nm_iso_6507-1_2008

of 30
-
Upload
ing-mecatronico-ignacio-a -
Category
Documents
-
view
219 -
download
0
Transcript of nm_iso_6507-1_2008
-
8/12/2019 nm_iso_6507-1_2008
1/30
Nmero de referenciaNM ISO 6507-1:2008
NORMAMERCOSUR
NM ISO 6507-1:2008
Primer edicin / Primeira edio2008-07-21
Materiales metlicos - Ensayo de dureza Vickers- Parte 1: Mtodo de ensayo(ISO 6507-1:2005, IDT)
Materiais metlicos - Ensaio de dureza Vickers- Parte 1: Mtodo de Ensaio(ISO 6507-1:2005, IDT)
ASOCIACINMERCOSUR DENORMALIZACIN
-
8/12/2019 nm_iso_6507-1_2008
2/30
NM ISO 6507-1:2008
-
8/12/2019 nm_iso_6507-1_2008
3/30
NM ISO 6507-1:2008
ndice
Prefacio
0 Introduccin
1 Objeto y campo de aplicacin
2 Referencias normativas
3 Principio
4 Smbolos y abreviaturas
5 Mquina de ensayo
6 Probeta
7 Procedimiento
8 Incertidumbre de los resultados
9 Informe de ensayo
Anexo A (normativo) Espesor mnimo de laprobeta en funcin de la fuerza de ensayo y de ladureza
Anexo B (normativo) Tablas de factores decorreccin para su utilizacin en ensayos sobresuperficies curvas
Anexo C (informativo) Procedimiento de controlperidico de la mquina de ensayo por el usuario
Anexo D(informativo) Incertidumbre de los valoresde dureza medidos
Bibliografa
Sumrio
Prefcio
0 Introduo
1 Escopo
2 Referncias normativas
3 Princpio
4 Smbolos e termos abreviados
5 Mquina de ensaio
6 Corpo-de-prova
7 Procedimento
8 Incerteza dos resultados
9 Relatrio de ensaio
Anexo A (normativo) Espessura mnima docorpo-de-prova em relao fora do ensaio e dureza
An exo B (normativo) Tabelas de fatores decorreo para uso em ensaios realizados emsuperfcies curvas
An exo C (informativo) Procedimento para averificao peridica da mquina de ensaio pelousurio
Anexo D (informativo) Incerteza dos valores dedureza medidos
Bibliografia
-
8/12/2019 nm_iso_6507-1_2008
4/30
NM ISO 6507-1:2008
Prefacio
La AMN - Asociacin MERCOSUR de Normalizacin- tiene por objeto promover y adoptar las accionespara la armonizacin y la elaboracin de las normasen el mbito del Mercado Comn del Sur -MERCOSUR, y est integrada por los OrganismosNacionales de Normalizacin de los pases miembros.
La AMN desarrolla su actividad de normalizacin por medio de los CSM - Comits Sectoriales MERCOSUR- creados para campos de accin claramentedefinidos.
Normas MERCOSUR son elaboradas en acuerdocon las reglas dadas en las Directivas AMN, Parte 2.
Los proyectos de Norma MERCOSUR, elaboradosen el mbito de los CSM, circulan para votacinnacional por intermedio de los Organismos Nacionalesde Normalizacin de los pases miembros.
La aprobacin como norma MERCOSUR por partede la AMN requiere la aprobacin por consenso desus miembros.
Esta Norma fue elaborada por el CSM 06 - Comit
Sectorial MERCOSUR de Mquinas y equipamientosmecnicos.
Esta Norma es equivalente a la ISO 6507-1:2005,Metallic materials - Vickers hardness test - Part 1:
Test method .
La NM ISO 6507 consta de las partes siguientesbajo el ttulo general de Materiales metlicos -Ensayo de dureza Vickers:
- Parte 1: Mtodo de ensayo.
- Parte 2: Verificacin y calibracin de las mquinasde ensayo.
- Parte 3: Calibracin de los bloques patrn.
- Parte 4: Tablas de valores de dureza.
Esta Norma anula y reemplaza la NM 188-1:1999.
Se solicita atencin para la posibilidad de quealgunos elementos de este documento puedan ser objetos de derechos de patente. La AMN no es
responsable por la identificacin de cualquier o talesderechos de patente.
Prefcio
A AMN - Asociacin MERCOSUR de Normalizacintem por objetivo promover e adotar as aes para aharmonizao e a elaborao das normas no mbitodo Mercado Comum do Sul - MERCOSUL, e integrado pelos Organismos Nacionais deNormalizao dos pases membros.
A AMN desenvolve sua atividade de normalizaopor meio dos CSM - Comits Setoriais MERCOSULcriados para campos de ao claramente definidos.
Normas MERCOSUL so elaboradas de acordo comas regras dadas nas Diretivas AMN, Parte 2.
Os projetos de Norma MERCOSUL, elaborados nombito dos CSM, circulam para votao nacional por intermdio dos Organismos Nacionais deNormalizao dos pases membros.
A homologao como Norma MERCOSUL por parteda AMN requer a aprovao por consenso de seusmembros.
Esta Norma foi elaborada pelo CSM 06 - Comit
Setorial MERCOSUL de Mquinas e equipamentosmecnicos.
Esta Norma equivalente ISO 6507-1:2005, Metallicmaterials - Vickers hardness test - Part 1: Test
method .
A NM ISO 6507 consiste das seguintes partes, sobo ttulo geral de Materiais metlicos - Ensaio dedureza Vickers:
- Parte 1: Mtodo de ensaio
- Parte 2: Verificao e calibrao de mquinasde ensaio
- Parte 3: Calibrao de blocos de referncia
- Parte 4: Tabelas de valores de dureza
Esta Norma cancela e substitui a NM 188-1:1999.
Solicita-se ateno para a possibilidade de quealguns elementos deste documento possam ser objetos de direitos de patente. A AMN no
responsvel pela identificao de qualquer ou taisdireitos de patente.
-
8/12/2019 nm_iso_6507-1_2008
5/30
1
NM ISO 6507-1:2008Materiales metlicos - Ensayo de dureza Vickers - Parte 1: Mtodo de ensayo
(ISO 6507-1:2005, IDT)
Materiais metlicos - Ensaio de dureza Vickers - Parte 1: Mtodo de Ensaio(ISO 6507-1:2005, IDT)
0 Introduccin
La verificacin peridica de la mquina de ensayoque se describe en el Anexo C (informativo) es unabuena prctica metrolgica. Se pretende convertir este anexo en normativo en una prxima revisin deesta parte de la NM ISO 6507.
Para sistemas de medida automatizados, serecomienda que esta Norma se aplique de formaadecuada al tipo de sistema de medida.
1 Objeto y campo de aplicacin
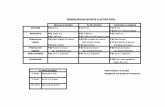
Esta parte de la NM ISO 6507 especifica el mtodode ensayo de dureza Vickers para los tres rangosdiferentes de fuerza de ensayo aplicados en materialesmetlicos (ver Tabla 1).
El ensayo de dureza Vickers se especifica en estaparte de la NM ISO 6507 para longitudes dediagonales de impronta comprendidas entre0,020 mm y 1,400 mm.
NOTA 1 Para las diagonales de impronta menores que 0,020mm, se tiene que tener en cuenta el aumento de la incertidumbre.
NOTA 2 En general, una disminucin de la fuerza de ensayoaumenta dispersin de los resultados de las mediciones. Estoes particularmente cierto en los ensayos de dureza Vickers conbaja fuerza y en los de microdureza Vickers, donde la principallimitacin residir en la medicin de las diagonales de laimpronta. En el caso de la microdureza Vickers, no es probableque la exactitud en la determinacin de la longitud media de ladiagonal sea mejor que 0,001 mm (ver bibliografa [2] a [5]).
Para materiales y/o productos especficos existennormas internacionales concretas.
2 Referencias Normativas
Los documentos indicados a continuacin sonindispensables para la aplicacin de este documento.Para las referencias fechadas, se aplican solamente
0 Introduo
A checagem peridica da mquina de ensaio descritano Anexo C (informativo) uma boa prticametrolgica. H a inteno de transformar o anexoem normativo numa prxima reviso desta parte daNM ISO 6507.
Para sistemas de medio automatizados,recomenda-se que esta Norma sejaconvenientemente aplicada.
1 Escopo
Esta parte da NM ISO 6507 especifica o mtodo deensaio de dureza Vickers para as trs faixas deforas de ensaio para materiais metlicos (ver Tabela 1).
O ensaio de dureza Vickers especificado nestaparte da NM ISO 6507 para comprimentos dasdiagonais da impresso entre 0,020 mm e1,400 mm.
NOTA 1 Para diagonais da impresso menores que 0,020 mm,deve ser considerado o acrscimo na incerteza.
NOTA 2 Em geral, a diminuio da fora de ensaio aumenta adisperso dos resultados das medies. Isto particularmenteverdadeiro para ensaio de dureza Vickers com foras baixase ensaios de microdureza Vickers, onde a limitao principalsurgir nas medidas das diagonais das impresses. Para amicrodureza Vickers, improvvel que a exatido nadeterminao do comprimento mdio das diagonais seja melhor que 0,001 mm (ver Bibliografia [2] - [5])
Para materiais e/ou produtos especficos, h normasinternacionais especficas.
2 Referncias Normativas
Os documentos relacionados a seguir soindispensveis aplicao deste documento. Parareferncias datadas, aplicam-se somente as edies
Tabla 1 / Tabela 1 - Rangos de fuerzas de ensayo / Faixas de foras de ensaio
Rangos de la fuerza de ensayo, F /Faixas de foras d e ensaio, F
N
Smbolo de dureza Designacin / Designao
F
49,03
HV 5Ensayo de dureza Vickers /Ensaio de dureza Vickers
1,961 F < 49,03 de HV 0,2 hasta < HV 5 /HV 0,2 a < HV 5Ensayo de dureza Vickers a baja fuerza /Ensaio de dureza Vickers com fora baixa
0,098 07 F < 1,961 de HV 0,01 hasta < HV 0,2 /HV 0,01 a < HV 0,2Ensayo de microdureza Vickers /Ensaio de microdureza Vickers
-
8/12/2019 nm_iso_6507-1_2008
6/30
NM ISO 6507-1:2008
2
las ediciones citadas. Para las referencias sin fecha,se aplican las ediciones ms recientes del documentonormativo citado (incluyendo cualquier modificacin).
NM ISO 6507-2:2008, Materiales metlicos -Ensayo de dureza Vickers - Parte 2: Verificaciny calibracin de las mquinas de ensayo
(ISO 6507-2:2005, IDT)NM ISO 6507-4, Materiales metlicos - Ensayo dedureza Vickers - Parte 4: Tablas de valores dedureza (ISO 6507-4:2005, IDT)
3 Princip io
Se presiona un penetrador de diamante, con forma depirmide recta de base cuadrada y con un nguloprefijado entre las caras opuestas en el vrtice,contra la superficie de una probeta. Seguidamente semide la diagonal de la impronta que ha quedado en lasuperficie al dejar de aplicar la fuerza de ensayo, F(ver la Figura 1).
La dureza Vickers es proporcional al cocienteobtenido al dividir la fuerza de ensayo entre el rea delas caras de la impronta, que se supone que es unapirmide recta de base cuadrada, con el mismongulo en el vrtice que el penetrador.
4 Smbolos y abreviaturas
4.1 Ver Tabla 2 y Figura 1.
citadas. Para referncias no datadas, aplicam-seas edies mais recentes do referido documento(incluindo emendas).
NM ISO 6507-2:2008, Materiais metlicos -Ensaio de dureza Vickers - Parte 2: Verificaoe calibrao de mquinas de ensaio
(ISO 6507-2:2005, IDT)NM ISO 6507-4, Materiais metlicos - Ensaio dedureza Vickers - Parte 4: Tabelas de valores dedureza (ISO 6507-4:2005, IDT)
3 Princpio
Um penetrador de diamante, na forma de umapirmide de base quadrada e com um nguloespecificado entre as faces opostas no vrtice, pressionado sobre a superfcie do corpo-de-provaseguido da medio do comprimento da diagonal daimpresso deixada na superfcie aps a remoo dafora de ensaio, F (ver Figura 1).
A dureza Vickers proporcional ao quociente obtidocom a diviso da fora de ensaio pela rea inclinadada impresso, a qual assumida ser uma pirmidereta de base quadrada, e tendo no vrtice o mesmongulo do penetrador.
4 Smbolos e termos abreviados
4.1 Ver Tabela 2 e Figura 1.
Figura 1 - Principio del ensayo / Princpio do ensaio
-
8/12/2019 nm_iso_6507-1_2008
7/30
3
NM ISO 6507-1:2008Tabla 2 / Tabela 2 - Smbolos y abreviatur as / Smbolos e termos abreviados
Smbolos /abreviaturas
Smbolo/Termo
abreviado
Denominacin / Designao
ngulo entre las caras opuestas en el vrtice del penetrador piramidal (136) /
ngulo entre as faces opostas ao vrtice do penetrador piramidal (136)F Fuerza de ensayo, en newtons (N) / Fora do ensaio, em newtons (N) d Media aritmtica, en milmetros, de las longitudes de las dos diagonales, d1 y d2 (ver la Figura 1) /Mdia aritmtica, em milmetros, dos dois comprimentos das diagonais d1 e d2 (ver Figura 1)
HV22
o
dF10,189
d2
136senF20,102
improntaladereaensayodeFuerzaxConstanteVickersDureza == /
22
o
dF10,189
d2
136senF20,102
penetraodareaensaiodeForaxConstanteVickersDureza ==
NOTA Constante = 0,102 1/9,806 65, siendo 9,806 65 el factor de conversin de kgf a N. / Constante = 0,102 1/9,806 65,onde 9,806 65 o fator de converso de kgf para N.
4.2 A continuacin se indica un ejemplo de ladesignacin de la dureza Vickers HV.
EJEMPLO
5 Mquina de ensayo
5.1 Mquina de ensayo , capaz de aplicar unafuerza o fuerzas predeterminadas comprendidasdentro del rango requerido de ensayo, de acuerdocon la NM ISO 6507-2.
5.2 Penetrador , un diamante con forma de pirmiderecta de base cuadrada, segn se especifica en laNM ISO 6507-2.
5.3 Dispositivo de medicin , segn se especificaen la NM ISO 6507-2.
NOTA En el Anexo C se sugiere un procedimiento para que losusuarios controlen peridicamente la mquina de ensayo dedureza.
6 Probeta
6.1 El ensayo se debe llevar a cabo sobre unasuperficie lisa y uniforme, libre de oxidacin, materiasextraas y, en particular, completamente libre delubricantes, a menos que en las normas del productose especifique lo contrario. El acabado superficial
4.2 A seguir h um exemplo da designao para adureza Vickers HV.
EXEMPLO
5 Mquina de ensaio
5.1 Mquina de ensaio , capaz de aplicar foraou foras pr-determinada(s) com as faixasrequeridas de foras de ensaio, de acordo com aNM ISO 6507-2.
5.2 Penetrador , um diamante na forma de umapirmide reta com uma base quadrada, conformeespecificado a NM ISO 6507-2.
5.3 Sist ema de medio , conforme especificado aNM ISO 6507-2.
NOTA No Anexo C se sugere um procedimento para que osusurios controlem periodicamente a mquina de ensaio dedureza.
6 Corpo-de-prova
6.1 O ensaio deve ser realizado em uma superfcieque seja lisa e plana, livre de carepa, substnciasestranhas e, especificamente, completamente livrede lubrificantes, a menos que especificado demaneira diferente em normas de produtos. O
640 HV 30 /20Tiempo de aplicacin de la carga de ensayo (20 s) si no est dentrodel intervalo especificado (10 s a 15 s) / Durao da fora de ensaio(20 s) se no estiver na faixa especificada (10 s a 15 s) Valor equivalente aproximado, en kgf, de la carga de ensayoaplicada siendo (30 kgf = 294,2 N) / kgf aproximado ao valorequivalente fora de ensaio aplicada (30 kgf = 294,2 N)
Smbolo de la dureza / Smbolo da dureza Valor de la dureza Vickers / Valor da dureza Vickers
-
8/12/2019 nm_iso_6507-1_2008
8/30
NM ISO 6507-1:2008
4
debe permitir una determinacin precisa de la longitudde la diagonal de la impronta.
6.2 La preparacin se debe realizar de tal forma quese minimice cualquier alteracin de la durezasuperficial debida, por ejemplo, a una calentamientoo a una acritud excesivas.
Debido a la pequea profundidad de la impronta enlos ensayos de microdureza Vickers, es esencialtomar precauciones especiales durante lapreparacin. Se recomienda utilizar un proceso depulido o electropulido, que sea adecuado a lascaractersticas del material.
6.3 El espesor de la probeta o de la capa de materialque se ha de ensayar debe ser, como mnimo, unavez y media mayor que la longitud de la diagonal dela impronta (ver el Anexo A).
No debe ser visible ninguna deformacin en la caraopuesta de la probeta despus del ensayo.
6.4 Para ensayos sobre superficies curvas, se debenaplicar las correcciones indicadas en las Tablas B.1a B.6 del Anexo B.
6.5 Para probetas de seccin transversal pequea ode forma irregular puede ser necesario utilizar algntipo de soporte adicional.
7 Procedimiento
7.1 En general, el ensayo se realiza a temperaturaambiente, con lmites comprendidos entre 10 C y35 C. Los ensayos que se realicen en condicionescontroladas se deben hacer a una temperatura de(23 5) C.
7.2 Se recomienda utilizar las fuerzas de ensayoindicadas en la Tabla 3.
NOTA Se pueden usar otros valores, por ejemplo, HV 2,5(24,52 N).
acabamento superficial deve permitir a determinaoexata do comprimento da diagonal da impresso.
6.2 A preparao deve ser realizada de forma queseja minimizada qualquer alterao da durezasuperficial, devido, por exemplo, ao aquecimentoou trabalho a frio excessivos,
Devido pequena profundidade da impresso demicrodureza Vickers, essencial que sejam tomadasprecaues especiais durante a preparao.Recomenda-se o uso de processo de polimento/eletropolimento que seja adequado para osparmetros do material.
6.3 A espessura do corpo-de-prova, ou da camadasubmetida ao ensaio, deve ser de no mnimo 1,5vezes o comprimento da diagonal da impresso (ver Anexo A).
Nenhuma deformao deve estar visvel na superfcieinferior do corpo-de-prova aps o ensaio.
6.4 Para ensaios em superfcies curvas, devem ser aplicadas as correes dadas nas Tabelas B.1 a B.6do Anexo B.
6.5 Para ensaios em seo transversal pequena oucom forma irregular, poder ser necessrio quealgum tipo de suporte adicional seja providenciado.
7 Procedimento
7.1 Em geral, o ensaio realizado temperaturaambiente dentro dos limites de 10 C a 35 C. Osensaios realizados sob condies controladasdevem ser feitos a uma temperatura de (23 5) C.
7.2 So recomendadas as foras de ensaio dadasna Tabela 3.
NOTA Outros valores, por exemplo HV 2,5 (24,52 N), poderoser usados.
-
8/12/2019 nm_iso_6507-1_2008
9/30
5
NM ISO 6507-1:2008Tabla 3 / Tabela 3 - Fuerzas de ensayo / Foras de ensaio
Ensayo de du reza a /Ensaio de Dureza a
Ensayo de du reza con baja fu erza /Ensaio de dureza com for a baixa
Ensayo de micro dureza /Ensaio de micro dureza
Smbolo dedureza
Valor n omin al de lafuerza de ensayo, F /
Valor nomi nal dafora d e ensaio F
N
Smbolo dedureza
Valor nomin al de lafuerza de ensayo, F /
Valor nom inal dafora d e ensaio F
N
Smbol o dedureza
Valor nomin al de lafuerza de ensayo, F /
Valor no minal dafor a de ensaio F
N HV 5 49,03 HV 0,2 1,961 HV 0,01 0,098 07HV 10 98,07 HV 0,3 2,942 HV 0,015 0,147HV 20 196,1 HV 0,5 4,903 HV 0,02 0,196 1HV 30 294,2 HV 1 9,807 HV 0,025 0,245 2HV 50 490,3 HV 2 19,61 HV 0,05 0,490 3HV 100 980,7 HV 3 29,42 HV 0,1 0,980 7
a Pueden aplicarse fuerzas de ensayo nominales mayores que 980,7 N. /Foras de ensaio nominais maiores que 980,7 N podero ser aplicadas.
7.3 La probeta se debe situar sobre un soporte rgido.Las superficies de dicho soporte deben estar limpias
y libres de cualquier elemento extrao (calamina,lubricantes, suciedad, etc.). Es importante que laprobeta descanse firmemente sobre el soporte paraque no se produzcan desplazamientos durante elensayo.
7.4 Se coloca el penetrador en contacto con lasuperficie de ensayo y se aplica la fuerzaperpendicularmente a la superficie, sin sacudidas nivibraciones, hasta que la fuerza aplicada alcance elvalor estipulado. El tiempo transcurrido entre laaplicacin inicial de la fuerza y el momento en que sealcanza la fuerza total de ensayo no debe ser menor de 2 s ni mayor de 8 s. En los ensayos de dureza abaja fuerza y de microdureza, este tiempo debe ser menor o igual a 10 s. En los ensayos de dureza a bajafuerza y de microdureza, la velocidad de aproximacindel penetrador debe ser menor o igual a 0,2 mm/s.
Para los ensayos de microdureza, se recomiendaque el penetrador entre en contacto con la probeta auna velocidad comprendida entre 15 m/s y70 m/s.
El tiempo de aplicacin de la fuerza de ensayo debeestar comprendido entre 10 s y 15 s, excepto paralos ensayos en materiales cuyas propiedadesdependan del tiempo, para los que este intervalopodra no ser vlido. Para estos ensayos, se permiteun tiempo mayor y esta duracin debe especificarsecomo parte de la designacin de la dureza (ver elEJEMPLO del Apartado 4.2).
7.5 A lo largo del ensayo, se debe proteger lamquina de ensayo de sacudidas o vibraciones.
7.6 La distancia mnima entre el centro de cualquier
impronta y el borde de la probeta debe ser de dosveces y media la longitud media de la diagonal de laimpronta en el caso del acero, cobre y aleaciones decobre, y de al menos tres veces la longitud media de
7.3 O corpo-de-prova deve ser colocado sobre umsuporte rgido. As superfcies do suporte devem
estar limpas e livres de substncias estranhas(carepa, leo, sujeira, etc.). importante que ocorpo-de-prova esteja firmemente apoiado no suportede modo que deslocamentos no possam ocorrer durante o ensaio.
7.4 Pr o penetrador em contato com a superfciede ensaio e aplicar a fora de ensaio na direoperpendicular superfcie, sem choque ou vibrao,at que a fora aplicada atinja o valor especificado.O tempo desde a aplicao inicial da fora at queseja atingida a fora de ensaio final no deve ser menor que 2 s nem maior que 8 s. Para ensaios dedureza com fora baixa e ensaios de microdureza,o tempo mximo no deve exceder 10 s. Paraensaios de dureza com fora baixa e ensaios demicrodureza, a velocidade de aproximao dopenetrador no deve exceder 0,2 mm/s.
Para ensaios de microdureza, se recomenda que openetrador contate o corpo-de-prova em umavelocidade entre 15 m/s e 70 m/s.
A durao da fora de ensaio deve ser de 10s a 15s,exceto para ensaios em materiais cujas propriedadesdependentes do tempo tornariam esta faixainadequada. Para estes ensaios, uma durao maior permitida, a qual deve ser especificada como parteda designao da dureza (ver EXEMPLO em 4.2).
7.5 Ao longo do ensaio, a mquina de ensaio deveestar protegida contra choques e vibraes.
7.6 A distncia entre o centro de qualquer impresso
e a borda do corpo-de-prova deve ser de no mnimo2,5 vezes o comprimento mdio das diagonais daimpresso no caso de ao, cobre e ligas de cobre,e pelo menos 3 vezes o comprimento mdio das
-
8/12/2019 nm_iso_6507-1_2008
10/30
NM ISO 6507-1:2008
6
la diagonal de la impronta en el caso de metalesligeros, plomo y estao y sus aleaciones.
La distancia entre los centros de dos improntasadyacentes debe ser al menos tres veces la longitudmedia de la diagonal de la impronta en el caso delacero, cobre y aleaciones de cobre, y al menos iguala seis veces la longitud media de la diagonal en elcaso de metales ligeros, plomo y estao y susaleaciones. Si dos improntas adyacentes tienendistinto tamao, el espaciado debe ser funcin de lalongitud media de la diagonal de la impronta mayor.
7.7 Se mide la longitud de las dos diagonales. Parael clculo de la dureza Vickers se debe tomar lamedia aritmtica de las dos lecturas.
Para superficies planas, no se recomienda que ladiferencia entre las longitudes de dos diagonales dela impronta sea mayor del 5%. Si la diferencia esmayor, se debe reflejar en el informe del ensayo.
Se recomienda disponer de aumentos suficientespara que las diagonales se puedan aumentar entre un25% y un 75% del campo de visin.
7.8 La NM ISO 6507-4 contiene las tablas de clculoque deben utilizarse para determinar la dureza Vikerspara los ensayos en superficies planas.
8 Incertidumbre de los resultados
Se recomienda realizarse una evaluacin completade la incertidumbre de acuerdo a la ISO Guide to theexpression of uncertainty in measurement (GUM)[6].
Independientemente de los tipos de fuente que originenla incertidumbre, hay dos posibilidades para ladeterminacin de dicha incertidumbre para la dureza.
- Una posibilidad se basa en la evaluacin de todaslas fuentes o componentes pertinentes que aparecendurante la calibracin directa. A ttulo de referenciahay disponible una gua EA [7].
- La otra posibilidad se basa en una calibracinindirecta empleando un bloque patrn de dureza[designado abreviadamente MRC (material dereferencia certificado)] (ver las bibliografas [7] a [10]).En el Anexo D se recopilan las recomendacionespara la determinacin de la incertidumbre.
Puede que no siempre sea posible cuantificar todaslas contribuciones identificables a la incertidumbre.En ese caso, se puede obtener una estimacin de laincertidumbre estandar de tipo A a partir del anlisisestadstico de las improntas repetidas en la probeta.Conviene tener cuidado de no contar dos veces lascontribuciones cuando concurren incertidumbres detipo A y de tipo B (ver Captulo 4 de laGua GUM:1993).
diagonais da impresso no caso de metais leves,chumbo e estanho, e suas ligas.
A distncia entre os centros de duas indentaesadjacentes deve ser de no mnimo 3 vezes ocomprimento mdio das diagonais da impresso nocaso de ao, cobre e ligas de cobre, e pelo menos6 vezes o comprimento mdio das diagonais daimpresso no caso de metais leves, chumbo eestanho, e suas ligas. Se duas impressesadjacentes diferirem em tamanho, o espaamentodeve ser baseado no comprimento mdio dasdiagonais da maior impresso.
7.7 Medir os comprimentos das duas diagonais. Amdia aritmtica das duas leituras deve ser considerada no clculo da dureza Vickers.
Para superfcies planas, no se recomenda que adiferena entre os comprimentos de duas diagonaisda impresso seja maior que 5%. Se a diferena for maior, esta deve ser declarada no relatrio de ensaio.
Recomenda-se ser fornecidas ampliaes de modoque a diagonal possa ser ampliada para mais que25%, e menos que 75%, do campo de viso.
7.8 A NM ISO 6507-4 contm tabelas de clculoque devem ser usadas para determinar a durezaVickers para ensaios em superfcies planas.
8 Incerteza dos resultados
Recomenda-se que a avaliao completa da incertezaseja feita de acordo com o ISO Guide to theexpression of uncertainty in measurement (GUM)[6].
Independente dos tipos de fontes, h duaspossibilidades para a determinao da incerteza emdureza.
- Uma possibilidade baseada na avaliao detodas as fontes relevantes que aparecem durante acalibrao direta. Como referncia, est disponvelum guia da EA[7].
- A outra possibilidade baseada na calibraoindireta usando um bloco de referncia de dureza[abreviado abaixo como MRC (material de refernciacertificado)] (ver [7-10] na Bibliografia). Um roteiropara a determinao dado no Anexo D.
Pode no ser sempre possvel quantificar todas ascontribuies identificadas da incerteza. Neste caso,uma estimativa da incerteza-padro do tipo A poderser obtida a partir da anlise estatstica deimpresses repetidas no corpo-de-prova.Recomenda-se tomar cuidado, se as incertezasdos tipos A e B estiverem resumidas, de que ascontribuies no sejam contadas duas vezes (ver Pargrafo 4 do GUM:1993).
-
8/12/2019 nm_iso_6507-1_2008
11/30
7
NM ISO 6507-1:20089 Informe de ensayo
El informe de ensayo debe incluir la informacinsiguiente:
a) una referencia a esta parte de la NM ISO 6507;
b) todos los detalles necesarios para la identificacinde la probeta;
c) el resultado obtenido;
d) todas las operaciones no especificadas en estaparte de la NM ISO 6507, o consideradas comoopcionales;
e) los detalles de cualquier incidencia que puedahaber afectado a los resultados;
f) la temperatura de ensayo, si no est dentro delintervalo especificado en 7.1.
NOTA Slo es posible comparar de forma estricta los valoresde dureza obtenidos con fuerzas de ensayo idnticas.
No existe ningn mtodo general de conversinprecisa de la dureza Vickers a otras escalas dedureza o a la resistencia a la traccin. Por lo tanto,se recomienda que estas conversiones sean evitadas,a menos que pueda obtenerse un factor de conversinfiable mediante ensayos comparativos.
Se recomienda destacarse que para materialesanistropos, como por ejemplo aqullos que hayansido fuertemente conformados en fro, habr unadiferencia de longitud entre las dos diagonales de laimpronta. Siempre que sea posible, se recomiendaque la impronta se realice de forma que las diagonalesestn inclinadas aproximadamente 45 respecto a ladireccin del conformado. La especificacin delproducto puede indicar los lmites para las diferenciasde longitud entre las longitudes de las dos diagonales.
NOTA Se ha comprobado que algunos materiales pueden ser sensibles a la velocidad de deformacin, lo que causa ligeras
modificaciones en el valor del lmite elstico. El efectocorrespondiente sobre el final de la formacin de una improntapuede dar lugar a variaciones del valor de la dureza.
9 Relatrio de ensaio
O relatrio de ensaio deve incluir as seguintesinformaes:
a) uma referncia a esta parte da NM ISO 6507;
b) todos os detalhes necessrios para a identificaodo corpo-de-prova;
c) o resultado obtido;
d) todas as operaes no especificadas nesta parteda NM ISO 6507, ou consideradas como opcionais;
e) detalhe de qualquer ocorrncia que possa ter afetado os resultados;
f) a temperatura do ensaio, se estiver fora da faixaespecificada em 7.1.
NOTA Uma comparao estrita dos valores de dureza somente possvel com foras de ensaio idnticas.
No h processo geral de converso exata de durezaVickers em outras escalas de dureza ou emresistncia trao. Logo, se recomenda que taisconverses sejam evitadas, a menos que uma baseconfivel para a converso possa ser obtida por ensaios comparativos.
Recomenda-se notar que para materiaisanisotrpicos, por exemplo aqueles com alto graude encruamento, haver uma diferena entre oscomprimentos das duas diagonais da impresso.Onde for possvel, se recomenda que a impressoseja realizada de modo que as diagonais estejaminclinadas a aproximadamente 45 em relao direo do trabalho a frio. A especificao do produtopoder indicar limites para as diferenas entre oscomprimentos das duas diagonais.
NOTA H evidncia que alguns materiais podero ser sensveis taxa de deformao que causar pequenas alteraes no
valor do limite de escoamento. O efeito correspondente notrmino da formao da impresso poder alterar o valor dedureza.
-
8/12/2019 nm_iso_6507-1_2008
12/30
NM ISO 6507-1:2008
8
Anexo A(normativo)
Espesor mnimo de la probeta en funcin de la fuerza de ensayo y de la dureza /Espessura mnima do corpo-de-prova em relao fora de ensaio e dureza
Palabra clave / LegendaX Espesor de la probeta, mm / Espessura do corpo-de-prova, mm Y Dureza, HV
Figura A.1 Espesor mnimo de la probeta en funcin de la fuerza de ensayo y de la dureza (HV 0,2 a HV 100)
/ Espessura mnima do corpo-de-prova em relao fora de ensaio e dureza (HV 0,2 a HV 100)
-
8/12/2019 nm_iso_6507-1_2008
13/30
9
NM ISO 6507-1:2008
Palabra clave / Legenda
a Valor de la dureza, HV / Valor de dureza, HV b Espesor mnimo, t, mm / Espessura mnima, t, mm c Longitud de la diagonal, d, mm / Comprimento da diagonal, d, mm d Smbolo de la dureza, HV / Smbolo de dureza, HV e Fuerza de ensayo, F, N / Fora de ensaio F, N
Figura A.2 - Nomograma diseado para el espesor mnimo de la probeta (HV 0,01 a HV 100) /Nomograma projetado para a espessura mnima do corpo-de-prova (HV 0,01 a HV 100)
El nomograma mostrado en la Figura A.2 se hadiseado para el espesor mnimo de una probeta,suponiendo que dicho espesor mnimo tiene que ser una vez y media la longitud de la diagonal de laimpronta. El espesor requerido viene dado por elpunto de interseccin de la escala de espesoresmnimos con una lnea (que se muestra punteada enel ejemplo de la Figura A.2) que une la fuerza deensayo (escala de la derecha) con la dureza (escalade la izquierda).
O nomograma mostrado na Figura A.2 foi projetadopara a espessura mnima de um corpo-de-prova,assumindo que a espessura mnima deve ser 1,5 vezes o comprimento da diagonal da impresso.A espessura requerida dada pelo ponto de interseoda escala de espessura mnima e uma linha(mostrada tracejada no exemplo na Figura A.2)unindo a fora de ensaio (escala do lado direito) coma dureza (escala do lado esquerdo).
-
8/12/2019 nm_iso_6507-1_2008
14/30
NM ISO 6507-1:2008
10
Anexo B(normativo)
Tablas de factores de cor reccin para su u tilizacin enensayos sobre superficies curvas / Tabelas de fatores de correo
para uso em ensaios realizados em superfcies curvas
B.1 Superficies esfricas
Las Tablas B.1 y B.2 proporcionan los factores decorreccin para los ensayos realizados sobresuperficies esfricas.
Los factores de correccin estn tabulados en formade relacin entre la diagonal media de la impronta, d,y el dimetro de la esfera, D.
EJEMPLO Esfera convexa,D = 10 mm
Fuerza de ensayo, F = 98,07 N
Diagonal media de la impronta,d = 0,150 mm
Factor de correccin obtenido, por interpolacin, dela Tabla B.1 = 0,983
Dureza de la esfera = 824 x 0,983 = 810 HV 10
B.1 Superfcies esfricas
As Tabelas B.1 e B.2 fornecem os fatores de correoquando os testes so realizados em superfciesesfricas.
Os fatores de correo esto tabulados em termosda razo entre a diagonal mdia d da impresso e odimetro D da esfera.
EXEMPLO Esfera convexa,D = 10 mm
Fora do ensaio, F = 98,07 N
Diagonal mdia da impresso, d = 0,150 mm
Fator de correo obtido na Tabela B.1, por interpolao = 0,983
Dureza da esfera = 824 x 0,983 = 810 HV 10
Dureza Vickers = 0,189 1( )
=2150
0798,
, 824 HV 10
0150101500 ,,
Dd
==
Tabla B.1 / Tabela B.1 -Superficies esfricas convexas / Superfcies esfricas convexas
d/D Factor d e correccin /Fator de correo d/DFactor d e correccin /
Fator de correo0,004 0,995 0,086 0,920
0,009 0,990 0,093 0,9150,013 0,985 0,100 0,9100,018 0,980 0,107 0,9050,023 0,975 0,114 0,9000,028 0,970 0,122 0,8950,033 0,965 0,130 0,8900,038 0,960 0,139 0,8850,043 0,955 0,147 0,8800,049 0,950 0,156 0,8750,055 0,945 0,165 0,8700,061 0,940 0,175 0,8650,067 0,935 0,185 0,8600,073 0,930 0,195 0,8550,079 0,925 0,206 0,850
-
8/12/2019 nm_iso_6507-1_2008
15/30
11
NM ISO 6507-1:2008Tablas B.2 / Tabela B.2 -
Superficies esfricas cncavas / Superfcies esfricas cncavas
d/D Factor d e correccin /Fator de correo d/DFactor d e correccin /
Fator de correo 0,004 1,005 0,057 1,0800,008 1,010 0,060 1,0850,012 1,015 0,063 1,0900,016 1,020 0,066 1,0950,020 1,025 0,069 1,1000,024 1,030 0,071 1,1050,028 1,035 0,074 1,1100,031 1,040 0,077 1,1150,035 1,045 0,079 1,1200,038 1,050 0,082 1,1250,041 1,055 0,084 1,1300,045 1,060 0,087 1,1350,048 1,065 0,089 1,1400,051 1,070 0,091 1,1450,054 1,075 0,094 1,150
B.2 Superficies c ilndricas
Las Tablas B.3 a B.6 proporcionan los factores decorreccin para ensayos realizados sobre superficiescilndricas.
Los factores de correccin estn tabulados en funcinde relacin entre la diagonal media de la impronta, d,y el dimetro del cilindro,D.
EJEMPLO Cilindro cncavo, con una de las diagonales de la impronta paralela al eje, D = 5 mm
Fuerza de ensayo, F = 294,2 N
Diagonal media de la impronta,d = 0,415 mm
Factor de correccin obtenido de la Tabla B.6 = 1,075
Dureza del cilindro = 323 x 1,075 = 347 HV 30
B.2 Superfcies ci lndricas
As Tabelas B.3 a B.6 fornecem fatores de correoquando os ensaios so realizados em superfciescilndricas.
Os fatores de correo esto tabulados em termosda razo entre a diagonal mdia d da impresso e odimetroDdo cilindro.
EXEMPLO Cilindro cncavo, uma diagonal da impresso paralela ao eixo, D = 5 mm
Fora do ensaio, F = 294,2 N
Diagonal mdia da impresso, d = 0,415 mm
Fator de correo obtido na Tabela B.6 = 1,075
Dureza do cilindro = 323 x 1,075 = 347 HV 30
083054150 ,,
Dd
==
Dureza Vickers = 0,189 1( )
=
241502294
,, 323 HV 30
-
8/12/2019 nm_iso_6507-1_2008
16/30
NM ISO 6507-1 :2008
12
Tabla B.3 / Tabela B.3 -Superficies cilndricas convexas - Diagonales a 45 respecto del eje /
Superfcies cilndric as convexas - Diagonais a 45 do eixo
d/D Factor de correccin /Fator de correo d/DFactor de correccin /
Fator de correo 0,009 0,995 0,119 0,935
0,017 0,990 0,129 0,9300,026 0,985 0,139 0,9250,035 0,980 0,149 0,9200,044 0,975 0,159 0,9150,053 0,970 0,169 0,9100,062 0,965 0,179 0,9050,071 0,960 0,189 0,9000,081 0,955 0,200 0,8950,090 0,9500,100 0,9450,109 0,940
Tabla B.4 / Tabela B.4 -Superficies cilndricas cncavas - Diagonales a 45 respecto del eje /
Superfcies cilndricas cncavas - Diagonais a 45 do eixo
d/D Factor de correccin /Fator de correo d/D
Factor de correccin /Fator de correo
0,009 1,005 0,127 1,0800,017 1,010 0,134 1,0850,025 1,015 0,141 1,0900,034 1,020 0,148 1,0950,042 1,025 0,155 1,100
0,050 1,030 0,162 1,1050,058 1,035 0,169 1,1100,066 1,040 0,176 1,1150,074 1,045 0,183 1,1200,082 1,050 0,189 1,1250,089 1,055 0,196 1,1300,097 1,060 0,203 1,1350,104 1,065 0,209 1,1400,112 1,070 0,216 1,1450,119 1,075 0,222 1,150
Tabla B.5 / Tabela B.5 -Superficies cilndricas convexas - Una diagonal paralela al eje /Superfcies cilndri cas convexas - Uma diagonal paralela ao eixo
d/D Factor de correccin /Fator de correo d/DFactor de correccin /
Fator de correo 0,009 0,995 0,085 0,9650,019 0,990 0,104 0,9600,029 0,985 0,126 0,9550,041 0,980 0,153 0,9500,054 0,975 0,189 0,9450,068 0,970 0,243 0,940
-
8/12/2019 nm_iso_6507-1_2008
17/30
13
NM ISO 6507-1:2008Tablas B.6 / Tabela B.6 -
Superficies cilndricas cncavas - Una diagonal paralela al eje /Superfcies cilndri cas cncavas - Uma diagonal paralela ao eixo
d/D Factor d e correccin /Fator de correo d/DFactor d e correccin /
Fator de correo 0,008 1,005 0,087 1,080
0,016 1,010 0,090 1,0850,023 1,015 0,093 1,0900,030 1,020 0,097 1,0950,036 1,025 0,100 1,1000,042 1,030 0,103 1,1050,048 1,035 0,105 1,1100,053 1,040 0,108 1,1150,058 1,045 0,111 1,1200,063 1,050 0,113 1,1250,067 1,055 0,116 1,1300,071 1,060 0,118 1,1350,076 1,065 0,120 1,1400,079 1,070 0,123 1,1450,083 1,075 0,125 1,150
s Fi es la desviacin estandar de los valores indicadosde la fuerza de ensayo para el i-simo nivel.
En la Tabla B.2 se utiliza el valor mximo deuFHTMde la Tabla B.1.
sFi o desvio padro dos valores de indicaoda fora de ensaio da i-sima posio dealtura.
Na Tabela B.2, o valor mximo de uFHTM daTabela B.1 utilizado.
-
8/12/2019 nm_iso_6507-1_2008
18/30
NM ISO 6507-1:2008
14
Anexo C(informativo)
Procedimiento de contro l peridico de la mquina de ensayo por el usuario /Procedimento para checagem perid ica da mquina de ensaio pelo operador
Se recomienda realizarse un control de la mquinacada da que se utilice, aproximadamente para cadanivel de dureza y para cada intervalo o escala que seva a utilizar.
Antes de realizar un control, se recomienda verificarsede manera indirecta el sistema de medida (para cadaintervalo o escala y cada nivel de dureza) empleandouna impronta de referencia sobre un bloque patrn dedureza calibrado conforme a la NM ISO 6507-3. Serecomienda que la dimensin medida est de acuerdocon el valor certificado dentro del error admisibleindicado en la Tabla 5 de la NM ISO 6507-2:2008. Siel sistema de medicin no supera este ensayo serecomienda emprender la accin adecuada.
El control implica, al menos, una impronta realizadasobre un bloque patrn de dureza calibrado como seindica en la NM ISO 6507-3. Si la diferencia entre ladureza media medida y el valor certificado del bloquese encuentra dentro del intervalo de error admisibleindicado en la Tabla 5 de la NM ISO 6507-2:2008, sepuede considerar que la mquina es satisfactoria.En caso contrario, debera procederse a unaverificacin indirecta.
Se recomienda conservarse un registro de estosresultados durante un cierto periodo de tiempo yutilizarlo para medir la reproducibilidad y para controlar la deriva de la mquina.
Recomenda-se que uma checagem da mquina deensaio seja realizada em cada dia que a mquina for utilizada, aproximadamente em cada faixa de durezae para cada faixa ou escala em que deve ser usada.
Antes de realizar a checagem, se recomenda que osistema de medio seja verificado indiretamente(para cada faixa/escala e nvel de dureza) usandouma impresso de referncia em um bloco dereferncia de dureza, calibrado de acordo com aNM ISO 6507-3. Recomenda-se que a dimensomedida concorde com o valor do certificado dentro doerro mximo admissvel dado na Tabela 5 daNM ISO 6507-2:2008. Se o sistema de mediofalhar neste teste, se recomenda tomar uma aoapropriada.
A checagem envolve pelo menos uma impressorealizada em um bloco de referncia de dureza,calibrado de acordo com a NM ISO 6507-3.Se a diferena entre a dureza medida mdia eo valor certificado do bloco estiver dentro doslimites de erro admissvel dados na Tabela 5 daNM ISO 6507-2:2008, a mquina poder ser considerada como satisfatria. Se no, umaverificao indireta deve ser realizada.
Recomenda-se que um registro destes resultadosseja mantido por um perodo de tempo, e usado paramensurar a reprodutibilidade e monitorar a deriva damquina.
-
8/12/2019 nm_iso_6507-1_2008
19/30
15
NM ISO 6507-1:2008 Anexo D
(informativo)
Incertidumbre de los valores de dureza medidos /Incerteza dos valores de dureza medidos
D.1 Requisitos generales
El enfoque para determinar la incertidumbrepresentado en este anexo considera solamente lasincertidumbre asociadas a la realizacin de la medicinglobal de la mquina de ensayo de dureza por comparacin con los bloques patrn de dureza (enadelante, MRC). Estas incertidumbres de resultadosreflejan el efecto combinado de todas las incerti-dumbres consideradas separadamente (verificacinindirecta). Debido a este enfoque, es importante quelos componentes individuales de la mquina estn
funcionando dentro de las tolerancias. Se recomiendavivamente que este procedimiento se aplique un aodespus, como mximo, de haber realizado unaverificacin directa satisfactoria.
La Figura D.1 muestra la estructura de cuatro nivelesde la cadena metrolgica necesaria para definir ydiseminar las escalas de dureza. La cadena comienzaa nivel i nternacional , utilizando las definicionesinternacionales de las diferentes escalas de durezapara realizar intercomparaciones internacionales.Una serie de mquinas patrn primarias de dureza anivel nacional producen los bloques patrnprimarios de dureza para el nivel de laboratorio decalibracin. Naturalmente, se recomienda que lacalibracin directa y la verificacin de mquinas serealicen con la mayor exactitud posible.
D.1 Requisit os gerais
A abordagem para a determinao da incertezaapresentada neste anexo considera apenas aquelasincertezas associadas com o desempenho demedio total da mquina de ensaio de dureza comrespeito aos blocos de referncia de dureza (abreviadoaqui como MRC). Estas incertezas de desempenhorealizadas refletem o efeito combinado de todas asincertezas individuais (verificao indireta). Por causadesta abordagem, importante que os componentesda mquina individuais estejam operando dentro das
tolerncias. Recomenda-se fortemente que esteprocedimento seja aplicado por no mximo um anoaps uma verificao direta bem sucedida.
A Figura D.1 mostra a estrutura em quatro nveis dacadeia metrolgica necessria para definir edisseminar as escalas de dureza. A cadeia comeano nvel internacional usando definiesinternacionais das vrias escalas de dureza pararealizar intercomparaes internacionais. Vriasmquinas-padro de dureza primrias no nvelnacional produzem blocos de referncia de durezaprimrios para o nvel de laboratrio de calibrao.Naturalmente, se recomenda que a calibrao diretae a verificao destas mquinas estejam na maisalta exatido possvel.
-
8/12/2019 nm_iso_6507-1_2008
20/30
NM ISO 6507-1:2008
16
Figura D.1 - Estructura de la cadena metrolgica para la definicin y diseminacin de las escalasde dureza / Estrut ura da cadeia metrolgica para a definio e diss eminao de escalas de dureza
D.2 Procedimiento general
El procedimiento calcula una incertidumbrecombinada u1, por el mtodo de la raz de la suma decuadrados (RSC) a partir de las diferentes fuentesdadas en la Tabla D.1. La incertidumbre expandida,U, se deduce de u1 multiplicndola por un factor decobertura k = 2. La Tabla D.1 contiene todos lossmbolos y sus designaciones.
D.3 Sesgo de mquina
El sesgo, b, de la mquina de ensayo de dureza(tambin denominado error), que se deduce de ladiferencia entre:
- el valor medio de cinco improntas durante lacalibracin de la mquina de ensayo de dureza, y
- el valor de calibracin del bloque patrn dedureza, puede tenerse en cuenta de diferentesmaneras en la determinacin de la incertidumbre.
D.2 Procedimento geral
O procedimento calcula a incerteza combinada u1pelo mtodo da soma das razes quadradas (RSS) apartir das diferentes fontes dadas na Tabela D.1. Aincerteza expandida, U, derivada de u1 pelamultiplicao pelo fator de abrangncia k = 2. ATabela D.1 contm todos os smbolos e suasdesignaes.
D.3 Tendncia da mquina
A tendncia b da mquina de ensaio de dureza(tambm chamada erro), a qual derivada da diferenaentre
- o valor mdio das cinco impresses durante acalibrao da mquina de ensaio de dureza, e
- o valor da calibrao do bloco de referncia dedureza, pode ser implementada de maneirasdiferentes na determinao da incerteza.
ComparacionesInternacionales /
ComparaesInternacionais
Mquinas patrnprimarias de dureza /
Mquina padroprimria de dureza
Calibracindirecta /
Calibraodireta
Bloques patrnprimarios de dureza /Bloco de dureza dereferncia primrio
Mquinas decalibracin de dureza /
Mquina decalibrao de dureza
Calibracindirecta /
Calibraodireta
Bloques patrn dedureza /
Bloco de dureza dereferncia
Mquinas de ensayode dureza /
Mquina de ensaiode dureza
Calibracindirecta /
Calibraodireta
Valores de durezafiables /
Valores confiveisde dureza
Nivel Internacional /Nvel internacional
Nivel nacional /Nvel nacional
Nivel laboratorio decalibracin /Nvel de laboratriode calibrao
Nivel usuario /Nvel do usurio
DefinicionesInternacionales /
DefinioInternacional
-
8/12/2019 nm_iso_6507-1_2008
21/30
17
NM ISO 6507-1:2008D.4 Procedimiento para calcular laincertidumbre: valores de las medicionesde dureza
NOTA En este anexo, el ndice MRC (material de referenciacertificado), significa, segn la definiciones de las normas deensayo de dureza, bloque patrn de dureza.
D.4.1 Procedimiento sin sesgo (mtodo 1)
El mtodo 1 (abreviadamente M1) es un mtodosimplificado que puede utilizarse sin considerar elerror sistemtico de la mquina de ensayo de dureza.
Para M1, el lmite del error, es decir, el intervalo enel que la mquina puede diferir del patrn de referencia,se utiliza para definir la fuente uE de la incertidumbre.No hay correccin de los valores de dureza en lo querespecta al error.
El procedimiento de determinacin de U se explicaen la Tabla D.1 (ver bibliografas [6] y [7]).
donde el resultado de la medicin viene dado por
D.4.2 Procedimiento con sesgo (mtodo 2)
Como alternativa a M1, puede utilizarse el mtodo 2(abreviadamente M2) que guarda correlacin con elempleo de un diagrama de control. M2 puede dar lugar a valores menores de la incertidumbre
Se puede esperar que el error b (paso 10) constituyaun efecto sistemtico. En la gua GUM se recomiendautilizar una correccin para compensar tales efectossistemticos. Esta es la base de M2. El error ya noaparece en el clculo de la incertidumbre, pero todoslos valores de dureza determinados tienen quecorregirse con b, o Ucorr tiene que incrementarse con
b. El procedimiento para la determinacin de Ucorr seexplica en la Tabla D.1 (ver Bibliografas [9] y [10]).
donde el resultado de la medicin viene dado por
o por
segn si se considera que el sesgo (error) b formaparte del valor medio o de la incertidumbre.
D.4 Procediment o para o clcul o deincerteza: Valores de medio de dureza
NOTA Neste Anexo, o ndice MRC (Material de RefernciaCertificado) significa, de acordo com as definies das normasde ensaio de dureza, Bloco de Referncia de Dureza.
D.4.1 Procedimento sem tendncia (mtodo 1)
O mtodo 1 (abreviado como M1) um mtodosimplificado, que pode ser utilizado sem que sejaconsiderado o erro sistemtico da mquina de ensaiode dureza.
Em M1, a tolerncia, que significa a faixa em que permitida que a mquina difira do padro de referncia, usada para definir a fonte uE da incerteza . No hcorreo dos valores de dureza com respeito ao erro.
O procedimento para determinao de U detalhadona Tabela D.1 (ver [6] e [7] na Bibliografia).
onde o resultado da medio dado por
D.4.2 Procedimento com tendncia (mtodo 2)
Como alternativa a (M1), o mtodo 2 poder ser utilizado, o qual correlacionado com ocomportamento de uma carta de controle. M2 poderlevar a menores valores de incerteza.
Pode-se esperar que o erro b (passo 10) seja umefeito sistemtico. No GUM recomenda-se o uso deuma correo para compensar tais efeitossistemticos. Esta a base de M2. O erro no estmais no clculo da incerteza, mas todos os valoresde dureza determinados devem ser corrigidos por bou Ucorr deve ser acrescido de b. O procedimento
para a determinao de Ucorr detalhado na TabelaD.1, (ver [9] e [10] na Bibliografia).
onde o resultado da medio dado por
ou por
dependendo se a tendncia (erro) b ser consideradaparte do valor mdio ou da incerteza.
22222msxHMRCEcorr
uuuuukU ++++= (D.1)
UxX = (D.2)
22222bmsxHMRCcorr
uuuuu.kU ++++= (D.3)
corr corr U)bx(X += (D.4)
)bU(xX corr ucorr += (D.5)
-
8/12/2019 nm_iso_6507-1_2008
22/30
NM ISO 6507-1:2008
18
D.5 Expresin del resultado de la medicin
Para la expresin del resultado de la medicin serecomienda indicarse el mtodo utilizado. En general,como resultado de la medicin, se recomiendautilizarse el mtodo 1 [ver ecuacin (D.2)] (ver tambinTabla D.1, paso 12).
D.5 Expresso do resultado da medio
Para a expresso do resultado da medio, serecomenda que seja indicado o mtodo utilizado.Em geral, como resultado da medio, se recomendaque seja usado o mtodo 1 [equao (D.2)] (ver tambm Tabela D.1, passo 12).
-
8/12/2019 nm_iso_6507-1_2008
23/30
19
NM ISO 6507-1:2008
T a
b l a D
. 1 / T a
b e
l a D
. 1
D e
t e r m
i n a c
i n
d e
l a i n c e r t
i d u m
b r e e x p a n
d i d a s e g
n
l o s m
t o d o s
M 1 y
M 2 / D e
t e r m
i n a
o
d a
i n c e r t e z a e x p a n
d i d a
d e a c o r d o c o m
o s m
t o d o s
M 1 e
M 2
P a s o /
P a s s o
M t o d o
F u e n
t e s o c o m p o n e n
t e s
d e
l a i n c e r t
i d u m
b r e
/
F o n
t e s
d e
I n c e r t e z a
S m b o
l o /
S m b o
l o s
F r m u
l a
L i t e r a
t u r a
/ C e r t
i f i c a
d o
E j e m p
l o / E x e m p
l o
[ . . ]
= H V 1
1 M 1
I n c e r t
i d u m
b r e e s t a n
d a r s e g
n e l e r r o r
m x i m o a
d m
i s i b l e /
I n c e r t e z a - p a
d r o
d e a c o r d o c o m
o
e r r o
p e r m
i s s v e
l m x i m o
E u
8 2
2
, X
u
u
M R C
r ,
E
E
=
E r r o r a
d m
i s i b l e
r ,
E u
2
s e g
n
l a T a
b l a 5
d e
l a N M
I S O 6 5 0 7 - 2 : 2
0 0 8 , T a
b l a 5 ,
M R C
X
d e
l c e r t
i f i c a d o
d e c a
l i b r a c i
n .
V e r
l a N o
t a 1 . /
E r r o p e r m
i s s v e
l
r ,
E u
2
d e a c o r d o c o m
a
N M
I S O
6 5 0 7 - 2 : 2
0 0 8
, T a
b e
l a 5 .
M R C
X
p r o v e n i e n
t e d o c e r t
i f i c a
d o
d e
c a l i b r a o .
V e r
N o
t a 1
.
3 7
5
8 2
3 7 6
0 4
0
,
,
,
u E
=
=
2 M 1
M 2
I n c e r t
i d u m
b r e e s t a n
d a r y v a l o r m e
d i o
d e
l a d u r e z a
d e
l M R C ( p a r a e
l d e
t a l l e
d e
l o s c
l c u
l o s , v e r
l a T a b
l a A
. 4 d e
l a
N M
I S O
6 5 0 7 - 3 : 2
0 0 8 ) /
I n c e r t e z a - p a
d r o e v a
l o r m
d i o d e
d u r e z a
d o
M R C
( p a r a o c
l c u
l o d e
t a l h a
d o v e r
N M
I S O
6 5 0 7 - 3 : 2
0 0 8
, T a
b e
l a A
. 4 )
M R C
u
,
M R C
X
2 M R C
M R C
U
u
=
M R C
M R C
X ,
U
s e g
n e
l c e r
t i f i c a d o
d e c a
l i b r a c i
n
d e
l
M
R C
.
V e r
l a
N o
t a 2
. /
d e a c o r
d o c o m
c e r t
i f i c a
d o
d e c a
l i b r a o
d o M R C
.
V e r
N o
t a 2
.
0
3 7 6
0 0
3
2 0 0
6
,
X
,
,
u M R C
M R C
=
=
=
3 M 1
M 2
V a
l o r m e
d i o y
d e s v i a c i
n e s t a n
d a r
d e
l a m e
d i c i n s o
b r e e l
M R C /
V a
l o r m
d i o e
d e s v
i o - p a
d r o
d a s
m e
d i e s n o
M R C
H ,
H s
(
)
=
=
= =
n i
i
H
n i
i
H
H
n
s
n H
H
1
2
1
1 1
i H
s e g
n
5 . 9
d e
l a N M
I S O
6 5 0 7 - 2 : 2
0 0 8
.
P a r a e l c
l c u l o
d e s H s e
t o m a r e
l m a y o r
v a l o r
d e
s H 1 y s H 2
/
d e a c o r d o c o m
a N M
I S O 6 5 0 7 -
2 : 2
0 0 8
, 5
. 9 . P
a r a o c
l c u
l o d e s H ,
s e r c o n s
i d e r a
d o o m a
i o r v a
l o r e n
t r e
s H 1 e s H 2 .
M e
d i c i o n e s
i n d i v i d u a l e s
/
M e
d i e s
i n d i v i d u a
i s :
( 1 ) 3 7 7 - 3 7 6 - 3
7 7 - 3
7 7 - 3
7 7
8
3 7 6
1
,
H
=
;
4 5
0
1
,
s H
=
( 2 ) 3 7 6 - 3 7 7 - 3
7 6 - 3
7 8 - 3
7 6
6
3 7 6
2
,
H
=
;
8 9
0
2
,
s H
=
4 M 1
M 2
I n c e r t
i d u m
b r e e s t a n
d a r
d e
l a m
q u
i n a
d e e n s a y o
d e
d u r e z a c u a n
d o s e m
i d e
e l M R C /
I n c e r t e z a - p a
d r o
d a m
q u
i n a
d e e n s a
i o
d e
d u r e z a a o s e m e
d i r o
M R C
H u
n s
t
u
H
H
=
t =
1 , 4 p a r a n =
5
4 5
0
5
8 9
0
1 4 1
,
,
,
u H
=
=
-
8/12/2019 nm_iso_6507-1_2008
24/30
NM ISO 6507-1:2008
20
T a
b l a D
. 1 / T a
b e
l a D
. 1
( c o n
t i n u a c
i n
/ c o n
t i n u a
o )
P a s o
/
P a s s o
M t o d o
F u e n
t e s o c o m p o n e n
t e s
d e
l a i n c e r
t i d u m
b r e
/
F o n
t e s
d e
I n c e r t e z a
S m b o
l o /
S m b o
l o s
F r m u
l a
L i t e r a
t u r a
/ C e r t
i f i c a
d o
E j e m p l o
/ E x e m p
l o
[ . . ]
= H V 1
5 M 1
M 2
V a
l o r m e
d i o y
d e s v i a c i
n e s t a n d a r
d e l
e n s a y o
d e u n a p r o
b e
t a /
V a
l o r m
d i o e
d e s v
i o - p a
d r o
d o e n s a
i o
d e u m
c o r p o - d e - p r o v a
x , x
s
(
)
=
=
= =
n i
i
x
n i
i
x
x
n
s
n x
x
1
2
1
1 1
n =
5
c i n c o m e d
i c i o n e s s o
b r e p r o
b e t a .
V e r
N o
t a 3
. S i n =
1 ,
s x =
0 .
s e r e c o m
i e n
d a
q u e e
l c e r t
i f i c a
d o
i n d i q u e q u e
l a
i n c e r t
i d u m
b r e s e a p l
i c a s
l o a
l a l e c t u r a
p a r
t i c u
l a r y n o a
l a p r o
b e
t a e n s u
c o n j u n
t o /
5 m e
d i d a s n o c o r p o - d e - p r o v a .
V e r
N o
t a
3 .
S e n =
1 ,
s X =
0 . R
e c o m e n
d a - s e q u e o
c e r t
i f i c a
d o
d e c
l a r e q u e a
i n c e r t e z a
a p
l i c a - s e a p e n a s p a r a
l e i t u r a e s p e c
f i c a ,
n o p a r a o c o r p o - d e - p r o v a c o m o u m
t o d o .
V a
l o r e s i n
d i v i
d u a l e s
/
V a
l o r e s
i n d i v i d u a
i s
4 1 9 - 4
3 9 - 4 4 9 - 4
4 2 - 4
4 4
5 5
1 1
6
4 3 8 ,
s
,
x x
= =
6 M 1
M 2
I n c e r t
i d u m
b r e e s
t a n
d a r c u a n
d o s e m
i d e
u n a p r o
b e
t a /
I n c e r t e z a - p a
d r o q u a n
d o m e
d i n d o u m
c o r p o - d e - p r o v a
x u
n s
t
u
x
x
=
t =
1 , 1 4 p a r a n =
5
8 9 5
5
5 5
1 1
1 4 1
,
,
,
u x
=
=
7 M 2
I n c e r t
i d u m
b r e e s t a n
d a r s e g
n l a
r e s o
l u c i
n
d e
l s i s t e m a
d e m e d
i c i n
d e
l a l o n g
i t u d /
I n c e r t e z a - p a
d r o
d e a c o r d o c o m
a
r e s o
l u
o
d o s
i s t e m a
d e m e
d i o
d i m e n s
i o n a
l .
m s
u
3 2
2
m s
m s
d H
u
=
m s
= 0 , 0 0 0 1 m m
H =
4 3 8
, 6 H V
d =
0 , 0
6 5 m m
3 9 0
3 1
0 0 0
0
0 6 5
0
6
4 3 8
,
,
, ,
u m s
=
=
8 M 2
D e s v
i a c i
n
d e
l a m
q u
i n a
d e e n s a y o
d e
d u r e z a r e s p e c
t o a
l v a l o r
d e
c a l i b r a c i
n
/
D e s v i o
d a m
q u
i n a
d e e n s a
i o d e
d u r e z a
d o v a
l o r
d e c a
l i b r a o
b
M R C
X
H
b
=
P a s o s
2 y
3
V e r
N o t a 4
. /
P a s s o s
2 e
3 .
V e r
N o
t a 4
.
b 1 =
3 7 6 , 8
3 7 6 =
0 , 8
b 2 =
3 7 6 , 6
3 7 6 =
0 , 6
9 M 2
D e s v i a c i
n e s
t a n d a r
d e
l a d e s v i a c
i n
b
/
D e s v
i o - p a
d r o
d o
d e s v
i o b
b s
(
)
=
=
= =
m n i
i
m
b
m n i
i
m
b
b
n
s
b
n
b
1
2
1
1
1
1
P a s o
8
n m
= 2
n m e r o
d e s e r i e s
d e m e d
i c i o n e s
/
P a s s
o 8
n m
= 2
n m e r o
d e s
r i e s
d e m e
d i o
1 4 0 7 0
,
s
,
b b
= =
1 0 M 2
I n c e r t
i d u m
b r e e s t a n
d a r
d e
l a
d e
t e r m
i n a c
i n
d e
b . S l o p u e d e
d e t e r m
i n a r s e
d e s p u
s
d e
l a s e g u n
d a
s e r i e
d e m e d
i c i o n e s
/
I n c e r t e z a - p a
d r o
d a
d e
t e r m
i n a o
d e
b .
P o
d e r s e r
d e
t e r m
i n a
d a s o m e n
t e
a p
s a s e g u n
d a s r i e
d e m e
d i
e s
b u
m b
b
n s
t
u
=
P a s o
9
t =
1 , 8 4 p a r a n m
= 2
V e r
N o t a 5 /
P a s s
o 9
t =
1 , 8
4 p a r a n m
= 2
V e r
N o
t a 5
.
1 8 0
2 1 4 0
8 4 1
,
,
,
u b
=
=
-
8/12/2019 nm_iso_6507-1_2008
25/30
-
8/12/2019 nm_iso_6507-1_2008
26/30
NM ISO 6507-1:2008
22
Bibliografa / Bibliografia
(1) ISO 6507-3,Metallic materials - Vickers hardness test - Part 3: Calibration or reference blocks
(2) Bckle, H. Mikrohrteprfung and ihre Anwendung. Verlag Berliner Union Stuttgart, 1965. pp 296. (Note:very extensive)
(3) Buckle, H. Echte und scheinbare Fehlerquellen bei der Mikroharteprfung: ihre Klassifizierung und Auswirkung auf die Messwerte. VDI-Berichte 11 (1957), pp. 29-43. (Note: extensive.)
(4) Dengel, D. Wichtige Gesichtspunkte fr die Hrtemessung nach Vickers und nach Knoop im Bereichder Kleinlast - und Mikrohrte, Z. f. Werkstofftechnik 4 (1973), pp. 292-298. (Note: short extract.)
(5) Matthaei, E. Hrteprfung mit kleinen Prfkrften und ihre Anwendung bei Randschichten (kritisheLiteraturbewertung), pp. 47, 192 Schrifttumshinweise. Verlag DGM-Informationsgesellschaft Oberursel,1987. (Note: overall view of sources.)
(6) BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML.Guide to the Expression of Uncertainty in Measurement,19931
(7) EA 10-16.Guidelines on the Estimation of Uncertainty in Hardness Measurements, 2001
(8) Gabauer, W. Manual of Codes of Practice for the Determination of Uncertainties in Mechanical Testson Metallic Materials, The Estimation of Uncertainties in Hardness Measurements, Project, No. SMT4-CT97-2165, UNCERT COP 14: 2000
(9) Gabauer W., Binder O. Abschtzung der Messunsicherheit in der Hrteprfung unter Verwendung der indirekten Kalibriermethode, DVM Werkstoffprfung, Tagungsband 2000, S. pp. 255-261
(10) Polzin, T., Schwenk, D. Estimation of Uncertainty of Hardness Testing; PC file for the determination,Materialprfung, 3, 2002 (44), pp. 64-71
1 Corrected and reprinted: 1995. 1 Corrected and reprinted: 1995.
-
8/12/2019 nm_iso_6507-1_2008
27/30
NM ISO 6507-1:2008
ICS 77.040.10Descriptores: materiales metlicos; ensayo de dureza Vickers; mtodo de ensayoPalavras chave: materiais metlicos; ensaio de dureza Vickers; mtodo de ensaioNmero de Pginas: 22
-
8/12/2019 nm_iso_6507-1_2008
28/30
NM ISO 6507-1:2008
SNTESE DAS ETAPAS DE ESTUDO DA NORMA MERCOSUL
NM ISO 6507-1:2008
Materiais metlicos - Ensaio de dureza Vickers - Parte 1: Mtodo de Ensaio (ISO 6507-1:2005, IDT)
CSM 06 MQUINAS E EQUIPAMENTOS MECNICOS
PROJETO 06:01-ISO 6507-1
O texto base do PNM 06:01-ISO 6507-1 foi elaborado pelo Comit Setorial MERCOSUL 06,Subcomit 06:01 de Instrumentos de medio e controle e participaram Brasil, Argentina e Uruguai.
O texto em espanhol foi traduzido e elaborado pela comisso especializada do IRAM .
O texto em portugus foi traduzido e elaborado pela comisso de estudo da ABNT.
O Projeto foi submetido Votao Nacional nos pases membros pelo perodo de 14/01/2008 a 14/04/2008;recebendo votos de aprovao sem observaes de ABNT, IRAM e UNIT.
O texto final foi enviado Secretaria Executiva pela ABNT para impresso e aprovao comoNorma MERCOSUL.
-
8/12/2019 nm_iso_6507-1_2008
29/30
Nmero de referenciaNM ISO 6507-1:2008/ERR1:2010
NORMAMERCOSUR
NM ISO 6507-1:2008
Primer edicin / Primeira edio2008-07-21
Materiales metlicos - Ensayo de dureza Vickers- Parte 1: Mtodo de ensayo(ISO 6507-1:2005, IDT)
Materiais metlicos - Ensaio de dureza Vickers- Parte 1: Mtodo de Ensaio(ISO 6507-1:2005, IDT)
ASOCIACINMERCOSUR DENORMALIZACIN
-
8/12/2019 nm_iso_6507-1_2008
30/30