ESTUDIO DE ESTANDARIZACIÓN DE TIEMPOS EN EL …
39
ESTUDIO DE ESTANDARIZACIÓN DE TIEMPOS EN EL DIAGNÓSTICO DE BÁSCULAS Y BALANZAS EN LA EMPRESA BASCOSTA LTDA. LINA LUZ CAMPO NIÑO HERNANDO ULLOA ROSARIO UNIVERSIDAD DEL MAGDALENA FACULTAD DE INGENIERÍA PROGRAMA DE INGENIERÍA INDUSTRIAL SANTA MARTA 2021
Transcript of ESTUDIO DE ESTANDARIZACIÓN DE TIEMPOS EN EL …

ESTUDIO DE ESTANDARIZACIÓN DE TIEMPOS EN EL DIAGNÓSTICO
DE BÁSCULAS Y BALANZAS EN LA EMPRESA BASCOSTA LTDA.
LINA LUZ CAMPO NIÑO
HERNANDO ULLOA ROSARIO
UNIVERSIDAD DEL MAGDALENA
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA INDUSTRIAL
SANTA MARTA 2021

ESTUDIO DE ESTANDARIZACIÓN DE TIEMPOS EN EL DIAGNÓSTICO
DE BÁSCULAS Y BALANZAS EN LA EMPRESA BASCOSTA LTDA.
LINA LUZ CAMPO NIÑO
HERNANDO ULLOA ROSARIO
PASANTÍA INSTITUCIONAL PARA OPTAR AL TÍTULO DE
INGENIERO INDUSTRIAL
DIRECTOR:
MANUEL J. CAMPUZANO H. PhD.
UNIVERSIDAD DEL MAGDALENA
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA INDUSTRIAL
SANTA MARTA 2021

Tabla de Contenido
Resumen .............................................................................................................................. 1
Abstrac ................................................................................................................................. 2
1. Introducción................................................................................................................. 3
2. Planteamiento del problema ................................................................................... 4
3. Justificación ................................................................................................................ 5
4. Antecedentes ............................................................................................................... 6
5. Objetivos..................................................................................................................... 10
5.1. Objetivo General: .............................................................................................. 10
5.2. Objetivos Específicos: ..................................................................................... 10
6. Generalidades de la empresa. .............................................................................. 11
6.1. Misión ................................................................................................................... 11
6.2. Visión ................................................................................................................... 11
6.3. Política integral .................................................................................................. 11
7. Metodología ............................................................................................................... 13
7.1. Diagrama de estudio de tiempos y movimientos ..................................... 14
7.2. Estudio de tiempos y movimientos ............................................................. 14
7.3. Diagrama del proceso. ..................................................................................... 15
8. Identificación de problemas .................................................................................. 17
8.1. Proceso diagnóstico de balanza: ................................................................. 20
8.2. Proceso diagnóstico de báscula .................................................................. 22
9. Soluciones propuestas ........................................................................................... 23
9.1. Proceso diagnostico balanza (propuesta) ................................................. 25
9.2. Proceso de diagnóstico báscula (propuesta) ........................................... 27
10. Conclusión ............................................................................................................. 28
11. Recomendaciones ................................................................................................ 30
12. Bibliografía ............................................................................................................ 31

Tabla de cuadros
Cuadro 1. Identificación de problemas .................................................................. 17
Cuadro 2. Soluciones propuestas ......................................................................... 23
Tabla de diagramas
Diagrama 1. Diagrama de procesos ...................................................................... 15
Diagrama 2. Diagrama bimanual diagnóstico de balanzas ................................... 20
Diagrama 3. Diagrama bimanual diagnostico basculas ......................................... 22
Diagrama 4. Diagrama bimanual diagnostico balanza (Propuesta) ....................... 25
Diagrama 5.Diagrama bimanual diagnóstico de básculas (Propuesta) ................. 27
ANEXOS
Anexo 1. Plan de acción………………………………………………………………..34

1
Resumen
Inicialmente, es menester tener claro que el presente informe se basa en el
estudio de los períodos de tiempo empleados en la fase de diagnóstico de las
básculas y balanzas de la empresa BASCOSTA LTDA. Además, se estudia su
estandarización mediante el análisis de diagramas de flujo y el bimanual propio del
ya mencionado establecimiento, todo esto en aras de mejorar el desempeño
interno de dicho proceso.
Asimismo, se hará referencia a las teorías y posiciones científicas que
enmarcan el campo de aplicación de los métodos empleados por la empresa para
llevar a cabo los procesos de diagnóstico, con el fin de contar con una visión
global del fenómeno objeto de observación.
Finalmente, se plantearán conclusiones y recomendaciones que parten del
análisis de los resultados que se han venido presentando y recopilando en el
marco del desarrollo del programa de prácticas de la Universidad del Magdalena.
Lo anterior, atiende a la necesidad que presenta BASCOSTA LTDA. de contar con
un precepto homogeneizado en cuanto a la duración del servicio de diagnóstico
que presta a su clientela de manera sucesiva, logrando una mejora en la
prestación de éste y fortaleciendo su posición en el mercado.
Palabras clave: Estandarizar tiempos, diagnóstico, balanza, báscula.
2
Abstrac
Initially, it is necessary to be clear about this report it is based on the study
of the time periods used in the diagnosis phase of the scales and balances of the
BASCOSTA LTDA. company. In addition, the standardization is studied through
the analysis of flow diagrams, course diagrams, route diagrams and the bimanual
of the establishment, all this to get better for the internal performance of the
process.
Likewise, reference will be made to the theories and scientific positions that
frame the field of application of the methods used by the company to carry out the
diagnostic processes, in order to have a global vision of the phenomenon under
observation.
Finally, conclusions and recommendations will be proposed that are based
on the analysis of the results that have been presented and compiled in the
framework of the development of the internship program of the University of
Magdalena.
The foregoing meets the need presented by BASCOSTA LTDA. to have a
standardized precept regarding the duration of the diagnostic service that it
provides to its customers in succession, achieving an improvement in its provision
and strengthening its position in the market.
Keywords: Standardize times, diagnosis, balance, weighing machine
3
1. Introducción.
En la actualidad, la estandarización de procesos es una herramienta que
genera una gran ventaja competitiva; las exigencias que impone el mercado
globalizado provocan una enorme presión sobre las organizaciones, que deben
flexibilizarse y encontrar los mecanismos adecuados para satisfacer sus clientes.
Este apartado ambiciona brindar una visión general en el desarrollo de este
proyecto facilitando su comprensión y permitir una mejor recepción de la
información el cual pretende explicar cómo se da el proceso de estandarización de
los procesos productivos de diagnósticos, básculas y balanza. .
La EMPRESA BASCOSTA LTDA. se encuentra certificada con más de 20
años de experiencia en el mercado, ofreciendo soluciones inteligentes de pesaje
que van desde 1 miligramo hasta más de 100 toneladas. Así mismo garantiza la
disponibilidad y confianza en relación a las mediciones de los equipos que
comercializa o en los que implementa un programa de mantenimiento.
Por lo tanto, su amplia trayectoria en el contexto del mercado propio de su
naturaleza le permite posicionarse estratégicamente en su ámbito de desempeño
comercial, lo cual se constata al observar la gran cantidad de productos y servicios
de alta calidad ofertados al público.
De igual forma, se tiene que cada uno de los procesos que desarrolla en
aras de la fabricación, comercialización, diagnóstico, mantenimiento y reparación
de sus productos es llevado a cabo con pericia, profesionalismo y eficacia. Por
consiguiente, el constante análisis de sus esquemas de acción representa una
actividad primordial para mantener su estatus comercial, lo que incluye la
estandarización de los tiempos de cada uno de sus servicios y que, para el caso
concreto, este estudio se centrará en lo correspondiente al diagnóstico de las
básculas y balanzas.
La técnica basada en el estudio de los tiempos y movimientos es importante
porque permite a las organizaciones conocer y verificar la eficacia del
funcionamiento de sus líneas de producción (Villegas, 2014); Según (Andrade,
4
Río, & Alvear, 2019), la técnica del estudio de movimientos considera la
eliminación de los movimientos innecesarios y establece una secuencia que sea
mejor y aporta a maximizar la eficiencia en la producción.
2. Planteamiento del problema
El buen manejo del tiempo en una empresa puede considerarse un factor
muy importante, este hace eficaz de forma significativa el rendimiento en la
productividad, de esta forma podemos mencionar que la aplicación adecuada de
esta magnitud física llevará consigo el mejor beneficio en la producción de una
compañía.
Dentro de la Empresa BASCOSTA LTDA. los técnicos efectúan actividades
como diagnóstico y reparación en una misma instancia, es necesario aplicar un
mecanismo para agilizar eficientemente cada una de las acciones
correspondientes, en este caso podemos utilizar métodos y tiempos aplicando
diagramas para obtener de esta forma un mejor resultado en las labores
realizadas, así mismo se puede evidenciar que en la presente empresa se
realizan actividades simultáneamente como el proceso de recepción, admisión de
solicitud de servicio, remisión, diagnóstico y reparación de equipos, lo cual le
corresponde a una minoría de operarios, dando como resultado la limitación del
tiempo en cada una de las tareas realizadas.
Las situaciones mencionadas anteriormente, revelan el problema de fondo,
el cual está ligado a la falta de una estrategia en el tiempo implementado en cada
una de las actividades, lo que genera que se presenten variaciones a la hora de
realizar las diferentes labores requeridas diariamente en la empresa.
De este modo, teniendo en cuenta la importancia que implica el buen manejo del
tiempo en una compañía, es necesario contar con un proceso estructurado que
garantice la perfecta armonía del orden en el manejo de cada acción.

5
3. Justificación
Primeramente, cabe anotar que el presente acápite pretende evidenciar la
envergadura de realizar la estandarización en el proceso de diagnóstico de
básculas de La EMPRESA BASCOSTA LTDA. ya que, en la actualidad, esta no
cuenta con un estudio que permita determinar dicho lapso temporal, lo que
ocasiona una falta de pautas predeterminadas que guíen el patrón de sucesos de
esta actividad y se genere incertidumbre a nivel interno en cuanto a tiempos de
entrega de resultados, así como en los clientes a falta de información certera
correspondiente a dicho procedimiento.
Siendo así, resulta determinante poner en marcha un estudio de las etapas
del proceso de diagnóstico, por ser este el encargado de desplegar una revisión
detallada y profunda de su equipo de pesaje con el fin de conocer el estado de
funcionamiento de cada elemento de manera individual y en conjunto.
(BASCOSTA, 2019) De lo citado queda claro que esta etapa es determinante para
el acaecimiento de suma importancia como son: el mantenimiento preventivo y
correctivo, además de la reparación de las básculas; lo cual refuerza el postulado
de relevancia del proceso aquí tratado.
De lo anterior, se tiene que el estandarizar la fase de diagnóstico encuentra
su fundamento en aristas que abarcan esquemas organizacionales,
procedimentales y de prestación de servicios; por lo tanto, encontrar maneras de
llevar a cabo este suceso en tiempos específicos preestablecidos permitirá
dinamizar la cadena de desarrollo y, en última instancia, propulsar la calidad de la
oferta que se traducirá en resultados de calidad y alta satisfacción a nivel de la
clientela con la que la empresa cuenta en la actualidad y la que se atraerá en el
futuro cercano.
6
4. Antecedentes
Actualmente, una de las técnicas de medición del trabajo que se utiliza con
más frecuencia para generar un mayor desarrollo en las empresas, es el estudio
de tiempo, logrando como resultado el incremento en la productividad y aumento
de competitividad en el mercado. Al realizar el presente estudio se evidencia la
aplicación de esta metodología en distintas organizaciones y se demuestran los
factores de éxito obtenidos, los cuales son de gran ayuda para la realización de la
presente investigación.
Es el caso de (Cortes, 2014), que por medio del uso de las diferentes
herramientas del estudio del trabajo, buscó estructurar los procesos productivos
de la línea de aseo integral de la empresa Servi especiales S.A, realizó un trabajo
de investigación llamado Normalización y Estandarización de los procesos
productivos, en el cual identificó las falencias en la falta de mecanismos que
determinaran con precisión los métodos, tiempos y cantidad de recursos
adecuados en cada una de las operaciones; Situación que generaba despilfarro de
recursos de mano de obra, maquinaria e insumos de aseo al realizar el mismo
servicio en diversos clientes u órdenes de servicio.
En este procedimiento se implementó la aplicación de la técnica del
interrogatorio para hacer un examen crítico de la operación actual, revaluando las
actividades que se ejecutaban, logrando normalizar y estandarizar el tiempo del
proceso, también hizo uso de cursogramas analíticos y hojas de instrucciones
permitiendo unificar la manera de ejecutar la operación en los diferentes clientes
donde se presta el servicio de outsourcing.
Así mismo, (Pineda, 2005), en su proyecto de grado que lleva por nombre
Estudios de tiempos y movimientos en la línea de producción de pisos de granito
en la fábrica casa blanca S.A. Realiza un análisis de la situación actual de la línea
de producción, implementando un estudio de tiempos y movimientos con el
objetivo de organizar y obtener un mayor control de la producción y a la vez
incrementar la competitividad frente a la competencia. En este informe se
presentaron los registros de tiempos, asignaciones del factor de actuación y

7
tolerancias con lo que realizó el cálculo de los tiempos estándar, también hizo uso
de las diferentes herramientas que proporciona la ingeniería de métodos, como lo
son: los diagramas hombre máquina, diagrama de flujo del proceso y recorrido del
proceso, los cuales fueron analizados y sirvió de base para creación de un nuevo
método logrando incrementar la productividad de la mano de obra en un 20%.
Los tiempos improductivos del operador de la mezcladora para el método anterior
y el nuevo método fueron: 41.65% y 24.72% respectivamente, logrando un
incremento de la eficiencia del mismo del 22.5% y respecto a la productividad de
manipulación de materiales obtuvo un incremento del 34%.
Un estudio realizado por (Pérez, 2007) con el título Estudio y análisis de
tiempo y movimientos en el servicio de reparación y mantenimiento de vehículos a
gasolina en automotores de la sierra S.A. Él lo efectúo con el firme propósito de
establecer un tiempo estándar para mejorar la planificación de asignación de
reparaciones y mantenimiento al personal técnico, para dar solución a las causas
que ocasionaban retrasos a la hora de entrega de vehículos, con ese estudio
también buscaba determinar cuál era los cuellos de botella que se estaban
presentando para disminuir o desaparecer el impacto que causaba en la
organización, gracias a este estudio logró mejorar la puntualidad a la hora de
entrega prometida por parte del asesor del servicios, además estableció variables
que deberían permanecer sujetas a medición y control para determinar cuál es la
eficiencia de los técnicos que realizan cada una de las actividades en el taller de
servicio.
El proyecto realizado por (Arteaga & Forero, 2016), aplico un estudio de
medición del trabajo al proceso de selección de la empresa S&A Servicios y
Asesorías S.A.S, con el fin de introducir mejoras que facilitarían la realización del
trabajo en el menor tiempo posible, eliminar los movimientos innecesarios y
sustituir métodos; Cabe resaltar que la compañía tenía estipulado unos tiempos de
respuesta para las fases del proceso de selección, pero los tiempos de respuesta
reales no cumplían con los tiempos pactados. Durante la ejecución de la
investigación, él realizó estudios de métodos y tiempos para poder brindar

8
soluciones prácticas y acordes a las políticas de la organización, buscando de esa
manera reducir las inconformidades con los clientes y los sobrecostos que se
pueden presentar en la operación (por el pago de penalidades). Resaltó que “el
estudio de métodos y tiempos ayuda a cualquier tipo de organización, a encontrar
muchos cuellos de botella, incluso cuellos de botella flotantes, que no se
consideran importantes y que pueden llegar a afectar a la organización
considerablemente”. Finalmente logró la consecución de los objetivos planteados
en el proyecto, determinando los métodos actuales y mejorados, el tiempo tipo y
los costos de los procesos identificados de la empresa S&A Servicios y Asesorías
SAS.
A nivel nacional, se destaca un estudio de tiempos y movimientos para el
mejoramiento de cosecha manual de café presentado a la Federación Nacional de
Cafeteros de Colombia, en este proyecto el autor (Zape & Vélez, 1999), realizaron
un estudio sistemático de la cosecha manual de café, en el cual conocen cuál es
el detalle del proceso elaborado, para utilizarlo como una herramienta para el
estudio de mecanización, cosecha manual asistida, optimización operativa de la
actividad y control cultural de la broca del café; con la información obtenida
ejecutaron un análisis multivariado de componentes principales con el fin de
establecer variables con el mayor peso en la variación total del proceso; por medio
de la observación y la toma de información, establecieron diagramas, flujo
operativo del proceso de la recolección manual del café, con este estudio lograron
identificar un mejor sistema de trabajo, además fijaron criterios para los
indicadores de actividades. De acuerdo a este criterio alcanzaron estandarizar un
nuevo método que después de implementado demostró haber dado resultados
positivos; los recolectores incrementaron en un 1.6% la calidad, disminuyeron en
un 36,4% las pérdidas y aumentó la eficacia en un 0.6%.
A nivel local muchas organizaciones optan por mejorar sus procesos a
través del estudio del trabajo, es el caso de la empresa CI cobres de Colombia
Ltda. Que contaba con una información del proceso imprecisa, (Sánchez, 2010)
después de aplicar un estudio minucioso de tiempos identificó mejoras en el
9
proceso, las cuales quedaron plasmadas en el nuevo método, logró identificar las
falencias en las máquinas y los resultados del estudio les sirvieron como
herramienta para la toma de decisiones referente a la distribución del personal en
planta y la planificación de la producción.
Muchas organizaciones optan por realizar mejoras en el proceso como es el
caso del estudio que llevo a cabo por (Sandoval & Campaña, 2017 ), en el Taller
Mecánico de Proauto, en el cual se evidenció la falencia de un estudio de tiempos
y movimientos en la industria automotriz específicamente en el proceso de
mantenimiento preventivo, lo que condujo a la implementación y validación de los
resultados del cumplimiento de las 6S, reduciendo el tiempo de trabajo de
00:31:39 a 00:24:42 con la estandarización; es decir, que la organización obtuvo
una reducción del 22% comparado con la situación inicial. La reducción se dio
principalmente por la eliminación de desperdicios cómo esperas, movimientos.
Durante la implementación de las bahías modelo, y posteriormente de la
estandarización, obtuvieron mejoras notables en el cumplimiento del número y
orden de las actividades que corresponden a los mantenimientos preventivos. Se
alcanzó un cumplimiento del 100% en el número de actividades y un cumplimiento
del 92% en orden de las mismas después de haberse aplicado la estandarización
en los mantenimientos preventivos de 5000 Km en automóviles.
Para el desarrollo del proyecto de Estandarización del proceso de
diagnóstico, fueron de gran importancia estos estudios porque se tomó como
punto de referencia para aplicar, las metodologías que se ajustaban en mayor
medida a la característica de la empresa para la determinación del mejor método y
el establecimiento del tiempo estándar.

10
5. Objetivos.
5.1. Objetivo General:
Desarrollar un estudio de tiempo y movimiento para estandarizar
los tiempos de diagnósticos de básculas y balanza de la empresa
BASCOSTA LTDA.
5.2. Objetivos Específicos:
• Analizar las etapas del proceso de diagnóstico de las balanzas y
básculas partiendo del estudio de cada una de estas.
• Determinar el lapso de tiempo empleado por los trabajadores para
culminar satisfactoriamente el proceso etapa de diagnóstico de las
balanzas y basculas.
• Establecer un período de tiempo estándar para el proceso de
diagnóstico de balanzas y basculas.

11
6. Generalidades de la empresa.
La empresa BASCOSTA LTDA., es una entidad, que se dedica a la
comercialización de básculas y balanzas a diferentes clientes, además de ofrecer
soporte técnico y brindar el servicio de calibración del equipo.
6.1. Misión
Nuestra misión es la de ofrecer sistemas de pesaje y los servicios
complementarios, con el fin de satisfacer las necesidades de todas las empresas
que utilizan este instrumento de medida dentro del normal desarrollo de sus
actividades, buscando siempre garantizar la disponibilidad y confianza.
6.2. Visión
La EMPRESA BASCOSTA LTDA. Espera ser reconocida en el 2023 entre
sus competidores y sus clientes, como la empresa más rentable del sector.
6.3. Política integral
La empresa, promueve la planeación, ejecución y mejoramiento continuo de
los procesos para satisfacer las necesidades de pesajes y servicios relacionados
de todas las partes interesadas en la Costa Caribe, comprometiéndose a:
1. Satisfacer las necesidades y requerimientos de nuestros clientes y otros
grupos de interés en el menor tiempo posible, mediante productos y
servicios de calidad.
2. Garantizar una atención al cliente de calidad y única en el mercado,
diferenciándonos por nuestra cortesía, credibilidad, capacidad de
respuesta, comprensión al cliente, comunicación efectiva, accesibilidad y
seguridad.
3. Promover la seguridad y calidad de vida de los trabajadores, contratistas y
proveedores, generando ambientes laborales sanos y seguros, mediante la
prevención de lesiones al personal, la aparición de enfermedades laborales,
la prevención de accidentes de trabajo, impactos socio-ambientales y daños
a la propiedad, el control de emergencias mediante la identificación de
12
amenazas y peligros, evaluación y valoración de los riesgos y determinar
los respectivos controles.
4. Cumplir con toda la normatividad nacional vigente en materia de Riesgos
Laborales, requisitos de ley propios de nuestra actividad económica y
demás requisitos establecidos por la compañía en el Sistema de Gestión
Integrado.
5. Asignar los recursos necesarios tanto económicos, humanos, técnicos,
físicos y de otra índole requerida para la planeación e implementación del
Sistema de Gestión Integrado.
6. Promover dentro de la organización el pensamiento basado en riesgos,
para no afectar la calidad del servicio y la salud y seguridad de los
trabajadores.
7. Garantizar la mejora continua del Sistema de Gestión integral.
Esta política integral debe ser conocida y practicada por todas las personas
que conforman la organización, por lo cual será́ actualizada, divulgada y
comunicada de forma permanente y estará́ disponible para todos los grupos de
interés. (BASCOSTA, 2019) .
13
7. Metodología
La metodología utilizada para llevar a cabo este proyecto constó de 4
etapas. En la primera etapa se llevó a cabo la recopilación de información por
medio de libros, artículos científicos relacionados al tema y otros medios donde se
encontró la certeza que el estudio de tiempos es una técnica donde se establece
con exactitud, conocer el tiempo necesario para llevar a cabo una determinada
labor, con la debida consideración de las demoras personales y los retrasos
inevitables.
Gracias a esta información fue posible identificar: cuáles eran las
herramientas que se debían utilizar para llevar a cabo este estudio de forma más
eficiente. La segunda etapa es la observación del proceso, se identificaron las
actividades que se llevan a cabo y se estableció la operación que se deberá
estandarizar para obtener los mejores resultados.
En la tercera etapa se llevó a cabo la recopilación de los datos que serán
necesarios para llegar a una solución de la problemática que tiene el proceso,
estos serán analizados por medio de las herramientas que nos ofrece la literatura
especializada. La cuarta etapa es la elaboración de diagramas en los que se
detallará el proceso que se está evaluando y con el que se podrá dar
recomendaciones para alcanzar el máximo de satisfacción tanto como para los
trabajadores como para los clientes.

14
7.1. Diagrama de estudio de tiempos y movimientos
Para realizar un estudio concerniente y buscar la solución a los problemas
presentado en los procesos de la empresa, es necesario hacer una representación
gráfica de los procedimientos por tal motivo se hace necesario implementar el uso
de los diagramas, debido a que estos ayudan a visualizar el desarrollo de la
operación, permitiendo comprender con claridad el inconveniente y así mismo
logrando determinar con mayor facilidad la solución.
7.2. Estudio de tiempos y movimientos
El estudio de tiempos y movimientos o micro movimientos se utilizan para
analizar un método determinado y ayudar al desarrollo de un proceso de trabajo
eficiente. Este se encarga de evidenciar el movimiento realizado en cada una de
las manos para realizar una operación. Todos los movimientos de las manos son
una serie de actividades de alcanzar, mover, tomar, sostener y soltar; siendo éstos
eficientes menos el movimiento inefectivo sostener.

15
7.3. Diagrama del proceso.
Diagrama 1. Diagrama de procesos
Fuente (BASCOSTA, 2019)
La EMPRESA BASCOSTA LTDA. con el objetivo de mantener un orden
dentro de las actividades que se realizan en la empresa, maneja un protocolo para
el proceso de recepción de los equipos (balanzas y básculas), el cual está
conformado por 5 etapas las cuales hacen parte de su cadena de valor. Las fases
que conforman esta sucesión son: recepción del equipo, revisión inicial,
diligenciamiento de la remisión, disposición para diagnóstico, autorización para el
arreglo y por último es el proceso de reparación del equipo.
La problemática que presenta la empresa radica en que no se tiene una
estandarización implementada en la etapa de diagnóstico, lo que da como
resultado la acumulación de equipos y retrasos para realizar el mantenimiento de
los diferentes basculas y balanzas lo que requieren una revisión oportuna.
16
Las etapas del proceso son llevadas a cabo por 4 técnicos electrónicos, que
se encargan de la recepción de los equipos, y luego proceden a realizar una
inspección inicial que es necesaria para determinar los aspectos físicos con los
que son recibidos.
En primer lugar, cabe resaltar que la etapa de diligenciamiento de remisión
de equipos, es la bienvenida que se le da al artefacto, en esta fase el personal a
cargo, se ocupa de analizar la problemática que tiene la báscula o balanza para
luego realizar el mantenimiento requerido, es decir que antes de culminar este
paso es necesario saber ¿Qué daño presenta el equipo? o ¿Cuál es el motivo por
el que desea que sea revisado?
Luego de hacer la remisión, se continua con la etapa de inspección, los
equipos son colocados en una período de espera si los técnicos están ocupados;
si este no es el caso pasa a la siguiente fase que es la de diagnóstico, se
considera de gran importancia porque se basa en la revisión física, de
funcionamiento y operación del equipo; con lo que se determinarán las causas u
origen del error o falla que esté presentando el equipo.
A partir de esta etapa, se podrá determinar si el equipo requiere reparación
o mantenimiento.
Dicho lo anterior es sumamente importante aplicar un estudio que
estandarice este proceso, ya que no se cuenta con un tiempo estimado de
cumplimiento en las diferentes etapas, lo que ocasiona el retraso en la reparación
y posterior entrega del equipo.
La empresa cuenta con un instructivo para el diagnóstico de equipos
(basculas y balanzas) el cual muestra los pasos a seguir para desarrollar el paso a
paso de cada una de las actividades que dan valor al diagnóstico de los equipos
es por eso que se analizaron las actividades que se encuentran en este instructivo
para así poder dar mejoras y lograr una estandarización que permita determinar el
tiempo necesario para llevar a cabo el proceso de diagnósticos.
17
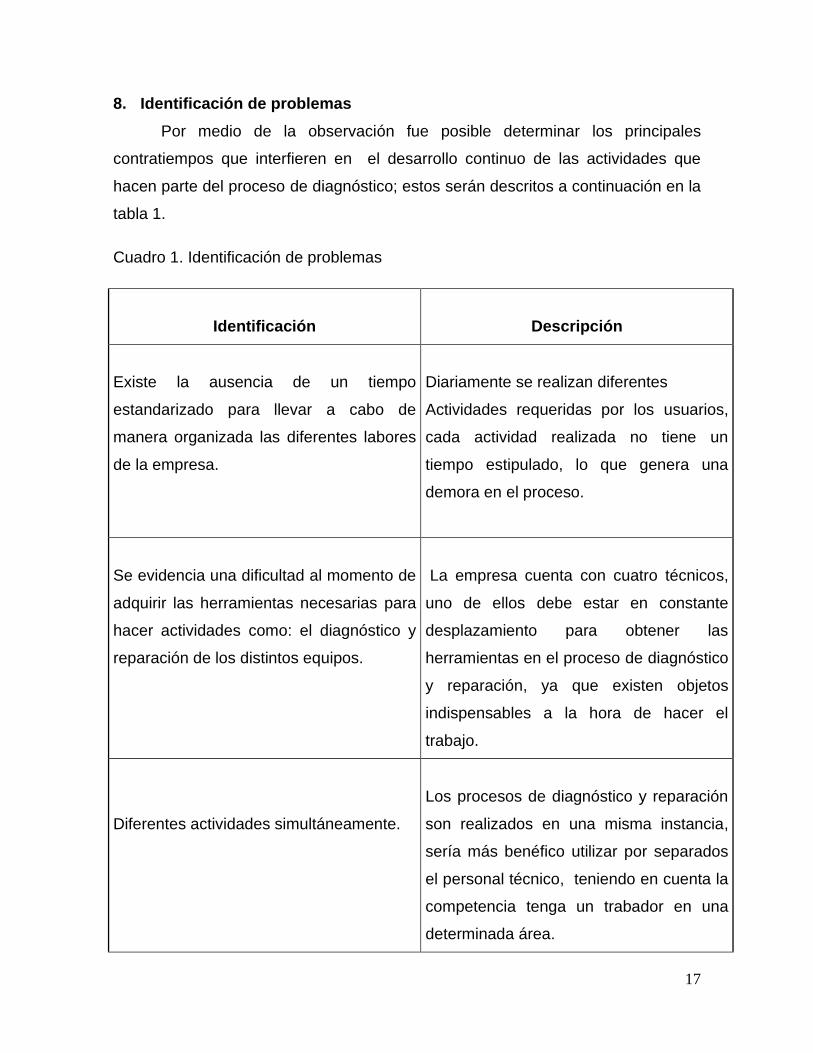
8. Identificación de problemas
Por medio de la observación fue posible determinar los principales
contratiempos que interfieren en el desarrollo continuo de las actividades que
hacen parte del proceso de diagnóstico; estos serán descritos a continuación en la
tabla 1.
Cuadro 1. Identificación de problemas
Identificación
Descripción
Existe la ausencia de un tiempo
estandarizado para llevar a cabo de
manera organizada las diferentes labores
de la empresa.
Diariamente se realizan diferentes
Actividades requeridas por los usuarios,
cada actividad realizada no tiene un
tiempo estipulado, lo que genera una
demora en el proceso.
Se evidencia una dificultad al momento de
adquirir las herramientas necesarias para
hacer actividades como: el diagnóstico y
reparación de los distintos equipos.
La empresa cuenta con cuatro técnicos,
uno de ellos debe estar en constante
desplazamiento para obtener las
herramientas en el proceso de diagnóstico
y reparación, ya que existen objetos
indispensables a la hora de hacer el
trabajo.
Diferentes actividades simultáneamente.
Los procesos de diagnóstico y reparación
son realizados en una misma instancia,
sería más benéfico utilizar por separados
el personal técnico, teniendo en cuenta la
competencia tenga un trabador en una
determinada área.

18
Falta de una persona especializada en la
recepción de equipos.
Uno de los técnicos es el encargado de la
recepción de equipos, generando una
dilación en sus actividades
correspondientes.
Disponibilidad de personal Por la alta demanda de servicios fuera de
las instalaciones, en ocasiones no se
encuentra disponible el personal técnico
para recibir, diagnosticar y reparar
equipos.
Fuente Elaboración propia, 2021)
Para determinar el paso a paso durante el proceso de diagnóstico se utilizó
un diagrama bimanual, este es un cursograma en que se consigna la actividad de
las manos (o extremidades) del operario indicando la relación entre ellas. Este tipo
de diagrama, denominado algunas veces, diagrama de proceso para la mano
izquierda y derecha, es en efecto un instrumento para el estudio de movimientos.
Presenta todos los movimientos y pausas realizadas por la mano derecha e
izquierda, y las relaciones entre las divisiones básicas relativas de la ejecución del
trabajo realizado por las manos. (López, 2019)
El objeto del diagrama de proceso del operador, es poner de manifiesto una
operación dada con los detalles suficientes de modo que se puede mejorar
mediante un análisis. Generalmente no resulta práctico llevar a cabo un estudio
detallado del diagrama de proceso del operario, a menos que se trata de una
operación manual altamente repetitiva. Por medio del análisis de movimientos del
diagrama citado, se descubrirán patrones de movimientos, este medio gráfico
facilitará el cambio de un método a fin de lograr una operación equilibrada de
ambas manos y que se reduzcan o eliminan los movimientos con poco resultado.
El resultado será un ciclo de trabajo más regular y rítmico que ayudará a
minimizar las demoras y la fatiga del operario. El diagrama de proceso del operario
o bimanual es un medio eficaz para:

19
• Equilibrar los movimientos de ambas manos y reducir la fatiga.
• Eliminar y/o reducir los movimientos no productivos.
• Acortar la duración de los movimientos productivos.
• Adiestrar a nuevos operarios en el método ideal.
Se muestra el diagrama de proceso realizado en base al estudio de
movimientos, que se efectúan en las operaciones de diagnóstico de básculas y
balanza. En las ilustraciones 2 y 3, se visualizará el movimiento realizado por las
manos durante el proceso, es donde es posible ver los tiempos de cada actividad.
Para la obtención de los siguientes resultados se tomó una muestra de 10
equipos que llegaron a lo largo del tiempo de observación y recopilación de
información al interior del taller electrónico, a los que se les tomó su tiempo total
de diagnóstico con cada uno de sus procesos. Con estos datos se pudo
determinar un promedio y una desviación estándar que nos permite saber la
variabilidad que tienen los datos respecto a la media.

20
8.1. Proceso diagnóstico de balanza:
Diagrama 2. Diagrama bimanual diagnóstico de balanzas
1 2 0,943 X X 2 0,9 1
2 30 2,582 X X 30 2,6 2
3 3,1 1,524 X X 3,1 1,5 3
4 9,8 2,573 X X 9,8 2,6 4
5 1,9 0,738 X X 1,9 0,7 5
6 2,6 0,966 X X 2,6 1 6
7 2,6 0,966 X X 2,6 1 7
8 2 0,816 X X 2 0,8 8
9 53 3,315 X X 53 3,3 9
10 28 1,729 X X 28 1,7 10
11 3,8 0,919 X X 3,8 0,9 11
12 28 1,595 X X 28 1,6 12
13 4,2 0,919 X X 4,2 0,9 13
14 28 1,633 X X 28 1,6 14
15 4 0,816 X X 4 0,8 15
16 28 1,776 X X 28 1,8 16
17 4,3 0,675 X X 4,3 0,7 17
18 1,7 0,483 X X 1,7 0,5 18
19 1,6 0,516 X X 1,6 0,5 19
20 39 1,229 X X 39 1,2 20
21 1,3 0,483 X X 1,3 0,5 21
22 1,7 0,483 X X 1,7 0,5 22
23 1,7 0,483 X X 2 0,5 23
24 28 2,068 X X 28 2,1 24
25 1,6 0,516 X X 1,6 0,5 25
26 28 1,287 X X 28 1,3 26
27 1,5 0,527 X X 1,5 0,5 27
28 27 1,897 X X 27 1,9 28
29 1,3 0,483 X X 1,3 0,5 29
30 28 1,703 X X 28 1,7 30
31 1,6 0,516 X X 1,6 0,5 31
32 1,3 0,483 X X 1,3 0,5 32
33 19 0,949 X X 19 0,9 33
34 895 2,716 X X 895 2,7 34
35 19 0,816 X X 19 0,8 35
36 1,5 0,527 X X 1,5 0,5 36
37 118 1,9 X X 118 1,9 37
38 1,6 0,516 X X 1,6 0,5 38
39 1,7 0,483 X X 1,7 0,5 39
40 177 2 X X 177 2 40
41 117 1,751 X X 117 1,8 41
42 1,6 0,516 X X 1,6 0,5 42
43 1,6 0,516 X X 1,6 0,5 43
44 28 1,751 X X 28 1,8 44
45 1,5 0,527 X X 1,5 0,5 45
46 28 1,703 X X 28 1,7 46
47 1,5 0,527 X X 1,5 0,5 47
48 4,3 0,675 X X 4,3 0,7 48
49 28 1,751 X X 28 1,8 49
50 1,5 0,527 X X 1,5 0,5 50
51 1,2 0,422 X X 2 0,4 51
52 1,5 0,527 X X 1,5 0,5 52
53 27 1,703 X X 27 1,7 53
54 1,6 0,516 X X 1,6 0,5 54
55 27 1,897 X X 27 1,9 55
56 1,5 0,527 X X 1,5 0,5 56
57 28 1,506 X X 28 1,5 57
58 1,6 0,516 X X 1,6 0,5 58
59 28 1,792 X X 28 1,8 59
60 1,5 0,527 X X 1,5 0,5 60
SUJETAR TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR TORNILLO INTERNO
SOSTENER LA BALANZA SUJETAR TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR TORNILLO INTERNO
SOSTENER LA BALANZA SUJETAR TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR TORNILLO INTERNO
SUJETAR TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR TORNILLO INTERNO
SOSTENER LA BALANZA SUJETAR TORNILLO INTERNO
PROBAR FUENTE DE PODER PROBAR FUENTE DE PODER
MANO EN ESPERA COLOCAR MULTIMETRO SOBRE LA MESA
MANO EN ESPERA SUJETAR DESTORNILLADOR DE LA MESA
SEPARAR CABLES INTERNOS DE LA CELDA
MANO EN ESPERA SUJETAR MULTJMETRO
TOMAR UN EXTREMO DEL MULTIMETRO TOMAR UN EXTREMO DEL MULTIMETRO
SOSTENER LA BALANZA SUJETAR CORTAFRIO O EXACTO
SOSTENER CABLES DE LA CELDA CORTAR SUPERFICIE DEL CABLE DE CELDA
SOSTENER LA BALANZA COLOCAR EL CORTAFRIO O EXACTO SOBRE LA MESA
RETIRAR LA SILICONA DE LA TARJETA PRINCIPAL
SOSTENER LA BALANZA RETIRAR LA SILICONA DEL DISPLAY TRASERO
SOSTENER LA BALANZA COLOCAR DESTORNILLADOR SOBRE LA MESA
SOSTENER LA BALANZA APLICAR CALOR SOBRE LA BALANZA PARA SECARLA
MANO EN ESPERA COLOCAR PISTOLA DE CAOR SOBRE LA MESA
MANO EN ESPERA SUJETAR DESTORNILLADOR DE LA MESA
LAVAR LA BALANZA
MOVER LA BALANZA A LA MESA PARA CONTINUAR DIAGNOSTICO MOVER LA BALANZA A LA MESA PARA CONTINUAR DIAGNOSTICO
MANO EN ESPERA SUJETAR PISTOLA DE CALOR
SOSTENER LA BALANZA COLOCAR TORNILLO EN LA MESA
SOSTENER LA BALANZA COLOCAR DESTORNILLADOR SOBRE LA MESA
MOVER LA BALANZA AL AREA DE LAVADO MOVER LA BALANZA AL AREA DE LAVADO
REMOVER TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR TORNILLO EN LA MESA
SOSTENER LA BALANZA REMOVER TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR TORNILLO EN LA MESA
SOSTENER LA BALANZA REMOVER TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR TORNILLO EN LA MESA
MANO EN ESPERA
MANO EN ESPERA SUJETAR DESTORNILLADOR DE LA MESA
SOSTENER LA BALANZA REMOVER TORNILLO INTERNO
GIRAR LA BALANZA GIRAR LA BALANZA
MOVER BALANZA A LA MESA MOVER BALANZA A LA MESA
RETIRAR CARCAZA DE LA BALANZA RETIRAR CARCAZA DE LA BALANZA
REMOVER TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR TORNILLO EN LA MESA
MANO EN ESPERA COLOCAR DESTORNILLADOR SOBRE LA MESA
SOSTENER LA BALANZA COLOCAR TORNILLO EN LA MESA
SOSTENER LA BALANZA REMOVER TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR TORNILLO EN LA MESA
REMOVER TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR TORNILLO EN LA MESA
SOSTENER LA BALANZA REMOVER TORNILLO SUPERFICIAL
MOVER TAPA A LA MESA MANO EN ESPERA
GIRAR LA BALANZA GIRAR LA BALANZA
SOSTENER LA BALANZA SUJETAR DESTORNILLADOR DE LA MESA
MANO EN ESPERA
RETIRAR TAPA SUPERIOR RETIRAR TAPA SUPERIOR
SUJETAR MASA PATRON PARA HACER PRUEBAS MANO EN ESPERA
COLOCAR MASA PATRON SOBRE LA BALANZA MANO EN ESPERA
MOVER BALANZA A LA MESA
SOSTENER LA BALANZA MANIPULAR BOTONES DE LA BALANZA
DESCRIPCION DE MOVIMIENTO DE LA MANO
IZQUERDA
Nú
me
ro
De
sv.
Est
De
sv.
Est
Nú
me
ro DESCRIPCION DE MOVIMIENTO DE LA MANO
IZQUERDA
Tie
m.
Pro
m
.Se
g.
MANO IZQUIERDA MANO DERECHA
Tie
m.
Pro
m.
Se
g
MOVER BALANZA A LA MESA
RETIRAR MASA PATRON
SOSTENER LA BALANZA
SOSTENER LA BALANZA
COLOCAR CARCAZA SOBRE LA MESA
SOSTENER LA BALANZA
LAVAR LA BALANZA
SOSTENER LA BALANZA
SEPARAR CABLES INTERNOS DE LA CELDA
SOSTENER LA BALANZA
SOSTENER LA BALANZA

21
Fuente (Elaboración propia, 2021)
61 1,3 0,483 X X 1,3 0,5 61
62 1,5 0,527 X X 1,5 0,5 62
63 1,5 0,527 X X 1,5 0,5 63
64 1,5 0,527 X X 1,5 0,5 64
65 1,7 0,483 X X 1,7 0,5 65
66 1,5 0,527 X X 1,5 0,5 66
67 28 1,506 X X 28 1,5 67
68 1,4 0,516 X X 1,4 0,5 68
69 28 2,011 X X 28 2 69
70 1,6 0,516 X X 1,6 0,5 70
71 27 2,025 X X 27 2 71
72 1,6 0,516 X X 1,6 0,5 72
73 28 1,729 X X 28 1,7 73
74 1,4 0,516 X X 1,4 0,5 74
75 1,5 0,527 X X 1,5 0,5 75
76 1,5 0,527 X X 1,5 0,5 76
77 90 281 X X 90 281 77
MANO EN ESPERA
COLOCAR TAPA SUPERIOR COLOCAR TAPA SUPERIOR
Total Tiempo Minutos 36,41
SOSTENER LA BALANZA COLOCAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR DESTORNILLADOR SOBRE LA MESA
GIRAR LA BALANZA GIRAR LA BALANZA
SUJETAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA SUJETAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA SUJETAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR TORNILLO SUPERFICIAL
GIRAR LA BALANZA
MANO EN ESPERA SUJETAR DESTORNILLADOR DE LA MESA
SOSTENER LA BALANZA SUJETAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR DESTORNILLADOR SOBRE LA MESA
SUJETAR CARCAZA DELA BALANZA SUJETAR CARCAZA DE LA BALANZA
COLOCAR CARCAZA DE LA BALANZA COLOCAR CARCAZA DE LA BALANZA
Tiempo de recpcion 5-20 min
Tiempo de remision de equipo 3-9 min
GIRAR LA BALANZA
SOSTENER LA BALANZA
SUJETAR TAPA SUPERIOR
Operación Tiempo Operación Tiempo
El estudio inica: OPERACIÓN 7 1045,8 16 1627,3
TRANSPORTE 16 112,1 43 203,5
ESPERA 9 14,1 18 353,9
SOSTENER 45 1012,7 0 0
77 36,41 77 36,41TOTAL
Elaborado por: Hernando Ulloa
Tamaño de lote: 1
Metodo: Actual Propuesto
Producto
Fecha: ACTIVIDAD
DIAGRAMA BIMANUAL Hoja N°1 de 1 Diagrama 1
DIAGNOSTICO DE EQUIPOS SIMBOLOGIA IZQUIERDA DERECHA

22
8.2. Proceso diagnóstico de báscula
Diagrama 3. Diagrama bimanual diagnostico basculas
1 28 1,34 X X 28 1,34 1
2 29 0,99 X X 29 0,99 2
3 50 1,48 X X 50 1,48 3
4 178 1,26 X X 178 1,26 4
5 1,7 0,48 X X 1,7 0,48 5
6 3,6 0,70 X X 3,6 0,70 6
7 1,3 0,48 X X 1,3 0,48 7
8 59 2,55 X X 59 2,55 8
9 7 0,67 X X 7 0,67 9
10 1,4 0,52 X X 1,4 0,52 10
11 7,1 0,88 X X 7,1 0,88 11
12 1,5 0,53 X X 1,5 0,53 12
13 7,3 0,67 X X 7,3 0,67 13
14 1,4 0,52 X X 1,4 0,52 14
15 7,2 0,92 X X 7,2 0,92 15
16 1,6 0,52 X X 1,6 0,52 16
17 1,4 0,52 X X 1,4 0,52 17
18 4,6 0,52 X X 4,6 0,52 18
19 4,7 0,48 X X 4,7 0,48 19
20 1,6 0,52 X X 1,6 0,52 20
21 29 0,88 X X 29 0,88 21
22 1,6 0,52 X X 1,6 0,52 22
23 29 1,14 X X 29 1,14 23
24 1,6 0,52 X X 1,6 0,52 24
25 1,4 0,52 X X 1,4 0,52 25
26 29 1,03 X X 29 1,03 26
27 28 1,25 X X 28 1,25 27
28 1,7 0,48 X X 1,7 0,48 28
29 1,5 0,53 X X 1,5 0,53 29
30 1,6 0,52 X X 1,6 0,52 30
31 6,9 0,99 X X 6,9 0,99 31
32 1,6 0,52 X X 1,6 0,52 32
33 6,9 0,88 X X 6,9 0,88 33
34 1,4 0,52 X X 1,4 0,52 34
35 6,7 0,82 X X 6,7 0,82 35
36 1,6 0,52 X X 1,6 0,52 36
37 7,5 0,71 X X 7,5 0,71 37
38 1,4 0,52 X X 1,4 0,52 38
39 3,3 0,95 X X 3,3 0,95 39
40 6,9 0,74 X X 6,9 0,74 40
41 1,4 0,52 X X 1,4 0,52 41
42 6,9 0,88 X X 6,9 0,88 42
43 1,5 0,53 X X 1,5 0,53 43
44 6,8 0,92 X X 6,8 0,92 44
45 1,3 0,48 X X 1,3 0,48 45
46 7,1 0,88 X X 7,1 0,88 46
47 1,6 0,52 X X 1,6 0,52 47
48 1,4 0,52 X X 1,4 0,52 48
49 4,4 0,52 X X 4,4 0,52 49
50 4,6 0,52 X X 4,6 0,52 50
51 3,1 0,99 X X 3,1 0,99 51
52 7 0,82 X X 7 0,82 52
53 1,5 0,53 X X 1,5 0,53 53
54 6,8 0,92 X X 6,8 0,92 54
55 1,4 0,52 X X 1,4 0,52 55
56 6,4 0,52 X X 6,4 0,52 56
57 1,7 0,48 X X 1,7 0,48 57
58 7,7 0,67 X X 7,7 0,67 58
59 1,5 0,53 X X 1,5 0,53 59
60 1,6 0,52 X X 1,6 0,52 60
SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
MANO EN ESPERA COLOCAR JUEGO DE LLAVES SOBRE LA MESA
Tiempo de remision de equipo
Tiempo de recpcion
COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
LEVANTAR BASE DE LA BASCULA
GIRAR BASCULA PARA RETIRAR TORNILLOS GIRAR BASCULA PARA RETIRAR TORNILLOS
MANO EN ESPERA SUJETAR JUEGO DE LLAVES "L"
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
MANO EN ESPERA COLOCAR JUEGO DE LLAVES SOBRE LA MESA
COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
ASEGURAR TAPA CON TORNILLO
MANO EN ESPERA COLOCAR DESTORNILLADOR SOBRE LA MESA
MANO EN ESPERA SUJETAR JUEGO DE LLAVES "L"
SUJETAR TORNILLO PARA ASEGURAR TAPA INDICADOR
SOSTENER INDICADOR DE LA BASCULA ASEGURAR TAPA CON TORNILLO
SOSTENER INDICADOR DE LA BASCULA SUJETAR TORNILLO PARA ASEGURAR TAPA INDICADOR
ASEGURAR TAPA CON TORNILLO
SOSTENER INDICADOR DE LA BASCULA SUJETAR TORNILLO PARA ASEGURAR TAPA INDICADOR
SOSTENER INDICADOR DE LA BASCULA ASEGURAR TAPA CON TORNILLO
COLOCAR MULTIMETRO SOBRE LA MESA
MANO EN ESPERA SUJETAR DESTORNILLADOR
SOSTENER INDICADOR DE LA BASCULA SUJETAR TORNILLO PARA ASEGURAR TAPA INDICADOR
TOMAR UN EXTREMO DEL MULTIMETRO
PROBAR FUENTE DE PODER PROBAR FUENTE DE PODER
PROBAR BATERIA DEL INDICADOR PROBAR BATERIA DEL INDICADOR
COLOCAR EL CORTAFRIO O EXACTO SOBRE LA MESA
SEPARAR CABLES INTERNOS DE LA CELDA SEPARAR CABLES INTERNOS DE LA CELDA
MANO EN ESPERA SUJETAR MULTJMETRO
APOYAR TAPA SUPERIOR
SOSTENER LA BASCULA SUJETAR CORTAFRIO O EXACTO
SOSTENER CABLES DE LA CELDA CORTAR SUPERFICIE DEL CABLE DE CELDA
COLOCAR TORNILLO EN LA MESA
MANO EN ESPERA COLOCAR DESTORNILLADOR SOBRE LA MESA
SUJETAR TAPA SUPERIOR DEL INDICADOR SUJETAR TAPA SUPERIOR DEL INDICADOR
SOLTAR TORNILLO DEL INDICADOR
SOSTENER INDICADOR DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER INDICADOR DE LA BASCULA SOLTAR TORNILLO DEL INDICADOR
MANO EN ESPERA
RETIRAR TAPA SUPERIOR RETIRAR TAPA SUPERIOR
3-9 min
SOSTENER LA BASCULA MANIPULAR BOTONES DE LA BASCULA
COLOCAR MASA PATRON SOBRE LA BASCULA MANO EN ESPERA
MOVER TAPA A UN LADO DE LA MESA MANO EN ESPERA
SOSTENER INDICADOR DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER INDICADOR DE LA BASCULA SOLTAR TORNILLO DEL INDICADOR
SOSTENER INDICADOR DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SUJETAR DESTORNILLADOR
SOSTENER INDICADOR DE LA BASCULA SOLTAR TORNILLO DEL INDICADOR
DESCRIPCION DE MOVIMIENTO DE LA MANO IZQUERDA
Nú
me
ro
SUJETAR MASA PATRON PARA HACER PRUEBAS MANO EN ESPERA
MOVER LA BASCULA AL LADO DE LA MESA MOVER LA BASCULA AL LADO DE LA MESA
De
sv.
Est
De
sv.
Est
Nú
me
ro DESCRIPCION DE MOVIMIENTO DE LA MANO
IZQUERDA
Tie
m.
Pro
m
.Se
g.
MANO IZQUIERDA MANO DERECHA
Tie
m.
Pro
m.
Se
g
5-20 min
MANO EN ESPERA
SOSTENER INDICADOR DE LA BASCULA
APOYAR TAPA SUPERIOR
TOMAR UN EXTREMODEL MULTIMETRO
SOSTENER INDICADOR DE LA BASCULA
SOSTENER INDICADOR DE LA BASCULA
SOSTENER BASE DE LA BASCULA
LEVANTAR BASE DE LA BASCULA
SOSTENER BASE DE LA BASCULA
Total Tiempo Minutos 10,71
SOSTENER BASE DE LA BASCULA
RETIRAR MASA PATRON
SOSTENER INDICADOR DE LA BASCULA
SOSTENER LA BASCULA
MANO EN ESPERA
SOSTENER INDICADOR DE LA BASCULA

23
Fuente (Elaboración propia, 2021)
9. Soluciones propuestas
Se realizó una tabla 2 en donde se presentarán una serie de posibles
soluciones a los problemas identificados, esto con el fin de disminuir el tiempo de
diagnóstico de los equipos y evitar la congestión de equipos en cola por distintas
circunstancias.
Cuadro 2. Soluciones propuestas
Organización en el área de trabajo Las mesas de trabajo deben estar
en orden para evitar la desubicación
de herramientas, la acumulación de
desechos sólidos y llamados de
atención.
Suministros necesarios.
Para medir la fuente de poder es
necesario tener claro saber cuál es
su capacidad de conducción, por lo
que equipos como el multímetro
deben estar en perfecto estado
(cables, interruptores, selector,
display, batería en caso de que
necesite el modelo).
Operación Tiempo Operación Tiempo
El estudio inica: OPERACIÓN 4 89,5 22 259,7
TRANSPORTE 12 282,2 34 151,6
ESPERA 6 12,5 4 231,2
SOSTENER 38 258,3 0 0
60 10,71 60 10,71
Elaborado por: Hernando Ulloa
Tamaño de lote: 1
ACTIVIDAD
DIAGRAMA BIMANUAL Hoja N°1 de 1 Diagrama 1
DIAGNOSTICO DE EQUIPOS SIMBOLOGIA IZQUIERDA DERECHA
Metodo: Actual Propuesto
Producto
Fecha:
TOTAL

24
Organización del tiempo.
Realizar las actividades en el orden
establecido para tener mayor control
de los tiempos reales de cada
equipo
Registro inmediato de diagnóstico.
Mantener la cadena de valoración de
los procesos consecutivos de los
equipos, al momento de completar
una parte del proceso se debe
registrar en la base de datos para
evidenciar el progreso y control que
lleva determinado equipo.
Registro de recepción.
Tener un sistema de recepción más
inmediato, como una lista
predeterminada de fallas y una zona
de observaciones.
Herramientas del proceso
Tener un control de suministros de
herramientas para los técnicos.
Disponibilidad de personal
Personal que pueda recibir equipos
para evitar interrupciones en las
actividades que realizan los
técnicos.
Fuente (Elaboración propia, 2021)
25
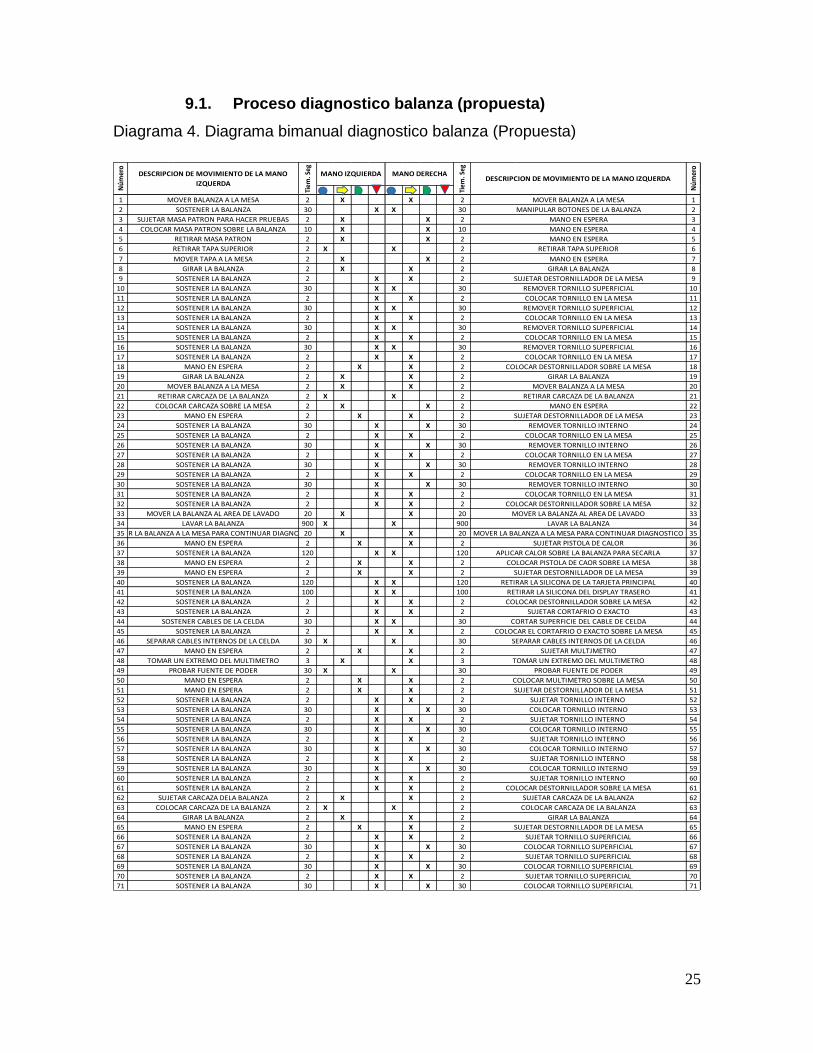
9.1. Proceso diagnostico balanza (propuesta)
Diagrama 4. Diagrama bimanual diagnostico balanza (Propuesta)
1 2 X X 2 1
2 30 X X 30 2
3 2 X X 2 3
4 10 X X 10 4
5 2 X X 2 5
6 2 X X 2 6
7 2 X X 2 7
8 2 X X 2 8
9 2 X X 2 9
10 30 X X 30 10
11 2 X X 2 11
12 30 X X 30 12
13 2 X X 2 13
14 30 X X 30 14
15 2 X X 2 15
16 30 X X 30 16
17 2 X X 2 17
18 2 X X 2 18
19 2 X X 2 19
20 2 X X 2 20
21 2 X X 2 21
22 2 X X 2 22
23 2 X X 2 23
24 30 X X 30 24
25 2 X X 2 25
26 30 X X 30 26
27 2 X X 2 27
28 30 X X 30 28
29 2 X X 2 29
30 30 X X 30 30
31 2 X X 2 31
32 2 X X 2 32
33 20 X X 20 33
34 900 X X 900 34
35 20 X X 20 35
36 2 X X 2 36
37 120 X X 120 37
38 2 X X 2 38
39 2 X X 2 39
40 120 X X 120 40
41 100 X X 100 41
42 2 X X 2 42
43 2 X X 2 43
44 30 X X 30 44
45 2 X X 2 45
46 30 X X 30 46
47 2 X X 2 47
48 3 X X 3 48
49 30 X X 30 49
50 2 X X 2 50
51 2 X X 2 51
52 2 X X 2 52
53 30 X X 30 53
54 2 X X 2 54
55 30 X X 30 55
56 2 X X 2 56
57 30 X X 30 57
58 2 X X 2 58
59 30 X X 30 59
60 2 X X 2 60
61 2 X X 2 61
62 2 X X 2 62
63 2 X X 2 63
64 2 X X 2 64
65 2 X X 2 65
66 2 X X 2 66
67 30 X X 30 67
68 2 X X 2 68
69 30 X X 30 69
70 2 X X 2 70
71 30 X X 30 71
SOSTENER LA BALANZA SUJETAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR TORNILLO SUPERFICIAL
SUJETAR CARCAZA DE LA BALANZA
GIRAR LA BALANZA
SOSTENER LA BALANZA COLOCAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA
SOSTENER LA BALANZA
COLOCAR CARCAZA DE LA BALANZA
GIRAR LA BALANZA
SUJETAR DESTORNILLADOR DE LA MESA
SUJETAR TORNILLO SUPERFICIAL
COLOCAR TORNILLO SUPERFICIAL
SUJETAR TORNILLO SUPERFICIAL
SUJETAR CARCAZA DELA BALANZA
COLOCAR CARCAZA DE LA BALANZA
MANO EN ESPERA
SOSTENER LA BALANZA
MANO EN ESPERA
SOSTENER LA BALANZA COLOCAR TORNILLO INTERNO
SOSTENER LA BALANZA SUJETAR TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR DESTORNILLADOR SOBRE LA MESA
COLOCAR TORNILLO INTERNO
SOSTENER LA BALANZA COLOCAR TORNILLO INTERNO
SOSTENER LA BALANZA SUJETAR TORNILLO INTERNO
COLOCAR TORNILLO EN LA MESA
SUJETAR DESTORNILLADOR DE LA MESA
SOSTENER LA BALANZA
SOSTENER LA BALANZA SUJETAR TORNILLO INTERNO
MANO EN ESPERACOLOCAR MASA PATRON SOBRE LA BALANZA
MANO EN ESPERASUJETAR MASA PATRON PARA HACER PRUEBAS
SUJETAR TORNILLO INTERNO SOSTENER LA BALANZA
MANO EN ESPERA
SOSTENER LA BALANZA COLOCAR TORNILLO INTERNO
SOSTENER LA BALANZA SUJETAR TORNILLO INTERNO
SOSTENER LA BALANZA
RETIRAR MASA PATRON MANO EN ESPERA
PROBAR FUENTE DE PODER
MANO EN ESPERA
SOSTENER CABLES DE LA CELDA
SOSTENER LA BALANZA
SEPARAR CABLES INTERNOS DE LA CELDA
SOSTENER LA BALANZA
MANIPULAR BOTONES DE LA BALANZA
SEPARAR CABLES INTERNOS DE LA CELDA
SUJETAR MULTJMETRO
TOMAR UN EXTREMO DEL MULTIMETRO
PROBAR FUENTE DE PODER
COLOCAR MULTIMETRO SOBRE LA MESA
RETIRAR LA SILICONA DEL DISPLAY TRASERO
COLOCAR DESTORNILLADOR SOBRE LA MESA
SUJETAR CORTAFRIO O EXACTO
CORTAR SUPERFICIE DEL CABLE DE CELDA
COLOCAR EL CORTAFRIO O EXACTO SOBRE LA MESA
COLOCAR PISTOLA DE CAOR SOBRE LA MESA
SUJETAR DESTORNILLADOR DE LA MESA
RETIRAR LA SILICONA DE LA TARJETA PRINCIPAL
REMOVER TORNILLO INTERNO
COLOCAR TORNILLO EN LA MESA
COLOCAR DESTORNILLADOR SOBRE LA MESA
MOVER LA BALANZA AL AREA DE LAVADO
LAVAR LA BALANZA
MOVER LA BALANZA A LA MESA PARA CONTINUAR DIAGNOSTICO
SUJETAR PISTOLA DE CALOR
APLICAR CALOR SOBRE LA BALANZA PARA SECARLA
MANO EN ESPERA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
LAVAR LA BALANZA
MOVER LA BALANZA A LA MESA PARA CONTINUAR DIAGNOSTICO
MANO EN ESPERA
SOSTENER LA BALANZA
MANO EN ESPERA
DESCRIPCION DE MOVIMIENTO DE LA MANO
IZQUERDA
Nú
mer
o
Tiem
. Seg
MANO IZQUIERDA MANO DERECHA
Tiem
. Seg
DESCRIPCION DE MOVIMIENTO DE LA MANO IZQUERDA
Nú
mer
o
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
MANO EN ESPERA
SOSTENER LA BALANZA
GIRAR LA BALANZA
MOVER BALANZA A LA MESA
RETIRAR CARCAZA DE LA BALANZA
COLOCAR CARCAZA SOBRE LA MESA
MOVER BALANZA A LA MESA
RETIRAR TAPA SUPERIOR
MANO EN ESPERA
GIRAR LA BALANZA
SUJETAR DESTORNILLADOR DE LA MESA
REMOVER TORNILLO SUPERFICIAL
COLOCAR TORNILLO EN LA MESA
REMOVER TORNILLO SUPERFICIAL
MANO EN ESPERA
COLOCAR TORNILLO EN LA MESA
REMOVER TORNILLO SUPERFICIAL
COLOCAR TORNILLO EN LA MESA
REMOVER TORNILLO SUPERFICIAL
COLOCAR TORNILLO EN LA MESA
COLOCAR DESTORNILLADOR SOBRE LA MESA
SOSTENER LA BALANZA
MOVER BALANZA A LA MESA
RETIRAR TAPA SUPERIOR
MOVER TAPA A LA MESA
GIRAR LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
GIRAR LA BALANZA
MOVER BALANZA A LA MESA
RETIRAR CARCAZA DE LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
SOSTENER LA BALANZA
MOVER LA BALANZA AL AREA DE LAVADO
SUJETAR DESTORNILLADOR DE LA MESA
REMOVER TORNILLO INTERNO
COLOCAR TORNILLO EN LA MESA
REMOVER TORNILLO INTERNO
COLOCAR TORNILLO EN LA MESA
REMOVER TORNILLO INTERNO
TOMAR UN EXTREMO DEL MULTIMETRO
MANO EN ESPERA

26
Fuente (Elaboración propia, 2021)
73 30 X X 30 73
74 2 X X 2 74
75 2 X X 2 75
76 2 X X 2 76
77 2 X X 2 77
GIRAR LA BALANZA GIRAR LA BALANZA
SUJETAR TAPA SUPERIOR
COLOCAR TAPA SUPERIOR COLOCAR TAPA SUPERIOR
MANO EN ESPERA
SOSTENER LA BALANZA COLOCAR TORNILLO SUPERFICIAL
SOSTENER LA BALANZA COLOCAR DESTORNILLADOR SOBRE LA MESA
Tiempo de remision de equipo 1-5 min
Tiempo de recpcion 2-10 min
33,18Total Tiempo Minutos
Operación Tiempo Operación Tiempo
El estudio inica: OPERACIÓN 7 968 16 1488
TRANSPORTE 16 77 43 123
ESPERA 9 18 18 380
SOSTENER 45 928 0 0
77 33,18 77 33,18
DIAGRAMA BIMANUAL
TOTAL
Hoja N°1 de 1 Diagrama 1
DIAGNOSTICO DE EQUIPOS SIMBOLOGIA IZQUIERDA DERECHA
Fecha: ACTIVIDAD
Metodo: Actual Propuesto
Producto
Elaborado por: Hernando Ulloa
Tamaño de lote: 1

27
9.2. Proceso de diagnóstico báscula (propuesta)
Diagrama 5.Diagrama bimanual diagnóstico de básculas (Propuesta)
1 30 X X 30 1
2 30 X X 30 2
3 50 X X 50 3
4 180 X X 180 4
5 2 X X 2 5
6 5 X X 5 6
7 2 X X 2 7
8 2 X X 2 8
9 6 X X 6 9
10 2 X X 2 10
11 6 X X 6 11
12 2 X X 2 12
13 6 X X 6 13
14 2 X X 2 14
15 6 X X 6 15
16 2 X X 2 16
17 2 X X 2 17
18 4 X X 4 18
19 4 X X 4 19
20 2 X X 2 20
21 30 X X 30 21
22 2 X X 2 22
23 30 X X 30 23
24 2 X X 2 24
25 1 X X 1 25
26 30 X X 30 26
27 30 X X 30 27
28 2 X X 2 28
29 2 X X 2 29
30 2 X X 2 30
31 6 X X 6 31
32 2 X X 2 32
33 6 X X 6 33
34 2 X X 2 34
35 6 X X 6 35
36 2 X X 2 36
37 6 X X 6 37
38 2 X X 2 38
39 3 X X 3 39
40 6 X X 6 40
41 2 X X 2 41
42 6 X X 6 42
43 2 X X 2 43
44 6 X X 6 44
45 2 X X 2 45
46 6 X X 6 46
47 2 X X 2 47
48 2 X X 2 48
49 4 X X 4 49
50 4 X X 4 50
51 3 X X 3 51
52 6 X X 6 52
53 2 X X 2 53
54 6 X X 6 54
55 2 X X 2 55
56 6 X X 6 56
57 2 X X 2 57
58 6 X X 6 58SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
LEVANTAR BASE DE LA BASCULA LEVANTAR BASE DE LA BASCULA
GIRAR BASCULA PARA RETIRAR TORNILLOS GIRAR BASCULA PARA RETIRAR TORNILLOS
MANO EN ESPERA SUJETAR JUEGO DE LLAVES "L"
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
MANO EN ESPERA COLOCAR JUEGO DE LLAVES SOBRE LA MESA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER BASE DE LA BASCULA SOLTAR TORNILLO DE LA CELDA DE CARGA
SOSTENER INDICADOR DE LA BASCULA ASEGURAR TAPA CON TORNILLO
MANO EN ESPERA COLOCAR DESTORNILLADOR SOBRE LA MESA
MANO EN ESPERA SUJETAR JUEGO DE LLAVES "L"
SOSTENER INDICADOR DE LA BASCULA SUJETAR TORNILLO PARA ASEGURAR TAPA INDICADOR
SOSTENER INDICADOR DE LA BASCULA ASEGURAR TAPA CON TORNILLO
SOSTENER INDICADOR DE LA BASCULA SUJETAR TORNILLO PARA ASEGURAR TAPA INDICADOR
SOSTENER INDICADOR DE LA BASCULA ASEGURAR TAPA CON TORNILLO
SOSTENER INDICADOR DE LA BASCULA SUJETAR TORNILLO PARA ASEGURAR TAPA INDICADOR
SOSTENER INDICADOR DE LA BASCULA ASEGURAR TAPA CON TORNILLO
MANO EN ESPERA COLOCAR MULTIMETRO SOBRE LA MESA
MANO EN ESPERA SUJETAR DESTORNILLADOR
SOSTENER INDICADOR DE LA BASCULA SUJETAR TORNILLO PARA ASEGURAR TAPA INDICADOR
TOMAR UN EXTREMODEL MULTIMETRO TOMAR UN EXTREMO DEL MULTIMETRO
PROBAR FUENTE DE PODER PROBAR FUENTE DE PODER
PROBAR BATERIA DEL INDICADOR PROBAR BATERIA DEL INDICADOR
SOSTENER LA BASCULA COLOCAR EL CORTAFRIO O EXACTO SOBRE LA MESA
SEPARAR CABLES INTERNOS DE LA CELDA SEPARAR CABLES INTERNOS DE LA CELDA
MANO EN ESPERA SUJETAR MULTJMETRO
APOYAR TAPA SUPERIOR APOYAR TAPA SUPERIOR
SOSTENER LA BASCULA SUJETAR CORTAFRIO O EXACTO
SOSTENER CABLES DE LA CELDA CORTAR SUPERFICIE DEL CABLE DE CELDA
SOSTENER INDICADOR DE LA BASCULA COLOCAR TORNILLO EN LA MESA
MANO EN ESPERA COLOCAR DESTORNILLADOR SOBRE LA MESA
SUJETAR TAPA SUPERIOR DEL INDICADOR SUJETAR TAPA SUPERIOR DEL INDICADOR
SOSTENER INDICADOR DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER INDICADOR DE LA BASCULA SOLTAR TORNILLO DEL INDICADOR
SOSTENER INDICADOR DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER INDICADOR DE LA BASCULA SOLTAR TORNILLO DEL INDICADOR
SOSTENER INDICADOR DE LA BASCULA COLOCAR TORNILLO EN LA MESA
SOSTENER INDICADOR DE LA BASCULA SOLTAR TORNILLO DEL INDICADOR
RETIRAR MASA PATRON MANO EN ESPERA
RETIRAR TAPA SUPERIOR RETIRAR TAPA SUPERIOR
SOSTENER INDICADOR DE LA BASCULA SOLTAR TORNILLO DEL INDICADOR
MOVER LA BASCULA AL LADO DE LA MESA MOVER LA BASCULA AL LADO DE LA MESA
MOVER TAPA A UN LADO DE LA MESA MANO EN ESPERA
MANO EN ESPERA SUJETAR DESTORNILLADOR
Nú
me
ro
DESCRIPCION DE MOVIMIENTO DE LA MANO
IZQUERDA Tie
m.
Seg
MANO IZQUIERDA MANO DERECHA
Tie
m.
Seg
SOSTENER LA BASCULA MANIPULAR BOTONES DE LA BASCULA
DESCRIPCION DE MOVIMIENTO DE LA MANO IZQUERDA
Nú
me
ro
SUJETAR MASA PATRON PARA HACER PRUEBAS MANO EN ESPERA
COLOCAR MASA PATRON SOBRE LA BASCULA MANO EN ESPERA
59 2 X X 2 59
60 2 X X 2 60
Total Tiempo Minutos 9,83
SOSTENER BASE DE LA BASCULA COLOCAR TORNILLO EN LA MESA
MANO EN ESPERA COLOCAR JUEGO DE LLAVES SOBRE LA MESA
Tiempo de recpcion
Tiempo de remision de equipo
2-10 min
1-5 min

28
Fuente (Elaboración propia, 2021)
10. Conclusión
Finalmente se puede mencionar que se logró determinar la situación actual
de la empresa y cuáles son los factores necesarios para mejorar la ejecución de
las actividades requeridas diariamente de una forma eficaz y efectiva.
De este modo se evidenció que es necesario la aplicación de un método
adecuado en el proceso de diagnóstico, para esto fue necesario tener claro las
actividades que se llevan a cabo durante el desarrollo de este proceso y de esta
forma tener un registro oportuno de las posibles fallas que se puedan encontrar a
lo largo de dicho proceso.
Para lograr un método idóneo para estandarizar los tiempos de diagnóstico
de las básculas en la empresa, se plantearon algunas soluciones que lograran
contribuir a la ejecución de las distintas actividades, como son:
• Un método adecuado que facilite el control de las herramientas y les
permita a los técnicos una mejor realización de sus diligencias exigidas
diariamente, así mismo dando como resultado un mejor aprovechamiento
del tiempo, puesto que si cuentan con estos implementos a la mano se
podría evitar el desplazamiento al taller de electrónica o al taller de
mecánica que se encuentran dentro de la misma empresa, pero en distintos
espacios.
• Capacitar periódicamente la planta de personal, esto facilitaría la rápida y
eficiente atención de los usuarios que utilizan el servicio que presta la
empresa BASCOSTA LTDA. en sus equipos para obtener los resultados
deseados.
Operación Tiempo Operación Tiempo
El estudio inica: OPERACIÓN 4 95 22 251
TRANSPORTE 12 285 34 105
ESPERA 6 14 4 234
SOSTENER 38 196 0 0
60 9,83 60 9,83
Elaborado por: Hernando Ulloa
Tamaño de lote: 1
Producto
Fecha:
TOTAL
ACTIVIDAD
DIAGRAMA BIMANUAL Hoja N°1 de 1 Diagrama 1
DIAGNOSTICO DE EQUIPOS SIMBOLOGIA IZQUIERDA DERECHA
Metodo: Actual Propuesto
29
Cabe resaltar que entre más eficiente sea la atención, más inmediata será
la realización del procedimiento que requiere el equipo, lo cual dará como
resultado la gran satisfacción del usuario al elegir a la empresa BASCOSTA LTDA.
para el mantenimiento de su equipo.
De igual forma también se pudo determinar el lapso de tiempo empleado
por los trabajadores para culminar satisfactoriamente el proceso de diagnóstico de
las báscula y balanzas por medio de la implementación de cursogramas y la
aplicación de herramientas como diagramas bimanuales y diagramas de procesos
los cuales hacen posible identificar posibles fallas a lo largo de un proceso.

30
11. Recomendaciones
• Tener en cuenta el periodo de tiempo (reloj) para realizar el diagnóstico de
los equipos y llevar un registro diario por cada técnico que se hace
responsable de los diferentes equipos, para medir la competencia individual
del operario y el aporte que este ejecuta en la empresa.
• Implementar un stand para la identificación inmediata de las herramientas.
• Contribuyendo a la recreación, la empresa debería fomentar la pausa activa
de 5 minutos entre la jornada laboral, fortaleciendo la salud emocional de su
personal, dando como resultado la dinámica y respuesta positiva al trabajo
realizado.
• Promover en los trabajadores un ambiente de confianza para que ellos
generen propuestas que incidan en el crecimiento y fortalecimiento de la
empresa, ya que ellos aportan la riqueza intelectual y mano de obra. Como
lo afirma en su planteamiento Taiichi Ohno “los recursos humanos son algo
que se encuentran por encima de toda medida. La capacidad de esos
recursos puede extenderse ilimitadamente cuando toda persona empieza a
pensar”, y es que los operarios están en permanente contacto con el medio
de trabajo, interesados por la organización del puesto, los mejor colocados
para captar los problemas antes que nadie y en muchos casos los más
capaces para imaginar las soluciones de mejora.
• Crear un incentivo anual para el trabajador que mejor se desempeñe en su
labor.

31
12. Bibliografía
Aguilar, P. R. (2002). Manufactura Lean y Seis Sigma en empresas mexicanas:
experiencias y reflexiones. Contaduría y administración.
Andrade, A. M., Río, C. A., & Alvear, D. L. (2019). En Estudio de Tiempos y
Movimientos para Incrementar la Eficiencia en una Empresa de Producción de
Calzado. Otavalo-Ecuador: Universidad de Otavalo.
Arteaga, J. D., & Forero, J. H. (2016). Estudio de métodos y tiempos en el proceso
de selección de la empresa S&A SERVICIOS Y ASESORÍAS S.A.S . Santiago de
Cali, Valle del Cauca: Fundación Universitaria Católica Lumen Gentium .
BASCOSTA LTDA.. (2019). BASCOSTA LTDA. Soluciones Inteligentes de Pesaje.
Obtenido de https://www.BASCOSTA LTDA..com/
Burlton, R. (2010). Delivering business strategy through process management.
Handbook on business process Management. Berlín, Alemania: Springer-Verlang.
Cortes, R. R. (2014). Normalización y estandarización de los procesos productivos
de la línea de servicio de aseo integral en la empresa Serviespeciales s.a. .
Santiago De Cali: Universidad Autónoma de Occidente.
Espinola, M. (2020). Revisión de literatura sobre la estandarización de procesos
productivos a nivel cientifico.
https://ciateq.repositorioinstitucional.mx/jspui/bitstream/1020/426/1/Revision%20de
%20la%20literatura%20sobre%20la%20estandarizacion.pdf.
Fuentes, M. E. (2007). Lean Production: Estado actual y desafios futuros de la
investigación. Investigaciones europeas de la dirección de la empresa.
García, M. R. (2010). Lean Manufacturing. La evidencia de una necesidad.
España: Ediciones Días Santos.
Gulledge, T. (2015). Integrated Business Process and Service Management.
Handbook on. Berlín, Alemania: Springer-Verlag.
32
Gupta S, S. M. (2016 ). Lean services: a systematic review. Internat J Productiv
Perform Managem, 1025.1056.
Hines P, T. D. (2018). The Lean journey: have we got it wrong? . Tot Qual Manag
Busin Excell.
Hopp W, S. M. (2004). To pull or not to pull: what is the question? Manufac Serv
Opera Manag, 133.148.
López, B. S. (20 de junio de 2019). Ingeniería de métodos. Licencias Creative
Commons.
M, H. (2007). The genealogy of lean production. J Operat Manag, 420-437.
Meertens, L. I. (2012). Mapping the business model canvas to ArchiMate.
Proceedings of the 27th Annual ACM. New York: ACM.
Pearce AD, P. D. (2017). Defining Lean Change—Framing Lean Implementation in
Organizational Development. Inter J Busi Manag, 10-12.
Pérez, J. G. (2007). Estudio y análisis de tiempo y movimientos en el servicio de
reparación y mantenimiento de vehículos a gasolina en automotores de la Sierra
S.A. Ambato - Ecuador: Universidad Técnica de Ambato .
Pineda, J. A. (2005). Estudios de tiempos y movimientos en la línea de producción
de pisos de granito en la fábrica Casa Blanca S.A. Guatemala: Universidad de San
Carlos de Guatemala.
Ping, W. (2011). A Brief History of Standards and Standardization Organizations: A
Chinese Perspective. Revilla Herman, E. R., & Gil Otaiza, R. M. (n.d.). LA
CONSTRUCCIÓN DE TEORÍAS CIENTÍFICAS: UNA DISERTACIÓN DESDE LO.
Sánchez, F. J. (2010). ESTUDIO DE MÉTODOS Y TIEMPOS PARA LA PLANTA
DE PRODUCCIÓN DE C.I. COBRES DE COLOMBIA LTDA. DIVISIÓN
EMPAQUES DE MADERA . Santiago de Cali: Trabajo de grado presentado como
requisito para optar al título de Administrador de Empresas: Univerisdad Autónoma
De Occidente.
33
Sandoval, L. X., & Campaña, A. K. (2017 ). Estandarización del proceso de
Mantenimiento en el taller mecánico de Proauto mediante un estudio de tiempos y
movimientos . Quito: Universidad San Francisco de Quito USFQ.
Vanegas, S. P. (2011). La filosofía Lean aplicada en la gerencia de proyectos.
Medellín: Universidad Nacional de Colombia.
Villegas, E. W. (2014). Estidios de tiempos y movimientos para alcanzar la
productividad en la elaboración de cortes típicos en el municipio de salcajá.
Quetzaltenango: Tesis de grado: Universidad Rafael Landívar.
Ward, R. S. (2003). Leanmanufacturing; context, practice bundles, and
performance. Journal of OperationsManagement.
Winkler, K. G. (2010). La nueva era de la manofactura. México:
McGrawHillInteramerica.
Zape, J. C., Restrepo, E. C., & Tascón, C. E. (1999). Estudio de tiempos y
movimientos para el mejoramiento de la coseche de café . Chinchina- Caldas:
Gerencia técnica- Programa de Investigación Científica.

34
ANEXOS
Anexos 1. Plan de acción.
ACCIÓN ACCIONES DETALLADAS OBJETIVOS AREA EJECUCIÓNFECHAS DE
IMPLEMENTACIÓN
SITUACIÓN ACTUAL
SITUACIÓN ACTUAL
Implementación de fuente de suministros
necesarios para realización de
diagnostico.
Cuatro técnicos realizan el proceso de
diagnóstico y reparación , pero uno de los
operarios debe estar en constante
desplazamiento para obtener las
herramientas que son indispensables para
la realización del proceso.
2. Evitar inconvenientes en el registro
si el personal técnico no se encuentra
disponible para guiar en la realización
del mismo.
Diario.
Asignación de una persona para que se
escarge del proceso de la bienvenida,
recepción de equipos, la asignación de
servicio y la remisión.
Uno de los técnicos es el encargado de
realizar esta actividad generando una
dilación en sus actividades
correspondientes.
Capacitar al personal para que tenga
conocimiento de como realizar el
respectivo proceso y registro en la
plataforma BascostaNet para realizar
la remisión.
1. Redución del tiempo
considerandose un factor muy
importante en el rendimiento de la
operación de diagnostico.
Taller de
electrónicaSemanal
Asignar las herramientas o insumos a
los tecnicos, con un formato donde esté
estipulada: la fecha de uso y número de
remisión.
1. Mejorar la concentración
potencializando la ejecución de la labor
del operario.
2. Evitar tiempos muertos que son
fundamental para la realización del
diagnostico de basculas y balanzas.
3. Prevenir la fatiga del operario para
que la realización de su operación sea
mas efectiva.
PLAN DE ACCIÓN
Oficina
Administrativa.
SITUACIÓN ACTUAL
SITUACIÓN ACTUALTaller de
electrónicaSemanal.
2. Determinar la cantidad de equipos
que se pueden diagnosticar en un
periodo de tiempo.
Organización de cajas de herramientas
Poseen muchos insumos y genera
demoras al momento de buscar uno en
especifico.
Poseer solo los elementos necesarios
para el diagnostico y reparación.
1.Tener control de herramietas para
evitar faltantes y posibles retrasos por
la falta de los mismos.
2. Garantizar el orden, evitando tener
elementos que no competen a la fase
del diagnostico.
Taller de
electrónicaDiario.
Realización del proceso de diagnostico a
los equipos que estan en espera.
Los procesos de diagnóstico y reparación
son realizados en una misma instancia, lo
que genera que se presente retrazos en
determinar los inconvenientes del equipo.
Establecer un horario para estipular el
proceso por separado:
1. Son 4 operarios, dependiendo de la
agilidad que tenga en el proceso se
dividen en 2, la realización del
diagnostico y 2 en la reparación.
2. En el horario de 7:30 a.m. a 11:59
a.m. realicen diagnosticos y de 1:00
p.m. a 5:00 p.m. reparación.
1. Poner en practica el tiempo
estipulado en el estudio de
estandarización de basculas y
balanzas.

35
SITUACIÓN ACTUAL
SITUACIÓN ACTUAL
SITUACIÓN ACTUAL
Creación de un tablero donde se
organice los elementos de trabajo.
Identificación inmediata de las
herramientas.
Taller de
electrónica
Mantenimiento de equipos para la
realización del dignostico y reparación
Si uno de los tecnicos posee herramientas
en mal estado, recurre al prestamo del
utensilio, generando demoras en el
proceso.
Realizar revisión de las herramientas e
insumos utilizadas en el proceso, para
determinar su estado.
Taller de
electrónica
Evitar demoras y distraciones en el
proceso.
Al finalizar la jornada laboral organizar
las estaciones de trabajo para que todo
repose en su sitio.
Tener un recipiente inmediato en el sitio
de trabajo para la disposición final de
los residuos solidos.
Organización del área de trabajo.
En ocasiones las mesas de trabajo estan
desorganizadas, generando estravíos de
herramientas. Presencia de residuos
solidos.
Generar una disciplina en el ambiente
laboral que propicie una atmosfera de
orden y satisfacción a la hora de
realizar el trabajo.
Taller de
electrónicaDiaria
Creación de un stand de herramientas
Las herramientas no tienen un lugar
establecido y muchas veces se generan
perdidas.
SITUACIÓN ACTUAL
Optimizar la plataforma
3. Opción de historial por tecnico que
evidencie el proceso realizado (
diagnostico y reparación).
2. Facilidad para analizar el
rendimiento del operario en un periodo
de tiempo.
Oficina
Administrativa.
Generar tablas de frecuencia por medio
de los datos obtenidos en la plataforma
para determianar el trabajador con
desempeño destacado en el area.
Generar animo en los trabajdores y
evidenciar mayor desempeño en su
labor.
Taller de
electrónicaMensual
Actualmente la empresa no cuenta con un
indicador de rendimiento.
Reuniones de socialización
1. Creación de opciones directas para
evitar errores de redacción y
confusiones.
2. Organización por Fecha de ingreso.
1. Ahorro de tiempo en el momento de
realizar la remisión y el protocolo.
1. Poner a prueba la creatividad para
la innovación y soluciones de mejora.
2. Generar un ambiente de confianza
donde expresen propuestas que
incidan en el crecimiento y
fortalecimiento de la empresa.
Escuchar el punto de vista de los
trabajadores para generar la mejora
continua de los procesos de su area de
acción.
Oficina
Administrativa.Mensual
Determinar el rendimiento del operario.








![3. Estudio de Tiempos[1]](https://static.fdocuments.mx/doc/165x107/577c82521a28abe054b04724/3-estudio-de-tiempos1.jpg)