PPT PCP_2015!2!1ra Parte
65
SISTEMAS DE PLANEAMIENTO Y CONTROL DE LA PRODUCCIÓN (Primera Sesión) UNIVERSIDAD DE LIMA ESCUELA UNIVERSITARIA DE INGENIERÍA FACULTAD DE INGENIERÍA INDUSTRIAL CURSO DE ACTUALIZACIÓN PROFESIONAL 2015
-
Upload
luismaikel025 -
Category
Documents
-
view
230 -
download
0
description
zzz
Transcript of PPT PCP_2015!2!1ra Parte
Subtle Grid PowerPoint Template
SISTEMAS DE PLANEAMIENTO Y CONTROL DE LA PRODUCCIN(Primera Sesin)UNIVERSIDAD DE LIMAESCUELA UNIVERSITARIA DE INGENIERAFACULTAD DE INGENIERA INDUSTRIALCURSO DE ACTUALIZACIN PROFESIONAL 2015
1Planeamiento y Control de la Produccin Proceso orientado hacia el volumen y tiempo de produccin de los productos, la utilizacin de la capacidad de las operaciones. Su misin es la bsqueda del equilibrio entre la demanda y la capacidad disponible.
2Evolucin de la Planeacin y Control de la Produccin
Los 60: Control de Inventario (Control Local)Los 70: MRP (Control Centralizado)Los 80: JIT, MRPIILos 90: Sistemas ERP2000 ~ : Sistemas SCM, CRM3Requerimientos para el sistema de planeacin de la produccinPlaneacin de la produccinDisponibilidad de materias primasComportamiento de los competidoresCapacidad externa (como los subcontratistas)Demanda del mercadoCondiciones econmicasFuerza de trabajo actualCapacidad fsica actualNiveles De inventarioActividades requeridas parala produccinExternasa la empresaInternasde la empresa4Cap. 16: PLANEACIN AGREGADA DE VENTAS Y OPERACIONES (Pg. 519)
4PCP: Indicadores de desempeoNivel de cumplimiento (Nivel de Servicio)Tiempo de reposicin de lotesProductividad de los procesosNiveles de inventarioNivel de CalidadUtilizacin de instalacionesEficiencia del personal
5Qu es un Plan agregado?Curso de accin general congruente con metas y objetivos estratgicos de la compaaSe elaboran a partir del agrupamiento o familia de productos, servicios, unidades de trabajo y unidades de tiempoFamilia de productosRequerimientos de demanda similaresRequisitos comunesProcesamientoMano de obraMateriales6Coordinacin y suministro de informacinOperacionesCapacidad actual de maquinariaPlanes de Capacidad FuturaCapacidad de la Fuerza de TrabajoNivel actual de personalMarketingNecesidades del ClientePronstico de la demandaComportamiento de la CompetenciaMaterialesCapacidad de proveedoresCapacidad de almacenamientoDisponibilidad de materialesIngenieraNuevos productosCambios en el diseo de productosNormas para mquinas
Recursos HumanosCondiciones mercado de mano de obraCapacidad en capacitacinContabilidad y FinanzasDatos sobre costosSituacin financiera sobre costosPlanAgregado7Programa Maestro de Produccin MPSProceso de programacin de la produccin en el corto plazo.El plan agregado se descompone y las familias de productos se dividen en productos concretos.Los perodos de tiempo pasan de meses a semanas.Utiliza informacin de rdenes de pedidos de clientes y cantidades pronosticadas.Se recalcula cada mes para ajustarlo a las desviaciones.Ejemplos: Manos a la obra8
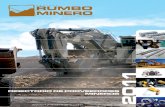
Planeacin de la Capacidad CRP1. Determinar el centro de trabajo crtico.2. Calcular la capacidad centros de trabajo3. Determinar carga de los centros de trabajo4. Comparar la carga con la capacidad5. Validar MPS y hacer ajustes6. Investigar: capacidad disponible, capacidad requerida, eficiencias
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov DecHoursRated CapacityL O A DCapacidad# Recursos x Dias /semana x Horas por da x % EficienciaRated CapacityCargaMPS x Tiempo Estndar99This slide lists the criteria for considering a work center as critical. The term critical work center is also called key facility or constraint in the best practices literature. Theory of Constraint advocates will identify this as a constraint.. For more information on Theory of Constraints, read any of the following books: Goldratt, Eliyahu M. and Cox, Jeff, The Goal, revised ed., Croton-on-Hudson: North River Press, 1986.Goldratt, Eliyahu M. and Fox, Robert E., The Race, Croton-on-Hudson: North River Press, 1986.Goldratt, Eliyahu M., Theory of Constraints, Croton-on-Hudson: North River Press, 1990.Stein, Robert E., The Next Phase of Total Quality Management, New York: Marcel Dekker, Inc.., 1994.Note: Robert (Bob) Stein is currently a J.D. Edwards consultant working out of our Dallas office.Once a work center is identified as critical, the pacing resource must also be identified. A resource is determined to be labor paced if adding additional employees to the work center increases capacity. Conversely, if adding machines adds capacity, the work center is machine paced.In the illustration, if the machine is numerically controlled and the man is only performing setup, the work center is machine paced. If the machine requires constant attention by labor, and additional labor would increase the amount of product output over a given period of time, the work center is labor paced.
Dos decisiones de nivel estratgico son restricciones para el diseo de la distribucin en planta:
Capacidad de la instalacinTipo de proceso de fabricacin
Normalmente son eficientes para las condiciones de inicio. A lo largo del tiempo de la organizacin suele ser necesaria una redistribucin.
Tipos:Distribucin por productoDistribucin por procesoPor grupos o clulas de trabajoPosicin fijaTipos de distribucin de plantas10
Distribucin por producto
Fabricar un reducido nmero de productos diferentes, altamente estandarizados y habitualmente en grandes lotes.Agrupa en un departamento todas la operaciones necesarias para fabricar el producto, colocando cada operacin lo ms cerca posible de su predecesora. El producto sigue la secuencia establecida.Secuencia pre-establecida. Secuenciacin y equilibrado de operaciones es crtico.Formas: en lnea, en U, en L, en O y en SMaquinaria altamente especializada
11Distribucin por producto
Ventajas:Menores retrasos (rutas directas). Tiempo total de fabricacin menor. Menores cantidades de trabajo en curso. Menor manipulacin de materiales. Estrecha coordinacin.Menor superficie de suelo ocupado por unidad de producto. Escaso grado de cualificacin, formacin y supervisin.
Desventajas:Elevada inversin en maquinaria: duplicidades.Menor flexibilidad. Menor cualificacin en los operarios. En muchos casos los costos son ms elevados. Peligro que se pare toda la lnea de produccin si una mquina sufre una avera.
12Distribucin por procesoFuncional o tipo Job Shop.Pequeos lotes, escasamente estandarizados, maquinaria genrica poco especializada ( flexibilidad).El personal y las mquinas se agrupan segn la funcin que realizan Cada producto a fabricar realiza un recorrido distinto por la planta segn las operaciones que requiera. Se generan diferentes flujos de materiales entre los diferentes talleres.Recorridos distintos, llegando a ser caticos.Transporte con transpaletas y otros vehculos.Trabajadores altamente cualificados. Ejemplos: talleres de carpintera, mecnicos.
13Distribucin por procesoVentajas:Menor inversin en maquinaria: menor duplicidad. Elevada flexibilidad. Mayor motivacin de los trabajadores. Mejora del proceso de control. Reducidos costos de fabricacin.Las averas en la maquinaria no interrumpen todo el proceso.
Desventajas:Dificultad a la hora de fijar las rutas y los programas. Ms manipulacin de materiales y costos ms elevados. Dificultad de coordinacin de los flujos de materiales y ausencia de un control visual. El tiempo total de fabricacin generalmente es mayorEl inventario en curso generalmente es mayor. Requiere una mayor superficie. Mayor cualificacin de la mano de obra.
14Distribucin por grupo o clulas de fabricacinPuede definirse como una agrupacin de mquinas y trabajadores que elaboran una sucesin de operaciones. Este tipo de distribucin permite el mejoramiento de las relaciones humanas y de las habilidades de los trabajadores.Consiste en una combinacin entre la distribucin orientada al proceso y la orientada al producto. Tambin disminuye el material en proceso, los tiempos de fabricacin y de preparacin, facilitando a su vez la supervisin y el control visual. Esta distribucin potencia el incremento de los tiempos inactivos de las mquinas, debido a que estas se encuentran dedicadas a la clula y difcilmente son utilizadas de manera interrumpida.
15Distribucin por grupo o clulas de fabricacinVentajas:Simplificacin de los tiempos de cambio de la maquinaria. Reduccin del tiempo de formacin. Reduccin de los costos asociados al flujo de materiales. Reduccin de los tiempos de fabricacin. Reduccin del nivel de inventario. Facilidad a la hora de automatizar la produccin. Creacin de un espritu de trabajo en equipo: mejora la motivacin y la productividad de la clulaDesventajas: Duplicidad de equipamientos. Dificultad para establecer clulas de fabricacin en determinados tipos de procesos. Mayor inversin en maquinaria, equipamiento y superficie. Necesidad de trabajadores polivalentes.16Distribucin de punto o posicin fijaEste tipo de distribucin es apropiada cuando no es posible mover el producto debido a su peso, tamao, forma, volumen o alguna caracterstica particular que lo impida. Esta situacin ocasiona que el material base o principal componente del producto final permanezca inmvil en una posicin determinada, de forma que los elementos que sufren los desplazamientos son el personal, la maquinaria, las herramientas y los diversos materiales que no son necesarios en la elaboracin del producto, El material permanece en situacin fija y son los hombres y la maquinaria los que confluyen hacia l.
17Distribucin de punto o posicin fija
18Enfoques Integrados para Programar y Controlar la ProduccinEnfoque Push: MRP
Enfoque Pull: JIT19Sistemas MRPSistemas de informacin para la planificacin de las operaciones, basadas en un enfoque integral y jerrquico. Son sistemas de empuje de la produccin (PUSH).Se originan en los aos 60 y APICS (American Production and Inventory Control Society) fue su principal promotor.20
MRP (Materials Resources Planning)Sistema de informacin, bsico inicial, para la Planificacin de los requerimientos materiales: productos acabados, componentes y materiales.Archivos principales:El MPS (Master Production Schedule)El BOM (Bill of Materials)Situacin de StocksRelacin de rdenes de compra pendientesLead Time (Tiempos de reposicin)Otros
21MRP Datos de EntradaMRPPrograma deProduccinPlan de ComprasPlan Maestro de Produccin MPSLista de MaterialesDatos de InventarioTiempos de Entrega2222TALLER Ejercicio en grupo
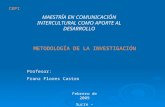
MESA CONJUNTO DE PATAS (1) TABLN SUPERIOR (1) TRAVIESAS CORTAS (2) TRAVIESAS LARGAS (2) PATAS (4) NIVEL 0 NIVEL 1 NIVEL 2 MESA (PRODUCTO FINAL) CONJUNTO DE PATAS (1) TRAVIESAS CORTAS (2) TRAVIESAS LARGAS (2) PATAS (4) TABLN SUPERIOR (1) 0 1 1 2 2 2 NIVEL DE CODIFICACIN Lista de Materiales BOM23Estructura de producto desplazada en el tiempo12345678DG2 semanasFE3 semanas2 semanasAC2 semanas para producirlo BEDAqu debe de estar completada la produccin (compra) de D y E para que la produccin de B pueda comenzar2 semanas1 semanaComienzo de la produccin D1 semana1 semana1 semanaEjemplos:24
24This slide has been animated to demonstrate backward scheduling - item A is scheduled first, then the remaining items are scheduled so as to produce A at the proper time.Ejercicio:25
Producto Terminado requiere de los productos A y B y se produce en 5 das.El producto A se produce con las materias primas D y E con un tiempo de fabricacin (lead time) de 10 dasEl producto B es una materia prima importada y demora 45 das su importacin por barco.El producto D se compra del proveedor X y su tiempo de entrega es de 20 dasEl producto E se compra del proveedor Y y su tiempo de entrega es de 5 dasSi no tiene inventario de ningn producto y adems tiene la disponibilidad de mquinas y del proveedor, en cuanto tiempo atiende a un cliente que le pide 1000 unidades del producto terminado.
25This slide has been animated to demonstrate backward scheduling - item A is scheduled first, then the remaining items are scheduled so as to produce A at the proper time.MRP-II (Manufacturing Resources Planning)Sistema para la planificacin de los recursos de la produccin de una empresa; acta como un sistema informtico modular. Los principales mdulos incluyen la planificacin de la produccin,
El Programa maestro de produccin, la planeacin de los requerimientos materiales y la planeacin de los requerimientos de capacidad.26Objetivos del MRP IIMejorar el Servicio al Cliente.Reducir la Inversin en Inventarios.Mejorar la eficiencia de operacin de la planta.Optimizar el uso de las capacidades disponibles.Optimizar el proceso de abastecimiento.
27Es un salto en la productividad de los trabajadores de la planificacin!!!
Resultados generados por MRP IIExplosinMRP- IIPlan de requerimiento de materiales
ExplosinMRPAvisos de accinNuevos pedidosAjuste fechasInformes prioridadListas de remisinProgramas proveed.Informes capacidadPlan req capacidadPrograma capacidad finitaControl entradas- salidasRutas yestndares de tiempoPlan de recursos de manufactura
Informes de rendimientoDatos decostos yprecios28Caractersticas MRP IIProspectivo (Se basa en el pronstico)Gestin informtica integradaActa en tiempo RealParticipa en Planificacin EstratgicaParticipa en PresupuestosActa en cspideGestiona los Recursos de ManufacturaConvierte Unidades fsicas en monetarias29Mdulos del MRP IIPrevisin de la demandaEntrada de pedidosPlan Maestro de produccinLista de MaterialesControl de InventariosPlanificacin de necesidades de materialesComprasPlanificacin de necesidades de capacidadControl de ejecucinCostos
30MRP II: Work Centers Centros de TrabajoDefinicinUn Work Center es una unidad organizacional donde se lleva a cabo un paso de trabajo.
3131DefinicinEl Routing describe los pasos de procesamiento necesarios para producir un material o proveer un servicio.RoutingMRP II: Ruteo de la Produccin3232Programa maestro para satisfacer las necesidades de la demandaMedidor AMedidor B Subensambles1250850SEMANA55047036056027025032091011121314151716Ejemplo:33
Cap. 18: PLANEACIN DE REQUERIMIENTO DE MATERIALES (Pg.599)33Ejercicio:34
Producto Terminado = 1 Caja de 12 Botellas de 250 ml cada botellaMateriales: Botella (1 und.), Agua Destilada (250 ml), tapa (1 und.), Caja de cartn corrugado (1 und.)Pronstico de ventas prximos 12 meses: 500, 600, 600, 650, 800 y 800 cajas.Cantidades mnimas: botellas (5 millares), agua destilada (6000 litros), tapas (10 millares), cajas de cartn corrugado (10 millares)Inventario inicial: botellas (14 millares), agua destilada (20000 litros), tapas (20 millares), cajas de cartn corrugado (1,4 millares)Tiempo de entrega: para todos los productos 1 mes.
34This slide has been animated to demonstrate backward scheduling - item A is scheduled first, then the remaining items are scheduled so as to produce A at the proper time.
Estrategias de OperacionesTres modelos de estrategias de operacin:
Fabricacin para inventarios MTS (Make To Stock)Fabricacin bajo pedido MTO (Make To Order)Fabricacin para Ingeniera ETO (Engineer To Order)
35
Fabricacin para inventarios: Make to Stock MTSConfiguramos la cadena de suministros para tener mxima eficiencia sobre nuestros procesosLa capacidad se explota al mximo: altos indicadores de productividad en mquinas y lneas de produccinVentajas por economas de escalaDesventajas por costos de distribucin y almacenamientoRigidez en los cambios: corridas de produccin largasCaso de compaas de consumo masivo: galletas, gaseosas, farmacuticas, productos de convenienciaImpacto en la capacidad, estrategias, problemas
36Fabricacin bajo pedido: Make to Order MTOConfiguramos la cadena de suministros para tener mxima capacidad de respuesta para nuestros clientesTenemos capacidad disponible: mquinas, personas, centros de trabajo, lneas de produccin, espacio fsico libres, etc.La capacidad se gestiona como un elemento estratgico: caso de aerolneasEstrategia de disponibilidad de capacidad: planificacin al 80% por ejemploProcesos por pedido versus procesamiento en lote37Fabricacin bajo pedido: Make to Order MTOCaso de compaas de fabricacin a la medida: sector metalmecnico y construccin, compaas de servicios, etc.Impacto en la capacidad, estrategias y problemas
38Fabricacin para ingeniera: Engineer to Order ETOConfiguramos la cadena de suministros para tener mxima capacidad de respuesta para nuestros clientesEficiencia en el trabajo de presupuestos e ingenieraHorizonte de planificacin: meses o aosCapacidad disponible: planta, centros de trabajo, recursos, proveedores, subcontratacin, etc.La capacidad se gestiona como un elemento estratgico: grandes compaas, medianas, pequeasProcesos por proyecto: ciclo de vidaNiveles de servicios diferentes: Cumplimientos39Fabricacin para ingeniera: Engineer to Order ETOCasos: compaas de construccin, tecnologa
40ERP (Enterprise Resource Planning)Los ERP's son sistemas utilizados para la gestin empresarial que ofrecen como principal beneficio la integracin de la informacin de las reas de la empresa, permitindole a las compaas gozar con informacin a tiempo real, esto quiere decir, completamente actualizada.Reduciendo tiempos de transacciones entre reas y procesos 41
42PRODUCCIN Planificacin de la produccin Gestin de fabricacin repetitiva Gestin rdenes de fabricacin Administracin de la calidad Programacin de capacidad finita Gestin de costes Anlisis y control de la produccin Subcontratacin DISTRIBUCIN Compras Ventas Previsiones Gestin de almacenes Gestin de la calidad CONTABILIDAD Y FINANZAS Cuentas a cobrar y cuentas a pagar Costes de recursos y costes de actividad Costes dinmicos Contabilidad General Tesorera Activos Fijos Nminas Anlisis financiero Contabilidad de contratos MANTENIMIENTO Y GESTIN DE PROYECTOS Gestin del mantenimiento y servicios Seguimiento y control de proyectos RECURSOS HUMANOS Salarios y condiciones Formacin y desarrollo Perfiles y actitudes Planificacin de turnos Gestin de tiempos SISTEMAS DE INFORMACIN PARA DIRECTIVOS DATA WAREHOUSE GESTIN DE LA CADENA DE SUMINISTRO (SCM) GESTIN DE LAS RELACIONES CON LOS CLIENTES (CRM) Mdulos de un sistema ERP 43Software ERPs en el MercadoAX Dynamics de MicrosoftSAP R/3PeopleSoftJ.D. EdwardsERP INFOROracle
44Justo a Tiempo (JIT)
45Esquema PUSH (Empuje)Intercambio meramente transaccional
Productores
Cliente o Consumidor Final
Produccin que no personaliza las necesidades del cliente46Esquema PULL (Jalar)Productores
Cliente o Consumidor Final
CRM, Productos y ServiciosIntercambio ms Relacional
Satisfaccin de Necesidades47JIT y Demanda-PullClienteEmpresaProveedorProveedorProveedorProceso FinalProceso 2Proceso 1Orden (Kanban) & PullProveedorEmpresaEmpresaEmpresaOrden (Kanban) & PullOrden (Kanban) & PullProgramacin en reversa o desde el objetivo (cliente)48EL PIPE4Justo a TiempoNuevo enfoque en la direccin de las operaciones que tiene como objetivo servir a los clientes de manera oportuna, exactamente en la cantidad requerida, con productos de mxima calidad y ptimo costo; provenientes de un proceso que se ha liberado de cualquier tipo de despilfarro.
49Beneficios JITNivel mximo de calidad.Motivacin del personal y trabajo en equipo.Ausencia de inventarios en las plantas.Estrecha relacin con los proveedores.Centros de produccin limpios y ordenados.Equipos de produccin no sobrecargados.Polticas de promocin al personal y polivalencia de trabajadores.50
JIT : Eliminacin del desperdicioCero defectosCero averasCero inventariosCero plazosCero papel
51
Estrategia Justo a Tiempo (JIT)52Las 9 S53
Algunos elementos de JIT que impiden el desperdicio Shojinka: Flexibilidad para adaptar la velocidad de la produccin a la de la demanda.Soikufu: Colectar ideas de los trabajadores para mejorar las operaciones.Jidoka: Sistemas automatizados para controlar los defectos o errores.
54Sistemas de Poke Yoke
Incorrecto Correcto55Ventajas de la produccin celularReduce el inventario final.Reduccin de manejo de material y tiempo de trnsito.Reduce el espacio de la planta Reduce costos de trabajo directo.Reduce el tiempo dispuesto para las operaciones.Mejora el uso de los recursos humanos.Facilidad para ajustar el volumen de produccin.Fcil de automatizar.
56KAN BANTcnica creada por el Sr. Taichi Ohno, vicepresidente de Toyota Motor Company.Es una herramienta del sistema Justo a tiempo, que permite transmitir informacin para conducir y controlar la produccin.KANBAN significa tarjeta o etiqueta de instruccin.
57KANBAN: reglas de usoCada proceso anterior produce exactamente la cantidad retirada por el proceso siguiente.Cada proceso siguiente va al anterior para retirar piezas.Un KANBAN acompaa siempre la produccin en la lnea, asegurando as su control visual.
58
59KANBAN: ventajasReduccin de los niveles de inventario.Reduccin de inventarios entre mquinas.Reduccin de tiempos muertos.Flexibilidad de la produccinTrabajo en equipo.Limpieza y mantenimiento.Informacin rpida y precisa.Evita sobreproduccin.Minimiza desperdicios.
60Compras Justo a TiempoPocos proveedoresProveedores cercanos, socios del negocio.Licitacin slo para nuevas compras.Tasa de produccin constanteEntregas frecuentes y rpidas, en lotes pequeos.Papeleo mnimo para lanzar un pedido.Relaciones estrechas entre el personal que asegura la calidad del negocio y del proveedor.Ayuda a proveedores para alcanzar objetivos de calidadProveedores motivados para reducir tamao de lotes.
61
Objetivos de la Compra Justo a Tiempo
Eliminacin de las actividades innecesarias.Eliminacin del inventario en planta.Eliminacin del inventario en trnsito.Mejora de la calidad y fiabilidad.Ejemplos de corporaciones exitosas que han aplicado compras JIT:ToyotaGeneral Motors
62SMED (Single Minute Exchange of Die)Parte de la filosofa del Justo a Tiempo, que evita cualquier desperdicio de tiempo.Disminuye los tiempos de Set Up.Disminuye tiempos de transporte y espera.
63MRP vs JIT
64
64MRP vs JIT
65
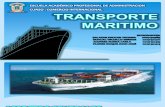
Hoja1Kanban Nro.5670KANBAN DE PRODUCCINKANBAN INTEGRADOParte Nro.640xDescripcinCilindros de acero; 5 cm de dimetro; 20 cm de longitudCantidad80 unidadesPto. Reorden20 unidadesLocacin de AlmacenajeContenedor rojoPrxima LocacinTroqueladoKANBAN DE TRANSPORTEAnterior LocacinCorteContenedorRectangular de madera de 60 unidadesCant. Contenedores Entregados25TransporteCargador