
Capítulo IX - USACH · Diagnóstico y análisis de fallas Capítulo IX – Corrosión 1 Capítulo...
29
Diagnóstico y análisis de fallas Capítulo IX – Corrosión 1 Capítulo IX Corrosión. 1. Introducción Es conveniente clasificar la corrosión mediante la forma en que se manifiesta, tomando como base la apariencia del metal corroído. Un listado de los tipos de ataques conocidos, sin un orden de importancia es: Corrosión Uniforme Corrosión Galvánica Corrosión en Rendija (Crevice) Corrosión por Picado (Pitting) Corrosión Intergranular Empobrecimiento Selectivo (Lixiviación Selectiva) Corrosión por Erosión Corrosión Bajo Tensiones Daño por Hidrógeno Se verá a continuación, una descripción de cada uno de los tipos, en términos de sus características, mecanismos y más medidas preventivas. Se incluyó el daño
Transcript of Capítulo IX - USACH · Diagnóstico y análisis de fallas Capítulo IX – Corrosión 1 Capítulo...
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 1
Capítulo IX
Corrosión.
1. Introducción
Es conveniente clasificar la corrosión mediante la forma en que se manifiesta,
tomando como base la apariencia del metal corroído. Un listado de los tipos de
ataques conocidos, sin un orden de importancia es:
Corrosión Uniforme
Corrosión Galvánica
Corrosión en Rendija (Crevice)
Corrosión por Picado (Pitting)
Corrosión Intergranular
Empobrecimiento Selectivo (Lixiviación Selectiva)
Corrosión por Erosión
Corrosión Bajo Tensiones
Daño por Hidrógeno
Se verá a continuación, una descripción de cada uno de los tipos, en términos de
sus características, mecanismos y más medidas preventivas. Se incluyó el daño
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 2
por hidrógeno a pesar de no ser una forma de corrosión, pero es un resultado más
bien indirecto del ataque corrosivo.
2. Corrosión Uniforme.
Es la forma más común de corrosión y se caracteriza por su ocurrencia uniforme
sobre la superficie expuesta. Ejemplos de este tipo son el zinc sumergido en ácido
sulfúrico diluido y el ataque producido por la atmósfera en las láminas metálicas de
los techos. Las toneladas de metal consumidas por este tipo de corrosión son
altas, pero a pesar de esto, se puede predecir con exactitud la vida útil de una
pieza.
a) Métodos de Prevención.
Uso de materiales apropiados, incluyendo recubrimientos.
Uso de inhibidores.
Uso de protección catódica.
3. Corrosión Galvánica.
Cuando dos metales distintos se sumergen en una solución conductora existe
entre ellos una diferencia de potencial. Si estos metales están en contacto
eléctrico, esta diferencia de potencial produce un flujo de electrones entre ellos.
Si ocurre esto último, la velocidad de corrosión (ataque producido por la solución
conductora) de uno de los metales crece, y la del otro disminuye, en comparación
al comportamiento de ambos metales cuando no están en contacto eléctrico. El
metal menos resistente a la corrosión, cuya velocidad aumenta, se convierte en
ánodo con respecto al más resistente que se convierte en cátodo al cerrarse el
circuito eléctrico.
Se han medido, a temperatura constante, los potenciales entre metales expuestos
a soluciones que tienen iones metálicos de actividad unitaria en equilibrio. Se
asigna arbitrariamente al electrodo de hidrógeno el valor cero como valor de
referencia para construir la tabla de potenciales "estándar", ver tabla 2.
Cualquier par metálico sometido a las mismas condiciones que la medición,
deberá generar una diferencia de potencial igual a la diferencia algebraica de cada
metal.
En los problemas reales de corrosión, el contacto eléctrico entre metales distintos
ocurre muy rara vez en condiciones de equilibrio, y más aún entre metales puros,
por lo que la tabla de potenciales estándar pierde mucho de su utilidad. Se han

Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 3
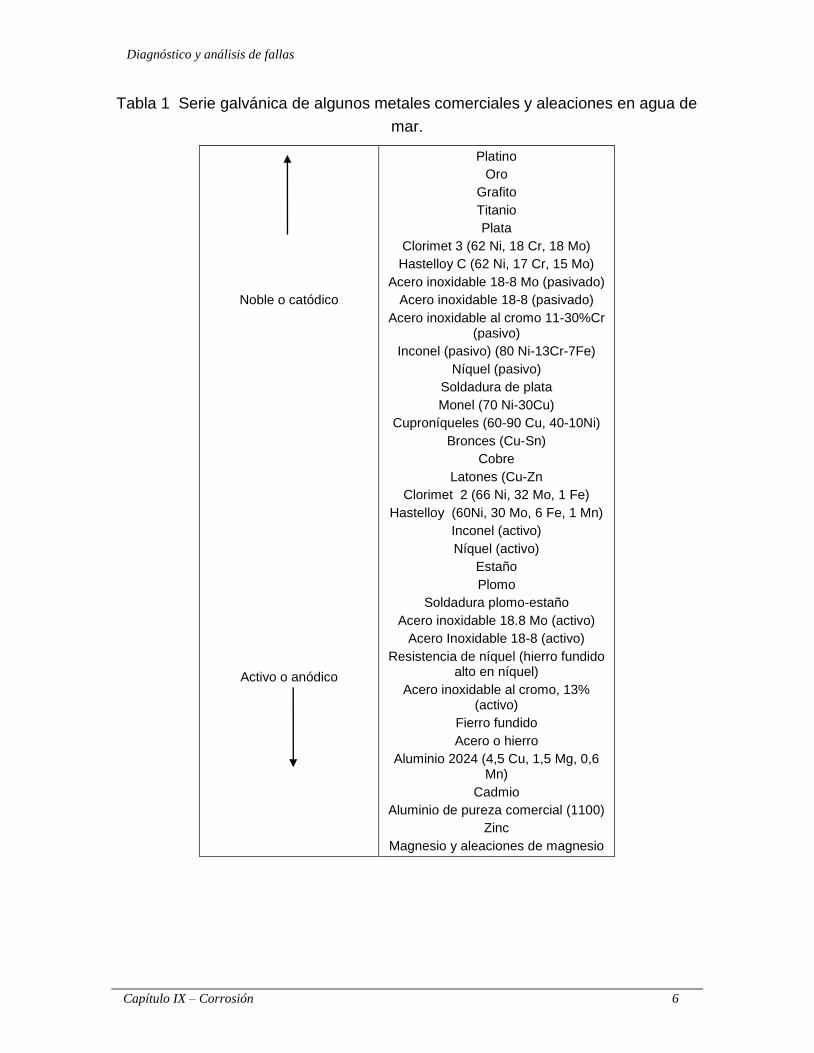
confeccionado tablas parecidas denominadas series galvánicas, que no indican el
valor de la diferencia de potencial, sino la posición relativa de los diversos
materiales en un medio especifico. Por ejemplo la International Nickel Company
desarrolló la siguiente tabla en base a un programa de experiencias en agua de
mar.(Tabla 1)
En general, la posición de los metales y aleaciones concuerda con la posición de
sus constituyentes en la tabla de potenciales estándar. La influencia de la
pasivación se nota en la distinta posición que ocupan algunas aleaciones según si
están pasivadas o activas.
Las llaves de conexión indican que en la mayoría de las aplicaciones no existe
peligro de corrosión galvánica entre los metales o aleaciones incluidos en ella,
puesto que no se ha detectado un potencial considerable.
La sola información de la serie galvánica no siempre es suficiente, pues los
efectos de polarización pueden hacer variar la velocidad de corrosión con el
tiempo de exposición. En la corrosión galvánica predomina la polarización de la
reducción (polarización catódica). Como esto depende del metal, se tiene por
ejemplo que el titanio a pesar de ser noble en agua de mar, los metales unidos a
él no se corroen rápidamente como es de esperar, porque la corrosión se retarda
debido a que el titanio se polariza rápidamente en agua de mar.
a) Efectos Ambientales.
La naturaleza y agresividad del ambiente determina en gran medida el grado de
corrosión de los dos metales. Usualmente el metal con menor resistencia a la
corrosión en un ambiente dado se convierte en el miembro del par galvánico en
ese ambiente. A veces esta situación se invierte al cambiar las condiciones
ambientales; tales casos se deben a la presencia de productos de corrosión
protectores que convierten en estables a metales activos.
La corrosión galvánica también ocurre en la atmósfera, siendo la gravedad del
ataque dependiente de la humedad presente, y principalmente del contenido de
sales, que diferencia la agresividad de una atmósfera costera con una del interior,
aún en las mismas condiciones de humedad.
b) Efectos de distancia.
La corrosión acelerada debida a efectos galvánicos es generalmente mayor cerca
de la unión de los metales, con un ataque decreciente con la distancia medida
desde la unión. Este efecto depende de la conductividad de la solución. La
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 4
corrosión galvánica se reconoce fácilmente por el ataque localizado cerca de la
unión.
c) Efectos del área.
Otro efecto importante en la corrosión galvánica es el efecto de área o la relación
entre las áreas catódica y anódica.
Si se considera que la velocidad de corrosión depende de la densidad de corriente
en el ánodo, el efecto del área es la de acelerar la corrosión al conectar un ánodo
pequeño con un cátodo grande. Es necesario recordar que una relación de áreas
desfavorable consiste en tener un cátodo grande (zona protegida) y un ánodo
pequeño (zona atacada). Mientras mayor es la densidad de corriente en el ánodo,
mayor es la velocidad de corrosión.
d) Prevención.
Se pueden usar varios procedimientos para combatir o minimizar la corrosión
galvánica, siendo a menudo útil aplicar una combinación de varios de estos
procedimientos para obtener buenos resultados; éstos son:
Seleccionar combinaciones de metales tan cerca como sea posible en la
serie galvánica.
Evitar efectos desfavorables de área de un pequeño ánodo y un gran
cátodo.
Aislar metales distintos dondequiera que sea posible. Es importante aislar
completamente.
Aplicar recubrimientos con precaución, evitando producir efectos
indeseados y mantener los recubrimientos en buen estado, particularmente
los que corresponden a zonas anódicas.
Agregar inhibidores, si es posible, para reducir la agresividad del medio.
Evitar uniones con hilo entre metales muy separados en la serie galvánica.
Los hilos son ya una forma de penetración, y además son sitios ideales
para recoger humedad. Preferir uniones soldadas o con soldadura fuerte de
buena resistencia.
Diseñar partes anódicas que sean fácilmente reemplazables o hacerlas
más gruesas para una larga vida.
Instalar un tercer metal que sea anódico a ambos metales en contacto
galvánico.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 5
e) Aplicaciones beneficiosas.
Hay varios efectos de la corrosión galvánica que la hacen deseable, por ejemplo,
todas las baterías extraen su potencial eléctrico por una corrosión galvánica de
sus electrodos.
La protección catódica consiste en proteger una estructura haciéndola el cátodo
de una celda galvánica. El ejemplo clásico es el acero galvanizado que consiste
en un recubrimiento de zinc sobre la superficie del acero no porque sea resistente,
sino porque no lo es, y se corroe preferencialmente.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 6
Tabla 1 Serie galvánica de algunos metales comerciales y aleaciones en agua de
mar.
Noble o catódico
Activo o anódico
Platino
Oro
Grafito
Titanio
Plata
Clorimet 3 (62 Ni, 18 Cr, 18 Mo)
Hastelloy C (62 Ni, 17 Cr, 15 Mo)
Acero inoxidable 18-8 Mo (pasivado)
Acero inoxidable 18-8 (pasivado)
Acero inoxidable al cromo 11-30%Cr (pasivo)
Inconel (pasivo) (80 Ni-13Cr-7Fe)
Níquel (pasivo)
Soldadura de plata
Monel (70 Ni-30Cu)
Cuproníqueles (60-90 Cu, 40-10Ni)
Bronces (Cu-Sn)
Cobre
Latones (Cu-Zn
Clorimet 2 (66 Ni, 32 Mo, 1 Fe)
Hastelloy (60Ni, 30 Mo, 6 Fe, 1 Mn)
Inconel (activo)
Níquel (activo)
Estaño
Plomo
Soldadura plomo-estaño
Acero inoxidable 18.8 Mo (activo)
Acero Inoxidable 18-8 (activo)
Resistencia de níquel (hierro fundido alto en níquel)
Acero inoxidable al cromo, 13% (activo)
Fierro fundido
Acero o hierro
Aluminio 2024 (4,5 Cu, 1,5 Mg, 0,6 Mn)
Cadmio
Aluminio de pureza comercial (1100)
Zinc
Magnesio y aleaciones de magnesio
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 7
4. Corrosión en Rendija.
Dentro de rendijas y otras áreas recubiertas de las superficies metálicas expuestas
a un medio corrosivo ocurre con frecuencia una intensa corrosión localizada. Este
tipo de ataque está generalmente asociado a pequeños volúmenes de solución
retenida por hendiduras, superficies con empaquetaduras, depósitos superficiales
y rendijas bajo las cabezas de pernos y remaches. Como resultado, esta forma de
corrosión es llamada corrosión de Rendija.
a) Efectos ambientales.
Efectos de depósitos que pueden producir corrosión en rendija, son arena, lodo,
productos de corrosión y otros sólidos. El depósito actúa como recubrimiento y
crea una situación estática bajo él.
El contacto entre superficies de metales y no metales puede producir corrosión en
rendija, como en el caso de una empaquetadura. Madera, plásticos, goma , vidrio,
concreto, asbesto, cera o tela son ejemplos de materiales que causan este tipo de
corrosión.
Para funcionar como un sitio de corrosión, una rendija debe ser lo suficientemente
ancha para permitir la entrada de líquido pero suficientemente pequeña para
mantener una zona estancada.
b) Mecanismo.
Hasta hace poco se creía que la corrosión en rendija resultaba simplemente de
diferencias en la concentración del ión metálico y/u oxígeno entre la rendija y sus
alrededores; por consiguiente para describir esta forma de ataque se ha usado el
término de corrosión de celda de concentración. Estudios más recientes han
mostrado que aunque existen diferencias de concentración del ión metálico y
oxígeno durante la corrosión en rendija, éstas no son sus causas básicas. Para
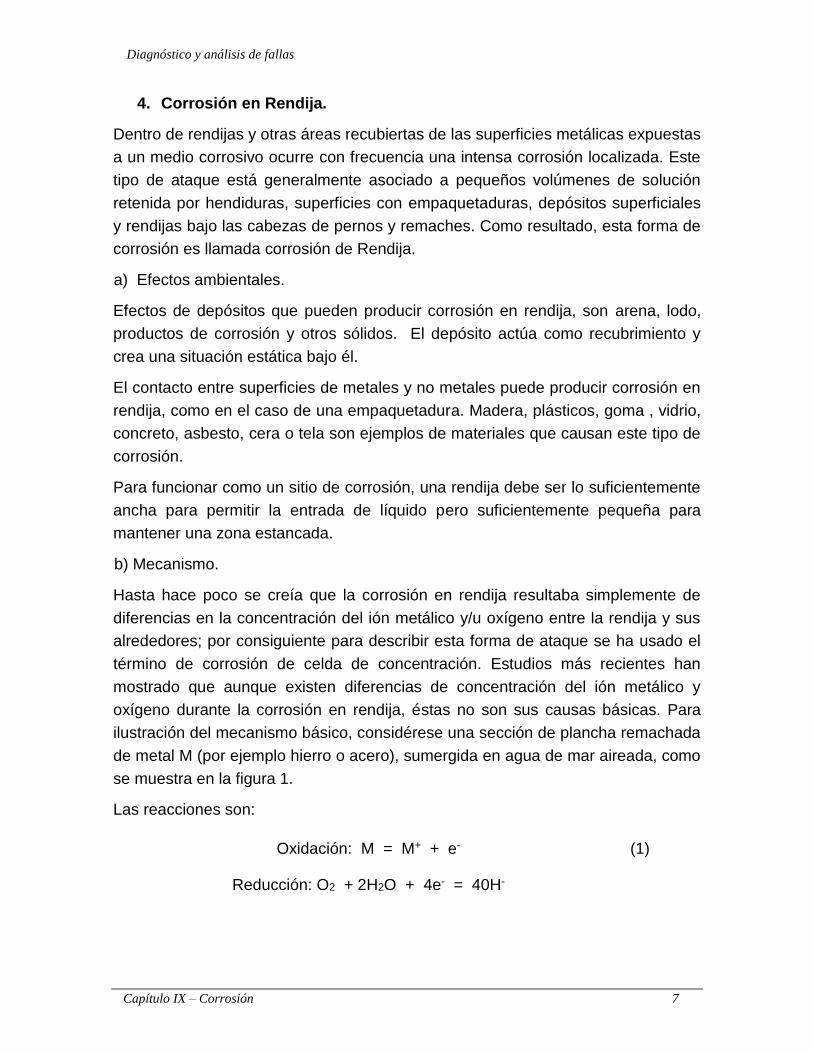
ilustración del mecanismo básico, considérese una sección de plancha remachada
de metal M (por ejemplo hierro o acero), sumergida en agua de mar aireada, como
se muestra en la figura 1.
Las reacciones son:
Oxidación: M = M+ + e- (1)
Reducción: O2 + 2H2O + 4e- = 40H-
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 8
O2
O2
O2
e-e-e -
e- e-
M+
M+
M+ M+
OH-
O2 O2
OH-
OH-
O2
M+
Cl-
Cl-Cl-
Na+
Na+
Na+
Na+
OH-
Figura 1.- Corrosión en rendija. Estado inicial.
Inicialmente, estas reacciones ocurren sobre toda la superficie, incluyendo el
exterior de la rendija. Después de un corto intervalo, el oxígeno dentro de la
rendija es consumido, debido a la convección restringida, de modo que la
reducción cesa en esta área. Esto por sí solo, no causa ningún cambio en el
comportamiento global del sistema, puesto que el área de la rendija es usualmente
muy pequeña comparada con el área externa, por lo tanto no varían ni la velocidad
de oxidación ni la de reducción del sistema y la velocidad de corrosión sigue, por
ende sin variaciones.
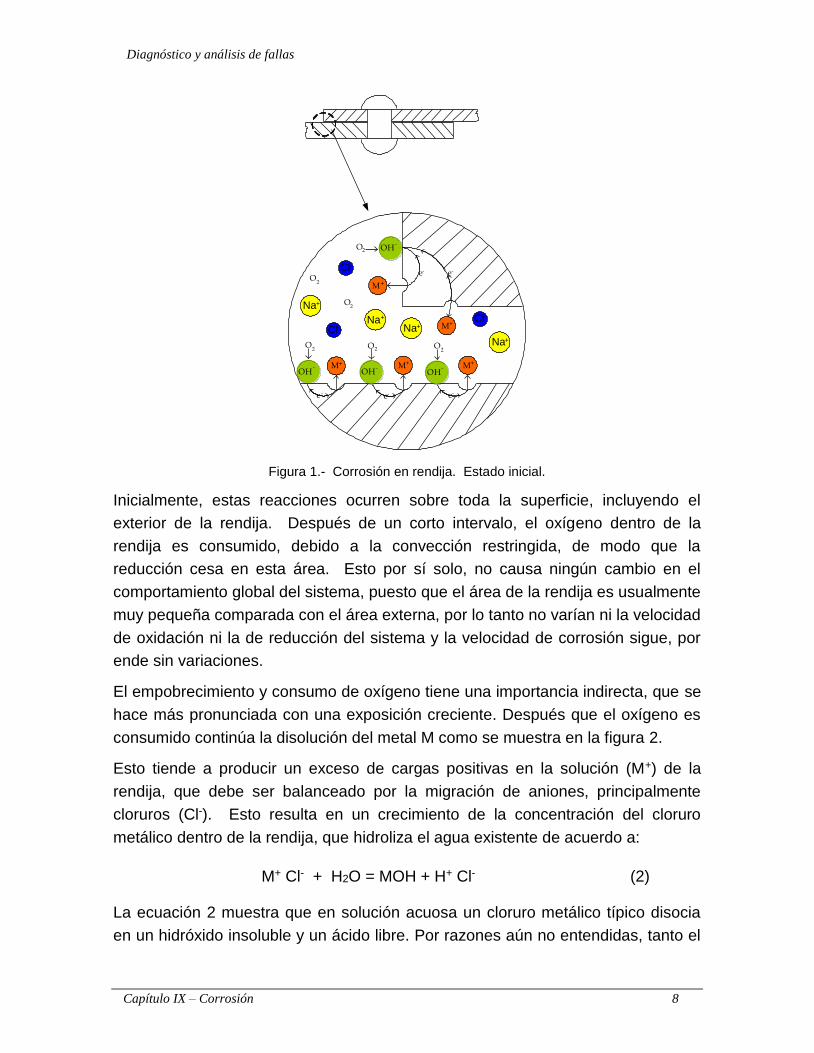
El empobrecimiento y consumo de oxígeno tiene una importancia indirecta, que se
hace más pronunciada con una exposición creciente. Después que el oxígeno es
consumido continúa la disolución del metal M como se muestra en la figura 2.
Esto tiende a producir un exceso de cargas positivas en la solución (M+) de la
rendija, que debe ser balanceado por la migración de aniones, principalmente
cloruros (Cl-). Esto resulta en un crecimiento de la concentración del cloruro
metálico dentro de la rendija, que hidroliza el agua existente de acuerdo a:
M+ Cl- + H2O = MOH + H+ Cl- (2)
La ecuación 2 muestra que en solución acuosa un cloruro metálico típico disocia
en un hidróxido insoluble y un ácido libre. Por razones aún no entendidas, tanto el
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 9
cloruro como el ión hidrógeno aceleran la velocidad de disolución de la mayoría de
los metales y aleaciones. El proceso como se puede apreciar es de carácter
cíclico siendo del tipo autocatalítico. El fluido dentro de la rendija se ha observado
que aumenta en forma notable tanto en el contenido de cloruros como de su
acidez. A medida que la corrosión se acelera dentro de la rendija, se tiene un
cuadro en que la rendija protege catódicamente la superficie externa.
Na +
O2
e-
e-
e-
e-Na +
O2M +
M +M +
M +
M +M +
M +
M + M +
M +
M +M +M +
OH-
OH-O2
OH-O2
OH-
O2
OH-
O2
OH-
O2
Cl-
Cl-
Cl-
Cl-Cl-
Cl-Cl-
Cl-
Cl-
Cl-
Cl-H +
H +
H +
H +
M +
Figura .2.- Corrosión en rendija. Estado posterior
c) Prevención.
Los métodos y procedimientos para combatir y minimizar la corrosión en
rendijas son los siguientes:
Usar uniones de tope soldadas en vez de remachadas o apernadas en los
equipos nuevos.
Clausurar las rendijas en las uniones traslapadas mediante soldadura
continua.
Desecar recipientes para un drenaje completo.
Inspeccionar los equipos y remover los depósitos con frecuencia.
Remover sólidos suspendidos en las corrientes lo antes que se pueda en el
proceso o diagrama de flujo.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 10
Remover los materiales mojados empaquetados durante detenciones
prolongadas.
Proporcionar un ambiente tan uniforme como sea posible como en el caso
de relleno de fisuras de cañería.
Usar empaquetaduras "sólidas", no absorbentes, como teflón cuando sea
posible.
Soldar tubos con flanges en vez de unirlos con hilo.
5. Corrosión por picado.
Picado es una forma de ataque extremadamente localizado, que resulta en
picaduras en el metal, las cuales son normalmente de pequeño diámetro y se
pueden describir como cavidades que poseen una profundidad igual o mayor que
su diámetro superficial.
Es una de las formas de corrosión más destructivas, puesto que causa fallas en
los equipos por perforaciones con tan sólo una pequeña pérdida de peso.
a) Forma y crecimiento del picado.
Las picaduras crecen generalmente en la dirección de la gravedad, y normalmente
se requiere de un extenso periodo de servicio para que aparezcan. Este periodo
va desde unos meses hasta años, dependiendo del metal y del medio específico.
Una vez comenzado sin embargo, el pit penetra en el metal a una velocidad
siempre creciente.
b) Naturaleza autocatalítica del picado.
Un pit de corrosión es un tipo único de reacción anódica. Es un proceso
autocatalítico, es decir, los procesos de corrosión dentro del pit producen las
condiciones que son necesarias como estimulantes para continuar la actividad del
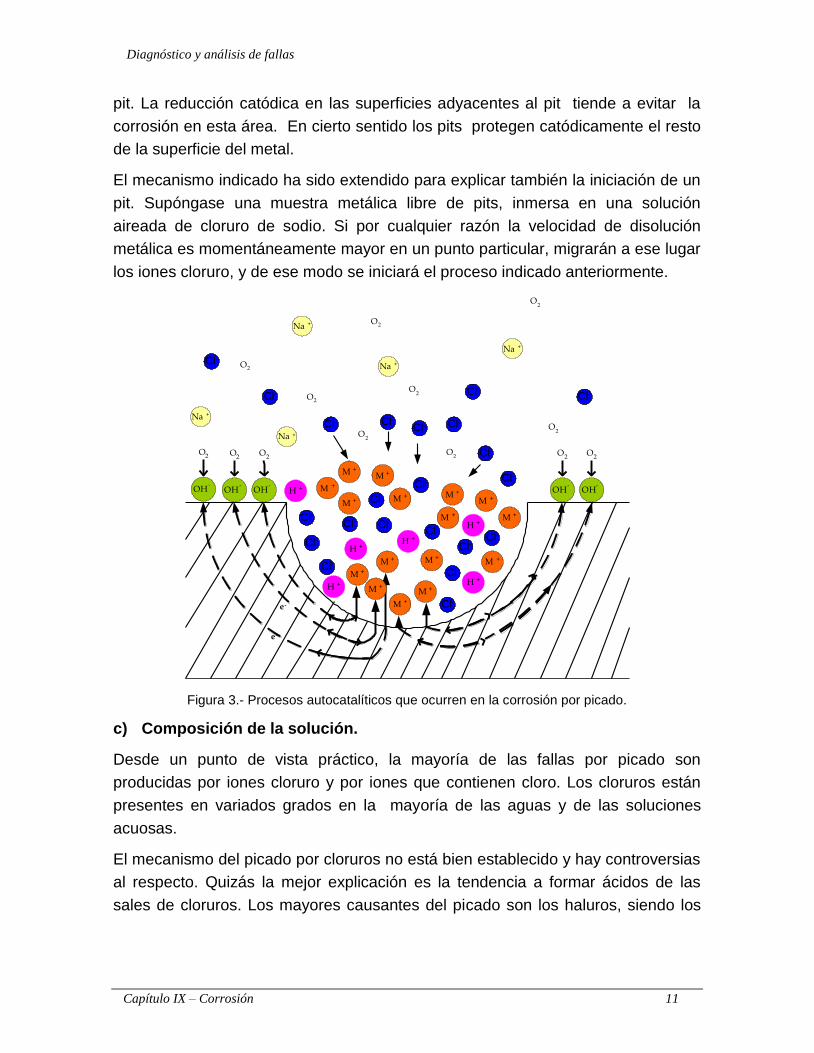
pit. Esto se ilustra esquemáticamente en la figura 3.
El metal M está siendo atacado por una solución aireada de cloruro de sodio:
dentro del pit ocurre una rápida disolución, mientras que la reducción de oxígeno
tiene lugar en las superficies adyacentes.
La disolución del metal dentro del pit produce un exceso de cargas positivas en
esta área, lo que resulta en la migración de iones cloruros para mantener la
neutralidad eléctrica. Los fenómenos siguientes son similares a los que ocurren en
la corrosión en rendija. Además debido a que la solubilidad del oxígeno es
virtualmente cero en soluciones concentradas, no hay reducción de oxígeno en el
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 11
pit. La reducción catódica en las superficies adyacentes al pit tiende a evitar la
corrosión en esta área. En cierto sentido los pits protegen catódicamente el resto
de la superficie del metal.
El mecanismo indicado ha sido extendido para explicar también la iniciación de un
pit. Supóngase una muestra metálica libre de pits, inmersa en una solución
aireada de cloruro de sodio. Si por cualquier razón la velocidad de disolución
metálica es momentáneamente mayor en un punto particular, migrarán a ese lugar
los iones cloruro, y de ese modo se iniciará el proceso indicado anteriormente.
Na +
O2
O2
O2Na +
O2
e-
e-
O2
O2
Na +
Na +
Na +
O2
O2
OH-
O2
OH-
O2
OH-
O2
OH-
O2
OH-
O2
M +
M +M +
M +
M +
M +
M +
M +
M +
M +
M +
M +
M +
M +
M +
M +
Cl-
Cl-Cl-
Cl-
Cl-
Cl-Cl-Cl-
Cl-Cl-
Cl-
Cl-
Cl-
Cl-
Cl-Cl-Cl-Cl-
Cl-Cl-Cl-
Cl-
H +
H +H +
H +
H +
H +
Figura 3.- Procesos autocatalíticos que ocurren en la corrosión por picado.
c) Composición de la solución.
Desde un punto de vista práctico, la mayoría de las fallas por picado son
producidas por iones cloruro y por iones que contienen cloro. Los cloruros están
presentes en variados grados en la mayoría de las aguas y de las soluciones
acuosas.
El mecanismo del picado por cloruros no está bien establecido y hay controversias
al respecto. Quizás la mejor explicación es la tendencia a formar ácidos de las
sales de cloruros. Los mayores causantes del picado son los haluros, siendo los
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 12
más importantes los cloruros, bromuros e hipocloritos. Fluoruros e ioduros poseen
una tendencia comparativamente pequeña a producir picaduras.
Los iones de metales susceptibles de oxidar con cloruros son agresivos
formadores de pits. Los haluros cúpricos, férricos y mercúricos pueden producir
picado a las aleaciones más resistentes a la corrosión, en cambio los haluros de
los iones metálicos no oxidantes, por ejemplo cloruro de sodio o calcio, producen
picado, pero con un grado de agresividad mucho menor.
Los cloruros férrico y cúprico no requieren de la presencia de oxígeno para
producir el ataque porque los cationes pueden ser reducidos de la siguiente forma:
Cu++ + 2e- = Cu (2.15)
Fe+++ + e- = Fe++ (3.3)
Como son receptores de electrones la reacción no es afectada apreciablemente
por la presencia o ausencia de oxígeno.
El picado puede ser evitado o reducido en muchos casos por la presencia de sales
de hidróxido, cromato y silicato. Sin embargo, estas sustancias tienden a acelerar
el picado cuando están presentes en pequeñas cantidades.
d) Velocidad.
El picado generalmente está asociado con condiciones estancadas. La velocidad,
o mejor, la velocidad creciente, a menudo disminuye el ataque por picado.
e) Variables metalúrgicas.
Como clase, los aceros inoxidables son más susceptibles a dañarse por picado
que cualquier otro grupo de metales o aleaciones. Como resultado, numerosos
estudios de aleaciones se han dedicado a mejorar la resistencia al picado de los
aceros inoxidables. Los resultados se indican en la tabla 2.
El acero ordinario es más resistente al picado que las aleaciones de acero
inoxidable. Por ejemplo, el picado de tubos de condensadores de acero inoxidable
expuestos en agua de mar a menudo puede aliviarse sustituyéndolo por tubos de
acero corriente, aunque la corrosión generalizada de estos últimos es mayor, se
evita la rápida perforación debida al picado.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 13
f) Evaluación del daño por picado.
Debido a que el picado es una forma localizada de corrosión, los ensayos
convencionales de pérdida de peso carecen de validez, ya que ésta es pequeña y
no se indica la profundidad de penetración.
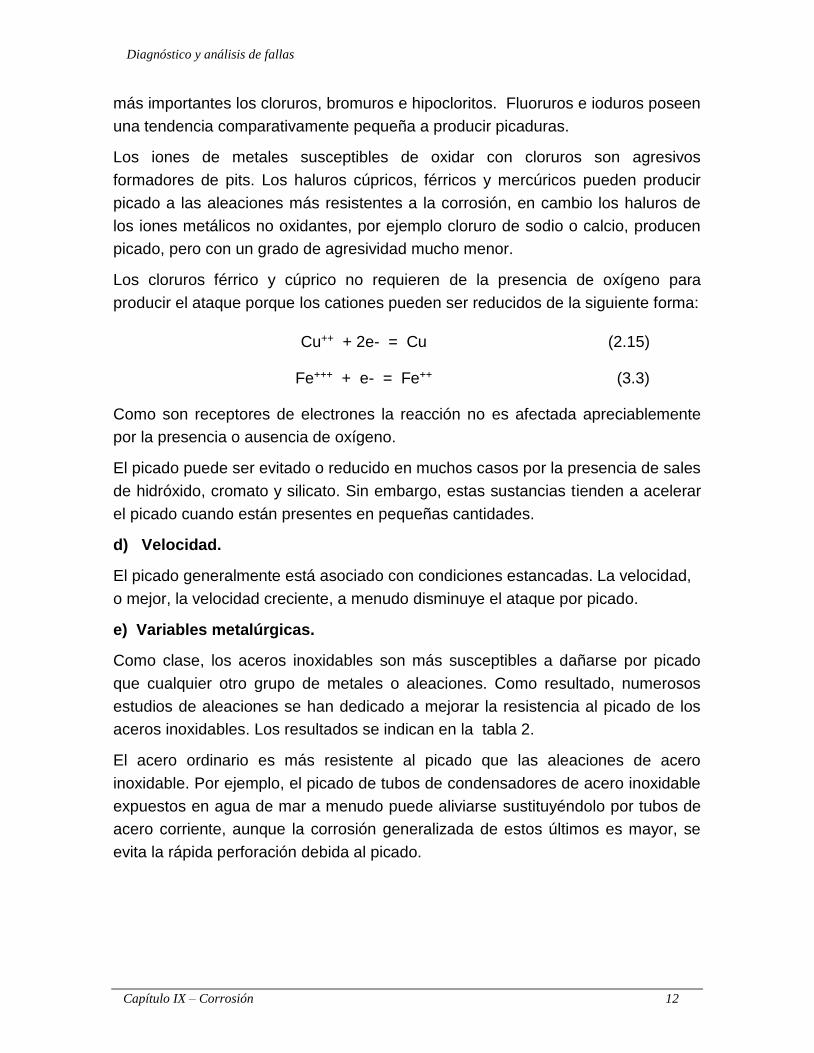
Las mediciones de la profundidad del pit son complicadas, por el hecho de que en
una probeta de ensayo de profundidad del pit tiene una variación estadística como
muestra la figura 4.
Nú
me
ro d
e p
its
Profundidad promedio
Probabilidad de picado
Figura 4. Relación entre la profundidad del pit y el número de pits que padecen una superficie
corroída.
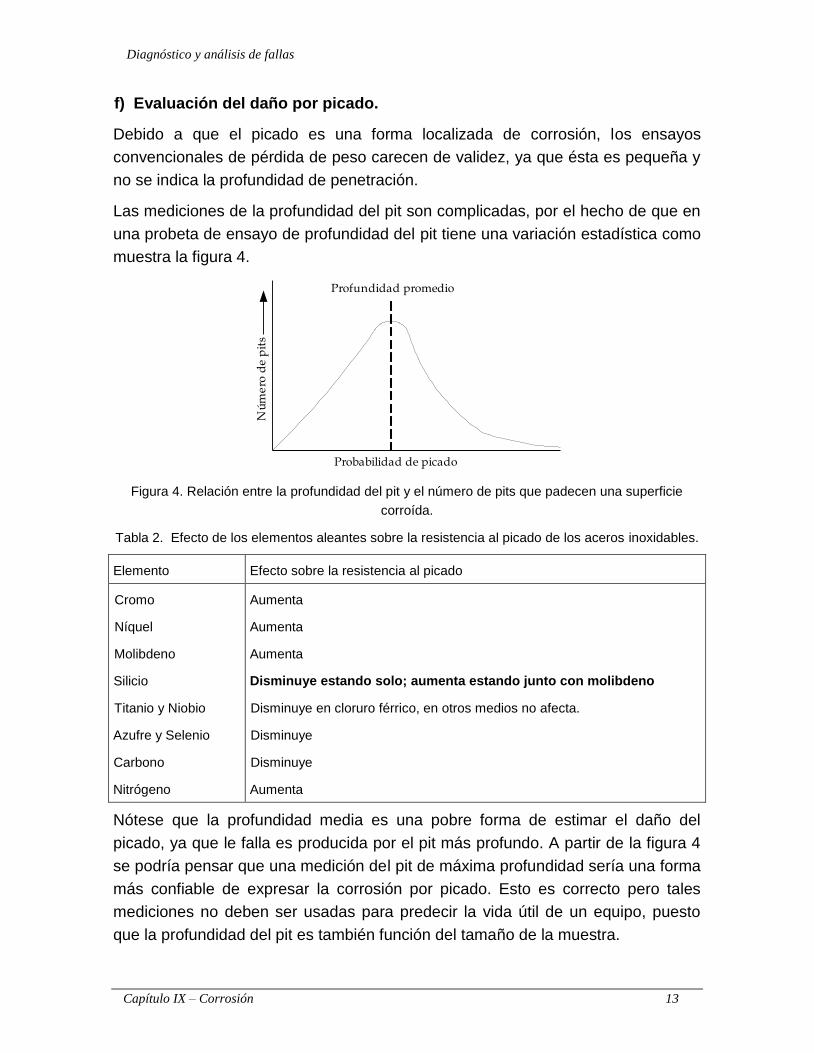
Tabla 2. Efecto de los elementos aleantes sobre la resistencia al picado de los aceros inoxidables.
Elemento Efecto sobre la resistencia al picado
Cromo
Níquel
Molibdeno
Silicio
Titanio y Niobio
Azufre y Selenio
Carbono
Nitrógeno
Aumenta
Aumenta
Aumenta
Disminuye estando solo; aumenta estando junto con molibdeno
Disminuye en cloruro férrico, en otros medios no afecta.
Disminuye
Disminuye
Aumenta
Nótese que la profundidad media es una pobre forma de estimar el daño del
picado, ya que le falla es producida por el pit más profundo. A partir de la figura 4
se podría pensar que una medición del pit de máxima profundidad sería una forma
más confiable de expresar la corrosión por picado. Esto es correcto pero tales
mediciones no deben ser usadas para predecir la vida útil de un equipo, puesto
que la profundidad del pit es también función del tamaño de la muestra.

Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 14
En la figura 5, se muestra la probabilidad relativa de hallar un pit de una
profundidad fija como función del área expuesta, en forma esquemática.
0 1 2 3 4 5 6
0,2
0,4
0,6
0,8
10
Área de la muestra (unidades arbitrarias)
Pr
ob
ab
ilid
ad
de
pic
ad
oa
un
ad
ista
nc
iad
ad
a
Profu
ndida
d=3D
Pro
fund
idad
=2D
Pro
fundi
dad
=D
Figura 5 Probabilidad del pit como una función del área
g) Prevención
Los métodos sugeridos para combatir la corrosión en rendija se aplican en general
también para picado.
Como guía general, se debe recordar el uso sólo de materiales que no muestren
picado en el ambiente considerado.
Una lista de resistencia decreciente se da a continuación:
Titanio
Hastelloy C, Chlorimet 3.
Hastelloy F, Durimet 20.
Acero inoxidable 316.
Acero inoxidable 304.
6. Corrosión Intergranular.
Es un ataque localizado en las zonas adyacentes a los bordes de los granos, con
relativamente poca corrosión en los granos mismos. Este tipo de ataque puede ser
producido por impurezas alojadas en los bordes de grano y por enriquecimiento o
empobrecimiento de los bordes en algún elemento de aleación.
a) Aceros inoxidables austeníticos.
La teoría casi universalmente aceptada acerca de la corrosión intergranular de
estos materiales es la de empobrecimiento de cromo en las áreas adyacentes al
borde de grano. Por lo general, se requiere más de un 10% de cromo en solución
en el hierro para hacer a un acero efectivamente inoxidable; si el cromo disuelto
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 15
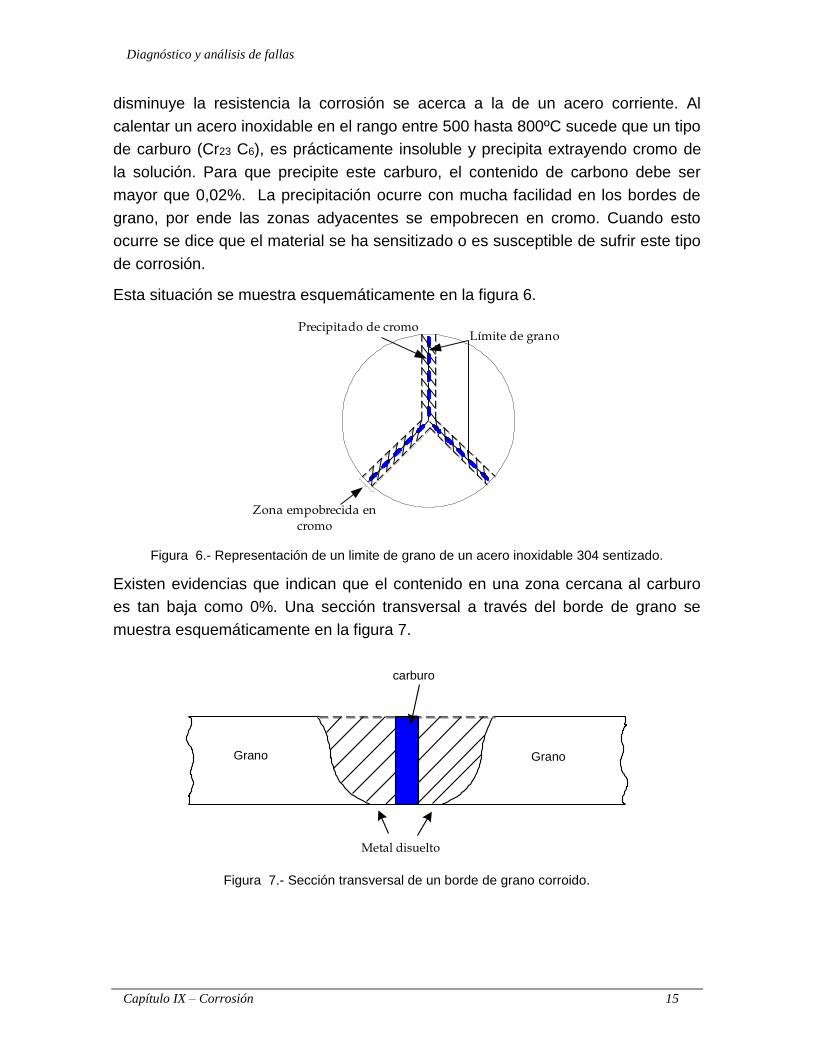
disminuye la resistencia la corrosión se acerca a la de un acero corriente. Al
calentar un acero inoxidable en el rango entre 500 hasta 800ºC sucede que un tipo
de carburo (Cr23 C6), es prácticamente insoluble y precipita extrayendo cromo de
la solución. Para que precipite este carburo, el contenido de carbono debe ser
mayor que 0,02%. La precipitación ocurre con mucha facilidad en los bordes de
grano, por ende las zonas adyacentes se empobrecen en cromo. Cuando esto
ocurre se dice que el material se ha sensitizado o es susceptible de sufrir este tipo
de corrosión.
Esta situación se muestra esquemáticamente en la figura 6.
Límite de grano
Precipitado de cromo
Zona empobrecida en
cromo
Figura 6.- Representación de un limite de grano de un acero inoxidable 304 sentizado.
Existen evidencias que indican que el contenido en una zona cercana al carburo
es tan baja como 0%. Una sección transversal a través del borde de grano se
muestra esquemáticamente en la figura 7.
Metal disuelto
Grano Grano
carburo
Figura 7.- Sección transversal de un borde de grano corroido.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 16
La resistencia a la corrosión en la zona empobrecida en cromo es muy baja, y
además la velocidad de corrosión aumenta por la relación de áreas desfavorables,
por lo que el borde de grano se disuelve muy rápidamente.
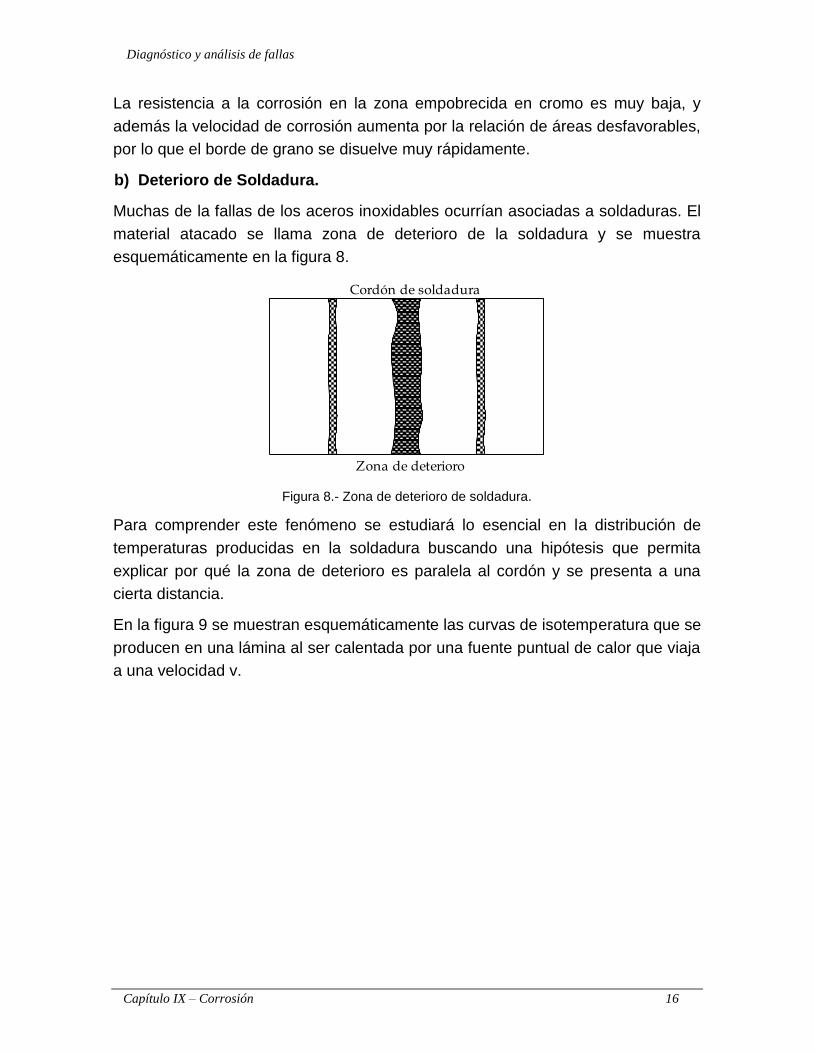
b) Deterioro de Soldadura.
Muchas de la fallas de los aceros inoxidables ocurrían asociadas a soldaduras. El
material atacado se llama zona de deterioro de la soldadura y se muestra
esquemáticamente en la figura 8.
Cordón de soldadura
Zona de deterioro
Figura 8.- Zona de deterioro de soldadura.
Para comprender este fenómeno se estudiará lo esencial en la distribución de
temperaturas producidas en la soldadura buscando una hipótesis que permita
explicar por qué la zona de deterioro es paralela al cordón y se presenta a una
cierta distancia.
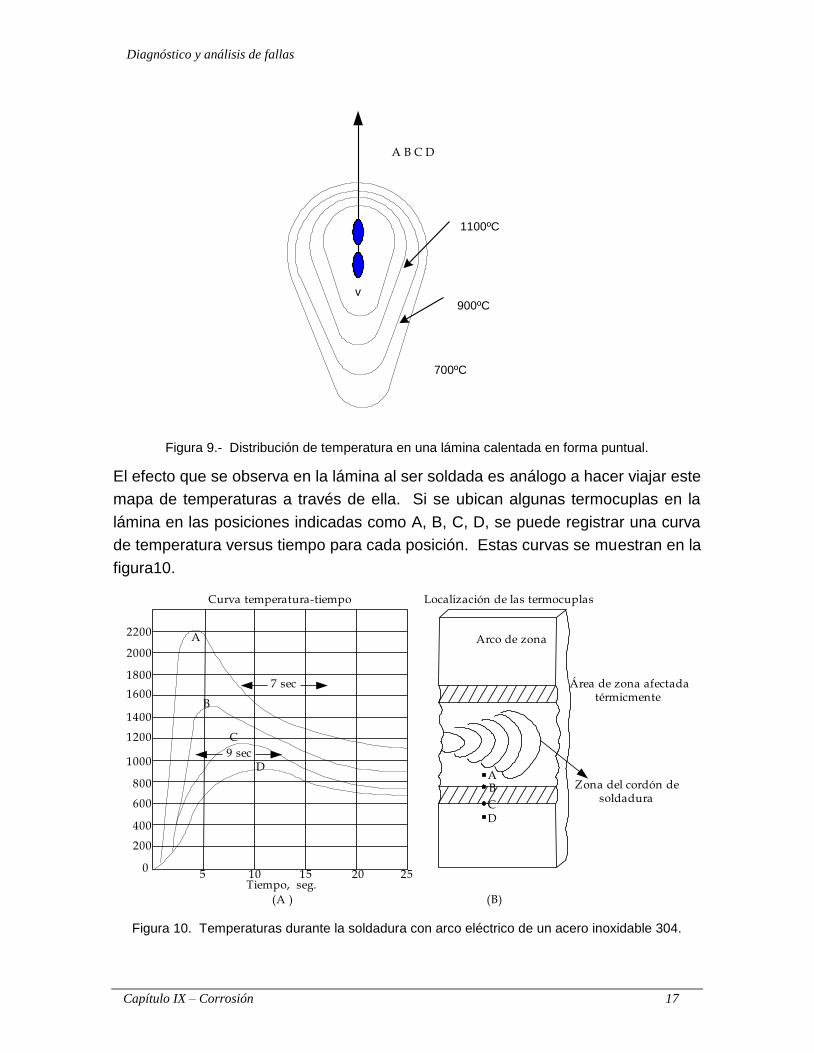
En la figura 9 se muestran esquemáticamente las curvas de isotemperatura que se
producen en una lámina al ser calentada por una fuente puntual de calor que viaja
a una velocidad v.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 17
A B C D
700ºC
900ºC
1100ºC
v
Figura 9.- Distribución de temperatura en una lámina calentada en forma puntual.
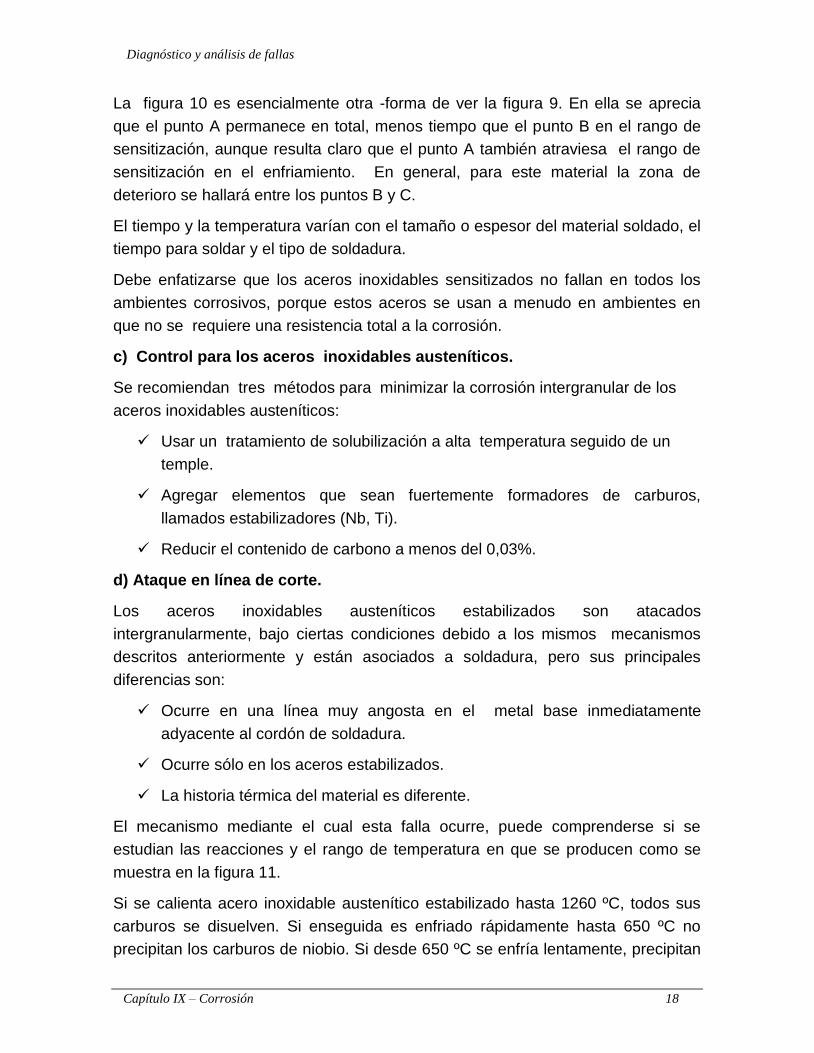
El efecto que se observa en la lámina al ser soldada es análogo a hacer viajar este
mapa de temperaturas a través de ella. Si se ubican algunas termocuplas en la
lámina en las posiciones indicadas como A, B, C, D, se puede registrar una curva
de temperatura versus tiempo para cada posición. Estas curvas se muestran en la
figura10.
2200
2000
1800
1600
1200
1400
1000
800
600
400
200
0
Curva temperatura-tiempo Localización de las termocuplas
Arco de zona
Área de zona afectadatérmicmente
Zona del cordón desoldadura
AB
CD
A
B
C
D9 sec
7 sec
Tiempo, seg.5 10 15 20 25
(A ) (B)
Figura 10. Temperaturas durante la soldadura con arco eléctrico de un acero inoxidable 304.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 18
La figura 10 es esencialmente otra -forma de ver la figura 9. En ella se aprecia
que el punto A permanece en total, menos tiempo que el punto B en el rango de
sensitización, aunque resulta claro que el punto A también atraviesa el rango de
sensitización en el enfriamiento. En general, para este material la zona de
deterioro se hallará entre los puntos B y C.
El tiempo y la temperatura varían con el tamaño o espesor del material soldado, el
tiempo para soldar y el tipo de soldadura.
Debe enfatizarse que los aceros inoxidables sensitizados no fallan en todos los
ambientes corrosivos, porque estos aceros se usan a menudo en ambientes en
que no se requiere una resistencia total a la corrosión.
c) Control para los aceros inoxidables austeníticos.
Se recomiendan tres métodos para minimizar la corrosión intergranular de los
aceros inoxidables austeníticos:
Usar un tratamiento de solubilización a alta temperatura seguido de un
temple.
Agregar elementos que sean fuertemente formadores de carburos,
llamados estabilizadores (Nb, Ti).
Reducir el contenido de carbono a menos del 0,03%.
d) Ataque en línea de corte.
Los aceros inoxidables austeníticos estabilizados son atacados
intergranularmente, bajo ciertas condiciones debido a los mismos mecanismos
descritos anteriormente y están asociados a soldadura, pero sus principales
diferencias son:
Ocurre en una línea muy angosta en el metal base inmediatamente
adyacente al cordón de soldadura.
Ocurre sólo en los aceros estabilizados.
La historia térmica del material es diferente.
El mecanismo mediante el cual esta falla ocurre, puede comprenderse si se
estudian las reacciones y el rango de temperatura en que se producen como se
muestra en la figura 11.
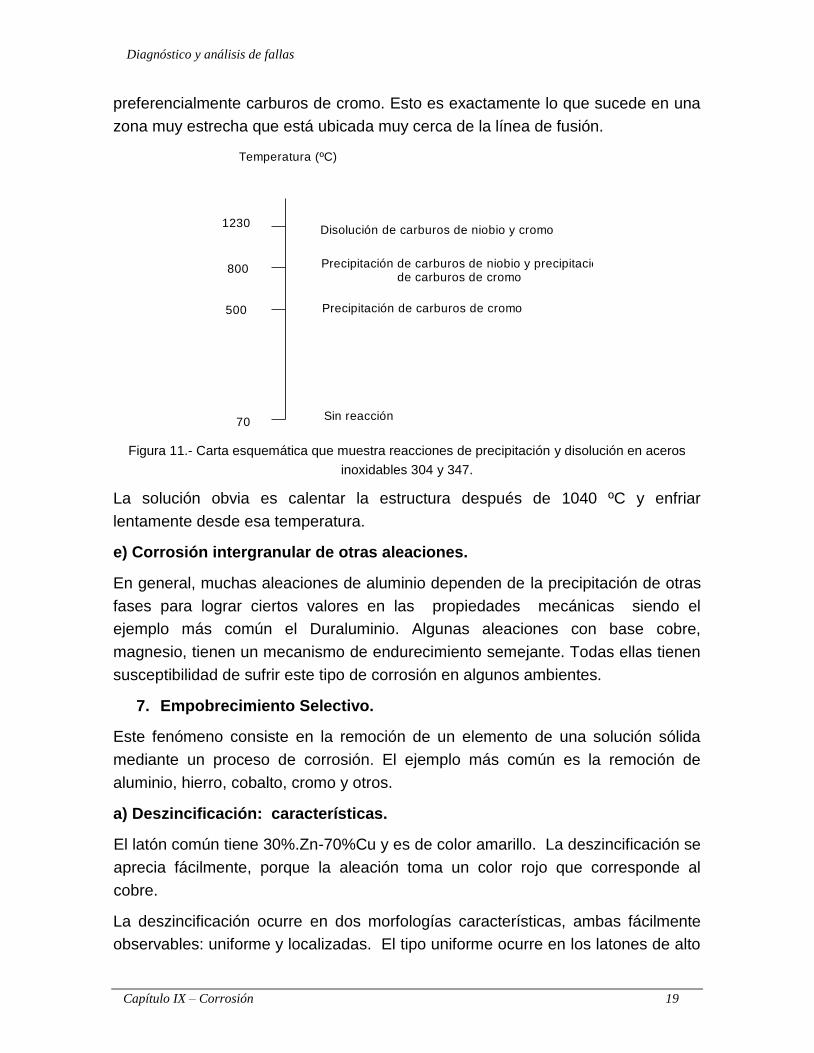
Si se calienta acero inoxidable austenítico estabilizado hasta 1260 ºC, todos sus
carburos se disuelven. Si enseguida es enfriado rápidamente hasta 650 ºC no
precipitan los carburos de niobio. Si desde 650 ºC se enfría lentamente, precipitan
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 19
preferencialmente carburos de cromo. Esto es exactamente lo que sucede en una
zona muy estrecha que está ubicada muy cerca de la línea de fusión.
Temperatura (ºC)
1230
70
500
800
Sin reacción
Precipitación de carburos de cromo
Precipitación de carburos de niobio y precipitaciónde carburos de cromo
Disolución de carburos de niobio y cromo
Figura 11.- Carta esquemática que muestra reacciones de precipitación y disolución en aceros
inoxidables 304 y 347.
La solución obvia es calentar la estructura después de 1040 ºC y enfriar
lentamente desde esa temperatura.
e) Corrosión intergranular de otras aleaciones.
En general, muchas aleaciones de aluminio dependen de la precipitación de otras
fases para lograr ciertos valores en las propiedades mecánicas siendo el
ejemplo más común el Duraluminio. Algunas aleaciones con base cobre,
magnesio, tienen un mecanismo de endurecimiento semejante. Todas ellas tienen
susceptibilidad de sufrir este tipo de corrosión en algunos ambientes.
7. Empobrecimiento Selectivo.
Este fenómeno consiste en la remoción de un elemento de una solución sólida
mediante un proceso de corrosión. El ejemplo más común es la remoción de
aluminio, hierro, cobalto, cromo y otros.
a) Deszincificación: características.
El latón común tiene 30%.Zn-70%Cu y es de color amarillo. La deszincificación se
aprecia fácilmente, porque la aleación toma un color rojo que corresponde al
cobre.
La deszincificación ocurre en dos morfologías características, ambas fácilmente
observables: uniforme y localizadas. El tipo uniforme ocurre en los latones de alto
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 20
contenido de zinc y en ambientes definidamente ácidos. El tipo localizado es más
común en los de bajo contenido de zinc y en ambientes alcalinos, neutros o
ligeramente ácidos.
b) Mecanismo de deszincificación.
Se han propuesto dos teorías al respecto:
Una establece que el zinc se disuelve y deja sitios vacantes en la estructura del
latón. Esta teoría no está probada. La teoría comúnmente aceptada postula tres
etapas:
disolución del latón
el zinc permanece en solución
el cobre se redeposita.
c) Prevención de la deszincificación.
La deszincificación puede ser minimizada reduciendo la agresividad del ambiente
o por protección catódica, pero en la mayoría de los casos estos métodos son
caros, comparados con la alternativa de seleccionar un mejor material. Una
aleación desarrollada especialmente para resistir este ataque es el llamado metal
del almirantazgo, que es latón 70-30 con 1% de estaño. Otras mejoras se obtienen
agregando pequeñas cantidades de arsénico, antimonio o fósforo como
inhibidores. El metal del almirantazgo arsenicado contiene 70%.Cu-29%Zn-1%.Sn-
0. 04%.As. Aparentemente estos inhibidores se redepositan en la superficie
evitando que redeposite el cobre.
d) Grafitización.
Las fundiciones grises a veces muestran efecto de empobrecimiento selectivo. Se
forma una capa de grafito superficial que puede ser fácilmente removida, esto es
lo que se llama grafitización o corrosión grafítica.
Lo que ocurre es que hay un empobrecimiento selectivo del hierro y el producto
superficial es una red de grafito superficial, huecos y herrumbre. El grafito es
catódico respecto al hierro y se crea una celda entre ellos. El proceso en sí es
peligroso porque se pierde completamente la resistencia del material.
e) Otras aleaciones.
El empobrecimiento selectivo mediante ambientes acuosos ocurre en otras
aleaciones en condiciones apropiadas, especialmente en ácidos.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 21
Por ejemplo, la remoción de aluminio de los bronces de aluminio en ácido
fluorhídrico, remoción de silicio de bronce silicoso y remoción de cobalto de las
aleaciones Co-W-Cr. Todos estos fenómenos han sido observados, pero son más
bien raros y en ningún caso tan bien conocidos como la deszincificacion.
A veces el empobrecimiento selectivo de un elemento en una aleación puede ser
beneficioso. Un enriquecimiento en silicio en la capa de óxido de aceros
inoxidables, ha sido relacionada con una mayor pasividad y resistencia mayor al
picado.
f) Altas temperaturas.
Se ha observado que a altas temperaturas, los aceros inoxidable expuestos a una
atmósfera de bajo oxígeno muestran una oxidación preferencial por el cromo, pero
empobreciendo la aleación. Si el ambiente se mantiene estacionario no hay
problema, pero la disminución del cromo en el acero inoxidable lo hace susceptible
al picado y otras formas más severas de corrosión en ambiente ácido acuoso.
8. Corrosión por erosión.
Este fenómeno es el incremento en la velocidad de corrosión sobre un material,
debido a un movimiento relativo entre el fluido corrosivo y la superficie de dicho
material. Por lo general, este movimiento es bastante rápido y hay involucrados
efectos de abrasión o desgaste mecánico.
La corrosión por erosión se caracteriza en su apariencia por hendiduras, zanjas,
ondulaciones, agujeros redondeados, valles, y generalmente exhiben una
configuración direccional.
La mayoría de los materiales son susceptibles a corrosión por erosión. Muchos
dependen de la formación de una capa superficial protectora para resistir la
corrosión. Se produce corrosión por erosión cuando esta capa es dañada o
gastada, permitiéndose un rápido ataque al material.
Muchos tipos de ambientes corrosivos pueden producir corrosión por erosión,
incluyendo gases soluciones acuosas, sistemas orgánicos y metales líquidos.
Especialmente agresivos son aquellos que poseen partículas sólidas en
suspensión.
a) Películas superficiales.
La naturaleza y las propiedades de las películas protectoras que se forman sobre
una aleación son muy importantes desde el punto de vista de la resistencia a la
corrosión por erosión. La habilidad de estas películas para proteger el material
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 22
dependen de la facilidad con que se forman al ser expuestas al ambiente por
primera vez, resistencia a la abrasión y su velocidad de regeneración cuando han
sido dañadas. Una película dura, densa, continua y adherente será más protectora
que la que es fácilmente gastada por abrasión, o que una frágil que se fractura
continuamente. Las características de esta película dependen muchas veces del
ambiente, y estas características a su vez determinan la resistencia a la corrosión
por erosión en ese ambiente.
b) Velocidad
La velocidad del ambiente tiene un rol importante en la corrosión por erosión; un
aumento en la velocidad del medio generalmente hace aumentar la rapidez del
ataque, en particular cuando las velocidades del medio son altas. En muchos
casos el efecto de la velocidad del medio es muy pequeño hasta que se alcanza
una velocidad crítica, a partir de la cual el ataque crece rápidamente. Estos
efectos se ilustran en la tabla 3.3.
El aumento en la velocidad puede aumentar o reducir el ataque, dependiendo de
sus efectos sobre el mecanismo de corrosión involucrado.
c) Turbulencias.
Muchas fallas de corrosión por erosión ocurren porque existen condiciones de flujo
turbulento. Turbulencia significa una mayor agitación del líquido en la superficie
del metal y un contacto más íntimo entre el ambiente y la superficie metálica.
d) Obstáculos.
Muchas fallas son directamente atribuidas a obstáculos, por ejemplo, un codo falló
justo en la zona en que el fluido era forzado a cambiar de dirección en el flujo, sin
que se afectaran otras partes de la línea. Sólidos en suspensión y burbujas en el
líquido aumentan el efecto de los obstáculos.
e) Efectos galvánicos.
Los efectos galvánicos pueden ser despreciables en condiciones estáticas, pero
pueden ser incrementados enormemente al tener un ambiente en movimiento. Se
dan casos en los cuales películas pasivas son destruidas por el efecto combinado
de la corrosión galvánica y la corrosión por erosión.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 23
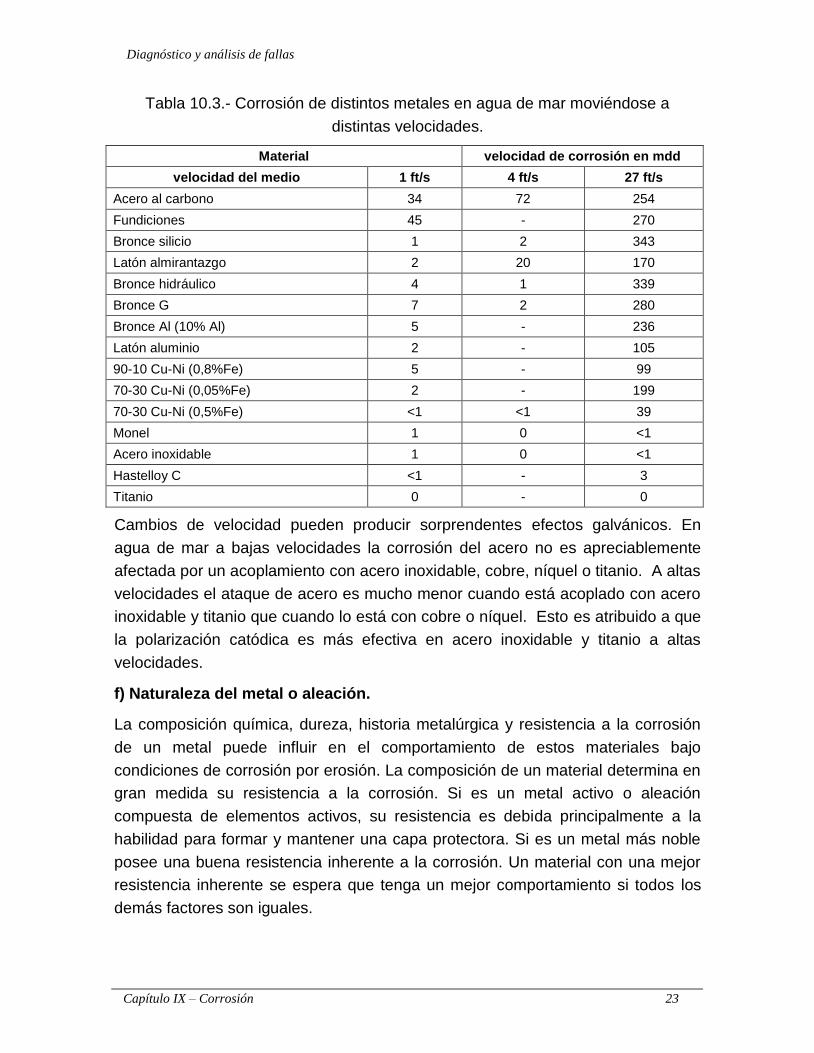
Tabla 10.3.- Corrosión de distintos metales en agua de mar moviéndose a
distintas velocidades.
Material velocidad de corrosión en mdd
velocidad del medio 1 ft/s 4 ft/s 27 ft/s
Acero al carbono 34 72 254
Fundiciones 45 - 270
Bronce silicio 1 2 343
Latón almirantazgo 2 20 170
Bronce hidráulico 4 1 339
Bronce G 7 2 280
Bronce Al (10% Al) 5 - 236
Latón aluminio 2 - 105
90-10 Cu-Ni (0,8%Fe) 5 - 99
70-30 Cu-Ni (0,05%Fe) 2 - 199
70-30 Cu-Ni (0,5%Fe) <1 <1 39
Monel 1 0 <1
Acero inoxidable 1 0 <1
Hastelloy C <1 - 3
Titanio 0 - 0
Cambios de velocidad pueden producir sorprendentes efectos galvánicos. En
agua de mar a bajas velocidades la corrosión del acero no es apreciablemente
afectada por un acoplamiento con acero inoxidable, cobre, níquel o titanio. A altas
velocidades el ataque de acero es mucho menor cuando está acoplado con acero
inoxidable y titanio que cuando lo está con cobre o níquel. Esto es atribuido a que
la polarización catódica es más efectiva en acero inoxidable y titanio a altas
velocidades.
f) Naturaleza del metal o aleación.
La composición química, dureza, historia metalúrgica y resistencia a la corrosión
de un metal puede influir en el comportamiento de estos materiales bajo
condiciones de corrosión por erosión. La composición de un material determina en
gran medida su resistencia a la corrosión. Si es un metal activo o aleación
compuesta de elementos activos, su resistencia es debida principalmente a la
habilidad para formar y mantener una capa protectora. Si es un metal más noble
posee una buena resistencia inherente a la corrosión. Un material con una mejor
resistencia inherente se espera que tenga un mejor comportamiento si todos los
demás factores son iguales.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 24
Los metales blandos son más susceptibles a la corrosión por erosión porque ellos
están más sujetos a la abrasión mecánica. La dureza es un criterio bastante
bueno para la resistencia a la erosión mecánica, pero no es necesariamente un
buen criterio para predecir resistencia a la corrosión por erosión.
Hay muchos métodos para endurecer metales y aleaciones. Un método seguro
para producir buena resistencia a la corrosión por erosión es endurecimiento por
solución sólida, esto es, agregar otro elemento par producir una solución sólida
que sea resistente a la corrosión e inherentemente estable. El endurecimiento por
tratamiento térmico produce cambios microestructurales y heterogeneidades que
por lo general disminuyen la resistencia a la corrosión.
g) Prevención de la corrosión por erosión.
Se usan cinco métodos para eliminar o minimizar el daño debido a la corrosión por
erosión. En orden de importancia por extensión de uso son:
Diseño.
Alteración del ambiente.
Recubrimientos.
Protección catódica.
Las razones para usar mejores materiales son obvias. Este método representa la
solución económica a la mayoría de los problemas de corrosión por erosión.
El diseño representa cambios en la forma o geometría, y no selección de
materiales. Ejemplos hay varios: aumentar diámetro de cañerías, radio de
curvaturas de codos, reforzar partes débiles, etc.
La desaireación y la adición de inhibidores son métodos afectivos de alteración de
ambientes, pero en muchos casos no son lo suficientemente económicos.
También son efectivos la decantación y filtrado de partículas sólidas.
Recubrimientos aplicados de varios tipos siempre y cuando posean una buena
resistencia a la abrasión y adherencia son efectivos para combatir la corrosión por
erosión. La protección catódica ayuda a reducir el ataque, pero no ha hallado un
uso amplio en la corrosión por erosión.
h) Daño por cavitación.
Este fenómeno es una forma especial de corrosión por erosión que es causado
por la formación y colapso de burbujas de vapor en un líquido cerca de la
superficie de un metal. El daño por cavitación ocurre en las turbinas hidráulicas,

Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 25
hélices de barco, impulsores de bomba y otras superficies en que se juntan flujos
de líquidos a alta velocidad y cambios de presión.
i) Corrosión por desgaste.
Igual al anterior, desgaste describe la corrosión que ocurre en las áreas de
contacto entre materiales bajo cargas sujetas a vibraciones y deslizamientos.
Aparece como pits o muescas en el metal rodeados por los productos de
corrosión, se le conoce también como oxidación por desgaste, oxidación por
abrasión y Brinell falso. Ha sido observado en componentes de motores, partes
automotrices, y en otras maquinarias. Esencialmente, el desgaste es un caso
especial de corrosión por erosión que ocurre en la atmósfera en vez de hacerlo en
un medio acuoso.
9. Corrosión bajo tensiones
Agrietamiento por corrosión bajo tensiones se refiere al causado por la presencia
simultánea de esfuerzos de tracción y un medio corrosivo específico. Durante la
corrosión bajo tensiones, la aleación virtualmente no sufre ataque sobre la
mayoría de su superficie, sin embargo, progresan a través de ellas finas grietas. El
fenómeno de agrietamiento puede tener consecuencias serias, ya que puede
ocurrir a valores del esfuerzo dentro del rango típico del diseño.
Las variables importantes que afectan a la corrosión bajo tensión y al
agrietamiento que producen son temperatura, composición de la solución,
aleación, esfuerzo y estructura metálica.
a) Morfología de grietas.
Las grietas de corrosión bajo tensión tienen la apariencia de una fractura frágil.
Aunque este tipo de corrosión no es estrictamente un proceso mecánico, es
conveniente nombrar el proceso y sus características generales con la tecnología
usada para el agrietamiento mecánico.
Se observan agrietamientos tanto intergranulares como transgranulares. Ambas
formas ocurren a menudo en la misma aleación dependiendo del ambiente y la
estructura.
El agrietamiento por lo general avanza en dirección perpendicular al esfuerzo
aplicado, salvo en casos de esfuerzos planos. Por ejemplo, la tapa hemisférica de
un estanque a presión, donde las grietas aparecen orientadas al azar.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 26
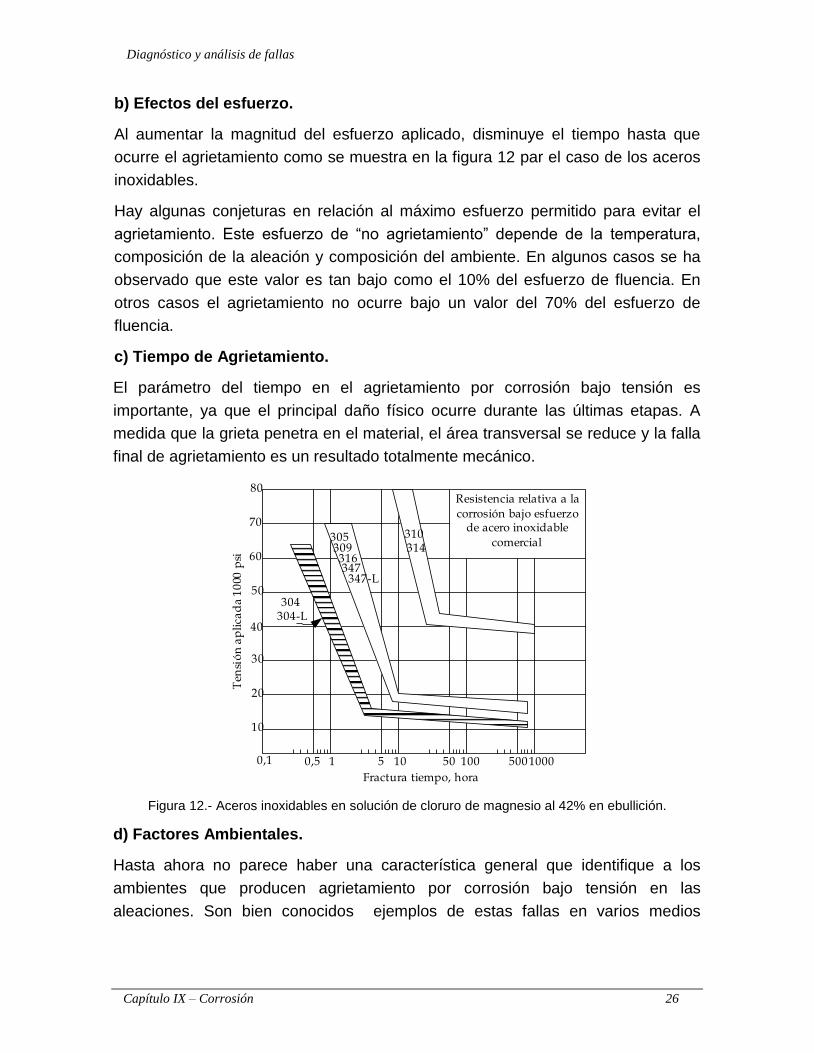
b) Efectos del esfuerzo.
Al aumentar la magnitud del esfuerzo aplicado, disminuye el tiempo hasta que
ocurre el agrietamiento como se muestra en la figura 12 par el caso de los aceros
inoxidables.
Hay algunas conjeturas en relación al máximo esfuerzo permitido para evitar el
agrietamiento. Este esfuerzo de “no agrietamiento” depende de la temperatura,
composición de la aleación y composición del ambiente. En algunos casos se ha
observado que este valor es tan bajo como el 10% del esfuerzo de fluencia. En
otros casos el agrietamiento no ocurre bajo un valor del 70% del esfuerzo de
fluencia.
c) Tiempo de Agrietamiento.
El parámetro del tiempo en el agrietamiento por corrosión bajo tensión es
importante, ya que el principal daño físico ocurre durante las últimas etapas. A
medida que la grieta penetra en el material, el área transversal se reduce y la falla
final de agrietamiento es un resultado totalmente mecánico.
10
20
30
40
50
60
70
80
0,1 0,5 1 5 10 50 100 500 1000
304 304-L
305 310 314
Fractura tiempo, hora
Ten
sió
na
pli
cad
a1
000
psi
Resistencia relativa a la
corrosión bajo esfuerzode acero inoxidable
comercial309316347
347-L
Figura 12.- Aceros inoxidables en solución de cloruro de magnesio al 42% en ebullición.
d) Factores Ambientales.
Hasta ahora no parece haber una característica general que identifique a los
ambientes que producen agrietamiento por corrosión bajo tensión en las
aleaciones. Son bien conocidos ejemplos de estas fallas en varios medios
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 27
acuosos, pero también puede ocurrir en metales líquidos, sales fundidas y líquidos
orgánicos no acuosos.
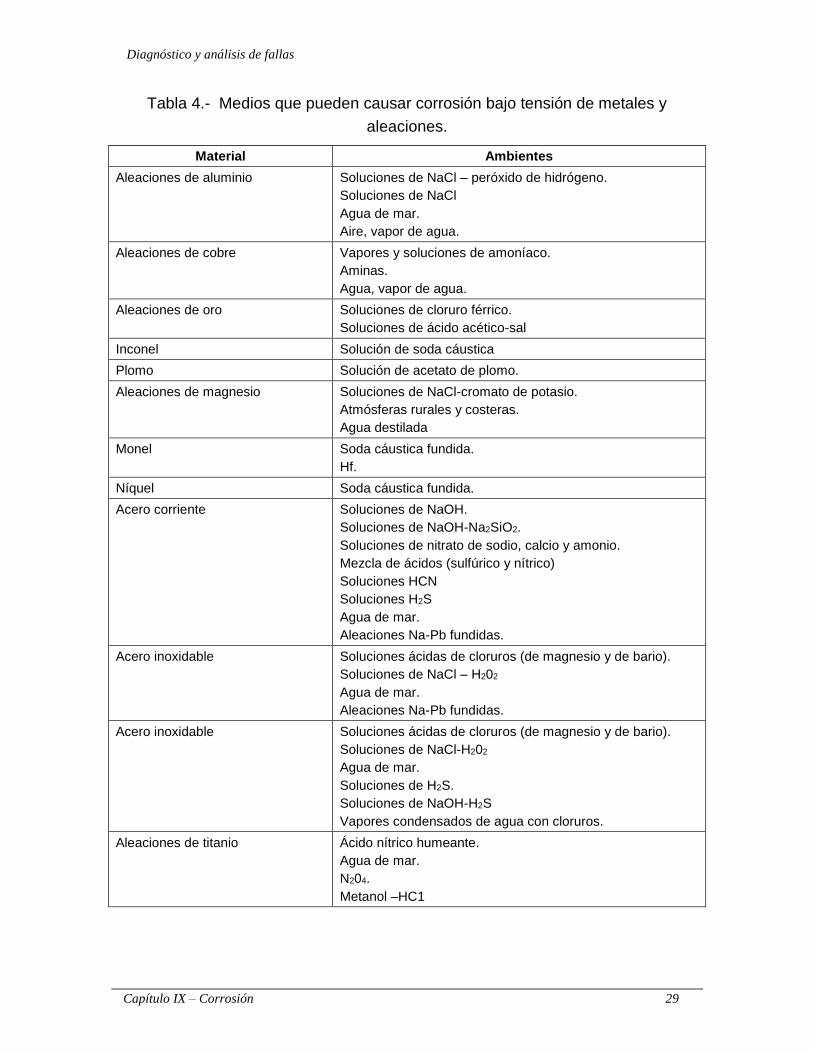
La tabla 4 da una lista de algunos sistemas ambiente-aleación en los que ocurre
agrietamiento.
Como en la mayoría de las reacciones químicas, el agrietamiento por corrosión
bajo tensión es acelerado a medida que crece la temperatura.
El estado físico del ambiente también es importante. Las aleaciones expuestas a
ambientes acuosos monofásicos son a veces atacadas menos severamente a la
misma temperatura y esfuerzo que cuando son expuestas a condiciones mojada y
seca alternada.
e) Factores metalúrgicos.
La susceptibilidad a agrietamiento por corrosión bajo tensión es afectada por la
composición química promedio, orientación preferencial de los granos,
composición y distribución de los precipitados, interacciones entre dislocaciones y
progreso de la transformación de fase. Estos factores interactúan a su vez con la
composición ambiental y el esfuerzo para afectar el tiempo de agrietamiento, pero
es una consideración secundaria.
f) Mecanismo.
Aunque la corrosión bajo tensión representa uno de los más importantes
problemas de la corrosión, su mecanismo no se comprende bien. Se cree que hay
interacciones complejas entre las propiedades del metal, interfase y ambiente; se
cree además que es poco probable que se halle un mecanismo único aplicable a
todos los sistemas metal-ambiente.
La corrosión juega un rol importante en la iniciación de una grieta; un pit, una raya
u otra discontinuidad superficial actúan como concentradores de esfuerzos.
Una vez que ha partido una grieta, en su punta el valor del esfuerzo es alto. Se ha
observado por emisión acústica que la grieta se propaga en pasos discretos.
En la punta de la grieta puede ocurrir deformación plástica debida a los altos
valores del esfuerzo. Esto puede precipitar ciertas transformaciones de fases (si
la aleación es metaestable), dando origen a un cuadro nuevo en esta zona.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 28
g) Métodos de prevención.
Debido a que los mecanismos no son comprendidos totalmente, los métodos de
prevención de este ataque son generales o descubiertos empíricamente. Estos
métodos son;
Disminuir el esfuerzo.
Eliminación de las especies críticas del ambiente.
Cambiar la aleación.
Aplicar protección catódica.
Agregar inhibidores.
10 Daño por hidrógeno.
Es un término general que se refiere al daño mecánico de un metal causado por la
presencia de, o por la interacción por hidrógeno.
El daño por hidrógeno puede clasificarse en cuatro tipos distintos:
Formación de ampollas por hidrógeno.
Fragilización por hidrógeno.
Descarburización.
Ataque por hidrógeno.
El ampollamiento resulta por la penetración del hidrógeno en el metal. El resultado
es una deformación localizada, y en casos extremos, la destrucción total de la
zona afectada.
La fragilización por hidrógeno también es causada por la penetración del
hidrógeno dentro del metal, lo que resulta en pérdida de ductilidad y de resistencia
a la tracción.
Descarburización, o la remoción del carbono desde el acero, es a menudo
producido por hidrógeno húmedo a altas temperaturas, y resulta en una
disminución de la resistencia a la tracción.
El ataque por hidrógeno se refiere a la interacción entre el hidrógeno y un
componente de la aleación a alta temperatura. Un ejemplo típico es la
desintegración de cobre que contiene oxígeno en presencia de hidrógeno, por la
formación interna de burbujas de agua.
Diagnóstico y análisis de fallas
Capítulo IX – Corrosión 29
Tabla 4.- Medios que pueden causar corrosión bajo tensión de metales y
aleaciones.
Material Ambientes
Aleaciones de aluminio Soluciones de NaCl – peróxido de hidrógeno.
Soluciones de NaCl
Agua de mar.
Aire, vapor de agua.
Aleaciones de cobre Vapores y soluciones de amoníaco.
Aminas.
Agua, vapor de agua.
Aleaciones de oro Soluciones de cloruro férrico.
Soluciones de ácido acético-sal
Inconel Solución de soda cáustica
Plomo Solución de acetato de plomo.
Aleaciones de magnesio Soluciones de NaCl-cromato de potasio.
Atmósferas rurales y costeras.
Agua destilada
Monel Soda cáustica fundida.
Hf.
Níquel Soda cáustica fundida.
Acero corriente Soluciones de NaOH.
Soluciones de NaOH-Na2SiO2.
Soluciones de nitrato de sodio, calcio y amonio.
Mezcla de ácidos (sulfúrico y nítrico)
Soluciones HCN
Soluciones H2S
Agua de mar.
Aleaciones Na-Pb fundidas.
Acero inoxidable Soluciones ácidas de cloruros (de magnesio y de bario).
Soluciones de NaCl – H202
Agua de mar.
Aleaciones Na-Pb fundidas.
Acero inoxidable Soluciones ácidas de cloruros (de magnesio y de bario).
Soluciones de NaCl-H202
Agua de mar.
Soluciones de H2S.
Soluciones de NaOH-H2S
Vapores condensados de agua con cloruros.
Aleaciones de titanio Ácido nítrico humeante.
Agua de mar.
N204.
Metanol –HC1


















