




![SÍNTESIS DE SISTEMAS BICÍCLICOS [3.2.1]OCTANO CON DOS ...](https://static.fdocuments.mx/doc/165x107/615982b3bc429c2ee413ae68/sntesis-de-sistemas-bicclicos-321octano-con-dos-.jpg)

Idiomas
Páginas
Jurídico

UNIVERSIDAD PANAMERICANA
FACULTAD DE INGENIERÍA
DESARROLLO DEL EGRESADO EN ÁREAS DE VENTAS,
CAPACITACIÓN, INVESTIGACIÓN Y DIRECCIÓN DE PROYECTOS
INFORME
SOBRE LA DEMOSTRACIÓN DE EXPERIENCIA PROFESIONAL
QUE PARA OBTENER EL TÍTULO DE
LICENCIADO EN INGENIERÍA ELECTROMECÁNICA
P R E S E N T A
HÉCTOR RODRÍGUEZ DE LA CRUZ
ASESOR DE INFORME:
DR. HIRAM EREDÍN PONCE ESPINOSA
MÉXICO, D.F. Enero - 2017
Con estudios incorporados a la
Secretaría de Educación Pública
2
ÍNDICE
Introducción. .............................................................................................................................. 3
Proyecto 1.- Puesta en operación del laboratorio de máquinas de octano en el Complejo
Petroquímico Cangrejera. Coatzacoalcos, Veracruz. ................................................................. 5
Proyecto 2.- Venta y ejecución de curso de capacitación para la Refinería Costarricense de
Petróleo. Limón, Costa Rica. .....................................................................................................11
Proyecto 3.- Investigación sobre la variación del número de octano en alturas superiores a 1500
m.s.n.m. Refinería Tula, Hidalgo. ..............................................................................................17
Proyecto 4.- Mantenimiento a Generador Alstom 15 MW para Grupo Modelo. Zacatecas,
Zacatecas. ................................................................................................................................27
Proyecto 5.- Venta y gestión de contrato de Instalación de 64 aires acondicionados de precisión
a nivel Nacional. Estado de México. ..........................................................................................33
Anexos ......................................................................................................................................39
Bibliografía ................................................................................................................................40

3
Introducción.
Este informe profesional tiene como objetivo dar a conocer mi desarrollo en diferentes áreas de
la industria, como son servicio, ventas, capacitación, investigación, coordinación y dirección de
proyectos, las cuales fui capaz de cultivar en diferentes materias de la licenciatura, así como
pensamiento crítico y priorización de objetivos. Para alcanzar dicho desarrollo, en este informe
describiré cinco proyectos clave en mi carrera profesional. El primero de ellos inició cuando me
llamaron para darme la oportunidad de liderar un proyecto llave en mano ya vendido y con un
tiempo de entrega muy comprometido, además de ser muy importante para posicionar a la
compañía en PEMEX Petroquímica, que comprendía la puesta en marcha de un laboratorio para
medir octanaje. En este proyecto desarrollé habilidades como trabajo bajo presión, coordinación
de empleados y contratistas, análisis y uso eficaz de recursos. Los resultados de ese proyecto
fueron mejor de lo que se esperaba y para cuando terminó, el Director General me recompensó
entre otras cosas con un ascenso al puesto de Coordinador de servicio. En este puesto
incrementé las ventas tanto de servicios, como de partes de repuesto de forma que, en un año,
me ascendieron a Gerente de producto. En este puesto tuve la oportunidad de vender y ejecutar
capacitación a la Refinería Costarricense de Petróleo (RECOPE), que se describe en este
informe como el segundo proyecto, empezando el primer contacto entre marzo y mayo de 2010
y obteniendo el contrato en noviembre del mismo año que, por cuestiones calendáricas del
cliente, se realizó hasta marzo de 2011. En este proyecto desarrollé habilidades como venta a
entidad de gobierno costarricense y la gestión de recursos restringidos a una ventada muy
delimitada. El tercer proyecto de este informe comienza en febrero de 2011, cuando el
Superintendente del laboratorio de la Refinería de Tula, Hidalgo, contactó al Director General
para mostrarle un problema que tenían, ya que al nunca poder hacer que de las máquinas que
medían octanaje se obtuviera el octanaje adecuado, modificaban los resultados y así los
reportaban. Gracias a una auditoría del Órgano Interno de Control de PEMEX, se instruyó al
laboratorio de química a corregir esa mala práctica, en ese momento empecé una investigación.
llevó meses en el desarrollo de la solución, otros meses en la ejecución práctica, además de
estar presentando los avances a la “American Society for Testing and Materials” (ASTM) de forma
semestral. En este proyecto desarrollé habilidades como investigación de alto nivel, presentación
de resultados ante un comité internacional y en idioma extranjero, materializar soluciones
teóricas y venta de investigación y desarrollo de la solución. En mi última participación en una
junta de ASTM en junio de 2012 en San Francisco, Ca., el comité aceptó tanto mi propuesta de
modificaciones para realizar las pruebas sitios como Tula, como los resultados presentados y el
4
plan para plasmar las modificaciones en el método de prueba ASTM D-2699. En septiembre de
2013, ingresé a otra compañía como Subdirector Técnico, al ser buscado por el Director Técnico
para dar fuerza a la gestión de proyectos y a las relaciones comerciales; Así fue como una de las
relaciones comerciales que más se fortaleció fue con Grupo Modelo, pasando de ser de un cliente
secundario a convertirlo en 2014 en nuestro principal cliente, debido a consecutivos proyectos
de servicio a generadores, siendo el primero de estos el cuarto proyecto de este informe,
fungiendo como completo responsable de la gestión de los mismos, hasta pasarlos al área
financiera para facturación y cobro. Grupo Modelo, siguió como cliente #1 en 2015. En este
proyecto desarrollé habilidades como gestión de proyectos técnica y financieramente, informe
final de proyecto tanto al cliente como a la Dirección de la compañía. El quinto y último proyecto
de este informe comienza en agosto de 2015, cuando ingresé como Director Comercial en la
compañía en la que me encuentro laborando a la fecha, llamado no solo para llevar la parte
comercial de la compañía, sino ser la cara de la compañía, ya que los socios radican fuera del
México. Cuando ingresé, se tenían 3 contratos de servicio, dos enfocados a mantenimiento de
centros de datos y uno a mantenimiento a aires acondicionados en radiobases. Muy pronto
empecé involucrarme en una propuesta para Telcel sobre el cambio de 5,00 unidades, pero no
como venta de equipo, sino con la venta de la instalación a nivel nacional. En abril de 2016 nos
otorgaron el 64% de la fase 1 del proyecto de instalación, la cual principalmente por atrasos de
Telcel no hemos podido concluir, pero aun así ya estamos considerados para la fase 2 por los
buenos resultados entregados. En este proyecto desarrollé habilidades como gestión de
proyectos a cargo de subcontratistas, calendario financiero basado en avances de ejecución,
elaboración de memorias técnicas para facturación e informe financiero quincenal a los socios.
5
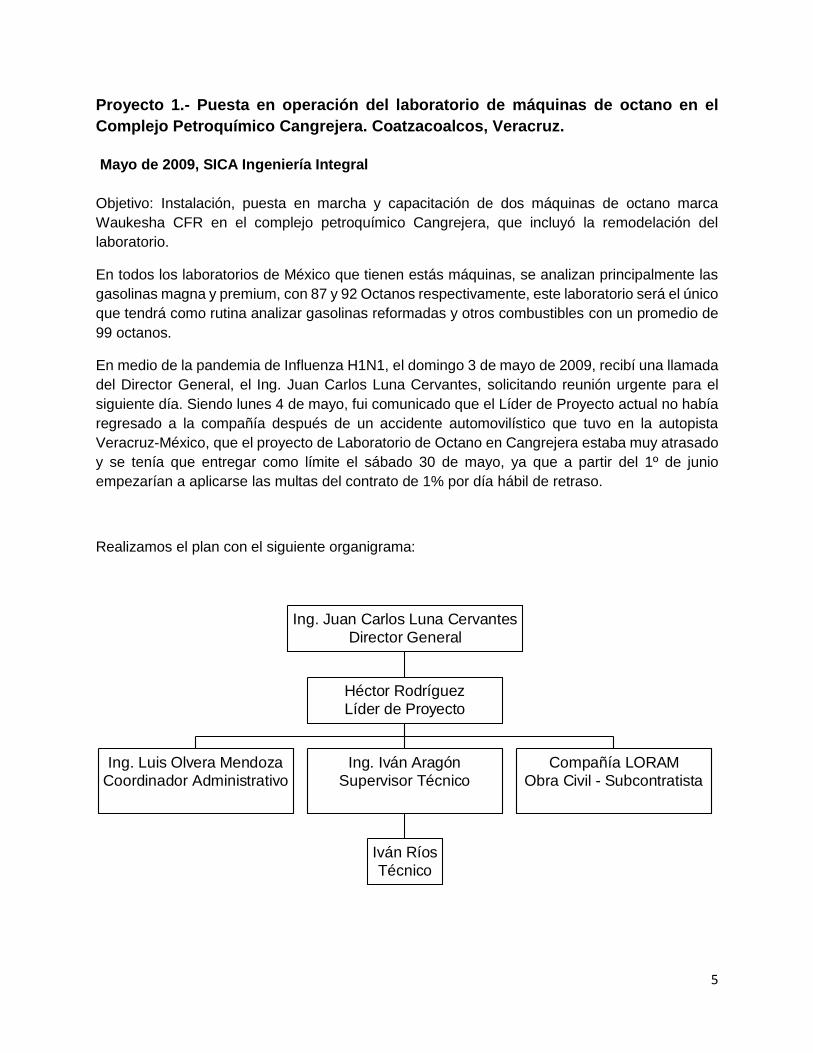
Proyecto 1.- Puesta en operación del laboratorio de máquinas de octano en el
Complejo Petroquímico Cangrejera. Coatzacoalcos, Veracruz.
Mayo de 2009, SICA Ingeniería Integral
Objetivo: Instalación, puesta en marcha y capacitación de dos máquinas de octano marca
Waukesha CFR en el complejo petroquímico Cangrejera, que incluyó la remodelación del
laboratorio.
En todos los laboratorios de México que tienen estás máquinas, se analizan principalmente las
gasolinas magna y premium, con 87 y 92 Octanos respectivamente, este laboratorio será el único
que tendrá como rutina analizar gasolinas reformadas y otros combustibles con un promedio de
99 octanos.
En medio de la pandemia de Influenza H1N1, el domingo 3 de mayo de 2009, recibí una llamada
del Director General, el Ing. Juan Carlos Luna Cervantes, solicitando reunión urgente para el
siguiente día. Siendo lunes 4 de mayo, fui comunicado que el Líder de Proyecto actual no había
regresado a la compañía después de un accidente automovilístico que tuvo en la autopista
Veracruz-México, que el proyecto de Laboratorio de Octano en Cangrejera estaba muy atrasado
y se tenía que entregar como límite el sábado 30 de mayo, ya que a partir del 1º de junio
empezarían a aplicarse las multas del contrato de 1% por día hábil de retraso.
Realizamos el plan con el siguiente organigrama:
Ing. Luis Olvera Mendoza
Coordinador Administrativo
Iván Ríos
Técnico
Ing. Iván Aragón
Supervisor Técnico
Compañía LORAM
Obra Civil - Subcontratista
Héctor Rodríguez
Líder de Proyecto
Ing. Juan Carlos Luna Cervantes
Director General

6
Entregables técnicos:
Obra civil desde obra negra a laboratorio funcionando
Pintura de paredes
Plafón retardante de fuego
Detectores de Monóxido de carbono
Oficina de control con cancel de aluminio
Ventana de aluminio
Puerta principal y puerta de emergencia
Suministro e instalación de aire acondicionado
Regadera y lavaojos de emergencia
Loseta antiderrapante
Tarja con recubrimiento de acero inoxidable
Dos bases de concreto o cimentación para colocar máquinas de octano
Dos máquinas de octano
Gaveta para almacén de refacciones
Lote de refacciones
Un sistema de mezclado de combustibles
Entrada de agua corriente hacia regadera y dos máquinas de octano
Tres tambores con reactivos en el área exterior del laboratorio
Tablero eléctrico etiquetado
Entregables administrativos:
Certificados
Manuales
Inventario de refacciones
1er reporte de calibración
Procedimiento para mezclar reactivos
Curso de capacitación de 10 días teórico-práctico
Creamos un plan de trabajo como sigue:
LORAM terminará piso antiderrapante para el día 9 de mayo
SICA esperará transporte con máquinas de octano y accesorios el 11 de mayo para ingresar e
iniciar labores ese mismo día.
SICA hará una lista de herramienta necesaria para la instalación y puesta en marcha y la
comprará máximo el 6 de mayo.
Hablé con el Arq. Alejandro López, responsable de la compañía LORAM, para hacerle saber el
plan de acción.
7
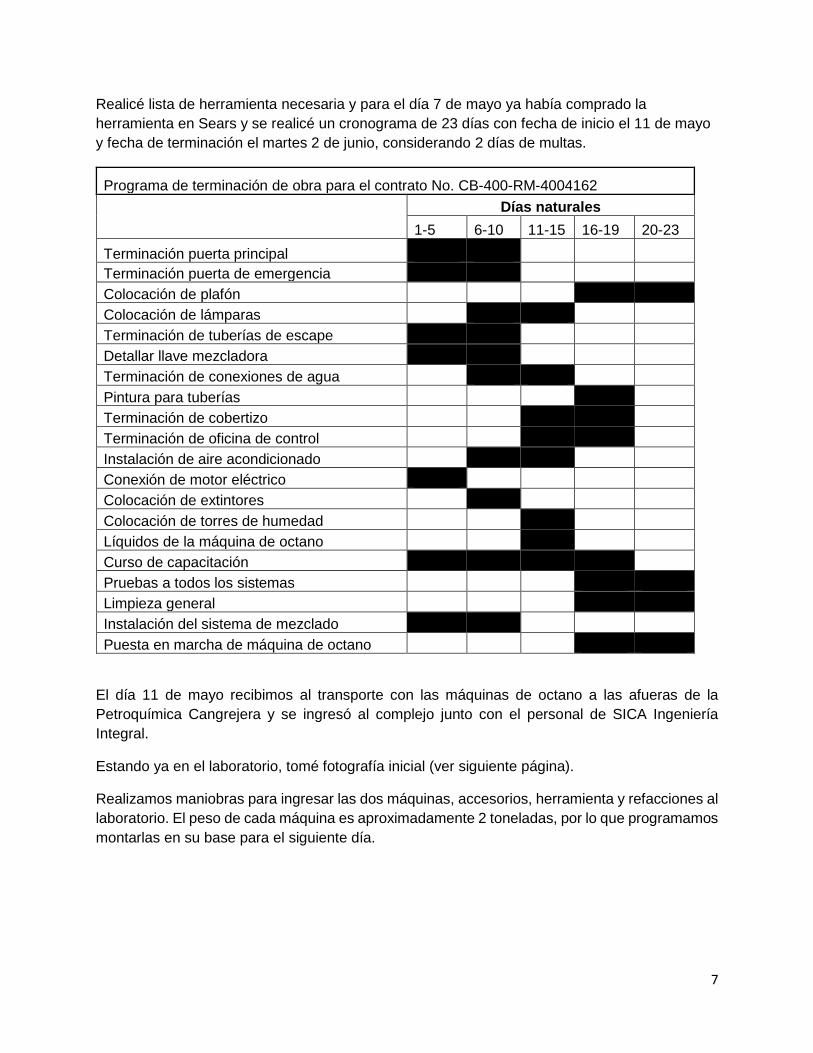
Realicé lista de herramienta necesaria y para el día 7 de mayo ya había comprado la
herramienta en Sears y se realicé un cronograma de 23 días con fecha de inicio el 11 de mayo
y fecha de terminación el martes 2 de junio, considerando 2 días de multas.
Programa de terminación de obra para el contrato No. CB-400-RM-4004162
Días naturales
1-5 6-10 11-15 16-19 20-23
Terminación puerta principal
Terminación puerta de emergencia
Colocación de plafón
Colocación de lámparas
Terminación de tuberías de escape
Detallar llave mezcladora
Terminación de conexiones de agua
Pintura para tuberías
Terminación de cobertizo
Terminación de oficina de control
Instalación de aire acondicionado
Conexión de motor eléctrico
Colocación de extintores
Colocación de torres de humedad
Líquidos de la máquina de octano
Curso de capacitación
Pruebas a todos los sistemas
Limpieza general
Instalación del sistema de mezclado
Puesta en marcha de máquina de octano
El día 11 de mayo recibimos al transporte con las máquinas de octano a las afueras de la
Petroquímica Cangrejera y se ingresó al complejo junto con el personal de SICA Ingeniería
Integral.
Estando ya en el laboratorio, tomé fotografía inicial (ver siguiente página).
Realizamos maniobras para ingresar las dos máquinas, accesorios, herramienta y refacciones al
laboratorio. El peso de cada máquina es aproximadamente 2 toneladas, por lo que programamos
montarlas en su base para el siguiente día.

8
Fotografía tomada el día 11 de mayo de 2009
El día 12 de mayo, realizamos el montaje de las dos máquinas utilizando estructura tipo columpio
con soporte de hasta 5 toneladas. Las maniobras duraron todo el día. Realicé el cálculo para el
aire acondicionado considerando los metros cuadrados del laboratorio y la emisión térmica de
ambas máquinas en funcionamiento, el equipo se compró con un proveedor local.
El día 13 de mayo se realizó la fijación definitiva de las máquinas a sus bases, así que se
continuaron los trabajos de la compañía Loram. Yo inicié el curso de capacitación teórica con el
siguiente personal de la petroquímica1,2.
Myrna Castillo del Ángel
Leticia Castro Zamora
Virginia Soto Sánchez
Silvia Margarita Enríquez Escobedo
Minerva Zaragoza Gutiérrez
1 Anexo 1. Extracto de curso de capacitación CANGREJERA 2 Anexo 2. Copia de constancia de capacitación CANGREJERA
9
El día 14 de mayo supervisé los trabajos de preparación de la tubería para los gases de escape
y el montaje de los tanques de gases para las máquinas, también continué con el segundo día
de capacitación teórica.
El día 15 de mayo supervisé la finalización de los trabajos con los tanques de gases de escape
de ambas máquinas, así como la colocación de los carburadores, tuberías de aceite, tubos de
escape, cajoneras y otros accesorios, por otro lado, iniciamos el desembalaje de las torres de
humedad y su armado parcial. Ese día continué con el tercer día de capacitación.
El día 16 de mayo supervisé el armado de las torres de humedad y la colocación de los tubos de
aire de admisión, la finalización de la repisa de concreto para el soporte del sistema de mezclado
de combustibles y la colocación de los tambores de reactivos en la parte posterior del laboratorio.
El día 18 de mayo supervisé la colocación de la base de acero inoxidable para la colocación del
sistema de mezclado de combustibles y la colocación de las puertas para almacenar garrafas de
reactivos, así como también la finalización de la base para la tarja y conexiones hidráulicas.
También conecté las torres de humedad con las máquinas de octano.
El día 19 de mayo realicé pruebas de funcionamiento a las torres de humedad. Supervisé la
conexión monofásica y trifásica de las máquinas de octano. Ese día impartí el cuarto día de la
capacitación teórica.
El día 20 de mayo supervisé la instalación de la tarja de acero inoxidable, así como la terminación
del plafón retardante de fuego. Realicé pruebas de giro al motor eléctrico de arranque y pruebas
de funcionamiento de la instrumentación propia de las máquinas. Ese día impartí el quinto día de
capacitación teórica.
El día 21 de mayo supervisé la finalización del cuarto de control en aluminio, la instalación del
aire acondicionado, la colocación de extintores y señalamientos de seguridad en el laboratorio y
la conexión de tubería de acero inoxidable del sistema de mezclado hacia los tambores de
reactivos. Adicional, realicé pruebas y ajustes de parámetros de operación en las máquinas de
octano, así como la colocación de la tubería de agua para enfriamiento al condensador.
El día 22 de mayo supervisé la finalización del techo falso, la instalación de la puerta principal y
la puerta de emergencia, la colocación y pruebas de la regadera y lavaojos, así como la puesta
en marcha del aire acondicionado. Realicé pruebas operacionales a ambas máquinas de octano,
así como los ajustes finales de temperaturas, ajustes de presión en las válvulas y ajuste del
tiempo de avance de la chispa.
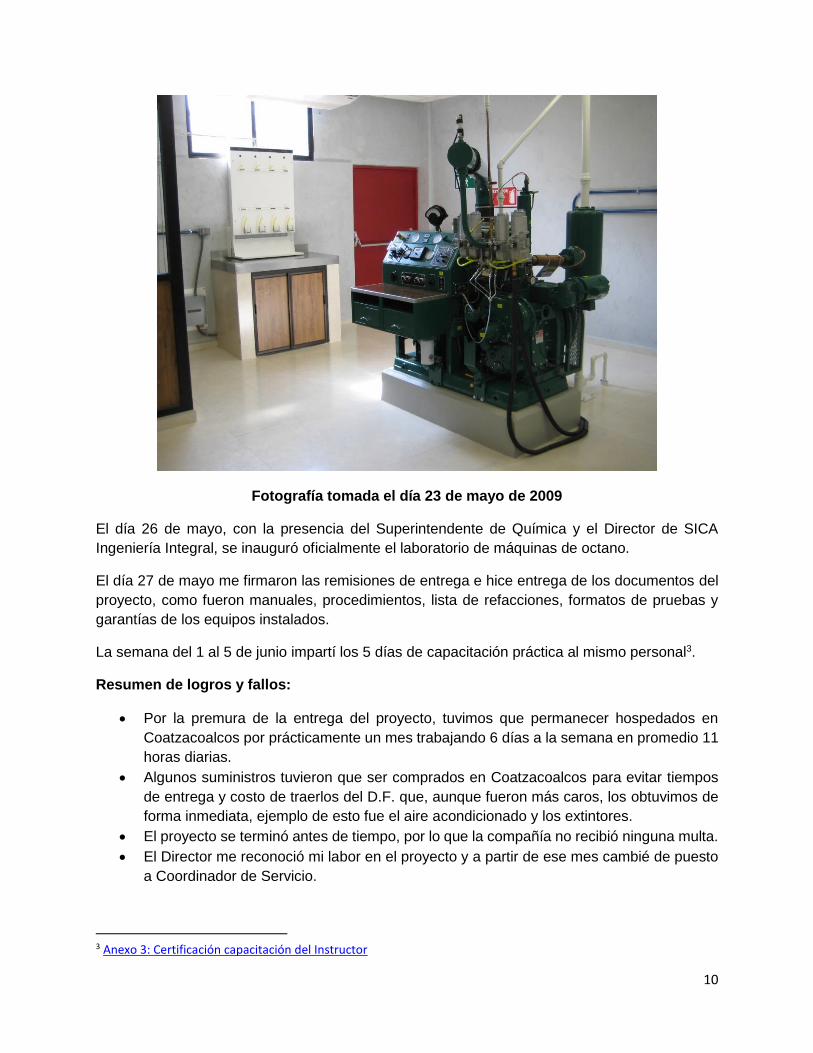
El día 23 de mayo supervisé la limpieza general al laboratorio. Realicé pruebas de
funcionamiento a todo el laboratorio e hice entrega de la gaveta con refacciones. Ese día se
tomó la siguiente foto:
10
Fotografía tomada el día 23 de mayo de 2009
El día 26 de mayo, con la presencia del Superintendente de Química y el Director de SICA
Ingeniería Integral, se inauguró oficialmente el laboratorio de máquinas de octano.
El día 27 de mayo me firmaron las remisiones de entrega e hice entrega de los documentos del
proyecto, como fueron manuales, procedimientos, lista de refacciones, formatos de pruebas y
garantías de los equipos instalados.
La semana del 1 al 5 de junio impartí los 5 días de capacitación práctica al mismo personal3.
Resumen de logros y fallos:
Por la premura de la entrega del proyecto, tuvimos que permanecer hospedados en
Coatzacoalcos por prácticamente un mes trabajando 6 días a la semana en promedio 11
horas diarias.
Algunos suministros tuvieron que ser comprados en Coatzacoalcos para evitar tiempos
de entrega y costo de traerlos del D.F. que, aunque fueron más caros, los obtuvimos de
forma inmediata, ejemplo de esto fue el aire acondicionado y los extintores.
El proyecto se terminó antes de tiempo, por lo que la compañía no recibió ninguna multa.
El Director me reconoció mi labor en el proyecto y a partir de ese mes cambié de puesto
a Coordinador de Servicio.
3 Anexo 3: Certificación capacitación del Instructor
11
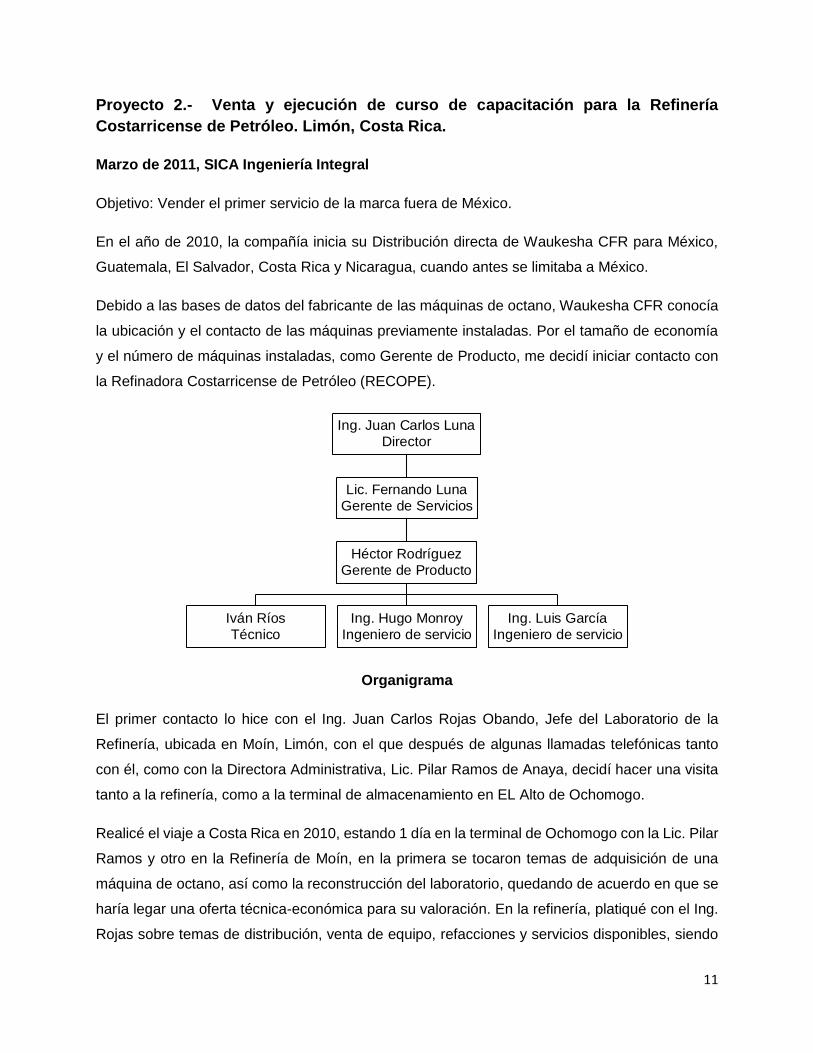
Proyecto 2.- Venta y ejecución de curso de capacitación para la Refinería
Costarricense de Petróleo. Limón, Costa Rica.
Marzo de 2011, SICA Ingeniería Integral
Objetivo: Vender el primer servicio de la marca fuera de México.
En el año de 2010, la compañía inicia su Distribución directa de Waukesha CFR para México,
Guatemala, El Salvador, Costa Rica y Nicaragua, cuando antes se limitaba a México.
Debido a las bases de datos del fabricante de las máquinas de octano, Waukesha CFR conocía
la ubicación y el contacto de las máquinas previamente instaladas. Por el tamaño de economía
y el número de máquinas instaladas, como Gerente de Producto, me decidí iniciar contacto con
la Refinadora Costarricense de Petróleo (RECOPE).
Iván Ríos
Técnico
Ing. Hugo Monroy
Ingeniero de servicio
Ing. Luis García
Ingeniero de servicio
Héctor Rodríguez
Gerente de Producto
Lic. Fernando Luna
Gerente de Servicios
Ing. Juan Carlos Luna
Director
Organigrama
El primer contacto lo hice con el Ing. Juan Carlos Rojas Obando, Jefe del Laboratorio de la
Refinería, ubicada en Moín, Limón, con el que después de algunas llamadas telefónicas tanto
con él, como con la Directora Administrativa, Lic. Pilar Ramos de Anaya, decidí hacer una visita
tanto a la refinería, como a la terminal de almacenamiento en EL Alto de Ochomogo.
Realicé el viaje a Costa Rica en 2010, estando 1 día en la terminal de Ochomogo con la Lic. Pilar
Ramos y otro en la Refinería de Moín, en la primera se tocaron temas de adquisición de una
máquina de octano, así como la reconstrucción del laboratorio, quedando de acuerdo en que se
haría legar una oferta técnica-económica para su valoración. En la refinería, platiqué con el Ing.
Rojas sobre temas de distribución, venta de equipo, refacciones y servicios disponibles, siendo

12
el tema que más llamó su atención los cursos de capacitación, ya que su personal nunca había
sido calificado por personal del fabricante por el tema del idioma y siendo que yo contaba con
cursos recibidos por fabricante y cursos impartidos en PEMEX, solicitó que le enviara tanto
cotización, como temario y credenciales del instructor.
De regreso a la oficina en México, generé primero la propuesta técnica, tomando como referencia
los cursos impartidos en instalaciones de PEMEX, que incluyó el temario4 y las credenciales del
instructor5 y se las hice llegar al Ing. Rojas.
Después de haber sido analizada y posteriormente aprobada el Ing. Rojas solicitó la oferta
económica6, la cual se negoció y posteriormente se aprobó.
Para iniciar los trámites, todos los documentos legales tenían que ser sellados por el Consulado
de Costa Rica en México, ubicado en Río Poo #113, así que solicité cita vía telefónica y
posteriormente fui a entregar los documentos para ser sellados, el trámite de sello tardó 5 días
hábiles y posterior a eso fui a recogerlos.
Los documentos sellados los envié por fax a RECOPE, siendo este el único medio electrónico
válido para RECOPE para recibir documentos oficiales. Tras otros diez días hábiles más, me
solicitaron enviar los originales para darnos de alta como proveedor de RECOPE.
Envié los documentos por paquetería a las oficinas de RECOPE en San José, donde los
certificaron con su departamento legal y después de aproximadamente un mes, los enviaron de
vuelta con la respuesta aprobatoria, lo que significó que a partir de ahora SICA ya podía
suministrar bienes y servicios a RECOPE.
Para febrero de 2011, nos mandaron la notificación de compra para el servicio de Curso de
Capacitación que tendría inicio el lunes 21 de marzo.
En las primeras dos semanas de marzo preparé toda la papelería, herramienta y refacciones a
ser usadas en el curso, incluyendo lo siguiente:
Manual del participante.
Temario
Presentación
4 Anexo 4: Temario de capacitación RECOPE 5 Anexo 5. Credenciales del instructor RECOPE 6 Anexo 6. Oferta económica RECOPE

13
Formatos de evaluación
Formato de retroalimentación
El domingo 20 de marzo viajé de la Ciudad de México a San José y llegando ahí, renté un auto
para manejar hasta Moín, en donde me hospedé para presentarme al día siguiente en la
Refinería.
El 21 de marzo a las 8 horas, me reuní en la refinería con el Ing. Rojas y los participantes en su
sala de capacitación para iniciar formalmente el curso. Empezando por la presentación de mi
persona, así como los objetivos del curso y comentando que toda la semana serán sesiones
prácticas llevando la parte teórica en la misma ejecución del mantenimiento a su máquina de
octano. Ese día se desarmaron termómetros, pickup, tubo de aire de admisión, carburador,
puente de válvulas, bujía, cilindro, pistón, biela, filtro, tapa del cárter y regulador de presión de
aceite, así como comenzar con la limpieza del interior el cárter y cigüeñal, cada paso instruyendo
a los participantes en la técnica correcta a ejecutarse.
Al centro, el Ing. Juan Carlos Rojas, Jefe de Laboratorio, supervisando la capacitación.

14
El día 22 de marzo se hizo limpieza de los componentes desarmados el día anterior y se
comenzaron las mediciones críticas de pistón, árbol de levas, cigüeñal y cilindro con instrumentos
de precisión, como son los micrómetros y cuyas técnicas para colocarlos y leer las dimensiones
fueron enseñadas.
El día 23 de marzo se armó toda la máquina de nuevo mostrando los pasos a seguir y las buenas
prácticas en cada paso del armado.
A la izquierda Errol Hanson observándome como se arma el carburador
El día 24 de marzo se capacitó en el proceso de calentamiento y posterior estandarización de la
máquina de octano para probar combustibles con estándar de 96,9 octanos, involucrando a cada
participante en este proceso clave de la certificación de combustibles y haciéndoles partícipes
en la práctica de certificación de combustibles.
El día 25 de marzo, último día de la capacitación, se realizó examen práctico a cada participante
sobre la estandarización de la máquina y pruebas de certificación de combustibles, siendo así
que se pudo evaluar a cada uno en cada paso de la certificación de combustibles. Durante el
proceso de evaluación, se certificaron combustibles que salían a distribución hacia los planteles

15
de El Alto de Ochomogo y la Garita. Posteriormente nos reunimos nuevamente en la sala de
capacitación para concluir la capacitación de manera oficial.
El día 28 de marzo regresé a la refinería de RECOPE para reunirme con el Ing. Juan Carlos
Rojas para firmas y entrega de lo siguiente:
Reporte de Servicio, en donde se mencionan detalladamente las actividades realizadas
a la máquina de octanaje, así como también los repuestos utilizados en el mantenimiento.
Informe de Medición, en donde se mencionan las mediciones realizadas a las partes
críticas de la máquina de octanaje.
Informe de Calibración, en donde se mencionan los resultados de la estandarización a la
máquina de octanaje.
Recomendaciones, en donde se describen acciones recomendadas para mantener la
máquina de octanaje en óptimas condiciones.
Adicional, creé un formato de evaluación al Instructor que dejé para su llenado y poder conocer
áreas de oportunidad para futuros cursos. Los resultados fueron excelentes solamente
solicitando algo de apoyo audiovisual.
Por último, se platicó con el Ing. Rojas de los pasos a seguir para su laboratorio, siendo los
siguientes algunos de los temas tocados y sujetos a una futura oferta:
Mantenimiento mayor a la máquina de octano
Actualización de las dos máquinas hacia el nuevo modelo de panel XCP automatizado
Obra civil para habilitar el aire acondicionado y mejorar la hermeticidad del laboratorio
Adquisición de un sistema de mezclado de combustibles programable
Inventario de refacciones
Compra de herramienta de medición adecuada
El día 29 de marzo, asistí a las oficinas centrales de RECOPE, en San José, a entregar en un
sobre los originales de:
Informe de capacitación
Reporte de servicio
Informe de estandarización
Constancias
Calificaciones
16
Entregado lo anterior, el pago se programó a 30 días.
El pago se realizó en tiempo y forma, siendo este proyecto el primero para la compañía fuera de
México.
Resumen de logros y fallos
Con este proyecto terminado de forma satisfactoria, tuvimos acceso a nuevos proyectos
con RECOPE, tanto en la refinería como en las terminales de almacenamiento de El Alto
de Ochomogo y Cartago.
Adicional fuimos recomendados al CELEQ, Centro de Electroquímica y Energía Química,
parte de la Universidad de Costa Rica.
Un problema que se presentó fue que debido a que la máquina tenía muchos años, no
estaba actualizada con una bobina que indica el tiempo de la chispa, sino que tenía un
dispositivo de platinos, del cual tuve que estudiar para poder enseñar a ajustar el tiempo
de la chispa.
17
Proyecto 3.- Investigación sobre la variación del número de octano en alturas
superiores a 1500 m.s.n.m. Refinería Tula, Hidalgo.
Febrero de 2011 a junio de 2012, SICA Ingeniería Integral, S.A. de C.V.
Objetivo: Modificar la unidad y el método de prueba para obtener resultados de octanaje
correctos a una altura de más de 2,000 m.s.n.m.
Tras años de reportar resultados muy por debajo de la especificación del Método ASTM D2699,
los ingenieros encargados del laboratorio de la refinería decidieron hacer un par de Estudios
Inter-Laboratorio (ILS)7 en el sistema PEMEX Refinación y derivado de los resultados en todos
los sitios de prueba, concluyeron que el promedio de sus mediciones estaban 1.0 N.O. por debajo
de los resultados obtenidos en ubicaciones a nivel del mar8,9. Después de realizar los ILS, el
personal del laboratorio de la refinería de Tula se reunió y tomó la decisión de modificar sus
procedimientos para el método R.O.N., sumando 1 R.O.N. al resultado final obtenido en la
prueba. Una vez sumado, este sería el resultado final reportado.
Corrieron pruebas y reportaron resultados oficiales así durante casi 12 años; En el año de 2011,
debido a una auditoria por parte del Órgano Interno de Control (O.I.C.) y tras evaluar sus
procedimientos para correr muestras de octano, se observó esta rara práctica de reportar
resultados sumándole 1 al valor obtenido, así que, al cuestionar al personal encargado de las
pruebas en el laboratorio, contestaron simplemente que así lo hacían porque así estaba escrito
en su procedimiento. Derivado de esa auditoría, se declaró una no conformidad para el
laboratorio de química, la cual indica que el procedimiento correcto debe ser usado de forma
inmediata. A partir de esa auditoría, empezaron a reportar los resultados tal cual obtenían el
octanaje de las máquinas y con el procedimiento adecuado; Sin embargo, esto les generaba
grandes pérdidas económicas, por lo que solicitaron nuevamente el apoyo al representante de
Waukesha Engine en México, que es la compañía Servicios de Ingeniería y Control Avanzado,
S.A. de C.V., para que de una vez por todas se resolviera este problema, ya que según sus
números financieros, ese 1 N.O. que estaban dejando de sumar, les representaba pérdidas por
$ 250,000.00 USD10 diarios aproximadamente.
7 I.L.S. por sus siglas en inglés de Inter-Laboratory Study. 8 Anexo 7 – Nota Informativa del 3 de septiembre de 1999. 9 Anexo 8 – Minuta del 17 de octubre de 2000. 10 Este dato lo proporcionó el Superintendente de Química, el Ing. Aquiles González.

18
En una reunión nos explican su problema y nos solicitan trabajar en la investigación de las causas
por las cuales sus máquinas de octano en el método RON, no cumplen con el Método ASTM
D2699 y más importante aún, la tarea de hacer lo necesario para que sí cumplan.
Como Gerente de Producto fui instruido, por el Director General, a dirigir el proyecto.
Como forma de comprobación de las pérdidas económicas para la refinería, calculé las pérdidas
solamente para gasolinas Magna y Premium11 considerando una capacidad de refinación de
325,000 barriles de crudo por día (BPD) y el cual representa el 24% de la refinación total de
México12. El consumo de gasolinas en México es de 791,900 BPD, de los cuáles 336,000 BPD
son importados13, por lo anterior se calcula que, entre las 6 refinerías del país, se producen
455,900 BPD de gasolinas. Si la Refinería “Miguel Hidalgo” de Tula tiene el 24% del total de
refinación, entonces produce aproximadamente 109,416 BPD de gasolinas.
Al momento de la solicitud de estudio por parte de la refinería14, la gasolina Magna se vendía en
$ 8.92 M.N. por litro y la Premium en $ 10.18 M.N. por litro15 en su zona de consumo16, es decir,
la diferencia en precios entre ambas gasolinas estaba en $ 1.26 M.N. por litro.
En cuanto al octanaje, la Premium tiene 92 N.O. y la Magna tiene 87 N.O., por lo que la diferencia
es de 5 octanos. Lo que significa esto es $ 1.26 por litro por cada 5 octanos, lo que es igual a
$0.252 por litro por octano. Si un barril contiene 159 litros, cada barril de gasolina que se venda
con 1 octano menos costará $ 40.07 M.N. menos.
Para 109,416 BPD que genera la refinería de Tula, equivalen a 4.4 Millones de pesos diarios
(aproximadamente 350,000 usd/día).
Esta es la cantidad de dinero que está perdiendo la refinería de Tula por día debido a este
problema de octanaje que, como dato final, son 1.6 mil millones de pesos al año.
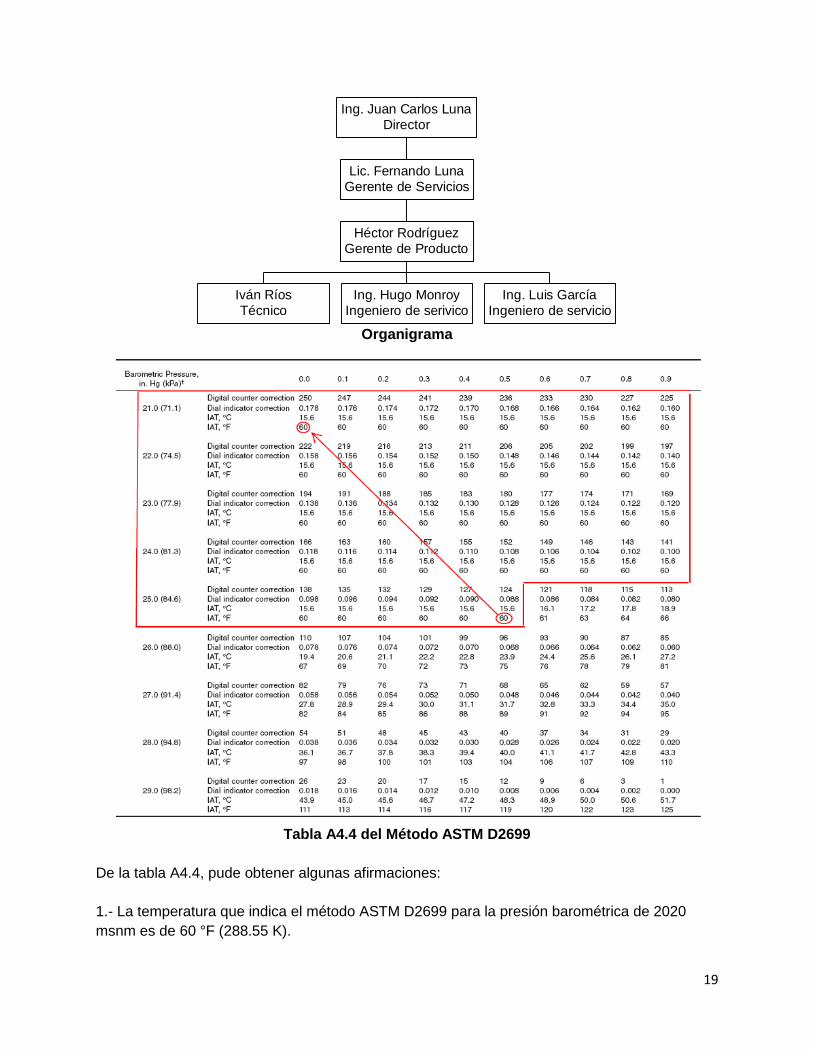
Comencé a estudiar el problema y decidí atacarlo desde el punto de vista de la relación presión-
temperatura y con el apoyo de la tabla A4.4 del Método A.S.T.M. D-2699 (ver página siguiente).
11 Existen otros productos terminados de los cuáles se reporta también el octanaje. 12 http://www.ref.pemex.com/octanaje/17miguel.htm 13 http://www.pemex.com/index.cfm?action=content§ionID=142&catID=12500&contentID=19645 14 Anexo 9 – Solicitud de Estudio ASTM D-2699-10. 15 http://www.ri.pemex.com/files/dcpe/petro/epublico_esp.pdf 16 En frontera norte, tiene un precio diferente.
19
Iván Ríos
Técnico
Ing. Hugo Monroy
Ingeniero de serivico
Ing. Luis García
Ingeniero de servicio
Héctor Rodríguez
Gerente de Producto
Lic. Fernando Luna
Gerente de Servicios
Ing. Juan Carlos Luna
Director
Organigrama
Tabla A4.4 del Método ASTM D2699
De la tabla A4.4, pude obtener algunas afirmaciones:
1.- La temperatura que indica el método ASTM D2699 para la presión barométrica de 2020
msnm es de 60 °F (288.55 K).
20
2. Entre más metros sobre el nivel del mar esté la ubicación del laboratorio, menos octanaje
reporta y hay que hacer una modificación a la IAT.
3. Por lo anterior deduje que entre más se baje la IAT, mayor octanaje se obtendrá.
Llamé a Alan Piller, director de la marca responsable de la fabricación de las máquinas de octano,
C.F.R., quien comentó que no hay mucho que pudieran hacer, debido a que sus instalaciones
están prácticamente a nivel del mar y por lo consiguiente, llevar a cabo una simulación en sus
instalaciones, no generaría datos confiables; Sin embargo, recomendó llevar el problema
directamente al comité de ASTM. Él mismo contactó al vicepresidente de la Sección C del comité
D02.0117, Jeffrey Balis, y fue este último quién recomendó hacer una presentación del problema
de bajo octano en altura y llevarla ante el comité correspondiente en la junta de ASTM que se
llevaría a cabo en la ciudad de Baltimore, USA, del 19 al 23 de junio de 2011.
Así que recabé toda la información hasta el momento, solicité espacio en la agenda del comité
de ASTM y se realizó la presentación18 del problema de octano en altura, de la cual se muestra
aquí el punto clave, la tabla A4.4 del método ASTM D-2699 está incompleta.
Como se puede observar en la tabla A4.4, desde la presión barométrica de 101.2 kPa (29.9 inHg)
hasta la de 86.4 kPa (25.5 inHg), la IAT muestra una tendencia a la baja; pero desde ese punto
hasta la presión barométrica de 71.1 kPa (21.0 inHg), la IAT se mantiene en 288.7 K (60 °F).
Durante la presentación ante el comité correspondiente de ASTM, se les pidió consejo para poder
cumplir con el método ASTM D-2699 o en su caso, modificarlo. El Comité hizo las siguientes
recomendaciones:
1.- Elaborar un alcance de la investigación.
2.- Elaborar un plan de trabajo.
3.- Crear una lista de participantes que formarán parte de un grupo de trabajo.
4.- Crear una lista de participantes que formaran parte de futuros I.L.S.
5.- Elaborar un protocolo de I.L.S. preliminar.
6. Investigar si realmente la tabla A4.4 está incompleta o está así por algún motivo que lo
sustente.
17 La sección C del Comité D02.01 es la responsable la revisión, votación, debate, aprobación, cambios, impresión y demás aspectos que tengan que ver con el Método ASTM D2699, entre otros. 18 Anexo 10 – ASTM PEMEX Presentation 16jun11
21
En ese mismo evento, pero ya concluidas las sesiones del día, Mical Renz, director de la
compañía Dixie Services, nos comentó que tenía en su poder un reporte de una investigación19
de ASTM en donde él recuerda que viene el motivo del límite de la IAT en 60 °F (288.55 K).
Posteriormente me lo hizo llegar por correo electrónico.
El estudio fue realizado por Ethyl Corporation, con un laboratorio móvil y se realizaron pruebas
con 16 combustibles en tres ubicaciones, una a nivel del mar, otra a 1,318 msnm y la última a
2184 msnm (muy similar a la altura de la refinería de Tula).
Algunas recomendaciones para el método ASTM D-2699 que la compañía presentó a ASTM
fueron las siguientes:
Especificar que el ajuste para la altura básica del cilindro debe de llevar asociada una
IAT, dependiendo de la presión barométrica.
Las IAT no se muestran; tampoco las instrucciones de cómo aplicar las correcciones.
Estas y las demás recomendaciones sugeridas por Ethyl Corporation se incorporaron al método
ASTM D-2699 en sus siguientes revisiones, sin embargo, seguía habiendo algunos detalles,
sobre todo en la ciudad de Laramie, cuya presión barométrica se tomó en 78.5 kPa (23.18 inHg).
Estos se escriben en el resumen de pruebas de muestras20:
Las correcciones por temperatura-densidad en altura en el método RON funcionaron muy bien en
Salt Lake City, pero en Laramie, la IAT no pudo ser bajada lo suficiente para hacer que los
resultados en altura coincidieran con las obtenidas a nivel del mar. Se estima que, a 2184 msnm,
la altura de Laramie, la IAT tendría que ser alrededor de 22 °F para que los resultados coincidan
con los del nivel del mar.
Ya que es impráctico bajar la IAT debajo de 60 °F con el equipo presente, la única manera de
compensar este problema fue reducir la relación de compresión, la compresión y/o la temperatura
del condensador. La reducción de la relación de compresión y de la compresión se intentó, pero
causó la pérdida de la intensidad de golpeteo, así que esta aproximación no fue posible. La
reducción de la temperatura del condensador resultó en algunas mejoras de resultados como se
discutirá posteriormente.
La falta de mejoras fue indudablemente causada por nuestra inhabilidad de reducir la IAT debajo
de 60 °F, en donde a cierta altitud se estimaba que la IAT tendría que ser alrededor de 22 °F para
generar la densidad del aire similar a la del nivel del mar. Si la IAT hubiera podido ser reducida lo
19 ASTM RR-D2-1116 20 RR-D2-116 en “SUMMARY OF SAMPLE RATINGS”, página 9
22
suficiente, es posible que los resultados hubieran sido más cercanos a los del nivel del mar.
Reducir la relación de compresión a los valores del nivel del mar no tiene el suficiente efecto para
sobreponerse al problema de la IAT.
Como la IAT no pudo ser reducida por debajo de 60 °F, se hizo un intento para compensar esto
bajando la temperatura del condensador. Con el material y tiempo disponible, la temperatura pudo
ser reducida solamente a 202°F 21 . Esto hizo que los resultados y el promedio de todos los
combustibles un poco más cercanos a los obtenidos a nivel del mar, pero la desviación de algunos
combustibles fue peor que usando las condiciones estándar previas. El problema de la IAT puede
ser resuelto elevando la IAT en el método RON a 150°F22o más a nivel del mar, de tal forma que
la IAT requerida en laboratorios en altura nunca tendría que ser reducida por debajo de 60°F. Esto
cambiaría el número de octano de muchos combustibles y probablemente nunca sería aceptado
por la industria.
Estos puntos en el resumen de resultados de muestras no solamente encasillan muy bien el
problema, sino que también muestran cuál podría ser la solución y por qué no pudieron
alcanzarla. Claramente dice que con el equipo que tenían disponible, no pudieron bajar la IAT
por debajo de 288.7 K (60°F), que calculan que para 78.5 kPa (23.18 inHg) deberían de bajar a
267.6 K (22°F) y que, de haber podido, seguramente habrían alcanzado resultados más cercanos
a los del nivel del mar.
Basado en toda la información anterior, me enfoqué en crear un dispositivo para enfriar de
manera controlada la temperatura del aire de admisión (IAT) y mandé fabricar un serpentín
alrededor del plenum desde la salida de la unidad de control de humedad y hasta la entrada del
aire al carburador. También se compró un baño de enfriamiento con capacidad de enfriar hasta
10.4 ° para poner a circular refrigerante por las líneas de cobre.
Lo anterior lo instalamos en una máquina de la refinería y empecé a hacer pruebas bajando la
temperatura y puse a correr gasolina de calentamiento. Observé que la IAT pudo descender
hasta 27 °F.
Diseñé un formato de pruebas para 3 estándares diferentes y configurado para ir bajando la IAT
de forma progresiva desde 60 °F (Como lo indica la tabla A4.4) y hasta encontrar la IAT en donde
el valor del estándar sea el más cercano al real. Realicé estas pruebas durante octubre y
21 El método ASTM D2699 indica una temperatura de 212°F en el condensador 22 El método ASTM D2699 indica una IAT de 125°F
23
noviembre de 2011 encontrando en todos los casos que el valor real del estándar lo obtenía entre
los 28 y 30 °F.
Estos formatos, tablas y resultados obtenidos en las pruebas realizadas en la máquina con el
equipo prototipo instalado, los presenté y se entregué al comité D02.01 de ASTM en New
Orleans, USA, en la reunión del 6 al 10 de diciembre de 201123.
En general, la presentación fue bien recibida por los miembros de la sección C y otros asistentes.
Los miembros del comité revisaron y discutieron los resultados obtenidos en la refinería de Tula
e hicieron los siguientes comentarios:
1. El estudio de Tula no indica el nivel de humedad. El grupo cree que este parámetro es
importante para demostrar cumplimiento con el método.
a. El método establece de 0.00356 a 0.00712 kg de agua por kg de aire seco.
b. Identificar con Waukesha Engine el sensor apropiado y la ubicación ideal para
instalarlo.
2. Basado en la altura de la refinería de Tula, existe la necesidad de colocar un baño de
enfriamiento capaz de alcanzar al menos -22 °F.
3. El estudio de Tula, no indica si la IAT fue mantenida entre ± 1.11 K (± 2 °F). El comité
cree que esta información es importante para demostrar cumplimiento con el método.
a. El método establece que la IAT debe ser mantenida en ± 1.11 K (± 2 °F).
b. Necesidad de investigar el tipo y ubicación del sensor.
i. El plan inicial es usar RTD suministrado por Waukesha Engine y trabajar
con los ingenieros de Waukesha Engine para determinar la ubicación del
RTD.
4. Necesidad de agregar más combustibles para pruebas.
a. Hacer pruebas con combustibles comerciales como Magna y Premium para
determinar su reacción con cambios en la IAT.
5. Necesidad de correr un segundo estudio en la Refinería de Tula
6. Presentar la información en ASTM en la reunión de junio de 2012
Para el punto 1, se realizó la adquisición de un sensor de humedad, marca Vaisala, tal y como,
el cual instalé en la parte superior del plenum, ambas por recomendación de Waukesha Engine.
23 Anexo 11 – 201112 ASTM Presentation R1

24
Para el punto 2, se realizó la adquisición de un baño de enfriamiento, capaz de alcanzar -22 °F.
Para el punto 3, se utilicé una máquina de modelo reciente, la cual ya incluía la medición de
temperatura con RTD, para verificar que se mantuviera la temperatura dentro de los rangos
establecidos.
Para los puntos 4 y 5, realicé un segundo estudio en la refinería de Tula; esta vez considerando
los siguientes 3 combustibles comerciales y dos estándares de referencia.
Para realizar este segundo estudio, se realizó la tarea de modificar la tabla A4.4, que es justo el
objeto de esta investigación. Esta tarea se llevó a cabo en 3 pasos.
1. Realicé una gráfica con cada punto de la tabla A4.4.
2. Con ayuda de la geometría analítica, generé una ecuación que cumple con la línea de
tendencia de la tabla A4.4 graficada hasta el punto donde se vuelve constante:
𝑦 = 14.77𝑥 − 316.63
Dónde: y = Temperatura de Entrada de Aire (Expresada en °F)
x = Presión Barométrica (Expresada en inHg)
3. Generé una Tabla A4.4 modificada extrapolando los valores debajo de una presión
barométrica desde 25.5 inHg y hasta 21.0 inHg, que es el último valor de la tabla, para
coincidir con la ecuación generada (Ver tabla en página siguiente).
Los valores de temperatura en color negro, no presentan cambio alguno con la tabla original
A4.4. Los demás (en rojo) son valores que se modificaron tomando en cuenta la ecuación
generada con la tendencia de la IAT respecto a la presión barométrica y el valor azul (29 ° F)
representa la temperatura a la cual, según la ecuación, deberían de correrse las pruebas de
octano para la presión barométrica promedio en Tula, que es 23,4 inHg promedio. Esta
temperatura coincide con los datos experimentales de las primeras pruebas que realicé.
Tomando como guía la Tabla A4.4 modificada, en mayo, corrí las pruebas con las muestras
seleccionadas considerando que el Método ASTM dice que la IAT debe ser corregida de acuerdo
a la tabla A4.4 ± 2 °F y manteniendo esa temperatura constante durante la prueba ± 2°F.

25
Presión Barométrica in. Hg (kPa)
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
21.0 (71.1) IAT (°F) -6 -5 -4 -2 -1 1 2 4 5 7
IAT (°C) -21.1 -20.6 -20.0 -18.9 -18.3 -17.2 -16.7 -15.6 -15.0 -13.9
22.0 (74.5) IAT (°F) 8 10 11 13 14 16 17 19 20 22
IAT (°C) -13.3 -12.2 -11.7 -10.6 -10.0 -8.9 -8.3 -7.2 -6.7 -5.6
23.0 (77.9) IAT (°F) 23 25 26 28 29 30 32 33 35 36
IAT (°C) -5.0 -3.9 -3.3 -2.2 -1.7 -1.1 0.0 0.6 1.7 2.2
24.0 (81.3) IAT (°F) 38 39 41 42 44 45 47 48 50 51
IAT (°C) 3.3 3.9 5.0 5.6 6.7 7.2 8.3 8.9 10.0 10.6
25.0 (84.6) IAT (°F) 53 54 56 57 58 60 61 63 64 66
IAT (°C) 11.7 12.2 13.3 13.9 14.4 15.6 16.1 17.2 17.8 18.9
26.0 (88.0) IAT (°F) 67 69 70 72 73 75 76 78 79 81
IAT (°C) 19.4 20.6 21.1 22.2 22.8 23.9 24.4 25.6 26.1 27.2
27.0 (91.4) IAT (°F) 82 84 85 86 88 89 91 92 94 95
IAT (°C) 27.8 28.9 29.4 30.0 31.1 31.7 32.8 33.3 34.4 35.0
28.0 (94.8) IAT (°F) 97 98 100 101 103 104 106 107 109 110
IAT (°C) 36.1 36.7 37.8 38.3 39.4 40.0 41.1 41.7 42.8 43.3
29.0 (98.2) IAT (°F) 111 113 114 116 117 119 120 122 123 125
IAT (°C) 43.9 45.0 45.6 46.7 47.2 48.3 48.9 50.0 50.6 51.7
Tabla A4.4 del Método ASTM D2699-11e modificada
Generé tablas de resultados donde se observa cómo es que todos los valores solicitados por el
comité de ASTM se cumplen satisfactoriamente, siendo que el valor de referencia para la IAT
debería ser 29 °F ± 2°F, manteniendo la temperatura con ± 2°F durante la prueba, y con valores
de humedad entre 3.56 y 7.12 gramos de agua por kg de aire seco.
Se pudo demostrar cómo es que modificando la Tabla A4.4 del método ASTM D2699, puede
llegarse al valor correcto del R.O.N. Es verdad que se requiere de equipo adicional para poder
alcanzar las temperaturas ideales, pero la inversión del equipo es despreciable comparado a las
pérdidas generadas por una mala medición, siendo estas tan grandes que, en un solo día de
pérdidas, se podría pagar toda la investigación llevada a cabo en la refinería de Tula, incluyendo
los equipos e instrumentos utilizados.
Las acciones y resultados anteriormente descritos los presenté en la reunión de ASTM llevada a
cabo del 23 al 28 de junio de 2012 en San Francisco, CA24. La presentación demostró que
modificando la tabla A4.4 y con el equipo adecuado para cumplir con las nuevas temperaturas
establecidas, se siguen cumpliendo las especificaciones del método ASTM D2699 y que el
resultado del R.O.N. tanto en estándares, como en combustibles comerciales, es correcto.
El presidente del comité D02.01 sección C, Robert Legg, nos hizo los siguientes comentarios:
24 Anexo 12 – ASTM Presentation Final Rev

26
Los resultados mostrados son contundentes y nadie más dentro del comité ha objetado
las pruebas realizadas.
Se deberán de realizar las pruebas en mínimo 4 laboratorios a nivel del mar, 4 laboratorios
a más de 1500 msnm y 6 combustibles que cubran un rango comercial lo más amplio
posible.
Los resultados deberán mostrarse en la siguiente junta de ASTM.
Se podrá realizar la votación sobre la Tabla A4.4 modificada.
Ya que es un problema que afecta a pocos laboratorios y los resultados han sido tan
buenos, seguramente será votada a favor y el cambio se verá reflejado en la siguiente
edición del Método ASTM D2699.
Resumen de logros y fallos:
PEMEX no pudo gestionar una Orden de Compra para investigación del proyecto, debido
a que el Instituto Mexicano del Petróleo es la entidad correspondiente en términos de
investigación para PEMEX. El I.M.P. ya ha investigado el fenómeno, pero creo que
tomaron el enfoque complicado, que fue investigar sobre la variación de presión en el
interior de la cámara de combustión, de forma que los resultados obtenidos no fueron
concluyentes. Por otro lado, cuando intentaron tomar el enfoque de temperatura, no
contaron con los recursos suficientes para bajar la temperatura tanto como se debía. Por
lo anterior, SICA tuvo que financiar todo el proyecto de investigación y solo cobrará los
servicios de instalación una vez que la solución estuviera demostrada.
Ningún accesorio, equipo o instrumento estaba disponible debido a la naturaleza del
proyecto, por lo que se tuvo que diseñar cada parte del mismo con los recursos
disponibles y con los consejos de A.S.T.M.
A pesar de contar con el idioma inglés, tratar de convencer a un comité de A.S.T.M. sobre
tus ideas de cómo solucionar una limitación en uno de los métodos, no fue sencillo y toda
la argumentación debe de estar bien soportada con fundamento científico.
Se logró no solamente que A.S.T.M. nos abriera un espacio en su agenda semestral, sino
que nos aconsejaran en cada paso y que finalmente aceptara la contundencia de las
pruebas solicitando que, bajo la metodología y condiciones creadas, se corriera un Inter-
Laboratorio de cuyos resultados, en caso de ser similares, se generaría una modificación
al Método A.S.T.M. D-2699 en su próxima edición.
Una vez generado este buen resultado, la compañía podrá vender el servicio en alrededor
de 15 máquinas en México y posiblemente en otras 14 ya identificadas en América Latina.
27
Proyecto 4.- Mantenimiento a Generador Alstom 15 MW para Grupo Modelo.
Zacatecas, Zacatecas.
Febrero de 2014 a enero de 2015, Ingeniería y Diseño Electromecánico, S.A. de C.V.
Objetivo: Vender y gestionar un proyecto mayor para posicionar a Grupo Modelo dentro de
nuestros 3 mejores clientes.
A principios de febrero de 2014, recibí una llamada del Ing. Arturo Álvarez, Gerente de
Mantenimiento de Grupo Modelo, solicitando una inspección a un rotor de un generador Alstom
de 15 MW que, por cuestiones de mantenimiento preventivo, otra compañía había desarmado,
encontrando zonas azuladas en las caras polares. La compañía entregó el diagnóstico de
“Calentamiento por secuencia negativa” pero el Ing. Álvarez tenía sus reservas de ese
diagnóstico y nos pidió apoyo para diagnosticar y en su caso, cotizar el servicio correctivo.
El día sábado 14 de febrero, el Ing. Fernando Bravo Tinoco y yo nos presentamos en la
Cervecería Modelo para tomar evidencias y posteriormente analizarlas en IDEMSA.
Generé un archivo fotográfico de la identificación del generador, de las bobinas de estator, de las
masas polares, de la coloración azulada, del relevador y de las resistencias a tierra.
Una vez analizadas las fotografías, determinamos que el mejor camino sería el siguiente:
Realizar mantenimiento mayor al generador
Realizar pruebas y mantenimiento al estator en sitio
Trasladar el rotor a IDEMSA para realizar pruebas, retiro de polos, retiro de bobinas de
rotor, inspección y mantenimiento (rehabilitación) a bobinas de rotor.
El 10 de marzo mandé la propuesta técnico-económica25 al Ing. Arturo Álvarez para su análisis.
A principios de junio me comunican que han aprobado nuestra propuesta, por lo que solicitan los
siguientes documentos:
Formato de Grupo Modelo – Declaración del Método 26
Cronograma27
25 Anexo 13: P-5421E MANTTO SITIO ESTATOR Y MANTTO ROTOR IDEMS GENERADOR IDEAL ELECTRIC 15MW 10MAR14 26 Anexo 14: Declaración de método IDEMSA 27 Anexo 15: Cronograma GM Zacatecas

28
Lista de personal y equipo
Mandé los archivos mencionados donde se propone y se acepta iniciar el 27 de junio con las
siguientes actividades:
Pruebas eléctricas estáticas en sitio (Planta Zacatecas) al devanado estator y rotor.
Preparación de rotor para envío a las instalaciones de IDEMSA
Preparación de personal para mantenimiento a estator en sitio (Planta Zacatecas)
El organigrama propuesto fue el siguiente:
Lic. Yolanda Tinoco
Director Administrativo
Carlos Pazarán
Tramitólogo
Ing. Miguel Ángel Muñoz
Coordinador Administrativo
Juan Nicolás
Eléctrico
Silvestre Zongua
Eléctrico
Rubén Fafayuca
Mecánico
Antonio Jiménez
Mecánico
Antonio Concepción
Mecánico
Alfonso Martínez
Jefe de Cuadrilla
Ing. Rodolfo Olivares
Coordinador Técnico
Héctor Rodríguez
Líder de Proyecto
Ing. Óscar Patlán
Gerente de Ingeniería
Ing. Fernando C. Bravo
Director Técnico
Las actividades comienzan en Julio cuando el rotor fue enviado a IDEMSA.
Derivado de una inspección visual en donde se observa desprendimiento del relleno de “Felt
tape”, utilizado como separador entre el costado de las bobinas y una placa de fibra de aislante
en al cual se apoyan los bloques de los retentores, que es donde se aplica la presión de apriete
mecánico, se determina que se tendrán que desarmar las 4 masas polares.
En la primera quincena de julio se realizaron las siguientes actividades en IDEMSA:
Recepción de Rotor, chumaceras y sistema de enfriamiento
Inspección y mapeo dimensional de chumaceras y flecha de rotor
Desensamble de los 4 polos del rotor
Visita del cliente e inspección visual
Separación y limpieza de espiras por bobina
29
Mantenimiento y pruebas al enfriador
Visita del cliente, de derecha a izquierda: Ing. Óscar Patlán, Ing. Arturo Álvarez y yo
En la segunda quincena de julio se realizaron las siguientes actividades en IDEMSA:
Continuación de limpieza de bobinas, espira por espira
Limpieza de aislamientos de bobinas
Limpieza y aislamiento de núcleos de bobinas polares
Durante el mes de agosto se realizaron las siguientes actividades en IDEMSA:
Limpieza y mantenimiento a zapatas polares
Terminación de aislamiento a zapatas polares
Montaje de bobinas en rotor
Pruebas eléctricas bobina por bobina
a. Resistencia de aislamiento
b. Impulso entre espiras
c. Resistencia Óhmica
d. Impedancia
e. Caída de tensión
30
Se hizo una inspección y pruebas finales a rotor en presencia del cliente, las cuales resultaron
satisfactorias, por lo que se procedió a barnizarlo y aplicar procedimiento de secado en horno
eléctrico, posteriormente se armaron los periféricos, como son el sistema excitatriz, ventiladores
y finalmente se realiza el balanceo estático, quedando así listo para el envío de regreso a la
planta Zacatecas y armado final.
El lunes 25 de agosto se presentó personal de IDEMSA en la planta de Zacatecas para el servicio
de mantenimiento preventivo al estator, las actividades realizadas en sitio durante las siguientes
5 semanas fueron:
Protocolo de pruebas eléctricas estáticas al estator
Inspección al devanado estator y núcleo
Limpieza integral al devanado
Verificación de cuñas, sujesores de conexión, cabezales, cables de acometidas y
terminales.
Inspección y validación del sistema de sensores de temperatura RTD y PT100
Proceso de impregnación de barniz
Posterior al mantenimiento se realiza el protocolo de pruebas eléctricas estáticas
nuevamente, que incluye:
Resistencia óhmica a devanados
Resistencia de aislamiento
Prueba de impulso con comparación de onda
Prueba de alto potencial
Una vez recibido el rotor en la planta, se realiza lo siguiente:
Maniobras de descarga y acomodo para el aseguramiento
Ensamble de rotor en estator
Montaje de tapas inferiores lado libre y lado carga
Instalación de aspas de plástico para ventilación
Instalación de chumaceras lado libre y lado carga
Instalación y ajuste de sellos y anillos de lubricación en chumaceras
Montaje de tapas superiores lado libre y lado carga
Instalación de intercambiador

31
Instalación de sensores de temperatura en chumaceras e intercambiador
Instalación de excitatriz y bobina de imán permanente
Conexiones de bobinas auxiliares y polos de rotor
Instalación y ajuste de tolvas de bobinas auxiliares, ductos de ventilación y sensor de
falla a tierra.
Para la segunda quincena de octubre, el generador estaba listo para ser acoplado, por lo que
programé una visita del personal técnico y se realizaron las siguientes actividades:
Se realiza alineación con indicador de carátula
Se realiza acoplamiento al reductor con pernos roscados
El 25 se noviembre se presenta personal de IDEMSA en la planta para la puesta en marcha del
generador, al realizar prueba de velocidad nominal se observa vibración más alta de lo normal y
al momento de excitar a tensión nominal, la vibración se incremente a 0.16 ips lado excitatriz y
0.25 ips lado carga, marcando un desbalance, esto hace que los técnicos determinen vibración
en las válvulas del intercambiador de calor, por lo que se recomienda a Grupo Modelo revisar
todas las válvulas y bombas, además de que por parte de IDEMSA, regresar con equipo especial
para correr protocolo de balanceo en sitio.
El 9 de diciembre se presenta personal de IDEMSA en la planta una vez que Grupo Modelo
confirmó la revisión de válvulas y el cambio de una de ellas que se encontraba obstruida. Se
realiza protocolo de balanceo dinámico en sitio quedando con 0.05 ips en ambos lados.
Programé la visita para la puesta en operación del 9 al 12 de enero de 2015.
El personal de IDEMSA se presenta en la planta y nuevamente realiza pruebas eléctricas
estáticas tanto a rotor como a estator por procedimiento. Posteriormente se procede a excitar el
rotor con velocidad y voltaje nominal (1,800 RPM y 6.9 KV), una vez alcanzada y mantenida la
velocidad, se procede a sincronizar. Se sincroniza con carga de 5.2 MW y factor de potencia de
0.93, se observa térmicamente el exterior del generador, la lubricación en chumaceras, los
paneles para alarmas y vibración y las velocidades de la turbina y generador con lámpara
estroboscópica.
Al terminar con la sincronización y la revisión de parámetros en operación normal, se da por
entregado el servicio y posteriormente se manda el reporte con las conclusiones:
32
El generador se encuentra en condiciones normales de operación
El comportamiento de vibración se encuentra en niveles de 15 a 17 micrones, con una
temperatura de 60 C en chumaceras.
El intercambiador de calor se encuentra en condiciones de normales de operación con
temperatura de admisión de 19 C y temperatura de salida de 33 C.
En parámetros eléctricos compartiendo la carga con el TG3, se encuentra en iguales
características y dentro de niveles nominales.
Se deja a criterio y solicitud del cliente, la visita de inspección a plena carga.
Resumen de logros y fallos:
Se logró concluir satisfactoriamente el primer mantenimiento para un generador de esa
capacidad (15 MW) para Grupo Modelo, lo que permitió que inmediatamente nos
otorgaran un segundo servicio a otro generador Ideal Electric de 10 MW, esta vez en
Tuxtepec, Oaxaca.
Nos solicitaron por primera vez los formatos de capacidades laborales (DC3) y se
capacitó al personal con especialidades específicas que, si bien en un inicio nos costó
tiempo y dinero, nos sirvieron para el segundo servicio del mismo tipo en Grupo Modelo,
pero además para otro servicio en PEMEX Arenque iniciando el 2015.
Se encontró que para este tipo de generadores no es suficiente el balanceo del rotor en
solitario, sino que, además debe ser balanceado ya montado en el estator y con todos los
accesorios instalados, lo que nos representó un gasto adicional no considerado.
La relación con la gerencia de servicio de Grupo Modelo se fortaleció dramáticamente de
tal forma que, de ser nuestro mejor cuarto cliente en 2014, se convirtió en el mejor cliente
para 2015 superando incluso a Siemens, única compañía con la cual se cuenta con un
contrato marco.

33
Proyecto 5.- Venta y gestión de contrato de Instalación de 64 aires acondicionados
de precisión a nivel Nacional. Estado de México.
Septiembre de 2015 a noviembre de 2016, Critical Power Solutions International
Objetivo: Incrementar el volumen de contratos e ingresos de la empresa.
La compañía Critical Power Solutions International (CPS), con la cual me empleo actualmente,
ha sido distribuidor de Stulz por varios años y a principios de 2015 se consiguió una venta por
400 unidades de aire acondicionado de precisión de 3 Ton para radiobases de Telcel, los cuales
se entregarían por paquetes de cien en cien, planeando entregar los primeros cien aires a
mediados de marzo de 2016.
Jamen Griffith
Socio
Matt Jessen
Socio
Raquel Martínez
Auxiliar administrativo
Ing. René Ledesma
Mesa de Control
Omar Del Ángel
Técnico
David Zavala
Técnico
Rafael Camacho
Técnico
Pedro Zavala
Técnico
Alan Ledesma
Técnico
Ing. Germán Rosales
Corrdinador
Lic. Anayelli Olvera
Almacén
Frío y Voltaje
Subcontratista
Israel Ortega
Subcontratista
Héctor Rodríguez
Director Comercial
Lic. Adolfo López
Director Financiero
Lic. Francisco S. Rojas
Director
Dave Baird
Socio
A mi ingreso a CPS como Director Comercial en agosto de 2015, fui enterado de los proyectos
vigentes de la compañía, uno de los cuales era el citado, por lo que una de mis funciones sería
el seguimiento a la entrega de los mismos, sin embargo, en poco tiempo investigué que no había
hasta la fecha un contrato para la instalación y posterior servicio a los mismos.
Dado que la compañía de Grupo CARSO enfocada a este tipo de servicios es SELMEC Servicios
Industriales, me acerqué primeramente al Ing. Juan Antonio Ramírez Montero, Gerente de
servicio para Región 928 de Telcel en el área O&M29, con el cual ya tenía contacto al ser nuestro
supervisor para los servicios de mantenimiento preventivo y correctivo. Él me dirigió con el Ing.
Christian Fierro Rugerio, Coordinador del Proyecto Stulz30, con quién me reuní en repetidas
ocasiones para discutir el alcance, que comenzó definiendo los sitios por ejecutarse por Región
como siguen:
28 Región 9 de Telcel incluye la Ciudad de México, Estado de México, Morelos y Pachuca 29 O&M se refiere a los servicios de operación y mantenimiento de radiobases de Telcel 30 Coordinador de todo el proyecto, desde recibir equipos nuevos, hasta dejarlos operando en los sitios seleccionados de las 9 regiones que incluyen toda la República Mexicana.
34
Región 131, 6 sitios (Campestre, Alamar, Santa Fe, Justo Sierra, El Ciprés y Esteban Cantú)
Región 232, 6 sitios (Hermosillo, La Victoria, Sauceda, Sinoquipe, Seguro Social y Salazar)
Región 333, 5 sitios (Campanas, Tecnológico, Santa María del Oro, Chivatito y Fontana)
Región 434, 7 sitios (Presidente, Longoria, Díaz Ordaz, González, Ciudad Mante, Bagdad y Nueva
Era)
Región 535, 1 sitio (Minatitlán)
Región 636, 3 sitios (Plateros, Tangamanga y Luis Moya)
Región 737, 6 sitios (Acayucan, Ciudad Isla, La Tinaja, Ruíz Cortines, Huatusco y Huitzuco)
Región 838, 9 sitios (Siderúrgica, Los Reyes, CINVESTAV, Hunucma, Tapachula III, Mapastepec,
Reforma, Atasta y Aviación)
Región 939, 8 sitios (Ixtapaluca, San Gregorio, Emiliano Zapata, Tepepan, Tenancingo, Zapotitlán
y Presa Totolinga)
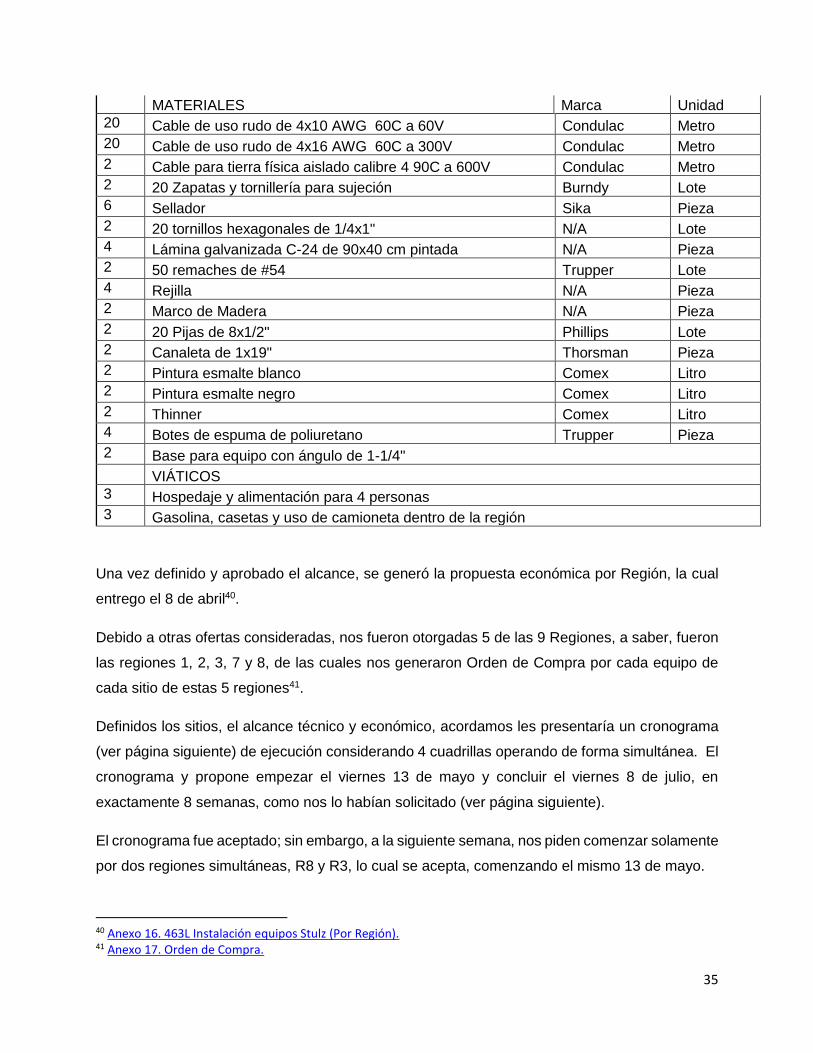
Posteriormente, se me solicitó generar un alcance técnico del servicio completo, el cual gestioné
con el equipo operativo y en menos de una semana, definimos el alcance como sigue:
Qty Concepto
1 Mano de Obra por 1 Supervisor especialista y 3 ayudantes por 3 días de servicio - Desmontaje de 2 equipos existentes - Ajuste de paso de muros para adaptación de inyección y retorno, perforaciones y ajuste
de rejillas - Instalación eléctrica e instalación de canaletas - Armado de base con ángulos de 1 1/4" y pintado de muro y base - Instalación de 2 equipos Stulz y puesta en operación - Retorno de equipos desmontados al almacén regional - Entrega de reporte fotográfico de servicio y protocolo de pruebas de aceptación (ATP)
1 Flete regional por sitio
31 Región 1: Baja California Norte y Baja California Sur 32 Región 2: Sonora y Sinaloa 33 Región 3: Chiapas y Durango 34 Región 4: Coahuila, Nuevo León y Tamaulipas 35 Región 5: Nayarit, Colima, Jalisco y Michoacán 36 Región 6: Zacatecas, Aguascalientes, Querétaro, San Luis Potosí y Guanajuato 37 Región 7: Guerrero, Oaxaca, Puebla, Tlaxcala y Veracruz 38 Región 8: Tabasco, Chiapas, Campeche, Quintana Roo y Yucatán 39 Región 9: Ciudad de México, Estado de México, Hidalgo y Morelos
35
MATERIALES Marca Unidad
20 Cable de uso rudo de 4x10 AWG 60C a 60V Condulac Metro
20 Cable de uso rudo de 4x16 AWG 60C a 300V Condulac Metro
2 Cable para tierra física aislado calibre 4 90C a 600V Condulac Metro
2 20 Zapatas y tornillería para sujeción Burndy Lote
6 Sellador Sika Pieza
2 20 tornillos hexagonales de 1/4x1" N/A Lote
4 Lámina galvanizada C-24 de 90x40 cm pintada N/A Pieza
2 50 remaches de #54 Trupper Lote
4 Rejilla N/A Pieza
2 Marco de Madera N/A Pieza
2 20 Pijas de 8x1/2" Phillips Lote
2 Canaleta de 1x19" Thorsman Pieza
2 Pintura esmalte blanco Comex Litro
2 Pintura esmalte negro Comex Litro
2 Thinner Comex Litro
4 Botes de espuma de poliuretano Trupper Pieza
2 Base para equipo con ángulo de 1-1/4"
VIÁTICOS
3 Hospedaje y alimentación para 4 personas
3 Gasolina, casetas y uso de camioneta dentro de la región
Una vez definido y aprobado el alcance, se generó la propuesta económica por Región, la cual
entrego el 8 de abril40.
Debido a otras ofertas consideradas, nos fueron otorgadas 5 de las 9 Regiones, a saber, fueron
las regiones 1, 2, 3, 7 y 8, de las cuales nos generaron Orden de Compra por cada equipo de
cada sitio de estas 5 regiones41.
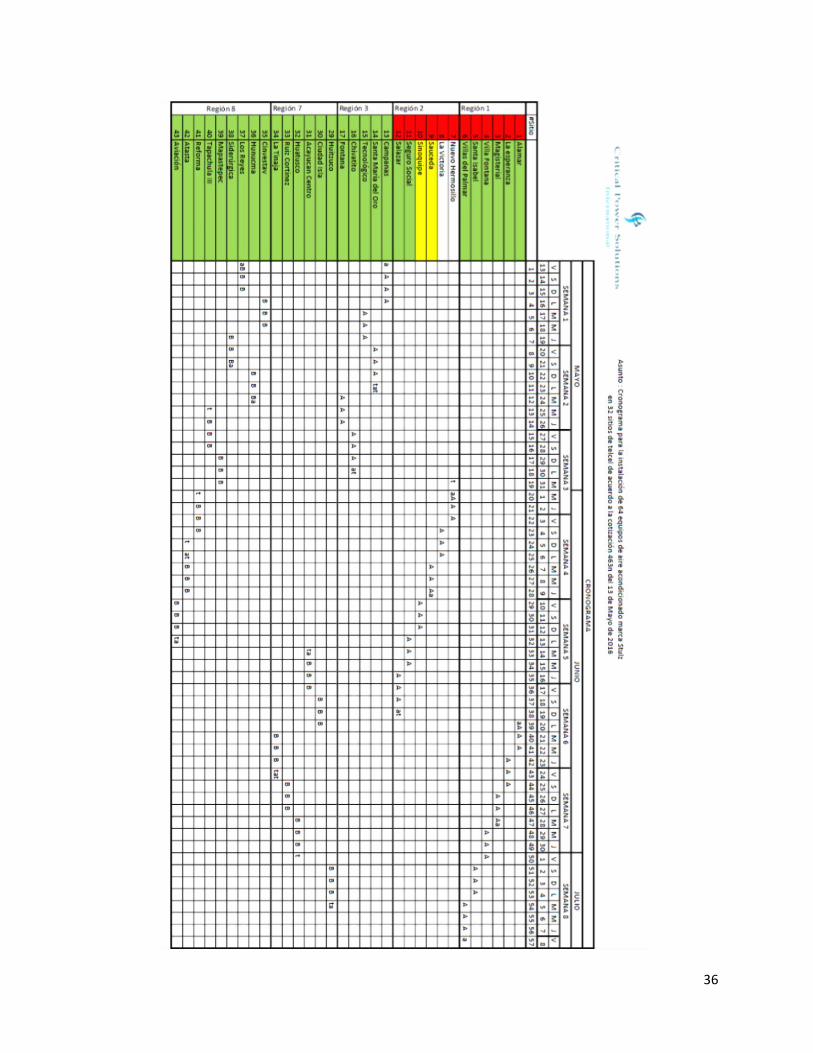
Definidos los sitios, el alcance técnico y económico, acordamos les presentaría un cronograma
(ver página siguiente) de ejecución considerando 4 cuadrillas operando de forma simultánea. El
cronograma y propone empezar el viernes 13 de mayo y concluir el viernes 8 de julio, en
exactamente 8 semanas, como nos lo habían solicitado (ver página siguiente).
El cronograma fue aceptado; sin embargo, a la siguiente semana, nos piden comenzar solamente
por dos regiones simultáneas, R8 y R3, lo cual se acepta, comenzando el mismo 13 de mayo.
40 Anexo 16. 463L Instalación equipos Stulz (Por Región). 41 Anexo 17. Orden de Compra.
36

37
Para el 25 de mayo, se habían terminado 3 sitios en región 3 (Campanas, Tecnológico y Santa
María del Oro) firmados por personal de Telcel y 2 sitios en región 8(CINVESTAV y Los Reyes).
En R8 surgió el problema que para conectar los 48 VDC requeridos para el control del “free
cooling” no se contaba con una posición en el banco de baterías de la caseta, por lo que se
tuvieron que instalar unos rectificadores de voltaje de 220VAC a 48VDC.
Por el motivo anterior, Telcel retrasó las entregas, ya que solicitó a Selmec que instalara la marca
Phoenix Contact para los rectificadores, los cuales tenían tiempo de entrega aproximado de 8
semanas, periodo durante el cual no se realizaron servicios en ningún sitio.
Para Julio 10, Selmec plantea iniciar trabajos en región 1 con dos sitios (Campestre y Justo
Sierra), realizando cambios de sitios por temas de prioridad en sitios con ambos equipos caídos,
a lo cual aceptamos iniciar de inmediato.
Para Julio 25 se contaba con ambos sitios validados por Telcel, con lo cual pudimos ingresar las
primeras facturas para pago a 30 días.
Nuevamente en agosto y septiembre Telcel/Selmec no permite el seguimiento a los sitios
iniciados o pendientes de ejecutar, sino hasta octubre, indicando que requiere continuar trabajos
ahora en regiones 7 y 8.
Les solicité empezar programando las validaciones de los 3 sitios en región 8 que ya se habían
concluido, pero la propuesta no fue aceptada, argumentando que necesitaban avanzar en las
instalaciones de equipos, por lo que me proponen que terminando los sitios pendientes de región
8, finalicemos el recorrido con las validaciones de esos tres sitios ya operando, lo cual es
aceptado.
La operación en región 8 se reinicia con el sitio Hunucmá a mediados de octubre, terminado el
mismo una semana después y entregando tanto factura como reportes completos validados para
proceder con el pago a 30 días. Se continúa con el sitio Atasta, el cual se concluye el 31 de
octubre. En espera de fecha de validación por parte de Telcel/Selmec.
La operación en R7 se reinició también a mediados de octubre con el sitio Ruíz Cortines,
entregado y validado una semana después, con lo que pude ingresar factura a pago. Se continuó
con el sitio La Tinaja, el cual se terminó el 28 de octubre. En espera de fecha de validación por
parte de Telcel/Selmec.
38
Debido a que no hemos recibido fechas de validación de este par de sitios tanto en región 7,
como en región 8, no programé la continuación de los demás sitios y quedaremos en espera de
un programa de validación, ya que, al momento, no hemos podido ingresar facturas ya de 4 sitios
en región 8 y 1 en región 7.
Por otro lado, el plan original de Telcel era iniciar una segunda ronda de equipos a partir de
noviembre, por lo que se platica con el Ing. Vilchis, coordinador del proyecto y se acuerda ya
solamente cerrar el tema administrativo de los sitios ejecutados y empezar a gestionar una nueva
propuesta para una segunda etapa tanto con los equipos no utilizados, como para el segundo
lote de equipos.
Resumen de logros y fallos:
Se logró concretar la venta y gestión de un proyecto a nivel nacional para Telcel, lo cual
hace que la compañía puede acceder a otros contratos similares ya sea nuevamente con
Telcel o con otras compañías de esa importancia.
La primera fase del proyecto fue de instalación de 100 equipos, de los cuales 64 nos
fueron asignados dentro de las 5 regiones correspondientes y debido a las diferentes
complicaciones y atrasos por parte principalmente de Telcel, esta etapa la terminamos
con 24 equipos instalados (37.5%).
Estamos considerados para ofertar la segunda etapa, pero debemos modificar tanto el
alcance, como la propuesta económica ya que, debido a los retrasos incurridos, la utilidad
ha sido mermada de forma tan considerable que, en términos prácticos, no hubo tal.
39
Anexos
Anexo 1. Extracto de curso de capacitación CANGREJERA
Anexo 2. Constancia de capacitación CANGREJERA
Anexo 3. Carta de Certificación de Instructor CANGREJERA
Anexo 4. Temario de capacitación RECOPE
Anexo 5. Credenciales del instructor RECOPE
Anexo 6. Oferta económica RECOPE
Anexo 7. Nota Informativa del 3 de septiembre de 1999
Anexo 8. Minuta del 17 de octubre de 2000
Anexo 9. Solicitud de Estudio ASTM D-2699-10
Anexo 10. ASTM PEMEX Presentation 16jun11
Anexo 11. 201112 ASTM Presentation R1
Anexo 12. ASTM Presentation Final Rev
Anexo 13. P-5421E MANTTO SITIO ESTATOR Y MANTTO ROTOR IDEMS GENERADOR
IDEAL ELECTRIC 15MW 10MAR14
Anexo 14. Declaración de método IDEMSA
Anexo 15. Cronograma GM Zacatecas
Anexo 16. 463L Instalación equipos Stulz (Por Región)
Anexo 17. Órdenes de Compra

40
Bibliografía
ASTM D2699-11e Standard Test Method for Research Octane Number of Spark-Ignition
Engine Fuel
Octane Rating Units Operation & Maintenance, Second Edition, Waukesha Engine
ASTM RR-D2-1116
Top Related