CONVENIO INIFAP-NATIONAL MANGO BOARD DETECCIÓN DE … · Diagnóstico ‘Corte Negro’ y...
46
CONVENIO INIFAP-NATIONAL MANGO BOARD DETECCIÓN DE LAS CAUSAS Y DISMINUCIÓN DEL DAÑO POR TRATAMIENTO HIDROTÉRMICO CUARENTENARIO EN FRUTOS DE ‘ATAULFO’, ‘TOMMY ATKINS’ Y ‘KENT’ CULTIVADOS EN NAYARIT DR. JORGE A. OSUNA GARCIA M.C. YOLANDA NOLASCO GONZÁLEZ DRA. IRMA JULIETA GONZÁLEZ ACUÑA DR. RAFAEL GÓMEZ JAIMES INVESTIGADORES DEL INIFAP-C.E. SANTIAGO IXCUINTLA SANTIAGO IXCUINTLA, NAYARIT. MARZO DE 2018
Transcript of CONVENIO INIFAP-NATIONAL MANGO BOARD DETECCIÓN DE … · Diagnóstico ‘Corte Negro’ y...

CONVENIO INIFAP-NATIONAL MANGO BOARD
DETECCIÓN DE LAS CAUSAS Y DISMINUCIÓN DEL DAÑO POR
TRATAMIENTO HIDROTÉRMICO CUARENTENARIO EN
FRUTOS DE ‘ATAULFO’, ‘TOMMY ATKINS’ Y
‘KENT’ CULTIVADOS EN NAYARIT
DR. JORGE A. OSUNA GARCIA
M.C. YOLANDA NOLASCO GONZÁLEZ
DRA. IRMA JULIETA GONZÁLEZ ACUÑA
DR. RAFAEL GÓMEZ JAIMES
INVESTIGADORES DEL INIFAP-C.E. SANTIAGO IXCUINTLA
SANTIAGO IXCUINTLA, NAYARIT. MARZO DE 2018
1
CONTENIDO
Resumen ejecutivo .………………………………………………………………………2
Antecedentes ……………………………………………………………………………. 4
Objetivos …………………………………………………………………………………. 6
Metodología ……………………………………………………………………………… 6
Descripción detallada de la metodología…………………………..………………….. 8
Resultados y Discusión ………………………………………………………………… 9
Ciclo completo Empacadora 1 Variedad Ataulfo……………………………….……. 9
Calidad físico-química del agua de proceso…………..………………..………….… 9
Calidad microbiológica del agua de proceso…………………..……………………. 11
Calidad microbiológica de superficies de contacto ………………………………… 13
Calidad de fruto ………………………………………...……………………………… 14
Barrido Empacadora 2 Variedad Tommy Atkins ………………………………....... 16
Calidad fisicoquímica del agua de proceso.…………..………………..…………… 16
Calidad microbiológica del agua de proceso…………………..……………………. 18
Calidad microbiológica de superficies de contacto ………………………………… 20
Barrido Empacadora 3 Variedad Kent ……………….…………………………....... 22
Calidad fisicoquímica del agua de proceso.…………..………………..…………… 22
Calidad microbiológica del agua de proceso…………………..……………………. 24
Calidad microbiológica de superficies de contacto ………………………………… 26
Medidas de prevención en agua de proceso ……………………………………….. 27
Efectividad del cloro como desinfectante …………………..……………………….. 27
Determinación del daño por cloro ………………………...……….…………………. 29
Efectividad del cloro en agua de lavado de uso prolongado ….…………………... 32
Diagnóstico ‘Corte Negro’ y ‘Tejido esponjoso en la variedad Ataulfo …………... 36
Conclusiones …………………………………………………………………………… 43
Literatura citada ……………………………………………………………..….……… 44

2
RESUMEN EJECUTIVO
México es uno de los principales exportadores de mango a Estados Unidos aportando el 65.6% del total exportado por los países productores, lo que representa alrededor de 57.5 millones de cajas anuales. Con algunas excepciones, Estados Unidos exige tratamiento hidrotérmico cuarentenario (THC) obligatorio para control de mosca de la fruta (46.1°C o 115°F por 65 a 110 min), el cual si se aplica acorde a protocolo no causa daños a los frutos de mango. Sin embargo, durante el proceso de empacado el fruto pasa por varias etapas donde es susceptible de contaminarse, sobretodo en el hidrotérmico donde no se aplican desinfectantes, pues las temperaturas los desactivan. Se especula que el crecimiento de algunos microorganismos patógenos y el consecuente daño a los frutos pudieran deberse a deficiencias en la calidad química y microbiológica del agua de tratamiento para hidrotérmico e hidroenfriado. De hecho, el consumo de mango en fresco no ha escapado a que se le atribuya como causante de brotes de enfermedades de transmisión alimentaria que provienen de empacadoras certificadas en sistemas de reducción de riesgos de contaminación, lo que demuestra que en algún punto del proceso productivo y de empacado se está fallando y que se debe continuar mejorando las prácticas de manejo para disminuir los riesgos de contaminación. Es así que los objetivos de este trabajo fueron: a) Determinar la calidad química y microbiológica del agua de Hidrotérmico e Hidroenfriado al inicio, a mediados y al final de un ciclo de tratamiento; b) Determinar el efecto de la calidad del agua sobre la calidad inicial, vida de anaquel y calidad al consumo de frutos de mango ‘Ataulfo’, ‘Tommy Atkins’ y ‘Kent’ sometidos al THC e Hidroenfriado; c) Probar si el agua de uso prolongado en las tinas de THC e Hidroenfriado es vehículo para la sobrevivencia de microorganismos patógenos causantes de enfermedades transmitidas por los alimentos y/o enfermedades; d) Determinar la efectividad del cloro como desinfectante, así como el posible daño a fruto a altas concentraciones, e) Determinar la efectividad del cloro en agua de lavado de uso prolongado. Adicionalmente, determinar solamente en ‘Ataulfo’ si el estado de madurez a cosecha y la duración del almacenamiento refrigerado influían en la manifestación de los desórdenes fisiológicos denominados ‘Corte Negro’ y ‘Tejido esponjoso’. Para cumplir los primeros tres objetivos se establecieron dos tipos de ensayos: a) Ciclo completo en la Empacadora 1 con ‘Ataulfo’ y b) ‘Barrido’ en las Empacadoras 2 y 3 con ‘Tommy Atkins’ y ‘Kent’, respectivamente. Para ciclo completo (considerado desde el inicio hasta el final de un procedimiento de hidrotérmico o hidroenfriado) se muestreó un mismo tanque de hidrotérmico y un tanque de hidroenfriado considerando al inicio (primera canasta o jaula conteniendo 182 cajas de campo), a mediados (7 canastas) y al final del ciclo (14 canastas). Se tomaron muestras de agua para análisis físico-químico de Fuente, Hidrotérmico e Hidroenfriado, así como de Coliformes totales. También se incluyeron muestreos en superficies de contacto de cajas de campo, cajas de empaque, fruto en lavado, después de hidrotérmico, después de hidroenfriado y fruto de caja empacada para Coliformes totales y bacterias aerobias totales. También se realizó análisis de calidad de fruto, así como desarrollo de Fitopatógenos (Colletrotrichum
3
gloesporoides, Lasiodiplodia theobromae). Para ‘barrido’ se consideró prácticamente lo mismo, pero en tinas con diferente nivel de uso. Como se encontraron indicios de posible contaminación en frutos y/o cajas de campo, se estableció un control en el agua de lavado; para ello se diseñaron tres experimentos: 1. Efectividad del cloro como desinfectante; 2. Determinación del daño por cloro, así como 3. Efectividad del cloro en agua de lavado de uso prolongado. Para ‘Corte Negro’ y ‘Tejido esponjoso’, esta actividad se realizó al inicio, a mediados y a fines de la temporada de producción de ‘Ataulfo’ 2016. En cada ocasión se seleccionaron 150 frutos parcialmente sazones y 150 sazones. Ambos grupos se sometieron a condiciones similares de hidrotérmico e hidroenfriado y luego simulación de traslado refrigerado (12 ± 1°C; 90 ± 5% HR) por 1, 2 o 3 semanas + Simulación de mercadeo (22 ± 2°C; 75 ± 10% HR) hasta madurez de consumo. Se analizaron variables de calidad, así como porcentaje de frutos con ‘Corte Negro’ y ‘Tejido esponjoso’.
Los resultados mostraron que, con respecto a calidad del agua, la variable más afectada fue la turbidez, la cual incrementó su valor y se salía de Norma conforme se hacía un uso más prolongado, lo que favorece el crecimiento bacteriano. En tinas de hidrotérmico se sugiere hacer cambio de agua a no más de 14 canastas por ciclo. Además, el agua de uso prolongado en lavado e hidrotérmico manifestó la presencia de Coliformes totales y bacterias aerobias totales que indican riesgo de contaminación. Sin embargo, si se mantiene un nivel de cloración de 20 a 50 ppm en tinas de hidroenfriado se controla la presencia de microorganismos patógenos. Asimismo, se encontró que el punto más crítico para una contaminación potencial de los frutos por superficies de contacto es en las cajas de campo, mismas que deben ser lavadas y desinfectadas antes de regresar a campo. Por otro lado, no se detectaron diferencias organolépticas en frutos obtenidos de tinas de hidrotérmico, de hidroenfriado o de cajas empacadas al término de un ciclo completo de muestreo o ‘barrido’. En lo concerniente al uso de cloro como desinfectante, se encontró que el cloro a 20 ppm fue efectivo para eliminar Coliformes totales y bacterias aerobias totales sin afectar calidad de fruto aún a dosis iniciales de 200 ppm; que la concentración inicial de cloro a 200 ppm se abate hasta solo 10 ppm al final de un ciclo de lavado de 600 cajas (que normalmente es la capacidad del camión que transportar la fruta del huerto a la empacadora) y que el cloro en agua de lavado de uso prolongado podría usarse hasta por un máximo de tres ciclos, aunque lo recomendable es cambiar el agua al término de cada ciclo de lavado de 600 cajas. Finalmente, se detectó que la presencia de ‘Corte Negro’ y ‘Tejido esponjoso’ en frutos de ‘Ataulfo’ fue prácticamente inapreciable en los tres muestreos realizados en la temporada, indicando que ni el factor grado de madurez ni duración de almacenamiento refrigerado convencional fueron determinantes para la presencia de ambos desórdenes. Por otro lado, los resultados de este trabajo permitieron corroborar el efecto del almacenamiento prolongado bajo refrigeración convencional sobre las principales variables de calidad en fruto. Al término de refrigeración por una, dos o tres semanas se incrementó la pérdida de peso, se disminuyó el color de cáscara y la firmeza de pulpa y se aceleró el desarrollo de los sólidos solubles totales y del color de pulpa.
4
ANTECEDENTES
México es uno de los principales exportadores de mango a Estados Unidos
aportando el 65.6% del total exportado por los países productores, lo que
representa alrededor de 57.5 millones de cajas anuales (USDA-FAS, 2016). Las
principales variedades para exportación al mercado estadounidense son Tommy
Atkins, Ataulfo, Kent y Keitt con el 35, 30, 15 y 10% respectivamente del volumen
exportado (EMEX, A.C., 2014). Estados Unidos exige tratamiento hidrotérmico
cuarentenario (THC) para control de mosca de la fruta, el cual consiste en tratar a
los frutos con agua caliente (46.1°C o 115°F) por 65 a 110 min dependiendo del
tipo y peso de fruto (USDA, 2010). Recientemente en un estudio financiado por el
National Mango Board (NMB) Osuna et al. (2015) demostraron que, si el THC se
aplica conforme al protocolo, no se observa ningún daño por efecto de éste en
frutos de la variedad Tommy Atkins. Sin embargo, en otro ensayo financiado por el
NMB, Osuna-García (2014) al evaluar el efecto del manipuleo durante el proceso
de empacado en la calidad inicial, vida de anaquel y calidad a consumo de frutos
de la variedad Ataulfo se encontró que en tres muestreos realizados al inicio, a
mediados y al final de la temporada 2014, los frutos sometidos a THC e
hidroenfriado mostraron daños en su apariencia externa al término de siete días
de simulación en traslado refrigerado (12 ± 1°C; 85 ± 10% HR) o al momento del
consumo. También, en otro ensayo donde se evaluó el efecto del 1-MCP (400,
800 y 1200 µg L-1) con y sin THC en la calidad inicial, después de simulación de
transporte refrigerado y a madurez de consumo (frutos coloreados con firmeza de
pulpa de 1 a 3 Lbf) de mangos de la variedad Keitt, sólo aquellos con THC e
hidroenfriado presentaron pudrición blanda del pedúnculo o la base (causada por
Lasiodiplodia theobromae); mientras que algunos frutos sin THC sólo presentaron
antracnosis.
Existen técnicas para reducir el crecimiento microbiano en las frutas durante
su empaque, como el lavado del fruto en agua clorada (100 - 200 ppm) o algún
otro desinfectante efectivo; sin embargo, al tratamiento hidrotérmico cuarentenario
no se le aplican desinfectantes, pues las temperaturas los desactivan, pero este
tratamiento por sí solo puede actuar de manera potente, inhibiendo la mayor parte

5
de microorganismos fitopatógenos existentes en la fruta, así como eliminar la larva
de la mosca de la fruta, el cual es su objetivo principal. De hecho, Spalding et al.
(1988) manifiestan que el THC disminuye la presencia de antracnosis y pudrición
del pedúnculo. Sin embargo, estos tratamientos pueden comprometer tanto la
calidad del fruto y la inocuidad, porque cuando la fruta caliente se enfría con agua,
se contrae y una fuerza hidrostática interior succiona el agua, así como
microorganismos patógenos que pueden estar presentes en la misma, poniendo
en riesgo la salud humana al consumir estos frutos (Silva Beltrán et al., 2004).
El consumo de mango en fresco no ha escapado a que se le atribuya como
causante de brotes de enfermedades de transmisión alimentaria que provienen de
empacadoras certificadas en sistemas de reducción de riesgos de contaminación.
En el 2001 un brote de Salmonella en varios estados de los E.U. fue asociado con
el consumo de mangos frescos provenientes de Perú, resultado de la inadecuada
cloración del agua de lavado de los frutos. Asimismo, en el 2012, Salmonella
serotipo Worthington y Braenderup se vincularon a mangos procedentes de
México con un brote de 127 infecciones en Canadá y E.U.
(www.outbreakdatabase.com).
Lo anterior muestra que en algún punto del proceso productivo y de
empacado se está fallando y que se deben continuar mejorando las prácticas de
manejo del mango para disminuir los riesgos de contaminación. Al respecto,
Osuna et al. (2010) manifiestan que los métodos rápidos microbiológicos son una
excelente alternativa para establecer controles para el monitoreo frecuente de la
higiene en empacadoras de mango para exportación.
Se especula que la presencia de contaminantes físicos, químicos y biológicos,
el crecimiento de algunos microorganismos patógenos y el consecuente daño a
los frutos pudiera deberse a deficiencias en la calidad química y microbiológica del
agua de tratamiento para hidrotérmico e hidroenfriado, lo cual se agrava en las
últimas canastas que se tratan ya que no hay un criterio uniforme para determinar
cuándo es el tiempo ideal para el cambio de agua en una misma tina de
Hidrotérmico o hidroenfriado. Al respecto, algunas empacadoras tratan de nueve a
12 canastas con 180 cajas y otras hacen hasta 37 canastas para proceder al
6
cambio de agua. Es lógico suponer que mientras más canastas se hagan, el
riesgo de contaminación microbiológica se incrementa, así como la acumulación
de tierra, residuos orgánicos y carga de esporas de hongos causantes de
enfermedades postcosecha como antracnosis (Colletotrichum gloesporoides) y
pudrición blanda (Lasiodiplodia theobromae). Sin embargo, quiénes tratan menos
canastas reducen el riesgo de contaminación, pero pudieran estar incrementando
costos y gastando mayor cantidad de agua, un recurso que cada día es más
escaso. Hasta el momento no se han realizado estudios que determinen el
balance óptimo desde el punto de vista biológico-económico que minimicen los
riesgos de contaminación y optimicen el uso de recursos.
OBJETIVOS
➢ Determinar la calidad química y microbiológica del agua de Hidrotérmico e
Hidroenfriado al inicio, a mediados y al final de un ciclo de tratamiento.
➢ Determinar el efecto de la calidad del agua sobre la calidad inicial, vida de
anaquel y calidad al consumo de frutos de mango ‘Ataulfo’, ‘Tommy Atkins’
y ‘Kent’ sometidos al THC e Hidroenfriado.
➢ Determinar si el agua de uso prolongado en las tinas de THC e
Hidroenfriado es vehículo para la sobrevivencia de microorganismos
patógenos causantes de enfermedades transmitidas por los alimentos y/o
enfermedades postcosecha del mango como Antracnosis (Colletotrichum
gloesporoides) o Pudrición del Fruto (Lasiodiplodia theobromae).
METODOLOGÍA
a. VARIEDADES: Ataulfo, Tommy Atkins y Kent.
b. EMPACADORAS:
Empacadora 1: Ataulfo.
Empacadora 2: Tommy Atkins
Empacadora 3: Kent.
ETAPAS DE MUESTREO DE FRUTO: Se colectó una muestra de 50 frutos
(completamente al azar) en las siguientes fases: a) Después de hidrotérmico

7
al inicio, a mediados y al final de un ciclo de tratamiento (con una, siete o 14
canastas, respectivamente) y b) Después de hidroenfriado al inicio, a
mediados y al final de un ciclo de tratamiento.
c. ETAPAS DE MUESTREO DE AGUA: Se colectaron muestras de agua que
coincidieran con los muestreos de fruto (al inicio, a mediados y al final de un
ciclo de tratamiento) para determinar calidad química y microbiológica.
d. ALMACENAMIENTO DE FRUTOS: Los frutos se almacenaron por siete días
en refrigeración (12 ± 1°C; 90 ± 5% HR) + Simulación de mercadeo (22 ± 2°C;
75 ± 10% HR) hasta madurez de consumo (frutos coloreados con firmeza de
pulpa de 1 a 3 Lbf).
e. MUESTREOS: Los muestreos se realizaron al inicio y al final del
almacenamiento refrigerado y después en madurez de consumo.
f. VARIABLES MEDIDAS:
1. DE FRUTO: Materia seca, pérdida de peso, apariencia externa, color de
cáscara, firmeza de pulpa, color de pulpa, sólidos solubles totales (ºBx), acidez
titulable y relación ºBx/acidez, así como Presencia/Ausencia de Coliformes
totales y desarrollo de Fitopatógenos (Colletrotrichum gloesporoides,
Lasiodiplodia theobromae).
2. DE AGUA:
➢ Calidad Química: Turbidez (< 5 UNT), cloruros (< 250 mg/l) dureza total como
CaCO3 (< 500 mg/L), Nitratos (< 10 mg/L), Sulfatos como SO4 (< 400 mg/L),
sólidos disueltos totales (< 1000 mg/l) y pH (6.5-8.5) [NOM-127-SSA].
➢ Calidad microbiológica: Presencia / Ausencia de Coliformes Totales.
➢ Desarrollo de fitopatógenos: Colletrotrichum gloesporoides y Lasiodiplodia
theobromae.
Se utilizó un diseño completamente al azar con 20 repeticiones para
pérdida de peso y ocho repeticiones para el resto de variables en fruto. Para agua
se utilizaron tres repeticiones.
8
Descripción detallada de la Metodología
Para ciclo completo en la Empacadora 1 con ‘Ataulfo’ se tomó un mismo
tanque de hidrotérmico y un tanque de hidroenfriado considerando al inicio
(primera canasta), a mediados (7 canastas) y al final del ciclo (14 canastas). Se
tomaron muestras de agua para analizar calidad físico-química de Fuente,
Hidrotérmico e Hidroenfriado, así como de coliformes totales. También se
incluyeron muestreos en superficies de contacto de cajas de campo, cajas de
empaque, fruto en lavado, después de hidrotérmico, después de hidroenfriado y
fruto de caja empacada para bacterias coliformes totales y aerobias totales. Por
último, se realizó calidad de fruto con las variables de pérdida de peso, apariencia
externa, color de cáscara, firmeza de pulpa, color de pulpa, sólidos solubles
totales (ºBx), acidez titulable y relación ºBx/acidez, así como desarrollo de
Fitopatógenos (Colletrotrichum gloesporoides, Lasiodiplodia theobromae). Para
‘barrido’ se consideró prácticamente lo mismo, pero en tinas con diferente nivel de
uso. Aquí lo que se hizo fue realizar en un mismo día los muestreos desde
recepción hasta empacado final, pasando por tinas de hidrotérmico e hidroenfriado
con diferentes niveles de uso. Se tomaron muestras de agua para analizar calidad
físico-química de Fuente, Hidrotérmico e Hidroenfriado, así como de coliformes
totales. También se incluyeron muestreos en superficies de contacto de cajas de
campo, cajas de empaque, fruto en lavado, después de hidrotérmico, después de
hidroenfriado y fruto de caja empacada para bacterias coliformes totales y
aerobias totales.
Como se encontraron indicios de posible contaminación en frutos y/o cajas de
campo, se estableció un control en el agua de lavado; para ello se diseñaron tres
experimentos: 1. Efectividad del cloro como desinfectante (0, 10, 20, 30, 40 y 50
ppm); 2. Determinación del daño por cloro (0, 50, 100, 150 y 200 ppm), así como
3. Efectividad del cloro en agua de lavado de uso prolongado.
A petición del Dr. Leonardo Ortega, Director de Investigación del NMB, se
incluyó una actividad adicional para determinar solamente en ‘Ataulfo’ si el estado
de madurez a cosecha y la duración del almacenamiento refrigerado influían en la
manifestación de los desórdenes fisiológicos denominados ‘Corte Negro’ y ‘Tejido
9
esponjoso’. Esta actividad se realizó al inicio, a mediados y a fines de la
temporada de producción de ‘Ataulfo’ 2016 en Nayarit. Para ello en cada ocasión
se seleccionaron 150 frutos parcialmente sazones (forma tableada sin llenado de
cachetes ni levantamiento de hombros, con color de pulpa 1 a 2 y un contenido de
sólidos solubles totales < 6.0 °Bx) y 150 sazones (con llenado de cachetes y
levantamiento de hombros, color de pulpa de 2 a 3 y un contenido de sólidos
solubles totales > 6.0 °Bx). Ambos grupos se sometieron a condiciones similares
de hidrotérmico e hidroenfriado y luego simulación de traslado refrigerado (12 ±
1°C; 90 ± 5% HR) por 1, 2 o 3 semanas + Simulación de mercadeo (22 ± 2°C; 75 ±
10% HR) hasta madurez de consumo. Las variables analizadas fueron: Materia
seca, pérdida de peso, apariencia externa, color de cáscara, firmeza de pulpa,
color de pulpa, sólidos solubles totales (ºBx), acidez titulable y relación ºBx/acidez,
así como porcentaje de frutos con ‘Corte Negro’ y ‘Tejido esponjoso’. Los
muestreos se realizaron al inicio y al final del almacenamiento refrigerado y
después en madurez de consumo.
RESULTADOS Y DISCUSIÓN
1. Ciclo completo Empacadora 1 Variedad Ataulfo.
a. Calidad Físico-Química del agua de proceso.
Se consideraron las siguientes variables: Turbidez (< 5UNT), cloruros (< 250
mg/l) dureza total como CaCO3 (< 500 mg/L), Nitratos (< 10 mg/L), Sulfatos como
SO4 (< 400 mg/L), sólidos disueltos totales (< 1000 mg/l) y pH (6.5-8.5) [valores
entre paréntesis de cada variable indican los niveles aceptables según la NOM-
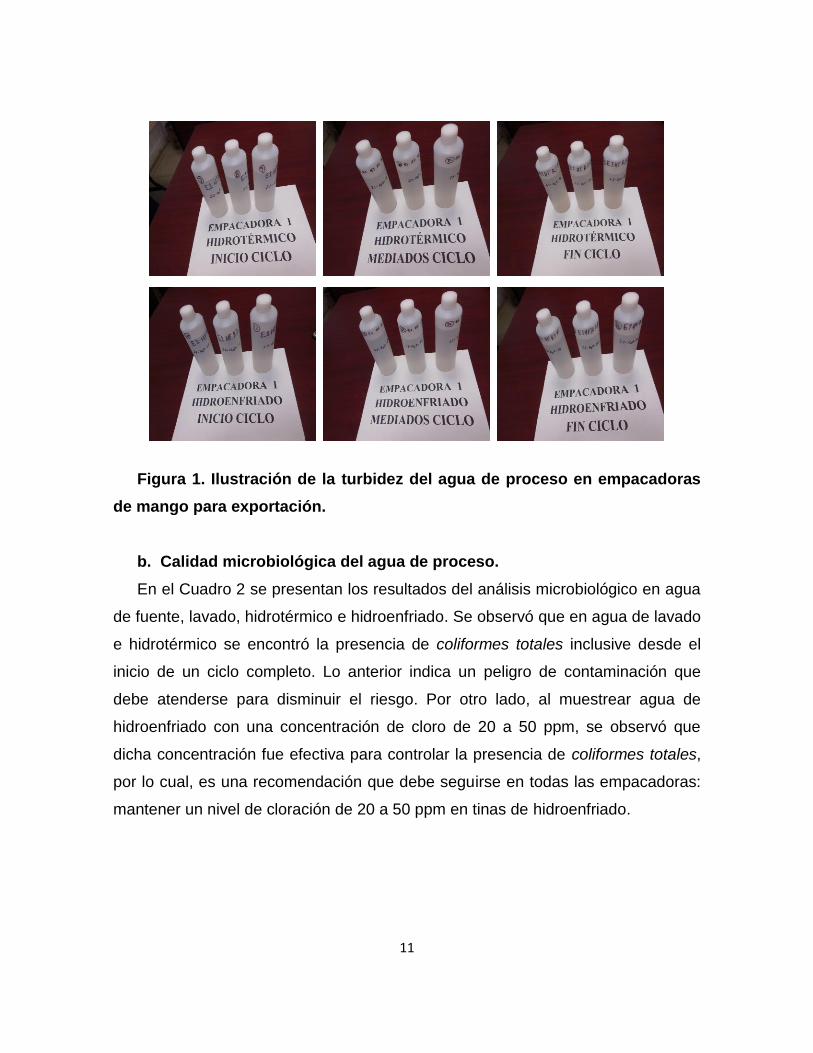
127-SSA]. Los resultados mostraron que la variable más afectada fue la turbidez
(Cuadro 1), la cual fue incrementando su valor acorde al número de canastas y
rebasó los niveles permitidos por la Norma solo en el caso de agua de
hidrotérmico. La turbidez es un indicativo de contaminación en el agua porque
implica la existencia de sustancias o microorganismos que pueden provocar algún
daño a la salud. La literatura menciona que la turbidez hace que el contenido
bacteriano pueda aumentar, ya que los rayos UV no manifiestan su acción. En las
fotos de la Figura 1 se aprecia como la turbidez del agua de hidrotérmico se

10
incrementa conforme se incrementa el número de canastas, por lo que la
sugerencia es que se cambie el agua del tratamiento hidrotérmico a no más de 14
canastas por ciclo.
Cuadro 1. Composición físico-química del agua de proceso en empacadoras
de mango para exportación durante un ciclo completo.
Inicial (1) Mediados (7) Fin de Ciclo (14)
Tratamiento pHTurbidez
(UNT)pH
Turbidez
(UNT)pH
Turbidez
(UNT)
Fuente 7.7 0.3 7.7 0.7 7.7 0.3
Lavado 7.6 0.3 7.6 1.0 7.6 0.3
Hidrotérmico 7.3 7.0 7.2 11.3 7.3 19.0
Hidroenfriado 7.2 1.3 6.7 1.0 6.8 1.7
NOM-127-SSA 6.5 - 8.5 < 5.0 6.5 - 8.5 < 5.0 6.5 - 8.5 < 5.0
11
Figura 1. Ilustración de la turbidez del agua de proceso en empacadoras
de mango para exportación.
b. Calidad microbiológica del agua de proceso.
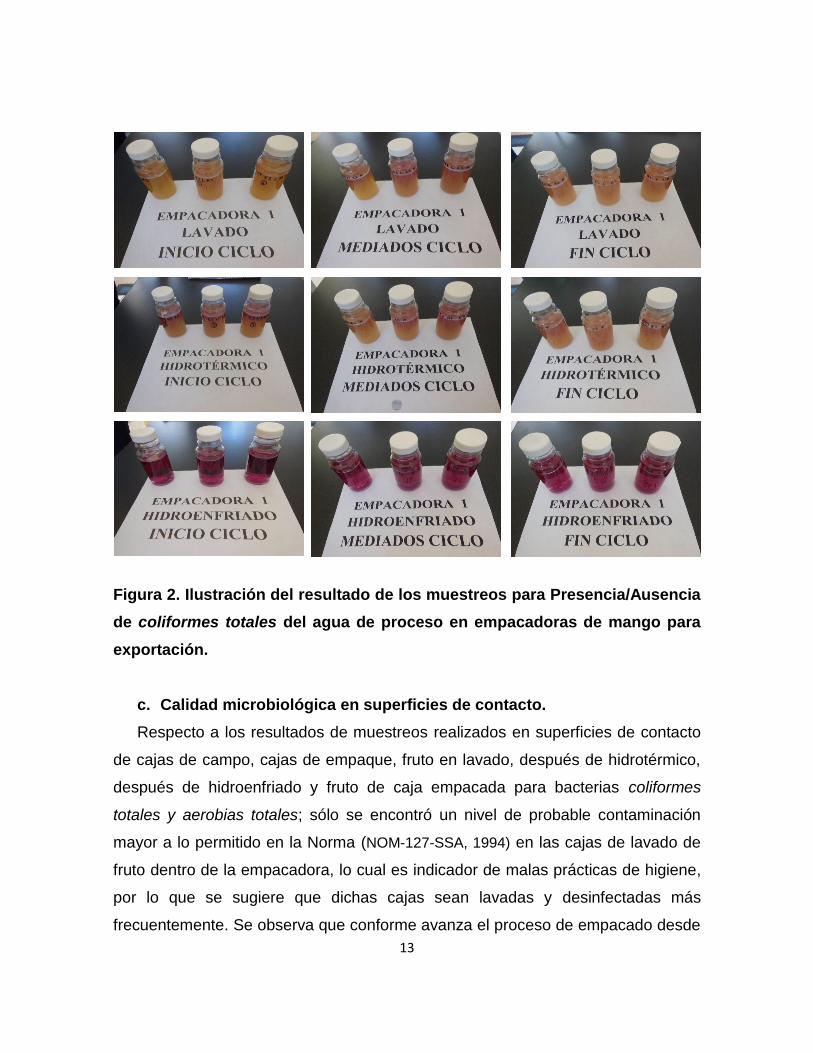
En el Cuadro 2 se presentan los resultados del análisis microbiológico en agua
de fuente, lavado, hidrotérmico e hidroenfriado. Se observó que en agua de lavado
e hidrotérmico se encontró la presencia de coliformes totales inclusive desde el
inicio de un ciclo completo. Lo anterior indica un peligro de contaminación que
debe atenderse para disminuir el riesgo. Por otro lado, al muestrear agua de
hidroenfriado con una concentración de cloro de 20 a 50 ppm, se observó que
dicha concentración fue efectiva para controlar la presencia de coliformes totales,
por lo cual, es una recomendación que debe seguirse en todas las empacadoras:
mantener un nivel de cloración de 20 a 50 ppm en tinas de hidroenfriado.

12
Cuadro 2. Presencia/Ausencia de coliformes totales en agua de proceso en
empacadoras de mango para exportación.
(+) Presencia (-) Ausencia
En la Figura 2 se ilustra el resultado de los muestreos para
Presencia/Ausencia de coliformes totales. Al término de 48 h de incubación las
muestras de agua de lavado e hidrotérmico resultaron positivas a la presencia de
coliformes totales, indicado por el cambio de color de rojo púrpura a amarillo. En
cambio, las muestras de agua de hidroenfriado resultaron negativas para la
presencia de coliformes totales ya que no cambiaron de color y como se indicó
anteriormente, debido a la concentración de cloro de 20 a 50 ppm, la cual inhibió
por completo la presencia de coliformes totales.
Inicial (1) Mediados (7) Fin de Ciclo (14)
TratamientoColiformes
totales
Coliformes
totales
Coliformes
totales
Fuente - - -
Lavado + + +
Hidrotérmico + + +
Hidroenfriado - - -
NOM-127-SSA - - -
13
Figura 2. Ilustración del resultado de los muestreos para Presencia/Ausencia
de coliformes totales del agua de proceso en empacadoras de mango para
exportación.
c. Calidad microbiológica en superficies de contacto.
Respecto a los resultados de muestreos realizados en superficies de contacto
de cajas de campo, cajas de empaque, fruto en lavado, después de hidrotérmico,
después de hidroenfriado y fruto de caja empacada para bacterias coliformes
totales y aerobias totales; sólo se encontró un nivel de probable contaminación
mayor a lo permitido en la Norma (NOM-127-SSA, 1994) en las cajas de lavado de
fruto dentro de la empacadora, lo cual es indicador de malas prácticas de higiene,
por lo que se sugiere que dichas cajas sean lavadas y desinfectadas más
frecuentemente. Se observa que conforme avanza el proceso de empacado desde
14
la recepción al empacado de frutos, la carga bacteriana disminuye con el
tratamiento de hidroenfriado y que durante el empacado se realizan buenas
prácticas de higiene y manejo que previenen la contaminación.
Cuadro 3. Bacterias aerobias totales y coliformes totales en superficies de
contacto en empacadoras de mango para exportación.
d. Calidad de fruto.
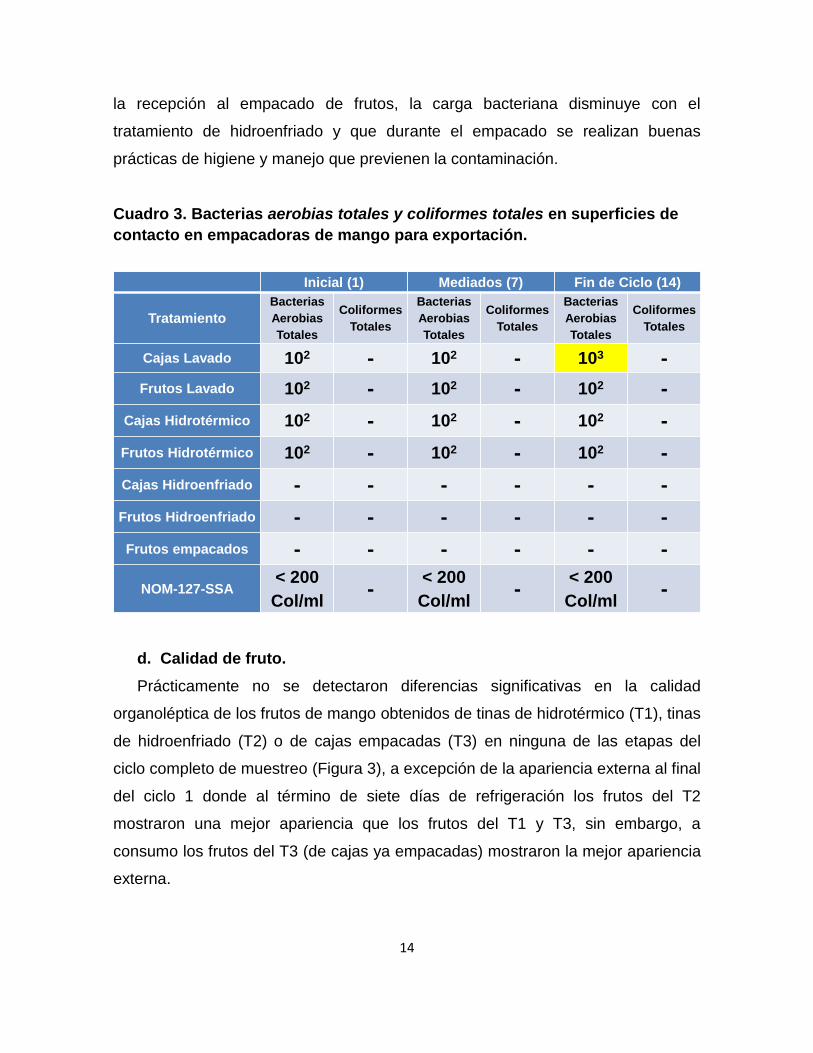
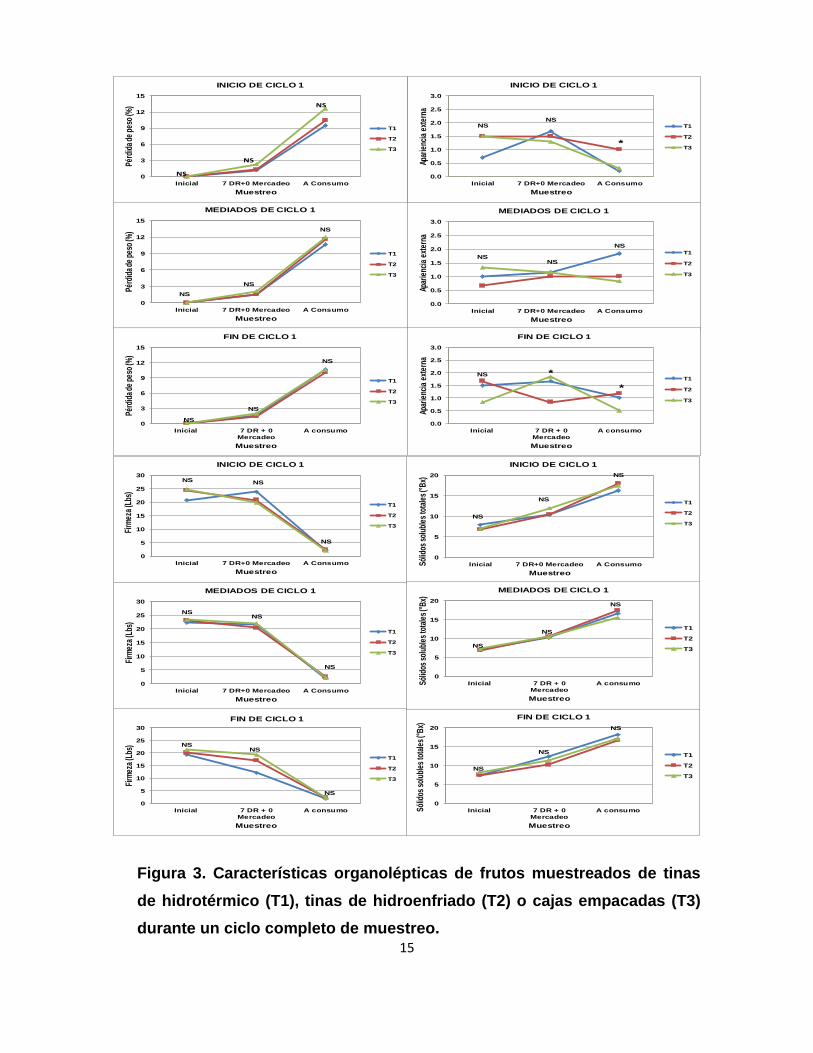
Prácticamente no se detectaron diferencias significativas en la calidad
organoléptica de los frutos de mango obtenidos de tinas de hidrotérmico (T1), tinas
de hidroenfriado (T2) o de cajas empacadas (T3) en ninguna de las etapas del
ciclo completo de muestreo (Figura 3), a excepción de la apariencia externa al final
del ciclo 1 donde al término de siete días de refrigeración los frutos del T2
mostraron una mejor apariencia que los frutos del T1 y T3, sin embargo, a
consumo los frutos del T3 (de cajas ya empacadas) mostraron la mejor apariencia
externa.
Inicial (1) Mediados (7) Fin de Ciclo (14)
Tratamiento
Bacterias
Aerobias
Totales
Coliformes
Totales
Bacterias
Aerobias
Totales
Coliformes
Totales
Bacterias
Aerobias
Totales
Coliformes
Totales
Cajas Lavado 102 - 102 - 103 -
Frutos Lavado 102 - 102 - 102 -
Cajas Hidrotérmico 102 - 102 - 102 -
Frutos Hidrotérmico 102 - 102 - 102 -
Cajas Hidroenfriado - - - - - -
Frutos Hidroenfriado - - - - - -
Frutos empacados - - - - - -
NOM-127-SSA< 200
Col/ml-
< 200
Col/ml-
< 200
Col/ml-
15
Figura 3. Características organolépticas de frutos muestreados de tinas
de hidrotérmico (T1), tinas de hidroenfriado (T2) o cajas empacadas (T3)
durante un ciclo completo de muestreo.
0
3
6
9
12
15
Inicial 7 DR+0 Mercadeo A Consumo
Pérd
ida
de p
eso
(%)
Muestreo
MEDIADOS DE CICLO 1
T1
T2
T3
NS
NS
NS
0
3
6
9
12
15
Inicial 7 DR + 0
Mercadeo
A consumo
Pérd
ida
de p
eso
(%)
Muestreo
FIN DE CICLO 1
T1
T2
T3
NS
NS
NS
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Inicial 7 DR+0 Mercadeo A Consumo
Apar
ienc
ia e
xter
na
Muestreo
INICIO DE CICLO 1
T1
T2
T3
NSNS
*
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Inicial 7 DR+0 Mercadeo A Consumo
Apar
ienc
ia e
xter
na
Muestreo
MEDIADOS DE CICLO 1
T1
T2
T3
NSNS
NS
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Inicial 7 DR + 0
Mercadeo
A consumo
Apar
ienc
ia e
xter
na
Muestreo
FIN DE CICLO 1
T1
T2
T3
NS *
*
0
3
6
9
12
15
Inicial 7 DR+0 Mercadeo A Consumo
Pérd
ida
de p
eso
(%)
Muestreo
INICIO DE CICLO 1
T1
T2
T3
NS
NS
NS
0
5
10
15
20
25
30
Inicial 7 DR+0 Mercadeo A Consumo
Firm
eza
(Lbs
)
Muestreo
INICIO DE CICLO 1
T1
T2
T3
NS NS
NS
0
5
10
15
20
25
30
Inicial 7 DR+0 Mercadeo A Consumo
Firm
eza
(Lbs
)
Muestreo
MEDIADOS DE CICLO 1
T1
T2
T3
NSNS
NS
0
5
10
15
20
25
30
Inicial 7 DR + 0
Mercadeo
A consumo
Firm
eza
(Lbs
)
Muestreo
FIN DE CICLO 1
T1
T2
T3
NSNS
NS
0
5
10
15
20
Inicial 7 DR+0 Mercadeo A ConsumoSólid
os s
olub
les
tota
les
( B
x)
Muestreo
INICIO DE CICLO 1
T1
T2
T3
NS
NS
NS
0
5
10
15
20
Inicial 7 DR + 0
Mercadeo
A consumoSólid
os s
olub
les
tota
les
( B
x)
Muestreo
FIN DE CICLO 1
T1
T2
T3
NS
NS
NS
0
5
10
15
20
Inicial 7 DR + 0
Mercadeo
A consumoSólid
os s
olub
les
tota
les
( B
x)
Muestreo
MEDIADOS DE CICLO 1
T1
T2
T3NS
NS
NS

16
2. Barrido Empacadora 2 Variedad Tommy Atkins.
a. Calidad Físico-Química del agua de proceso.
Se corroboró que la variable físico-química que más se afectó fue la turbidez
ya que rebasó por mucho el valor crítico de la Norma (Cuadro 4). El agua de
fuente fue la única que estuvo por debajo del nivel crítico de la Norma NMX-127
SSA. Sin embargo, se observó en el agua de proceso para lavado de fruto que al
término de un ciclo de lavado de 1,200 cajas el valor de turbidez rebasaba en 12
veces el valor crítico de la Norma (< 5). Además, en agua de tinas de hidrotérmico
con 3, 5 o 7 días de uso (tanques hidrotérmico 1, hidrotérmico 2 e hidrotérmico 3,
respectivamente), se observó una tendencia a incrementar el valor de turbidez
conforme se incrementaba el número de días de uso llegando a superar en casi
cinco veces el valor crítico de la Norma. Como es conocido, el tiempo de
tratamiento hidrotérmico cuarentenario llega hasta 110 min como máximo
(dependiendo del tamaño del fruto), si el grado de turbidez es muy alto, el riesgo
potencial de contaminación de los frutos es demasiado alto, por lo que debe
cuidarse que el grado de turbidez no rebase los límites establecidos por la Norma.
Por otra parte, el agua del tanque de hidroenfriado con una semana de uso ya
manifestaba un grado de turbidez del doble permitido por la Norma. También aquí
deben tomarse medidas para evitar que el grado de turbidez rebase los límites
establecidos por la Norma.
17
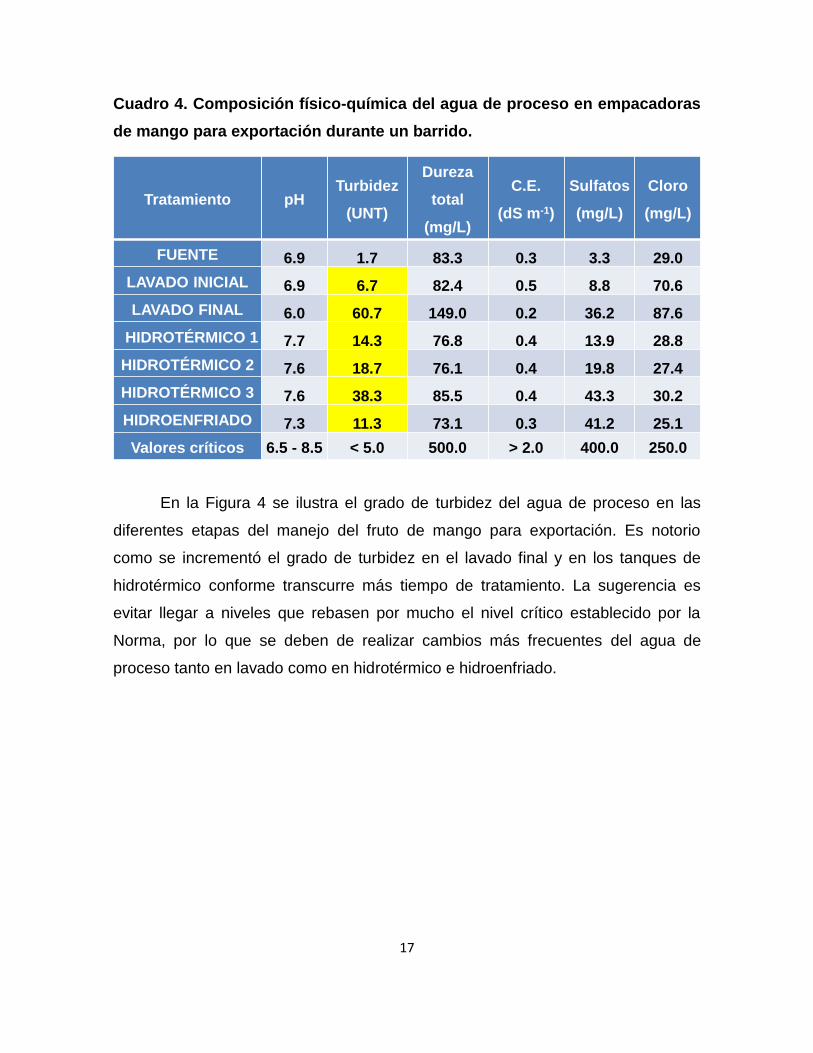
Cuadro 4. Composición físico-química del agua de proceso en empacadoras
de mango para exportación durante un barrido.
En la Figura 4 se ilustra el grado de turbidez del agua de proceso en las
diferentes etapas del manejo del fruto de mango para exportación. Es notorio
como se incrementó el grado de turbidez en el lavado final y en los tanques de
hidrotérmico conforme transcurre más tiempo de tratamiento. La sugerencia es
evitar llegar a niveles que rebasen por mucho el nivel crítico establecido por la
Norma, por lo que se deben de realizar cambios más frecuentes del agua de
proceso tanto en lavado como en hidrotérmico e hidroenfriado.
Tratamiento pHTurbidez
(UNT)
Dureza
total
(mg/L)
C.E.
(dS m-1)
Sulfatos
(mg/L)
Cloro
(mg/L)
FUENTE 6.9 1.7 83.3 0.3 3.3 29.0
LAVADO INICIAL 6.9 6.7 82.4 0.5 8.8 70.6
LAVADO FINAL 6.0 60.7 149.0 0.2 36.2 87.6
HIDROTÉRMICO 1 7.7 14.3 76.8 0.4 13.9 28.8
HIDROTÉRMICO 2 7.6 18.7 76.1 0.4 19.8 27.4
HIDROTÉRMICO 3 7.6 38.3 85.5 0.4 43.3 30.2
HIDROENFRIADO 7.3 11.3 73.1 0.3 41.2 25.1
Valores críticos 6.5 - 8.5 < 5.0 500.0 > 2.0 400.0 250.0

18
Figura 4. Ilustración de la turbidez del agua de proceso en empacadoras de
mango para exportación.
b. Calidad microbiológica del agua de proceso.
En lo que respecta a la calidad microbiológica del agua de proceso durante el
barrido, el grado de turbidez del agua se reflejó en la presencia/ausencia de
coliformes totales ya que solamente el agua de fuente estuvo libre de la presencia
de estos microorganismos indicadores de contaminación (Cuadro 5). Se confirma
la teoría de que agua con mayor grado de turbidez por las partículas suspendidas
como tierra y materia orgánica, es más propensa a presentar posible
contaminación debido a que los rayos UV no penetran hasta el fondo de las tinas
de hidrotérmico e hidroenfriado y no se permite ejercer la acción microcida.
19
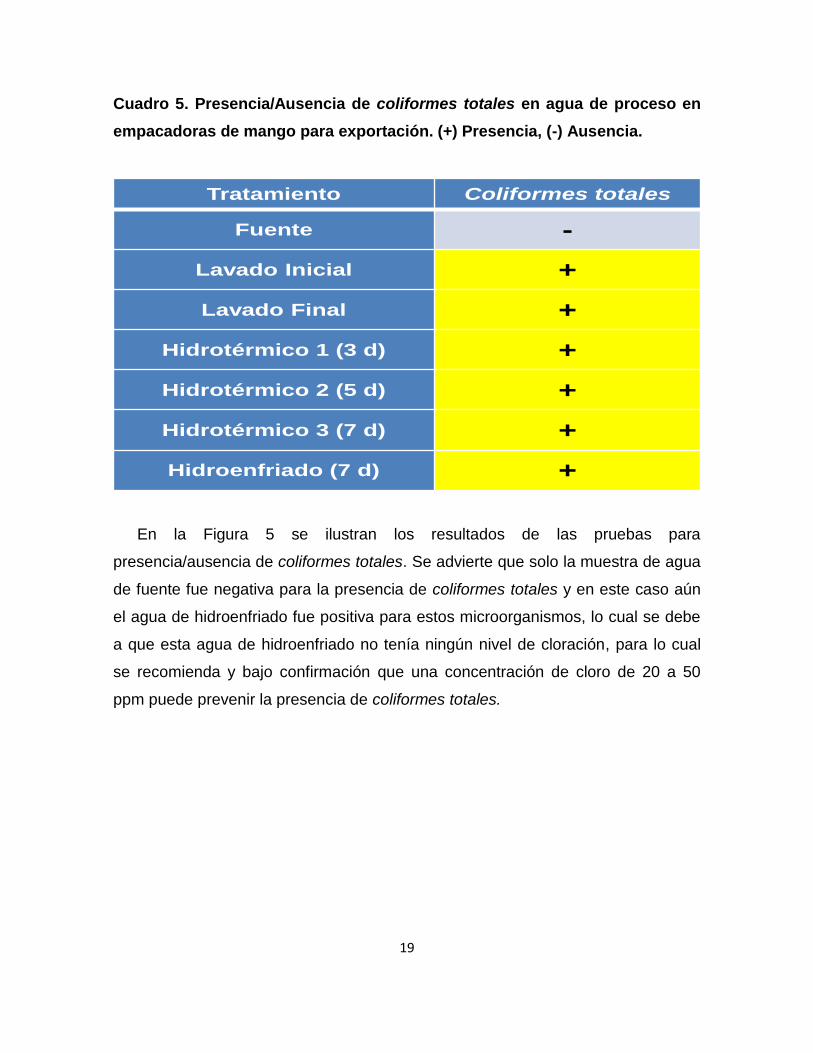
Cuadro 5. Presencia/Ausencia de coliformes totales en agua de proceso en
empacadoras de mango para exportación. (+) Presencia, (-) Ausencia.
En la Figura 5 se ilustran los resultados de las pruebas para
presencia/ausencia de coliformes totales. Se advierte que solo la muestra de agua
de fuente fue negativa para la presencia de coliformes totales y en este caso aún
el agua de hidroenfriado fue positiva para estos microorganismos, lo cual se debe
a que esta agua de hidroenfriado no tenía ningún nivel de cloración, para lo cual
se recomienda y bajo confirmación que una concentración de cloro de 20 a 50
ppm puede prevenir la presencia de coliformes totales.
Tratamiento Coliformes totales
Fuente -
Lavado Inicial +
Lavado Final +
Hidrotérmico 1 (3 d) +
Hidrotérmico 2 (5 d) +
Hidrotérmico 3 (7 d) +
Hidroenfriado (7 d) +

20
Figura 5. Ilustración del resultado de los muestreos para Presencia/Ausencia
de coliformes totales del agua de proceso en empacadoras de mango para
exportación.
c. Calidad microbiológica en superficies de contacto.
Los resultados pusieron de manifiesto el alto grado de contaminación potencial
que las superficies de contacto representan. Se observó que las Bacterias
aerobias totales encontradas en cajas de campo, cajas de hidrotérmico, cajas de
hidroenfriado, bandas y bancos (Cuadro 6) fueron igual o mayores a 103 cuando la
Norma NOM-127-SSA indica niveles < 200 Col/ml. El punto más crítico se detectó
en cajas de campo donde los niveles llegaron a 106 Col/ml. Las bacterias
aerobias totales reflejan la exposición de la muestra a contaminación en general,
así como a la existencia de condiciones favorables para la multiplicación de
microorganismos patógenos y presencia de materia orgánica.

21
Cuadro 6. Bacterias aerobias totales y coliformes totales en superficies de
contacto en empacadoras de mango para exportación.
La Figura 6 muestra una caja de campo con señales evidentes de falta de
higiene e inclusive los frutos muestreados de esas cajas llegaron a un nivel
altísimo de bacterias aerobias totales (105 Col/ml) que indican una probabilidad
muy alta de contaminación microbiológica. Es indispensable que las empacadoras
de mango para exportación implementen un proceso de lavado y sanitizado de
Inicial
Tratamiento
Bacterias
Aerobias
Totales
Coliformes
Totales
Cajas de campo 106 -
Frutos caja de campo 105 -
Cajas Hidrotérmico 1 103 -
Frutos Hidrotérmico 1 102 -
Cajas Hidrotérmico 3 102 -
Frutos Hidrotérmico 3 102 -
Cajas Hidroenfriado 103 -
Frutos Hidroenfriado 102 -
Bandas 103 -
Bancos 103 -
Fruto empacado 102 -
NOM-127-SSA < 200 Col/ml -

22
cajas de campo, de lo contrario, la probabilidad de contaminación con
microorganismos patógenos se eleva.
Figura 6. Ilustración de la falta de higiene de cajas de campo y sus
repercusiones en la presencia de bacterias aerobias totales.
3. Barrido Empacadora 3, Variedad Kent.
a. Calidad físico-química del agua de proceso.
Los resultados fueron muy similares a lo observado en la empacadora 2. La
variable físico-química que más se afectó fue la turbidez ya que rebasó con mucho
el valor crítico de la Norma (Cuadro 7). El agua de fuente fue la única que estuvo
por debajo del nivel crítico. Sin embargo, se observó en el agua de proceso para
lavado de fruto que al término de un ciclo de lavado de 1,200 cajas el valor de
turbidez rebasaba en más de 50 veces el valor crítico de la Norma y el pH se
acidificó bastante. La razón de esta diferencia puede deberse a que en esta
empacadora utilizan el ácido peroxiacético como desinfectante, pero se está
cometiendo el mismo error de lavar demasiadas cajas con la misma agua.
Además, en agua de tinas de hidrotérmico con 5, 9 o 19 canastas de uso (tanques
hidrotérmico 1, hidrotérmico 2 e hidrotérmico 3, respectivamente), se observó una
tendencia a incrementar el valor de turbidez conforme se incrementaba el número
de canastas procesadas llegando a superar en cuatro veces el valor crítico de la
Norma. Como es conocido, el tiempo de tratamiento hidrotérmico cuarentenario
llega hasta 110 min (dependiendo del tamaño del fruto), si el grado de turbidez es

23
muy alto, el riesgo potencial de contaminación de los frutos es demasiado alto, por
lo que debe cuidarse que el grado de turbidez no rebase los límites establecidos
por la Norma. Para esta empacadora el agua de hidroenfriado se encontraba aún
dentro de los límites permitidos. Por otra parte, otra variable fuera de rango fue la
dureza total del agua, la cual se incrementó significativamente en la etapa de
lavado final e hidrotérmico 3, pudiendo estar influenciada por la fuente del agua, el
uso del ácido peroxiacético y la acumulación de sales de magnesio y calcio.
Cuadro 7. Composición físico-química del agua de proceso en empacadoras
de mango para exportación durante un barrido.
En la Figura 8 se ilustra el grado de turbidez del agua de proceso en las
diferentes etapas del manejo del fruto de mango para exportación. Es notorio
como se incrementa el grado de turbidez en el lavado final y en los tanques de
hidrotérmico conforme transcurre más tiempo de tratamiento. La sugerencia es
evitar llegar a niveles que rebasen por mucho el nivel crítico establecido por la
Norma, por lo que se deben de realizar cambios más frecuentes al agua de
proceso tanto en lavado como en hidrotérmico.
Tratamiento pHTurbidez
(UNT)
Dureza
total
(mg/L)
C.E.
(dS m-1)
Sulfatos
(mg/L)
Cloro
(mg/L)
FUENTE 7.8 1.0 165.7 1.0 3.6 113.2
LAVADO INICIAL 6.9 9.7 427.9 1.0 11.4 114.6
LAVADO FINAL 5.8 265.3 959.3 1.2 78.7 112.1
HIDROTÉRMICO 1 7.7 8.7 459.6 1.1 11.4 150.5
HIDROTÉRMICO 2 7.5 13.7 411.5 1.1 16.4 119.8
HIDROTÉRMICO 3 7.7 20.0 632.7 1.3 18.1 184.8
HIDROENFRIADO 7.9 4.3 215.2 1.1 16.8 100.2
Valores críticos 6.5 - 8.5 < 5.0 500.0 > 2.0 400.0 250.0

24
Figura 8. Ilustración de la turbidez del agua de proceso en empacadoras de
mango para exportación.
b. Calidad microbiológica del agua de proceso.
En lo que respecta a la calidad microbiológica del agua de proceso durante el
barrido en la empacadora 3, se encontró que en las etapas donde se usa control
microbiológico (ácido peroxiacético en lavado y cloro en hidroenfriado) no se
detectó la presencia de coliformes totales (Cuadro 8). Sin embargo, en tinas de
hidrotérmico donde no había control si se encontró la presencia de coliformes
totales. Se confirma lo previamente descrito, de que es absolutamente
indispensable tener el punto de control en el hidroenfriado y con una
concentración de 20 a 50 ppm de cloro.
En la Figura 9 se ilustran los resultados de las pruebas para
presencia/ausencia de coliformes totales. Se advierte que solo las muestras de
agua que no tuvieron control fueron positivas para la presencia de coliformes
totales, confirmando que tanto el ácido peroxiacético (20 ppm) como el cloro
pueden prevenir la presencia de estos microorganismos.

25
Cuadro 8. Presencia/Ausencia de coliformes totales en agua de proceso en
empacadoras de mango para exportación. (+) Presencia, (-) Ausencia.
Figura 9. Ilustración del resultado de los muestreos para Presencia/Ausencia
de coliformes totales del agua de proceso en empacadoras de mango para
exportación.
Tratamiento Coliformes totales
Fuente -
Lavado Inicial -
Lavado Final -
Hidrotérmico 1 (5 canastas) +
Hidrotérmico 3 (19 canastas) +
Hidroenfriado -

26
c. Calidad microbiológica en superficies de contacto.
Para esta empacadora en particular las condiciones fueron menos severas que
en la empacadora 2, sin embargo, los resultados mostraron que las cajas de
campo siguen siendo un punto crítico para controlar y evitar la contaminación
potencial ya que los niveles llegaron a 105 Col/ml, rebasando los valores de < 200
Col/ml (Cuadro 9).
Cuadro 9. Bacterias aerobias totales y coliformes totales en superficies de
contacto en empacadoras de mango para exportación.
Inicial
Tratamiento
Bacterias
Aerobias
Totales
Coliformes
Totales
Cajas de campo 105 -
Frutos caja de campo 104 -
Cajas Hidrotérmico 1 102 -
Frutos Hidrotérmico 1 102 -
Cajas Hidrotérmico 3 102 -
Frutos Hidrotérmico 3 102 -
Cajas Hidroenfriado 102 -
Frutos Hidroenfriado 102 -
Bandas 102 -
Bancos 103 -
Fruto empacado 102 -
NOM-127-SSA < 200 Col/ml -

27
La Figura 10 muestra cajas de campo mostrando falta de prácticas de
higiene e inclusive los frutos muestreados de esas cajas llegaron a un nivel alto de
bacterias aerobias totales (104 Col/ml) que indican una probabilidad alta de
contaminación microbiológica. Es indispensable que las empacadoras de mango
para exportación implementen un proceso de lavado y sanitizado de cajas de
campo, de lo contrario, la probabilidad de contaminación de microorganismos
patógenos se incrementa.
Figura 10. Ilustración de la falta de higiene de cajas de campo y sus
repercusiones en la presencia de bacterias aerobias totales.
4. Medidas de prevención en agua de proceso
a. Efectividad del cloro como desinfectante.
Una de las primeras interrogantes era determinar la concentración mínima
de cloro para controlar la presencia de bacterias aerobias totales y coliformes
totales. En el Cuadro 10 se observó que el testigo sin cloro presentó una población
de 103 y positivo en coliformes totales, a 10 ppm aún se alcanzó a detectar
bacterias aerobias totales, pero no coliformes totales. Para mantener un rango de
seguridad, se determina que el nivel mínimo de cloración debe ser de 20 ppm.

28
Cuadro 10. Bacterias aerobias totales y coliformes totales en agua y fruto a
diferentes concentraciones de cloro.
(+) Presencia (-) Ausencia
La Figura 11 ilustra la presencia de bacterias aerobias totales y coliformes
totales en agua de lavado o superficie de fruto tratados con diferentes
concentraciones de cloro. Se observa que el testigo sin cloro tiene presencia de
ambas, pero a partir de 20 ppm estas se controlan.
Inicial
Tratamiento
Bacterias
Aerobias
Totales
Coliformes
Totales
Testigo 103 +
10 ppm 102 -
20 ppm - -
30 ppm - -
40 ppm - -
50 ppm - -
NOM-127-SSA < 200 Col/ml -

29
Figura 11. Ilustración de la efectividad del cloro como desinfectante en agua
y/o superficie de frutos lavados a diferentes concentraciones.
b. Determinación del daño por cloro
La siguiente interrogante a contestar era si las concentraciones altas de
cloro podrían afectar las características de calidad de fruto. En el Cuadro 11 se
observó que el testigo sin cloro presentó una población de 103 de bacterias
aerobias totales y positivo para coliformes totales. A partir de 50 ppm de cloro se
inhibió por completo la presencia de bacterias aerobias totales y coliformes totales,
siendo congruente con la actividad anterior donde se detectó que desde 20 ppm
es un nivel de cloración mínimo para mantener un rango de seguridad en el control
de microorganismos patógenos. De igual manera, en la Figura 12 se ilustra el
control de las concentraciones de cloro, donde cualquiera de ellas inhibió la
presencia de bacterias aerobias totales y coliformes totales.

30
Cuadro 11. Bacterias aerobias totales y coliformes totales en agua y fruto a
diferentes concentraciones de cloro.
Figura 12. Ilustración de la efectividad del cloro como desinfectante en agua
y/o superficie de frutos lavados a diferentes concentraciones.
Inicial
Tratamiento
Bacterias
Aerobias
Totales
Coliformes
Totales
Testigo 103 +
50 ppm - -
100 ppm - -
150 ppm - -
200 ppm - -
NOM-127-SSA < 200 Col/ml -

31
La respuesta a la interrogante de si las concentraciones altas de cloro
afectaban las características de calidad de fruto se observa en la Figura 13, donde
se percibe que aún a 200 ppm ninguna de las características de calidad fue
afectada ya que no se detectaron diferencias significativas entre tratamientos para
ninguna de las variables. Con esto se demuestra que concentraciones iniciales de
200 ppm de cloro no afectan la calidad de los frutos, lo cual era el temor de los
empacadores (Figura 14).
Figura 13. Ilustración del efecto de concentraciones de cloro sobre las
características de calidad de frutos de la variedad Ataulfo.
0
5
10
15
20
25
Inicial 7 DR +0
Mercadeo
Aconsumo
Fir
me
za (
Lb
s)
Muestreo
DAÑO POR CLORO ATAULFO
0 ppm
50 ppm
100 ppm
150 ppm
200 ppm
NS NS
NS
0
5
10
15
20
25
Inicial 7 DR +0
Mercadeo
Aconsumo
Só
lid
os s
olu
ble
s t
ota
les ( B
x)
Muestreo
DAÑO POR CLORO ATAULFO
0 ppm
50 ppm
100 ppm
150 ppm
200 ppm
NS
NS
NS
0
1
2
3
4
5
6
7
8
9
10
Inicial 7 DR +0
Mercadeo
Aconsumo
Pé
rdid
a d
e p
eso
(%
)
Muestreo
DAÑO POR CLORO ATAULFO
0 ppm
50 ppm
100 ppm
150 ppm
200 ppm
NS
NS
NS
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Inicial 7 DR +0
Mercadeo
Aconsumo
Dañ
o le
nti
ce
las
Muestreo
DAÑO POR CLORO ATAULFO
0 ppm
50 ppm
100 ppm
150 ppm
200ppm
NS
NS
NS

32
Figura 14. Ilustración del efecto de concentraciones de cloro sobre las
características de calidad de frutos de la variedad Ataulfo.
c. Efectividad del cloro en agua de lavado de uso prolongado
Otra de las interrogantes de los empacadores era conocer hasta cuando se
abaten las concentraciones de cloro en agua de lavado. En la Figura 15 en un
ciclo de lavado con agua limpia a concentración inicial de 200 ppm se observó
que, debido a las impurezas, suciedad y materia orgánica contenida en los frutos,
la concentración de cloro se abate casi a cero al término del lavado de 600 cajas
de frutos, lo que indicaría que lo ideal es hacer ciclos de lavado de 600 cajas
cambiando el agua y llevando nuevamente a una concentración inicial de 200 ppm
de cloro.

33
Figura 15. Curva de abatimiento de cloro acorde al número de cajas lavadas.
Sin embargo, en las empacadoras se llegan a juntar hasta cinco camiones
al momento de recepción y lavado y para quiénes tienen una sola línea de lavado
se complica el hacer cambios de agua y nueva concentración de cloro, ya que el
lavar un camión con 600 cajas de fruto les toma en promedio de 45 min a una hora
y el cambio de agua les significa al menos 30-40 min. Por lo anterior, la siguiente
pregunta a clarificar era si fuese posible usar la misma agua de lavado solo
llevando a cloración inicial de 200 ppm. Los resultados físico-químicos del agua de
uso prolongado (Cuadro 12) mostraron que conforme se utiliza el agua por más
tiempo, todas las variables se alteran: el pH se acidifica; la dureza, la
conductividad eléctrica, los sulfatos y el cloro se incrementan, aunque a niveles
aún dentro de la Norma. La única variable que rebasa con mucho la Norma es la
turbidez del agua, que conforme se incrementa el número de ciclos de lavado se
va enturbiando cada vez más (Figura 16).
0
50
100
150
200
250
0 100 200 300 400 500 600 700
Co
nce
ntr
ac
ión
de C
loro
(p
pm
)
Número de cajas lavadas

34
Cuadro 12. Análisis físico-químico de agua de uso prolongado.
Figura 16. Ilustración de la turbidez del agua de lavado de uso prolongado.
Ciclos de Lavado pHTurbidez
(UNT)
Dureza
total
(mg/L)
C.E.
(dS m-1)
Sulfatos
(mg/L)
Cloro
(mg/L)
Primero 7.0 21.7 142.5 0.3 9.7 58.1
Segundo 7.2 19.7 169.1 0.5 20.2 62.3
Tercero 7.0 28.7 242.6 0.6 39.1 91.7
Cuarto 6.8 47.7 294.2 0.7 49.2 123.6
Quinto 6.6 46.7 386.6 0.8 56.0 160.5
NOM-127-SSA 6.5 - 8.5 < 5.0 500.0 > 2.0 400.0 250.0
35
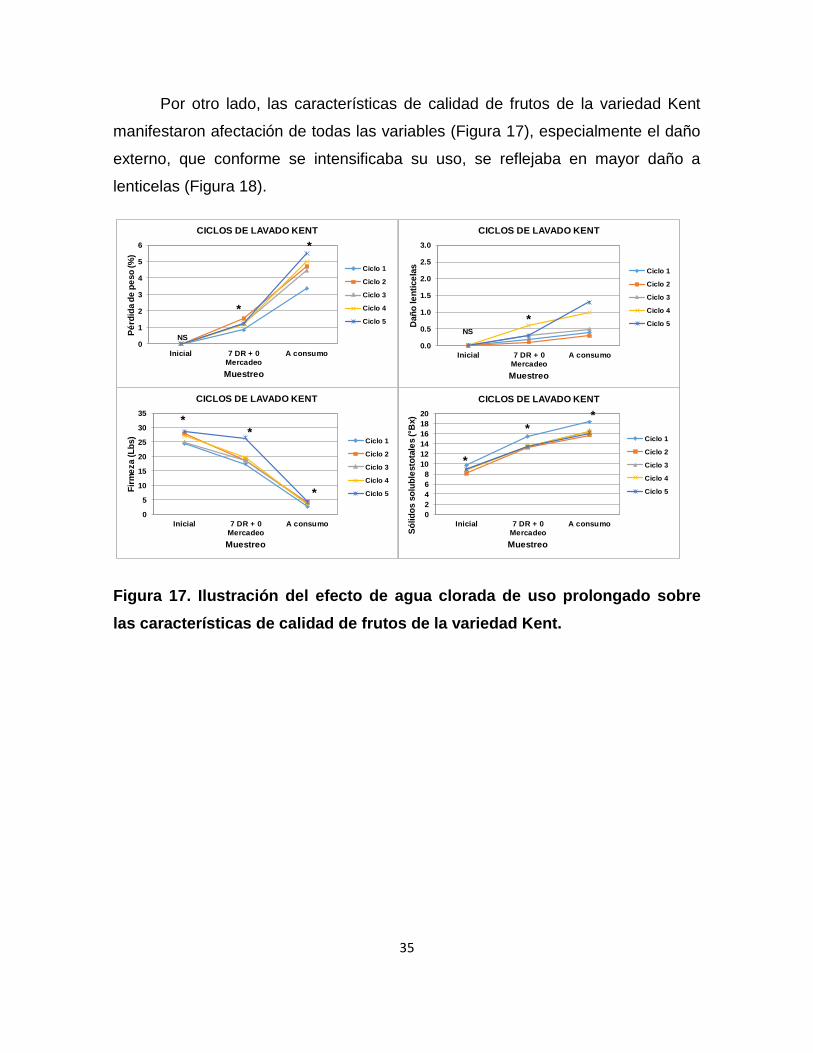
Por otro lado, las características de calidad de frutos de la variedad Kent
manifestaron afectación de todas las variables (Figura 17), especialmente el daño
externo, que conforme se intensificaba su uso, se reflejaba en mayor daño a
lenticelas (Figura 18).
Figura 17. Ilustración del efecto de agua clorada de uso prolongado sobre
las características de calidad de frutos de la variedad Kent.
0
1
2
3
4
5
6
Inicial 7 DR + 0
Mercadeo
A consumo
Pé
rdid
a d
e p
eso
(%
)
Muestreo
CICLOS DE LAVADO KENT
Ciclo 1
Ciclo 2
Ciclo 3
Ciclo 4
Ciclo 5
NS
*
*
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Inicial 7 DR + 0
Mercadeo
A consumo
Dañ
o le
nti
ce
las
Muestreo
CICLOS DE LAVADO KENT
Ciclo 1
Ciclo 2
Ciclo 3
Ciclo 4
Ciclo 5NS
*
0
5
10
15
20
25
30
35
Inicial 7 DR + 0
Mercadeo
A consumo
Fir
me
za (
Lb
s)
Muestreo
CICLOS DE LAVADO KENT
Ciclo 1
Ciclo 2
Ciclo 3
Ciclo 4
Ciclo 5
**
*
0
2
4
6
8
10
12
14
16
18
20
Inicial 7 DR + 0
Mercadeo
A consumo
Só
lid
os s
olu
ble
sto
tale
s ( B
x)
Muestreo
CICLOS DE LAVADO KENT
Ciclo 1
Ciclo 2
Ciclo 3
Ciclo 4
Ciclo 5
*
**

36
Figura 18. Ilustración del efecto de agua clorada de uso prolongado sobre la
apariencia externa de frutos de la variedad Kent.
Se concluyó que el agua de uso prolongado con 200 ppm de cloro inicial
podría usarse hasta por un máximo de tres ciclos, aunque lo recomendable es
cambiar el agua al término de cada ciclo de lavado de 600 cajas.
5. Diagnóstico ‘Corte Negro’ y ‘Tejido Esponjoso’ en la variedad Ataulfo
A petición del Dr. Leonardo Ortega, Director de Investigación del NMB, se
incluyó una actividad adicional para determinar solamente en ‘Ataulfo’ si el estado
de madurez a cosecha y la duración del almacenamiento refrigerado influían en la
manifestación de ‘Corte Negro’ y ‘Tejido esponjoso’. La hipótesis a probar era que
los frutos parcialmente sazones y a mayor duración del almacenamiento
refrigerado se tendría una mayor presencia de ambos desórdenes. Brecht (2017,
Com. Pers.) indicó que frutos de ‘Ataulfo’ almacenados por tres semanas a 12 ±
1°C en atmósfera de aire normal presentaron aproximadamente 30% de frutos con
‘Corte Negro’ en tanto que los almacenados bajo la misma temperatura, pero en
atmósferas modificadas previnieron por completo este desorden. Sin embargo, los
resultados aquí encontrados mostraron que prácticamente el porcentaje de frutos

37
con ‘Corte Negro’ fue inapreciable ya que no alcanzó ni el 3% de la muestra total
observada (450 frutos parcialmente sazones y 450 frutos sazones) ya que durante
la fecha de inicio de temporada (3 de Mayo) fue de cero presencia. La fecha
intermedia del 7 de Junio fue la que mostró un porcentaje relativamente mayor de
‘Corte Negro’ ya que a madurez de consumo después de tres semanas de
traslado se encontró hasta un 15% de frutos con este desorden sin que haya
habido diferencia por el grado de madurez inicial (Cuadro 13). Ya en la tercera
fecha del 27 de Junio se detectó la presencia de ‘Corte Negro’ en solo 5% de los
frutos después de una y dos semanas de traslado. Por lo anterior, se concluye que
ni el factor madurez ni tiempo de almacenamiento fueron determinantes para la
presencia de frutos con ‘Corte Negro’ en la variedad Ataulfo. Para tejido esponjoso
fue aún menor la presencia de esta anomalía, misma que se presentó durante la
cosecha 2 y 3 y máximo en un 5% pero solo en los frutos parcialmente sazones.
Pareciera que ambos desórdenes pueden estar influidos por otros factores, tal vez
relacionados con la nutrición y probablemente desbalances de Nitrógeno y/o
Calcio.
Cuadro 13. Porcentaje de frutos con ‘Corte Negro’ o ‘Tejido esponjoso en
frutos de ‘Ataulfo’ cosechados en dos grados de madurez y almacenados
hasta por tres semanas a 12 ± 1°C.
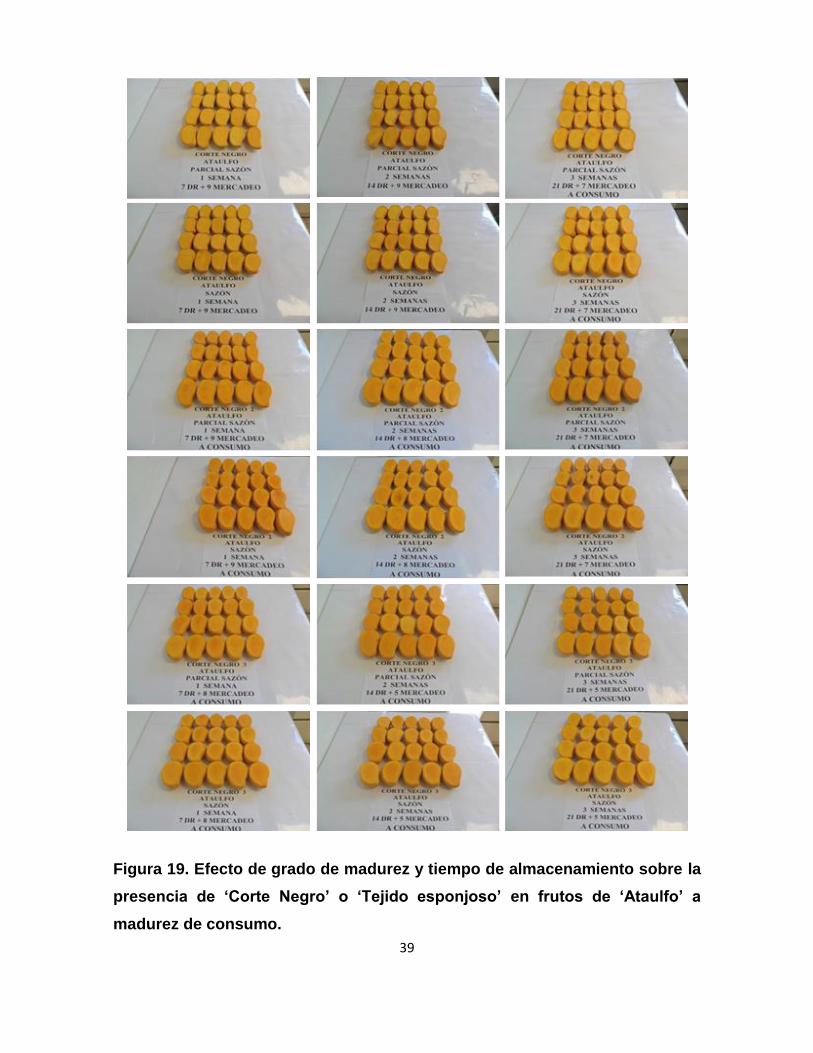
En la Figura 19 se ilustra el efecto de grado de madurez y tiempo de
almacenamiento sobre el color interno de frutos de ‘Ataulfo’ a madurez de
ActividadEstado de
MadurezInicio SEMANA 1 SEMANA 2 SEMANA 3
Fecha de
cosecha
Parcial Sazón 0 0 0 0
Sazón 0 0 0 0
Parcial Sazón 0 0 TE = 5 % CN = 15 % TE = 5 %
Sazón 0 0 CN = 10 % CN = 15 %
Parcial Sazón 0 CN = 5 % CN = 5 % TE = 5 % 0
Sazón 0 0 0 0
CORTE NEGRO 2 Junio 7, 2016
CORTE NEGRO 3 Junio 27, 2016
CORTE NEGRO 1 Mayo 3, 2016
PORCENTAJE DE FRUTOS CON SÍNTOMA DE CORTE NEGRO (CN) o TEJIDO ESPONJOSO (TE)

38
consumo. Se puede observar que la presencia de ‘Corte Negro’ y ‘Tejido
esponjoso’ es mínima.
39
Figura 19. Efecto de grado de madurez y tiempo de almacenamiento sobre la
presencia de ‘Corte Negro’ o ‘Tejido esponjoso’ en frutos de ‘Ataulfo’ a
madurez de consumo.

40
Por otro lado, los resultados de este trabajo permitieron corroborar el efecto
del almacenamiento prolongado bajo refrigeración convencional sobre las
principales variables de calidad en fruto (Figura 20). Al término de refrigeración por
una, dos o tres semanas se incrementó la pérdida de peso, se disminuyó el color
de cáscara y la firmeza de pulpa, y se aceleró el desarrollo de los sólidos solubles
totales y del color de pulpa.

-15
-10
-5
0
5
10
15
20
Inicial Salida de Ref. A Consumo
Co
lor
de
cáscara
A
Muestreo
CORTE NEGRO 1
7 DR
14 DR
21 DR*
*
NS
0
5
10
15
20
25
30
Inicial Salida de Ref. A Consumo
Fir
me
za
(L
bs
)
Muestreo
CORTE NEGRO 1
7 DR
14 DR
21 DR
NS
*
*
-10
-5
0
5
10
15
20
Inicial Salida de Ref. A Consumo
Co
lor
de
cáscara
AMuestreo
CORTE NEGRO 2
7 DR
14 DR
21 DR
*
*
NS
0
5
10
15
20
25
30
Inicial Salida de Ref. A Consumo
Fir
me
za (
Lb
s)
Muestreo
CORTE NEGRO 2
7 DR
14 DR
21 DR
*NS
NS
0
2
4
6
8
10
12
14
16
18
Inicial Salida de Ref. A Consumo
Pé
rdid
a d
e p
eso
(%
)
Muestreo
CORTE NEGRO 1
7 DR
14 DR
21 DR*
*
NS
0
2
4
6
8
10
12
14
16
18
Inicial Salida de Ref. A Consumo
Pé
rdid
a d
e p
eso
(%
)
Muestreo
CORTE NEGRO 2
7 DR
14 DR
21 DR*
*
NS
0
2
4
6
8
10
12
14
16
18
Inicial Salida de Ref. A Consumo
Pé
rdid
a d
e p
eso
(%
)
Muestreo
CORTE NEGRO 3
7 DR
14 DR
21 DR
*
*
NS
a
-10
-5
0
5
10
15
20
Inicial Salida de Ref. A Consumo
Co
lor
de
cáscra
A
Muestreo
CORTE NEGRO 3
7 DR
14 DR
21 DR
*
NS
NS
b
0
5
10
15
20
25
30
Inicial Salida de Ref. A Consumo
Fir
me
za
(L
bs
)
Muestreo
CORTE NEGRO 3
7 DR
14 DR
21 DR
*NS
NS
c

42
Figura 20. Efecto del grado de madurez y tiempo de almacenamiento refrigerado (12 ± 1°C) sobre la pérdida de
peso (a), color de cáscara (b), firmeza (c), color de pulpa (d) y sólidos solubles totales (e) en frutos de ‘Ataulfo’.
76
80
84
88
92
96
Inicial Salida de Ref. A Consumo
Co
lor
de
pu
lpa (
Hu
e)
Muestreo
CORTE NEGRO 1
7 DR
14 DR
21 DR
*NS
NS
0
3
6
9
12
15
18
21
Inicial Salida de Ref. A ConsumoSó
lid
os s
olu
ble
s t
ota
les ( B
x)
Muestreo
CORTE NEGRO 1
7 DR
14 DR
21 DR
NS
NS*
76
80
84
88
92
96
Inicial Salida de Ref. A Consumo
Co
lor
de
pu
lpa (H
ue
)
Muestreo
CORTE NEGRO 2
7 DR
14 DR
21 DR
**
*
0
3
6
9
12
15
18
21
Inicial Salida de Ref. A ConsumoSó
lid
os s
olu
ble
s t
ota
les ( B
x)
Muestreo
CORTE NEGRO 2
7 DR
14 DR
21 DR
NS*
*
76
80
84
88
92
96
Inicial Salida de Ref. A Consumo
Co
lor
de
pu
lpa (
Hu
e)
Muestreo
CORTE NEGRO 3
7 DR
14 DR
21 DR
*
NS
NS
d
0
3
6
9
12
15
18
21
Inicial Salida de Ref. A ConsumoSó
lid
os s
olu
ble
s t
ota
les ( B
x)
Muestreo
CORTE NEGRO 3
7 DR
14 DR
21 DR
NS
*
NS
e

43
CONCLUSIONES
➢ Respecto a calidad del agua, la variable más afectada fue la turbidez, la cual
incrementó su valor y se salía de Norma conforme se hacía un uso más
prolongado que favorece el crecimiento bacteriano. En tinas de hidrotérmico se
sugiere hacer cambio de agua a no más de 14 canastas por ciclo.
➢ El agua de uso prolongado en lavado e hidrotérmico manifestó la presencia de
coliformes totales y bacterias aerobias totales que indican riesgo de
contaminación. Sin embargo, si se mantiene un nivel de cloración de 20 a 50
ppm en tinas de hidroenfriado se controla la presencia de microorganismos
patógenos.
➢ En superficies de contacto, las cajas de campo son el punto crítico a controlar
por tener un alto riesgo de contaminación, que puede dejar de serlo si las cajas
se someten a un proceso de lavado y desinfección antes de regresar a campo.
➢ No se detectaron diferencias organolépticas en frutos obtenidos de tinas de
hidrotérmico, de hidroenfriado o de cajas empacadas al término de un ciclo
completo de muestreo o ‘barrido’.
➢ En lo concerniente al uso de cloro como desinfectante, se encontró que el cloro
a 20 ppm fue efectivo para eliminar coliformes totales y bacterias aerobias
totales sin afectar calidad de fruto aún a dosis iniciales de 200 ppm.
➢ La concentración inicial de cloro a 200 ppm se abate hasta solo 10 ppm al final
de un ciclo de lavado de 600 cajas.
➢ El cloro en agua de lavado de uso prolongado podría usarse hasta por un
máximo de tres ciclos (manteniendo al menos 20 ppm), aunque lo
recomendable es cambiar el agua al término de cada ciclo de lavado de 600
cajas.
➢ La presencia de ‘Corte Negro’ y ‘Tejido esponjoso’ en frutos de ‘Ataulfo’ fue
prácticamente inapreciable en los tres muestreos realizados en la temporada,
indicando que ni el factor grado de madurez ni duración de almacenamiento
refrigerado convencional fueron determinantes para la presencia de ambos
desórdenes.

44
➢ Los resultados del diagnóstico de ‘Corte Negro’ y ‘Tejido esponjoso’ permitieron
corroborar el efecto del almacenamiento prolongado bajo refrigeración
convencional sobre las principales variables de calidad en fruto. Al término de
refrigeración por una, dos o tres semanas se incrementó la pérdida de peso, se
disminuyó el color de cáscara y la firmeza de pulpa, y se aceleró el desarrollo
de los sólidos solubles totales y del color de pulpa.
LITERATURA CONSULTADA
Empacadoras de Mango para Exportación. EMEX, A.C. 2014. Volúmenes de
exportación de las principales variedades de mango para los Estados
Unidos. http://www.mangoemex.com
NOM-127-SSA. 1994. NORMA OFICIAL MEXICANA NOM-127-SSA1-1994,
"SALUD AMBIENTAL, AGUA PARA USO Y CONSUMO HUMANO-LIMITES
PERMISIBLES DE CALIDAD Y TRATAMIENTOS A QUE DEBE
SOMETERSE EL AGUA PARA SU POTABILIZACION". Secretaría de
Salubridad y Asistencia. México, D.F. 8 p.
Osuna-García, J. A., S. Salazar-García, G. Doyon, Y. Nolasco-González y R.
Goenaga. 2010. Guía para el monitoreo de la calidad del agua de proceso y
superficies de contacto en empacadoras de mango para exportación.
INIFAP, CIRPAC. Campo Experimental Santiago Ixcuintla. Folleto Técnico
No. 1, Santiago Ixcuintla, Nayarit, México. 28 p.
Osuna-García, Jorge A. 2014. Efecto del manipuleo durante el proceso de
empacado en la calidad inicial y a consume del mango ‘Ataulfo’ producido en
Nayarit. Informe Técnico. INIFAP-C.E. Santiago Ixcuintla. 30 p.
Osuna-García, Jorge A. 2015. Determinación del daño por tratamiento
hidrotérmico cuarentenario en frutos de la variedad “Tommy Atkins
producidos en México. Informe Convenio INIFAP-NMB. 25 p.

45
Silva Beltrán, P., Martínez Rodríguez, C., Meza Astorga, P., Rubio Carrasco, W.,
Gortàres Moroyoqui, P., Chaidez Quiroz, C. 2014. Evaluación de la actividad
bactericida de desinfectantes químicos durante el tratamiento hidrotérmico en
empaques de mango (Mangìfera indica). Congreso Nacional de la
Federación Mexicana de Ingeniería Sanitaria y Ciencias Ambientales.
Mazatlán, Sinaloa, México.
USDA Foreign Agricultural Service. 2016. Three years trends for U.S. mango
imports. http://www.fas.usda.gov.