de la asignatura. Ver figura 1.
Se realizó un barrido de potencias, para obtener la característica estática de la planta y de esta manera definir el rango de variación de la variable manipulada; además de obtener el punto de operación de la potencia para la salida deseada.
El modelo posee cuatro entradas y dos salidas:
Entradas: Granulometría (%), Tonelaje hora, Flujo de agua y Potencia .
Salidas: Fracción granulometría (% retenido) y razón mineral agua.
La fracción>T3, corresponde al % retenido acumulado de las primeras tres mallas.
Para efectos de control se considerará el cambio en el tonelaje/hora del molino como perturbación al sistema.
Figura 1: Modelo molino SAG

INTRODUCCIÓN
Los modelos difusos empleados en el control de procesos tienden a seguir la misma metodología empleada en el diseño de sistemas de control clásico, esto es: en primer lugar el diseño conceptual es hecho a papel una vez que se ha entendido tanto la mecánica del comportamiento del sistema como su dinámica en términos de entrada/salida; acto seguido se procede a un ciclo de modelado y simulación, y así sucesivamente hasta obtener el resultado deseado. Cabe aclarar que el proceso descrito anteriormente puede apoyarse en herramientas de cómputo especializadas.
Para los sistemas difusos, el método de diseño se efectúa de acuerdo con el siguiente ciclo:
Figura 2: Ciclo de diseño
Definir las características del modelo
Definición de conjuntos difusos
Definición de reglas de control
Elección del método de desfuzzificación
Simulación y ajuste del sistema
Comportamiento Deseado
Sistema Listo
SíNo

DISEÑO DEL CONTROLADOR FUZZY
Para el control de la planta se contempla el diseño de un controlador fuzzy, el cual tendrá las siguientes características.
Entradas: Error: universo del discurso [-1 1] Delta error: universo del discurso [-1 1]
Salidas: Potencia: universo del discurso [-20 20]
Nota: estos valores son valores de partida, para probar el controlador.
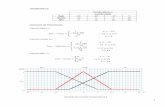
A continuación se muestran las funciones de membresías y el universo del discurso para cada una de las variables definidas anteriormente, además de las reglas de control.
Figura 3: Error

Figura 4: Delta error
Figura 5: Potencia

Figura 6: Reglas de Control

Determinación del Tiempo de Muestreo para la adquisición de los datos.
Para la determinación del tiempo de muestreo es necesario conocer la constante de tiempo de la planta a controlar.
El procedimiento a seguir es llevar a la planta a su punto de operación y obtener la curva de reacción mediante un cambio tipo escalón en la entrada de la planta. La magnitud del escalón debe ser pequeña en comparación al punto de trabajo. Un valor típico es entre 10% a 20% del valor en estado estacionario.
La figura siguiente muestra este procedimiento:
Figura 7: Aplicación para obtener la curva de reacción
Se anexa el archivo de esta aplicación.

Figura 8: Curva de Reacción, potencia v/s FT3
Mediante un cambio de 20% de la potencia en estado estacionario se obtuvo la curva de reacción mostrada en la figura 8. La constante de tiempo se determina considerando la quinta parte del tiempo que se demora la planta en llegar al 98% del valor final de la salida. Según los cálculos la constante de tiempo es de aproximadamente de 0.09, por lo tanto el tiempo de muestreo se puede aproximar a 0.01, es decir nueve veces menor a esta constante de tiempo.

La estrategia a seguir para controlar nuestra planta es llevarla a su punto de operación en forma manual y luego cerrar el lazo para posteriormente aplicar una perturbación en el tonelaje de alimentación, tal como se aprecia en las siguientes figuras.
Figura 9: Aplicación en Simulink control manual SAG mediante Fuzzy
En esta figura se puede observar el controlador fuzzy y el switch que permite pasar e control de la planta de manual a automático. Mediante el slider se ajusta la potencia en 20 para llevar la salida a 0.5 que corresponde al punto de operación y luego se cierra el lazo. La figura siguiente muestra el comportamiento de la planta en esta acción.

Figura 10: Transferencia de manual a automático
En la figura anterior se observa que al pasar de manual a automático y a pesar de estar la planta en su punto de operación, es decir error cero, la salida se escapa de su punto de operación a 0.4. y luego vuelve a 0.5. Para esta prueba no se considera la perturbación en el tonelaje de alimentación.
Nota:
Analizando la aplicación se observa que la variable controlada se escapa de su punto de operación, al pasar a automático, producto de que el controlador fuzzy sigue actualizando su salida mientras está en lazo abierto, y en el momento de pasar a automático la salida del fuzzy no es cero, salida que se suma al valor del bias (20). Esta situación se podría evitar quizás no trabajando con variaciones de la potencia sino con valores absolutos o bien creando algún mecanismo que mantenga en cero la salida del fuzzy hasta el momento de pasar a automático.

Figura 11: Comportamiento en lazo abierto con perturbación en tonelaje
Se hace partir la planta en manual y luego se aplica una perturbación de 0.6 en la alimentación del tonelaje/hora, una vez que la planta se ha estabilizado (en 0.8 unidades de tiempo). Ver configuración del step.
El comportamiento de la planta refleja la falta de control ya que la salida se desvía de su punto de operación en forma permanente en aproximadamente 8% de su valor o punto de operación..

Figura 12: Comportamiento de la planta con perturbación y en automático
Se observa en la figura anterior (indicado por la flecha) como la salida se recupera rápidamente a su punto de operación luego de ocurrida la perturbación. La planta se hizo partir en automático lo cual produce el comportamiento inicial de la planta de sobrepasar el punto de operación deseado (sobreimpulso) y luego volver a él.

Figura 13: Cambio de Set-Point desde 0.5 a 0.6
En esta simulación se trata de observar el comportamiento de la planta ante un cambio en el punto de operación. Se parte en automático con un set-point en 0.5 y luego de estabilizada la planta se realiza un cambio en el set-point a 0.6. Se observa de la gráfica un cierto sobreimpulso y tiempo de establecimiento pequeño con un error cero en estado estacionario. Se puede decir entonces en forma convencional que es una muy buena respuesta..
En la figura 14 se observa el comportamiento de la planta a un cambio en el punto de operación de 0.5 a 0.4.

Figura 14: Cambio de set-point a 0.4
Conclusiones
En general la planta controlada mediante el controlador fuzzy presenta buen comportamiento (tipo Deadbeat) tanto a perturbaciones en la carga como cambios en la referencia.
El programa presenta problemas, en algunas ocasiones, de bloqueo en la simulación que al parecer se deben a la versión del Matlab o bien al tamaño de los vectores, tamaño del paso de simulación o tolerancias en error de integración, como sugiere el matlab. Para evitar el bloqueo se probó con distintos universos de discurso tanto para el error como para el deltaerror, además se agregaron bloques de saturación para estas dos variables de entrada, llegándose finalmente a los valores fijados en la aplicación.
Profesor
Francisco Cubillos
Alumnos
Hugo Ocampo ÁlvarezCristian VelásquezClaudio Ayala Bravo
Fecha: Enero 2003