







Idiomas
Páginas
Jurídico


Q.F. Erica Nishihara
2014
VALIDACION DE LIMPIEZA
Evidencia documentada de que un procedimientode limpieza aprobado para las áreas y equiposusados en la fabricación de medicamentos reducea un nivel aceptable los residuos (agente delimpieza y producto producto procesado)
VALIDACIÓN DE LIMPIEZA
La validación es un proceso, una consecuencia de acciones planificadas y ordenadas.
“Lo que no esta escrito, no existe y no se puede demostrar”
VALIDACIÓN DE LIMPIEZA

CONSIDERACIONES GENERALES
Esta selección puede estar basada en la solubilidad y dificultad de limpieza.
Los límites establecidos o criterios de aceptación deben ser alcanzables y verificable.
Deben utilizarse métodos analíticos validados cuyo límite de detección y cuantificación sea lo suficientemente sensible para detectar y cuantificar el nivel aceptable establecido del residuo o contaminante.
VALIDACIÓN DE LIMPIEZA
Los intervalos entre el uso y la limpieza así como limpieza y rehúso deben validarse.
Deben realizarse tres corridas consecutivas del procedimiento de limpieza con resultados satisfactorios para demostrar que el método está validado.
VALIDACIÓN DE LIMPIEZA
Productos no estériles
El último enjuague de los equipos debe hacerse con agua purificada
Productos estériles
El último enjuague debe ser con agua purificada para inyectables
VALIDACIÓN DE LIMPIEZA

El proceso de limpieza, reduce, pero no elimina totalmente los residuos.
Disminuye el contenido de residuos a un límite establecido.
VALIDACIÓN DE LIMPIEZA
¿Qué contaminantes serían removidos?
¿De cuál manera los contaminantes serian removidos?
¿Qué cantidad de residuos (“los contaminantes”) estarían permitidos en el siguiente producto? ¿En las superficies del equipo?
¿De qué forma los residuos serian medidos?
¿Cuándo los residuos serán medidos
VALIDACIÓN DE LIMPIEZA

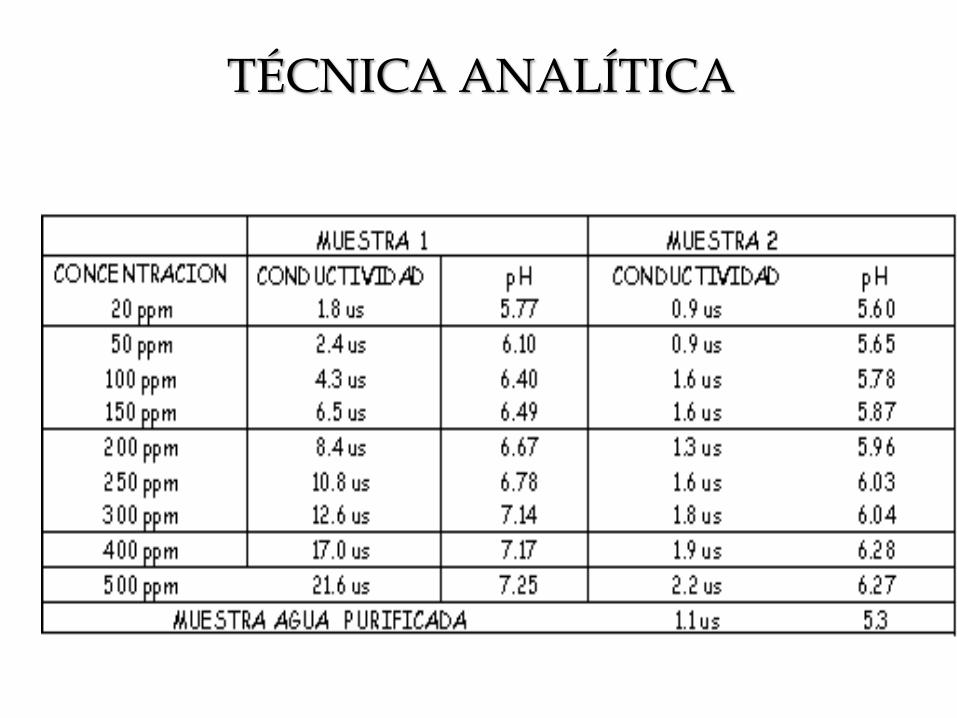
TÉCNICA ANALÍTICA
VALIDACIÓN DE LIMPIEZA
La validación de las técnicas analíticas requiere:
- Métodos documentados
- Instrumentos y equipos calificados y
calibrados
- Patrones de referencia confiables
- Personal calificado
TÉCNICA ANALÍTICA
Calificación de los equipos e instrumentos
- Marca, modelo , manual del fabricante
- Informes sobre cambios o modificación en
el equipo
- Calificación de Instalación
- Calificación Operacional
- Programas de calibración
- Programa de Mantenimiento
TÉCNICA ANALÍTICA

Protocolo de validación de las técnicas analíticas requiere:
- Propósitos y alcances
- Responsabilidades
- Métodos de ensayo documentados
- Lista de materiales y equipos
- Análisis Estadistico
- Criterio de aceptación para cada parámetro
de desempeño
TÉCNICA ANALÍTICA
pH• Técnica potenciométrica utilizada para
monitorear residuos de soluciones ácida o básicas.
• Poco selectivo• Puede detectar a nivel de trazas dependiendo
del equipo y de principio activo.
TÉCNICA ANALÍTICA
Conductividad
• Técnica potenciométrica utilizada para monitorear residuos de compuestos ionizablescomo detergentes ácidos, básicos y buffer.
• Poco selectivo
• Tiene un límite de detección de 0.05 mS / cm.
TÉCNICA ANALÍTICA
TOC
• Técnica que utiliza procesos de combustióny detección por espectroscopia infrarroja.
• Limite de detección aproximado de 50 ppb.
• Poco selectivo.
• Normalmente se establece un limite entre 1 y 10 ppm
TÉCNICA ANALÍTICA
HPLC
• Técnica cromatográfica
• Altamente específico, sensitivo y preciso.
• Altamente reproducible.
• Es costoso y lento en comparación con otrastécnicas.
• Limite de detección entre ppm y ppb para detectores especto fotométricos. Acoplado a MS puede detectar picogramos.
TÉCNICA ANALÍTICA
“La empresa deberá desafiar el método analítico en combinación con el método de muestreo (s) para demostrar que los contaminantes pueden ser recobrados de la superficie del equipo y a que concentración” FDA “Guide to inspections of Validation of Cleaning Processes” July 1993.
TÉCNICA ANALÍTICA
Método especifico: es un método que detecta un único compuesto en presencia de contaminantes potenciales, por ejemplo: HPLC, Elisa TLC
Método no especifico: es aquel que detecta cualquier compuesto que genera cierta respuesta, por ejemplo: TOC, conductividad, pH.
TÉCNICA ANALÍTICA
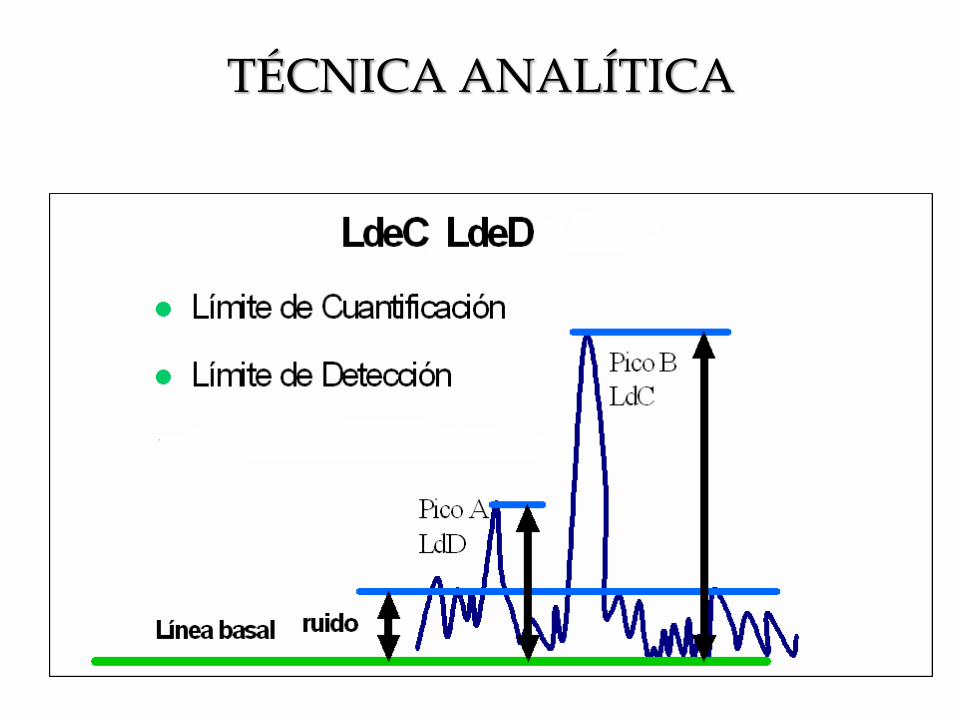
Limite de Detección (LOD): Es la concentración mas baja del analito en una muestra que puede ser detectada, pero no necesariamente cuantificada bajo las condiciones del método analítico.
Limite de cuantificación (LOQ): es la concentración mas baja del analito en la muestra que puede ser cuantificada con una exactitud y una precisión aceptable bajo las condiciones del método analítico.
TÉCNICA ANALÍTICA
TÉCNICA ANALÍTICA
Exactitud
La exactitud del procedimiento es la cercanía de los resultados obtenidos por el procedimiento , al verdadero valor
TÉCNICA ANALÍTICA
Precisión
La precisión del procedimiento es el grado de concordancia entre los resultados de los ensayos individuales.
TÉCNICA ANALÍTICA
Repetibilidad:
Es el resultado de operar el método durante un periodo corto.
Puede ser calculado analizando muestras en triplicado a 3 niveles de concentración diferentes.
TÉCNICA ANALÍTICA

Robustez:
Es la capacidad que tiene el Método Analítico de no afectarse por variaciones pequeñas pero deliberadas en los parámetros del método cono lo son:
. pH
. Flujo
. Temperatura
TÉCNICA ANALÍTICA
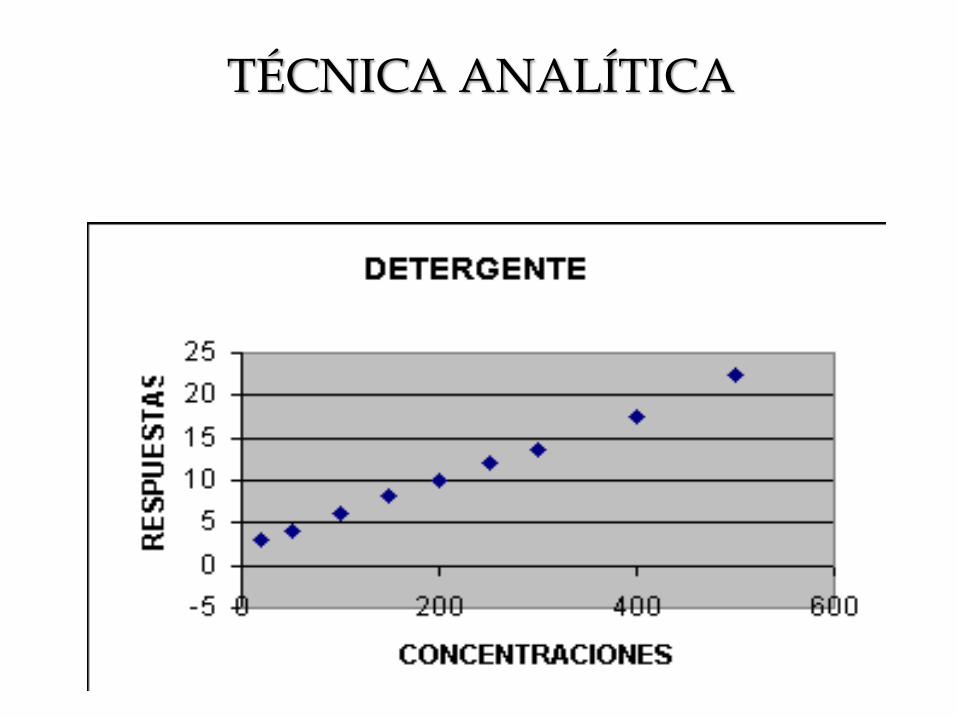
Linearidad y rango
La linearidad de un procedimiento analítico es su capacidad para producir resultados que sean directamente proporcionales a la concentración del analito.
El rango es una expresion de los niveles más bajos y mas altos de analito que se han demostrado con una precision , exactitud y linearidad.
TÉCNICA ANALÍTICA

TÉCNICA ANALÍTICA
TÉCNICA ANALÍTICA
TÉCNICA ANALÍTICA
Especificidad
La especificidad o selectividad de un procedimiento es su capacidad para medir el analito en una manera que este libre de interferencia de otros componentes en la muestra que esta siendo analizada
TÉCNICA ANALÍTICA
PORCENTAJE DE
RECUPERACIÓN
TÉCNICA ANALÍTICA
Los estudios de recuperación deben ser realizados para evaluar la aplicabilidad del método analítico y el procedimiento de muestreo para recuperar residuos de las superficies que tienen contacto con el producto.
Estos estudios se usan para verificar que la concentración de residuos puede ser recuperada de las superficies del equipo con un muestreo y un método analítico dados.
PORCENTAJE DE RECUPERACIÓN
Los estudios son realizados antes de que los ejercicios de validación de limpieza sean ejecutados.
El porcentaje de recuperación será utilizada como un factor de corrección para los resultados de los ensayos.
Todos los estudios de recuperación deben ser realizados en conformidad con un POE escrito o un protocolo.
PORCENTAJE DE RECUPERACIÓN
Ejemplo:
Blanco: Hisopo sin uso en solvente
Muestra:
- Plantilla de acero 25 cm2
- Colocar 100 uL (1 ug de principio activo)
disuelto en metanol, etanol u otro solvente
- Dejar secar.
PORCENTAJE DE RECUPERACIÓN
Hisopado:
• La manera en que se realiza la toma de muestra de una superficie es critica.
• Debe asegurarse que sea exacta y reproducible en la recolección de los residuos.
• Para mejores resultados el Hisopo debe serhumedecido, pero no saturado.
PORCENTAJE DE RECUPERACIÓN

PORCENTAJE DE RECUPERACIÓN
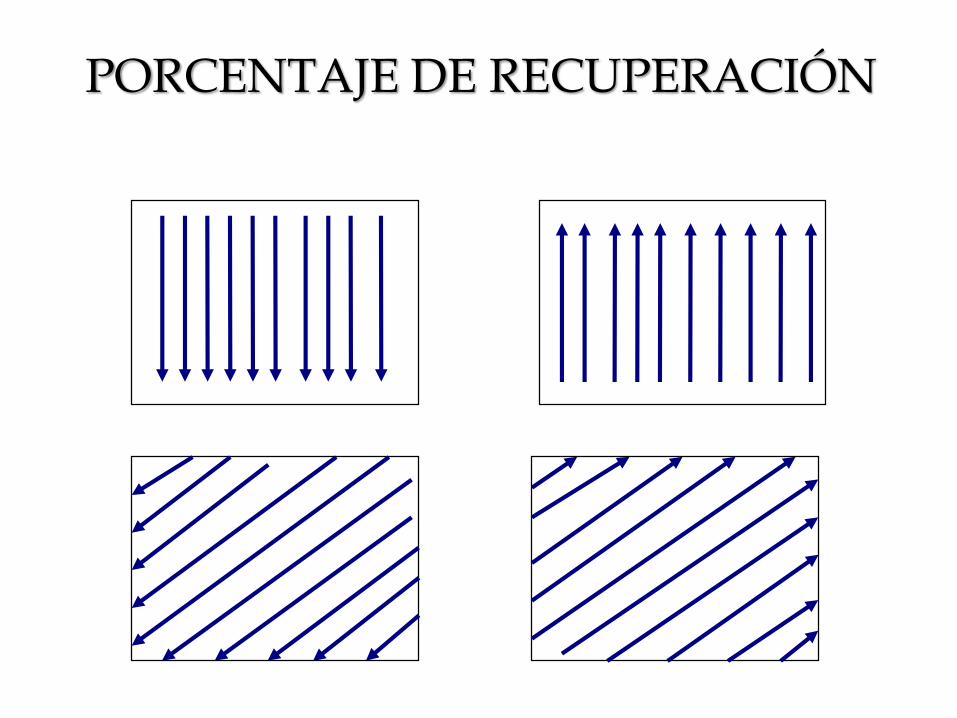
- Se realiza el hisopado en 3 direcciones
Horizontal (10
Vertical (10)
Diagonal (20)
Se sumerge el hisopo en la solución (tubo de ensayo o frasco con 5 mL de solución.
PORCENTAJE DE RECUPERACIÓN
Luego se presiona ambos lados del hisopo contra las paredes del frasco o tubo de ensayo que contiene la solución
De esta manera retiramos el exceso de solución y logramos que el liquido se disperse en forma homogénea.
PORCENTAJE DE RECUPERACIÓN
PORCENTAJE DE RECUPERACIÓN
PORCENTAJE DE RECUPERACIÓN

Calculo % de recuperación
Cantidad detectadaX 100
Cantidad total
El porcentaje debe ser mayor del 70 %
PORCENTAJE DE RECUPERACIÓN
Las tasas de recobro, por el método de hisopado, por debajo del 50% no son aceptadas o deberían de ser revisadas.
Tasa ideal de recobro por el método de hisopado: mayor de 70%.
Las tasas de recobro por encima de 150% no son aceptables porque son propensas para positivos falsos y su especificidad es cuestionable.
Los estudios de recobro no son requeridos para contaminación microbiana.
PORCENTAJE DE RECUPERACIÓN
El método de recuperación para el muestreo por enjuague es el mismo.
En vez de realizar la extracción con hisopo, se realiza, enjuagando la superficie con un volumen conocido de solvente.
Las tasas de recobro aceptada para el método de enjuague es entre 50 –70%.
PORCENTAJE DE RECUPERACIÓN
DURACIÓN DE LA
“LIMPIEZA DEL EQUIPO”
VALIDACIÓN DE LIMPIEZA

Es el tiempo máximo que puede permanecer un equipo limpio antes de ser usado.
No es recomendable guardar equipos húmedos, tapados y en áreas templadas donde se favorecería la proliferación de bacterias y hongos.
Debe evaluarse y tomarse en cuenta el análisis de microbiología para establecer el periodo de validez de limpieza o para extenderlo.
PERIODO MÁXIMO DE EQUIPO LIMPIO
Se debe fijar un periodo máximo que debe permanecer el equipo.
No es lo mismo limpiar un equipo recién utilizado, que un que tien acumulado polvo por 3 dias.
Este periódo debe ser validado, siempre partiendo del peor caso.
PERIODO MÁXIMO DE EQUIPO LIMPIO
MUESTREO
VALIDACIÓN DE LIMPIEZA
Área de muestreo: Se recomienda un área de muestreo de 25 cm2.
Solvente a utilizarse: agua, alcohol, fase móvil
Las muestras deben ser tomadas antes del ensamble del equipo.
El área de muestreo puede ser aumentada conforme sea necesario para ayudar a alcanzar el limite de cuantificación (LdC) del método analítico
MUESTREO
Debe utilizarse guantes y mascarillas, para reducir el riesgo de contaminación.
Se recomienda el análisis dentro de las 24 horas.
El tiempo de almacenamiento después de tomar las muestras debe ser validado
MUESTREO
Los hisopos deberían ser almacenados en frío, para evitar la degradación o contaminación microbiana. Muestras duplicadas deberían ser tomadas de cada punto de muestreo del equipo
• Solamente una muestra será analizada
• El propósito de la segunda muestra es para uso como una copia de reserva
• La segunda muestra será obtenida de la misma posición y adyacente a la primera muestra pero no debe superponerse para evitar la contaminación cruzada.
MUESTREO
La elección de un método particular de muestreo para un residuo depende de la configuración del equipo y de la superficie muestreada.
Las superficies de fácil acceso pueden ser muestrearse con hisopos.
Las de difícil acceso puede muestrearse por enjuague.
MUESTREO

Las muestras o pruebas microbiológicas deben ser tomadas antes de los muestreos químicos, para evitar la posibilidad de contaminación.
Antes de iniciar los muestreos, debe realizarse una inspección visual que el equipo esta limpio y seco.
MUESTREO
Ventajas
Reproducibilidad
Disuelve y físicamente remueve la muestra
Útil en muchos tipos de superficie
Aplicable a activos, detergentes y microorganismos
Desventajas
Uso limitado en áreas de difícil acceso
Entrenamiento y habilidad del operador
VENTAJAS Y DESVENTAJAS DEL HISOPADO
CARACTERÍSTICAS QUE DEBE TENER EL HISOPO:
Tamaño
Forma
Flexibilidad
Tipo de material
Facilidad de esterilización
Resistencia a solventes.
VENTAJAS Y DESVENTAJAS DEL HISOPADO
Ventajas Permite el muestreo de grandes areas No depende del operador Fácil de muestrearDesventajas No permite detectar el punto de contaminación El volumen utilizado es crítico No todas las sustancias son solubles
VENTAJAS Y DESVENTAJAS DEL ENJUAGUE
Realizar un flujo detallado del proceso con los equipos que intervienen.
Elegir aquellos equipos que entran en contacto directo con el principio activo.
Determinar la superficie de los equipos que están en contacto con el principio activo.
PUNTOS DE MUESTREO
Los puntos de muestreo son seleccionados, teniendo en cuenta:
- El punto de muestreo tiene contacto directo con el principio activo.
- Se considera como un punto crítico de difícil limpieza, ya sea por la dificultad del acceso para ser limpiado o por su naturaleza de diseño (tuberías, codos, dosificadores, agujas,etc.)
PUNTOS DE MUESTREO
Por lo anterior los puntos ideales de muestreo son:
. Las mangueras o conexiones de trasvase.
. Válvulas
. Hélices
. Las paredes de los equipos, como punto representativo.
Se recomienda tomar por equipo por lo menos 4-5 puntos.
PUNTOS DE MUESTREO
CICLO DE LIMPIEZA
VALIDACIÓN DE LIMPIEZA
Que equipos vamos a limpiar ?
Que se quiere limpiar ?
Que materiales o utensilios de limpieza vamos a utilizar ?
De que material es el equipo?
Que agentes de limpieza se va a utilizar?
DISEÑO DELCICLO DE LIMPIEZA

Los factores principales, que influyen en la limpieza son:
- Tiempo: contacto – agente de limpieza- Acción: Mecánica- Concentración: Agente de limpieza- Temperatura: La solución de limpieza
Estas 4 condiciones son conocidos en ingles como “TACT”Que en castellano es: igual : Tiempo, acción, concentración y temperatura
DISEÑO DEL CICLO DE LIMPIEZA
Determinar los parámetros de limpieza usando el TACT. Realizar pruebas
Evaluar datos y establecer parámetros tentativos de limpieza
Ejecutar el procedimiento - Desafiar
DISEÑO DEL CICLO DE LIMPIEZA
Recuperación de los residuos sólidos
Enjuague inicial con agua potable: Eliminación de restos
Limpieza con detergente
Enjuague intermedio con agua desmineralizada
Sanitización
Enjuague final (en caso de ser necesario)
Secado
DISEÑO DEL CICLO DE LIMPIEZA
MÉTODOS DE LIMPIEZA
VALIDACIÓN DE LIMPIEZA
Manual
- Método antiguo pero muy eficaz.
- Desmonte para inspección y limpieza de algunos equipos.
- Se emplea gran cantidad de tiempo
- Utilización de cepillos (cerdas pláticas y compactas).
MÉTODOS DE LIMPIEZA
Por Inmersión o remojado
- Se sumerge el material o pieza en un baño de detergente.
- Se agita intensamente.
MÉTODOS DE LIMPIEZA
Por presión
- Efecto mecánico de fricción.
- Altas presiones
- Fuerte consumo de agua y energía
MÉTODOS DE LIMPIEZA
CIP (Cleaning in Place)
Posee control automático de los 4 puntos clave para la realización de una buena limpieza:
- Concentración correcta de detergentes.
- Temperatura adecuada de actuación.
- Acción mecánica.
- Tiempo de paso necesario.
MÉTODOS DE LIMPIEZA
NIVELES DE LIMPIEZA
VALIDACIÓN DE LIMPIEZA
Nivel I
- Cuando se trabaja en campaña y lotes consecutivos de un mismo producto, o de diferente concentración siempre y cuando hayan sido fabricados de menor a mayor concentración.
- Se realiza una limpieza de carácter ordinario, simple.
NIVELES DE LIMPIEZA
Nivel II
- Cada lote presenta distintos principios activos.
- Después de haber realizado cierto numero de limpiezas menores.
- Después de un mantenimiento preventivo o correctivo.
NIVELES DE LIMPIEZA
Nivel III
- Productos de alta toxicidad.
- Altamente reactivos.
- Después de una remodelación de Área.
NIVELES DE LIMPIEZA
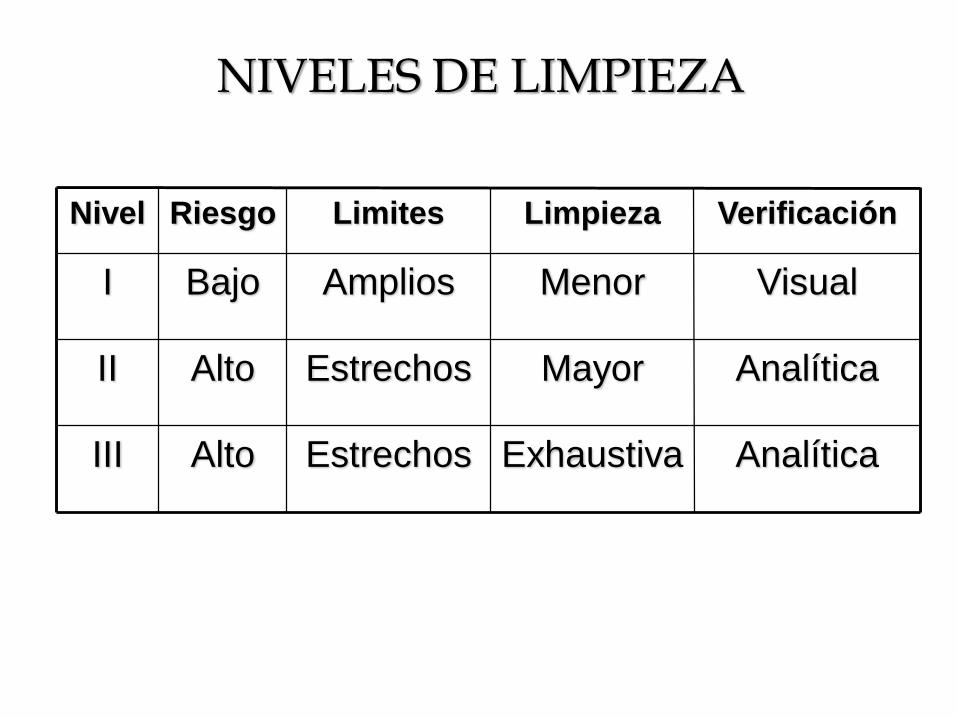
Nivel Riesgo Limites Limpieza Verificación
I Bajo Amplios Menor Visual
II Alto Estrechos Mayor Analítica
III Alto Estrechos Exhaustiva Analítica
NIVELES DE LIMPIEZA
AGENTES DE LIMPIEZA Y
DESINFECCIÓN
VALIDACIÓN DE LIMPIEZA
Son productos que se utilizan en las etapas de prelavado, lavado y enjuague final.
Siempre que sea posible se lavara con agua por su alto poder disolvente.
. Agua sola.
. Agua a presión.
. Agua a temperaturas elevadas.
. Vapor
En el prelavado, suele utilizarse agua de calidad inferior a la utilizada en la producción (agua potable).
AGUA
Se utilizan en caso de insolubilidad en medio acuoso.
- Polares: metanol, etanol, glicoles.
- No polares: metilcetona, diclorometano.
DISOLVENTES
Los detergentes actúan humectando los residuos, emulsificándolos y dispersándolos.
DETERGENTES

Arrancar materia orgánica de las superficies. Poder humectante: Tensión superficial. Capacidad desengrasante: Saponificar y
emulsionar. Capacidad dispersante de las partículas de
suciedad. Capacidad para disolver depósitos de sales. Capacidad para mantener en suspensión las
partículas de suciedad. No corrosivos.
Propiedades de los detergentes
Los detergentes pueden ser empleados solos o combinados con un desinfectante.
- SurfactanteAniónicos, Catiónicos, No iónicos , Anfotéricos
- Agentes coadyuvantesPolifosfatos, Silicatos, Carbonatos, Perboratos
- Agentes auxiliaresSulfato de sodio
- Enzimas- Rompen las moléculas de proteína
Propiedades de los detergentes
De acuerdo al componente principal se clasifican en :
Detergentes ácidos: pH= 4-5
- Detergentes pobres
- Potentes germicidas o desinfectantes
- Los principales son los llamados
compuestos de amonio cuaternario
. Benzalkonium choride (preservativo, antiséptico:
Zephiran)
. Cetyl trimethylammonium chloride (Cetrimide)
Tipos de detergentes
Detergentes alcalinos: pH= 8-12 - Usados en la mayoría de los sistemas de
detergentes- Detergentes líquidos, champús- Mejores detergentes- Actúan sobre:
. sucios acidico, los cuales son neutralizados yremovidos mas fácilmente.
. sucios orgánicos como aceites, grasas y proteínas, que pueden ser emulsionadas.
Tipos de detergentes
Detergentes alcalinos: Aniónicos
- Entre ellos tenemos a:
. Dodecilsulfato sódico (SDS), también
llamado lauril sulfato sódico
. Sulfato sódico alkilo
. Sulfato sódico de laurilo
. Oleato sódico
. Comercial Marca: ALCONOX
Tipos de detergentes

Detergentes neutros
- Utilizados en superficies protegidas
- Revestimientos, termoplásticos y en
ciertos metales como el aluminio.
- Consisten esencialmente de una
solución surfactante
Tipos de detergentes

Los detergentes y también los desinfectantes no deben contener los siguientes ingredientes:
- Perfumes.
- Jabones grasosos.
- Glicerina.
- Lanolina.
- Aumentadores de brillo óptico.
Recomendaciones
No utilizar detergentes con agua no desmineralizar ya que pueden formar sales insolubles que se depositan sobre la superficie.
La concentración de uso de los detergentes, preparación y periodo de validez deben ser establecidos porque pueden perder la eficacia como agente limpiador.
Recomendaciones
Limpieza: Eliminación de suciedad, considerando suciedad como toda aquella materia prima que se encuentra fuera de lugar.
Desinfección (o limpieza microbiológica): Proceso por el cual se destruyen todos los microorganismos patógenos y se reducen los no patógenos, de modo que no puedan afectar a la calidad de los productos en forma negativa.
Diferencia entre Limpieza y Desinfección

Desinfectante o sanitizante:
Son aquellos agentes físicos o químicos que reducen la contaminación microbiana presentes en superficies microbianas inertes.
"Desinfección: Proceso que elimina la mayoría o todos los microorganismos patógenos, con excepción de esporas bacterianas, de objetos inertes. American Journal of Infection Control "
SANITIZACIÓN
Medios Físicos
- Temperatura : vapor o agua caliente:
tuberías, equipos.
- Rayos UV.
Métodos de Desinfección
Medios Químicos
- Desinfectantes Oxidativos:
. Compuestos de Cloro: lejía ,
hipoclorito de sodio
. Compuestos de Yodo: Iodoforos
. Ozono
. Peróxido de Hidrógeno
Métodos de Desinfección

Medios Químicos
- Desinfectantes No - Oxidantes:
. Compuestos de amonio cuaternario
Métodos de Desinfección

El tiempo de contacto.
Temperatura.
pH.
Naturaleza del contaminante sucio.
El secado es esencial, porque el crecimiento microbiano puede ocurrir en la película de agua.
Factores que afectan la eficacia de la Desinfección

Para superficies:- Etanol o isopropanol al 70%.- H2O2 – 3% .- Hipoclorito de Sodio.
Para manos:- Etanol o Isopropanol al 70%
Para instrumentos- H2O2.
- Agua caliente.- Vapor.
Recomendaciones

Se aplican sobre superficies que han sido previamente limpiadas.
Se recomienda alternarlos, cambiando por otro desinfectante de acción diferente de acción diferente.
Recomendaciones
PEOR CASO
VALIDACIÓN DE LIMPIEZA
El peor caso esta basado en:
- Dificultad para la limpieza.
- La Solubilidad del producto.
- La Toxicidad el producto o de la
suciedad.
- Cantidad de la dosis terapéutica
mínima.
- Otros.
Peor Caso
Dificultad en la limpieza
- Fácil
- Medio
- Duro
Peor Caso
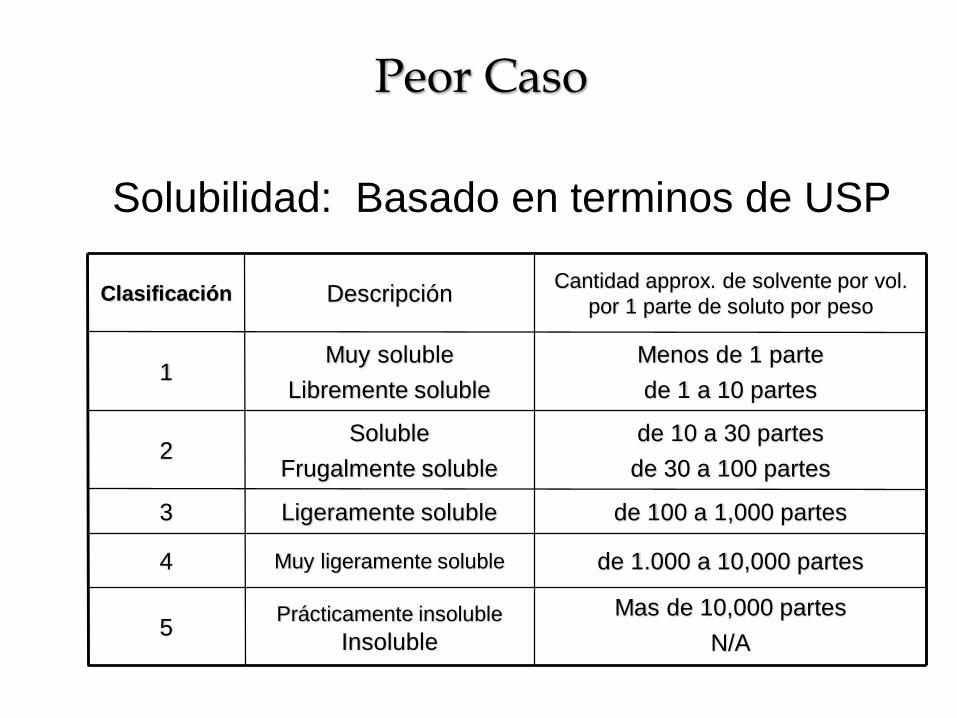
Clasificación DescripciónCantidad approx. de solvente por vol.
por 1 parte de soluto por peso
1Muy soluble
Libremente soluble
Menos de 1 parte
de 1 a 10 partes
2Soluble
Frugalmente soluble
de 10 a 30 partes
de 30 a 100 partes
3 Ligeramente soluble de 100 a 1,000 partes
4 Muy ligeramente soluble de 1.000 a 10,000 partes
5Prácticamente insoluble
Insoluble
Mas de 10,000 partes
N/A
Solubilidad: Basado en terminos de USP
Peor Caso
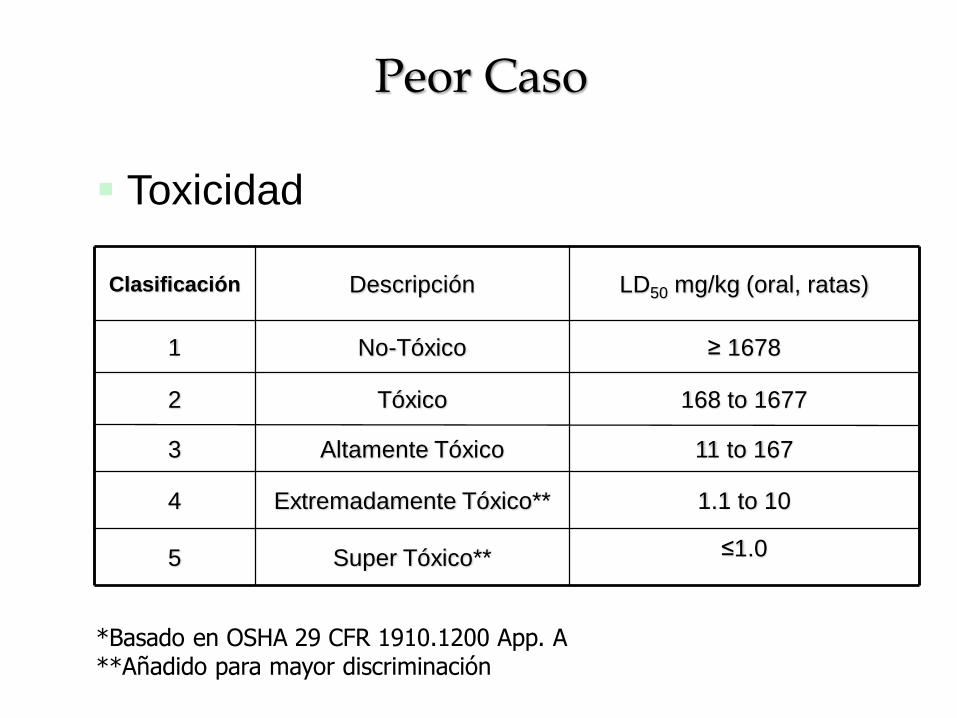
Clasificación Descripción LD50 mg/kg (oral, ratas)
1 No-Tóxico ≥ 1678
2 Tóxico 168 to 1677
3 Altamente Tóxico 11 to 167
4 Extremadamente Tóxico** 1.1 to 10
5 Super Tóxico** ≤1.0
*Basado en OSHA 29 CFR 1910.1200 App. A **Añadido para mayor discriminación
Toxicidad
Peor Caso
DETERMINACIÓN DE LÍMITES
VALIDACIÓN DE LIMPIEZA
Equipo dedicado.
Utilizado para un producto.
Utilizado para un mismo producto de diferentes concentraciones.
Equipo para fabricación de diferentes formas farmacéuticas con diferentes principios activos.
Determinación del Límite de Aceptación
Elaborar un listado de todos los productos que se fabrican en el Área
Considerar por producto:
- Dosis mínima terapéutica.
- Tamaño de lote que se fabrica.
- Dosis Máxima Diaria.
- Numero de unidades por lote.
Determinación del Límite de Aceptación
Limite visual
- Requiere de verificación.
- Se usa entre lotes del mismo producto.
- Superficie iluminada: 400 lux.
Límite Visual
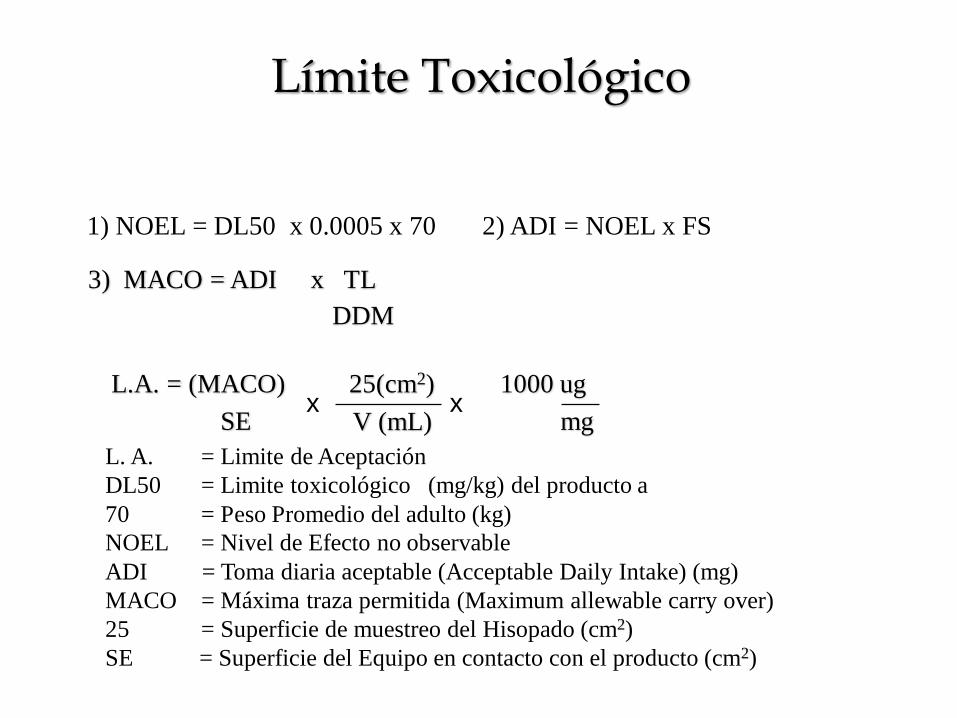
1) NOEL = DL50 x 0.0005 x 70 2) ADI = NOEL x FS
3) MACO = ADI x TL
DDM
L.A. = (MACO)
SE
25(cm2)
L. A. = Limite de Aceptación
DL50 = Limite toxicológico (mg/kg) del producto a
70 = Peso Promedio del adulto (kg)
NOEL = Nivel de Efecto no observable
ADI = Toma diaria aceptable (Acceptable Daily Intake) (mg)
MACO = Máxima traza permitida (Maximum allewable carry over)
25 = Superficie de muestreo del Hisopado (cm2)
SE = Superficie del Equipo en contacto con el producto (cm2)
V (mL)
1000 ug
mgx x
Límite Toxicológico

0.0005 = Factor Toxicológico de Seguridad
70 = Peso Promedio de un adulto (kg)
L. A. = Limite de Aceptación
FS = Factor de Seguridad
TL = Tamaño de Lote del producto b (mg)
25 = Superficie de muestreo del Hisopado (cm2)
SE = Superficie del Equipo en contacto con el producto
DDM = Dosis Diaria Máxima (g) del producto b (MTUDb)
V = Volumen del solvente empleado en el hisopado
L.A =DL50 (mg/kg) x FS x 0.0005 x 70 (kg) x TL(mg)
SE (cm2) x DDM (mg)
25(cm2)
V (mL)
1000 ugmg
x x
Límite Toxicológico

MARa = Residuo Máximo Admisible del Principio Activo (IFA) del Producto a
MCRa b = Máxima concentración del residuo de a en b
MSCRa = Concentración Máxima de residuo en superficie del producto a permitido
en el área de superficie de contacto del equipo.
DT = Dosis Terapéutica Mínima del producto a (mg) para una persona
adulta de 70 kg (LTUD70)
DDM = Dosis Diaria Máxima (g) del producto b (MTUDb)
MARa = DT (mg) x FS1) 2) MCRa b = MARa (mg)
DDM (g)
4) L.A = MSCRa
MCRa b (mg/g) x TL b (g)
SE (cm2)
25(cm2)
V (mL)
1000 ugmg
x x
3) MSCRa =
Límite Dosis Terapéutica
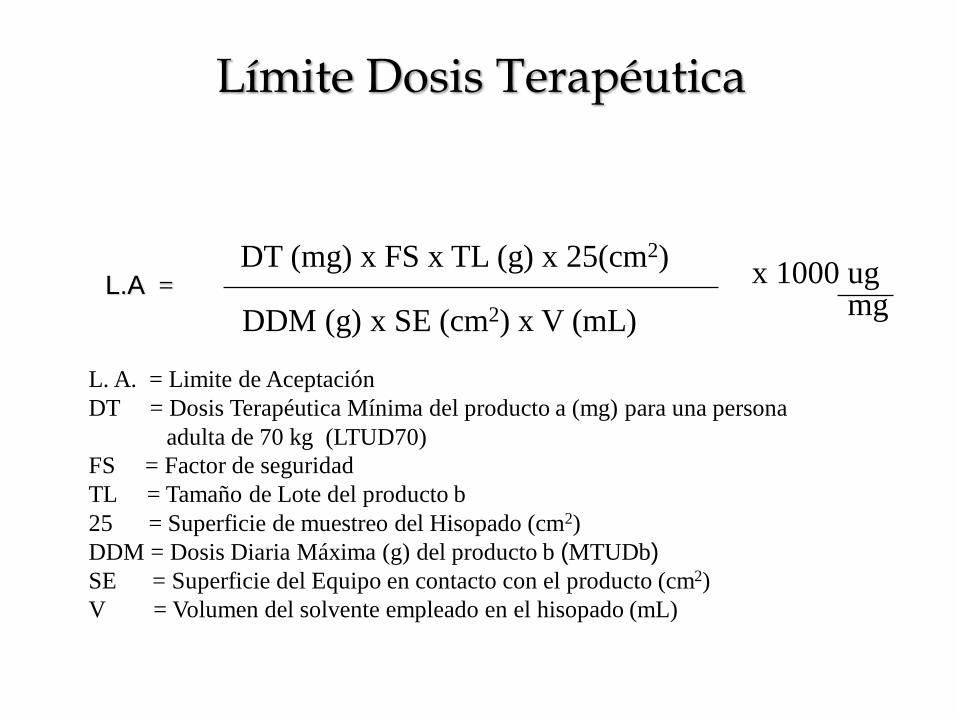
L.A = DT (mg) x FS x TL (g) x 25(cm2)
DDM (g) x SE (cm2) x V (mL)
x 1000 ugmg
L. A. = Limite de Aceptación
DT = Dosis Terapéutica Mínima del producto a (mg) para una persona
adulta de 70 kg (LTUD70)
FS = Factor de seguridad
TL = Tamaño de Lote del producto b
25 = Superficie de muestreo del Hisopado (cm2)
DDM = Dosis Diaria Máxima (g) del producto b (MTUDb)
SE = Superficie del Equipo en contacto con el producto (cm2)
V = Volumen del solvente empleado en el hisopado (mL)
Límite Dosis Terapéutica
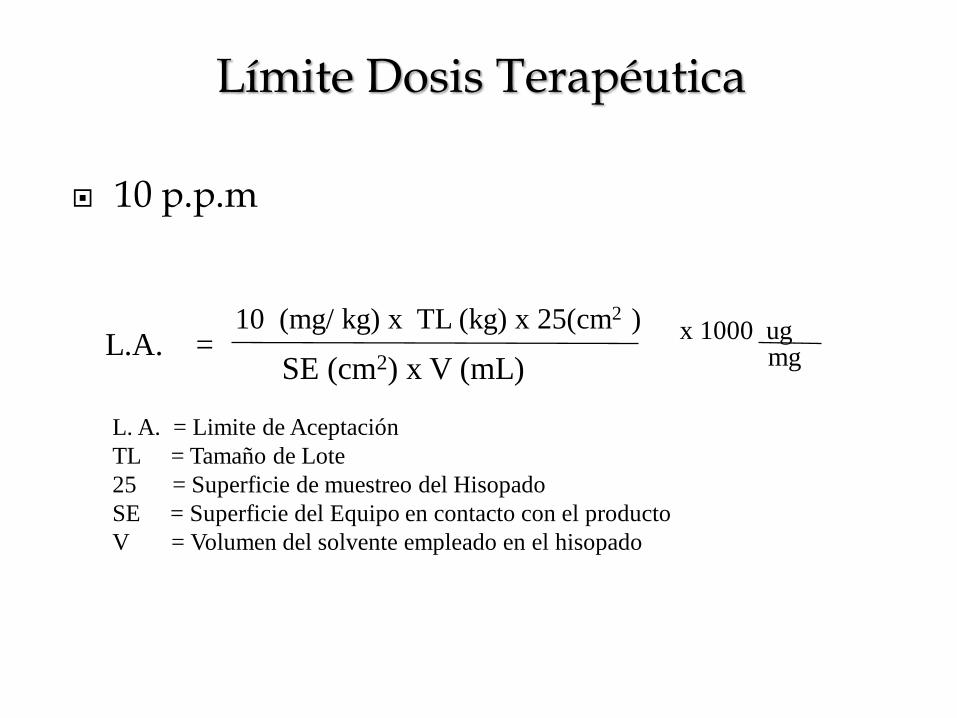
10 p.p.m
L. A. = Limite de Aceptación
TL = Tamaño de Lote
25 = Superficie de muestreo del Hisopado
SE = Superficie del Equipo en contacto con el producto
V = Volumen del solvente empleado en el hisopado
L.A. = 10 (mg/ kg) x TL (kg) x 25(cm2 )
SE (cm2) x V (mL)
x 1000 ugmg
Límite Dosis Terapéutica
LÍMITES MICROBIOLÓGICOS
VALIDACIÓN DE LIMPIEZA
Analizar los riesgos de contaminación
Considerar el tiempo de almacenamiento y las condiciones del equipo.
El equipo debe estar seco.
Esterilización y contaminación por pirógenos.
La validez de la limpieza del equipo esta dada por los análisis microbiológicos.
ASPECTOS MICROBIOLÓGICOS

Límite microbiano
- Superficie interna del equipo: 46 000 cm2
- Lote máximo de fab.: 220 kg
- Límite microbiológico producto: 1000 ufc /g
Límite:
1000 ufc/g x 220 000 g = 220 000 000 ufc
46 000 cm2 ---------- 220 000 000 ufc
25 cm2 ---------- 120 000 ufc .......pero...
Límites Microbiológico
Factor de seguridad: 0.1% de la contaminación total del producto terminado
Por tanto: 120 000 x 0.001 =
120 ufc / 25 cm2 ........pero
Se utilizan generalmente mas de 1 equipo:
si son 3 equipos: 120 / 3 = 40 ufc / 25 cm2
Se realizan cálculos, y se toma el valor mas estricto.
Límites Microbiológico
Carga Microbiana:
Dosificaciones SólidasProductos tópicos.Productos Rectales y Vaginales.
Recomendaciones USPDatos HistoricosLimites internos
Endotoxinas Bacterianasaplica a productos parenterales ; 0.250 EU/1.0 mL
Límites Microbiológico
No se requiere análisis químico
Se debe realizar análisis de detergentes
Análisis de endotoxinas
Carga microbiana
Equipo Dedicado
La FDA recomienda que las compañías farmacéuticas solo necesitan cumplir con el criterio de “ visiblemente limpio para los equipos dedicados ”.
En equipo dedicado, el análisis de el peor caso tiene aplicación cuando se trabaje con productos del mismo principio activo, pero con 2 concentraciones diferentes.
Equipo Dedicado
LÍMITES DETERGENTE
VALIDACIÓN DE LIMPIEZA
Obtener toda la información posible sobre el Detergente.
- Literatura
- Etiqueta
- Fabricante
Detergentes - Límite
Se determina el límite de aceptación de manufactura y se convierte en términos de la concentración para el laboratorio:
- LD50
- 10 ppm
- 1 ppm
Detergentes - Límite
PLAN MAESTRO
VALIDACIÓN DE LIMPIEZA
Debe contener• Objetivos• Alcances• Introducción: Realizar una pequeña descripción
del PMdVl
• Glosario: significado de términos, acrónimos
• Referencias: Normas, exigencias de las autoridades sanitarias.
Plan Maestro de Validación de Limpieza
• Responsabilidades: Elaboración de documentos,
Ejecución de muestreos,
Análisis químicos y microbiológicos.
Aprobación final.
Seguimiento.
Entrenamiento de personal.
Plan Maestro de Validación de Limpieza

Descripción de la PlantaDescripción de las Áreas: Sólidos, inyectables, penicilínicos, etc. Ubicación de los equipos. Flujo de personal, flujo de materiales
Descripción de los procesosFlujo detallado del proceso por Área
Descripción del productosTipos de productos que se fabrican
Lista de productos
Plan Maestro de Validación de Limpieza
Lista de Equipos
Justificación o Fundamento para elección de determinados productos.
Criterios de aceptaciónQue procedimiento debe seguirse para calcular los criterios de aceptación y la determinación de los límites.
Desviación y Control de Cambios.
Plan Maestro de Validación de Limpieza
Se debe especificar Descripción del Productos a ser analizados Descripción de los equipos: Partes principales,
dimensiones, ubicación. Diagrama del Proceso de Manufactura Listado de Procedimiento de limpieza de los
equipos Agentes de limpieza utilizado
Plan Maestro de Validación de Limpieza
Criterios de aceptación: Cálculo de los Limites Hisopos a ser utilizado. Técnica de muestreo. Preparación de la muestra. Diagramas de los puntos hisopados. Conclusión. Desviaciones y Control de cambio.
Plan Maestro de Validación de Limpieza
Otras Consideraciones
VALIDACIÓN DE LIMPIEZA
El personal es un agente contaminante.
Debe tener capacitación continua.
Debe tener conocimiento de las practicas básicas de higiene.
. Higiene personal
. No comer, beber, fumar
. No usara joyas, maquillaje.
. Informar si esta enfermo o tiene heridas.
Capacitación de Personal
La limpieza manual es difícil de medir.
Se mide la capacidad de las personas.
Deben tener buena capacitación.
Deben ser supervisados efectivamente.
Capacitación de Personal

Gracias por la Atención
Top Related