METODOLOGIA
59
1 UNIVERSIDAD PRIVADA NOR-ORIENTAL “GRAN MARISCAL DE AYACUCHO” ESCUELA DE INGENIERÍA NÚCLEO: EL TIGRE LÍNEAS DE INVESTIGACIÓN, INGENIERÍA DE MANTENIMIENTO MENCIÓN INDUSTRIAL Facilitador (a): Bachilleres: Ibis Morao Emilia Diaz C.I: 20.549.247 Anthony Vallejo C.I: 25.268.389
-
Upload
emilia-diaz -
Category
Documents
-
view
5 -
download
0
description
Lineas de Investigación aplicadas en la carrera de ingenieria de mantenimiento industrial. Filosofias y herramientas de mantenimiento
Transcript of METODOLOGIA

1
UNIVERSIDAD PRIVADA NOR-ORIENTAL
“GRAN MARISCAL DE AYACUCHO”
ESCUELA DE INGENIERÍA
NÚCLEO: EL TIGRE
LÍNEAS DE INVESTIGACIÓN, INGENIERÍA DE MANTENIMIENTO MENCIÓN
INDUSTRIAL
Facilitador (a): Bachilleres:
Ibis Morao Emilia Diaz C.I: 20.549.247
Anthony Vallejo C.I: 25.268.389
Yodnan Noguera C.I: 18.981.289
El Tigre, 05 de Octubre del 2015

2
RESUMEN
En el presente trabajo se hablara de las clases de mantenimiento existentes para el desarrollo de las diferentes actividades, tales herramientas a explicar son; mantenimiento de clase mundial (MCM), mantenimiento centrado en la confiabilidad (MCC), mantenimiento productivo total (MPT), mantenimiento por condición, mantenimiento preventivo.
Todas estas herramientas son aplicadas a los niveles industriales pero también se le aplican en los diferentes ámbitos de la vida recurrente, para el aplicación de todos estos mantenimientos se deben conocer las diferentes técnicas que se pueden aplicar.
También se hablara de todas las gestiones que son aplicadas en el medio empresarial, las actividades a la hora de aplicar las gestiones o los mantenimientos siempre tienen que ser los mas recurrentes a la hora de las aplicaciones.
Todas las ideas son técnicas de sostenibles y avaladas para la aplicaciones métodos estadísticos en las presentaciones de las aplicaciones, los sistemas aplicados por computadora y los conceptos básicos en las actividades.

3
ÍNDICE
Pág.
INTRODUCCIÓN……………………………………………………………………..3
CAPITULO I: SISTEMAS DE PLANIFICACIÓN INTEGRAL DEL MANTENIMIENTO
Mantenimiento Preventivo…………………………………………………………..5Mantenimiento Por Condición………………………………………………………..7Mantenimiento Centrado en la Confiabilidad………………………………………8Mantenimiento Productivo Total……………………………………………..………9 Mantenimiento Clase Mundial…………………………………………………...11
CAPITULO II: MODELOS DE GESTIÓN BAJO UN SISTEMA GENERAL DE MANTENIMIENTO
Gestión de Mantenimiento………………………………………………………15Gestión de Almacén y Procura de Materiales……………………………………16Gestión de Calidad………………………………………………………………17Gestión de Seguridad…………………………………………………………..19Gestión de Ambiente……………………………………………………………..21
CAPITULO III: SISTEMAS DE INFORMACIÓN PARA LA GESTIÓN DEL MANTENIMIENTO
Mantenimiento Asistido Por Ordenador (GMAO)…………………………..23Sistemas de Información (TIC) Herramientas Tecnológicas……………..25
CAPITULO IV: METODOLOGÍA, TÉCNICAS Y HERRAMIENTAS UTILIZADAS EN EL AREA DE LA INGENIERÍA EN MANTENIMIENTO, MENCIÓN INDUSTRIAL
Entrevistas Estructuradas………………………………………..…………….28Equipo Natural de Trabajo……………………………………………………..28Diagrama Entrada-Proceso-Salida……………………….…………………..28Diagrama de Funcionamiento………………………………………………….29Diagrama Lógico de Bloques…………………………………………………..29Diagrama de Pareto……………………………………………………………..29Diagrama Ishikawa………………………………………………………………..32Diagrama Causa Raíz………………………..…………………………………..32Análisis de Criticidad…………………………………………………………….33

4
Análisis de AMEF…………………………………………………………………34Análisis FODA…………………………………………………………………….35Mapas de Proceso…………………………………………………..…………..36Mapas de Red……………………………………………………………………36Reglas de Porter…………………………………………………………………37Distribuciones Estadísticas………………………………………………………39Árbol Lógico de Fallas………………………………………………………….39Ciclo de Deming…………………………………………………………….……41Árbol de Decisiones………………………………………………………………..42Normas COVENIN………………………………………………………………….43Normas ISO……………………………………………………………………….43

5
INTRODUCCIÓN
El mantenimiento es la conservación de la maquinaria y equipo con el fin de maximizar su disponibilidad. Esta área se ha perfilado tanto que hoy en día ocupa un lugar importante en la estructura de la organización e inclusive es una de las áreas primordiales para mantener y mejorar la productividad.
El mantenimiento ha evolucionado progresivamente en base a las exigencias de las industrias, considerando que las paradas por fallas de mantenimiento generan impactos en seguridad, ambiente, y producción. En medio de esta evolución han surgido filosofías de manteniendo en donde supone crear una nueva visión en los departamentos de mantenimiento, personal en cuya función es estudie qué tareas de mantenimiento deben realizarse para evitar las fallas, de tal manera que con esto se mejore los costos de mantenimiento, pero con el firme propósito de buscar el aumentar y viabilizar la producción, a más de evitar pérdidas por averías y costos asociados. Es así como aparece el Mantenimiento Preventivo, el Mantenimiento por Condición, la Gestión de Mantenimiento asistido por Ordenador, Mantenimiento basado en confiabilidad donde se basa en el estudio de equipos, en el análisis de los modos de fallo y en la aplicación de técnicas estadísticas y tecnología de detección.
Se puede decir que las empresas se encuentran hoy en día estan abarrotadas de una gran cantidad de métodos de mantenimiento que se usan indiscriminadamente, ante esto la correcta aplicación de herramientas como el FODA, Clico de Deming, Normas COVENIN entre otras podrán realizar un diagnostico acertado del comportamiento de la empresa y así seleccionar la gestión que mejor se adapte a sus necesidades.

6
CAPITULO I: SISTEMAS DE PLANIFICACIÓN INTEGRAL DEL MANTENIMIENTO
MANTENIMIENTO PREVENTIVO
El mantenimiento preventivo puede definirse como la programación de actividades de inspección de los equipos, tanto de funcionamiento como de limpieza y calibración, que deben llevarse a cabo en forma periódica con base en un plan de aseguramiento y control de calidad. Su propósito es prevenir las fallas, manteniendo los equipos en óptima operación.
La característica principal de este tipo de mantenimiento es la de inspeccionar los equipos, detectar las fallas en su fase inicial y corregirlas en el momento oportuno. Con un buen mantenimiento preventivo se obtiene experiencia en diagnóstico de fallas y del tiempo de operación seguro de un equipo.
El mantenimiento preventivo se puede realizar según distintos criterios:
Mantenimiento programado: Donde las revisiones se realizan por tiempo, kilometraje, horas de funcionamiento, etc.
Mantenimiento predictivo: Trata de determinar el momento en el cual se deben efectuar las reparaciones mediante un seguimiento que determine el periodo máximo de utilización antes de ser reparado.
Mantenimiento de oportunidad: Es el que se realiza aprovechando los periodos de no utilización, evitando de este modo parar los equipos o las instalaciones cuando están en uso.
Un programa de mantenimiento preventivo (PMP), basado en un esquema de aseguramiento y control de calidad para mantener operando correctamente los equipos y componentes de las estaciones, con la finalidad de reducir la pérdida de información, previniendo reparaciones, el deterioro de los equipos y evitando gastos extraordinarios.
Los PMP deben incluir elementos tales como:
• Inventarios de equipo por organización o estación.
•Listas de partes y refacciones por equipo, incluyendo datos de los proveedores.
• Frecuencia de inspección / mantenimiento por equipo.
• Programas de calibración.
• Programas de sustitución de equipos.

7
• Lugares y responsables de reparación de equipos.
• Contratos de servicios.
• Registros mensuales de las actividades de prueba, inspección y mantenimiento
• Formatos de verificación y recepción de consumibles, refacciones y equipos.
• Requisiciones y/o órdenes de compra.
• Registros sobre movimiento o cambio de ubicación de equipos
MANTENIMIENTO BASADO EN CONDICIÓN
Mantenimiento Basado en Condición simplemente consiste en vigilar la “salud” de los activos industriales monitoreando periódica y sistemáticamente parámetros o variables que reflejen modos de fallas característicos. Estas variables se vigilan contra niveles permisibles basados en estándares industriales, así es posible determinar la severidad en la condición integral de un activo: BUENO, REGULAR o MALO, de tal manera de definir su prioridad de mantenimiento y las actividades proactivas, preventivas o correctivas adecuadas para llevarlo a un estado funcional y operativo óptimo y evitar además la recurrencia de las fallas. Este análisis se enfoca en soluciones puntuales y programadas y no en la intervención general de la maquinaria logrando así disminuir costos asociados a recursos y a tiempo de producción.
Para un efectivo MBC y con mejores beneficios, debe utilizarse la norma ISO 17359 Monitoreo de condición y diagnóstico de máquinas – Guías generales. Aplicar esta norma garantiza que las máquinas críticas sean consideradas en la estrategia al estar basado en el análisis de criticidad de los equipos y al mismo tiempo utiliza la herramienta del Análisis de Modos de Falla y Efectos (AMEF) de éstas máquinas para identificar aquellas fallas que mayor efecto tienen en la producción, la calidad y el ambiente para determinar entonces las técnicas de monitoreo de condición que pueden identificar la causa de la falla o los efectos y síntomas de la misma de manera más eficiente y efectiva.
Se puede decir que aplicando un programa de Mantenimiento Basado en Condición de manera sistemática se puede constatar la reducción e incrementación de diferentes factores:
SE REDUCE SE INCREMENTAcostos de Mantenimiento Tiempo Promedio Entre Fallas

8
Fallas Inesperadas y Recurrentes Continuidad OperacionalMantenimiento de Emergencia Confiabilidad, Seguridad,
ProductividadActividades de Mantenimiento Rutinario Basadas en Tiempo
MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD
El MCC es una metodología en la cual un equipo multidisciplinario de trabajo, se encarga de optimizar la confiabilidad operacional de un sistema que funciona bajo condiciones de trabajo definidas, estableciendo las actividades más efectivas de mantenimiento en función de la criticidad de los activos pertenecientes a dicho sistema, tomando en cuenta los posibles efectos que originarán los modos de fallas de estos activos, a la seguridad, al ambiente y a las operaciones. MCC permite identificar estrategias efectivas de mantenimiento que permitan garantizar el cumplimiento de los estándares requeridos por los procesos de producción
La norma SAE JA1011 especifica los requerimientos que debe cumplir un proceso para poder ser denominado un proceso RCM
Según esta norma, las 7 preguntas básicas del proceso RCM son:
1. ¿Cuáles son las funciones deseadas para el equipo que se está analizando?2. ¿Cuáles son los estados de falla (fallas funcionales) asociados con estas funciones?3. ¿Cuáles son las posibles causas de cada uno de estos estados de falla?4. ¿Cuáles son los efectos de cada una de estas fallas?5. ¿Cuál es la consecuencia de cada falla?6. ¿Qué puede hacerse para predecir o prevenir la falla?7. ¿Qué hacer si no puede encontrarse una tarea predictiva o preventiva
El MCC esta integrado por tres fases. La primera fase la integran la recopilación de información, después se analiza la situación actual del sistema dividiendo el proceso general de producción en subprocesos y por último y se selecciona el equipo que estará bajo análisis del MCC mediante una evaluación para identificar el equipo importante que integra al subsistema. La segunda fase esta direccionada al equipo importante en donde se incluye el análisis de modo y efecto de fallas (AMEF), el cual permite identificar las funciones del equipo, el modo de falla y las causas de la misma las cuales están asociadas a otra etapa de la fase que consiste en la clasificación del impacto de la falla; continuando con el AMEF se identifican los efectos de las fallas y finaliza con el análisis de los componentes críticos que tiene por objetivo clasificar los riesgos como alto, medio o bajo. Los riesgos clasificados como alto y medio, continúan con análisis de causa raíz para descubrir las causas que originan las fallas e

9
identificando los elementos asociados. Y por último, la tercera fase corresponde a la selección de la estrategia de mantenimiento.
MANTENIMIENTO PRODUCTIVO TOTAL
El TPM (Total Productive maintenance o Mantenimiento Productivo Total) se centra en la eliminación de pérdidas ocasionadas o relacionadas con paros, calidad y costes en los procesos de producción.En contra del enfoque tradicional del mantenimiento, en el que unas personas se encargan de “producir” y otras de “reparar” cuando hay averías, el TPM aboga por la implicación continua de toda la plantilla en el cuidado, limpieza y mantenimiento preventivos, logrando de esta forma que no se lleguen a producir averías, accidentes o defectos.
Para comprender mejor el significado del TPM hay que entender que éste se sustenta en 8 pilares y las 5S:
Pilar 1: Mejora Focalizada o “eliminar las grandes pérdidas del proceso productivo”
Así como en el Lean Manufacturing se identificaban 8 tipos de despilfarros, el sistema TPM habla de 6 tipos de pérdidas a eliminar de nuestros procesos productivos:
-Fallos en los equipos principales-Cambios y ajustes no programados-Ocio y paradas menores-Reducción de velocidad-Defectos en el proceso-Pérdidas de arranque

10
Pilar 2: Mantenimiento autónomo o “hacer partícipe al operario en la conservación, mantenimiento y/o mejora de la máquina donde trabaja de manera que pueda detectar a tiempo las fallas potenciales”.El mantenimiento autónomo puede prevenir la Contaminación por agentes externos, las Rupturas de ciertas piezas, los Desplazamientos y los Errores en la manipulación con sólo instruir al operario en Limpiar, Lubricar y Revisar.
Pilar 3: Mantenimiento planeado o “lograr mantener el equipo y el proceso en estado óptimo por medio de actividades sistemáticas y metódicas para construir y mejorar continuamente”Se trata de que el operario diagnostique la falla y la indique convenientemente para facilitar la detección de la avería al personal de mantenimiento encargado de repararla.
Pilar 4: Capacitación de los empleados, a ser posible entre el personal de la propia empresa.
Pilar 5: Control inicial. Reducir el deterioro de los equipos y mejorar los costos de su mantenimiento en el momento que se compran y se incorporan al proceso productivo.
Pilar 6: Mejoramiento para la calidad o tomar acciones preventivas para obtener un proceso y equipo cero defectos.Aquí la meta es fabricar un producto con cero defectos gracias a los cero defectos de la máquina.
Pilar 7: TPM en los departamentos de apoyo o eliminar las pérdidas en los procesos administrativos y aumentar la eficiencia
En estos departamentos las siglas del TPM toman estos significadosT.- Total Participación de sus miembrosP.- Productividad (volúmenes de ventas y ordenes por personas)M.- Mantenimiento de clientes actuales y búsqueda de nuevos
Pilar 8: Seguridad, Higiene y medio ambiente o Crear y mantener un sistema que garantice un ambiente laboral sin accidentes y sin contaminación:La contaminación en el ambiente de trabajo puede llegar a producir un mal funcionamiento de una máquina y muchos de los accidentes son ocasionados por la mala distribución de los equipos y herramientas en el área de trabajo.
Las 5S son un método de gestión japonesa originado en los años 1960 en Toyota, esta técnica es denominada de esta manera gracias a la primera letra en japonés de cada una de sus cinco fases. Esta metodología pretende reducir los costos por pérdidas de tiempo y energía, mejorar la calidad de la producción, minimizar los riesgos de accidentes o sanitarios, incrementar la seguridad industrial y mejorar las condiciones de trabajo al igual que elevar la moral del personal.

11
Términos de las 5S
1. Significado: Seiri (japonés) / Clasificar (español)
Definición: Separar innecesarios
Pretende: Eliminar lo innecesario en el espacio de trabajo
2. Significado: Seiton (japonés) / Ordenar (español)
Definición: Situar necesarios
Pretende: Organizar adecuadamente los elementos a usar en el espacio de trabajo
3. Significado: Seisō (japonés) / Limpiar (español)
Definición: Eliminar suciedad
Pretende: Un lugar limpio no es el que más se limpia sino el que menos se ensucia
4. Significado: Seiketsu (japonés) / Estandarizar (español)
Definición: Señalizar anomalías
Pretende: Detectar situaciones irregulares o anómalas, mediante normas sencillas y visibles
5. Significado: Shitsuke (japonés) / Entrenamiento y autodisciplina (español)
Definición: Mejorar continuamente
Pretende: Trabajar permanentemente de acuerdo con las normas establecidas
MANTENIMIENTO CLASE MUNDIAL (MCC)
Mantenimiento de clase mundial significa satisfacción y superación de las expectativas y necesidades de mantenimiento de la organización con referencia a la potencialidad que proporcionan las tecnologías del momento, y en relación con el contexto social y de mercado de hoy, relacionadas con la seguridad, el medio ambiente, la calidad y la economía.
Diez mejores prácticas que sustentan el Mantenimiento Clase Mundial:
1. Organización centrada en equipos de trabajo:Se refiere al análisis de procesos y resolución de problemas a través de equipos de trabajomultidisciplinarios y a organizaciones que evalúan y reconocen formalmente esta manera de trabajar.
2. Contratistas orientados a la productividad:

12
Se debe considerar al contratista como un socio estratégico, donde se establecen pagos vinculados conel aumento de los niveles de producción, con mejoras en la productividad y con la implantación deprogramas de optimización de costos. Todos los trabajos contratados deben ser formalmenteplanificados, con alcances bien definidos y presupuestados, que conlleven a no incentivar el incrementoen las horas - hombres utilizadas.
3. Integración con proveedores de materiales y servicios:Considera que los inventarios de materiales sean gerenciados por los proveedores, asegurando lascantidades requeridas en el momento apropiado y a un costo total óptimo. Por otro lado, debe existiruna base consolidada de proveedores confiables e integrados con los procesos para los cuales serequieren tales materiales.4. Apoyo y visión de la gerencia:Involucramiento activo y visible de la alta Gerencia en equipos de trabajo para el mejoramiento continuo,adiestramiento, programa de incentivos y reconocimiento, evaluación del empleado, procesos definidosde selección y empleo y programas de desarrollo de carrera.
5. Planificación y Programación Proactiva:La planificación y programación son bases fundamentales en el proceso de gestión de mantenimientoorientada a la confiabilidad operacional. El objetivo es maximizar efectividad / eficacia de la capacidadinstalada, incrementando el tiempo de permanencia en operación de los equipos e instalaciones, el ciclode vida útil y los niveles de calidad que permitan operar al más bajo costo por unidad producida. Elproceso de gestión de mantenimiento y confiabilidad debe ser metódico y sistemático, de ciclo cerradocon retroalimentación. Se deben planificar las actividades a corto, mediano y largo plazo tratando demaximizar la productividad y confiabilidad de las instalaciones con el involucramiento de todos los actores de las diferentes organizaciones bajo procesos y procedimientos de gerencia documentados.
6. Procesos orientados al mejoramiento continuo:Consiste en buscar continuamente la manera de mejorar las actividades y

13
procesos, siendo estas mejoras promovidas, seguidas y reconocidas públicamente por las gerencias. Esta filosofía de trabajo es parte de la cultura de todos en la organización.
7. Gestión disciplinada de procura de materiales:Procedimiento de procura de materiales homologado y unificado en toda la corporación, que garantice el servicio de los mejores proveedores, balanceando costos y calidad, en función de convenios y tiempos de entrega oportunos y utilizando modernas tecnologías de suministro.
8. Integración de sistemas:Se refiere al uso de sistemas estándares en la organización, alineados con los procesos a los que apoyan y que faciliten la captura y el registro de datos para análisis.
9. Gerencia disciplinada de paradas de plantas:Paradas de plantas con visión de Gerencia de Proyectos con una gestión rígida y disciplinada, liderizada por profesionales. Se debe realizar adiestramiento intensivo en Paradas tanto a los custodios como a los contratistas y proveedores, y la planificación de las Paradas de Planta deben realizarse con 12 a 18 meses de anticipación al inicio de la ejecución física involucrando a todos los actores bajo procedimientos y prácticas de trabajo documentadas y practicadas.
10. Producción basada en confiabilidad:Grupos formales de mantenimiento predictivo / confiabilidad (ingeniería de mantenimiento) deben aplicar sistemáticamente las más avanzadas tecnologías /metodologías existentes del mantenimiento predictivo como: vibración, análisis de aceite, ultrasonido, alineación, balanceo y otras. Este grupo debe tener la habilidad de predecir el comportamiento de los equipos con 12 meses de anticipación y coordinar la realización de procesos formales de “análisis causa–raíz” y otras herramientas de confiabilidad (MCC,IBR, AC, MCC-R, O.C.R.,
Políticas mantenimiento clase mundial
Despliegue de Liderazgo-Política y Estructura organizacional.Liderazgo que provea dirección, enfoque y soporte. Establecimiento de misión y visión para alcanzar las metas. Políticas de mantenimiento y total de la organización para guiar el mantenimiento.Nivel organizacional (relaciones funcionales y estructurales). Nivel de proceso (actividades de trabajo) y nivel de ejecutor de trabajo

14
(trabajador individual).
Métodos de trabajo mantenimiento clase mundial
Sistemas, planificación Programación y control.Sistema robusto de información. (Información de los equipos, producción, inventario, practicas de trabajo, ordenes de trabajo, otras) Planificación y programación. (Planeación anticipada de las actividades) Control fallas. (Diagnostico predictivo tales como; análisis de aceite, ensayos termografícos, tendencias de desempeño, otros)
Mejora continuo mantenimiento clase mundial
Mejoramiento constante de mejores formas de hacer las cosas. Comparaciones de alta calidad con otras organizaciones. Capacitación continua del personal. (Colabora en reducción de costos, esfuerzos, material, y capacidad de producción) Implementación sistema seguridad y medio ambiente.
CAPITULO II: MODELOS DE GESTION BAJO UN SISTEMA GENERAL DE MANTENIMIENTO
GESTIÓN DE MANTENIMIENTO

15
Gestión de mantenimiento consiste en coordinar, dirigir y organizar los recursos
materiales, humanos y flujos de información destinados al correcto funcionamiento,
reparación y prolongación dela vida de los equipos disponibles (mantenimiento), para que
además de lograr el buen funcionamiento en las labores propias de mantenimiento se
consiga una contención del gasto y la optimización de costos. Para que los trabajos de
mantenimiento sean eficientes es necesaria la planificación, el control, la planeación del
trabajo y la distribución correcta de la fuerza humana.
El mantenimiento representa un arma importante en seguridad laboral, ya que un
gran porcentaje de accidentes son causados por desperfectos en los equipos que pueden
ser prevenidos. También el mantener las áreas y ambientes de trabajo con adecuado orden,
limpieza, iluminación, etc. Es parte del mantenimiento preventivo de los sitios de trabajo. Por
lo tanto la Gestión del Mantenimiento se orienta a la búsqueda de metas comunes que
deben ser desarrolladas y entendidas con el fin de reducir las restricciones, cuya esencial
que establece el logro dela Excelencia en la organización y sirve para enfocar el prestigio de
la empresa
Variables de la gestión de mantenimiento
• La Fiabilidad es la probabilidad de que las instalaciones, máquinas o equipos, se
desempeñen satisfactoriamente sin fallar, durante un período determinado, bajo condiciones
específicas.
• La Disponibilidad es la proporción de tiempo durante la cual un sistema o equipo
estuvo en condiciones de ser usado.
• La Mantenibilidad, es la probabilidad de que una máquina, equipo o un sistema
pueda ser reparado a una condición especificada en un período de tiempo dado, en tanto
su mantenimiento sea realizado de acuerdo con ciertas metodologías y recursos
determinados con anterioridad.
• La Seguridad, está referida a la integridad del personal, instalaciones, equipos,
sistemas, máquinas y sin dejar de lado el medio ambiente.
• El tiempo de entrega y el cumplimiento de los plazos previstos son variables que
tienen también su importancia, y para el mantenimiento, el tiempo es un factor preeminente.
GESTIÓN DE SEGURIDAD

16
Gestión de la seguridad es, como el nombre lo sugiere, un conjunto de políticas de
administración de la información. El término es utilizado principalmente por la ISO/IEC
27001, aunque no es la única normativa que utiliza este término o concepto.
Un SGSI es para una organización el diseño, implantación,
mantenimiento de un conjunto de procesos para gestionar eficientemente la
accesibilidad de la información, buscando asegurar la confidencialidad,
integridad y disponibilidad de los activos de información minimizando a la vez
los riesgos de seguridad de la información.
Como todo proceso de gestión, un SGSI debe seguir siendo eficiente
durante un largo tiempo adaptándose a los cambios internos de la organización
así como los externos del entorno.
La ISO/IEC 27001 por lo tanto incorpora el típico Plan-Do-Check-Act (PDCA) que
significa "Planificar-Hacer-Controlar-Actuar" siendo este un enfoque de mejora continua:
• Plan (planificar): es una fase de diseño del SGSI, realizando la
evaluación de riesgos de seguridad de la información y la selección de
controles adecuados .
• Do (hacer): es una fase que envuelve la implantación y operación de los
controles.
• Check (controlar): es una fase que tiene como objetivo revisar y evaluar
el desempeño (eficiencia y eficacia) del SGSI.
• Act (actuar): en esta fase se realizan cambios cuando sea necesario
para llevar de vuelta el SGSI a máximo rendimiento.
SGSI es descrito por la ISO/IEC 27001 y ISO/IEC 27002 y relaciona los
estándares publicados por la International Organization for Standardization
(ISO) y la International Electrotechnical Commission (IEC). JJO también define
normas estandarizadas de distintos SGSI.
GESTIÓN DE ALMACÉN Y PROCURA

17
La gestión de almacén y procura se define como el proceso de la función
logística que trata la recepción, almacenamiento y movimiento dentro de un
mismo almacén hasta el punto de consumo de cualquier material – materias
primas, semielaborados, terminados, así como el tratamiento e información de
los datos generados. La gestión de almacenes tiene como objetivo optimizar un
área logística funcional que actúa en dos etapas de flujo como lo son el
abastecimiento y la distribución física, constituyendo por ende la gestión de una
de las actividades más importantes para el funcionamiento de una
organización.
El objetivo general de una gestión de almacenes consiste en garantizar
el suministro continuo y oportuno de los materiales y medios de
producción requeridos para asegurar los servicios de forma
ininterrumpida y rítmica.
La Gestión de Almacenes se sitúa en el Mapa de Procesos Logísticos
entre la Gestión de Existencias y el Proceso de Gestión de Pedidos y
Distribución. De esta manera el ámbito de responsabilidad (en cuya ampliación
recae la evolución conceptual del almacenamiento) del área de almacenes
nace en la recepción de la unidad física en las propias instalaciones y se
extiende hasta el mantenimiento del mismo en las mejores condiciones para su
posterior tratamiento.
Funciones del almacén
Aunque el derrotero de funciones de un almacén depende de la
incidencia de múltiples factores tanto físicos como organizacionales, algunas
funciones resultan comunes en cualquier entorno, dichas funciones comunes
son:
• Recepción de Materiales.
• Registro de entradas y salidas del Almacén.
• Almacenamiento de materiales.
• Mantenimiento de materiales y de almacén.
• Despacho de materiales.

18
• Coordinación del almacén con los departamentos de control de
inventarios y contabilidad.
Principios de almacén y procura
Para llevar a cabo tal empresa, la gestión de almacenes debe establecer
y regirse por unos principios comunes fundamentales, conocidos como
principios del almacén (aplicables a cualquier entorno):
• La custodia fiel y eficiente de los materiales o productos debe
encontrarse siempre bajo la responsabilidad de una solo persona en
cada almacén.
• El personal de cada almacén debe ser asignado a funciones
especializadas de recepción, almacenamiento, registro, revisión,
despacho y ayuda en el control de inventarios.
• Debe existir un sola puerta, o en todo caso una de entrada y otra de
salida (ambas con su debido control).
• Hay que llevar un registro al día de todas las entradas y salidas.
• Es necesario informar a control de inventarios y contabilidad todos los
movimientos del almacén (entradas y salidas), la programación y control
de producción sobre las existencias.
• Se debe asignar una identificación a cada producto y unificarla por el
nombre común y conocido de compras, control de inventario y
producción.
• La identificación debe estar codificada.
• Cada material o producto se tiene que ubicar según su clasificación e
identificación en pasillos, estantes, espacios marcados para facilitar su
ubicación. Esta misma localización debe marcarse en las tarjetas
correspondientes de registro y control.
GESTIÓN DE CALIDAD
Gestión de calidad tiene significados específicos dentro de cada sector del negocio.

19
Esta definición, que no apunta al aseguramiento de la buena calidad por la definición más
general sino a garantizar que una organización o un producto sea consistente, tiene cuatro
componentes:
1. Planeamiento de la calidad
2. Control de la calidad
3. Aseguramiento de la calidad
4. Mejoras en la calidad.
La gestión de calidad se centra no solo en la calidad de un producto ,
servicio o la satisdación de sus clientes, sino en los medios para obtenerla. Por
lo tanto, la gestión de calidad utiliza al aseguramiento de la calidad y el control
de los procesos para obtener una calidad más consistente.
Alcance
La gestión de calidad incluye planificación, organización y control del desarrollo del sistema
y otras actividades relacionadas con la calidad, la implantación de la política de calidad de
una empresa requiere un sistema de la calidad, entendiendo como tal el conjunto de
estructura, organización, responsabilidades, procesos, procedimientos y recursos que se
establecen para llevar a cabo la gestión de la calidad. El sistema de la calidad no deberá
extenderse más que a las exigencias para realizar los objetivos de la calidad.
Existen muchos métodos para mejorar el sistema de gestión de calidad. Estos
abarcan mejoras en los productos, en los procesos y basados en los recursos humanos. La
siguiente es una lista de métodos de gestión de calidad y técnicas que incorporan y llevan
adelante la mejora en los sistemas de calidad:
1. ISO 9004:2008 — Sistemas de Gestión de la Calidad – Directrices para
la mejora del desempeño
2. ISO/IEC 15504-4: 2005 — Mejora y evaluación de procesos de
desarrollo de software - Parte 4: Guía en el uso para procesos de mejora
y procesos de determinación de capacidades
3. Despliegue de la función calidad (QFD) - también conocido como la casa
del enfoque de calidad.
4. Kaizen — 改善, "mejora" en japonés.
5. Programa del defecto cero — creado por NEC Corporation de Japón,
basado en el Control estadístico de procesos y es uno de los
precursores para los inventores de Seis Sigma.

20
6. Seis Sigma — 6σ, Seis Sigma (Six Sigma en inglés) combina métodos
ya establecidos como el control estadístico de procesos, diseño
experimental y análisis modal de fallos y efectos (FMEA) en un mismo
marco.
7. PDCA — Ciclo planear, hacer, verificar y actuar (en inglés, "plan, do,
check, act") para el control de la calidad. (El método de Seis Sigma
DMAIC (definir, medir, analizar, mejorar, controlar) puede verse como
una aplicación de esto.)
8. Círculo de Calidad — grupo (gente orientada) enfocada a la mejora.
9. Métodos de Taguchi — métodos estadísticos orientados a dar robustez a
la calidad, función de pérdida de calidad, y especificaciones.
10. El sistema de producción Toyota — modificada en el occidente a
lean manufacturing.
11. Ingeniería kansei — es un acercamiento que se enfoca en captar
la retroalimentación emocional de los clientes para estimular la mejora.
12. TQM — (Del inglés, "Total Quality Management") es una
estrategia gerencial que apunta a concientizar la calidad en todos los
procesos internacionales. Primero se promovió en Japón con el premio
Deming que luego fue adoptado en Estados Unidos como el Premio
Nacional a la Calidad de Malcolm Baldrige y en Europa como el premio
de la Fundación Europea para la Gestión de la Calidad.
13. TRIZ — Acrónimo ruso que significa "Teoría para Resolver
Problemas de Inventiva"
14. BPR — Re-ingeniería en procesos del negocio (Del inglés,
"Business_process_reengineering ") es un enfoque que apunta a
optimizar los flujos de trabajo y procesos dentro de una organización.
15. OQRM — Calidad orientada a los objetos y Manejo de riesgos
(Del inglés, "Object-oriented Quality and Risk Management"), modelo
para el manejo de la calidad y los riesgos.
GESTIÓN AMBIENTAL
Gestión ambiental al conjunto de diligencias conducentes al manejo integral del

21
sistema ambiental. Dicho de otro modo e incluyendo el concepto de desarrollo sostenible o
sustentable, es la estrategia mediante la cual se organizan las actividades an trópicas que
afectan al medio ambiente , con el fin de lograr una adecuada calidad de vida, previniendo o
mitigando los problemas ambientales.
La gestión ambiental responde al "cómo hay que hacer" para conseguir
lo planteado por el desarrollo sostenible, es decir, para conseguir un equilibrio
adecuado para el desarrollo económico, crecimiento de la población, uso
racional de los recursos y protección y conservación del ambiente. Abarca un
concepto integrador superior al del manejo ambiental: de esta forma no sólo
están las acciones a ejecutarse por la parte operativa, sino también las
directrices, lineamientos y políticas formuladas desde los entes rectores, que
terminan mediando la implementación.
Objetivos prioritarios del ambiente:
• Sentar las bases del ordenamiento ambiental del municipio: tiene como
propósito la caracterización ecológica y socio ambiental del territorio,
ecosistemas recursos naturales, con este proceso se llega a la
zonificación ambiental del entorno.
• Preservar y proteger las muestras representativas más singulares y
valiosas de su dotación ambiental original, así como todas aquellas
áreas que merecen especiales medidas de protección: con esta
actividad se logra el sistema de áreas protegidas.
• Recuperar y proteger las áreas de cabeceras de las principales
corrientes de aguas que proveen de este vital recurso a los municipios:
con esta actividad se logra mantener una densa y adecuada cubierta
vegetal en las cabeceras o áreas de nacimientos de las corrientes de
agua; éste es un requisito indispensable para la protección y regulación
hídrico.
• Adelantar acciones intensas de descontaminación y de prevención de la
contaminación: financiar actividades específicas de descontaminación,
en las corrientes de aguas más alteradas, así como el sistema de
tratamiento de residuos líquidos y sólidos, otorgar créditos para la

22
implementación de tecnologías limpias para disminuir los impacto
ambientales.
• Construir ambientes urbanos amables y estéticos: la ecología urbana, la
ciudad para vivir con respeto y normas de control del medio ambiente
urbano.
• Adelantar programas intensos y continuos de concienciación y
educación ambientales: programar actividades permanentes de
concienciación ambiental.
• Priorizar el medio ambiente como un todo.
CAPITULO III: SISTEMAS DE INFORMACIÓN PARA LA GESTIÓN DEL MANTENIMIENTO

23
GESTIÓN DEL MANTENIMIENTO ASISTIDO POR ORDENADOR.
En la práctica, se trata de un Programa Informático (Software), que permite la gestión de mantenimiento de los equipos y/o instalaciones de una o más empresas, tanto mantenimiento correctivo como preventivo, predictivo, etc.
Los Programas GMAO suelen estar compuestos de varias secciones o módulos interconectados, que permiten ejecutar y llevar un control exhaustivo de las tareas habituales en los Departamentos de Mantenimiento como:
Control de incidencias, averías, etc. formando un historial de cada máquina o equipo.
Programación de las revisiones y tareas de mantenimiento preventivo: limpieza, lubricación, etc.
Control de Stocks de repuestos y recambios, conocido como gestión o Control de Almacén.
Generación y seguimiento de las "Ordenes de Trabajo" para los técnicos de mantenimiento.
Ventajas de utilizar Programas GMAO - Software GMAO.
Obviamente, no pretendemos hacer una comparación entre varios programas GMAO, sino que deseamos aclarar en qué aspectos mejoraría en nuestra empresa y/o Departamento de Mantenimiento, si nos decidimos a comprar e instalar una Aplicación GMAO para la Gestión del Mantenimiento.
En primer lugar, los Programas GMAO nos permiten disponer de gran cantidad de información, de una forma adecuada y fácil de extraer. Esto nos permite disponer de un historial de cada equipo, máquina o componente, tanto de características técnicas, como de averías, revisiones, sustituciones, fechas de las últimas incidencias o averías, personal, horas y materiales utilizados en la solución de los problemas, etc.
Al mismo tiempo, nos permitirá programar en función de los parámetros que decidamos, las revisiones preventivas y/o predictivas, generando los listados correspondientes para la tarea de los técnicos, según los plazos programados.
Muchos de los Programas GMAO permiten la gestión de herramientas y/o Stocks de repuesto, avisando cuando un tenemos menos de un mínimo de piezas de un determinado repuesto, generando incluso una orden de compra. También un fichero de proveedores, fabricantes, etc.

24
Así mismo, pueden gestionar las órdenes de reparación de equipos fuera de la ubicación habitual, gestión de garantías, etc.
Los mejores Programas GMAO - Software GMAO.
Lantek Óptima. Software para la administración, conservación y explotación de activos. Indicado para empresas de mantenimiento y proveedores de servicios públicos o privados.
PRIMAVERA Maintenance: Gestión eficaz del Mantenimiento. El software GMAO que le permitirá planificar, programar y gestionar, de forma ágil y sencilla, todo el proceso de mantenimiento Preventivo, Correctivo y Predictivo de los equipos de su empresa.
Software, Maquinaria y Mantenimiento S.L. Empresa de desarrollo de software, dedicada la programación de Herramientas para el Mantenimiento.
Mantenimiento Fácil. Software de administración de Mantenimiento, acorde a ISO 9001:2000.
INGRID. Aplicación destinada a la Gestión de Activos urbanos o materiales y su posterior gestión de mantenimiento.
ITHEC. Gama de softwares de Gestión de Mantenimiento adaptados a cualquier sector de actividad industrial.
Abismo. Aplicación de Gestión de Mantenimiento con integración de todas las áreas: gestión activos, almacén, compras, acorde a ISO 9001:2000.
Engeman. Herramienta de planificación y control para la gestión eficaz del mantenimiento y servicios.
TCman. Programa GIM (Gestión Integral del Mantenimiento), para el Mantenimiento Planificado, No planificado y gestión de otros recursos.
SIMI: Sistema Integrado de Mantenimiento Industrial. Software de Planificación y Control para la gestión eficaz del Mantenimiento Preventivo, Correctivo y Predictivo de equipos.
MAGMA, Mantenimiento de Maquinaria y procesos industriales. Programa GMAO completo, económico, intuitivo y versátil, apto para la gestión de cualquier tipo de proceso, incluye todos los elementos de control necesarios, sin módulos adicionales.
MicroMain offers three CMMS/EAM software. Programa que ayuda a mejorar el mantenimiento de los equipos, extender la vida útil de activos y reducir los inventarios de recambios, logrando menores costos de operación.

25
MP Software. El objetivo principal del MP es ayudarle a administrar la gestión de mantenimiento de una manera eficiente, manteniendo toda la información de su departamento de mantenimiento documentada y organizada.
EZ Maintenance. Programación, Seguimiento y Control de Mantenimiento para cualquier tipo de equipo industrial o vehículo.
COGZ Maintenance. Programa de Mantenimiento Preventivo de fácil instalación, configuración rápida, facilidad de uso y velocidad de operación.
Proteus MMX CMMS/EAM. Software de Mantenimiento Web o Cliente/Servidor para cualquier tamaño de empresa, dirigido al mantenimiento de edificios y plantas de manufactura con una sólida administración de órdenes de trabajo y capacidad para la generación de reportes e informes personalizados.
SAMM. Sistema especializado para mantenimiento en empresas de servicios y manufactura.
Rosmiman Industry. Rosmiman Industria es una herramienta simple y eficaz dirigida a los responsables de mantenimiento, que se adapta fácilmente a cualquier organización que desee implantar y conectar varios servicios de mantenimiento industrial: el "modelo de aseguramiento de la calidad en la producción" está cubierto gracias a los procedimientos operativos de calidad, especificaciones técnicas, rutinas de inspección.
IBM Maximo Asset Management. Maximo proporciona la solución para la captura y gestión de toda la información necesaria durante todo el ciclo de vida de los activos y facilita la toma de decisiones basadas en datos, requerimientos, recursos disponibles y condiciones de seguridad, de forma que se generen importantes ahorros y se prolongue la vida útil de los activos.
SISTEMAS DE INFORMACIÓN (TIC) HERRAMIENTAS TECNOLÓGICAS
La aplicación de las TIC en el mantenimiento surge en la década de los 70´s del pasado siglo, cuando aparecieron los primeros ordenadores personales; en ese entonces los sistemas informáticos se limitaban a realizar algunas tareas de planificación de acciones preventivas.
Características que han determinado las TIC:
Desarrollo de infraestructuras de comunicaciones y sus dispositivos (fibra óptica, sensores, PDA, PC, consolas,...) que facilitan el tratamiento de información.

26
Diseño de aplicaciones potentes que superan las propias fronteras de las empresas y fortalecen la convergencia entre sectores.
Aprovechar las facilidades de transmisión, procesamiento y almacenamiento de información, para optimizar el mantenimiento.
Ventajas y Oportunidades de las TIC en el mantenimiento
Facilidades Ventajas Oportunidades
ComputaciónReduce el coste de
producción
Automatización de tareas.Disminuye las fases en el proceso de información.Eliminación actividades.
ComunicaciónReduce el coste de
coordinación
Reducción de tiempos y distancias.Integración de tareas y procesos.Recopilación y distribución de información.
Almacenamiento y Sistemas
Reduce el coste de la información
Monitorización de procesos y tareas.Análisis de información y toma de decisiones.Archivo y desarrollo de habilidades y experiencia.Modelado y visualización de procesos.
Los sistemas de información son una herramienta clave en tres aspectos:
Para el intercambio o flujos de información, manejando las transacciones del departamento y documentándolas, generando conocimiento accesible de forma automática o inmediata.
En Sistemas de Información para la Dirección, presentando la información necesaria para la gestión y control de la empresa.
Para la toma de decisiones, dando soporte mediante representaciones, análisis y modelos de situaciones.
Basar la gestión del mantenimiento en los sistemas de información es una decisión estratégica, contribuyendo a la automatización de procedimientos y toma de decisiones, al hacerlos (Clark, 1995):
27
Independientes del tamaño de la red o dispersión geográfica. Independientes de las tecnologías. Independientes de las personas. Menor coste de recursos humanos. Menor tiempo de actuación. Información en tiempo real con históricos del servicio, de la
infraestructura, etc. Visibilidad de las operaciones del negocio, trazabilidad, disponibilidad,
etc. Control sobre la ejecución de las actividades y de los recursos
asociados. Mejora el ROI. Materializa la criticidad y prioridad. Alineamiento con los objetivos del negocio y otros departamentos. Automatización y eficiencia eliminando tareas redundantes o sin valor,
mejorando la productividad. Análisis de la interdependencia entre la infraestructura, el servicio, los
procesos, etc. Modelado para análisis automáticos de causa raíz, cuellos de botella y
cálculo de impacto en cualquier punto de la infraestructura. Conocimiento de los costes en las distintas actividades del
mantenimiento. Reducir los tiempos ante emergencias o actividades no programadas. Gestión del conocimiento, estandarización y fuente única de información,
se reducen los problemas de calidad en los datos.
CAPITULO IV: METODOLOGÍAS, TÉCNICAS Y HERRAMIENTAS UTILIZADAS EN EL ÁREA DE LA INGENIERÍA EN MANTENIMIENTO,
MENCIÓN INDUSTRIAL

28
ENTREVISTAS ESTRUCTURADAS
La entrevista, es la comunicación interpersonal establecida entre el investigador y el sujeto de estudio a fin de obtener respuestas verbales a los interrogantes planteados sobre el problema propuesto.
Las entrevistas de tipo estructuradas se caracteriza por estar rígidamente estandarizada; Se plantean idénticas preguntas y en el mismo orden a cada uno de los participantes quienes deben escoger en dos o más alternativas que se les ofrecen.
Para orientar mejor la entrevista se elabora un formulario que contenga todas las preguntas. Sin embargo, al utilizar este tipo de entrevistas el investigador tiene limitada libertad para formular preguntas independientes generadas por la interacción personal.
EQUIPO NATURAL DE TRABAJO
Involucra a toda la gente en un área de trabajo dado que comparte la responsabilidad de completar la pieza total del trabajo. Estos equipos de trabajo algunas veces son capacitados para aprender el trabajo de otros.
DIAGRAMA-PROCESO-SALIDA
Es una herramienta utilizada por los programadores de sistemas para la resolución de un problema.
En donde:
Entrada: Son todos los datos que hay que ingresar para la resolución del problema.
Proceso: son los diferentes procedimientos en los cuales se usaran los datos proporcionados por el usuario para resolver el problema.
Salida: La resolución del problema
En en Diagrama EPS puede existir la retroalimentación, la cual se produce cuando las salidas del sistema o la influencia de las salidas del sistemas en el contexto, vuelven a ingresar al sistema como recursos o información.La retroalimentación permite el control de un sistema y que el mismo tome medidas de corrección en base a la información retroalimentada

29
La simbología que se utiliza para los diagramas de entrada-proceso-salida (eps) puedes verla en el siguiente cuadro.
SIMBOLOGÍA UTILIZADA EN EL DIAGRAMA EPS
SIMBOLOGÍA SIGNIFICADO
Entrada/Salida. Datos de entrada y resultado
Proceso. Operaciones para obtener el resultado esperado
Líneas de flujo. Indican la secuencia del flujo de operación
DIAGRAMA DE BLOQUES
Es la representación gráfica del funcionamiento interno de un sistema, que se hace mediante bloques y sus relaciones, y que, además, definen la organización de todo el proceso interno, sus entradas y sus salidas.
Por ejemplo un diagrama de bloques de procesos de producción es utilizado para indicar la manera en la que se elabora cierto producto, especificando la materia prima, la cantidad de procesos y la forma en la que se presenta el producto terminado.
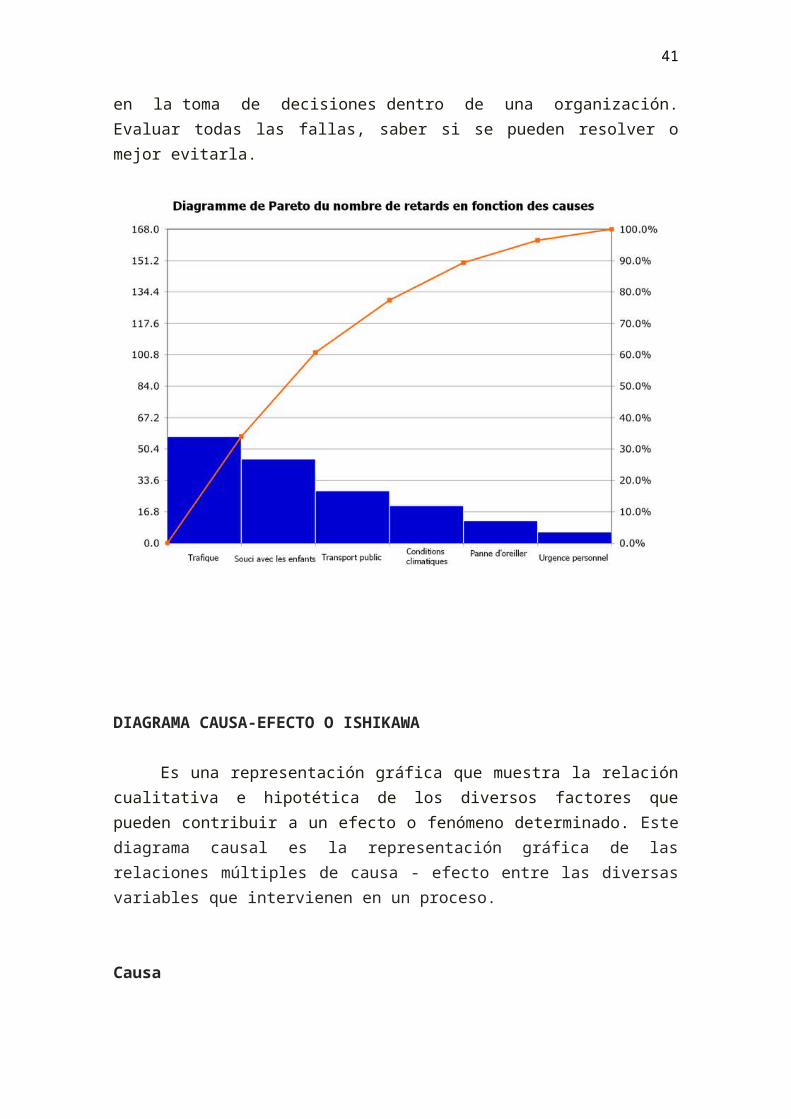
DIAGRAMA DE PARETO
El diagrama de Pareto, también llamado curva cerrada o Distribución A-B-C, es una gráfica para organizar datos de forma que estos queden en orden descendente, de izquierda a derecha y separados por barras. Permite, pues, asignar un orden de prioridades. Con el uso de Excel se puede construir fácilmente un Diagrama de Pareto.
El diagrama permite mostrar gráficamente el principio de Pareto (pocos vitales, muchos triviales), es decir, que hay muchos problemas sin importancia frente a unos pocos muy importantes. Mediante la gráfica colocamos los "pocos que son vitales" a la izquierda y los "muchos triviales" a la derecha.

30
El diagrama facilita el estudio de las fallas en las industrias o empresas comerciales, así como fenómenos sociales o naturales psicosomáticos, como se puede ver en el ejemplo de la gráfica al principio del artículo.
Hay que tener en cuenta que tanto la distribución de los efectos como sus posibles causas no es un proceso lineal sino que el 20% de las causas totales hace que sean originados el 80% de los efectos y rebotes internos del pronosticado.
El principal uso que tiene el elaborar este tipo de diagrama es para poder establecer un orden de prioridades en la toma de decisiones dentro de una organización. Evaluar todas las fallas, saber si se pueden resolver o mejor evitarla.
DIAGRAMA CAUSA-EFECTO O ISHIKAWA
Es una representación gráfica que muestra la relación cualitativa e hipotética de los diversos factores que pueden contribuir a un efecto o fenómeno determinado. Este diagrama causal es la representación gráfica de las relaciones múltiples de causa - efecto entre las diversas variables que intervienen en un proceso.

31
Causa
El problema analizado puede provenir de diversos ámbitos como la salud, calidad de productos y servicios, fenómenos sociales, organización, entre otros. A este eje horizontal van llegando líneas oblicuas -como las espinas de un pez- que representan las causas valoradas como tales por las personas participantes en el análisis del problema. A su vez, cada una de estas líneas que representa una posible causa, recibe otras líneas perpendiculares que representan las causas secundarias. Cada grupo formado por una posible causa primaria y las causas secundarias que se le relacionan forman un grupo de causas con naturaleza común. Este tipo de herramienta permite un análisis participativo mediante grupos de mejora o grupos de análisis, que mediante técnicas como por ejemplo la lluvia de ideas, sesiones de creatividad, y otras, facilita un resultado óptimo en el entendimiento de las causas que originan un problema, con lo que puede ser posible la solución del mismo
Para crear y organizar las espinas de un diagrama, hay que considerar lo siguiente:
1. Todas las espinas deben ser causas posibles.
2. Todas las causas deben ser presentadas en las vías que indiquen cómo se relacionan con el problema.
3. La disposición de las espinas debe reflejar las relaciones entre las causas

32
ANÁLISIS CAUSA-RAÍZ
El Análisis de Causa Raíz es una herramienta utilizada para identificar causa de falla, de manera de evitar sus consecuencias Un análisis más profundo es mejor para ayudar a comprender los eventos y mecanismos que actuaron como raíz del problema, los cuales se pueden clasificar de la siguiente forma:
Análisis de falla de componentes (CFA), la cual implica el estudio de las piezas dañadas.
Investigación de Causa de Raíz (RCI), ésta herramienta incluye a la anterior, e investiga las causas físicas.
Análisis de Causa Raíz (RCA), ésta herramienta incluye a los dos anteriores, y estudia además el error humano.
Para realizar el Análisis de Causa Raíz a fondo, se debe ir más allá de los componentes físicos de la falla o raíces físicas y analizar las acciones humanas o raíces humanas que desataron la cadena causa –efecto que llevó a la causa física, lo cual implica analizar por qué hicieron eso, si debido a procedimientos incorrectos, a especificaciones equivocadas o a falta de capacitación, lo cual puede sacar a la luz raíces latentes, es decir deficiencias en el gerenciamiento, que de no corregirse, pueden hacer que la falla se repita nuevamente.
El Análisis de Causa Raíz (RCA) tiene distintas aplicaciones, que van incluso más allá del Mantenimiento:
Análisis de Fallas, para encontrar fallas complejas en equipos o procesos críticos, lo cual es una aplicación reactiva
Análisis de Fallas recurrentes de equipos o procesos críticos, lo cual es una aplicación Proactiva.

33
Análisis de Modos de Falla y sus Efectos (FMEA), el cual se utiliza también en el RCM2.
Análisis de errores humanos, en el proceso de diseño y aplicación de procedimientos.
Análisis de accidentes e incidentes, en sistemas de Gestión de Seguridad y Salud Ocupacional (SySO).
Los beneficios de la aplicación de ésta poderosa herramienta son:
Reducción del número de incidentes o fallas Aumento de la Confiabilidad y Seguridad Disminución de los costos de Mantenimiento Aumento de la Eficiencia y la Productividad
ANÁLISIS DE CRITICIDAD
Es una metodología que permite establecer jerarquías entre:
Instalaciones Sistemas Equipos Elementos de un equipo
De acuerdo con su impacto total del negocio, obtenido del producto de la frecuencia de fallas por la severidad de su ocurrencia, sumándole sus efectos en la población, daños al personal, impacto ambiental, perdida de producción y daños en la instalación. Además, apoya la toma de decisiones para administrar esfuerzos en la gestión de mantenimiento, ejecución de proyectos de mejora, rediseños con base en el impacto en la confiabilidad actual y en los riesgos.
Para determinar la criticidad de una unidad o equipo se utiliza una matriz de frecuencia por consecuencia de la falla. En un eje se representa la frecuencia de fallas y en otro los impactos o consecuencias en los cuales incurrirá la unidad o equipo en estudio si le ocurre una falla.

34
La matriz tiene un código de colores que permite identificar la menor o mayor intensidad de riesgo relacionado con el Valor de Criticidad de la instalación, sistema o equipo bajo análisis.
ANÁLISIS DE MODOS, EFECTO Y FALLAS (AMEF)
Es un proceso sistemático para la identificación de las fallas del diseño de un producto o de un proceso antes de que éstas ocurran, con el propósito de eliminarlas o de minimizar el riesgo asociado a las mismas. Este puede ser considerado como un método analítico estandarizado para detectar y eliminar problemas de forma sistemática y total, algunos de sus objetivos principales son:
Reconocer y evaluar los modos de fallas y las causas asociadas con el diseño y manufactura de un producto.
Determinar los efectos de las fallas potenciales en el desempeño del sistema.
Identificar las acciones que podrán eliminar o reducir la oportunidad de que ocurra la falla potencial.
Analizar la confiabilidad del sistema.
Documentar el proceso.
Requerimientos del AMEFP: Para hacer un AMEFP se requiere lo siguiente:
1. Un equipo de personas con el compromiso de mejorar la capacidad de diseño para satisfacer las necesidades del cliente.
2. Diagramas esquemáticos y de bloque de cada nivel del sistema, desde subensambles hasta el sistema completo.
3. Especificaciones de los componentes, lista de piezas y datos del diseño.
4. Especificaciones funcionales de módulos, subensambles, etc.
5. Requerimientos de manufactura y detalles de los procesos que se van a utilizar.
6. Formas de AMEF (en papel o electrónicas) y una lista de consideraciones especiales que se apliquen al producto.
Beneficios del AMEPP: La eliminación de los modos de fallas potenciales tiene beneficios tanto a corto como a largo plazo. A corto plazo, representa ahorros de los costos de reparaciones, las pruebas repetitivas y el tiempo. A largo plazo es mucho más difícil medir puesto que se relaciona con la

35
satisfacción del cliente con el producto y con sus percepción de la calidad; esta percepción afecta las futuras compras de los productos y es decisiva para crear una buena imagen de los mismos. Por otro lado, este apoya y refuerza el proceso de diseño ya que:
Ayuda en la selección de alternativas durante el diseño
Incrementa la probabilidad de que los modos de fallas potenciales y sus efectos sobre la operación del sistema sean considerados durante el diseño
Proporciona unas información adicional para ayudar en la planeación de programas de pruebas concienzudos y eficientes
ANÁLISIS FODA
Es una metodología de estudio de la situación de una empresa o un proyecto, analizando sus características internas (Debilidades y Fortalezas) y su situación externa (Amenazas y Oportunidades) en una matriz cuadrada.
Es una herramienta para conocer la situación real en que se encuentra una organización, empresa o proyecto, y planear una estrategia de futuro.
Durante la etapa de planeamiento estratégico y a partir del análisis DAFO se deben contestar cada una de las siguientes preguntas:
¿Cómo se puede destacar cada fortaleza?
¿Cómo se puede disfrutar cada oportunidad?
¿Cómo se puede defender cada debilidad o carencia?
¿Cómo se puede detener cada amenaza?
Este recurso fue creado a principios de la década de los setenta y produjo una revolución en el campo de la estrategia empresarial. El objetivo del análisis FODA es determinar las ventajas competitivas de la empresa bajo análisis y la estrategia genérica a emplear por la misma que más le convenga en función de sus características propias y de las del mercado en que se mueve.
El análisis consta de cuatro pasos:
Análisis Externo (también conocido como "Modelo de las cinco fuerzas de Porter")
Análisis Interno
Confección de la matriz FODA
Determinación de la estrategia a emplea
MAPAS DE PROCESO

36
El mapa de procesos presenta una visión general del sistema organizacional de su empresa, en donde además se presentan los procesos que lo componen así como sus relaciones principales. Dentro de los procesos cabe destacar gestión de la organización como planificación estratégica, establecimiento de políticas, procesos de medición, análisis y mejora. Estos últimos incluyen procesos para medir y obtener datos sobre el análisis del desempeño y mejora de la efectividad y eficiencia, pueden incluir la medición, seguimiento y procesos de auditoría, acciones correctivas y preventivas y ser aplicados a todos los procesos de la organización siendo una parte integral en la gestión.
Teniendo en cuenta que no existe un formato predeterminado para construir un mapa de procesos, cada organización deberá adoptar el diseño que mejor se adapte a su sistema, de ahí la flexibilidad que ofrece nuestro sistema en cuanto a parametrización de procesos, los cuales se pueden agregar, así como también editar, activar/desactivar y organizar, lo que permitirá tener un mejor control en el flujo de la información de la empresa.
MAPA DE RED
Es una red de procesos o supuestos operacionales es la estructura donde se evidencia la interacción de los procesos que posee una empresa para la prestación de sus servicios. Con esta herramienta se puede analizar la cadena de entradas – salidas en la cual la salida de cualquier proceso se convierte en entrada del otro; también podemos analizar que una actividad específica muchas veces es un cliente, en otras situaciones es un proceso y otras veces es un proveedor.
REGLAS DE PORTER
El análisis de las cinco fuerzas de Porter es un modelo estratégico elaborado por el ingeniero y profesor Michael Porter de la Escuela de Negocios Harvard, en el año 1979. Este modelo establece un marco para analizar el nivel de competencia dentro de una industria, y poder desarrollar una estrategia de negocio. Este análisis deriva en la respectiva articulación de las 5 fuerzas que determinan la intensidad de competencia y rivalidad en una industria, y por lo tanto, en cuan atractiva es esta industria en relación a oportunidades de inversión y rentabilidad.

37
Porter se refería a estas fuerzas como del micro entorno, para contrastarlas con fuerzas que afectan el entorno en una escala mayor a la industria, el macro entorno. Estas 5 fuerzas son las que operan en el entorno inmediato de una organización, y afectan en la habilidad de esta para satisfacer a sus clientes, y obtener rentabilidad.
Las cinco fuerzas de Porter incluyen 3 fuerzas de competencia horizontal: Amenaza de productos sustitutos, amenaza de nuevos entrantes o competidores en la industria, y la rivalidad entre competidores, y también comprende 2 fuerzas de competencia vertical: El poder de negociación de los proveedores, y el poder de negociación de los clientes.
Las 5 fuerzas de Poter son
1. Poder de negociación de los Compradores o Clientes
Si los clientes son pocos, están muy bien organizados y se ponen de acuerdo en cuanto a los precios que están dispuestos a pagar se genera una amenaza para la empresa, ya que estos adquirirán la posibilidad de plantarse en un precio que les parezca oportuno pero que generalmente será menor al que la empresa estaría dispuesta a aceptar. Además, si existen muchos proveedores, los clientes aumentarán su capacidad de negociación ya que tienen más posibilidad de cambiar de proveedor de mayor y mejor calidad, por esto las cosas cambian para las empresas que le dan el poder de negociación a sus clientes.
2. Poder de negociación de los Proveedores o Vendedores:
El “poder de negociación” se refiere a una amenaza impuesta sobre la industria por parte de los proveedores, a causa del poder que estos disponen ya sea por su grado de concentración, por las características de los insumos que proveen, por el impacto de estos insumos en el costo de la industria, etc. La capacidad de negociar con los proveedores, se considera generalmente alta por ejemplo en cadenas de supermercados, que pueden optar por una gran cantidad de proveedores, en su mayoría indiferenciados.
Algunos factores asociados a la segunda fuerza son:
Cantidad de proveedores en la industria.
Poder de decisión en el precio por parte del proveedor.
Nivel de organización de los proveedores
3. Amenaza de nuevos competidores entrantes:
Este punto se refiere a las barreras de entrada de nuevos productos/competidores. Cuanto más fácil sea entrar, mayor será la amenaza. O sea, que si se trata de montar un pequeño negocio será muy fácil la entrada de nuevos competidores al mercado.

38
Porter identificó siete barreras de entradas que podrían usarse para crearle a la organización una ventaja competitiva:
Economías de escala
Diferenciación del producto
Inversiones de capital
Desventaja en costos independientemente de la escala
Acceso a los canales de distribución
Política gubernamental
Barreras a la entrada
4. Amenaza de productos sustitutos
Como en el caso citado en la primera fuerza, las patentes farmacéuticas o tecnológicas muy difíciles de copiar, permiten fijar los precios en solitario y suponen normalmente alta rentabilidad. Por otro lado, mercados en los que existen muchos productos iguales o similares, suponen por lo general baja rentabilidad. Podemos citar, los siguientes factores:
Propensión del comprador a sustituir.
Precios relativos de los productos sustitutos.
Coste o facilidad del comprador.
Nivel percibido de diferenciación de producto o servicio.
Disponibilidad de sustitutos cercanos.
Suficientes proveedores.
5. Rivalidad entre los competidores:
Más que una fuerza, la rivalidad entre los competidores viene a ser el resultado de las cuatro anteriores. La rivalidad define la rentabilidad de un sector: mientras menos competidores se encuentren en un sector, normalmente será más rentable y viceversa.
Porter identificó siete barreras de entradas que podrían usarse para crearle a la organización una ventaja competitiva:
1. Economías de escala.
2. Diferenciación del producto.
3. Inversiones de capital.
4. Desventaja en costos independientemente de la escala.
5. Acceso a los canales de distribución.
6. Política gubernamental.
7. Barreras a la entrada
ÁRBOL LÓGICO DE FALLAS

39
Es uno de los métodos mas ampliamente usados en sistemas de relatividad, mantenimiento y análisis de seguridad. Es un proceso deducible utilizado para determinar las varias combinaciones de fallas de equipo electrónico (hardware), programas de computación (software) y errores humanos que pueden causar eventos indeseables (referidos como eventos altos) al nivel del sistema.
Beneficios:
• Identificar la posible fiabilidad del sistema o problemas de seguridad en momento de la planificación
• Evaluar la fiabilidad del sistema o seguridad durante el funcionamiento.
• Mejorar entendiendo del sistema,
• Identificar componentes que pueden necesitar pruebas o mas riguroso control de calidad
• Identificar fallas del equipo desde su raíz.
DISTRIBUCIONES ESTADÍSTICAS
Distribución Log-Normal
Es una distribución de probabilidad de una variable aleatoria cuyo logaritmo está normalmente distribuido. Es decir, si X es una variable aleatoria con una distribución normal, entonces exp(X) tiene una distribución log-normal.
Una variable puede ser modelada como log-normal si puede ser considerada como un producto multiplicativo de muchos pequeños factores independientes. Un ejemplo típico es un retorno a largo plazo de una inversión: puede considerarse como un producto de muchos retornos diarios.
Distribución Normal:
Distribución normal, distribución de Gauss o distribución gaussiana, a una de las distribuciones de probabilidad de variable continua que con más frecuencia aparece aproximada en fenómenos reales.
La gráfica de su función de densidad tiene una forma acampanada y es simétrica respecto de un determinado parámetro estadístico. Esta curva se conoce como campana de Gauss y es el gráfico de una función gaussiana.
La importancia de esta distribución radica en que permite modelar numerosos fenómenos naturales, sociales y psicológicos. Mientras que los mecanismos que subyacen a gran parte de este tipo de fenómenos son desconocidos, por la enorme cantidad de variables

40
incontrolables que en ellos intervienen, el uso del modelo normal puede justificarse asumiendo que cada observación se obtiene como la suma de unas pocas causas independientes.
La línea verde corresponde a una Distribución Normal
Distribución de Weibull
Es una distribución de probabilidad continua. La función de densidad de una variable aleatoria con la distribución de Weibull x es:
Donde es el parámetro de forma y es el parámetro de escala de la distribución.
La distribución modela la distribución de fallos (en sistemas) cuando la tasa de fallos es proporcional a una potencia del tiempo:
Un valor k<1 indica que la tasa de fallos decrece con el tiempo.
Cuando k=1, la tasa de fallos es constante en el tiempo.
Un valor k>1 indica que la tasa de fallos crece con el tiempo.
41
CICLO DE DEMING
El ciclo de Deming (de Edwards Deming), también conocido como círculo
PDCA (del inglés plan-do-check-act, esto es, planificar-hacer-verificar-actuar)
o espiral de mejora continua, es una estrategia de mejora continua de
la calidad en cuatro pasos, basada en un concepto ideado por Walter A.
Shewhart. Es muy utilizado por los sistemas de gestión de la calidad (SGC) y
los sistemas de gestión de la seguridad de la información (SGSI).
Los resultados de la implementación de este ciclo permiten a las empresas
una mejora integral de la competitividad, de los productos y servicios,
mejorando continuamente la calidad, reduciendo los costes, optimizando la
productividad, reduciendo los precios, incrementando la participación del
mercado y aumentando la rentabilidad de la empresa u organización
Planificar: Se establecen las actividades del proceso, necesarias para
obtener el resultado esperado. Al basar las acciones en el resultado
esperado, la exactitud y cumplimiento de las especificaciones a lograr se
convierten también en un elemento a mejorar. Cuando sea posible
conviene realizar pruebas de preproducción o pruebas piloto para probar
los posibles efectos.
-Recopilar datos para profundizar en el conocimiento del proceso.
-Detallar las especificaciones de los resultados esperados.
-Definir las actividades necesarias para lograr el producto o servicio, verificando
los requisitos especificados.
Hacer: Se ejecuta el plan estratégico, lo que contempla: organizar,
dirigir, asignar recursos y supervisar la ejecución, mientras se recopilan
datos para verificarlos y evaluarlos en los siguientes pasos.
Verificar: Pasado un periodo previsto de antemano, los datos de control
son recopilados y analizados, comparándolos con los requisitos
especificados inicialmente, para saber si se han cumplido y, en su caso,
evaluar si se ha producido la mejora esperada.
-Monitorear la implementación y evaluar el plan de ejecución documentando
las conclusiones.
Actuar:
-Con base en las conclusiones del paso anterior elegir una opción:

42
-Si se han detectado errores parciales en el paso anterior, realizar un nuevo
ciclo PDCA
-Si no se han detectado errores relevantes, aplicar a gran escala las
modificaciones de los procesos.
-Si se han detectado errores insalvables, abandonar las modificaciones de
los procesos.
ÁRBOL DE DECISIONES
Es una herramienta excelente para ayudar a realizar elecciones adecuadas entre muchas posibilidades. Su estructura permite seleccionar una y otra vez diferentes opciones para explorar las diferentes alternativas posibles de decisión.
Un árbol de decisión tiene unas entradas las cuales pueden ser un objeto o una situación descrita por medio de un conjunto de atributos y a partir de esto devuelve una respuesta la cual en últimas es una decisión que es tomada a partir de las entradas. Los valores que pueden tomar las entradas y las salidas pueden ser valores discretos o continuos. Se utilizan más los valores discretos por simplicidad, cuando se utilizan valores discretos en las funciones de una aplicación se denomina clasificación y cuando se utilizan los continuos se denomina regresión.
Un árbol de decisión lleva a cabo un test a medida que este se recorre hacia las hojas para alcanzar así una decisión. El árbol de decisión suele contener nodos internos, nodos de probabilidad, nodos hojas y arcos. Un nodo interno contiene un test sobre algún valor de una de las propiedades. Un nodo de probabilidad indica que debe ocurrir un evento aleatorio de acuerdo a la naturaleza del problema, este tipo de nodos es redondo, los demás son cuadrados. Un nodo hoja representa el valor que devolverá el árbol de decisión y finalmente las ramas brindan los posibles caminos que se tienen de acuerdo a la decisión tomada.
En el diseño de aplicaciones informáticas, un árbol de decisión indica las acciones a realizar en función del valor de una o varias variables. Es una representación en forma de árbol cuyas ramas se bifurcan en función de los valores tomados por las variables y que terminan en una acción concreta. Se suele utilizar cuando el número de condiciones no es muy grande (en tal caso, es mejor utilizar una tabla de decisión).
-Planificar:
NORMAS ISO

43
ISO es una organización internacional (International Standard Organization) dedicada a la elaboración de normas en todos los sectores (excepto el electrónico y el electrotécnico).
Las normas ISO para asegurar el éxito de una empresa como esta el caso de las normas ISO 9000 suministran un sistema para evaluar los procedimientos que aseguren y administren la calidad dentro de una empresa y entre ésta y sus clientes. Son normas genéricas para el montaje de sistemas de Gestión y Aseguramiento de la Calidad que se emplearan a la par con las herramientas y técnicas de mantenimiento.
NORMAS COVENIN
La Norma COVENIN 3049-93 “Mantenimiento. Definiciones” establece los fundamentos teóricos aplicados a las acciones de mantenimiento.
Norma COVENIN 2500-93 “Manual para la evaluación de los sistemas de mantenimiento en la industria” es un método cuantitativo para la evaluación del sistema de mantenimiento en empresas manufactureras, para determinar la capacidad de gestión de la empresa en lo que respecta al mantenimiento mediante el análisis y calificación de los siguientes aspectos:
Organización en la empresa Organización de la función de mantenimiento Planificación, programación y control de actividades de mantenimiento Competencia personal