3. Clase de Uniones Soldadas
24
Dr.Ing. F. Alva Dávila UNIONES UNIONES SOLDADAS UNIONES SOLDADAS La soldadura es un proceso de unión entre metales por la acción del calor, con o sin aportación de material metálico nuevo, dando continuidad a los elementos unidos. Es necesario suministrar calor hasta que el material de aportación funda y una ambas superficies. VENTAJAS Simplicidad de diseño Reducción de peso, debido a la menor cantidad de planchas refuerzo Rapidez de ejecución, que se traduce en el ahorro de tiempo Economía de material ( se descarta pernos y remaches) DESVENTAJAS La soldadura es bastante difícil su ejecución y a veces imposible obtener la seguridad y garantía absoluta de la perfecta ejecución del trabajo de soldado. TIPOS DE SOLDADURAS SOLDADURAS A TOPE: Son las realizadas sobre uniones a tope, independientemente de la forma del chaflán, que podrá ser plano, en bisel, en V 1
-
Upload
pedroantoni22 -
Category
Documents
-
view
87 -
download
5
Transcript of 3. Clase de Uniones Soldadas

Dr.Ing. F. Alva Dávila
UNIONES
UNIONES SOLDADASUNIONES SOLDADAS
La soldadura es un proceso de unión entre metales por la acción del
calor, con o sin aportación de material metálico nuevo, dando
continuidad a los elementos unidos.
Es necesario suministrar calor hasta que el material de aportación
funda y una ambas superficies.
VENTAJAS
Simplicidad de diseño
Reducción de peso, debido a la menor cantidad de planchas
refuerzo
Rapidez de ejecución, que se traduce en el ahorro de tiempo
Economía de material ( se descarta pernos y remaches)
DESVENTAJAS
La soldadura es bastante difícil su ejecución y a veces imposible
obtener la seguridad y garantía absoluta de la perfecta ejecución del
trabajo de soldado.
TIPOS DE SOLDADURAS
SOLDADURAS A TOPE: Son las realizadas sobre uniones a tope,
independientemente de la forma del chaflán, que podrá ser plano, en
bisel, en V
1
Diseño de Elementos de Maquinas I
UNIONES
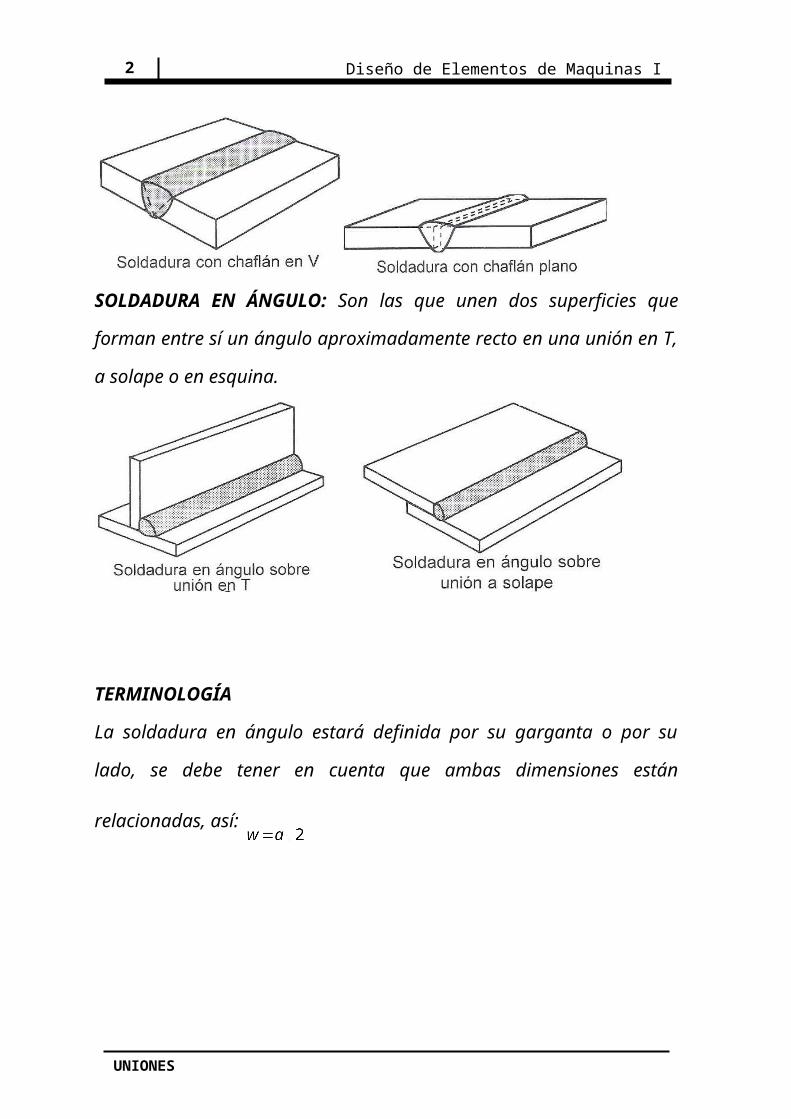
SOLDADURA EN ÁNGULO: Son las que unen dos superficies que
forman entre sí un ángulo aproximadamente recto en una unión en T,
a solape o en esquina.
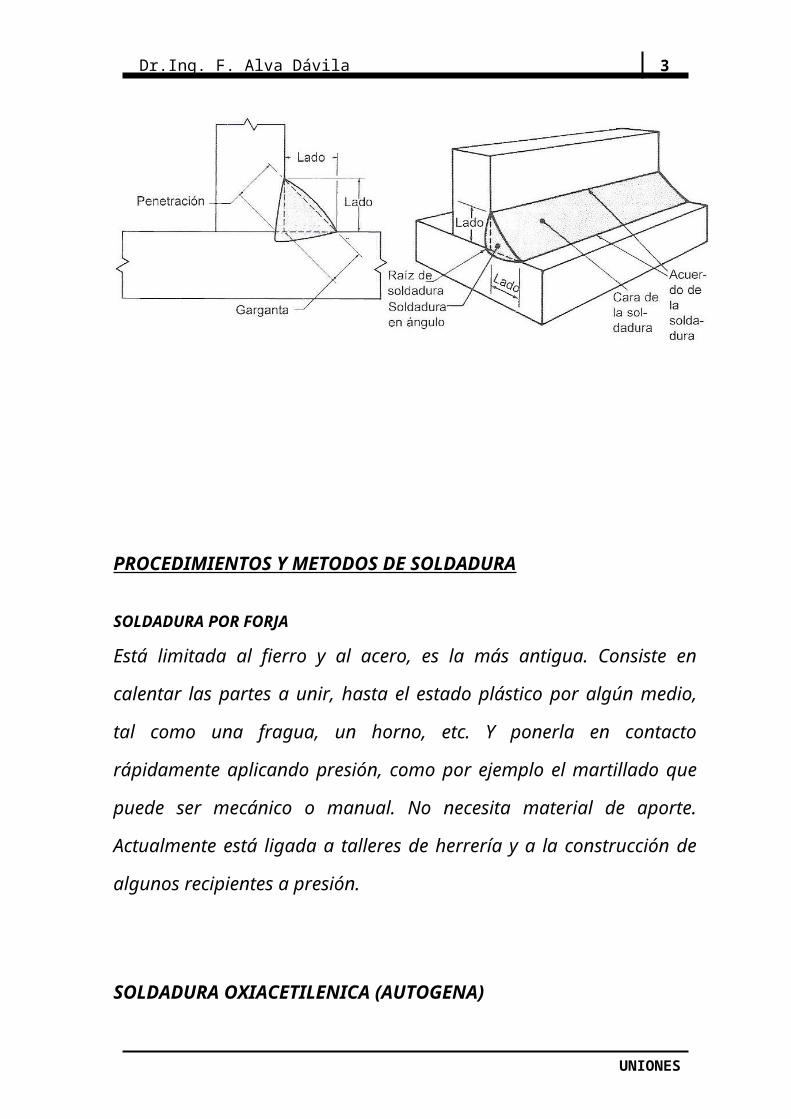
TERMINOLOGÍA
La soldadura en ángulo estará definida por su garganta o por su lado,
se debe tener en cuenta que ambas dimensiones están relacionadas,
así:
2
Dr.Ing. F. Alva Dávila
UNIONES
PROCEDIMIENTOS Y METODOS DE SOLDADURA
SOLDADURA POR FORJA
Está limitada al fierro y al acero, es la más antigua. Consiste en
calentar las partes a unir, hasta el estado plástico por algún medio, tal
como una fragua, un horno, etc. Y ponerla en contacto rápidamente
aplicando presión, como por ejemplo el martillado que puede ser
mecánico o manual. No necesita material de aporte. Actualmente está
ligada a talleres de herrería y a la construcción de algunos recipientes
a presión.
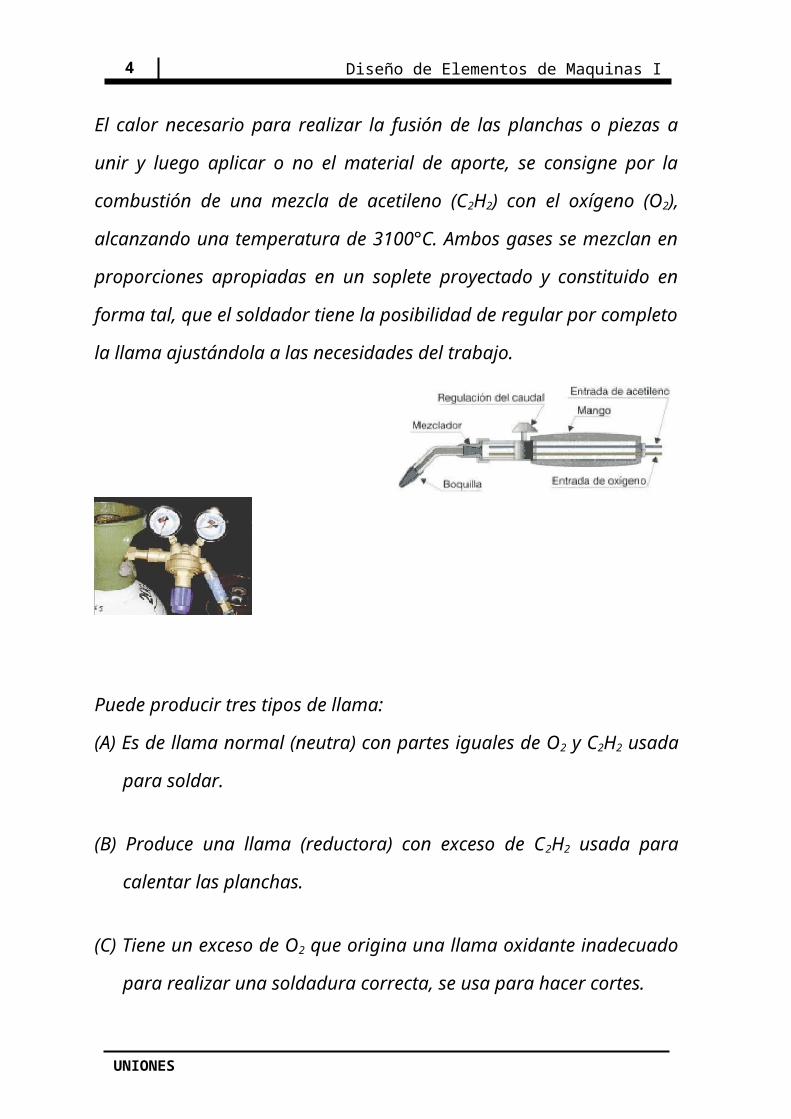
SOLDADURA OXIACETILENICA (AUTOGENA)
El calor necesario para realizar la fusión de las planchas o piezas a
unir y luego aplicar o no el material de aporte, se consigne por la
combustión de una mezcla de acetileno (C2H2) con el oxígeno (O2),
alcanzando una temperatura de 3100°C. Ambos gases se mezclan en
proporciones apropiadas en un soplete proyectado y constituido en
forma tal, que el soldador tiene la posibilidad de regular por completo
la llama ajustándola a las necesidades del trabajo.
Puede producir tres tipos de llama:
3
Diseño de Elementos de Maquinas I
UNIONES
(A) Es de llama normal (neutra) con partes iguales de O2 y C2H2 usada
para soldar.
(B) Produce una llama (reductora) con exceso de C2H2 usada para
calentar las planchas.
(C) Tiene un exceso de O2 que origina una llama oxidante inadecuado
para realizar una soldadura correcta, se usa para hacer cortes.
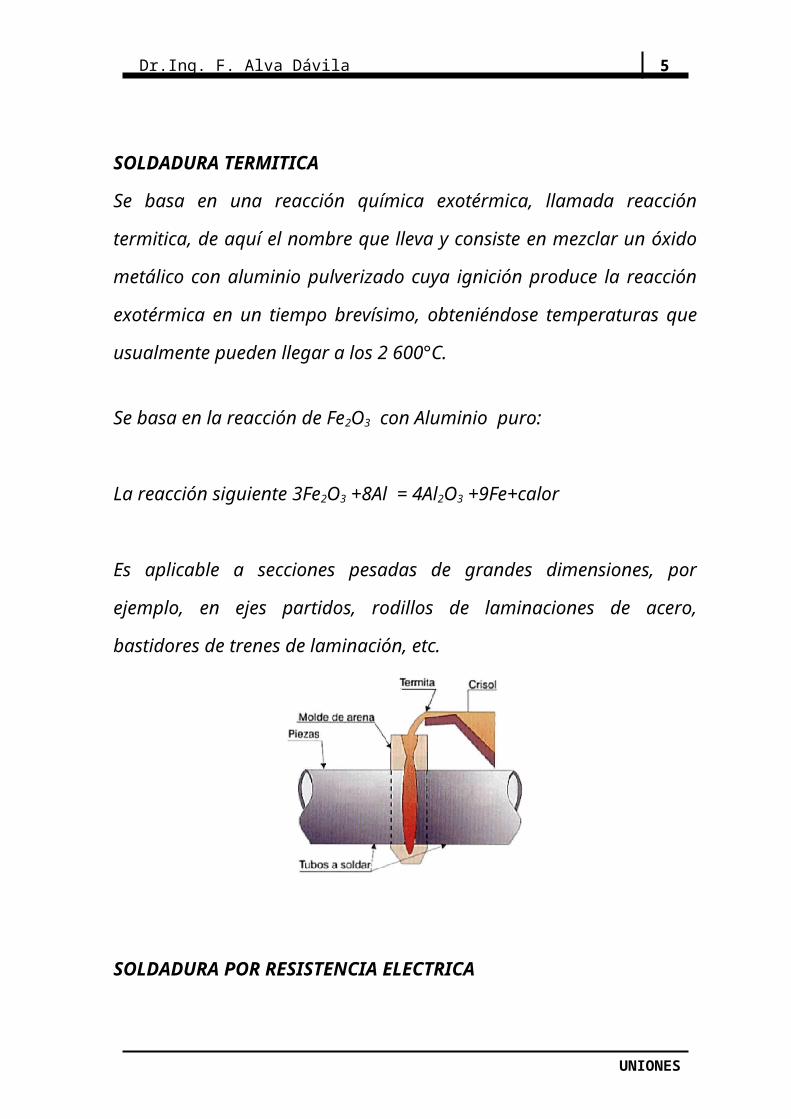
SOLDADURA TERMITICA
Se basa en una reacción química exotérmica, llamada reacción
termitica, de aquí el nombre que lleva y consiste en mezclar un óxido
metálico con aluminio pulverizado cuya ignición produce la reacción
exotérmica en un tiempo brevísimo, obteniéndose temperaturas que
usualmente pueden llegar a los 2 600°C.
Se basa en la reacción de Fe2O3 con Aluminio puro:
La reacción siguiente 3Fe2O3 +8Al = 4Al2O3 +9Fe+calor
Es aplicable a secciones pesadas de grandes dimensiones, por
ejemplo, en ejes partidos, rodillos de laminaciones de acero,
bastidores de trenes de laminación, etc.
4
Dr.Ing. F. Alva Dávila
UNIONES
SOLDADURA POR RESISTENCIA ELECTRICA
Este tipo de soldadura usa como fuente de calor o energía, corriente
alterna, continua o energía almacenada. Su uso se justifica en la
industria por su rapidez y buena apariencia externa como por ejemplo
en fábricas de muebles de acero, refrigeradoras, y en especial en la
industria automotriz.
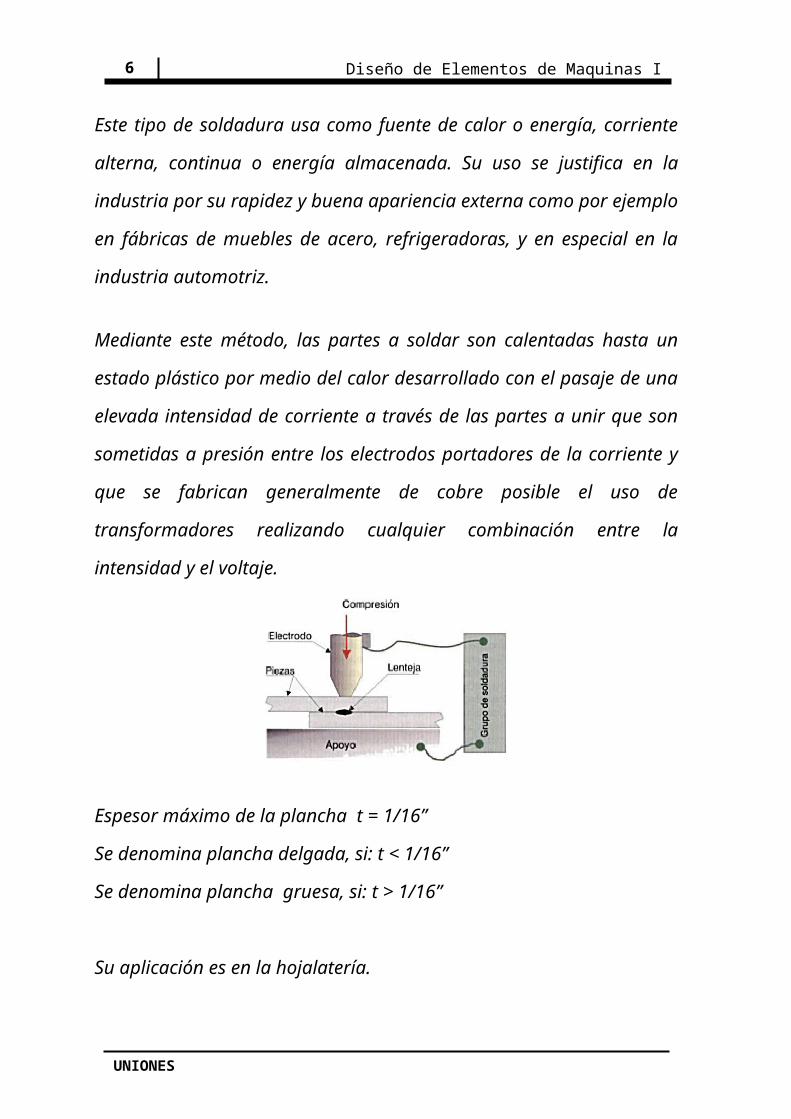
Mediante este método, las partes a soldar son calentadas hasta un
estado plástico por medio del calor desarrollado con el pasaje de una
elevada intensidad de corriente a través de las partes a unir que son
sometidas a presión entre los electrodos portadores de la corriente y
que se fabrican generalmente de cobre posible el uso de
transformadores realizando cualquier combinación entre la intensidad
y el voltaje.
5
Diseño de Elementos de Maquinas I
UNIONES
Espesor máximo de la plancha t = 1/16”
Se denomina plancha delgada, si: t < 1/16”
Se denomina plancha gruesa, si: t > 1/16”
Su aplicación es en la hojalatería.
Si se pone rodillos se forma una costura y el tiempo debe ser lo
necesario para que caliente. Si se ponen barras, se llama soldadura
por puntos.
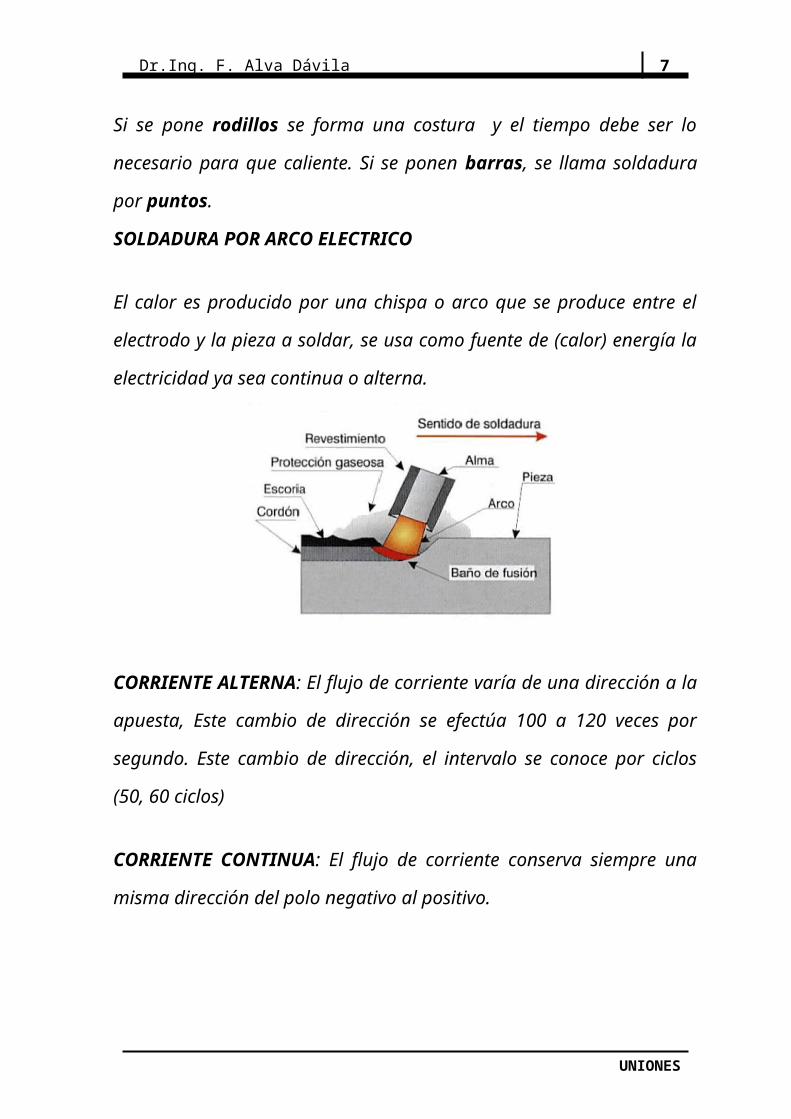
SOLDADURA POR ARCO ELECTRICO
El calor es producido por una chispa o arco que se produce entre el
electrodo y la pieza a soldar, se usa como fuente de (calor) energía la
electricidad ya sea continua o alterna.
CORRIENTE ALTERNA: El flujo de corriente varía de una dirección a
la apuesta, Este cambio de dirección se efectúa 100 a 120 veces por
segundo. Este cambio de dirección, el intervalo se conoce por ciclos
(50, 60 ciclos)
CORRIENTE CONTINUA: El flujo de corriente conserva siempre una
misma dirección del polo negativo al positivo.
6
Dr.Ing. F. Alva Dávila
UNIONES
POLARIDAD: En la corriente continua es importante saber la
dirección del flujo de corriente. La dirección del flujo de corriente en el
circuito de soldadura es expresada en término de POLARIDAD.
POLARIDAD DIRECTA O NORMAL: Se llama así, cuando el porta-
electrodo es conectado al polo (-) de la fuente de poder y el cable de
tierra a polo (+). Con esto se logra mayor velocidad de deposición del
material de aporte.
POLARIDAD INVERTIDA: Se llama así, cuando el porta- electrodo es
conectado al polo (+) de la fuente de poder y el cable a tierra al polo
(-). Con esto se logra mayor penetración, es utilizado para soldar
materiales no ferrosos como el Al, Cu y aleaciones.
ELECTRODOS: Se llama así a las varillas empleadas como
materiales de aporte y que son por lo general de la misma
composición de las planchas a soldar.
La varilla tiene un revestimiento que es el material de aporte, lo
protege del O2 del medio ambiente y que permite un enfriamiento lento
de la junta. También sirve como estabilizador de arco.
7

Diseño de Elementos de Maquinas I
UNIONES
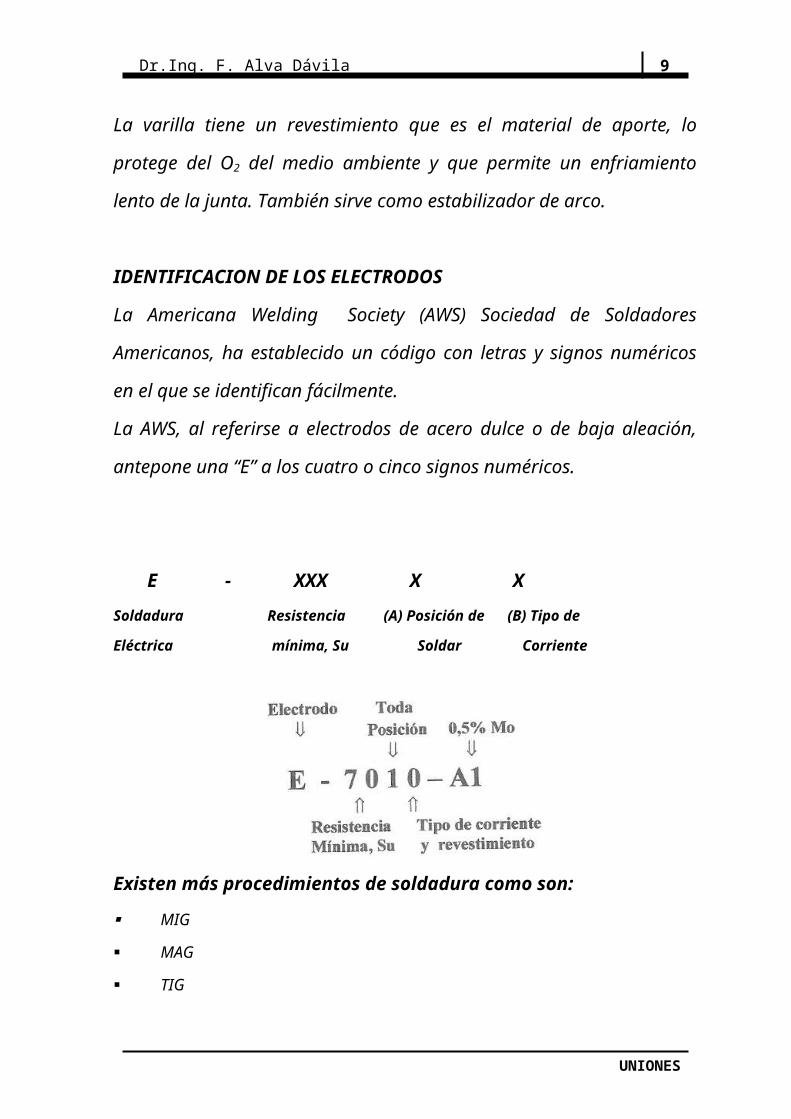
IDENTIFICACION DE LOS ELECTRODOS
La Americana Welding Society (AWS) Sociedad de Soldadores
Americanos, ha establecido un código con letras y signos numéricos
en el que se identifican fácilmente.
La AWS, al referirse a electrodos de acero dulce o de baja aleación,
antepone una “E” a los cuatro o cinco signos numéricos.
E - XXX X X
Soldadura Resistencia (A) Posición de (B) Tipo de
Eléctrica mínima, Su Soldar Corriente
Existen más procedimientos de soldadura como son:
MIG
MAG
TIG
SOLADADURA POR HIDROGENO ATOMICO
SOLADURA POR RAYOS LASER
POR ARCO SUMERGIDO, ETC.
(A) Posición de soldar: 1. Toda posición
2. Plana y horizontal
3. Plana solamente
8
Dr.Ing. F. Alva Dávila
UNIONES
Plana <> sobre piso
Horizontal <> en la pared
Sobre cabeza
(B) Indica el tipo de corriente y otros 0,1,2,3 -> existen hasta el 9.
Cuando la última cifra es CERO, la fuente de energía de la penúltima
cifra.
Ejemplo: E- 6020, indica C.A ó C.C, e indicar la posición a soldar
E- 6010 con C.C con P.I ó C.A.
ESFUERZOS PERMISIBLES EN UNIONES SOLDADAS
1.- Se toma igual al metal base en los siguientes casos:
a.- Para elementos sometidos a esfuerzos de tracción ó compresión paralela al eje del cordón soldado a tope con penetración completa.
b.- Para elementos sometidos a esfuerzo de tracción, normal al cordón soldado a tope con penetración completa.
c.- Para elementos sometidos a esfuerzos de compresión, normal al cordón soldado a tope con penetración completa ó parcial.
d.- Para elementos sometidos a esfuerzo de corte en la garganta de un cordón soldado a tope con penetración completa ó parcial.
2.- De acuerdo a la especificación AWS D2.0-69, se puede tomar:
St = 0,3 Sut y Ss = 0,3 Sut
Para los siguientes casos:
a.- Para elementos sometidos a esfuerzos de corte en la garganta
9
Diseño de Elementos de Maquinas I
UNIONES
efectiva de un cordón de soldadura de filete paralelo a la
dirección de la carga (carga longitudinal).
b.- Para elementos sometidos a esfuerzos de tracción normal al
cordón soldado a tope con penetración parcial.
c.- Para elementos sometidos a esfuerzos de corte en el área
efectiva de una soldadura de tapón.
3. En caso de no disponer de soldador calificado, preferible sería
utilizar:
Para E- 60XX : Ss = 13 600 PSI Para E-70XX : Ss = 15 800 PSI
CALCULO DEL CORDÓN DE SOLDADURA DE FILETE
RECOMENDACIONES GENERALES
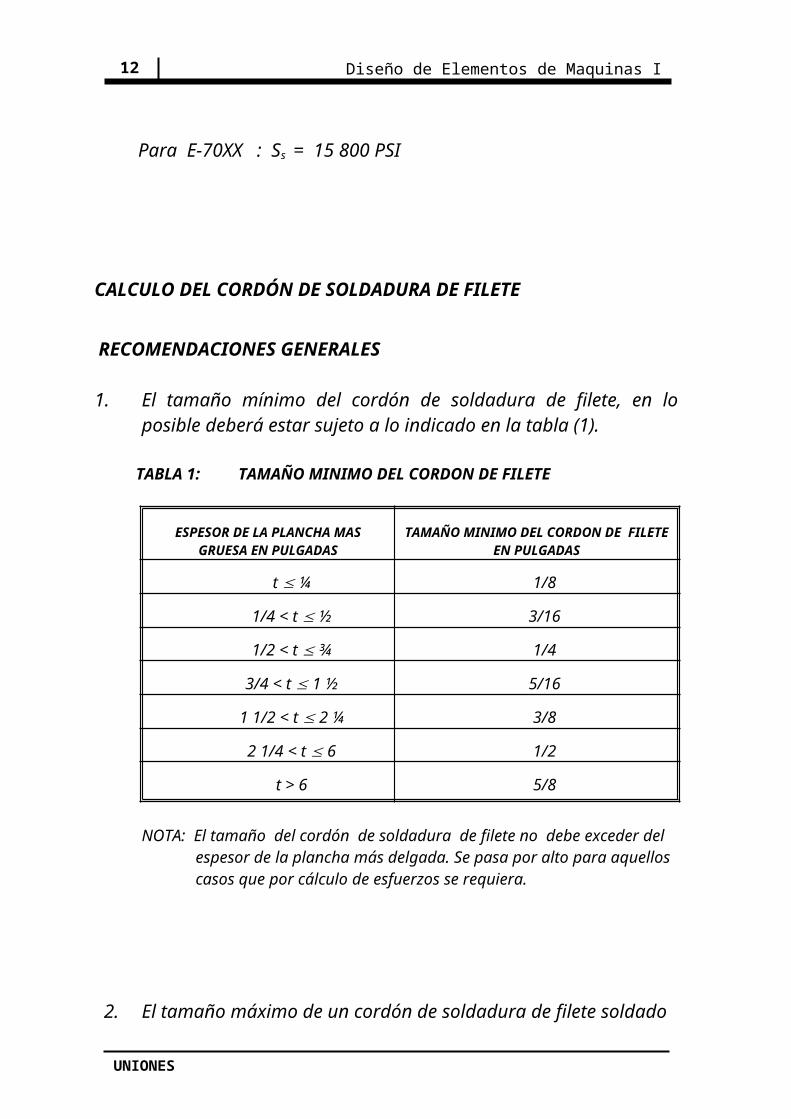
1. El tamaño mínimo del cordón de soldadura de filete, en lo posible deberá estar sujeto a lo indicado en la tabla (1).
TABLA 1: TAMAÑO MINIMO DEL CORDON DE FILETE
ESPESOR DE LA PLANCHA MASGRUESA EN PULGADAS
TAMAÑO MINIMO DEL CORDON DE FILETE EN PULGADAS
t ¼ 1/8
1/4 < t ½ 3/16
1/2 < t ¾ 1/4
3/4 < t 1 ½ 5/16
10
Dr.Ing. F. Alva Dávila
UNIONES
1 1/2 < t 2 ¼ 3/8
2 1/4 < t 6 1/2
t > 6 5/8
NOTA: El tamaño del cordón de soldadura de filete no debe exceder del espesor de la plancha más delgada. Se pasa por alto para aquellos casos que por cálculo de esfuerzos se requiera.
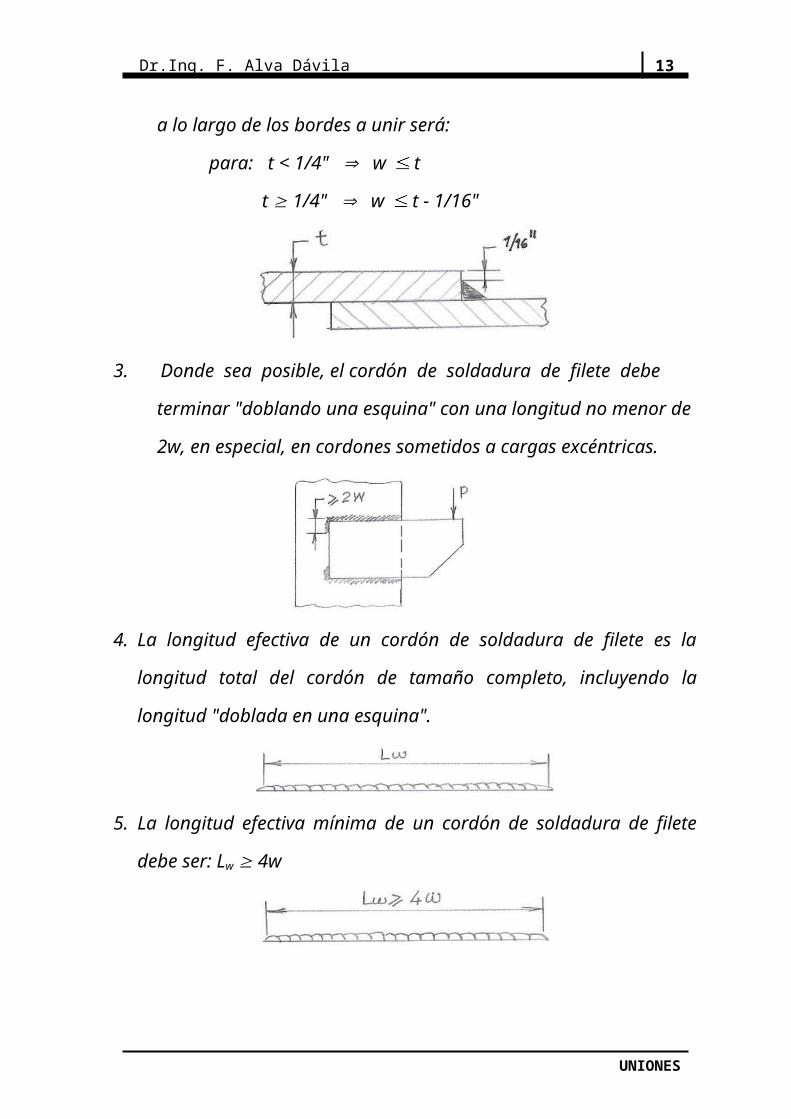
2. El tamaño máximo de un cordón de soldadura de filete soldado
a lo largo de los bordes a unir será:
para: t < 1/4" w t
t 1/4" w t - 1/16"
3. Donde sea posible, el cordón de soldadura de filete debe
terminar "doblando una esquina" con una longitud no menor de
2w, en especial, en cordones sometidos a cargas excéntricas.
4. La longitud efectiva de un cordón de soldadura de filete es la
longitud total del cordón de tamaño completo, incluyendo la
longitud "doblada en una esquina".
11
Diseño de Elementos de Maquinas I
UNIONES
5. La longitud efectiva mínima de un cordón de soldadura de filete
debe ser: Lw 4w
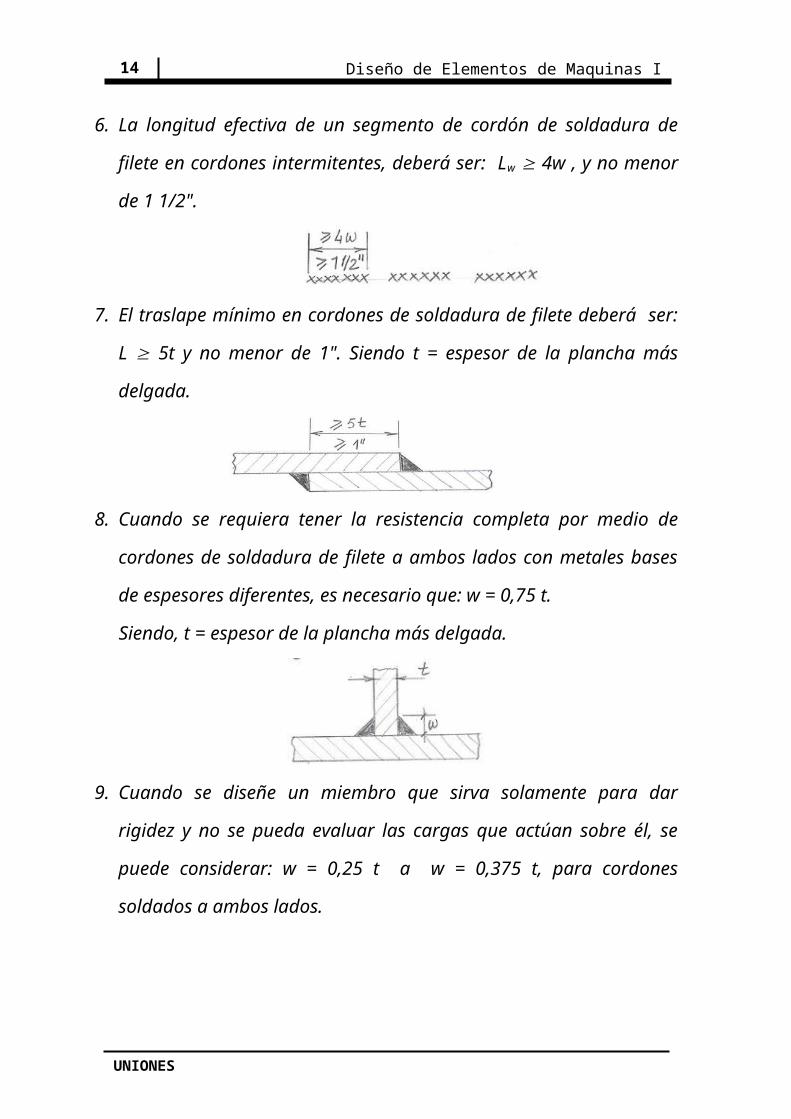
6. La longitud efectiva de un segmento de cordón de soldadura de
filete en cordones intermitentes, deberá ser: Lw 4w , y no menor
de 1 1/2".
7. El traslape mínimo en cordones de soldadura de filete deberá ser:
L 5t y no menor de 1". Siendo t = espesor de la plancha más
delgada.
8. Cuando se requiera tener la resistencia completa por medio de
cordones de soldadura de filete a ambos lados con metales bases
de espesores diferentes, es necesario que: w = 0,75 t.
Siendo, t = espesor de la plancha más delgada.
9. Cuando se diseñe un miembro que sirva solamente para dar rigidez
y no se pueda evaluar las cargas que actúan sobre él, se puede
12
Dr.Ing. F. Alva Dávila
UNIONES
considerar: w = 0,25 t a w = 0,375 t, para cordones soldados a
ambos lados.
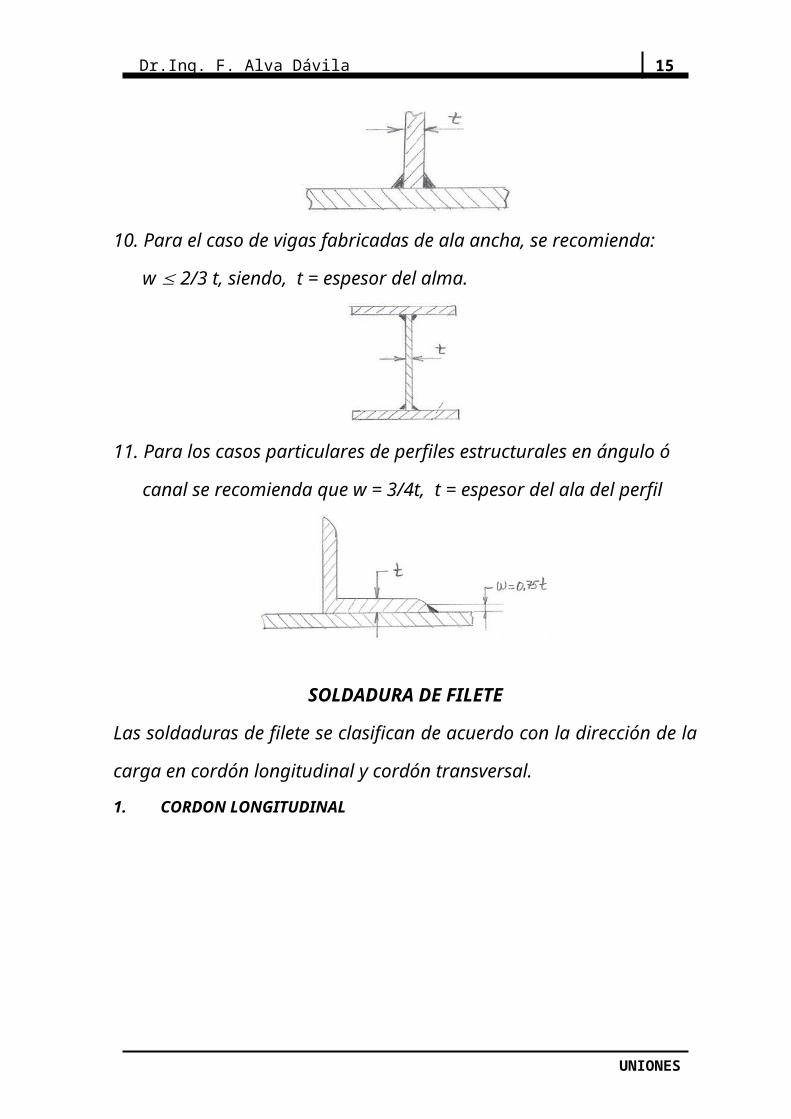
10. Para el caso de vigas fabricadas de ala ancha, se recomienda:
w 2/3 t, siendo, t = espesor del alma.
11. Para los casos particulares de perfiles estructurales en ángulo ó
canal se recomienda que w = 3/4t, t = espesor del ala del perfil
SOLDADURA DE FILETE
Las soldaduras de filete se clasifican de acuerdo con la dirección de la
carga en cordón longitudinal y cordón transversal.
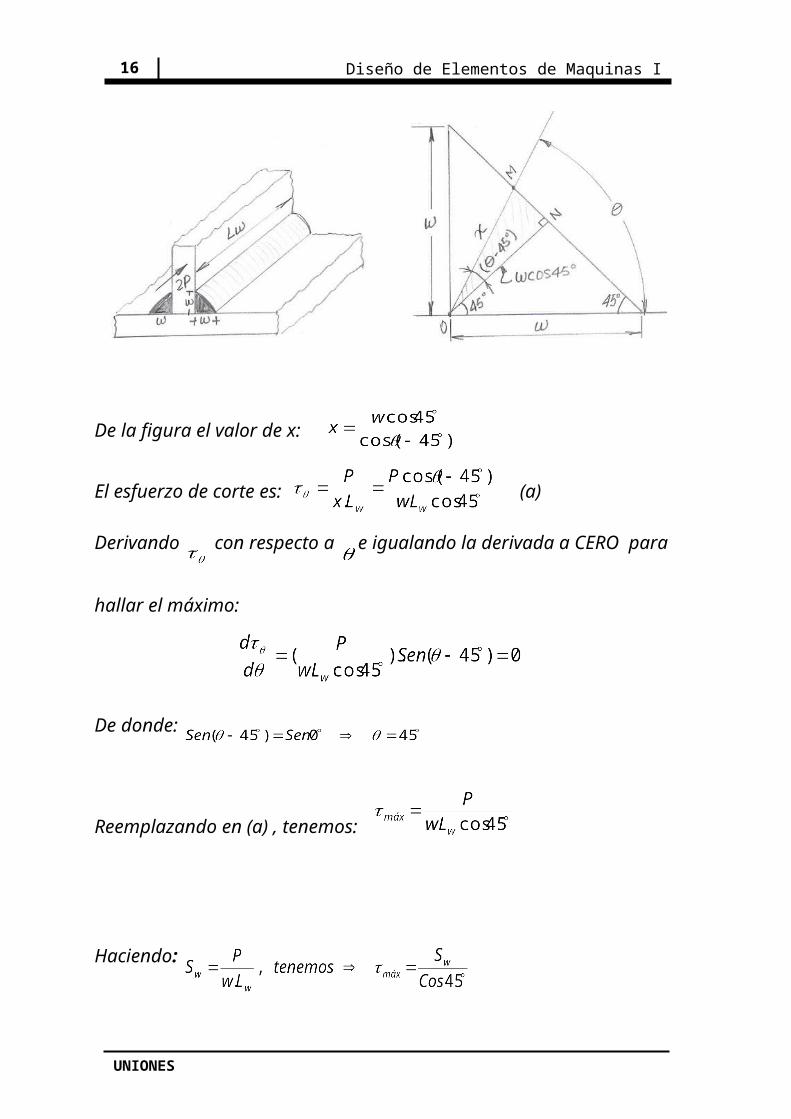
1. CORDON LONGITUDINAL
13
Diseño de Elementos de Maquinas I
UNIONES
De la figura el valor de x:
El esfuerzo de corte es: (a)
Derivando con respecto a e igualando la derivada a CERO para
hallar el máximo:
De donde:
Reemplazando en (a) , tenemos:
Haciendo:
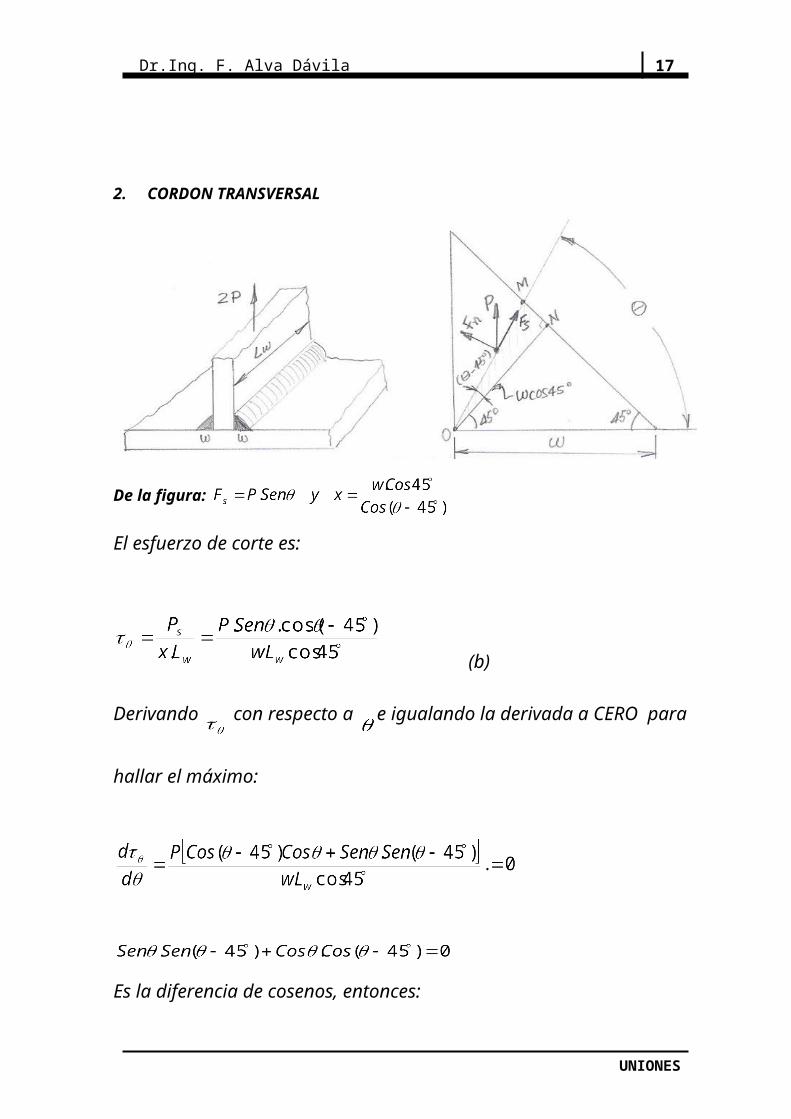
2. CORDON TRANSVERSAL
14
Dr.Ing. F. Alva Dávila
UNIONES
De la figura:
El esfuerzo de corte es:
(b)
Derivando con respecto a e igualando la derivada a CERO para
hallar el máximo:
Es la diferencia de cosenos, entonces:
Reemplazando en (b), tenemos:
15
Diseño de Elementos de Maquinas I
UNIONES
Acabamos de demostrar que una soldadura de filete, cuando se
somete a una carga transversal el esfuerzo es menor que cuando se
somete a una carga longitudinal.
Por esta razón, el esfuerzo en una soldadura de filete se considera
como un esfuerzo cortante en la garganta, cualquiera que sea la
dirección de aplicación de la carga.
Entonces:
CARGAS ACTUANTES EN CORDONES DE SOLDADURA DE
FILETE
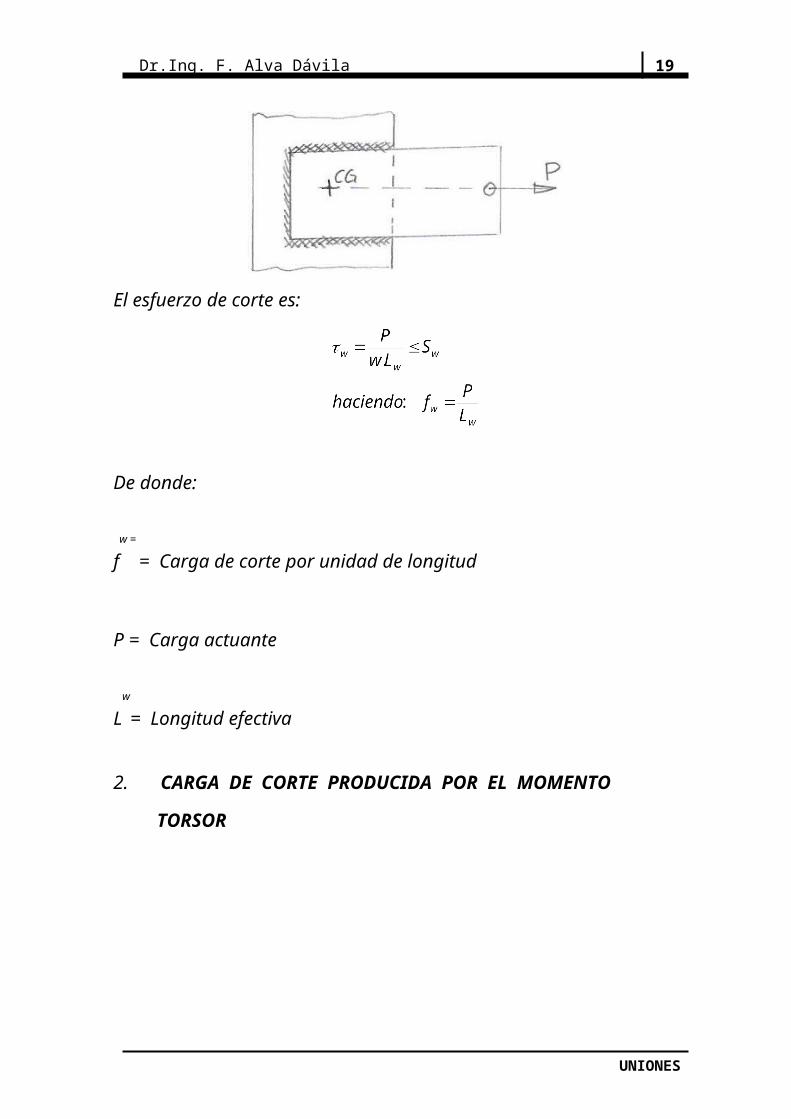
1. CARGA DE CORTE DIRECTO. La línea de acción pasa por el
centro de gravedad del cordón de soldadura.
El esfuerzo de corte es:
16
Dr.Ing. F. Alva Dávila
UNIONES
De donde:
fw =
= Carga de corte por unidad de longitud
P = Carga actuante
Lw
= Longitud efectiva
2. CARGA DE CORTE PRODUCIDA POR EL MOMENTO
TORSOR
De donde:
fw = Carga de corte por unidad de longitud
T = Momento torsor actuante
c = Distancia del eje del centro de gravedad al extremo del cordón
Jw = Momento de inercia polar de línea
17

Diseño de Elementos de Maquinas I
UNIONES
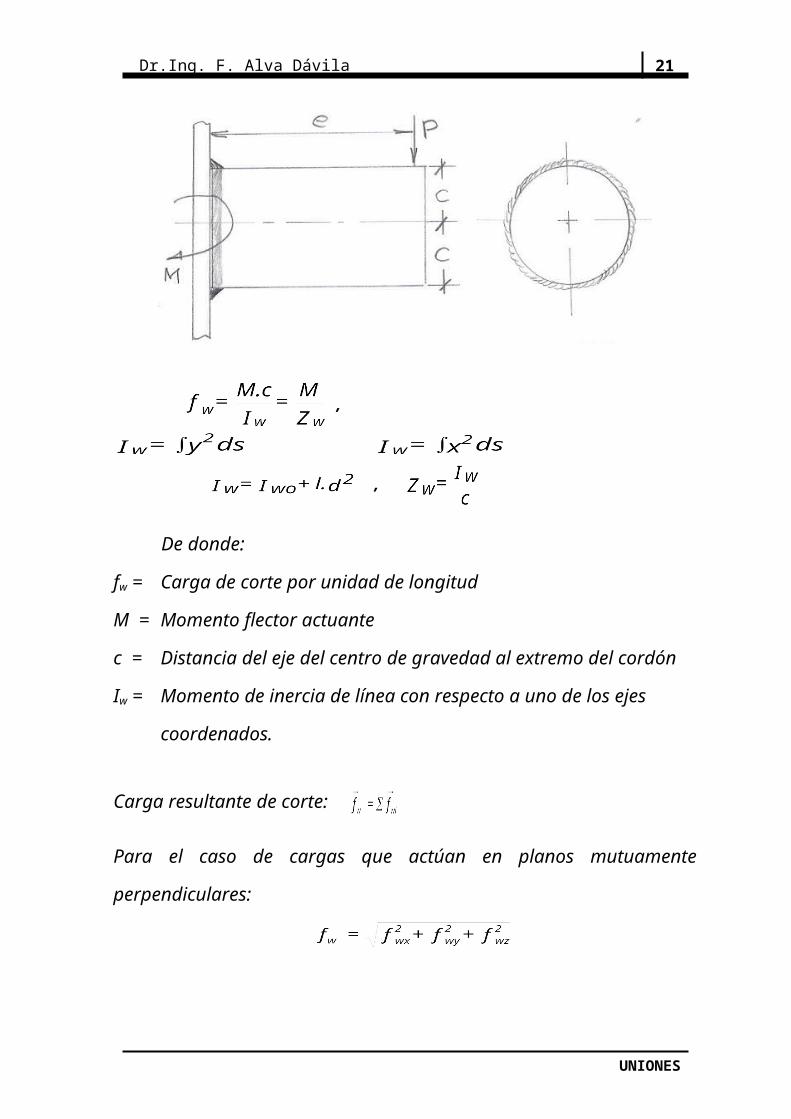
3. CARGA DE CORTE PRODUCIDA POR MOMENTO FLECTOR
,
,
De donde:
fw = Carga de corte por unidad de longitud
M = Momento flector actuante
c = Distancia del eje del centro de gravedad al extremo del cordón
Iw = Momento de inercia de línea con respecto a uno de los ejes
coordenados.
Carga resultante de corte:
Para el caso de cargas que actúan en planos mutuamente
perpendiculares:
18
Dr.Ing. F. Alva Dávila
UNIONES
Tamaño del cordón de soldadura de filete:
CORDONES DE SOLDADURA DE FILETE INTERMITENTE
Cuando por cálculo, el tamaño del cordón resulta ser pequeño, por
debajo del valor mínimo recomendado, se puede hacer uso de
cordones intermitentes.
En este caso, ambos cordones debe tener la misma resistencia, entonces:
La intermitencia se calcula por la expresión:
19

Diseño de Elementos de Maquinas I
UNIONES
La tabla 4, permite seleccionar el paso y la longitud de los cordones
de soldadura intermitente.
CORDONES DE SOLDADURA SOMETIDOS A CARGAS DE FATIGA
El procedimiento de cálculo es similar que bajo carga estática. Se
evalúa en base a la carga máxima actuante y los valores de los
esfuerzos permisibles, se tomará lo recomendado en la tabla (5).
Usaremos la teoría de falla de GOODMANN modificada:
Obtendremos una fórmula matemática, para la evaluación del
esfuerzo, usando las relaciones siguientes:
; ;
20
Dr.Ing. F. Alva Dávila
UNIONES
Reemplazando en la ecuación de Goodmann:
Ordenando la ecuación:
Quedando finalmente:
Porque Su y Se dependen del material
También, se puede calcular como:
Según AWS D2.0-69, para ASTM A36 a A50 y 0,5x106 a 2x106 ciclos
El esfuerzo permisible a corte es:
21