“Jornada sobre Mejora Competitiva con 6 …
25
www.enusa.es “Jornada sobre Mejora Competitiva con 6 Sigma / Lean” Fecha: 13/06/13 MIX de Proyectos 6 Sigma Juan Ignacio Ballesteros 6 Sigma "Master Black-Belt“ Mejora Continua Enusa Industrias Avanzadas, S.A. [email protected]
Transcript of “Jornada sobre Mejora Competitiva con 6 …

www.enusa.es
“Jornada sobre Mejora
Competitiva con 6 Sigma / Lean”
Fecha: 13/06/13
MIX de Proyectos 6 SigmaJuan Ignacio Ballesteros
6 Sigma "Master Black-Belt“
Mejora Continua
Enusa Industrias Avanzadas, S.A.
www.enusa.es
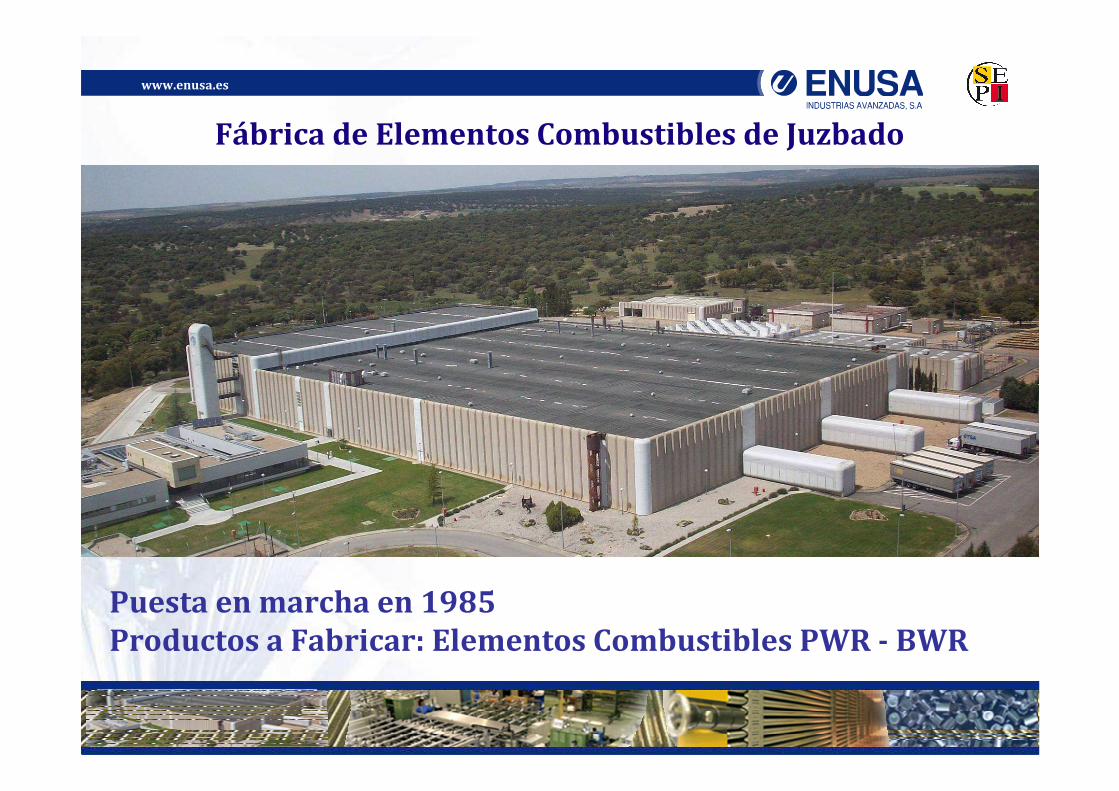
Fábrica de Elementos Combustibles de Juzbado
Puesta en marcha en 1985
Productos a Fabricar: Elementos Combustibles PWR - BWR

www.enusa.es
3
Catálogo de Productos
GNF2 GE14 17X17MAEF
17X17MAEF-XL/R
www.enusa.es
4
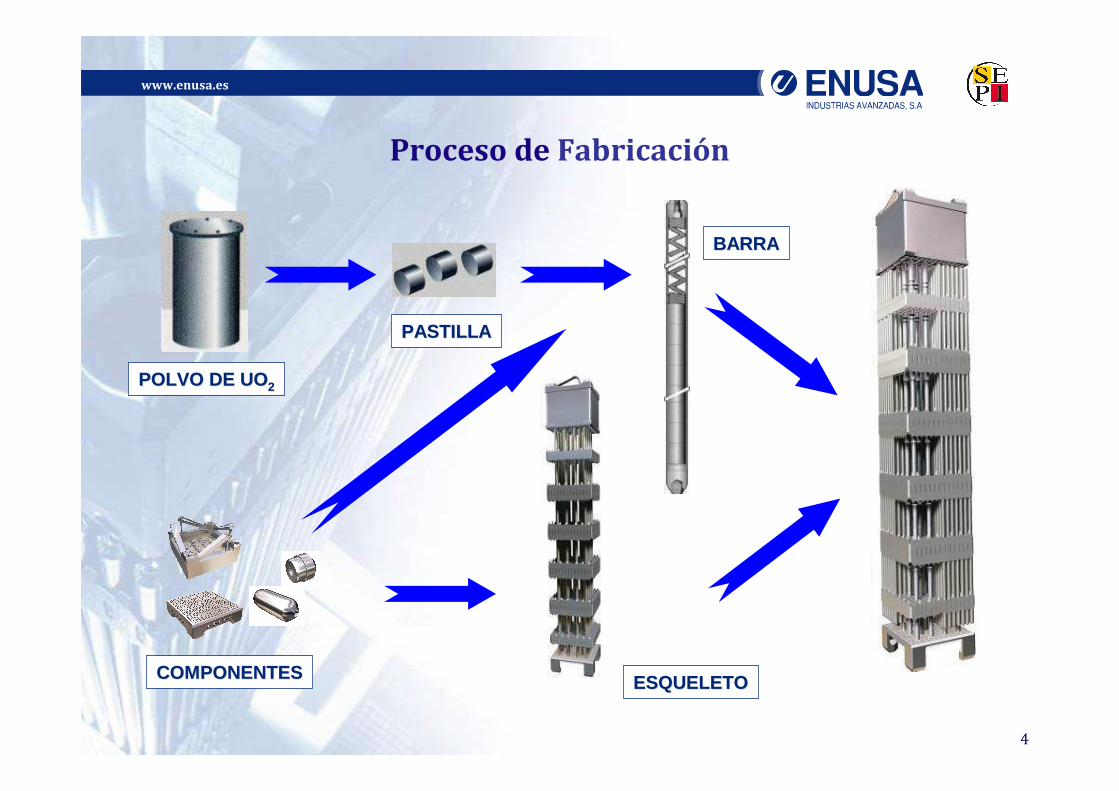
POLVO DE UOPOLVO DE UO22
PASTILLAPASTILLA
COMPONENTESCOMPONENTES ESQUELETOESQUELETO
BARRABARRA
Proceso de Fabricación

www.enusa.es
5
HomogeneizadoPreprensadoy Granulado
Pastillas a Sinterizado
Mezclado
UO2 Virgen
U3 O
8
Formador de PorosOxidación UO 2
Prensado
AZBUO 2
Proceso Cerámico I: Preparación y Prensado de Polvo de Uranio

www.enusa.es
6
UO2 VirgenFormador de Poros (AZB)
Oxidación UO 2
Pre-Prensas
Prensas
Preprensado y Granulado
Proceso Cerámico I: Preparación y Prensado de Polvo de Uranio

www.enusa.es
7
Proceso Cerámico II: Sinterizado, Rectificado e Inspección Pastillas
Pastillasen Verde
Rectificado
Inspección Diámetro Pastillas
Inspección Visual y Final
Carga de Barras
Sinterizado

www.enusa.es
8
TAPÓN SUPERIOR
MUELLE PASTILLATUBO
Carga BarrasTaponado
Soldadura tapón superior
Presurizado y sellado
Proceso de Fabricación de Barras Combustibles

www.enusa.es
9
Detector de fugas
Inspección Visual(DIMENSIONAL & VISUAL)
Montaje Final
Gamma Scanner(Activo y Pasivo)
+
Corrientes Inducidas
inspección radiológica y/o Ut
Proceso de Inspección de Barras Combustibles
www.enusa.es
10
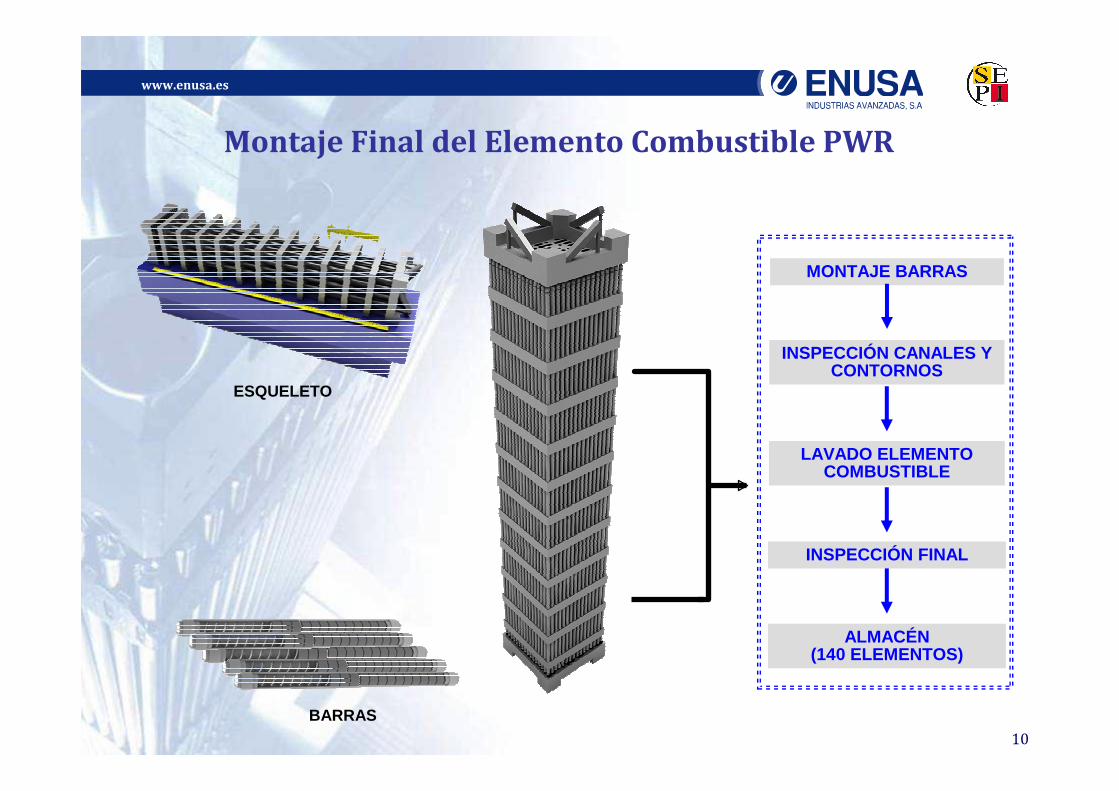
ALMACÉN (140 ELEMENTOS)
INSPECCIÓN FINAL
LAVADO ELEMENTO COMBUSTIBLE
INSPECCIÓN CANALES Y CONTORNOS
MONTAJE BARRAS
ESQUELETO
BARRAS
Montaje Final del Elemento Combustible PWR
www.enusa.es
11
CARGA EN CONTENEDORES
PREPARACIÓN CONTENEDORES
INSPEC. CONTENEDORES
COLOCACIÓN DE CONTENEDORES EN PLATAFORMA
ENVÍO A CENTRAL
Embalaje y Transporte
www.enusa.es
12
Resumen de Proyectos 6 Sigma
realizados en la Fábrica de
Juzbado utilizando MINITAB
www.enusa.es
13
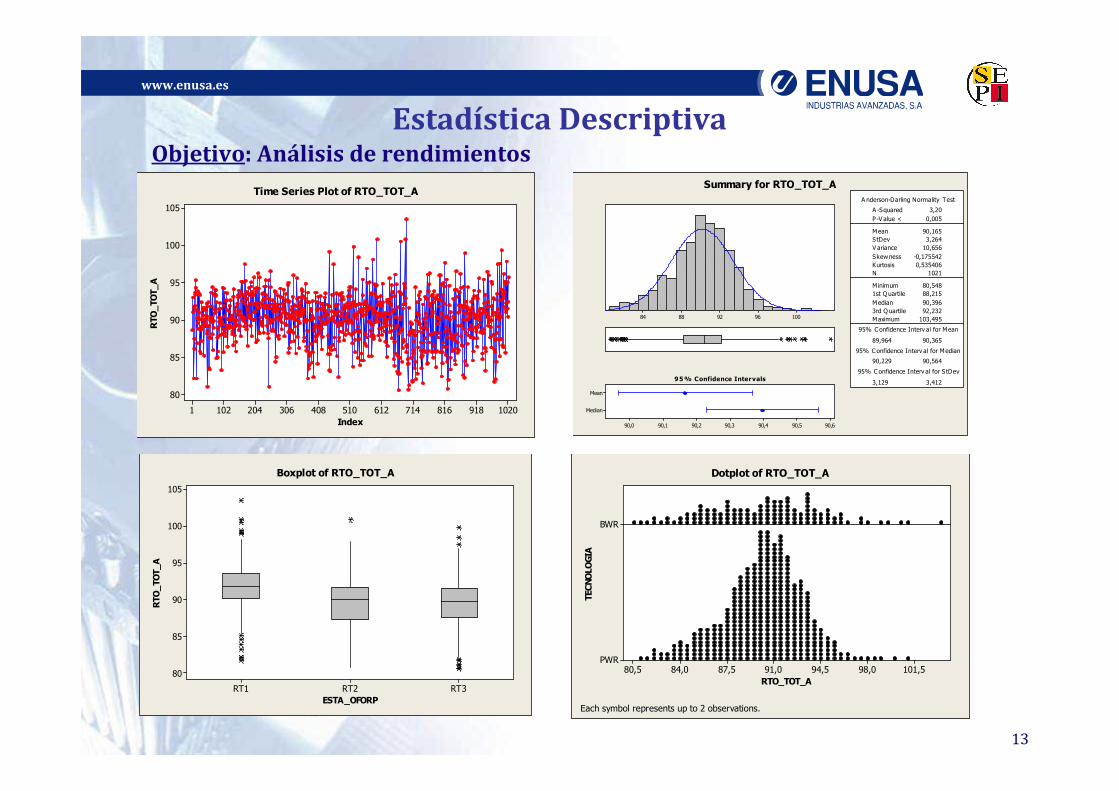
Estadística DescriptivaObjetivo: Análisis de rendimientos
10096928884
Median
Mean
90,690,590,490,390,290,190,0
1st Q uartile 88,215Median 90,3963rd Q uartile 92,232Maximum 103,495
89,964 90,365
90,229 90,564
3,129 3,412
A -Squared 3,20P-V alue < 0,005
Mean 90,165StDev 3,264V ariance 10,656Skew ness -0,175542Kurtosis 0,535406N 1021
Minimum 80,548
A nderson-Darling Normality Test
95% C onfidence Interv al for Mean
95% C onfidence Interv al for Median
95% C onfidence Interv al for StDev95 % Confidence Intervals
Summary for RTO_TOT_A
10209188167146125104083062041021
105
100
95
90
85
80
Index
RTO
_TO
T_A
Time Series Plot of RTO_TOT_A
101,598,094,591,087,584,080,5
BWR
PWR
RTO_TOT_A
TEC
NO
LOG
IA
Dotplot of RTO_TOT_A
Each symbol represents up to 2 observations.
RT3RT2RT1
105
100
95
90
85
80
ESTA_OFORP
RTO
_TO
T_A
Boxplot of RTO_TOT_A
www.enusa.es
14
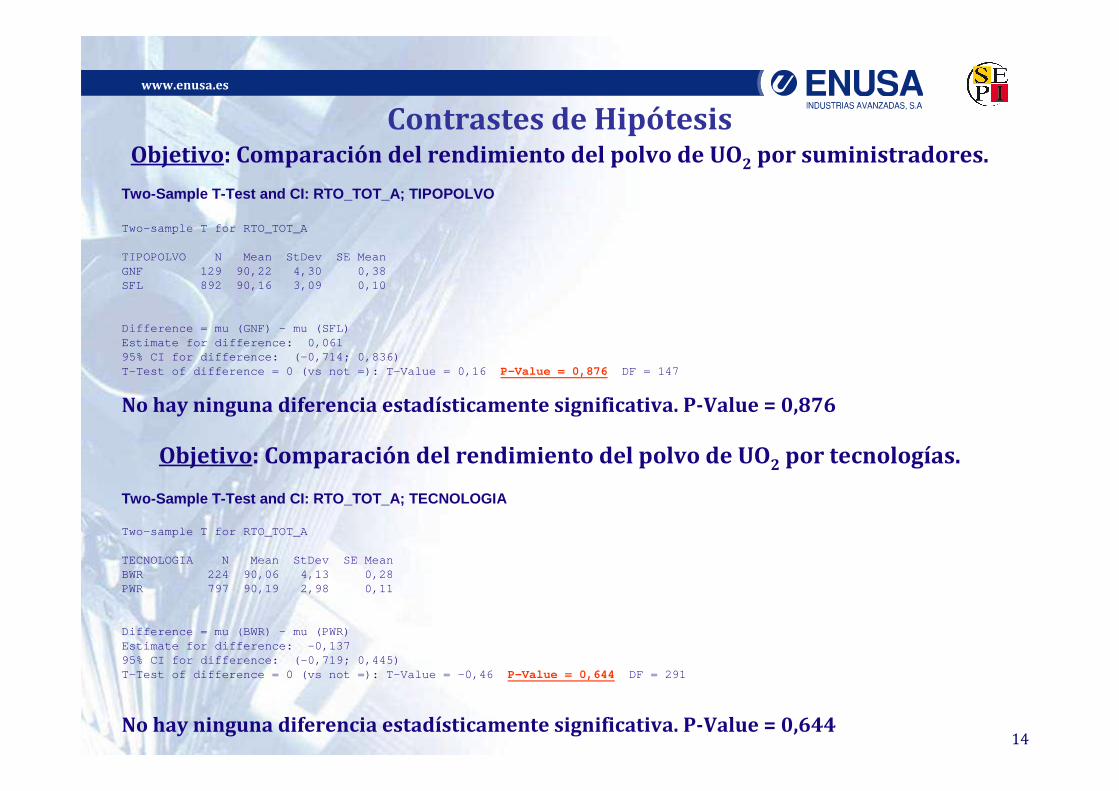
Contrastes de Hipótesis
Two-Sample T-Test and CI: RTO_TOT_A; TIPOPOLVO
Two-sample T for RTO_TOT_A
TIPOPOLVO N Mean StDev SE MeanGNF 129 90,22 4,30 0,38SFL 892 90,16 3,09 0,10
Difference = mu (GNF) - mu (SFL)Estimate for difference: 0,06195% CI for difference: (-0,714; 0,836)T-Test of difference = 0 (vs not =): T-Value = 0,16 P-Value = 0,876 DF = 147
Objetivo: Comparación del rendimiento del polvo de UO2 por suministradores.
No hay ninguna diferencia estadísticamente significativa. P-Value = 0,876
Two-Sample T-Test and CI: RTO_TOT_A; TECNOLOGIA
Two-sample T for RTO_TOT_A
TECNOLOGIA N Mean StDev SE MeanBWR 224 90,06 4,13 0,28PWR 797 90,19 2,98 0,11
Difference = mu (BWR) - mu (PWR)Estimate for difference: -0,13795% CI for difference: (-0,719; 0,445)T-Test of difference = 0 (vs not =): T-Value = -0,46 P-Value = 0,644 DF = 291
No hay ninguna diferencia estadísticamente significativa. P-Value = 0,644
Objetivo: Comparación del rendimiento del polvo de UO2 por tecnologías.
www.enusa.es
15
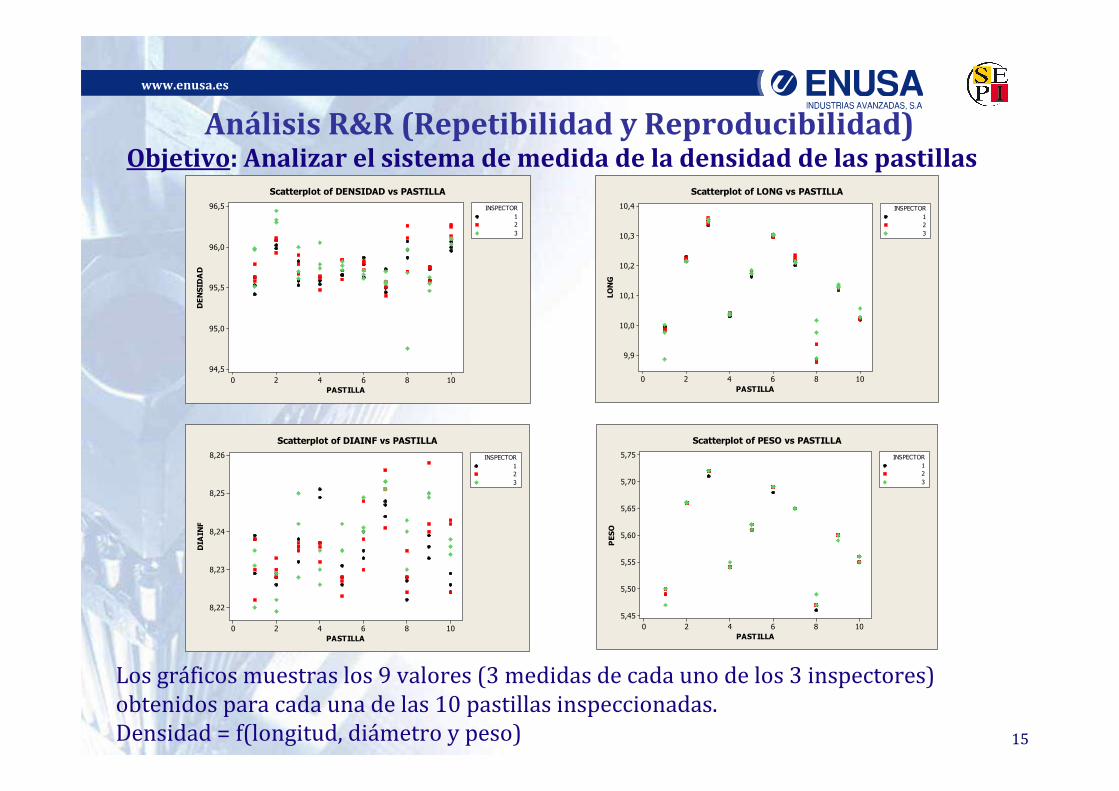
Los gráficos muestras los 9 valores (3 medidas de cada uno de los 3 inspectores)
obtenidos para cada una de las 10 pastillas inspeccionadas.
Densidad = f(longitud, diámetro y peso)
Análisis R&R (Repetibilidad y Reproducibilidad)
1086420
96,5
96,0
95,5
95,0
94,5
PASTILLA
DE
NS
IDA
D
123
INSPECTOR
Scatterplot of DENSIDAD vs PASTILLA
1086420
10,4
10,3
10,2
10,1
10,0
9,9
PASTILLA
LON
G
123
INSPECTOR
Scatterplot of LONG vs PASTILLA
1086420
8,26
8,25
8,24
8,23
8,22
PASTILLA
DIA
INF
123
INSPECTOR
Scatterplot of DIAINF vs PASTILLA
1086420
5,75
5,70
5,65
5,60
5,55
5,50
5,45
PASTILLA
PE
SO
123
INSPECTOR
Scatterplot of PESO vs PASTILLA
Objetivo: Analizar el sistema de medida de la densidad de las pastillas
www.enusa.es
16
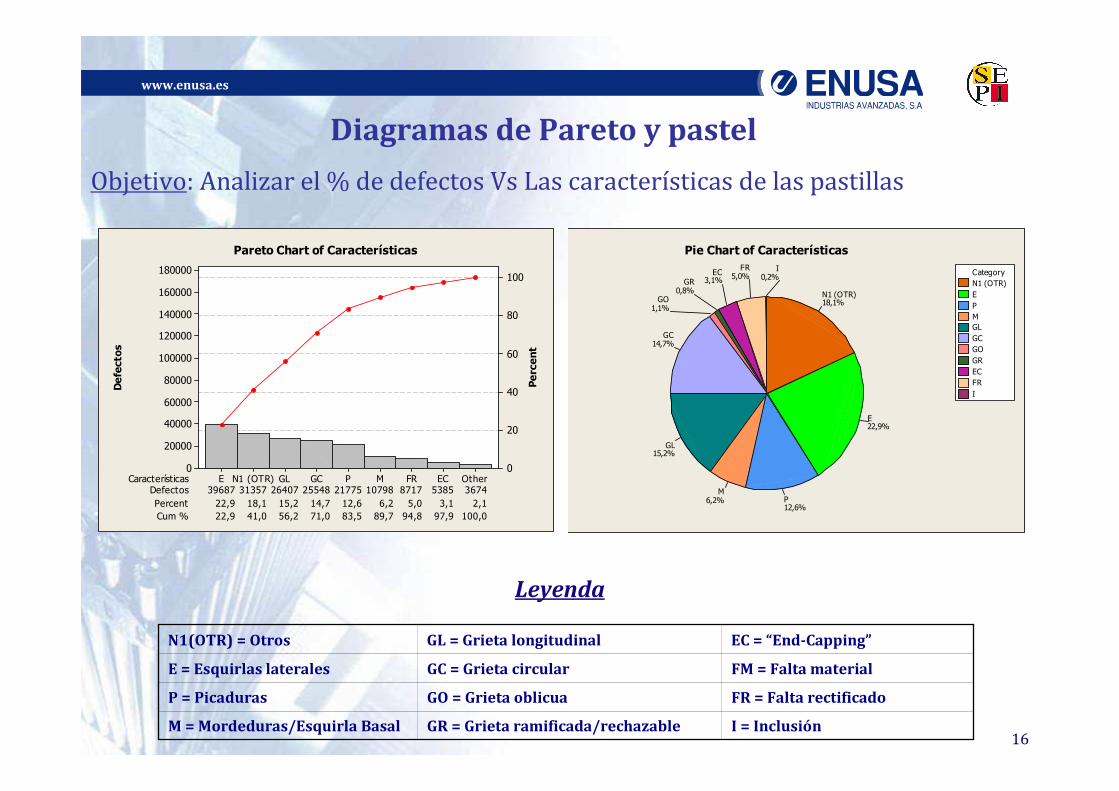
Objetivo: Analizar el % de defectos Vs Las características de las pastillas
I = InclusiónGR = Grieta ramificada/rechazableM = Mordeduras/Esquirla Basal
FR = Falta rectificadoGO = Grieta oblicuaP = Picaduras
FM = Falta materialGC = Grieta circularE = Esquirlas laterales
EC = “End-Capping”GL = Grieta longitudinalN1(OTR) = Otros
Leyenda
Defectos 367439687 31357 26407 25548 21775 10798 8717 5385Percent 2,122,9 18,1 15,2 14,7 12,6 6,2 5,0 3,1Cum % 100,022,9 41,0 56,2 71,0 83,5 89,7 94,8 97,9
Características OtherECFRMPGCGLN1 (OTR)E
180000
160000
140000
120000
100000
80000
60000
40000
20000
0
100
80
60
40
20
0
De
fect
os
Pe
rce
nt
Pareto Chart of Características
FRI
N1 (OTR)EPMGLGCGOGREC
CategoryI0,2%
FR5,0%EC
3,1%GR0,8%
GO1,1%
GC14,7%
GL15,2%
M6,2% P
12,6%
E22,9%
N1 (OTR)18,1%
Pie Chart of Características
Diagramas de Pareto y pastel

www.enusa.es
17
Objetivo: Analizar la influencia de los factores : Temperatura de re-sinterizado y horno
de sinterizado en el incremento de la densidad (densificación) de las pastillas.
Los gráficos muestran los valores de densificación cuando se re-sinterizan pastillas a
diferentes temperaturas en diferentes hornos.
Análisis Multivariable
HS6HS4HS3HS2HS1
0,85
0,80
0,75
0,70
0,65
0,60
0,55
0,50
HORNO
De
nsi
fica
cio
n
173517801784
Tª Resinterizado
Multi-Vari Chart for Densificacion by Tª Resinterizado - HORNO
HORNO
Tª Resinterizado
HS6
HS4
HS3
HS2
HS1
1784
1780
1735
1784
1780
1735
1784
1780
1735
1784
1780
1735
1784
1780
1735
1,2
1,0
0,8
0,6
0,4
0,2
De
nsi
fica
cio
n
Boxplot of Densificacion
El incremento de densidad es proporcional al incremento de temperatura. La
densificación, a la misma temperatura, no es igual en todos los hornos. Mediante el
“Tukey Method”, se pueden comparar, dos a dos, los cuatro hornos para analizar si hay
diferencias estádisticamente significativas.
www.enusa.es
18
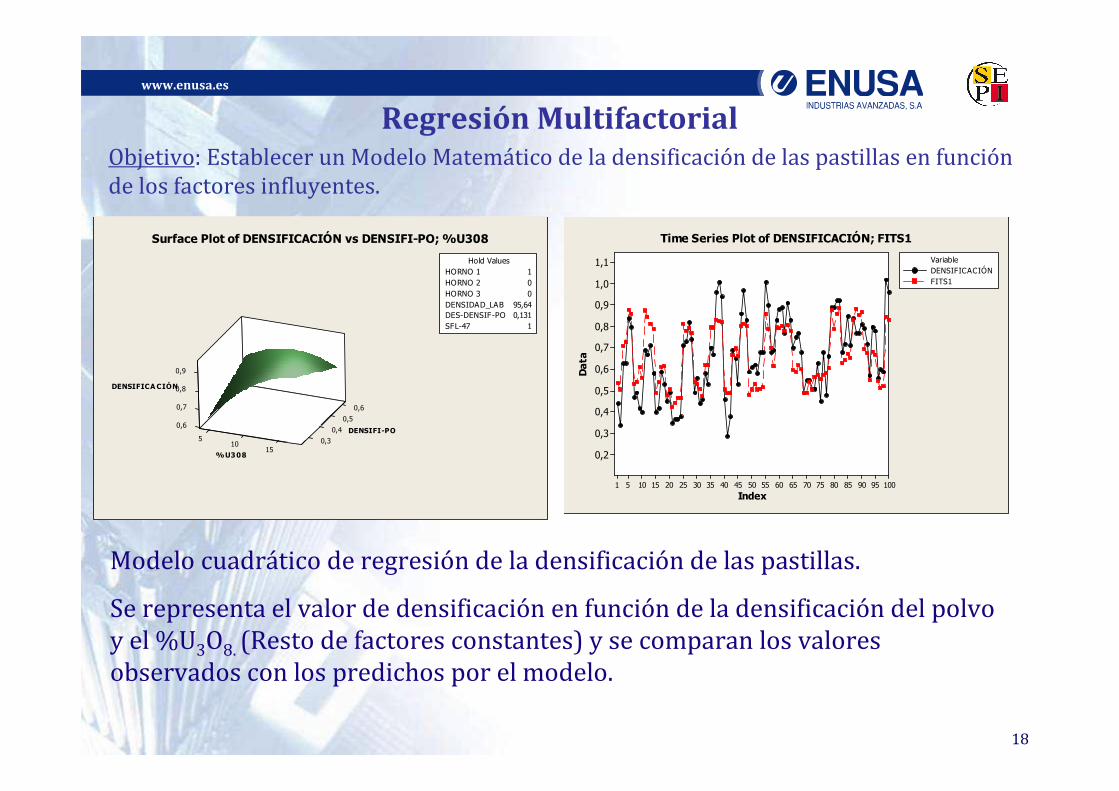
Regresión Multifactorial
Modelo cuadrático de regresión de la densificación de las pastillas.
Se representa el valor de densificación en función de la densificación del polvo
y el %U3O8. (Resto de factores constantes) y se comparan los valores
observados con los predichos por el modelo.
0,6
0,50,6
0,7
0,4
0,8
0,9
5 0,31015
DENSIFICA CIÓN
DENSIFI-PO
%U3 08
HORNO 1 1HORNO 2 0HORNO 3 0DENSIDAD_LAB 95,64DES-DENSIF-PO 0,131SFL-47 1
Hold Values
Surface Plot of DENSIFICACIÓN vs DENSIFI-PO; %U308
10095908580757065605550454035302520151051
1,1
1,0
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
Index
Da
ta
DENSIFICACIÓNFITS1
Variable
Time Series Plot of DENSIFICACIÓN; FITS1
Objetivo: Establecer un Modelo Matemático de la densificación de las pastillas en función
de los factores influyentes.
www.enusa.es
19
Longitud Velocidad L.Prensa L.Rectificad
-1 1 -1 1 -1 1 -1 1
96.3
96.7
97.1
97.5
97.9
Ren
dim
ient
o
Main Ef f ect s Plot (dat a means) f or Rendimient o
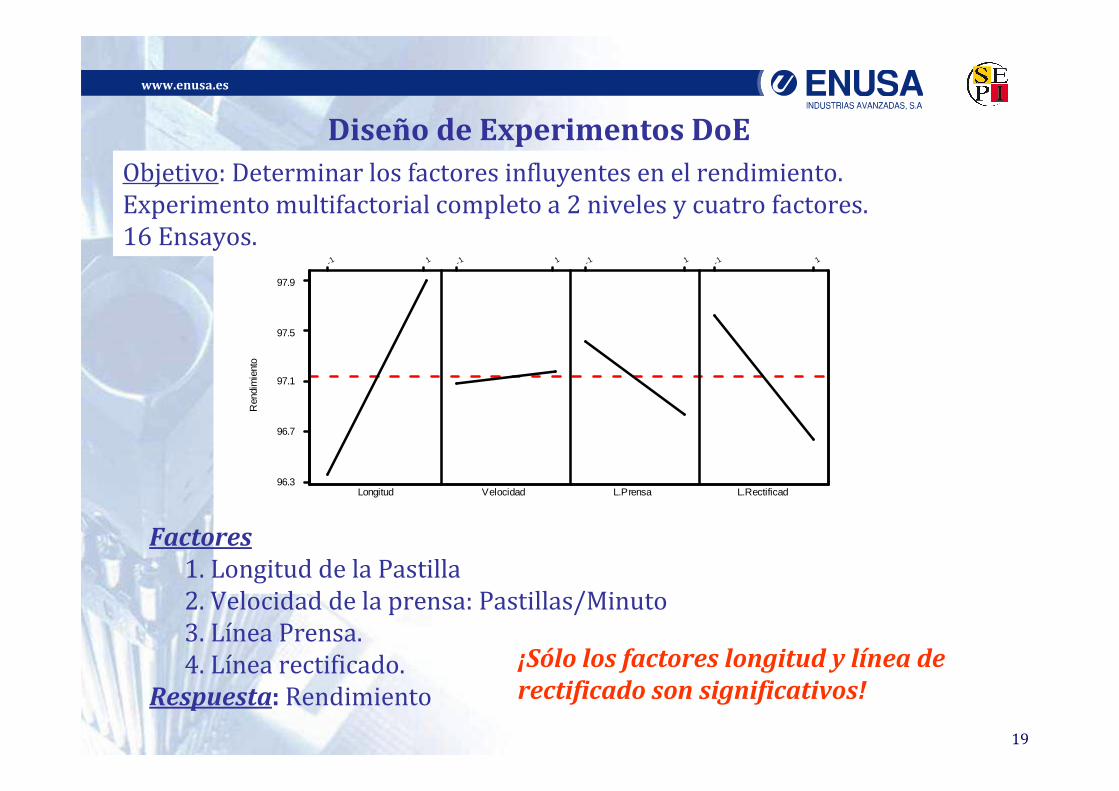
Diseño de Experimentos DoE
Objetivo: Determinar los factores influyentes en el rendimiento.
Experimento multifactorial completo a 2 niveles y cuatro factores.
16 Ensayos.
¡Sólo los factores longitud y línea de
rectificado son significativos!
Factores
1. Longitud de la Pastilla
2. Velocidad de la prensa: Pastillas/Minuto
3. Línea Prensa.
4. Línea rectificado.
Respuesta: Rendimiento
www.enusa.es
20
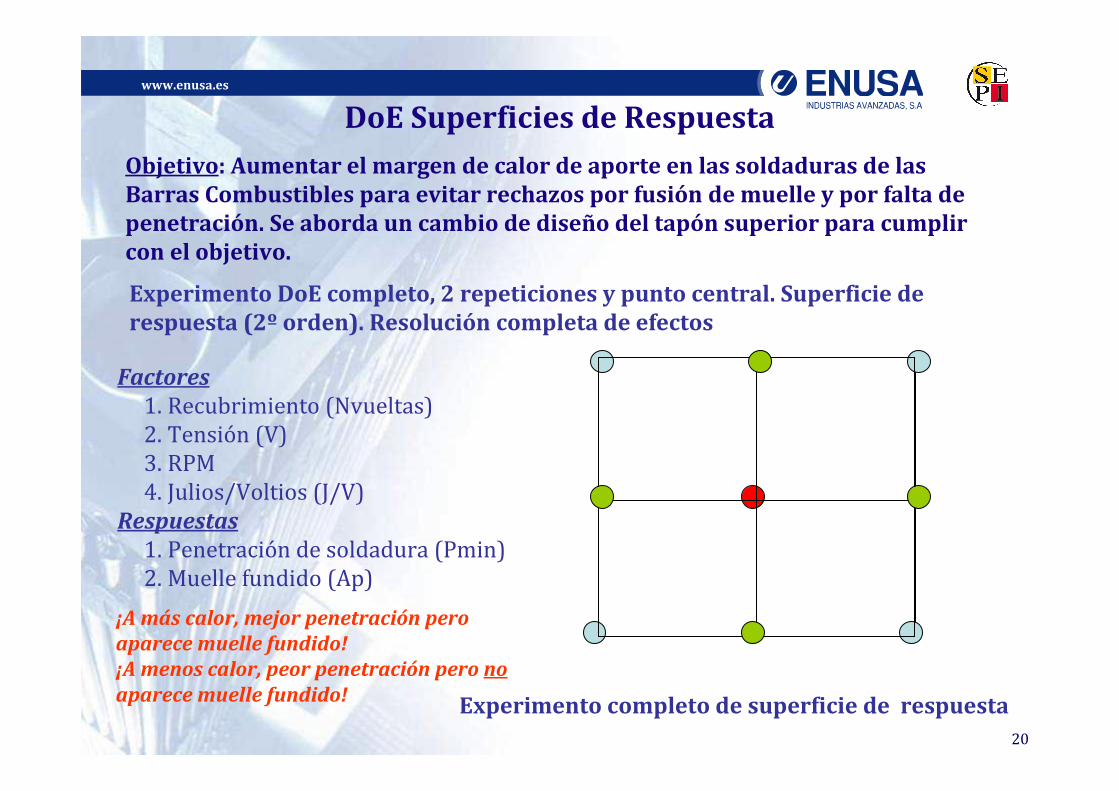
DoE Superficies de Respuesta
Objetivo: Aumentar el margen de calor de aporte en las soldaduras de las
Barras Combustibles para evitar rechazos por fusión de muelle y por falta de
penetración. Se aborda un cambio de diseño del tapón superior para cumplir
con el objetivo.
Experimento DoE completo, 2 repeticiones y punto central. Superficie de
respuesta (2º orden). Resolución completa de efectos
Factores
1. Recubrimiento (Nvueltas)
2. Tensión (V)
3. RPM
4. Julios/Voltios (J/V)
Respuestas
1. Penetración de soldadura (Pmin)
2. Muelle fundido (Ap)
Experimento completo de superficie de respuesta
¡A más calor, mejor penetración pero
aparece muelle fundido!
¡A menos calor, peor penetración pero no
aparece muelle fundido!
www.enusa.es
21
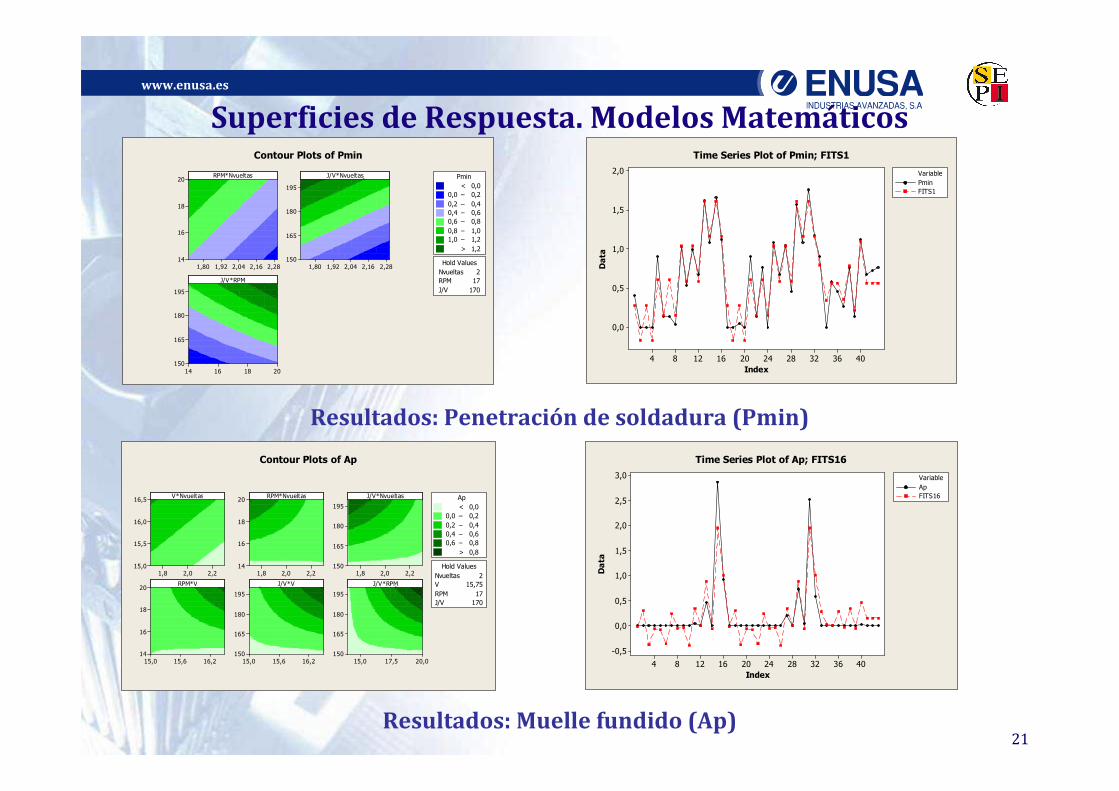
Superficies de Respuesta. Modelos Matemáticos
RPM*Nvueltas
2,282,162,041,921,80
20
18
16
14
J/V*Nvueltas
2,282,162,041,921,80
195
180
165
150
J/V*RPM
20181614
195
180
165
150
Nvueltas 2RPM 17J/V 170
Hold Values
> – – – – – – < 0,0
0,0 0,20,2 0,40,4 0,60,6 0,80,8 1,01,0 1,2
1,2
Pmin
Contour Plots of Pmin
403632282420161284
2,0
1,5
1,0
0,5
0,0
Index
Da
ta
PminFITS1
Variable
Time Series Plot of Pmin; FITS1
V*Nvueltas
2,22,01,8
16,5
16,0
15,5
15,0
RPM*Nvueltas
2,22,01,8
20
18
16
14
J/V*Nvueltas
2,22,01,8
195
180
165
150
RPM*V
16,215,615,0
20
18
16
14
J/V*V
16,215,615,0
195
180
165
150
J/V*RPM
20,017,515,0
195
180
165
150
Nvueltas 2V 15,75RPM 17J/V 170
Hold Values
> – – – – < 0,0
0,0 0,20,2 0,40,4 0,60,6 0,8
0,8
Ap
Contour Plots of Ap
403632282420161284
3,0
2,5
2,0
1,5
1,0
0,5
0,0
-0,5
Index
Da
ta
ApFITS16
Variable
Time Series Plot of Ap; FITS16
Resultados: Penetración de soldadura (Pmin)
Resultados: Muelle fundido (Ap)
www.enusa.es
22
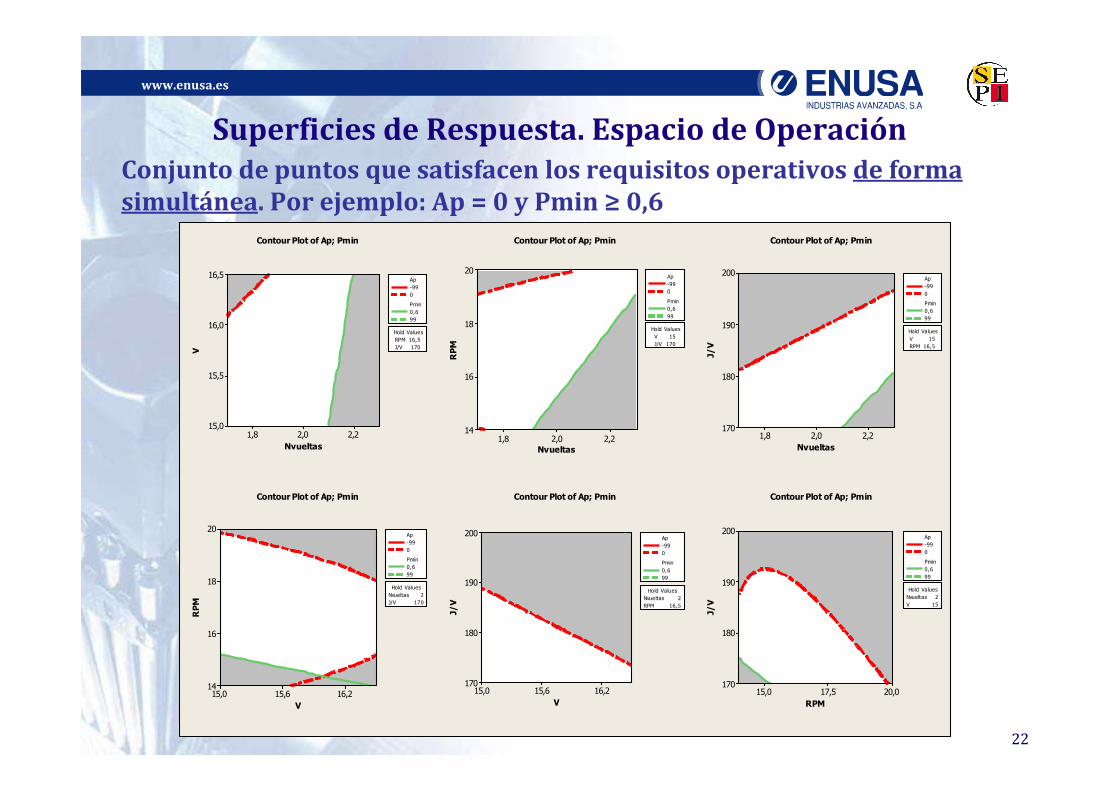
Superficies de Respuesta. Espacio de Operación
Conjunto de puntos que satisfacen los requisitos operativos de forma
simultánea. Por ejemplo: Ap = 0 y Pmin ≥ 0,6
Nvueltas
V
2,22,01,8
16,5
16,0
15,5
15,0
RPM 16,5J/V 170
Hold Values
-990
Ap
0,699
Pmin
NvueltasR
PM
2,22,01,8
20
18
16
14
V 15J/V 170
Hold Values
-990
Ap
0,699
Pmin
Nvueltas
J/V
2,22,01,8
200
190
180
170
V 15RPM 16,5
Hold Values
-990
Ap
0,699
Pmin
V
RP
M
16,215,615,0
20
18
16
14
Nvueltas 2J/V 170
Hold Values
-990
Ap
0,699
Pmin
V
J/V
16,215,615,0
200
190
180
170
Nvueltas 2RPM 16,5
Hold Values
-990
Ap
0,699
Pmin
RPMJ/
V
20,017,515,0
200
190
180
170
Nvueltas 2V 15
Hold Values
-990
Ap
0,699
Pmin
Contour Plot of Ap; Pmin Contour Plot of Ap; Pmin Contour Plot of Ap; Pmin
Contour Plot of Ap; Pmin Contour Plot of Ap; Pmin Contour Plot of Ap; Pmin
www.enusa.es
23
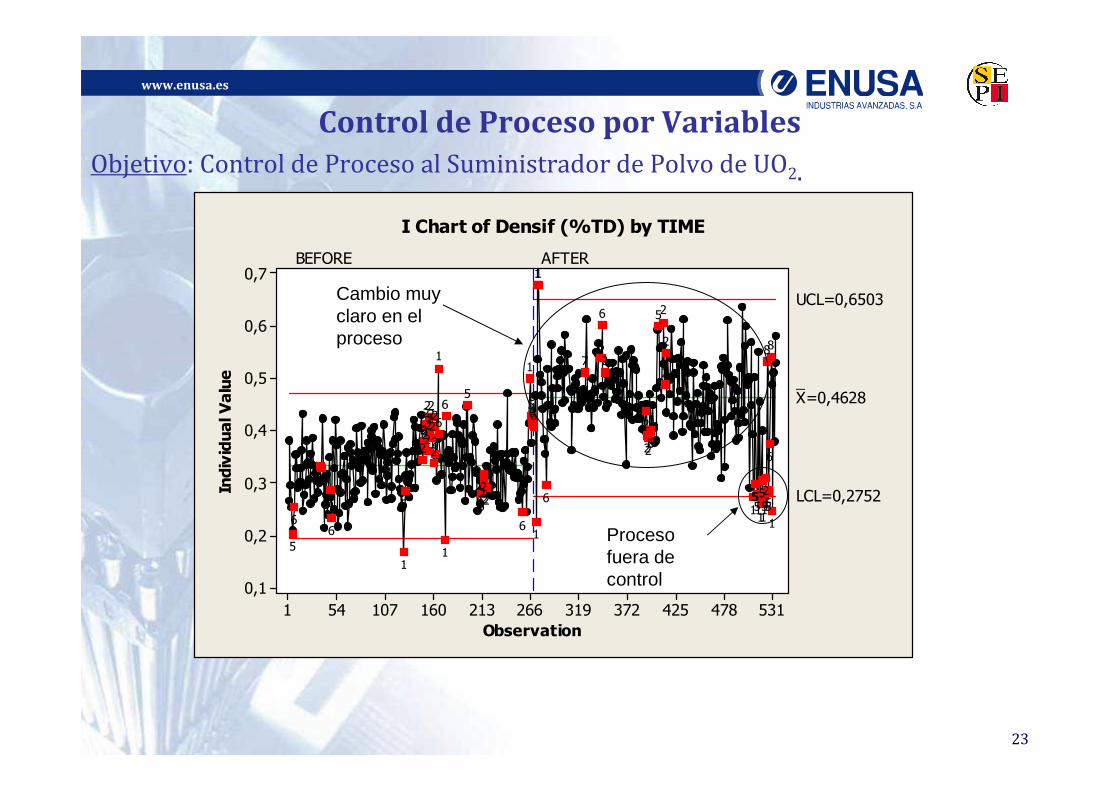
Control de Proceso por Variables
531478425372319266213160107541
0,7
0,6
0,5
0,4
0,3
0,2
0,1
Observation
Ind
ivid
ua
l Va
lue _
X=0,4628
UCL=0,6503
LCL=0,2752
BEFORE AFTER
1
8
6
55
8
2511
5
115551
2
2
25
6222
2
2
6
667
6
11
1
665
1
6
22226
56
1
6
1
2
22
2
2222
2
2
22222
6
1
6
6
22
6
5
I Chart of Densif (%TD) by TIME
Cambio muy claro en el proceso
Proceso fuera de control
Objetivo: Control de Proceso al Suministrador de Polvo de UO2.
www.enusa.es
24
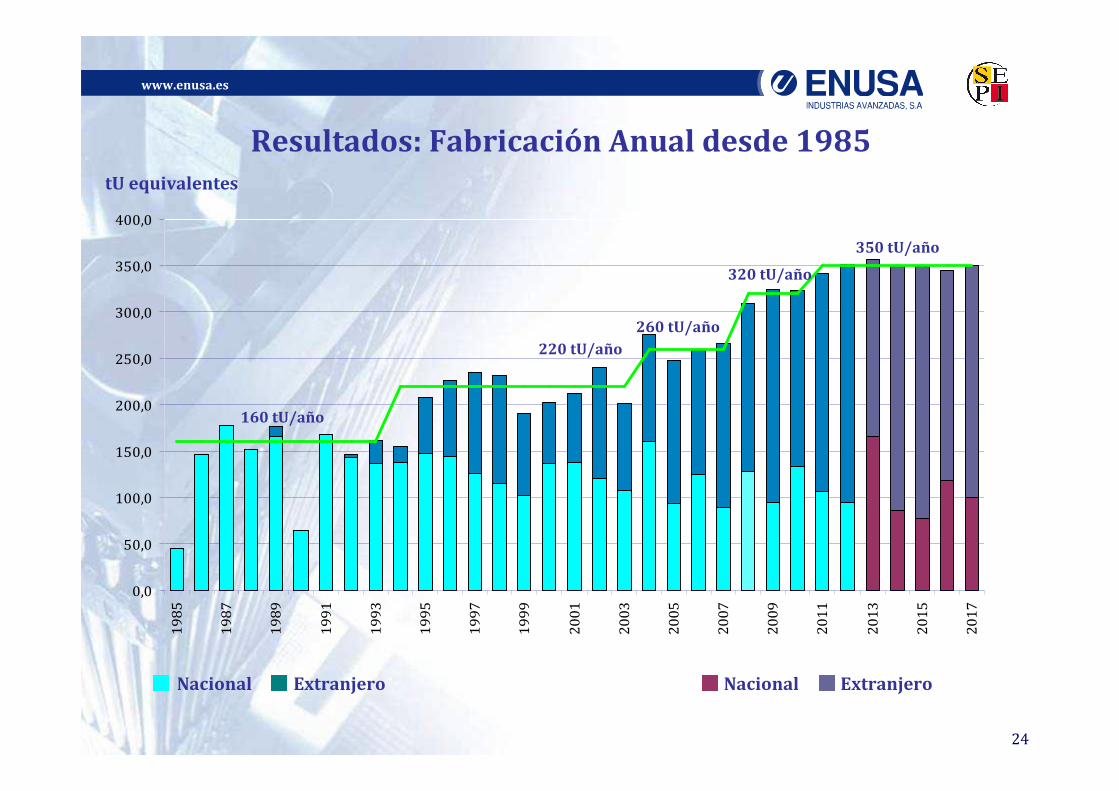
tU equivalentes
Nacional Extranjero Nacional Extranjero
0,0
50,0
100,0
150,0
200,0
250,0
300,0
350,0
400,0
19
85
19
87
19
89
19
91
19
93
19
95
19
97
19
99
20
01
20
03
20
05
20
07
20
09
20
11
20
13
20
15
20
17
160 tU/año
260 tU/año
220 tU/año
320 tU/año
350 tU/año
Resultados: Fabricación Anual desde 1985

www.enusa.es
25