Presentación Soldadura (1)
62
PROCESOS DE MANUFACTURA UANL FIME SOLDADURA M.C. Yadira González Carranza
-
Upload
cecy-garcia -
Category
Documents
-
view
223 -
download
0
description
soldadura
Transcript of Presentación Soldadura (1)

PROCESOS DE MANUFACTURA
UANL FIME
SOLDADURA
M.C. Yadira González Carranza

Aspectos Generales
DEFINICIÓN:Según la AWS (American Welding Society) define una soldadura como una coalescencia (unión de dos metales en uno) localizada de metal, en donde esa conglutinación se produce por calentamiento a temperaturas adecuadas, con o sin la aplicación de presión y con o sin la utilización de metal de aporte. (Fuente: AWS; Welding Handbook. Volumen Seis)
La Soldadura es un proceso para la unión de dos metales por medio de calor y/o presión y se define como la liga metalúrgica entre los átomos del metal a unir y el de aporte.
SOLDADURA
Aspectos Generales
IMPORTANCIA
La soldadura ofrece muchas ventajas, entre ellas se encuentranEstanqueidad (Sellado de equipos que manejan fluidos a presión,
con altas temperaturas o agentes corrosivos)
Resistencia Mecánica (resistencia a la flexión, cortadura, fatiga,
al impacto, torsión)Resistencia a la corrosión.Escaso volumen que ocupa, además en las uniones a
tope permite disposición firme de los metales a determinadas condiciones y máxima economía.
SOLDADURA
Aspectos Generales
APLICACIONES DE LA SOLDADURA
Edificios, puentes y embarcaciones. Para minimizar ruidos de construcción. Fabricación de electrodomésticos. Como medio de fabricación. Maquinarias y equipo agrícola, minas, explotaciones
petrolíferas, maquinas- herramientas, muebles, calderas, hornos y material ferroviario.
Construcción naval. Fabricación de calderas y recipientes a presión. Material de transporte. Oleoductos. Etc.
SOLDADURA

POSICIONES DE LAS SOLDADURAS
SOLDADURA
POSICIONES DE LAS SOLDADURAS
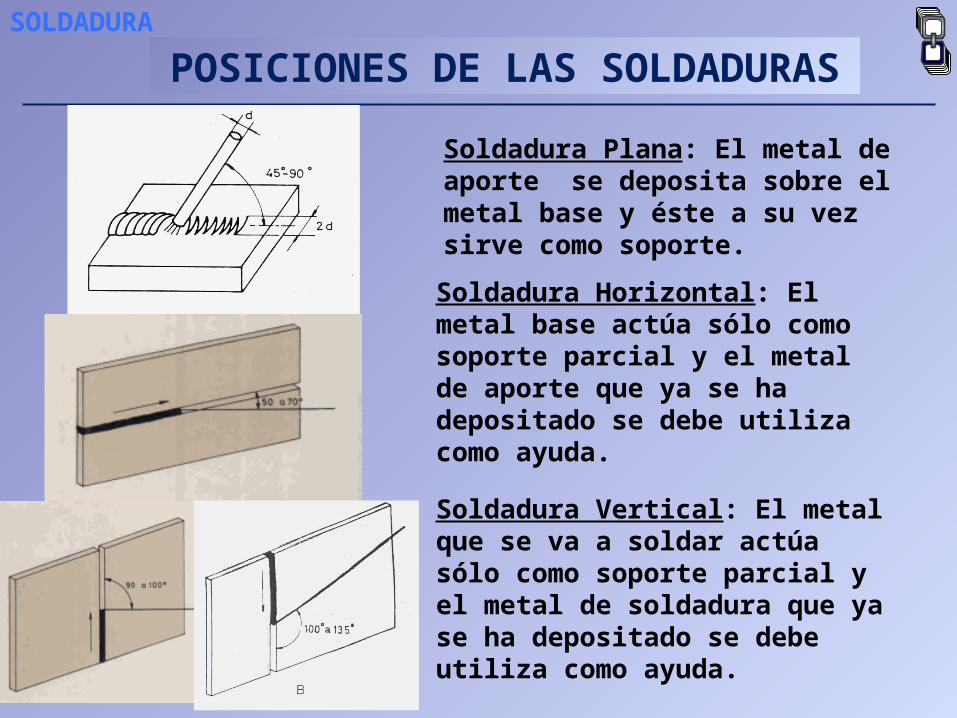
Soldadura Plana: El metal de aporte se deposita sobre el metal base y éste a su vez sirve como soporte.
Soldadura Vertical: El metal que se va a soldar actúa sólo como soporte parcial y el metal de soldadura que ya se ha depositado se debe utiliza como ayuda.
Soldadura Horizontal: El metal base actúa sólo como soporte parcial y el metal de aporte que ya se ha depositado se debe utiliza como ayuda.
SOLDADURA
POSICIONES DE LAS SOLDADURAS
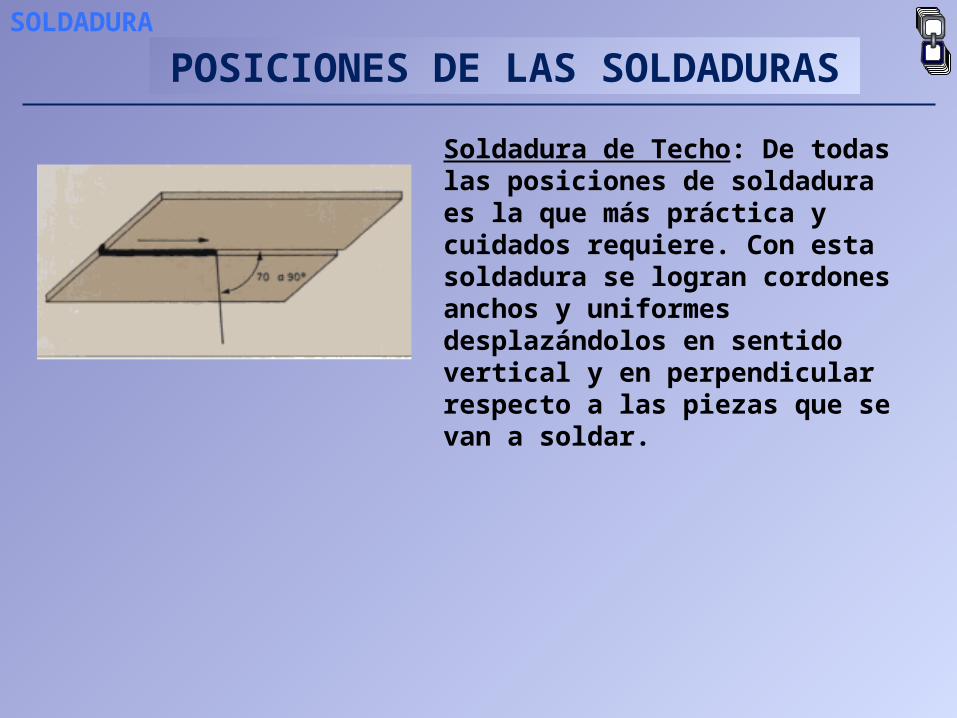
Soldadura de Techo: De todas las posiciones de soldadura es la que más práctica y cuidados requiere. Con esta soldadura se logran cordones anchos y uniformes desplazándolos en sentido vertical y en perpendicular respecto a las piezas que se van a soldar.
JUNTAS SOLDADAS
Son las diversas formas que presentan las uniones en las piezas, y están estrechamente ligadas a la preparación de las mismas. Estas formas de uniones se realizan a menudo en montajes de estructuras y otras tareas que efectúa el soldador.

SOLDADURA
JUNTAS SOLDADAS
Juntas a Tope: Son aquellas donde los bordes de las chapas a soldar, se
tocan en toda su extensión, formando un ángulo de 180ª entre sí, este tipo de junta se efectúa en todas las posiciones. A su vez se subdividen en:
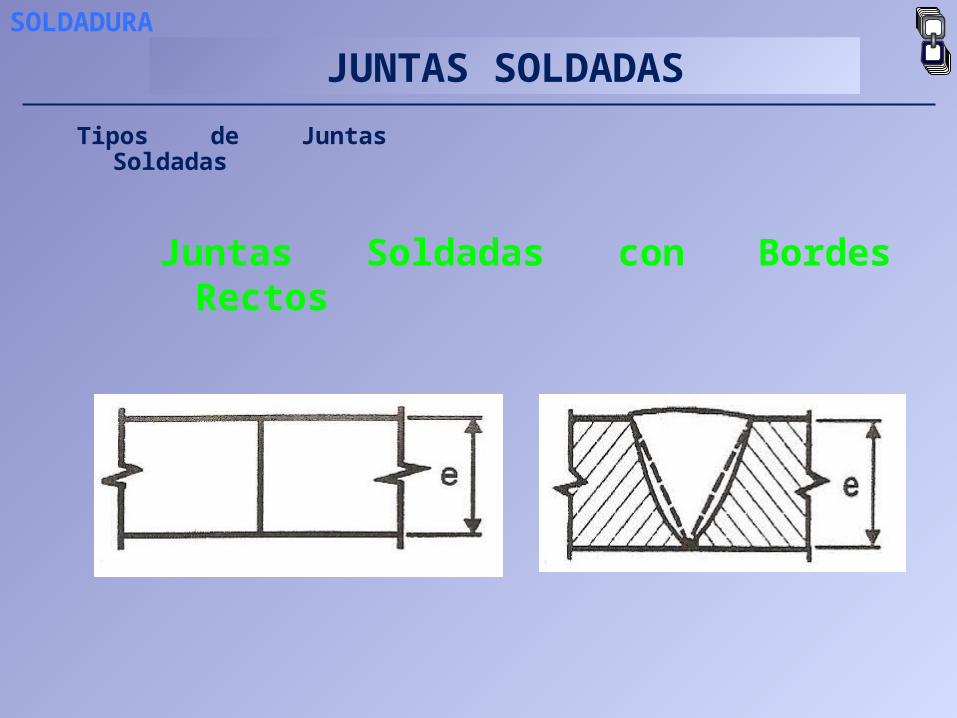
Juntas a tope en bordes rectos: En donde el borde de las chapas no requieren preparación mecánica. Usada en chapas con espesores no mayores a 6mm de espesor, también se considera para piezas que no sean sometidas a grandes esfuerzos.
Tipos de Juntas Soldadas
SOLDADURA
JUNTAS SOLDADAS
Tipos de Juntas Soldadas
Juntas Soldadas con Bordes Rectos
SOLDADURA
JUNTAS SOLDADAS
Tipos de Juntas Soldadas
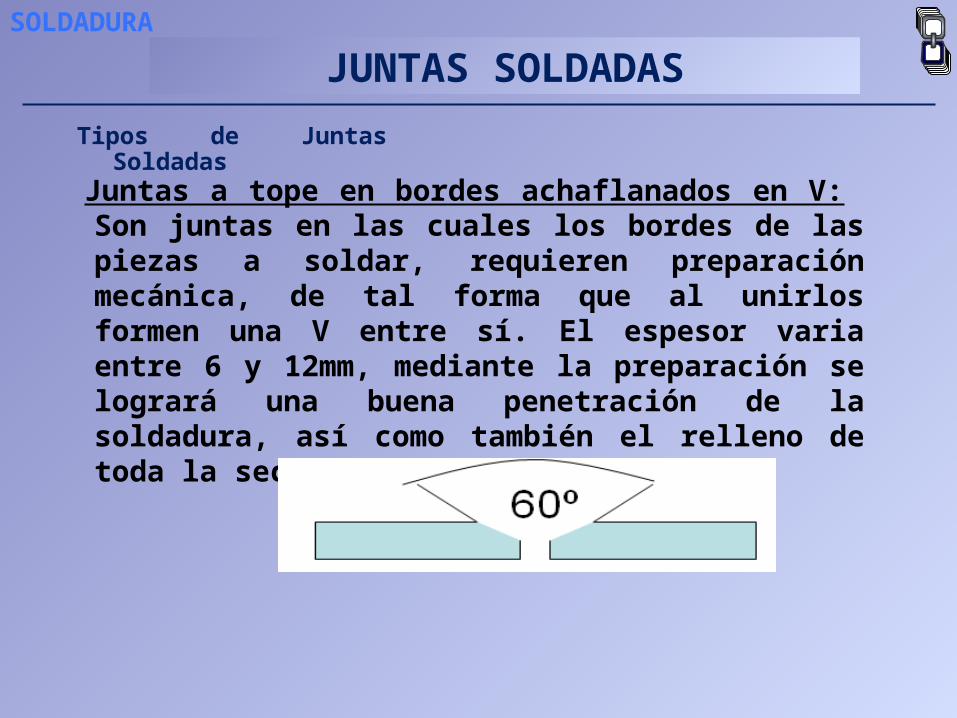
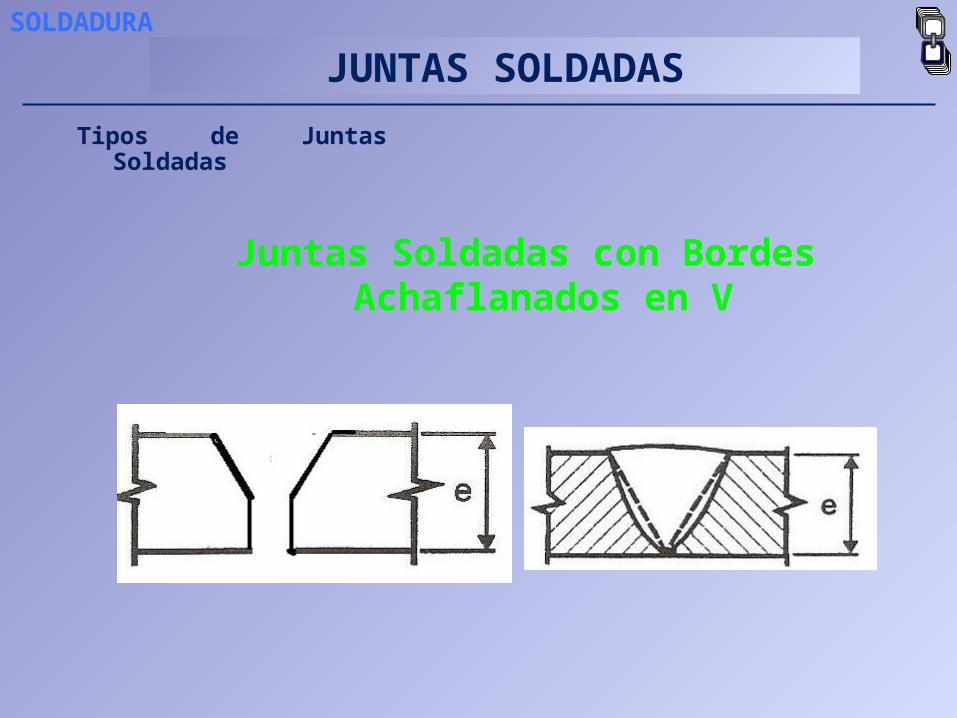
Juntas a tope en bordes achaflanados en V: Son juntas en las cuales los bordes de las piezas a soldar, requieren preparación mecánica, de tal forma que al unirlos formen una V entre sí. El espesor varia entre 6 y 12mm, mediante la preparación se logrará una buena penetración de la soldadura, así como también el relleno de toda la sección.
SOLDADURA
JUNTAS SOLDADAS
Tipos de Juntas Soldadas
Juntas Soldadas con Bordes Achaflanados en V
SOLDADURA
JUNTAS SOLDADAS
Tipos de Juntas Soldadas
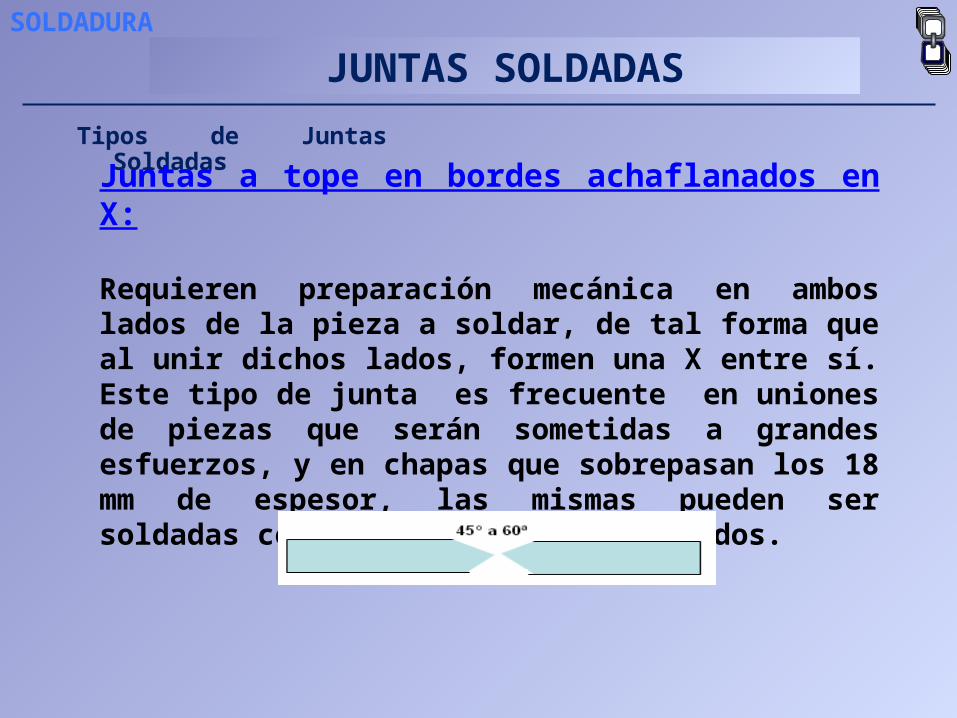
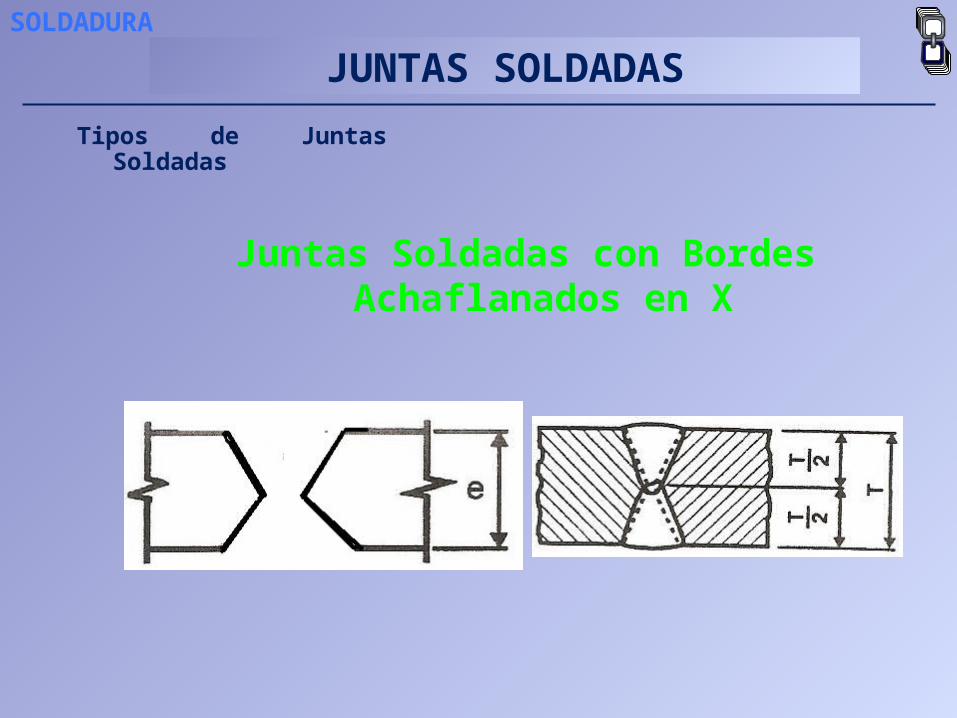
Juntas a tope en bordes achaflanados en X:
Requieren preparación mecánica en ambos lados de la pieza a soldar, de tal forma que al unir dichos lados, formen una X entre sí. Este tipo de junta es frecuente en uniones de piezas que serán sometidas a grandes esfuerzos, y en chapas que sobrepasan los 18 mm de espesor, las mismas pueden ser soldadas con facilidad por ambos lados.
SOLDADURA
JUNTAS SOLDADAS
Tipos de Juntas Soldadas
Juntas Soldadas con Bordes Achaflanados en X
SOLDADURA
JUNTAS SOLDADAS
Tipos de Juntas Soldadas
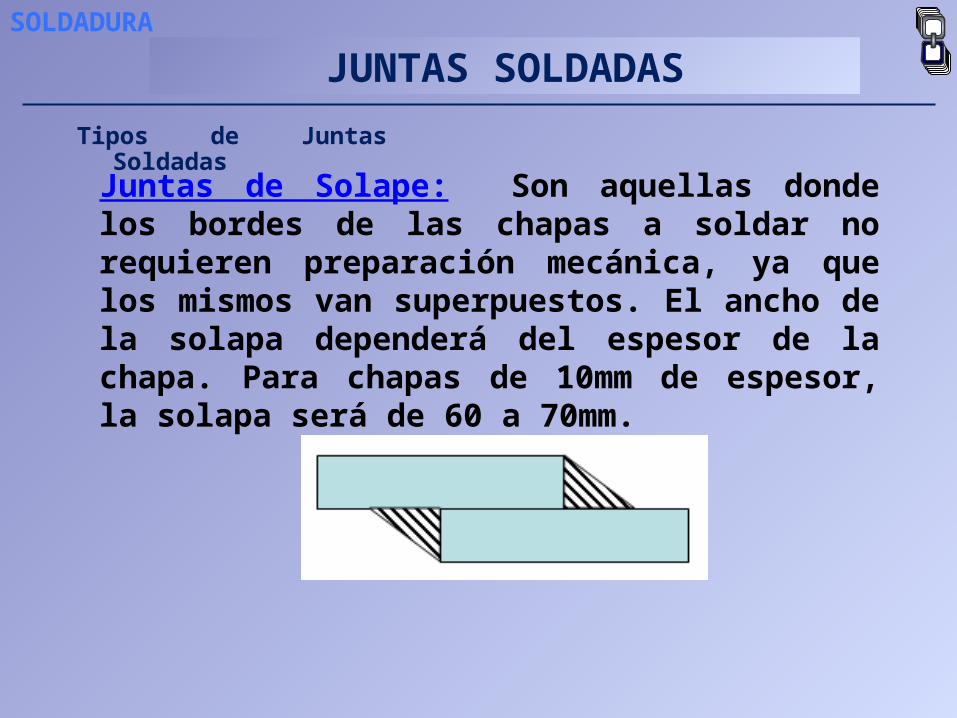
Juntas de Solape: Son aquellas donde los bordes de las chapas a soldar no requieren preparación mecánica, ya que los mismos van superpuestos. El ancho de la solapa dependerá del espesor de la chapa. Para chapas de 10mm de espesor, la solapa será de 60 a 70mm.
SOLDADURA
JUNTAS SOLDADAS
Tipos de Juntas Soldadas
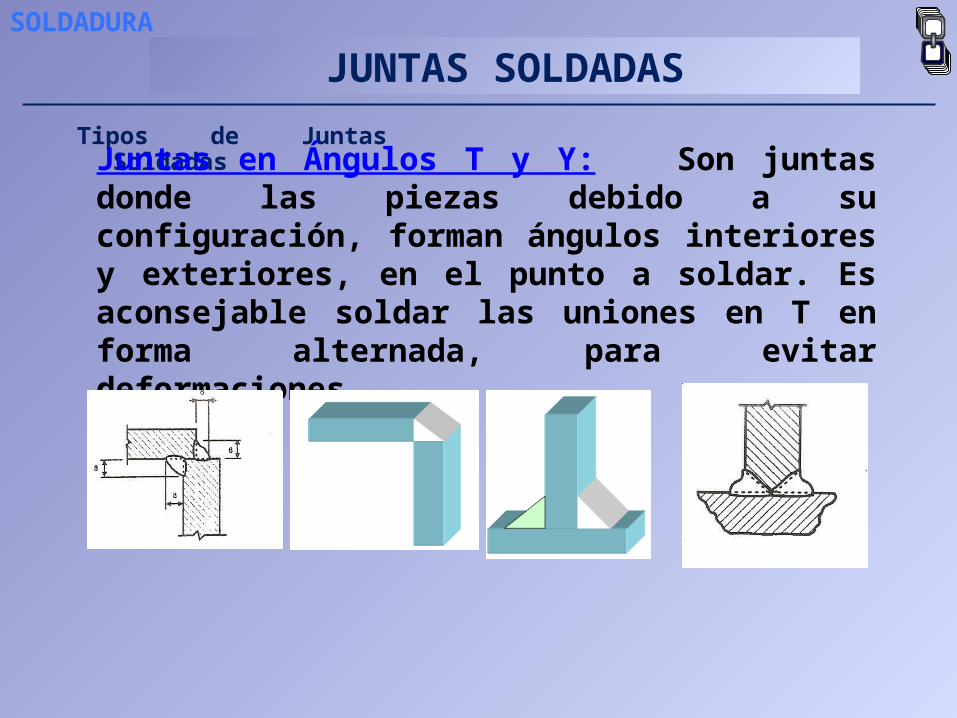
Juntas en Ángulos T y Y: Son juntas donde las piezas debido a su configuración, forman ángulos interiores y exteriores, en el punto a soldar. Es aconsejable soldar las uniones en T en forma alternada, para evitar deformaciones.
Soldadura Blanda y Fuerte
Soldadura blanda: Es la unión de dos piezas de metales diferentes por medio de otro metal llamado de aporte, éste se aplica entre ellas en estado líquido. (Plomo y Estaño entre 180°C y 370°C menor de 430°). Este tipo de soldadura es utilizado para la unión de piezas que no estarán sometidas a grandes cargas o fuerzas.
Soldadura Fuerte: Se aplica también metal de aporte en estado líquido,
pero este metal, por lo general no ferroso, tiene su punto de fusión superior a los 430 ºC.
La soldadura fuerte y la soldadura blanda consisten de técnicas de unión térmica en las que el metal de aporte en estado líquido fluye a lo largo de las superficies a soldar por capilaridad. Ambas técnicas tienen lugar por debajo de la temperatura de fusión de los metales a unir.
TIPOS DE SOLDADURAS
SOLDADURA

Algunos metales de aporte más utilizados en este tipo de proceso son aleaciones de cobre, aluminio o plata, cuyos puntos de fusión se muestran a continuación:
1. Cobre. Su punto de fusión es de 1083°C2. Bronces y latones con puntos de fusión entre los 870 y 1100°C3. Aleaciones de Plata con temperaturas de fusión entre 630 y 845°C4. Aleaciones de Aluminio con temperaturas de fusión entre 570 y 640 °C
La soldadura fuerte se clasifica según la forma en que se aplica el metal de aporte de la siguiente manera:
Inmersión: el metal de aporte previamente fundido se introduce entre las dos piezas que se van a unir, cuando este solidifica las piezas quedan unidas.
Horno: el metal de aporte en el estado sólido, se coloca entre las piezas a unir, estas son calentadas en un horno de gas o eléctrico, para que con la temperatura se derrita el metal de aporte y se genere la unión al enfriarse.
Soldadura FuerteSOLDADURA

Soplete: el calor se aplica de manera local en las partes del metal a unir, el metal de aporte en forma de alambre se derrite en la junta.
Electricidad: La temperatura de las partes a unir y del metal de aporte se puede lograr por medio de resistencia a la corriente, por inducción o por arco, en los tres métodos el calentamiento se da por el paso de la corriente entre las piezas metálicas a unir.
Soldadura FuerteSOLDADURA

Soldadura por Forja
Soldadura por forja: Consiste en el calentamiento de las piezas a unir en una fragua hasta su estado plástico y posteriormente por medio de presión o martilleo (forjado) se logra la unión de las piezas.
El metal se calienta al rojo vivo en el fuego de una fragua, y después se golpea sobre un yunque para darle forma con grandes martillos denominados machos de fragua.
TIPOS DE SOLDADURAS
SOLDADURA
SOLDADURA OXIACETILÉNICA
SOLDADURA
Soldadura con Gas
Este proceso incluye a todas las soldaduras que emplean gas para generar la energía necesaria para fundir el material de aporte. Los combustibles más utilizados son el acetileno y el hidrógeno los que alcombinarse con el oxígeno, como comburente generan las soldaduras autógena y oxhídrica.
La soldadura oxhídrica es producto de la combinación del oxígeno y el hidrógeno en un soplete. La soldadura autógena se logra al combinar al acetileno y al oxígeno en un soplete. Se conoce como autógena porque con la combinación del combustible y el comburente se tiene autonomía para ser manejada en diferentes medios.
En los sopletes de la soldadura autógena se pueden obtener tres tipos de flama las que son:
Oxidante: el oxígeno se encuentra en mayor concentración.Reductora: el acetileno se encuentra en mayor concentración.Neutral: el oxígeno y el acetileno se encuentran en igual proporción.

SOLDADURA OXIACETILÉNICA
SOLDADURA
En algunas ocasiones en la soldadura autógena se utiliza aire como comburente, lo que genera que la temperatura de esta flama sea menor en un 20% que la que utiliza oxígeno.
En este tipo de soldadura el soplete es conocido como mechero Bunsen.
Soldadura con Gas
SOLDADURA
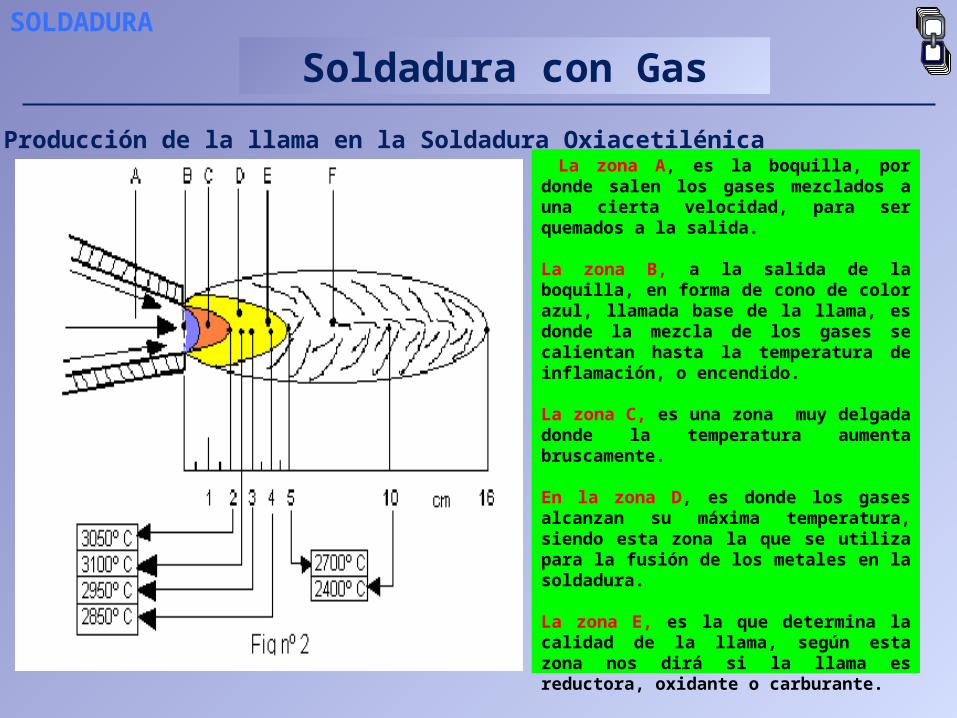
La zona A, es la boquilla, por donde salen los gases mezclados a una cierta velocidad, para ser quemados a la salida.
La zona B, a la salida de la boquilla, en forma de cono de color azul, llamada base de la llama, es donde la mezcla de los gases se calientan hasta la temperatura de inflamación, o encendido.
La zona C, es una zona muy delgada donde la temperatura aumenta bruscamente.
En la zona D, es donde los gases alcanzan su máxima temperatura, siendo esta zona la que se utiliza para la fusión de los metales en la soldadura.
La zona E, es la que determina la calidad de la llama, según esta zona nos dirá si la llama es reductora, oxidante o carburante.
La zona F, es la zona que envuelve, y prolonga las zonas anteriores, y se llama penacho.
Producción de la llama en la Soldadura Oxiacetilénica
Soldadura con Gas
SOLDADURA
Soldadura por Resistencia
Consiste en hacer pasar una corriente eléctrica de gran intensidad a través de los metales que se van a unir, como en la unión de los mismos la resistencia es mayor que en sus cuerpos se generará el aumento de temperatura, aprovechando esta energía y con un poco de presión se logra la unión. La corriente eléctrica pasa por un transformador en el que se reduce el voltaje de 120 o 240 a 4 o 12 V, y se eleva el amperaje considerablemente para aumentar la temperatura. La soldadura por resistencia es aplicable a casi todos los metales, excepto el estaño, zinc y plomo.
La soldadura por resistencia se clasifica en 4 tipos conocidos como:
a. soldadura por puntosb. soldadura por resaltesc. soldadura por costurad. soldadura a tope

SOLDADURA
Soldadura por puntos: la corriente eléctrica pasa por dos electrodos con punta, debido a la resistencia del material a unir se logra el calentamiento y con la aplicación de presión sobre las piezas se genera un punto de soldadura. La máquinas soldadoras de puntos pueden ser fijas o móviles o bien estar acopladas a un robot o brazo mecánico.
Soldadura por resaltes: es un proceso similar al de puntos, sólo que en esta se producen varios puntos a la vez en cada ocasión que se genera el proceso.
Soldadura por Resistencia
SOLDADURA
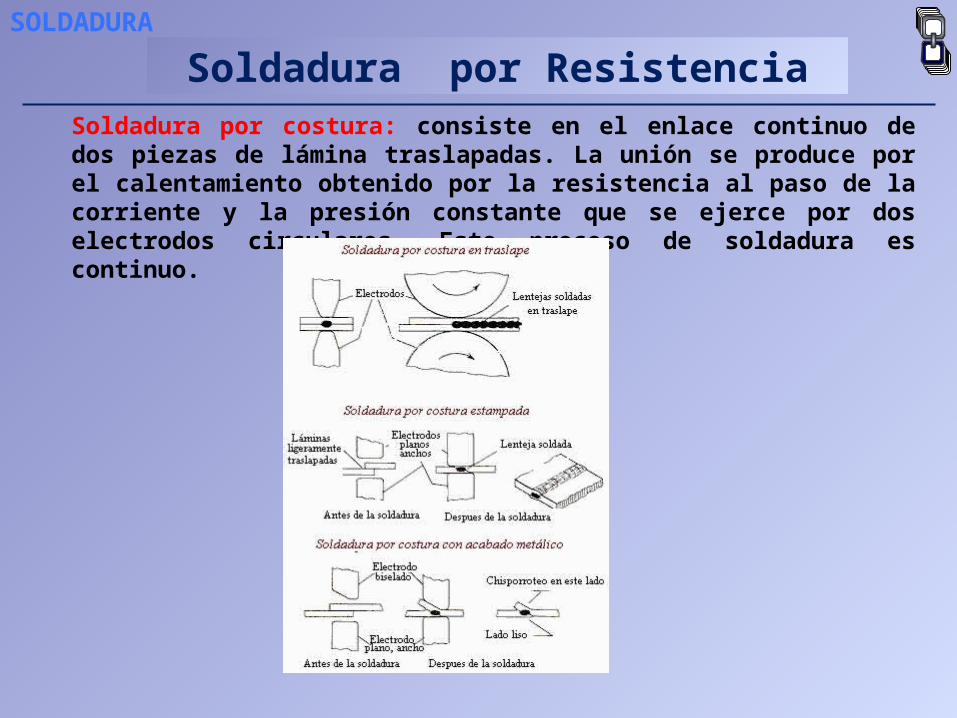
Soldadura por costura: consiste en el enlace continuo de dos piezas de lámina traslapadas. La unión se produce por el calentamiento obtenido por la resistencia al paso de la corriente y la presión constante que se ejerce por dos electrodos circulares. Este proceso de soldadura es continuo.
Soldadura por Resistencia
SOLDADURA
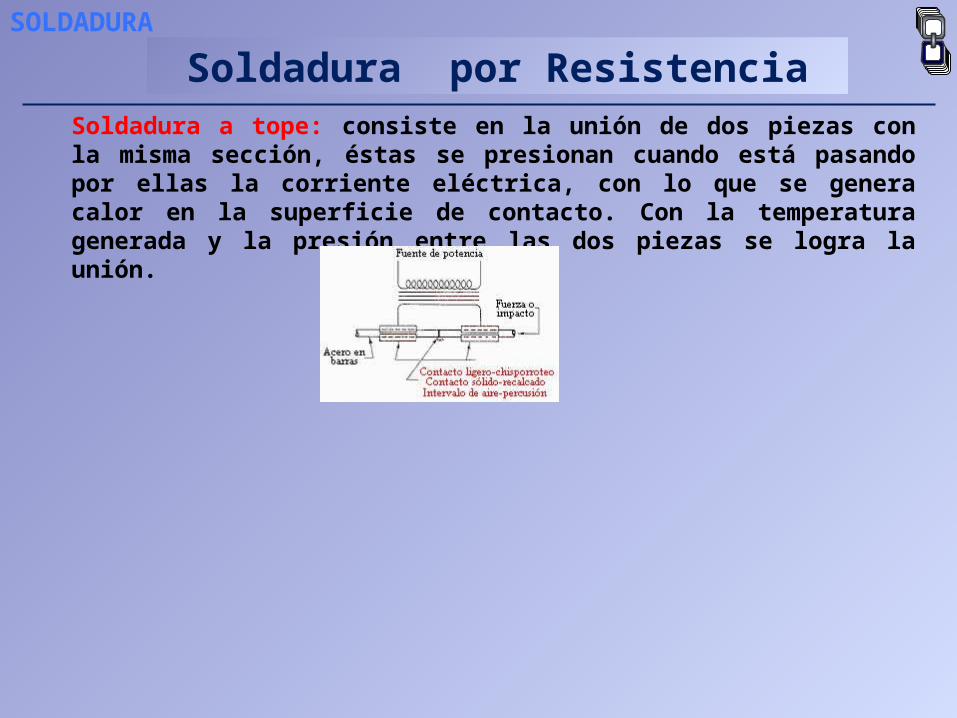
Soldadura a tope: consiste en la unión de dos piezas con la misma sección, éstas se presionan cuando está pasando por ellas la corriente eléctrica, con lo que se genera calor en la superficie de contacto. Con la temperatura generada y la presión entre las dos piezas se logra la unión.
Soldadura por Resistencia
SOLDADURA
Soldadura por Inducción
Esta soldadura se produce al aprovechar el calor generado por la resistencia que se tiene al flujo de la corriente eléctrica inducida en la piezas a unir. Por lo regular esta soldadura se logra también con presión. Consiste en la conexión de una bobina a los metales a unir, y debido a que en la unión de los metales se da más resistencia al paso de la corriente inducida en esa parte es en la que se genera el calor, lo que con presión genera la unión de las dos piezas. La soldadura por inducción de alta frecuencia utiliza corrientes con el rango de 200,000 a 500,000 Hz de frecuencia, los sistemas de soldadura por inducción normales sólo utilizan frecuencias entre los 400 y 450 Hz.
SOLDADURA
Soldadura por Arco Eléctrico
Es el proceso en el que su energía se obtiene por medio del calor producido por un arco eléctrico que se forma entre la pieza y un electrodo. Por lo regular el electrodo también sirve de metal de aporte, el que con el arco eléctrico se funde, para que así pueda ser depositado entre las piezas a unir. La temperatura que se genera en este proceso es superior a los 5,500°C.La corriente que se utiliza en el proceso puede ser directa o alterna, utilizándose en la mayoría de las veces la directa, debido a la energía es más constante con lo que se puede generar un arco estable. Las máquinas para corriente directa se construyen con capacidades hasta de 1,000 Volts, con corrientes de 40 a 95 A. Mientras se efectúa la soldadura el voltaje del arco es de 18 a 40 V.
SOLDADURA
Soldadura por Arco Eléctrico
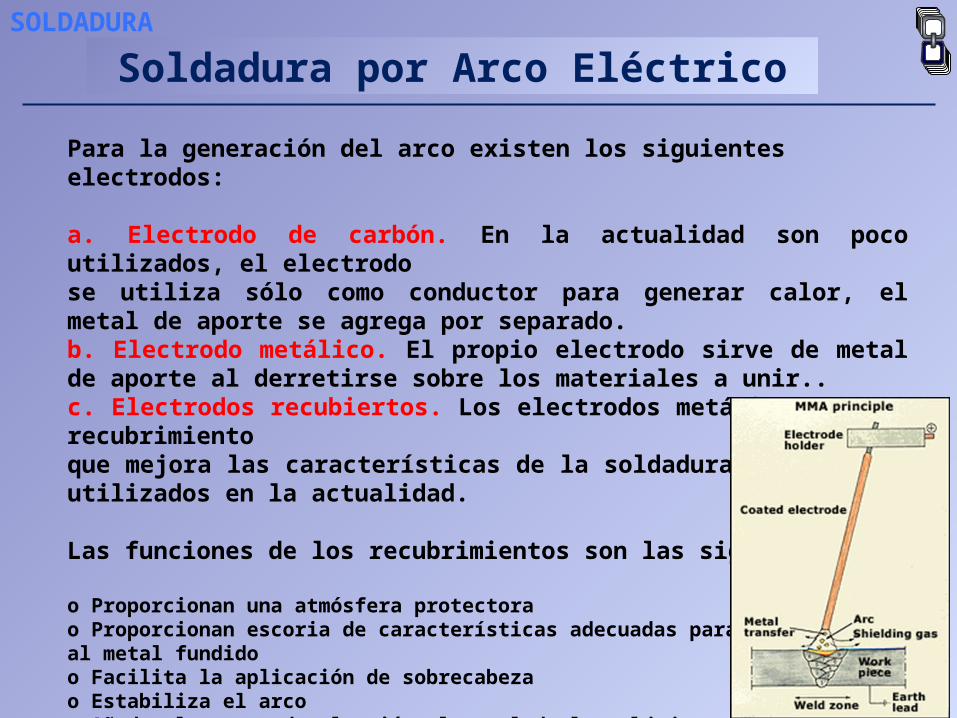
Para la generación del arco existen los siguientes electrodos:
a. Electrodo de carbón. En la actualidad son poco utilizados, el electrodose utiliza sólo como conductor para generar calor, el metal de aporte se agrega por separado.b. Electrodo metálico. El propio electrodo sirve de metal de aporte al derretirse sobre los materiales a unir..c. Electrodos recubiertos. Los electrodos metálicos con un recubrimientoque mejora las características de la soldadura son los más utilizados en la actualidad.
Las funciones de los recubrimientos son las siguientes:
o Proporcionan una atmósfera protectorao Proporcionan escoria de características adecuadas para protegeral metal fundidoo Facilita la aplicación de sobrecabezao Estabiliza el arcoo Añade elementos de aleación al metal de la soldadurao Desarrolla operaciones de enfriamiento metalúrgico
SOLDADURA
Soldadura por Arco Eléctrico
o Reduce las salpicaduras del metalo Aumenta la eficiencia de deposicióno Elimina impurezas y óxidoso Influye en la profundidad del arcoo Influye en la formación del cordóno Disminuye la velocidad de enfriamiento de la soldadura
Las composiciones de los recubrimientos de los electrodos pueden ser orgánicas o inorgánicas y estas substancias se pueden subdividir en las que forman escoria y las que son fundentes. Algunos de los principales compuestos son:
o Para la formación de escoria se utilizan SiO2, MnO2 y FeOo Para mejorar el arco se utilizan Na2O, CaO, MgO y TiO2
o Desoxidantes: grafito, aluminio, aserríno Para mejorar el enlace: silicato de sodio, silicato de potasio y asbestoso Para mejorar la aleación y la resistencia de la soldadura: vanadio, cesio, cobalto, molibdeno, aluminio, circonio, cromo, níquel,manganeso y tungsteno.
SOLDADURA
Soldadura por Arco con Hidrógeno Atómico
Es un sistema generador de un arco eléctrico en el cual se agrega hidrógeno para liberar calor con mayor intensidad que en un arco común, la temperatura que se alcanza en este tipo de arco es superior a los 6,000 °C.
Soldadura por Arco con gas protectorEn este proceso la unión se logra por el calor generado por un arco eléctrico que se genera entre un electrodo y las piezas, pero el electrodo se encuentra protegido por una copa por la que se inyecta un gas inerte como argón, helio o CO2. Con lo anterior se genera un arco protegido contra la oxidación y además perfectamente controlado. Existen dos tipos de soldadura por arco protegido:
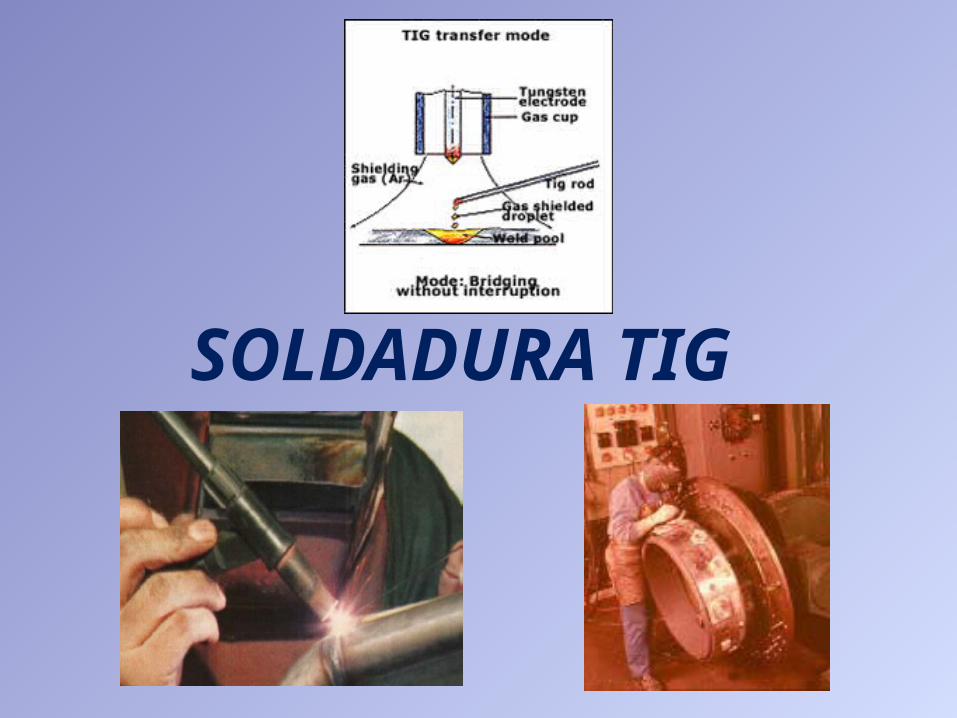
TIG (Tungsten Inert Gas)
MIG (Metal Inert Gas)
SOLDADURA TIG

SOLDADURA TIG
SOLDADURA
La sigla TIG corresponde a las iníciales de las palabras inglesas "Tungsten Inert Gas", lo cual indica una soldadura en una atmósfera con gas inerte y electrodo de tungsteno.
SOLDADURAS ESPECIALIZADAS
Este proceso emplea un electrodo permanente de Tungsteno en un soporte especial el cual provee un gas para formar una protección alrededor de arco y del metal fundido. Los gases utilizados son el Helio o Argón, usándose en algunos casos el CO2.
SOLDADURA TIG
SOLDADURA
SOLDADURAS ESPECIALIZADAS
La soldadura TIG fue desarrollada inicialmente con el propósito de soldar metales anticorrosivos y otros metales difíciles de soldar, no obstante al pasar el tiempo, su aplicación se ha expandido a prácticamente todos los metales usados comercialmente.
En cualquier proceso de soldadura la mejor soldadura, que se puede obtener, es aquella donde la soldadura y el metal base comparten las mismas propiedades químicas, físicas y metalúrgicas, para lograr esas condiciones la soldadura fundida debe estar protegida de la atmósfera durante su operación, de otra forma, el oxígeno y el nitrógeno de la atmósfera se combinarían con el metal fundido resultando en una soldadura débil y con porosidad. En la soldadura TIG la zona de soldadura es resguardada de la atmósfera por un gas inerte que es alimentado a través de la antorcha, Argón y Helio pueden ser usados con éxito en este proceso, el Argón es mayormente utilizado. El Helio genera un arco más caliente, permitiendo una elevación de voltaje en el arco del 50-60%. Este calor extra es útil especialmente cuando la soldadura es aplicada en secciones muy pesadas.

SOLDADURA
SOLDADURAS ESPECIALIZADAS
SOLDADURA TIG
Este procedimiento es utilizado en uniones que requieran alta calidad de soldadura y en soldaduras de metales altamente sensibles a la oxidación (como el titanio y el aluminio). Pero su uso más frecuente está dado en aceros resistentes al calor, aceros inoxidables y aluminio.
Es importante destacar que este método pude ser usado con o sin material de aporte.el metal de aporte debe ser de la misma composición o similar a la del material base.

SOLDADURA
SOLDADURAS ESPECIALIZADASSOLDADURA TIG. VENTAJAS
Estabilidad y la concentración del arco. Es factible de utilizar en todas las posiciones y tipos de
juntas Buen aspecto del cordón (con terminaciones suaves y lisas) Ausencia de salpicaduras y escorias (lo que evita trabajos
posteriores de limpieza). Aplicabilidad a espesores finos (desde 0,3 mm). La gran ventaja de este método de soldadura es,
básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos.
La soldadura TIG puede ser utilizada para soldar casi todo tipo de metales y puede hacerse tanto de forma manual como automática. La soldadura TIG, se utiliza principalmente para soldar aluminio, y aceros inoxidables, donde lo más importante es una buena calidad de soldadura.
SOLDADURA MIG/MAG

SOLDADURA
SOLDADURAS ESPECIALIZADAS
SOLDADURA GMAW
Las siglas significan Gas Metal Arc Welding es un proceso semiautomático, automático o robotizado de soldadura que utiliza un electrodo consumible y continuo que es alimentado con la pistola; tanto el arco como el baño de soldadura es protegido con un gas que puede ser inerte o activo que crea la atmósfera protectora. Este procedimiento hace que no sea necesario estar cambiando de electrodo constantemente.
(1) Dirección de avance,(2) Tubo de contacto, (3) Electrodo, (4) Gas (5) Metal derretido de soldadura, (6) Metal de soldadura solidificado, (7) Pieza a soldar.
SOLDADURA
SOLDADURAS ESPECIALIZADAS
SOLDADURA GMAW
El principio es similar a la soldadura por arco, con la diferencia en el electrodo continuo y la protección del gas lo que le dan a este método la capacidad de producir cordones más limpios (no forma escoria, por lo que se pueden formar varias capas sin necesidad de limpieza intermedia).De los procesos de soldadura con gas y arco de metal existen dos variantes las cuales se diferencian por el tipo de gas:
MIG. Soldadura de Arco Metálico con Gas Inerte
MAG. Soldadura de arco Metálico con gas activo

SOLDADURA
SOLDADURAS ESPECIALIZADAS
SOLDADURA MIG
El método MIG (Metal Inerte Gas) utiliza un gas inerte (Argón, Helio o una mezcla de ambos). Se emplea generalmente para soldar aceros inoxidables, cobre, aluminio, chapas galvanizadas y aleaciones ligeras. A veces es mejor utilizar helio ya que este gas posee mayor ionización y por lo tanto mayor rapidez de generación de calor.
El arco y la soldadura fundida son protegidos por un chorro de gas inerte o activo. El proceso puede ser usado en la mayoría de los metales con aplicación industrial
SOLDADURA
SOLDADURAS ESPECIALIZADAS
SOLDADURA MIG
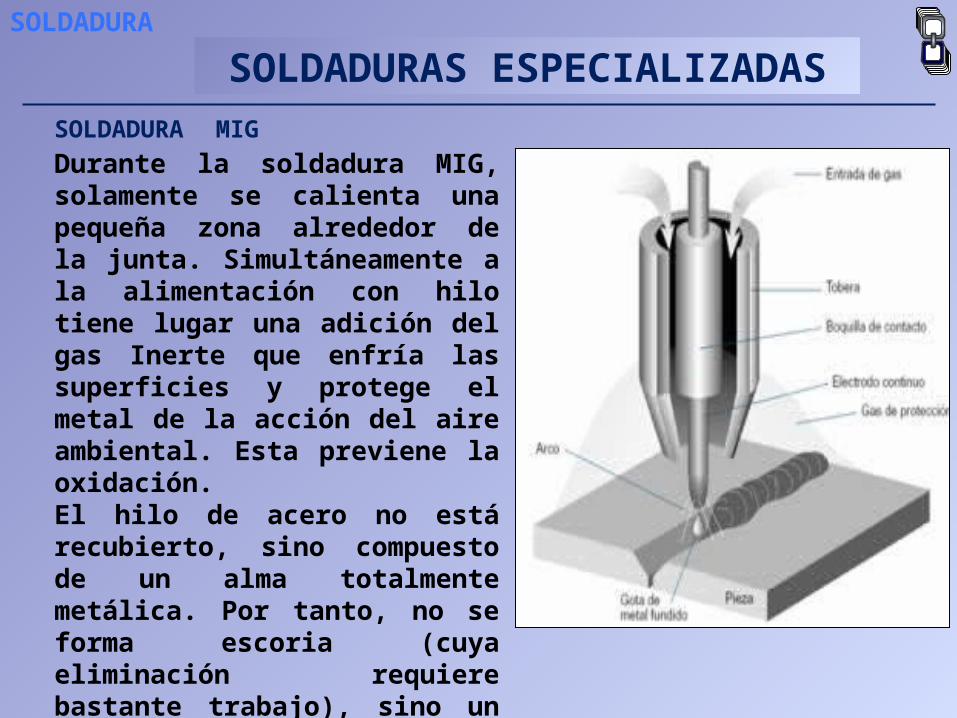
Durante la soldadura MIG, solamente se calienta una pequeña zona alrededor de la junta. Simultáneamente a la alimentación con hilo tiene lugar una adición del gas Inerte que enfría las superficies y protege el metal de la acción del aire ambiental. Esta previene la oxidación. El hilo de acero no está recubierto, sino compuesto de un alma totalmente metálica. Por tanto, no se forma escoria (cuya eliminación requiere bastante trabajo), sino un cordón muy liso.

SOLDADURA
SOLDADURAS ESPECIALIZADAS
SOLDADURA MIG
El proceso MIG incluye tres técnicas muy distintas de aplicación conocidas como:
Corto circuito: la transferencia del metal ocurre cuando un corto circuito eléctrico es establecido , esto ocurre cuando el metal en la punta del alambre hace contacto con la soldadura fundida.
Globular: el proceso ocurre cuando las gotas del metal fundido son lo suficientemente grandes para caer por la influencia de la acción de la gravedad.
Rociado (spray arc): diminutas gotas del metal fundido llamadas «moltens» son arrancadas de la punta del alambre y proyectadas por la fuerza electromagnética hacia la soldadura fundida.
SOLDADURA
SOLDADURAS ESPECIALIZADAS
SOLDADURA MAG
La soldadura MAG (Metal Active Gas) es un tipo de soldadura que utiliza un gas protector químicamente activo:
Dióxido de carbono Argón más dióxido de carbono Argón más oxígeno
Se utiliza básicamente para aceros no aleados o de baja aleación. No se puede usar para soldar aceros inoxidables ni aluminio o aleaciones de aluminio.Es similar a la soldadura MIG, se distinguen en el gas protector que emplean, sin embargo este procedimiento es mas barato debido al gas que utiliza.

SOLDADURA
SOLDADURAS ESPECIALIZADAS
VENTAJAS DE LA SOLDADURA MIG/MAG (GMAW )
La soldadura MIG es intrínsecamente más productiva que la soldadura MMA (Soldadura por arco manual), donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido.
La soldadura MIG es un proceso versátil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones.
La soldadura MIG no se desecha tanto material como en el MMA cuando la última parte del electrodo revestido es desechado.
El procedimiento es muy utilizado en espesores delgados y medios, en fabricaciones de acero y estructuras de aleaciones de aluminio, especialmente donde se requiere un gran porcentaje de trabajo manual

SOLDADURA
SOLDADURAS ESPECIALIZADAS
GASES PARA SOLDADURA TIG, MIG
Para soldar aceros Inoxidables, en el escudo gaseoso se utiliza argón puro, helio o la mezcla de los dos.
La adición de nitrógeno en la soldadura TIG no es recomendable. Tanto en la soldadura Manual y realización de juntas por debajo de un espesor de 1,6 mm se prefiere al argón como escudo gaseoso
La mezcla de argón con oxígeno que se utilizan en la soldadura MIG no se usan en la TIG, debido al rápido deterioro del electrodo de tungsteno.
En la TIG la combinación de fundentes e H2 provoca porosidades en el cordón de soldadura.
SOLDADURA
SOLDADURAS ESPECIALIZADAS
GASES PARA SOLDADURA TIG, MIG
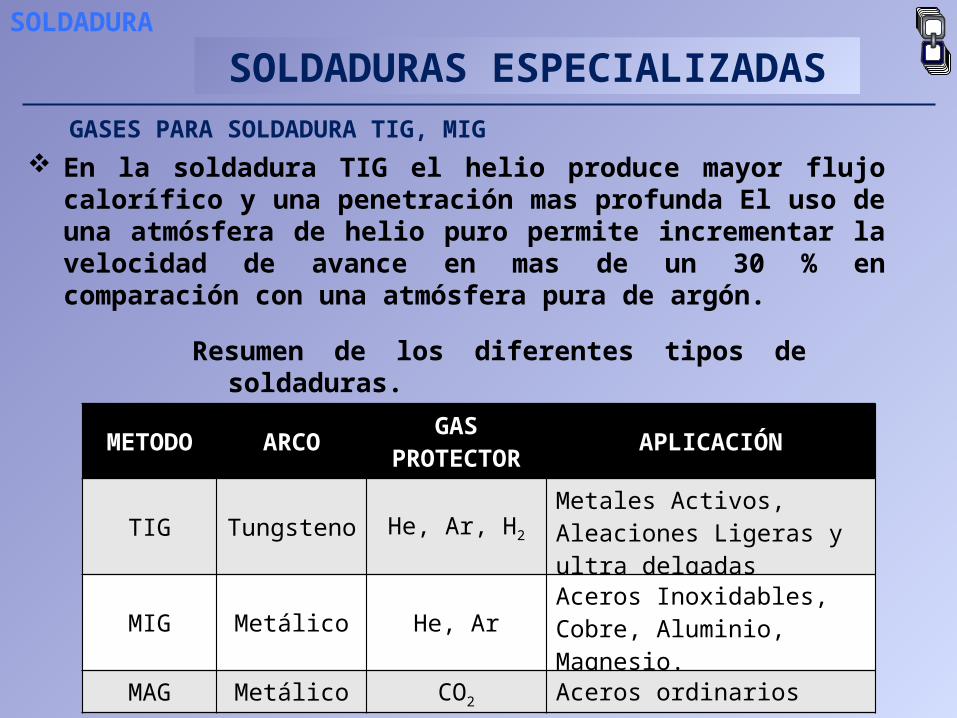
En la soldadura TIG el helio produce mayor flujo calorífico y una penetración mas profunda El uso de una atmósfera de helio puro permite incrementar la velocidad de avance en mas de un 30 % en comparación con una atmósfera pura de argón.
METODO ARCO
GAS PROTECTO
RAPLICACIÓN
TIG Tungsteno He, Ar, H2
Metales Activos, Aleaciones Ligeras y ultra delgadas
MIG Metálico He, ArAceros Inoxidables, Cobre, Aluminio, Magnesio.
MAG Metálico CO2 Aceros ordinarios
Resumen de los diferentes tipos de soldaduras.

SOLDADURA
SOLDADURAS ESPECIALIZADAS
Lo que determina la correcta ejecución del proceso de soldadura es:
• La fluidez de la soldadura fundida• La forma del cordón de la soldadura y sus bordes• La chispa o salpicadura que genera (Spatter)
Un buen procedimiento de soldadura está caracterizado por la poca presencia de porosidad, buena fusión y una terminación libre de grietas o quebrajamientos.
La porosidad es una de las causas más frecuentemente citadas de una soldadura pobremente ejecutada, es causada por el exceso de oxígeno de la atmósfera creada por el gas usado en el proceso y cualquier contaminación en el metal base, que combinado con el carbono en el metal soldado forma diminutas burbujas de CO que pueden quedar atrapadas en la soldadura fundida y se convierten en poros mejor conocidos como porosidad.
SOLDADURA
SOLDADURAS ESPECIALIZADAS
Control de la porosidad
Una suficiente desoxidación del cordón de soldadura es necesaria para minimizar la formación de monóxido de carbono CO, y por consiguiente la porosidad. Para lograr esto algunos fabricantes han desarrollado alambres que contienen elementos en los cuales el oxígeno se combina preferentemente al carbón para formar escorias inofensivas. Estos elementos, llamados desoxidantes, son Manganeso (Mn), Silicio (Si), Titanio (Ti), Aluminio (Al) y Zirconio (Zr).

SOLDADURA
SOLDADURAS ESPECIALIZADAS
Soldadura por vaciado
Con algunos materiales la unión no se puede hacer por los procedimientos antes descritos debido a que no fácilmente aceptan los metales de aporte como sus aleaciones. Para lograr la soldadura de estos metales en algunas ocasiones es necesario fundir del mismo metal que se va a unir y vaciarlo entre las partes a unir, con ello cuando solidifica las piezas quedan unidas. A este procedimiento se le conoce como fundición por vaciado.
Soldadura por fricción
En este proceso la unión se logra por el calor que se genera al girar una de las piezas a unir en contra de la otra que se encuentra fija, una vez alcanzada la temperatura adecuada se ejerce presión en las dos piezas y con ello quedan unidas.
SOLDADURA
SOLDADURAS ESPECIALIZADAS
Soldadura por explosión
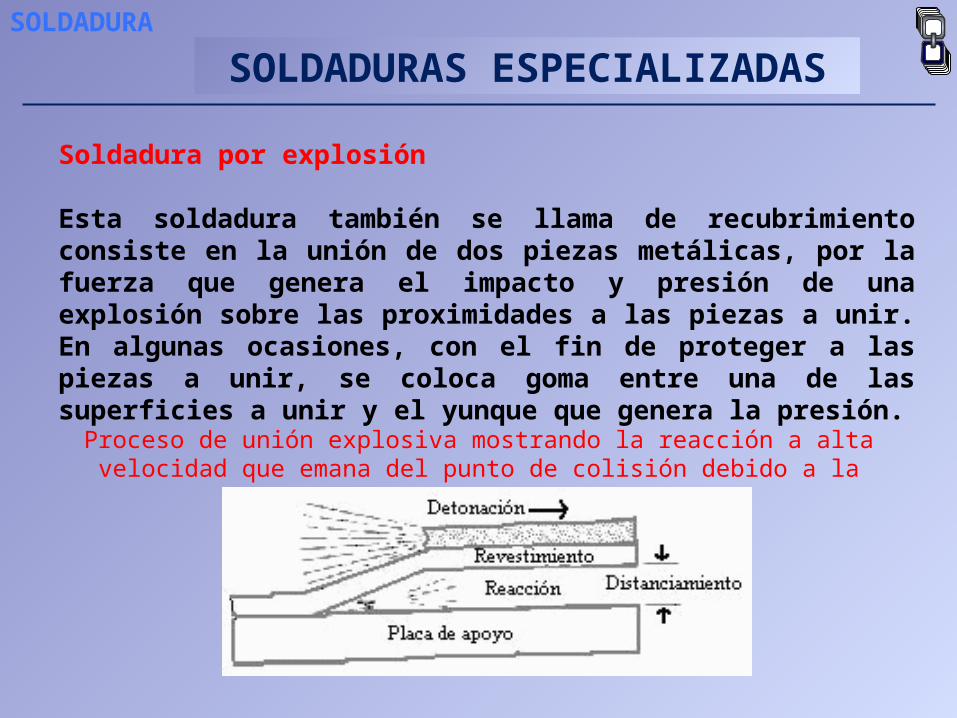
Esta soldadura también se llama de recubrimiento consiste en la unión de dos piezas metálicas, por la fuerza que genera el impacto y presión de una explosión sobre las proximidades a las piezas a unir. En algunas ocasiones, con el fin de proteger a las piezas a unir, se coloca goma entre una de las superficies a unir y el yunque que genera la presión.
Proceso de unión explosiva mostrando la reacción a alta velocidad que emana del punto de colisión debido a la presión ascendente
SOLDADURA PAW
SOLDADURA
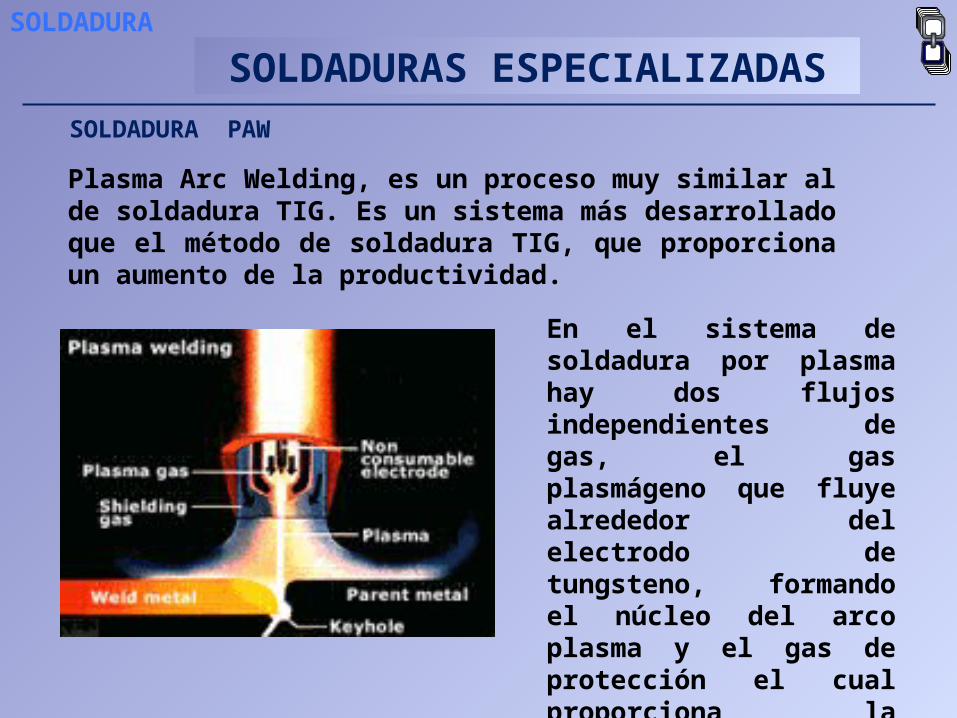
Plasma Arc Welding, es un proceso muy similar al de soldadura TIG. Es un sistema más desarrollado que el método de soldadura TIG, que proporciona un aumento de la productividad.
SOLDADURAS ESPECIALIZADAS
En el sistema de soldadura por plasma hay dos flujos independientes de gas, el gas plasmágeno que fluye alrededor del electrodo de tungsteno, formando el núcleo del arco plasma y el gas de protección el cual proporciona la protección al baño de fusión.
SOLDADURA PAW
SOLDADURA
SOLDADURAS ESPECIALIZADAS
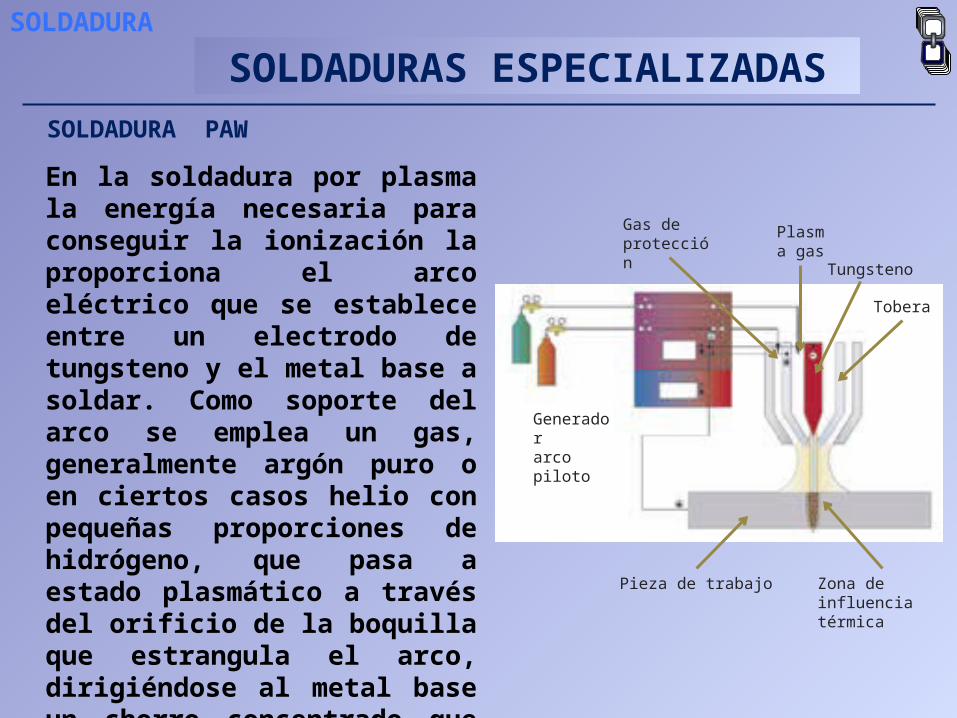
En la soldadura por plasma la energía necesaria para conseguir la ionización la proporciona el arco eléctrico que se establece entre un electrodo de tungsteno y el metal base a soldar. Como soporte del arco se emplea un gas, generalmente argón puro o en ciertos casos helio con pequeñas proporciones de hidrógeno, que pasa a estado plasmático a través del orificio de la boquilla que estrangula el arco, dirigiéndose al metal base un chorro concentrado que puede alcanzar los 28.000 ºC.
Gas deprotección
Tungsteno
Plasma gas
Tobera
Pieza de trabajo
Generadorarco piloto
Zona de influenciatérmica

VENTAJAS DE LA SOLDADURA PAW
SOLDADURA
SOLDADURAS ESPECIALIZADAS
Alta densidad energética.
Excelente calidad en los cordones.
Mínima distorsión por calor debido a la gran velocidad de soldeo
Los resultados obtenidos son la soldadura por plasma son comparables a la soldadura láser, pero con los mínimos costos de inversión y mantenimiento.

SOLDADURA
SOLDADURAS ESPECIALIZADAS
DEFECTOS DE LAS SOLDADURAS

FALTA DE FUSIÓN
SOLDADURA
DEFECTOS DE LAS SOLDADURAS
Si el Metal de Relleno se funde en la parte superior del metal base antes de estar éste listo para recibirlo, se producirá una fusión deficiente, resultando una soldadura muy débil.
CAUSA CORRECCION
Calor Insuficiente Usar Mayor Amperaje
Soldadura demasiado Rápido
Disminuir la Velocidad

SOLDADURA
DEFECTOS DE LAS SOLDADURAS
POROSIDAD
Agujeros producidos por gas en las soldaduras, también llamadas sopladuras.
CAUSA CORRECCION
Dejar que la boquilla toque el soplete
Comprobar la distancia entre la boquilla y el metal
Electrodos Húmedos Almacenarlos en forma correcta

SOLDADURA
DEFECTOS DE LAS SOLDADURAS
PENETRACIÓN
La unión no se funde en todo su espesor.
CAUSA CORRECCION
Preparación incorrecta de la junta.
Comprobar la preparación de las aristas
Calor Insuficiente Usar una boquilla más amplia o mayor amperaje
Ángulo incorrecto de Electrodo
Corregir el ángulo.

SOLDADURA
DEFECTOS DE LAS SOLDADURAS
SOCAVACIÓN
Ranura del metal que se fundió en un lado de la soldadura. La ranura o hendidura no se llenó.
CAUSA CORRECCION
Angulo incorrecto del soplete o del electrodo.
Corregir el ángulo.
Demasiado Calor Usar una boquilla más amplia o menor amperaje
SOLDADURA
CARACTERÍSTICAS DE UNA BUENA SOLDADURA
CARACTERÍSTICAS RECOMENDACIONES / CUALIDADES
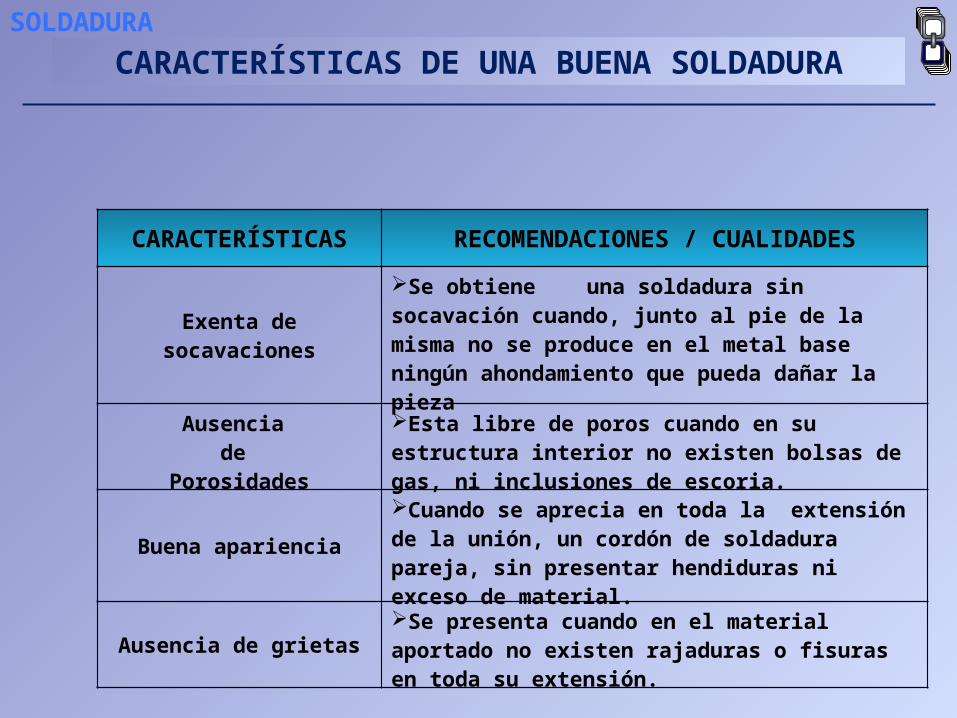
Exenta de socavaciones
Se obtiene una soldadura sin socavación cuando, junto al pie de la misma no se produce en el metal base ningún ahondamiento que pueda dañar la pieza
Ausencia de
Porosidades
Esta libre de poros cuando en su estructura interior no existen bolsas de gas, ni inclusiones de escoria.
Buena aparienciaCuando se aprecia en toda la extensión de la unión, un cordón de soldadura pareja, sin presentar hendiduras ni exceso de material.
Ausencia de grietasSe presenta cuando en el material aportado no existen rajaduras o fisuras en toda su extensión.

SOLDADURA
CARACTERÍSTICAS DE UNA BUENA SOLDADURA
CARACTERÍSTICAS RECOMENDACIONES / CUALIDADES
Buena Apariencia
Evitar el recalentamiento por depósito excesivo.Usar oscilaciones uniformesEvitar los excesos de intensidad
Ausencia de
Grietas
Evitar soldar cordones en hileras, en aceros especiales.Realizar soldaduras de buena fusión.Proporcionar el ancho y altura del cordón, de acuerdo al espesor de la pieza.Mantener las uniones, con separación apropiada y uniforme.Trabaje con la intensidad de acuerdo al diámetro del electrodo.Precaliente el materia base, en caso de piezas de acero al carbono, de gran espesor.
Buena PenetraciónSe obtiene cuando el material aportado, funde la raíz y se extiende por debajo de la superficie de las partes soldadas