ALAF 5-032 2002 Soldadura Aluminotérmica técnica del INTI, orientados a buscar soluciones para los...
27
Ensayo de soldadura de rieles ALAF 5-032_2002_Soldadura Aluminotérmica
Transcript of ALAF 5-032 2002 Soldadura Aluminotérmica técnica del INTI, orientados a buscar soluciones para los...

Ensayo de soldadura de rieles ALAF 5-032_2002_Soldadura Aluminotérmica

Contenido
• El INTI: Misión, Centros de Investigación, RRHH, Oferta tecnológica.
• INTI-Mecánica: Misión, Unidades Técnicas, otros servicios.
• Laboratorio de Transporte Ferroviario: Misión, Visión.
• Soldadura de rieles
• Ensayos según ALAF 5-032:2002
o Inspección visual
o Alineación
o Flexión
o Dureza
o Porosidad
o Metalografía: Macrografía y micrografía.

El INTI Misión

El INTI Red Nacional de Vinculación Tecnológica

El INTI Parque tecnológico Miguelete, Partido de San Martín

El INTI Vinculación Tecnológica

Servicio público de generación y transferencia
de tecnología industrial que contribuye de manera
permanente y sustentable al desarrollo del Sector
Metalmecánico Productivo en particular y al
bienestar de la sociedad en general.
INTI – Mecánica Misión

Más de 120 profesionales, técnicos
y personal administrativo se
distribuyen en los tres edificios de
INTI-Mecánica.
Edificio 9:
Ensayos No Destructivos
Servicios Especiales
Edificio 43:
Máquinas y Herramientas
Edificio 46:
Construcciones Mecánicas
Metalogía
Servicios Especiales
Materiales
transporte
INTI – Mecánica

• Soldadura
• Calificación de personal y procedimientos
de soldadura
• Capacitación
• Diseño mecánico
• Mecánica computacional / simulación
• Fundición
• Extensómetro
INTI – Mecánica Unidades Técnicas – Construcciones Mecánicas

• Líquidos penetrantes
• Partículas magnetizables
• Corrientes inducidas
• Ultrasonidos
• Radiografía industrial
• Capacitación y calificación de personal
según ISO9712
• Verificación de equipamiento
INTI – Mecánica Unidades Técnicas – Ensayos no destructivos

• Ensayos mecánicos
Dureza, tracción, compresión, flexión,
plegado, charpy
• Fatiga
• Metalografía
• Productos siderúrgicos
• Tratamiento térmicos
• Análisis de procesos de fabricación
INTI – Mecánica Unidades Técnicas – Metalogía

Maquinas y herramientas
• Metrología
• Calibración de cintas métricas
• Maquinabilidad
• Ensayo de herramientas de corte
• Cad/cam
• Procesos de conformado y mecanizado
• Proyectos y prototipos
Servicios especiales
• Microscopia electrónica de barrido
• Análisis semicuantitativo (sonda edax)
• Taller de mecanizado
• Regímenes especiales
INTI – Mecánica Unidades Técnicas

• Laboratorio de Análisis de Falla
• Laboratorio de Biomateriales
• Laboratorio de Tratamiento de Superficies
• Laboratorio de Transporte Ferroviario
• Laboratorio de Transporte Vertical y de Cargas
• Laboratorio Automotriz
• Laboratorio de Transporte de Personas por Cable
INTI – Mecánica Unidades Técnicas – Construcciones Mecánicas
Materiales Transporte

INTI – Mecánica Otros servicios
• Parques De Diversión
• Medios De Elevación
• Ascensores
• Recipientes a Presión y Calderas
• Industria Automotriz / Vial / Minera
Inspecciones
Peritajes judiciales
Certificación
• Aceros
• Bicicletas
• Maquinaria
• Licencia de configuración de modelo
• Autopartes
• Certificación voluntaria
• Personal en soldadura
• Personal en ensayos no destructivos

Laboratorio de Transporte Ferroviario
Misión
Visión
Constituirse en un área dedicada al desarrollo, investigación y
colaboración técnica en los temas vinculados con la industria ferroviaria,
interactuando con organismos estatales nacionales, provinciales y municipales,
empresas ferroviarias, concesionarios y cooperativas que así lo requieran.
Ser reconocidos como un equipo de profesionales respaldados por la
capacidad técnica del INTI, orientados a buscar soluciones para los problemas
del sector, con iniciativa, responsabilidad e idoneidad.
Esperamos ser percibidos como una de las primeras opciones técnicas
para la investigación y el desarrollo del sector ferroviario nacional.
Nuestro modelo a seguir es el Transportation Tecnology Center Inc.
(TTCI) de EEUU.

Soldadura de rieles
Aluminotérmica
Flash Butt Welding (FBW) o
Chisporroteo

Ensayos de soldaduras aluminotérmicas
ALAF 5-032:2002
Actualmente ADIF SE solicita una batería de ensayos
cada 500 soldaduras ejecutadas, lo que aproximadamente
representa 1 muestra cada 5 km de vía (10 km de riel).
Para poder efectuar todos los ensayos se requiere 1
(una) muestra de riel soldado integrada por dos cupones:
• Cupón 1: Riel con soldadura en el centro de 450 mm
• Cupón 2: Riel con soldadura en el centro de 1300 mm

Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Inspección visual
Inciso Criterio de aceptación
3.7
Sin defectos eliminatorios.
Menos de dos defectos accesorios en cordón de soldadura o superficie de rodadura.
Hasta un defecto accesorio en la zona de unión de la soldadura y el material base
Al momento de recepción de la muestra se realiza la
Inspección visual en búsqueda de:
• Defectos accesorios.
Son aquellos localizados en la soldadura que, en solitario, no
afectan a su calidad.
• Defectos eliminatorios.
Se considera Defecto Eliminatorio aquel que pone en peligro la
vida útil de la soldadura ya que puede provocar por sí mismo la
rotura o la aparición de otros defectos que hacen peligrar su
comportamiento, por lo que automáticamente la invalida.
Las zonas a inspeccionar son fundamentalmente tres:
Unión del acero de aportación con el laminado.
Superficie de rodadura y cara activa de la unión soldada.
Cordón de la Soldadura.

Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Alineación
Alineación en planta (horizontal)
Alineación en alzada (vertical)
Inciso Criterio de aceptación
4.5
Desalineación en planta
(horizontal) ≤ 0,5 mm
Desalineación en alzado
(vertical) ≤ 0,5 mm

Consisten en una flexión en tres puntos.
Para la determinación de la carga mínima (R) de rotura a flexión se utiliza la ecuación siguiente:
Donde:
W= 247,8 cm³ para el perfil de riel UIC54 E1
σ: 8,970 T/cm² = 880 MPa (dato obtenido de la norma EN 13764-1:2011)
Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Flexión
R ≥ 0.034[cm-1] * W * σ = 85 Tn

Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Flexión
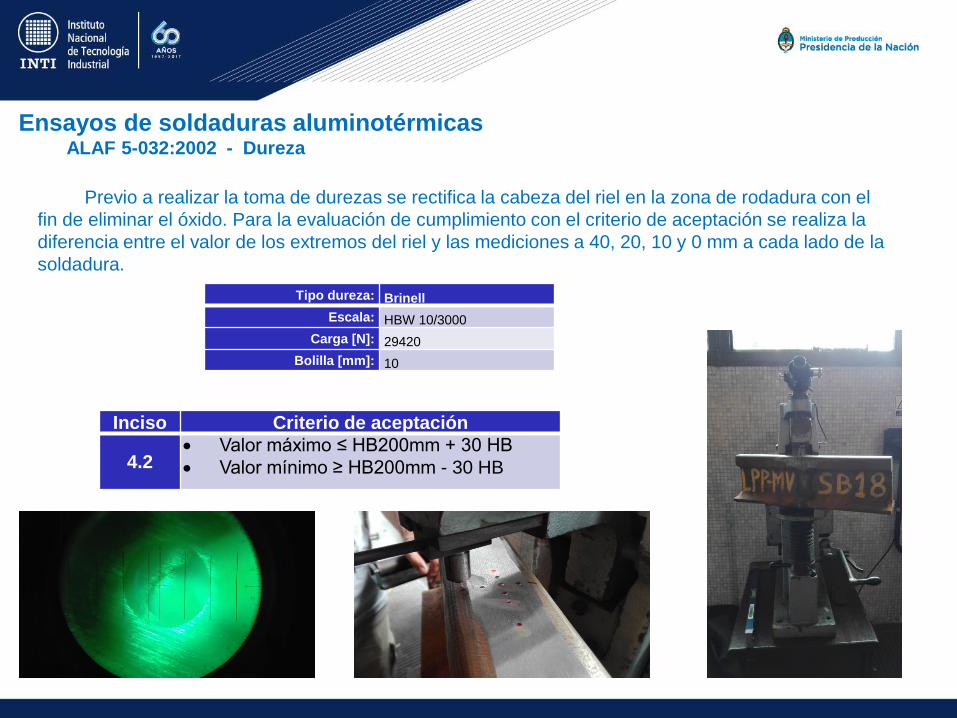
Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Dureza
Inciso Criterio de aceptación
4.2 Valor máximo ≤ HB200mm + 30 HB
Valor mínimo ≥ HB200mm - 30 HB
Tipo dureza: Brinell
Escala: HBW 10/3000
Carga [N]: 29420
Bolilla [mm]: 10
Previo a realizar la toma de durezas se rectifica la cabeza del riel en la zona de rodadura con el
fin de eliminar el óxido. Para la evaluación de cumplimiento con el criterio de aceptación se realiza la
diferencia entre el valor de los extremos del riel y las mediciones a 40, 20, 10 y 0 mm a cada lado de la
soldadura.

Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Porosidad
Inciso Criterio de aceptación
4.3
Zona alma por arriba eje de simetría ≤ 0,05% de la sección
Zona cabeza y por debajo de la línea de simetría sin poros
Ø poro ≤ 0,05 mm
Se realiza un corte con sierra continua bajo un abundante caudal de fluido de corte, de la sección
media del metal de soldadura.

Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Macrografía
Inciso Criterio de aceptación
4.4
Unión entre soldadura y metal base completa
Sin incrustaciones de escoria o arena
Para cala de 25mm:
30 mm ≤ Ancho ZAC hongo ≤ 81 mm
30 mm ≤ Ancho ZAC alma ≤ 65 mm
30mm ≤ Ancho ZAC patín ≤ 81 mm
La norma ALAF especifica la realización de una impresión Baumann para revelar la ZAC (zona
afectada por el calor) con el fin de evidenciar inconvenientes en el precalentamiento. Este método no
permite obtener dicha determinación por lo cual actualmente se realiza un ataque con Supernital (ácido
nítrico al 10%)

Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Macrografía

Ensayos de soldaduras aluminotérmicas ALAF 5-032:2002 - Micrografía
Inciso Criterio de aceptación
4.4 Estructura completamente
perlítica en zonas a evaluar
Luego de realizar la macrografía se
pule nuevamente la probeta
atacándola con reactivo N° 74 (Nital)
de la norma ASTM E407. Se evalúan
el hongo, centro de patín y lateral del
patín en el metal de soldadura, ZAC y
metal base de cada una.

Francisco Jose Polano INTI- Mecánica
Laboratorio de Transporte Ferroviario
Teléfono (54 11) 4724 6200/6300/6400
Interno 7089
Parque Tecnológico Migueletes,
Av. General Paz 5445, San Martín,
Buenos Aires, Argentina
¡Muchas Gracias por su
atención!