Proyecto de Lean Seis Sigma públicos energía y acueducto ...
INTRODUCCION A
Lean Six SigmaBogotá, Cali y Medellín
12, 13 y 14 de Julio de 2011
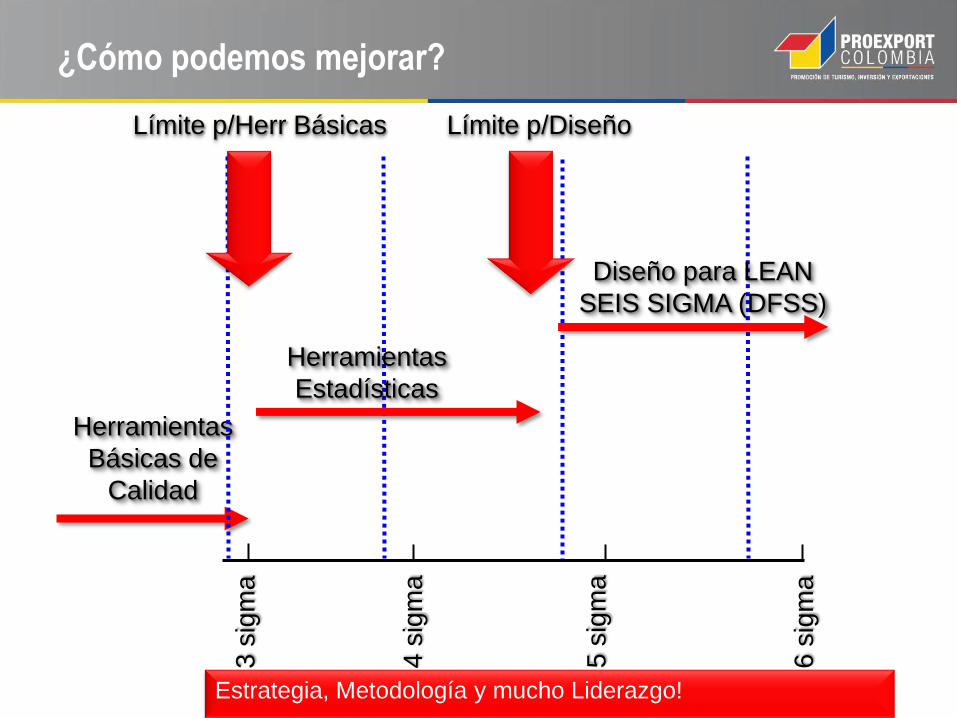
¿Cómo podemos mejorar?
Herramientas
Básicas de
Calidad
3 s
igm
a
4 s
igm
a
5 s
igm
a
6 s
igm
a
Límite p/Herr Básicas Límite p/Diseño
Herramientas
Estadísticas
Diseño para LEAN
SEIS SIGMA (DFSS)
Estrategia, Metodología y mucho Liderazgo!
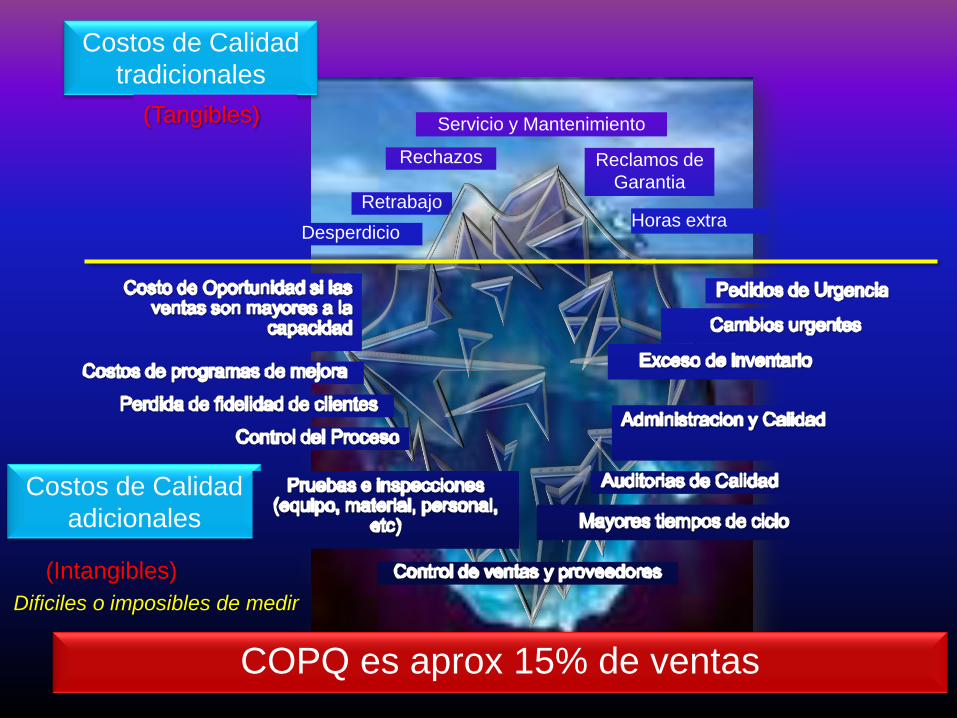
Costo de Pobre Calidad (COPQ)
Costo para producir y entregar
productos y/o servicios
Margen de Operacion
Inflacion
Costo para producir y entregar
productos y/o servicios
Erosionde Precios
Margen de Operacion
Costo teorico para producir y
entregar productos y/o
servicios
COPQ
Margen de Operacion
Inflacion
Costo teoricopara producir y
entregarproductos y/o
servicios
Futuro
COPQ:Costo Pobre
Calidad
3
LEAN SEIS SIGMA propone la eliminación de errores quetienen un impacto significativo en las compañías, y/o susclientes mediante el uso de datos, el trabajo en equipo yentregando resultados.
Sin 6 Sigma Con 6 Sigma
Erosionde Precios Margen de
Operacion
COPQ
COPQ es aprox 15% de ventas
Retrabajo
Rechazos Reclamos de
Garantia
Servicio y Mantenimiento
Costos de Calidad
tradicionales
(Tangibles)
Dificiles o imposibles de medir
Costos de Calidad
adicionales
(Intangibles)
DesperdicioHoras extra
Lean Seis Sigma
Beneficios de LEAN SEIS SIGMA El avance de un sigma en el nivel de desempeño de las compañías equivale a:
20% en la mejora del Margen de Operación
15% incremento en la capacidad
20% reducción de capital
12% redistribución de mano de obra
LEAN SEIS SIGMA es una rigurosa metodología que
engloba 5 fases:
Definir - Medir - Analizar - Mejorar - Controlar
(DMAIC por sus siglas en inglés).
ix igma ix igma Procesos de Clase Mundial
ix igma ix igma Procesos de Clase Mundial
¿Cómo ayuda DMAIC?
Es la metodología que ha demostrado lograr los objetivos de
Seis Sigma de manera más rápida y eficaz.
Considera las necesidades del negocio (CTB) y de los
clientes (CTC)
Enseña, al mejor personal de la compañía, la aplicación de
nuevas herramientas.
Se enfoca a mejorar las áreas críticas del negocio.
Desarrolla a los líderes del futuro de la compañía
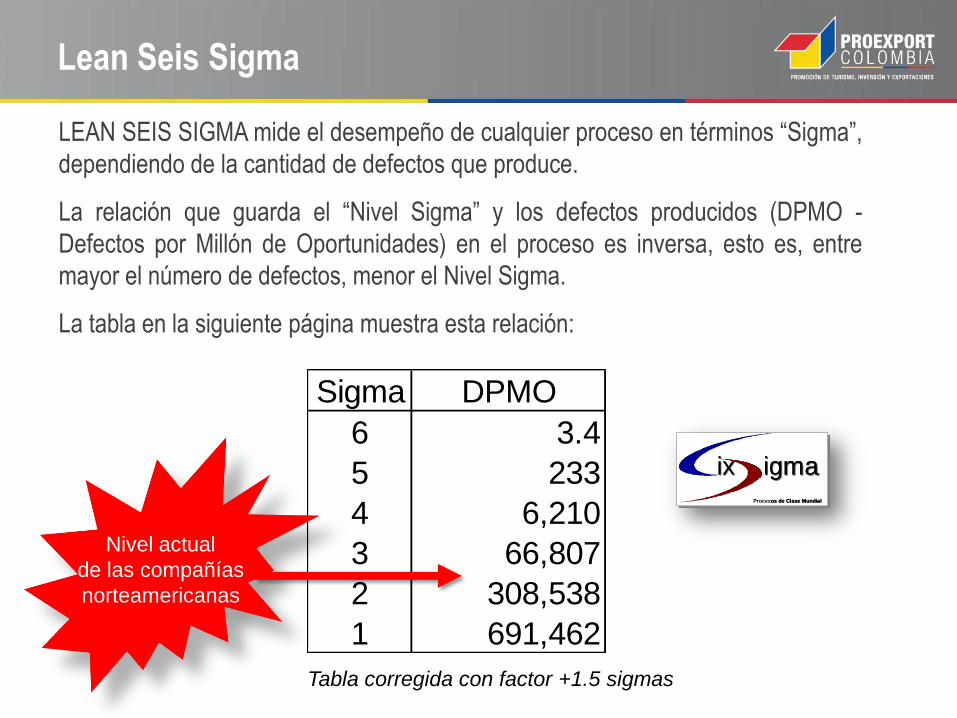
Lean Seis Sigma
LEAN SEIS SIGMA mide el desempeño de cualquier proceso en términos “Sigma”,
dependiendo de la cantidad de defectos que produce.
La relación que guarda el “Nivel Sigma” y los defectos producidos (DPMO -
Defectos por Millón de Oportunidades) en el proceso es inversa, esto es, entre
mayor el número de defectos, menor el Nivel Sigma.
La tabla en la siguiente página muestra esta relación:
Sigma DPMO
6 3.4
5 233
4 6,210
3 66,807
2 308,538
1 691,462
Tabla corregida con factor +1.5 sigmas
Nivel actual
de las compañías
norteamericanas
ix igma ix igma Procesos de Clase Mundial
ix igma ix igma Procesos de Clase Mundial
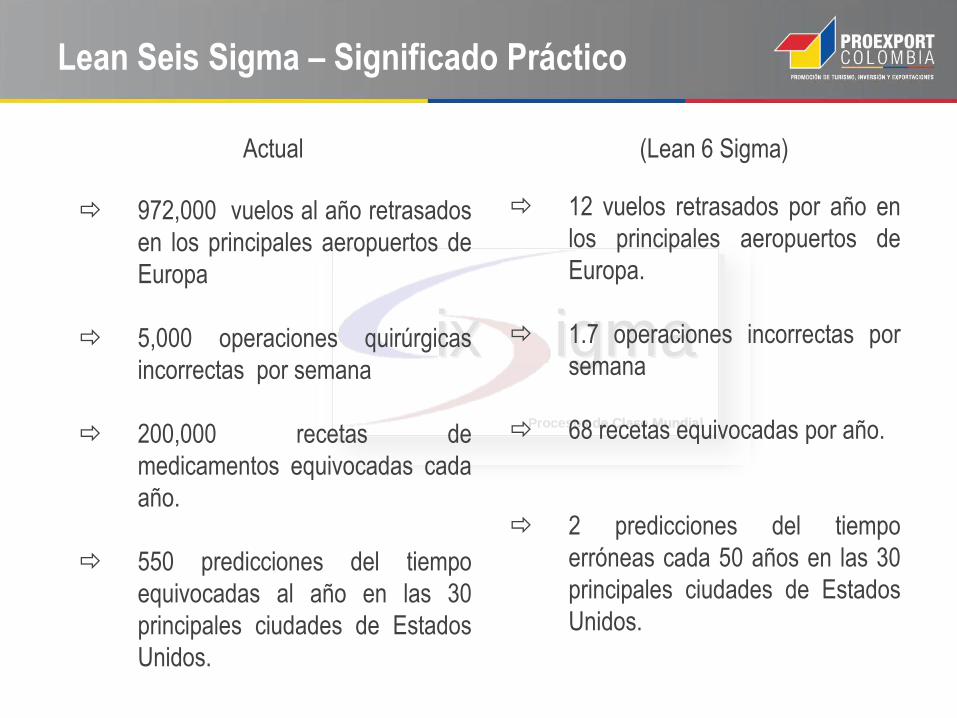
Lean Seis Sigma – Significado Práctico
ix igma ix igma Procesos de Clase Mundial
ix igma ix igma Procesos de Clase Mundial
(Lean 6 Sigma)Actual
972,000 vuelos al año retrasados
en los principales aeropuertos de
Europa
5,000 operaciones quirúrgicas
incorrectas por semana
200,000 recetas de
medicamentos equivocadas cada
año.
550 predicciones del tiempo
equivocadas al año en las 30
principales ciudades de Estados
Unidos.
12 vuelos retrasados por año en
los principales aeropuertos de
Europa.
1.7 operaciones incorrectas por
semana
68 recetas equivocadas por año.
2 predicciones del tiempo
erróneas cada 50 años en las 30
principales ciudades de Estados
Unidos.
Seis Sigma por Inspección
OK, OK, esto de Seis Sigma suena muy retador, pero si se trata
de que al cliente no le lleguen defectos, ¿que acaso no se podría
usar la inspección para que a los clientes se les enviara solo
producto que satisface sus especificaciones?
La experiencia nos ha mostrado que no importa que tan buenos
seamos en las operaciones de inspección y prueba, entre más
defectos produzcamos, más defectos llegarán a los clientes.

Ejercicio
Cuente el número de veces que la letra “s” aparece en el siguiente texto:
Demasiado tonto para aprender
Anónimo
Un niño que sufría parcialmente de sordera volvió un día a casa con un mensaje
de la dirección de la escuela para sus padres. En él se les sugería que lo mejor
que podían hacer era sacar a su hijo de la institución, pues era “demasiado
tonto para aprender”.
Cuando su madre leyó el recado, dijo:
¡Mi hijo Tom no es ningún tonto!¡yo le enseñaré!
Cuando Tom murió, muchos años después, el pueblo de los Estados Unidos le
rindió homenaje apagando las luces durante un minuto. Tom había sido inventor
del foco eléctrico. Thomas Alva Edison inventó no sólo el foco gracias al cual
podemos leer durante la noche, sino también las películas y el tocadiscos.
Patentó más de mil descubrimientos
Ejercicio
Cuente el número de veces que la letra “s” aparece en el siguiente texto:
Demasiado tonto para aprender
Anónimo
Un niño que sufría parcialmente de sordera volvió un día a casa con un mensaje
de la dirección de la escuela para sus padres. En él se les sugería que lo mejor
que podían hacer era sacar a su hijo de la institución, pues era “demasiado
tonto para aprender”.
Cuando su madre leyó el recado, dijo:
¡Mi hijo Tom no es ningún tonto!¡yo le enseñaré!
Cuando Tom murió, muchos años después, el pueblo de los Estados Unidos le
rindió homenaje apagando las luces durante un minuto. Tom había sido inventor
del foco eléctrico. Thomas Alva Edison inventó no sólo el foco gracias al cual
podemos leer durante la noche, sino también las películas y el tocadiscos.
Patentó más de mil descubrimientos
44
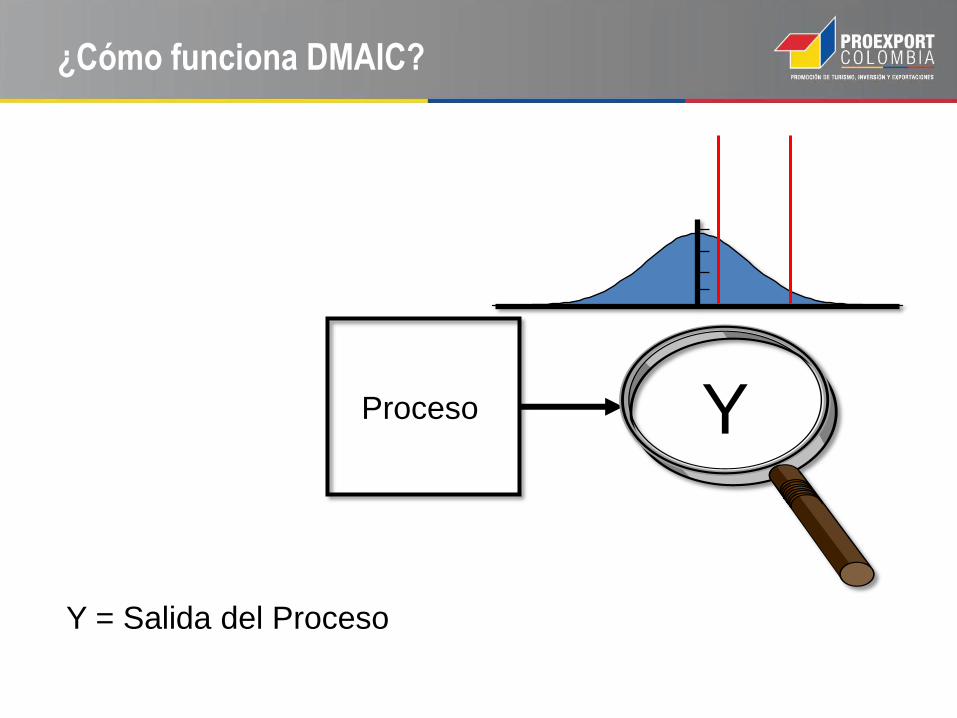
¿Cómo funciona DMAIC?
Proceso Y
Y = Salida del Proceso
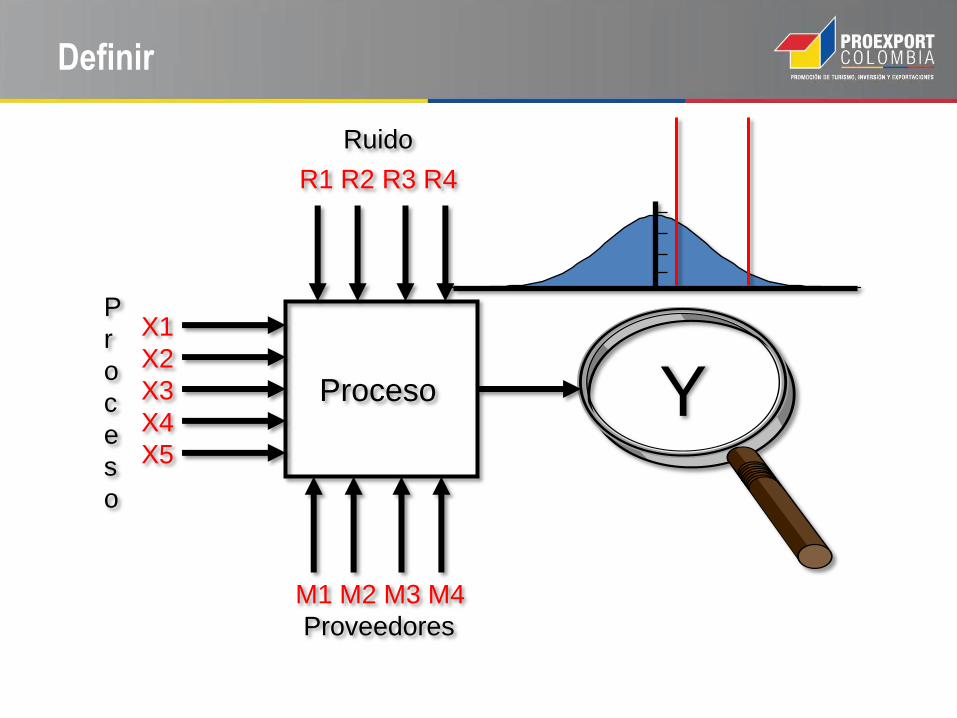
Definir
Proceso YX1
X2
X3
X4
X5
R1 R2 R3 R4
Ruido
P
r
o
c
e
s
o
M1 M2 M3 M4
Proveedores

Medir
Proceso YX1
X2
X3
X4
X5
R1 R2 R3 R4
Ruido
P
r
o
c
e
s
o
M1 M2 M3 M4
Proveedores
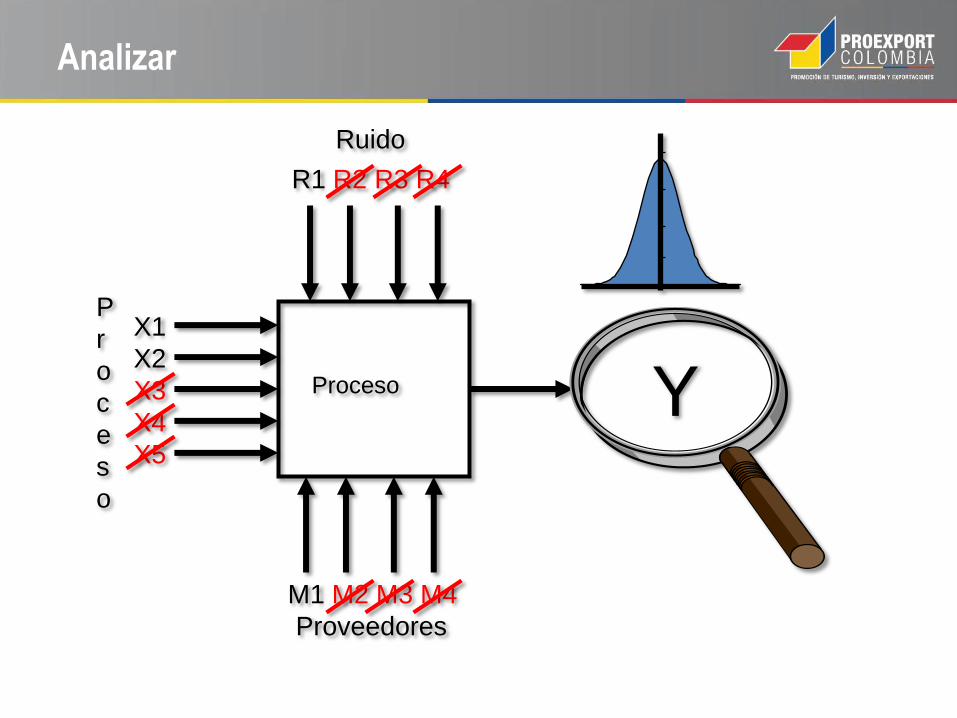
Analizar
Proceso YX1
X2
X3
X4
X5
R1 R2 R3 R4
Ruido
P
r
o
c
e
s
o
M1 M2 M3 M4
Proveedores
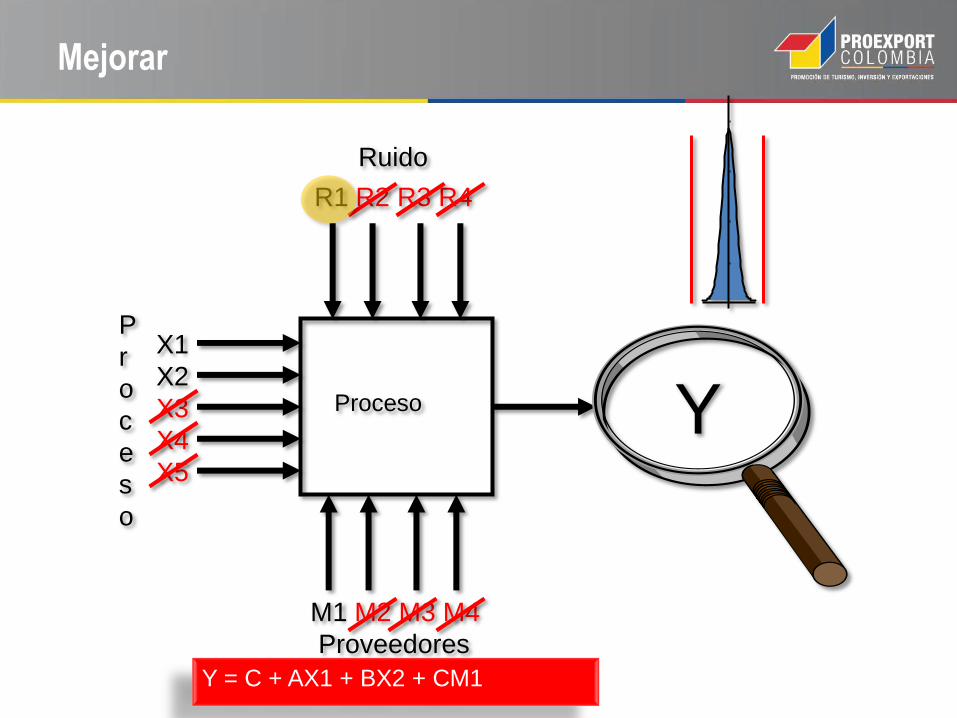
Mejorar
Proceso YX1
X2
X3
X4
X5
R1 R2 R3 R4
Ruido
P
r
o
c
e
s
o
M1 M2 M3 M4
Proveedores
Y = C + AX1 + BX2 + CM1
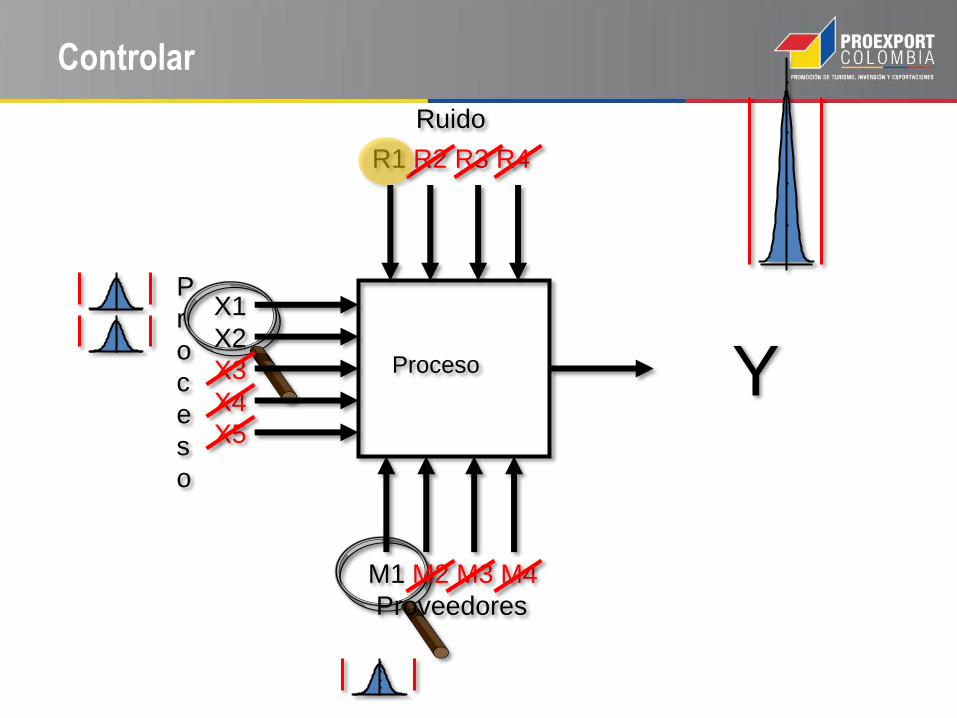
Controlar
Proceso YX1
X2
X3
X4
X5
R1 R2 R3 R4
Ruido
P
r
o
c
e
s
o
M1 M2 M3 M4
Proveedores
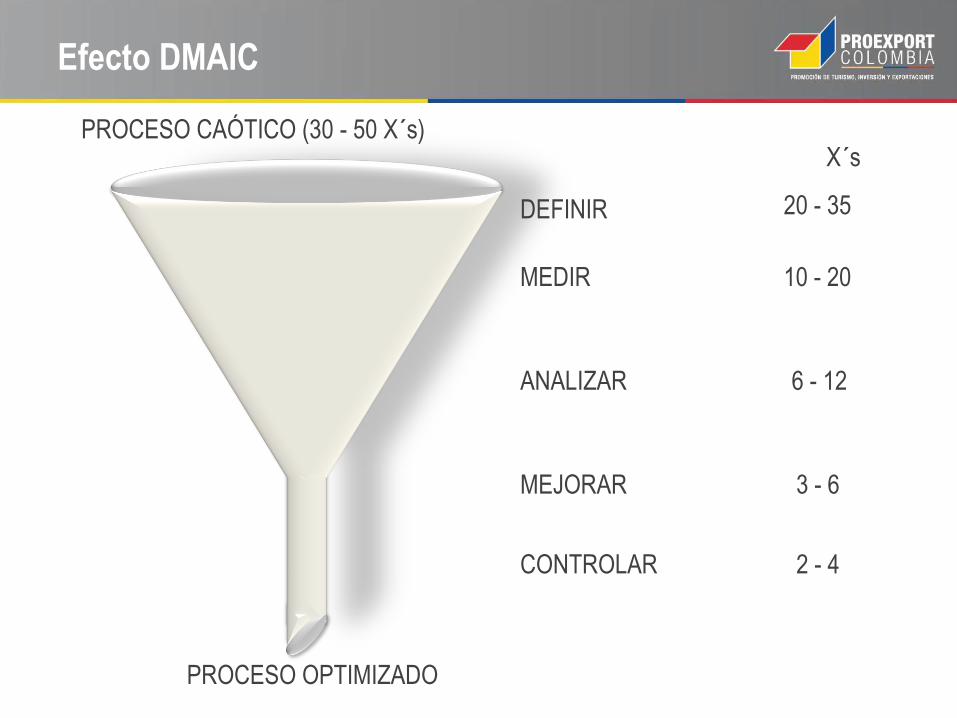
Efecto DMAIC
PROCESO CAÓTICO (30 - 50 X´s)
DEFINIR
MEDIR
ANALIZAR
MEJORAR
CONTROLAR
PROCESO OPTIMIZADO
X´s
20 - 35
10 - 20
6 - 12
3 - 6
2 - 4
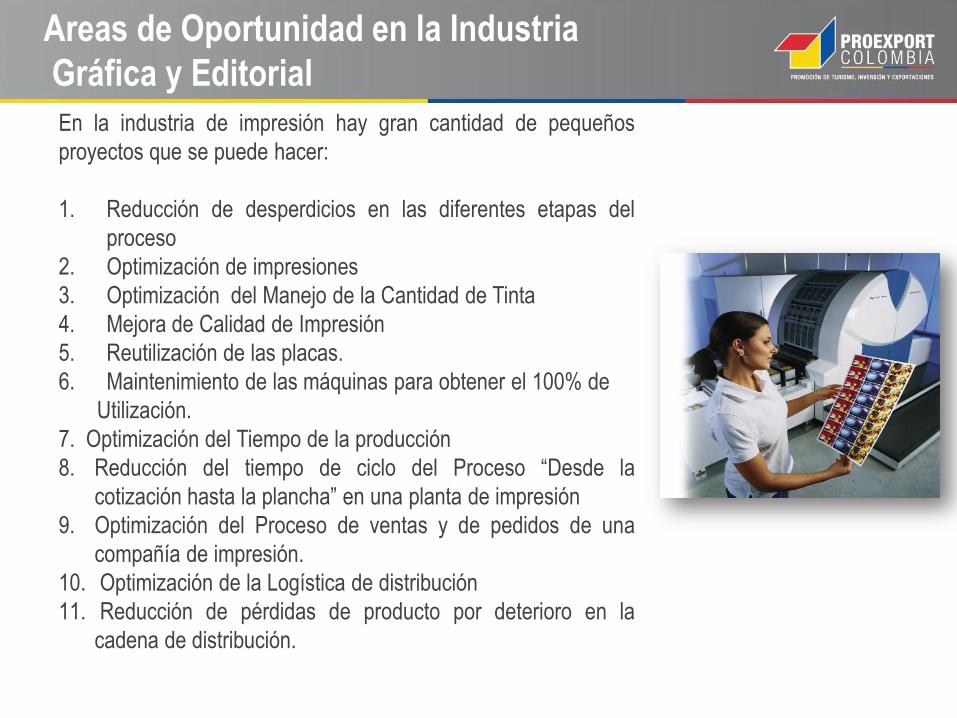
Areas de Oportunidad en la Industria
Gráfica y Editorial
En la industria de impresión hay gran cantidad de pequeños
proyectos que se puede hacer:
1. Reducción de desperdicios en las diferentes etapas del
proceso
2. Optimización de impresiones
3. Optimización del Manejo de la Cantidad de Tinta
4. Mejora de Calidad de Impresión
5. Reutilización de las placas.
6. Maintenimiento de las máquinas para obtener el 100% de
Utilización.
7. Optimización del Tiempo de la producción
8. Reducción del tiempo de ciclo del Proceso “Desde la
cotización hasta la plancha” en una planta de impresión
9. Optimización del Proceso de ventas y de pedidos de una
compañía de impresión.
10. Optimización de la Logística de distribución
11. Reducción de pérdidas de producto por deterioro en la
cadena de distribución.

Algunas Empresas y Casos de 6 Sigma en empresas
de la Industria
Dentro de las empresas de la industria en el mundo que han implementado 6
sigma están
1. Alcan
2. Quebecor
3. 3 M
4. Presstek
5. Surtidora Grafica SA de CV.
6. TV Lab 911
"Presstek is an advocate of lean manufacturing. It incorporates lean principles in its
equipment manufacturing and six sigma in its plate manufacturing processes.
“We also have some major initiatives now in place for inventory reduction,
pushing back into our supply chain using lean,” Mr. Degon says

6 Sigma Proceso Offset
Descripción del problema
Como se había mencionado en el Capítulo II, el volumen de
reprocesos en el departamento de Offset de la empresa Surtidora
Gráfica S.A. de C.V. se había incrementado en los últimos 4 años
(Ver figura 1.13), lo cual se traducía en pérdidas económicas
considerables.
El cliente directo de este impreso, es American Express Cía., y los
clientes indirectos son los tarjetahabientes de American Express.
Conclusiones:
El diseño experimental propuesto permitió determinar las
condiciones óptimas de los factores, y al realizar la corrida
confirmatoria se comprobó que estuvo cerca de lo pronosticado.
De este modo, para determinar el verdadero impacto de esta
propuesta se monitoreo el proceso durante un mes trabajando bajo
las condiciones establecidas, lo cual permitió comprobar que
durante el proceso de impresión de la O.T. 9263 Folleto:
Promoción tarjeta Gold Credit Card se obtuvo una reducción a 1.33
PPM defectuosas, que propició el aumento en la capacidad real
del proceso a corto plazo (2.55) y largo plazo (2.18), el incremento
a 4.70 sigmas y por consiguiente la disminución de los costos
asociados a penalizaciones y reprocesos en $18,664.00, el cual
proyectado a un año se puede traducir en un ahorro de
$31,597.72.
Fuente: Tesis Aplicación de Seis Sigma en Surtidora Gráfica S.A. de
C.V. www.sepi.upiicsa.ipn.mx/tesis/340.pdf.

Planeación
Estratégica del
Proyecto
ix igma ix igma Procesos de Clase Mundial
ix igma ix igma Procesos de Clase Mundial
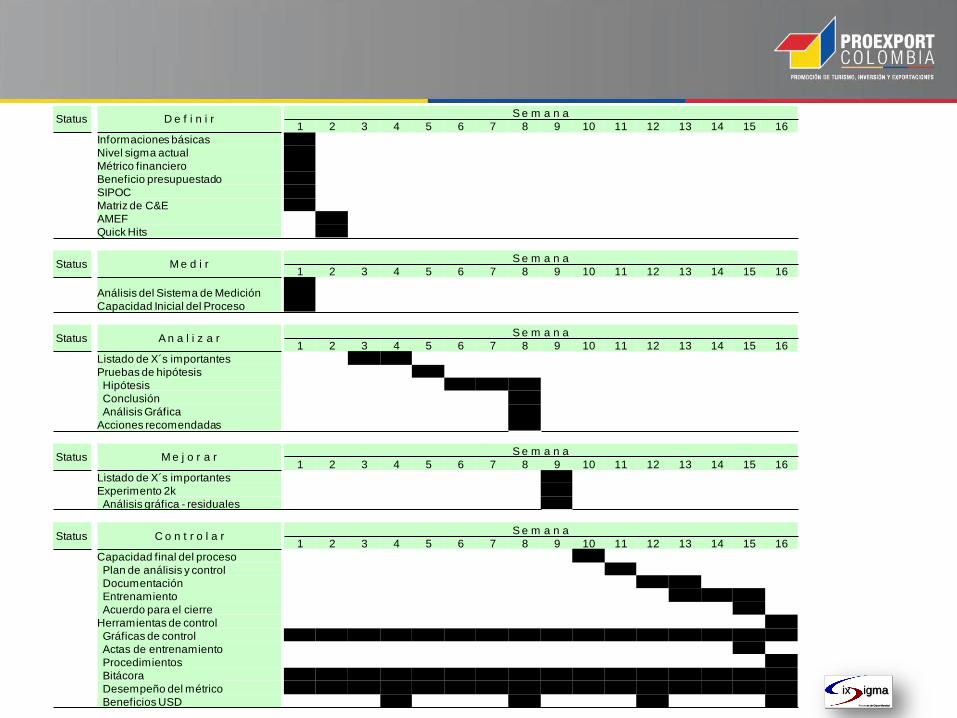
Status D e f i n i rS e m a n a
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Informaciones básicas X
Nivel sigma actual X
Métrico financiero X
Beneficio presupuestado X
SIPOC X
Matriz de C&E X
AMEF X
Quick Hits x
Status M e d i rS e m a n a
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Análisis del Sistema de Medición X
Capacidad Inicial del Proceso x
Status A n a l i z a rS e m a n a
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Listado de X´s importantes X X
Pruebas de hipótesis X
Hipótesis X X X
Conclusión X
Análisis Gráfica X
Acciones recomendadas X
Status M e j o r a rS e m a n a
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Listado de X´s importantes X
Experimento 2k X
Análisis gráfica - residuales X
Status C o n t r o l a rS e m a n a
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Capacidad final del proceso X
Plan de análisis y control X
Documentación X X
Entrenamiento X X X
Acuerdo para el cierre X
Herramientas de control X
Gráficas de control X X X X X X X X X X X X X X X X
Actas de entrenamiento X
Procedimientos X
Bitácora X X X X X X X X X X X X X X X X
Desempeño del métrico x x x x x x x x x x x x x x x x
Beneficios USD x x x x

Roles y
Responsabilidades
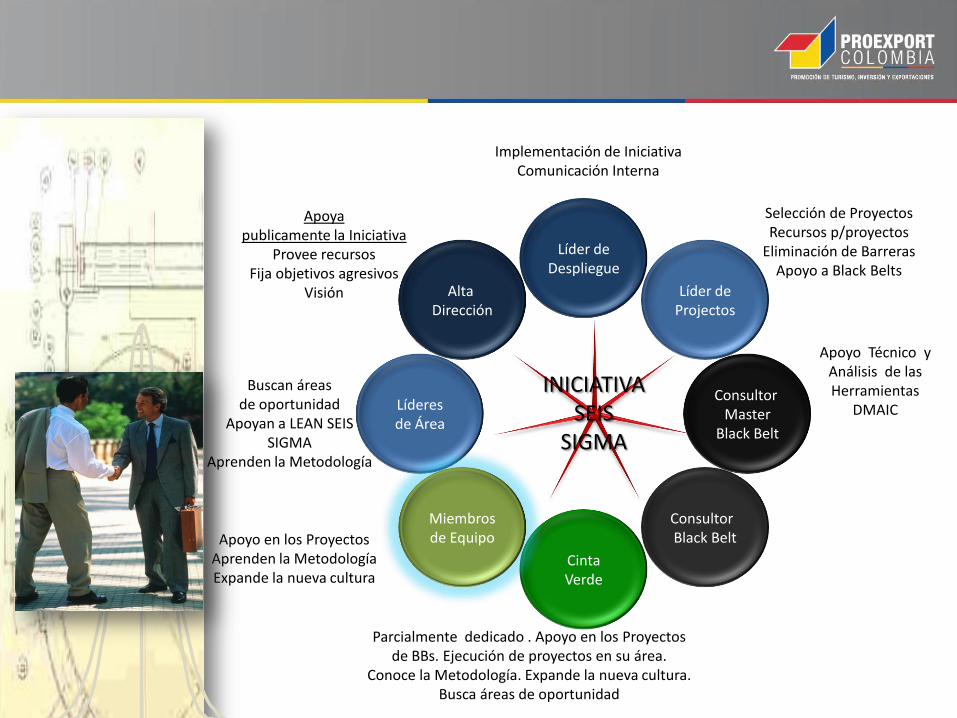
INICIATIVASEIS
SIGMA
Líder deDespliegue
Líderesde Área
Alta Dirección
CintaVerde
Miembrosde Equipo
ConsultorMaster
Black Belt
Líder deProjectos
ConsultorBlack Belt
Implementación de IniciativaComunicación Interna
Selección de ProyectosRecursos p/proyectos
Eliminación de BarrerasApoyo a Black Belts
Apoyo Técnico y Análisis de lasHerramientas
DMAIC
Apoyo en los ProyectosAprenden la MetodologíaExpande la nueva cultura
Parcialmente dedicado . Apoyo en los Proyectosde BBs. Ejecución de proyectos en su área.
Conoce la Metodología. Expande la nueva cultura. Busca áreas de oportunidad
Apoyapublicamente la Iniciativa
Provee recursosFija objetivos agresivos
Visión
Buscan áreasde oportunidad
Apoyan a LEAN SEIS SIGMA
Aprenden la Metodología
Selección del equipo de Trabajo

Estrategia de
Comunicaciones
Plan de Comunicación
Es muy importante que la organización diseñe:
a) Un plan de divulgación interna de
1. La metodología a desarrollar (Para lo que se puede valer de campañas de
expectativa y posicionamiento de la metodología enfocando al mejor personal
de la empresa – “Participar es un premio” -)
2. Un plan de mercadeo externo con el que se informa a clientes, y competidores
los resultados obtenidos con la metodología. Normalmente puede hacerse a
través de un video promocional.
b) Un Programa de Reconocimiento y Metas
1. La Organización puede a través de programas y campañas estimulantes retar a
sus funcionarios a lograr el objetivo de la implementación.
Herramientas de Comunicación
Camisas con logo L6
Sigma
Chaquetas con logo
L6 Sigma
Video Promocional
Resultados L6 Sigma
Campaña
Expectativa
L6 Sigma
Campaña de
Motivación Interna -
Metas
Certificación de
Capacitación y
Resultados
L6 Sigma

Indicadores
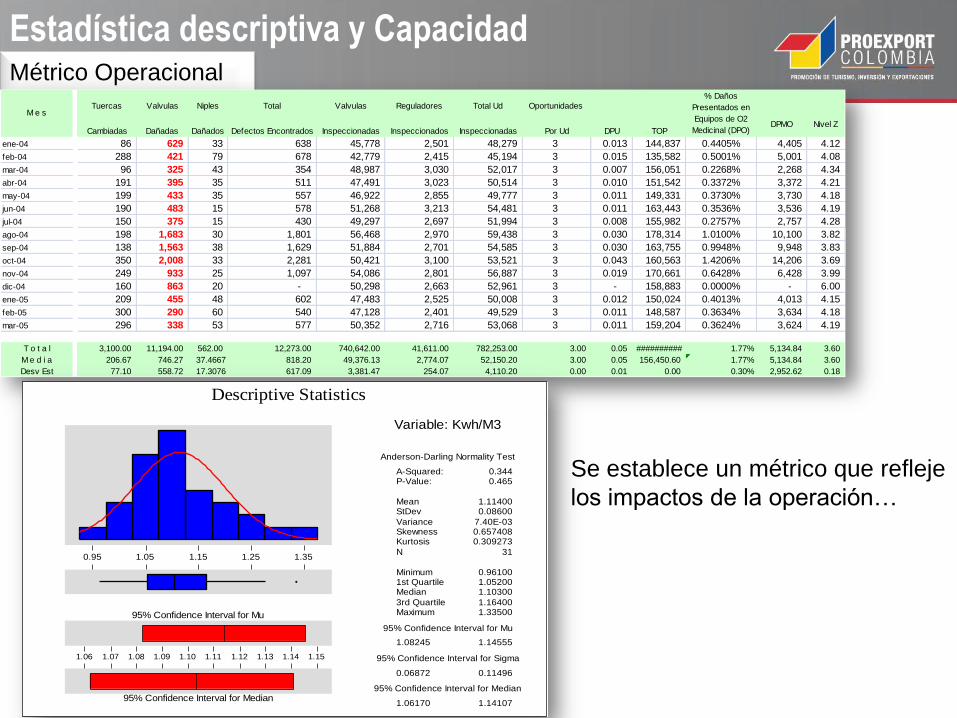
Estadística descriptiva y CapacidadMétrico Operacional
Tuercas Valvulas Niples Total Valvulas Reguladores Total Ud Oportunidades
Cambiadas Dañadas Dañados Defectos Encontrados Inspeccionadas Inspeccionados Inspeccionadas Por Ud DPU TOPDPMO Nivel Z
ene-04 86 629 33 638 45,778 2,501 48,279 3 0.013 144,837 0.4405% 4,405 4.12
feb-04 288 421 79 678 42,779 2,415 45,194 3 0.015 135,582 0.5001% 5,001 4.08
mar-04 96 325 43 354 48,987 3,030 52,017 3 0.007 156,051 0.2268% 2,268 4.34
abr-04 191 395 35 511 47,491 3,023 50,514 3 0.010 151,542 0.3372% 3,372 4.21
may-04 199 433 35 557 46,922 2,855 49,777 3 0.011 149,331 0.3730% 3,730 4.18
jun-04 190 483 15 578 51,268 3,213 54,481 3 0.011 163,443 0.3536% 3,536 4.19
jul-04 150 375 15 430 49,297 2,697 51,994 3 0.008 155,982 0.2757% 2,757 4.28
ago-04 198 1,683 30 1,801 56,468 2,970 59,438 3 0.030 178,314 1.0100% 10,100 3.82
sep-04 138 1,563 38 1,629 51,884 2,701 54,585 3 0.030 163,755 0.9948% 9,948 3.83
oct-04 350 2,008 33 2,281 50,421 3,100 53,521 3 0.043 160,563 1.4206% 14,206 3.69
nov-04 249 933 25 1,097 54,086 2,801 56,887 3 0.019 170,661 0.6428% 6,428 3.99
dic-04 160 863 20 - 50,298 2,663 52,961 3 - 158,883 0.0000% - 6.00
ene-05 209 455 48 602 47,483 2,525 50,008 3 0.012 150,024 0.4013% 4,013 4.15
feb-05 300 290 60 540 47,128 2,401 49,529 3 0.011 148,587 0.3634% 3,634 4.18
mar-05 296 338 53 577 50,352 2,716 53,068 3 0.011 159,204 0.3624% 3,624 4.19
T o t a l 3,100.00 11,194.00 562.00 12,273.00 740,642.00 41,611.00 782,253.00 3.00 0.05 ########## 1.77% 5,134.84 3.60
M e d i a 206.67 746.27 37.4667 818.20 49,376.13 2,774.07 52,150.20 3.00 0.05 156,450.60 1.77% 5,134.84 3.60
Desv Est 77.10 558.72 17.3076 617.09 3,381.47 254.07 4,110.20 0.00 0.01 0.00 0.30% 2,952.62 0.18
% Daños
Presentados en
Equipos de O2
Medicinal (DPO)
M e s
1.351.251.151.050.95
95% Confidence Interval for Mu
1.151.141.131.121.111.101.091.081.071.06
95% Confidence Interval for Median
Variable: Kwh/M3
1.06170
0.06872
1.08245
Maximum3rd Quartile
Median1st QuartileMinimum
N
KurtosisSkewnessVariance
StDevMean
P-Value:A-Squared:
1.14107
0.11496
1.14555
1.335001.16400
1.103001.052000.96100
31
0.3092730.6574087.40E-03
0.086001.11400
0.4650.344
95% Confidence Interval for Median
95% Confidence Interval for Sigma
95% Confidence Interval for Mu
Anderson-Darling Normality Test
Descriptive Statistics
Se establece un métrico que refleje
los impactos de la operación…

Reporte de
Beneficios del
Proyecto
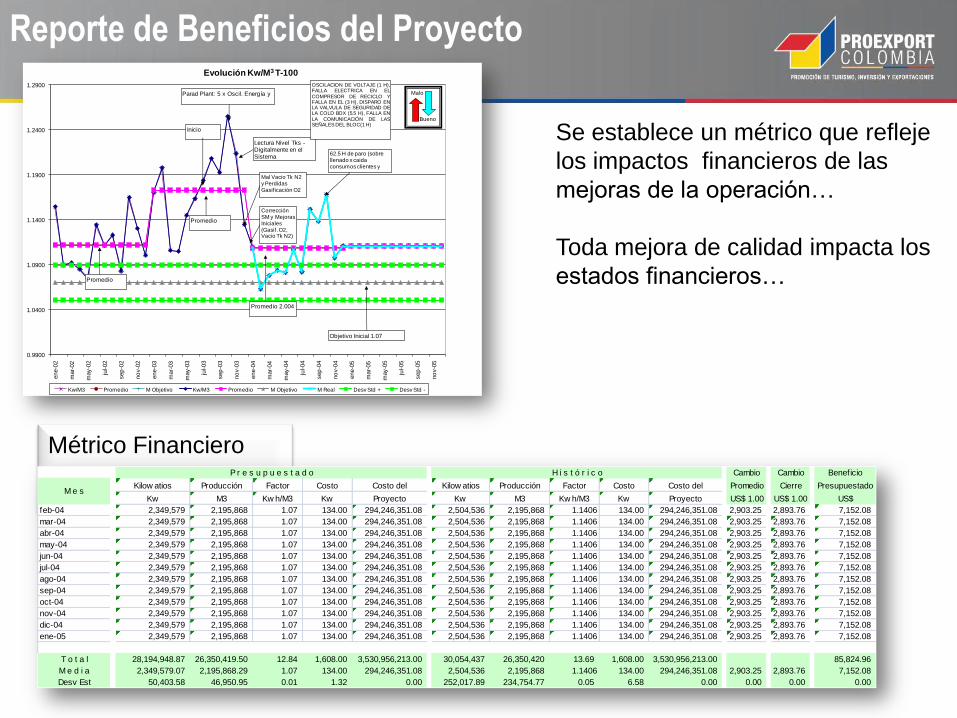
Reporte de Beneficios del Proyecto
Métrico FinancieroCambio Cambio Beneficio
Kilow atios Producción Factor Costo Costo del Kilow atios Producción Factor Costo Costo del Promedio Cierre Presupuestado
Kw M3 Kw h/M3 Kw Proyecto Kw M3 Kw h/M3 Kw Proyecto US$ 1.00 US$ 1.00 US$
feb-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
mar-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
abr-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
may-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
jun-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
jul-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
ago-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
sep-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
oct-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
nov-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
dic-04 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
ene-05 2,349,579 2,195,868 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
T o t a l 28,194,948.87 26,350,419.50 12.84 1,608.00 3,530,956,213.00 30,054,437 26,350,420 13.69 1,608.00 3,530,956,213.00 85,824.96
M e d i a 2,349,579.07 2,195,868.29 1.07 134.00 294,246,351.08 2,504,536 2,195,868 1.1406 134.00 294,246,351.08 2,903.25 2,893.76 7,152.08
Desv Est 50,403.58 46,950.95 0.01 1.32 0.00 252,017.89 234,754.77 0.05 6.58 0.00 0.00 0.00 0.00
H i s t ó r i c oP r e s u p u e s t a d o
M e s
0.9900
1.0400
1.0900
1.1400
1.1900
1.2400
1.2900
ene-0
2
mar-
02
may-0
2
jul-02
sep
-02
no
v-0
2
ene-0
3
mar-
03
may-0
3
jul-03
sep
-03
no
v-0
3
ene-0
4
mar-
04
may-0
4
jul-04
sep
-04
no
v-0
4
ene-0
5
mar-
05
may-0
5
jul-05
sep
-05
no
v-0
5
Evolución Kw/M3 T-100
Kw/M3 Promedio M Objetivo Kw/M3 Promedio M Objetivo M Real Desv Std + Desv Std -
Lectura Nivel Tks -Digitalmente en el Sistema
Inicio
Corrección SM y Mejoras Iniciales (Gasif. O2, Vacio Tk N2)
Objetivo Inicial 1.07
Parad Plant: 5 x Oscil. Energía y
Promedio
Promedio 2.004
OSCILACION DE VOLTAJE (1 H),FALLA ELECTRICA EN EL
COMPRESOR DE RECICLO YFALLA EN EL (3 H), DISPARO ENLA VALVULA DE SEGURIDAD DELA COLD BOX (5.5 H), FALLA EN
LA COMUNICACIÓN DE LASSEÑALES DEL BLOC(1 H)
Promedio
Mal Vacio Tk N2 y Perdidas Gasificación O2
62.5 H de paro (sobre llenado x caida consumos clientes y
Bueno
Malo
Se establece un métrico que refleje
los impactos financieros de las
mejoras de la operación…
Toda mejora de calidad impacta los
estados financieros…
Ejercicio y Estrategia de
Despliegue

L6Sigma – Ejercicio Parte 1
¿Cuál es el proceso más crítico que tiene tu compañía?
¿Cuántos errores se presentan al mes?
¿Cuál es el porcentaje de defectos del proceso?
¿Cuántos DPMOs muestra el proceso?
¿Cuál es el nivel sigma (Z) del proceso?
Si el proceso fuera 6s y, asumiendo que en el futuro seguiríamos
haciendo la misma cantidad de bienes / servicios, ¿cuántos años
pasarían para que un un bien /servicio defectuoso?

L6Sigma – Ejercicio Parte 2
¿Entonces puedo saber cuál es el nivel Sigma (Z) de mi proceso,
ahora…?
¿Necesito permanentemente un asesor para determinar el nivel
Sigma de un proceso?
¿Puedo calcular ahora el impacto financero en mi compañía?

ESTRATEGIA DE DESPLIUEGUE
Diagnóstico y Definición de la
estrategia de despliegue de
6 Sigma
Plan de Capacitación6Sigma en desarrollo
del PROYECTO PILOTO
Desarrollo del PROYECTO PILOTO
Req. Personal
Req. Administrativos
Req. Financieros
Liderazgo Desarrollo Herramientas 6S
Reuniones de Control de Indicadores KPI´s
Retroalimentación
HábilidadesMatemáticas
Gestión y Valores
Selección estrategia
Def. Criterios selección aspirantes a
los Cursos
Ev. Necesidades formación en 6S por
área
Def. Objetivos Estratégicos
Proceso Controlado
Def. áreas y procesos críticos y su impacto
financiero
Def. Méticos(Operacional y
Financiero) KPI’s
Inclusión de Indicadores en
BSC
Optimización de Resultados
Todo Problema
es Una
Oportunidad de
Mejora…
Gracias por su atención!
Contamos con su compromiso… para alcanzar el éxito
y el beneficio de su empresa…

MARIO ALEJANDRO
QUINTERO
Consultores en Finanzas y
Productividad
Cel: (57) 318 707 0991