Fallos en los equipos de la industria petroquimica
97
www.monografias.com Causas de fallas en equipos estático de refinería de petróleo Petrox S.A. 1. Objetivos 2. Introducción 3. Descripción general de los equipos 4. Componentes de los equipos 5. Condiciones causantes de deterioro o falla 6. Consecuencias del deterioro o falla 7. Mantención de los equipos 8. Historial de fallas 9. Conclusiones 10. Glosario 11. Bibliografía 12. Anexo "A" Corrosión localizada 13. Anexo "B" Normas referidas al tema OBJETIVOS El presente trabajo tiene como objetivo determinar causas y consecuencias de las fallas en los equipos estáticos de la refinería de petróleo Petrox S.A. para lo cual se utilizarán los métodos de recopilación bibliográfica actualmente existentes en la mantención predictiva de la refinería. Métodos de detección y análisis y métodos de inspección. El método de recopilación fue desarrollado con mayor profundidad que los de análisis e inspección, ya que se tuvo la posibilidad de desarrollarlo dentro de los plazos de realización de éste trabajo y lograr resultados aceptados por las normas. A nuestro entender, se logra tener una clara idea de los fenómenos que llevan a las causas y consecuencias de las fallas, logrando una correcta interpretación de los síntomas que presentan los equipos estáticos, aportando así, una herramienta más para el nuevo concepto de "confiabilidad" de los equipos para la planta.
-
Upload
alejandro-miralles-roldan -
Category
Documents
-
view
440 -
download
2
description
Fallos en los equipos de la industria petroquimica
Transcript of Fallos en los equipos de la industria petroquimica

www.monografias.com
Causas de fallas en equipos estático de refinería de petróleo Petrox S.A.
1. Objetivos 2. Introducción 3. Descripción general de los equipos 4. Componentes de los equipos 5. Condiciones causantes de deterioro o falla 6. Consecuencias del deterioro o falla 7. Mantención de los equipos 8. Historial de fallas 9. Conclusiones 10. Glosario 11. Bibliografía 12. Anexo "A" Corrosión localizada 13. Anexo "B" Normas referidas al tema
OBJETIVOSEl presente trabajo tiene como objetivo determinar causas y consecuencias de las fallas
en los equipos estáticos de la refinería de petróleo Petrox S.A. para lo cual se utilizarán los métodos de recopilación bibliográfica actualmente existentes en la mantención predictiva de la refinería. Métodos de detección y análisis y métodos de inspección.
El método de recopilación fue desarrollado con mayor profundidad que los de análisis e inspección, ya que se tuvo la posibilidad de desarrollarlo dentro de los plazos de realización de éste trabajo y lograr resultados aceptados por las normas.
A nuestro entender, se logra tener una clara idea de los fenómenos que llevan a las causas y consecuencias de las fallas, logrando una correcta interpretación de los síntomas que presentan los equipos estáticos, aportando así, una herramienta más para el nuevo concepto de "confiabilidad" de los equipos para la planta.

CAPITULO IINTRODUCCION
1.1 ALCANCES DEL ESTUDIO.El estudio será desarrollado para la refinería de petróleo PETROX S.A. y se enmarca
dentro de la necesidad de establecer un aumento en la confiabilidad y disponibilidad de los Equipos estáticos, en los variados procesos de refinación.1.2 DESCRIPCIÓN GENERAL DE LA EMPRESA.
Petrox S.A. Refinería de Petróleo es una empresa perteneciente al grupo de la empresa nacional del petróleo de Chile, ENAP, en operaciones desde el 29 de Julio de 1966, desarrolla sus actividades en la comuna de Talcahuano, VIII región del Bío - Bío Chile y se encuentra ubicada a 8 kilómetros del puerto de san Vicente, con el cual se comunica a través de 5 oleoductos, donde tiene terminales marítimos de descarga de petróleo crudo, y cargamento de combustibles refinados.
Las actividades de la empresa consisten, básicamente, en la adquisición de petróleo crudo, refinación, venta y transporte de productos derivados del petróleo, como combustibles y productos petroquímicos para la fabricación de plásticos. Su capacidad de refinación en la actualidad es de 20 mil metros cúbicos al día
Petrox abastece al 40% del mercado nacional, destacando su participación en los mercados internos de hidrocarburos como los petróleos combustibles, el gas licuado, las Gasolina y el petróleo diesel, comercializando sus productos a través de compañías distribuidoras y mediante la venta directa a clientes importantes.
Esta empresa cuenta para su proceso con dos unidades de destilación primarias, dos de vacío, una de Visbreaker, una de Hidrocraking, una de Craking catalítico, una de deformación catalítica, Coker, Azufre, Sulfhidrato y una de suministro, que provee a los anteriores de agua de refrigeración, vapor y electricidad.
Además de una planta de Etileno, estanques de almacenamiento, terminal marítimo para la descarga de productos. 1.2.1 Misión y Visión de La Empresa.
Misión: "Satisfacer las necesidades crecientes de hidrocarburos en forma confiable, eficiente y rentable, manteniendo el liderazgo en desarrollo del recurso humano y preservación del medio ambiente. Visión: “ Petrox S.A. se proyecta como una empresa que, dentro del marco fijado por el Holding ENAP, crece y se diversifica, alcanzando niveles de competitividad y eficiencia internacional, cumpliendo con los estándares internacionales de calidad y protección ambiental.
En el negocio de la refinación, la empresa realiza inversiones para mejorar el ajuste a las nuevas especificaciones de los combustibles y aumentar sus volúmenes de producción, satisfaciendo la demanda creciente del mercado.
El crecimiento diversificado lo realiza, utilizando en forma cada vez más intensa sus recursos y desarrollando el área petroquímica. Promueve en la VIII región un polo de desarrollo productivo y comercial, que contribuirá a la generación de riqueza, al desarrollo equitativo y a la descentralización efectiva del país.”1.2.2 Petrox S.A. Refinería De Petróleo.
Inicialmente formó parte de la Empresa Nacional del Petróleo (ENAP). En 1981 se estructura el Holding de ENAP compuesto por 4 empresas, cada una con responsabilidad jurídica propia, estas son:
ENAP como matriz Refinería de Petróleo CONCON S.A. (RPC) PETROX S.A. Refinería de Petróleo Empresa Almacenadora de Combustible Ltda.

CAPITULO I: "INTRODUCCIÓN"
PETROX S.A., se constituye en una sociedad anónima, donde ENAP es el principal accionista. 1.2.3 Desarrollo Estratégico De Petrox S.A.
Por definición Petrox S.A. es una empresa estatal, cuya misión es "Satisfacer las necesidades cambiantes del mercado en materia de hidrocarburos, en forma confiable, eficiente y rentable, promoviendo su crecimiento y diversificación a través de un desarrollo tecnológico, humano y sobre todo de preservación del medio ambiente, con recursos propios o asociados con terceros del sector privado”.
Para responder a lo anterior, existe un plan de desarrollo inserto en la política de propiedad y crecimiento de la empresa, entendiendo como tal, “el establecimiento de los caminos para concretar la opción de crecimiento con rentabilidad”, dando viabilidad al siguiente objetivo definido por la Gerencia de Petrox S.A.
Comprar, vender, importar hidrocarburos y en especial, petróleo crudo y sus derivados, además de refinarlos, comercializarlos, transformarlos y prestar servicios para su transporte y almacenamiento.1.3 ABASTECIMIENTO DE MATERIA PRIMA
Petrox recibe directamente desde Argentina, a través del Oleoducto Estenssoro-Pedrals, cerca del 78% del crudo que procesa. Esto le permite contar con una fuente segura y económicamente más conveniente de petróleo. El 22% restante de esta materia prima llega a la refinería por barco, a través del Terminal Marítimo de San Vicente - Talcahuano (VIII Región).
Tabla N°1 "Abastecimiento de Materia Prima".PAÍS ABASTECIMIENTO (%)
Argentina (Neuquén) 78Ecuador 10
Venezuela 7Otros 5
1.4 PROCESO DE REFINACIÓNEl petróleo crudo no es utilizable por sí mismo. El proceso de valorización es producto
del refino, de donde resultan, por centenares, los productos acabados y las materias químicas más diversas. Esta función está destinada a las refinerías, industria petrolífera, bisagra que articula la actividad petrolera propiamente tal de exploración y producción, con la actividad de almacenamiento, venta y distribución.
El petróleo crudo llega a las refinerías y es almacenado en grandes estanques para regular uniformemente la cantidad que ha de ser tratada, según las capacidades de las instalaciones y las necesidades del mercado.
El principio básico que se emplea en la refinación del petróleo crudo es la destilación, es decir, calentar el petróleo en una caldera y hacerlo pasar hirviendo por altas torres, donde la temperatura en las partes superiores se mantiene más baja que en el fondo.
Este proceso de refinación es continuo, es decir, el petróleo se bombea permanentemente a la caldera, y los productos son ininterrumpidamente extraídos de las torres. Esto se repite en varias plantas de refinería, para conseguir los productos requeridos de los crudos que se dispone. Otras plantas se usan para el tratamiento químico de los productos, para quitarles el color y el olor no deseados y la producción de aceites lubricantes.
2

CAPITULO I: "INTRODUCCIÓN"
Fig.1 "Esquema del Proceso"
Consideremos la mezcla de hidrocarburos que componen el petróleo crudo y podremos deducir que, por regla general, mientras más liviano sea, es más volátil y, por tanto, más bajo su punto de ebullición. Esta es la razón por la que el grupo de hidrocarburos de la gasolina hierve a menor temperatura que el gasoil, y así sucesivamente. Son estas diferencias las que facilitan la selección de los diferentes grupo o fracciones.
Los vapores escapan en forma de burbujas a través de las válvulas en los platos o bandejas situadas a distintas alturas en las torres, mientras que el líquido, más frío, cae continuamente desde la parte superior. Los vapores pasan a través de los platos por medio de orificios guarnecidos de cilindros abiertos, cubiertos por "casquetes de burbujeo", cuya forma es la de una cubierta invertida y cuyos bordes no tocan el piso, obligando a los vapores a pasar burbujeando a través del líquido que se acumula sobre cada plato en los distintos pisos.
Una condensación y redestilación progresiva ocurren en cada piso o "bandeja", como son llamados. La gasolina sale en forma de vapor de la parte superior de la torre,
El kerosene es retirado de una bandeja más abajo y el petróleo diesel, mucho más abajo. Estas fracciones son enfriadas y almacenadas en pequeños estanques especiales. El petróleo que no ha podido elaborarse fluye de la base de la torre en forma de residuo negro.
Así, en la torre de fraccionamiento, tiene lugar el primer paso de la separación de los hidrocarburos contenidos en el petróleo crudo; luego sigue una cantidad de operaciones de purificación de las sustancias obtenidas y separación de otras nuevas.
Existen otras plantas de proceso que cumplen funciones complementarias a la destilación primaria y que permiten un mejor aprovechamiento de los residuos e hidrocarburos primarios que se destilan en esta primera etapa.
En la Figura 1. Se muestra un esquema del proceso de refinación del petróleo. Planta de Topping o Destilación Atmosférica:En la torre de Topping de la unidad de destilación atmosférica tiene lugar, mediante vaporización flash y fraccionario, la separación del petróleo crudo en gasolina, nafta, kerosene, diesel, gas oíl virgen y crudo reducido. Unidad de vacío:Su función es preparar una carga de alimentación adecuada para la unidad de cracking catalítico, mediante el fraccionamiento del crudo reducido al vacío para evitar la coquifilación de estos productos. Planta de cracking catalítico:El proceso de craking catalítico fluidizado convierte hidrocarburos pesados en productos más livianos de mayor valor. En este caso, se efectúa un rompimiento de las moléculas de
3

CAPITULO I: "INTRODUCCIÓN"
cadena larga, que constituyen el gasoil de vacío en presencia de un catalizador, a altas temperaturas, pero a presión un poco superior a la atmosférica. Planta de reformación catalítica:Es un proceso destinado a convertir naftas de bajo octanaje en gasolinas o reformatos de alto número de octanos. Planta de recuperación de livianos y tratamiento:
Está diseñada para recuperar el propano y el butano de diferentes secciones de la refinería. Los productos de esta planta son gasolina, estabilizada de craking, propano, butano y gas de refinería que se quema en los hornos. Planta de alquilación:
En técnica petrolera, alquilación es la combinación química entre una isoparafina (isobutano) y una olefina (butileno) para formar hidrocarburos isómeros (isooctano) que destilan en el rango de la gasolina que, por su alto número de octano, sirven como base para preparar gasolina de diferentes octanajes. Planta de visbreaking:
La función de esta unidad es reducir la viscosidad del pitch proveniente de la torre de vacío, con el objeto de agregarle menos diesel para producir petróleos combustibles. La reducción de viscosidad se obtiene mediante un cracking térmico moderado del pitch (brea, alquitrán). Planta de etileno:
Partiendo de subproductos gaseosos de la refinería, etano, propano, butano, gas, gasolina natural y petróleo crudo, se prepara industrialmente el etileno, que constituyen una materia básica en la fabricación de gran número de productos petroquímicos de interés industrial.
1.4.1 Productos Derivados Del Petróleo.Actualmente, ENAP suministra al mercado los siguientes productos:
Combustibles
Gasolina de 93 octano Gasolina de 95 octano Gasolina de 97 octano Gasolina de aviación 100/130 Kerosene doméstico Kerosene de aviación ASTM A-1 (Jet A-1) Petróleo Diesel Nº 2 D Petróleo Diesel Grado A2Petróleo Diesel CiudadGas natural Gas licuado de petróleo (GLP)
Productos industrialesGasolina Blanca Aguarrás MineralXileno Industrial Solvente Minería Solvente 4 Solvente 10 Petróleo Combustible Nº 5 Petróleo Combustible Nº 6 IFO 180 Pitch Asfáltico
4

CAPITULO I: "INTRODUCCIÓN"
Nafta Liviana Azufre
Productos petroquímicos
EtilenoPolietilenoPolietileno de baja densidadPropilenoPolipropilenoPolipropileno de alta densidad
1.5 ESTRUCTURA ORGANICA DE PETROX S.A.
5

CAPITULO I: "INTRODUCCIÓN" 6

CAPITULO IIDESCRIPCION GENERAL DE LOS EQUIPOS
2.1 HORNOS.Los hornos son equipos industriales en los que se entrega el calor generado por la
oxidación de un combustible a una carga de crudo que circula por dentro de unos tubos de una manera similar a una caldera.
Los primeros hornos empleados en la industria petrolera se inspiraron en las calderas cilíndricas horizontales de destilación de alcohol y licores, que se calentaban por las llamas de un hogar, con una muy mala transmisión de calor, y que producían un fuerte depósito de Coque por la descomposición del crudo, dañándose por el recalentamiento de la porción del cilindro que estaba directamente expuesto a las llamas en el hogar, lo que limitaba su vida útil a solamente unas semanas.
La instalación de "tubos de humos" que se atravesaban al cuerpo cilíndrico en dirección de su eje, como en ciertos tipos de calderas, mejoró notablemente su operación, incrementando a la vez su capacidad.
Estos Hornos eran de funcionamiento discontinuo, debiendo descargarse y limpiarse antes de recibir una nueva carga de crudo. La operación continua, indispensable en las grandes refinerías, sólo era posible haciendo trabajar una batería de alambiques en serie, de modo que cada uno calentara el liquido traspasado del anterior, en una diferencia de temperatura relativamente pequeña. El trabajo en gran escala, por este sistema, requería entonces de grandes instalaciones, que ocupaban mucho espacio y que eran de difícil control.
La elaboración de crudos emulsificados con mucho agua, que producían abundante espuma, llevó a intentar en pequeña escala el empleo de hornos tubulares, en los que el crudo circulaba por un serpentín calentado directamente por las llamas del hogar. El éxito obtenido condujo a instalaciones cada vez mayores, generándose así el Horno tubular característico de la industria actual.
Aceleró este cambio la introducción de los procesos de Cracking térmico, que exigió el uso de equipos que pudieran resistir mayores presiones y altas temperaturas que las utilizadas hasta entonces. La respuesta lógica del problema la constituyeron los Hornos tubulares con la consiguiente reducción de espacio y de personal y la facilidad de control inherente a su empleo.
Cuando se construyeron los primeros Hornos de este tipo, no se apreciaba el importante papel que en ellos desempeñaba la transferencia de calor por convección, de modo que sólo se aprovechaba el calor transmitido por radiación. Con el nuevo diseño, los tubos próximos a las llamas absorbían calor tan rápidamente que se producían grandes cantidades de Coque que los obstruían parcial o completamente, en cambio los tubos ubicados lejos de los quemadores absorbían tan poco calor que su aprovechamiento era muy malo.
Una costosa experiencia demostró que la eliminación de los primeros tubos muy calientes no hacía más que agravar la situación porque se recalentaban los siguientes. Finalmente, una mejor comprensión de las leyes de la transmisión de calor y el hecho de que la mayor parte de la superficie de los tubos debían recibirlo por radiación y no por convección, condujo a los diseñadores a las formas actuales.
En un Horno se distinguen dos secciones de calentamiento, claramente diferenciadas, una sección de radiación y una sección de convección, según cual sea la forma de calentamiento predominante, como transición entre ambas, existe comúnmente una pantalla de radiación (Shield), constituida por unos pocos tubos colocados antes de la sección de convección, que reciben calor tanto por radiación como por convección.
En la sección de radiación, los tubos no se colocan nunca en el camino de las llamas, sino lateralmente, en las paredes, techo y/o piso de la cámara de combustión. El volumen de ésta no es de fundamental importancia en lo que se refiere al proceso mismo de la combustión, pero es necesario darles ciertas dimensiones mínimas para lograr una buena distribución de la

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
energía radiante. Generalmente se usa una sola fila de tubos, a veces dos y a lo más tres, por el efecto de pantalla de las filas más próximas a los quemadores.
En la sección de convección, las filas de tubos más próximas a la cámara de combustión también absorben calor por radiación, especialmente la primera fila y por esta razón los tubos de esta fila (pantalla de radiación) son los más expuestos a percances.
Para efectuar y controlar la combustión, los Hornos están provistos de quemadores con sus respectivos registros de aire, de un dámper para regular el tiraje dentro del Horno y de una cámara de combustión o caja de fuego, que es el espacio donde se produce la combustión.
Para que haya una adecuada circulación de aire, los Hornos deben ser herméticos, permitiendo la entrada de aire sólo a través de los registros especialmente diseñados para este objeto. La hermeticidad la da la estructura del Horno, formada por las vigas que le confieren la resistencia mecánica necesaria para su rigidez y por planchas de acero soldadas entre sí que unen estas vigas. La superficie o manto normalmente se denomina casing.
Protege el casing del calor proveniente desde el interior, una cubierta de material aislante adosada a él con la ayuda de pequeñas mallas o clips de acero inoxidable. Esta cubierta aislante no debe permitir el paso de gases de combustión hacia el casing, por lo que no debe tener grietas y no debe estar separada o desprendida de él.
Una capa de pintura de aluminio, aplicada sobre una capa de pintura antióxido protege el casing del medio ambiente. Esta pintura soporta hasta 250ºC.
Las partes más calientes del casing están recubiertas con una pintura de aluminio con silicona, que soporta hasta 500ºC.
Tanto en el diseño como en la operación de los Hornos, se tiene siempre presente la tendencia del crudo, o de sus productos, a descomponerse formando coque que se deposita en las paredes interiores de los tubos.
Al formarse coque no sólo se dificulta el flujo y por lo tanto, la capacidad del equipo, sino también disminuye enormemente la transmisión del calor, por lo aislante del coque. La temperatura de los tubos aumenta, lo que rápidamente disminuye su resistencia. Por esto se instalan termocuplas de metal, que permiten medir la temperatura de la superficie exterior de los tubos, la cual no debe exceder nunca de ciertos parámetros o valores máximos que dependen de la presión de trabajo y de la naturaleza del metal de los tubos.
Los Hornos modernos se pueden dividir, de acuerdo a su empleo, en tres clases:A) Hornos en los cuales sólo se desea calentar el material con el objeto de destilarlo, sin
que se pretenda producir su descomposición o cracking. En ellos, el efecto destructivo del tiempo de calentamiento, tan importante en el cracking, se trata de reducir al mínimo compatible con la temperatura que es necesario alcanzar. Ejemplo de este tipo de Horno es el de crudo.
B) Aquellos en que, además del calentamiento, se desean una descomposición química de los productos por un elevado nivel térmico. Este tipo se diseña para dar el máximo efecto "temperatura - tiempo" a las altas temperaturas de operación en unidades de cracking de destilados livianos, en las que no se utiliza una cámara de reacción. Se construye de modo que se obtenga una sección de reacción en el Horno mismo, donde se produce muy poco o ningún aumento de temperatura.
C) Los Hornos en que se desea obtener sólo una descomposición parcial del producto, efectuándose el resto en una cámara de reacción, generalmente no calentada exteriormente. Estos Hornos son de diseño y construcción más difíciles, porque se tratan en ellos productos que muchas veces son extraordinariamente sensibles a las variaciones de las condiciones en que se efectúa el cracking. Se construyen para un efecto "temperatura - tiempo" que permita una temperatura de salida que asegure el funcionamiento efectivo de las cámaras de reacción, sin una descomposición excesiva en el Horno y el consiguiente deposito de coque en los tubos.
8

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
Fig. Nº2 "Hornos de Petrox".Cualquiera que sea el tipo de Horno empleado, se trata siempre de lograr la máxima
absorción de calor compatible con el servicio que se pretende lograr. Desde este punto de vista, entre el gas y el fuel oíl como combustible, es preferible emplear el primero tanto como sea posible, porque las llamas de fuel oíl irradian muy intensamente y tienden, por lo tanto, a causar recalentamientos locales.2.2 TORRES DE REFINACION.2.2.1 El Proceso de Destilación.
La destilación es un proceso que se usa para separar una mezcla de líquidos en sus componentes individuales. Aunque las mezclas pueden ser de más de dos componentes, en este caso nos referiremos únicamente a la mezcla de dos componentes.
Para hacer una separación por destilación, es fundamental que los componentes de las mezclas tengan puntos de ebullición diferentes. Entre más grande la diferencia entre los puntos de ebullición, más puro los productos de la destilación.
9

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
Fig.Nº3 "Ilustración gráfica de la destilación"
10
C1C
B
A
X4X3X2X1X
T
T1
T3
T2
0 10 20 30 40 50 60 70 80 90 100100 90 80 70 60 50 40 30 20 10 0
COMPOSICIÓN DE LA MEZCLA% BENCENO%TOLUENO
80
84
82
88
86
90
92
94
96
98
100
102
104
106
108
110 Pto. Ebullición del Tolueno puro
Línea de Liquido
Línea deVapor
Pto. Ebullición del Benceno Puro
A1
B1

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
Fig. Nº4 "Calderines de Destilación"
La figura Nº3, es un diagrama de la temperatura y composición para mezclas de benceno y tolueno. La línea inferior se llama línea del liquido. Es una gráfica de la temperatura a la cual hierven varias mezclas de benceno y tolueno. Hay que notar en la línea que el tolueno puro hierve a 110,4ºC y el benceno puro a 80ºC. Las mezclas de benceno y tolueno hierven a temperaturas intermedias entre estos dos puntos. El punto de ebullición varía según la composición y aumenta cuando el porcentaje de tolueno es mayor en la mezcla.
La línea superior se llama línea de vapor y es una gráfica de las temperaturas mínimas en que la mezcla de tolueno y benceno pueden permanecer como vapor. Si una composición en estado gaseoso se enfría a una temperatura más baja que su punto correspondiente en la línea de vapor, la mezcla comienza a condensarse. Los puntos de condensación del tolueno y el
11
Liquido
Vapor
A
B
C

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
benceno puros son los mismos puntos de ebullición. Pero los puntos de condensación para las mezclas de ambos están también situados entre los puntos de condensación del benceno y tolueno puro y aumentan en valor con el aumento de porcentaje de tolueno en el vapor. Se debe notar que la temperatura en la cual cualquier mezcla hierve es más baja que la temperatura a la cual principia a condensarse.
Cuando una mezcla de benceno y tolueno hierve, el vapor que se forma tiene una composición diferente (porcentaje de ambos) que la mezcla que lo formó. El vapor que se forma siempre tiene una concentración más alta del componente más volátil (benceno) que el liquido que está hirviendo.
Una mezcla de 30% de benceno y 70% de tolueno representada por "X", figura Nº3, hierve a 98,4ºC. Esto se determina trazando una línea vertical desde X para interceptar la línea del liquido (A) y luego trazando una línea horizontal a la escala de la temperatura hasta obtener la intersección "T". El vapor que sale inicialmente de este liquido cuando empieza a hervir tendrá una composición de 51% de benceno y 49% de tolueno, representada por el punto X1. Esta composición se determina continuando la línea horizontal desde T hasta A hasta interceptar la línea de vapor en A1 y luego verticalmente a X1. El vapor entonces, es mucho más rico en el componente más volátil, benceno, que en el liquido.
Si el liquido de composición X1 se calienta hasta 92ºC, comienza a hervir. El punto de ebullición se determina trazando una línea vertical de X1 a la línea de liquido, al punto "B" y luego horizontalmente a la escala de temperatura T1. El vapor que sale inicialmente de este liquido cuando comience a hervir tendrá una composición de 72% de benceno y 28% de tolueno. Esto se determina continuando la línea horizontal de T1 a B, hasta B1 en la línea de vapor y luego verticalmente hasta X2.
Repitiendo este proceso se llega al punto en que el resultado es benceno puro. En cada caso, solamente una porción pequeña del vapor producido se saca hacia el paso siguiente, pues como el vapor que sale inicialmente es rico en benceno, deja un liquido que es rico en tolueno que a su vez produce un vapor más rico en tolueno que el vapor inicial. Si todo el liquido se evapora, el vapor tendrá la composición original del liquido.
La figura Nº4 es una serie de calderines con conexiones para el liquido y el vapor. Supongamos que el calderín "A" contiene una mezcla de tolueno y benceno de composición "X" en la figura Nº3; el calderín "B", un liquido de composición X1; el calderín "C" un liquido de composición X2; etc. Si el calderín A se calienta y el liquido hierve a una temperatura "T", el vapor que va al calderín B tendrá la misma composición que el liquido en B. El vapor que entra al calderín B se mezcla con el liquido y se produce un intercambio de calor, produciendo un vapor de composición X2. Este vapor se mezcla con el liquido de la misma composición en el calderín C y es más rico en benceno que el vapor que entra al calderín B.
El liquido en B se seguiría enriqueciendo en tolueno sucesivamente, si no fuera porque el liquido con alto porcentaje de benceno le está entrando continuamente de calderín C. El liquido en el calderín B se mantiene a una composición constante, como en los otros calderines. Con suficientes calderines conectados en serie es posible obtener benceno puro en el calderín más alto y tolueno puro en el calderín más bajo. Esta es la manera en la cual están construidas las Torres de destilación.2.2.2 Funcionamiento de una Torre Refinadora.
La torre de refinación o destilación, es un tubo vertical que contiene una serie de platos o bandejas cuyo propósito es mezclar el liquido y el vapor de una manera similar a la descrita con los calderines.
La figura Nº5 y Nº5.1, muestra las partes esenciales de una Torre de destilación. La alimentación entra continuamente sobre una de las bandejas intermedias, llamada bandeja o plato de alimentación. El vapor que sale por la cúspide de la columna se condensa totalmente, desviándose una parte como reflujo y la otra se extrae continuamente como producto destilado.
12

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
También, de modo continuo, sale del fondo del hervidor una fracción empobrecida en el componente volátil y rica en el componente de baja volatilidad.
Las bandejas retienen una cantidad determinada de liquido. Continuamente llega a cada uno una corriente de liquido procedente del superior y otra de vapor que viene del inferior. Al mezclarse el vapor con el liquido éste hierve, con formación de un liquido y vapor en equilibrio. El vapor asciende a la bandeja superior y el liquido desciende a la inferior.
A lo largo de la columna hay una variación continua de la concentración de la mezcla. El vapor se concentra en el componente más volátil a medida que asciende y el liquido se concentra en el menos volátil al descender.
Los vapores que salen por la parte superior de la Torre de refinación se condensan y luego pasan a una bomba que se llama la bomba de reflujo. El líquido en la descarga de la bomba se divide en dos flujos, uno que es el destilado, el cual se remueve continuamente de la Torre y el otro que se llama el reflujo y que retorna de nuevo al extremo superior de la Torre. La cantidad de reflujo dividida por la cantidad de destilado por unidad de tiempo, se llama comúnmente "la relación de reflujo".
Toda separación por destilación tiene una relación de reflujo mínima por debajo de la cual es imposible refinar los componentes de la mezcla, aunque la Torre tenga un número muy grande de bandejas.
Un aumento en la relación de reflujo resulta en un aumento en la cantidad de vapor que se usa en el hervidor, agua en el condensador y diámetro de la Torre para obtener la misma cantidad de producto.
La disminución de la relación de reflujo resulta en un aumento en el numero de bandejas para efectuar la separación, o sea en una Torre mucho más alta y mas costosa.
Estas dos condiciones se balancean y se obtiene lo que se llama "reflujo óptimo", con el cual el costo de la producción del producto requerido es mínimo. Esto fija el numero de bandejas en la Torre y la relación de reflujo a la que hay que operarla.
Unas bandejas o platos extras en la Torre se agregan para asegurar una buena separación y para compensar por cambios bruscos en la operación de la Torre.
13
MEZCLA DEL PRODUCTO "A" DE BAJO PTO. DE EBULLICION Y DEL PRODUCTO "B" DE ALTO PTO. DE EBULLICION
COMPUESTO "B"(FONDOS)
COMPUESTO "A"(DESTILADO)
ACUMULA-DORDEREFLUJO
BOMBA DE REFLUJO
TORRE
CONDENSADOR
ENTRADA DE AGUA
VAPOR
SALIDADE AGUA
HERVIDOR LIQUIDO
VAPOR
ENTRADA DE ALIMENTACION

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
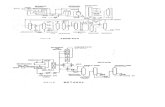
Fig. Nº5 "componentes generales de una Torre Atmosférica"
14

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
Fig. Nº5.1 "componentes generales de una Torre al Vacío"
2.2.3 Tipos de Torres de Refinación.Hay dos tipos de Torres de refinación que se usan en la industria, la Torre de relleno y
la Torre de bandejas o platos. La primera es la más simple de las dos y no corresponde a las Torres analizadas.A) Torres de Relleno.
La Torre de relleno es meramente un cilindro hueco que se llena con unas piezas de tamaños uniformes que se llaman empaque. El tipo de empaque más común es el anillo de Raschig que es un cilindro hueco de paredes delgadas que se hace generalmente de porcelana.
El líquido sale por el fondo de la Torre y pasa al hervidor donde es calentado y evaporado. Los vapores del hervidor entran a la Torre debajo del espacio lleno de empaque y sube por entre el empaque hacia la parte superior de la Torre.
15

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
El líquido que se va a separar entra a la Torre por un lado en la parte alta de ésta, cayendo dentro de un distribuidor, el distribuidor tiene una cantidad de tubos huecos cortados en sesgo.
Este tipo de Torres, tiene como ventajas, que es muy simple de construir y su costo inicial es bajo. Se pueden fabricar de material que resisten la corrosión así que se pueden utilizar para separar mezclas corrosivas. Es ideal para el trabajo en laboratorios y de plantas pilotos.
Sin embargo, posee desventajas como si se aumenta el diámetro y la altura de la torre, su eficiencia disminuye. Por esta razón no se usan para refinar grandes cantidades de líquidos. El máximo diámetro de estas Torres es de 30 pulgadas.B) Torre de Bandejas.
La construcción de una Torre de bandejas típica se muestra en la figura Nº6.Los varios tipos de Torres de bandejas difieren principalmente en el tipo de bandeja o
plato que se usa dentro de ellas. Las Torres con "copa de destilación" son las más comunes en la industria. Cuando están bien diseñadas trabajan bien, son eficientes y tienen la ventaja de que se pueden operar en un rango bastante amplio de capacidad.
Otro tipo de Torre que tiene platos menos complicados que los de copas de destilación son la de "platos perforados". Estos platos son hechos de una lamina de acero cortada para encajar dentro de la Torre y perforados de una cierta manera con huecos hasta de ½ pulgada de diámetro. Su funcionamiento es inconstante cuando se reduce el flujo de vapor por los huecos, por debajo de cierta cantidad. Si el flujo se reduce todavía más, el resultado es que una gran proporción del reflujo pasa derecho por los huecos y el plato pierde su efectividad. Esta es su principal desventaja.
Las Torres de platos perforados, sin embargo, tienen varias ventajas. Son más baratas de construir que las Torres de copas de destilación y son más eficientes que éstas bajo condiciones similares de operación con la misma distancia entre platos. La Torre de platos perforados es especialmente efectiva en los casos que hay que manejar altos volúmenes de líquido (alta relación de reflujo), pues no tienen las copas de destilación que ofrecen resistencia al flujo cruzado del liquido en el plato que resulta en una acumulación de líquido en la bandeja. Se usa mucho cuando se requiere una baja retención de líquido en la Torre, una baja resistencia al flujo de vapor por las bandejas y una alta eficiencia, tal como en la destilación bajo vacío. Estas características hacen la Torre de platos perforados ideal para manejar líquidos que tienen la tendencia a descomponerse cuando están expuestos al calor por largo tiempo.
Este tipo de Torres se pueden construir para que funcionen satisfactoriamente en los tamaños grandes donde las Torres de relleno son muy ineficientes.
16

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
Fig. Nº6 "Corte Longitudinal de una Torre de Bandejas"
Otro tipo de bandeja que son popular es la de válvulas de balastro, la cual se muestra en la figura Nº7. Sus ventajas principales son:i) Una eficiencia máxima a baja carga, lo que resulta en una mínima cantidad de material
fuera de grado producido durante el arranque de la Torre.ii) Alta eficiencia cuando funciona a una carga máxima cerca del punto de inundación.
17
ESPACIO POR DONDE BAJA EL LIQUIDOREPRESAS CON SUS SELLOS
COPAS DE DESTILACION
ENTRADA DE HOMBRES
PLATAFORMA Y ESCALERA
PLATO PARA ACUMULAR Y SACAR LIQUIDOCONECCION DE SALIDA DE LIQUIDO
SOPORTE DEL PLATO
PLATO PERFORADO
SOPORTES ESTRUCTURALES
BANDEJA DE DISCO
BANDEJA TIPO BUÑUELO
SOPORTE ESTRUCTURAL
HUECO DE INSPECCIÓN EN LA FALDA DE LA TORRE
ANILLO DE LA BASE

CAPITULO II: "DESCRIPCION GENERAL DE LOS EQUIPOS"
iii) Alta eficiencia a cargas medianas.iv) La combinación de baja perdida de presión a través de ellas y u alta eficiencia en los
sistemas de vacío resulta en una perdida de presión muy baja en estas Torres.v) Debido a su diseño, la parte movible no se adhiere fácilmente a la parte estacionaria y
por lo tanto no hay problema de que se peguen y se queden cerradas. Por esto son recomendadas en usos donde el líquido que está siendo destilado no es muy limpio.
Fig. Nº7 "Bandeja o Plato de Destilación con Válvulas Tipo Ballastro, Represa y Bajante"
18
Fig. Nº5 "Corte Longitudinal Torre de Destilación"
ABIERTA CERRADA
VÁLVULAS DE TIPO BALLASTRO

CAPITULO IIICOMPONENTES DE LOS EQUIPOS
3.1 COMPONENTES DE LOS HORNOS.A) CASING.
También llamado manto o superficie exterior del Horno, está constituido por planchas de acero al carbono, por lo general ASTM A-238 de ¼” (6,35 mm) de espesor y están protegidas del medio ambiente por capas de pintura de aluminio con silicona, sin aplicación de antióxido, que soporta hasta 500ºC. También son componentes del Casing las mirillas de observación y puertas de inspección que facilitan la entrada del personal al interior del Horno.B) GUIAS Y SOPORTES.
Las guías y soportes, varían su diseño y material de fabricación, dependiendo éstos del tipo del Horno y al medio a que están expuestos durante su operación. Estos por lo general van unidos al Casing. Su función principal es evitar desplazamientos laterales por vibraciones producidas por el paso del crudo a través del interior de los tubos. Tienen un largo de 380 mm y un diámetro de 40mm. Son de acero refractario A297 Gr HT. Sus propiedades mecánicas son:
Tracción = 70.000 psi mínimo.Pto. Fluencia = 40.000 psi mínimo.Alargamiento = 10 % en 2".Dureza = 180 BHN hasta 200 BHN con tratamiento.
C) CAPA AISLANTE Y REFRACTARIOS.Los hornos están recubiertos en su parte interior por una capa aislante, que tiene como
función evitar la pérdida de calor hacia el ambiente, y proteger el casing tanto de la alta temperatura como de la corrosión que generan los gases de combustión al enfriarse.
En general, la aislación de un Horno está constituida por una capa de pasta antiácido adherida al casing, una capa de lana mineral y sobre ésta, una pared de ladrillos de arcilla. Estos ladrillos van sujetos al casing por medio de ganchos y están unidos entre sí por una pasta de mortero aislante especial, que a su vez se utiliza en una capa superficial que cubre la pared de ladrillos. En la zona de los techos y de las chimeneas, las capas son remplazadas por concreto refractario o por concreto aislante, que va adosados al casing por un sistema diferente de soportación.
La humedad que permanece aún después de fraguado el Horno, es eliminada subiendo lentamente la temperatura, evitando que se endurezca solo la parte superficial de la pared más cercana a la fuente de calor, lo que impediría el paso de vapores a través de ella, presionando el ladrillo o el concreto que, al romperse, desprenderse o agrietarse, permitiría el paso de los gases de combustión, produciendo calentamiento locales en el casing.
En la actualidad, la pared de ladrillos aislante está siendo reemplazada por seis capas de lana cerámica de diferente densidad, que soportan temperaturas hasta de 3200ºF (1760ºC) y que están sujetas al casing mediante clips metálicos, cuyas temperaturas de trabajo oscilan entre 2000º y 2600ºF (1093º y 1427ºC).
Este sistema permite una mayor temperatura de trabajo y su instalación es más simple y rápida.
En cuanto a los pisos de los Hornos, están además recubiertos por una capa de ladrillos refractarios y de este mismo material son los conos de radiación de los quemadores.
En la zona de convección existen algunas corridas de ladrillo sobresalientes de la pared, que sirven para guiar el paso de los gases de combustión.D) TUBOS.
Los tubos de los Hornos son fabricados de acero al carbono o de aleaciones de acero con cromo o molibdeno. En las secciones de convección se utilizan de preferencia los primeros, pero en las secciones de radiación son de aceros especiales, dado que el acero al carbono no resiste temperaturas próximas al rojo vivo (600ºC) si que se produzca una reducción de su resistencia. Por otra parte, los aceros especiales son resistentes a la corrosión, especialmente

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
los aceros al cromo que, con la adición de un pequeño porcentaje de molibdeno, pueden soportar temperaturas muy altas sin pérdidas de sus propiedades mecánicas.
Los tubos son los portadores de la carga al horno, la que viene de otras fuentes de calor que han aumentado su temperatura hasta cierto punto, para salir desde el Horno a la temperatura requerida.
Los tubos de la zona de radiación absorben calor como rayos de energía, pasando en línea directa desde la llama; en la pantalla o techo de radiación reciben calor por radiación y por convección, en tanto que en la zona de convección absorben calor, en su mayor parte, de los gases de combustión calientes que fluyen desde la caja de fuego hacia la chimenea.
La resistencia mecánica del metal de los tubos se reduce violentamente al exponer a los tubos a temperaturas extraordinariamente altas. De ahí que se fijen temperaturas máximas de metales en las operación de los Hornos y que sea de tanta importancia el control de las llamas de los quemadores para evitar calentamientos locales por choque de aquellas en los tubos. Estas altas temperaturas, junto con afectar al material de los tubos, producen la formación de coque en su interior impidiendo una eficiente transmisión de calor, con la consecuente pérdida de carga en el flujo y una mayor temperatura en el hogar, dada la condición aislante del coque.
Los tubos en los Hornos horizontales están conectados en los extremos por medio de codos de retorno de 180º soldados y desmontables, denominados cabezales, los cuales posibilitan su inspección; estos se han ido modificando en sus diseños, siendo de cabezales no desmontables, soldados a los tubos en los extremos, al igual que en los Hornos verticales.
En aquellos Hornos que poseen zona de convección, los tubos de esta zona están provistos de aletas, con el fin de conseguir una superficie mayor de absorción de calor. Aplicada adecuadamente, esta superficie aumenta en forma considerable la transferencia de calor y es muy conveniente si la metalurgia de la aleta es la adecuada para el nivel de temperatura que debe soportar.
Se estima que el espaciamiento ideal entre aletas es una distancia igual a la altura de éstas, adoptando una configuración tal que posibilite un fácil acceso del gas caliente a su superficie. Este mejoramiento de la transferencia de calor se debe además a otro factor, asociado más bien a la radiación que a la convección. Los extremos esteriores de las aletas entregan su calor al tubo por conducción, lo que requiere que la parte de la aleta más distante del tubo esté a una temperatura mayor que la superficie a la cual está unida. En esta condición se produce radiación desde el extremo de la aleta a la superficie del tubo en considerable cantidad, a pesar de la diferencia de temperatura relativamente pequeña. Si las aletas están más espaciadas, hay menos potencial de radiación porque el área para la recepción de la energía radiante está restringida por el efecto de la sombra originada por las aletas.
Tabla Nº2 "Dimensionamiento de los Tubos"
Numero de
Ubicación Díametro
Espesor
Material Largo Superficie
Rango de Absorción
Temp. Máxima
Tubos Externo ( plg ) ( ft ) Expuesta
Absorción Total ( BTU/hr
)
de Operación
( ºC )( plg ) ( ft2 ) ( BTU hr/ft2
)Sección Sch
40Ac.
Carbono120 de 5,563 0,258 A-106-62 T 17 14.000 2.080 29,1 E6 500
Convección
Gr. B
Sección Sch 40
Ac. Carbono
20

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
8 de 5,563 0,258 A-106- 62 T 17 935 3.240 3,03 E6 500(vapor) Convecci
ónGr. B
Sección Sch 40
Ac. A-335- 65
36 de 5,563 0,258 Gr. P5 (5% Cr ;
17 840 9.550 8 E6 620
Convección
0,5% Mo)
Sección Sch 40
Ac. A-335- 65
64 de 5,563 0,258 Gr. P5 (5% Cr ;
44 4.230 12.000 50,7 E6 620
Radiación 0,5% Mo)
El excesivo espaciamiento entre aletas impide, por otra parte, que éstas cumplan plenamente su objetivo. Al estar demasiado espaciadas tienden a formar sus propias áreas de turbulencia que estimulan el entrampamiento del material mineral aislante proveniente del quemado del combustible.
Por el contrario, cuando están demasiado juntas no se produce esta deposición de sólidos entre ellas porque se origina una restricción del flujo de gases calientes a través de los espacios que separan una de otra, pero no absorben la cantidad de calor de diseño y en consecuencia, no constituyen una adecuada fuente de recuperación de calor de los gases.E) TERMOCUPLAS.
Las termocuplas van soldadas a las paredes de los tubos, para poder controlar la temperatura del metal de los tubos, evitando que se exceda la temperatura máxima permisible. La termocupla esta constituida por dos alambres de diferente metal, unidos en un extremo. Debido a las diferencias de temperatura, un material se carga positivamente y el otro negativamente, generándose de este modo un voltaje. Este varía de acuerdo con las variaciones de temperatura de la junta, por lo cual un aumento en el voltaje es indicación de un aumento de temperatura del metal del tubo; estos aumentos son captados y almacenados por un computador, siendo de vital importancia esta información, para así poder detectar cualquier aumento de temperatura superior a lo normal.F) QUEMADORES.
Un quemador es un dispositivo construido en metal refractario que acepta cantidades especificas de aire y combustible, mezclándolos en la forma más homogénea posible, para permitir el quemado de este combustible mediante procesos químicos exotérmicos estables.
El quemador es la principal fuente de energía para establecer condiciones satisfactorias del movimiento de los gases en un Horno. Además de suministrar energía inercial para este movimiento, el quemador debe también ser capaz de entregar una satisfactoria difusión del calor a los gases, sin dañar los tubos o las áreas de transferencia de calor. Su función es dar calor al producto que fluye por los tubos, en forma uniforme, a fin de obtener un perfil estable de temperatura. Debe poseer capacidad para dispersar el calor a la atmósfera gaseosa del Horno; es la capacidad relativa para dispersar este calor, lo que decide el uso de un determinado quemador para un Horno específico. Ningún elemento en el diseño básico del Horno es más importante que la elección de quemadores adecuados para el servicio que se va a realizar con el combustible disponible.
Con respecto a la ubicación de los quemadores, es posible que en la mayoría de los casos, es más económico instalar quemadores laterales, porque no es necesario incurrir en gastos para levantar el Horno con el fin de proporcionar más espacio. Sin embargo, cuando los quemadores están en la pared, la primera reducción de costo se obtiene a expensas de un
21

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
menor rendimiento. Con iguales condiciones limitantes, la combustión en un Horno es de un 25% más activa con quemadores en el piso. esto se debe a:
Mejor uso de volumen de combustión. Mejor distribución de calor. Mejor control del calor y una combustión más uniforme en todas las áreas de los tubos.
Por otra parte, en cualquier sistema de combustión, la operación será más eficiente cuando se usa una cantidad relativamente grande de quemadores pequeños, en lugar de lo contrario. La capacidad de los quemadores para dispersar el calor a la atmósfera del Horno, será proporcional a la cantidad de quemadores utilizados.
La combustión se produce cuando el combustible es mezclado con el aire y es encendido. Las partes de admisión de aire en el quemador pueden ser; un registro de aire para el aire secundario, una puerta controlable que lo provee de aire primario o medios regulables para la entrada de aire terciario.
En la industria del petróleo se usan principalmente dos tipos de quemadores, estos son: Quemadores de Fuel Gas. Quemadores combinados de Fuel Oíl y Fuel Gas.
En la actualidad, se ha incorporado como mejora en los combustibles para los quemadores, casi en un 100 por ciento, el gas natural, con buenos resultados en los deterioros de estos mismos. Todos los quemadores disponen de un piloto de Fuel gas, que tiene por función mantener una llama constante a la salida del combustible del quemador para que, ante un eventual corte de combustible, pueda ser reencendido inmediatamente y no se acumule aquel en la cámara de combustión, produciendo una mezcla explosiva en ella.
Los quemadores se encienden una vez que ha sido encendido su piloto.3.2 COMPONENTES DE LAS TORRES.A) EL EVAPORADOR.
La función del evaporador es evaporar el líquido que se quiere destilar y de esta manera suministrar vapor y calor al fondo de la torre, los cuales se necesitan para efectuar la separación. El evaporador puede estar en el fondo de la torre o puede ser un equipo diferente de la torre, el cual está conectado a la parte baja de la torre por medio de una línea para líquido y una línea para vapores.
Este último arreglo es el más común en la industria. Al evaporador se le llama calderín en una torre de destilación continua.B) LA TORRE.
La torre es el equipo en el cual se separan los componentes de la mezcla de líquidos. Las torres pueden ser de dos tipos: de bandejas y de relleno. La torre de bandejas tiene una serie de platos, colocados uno sobre otro a iguales distancias. La torre de relleno está llena de unas piezas pequeñas de metal, de cerámica o de plástico que se llaman empaque.
Dentro de la torre siempre existe una diferencia de temperatura entre la parte alta y la parte baja, ésta última siendo la más caliente. Por ésta razón, los vapores menos volátiles se condensan al subir por la torre y retornan de nuevo al fondo de la torre mientras que los vapores más volátiles (los que ebullen a la temperatura más baja) suben por la torre y salen por la parte alta por la línea de vapor.
Las substancias más volátiles que salen por lo alto de la torre se llaman los "topes de destilación", o el "material ligero" y las substancias menos volátiles que ebullen a una temperatura más alta de la torre se les llaman "fondos".C) EL CONDENSADOR Y EL ACUMULADOR.
El condensador es la tercera pieza en la torre de destilación. Su función es enfriar y condensar los vapores que salen de la parte alta de la torre. El líquido luego fluye al "acumulador de reflujo" que es un tanque donde se colecta el condensado para luego alimentarlo a la bomba de reflujo. Esta divide el condensado en dos partes, una que retorna a la
22

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
parte alta de la torre para que baje por dentro de ésta y condense las substancias menos volátiles y la otra que es el producto, al que se le llama "destilado".D) COLECTOR O BANDEJAS CHIMENEAS.
Es un colector que utiliza toda la sección de la torre y que permite el paso del vapor que asciende, mediante elevadores o raiser. Se utilizan cuando se desea contaminación mínima en el producto de fondo.
Comparadas con downcomer trapout, las bandejas chimenea proveen tiempo de residencia adicional y una mejor separación de líquido / vapor y eliminan el problema de goteo de los arreglos con downcomer trapout.E) MANHOLES.
La entrada hacia el interior de una torre de destilación es vía Manhole. Estos son colocados en la columna, en forma tal, que cada uno sirve de 10 a 20 bandejas. Los diámetros recomendables de Manhole varían entre 16 a 24 plg.
Cada vez que sea posible, deben orientarse en la misma dirección todos los Manhole. También es preferible que todos los Manhole enfrenten el sistema de acceso principal hacia la columna. Los Manhole alineados ocuparán un segmento del total de la circunferencia de la torre, el cual no debe ser ocupado por ninguna corrida de cañerías.
CAPITULO IV
CONDICIONES CAUSANTES DE DETERIORO O FALLA4.1 ASPECTOS GENERALES
Prácticamente todos los equipos de una refinería sufren deterioro como resultado de las condiciones a que se ven expuestos.
Bajo condiciones normales este deterioro es usual, pero no siempre gradual. Esto generalmente ocurre como perdida de metal y ocasionalmente como cambios estructurales o químicos en el metal que resultan sin perdida de material. Cuando el equipo está sometido a condiciones anormales el deterioro puede ser mucho más rápido. Las condiciones anormales pueden resultar de operaciones mal efectuadas, causadas por ejemplo, por fallas de instrumentos, agua en lugares que están normalmente secos y puede ser el resultado de incendios, terremotos o vientos muy fuertes.
Los equipos nuevos y materiales comprados para ser usados en una refinería son generalmente de acuerdo a especificaciones. Estas especificaciones tienen en cuenta las condiciones a las cuales los equipos operarán y son normalmente basadas en códigos y estándares aceptados y reconocidos.
Los equipos nuevos también son fabricados por la propia refinería o contratistas. El diseño y fabricación de esos equipos están, como regla, también basados en códigos y estándares ya aceptados.
Siendo la primera función de cualquier inspector, asegurarse que el equipo está libre para operar, es de la mayor importancia reconocer y estudiar las causa de las fallas. Los materiales nuevos y equipos comprados o fabricados en la refinería deben ser inspeccionados para determinar si cumplen o no con las (estándares) especificaciones y si no lo están deben ser rechazados o aceptados según criterio del inspector.
Los equipos en operación deben también ser inspeccionados periódicamente para establecer una medida proporcional del desgaste del metal, ya que esa variación determinará la frecuencia de las inspecciones y la predicción de la vida útil del equipo. Cuando el deterioro no va acompañado por pérdida del metal, ésta frecuentemente se muestra como una grieta difícil de reparar con soldadura. En estos casos un examen metalúrgico se requiere para determinar la causa exacta.
Para desarrollar un plan de inspección para equipos que operan a elevadas temperaturas (generalmente en el rango de 750º-1000ºF (400º - 540ºC), dependiendo de las
23

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
condiciones de operación y aleación), debe ser considerado lo siguiente para evaluar la vida útil restante:a. Deformación por desprendimiento y ruptura por tensión. b. El crecimiento de la fisura por el desprendimiento. c. El efecto del hidrógeno en el desprendimiento. d. La interacción del desprendimiento y la fatiga. e. Los posibles efectos metalúrgicos, incluso una reducción en la ductilidad.
Contaminantes en los fluidos manejados en los equipos de presión, como el azufre, el cloro, el ácido sulfúrico, hidrógeno, carbono, cianuros, ácidos, agua, u otras especies corrosivas pueden reaccionar con los metales y causar la corrosión. Son comunes, fluctuaciones de tensión significativas o cambios de ellas en las partes de los equipos, particularmente en los puntos de alta tensión secundaria. Si las tensiones son altas y los cambios de estas son frecuentes, puede ocurrir la falla de partes debido a la fatiga. Las fallas por fatiga en los equipos de presión también pueden ocurrir debido a las temperaturas cíclicas y los cambios de presión. En situaciones dónde se sueldan metales con coeficientes térmicos de expansión diferentes, pueden ambos resultar ser susceptibles a la fatiga térmica y algunas veces las grietas se inician cuando el equipo está parado y a temperatura ambiente.
En algunas operaciones se presentan múltiples condiciones causantes de deterioro, como la corrosión y la erosión. Cuando esto ocurre, la pérdida del espesor del metal es bastante más elevada que comparándolas en forma separada corrosión y erosión, en general la pérdida de metal tiene su tiempo. Puntuales informes de dichas pérdidas (desgastes) son muy relevantes para los cálculos de la vida útil de los equipos. La perdida de metal, por otra parte, no siempre es constante, pero está en función de ciertas variables como sal y sulfuro que contiene el petróleo crudo y las temperaturas de operación. Es esencial, por lo tanto, que el inspector esté siempre atento día a día de la operación de los equipos y así, él mantener sus informes a intervalos frecuentes.
Cuando un equipo es sometido a temperaturas más altas de las que fue diseñado, a menudo ocurren distorsiones y debido a que los metales se hace blandos a altas temperaturas, esas distorsiones pueden resultar en una falla en particular en los puntos de concentración de esfuerzos. Si la temperatura llega a ser excesiva, también pueden ocurrir en los metales cambios químicos y estructurales y llegar a ser un equipo debilitado. Dichos cambios a menudo ocurren como resultado de un incendio y cualquier equipo que ha sido expuesto al fuego debe considerarse debilitado.
A temperatura de congelamiento, el agua y algunos químicos manejados en los equipos pueden congelarse, causando roturas en cañerías y estanques. Este incidente es muy común en refinerías del norte de USA y Canadá.
Presiones excesivas rara vez contribuyen a la falla de un equipo bajo condiciones normales, porque casi siempre están protegidos por válvulas de seguridad. Fallas bajo estas condiciones pueden, por supuesto, ocurrir ante la presencia de una perdida excesiva de metal o grietas y ranuras que originan debilitamientos no detectados.
La mayoría de las fallas en los equipos por sobre presión ha sido por excesivas temperaturas del metal, llevadas a condiciones anormales. Incendios por ejemplo, en estos casos, aunque tengan válvula de seguridad, el metal puede llegar a ser tan débil que la falla ocurre a presiones bajo la abertura de la válvula de seguridad. La sobrecarga de los equipos es un problema de inspección poco frecuente. 4.2 CORROSIÓN
Es la destrucción o alteración gradual de un metal o aleación y de sus propiedades mecánicas causado por un ataque químico directo o por una reacción electroquímica.
Tipo, grado y velocidad de la corrosión dependen de las características de los fluidos cargados en los equipos. En este caso, es "crudo" que se hace circular por los serpentines de los hornos para calentarlo y enviarlo posteriormente a las torres de destilación.
24

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
Un porcentaje de la carga está formado por los ya denominados contaminantes, azufre, cloro, material sólido, etc. La cantidad de estos ácidos presentes determinan el grado y tipo de corrosión que tendrán los metales.
Es particularmente notoria la corrosión por el interior de los tubos en las partes en que se unen los tubos con los fittings. Esta corrosión es llamada "corrosión galvánica". Este tipo de ataque ocurre cuando dos metales distintos están en contacto en presencia de un medio electrolítico. La tendencia de los metales a corroerse dependerá de sus diferencias de potencial, que es la fuerza que impulsa la reacción de corrosión. Además, mientras mayor sea la conductividad del medio, mayor será la corrosión.
El mayor desgaste de los metales en este tipo de zonas se debe también a la erosión producida por la discontinuidad de pared en estos sectores. (la pared no es lisa).
Otros tipos de corrosión son las llamadas "corrosión por agrietamiento" y "corrosión por fatiga".
La corrosión por agrietamiento se define como el agrietamiento o fisura del material bajo los efectos combinados de los esfuerzos (estáticos), a los cuales están sometidos los elementos, y de la corrosión. Este tipo de corrosión no se percibe a simple vista.
En la corrosión por fatiga, el material se agrieta bajo la acción combinada de la corrosión y de los esfuerzos cíclicos.
Por otro lado, los combustibles quemados en los hornos para calentar la carga, son una mezcla de fuel oil y fuel gas. Cuando este combustible tiene un alto contenido de azufre, uno de los productos de combustión formados y depositados en las superficies exteriores de los tubos y en la pared interior del casing, es el sulfato de azufre. El sulfato es inofensivo durante los periodos de operación, pero cuando estos depósitos se dejan enfriar éste se torna altamente higroscópico y absorbe humedad del ambiente, produciéndose ácido sulfúrico que ataca todo metal con el cual toma contacto.
Esto es particularmente grave en las paredes de las cubiertas metálicas interiores de los equipos, las cuales se encuentran mas frías que el resto del equipo, depositándose el H2SO4 provocando graves daños por corrosión. Esta corrosión es altamente localizada, por puntos (pitting). Este tipo de corrosión es muy destructivo ya que con una mínima perdida de material se pueden producir agujeros por los cuales se producirán escapes o infiltraciones de productos no deseados. Favorece este tipo de ataque, lugares en donde se puede depositar y acumular el ácido (hendiduras, recovecos, etc.). La única manera segura de detectar éste tipo de corrosión es mediante inspección visual y con radiografías, e incluso para asegurarse, las superficies inspeccionadas deben estar limpias.
Cuando el combustible tiene un alto contenido de vanadio, los metales con temperaturas en el rango de 1200ºF - 1400ºF, están expuestos a un rápido ataque del pentóxido de vanadio (V2O5). El V2O5 se deposita sobre las superficies de metal caliente y causa fundiciones y derretimientos. Después que cierta cantidad se ha acumulado, esta se cae y el ciclo vuelve a comenzar.
Los daños provocados por V2O5 pueden resumirse en el siguiente listado: Grave daño metalúrgico cuando aumenta la temperatura. Daño del refractario, en los hornos, por formación de una capa de eutécticos en la
superficie que, con la temperatura critica, puede destruirlo. Como el V2O5 es el catalizador principal para la conversión del anhídrido sulfuroso,
SO2, en anhídrido sulfúrico, SO3, aumenta en gran medida la presión parcial del SO3 en los gases del horno, acelerando la corrosión por el azufre.
A través del análisis químico, independiente de su sofisticación, no se puede predecir cuantitativamente el grado de corrosión sin relacionarlos con los rangos de corrosión obtenidos en la refinería misma y la experiencia de los operadores. Con estos parámetros se podrían anticipar valores de corrosión.
25

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
También los metales sufren de "corrosión intergranular". En esta corrosión, el ataque se concentra en los bordes de los limites de grano, extendiéndose a través de ellos hasta inutilizar el material afectado, sin que haya una corrosión general apreciable.
Los materiales más frecuentemente afectados son los aceros inoxidables austeníticos, las aleaciones de alto contenido de níquel y aleaciones de aluminio.
En el caso de los aceros inoxidables austeníticos, parte del cromo se combina con el carbono para formar carburo de cromo, el cual es precipitado en los bordes de grano cuando la aleación se calienta o se enfría en el rango de 427ºC a 818ºC. La velocidad y grado de formación del carburo de cromo están en función del tiempo, temperatura y contenido de carbono. 4.2.1 Corrosión Tipo Herrumbre
La velocidad del flujo a través de los serpentines del horno o si se producen choques o golpes de fluido debido a los cambios de dirección, pueden causar erosión en los tubos y fittings, produciéndose lo que se denomina herrumbre. Este aumento excesivo en la velocidad puede ocurrir cuando la carga del horno es excesiva.
Actualmente, no existe un monitoreo de velocidades en los serpentines. El fluido debe tener una velocidad tal que el régimen sea turbulento para lograr una
optima transferencia de calor y evitar las coquificaciones. A medida que el fluido se va calentando en su paso a través del horno, se van
desprendiendo vapores por su ebullición. Este cambio de estado aumenta significativamente el volumen de la sustancia que escurre, con el consiguiente aumento en la rapidez del flujo. La velocidad de entrada varia entre 0.9 y 2 m/s, y la de salida llega a 20 m/s.
Los tubos también sufren erosión por su superficie exterior. Esta es producida por un choque directo de las llamas sobre los tubos y también por el roce mecánico entre los tubos y los soportes de estos. Este roce se debe a las constantes variaciones en las dilataciones de los tubos debido a las variaciones de temperaturas.
La erosión provocada por la humedad ambiental en los ladrillos y concretos ubicados en el exterior del horno pueden provocar que a la larga la humedad atmosférica ingrese al horno provocando agrietamientos, desmoronamientos, etc., en los refractarios y aislación interna, además que aumenta la formación de ácido sulfúrico, sobre todo cuando el horno se encuentra detenido por alguna razón. 4.2.2 Corrosión Bajo El Aislamiento
Las inspecciones exteriores de los sistemas de tuberías aislados deben incluir una revisión de la totalidad del conjunto como sistema de aislamiento por condiciones que podrían llevar a la corrosión bajo el aislamiento (CUI) y por los continuos signos de CUI (Corrosión Under Insulation). Los orígenes de la humedad pueden abarcar la lluvia, filtraciones de agua, condensación, e inundación de los sistemas. Las formas más comunes de CUI están localizadas en la corrosión de aceros al carbono y en la corrosión de cloruro que genera tensión agrietando los aceros inoxidables austeníticos.
Aquí se proporcionan las pautas identificando las potenciales áreas de CUI para la inspección. La magnitud de un programa de inspección del CUI puede variar, dependiendo de las situaciones climáticas locales, las zonas marítimas pueden requerir un programa muy activo; considerando que las zonas mediterráneas son más secas y frescas, estas pueden no necesitar un programa muy extenso.
Sistemas de Tuberías Aislados Susceptible a CUI. Ciertas áreas y tipos de sistemas de tuberías son potencialmente más susceptibles a
CUI, incluyendo lo siguiente: a. El Área expuesta a la llovizna del overspray de las torres de refrigeración. b. El Área expuesta a la emisión de escapes de vapores. c. El Área expuesta a la inundación de los sistemas.
26

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
d. Las Áreas sujetas a los derramamientos del proceso, ingreso de humedad y los vapores o gases ácidos.
e. Los sistemas de tubería de acero al Carbono, incluyendo aquéllas aisladas para protección del personal, operando entre 25ºF-250ºF (-4ºC~120ºC). CUI es particularmente agresivo donde se operan a estas temperaturas que causan la condensación frecuente y continua o reevaporación de la humedad atmosférica.
f. Los sistemas de tubería de acero al Carbono que normalmente operan en servicio sobre los 250ºF (120ºC) pero están en el servicio intermitentemente.
g. Perfiles y uniones que sobresalen de las tuberías aisladas y operan a una temperatura diferente que la temperatura de operación de la línea activa.
h. Los sistemas de tuberías de aceros inoxidables austeníticos que operan entre 150ºF-400ºF (65ºC - 204ºC). (Estos sistemas son susceptibles a las grietas de corrosión de cloruro por tensión.)
i. Sistemas de tuberías Vibrantes que tienen la tendencia de provocar daño al encamisado de aislamiento proporcionando un camino al ingreso del agua.
j. Los sistemas de tuberías del trazado de vapor que puedan experimentar goteras en el trazado, especialmente en las uniones de tubos bajo el aislamiento.
k. Los sistemas de tuberías con deterioró en el revestimiento y/o envolturas. - Situaciones Comunes en los Sistemas de Tuberías Susceptibles a CUI.
Las áreas de los sistemas de tuberías nombrados en el ítem anterior, pueden tener situaciones específicas dentro de ellos, que lo hacen más susceptible a CUI, incluyendo los siguientes: a. Toda las penetraciones o brechas en los sistemas de encamisado de aislamiento, como:
1. Perfiles (las aberturas, desagües, y otros artículos similares). 2. Soporte de la cañería y otros apoyos. 3. Las válvulas y uniones (superficie con aislamiento irregular). 4. Apernado del pedestal de la cañería. 5. Trazado de vapor que entuba las penetraciones.
b. La terminación del aislamiento en los flanges y otros componentes de las cañerías. c. Dañó o perdida del encamisado de aislamiento. d. Las junta del encamisado de aislamiento localizado en la superficie horizontal de la cañería o
sobreponer inadecuadamente el selló del encamisado de aislamiento. e. La Terminación del aislamiento en una cañería vertical. f. El calafateo se ha endurecido, se ha separado, o se ha perdido. g. Protuberancias o manchas en el sistema del encamisado de aislamiento o bandas perdidas.
(las protuberancias pueden indicar el aumento del efecto de la corrosión.) h. Los puntos bajos en los sistemas de cañerías que tienen una abertura conocida en el
sistema de aislamiento, incluyendo los puntos bajos en largos tramos de cañería sin apoyo. i. Flanges de acero con baja aleación de carbono, pernos, y otros componentes bajo el
material aislante en los sistemas de cañerías de alta aleación. Zonas dónde se ha tenido que remover los tapones de aislamiento para permitir las
dimensiones de espesor de cañería, la cañería aislada debe recibir una atención particular. Estos tapones deben reemplazarse rápidamente y deben ser sellados. Algunos tipos de tapones desmontables están comercialmente disponibles, que permiten la inspección e identificación de puntos de inspección para las referencias futuras.4.2.3 Falla Por Fatiga De Corrosión
Fatiga por corrosión es el término que se usa para describir el fenómeno de agrietaduras, incluyendo la iniciación y propagación, en materiales bajo las acciones combinadas de fluctuaciones, como fuerzas cíclicas en un ambiente corrosivo. Es reconocido que los daños de fatiga por corrosión, dependen principalmente de la interacción entre cargas metalúrgicas y los parámetros ambientales. Un ambiente agresivo usualmente tiene un efecto
27

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
nocivo en la vida de los materiales, produciendo daños en ciclos de pocas fuerzas, que los que podrían necesitarse en un ambiente inerte.
Es importante tener presente que la fatiga por corrosión involucra la acción de combinar las fuerzas cíclicas con las reacciones que se producirán durante estos espacios de tiempo, por ejemplo, en superficies de metal desnudos expuestos en un área con fatiga. La fatiga por corrosión no se ve necesariamente comprometida, si las fuerzas cíclicas y las expuestas en ambientes corrosivos son continuas o alternas. En los procesos microscópicos es donde se aprecia el inicio de grietas por fatiga, generada por la presencia de una substancia química agresiva la que produce el crecimiento de las grietas. Aun no se conoce por qué ocurre, pero los datos macroscópicos demuestran estos efectos.
En la fatiga por corrosión la magnitud de la carga cíclica y el número de veces que es aplicada no son solamente los únicos parámetros de carga crítica. El tiempo que depende del efecto del medio son también de gran importancia.
Las grietas de fatiga por corrosión son siempre iniciadas en la superficie, a menos que bajo la superficie se encuentren defectos que actúan como puntos de concentración de fuerzas que facilitan la iniciación de grietas en la superficie. Las características de la superficie varia según la aleación y el ambiente específico. En aceros al carbono las grietas a menudo originan perforaciones hemisféricas que presentan gran cantidad de corrosión. Las grietas son transgranulares y pueden exhibir una pequeña cantidad de grietas similares a un ramaje.
La ayuda del medioambiente en el crecimiento de grietas por fatiga en los metales, es un fenómeno complejo y es influenciada por cargas metalúrgicas y variables ambientales. En una aleación dada, además de los efectos mencionados, la proporción o razón del crecimiento de la grieta pueden cambiar en gran magnitud con las variaciones de los parámetros de carga, tales como carga estática, rangos de intensidad y la forma y frecuencia de la onda de carga.
La vida útil de un equipo o estructura es a menudo determinada por el número de ciclos de carga que se requieren para que la grieta crezca a un tamaño crítico para que ocurra la fractura.
En ambientes no agresivos, la frecuencia cíclica generalmente tiene poco efecto en los comportamientos de la fatiga. Por otro lado, en ambientes agresivos, la carga por fatiga es fuertemente dependiente de la frecuencia. Al observar una dependencia de fatiga por esfuerzos o fatiga de vida por la frecuencia, esta es a menudo considerada como un mecanismo de falla.
El tratamiento térmico que altera la microestructura y la distribución de aleaciones y elementos con impurezas, puede influenciar significativamente el comportamiento de la fatiga por corrosión.
Algunas veces el origen de la grieta es relacionado más a una microestructura heterogénea que a una distribución de tensión.4.3 OXIDACIÓN Y DESCASCARAMIENTO
La oxidación y el descascaramiento a los cuales nos referimos ocurren por el exterior de los tubos y puede ser una condición localizada o estar a lo largo de todos los tubos del horno.
La oxidación y el descascaramiento es el resultado de un sobrecalentamiento del horno (junto con la suciedad de los tubos debido a los productos de combustión y la presencia de oxígeno), que lleva a un aumento de temperatura de metales a niveles tales que la oxidación ocurre.
El oxido forma una capa o cascara protectora de hematita y magnetita muy dura sobre el tubo y lo protege impidiendo que la oxidación continúe. Variaciones en la temperatura del metal provocan deformaciones del material y hacen que esta cascara se rompa y se desprenda produciéndose un descascaramiento del tubo dejando nuevamente una superficie limpia a la vista en la cual comienza nuevamente el proceso de oxidación. Este descascaramiento continuo produce una disminución del espesor de pared de los tubos.
28

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
Ciertos elementos de aleación (Cr, Si, Al), aumentan la resistencia a la oxidación hasta aproximadamente 600ºC y de ahí, a mayores temperaturas se necesitara una aleación con mayor porcentaje de Cr para resistir mejor la oxidación.
Los daños producidos por la oxidación exterior de la carcaza del horno, se deben principalmente a las condiciones climáticas y de los gases industriales presentes en el ambiente. En un ambiente húmedo, la oxidación de la superficie es mayor, sobre todo si se encuentra sin pintar.4.4 DEFORMACIONES EN TUBOS
Los tubos se deforman debido a una disminución en su resistencia estructural causado por una desigual temperatura de metales a lo largo del tubo. Los hundimientos y abolladuras se localizan de preferencia a la altura de los soportes.
Esta disminución de la resistencia de los metales por las altas temperaturas y esfuerzos por largos periodos de tiempo pueden causar en los tubos, deformaciones localizadas o creep. La falla por creep puede prevenirse usando valores de esfuerzos basados en las propiedades de los metales a altas temperaturas. El creep se produce cuando hay sobrecalentamiento localizado, aumentando la temperatura del metal sobre un área especifica, en la cual el tubo no puede resistir los esfuerzos por estar sometido a presión.4.5 CAMBIOS MICROESTRUCTURALES
Aceros expuestos a altas temperaturas y cargados por largos periodos de tiempo sufren cambios metalúrgicos. Estos cambios pueden producir efectos tales como carburización, descarburización, crecimientos de granos y agrietamientos por los esfuerzos.
Todos estos fenómenos llevan a una reducción general de las propiedades mecánicas (resistencia al esfuerzo, ductilidad, etc.) que podrían eventualmente llevar a una falla total del material. Algunos materiales, tales como acero con 5% Cr y 0,5% Mo con fósforo y otros elementos sobre 0,015%, pueden ser afectados por endurecimiento por precipitación después de un largo período de tiempo expuestos a altas temperaturas del horno. El resultado son microfisuras por pérdida de ductilidad y capacidad de deformación elástica (el material se fragiliza). Además la presencia de tensiones debido a las variaciones de temperatura junto con la fragilización del material, ayudan al crecimiento de las microfisuras originando grietas macroscópicas que se transforman en roturas. Todo esto sucede cuando los elementos antes nombrados (Cr, Mo, etc.), se precipitan a los limites de grano después de más o menos un año expuestos a temperaturas de 300ºC - 600ºC. Para temperaturas de aproximadamente 150ºC ya se puede encontrar un débil agrietamiento del metal.
La precipitación de carburo se produce en los límites de grano que impiden la fluencia de los granos entre sí, luego, se producen grietas intercristalinas.
El fenómeno de carburización no es muy importante en los hornos de Topping y vacío debido a que los rangos de temperaturas en los que trabajan no son muy altos.4.6 COQUE, CONDICIONES DEL FUEGO Y VELOCIDAD DE LA CARGA.
Algunos tipos de "cargas" tienen la tendencia a descomponerse y producir depósitos de coque o sales en las paredes interiores.
Estos depósitos, aunque no son causa directa del deterioro, pueden tener una gran influencia en la temperatura del metal y pueden por lo tanto, causar deterioro secundario.
La remoción de estos depósitos puede causar erosión. Al formarse coque, no solo se dificulta el flujo y la capacidad del equipo, sino que también disminuye la transmisión de calor, por la condición relativamente aislante del coque, y considerando que se controla una temperatura de salida en cada serpentín (coil), se obtiene una disminución de la eficiencia. Esto se traduce en un aumento del calor aportado al horno y de las temperaturas de metal en las caras expuestas a la radiación. Al aumentar la temperatura de metales, la resistencia de ellos disminuye.
Las temperaturas no deben exceder de ciertos valores máximos que dependen de la presión de trabajo y de la naturaleza del metal de los tubos.
29

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
Si la velocidad del fluido por los tubos es muy baja, se puede producir recalentamientos locales y formación de coque.
La temperatura del metal de los tubos puede variar a lo largo de estos y de un tubo a otro dependiendo de la ubicación del tubo dentro del horno.
Una de las causas de esto son las condiciones inadecuadas de fuego del horno, es decir, mal control de la forma y tamaño de las llamas.
Si el control es malo, las llamas podrían estar chocando en los tubos directamente lo cual provoca recalentamientos localizados (con la consiguiente formación de coque), y una rápida oxidación junto con cambios metalúrgicos (microestructurales) y erosión.
Cuando debido a las malas condiciones de fuego parte del combustible no se quema en el horno, este puede sufrir su ignición en la chimenea o en el hogar, provocando explosiones las cuales dañan gravemente la mampostería y aislación la cual debe ser inspeccionada a la brevedad.
En hornos cuya carga es superior a 2500 m³, como es el caso de los hornos de Topping y Vacío, el flujo se divide en varios serpentines paralelos para mantener las pérdidas de carga en niveles aceptables. Esta división tiene el inconveniente que si la resistencia al escurrimiento en un ramal es mayor que en otro, la velocidad será menor en aquél. Si la velocidad llega a ser muy baja, se puede producir recalentamientos locales y formación de coque, lo cual aumenta la resistencia al escurrimiento por ese ramal haciendo que la velocidad sea menor agravándose así el problema. 4.7 CREEP, SUCIEDAD DEL COMBUSTIBLE Y MALA ATOMIZACIÓN.
El creep o termofluencia, como se explico, es un fenómeno por el cual se produce deformación inelástica en función del tiempo, para tensiones constantes aplicadas en materiales que se encuentran a determinadas temperaturas.
Los tubos y fittings de los serpentines sufren daño por creep dado que por ellos circula el crudo a altas temperaturas y presiones. El creep en los tubos, para cada tipo de material, comienza a ocurrir a determinada temperatura (para cierta presión de operación).
El creep es la causa de la ruptura de tubos después de un largo período de operación. Una presión excesiva puede causar un rápido creep del metal resultando en pandeos, agrietamientos y roturas.
Los pasadores de los soportes de los serpentines se pandean debido al creep al estar sometido a altas temperaturas y a tensión constante.
Las materias minerales que son típicas de los aceites residuales utilizados como combustibles de los hornos, son inherentes de los hidrocarburos. Que no es posible extraerlos a través del desalado del crudo, procedimiento utilizado en la refinería para la eliminación del sodio, calcio, magnesio y sales de hierro, presentes en la soluciones salinas emulsificadas existentes. Al quemar todos estos elementos es lógico que los quemadores se ensucien. A pesar de que se llevan registros de la "suciedad" del combustible en la forma de un porcentaje, este varía tanto en el tiempo, que no se puede predecir el grado de ensuciamiento de los quemadores a través de ese numero.
La mala atomización se produce cuando no son correctos los porcentajes de vapor y combustibles, o cuando el vapor de atomización no tiene la presión y temperaturas necesarias para atomizar el combustible. Esta es una falla del operador del horno y es muy ocasional pero, cuando sucede, ensucia de tal forma el quemador, que este debe ser retirado y limpiado.
La mezcla quemada en los hornos, contiene vapor y combustible (fuel oil y fuel gas), los cuales son atomizados al interior del hogar.4.8 ATAQUE POR HIDROGENO.
Es un mecanismo de daño asociado a los aceros al carbono y de baja aleación cuando están expuestos en ambientes con hidrógeno a temperaturas del orden de 220ºC. Con el hidrógeno a mayores presiones y temperaturas aumenta la factibilidad que el hidrógeno atómico
30

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
penetre en la estructura del metal reaccionando con el carburo de fierro y otros, dando como resultado metano según la siguiente reacción.
2H2+Fe3C→CH4+3Feα
A temperaturas sobre los 220ºC comienza la descarburización, desapareciendo la perlita, el hidrógeno ataca al Fe3C (libre + perlita) y a temperaturas menores de 220ºC sólo ataca el Fe3C de la perlita.
El gas metano resultante no se disuelve en el fierro por el contrario, nuclea como burbuja cerca de los carburos, luego en la medida que aumenta la presión interna, se forman huecos y grietas. Los defectos generados reducen la resistencia y ductilidad de los aceros. El ataque por hidrógeno es básicamente una reacción por descarburización, que degrada las propiedades del material a las temperaturas de operación.
El ataque por hidrógeno en los aceros al carbono puede llegar al fisuramiento, en cambio en los aceros aleados con carburos estables de Cromo, Vanadio, Niobio y Molibdeno la susceptibilidad al fisuramiento es menor. El acero 2¼Cr-1Mo sufre descarburización cuando está expuesto a altas temperaturas y presiones de hidrógeno, pero es menos factible que sé fisure.
El ataque por hidrógeno puede ser superficial o en el interior, provocando en ambos casos descarburización. La superficie descarburada se caracteriza por un contenido de carbono menor que debiera ser más dúctil pero, sin embargo, es débil y blando.
La susceptibilidad al ataque por hidrógeno en los aceros ferríticos puede ser estimada con las "curvas de Nelson", las cuales indican la región de temperatura y presión en la cual un
acero específico puede sufrir el ataque.
31

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
Fig. Nº8 "Curva de Nelson para materiales de Cr-Mo"
La figura Nº8 muestra la curva de Nelson donde se indica los límites de operación para distintos materiales de Cr-Mo.
La línea continua (___) corresponde al límite del ataque por hidrógeno, la línea segmentada (-----) indica el límite de descarburización; (este último fenómeno puede ser importante en piezas que soportan fatiga por cuanto, la descarburización reduce la resistencia a la fatiga, dependiendo de la magnitud de los ciclos).
El daño en los aceros es precedido por un período llamado tiempo de incubación, durante el cual los cambios en las propiedades no son detectados con los ensayos rutinarios. Durante la "incubación" la presión del material aumenta en la cavidad sobrepasando las fuerzas de tensión superficial opuestas, de tal forma que la cavidad puede exceder el tamaño de núcleo crítico y hacerse estable.
Después del tiempo de incubación, la densidad de las burbujas crece rápidamente con el tiempo llegando a la saturación y por ende a la generación de las fisuras.
Los factores que afectan al ataque por hidrógeno se clasifican como: Variables del medio ambiente (presión, temperatura y esfuerzos). Variables del material (contenido de aleantes, impurezas, tratamientos térmicos,
tamaño de grano, trabajado en frío).
32

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
La reacción formada de metano dada por la ecuación general 2H2+C↔CH4 es exotérmica, donde la presión de equilibrio del metano crece con la presión de hidrógeno y con la temperatura.
Los esfuerzos causan el deslizamiento de los límites de granos que producen lugares como concentración de esfuerzos que favorecen la nucleación de burbujas de metano.
La presencia de carburos estables de aleantes y microaleantes aumenta la resistencia del acero frente al ataque por hidrógeno que se explica por las siguientes razones.
Disminuye la actividad del carbono a formar metano. Mayor resistencia de la matriz por presencia de carburos, luego impide el crecimiento
de las burbujas de metano. Se reduce el deslizamiento de límites de grano y por ende se reducen los lugares
favorables a la nucleación de las burbujas de metano.El efecto del tratamiento térmico sobre la susceptibilidad al ataque por hidrógeno se
puede resumir en: La estructura de normalizado y revenido resiste mejor que la estructura de temple y
revenido siempre que la temperatura de austenización sea inferior a 1000ºC, lo cual se atribuye al menor tamaño de grano y mejor distribución y naturaleza de los carburos.
Tratamientos térmicos prolongados de postsoldadura favorecen la precipitación y formación de carburos más estables.La presencia de menores concentraciones de impurezas favorece la resistencia al
ataque por hidrógeno puesto que se reducen los lugares de nucleación de defectos, grietas y burbujas de metano.4.8.1 Daños Generales Por Ataque De Hidrógeno.
El daño por hidrógeno se presenta en todos los equipos fabricados en base a aleaciones ferrosas de microestructura ferrítica pues es la ferrita el microconstituyente más sensible al hidrógeno.
La presencia de hidrógeno en los aceros afecta la resistencia máxima, la ductilidad y la tenacidad. En la figura Nº9 se muestra la variación de las propiedades mecánicas de aceros diferentes, cuando están expuestos a temperaturas y presión de hidrógeno de 30 Mpa durante 360 horas. (15 días)
El daño por hidrógeno incluye diferentes fenómenos donde se puede mencionar: La fragilidad, el ataque y el ampollamiento por hidrógeno.
Se ha demostrado que los carburos M3C como cementita Fe3C y otros son menos estables a la presencia de hidrógeno, que los carburos aleados del tipo M2C, M7C3, M23C6 y M6C.
En la figura Nº10 se muestra el rango de temperatura donde son estables los diferentes carburos.
Fig. Nº9 "Variación de propiedades mecánicas"
33

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
Fig.Nº10 "Rangos de temperatura para los carburos"
Fragilidad por hidrógeno.Este mecanismo de daño se presenta a temperaturas menores de 450ºC siendo
reversible y minimizable, por cuanto se puede reducir mediante ciclos de enfriamientos y
34

CAPITULO IV: "CONDICIONES CAUSANTES DE DETERIORO O FALLA"
calentamientos adecuados. Es un daño que a diferencia del ataque, reduce la tenacidad del acero a bajas temperaturas e impone restricciones en las etapas de partida y parada de los procesos.
En equipos de hidrogeneración que operan a 540ºC se produce la absorción de hidrógeno en el acero. Luego si son enfriados con una velocidad suficientemente lenta, inferior a 40ºC/hr y sin detenciones, entonces se produce la difusión del hidrógeno a la superficie, minimizando así la fragilidad.
En general, los ciclos de paradas (enfriamientos escalonados) permiten restaurar la ductilidad de los aceros eliminando el hidrógeno atrapado por difusión.
Los aceros y aleaciones con mayores resistencias mecánicas son más susceptibles a la fragilidad por hidrógeno, la martensita no revenida, los carburos laminares de Fe3C son entre otros los más susceptibles al agrietamiento por hidrógeno.
Luego, en aceros al carbono y aleados la dureza que condiciona la resistencia, se restringe a un máximo de 22 HRc cuando trabajan en ambientes hidrogenados. Ampollamiento por hidrógeno.
Es un mecanismo que involucra el daño por hidrógeno en aceros no endurecidos y expuestos a temperaturas ambiente y cercana a ella. (menores de 450ºC)
El hidrógeno atómico que penetra en el acero forma hidrógeno molecular y se concentra en zonas defectuosas como son concentraciones de inclusiones alargadas y límites de grano con inclusiones.
Los componentes de aceros expuestos a ambientes ácidos y corrosivos favorecen la concentración de hidrógeno hacia el interior del acero, luego al aumentar la presión interna se produce la fisura o ampollamiento en las zonas con mayores inhomogeneidades. Detección del daño por hidrógeno.
La inspección y detección del daño por hidrógeno es más compleja que detectar fenómenos de oxidación y sulfidación. No existen evidencias visibles del ataque y los métodos END convencionales son limitados.
La descarburización se detecta midiendo la dureza superficial y con metalografía de réplica. Pero la profundidad del ataque, es decir, la descarburización interna y fisuramiento sólo pueden determinarse con metalografía y medición de dureza a través del espesor.
La técnica radiografíca es inaplicable para detectar las microfisuras y parece ser que la técnica del ultrasonido es la única apropiada por cuanto se han detectado atenuaciones crecientes del pulso ultrasónico en presencia de fisuras.
El metano atrapado puede detectarse y medirse después de fracturar una muestra en una cámara de vacío.
Un ensayo simple consiste en doblar y desdoblar a temperatura ambiente una muestra. La ductilidad normal de un acero de bajo carbono permite doblar la muestra plana en un ángulo de 180º sin fracturarse. En cambio las probetas con daño por hidrógeno se fracturan para ángulos menores a 180º.
Las curvas de Nelson son curvas basadas en información experimental e industrial que definen el límite confiable de operación en función de presión de hidrógeno y temperatura.
El conocimiento y uso adecuado de estas curvas permite determinar la magnitud del daño por hidrógeno.
35

CAPITULO VCONSECUENCIAS DEL DETERIORO O FALLA
5.1 ADELGAZAMIENTO.La disminución del espesor de paredes en torres y hornos, especialmente en los tubos
de los hornos, es critica, ya que la consecuencia más probable, si no es detectado a tiempo, es la rotura. El que un tubo se rompa se considera como una falla catastrófica y el horno deberá ser detenido de inmediato, ya que el crudo que circula por los serpentines es combustible y se produciría un incendio de gran envergadura.
Las causas del adelgazamiento son principalmente corrosión, oxidación y erosión.La disminución del espesor de pared de los tubos debe buscarse de preferencia en los
extremos de los tubos y en las caras expuestas directamente a las llamas.También los mantos y casing sufren adelgazamiento, por el lado interior especialmente
y deben detectarse con métodos de radiografía, inspección visual y ultrasonido.5.2 CONSECUENCIAS DE LA TEMPERATURA.
La dinámica del funcionamiento de los hornos los obliga a estar sometidos a altas temperaturas, para así, lograr una adecuada destilación en las torres. De esta manera, las altas temperaturas de metales que alcanza el horno son necesarias para lograr calentar el crudo que posteriormente será destilado.
El problema es que si estas temperaturas escapan del control y son excesivas para la metalurgia del horno se produce una importante disminución en la vida útil de los metales afectados, especialmente en los tubos de los serpentines.
Otras consecuencias que se pueden observar son el pandeo o curvaturas, hundimientos, descascaramiento y ampollamiento, cambios metalúrgicos microestructurales, aceleración de la corrosión, etc.
Pero no tan solo las altas temperaturas afectan a los metales, sino también las bajas. Debajo de los 430ºF, ocurre la fragilización y el ampollamiento. Un ejemplo sería una
tubería que contiene crudo de ácido mixto con la salmuera. La fragilización, causada por la infiltración de hidrógeno en el metal, reduce la ductilidad del metal y el esfuerzo tensor. Ya sea elevando o disminuyendo la temperatura, la tensión aumentará la solubilidad del hidrógeno.
Los resultados abrasadores de la infiltración del hidrógeno que normalmente crea un aumento de la presión de hidrógeno molecular que no puede dispersar en un metal, se concentran en las laminaciones, inclusiones, núcleos y forma granos en los límites. Tal concentración puede producir la deformación local y, la destrucción total de una pared del equipo.
Los aceros inoxidables austeníticos son esencialmente inmunes al daño de hidrógeno. Sin embargo, bajo el trabajo del frío severo, los austeníticos pueden transformarse en martensita y ponerse susceptibles al daño. Semejante condición puede descubrirse debido a que el acero está adquiriendo un alto grado de magnetismo.5.3 DESPRENDIMIENTO Y CAÍDA.
Cuando se desprende parte de la aislación y mampostería de las paredes, la cubierta exterior del horno (casing) queda expuesta a mayores temperaturas, a golpes de llama y a la acción directa del azufre, oxigeno y vanadio presente en los humos. Esto hace que la vida útil del trozo de metal expuesto sea muy inferior a lo presupuestado debiendo detenerse el horno para remplazar la parte afectada.
Además este desprendimiento aumenta las pérdidas de calor al ambiente con el consecuente aumento en el consumo de combustible para calentar la misma carga de crudo.
El desprendimiento y caída de las bandejas en las torres provocadas por el flujo de vapor y liquido ascendente y descendente, más la corrosión acumulada por la condensación de agentes agresivos, tiene como resultado una disminución de la eficiencia del equipo y daños en las bandejas inferiores a la desprendida.

CAPITULO VII: "HISTORIAL DE FALLAS"
5.4 PERDIDA DE PROPIEDADES MECÁNICAS.Este fenómeno es especialmente notorio en los tubos de los serpentines. El que un material pierda sus propiedades mecánicas significa que disminuyen los
valores de resistencia a esfuerzos (de ruptura y fluencia) y disminuye la ductilidad del material debido principalmente a la carburización y al crecimiento de granos lo cual hace que el material se torne frágil.
Esto significa que es más fácil que los tubos, por ejemplo, se rompan ante cambios bruscos de presión y/o temperaturas propios de la dinámica de operación del horno. La disminución de propiedades mecánicas se puede medir a través de ensayos mecánicos para calcular la resiliencia (capacidad para absorber energía en forma de impactos) del material, esfuerzos por unidad de área y deformación.5.5 CAMBIOS FÍSICOS Y METALÚRGICOS.
Todos los metales y aleaciones están expuestos a sufrir cambios a elevadas temperaturas o por efecto de otro tipo de fallas. Estos cambios pueden ser clasificados en dos amplias categorías: cambios estructurales y cambios químicos.
Metales y aleaciones están compuestos de uno o más tipos de pequeños cristales, a menudo llamados "granos." El cambio estructural se refiere a cualquier cambio que ocurre en el cristal o grano.5.5.1 Cambios estructurales. Crecimiento de granos:
En general, mientras más pequeño el tamaño del grano en un metal o aleación, el esfuerzo tensor es mayor y menor el esfuerzo de ruptura.Por consiguiente, se producen mejores metales con un tamaño de grano adecuado bajo las condiciones de operación en que serán usados, y cualquier cambio en este tamaño es perjudicial.
Cuando los aceros ferríticos están calentados sobre una cierta temperatura (1350ºF para los aceros blandos), ocurre el crecimiento de grano y esto lleva a bajar en general el esfuerzo tensor. Por esta razón, cualquier equipo de aceros blandos que ha estado calentado sobre 1350ºF durante algún tiempo, por ejemplo, en un fuego, puede tener un tamaño de grano aumentado, el resultado será que la fuerza original de la parte pueda haber disminuido y el factor original de seguridad reducido.
Los aceros austeníticos y aceros de aleación de níquel-cromo sufren crecimientos de granos cuando es calentado sobre aproximadamente 1600ºF. La temperatura exacta requerida depende de la práctica industrial usada al hacer el acero, y puede ser ligeramente bajo o considerablemente superior que 1600ºF.
El efecto del tiempo y temperatura en el crecimiento de los granos es similar a los aceros ferríticos.
Grafitización:Cierto aceros ferríticos, cuando operan por largos periodos de tiempo en el rango de
825ºF a 1400ºF, pueden sufrir cambios de tipo estructural llamados "Grafitización".El carburo de cementita que dan los aceros ferríticos desestabiliza los esfuerzos
internos, y en estos rangos de temperatura, puede descomponerse en cristales de hierro (la ferrita) y en nódulos de grafito (el carbono). Esta descomposición es conocida como la grafitización. Remplazando la dureza del carburo, con débiles grafitos y aceros suaves que bajan las fuerzas en los aceros.
Otros fenómenos que influyen en los cambios físicos o estructurales son por ejemplo, la "dureza", provocada cuando los aceros ferríticos se calientan sobre 1350ºF, comienza a formarse la austenita, solución de hierro y carbono. Al enfriarse lentamente, la austenita se transforma nuevamente en ferrita y cementita, pero si el acero es enfriado rápidamente, la martensita, en lugar de la ferrita y cementita, es creada. La martensita es extremadamente dura y es esta substancia la que provoca la dureza.
37

CAPITULO VII: "HISTORIAL DE FALLAS"
La "precipitación de carburos" es otro de los fenómenos que les ocurre a los aceros inoxidables austeníticos, se cree que es la precipitación de un carburo de cromo complejo que se aloja en los limites de granos. Esto tiene lugar cuando los aceros austeníticos son calentados en el rango de 750ºF a 1650ºF.5.5.2 Cambios químicos metalúrgicos.
El cambio químico se refiere a un cambio en la composición química de un metal como opuesto a un cambio estrictamente estructural o cambio de fase.
No siempre puede disociarse los cambios químicos de los cambios estructurales porque los cambios de composición química pueden producir completamente nuevas estructuras, acompañados de cambios en las propiedades.
Sometido a las altas temperaturas, los elementos y compuestos químicos tienen poco o ningún efecto en los metales y aleaciones, pero a temperaturas atmosféricas pueden ponerse sumamente destructivos, produciendo agrietamientos severos, desintegración, fragilización o debilitamiento en los materiales.
La Carburización:Se llama carburización a la difusión de carbono sólido en el acero elemental en contacto
con un material carbonífero (como es el petróleo procesado) a altas temperaturas. El resultado de semejante aumento del carbono es la tendencia al endurecimiento de los aceros ferríticos, de esta forma, si un acero carburizado se enfría después de estar sometido un largo periodo de tiempo a las altas temperaturas, es probable que ocurra el endurecimiento del material y esto de cómo resultado una fisura.
La carburización depende de la proporción de difusión de carbono en un metal elemental y aumenta rápidamente con los aumentos de temperaturas. Algunos de los hidrocarburos saturados pueden acelerar este proceso. La carburización se encuentra a menudo donde está presente el coke, sin embargo, cuando en los tubos del horno se presenta el coke, aumenta la temperatura del metal. Por esta razón, es difícil determinar si la presencia del coke o las temperaturas altas del metal llevan a la carburización.
Los aceros austeníticos parecen ser más resistentes a la carburización. Descarburización:
La descarburización puede definirse como la pérdida de carbono de la superficie de una aleación ferrosa como resultado de calentar el material en un medio que reacciona con el carbono. La descarburización es normalmente el resultado de la oxidación a altas temperaturas. Cuando el carbono está alejado de la superficie de un acero, la capa de esta superficie se convierte en hierro, que trae como resultado una considerable baja del esfuerzo tensor, dureza y esfuerzo de fatiga. La apariencia de la capa descarburizada normalmente no es tan seria a menos que el efecto de la fatiga esté presente. Sin embargo, su ocurrencia operando el equipo es evidencia de que el acero se ha sobre calentado, además de otros efectos que pueden estar presentes. La descarburización sólo puede encontrarse a través de exámenes metalúrgicos. Para los propósitos prácticos, la descarburización está limitada en el servicio de la refinería a los aceros ferríticos.
CAPITULO VIMANTENCIÓN DE LOS EQUIPOS
6.1 TÓPICOS GENERALES DE MANTENCIÓN.En general el mantenimiento se presenta bajo tres situaciones:
Ejecución sin planeamiento y sin control (periodo de 1914 a 1930). Ejecución con planeamiento y sin control (periodo de 1930 a 1950). Ejecución con planeamiento y con control (de 1950 en adelante).
Estas situaciones evolutivas se caracterizan por la reducción de costos y aumento de fiabilidad y disponibilidad de los equipos. 6.1.1 Objetivos del mantenimiento.
38

CAPITULO VII: "HISTORIAL DE FALLAS"
El diseño e implementación de cualquier sistema organizativo y posterior informatización debe siempre tener presente que está al servicio de unos objetivos determinados. Cualquier sofisticación del sistema debe ser complementada con gran prudencia en evitar, precisamente, de que se enmascaren dichos objetivos o se dificulte su consecución.
En el caso del mantenimiento su organización debe estar encaminada a la permanente consecución de los siguientes objetivos:
Optimización de la disponibilidad del equipo productivo. Disminución de los costos de mantenimiento. Optimización de los recursos humanos. Maximización de la vida útil de las máquinas.
6.2 MÉTODOS UTILIZADOS EN LA MANTENCIÓN DE LOS EQUIPOS.6.2.1 Mantenimiento preventivo (MP) definido en Petrox S.A.
La mantención preventiva (MP) consiste en la planeación sistemática, programación y terminación a tiempo del trabajo de mantenimiento necesario que se diseña para garantizar la mayor disponibilidad del equipo e instalaciones, prolongar la vida útil de los activos de capital y reducir los costos. Este trabajo abarca inspección, limpieza, reemplazo y reparación (de fallas menores). Se programa por año (anual) para realizar en intervalos planeados regulares (periodicidad, frecuencia).
La MP es la inspección periódica de los equipos de la planta y sus fuentes de alimentación, para localizar los problemas potenciales y desarrollados previo a una falla declarada y de esta manera, ejecutar una mantención correctiva mientras el problema está en su fase menor. El objetivo de las inspecciones de mantenimiento preventivo es bajar los costos de operación y mantenimiento.
La MP es una mantención periódica basada en el tiempo de corrida, independiente de la condición del equipo. Normalmente se llevan registros históricos para obtener tendencias de desgaste, corrosión y otros.
Adicionalmente a la mantención predictiva, se efectuará mantención preventiva basada en las recomendaciones de los fabricantes, experiencias en equipos similares y de los resultados obtenidos en las mantenciones predictivas correspondientes a cada equipo.
Dentro de la mantención preventiva tenemos: Análisis de fallas:
Estudios de los antecedentes o historial, tendiente a determinar la(s) causa(s) con el fin de tomar las acciones correspondientes para evitar que se repitan.
Paro de planta:Durante una detención programada de la planta se efectuará una inspección a los
equipos que no puedan ser intervenidos con la planta en servicio, basándose en aspectos sintomáticos derivados de las mantenciones predictivas, antecedentes operacionales, recomendaciones del fabricante y requerimientos normativos regulatorios.
6.2.2 Mantención correctiva (MC) o a la falla definida en Petrox S.A.El mantenimiento correctivo consiste en la reparación de la maquina una vez producida
la falla.Este tipo de mantenimiento es más fácil de implementar y el equipo no se interviene
mientras está en funcionamiento.La mantención correctiva no permite programar ni planificar las acciones. Las
intervenciones consisten en remplazo del equipo o una reparación provisoria que de tiempo para poder planificar y programar adecuadamente una mantención eficaz con posterioridad.
Ante una falla inesperada, recomendación o sugerencia de intervención, se deben seguir los siguientes pasos:
Solicitud de trabajo:
39

CAPITULO VII: "HISTORIAL DE FALLAS"
Cualquier trabajo debe ser solicitado mediante una orden de trabajo a través del programa computacional "Máximo Serie 5" existente en la red, en forma clara y con la mayor información posible. Planificación de trabajos:
El coordinador tendrá la responsabilidad de planificar y programar los trabajos solicitados. Las órdenes de trabajo (OT) serán incorporadas y transmitidas a las divisiones de mantención correspondiente mediante software, el que además contiene un archivo de fallas, permitiendo tener el historial del equipo. Ejecución de los trabajos:
La OT será derivada a la división correspondiente de acuerdo a la criticidad de ésta, a la especialidad responsable y a la disponibilidad de personal.
6.2.3 Mantención predictiva (MPD) definida en Petrox S.A.Es la extrapolación de las tendencias gráficas de las lecturas físicas medidas, contra un
limite técnico conocido para detectar, analizar y corregir problemas en el equipo antes de la ocurrencia de fallas. El MPD puede requerir de la instalación permanente de equipo de monitoreo. Ciertamente involucra la toma de mediciones periódicas, como es el caso de la tensión, presión, desgaste, calor, etc.
El MPD debe cubrir el equipo cuya falla interrumpiría o detendría la producción, aumentaría los gastos, la contaminación y el control de la seguridad. También debería cubrir algunos equipos según criterios de operaciones y mantención.
El mantenimiento predictivo predice fallas y las previene en función de acciones periódicas, basadas en informaciones estadísticas y análisis de síntomas.
En la inspección predictiva se miden los valores de condiciones iniciales de fallas o valores de orígenes de fallas a través de sensores adecuados, con el equipo en funcionamiento y sin interrumpir el proceso. Estos valores se tratan matemáticamente, se analizan, prediciendo la ocurrencia de la anomalía y posibilitando la optimización de los tiempos de intervención del equipo.
El control predictivo ejecuta la mantención en el punto exacto en que se interfiere la confiabilidad del sistema, es decir, tal control determina el punto óptimo para efectuar y/o ejecutar la mantención preventiva en equipos en el cual la probabilidad de falla alcanza valores indeseables.
La determinación de este punto óptimo se puede hacer por análisis estadístico (análisis de falla, probabilidad de fallas, tasas de fallas) y/o análisis de síntomas (monitoreo).
Los objetivos específicos del mantenimiento predictivo son los siguientes: Vigilancia de maquinas. Diagnósticos de los problemas. Pronósticos de vida.
Para determinar las condiciones de los equipos y sistemas de proceso, se utilizarán distintas técnicas de diagnósticos, aplicables a todos aquellos, cuyas acciones se deben realizar con equipos en servicio y estas son:
Inspección visual. Medición de vibración. Medición de la temperatura. Medición de espesor. Medición de eficiencia. Termografía. Detección de fugas.
6.2.4 Mantención proactiva (MPR).Aplica tecnologías avanzadas para la investigación y corrección de fallas, con la
finalidad de incrementar la vida útil de los equipos con la meta ideal de eliminar la mantención correctiva.
40

CAPITULO VII: "HISTORIAL DE FALLAS"
Tecnología de mantenimiento con la cual se ha mejorado las tecnologías de MP y MPD. Este MPR se enfoca hacia la reducción del mantenimiento total requerido y a la maximización de la vida útil de los equipos por medio de la eliminación sistemática de las fuentes de fallas, evita y detecta las anomalías que producen fallas.
CAPITULO VIIHISTORIAL DE FALLAS
7.1 Tablas del Historial
41

CAPITULO VII: "HISTORIAL DE FALLAS" 42

CAPITULO VII: "HISTORIAL DE FALLAS" 43

CAPITULO VII: "HISTORIAL DE FALLAS" 44

CAPITULO VII: "HISTORIAL DE FALLAS" 457.2 Arboles de Fallas

CAPITULO VII: "HISTORIAL DE FALLAS" 46

CAPITULO VII: "HISTORIAL DE FALLAS" 47

CAPITULO VII: "HISTORIAL DE FALLAS" 48

CAPITULO VII: "HISTORIAL DE FALLAS" 49

CAPITULO VII: "HISTORIAL DE FALLAS" 50

CAPITULO VII: "HISTORIAL DE FALLAS" 51 51

CAPITULO VIIIANÁLISIS DE RESULTADOS
8.1 ANÁLISIS DEL ESTUDIOEste capitulo tiene como objetivo analizar los resultados obtenidos durante el proceso
de investigación, para las causas de fallas en equipos estáticos.Al abordar la solución de problemas empíricos hay que tratar de conocer más
profundamente el sistema de estudio ya que sólo así podemos asegurar la correcta modelación del sistema real a escala de laboratorio. De lo contrario se arriesga obtener resultados diametralmente opuestos de los que se observan en las condiciones industriales.
Una vez asegurado el primer aspecto es posible aún obtener resultados contrarios a los esperados según los principios más generales. En ese caso no se debe rechazar, sino concebir los experimentos apropiados que confirmen la realidad de dicho comportamiento y buscar teórica y experimentalmente la explicación de dicho comportamiento. No se debe realizar una evaluación sin una idea de lo que se debe esperar, ni aferrarse a una idea predeterminada. Esto es válido especialmente en sistemas de alta complejidad estructural y fenomenológica.
La solución más apropiada a una situación indeseada es normalmente aquella que elimina las causas del problema, ya que constituye la solución definitiva y con pocos riesgos. El empleo de soluciones "pasivas" que menguan el fenómeno pero no eliminan sus raíces sólo debe ser empleado en el caso de que resulte significativamente más económico o que desde el punto de vista tecnológico, la vía radical, pueda ocasionar afectaciones importantes en el proceso productivo y por tanto sean inaceptables.
Se debe tener cuidado con la elección del método de combate para menguar los problemas de corrosión, ya que procedimientos anticorrosivos que parecen obvios pueden resultar más perjudiciales que el ataque original.
Como se ha podido observar de lo aquí expuesto el estudio y solución de problemas en sistemas complejos requiere, además de un profundo conocimiento teórico y práctico del tema, el venir acompañado de un trabajo de observación y análisis muy flexible, tratando de descubrir y comprender el cúmulo de interacciones presente en estos complejos sistemas.
SOBREDISEÑOEl sobrediseño de estructuras se refiere al uso de miembros estructurales más pesados
o placas más gruesas, anticipándose a las pérdidas de material por los efectos de la corrosión; esto es especificar placas de espesores muy gruesos por hábito o por costumbre en lugar de placas más ligeras, protegiéndolas contra los efectos de la corrosión.
La principal desventaja del sobrediseño es que no se puede predecir con exactitud la vida de servicio y el costo de reemplazo del material corroído.Por ejemplo: Supongamos que una estructura metálica sin ninguna protección tendrá una vida de X años, y el costo de reemplazo será Y pesos, pero si X resulta menor que lo anticipado, y si Y es mayor, el costo de la estructura puede ser varias veces más de lo esperado.
USO DE INHIBIDORES DE CORROSIONEl uso de diversas sustancias o inhibidores como aditivos a los ambientes corrosivos,
para reducir la corrosión de los metales en el ambiente, es un medio importante de combate de la corrosión. En general, resulta más atractivo en sistemas cerrados de recirculación, cuando el costo del inhibidor sea bajo.
Como ejemplos típicos de los inhibidores utilizados para minimizar la corrosión del acero en soluciones acuosas, se tienen los cromatos, los fosfatos y los silicatos. Los materiales de sulfuros orgánicos y amidas resultan con frecuencia eficaz para minimizar la corrosión del acero en solución ácida.
El uso de inhibidores no se limita al control de la corrosión del acero, sino que, con frecuencia, son eficientes con el acero inoxidable y otros materiales de aleación.

ANEXO C: "TABLAS Y ESQUEMAS"
La eficiencia de un inhibidor dado aumenta gradualmente con el incremento de la concentración; pero los que se consideran convenientes desde el punto de vista práctico y el económico se usan en cantidades de menos de 0.1% en peso.
En algunos casos, la cantidad de inhibidor que se encuentra presente es crítica, ya que una deficiencia puede dar como resultado un ataque localizado o de picaduras, con la consecuencia de que los resultados son todavía más destructivos que si no se encontrara presente el inhibidor.
Por lo que, la consideración para utilizar inhibidores debe incluír la revisión de la experiencia en sistemas similares o la investigación de necesidades y limitaciones en nuevos sistemas.
CORROSIONEl proceso de corrosión debe ser visto como un hecho que pone en evidencia el
proceso natural de que los metales vuelven a su condición primitiva y que ello conlleva deterioro del mismo. No obstante es este proceso el que provoca la investigación y el planteamiento de fórmulas que permitan alargar la vida útil de los materiales sometidos a este proceso.
En la protección catódica entran en juego múltiples factores los cuales hay que tomar en cuenta al momento del diseño del sistema, inclusive es un acto de investigación conjunta con otras disciplinas mas allá de la metalurgia, como la química y la electrónica.
En el trabajo se confirma que la lucha y control de la corrosión es un arte dentro del mantenimiento y que esta área es bastante amplia, dado el sinnúmero de condiciones a los cuales se encuentran sometidos los metales que forman equipos y herramientas. Como última conclusión está el hecho de que hay que ahondar en estos conocimientos pues ellos formarán parte integral de la labor que debe desempeñar un Ingeniero de Mantenimiento.
El Hierro y el Acero se oxidan rápidamente cuando se encuentran expuestos a la acción de la atmósfera, formando oxido de hierro sobre la superficie de las piezas, lo que deteriora las mismas.
Conociendo la importancia que tiene para el constructor de maquinas o equipos, la prolongación de la vida útil de los mismos, se ha realizado este trabajo, para ayudar a tomar decisiones respecto del tratamiento a realizar en un determinado proyecto. Dentro de los tratamientos más comunes podemos mencionar los siguientes: Pinturas de todo tipo. Recubrimientos plásticos. Recubrimientos Electrolíticos. Galvanizado por inmersión en caliente.
Las pinturas: Las hay de varias calidades y características, pero básicamente son utilizadas para aquellas
piezas que no deben ser expuestas a medios ambientes muy agresivos y en lugares donde el acceso para volver a pintar no sea un inconveniente. Para dar buenos resultados las piezas a pintar deben tener una muy buena preparación previa de la superficie. Dado que las mayorías de las pinturas poseen muy poca resistencia mecánica, su uso esta limitado básicamente para piezas delicadas y que no sufrirán golpes o roces.
Recubrimientos Plásticos: Se utilizan para piezas muy especificas, donde se requiere un recubrimiento algo más
resistente y de mayor espesor que la pintura. Tiene la desventaja al igual que las pinturas, que una vez que se rompió la protección, él oxido comienza a trabajar por debajo de la misma.
Recubrimientos Electrolíticos: Son depósitos de metales que se aplican en forma electrostática, hay varios
metales(incluso algunos se aplican en capas de distintos metales), pero los mas utilizados para aplicar sobre el hierro es el zincado; Depósito de Zinc que se aplica en forma electrostática y en espesores que oscilan entre 5 a 25 micrones. Estos recubrimientos tienen la particularidad de que pueden ser pasivados con distintos productos químicos.
LIII

ANEXO C: "TABLAS Y ESQUEMAS"
Estos tratamientos al ser depósitos metálicos tienen mayor resistencia mecánica que cualquier pintura, y la particularidad de que si se rompe la película de zinc existirá una protección catódica que no permitirá que la corrosión siga avanzando.
Galvanizado por inmersión en caliente: Este recubrimiento que se realiza por inmersión de las piezas dentro de un baño de zinc
de alta pureza fundido, es la mejor protección que existe para piezas de hierro o acero que deben soportar durísimas condiciones climáticas. Por sus características entre el hierro y el zinc, se produce una aleación, al nivel de la capa limite hacia la superficie exterior, proporcionándole una extraordinaria resistencia al deterioro mecánico. Debido a la diferencia de potencial electroquímico del zinc y del hierro, este recubrimiento también presenta una protección catódica que protege las superficies desprovistas del avance de la corrosión.
Otra ventaja que poseen los depósitos de zinc, es que él oxido de zinc que se forma en la superficie de contacto con el aire o el agua, forma una película compacta y protectora en alto grado, que reduce la velocidad de corrosión del mismo zinc.
Los espesores de capa que se logran con el galvanizado por inmersión en caliente son muy superiores a los del zincado electrolítico, siendo los recomendados por las normas internacionales de 85 micrones mínimo (promedio). La eficiencia de estos recubrimientos esta en relación directa con su espesor, y con un espesor de 85 micrones se logra una resistencia superior a las 700 hs. de cámara de niebla salina.
Los datos siguientes nos dan una orientación de lo que puede durar un recubrimiento de 85 micrones mínimo según en el ambiente en que se encuentre.
Tipo de Ambiente (*) Duración de un recubrimiento de 610 gr./m² (85 µ) Rural 34 años Marino 28 años Industrial (poco agresivo) 19 años Industrial (normal) 15 años Industrial (muy agresivo) 05 años
En la actualidad los países productores de petróleo disponen de crudos con cualidades cada día mas bajas [alto contenido de azufre, índices de acidez (TAN) mas elevados y otras impurezas], exigiendo el desarrollo de nuevas tecnologías para un mejor control de los fenómenos de corrosión.
La velocidad de flujo, H2S emulcionado, azufre, TAN, la temperatura y el contenido de cromo en aleación son las variables más importantes en el control de corrosión. Sin embargo correlacionar una variable con otra medir el efecto combinado sobre el índice de corrosividad es tarea difícil y en ocasiones imposibles, por el simple hecho de que existen interrelaciones, tal es el caso del H2S, que depende de la temperatura y de la naturaleza de los compuestos sulfurados.
El efecto combinado de las diferentes variables ocasiona que los fenómenos de corrosión se presenten del tipo generalizado, por picadura, en el limite de grano.
La agresividad corrosiva de la atmósfera industrial en la que operan las instalaciones petroleras es un variable determinante en la selección y el programa de aplicación de los recubrimientos adecuados para preservar la integridad de sus componentes. El manejo de materias primas corrosivas, la producción y/o recepción de emanaciones industriales y los entornos marítimo tropicales hacen que la composición y la corrosividad de la atmósfera sean muy variables en las microondas de las plantas. Se discute la metodología para determinar la agresividad corrosiva de cada punto en una planta industrial especialmente en lo referente a compuestos de azufre, cloro y humedad de acuerdo con la norma ISO9323. Asimismo se discuerda la relevancia del conocimiento de la corrosividad atmosférica en la creación de sistemas expertos de protección de instalaciones industriales.8.1.1 Hornos.
LIV

ANEXO C: "TABLAS Y ESQUEMAS"
En la actualidad, las inspecciones visuales se realizan antes de que ocurran las fallas, detectándolas con anticipación, para así, planificar mejor las detenciones programadas de los equipos.
Este sistema se aplica con éxito en la refinería, comprobándose en las reparaciones efectuadas sin detención de los equipos.
Las inspecciones con ultrasonido se hacen desde bastante tiempo en la refinería, logrando en la actualidad una base de datos sobre adelgazamiento de metales en los hornos para obtener tendencias, lo cual implica tener puntos o sectores previamente definidos, en donde se efectúan las mediciones en cada inspección realizada.
También con la termografía hace poco se detecto, en una sección de convección del horno B-1, una falla en la aislación, siendo reparada con el horno funcionando mediante inyección de espuma refractaria. Esto implica que en la actualidad un variado tipo de inspecciones es valido para establecer y recuperar tanto elementos de los Hornos, como de las Torres.
Entonces los distintos tipos de inspecciones en conjunto con el exhaustivo mantenimiento harán posible recuperar y evitar problemas que atesten contra altos costos del dejar de producir sumándose con las reparaciones.
Los equipos en operación deben entonces ser inspeccionados periódicamente para establecer una medida proporcional del desgaste del metal, ya que esa variación determinara la frecuencia de las inspecciones y la predicción de la vida útil del equipo. Cuando el deterioro no va acompañado por pérdida del metal, ésta frecuentemente se muestra como una grieta difícil de reparar con soldadura. En estos casos un examen metalúrgico se requiere para determinar la causa exacta.
Para desarrollar un plan de inspección para equipos que operan a elevadas temperaturas [generalmente en el rango de 750º-1000ºF (400º - 540ºC), dependiendo de las condiciones de operación y aleación], debe ser considerado lo siguiente para evaluar la vida útil restante:a. Deformación por desprendimiento y ruptura por tensión. b. El crecimiento de la fisura por el desprendimiento. c. El efecto del hidrógeno en el desprendimiento. d. La interacción del desprendimiento y la fatiga. e. Los posibles efectos metalúrgicos, incluso una reducción en la ductilidad.
Además contaminantes en los fluidos manejados en los equipos de presión, como el azufre, el cloro, el ácido sulfúrico, hidrógeno, carbono, cianuros, ácidos, agua, u otras especies corrosivas pueden reaccionar con los metales y causar la corrosión. Son comunes, fluctuaciones de tensión significativas o cambios de ellas en las partes de los equipos, particularmente en los puntos de alta tensión secundaria. Si las tensiones son altas y los cambios de estas son frecuentes, puede ocurrir la falla de partes debido a la fatiga. Las fallas de fatiga en los equipos de presión también pueden ocurrir debido a las temperaturas cíclicas y los cambios de presión. En situaciones dónde se sueldan metales con coeficientes termales de expansión diferentes, pueden ambos resultar ser susceptibles a la fatiga termal y algunas veces las grietas se inician cuando el equipo está parado y a temperatura ambiente.
En algunas operaciones se presentan múltiples condiciones causantes de deterioro, como la corrosión y la erosión. Cuando esto ocurre, la pérdida del espesor del metal es bastante más elevada que comparándolas en forma separada corrosión y erosión, en general la pérdida de metal tiene su tiempo. Puntuales informes de dichas pérdidas (desgastes) son muy relevantes para los cálculos de la vida útil de los equipos. La perdida de metal, por otra parte, no siempre es constante, pero está en función de ciertas variables como sal y sulfuro que contiene el petróleo crudo y las temperaturas de operación. Es esencial, por lo tanto, estar siempre vigilante día a día de la operación de los equipos y así, él mantener sus informes a intervalos frecuentes.
LV

ANEXO C: "TABLAS Y ESQUEMAS"
8.1.2 Torres.Las torres de la unidad Topping y Vacío I, se encuentran en servicio desde el inicio de
la operación de la refinería de ENAP- Petrox Concepción (año 1966).Como consecuencia de la operación, durante el periodo señalado, se ha producido un
desgaste interior en el sector superior de ambos equipos. Adicional a lo anterior, los extremos superiores de los equipos, que operan a temperaturas superficiales que permiten la condensación de humedad (menor a 120ºC), han experimentado externamente el fenómeno de deterioro denominado Corrosión Bajo Aislación (CUI).
Los deterioros descritos, han redundado en disminución de espesor de paredes de ambas torres, existiendo puntos en la parte superior (manto y cabezal), donde estas se encuentran bajo o cercano al espesor de retiro del equipo. Instalándose parches exteriores de acero en los sectores para prolongar su vida útil.
La zona intermedia de ambas torres se encuentra parcialmente revestidas con Strip Lined de acero inoxidable A-240 tipo 405 y parte del sector superior de la torre E-1 esta además revestida con monel. En general el lined ha experimentado agrietamiento en los cordones de soldadura de unión con el manto y la soldadura de tapón. A través de mediciones exteriores se ha podido constatar que el revestimiento ha protegido las paredes de un desgaste mayor.
Por otra parte, la competencia por el mercado, motiva a la empresa a comprar crudos más baratos, los que por lo general, posee altos contenidos de azufre y mercaptanos, lo que los hace más agresivos.
La zona inferior de ambas torres, presenta un buen estado por lo general, tanto en el manto como en el deterioro del Clad.
CAPITULO IXCONCLUSIONES
9.1 CONCLUSIONES DEL ESTUDIO.Prácticamente todos los equipos de una refinería sufren deterioro como resultado de las
condiciones a que se ven expuestos.Bajo condiciones normales este deterioro es usual, pero no siempre gradual. Esto generalmente ocurre como perdida de metal y ocasionalmente como cambios estructurales o químicos en el metal que resultan sin perdida de material. Cuando el equipo está sometido a condiciones anormales, el deterioro puede ser mucho más rápido. Las condiciones anormales pueden resultar de operaciones mal efectuadas, causadas por ejemplo, por fallas de instrumentos, agua en lugares que están normalmente secos y puede ser el resultado de incendios, terremotos o vientos muy fuertes.
Los equipos nuevos y materiales comprados para ser usados en una refinería son generalmente de acuerdo a especificaciones. Estas especificaciones tienen en cuenta las condiciones a las cuales los equipos operarán y son normalmente basadas en códigos y estándares aceptados y reconocidos.9.1.1 Hornos. Mantener los instrumentos de medición de temperatura, en optimas condiciones,
protegiéndolos para conseguir una mayor vida útil (termocuplas). Mantener un registro, según la norma API, del crudo que ingresa a los hornos y de las
variables de operación, en la planilla de balance diario. Logrando, además, tener un control del tipo de crudo que ingresa y sus elementos constituyentes para dar prioridad en las inspecciones a los equipos que han trabajado bajo crudos de menor costo (Marlim).
Perfeccionar los sistemas de cálculos de las velocidades por los serpentines. Mantener las estructuras externas (chimenea, escalas, plataformas y casing), con mayor
protección, de pintura o aislantes. Disminuir en un año el próximo periodo de parada de planta, aumentando la confiabilidad
del equipo.
LVI

ANEXO C: "TABLAS Y ESQUEMAS"
9.1.2 Torres.Se considera que a pesar de encontrarse en servicio ambas torres desde el inicio de las
operaciones de la planta (año 1966), estás han sufrido múltiples transformaciones, desde el nivel de carga procesada, hasta ampliaciones y modificaciones estructurales, por lo cual se concluye que la data de tiempo es un factor más a considerar, como otros expuestos, pero que no representa el más importante o critico.
Dado el grado de deterioro actual de las torres y asumiendo el escenario de procesar un alto porcentaje de crudo más económico (Marlim), se recomienda cambiar los tramos expuestos a temperaturas inferior y media. No se cambian los tramos inferiores revestidos con Clad A-240 tipo 405.
Esto se sustenta en lo siguiente: Los tramos superiores de ambas torres tienen una perdida considerable de espesor
debido principalmente al deterioro por corrosión bajo aislación. Las zonas intermedias, revestidas internamente con lined de acero inoxidable A-240
tipo 405, presentan numerosas grietas, defecto asociado al proceso de soldadura. Se puede concluir que es difícil obtener soldaduras libres de grietas en revestimientos
de gran extensión (Strip Lined). Lo anterior es consecuencia de la diferencia de espesor entre el revestimiento y el metal base. Esto no sucede con el revestimiento de Clad.
Para la mantención, se dificulta la limpieza par realizar reparaciones, ya que en la practica, el área a reparar, presenta contaminación con producto, lo que finalmente redunda en la existencia de microgrietas interiores, las cuales no se detectan con los métodos convencionales de inspección.
En la recomendación de Petrobras, procesador de crudos con alto contenido de Ácido Naftenico se plantea el uso de revestimientos sólidos (acero carbono, Clad A-240 tipo 316 y acero inoxidable tipo 316 ó 317 con contenidos superiores a 2,5% de Mo).
Para las zonas intermedias se ha preferido especificar, acero carbono A-515, Clad A-240 tipo 316L en remplazo de 316, debido a que por su bajo contenido de carbono es menos susceptible a la precipitación de carburos asociada a procesos de soldadura a realizar durante la fabricación y/o trabajos de mantención posterior.
GLOSARIOA _____________________________________________________________________Aceite o crudo: Es la porción del petróleo que es líquida en el yacimiento, y permanece líquida a condiciones atmosféricas de presión y temperatura.Aceros Austeníticos: Son todas aquellas aleaciones que tienen menos de 2,06 % de carbono. Es una estructura cúbica de cara centrada, es la fase gamma (γ) en el diagrama Fe-C.Acido: Compuesto que cuando se disuelve en agua produce iones H+.B _____________________________________________________________________Bandejas: Bandejas o platos hechos de una lamina de acero cortada para encajar dentro de la torre y con perforaciones que permiten el paso del vapor.Benceno: Hidrocarburo de fórmula C6H6, perteneciente a la seria cíclica aromática, que se obtiene de la destilación seca de la hulla. Es un líquido incoloro, volátil e inflamable. El benceno es un agente que disuelve muy bien las grasas y otras sustancias, por lo que se utiliza como quitamanchas y en la fabricación de barnices como disolvente de las resinas.Butano: Hidrocarburo saturado gaseoso (C4H10), presente en las emanaciones gaseosas de los pozos de petróleo y de los productos del cracking de los aceites pesados. C _____________________________________________________________________ Casing: Es la cubierta exterior metálica, o carcaza del Horno.Catalizador: Agente o sustancia capaz de acelerar o retardar una reacción, sin alterar el resultado final de la misma. Substancia que aumenta la velocidad de un proceso químico sin consumirse en la reacción.
LVII

ANEXO C: "TABLAS Y ESQUEMAS"
Clad: Revestimientos de aceros inoxidables.Coil: El coil es el serpentín del horno, el cual se conforma por la serie de tubos (dentro de los cuales circula la carga o crudo) y sus elementos de unión.Coque: Materia carbonosa sólida y de color gris, resultante de la destilación del carbón. Sus propiedades son algo distintas a las del carbón, siendo más compacto y más liviano y con mucho menos cantidad de cenizas. El coque se deposita como capa o costra dura por el interior de los tubos del serpentín.Coquización: Proceso de descomposición térmica que produce hidrocarburos ligeros a partir de residuos pesados. Un subproducto de este proceso es el coque.Cracking o Craqueo: Transformación de las fracciones del petróleo en productos de menor peso molecular, análogos a la bencina. Proceso en el que se rompe y modifica la estructura molecular de los hidrocarburos contenidos en el petróleo, para transformar los productos pesados en productos ligeros de mayor valor comercial.Craqueo catalítico: Rompimiento y modificación de la estructura molecular que se lleva a cabo en presencia de un catalizador.Creep: El Creep o termofluencia es una deformación del metal que produce agrietamientos. Se presenta cuando la tensión o esfuerzos se mantienen constante y se sobrepasa una cierta deformación unitaria.El Creep induce a una falla por fractura cuando se sobrepasan los valores del diagrama de termofluencia para el material considerado.Crudo: Petróleo aún sin procesar, tal y como se obtiene del subsuelo.Crudo ligero: Petróleo con baja densidad y viscosidad. Normalmente tiene gran contenido de destilados.Crudo pesado: Petróleo con alta densidad y viscosidad, y generalmente bajo contenido de destilados. D _____________________________________________________________________ Dampers: Se encuentra en la chimenea del Horno y es el regulador de tiro o válvula que controla la velocidad a la que los gases de combustión abandonan el Horno.Decoquificar: Son una serie de procedimientos, para desprender de los tubos de los serpentines, las capas o depósitos de coque.En general, consiste en golpes de vapor de alta presión seguidos de inyecciones de aire y combustible liviano.La idea es desprender las capas de Coque mediante el vapor y lo que quede quemarlo en forma controlada regulando la cantidad de aire que se ingrese.Desintegración: Rompimiento molecular por medio de altas temperatura y presión para formar fragmentos más pequeños.Destilación: Operación que se realiza calentando cuerpos sólidos y, recogiendo los gases y vapores que se desprenden. Proceso que consiste en hervir un líquido para formar vapor y luego condensar el vapor para formar nuevamente el líquido. Se usa para separar compuestos líquidos de sus impurezas.Destilación fraccionada: Proceso de destilación en donde los compuestos que tienen diferentes temperaturas de ebullición pueden ser separados. La destilación se efectúa calentando la mezcla en un recipiente (retorta) para provocar la ebullición del componente más volátil, y obligando a los vapores a pasar por un refrigerante, donde se enfríen y se condensan. Progresivamente se modifican tanto la composición de la mezcla contenida en el recipiente, como la del vapor que está en equilibrio con ella. Es, pues, posible recoger el destilado en fracciones de diferente composición; la más volátil y la menos volátil se recogen separadamente y las fracciones intermedias se destilan de nuevo, hasta lograr la separación en los diversos componentes de la mezcla.
LVIII

ANEXO C: "TABLAS Y ESQUEMAS"
Desulfuración: Proceso de eliminación de compuestos de azufre a las fracciones del petróleo.E _____________________________________________________________________ Etileno: Materia prima básica para la producción de plásticos (petroquímica).F _______________________________________________________________________ Fitting: Son todos los elementos de unión de los tubos rectos.Fuel Oil: Combustible para calderas y hornos. Se emplea como combustible para generar vapor o energía eléctrica. Ejemplo de ello son las plantas termoeléctricas de energía, también es usado para motores de propulsión marinos. El control de sus características afecta principalmente a: La viscosidad, que se determina midiendo, a la temperatura de utilización, en el tiempo de flujo de una determinada cantidad de aceite a través de un orificio calibrado, verificando así que el producto podrá ser bombeado fácilmente. La potencia calorífica, se evalúa en el calorímetro mediante la combustión en oxígeno de una cantidad pequeña de fuel-oil situada en una bomba metálica. La viscosidad, que se determina midiendo, a la temperatura de utilización, en el tiempo de flujo de una determinada cantidad de aceite a través de un orificio calibrado, verificando así que el producto podrá ser bombeado fácilmente. La potencia calorífica, se evalúa en el calorímetro mediante la combustión en oxígeno de una cantidad pequeña de fuel-oil situada en una bomba metálica. El contenido del azufre, que se obtiene igualmente con una bomba de oxígeno midiendo la cantidad de anhídrido sulfuroso producido. El punto de encendido. El contenido de agua y sedimentos. G _____________________________________________________________________ Gas Natural: Es la porción del petróleo que existe en fase gaseosa o en solución en el aceite en los yacimientos, y es gaseosa a condiciones atmosféricas. El gas natural está constituido principalmente por metano con proporciones variables de otros hidrocarburos (etano, propano, butanos, pentanos y gasolina natural) y de contaminantes diversos. El objetivo del procesamiento del gas natural es eliminar los contaminantes, incluyendo los componentes corrosivos (agua y ácido sulfhídrico, este último también por su carácter contaminante), los que reducen el poder calorífico (dióxido de carbono y nitrógeno) y los que forman depósitos sólidos a bajas temperaturas (nuevamente agua y dióxido de carbono), para después separar los hidrocarburos más pesados que el metano, que constituyen materias primas básicas para la industria petroquímica. Las etapas normales en el procesamiento del gas natural son la deshidratación (eliminación de agua, usualmente con adsorbentes sólidos, como alúmina o mallas moleculares), el endulzamiento (eliminación de ácido sulfhídrico y dióxido de carbono con soluciones absorbentes en un esquema similar al descrito para los procesos de endulzamiento de gas de refinería), y la recuperación criogénica de etano e hidrocarburos más pesados (condensación de estos componentes a bajas temperaturas, del orden de 100¡C, y destilación fraccionada de los líquidos condensados). Otras etapas complementarias son el fraccionamiento de los hidrocarburos recuperados y la conversión del ácido sulfhídrico a azufre.H _____________________________________________________________________ Hematita: Sesquióxido de hierro, de formula Fe2O3, romboédrico. Es un tipo de oxidación del Fe y se deposita en la superficie del metal de los tubos expuestos a altas temperaturas, se caracteriza por impedir que continué la oxidación del metal.Hidrocarburos: Son compuestos químicos de carbón (83% a 87%) e hidrógeno (10 a 14%). Compuesto orgánico que contiene carbono e hidrógeno únicamente.I ______________________________________________________________________ Isomerización: Procedimiento que convierte la cadena recta de los hidrocarburos parafínicos en una cadena ramificada. El rearreglo de la estructura de un compuesto sin aumentar o disminuir ninguno de sus componentes. K _____________________________________________________________________ Kerosene: Fracción del petróleo bruto que destila, a aproximadamente entre 150¡ y 300¡ Celsius. Se emplea como carburante y como combustible doméstico. A fin de limitar los riesgos inherentes a la manipulación de un producto fácilmente inflamable, su volatilidad está
LIX

ANEXO C: "TABLAS Y ESQUEMAS"
limitada por un contenido en gasolina que se mantiene inferior al 10%, verificado en el test de destilación, mientras que otro aparato mide el punto de encendido, que es la temperatura a la cual un producto petrolífero calentado suavemente comienza a desprender suficientes vapores como para provocar su inflamación súbita al contacto con una llama. Un petróleo bien depurado debe poder arder durante largas horas sin humear y sin desprender carbonilla, lo que se verifica empíricamente por medio de lámparas normalizadas. Kerosene de aviación: Combustible empleado por aviones a reacción, turbohélice y algunos helicópteros. Se le conoce como Jet A-1. Se mide su resistencia a la corrosión, a la congelación y a la formación de emulsiones acuosas, así como su estabilidad térmica; este último test se realiza en el fuel coker, aparato que reproduce en laboratorio las condiciones de alimentación y de precalentamiento sufrida por el kerosene en las turbinas del avión. L _____________________________________________________________________ Liner: Placas de cuña o planchas de revestimiento con perforaciones en la periferia, las cuales se rellenan con soldadura, uniéndose al manto original. Se utilizan para cubrir las zonas de los equipos que poseen bajo espesor.Lubricantes: Dentro de la industria en general, los lubricantes juegan un papel fundamental, pues evitan que el contacto continuo entre partes móviles de una máquina provoque esfuerzos por fricción que puedan llevarla a un mal funcionamiento e inclusive a su destrucción. Durante la refinación del petróleo es posible, si se desea, producir bases de lubricantes, las cuales deben cumplir en forma muy estricta con el rango de viscosidad que las caracteriza. La materia prima para obtener las bases de lubricantes es el residuo de la destilación atmosférica del petróleo, el cual se redestila a condiciones de vacío para generar cortes específicos que se denominan: especialidades, neutro ligero y neutro, generándose además en otro proceso de desasfaltización del residuo de vacío por extracción con solventes, cortes adicionales que se denominan: neutro pesado, pesado y cilindros. Extremadamente diversos según su destino, estos productos nobles de refino sufren primero los controles clásicos de inflamabilidad (punto de encendido) y de fluidez (viscosidad, punto de derrame), pero importa por encima de todo probarlos en las condiciones reales o simuladas de su utilización futura. M ____________________________________________________________________ Magnetita: Es un óxido Ferrosoférrico de formula FeO, Fe2O 3, que cristaliza en el sistema cúbico, en octaedros. Se forma en la superficie del metal cuando es expuesto a temperaturas mayores de 400ºC. Se caracteriza por impedir que continúe el proceso de oxidación del metal y por tener propiedades magnéticas.Manhole: Acceso para registro de inspecciones e ingreso de inspectores al equipo.N _____________________________________________________________________ Nafta: Fracción ligera del petróleo natural, que se obtiene en la destilación de la gasolina.Naftaleno (Naftalina): Hidrocarburo sólido, procedente del alquitrán de hulla, usado como desinfectante.Naftenos: Hidrocarburos cíclicos saturados, generalmente contienen cinco o seis carbonos en el anillo.O _____________________________________________________________________ OPEP: Organización de Países Productores de Petróleo, fundada el 14 de septiembre de 1960 por cinco países: Arabia Saudita, Irak, Irán, Kuwait y Venezuela, como respuesta al enorme poderío que entonces tenía un puñado de grandes transnacionales de Occidente, llamadas "las Siete Hermanas" (Exxon, Mobil, Texaco, Chevron y Gulf de Estados Unidos, y las europeas British Petroleum y Shell), las cuales imponían sus precios y sus condiciones a los productores de crudo. Los actuales miembros de la OPEP son Argelia, Libia, Nigeria, Indonesia, Irán, Irak, Kuwait, Qatar, Arabia Saudita, Emiratos Arabes Unidos y Venezuela. La OPEP en su conjunto produce el 40% del crudo que se consume en el mundo y posee el 78% de las reservas probadas del planeta.
LX

ANEXO C: "TABLAS Y ESQUEMAS"
P _____________________________________________________________________ Petróleo: El aceite mineral o petróleo se encuentra en el interior de la tierra y se compone principalmente de carbono e hidrógeno; por ello, se trata de un hidrocarburo y no un mineral, ya que procede de sustancias orgánicas. La palabra petróleo, proviene de las voces latinas petra y oleum, que significan piedra y aceite, respectivamente, no porque sea aceite de piedra, sino por estar aprisionado entre piedras. Procesos petroquímicos: Además de los combustibles, del petróleo se obtienen derivados que permiten la producción de compuestos químicos que son la base de diversas cadenas productivas que terminan en una amplia gama de productos conocidos genéricamente como productos petroquímicos, que se utilizan en las industrias de fertilizantes, plásticos, alimenticia, farmacéutica, química y textil, entre otras. Las principales cadenas petroquímicas son las del gas natural, las olefinas ligeras (etileno, propileno y butenos) y la de los aromáticos. La cadena del gas natural se inicia con el proceso de reformación con vapor por medio del cual el metano reacciona catalíticamente con agua para producir el llamado gas de síntesis, que consiste en una mezcla de hidrógeno y óxidos de carbono. El descubrimiento de este proceso permitió la producción a gran escala de hidrógeno, haciendo factible la producción posterior de amoníaco por su reacción con nitrógeno, separado del aire. El amoníaco es la base en la producción de fertilizantes. También a partir de los componentes del gas de síntesis se produce metanol, materia prima en la producción de metil-terbutil-éter y teramil-metil-éter, componentes de la gasolina; otra aplicación es su uso como solvente en la industria de pinturas. La cadena del etileno se inicia a partir del etano recuperado del gas natural en las plantas criogénicas, el cual se somete a un proceso de descomposición térmica para producir etileno principalmente, aunque también se forma hidrógeno, propano, propileno, butano, butilenos, butadieno y gasolina pirolítica. Del etileno se producen un gran número de derivados, como las diferentes clases de polietilenos cuyas características dependen del proceso de polimerización; su aplicación se encuentra en la producción de plásticos, recubrimientos, moldes, etc.Propano: Hidrocarburo saturado de tres carbonos. Es un gas incoloro, inflamable, que se halla en el gas natural. Sirve como combustible. R_____________________________________________________________________ Refinación: Se aplica a todas las operaciones cuyo objeto es la fabricación u obtención de los diferentes productos derivados del petróleo.Revamping: Significa cambiar todos o la mayoría de los tubos del serpentín del horno.T _____________________________________________________________________ Temperatura De Humos: Es la temperatura de los gases calientes producto de la combustión, se miden con termocuplas.Temperatura De Metal: Es la temperatura que tiene la pared exterior metálica (aquella en contacto con los gases calientes) de los tubos de los serpentines, estas temperaturas se controlan a través de termocuplas.Tolueno: Hidrocarburo (metilbencenol) de la serie aromática, usado en la preparación de colorantes, disolventes, medicamentos y trinitrotolueno.Torre de destilación (Topping): Equipo en el que se lleva a cabo el proceso de separación de las fracciones, mediante etapas sucesivas de evaporación y condensación. Trinitrotolueno o Trinitrotoluol (TNT): Producto sólido cristalino, derivado del tolueno, que se usa como explosivo. Es tóxico y produce dermatitis. BIBLIOGRAFIA1. Matamala G, (1980). Proceso de corrosión localizada. ENAP. Concepción, Chile. 2. Howar, Finley, (1979). Vol. II. Principios de optimización de mantención. Venezuela C.A.3. Ganapathy, V. Steamplan calculetions manual, 2 ed. Cold end corrosión: causes and cures.
Marcel Dekker. INC; 427 pág.
LXI

ANEXO C: "TABLAS Y ESQUEMAS"
4. Díaz Oviedo, Pablo, (1994). Mantención sintomática en hornos de refinería de petróleo Petrox S.A. Universidad de Concepción, facultad de ingeniería. Informe de habilitación profesional para optar al titulo de Ingeniero Civil Mecánico; 123 pág.
5. Peña Saavedra, Oscar, (1999). Aseguramiento de la calidad en mantención de equipos estáticos. Universidad de Concepción, facultad de ingeniería. Informe memoria de titulo para optar al titulo de Ingeniero Civil Mecánico; 147 pág.
6. Apeleo Curin, Patricio, (2001). Determinación de equipos rotatorios críticos elaborando para ellos planes y procedimientos de mantención en la planta Topping y Vacío I de la refinería de petróleo Petrox S.A. Universidad del Bio-Bio. Concepción, Chile. Trabajo de titulación para el titulo de Ingeniero Civil Industrial mención Mecánica.
7. Archivos técnicos de los equipos E-1, E-51, B-1 y B-51. Petrox S.A. División de programación de mantención.
8. Metals Handbook, (1986). V.11. Failure analysis and prevention, 9 th.ed. Metals Park, Ohio. American Society for Metals.
9. Columna de destilación, (1983). Petrox S.A. Refinería de petróleo; 143 pág.10. Lara Barbieri, Pablo, (1996). Predicción de comportamiento de hornos de proceso en la
refinería de petróleo Petrox S.A. a través de la técnica con termografía. Universidad del Bio-Bio. Talcahuano, Chile. Seminario de titulo para optar al titulo de Ingeniero de Ejecución Mecánico.
11. Suarez P, Alfonso, (1968). Manual de equipos para plantas químicas. Dow chemicals latin america.
12. Silva E, Carlos, (1978). Diseño mecánico para equipos de una planta química. Universidad de Concepción. Informe para optar al titulo de Ingeniero Civil Mecánico.
13. Hütte, (1964). Manual del Ingeniero. Editorial Guastavo Gili S.A., Barcelona, España. Traducción del alemán de la 28ª edición.
14. Matamala R, Gullermo, profesor Ingeniero Civil Químico, (1978). Proceso de corrosión localizada.
15. Günther B, Bruno, Ingeniero Civil Mecánico, (1978). Análisis de fallas en equipos industriales.
16. http://www.enap.cl 17. http://www.petrox.cl 18. http://www.api.org 19. http://www.opec.org 20. http://www2.petrobras.com.br
ANEXO "A"CORROSIÓN LOCALIZADA
PROCESO DE CORROSIÓN LOCALIZADA1. Importancia De La Corrosión y Su Evaluación Económica.
La corrosión es uno de los fenómenos de deterioro de los materiales (metales, concreto, madera, etc.), motivado por una reacción con el medio ambiente en que son usados.
El fenómeno de corrosión no siempre involucra una modificación de peso o un deterioro visible a simple vista, ya que muchas formas de corrosión se manifiestan por un cambio de las propiedades de los materiales, disminuyendo su resistencia.
El deterioro de los materiales por corrosión, significa cifras cuantiosas para la gran mayoría de los países.
La obtención de metales y aleaciones en general, significan gastar recursos minerales y energéticos no renovables, aumentando el costo de obtención a medida que las minas se agotan o la energía se encarece.
En Chile, por causas geográficas y climáticas, se presentan condiciones muy favorables para la corrosión. La industria por razones principalmente de transporte han debido instalarse
LXII

ANEXO C: "TABLAS Y ESQUEMAS"
en las costas o en las zonas muy cercanas a ella; existiendo lo que se llama "atmósfera marina", que en la mayoría de los casos es mucho más agresiva que el típico "ambiente industrial".
La valorización de las pérdidas económicas tanto directas como indirectas que originan los procesos de corrosión, es compleja aún dentro de un mismo tipo de industria.
Los factores mínimos que deben considerarse podríamos enumerarlos del siguiente modo:
Costos directos.a. Remplazo o reposición de maquinarias o equipos corroídos.b. Mantenimiento preventivo.
Costos indirectos.a. Sobre diseño de espesor por corrosión para obtener una vida útil aceptable.b. Paralización de plantas por deterioro de la corrosión.c. Pérdida de la eficiencia; los productos de la corrosión y el sobrediseño por espesor,
disminuyen la velocidad de transferencia de calor en los intercambiadores.d. Contaminación e inutilización de los productos.e. Pérdidas en equipos adyacentes a los cuales les ocurren fallas por corrosión.
Costos sociales.a. Fallas en equipos pueden causar explosiones, escapes de productos tóxicos, incendios, etc.b. Se pueden originar accidentes fatales o afectar a la salud, por los productos que escapan
de los equipos corroídos.c. Los materiales corroídos presentan generalmente aspectos desagradables a la vista,
influyendo en el ambiente de trabajo.1.1 Tipos de corrosión.
Pretender hacer una clasificación de la corrosión, es un tema polémico, pues nunca pueden abordarse todas las variables que lo afectan.
Tomando en cuenta la apariencia del material corroído, la corrosión puede clasificarse en:a. Corrosión uniforme.b. Corrosión localizada.a. Corrosión uniforme.
Es un deterioro homogéneo en la mayor parte de la superficie metálica, lo cual facilita calcular la vida útil del material corroído. Se le considera la forma más benigna de corrosión, ya que normalmente produce un deterioro aceptable que no podemos eliminar totalmente por razones económicas. b. Corrosión localizada.
Se la conoce como el fenómeno en que pequeñas zonas o áreas del metal son afectadas, constituyendo con ello a la forma más peligrosa de corrosión. Este deterioro queda clasificado dentro de la "corrosión inaceptable", donde aspecto económico se vuelve secundario y el factor decisivo es el grado de confianza que se puede depositar en los materiales resistentes. Ejemplos: perdida de hélices en barcos, figuración de componentes estructurales en aviones, etc.
Los fenómenos de corrosión localizada que se visualizan a simple vista se llaman macroscópicos y los que necesitan una inspección por un elemento óptico de aumento, se denominan microscópicos.
Corrosión Localizada macroscópica.Dentro del deterioro por corrosión localizada microscópica, tenemos entre los más
relevantes: Corrosión Galvánica.
Se genera al utilizar metales diferentes, los cuales se usan generando una diferencia de potencial en le medio electrolítico conductor.
LXIII

ANEXO C: "TABLAS Y ESQUEMAS"
Corrosión por Erosión.Donde la velocidad de ataque normal del medio agresivo electroquímico, es
incrementado por un efecto de tipo mecánico. Se distinguen los deterioros por Erosión por líquidos, cavilación y fricción entre metales.
Corrosión por hendidura.El medio agresivo se concentra en ciertas ranuras o huecos existentes en el
material por diseño o construcción, acelerando el ataque en esas zonas. Corrosión por picado.
La corrosión se propaga hacia el interior del metal en forma de canales cilíndricos o de otras formas geométricas, motivado por el deterioro de las capas pasivas por la presencia de uniones agresivas (cloruros, percloratos, etc.)
Corrosión Localizada microscópica.Entre los deterioros más importantes, se encuentran:
Corrosión Intergranular.Deterioro que se verifica entre las fases de una aleación, por tener diferente
composición entre el material del grano. La disolución de una fase es mas activa que otra.
Corrosión bajo Tensión.Aumento del deterioro al unirse los efectos del medio agresivo, con los
originados por tensiones mecánicas de tracción, ya sean aplicados o residuales. Los materiales se fracturan para valores de la tensión inferiores al limite de fluencia.
Corrosión Fatiga.El material se fractura bajo condiciones de esfuerzos ciclicos repetitivos,
considerablemente mas bajos que el limite de resistencia.2 Variables Que Influyen En La Velocidad Del Deterioro.
La corrosión definida como el deterioro de los materiales, por el medio en que son usados; depende de una infinidad de variables que podemos agruparlas en factores inherentes al medio corrosivo y del material.2.1 Factores de tipo metalúrgico: Naturaleza del material o de la aleación. Presencia de inclusiones en la superficie. Homogeneidad de su estructura. Tratamientos técnicos. Tensiones residuales. Grietas, entalladuras o defectos superficiales.
LXIV

ANEXO C: "TABLAS Y ESQUEMAS"
Incrustaciones de óxidos, en depósitos continuos, semiporosos y porosos.2.2 Factores del medio ambiente. Temperatura Naturaleza del medio corrosivo (liquido, gases, sales fundidos, suelo, etc.) Concentración de oxigeno PH Presencia de humedad Presencia de contaminantes Concentración del principal agente agresivo Tensiones aplicadas al material (compresión, tracción, cíclicos, etc.)3 Corrosión Por Picado.
La corrosión por picado es una forma muy frecuente de ataque. El deterioro del material se ubica en puntos aislados de superficies metalizas pasivas, propagándose hacia el interior del metal en forma de canales cilíndricos, cónicos o de otra forma geométrica.
La velocidad del ataque en la picadura, puede llegar a ser del orden de 30.000 a 1.000.000 de veces más rápida que en el resto de la superficie. En la practica se presenta como perforación de cañerías, estanque y equipos en general; quedando el material deteriorado en unos mm2 y permaneciendo el resto del material en forma pasiva con un mínimo de ataque. Es decir, la magnitud del daño producido no guarda una relación con la cantidad de material existente.
El anión que aparece más frecuentemente como el causante del picado, es el cloruro; su presencia abundante en la naturaleza y muy particularmente en ambientes marinos, hace del cloruro un agente agresivo. De gran importancia. Otros aniones que causan picado son los bromuros, ioduros, percloratos, sulfatos, nitratos, sulfocianuros, etc.; siendo el anión agresivo de comportamiento diverso ante diferentes metales.
Para la aparición de picado, es necesario que la concentración del unión agresivo sea superior a una cierta concentración límite y que para el hierro en presencia del ión cloruro es mayor que 3x10E4 (mol/lt) de iones C1.
Está generalmente aceptado que el picado empieza a un cierto potencial crítico, conocido como potencial de picado. 3.1 Variables de proceso que influyan en el picado de los materiales.
Dentro de las variables que más se relacionan con cualquier proceso industrial, tenemos que destacar algunas que están íntimamente relacionadas con el fenómeno de picado, a saber: PH de la solución a medio agresivo. Concentración del principal anión agresivo. La temperatura del medio. Efecto de los aniones inhibidores del picado.
Todas estas variedades enumeradas, influyen sobre el potencial de picado del metal y por lo tanto, su cuantificación significa, en cierto modo, controlar el proceso de deterioro. 3.2 Consideraciones Metalúrgicas que caracterizan al picado.
La presencia de un aleante en un metal, puede modificar en forma apreciable su potencial de picado. Por ejemplo en aleaciones Fe-Cr, al variar el contenido de cromo desde un 25% a un 40%, el porcentaje de picado en presencia de cloruros sube de + 0.2 a + 0.9 Venh.
Aleaciones de Ni–Cr, desplazan el potencial de picado de + 0.28 Venh para contenidos menores de 5% en Cr, a + 0.75 Venh en aleaciones con mas de 18% en cromo.
El agregado de No en los aceros inoxidables, mejora las propiedades de resistencia al picado.3.3 Proteccion contra el picado.
Este deterioro puede controlarse fundamentalmente de dos maneras:a. Controlando el potencial.
LXV

ANEXO C: "TABLAS Y ESQUEMAS"
b. Mediante uso de inhibidores.4 Corrosión Intergranular.
La corrosión intergranular es una forma de ataque localizado, que se presenta como una disolución preferencial a las zonas adyacentes al limite del grano del metal o aleación. Este deterioro puede conseguir la desintegración del material o inutilizarlo por una disminución de sus propiedades de resistencia, tanto química como mecánica.
El ataque intergranular se presenta en numerosos materiales, tales como acero inoxidables austeníticos y ferríticos, aleaciones de níquel (Incolay, Inconel, Hastelloy, etc.), aleaciones de aluminio, etc.
La explicación de la corrosión intergranular esta vinculada con cambios estructurales, que ocurren preferentemente en los limites de grano y en las zonas adyacentes a ellos. Precipitándose en estas zonas compuestos intermetálicos, que contribuyen a la formación de fases sólidas de diferente composición; o a la segregación de algún elemento que le infiere características anódicas, en relación al material del grano.4.1 Fenómenos de corrosión intergranular de los aceros inoxidables, por procesos de
soldadura.El tratamiento térmico impropio de los aceros inoxidables austeníticos o ferríticos, es
una de las causas primordiales para que estos materiales queden susceptibles a la corrosión intergranular. La temperatura y tiempos específicos que inducen la susceptibilidad a este deterioro, se denominan tratamientos térmicos sensibilizadores.
Los procesos de soldaduras responden a los fenómenos térmicos sensibilizadores, en forma semejante a un tratamiento térmico.4.2 Mecanismos de corrosión de los aceros inoxidables.
La susceptibilidad a la corrosión intergranular de los aceros inoxidables en general, aumenta a mayor contenido de carbono. La solubilidad del carbón en la aleación varia fundamentalmente con la temperatura, así para temperatura de recocido de 1066°C es soluble un 0.07% en peso a temperatura de ambiente. Las consecuencias de un rápido enfriamiento desde la temperatura de recocido, hasta la temperatura de ambiente, consisten en una sobresaturación de carbono en la solución, que tiende a precipitar como carburo rico en cromo en el rango de sensibilización del acero. La formula del carburo sería (Cr, Fe)23 C6 donde el contenido de cromo llega a ser del orden de 70% en peso.
La teoría mas aceptada relativa a la corrosión intergranular de los aceros inoxidables sensibilizados, se relaciona con un agotamiento del cromo en la aleación adyacente a un enriquecimiento, formado en los limites del grano por la precipitación de carburos. Aceros Inoxidables Ferríticos.
Cromo
Cordón de SoldaduraGrano
Interfaces de carburos
4.3 La soldadura en los aceros inoxidables ferríticos.El acero inoxidable ferrítico tiene una estructura cubica centrada en le cuerpo, son
magnéticos y no aceptan tratamientos térmicos, obteniéndose un endurecimiento moderado por trabajado en frío.
LXVI

ANEXO C: "TABLAS Y ESQUEMAS"
Ejemplos de estos materiales los encontramos en los aceros AISI 405, 430, 446, etc., Cuyos contenidos de cromo oscilan entre 12 a 27%C (0.03%), Si (1.0%), y otros elementos en menor proporción.
Los aceros inoxidables ferríticos han recibido menor atención y estudio que los austeníticos pero últimamente por el aumento del precio del níquel, por su resistencia a la corrosión bajo tensión y a sus mejores costos de obtención; se ha incrementado la investigación al respecto. Los aspectos negativos en su dificultad de trabajo, son propensos a factura frágil y susceptible a corrosión intergranular en una gran variedad de medios (por ejemplo agua.)
Los tratamientos de sensibilización de los aceros inoxidables ferríticos, se producen por calentamientos sobre los 927°C; independientemente que el temple se verifique en agua o por enfriamiento por aire desde esa temperatura.
En el caso de soldadura de los aceros inoxidables ferríticos la zona que se sensibiliza corresponde al rango de temperatura más alta, es decir, aquellas zonas calentadas sobre 927°C. Esto quiere decir que las zonas afectadas por corrosión intergranular serán las soldaduras mismas y la zona inmediatamente adyacente a ella, diferenciándose austeníticos donde el ataque se localiza a una corta distancia de la soldadura. 5 Mecanismos De Corrosión De Los Aceros Inoxidables Ferríticos.
La mayor parte de los investigadores sostienen la teoría del agotamiento en cromo, como la explicación de mecanismo de ataque por corrosión intergranular de los aceros ferríticos. Todos concuerdan que la precipitación de carburos (GR 23 c 6 ) y nitruros ( cr2 n ) , ocurren en un rango de temperatura de alrededor de 427 a 927°C en el rango inferior de precipitación 427 a 704°C, el agotamiento del cromo ocurre cuando el material es mantenido en ese rango por períodos prolongados de tiempo, si dado que la difusión del cromo es baja : a esas temperaturas y la precipitación de carburos, por ser casi instantánea, es homogénea en todo el material. En el rango superior de temperatura la difusión de cromo aumenta y disminuye el grado de agotamiento en cromo. La diferencia principal con un acero austenítico, es que con la baja solubilidad del carbono y nitrógeno en la ferrita, comparado con la austenita la reacción de precipitación ocurre más rápidamente y además se facilita una segregación de C y N a los limites de granos, mientras mayor sea la temperatura.5.1 Estabilización de los acerosa. Austenítico. Tratamiento térmico de 950 a 1150°C seguido de un enfriamiento rápido por templado
en agua, facilita la disolución de los carbonos y homogeneiza el material. Reducción del tamaño del grano, contribuye a una densidad menor de precipitados por
unidad de área. Disminuyendo el contenido de carbono a valores del orden de 0.03% o manteniendo
una relación % Cr – 80% C 16.8 Adicionando al acero elementos ávidos de C, tales como el Ti y Nb, los cuales forman
carburos a temperaturas más altas que los de cromo.b. Ferríticos. Usando estos materiales en condiciones de recocido a unos 788°C. Adicionando elementos estabilizadores como Ti, Nb. Para eliminar la susceptibilidad al ataque intergranular, los aceros ferríticos deben
contener cantidades de carbono menores que 0.005% y nitrógeno menores que 0.05%.6 Corrosión Por Erosión.
La utilización de los materiales origina deterioros de ellos por las diferentes solicitaciones a que queda expuesto. El termino solicitación, involucra una acción conjunta de un esfuerzo mecánico (tracción, compresión fricción, torsión, etc.) y de un ataque químico y electroquímico por el medio ambiente (aire, agua, agua de mar, ácidos, vapor, lubricantes, etc.); que actúan en forma simultanea sobre la superficie metálica, produciendo un efecto de destrucción.
LXVII

ANEXO C: "TABLAS Y ESQUEMAS"
Bajo la denominación de erosión se conocen varios tipos de fenómenos de corrosión localizada, cuyos procesos de deterioro ofrecen una morfológica muy variada; así podemos mencionar:
a) Corrosión por erosión.b) Cavilación.c) Choque por líquidos.d) Choque por sólidos.e) Corrosión por fricción.Todos los cuales envuelven la acción conjunta de un daño mecánico activado por el
medio ambiente.6.1 Corrosión por Erosión.
La corrosión por erosión es un fenómeno de aceleración del índice de deterioro de un metal, debido a movimientos relativos entre el fluido corrosivo y la superficie metálica.
Prácticamente todos los metales y aleaciones son susceptibles al daño por erosión, dependiendo sobre manera del desarrollo de un film superficial o film pasivo, que actúa como protector al aislar el metal del medio corrosivo.
Flujo de agua
Superficie original
Película de corrosión
Metal – Espesor del tubo Cráter de corrosión por erosión
Además todos los medios corrosivos pueden producir corrosión por erosión, incluyendo gases, soluciones acuosas, medios orgánicos, metales líquidos, etc. Los sólidos en suspensión son particularmente destructivos bajo el punto de vista de corrosión por erosión.
Este fenómeno se presenta normalmente en sistemas de cañerías, codos, válvulas, bombas, boquillas, toberas, alabes de turbinos, líneas de vapor, hélice, etc. 6.2 Medidas de protección.
Para buscar una protección contra la corrosión por erosión, podemos señalar en orden de importancia los siguientes métodos clásicos:a. Elección del material.
Es interesante conocer el comportamiento de los materiales a este tipo de desgaste y juzgar la influencia que puedan tener en ellos o aleaciones semejantes, parámetros tales como tratamientos térmicos, mecánicos, estado superficial, composición química, etc.b. Análisis de diseño.
El estudio de diseño constituye un método para evaluar la vida útil del material, con relación a su menor costo; enfocando cambios en la forma geométrica y no del material seleccionado.
El daño por corrosión - erosión puede ser reducido a través de mejoras en el diseño, que aseguren un flujo laminar y eviten los cambios bruscos de dirección en fluidos en movimientos.c. Modificaciones del medio ambiente.
La desaireación, adición de inhibidores, la sedimentación, filtración, cambio de Ph, disminución de la temperatura, etc.; son factores que pueden servir para minimizar el
LXVIII

ANEXO C: "TABLAS Y ESQUEMAS"
fenómeno de corrosión por erosión. Cada caso debe ser estudiado en forma particular, pues son muchas las variables que intervienen.d. Uso de revestimientos.
Constituye una barrera eficaz entre el metal y el medio ambiente, aunque no siempre es factible de emplearlo para resolver los problemas de corrosión – erosión.e. Empleo de protección catódica.
Se utiliza en forma muy limitada para reducir los ataques provenientes del efecto electroquímico, en el fenómeno de corrosión por erosión.
ANEXO "B"NORMAS REFERIDAS AL TEMA
Pressure Vessel Inspection Code:Maintenance Inspection, Rating,Repair, and AlterationDownstream SegmentAPI 510EIGHTH EDITION, JUNE 1997ADDENDUM 1, DECEMBER 1998ADDENDUM 2, DECEMBER 2000
American Petroleoum InstituteHelping YouGet The Job
Done Right.
LXIX

GUIDEFOR
INSPECTION OF REFINERY EQUIPMENTCHAPTER II
CONDITIONS CAUSING DETERIORATION OR FAILUREFIRST EDITION
1957SECOND EDITION
1973
AMERICAN PETROLEUM INSTITUTEDivision of Refining50 West 50th StreetNew York 20, N. Y.
ANEXO "C"TABLAS Y ESQUEMAS
DIVISIÓN PROGRAMACIÓN
PLANTA TOPPING I EQUIPO E-1EQUIPO E-1 24-09-01

DE MANTENCIÓN REGISTRO DE MEDICIÓN DE ESPESORES
Última Modificación 14-08-02

EVALUACIÓN DEL MANTO E-1
Punto
Espesor
Corrosión
Espesor
Fecha: Fecha: Fecha:
de Insp.
Nominal
Permitida
de Retiro
Espesor
% Vida Tasa Corr.
Espesor
% Vida Tasa Corr.
Espesor
% Vida Tasa Corr.
Medido
Útil mm/año
Medido
Útil mm/año
Medido
Útil mm/año
1 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.92 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.93 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.94 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.9
EVALUACIÓN DE LOS SOPORTES DE LAS ESCALERAS DE LA TORRE E-1Punto de
Espesor
Corrosión
Espesor Fecha: Fecha: Fecha:
Insp. Nominal
Permitida
de Retiro
Espesor
Medido
% Vida Útil
Tasa Corr.
Espesor
Medido
% Vida Útil
Tasa Corr.
Espesor
Medido
% Vida Útil
Tasa Corr.
mm/año
mm/año
mm/año
1 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.92 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.93 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.94 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.95 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.96 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.97 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.98 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.99 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.910 9.5 3.2 6.3 -196.6 -1.9 -196.6 -1.9 -196.6 -1.9
DIVISIÓN PROGRAMACIÓN DE
MANTENCIÓN
PLANTA TOPPIN I EQUIPO Nº B-1REGISTRO DE MEDICIÓN
DE ESPESORESFecha de Elaboración 28-09-
01

Última Modificación 14-08-02
TABLA "CAUSA DE FALLAS EN TORRES E-1 Y E-51"
TABLA "CAUSA DE FALLAS EN HORNOS B-1 Y B-51"
Elemento Falla Causa Tipo causa % incidenciaCasing bajespes Corrosio Corrosión 60.00%Casing grietas Corrosio Exceso de temp. 40.00%Casing rotura CorrosioCasing deformac ExcetempCasing despintu Excetemp

Nº de fallas 5 100%
Elemento Falla Causa Tipo causa % incidenciaColiradi grietas Corrosio/
erosionCorrosión 8.33%
Coliradi pandcurv Excetemp Erosión 8.33%Coliradi abultloc Excetemp Exceso de temp. 83.33%Coliradi hundimie ExcetempColiradi rompimie ExcetempColiradi coquitub Excetemp 100%
Nº de fallas 6
Elemento Falla Causa Tipo causa % incidenciaBanconv Grietas Corrosio/
erosionCorrosión 6.25%
Banconv Pandcurv Excetemp Erosión 6.25%Banconv Abultami Excetemp Exceso de temp. 62.50%Banconv Hundimie Excetemp Erosión por flujo p. 12.50%Banconv Rompimie Excetemp Suciedad ext. de tubos 12.50%Banconv Bajespes ErosflujBanconv Coquitub ExcetempBanconv Perdefici Suciext
Nº de fallas 8 100%
Elemento Falla Causa Tipo causa % incidenciaDampers Deformad Excetemp Exceso de temp. 33.33%Dampers Bajespes Corrosio Corrosión por temp. 33.33%Dampers Trabado Mecdañad Mecanismo dañado 33.33%
Nº de fallas 3 100%
Elemento Falla Causa Tipo causa % incidenciaQuemadfo Sucio Residcom Corrosión 35.71%Quemadfo fundido Excetemp Exceso de temp. 32.14%Quemadfg Sucio Residcom Residuos combustibl. 21.43%Quemadfg fundido Excetemp Daño químico 3.57%Soportes Bajespes Corrosio Tapa mal montada 7.14%Soportes Deformac ExcetempRefracta Dañodesp Excetemp/
dañoquimChimenea Grietas CorrosioChimenea Rotura Corrosio
Piloto Sucio ResidcomPiloto fundido Excetemp
Escyplat fracunio CorrosioEscyplat Bajespes Corrosio
Domo Filtrtap Tapmalmo
Nº de fallas 14 100%

AGRADECIMIENTOS Y DEDICATORIASLos autores agradecen sinceramente a la refinería de petróleo PETROX S.A. por la oportunidad y el
interés para realizar este trabajo, al departamento de mantención y a su división de programación de mantención, dirigida por el Ingeniero Sr. Ricardo Bustamante, al ingeniero patrocinante Sr. Ernesto Urrea L., y al Ingeniero Sr. Fernando Alvarez por sus valiosos comentarios. A todo el equipo de seguridad de la planta, en especial a su jefe el Ingeniero Sr. Edmundo Manrriquez. A la Bibliotecaria Sra. Mónica Arrau, por su apoyo técnico y al Ing. Nv. Mc. Sr. Alberto Trostel por sus valiosas traducciones de manuales técnicos.
Agradecemos también al Instituto Profesional INACAP Talcahuano y a todos los profesores que aportaron con sus conocimientos en nuestra formación como profesionales.
Dedico este trabajo a Dios, la Patria y a mi Familia.A mis abuelos, el Ingeniero Sr. Alfredo Trostel Ströem (q.e.p.d.) y la Sra. Lucrecia Lobos Silva (q.e.p.d.),
al jefe de aduanas Sr. Luis Acuña Boggano (q.e.p.d.) y la Sra. María Coello Casanova, a mi padre, el Ing. Nv. Mc. C.C. (R) Sr. Alberto Trostel L. y a mi madre, Sra. Teresa Acuña C., a mis hermanos, el Técnico Sr. Alberto Trostel A., el Técnico Sr. Ricardo Trostel A., el Ingeniero Sr. Christian Trostel A., y al Ingeniero Teniente Sr. Pablo Trostel A.
Con cariño,... Roberto.A mi esposa, Araselly Parra, además de mis hijas Vania y Sofía, quienes me llenan de amor siempre...A mi hermana y mi madre, que con su cariño no han dejado de alentarme por la vida...A la familia Parra Montecinos en especial al Sr. Felisario Parra, de quien nunca he dejado de sentir
apoyo...Y a mi padre el Sr. José Alarcón sin duda por quien soy como soy...Ramiro... A todos los que a través de pequeñas y grandes gestiones contribuyeron a la gestación de esta
memoria... gracias.
José Ramiro Alarcón CortezRoberto Trostel Acuñ[email protected]