







Idiomas
Páginas
Jurídico



PROPUESTA DE MEJORAMIENTO DE LAS CONDICIONES DE TRA BAJO
MEDIANTE LA DISTRIBUCIÓN EN PLANTA Y LA APLICACIÓN DE
MÉTODOS DE LA ERGONOMÍA FÍSICA EN EL TALLER DE
METALMECÁNICA DE LA EMPRESA COMERDIC LTDA.
ISABELLA BENÍTEZ ROLDÁN
JOSÉ RICARDO CORTÉS MULETT
PONTIFICIA UNIVERSIDAD JAVERIANA
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA CIVIL E INDUSTRIAL
SANTIAGO DE CALI, 30 DE MAYO 2017

PROPUESTA DE MEJORAMIENTO DE LAS CONDICIONES DE TRA BAJO
MEDIANTE LA DISTRIBUCIÓN EN PLANTA Y LA APLICACIÓN DE
MÉTODOS DE LA ERGONOMÍA FÍSICA EN EL TALLER DE
METALMECÁNICA DE LA EMPRESA COMERDIC LTDA.
ISABELLA BENÍTEZ ROLDÁN
JOSÉ RICARDO CORTÉS MULETT
PROYECTO DE GRADO PRESENTADO COMO REQUISITO PARA OPTAR EL
TÍTULO DE INGENIERO INDUSTRIAL
DIRECTOR
LUIS ANDRES SAAVEDRA ROBINSON, I.E; PhD
DEPARTAMENTO DE INGENIERÍA CIVIL E INDUSTRIAL
PONTIFICIA UNIVERSIDAD JAVERIANA
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA CIVIL E INDUSTRIAL
SANTIAGO DE CALI, 30 DE MAYO 2017
AGRADECIMIENTOS
En primer lugar, queremos agradecer a Dios por permitirnos culminar esta etapa y por
habernos guiado durante el camino.
Agradecemos a nuestro director de Tesis, Dr Luis Andrés Saavedra, su asistencia y
dedicación. Sus conocimientos y orientaciones fueron fundamentales para la elaboración de
este proyecto llevándolo a términos satisfactorios.
A la empresa COMERDIC LTDA, al Ingeniero Jairo Andrey Valencia y al grupo de
trabajadores del taller de metalmecánica agradecemos por toda su colaboración y
disposición durante el último año. Su amabilidad fue clave para el desarrollo del proyecto.
A nuestras familias, les agradecemos el inagotable apoyo y constante motivación a lo largo
de la carrera y de la ejecución de la tesis, son absolutamente fundamentales en nuestras
vidas y son la razón por la cual trabajamos arduamente, queremos hacerlos sentir
orgullosos.
CONTENIDO
1. RESUMEN ...................................................................................................................... 1
2. ABSTRACT ....................................................................................................................... 2
3. INTRODUCCIÓN .............................................................................................................. 3
4. MARCO CONTEXTUAL .................................................................................................. 5
5. MARCO REFERENCIAL ................................................................................................. 7
5.1 MARCO TEÓRICO Y CONCEPTUAL ...................................................................... 7
5.2 ANTECEDENTES ..................................................................................................... 10
6. PLANTEAMIENTO DEL PROBLEMA ......................................................................... 14
6.1 DESCRIPCIÓN DEL PROBLEMA ........................................................................... 14
7.1 OBJETIVO GENERAL .............................................................................................. 17
7.2 OBJETIVOS ESPECÍFICOS ..................................................................................... 17
7.3 ALCANCE .................................................................................................................. 17
8. JUSTIFICACIÓN.......................................................................................................... 18
9. METODOLOGÍA ......................................................................................................... 19
10. DISCUSIÓN Y ANÁLISIS DE RESULTADOS ..................................................... 26
11. VALIDACIÓN TÉCNICA ........................................................................................ 72
12. CONCLUSIONES ..................................................................................................... 82
13. RECOMENDACIONES ........................................................................................... 84
14. REFERENCIAS ........................................................................................................ 85
15. ANEXOS ................................................................................................................... 88
16. TRABAJOS A FUTURO EN COMERDIC LTDA. ............................................... 114
FIGURAS FIGURA 1 UBICACIÓN GEOGRÁFICA DE LA EMPRESA COMERDIC LTDA. ......... 5 FIGURA 2 PLANO CON FLUJO DEL MATERIAL – ESCALA 1:100 ........................... 14 FIGURA 3 TALLER DE METALMECÁNICA. ................................................................ 15 FIGURA 4 SOBREESFUERZO, POSTURA INADECUADA Y MOVIMIENTO
REPETITIVO ................................................................................................................ 16 FIGURA 5 CUESTIONARIO NÓRDICO .......................................................................... 22 LAS FASES PARA LA APLICACIÓN DEL MÉTODO SPL SE PUEDEN OBSERVAR
EN LA FIGURA 6. FASES DE MÉTODO SLP .......................................................... 25

FIGURA 7 CUERPO HUMANO Y PORCENTAJES DE INCONFORMIDAD ............... 26 FIGURA 8 ACTIVIDAD DE CORTAR TUBOS CON ÁNGULOS .................................. 28 FIGURA 9 MÉTODO REBA: CORTAR TUBOS (DERECHO) ....................................... 28 FIGURA 10 MÉTODO REBA: CORTAR TUBOS (IZQUIERDO) ................................... 29 FIGURA 11 PLATAFORMA DE MADERA ..................................................................... 30 FIGURA 12 PLATAFORMA DE MADERA Y LÁMINAS .............................................. 31 FIGURA 13 FOTOGRAFÍA PUESTO DE TRABAJO: PERFORADOR DE TUBOS .... 31 FIGURA 14 MÉTODO REBA: PERFORAR TUBOS (DERECHO) ................................. 32 FIGURA 15 MÉTODO REBA: PERFORAR TUBOS (IZQUIERDO) .............................. 32 FIGURA 16 PLATAFORMA CON TUBO ......................................................................... 34 FIGURA 17 DETERMINACIÓN NIVEL DE RIESGO ..................................................... 35 FIGURA 18 PROPUESTA CORTADORA DE LÁMINAS ............................................... 36 FIGURA 19 PLANO CON MEDICIÓN DE ILUMINACIÓN ........................................... 38 FIGURA 20. LUMINARIAS .............................................................................................. 41 FIGURA 21. ZONAS DE MEDICIÓN ILUMINACIÓN ................................................... 41 FIGURA 22. LÁMPARA FLUORESCENTE OSRAM ...................................................... 43 FIGURA 23 GRÁFICO TIPOS DE ILUMINACIÓN ......................................................... 43 FIGURA 24 DIMENSIONES PARA EL ÍNDICE K .......................................................... 44 FIGURA 25 DISTANCIA ENTRE LUMINARIAS ............................................................ 48 FIGURA 26 DISPOSICIÓN LUMINARIAS ZONA 1 ....................................................... 50 FIGURA 27 DISPOSICIÓN LUMINARIAS ZONA 2 ....................................................... 50 FIGURA 28 PLANO MEDICIONES DE RUIDO .............................................................. 52 FIGURA 29 CARACTERÍSTICAS DE MATERIALES DE ESTUDIO ............................ 54 FIGURA 30 GRÁFICO REDUCCIÓN DE RUIDO CORCHO .......................................... 55 FIGURA 31 GRÁFICO REDUCCIÓN DE RUIDO CORCHO .......................................... 55 FIGURA 32 BARRERA AISLANTE PARA COMPRESOR ............................................. 56 FIGURA 33 COMPRESOR, FUENTE DE RUIDO. ........................................................... 56 FIGURA 34 TIPOS DE PROTECCIÓN AUDITIVA ......................................................... 57 FIGURA 35 ESPECIFICACIONES OREJERAS ................................................................ 57 FIGURA 36 PLANO Y ZONAS DE MEDICIÓN TEMPERATURA ................................ 58 FIGURA 37 GRÁFICO DE CONFORT TÉRMICO ........................................................... 59 FIGURA 38 ZONAS DE HORNO. ..................................................................................... 60 FIGURA 39 HORNO Y BARRERA CON MEDICIONES ................................................ 60 FIGURA 40 PROPIEDADES DEL CORCHO. ................................................................... 61 FIGURA 41 CAMISA AISLANTE ..................................................................................... 62 FIGURA 42 FRECUENCIA ACUMULADA. .................................................................... 63 FIGURA 43. PARETO VENTAS MENSUALES ............................................................... 64 FIGURA 44. DIAGRAMA DE RECORRIDO SILLA UNIVERSITARIA ........................ 65 FIGURA 45. TABLA RELACIONAL DE ACTIVIDADES .............................................. 66 FIGURA 46. TABLA DE PROXIMIDAD .......................................................................... 66 FIGURA 47. DIAGRAMA RELACIONAL DE ACTIVIDADES Y RECORRIDOS ....... 67
FIGURA 48. DISTRIBUCIÓN ACTUAL (IZ) VS PROPUESTA (DX) ............................ 68 FIGURA 49. DISTRIBUCIÓN DE PLANTA PROPUESTA CON
RECOMENDACIONES ............................................................................................... 69 FIGURA 50. APLICACIÓN DE MOVIMIENTOS ............................................................ 70 FIGURA 51. CONTROL DE MOVIMIENTOS (MATERIA PRIMA) .............................. 71 FIGURA 52 FLUJOGRAMA APLICACIÓN EXCEL ....................................................... 71 FIGURA 53 TABLAS CORTAR TUBOS (LADO DERECHO) ........................................ 75 FIGURA 54 RESULTADOS CORTAR TUBOS (LADO DERECHO) ............................. 75 FIGURA 55 TABLAS CORTAR TUBOS (LADO IZQUIERDO) ..................................... 76 FIGURA 56 RESULTADOS CORTAR TUBOS (LADO IZQUIERDO). ......................... 76 FIGURA 57 TABLAS PERFORAR TUBOS (LADO DERECHO) ................................... 77 FIGURA 58 RESULTADOS PERFORAR TUBOS (LADO DERECHO) ......................... 77 FIGURA 59 TABLAS PERFORAR TUBOS (LADO DERECHO) ................................... 78 FIGURA 60 RESULTADOS PERFORAR TUBOS (LADO IZQUIERDO) ...................... 78 FIGURA 61 SIMULACIÓN PROMODEL RECORRIDO ................................................. 80 FIGURA 62 SIMULACIÓN PROMODEL TIEMPO ......................................................... 81 TABLAS
TABLA 1 ESPECIFICACIONES LUXÓMETRO EXTECH --------------------------------- 19 TABLA 2 ESPECIFICACIONES SONÓMETRO EXTECH ---------------------------------- 20 TABLA 3. LÍMITES AUDITIVOS RESOLUCIÓN 8321 ------------------------------------- 20 TABLA 4.CONSTANTE DEL SALÓN ---------------------------------------------------------- 21 TABLA 5. PORCENTAJES DE INCOMODIDAD --------------------------------------------- 26 TABLA 6. RESUMEN DE RESULTADOS LISTA DE CHEQUEO. ----------------------- 27 TABLA 7. TIEMPO NETO REAL ---------------------------------------------------------------- 35 TABLA 8. RESULTADOS OCRA ---------------------------------------------------------------- 35 TABLA 9. MEDICIONES DE ILUMINACIÓN: RESULTADOS --------------------------- 38 TABLA 10. RESULTADO UNIFORMIDAD DE ILUMINACIÓN ------------------------- 39 TABLA 11. FACTOR DE UNIFORMIDAD ----------------------------------------------------- 40 TABLA 12. ILUMINANCIA MEDIA ----------------------- ------------------------------------- 42 TABLA 13. ALTURA DE SUSPENSIÓN ------------------------------------------------------- 43 TABLA 14. ÍNDICE DEL LOCAL ---------------------------------------------------------------- 44 TABLA 15. CÁLCULO ÍNDICE LOCAL ------------------------------------------------------- 44 TABLA 16. FACTOR DE REFLEXIÓN --------------------------------------------------------- 45 TABLA 17. FACTOR DE UTILIZACIÓN ------------------------------------------------------- 45 TABLA 18. FÓRMULA DE INTERPOLAR ---------------------------------------------------- 46 TABLA 19. FACTOR DE MANTENIMIENTO ------------------------------------------------ 46 TABLA 20. FLUJO LUMINOSO ------------------------------------------------------------------ 47 TABLA 21. NÚMERO DE LUMINARIAS ------------------------------------------------------ 47 TABLA 22. ANCHO ENTRE LUMINARIAS --------------------------------------------------- 48 TABLA 23. LARGO ENTRE LUMINARIAS --------------------------------------------------- 48
TABLA 24. DISTANCIA ENTRE LUMINARIAS --------------------------------------------- 49 TABLA 25 VALIDACIÓN ILUMINACIÓN ------------------- --------------------------------- 51 TABLA 26. RESULTADOS MEDICIÓN DE RUIDO ----------------------------------------- 52 TABLA 27. DATOS TEMPERATURA ---------------------------------------------------------- 58 TABLA 28. NIVEL A Y B -------------------------------------------------------------------------- 64 TABLA 29. REQUERIMIENTOS DE ESPACIO ----------------------------------------------- 68 TABLA 30. TIEMPO NETO REAL MEJORA -------------------------------------------------- 79 TABLA 31. RESULTADOS OCRA MEJORA -------------------------------------------------- 79 TABLA 32 NIVEL DE RIESGO MEJORA ------------------------------------------------------ 79
ECUACIÓNES
ECUACIÓN 1 CONSTANTE DEL SALÓN ----------------------------------------------------- 21 ECUACIÓN 2 ÍNDICE OCRA --------------------------------------------------------------------- 24 ECUACIÓN 3 TIEMPO NETO TRABAJO REPETITIVO ------------------------------------ 24 ECUACIÓN 4 ILUMINACIÓN PROMEDIO --------------------------------------------------- 39 ECUACIÓN 5 FACTOR UNIFORMIDAD ------------------------------------------------------ 40 ECUACIÓN 6 FACTOR UNIFORMIDAD 2 --------------------------------------------------- 40 ECUACIÓN 7 FLUJO LUMINOSO -------------------------------------------------------------- 46 ECUACIÓN 8 INTERPOLACIÓN ---------------------------------------------------------------- 46 ECUACIÓN 9 NUMERO DE LUMINARIAS --------------------------------------------------- 47 ECUACIÓN 10 NUMERO ANCHO -------------------------------------------------------------- 47 ECUACIÓN 11 NUMERO LARGO--------------------------------------------------------------- 47 ECUACIÓN 12 LUMINANCIA OBTENIDA --------------------------------------------------- 51 ECUACIÓN 13 NECESIDAD ESPACIO -------------------------------------------------------- 67
ANEXOS
ANEXO 1 CALIFICACIÓN DE FACTORES --------------------------------------------------- 88 ANEXO 2 LISTA DE CHEQUEO: DISTRIBUCIÓN DE PLANTA – MÉTODO SLP -- 92 ANEXO 3 APLICACIÓN DE INVENTARIOS ------------------------------------------------- 95 ANEXO 4 ERGONOMIC CHECKPOINTS ----------------------------------------------------- 98 ANEXO 5 MANUAL DE PREVENCIÓN ------------------------------------------------------ 106 ANEXO 6 CUESTIONARIO NÓRDICO (1) --------------------------------------------------- 106 ANEXO 5 MANUAL DE PREVENCIÓN ---------------------------------------------------- 1065 ANEXO 6 CUESTIONARIO NÓRDICO (1) ------------------------------------------------- 1066 ANEXO 7 CUESTIONARIO NÓRDICO (2) ------------------------------------------------- 1067 ANEXO 8 CUESTIONARIO NÓRDICO (3) ------------------------------------------------- 1068 ANEXO 9 CUESTIONARIO NÓRDICO (4) ------------------------------------------------- 1069 ANEXO 10 CUESTIONARIO NÓRDICO (5) -------------------------------------------------- 110 ANEXO 11 CUESTIONARIO NÓRDICO (6) -------------------------------------------------- 106

1
1. RESUMEN
La disciplina de seguridad y la salud en el trabajo ha dado a conocer que el sector
metalmecánico tiene gran impacto en la salud y bienestar de los trabajadores. Las
actividades que allí se realizan pueden detonar trastornos musculo-esqueléticos y otros
tipos de enfermedades (Cuji, 2009). Es por esto que este estudio, de carácter exploratorio se
direccionó hacia una pyme ubicada en la ciudad de Cali llamada COMERDIC LTDA. Esta
empresa se dedica a la dotación escolar y de oficina y para su fabricación cuenta con un
taller de metalmecánica. La distribución del taller no permite el flujo continuo de materiales
y personas, además las condiciones de entorno de trabajo no son las adecuadas para el tipo
de labores que allí se realizan. El objetivo de este documento es diseñar una propuesta de
mejoramiento para las condiciones de los puestos de trabajo y el proceso productivo de
sillas universitarias a través de la distribución de planta, valoración de riesgos por carga
física biomecánica y entorno de trabajo (ruido, temperatura, iluminación). Para este
proyecto se aplicó metodología de campo y documental y se valió del uso de encuestas,
listas de chequeo, fichas de observación y métodos ergonómicos para realizar el
diagnóstico actual de la empresa. Los resultados evidenciaron que el taller requiere una
nueva distribución, que la iluminación no es uniforme, que hay áreas con ruido excesivo y
potencialmente dañino, que la temperatura es muy elevada y que los operarios adoptan
posturas inadecuadas combinadas con movimientos repetitivos para cumplir su labor. Por
esas razones se diseñaron propuestas que podrían favorecen el lugar de trabajo aportando
seguridad y confort.

2
2. ABSTRACT
The discipline of Safety and Health in the workplace has made it clear that the metal
working sector has an impact on the health and well-being of the workers. The activities
that are made can develop musculoskeletal disorders and other types of diseases (Cuji,
2009). That is why this study of exploratory nature focused on a small company from Cali
Colombia, called COMERDIC LTDA. This enterprise is dedicated to the elaboration of
different types of scholar utilities fabricated at a metal workshop. The way the metal
workshop is set-up, does not allow the continuous flow of people and materials, besides,
the environmental conditions are not adequate for the type of labor that is being executed.
The objective of this document is to design a proposal that benefits the conditions of the
workplace, and the process of mass production of university chairs through the
redistribution of the space, the evaluation of risk produced by biomechanical physical load
and work environment conditions (noise, temperature and illumination). For this project,
the methodology used incorporated field and documental tasks. The study was directed by
the use of surveys, check lists and observation fiches; these were always conducted by
ergonomical methods and techniques to diagnose the actual state of the enterprise. The
results evidenced that the workshop needs a new distribution plan, lighting is not uniform,
some areas are extremely penetrated by noise, the temperature is too high and workers
adopt inadequate postures combined with repetitive movements in order to accomplish their
labors. For these reasons they were design different proposals that contribute to security
and comfort at the workplace.

3
3. INTRODUCCIÓN
Las micro, pequeñas y medianas empresas, también conocidas como pymes representan el
99% del tejido industrial en América Latina y generan más de dos terceras partes del
empleo. En los últimos veinticinco años la productividad se ha incrementado en los sectores
de transporte y metalmecánico, este último representa aproximadamente el 16% del PIB
industrial en Latinoamérica, genera 4.1 millones de empleos directos y 19.7 millones de
empleos indirectos. Su participación en el total de las exportaciones realizadas en la región
es significativa, tan sólo en México representa 57% del total exportado (CEPAL, 2016).
En Colombia, la situación es similar, pues se observa que el 99,6% de las empresas
se encuentra en la categoría de micro, pequeñas y medianas empresas (MIPYMES), y
representan el 80,8 % del empleo del país, lo que significa que la mano de obra es un
recurso importante en este tipo de empresa (Portafolio, 2009). Según la DIAN, entre el año
2000 y 2009 solo 25 de 1.500 empresas lograron mantenerse como exportadoras debido a la
poca importancia que le otorgan a la innovación y al conocimiento (Dinero, 2015). La
generación de pymes exportadoras, sólidas y competitivas es una importante preocupación
actual, pues son un punto central para insertar la economía colombiana en un mundo
globalizado. Las pymes pueden constituirse en fuente de crecimiento de las exportaciones
no tradicionales; pueden ayudar a solventar los graves problemas que enfrenta el país,
especialmente en ámbitos de desempleo (Beltrán, 2010).
De todas las empresas existentes en Colombia, 383 de ellas pertenecen al sector de
metalmecánica, las cuales constituyen el 5% del parque industrial, de estas 16,4% son
grandes empresas, 4,4% son micro empresas y 79,1% son pymes. A nivel departamental, el
Valle del Cauca cuenta con 43 empresas del sector metalmecánico (aproximadamente 4%
de la industria regional), de las cuales el 79,1% son pymes y el 20,9% restante, grandes
empresas (Rivera, 2008).
Las empresas del sector metalmecánico se han caracterizado por emplear gran
cantidad de recurso humano, hasta el 2010 más de 96.000 personas trabajaban en labores
metalmecánicas o siderúrgicas en el país, cifra equivalente a 15,5% del empleo en la
industria colombiana (Marín, 2012). Al contar con una cifra significativa de personal en las
empresas, es preciso brindar seguridad y salud a las personas, sin embargo, el solo
4
suministro de los elementos externos de protección (exigencias que parecen ser mayores en
nuestro país, comparados con otros) no es garantía (Villegas, 2012).
COMERDIC LTDA, es una pyme ubicada en el norte de la ciudad de Cali,
Colombia, que hace parte del sector de fabricación de muebles, elaborando oficinas
modulares y dotaciones para colegios, esta será la organización donde se realizará este
trabajo de investigación aplicada. Esta empresa cuenta con un taller de metalmecánica,
donde los trabajadores realizan múltiples actividades vinculadas con el proceso de
producción, las cuales presentan deficiencias en la forma de ejecución, que comprometen
su salud y seguridad ya que se exponen a diferentes riesgos como golpes con objetos y
herramientas, sobreesfuerzos por levantamiento de cargas, presencia de fragmentos y
partículas, posturas inadecuadas y movimientos repetitivos. Adicionalmente, la disposición
de las máquinas, la materia prima y de los productos en proceso es incorrecta, no tienen un
orden ni secuencia definida, razón por la cual, se pretende abordar el tema de la carga física
en los puestos de trabajo del taller de metalmecánica desde la disciplina de la ergonomía
junto con una propuesta de distribución de planta.
5
4. MARCO CONTEXTUAL
COMERDIC LTDA se posiciona en el sector metalmecánico, fabricando oficinas
modulares, dotaciones para colegios desde el grado cero hasta el universitario, dotaciones
para oficinas y paños de limpieza con poliuretano. Es una pyme fundada en el año 2005 por
el ingeniero Edgar Fabián Valencia.
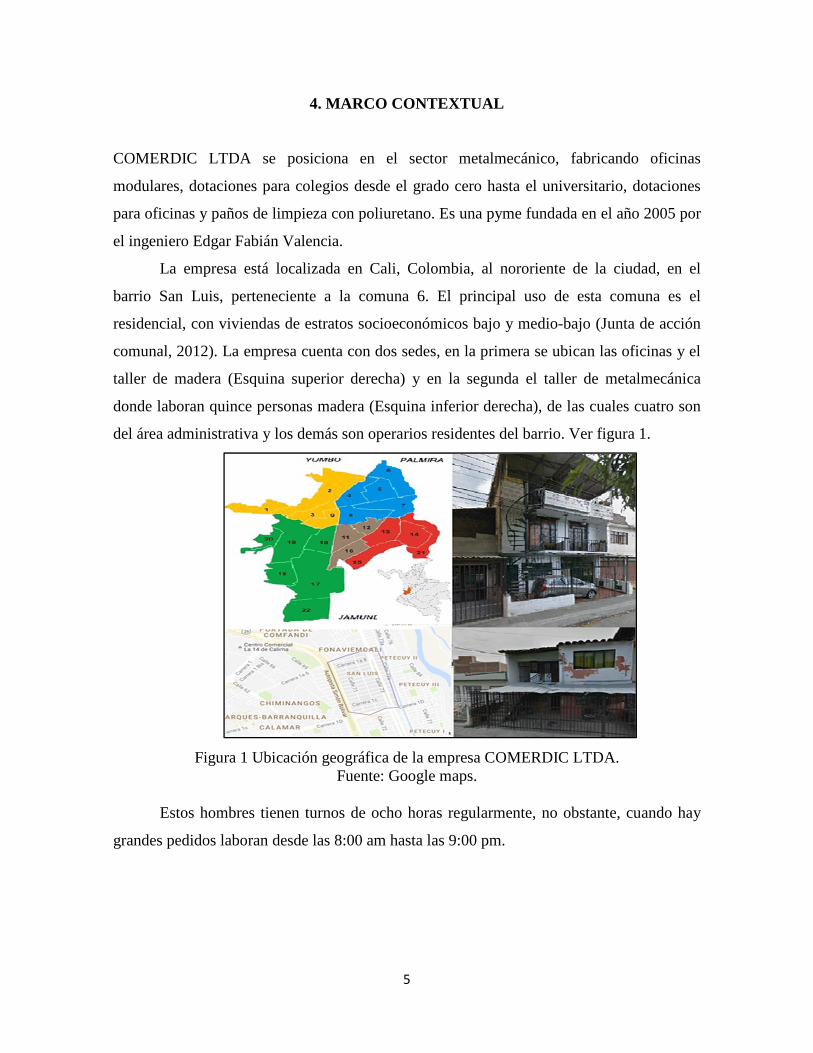
La empresa está localizada en Cali, Colombia, al nororiente de la ciudad, en el
barrio San Luis, perteneciente a la comuna 6. El principal uso de esta comuna es el
residencial, con viviendas de estratos socioeconómicos bajo y medio-bajo (Junta de acción
comunal, 2012). La empresa cuenta con dos sedes, en la primera se ubican las oficinas y el
taller de madera (Esquina superior derecha) y en la segunda el taller de metalmecánica
donde laboran quince personas madera (Esquina inferior derecha), de las cuales cuatro son
del área administrativa y los demás son operarios residentes del barrio. Ver figura 1.
Figura 1 Ubicación geográfica de la empresa COMERDIC LTDA. Fuente: Google maps.
Estos hombres tienen turnos de ocho horas regularmente, no obstante, cuando hay
grandes pedidos laboran desde las 8:00 am hasta las 9:00 pm.

6
Entre sus múltiples clientes se encuentran, la Corporación minuto de Dios,
Coprocenva, la Universidad Autónoma de Occidente, colegios oficiales del departamento,
Hard dotaciones, Fanalca, Yamaha, Jiro y Sofasa. Igualmente, distribuyen al Eje Cafetero,
Risaralda, Bogotá y San Andrés.
Los productos que fabrica la empresa son: oficinas modulares, dotaciones para
colegios desde grado cero hasta el universitario, dotaciones para oficinas y paños de
limpieza con poliuretano.
7
5. MARCO REFERENCIAL
5.1 MARCO TEÓRICO Y CONCEPTUAL
El trabajo ha evolucionado junto con el hombre, en la búsqueda de adaptarse al entorno, sin
embargo, el desarrollo de las diversas actividades trajo consigo peligros con potencial de
daño a la salud. La llegada de la revolución industrial generó grandes cambios en la vida
económica y social, además, se formaron fábricas y se crearon máquinas que requerían
mayor cantidad de mano de obra. Esas personas se convirtieron en el proletariado de las
fábricas donde sufrían fatiga excesiva, insuficiencia en la alimentación y la disciplina
imperante, factores que afectaban en gran medida la salud. Seguido a esta época se firma la
declaración de derechos humanos, la cual vela por la protección a las personas, incluidos,
los trabajadores, no obstante, en el ambiente laboral, continuaron coexistiendo peligros, y,
por consiguiente, riesgos (Moreno, 2012).
El trabajo tiene unos riesgos asociados al ambiente, los cuales son de carácter físico,
químico, biológico, psicolaboral, de seguridad, natural y biomecánico; este último es el
principal causante de enfermedades y accidentes laborales. La presencia de ellos puede
afectar la salud en ámbitos físicos, mentales y sociales. En esta medida, el riesgo se define
como la posibilidad de que ocurra un evento no deseado en términos de daños o perjuicios,
lo que se traduce en accidentes o enfermedades laborales. Por este motivo, los estados
buscaron soluciones a estos contratiempos y se creó la disciplina de salud ocupacional con
el objetivo de prevenir desastres laborales y analizar riesgos (Henao, 2010).
La salud ocupacional está conformada por el área de medicina del trabajo, de
higiene industrial y de seguridad industrial, las cuales buscan prevenir y evaluar riesgos,
mientras se promueve un alto nivel de bienestar físico, mental y social de los trabajadores
en todas las profesiones (Montealegre, 2011).
Con el fin de lograr los objetivos de la salud ocupacional es necesario tener en
cuenta que esta disciplina se encuentra inmersa en el sistema general de riesgos
profesionales que está definido en el artículo primero del decreto 1295 de 1994 como “el
conjunto de entidades públicas y privadas, normas y procedimientos, destinados a prevenir,

8
proteger y atender a los trabajadores de los efectos de las enfermedades y los accidentes
que pueden ocurrirles con ocasión o como consecuencia del trabajo que desarrollan”. La
ergonomía, se encuentra inmersa en el sistema general de riesgos y tiene como fin velar por
la protección del trabajador en su ambiente de trabajo (Henao, 2010).
La ergonomía es una disciplina científica relativa al estudio de las interacciones
entre las personas y los elementos del sistema que, mediante la aplicación de sus teorías,
principios y métodos, pretende optimizar el bienestar de las personas y el rendimiento
global del sistema (Asociación Internacional de Ergonomía IEA, 2016).
Esta disciplina se divide en tres ramas: Ergonomía física, cognitiva y
organizacional. La ergonomía física se encarga de posturas de trabajo, movimientos
repetitivos, diseño de puestos de trabajo, entre otros, la ergonomía cognitiva se preocupa
por procesos mentales como la memoria, razonamiento, percepción y la ergonomía
organizacional involucra trabajo en equipo, comunicación, diseño de tareas. (Móndelo,
1994). La importancia de la ergonomía radica en su aplicación, ya que los beneficios que se
pueden obtener son: mejoras en el diseño de la estación de trabajo, en la seguridad de la
organización, y cumplimiento con la normatividad legal en aspectos de seguridad e higiene
laboral (Quiroz, León y Fornés 2013).
En la industria de manufactura la ergonomía contribuye al incremento de la
productividad a través de mejoras en las capacidades físicas y mentales del trabajador que
utiliza para la producción; la productividad se define como la relación entre la producción
obtenida y los recursos utilizados para obtenerla (Vallejo, 2000).
El diseño adecuado del puesto de trabajo debe contribuir a garantizar una correcta
disposición del espacio de trabajo, evitar esfuerzos innecesarios y evitar trabajos repetitivos
presentes en el sistema de producción (Fachal, Motti, 2008).
Los sistemas de producción comúnmente no arrojan los resultados esperados debido
a distintos aspectos, sin embargo, dentro de los problemas relacionados con el diseño del
sistema de producción y con la planeación, análisis y control de la misma se encuentran
cinco problemas relacionados con aplicación de los siguientes conceptos ergonómicos:

9
Distribución de planta, que es la forma en la que se distribuyen o establecen las
instalaciones en función del proceso o producto que se va a fabricar; el manejo de
materiales (relacionados con los problemas de distribución de la planta); la adquisición de
equipo, herramientas, maquinaria y métodos para hacer el trabajo, incluyendo los
movimientos e interacciones con máquinas del trabajador y, por último, la cantidad de
tiempo que requiere hacer un trabajo (Vallejo, 2000).
La distribución en planta se define como la ordenación física de los elementos que
constituyen una instalación, ya sea industrial o de servicios. Ésta ordenación comprende los
espacios necesarios para los movimientos, el almacenamiento, los colaboradores directos o
indirectos y todas las actividades que tengan lugar en dicha instalación.
La correcta distribución en planta trae consigo distintos beneficios como:
1. Incremento de la productividad, puesto que se afecta positivamente factores
relacionados al puesto de trabajo como por ejemplo minimización de movimientos.
2. Disminución de retrasos, porque al balancear las operaciones se evita que los
materiales, los colaboradores y las máquinas tengan que esperar.
3. Optimización del espacio, pues al minimizar las distancias de recorrido y distribuir
óptimamente los pasillos, almacenes, equipo y colaboradores, se aprovecha mejor el
espacio.
4. Reducción del material en proceso, porque cuando se disminuyen las distancias y al
generar secuencias lógicas de producción a través de la distribución, el material
permanece menos tiempo en el proceso.
5. Reducción de riesgos de enfermedades profesionales y accidentes de trabajo, puesto
que se contempla el factor seguridad desde el diseño y es una perspectiva vital
desde la distribución, de esta manera se eliminan las herramientas en los pasillos;
los pasos peligrosos, se reduce la probabilidad de resbalones, los lugares insalubres,
la inadecuada ventilación, iluminación, etc. Este último beneficio, se relaciona
estrictamente con la salud ocupacional y por consiguiente la ergonomía, pues tienen
en común el objetivo de mejorar las condiciones de trabajo.
10
Una de las herramientas utilizadas para facilitar el diseño de distribución de planta y
que es complementaria a sus funciones es la sistematización y/o automatización. La
sistematización implica la documentación, la formalidad, el control, los registros, la
señalización. Un sistema automatizado es aquel donde se transfieren tareas de producción,
realizadas habitualmente por operadores humanos a un conjunto de elementos tecnológicos.
La automatización tiene beneficios como:
1. Mejora la productividad de la empresa, reduciendo costos y aumentando calidad.
2. Mejora de las condiciones de trabajo del personal, suprimiendo los trabajos penosos
e incrementando la seguridad.
3. Se realizan operaciones imposibles de controlar intelectual o manualmente.
4. Mejora la disponibilidad de los productos para proveer las cantidades necesarias.
5. Simplifica el mantenimiento.
6. Integra la gestión de producción.
7. Facilita y contribuye a la organización de la planta.
Desafortunadamente, estos aspectos se diseñan sin tener en cuenta la participación
del operario, no se tiene en cuenta que las habilidades físicas y mentales del ser humano
tienen un límite y el cruzarlas puede dar paso a errores en el desarrollo de actividades,
además un trabajador fatigado física y mentalmente disminuye su nivel de producción; se
ha comprobado que las modificaciones en el puesto de trabajo impactan positivamente la
productividad de las personas.
5.2 ANTECEDENTES
La revisión de literatura permitió identificar trabajos que resultaron pertinentes para la
elaboración de este proyecto.
En Ecuador se realizó un proyecto en la empresa Ecuamatriz Cía, la cual fabrica
palas y carretillas. El objetivo era distribuir, montar y poner en marcha una planta
metalmecánica para la fabricación de herramientas para la construcción en la Empresa
Ecuamatriz Cía.Ltda. de la ciudad de Ambato. Se pretendía mejorar el clima

11
organizacional, mantener satisfechos a los clientes internos y externos, y lo más importante
aprovechar al máximo todos los recursos disponibles en la empresa en pro del desarrollo de
la misma. Se identificó que cuando se detenía la elaboración de un producto este quedaba
almacenado en la sección o área en la que se encontraba en ese momento, lo que conllevaba
a una disminución de espacio en el área de trabajo, la obstaculización para el libre
desenvolvimiento de las tareas, etc. El proyecto surgió de la necesidad de contar con un
layout de la planta apropiado para un eficiente desarrollo de la producción. Al realizar la
distribución, montaje y puesta en marcha de una planta metalmecánica para la fabricación
de herramientas, se evitaron cuellos de botella, logrando la estandarización de los procesos,
eliminando tiempos muertos y disminuyendo el desperdicio de la materia prima, lo que
genera grandes pérdidas económicas. Se presentan los principios, conceptos básicos y tipos
de distribución de planta. Finalmente se crea una propuesta para la distribución de la planta
que tiene como objetivo el crecimiento ordenado de la planta teniendo en cuenta las
restricciones y procesos ordenados de la producción. Para ello el autor se basó en la
distribución por proceso y además se realizó una ruta de evacuación (Cuji, 2009).
En Venezuela, se aplicó el método REBA en un estudio que consistía en cuantificar
los riesgos posturales en una industria metalmecánica y establecer los valores básicos en los
puestos de trabajo que pudieran relacionarse con desórdenes músculo esqueléticos en un
futuro. El método REBA (Rapid Entire Body Assessment) surgió en el año 2000 como una
forma de evaluación ergonómica basado en la valoración postural de cuerpo entero, esta
metodología garantiza una buena aproximación a los grados de riesgos asociados al puesto
de trabajo. Este estudio se hizo para 12 trabajadores distribuidos en distintos puestos de
trabajo, 8 de estos trabajadores presentan porcentajes altos de niveles de riesgo (44%), 2
trabajadores presentaron niveles muy altos y los 2 restantes valores medios. Se identificó
una alta correlación entre los niveles REBA y las variables ambientales de ruido, vibración,
sobreesfuerzo, levantamiento de cargas, bipedestación y carga mental. En conclusión, los
resultados determinaron que existe un alto riesgo de lesiones músculo esqueléticas en los
puestos de trabajo (Montiel, Romero, Palma, Quevedo, Rojas, Sanabria, 2008).
En la ciudad de Cali, Colombia se elaboró un trabajo sobre la ergonomía,
expresiones de movimiento incidentes en la salud y la ocupación de trabajadores de la
12
industria metalmecánica. La mayoría de procesos metalmecánicos requieren que el
trabajador se exponga a varias horas en posición estática y realizando movimientos rápidos
y repetitivos, que además son de gran precisión. Las condiciones ofertadas generan fatiga y
dolor corporal afectado su salud y rendimiento ocupacional. “Una empresa no podrá ser
superior en términos de productividad si es inferior en términos de salud y seguridad”. El
estudio se realizó a partir de un análisis estadístico de variables de riesgo ergonómico a
través del método RULA. Los factores ergonómicos se relacionan con variables de esfuerzo
musculo-esquelético, movimientos de los miembros superiores e inferiores, golpes, caídas,
choques y cortes. Los resultados del estudio arrojaron que la producción constaba de 18
tareas de las cuales el 32% pertenecen a categoría de riesgo ergonómico alto, el 50% a clase
media y el 18% restante a clase baja (Martínez, García, Castellanos, 2015).
Se encontró un artículo que integraba la distribución de planta y los principios
ergonómicos que resultó pertinente para este proyecto a pesar de no ser en una planta del
sector metalmecánico.
En Ambato, Ecuador se realizó un proyecto investigativo enfocado en optimizar el
proceso de manufactura de la planta “Valialbe” aplicando normas de ergonomía industrial.
Este proyecto está basado en el actual diagnóstico del estado de la planta que propone una
distribución óptima de acuerdo al diseño interior y enfocado a la ergonomía industrial. Para
el estudio fue necesaria la aplicación de la metodología de campo y documental, además
del empleo de encuestas, entrevistas y fichas de observación. El proyecto tenía como fin
evitar accidentes y enfermedades futuras. Además, mejoraron los sistemas de iluminación,
ventilación, señalización y acústico contribuyendo al bienestar y confort de los
trabajadores. Así también, se procedió a la incorporación de un sistema mobiliario que
facilitó el almacenamiento y la organización en cada estación de trabajo. El resultado total
fue el mejoramiento y el desarrollo óptimo de la línea de producción. La empresa Valialbe
presentó problemas con relación a las malas posturas ergonómicas, espacio de circulación
reducida, mala ubicación de áreas, falta de ventilación, iluminación, molestias por el ruido
que genera la máquina, falta de implementación del equipamiento industrial y señalética,
desorganización en el área de almacenaje de producto terminado y por último, los pisos de
cemento no eran apropiados para la industria alimenticia. A los procesos de producción se
les aplicó una distribución Particular Angular, de manera que el material tuviera un flujo

13
continuo, además se diseñó una propuesta que incluía modificaciones a algunos aspectos
físicos del lugar como la iluminación, la implementación de herramientas y equipos de
seguridad industrial que contribuirán al bienestar físico de los operarios.
De los antecedentes es posible concluir que en el sector de metalmecánica los
factores que afectan el bienestar de los trabajadores se presentan de manera común en
distintos ámbitos. Se evidencia que las tareas efectuadas en este sector, representan
distintos niveles de riesgo para la salud. Además, resultó tedioso encontrar trabajos e
investigaciones que trataran el tema de la ergonomía física con la distribución de planta en
el sector metalmecánico, motivo por el cual, se decide hacer de este proyecto una propuesta
integradora que contemple estos dos aspectos principales, el rediseño de planta y la
evaluación de los riesgos por carga física biomecánica, para que en conjunto, contribuyan
al mejoramiento de las condiciones laborales.
14
6. PLANTEAMIENTO DEL PROBLEMA
6.1 DESCRIPCIÓN DEL PROBLEMA
Después de múltiples visitas a la empresa COMERDIC LTDA. y observar con detalle su
proceso productivo de sillas universitarias, se identificaron distintas variables que pueden
intervenir para mejorar las condiciones de trabajo e impactar positivamente el proceso
productivo.
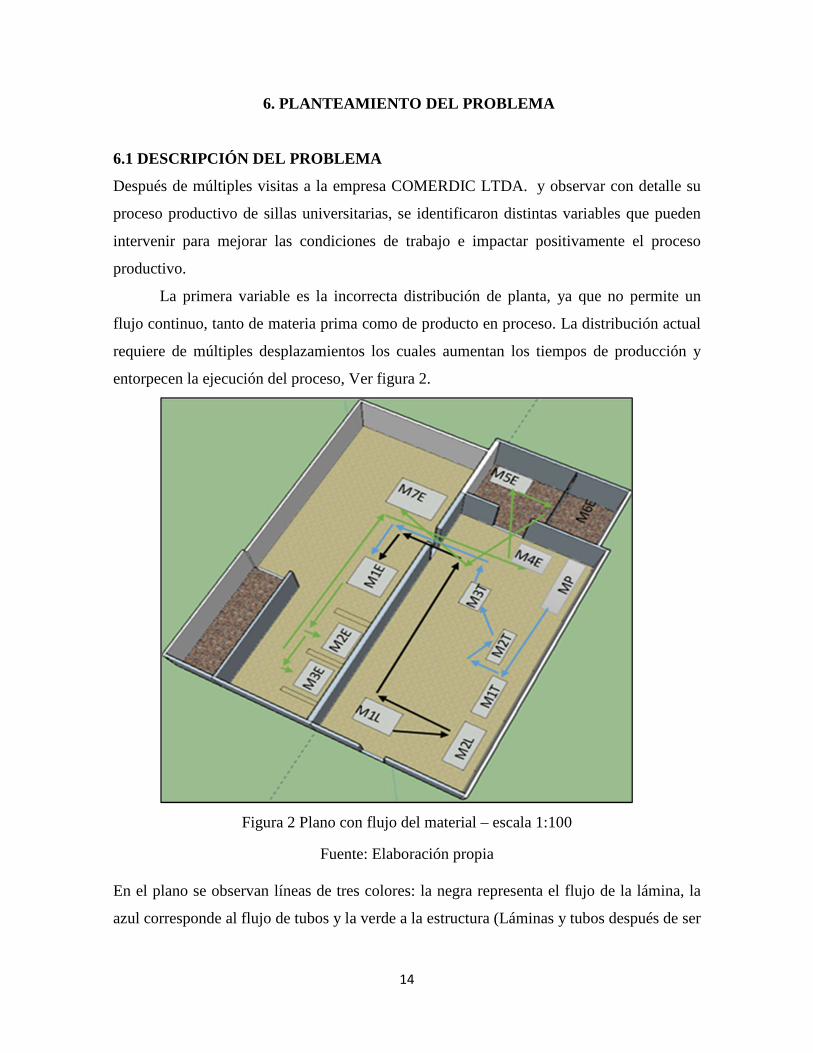
La primera variable es la incorrecta distribución de planta, ya que no permite un
flujo continuo, tanto de materia prima como de producto en proceso. La distribución actual
requiere de múltiples desplazamientos los cuales aumentan los tiempos de producción y
entorpecen la ejecución del proceso, Ver figura 2.
Figura 2 Plano con flujo del material – escala 1:100
Fuente: Elaboración propia
En el plano se observan líneas de tres colores: la negra representa el flujo de la lámina, la
azul corresponde al flujo de tubos y la verde a la estructura (Láminas y tubos después de ser
15
soldados). Se evidencia la trayectoria del material y las intersecciones que existen a causa
de la disposición actual de los puestos de trabajo.
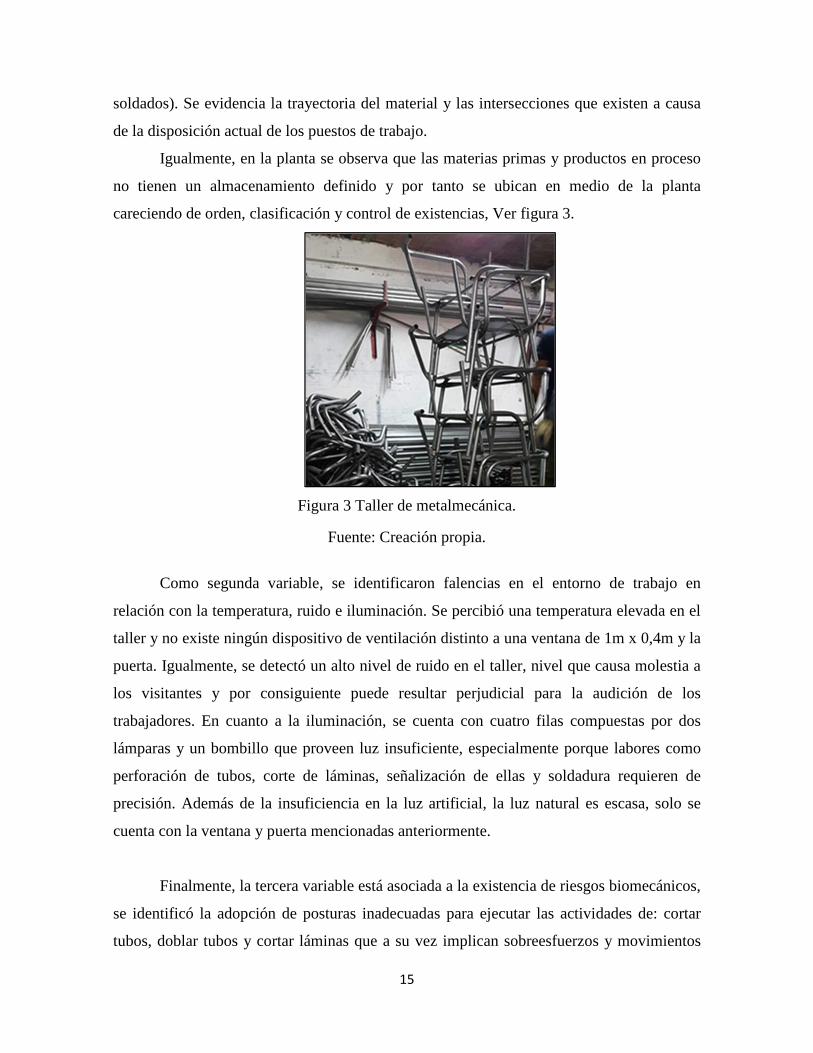
Igualmente, en la planta se observa que las materias primas y productos en proceso
no tienen un almacenamiento definido y por tanto se ubican en medio de la planta
careciendo de orden, clasificación y control de existencias, Ver figura 3.
Figura 3 Taller de metalmecánica.
Fuente: Creación propia.
Como segunda variable, se identificaron falencias en el entorno de trabajo en
relación con la temperatura, ruido e iluminación. Se percibió una temperatura elevada en el
taller y no existe ningún dispositivo de ventilación distinto a una ventana de 1m x 0,4m y la
puerta. Igualmente, se detectó un alto nivel de ruido en el taller, nivel que causa molestia a
los visitantes y por consiguiente puede resultar perjudicial para la audición de los
trabajadores. En cuanto a la iluminación, se cuenta con cuatro filas compuestas por dos
lámparas y un bombillo que proveen luz insuficiente, especialmente porque labores como
perforación de tubos, corte de láminas, señalización de ellas y soldadura requieren de
precisión. Además de la insuficiencia en la luz artificial, la luz natural es escasa, solo se
cuenta con la ventana y puerta mencionadas anteriormente.
Finalmente, la tercera variable está asociada a la existencia de riesgos biomecánicos,
se identificó la adopción de posturas inadecuadas para ejecutar las actividades de: cortar
tubos, doblar tubos y cortar láminas que a su vez implican sobreesfuerzos y movimientos

16
de carácter repetitivo, como se muestra a continuación en la Figura 4 Sobreesfuerzo,
postura inadecuada y movimiento repetitivo.
Figura 4 Sobreesfuerzo, postura inadecuada y movimiento repetitivo
Fuente: Elaboración propia

17
7. OBJETIVOS
7.1 OBJETIVO GENERAL
Diseñar una propuesta de mejoramiento para las condiciones de los puestos de trabajo y el
proceso productivo de sillas universitarias a través de la distribución de planta, valoración
de riesgos por carga física biomecánica y entorno de trabajo (ruido, temperatura,
iluminación) en el taller de metalmecánica de la empresa COMERDIC LTDA.
7.2 OBJETIVOS ESPECÍFICOS
• Diagnosticar las condiciones actuales del taller de metalmecánica relacionadas con
el entorno de trabajo, la carga física biomecánica y la distribución de planta.
• Evaluar el nivel de riesgo por carga física biomecánica presente en los puestos de
trabajo del taller de metalmecánica y el riesgo asociado al entorno de trabajo (ruido,
iluminación y temperatura).
• Proponer un diseño que mejore las condiciones de trabajo en cuanto a la
distribución de la planta, carga biomecánica y entorno de trabajo.
• Validar técnicamente las propuestas para las condiciones del entorno, los puestos de
trabajo y el diseño de la distribución de planta
7.3 ALCANCE
Este proyecto plantea la mejora de las condiciones de trabajo a través de una nueva
distribución de planta y el rediseño de los puestos de trabajo de manera que se reduzcan los
riesgos por carga física biomecánica y entorno de trabajo presentes en el taller de
metalmecánica de la empresa COMERDIC LTDA. El enfoque del proyecto está orientado
hacia el diseño de la propuesta de mejoramiento y, por lo tanto, no se compromete a la
implementación de la misma

18
8. JUSTIFICACIÓN
La revisión bibliográfica permitió conocer que las pymes colombianas no logran ser
competitivas gracias a una serie de problemas, entre ellos el empleo de metodologías
inadecuadas de costeo de los productos o servicios ofertados, desconocimiento de los
mercados potenciales por atender, tanto a nivel local como internacional, deficiencias en la
distribución de planta y bajo nivel de utilización de programas de manufactura en la
planeación, control de la producción y mantenimiento integral (Beltrán, 2010).
Por tanto, la propuesta presentada brindará herramientas que aporten a los
problemas comunes de las pymes en cuanto a la distribución de planta con la utilización de
programas que colaboren a su orden y buen desempeño de los procesos productivos y a la
problemática del sector de metalmecánico, pues la literatura demuestra que es un sector
crítico caracterizado por tener un gran impacto en la salud de los trabajadores debido al tipo
de actividades que se llevan a cabo. La propuesta integra la distribución de planta restringida
por la ergonomía física, dos variables que juntas, se han estudiado poco, especialmente en el
sector de metalmecánica.
Muchas pequeñas y medianas empresas sufren de baja productividad debido a las
condiciones en las que se encuentran; esta propuesta, a su vez, contribuirá al mejoramiento
de las condiciones de trabajo de las pymes del sector de metalmecánica, lo que puede
incrementar la productividad de estas organizaciones que representan una parte importante
de la economía del país.
Además, la propuesta es de utilidad metodológica, pues se creará un modelo
soportado en un programa que permita la recolección de información y control de materias
primas, que mejore el proceso productivo, el cual será útil para cualquier empresa que lo
requiera.
19
9. METODOLOGÍA
Esta tesis es de carácter exploratorio puesto que la revisión de literatura ha permitido
identificar que el problema de estudio es poco común y no se han desarrollado suficientes
modelos que cubran las variables de distribución de planta y ergonomía física enfocadas al
sector de metalmecánica, por lo cual, el proyecto trabaja además desde una perspectiva
innovadora para mejorar las condiciones de trabajo en la empresa COMERDIC LTDA. de
acuerdo a como se planteará a continuación.
Entorno de trabajo
Con el objetivo de diagnosticar las condiciones del entorno de trabajo se realizaron visitas a
la empresa para obtener información sobre el estado actual de la empresa en cuanto a
iluminación, ruido y temperatura.
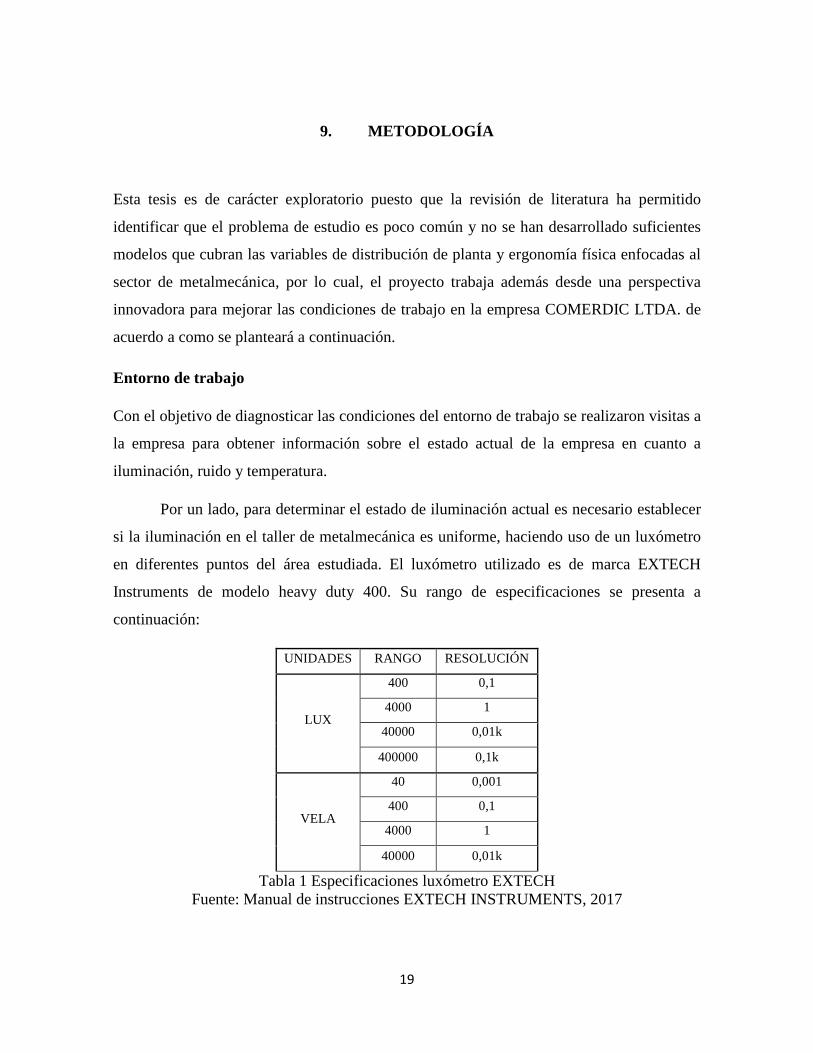
Por un lado, para determinar el estado de iluminación actual es necesario establecer
si la iluminación en el taller de metalmecánica es uniforme, haciendo uso de un luxómetro
en diferentes puntos del área estudiada. El luxómetro utilizado es de marca EXTECH
Instruments de modelo heavy duty 400. Su rango de especificaciones se presenta a
continuación:
UNIDADES RANGO RESOLUCIÓN
LUX
400 0,1
4000 1
40000 0,01k
400000 0,1k
VELA
40 0,001
400 0,1
4000 1
40000 0,01k
Tabla 1 Especificaciones luxómetro EXTECH Fuente: Manual de instrucciones EXTECH INSTRUMENTS, 2017
20
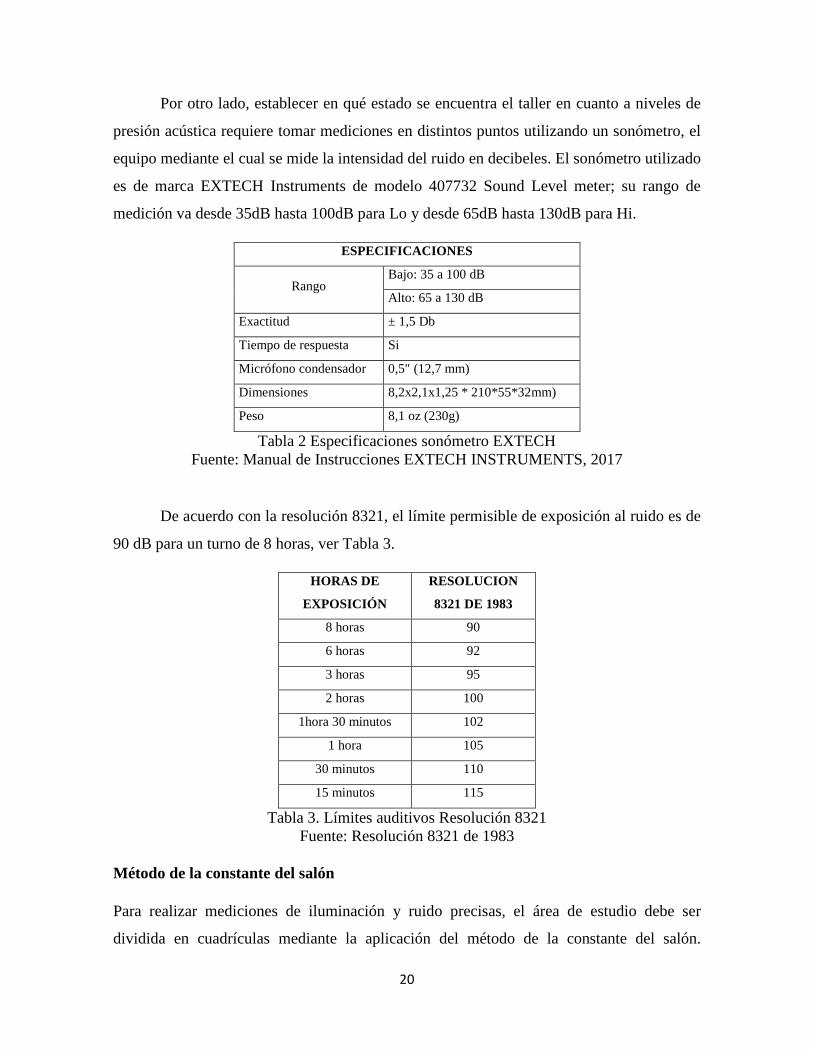
Por otro lado, establecer en qué estado se encuentra el taller en cuanto a niveles de
presión acústica requiere tomar mediciones en distintos puntos utilizando un sonómetro, el
equipo mediante el cual se mide la intensidad del ruido en decibeles. El sonómetro utilizado
es de marca EXTECH Instruments de modelo 407732 Sound Level meter; su rango de
medición va desde 35dB hasta 100dB para Lo y desde 65dB hasta 130dB para Hi.
ESPECIFICACIONES
Rango Bajo: 35 a 100 dB
Alto: 65 a 130 dB
Exactitud ± 1,5 Db
Tiempo de respuesta Si
Micrófono condensador 0,5" (12,7 mm)
Dimensiones 8,2x2,1x1,25 * 210*55*32mm)
Peso 8,1 oz (230g)
Tabla 2 Especificaciones sonómetro EXTECH Fuente: Manual de Instrucciones EXTECH INSTRUMENTS, 2017
De acuerdo con la resolución 8321, el límite permisible de exposición al ruido es de
90 dB para un turno de 8 horas, ver Tabla 3.
HORAS DE
EXPOSICIÓN
RESOLUCION
8321 DE 1983
8 horas 90
6 horas 92
3 horas 95
2 horas 100
1hora 30 minutos 102
1 hora 105
30 minutos 110
15 minutos 115
Tabla 3. Límites auditivos Resolución 8321 Fuente: Resolución 8321 de 1983
Método de la constante del salón
Para realizar mediciones de iluminación y ruido precisas, el área de estudio debe ser
dividida en cuadrículas mediante la aplicación del método de la constante del salón.

21
Además, la iluminancia debe ser medida en el centro de cada cuadrícula y a la altura del
plano de trabajo.
El método de la constante del salón es un procedimiento que se realiza para conocer
la cantidad de cuadrículas o mediciones a realizar durante un estudio (Knowledge Base
DIALux evo, 2016). Para ello se aplica la siguiente fórmula, teniendo en cuenta el método
de la constante del salón:
Ecuación 1 Constante del salón
K = �∗��∗(���)
a= Largo del taller b= Ancho del taller h= Altura del suelo al techo del taller
De acuerdo con el valor obtenido se hacen la cantidad de mediciones de esta manera:
Tabla 4.Constante del salón
Fuente: Entorno de trabajo Confort visual,
La medición de los datos relacionados con la temperatura se realizó con un equipo
medidor de estrés térmico de marca EXTECH Instruments de modelo HT30. Sus rangos de
especificación se presentan a continuación:
Diagnóstico carga física biomecánica (cuestionario conformidad-inconformidad)
El diagnóstico de las condiciones de carga física biomecánica se construye luego de aplicar
dos herramientas esenciales para este estudio. En primer lugar, se empleó el cuestionario
nórdico con el objetivo de identificar dolores, molestias o incomodidades en los
trabajadores del taller de metalmecánica y así posteriormente establecer una relación entre
estas y las labores diarias. El cuestionario nórdico de Kuorinka es un una herramienta
K No. Punto< 1 4
1<K<2 92<K<3 16K>3 25

22
visual y estandarizada para la detección y análisis de síntomas músculo-esqueléticos,
aplicable en el contexto de estudios ergonómicos o de seguridad y salud en el trabajo con el
fin de detectar la existencia de síntomas iniciales de una posible enfermedad. Su valor
radica en que proporciona información que permite estimar el nivel de riesgos de manera
proactiva y nos permite una actuación rápida (Kuorinka, B. Jonsson, A. Kilbom, H.
Vinterberg, F. Biering-Sørensen, G. Andersson, K. Jørgensen, 2014)
Figura 5 Cuestionario Nórdico
Fuente: Cuestionario Nórdico de Kuorinka, 2014
Ergonomic Checkpoint List/ Lista de chequeo de Ergonomía
En segundo lugar, se aplicó la lista de chequeo, desarrollada por la IEA (International
Ergonomics Association), en conjunto con la OIT (Organización internacional del trabajo)
cuyo propósito es determinar cuáles eran las áreas más críticas en el taller de
metalmecánica y así poder proponer una intervención para ellas. La lista de chequeo tiene
como fin diagnosticar el estado de un ambiente de trabajo. Al intervenir el lugar, teniendo
en cuenta los numerales presentados en la lista, es posible reducir los accidentes y
enfermedades laborales mejorando así, la seguridad y la salud.
Este manual contiene 132 puntos, que, al aplicarse, podrían convertirse en
soluciones a problemas ergonómicos, incluyendo: almacenamiento y manipulación de
materiales; herramientas manuales; Seguridad de la máquina; Diseño de estación de
trabajo; Instalaciones de iluminación; Control de sustancias y agentes peligrosos; servicios
de bienestar; organización del trabajo (International Labour Office, 2010). Las dos últimas
23
áreas no se ajustan a los objetivos de este estudio pues hacen parte de la ergonomía
organizacional y no de la física, por tanto, su contenido no se evaluó durante la aplicación
de la lista de chequeo.
Ergonomía física
Para evaluar el riesgo ergonómico en los puestos de trabajo se utilizaron dos métodos que
permitieron conocer las condiciones actuales de los mismos. El primero es el método
REBA (Rapid Entire Body Assessment) que evalúa la carga postural y se aplicará en los
puestos de trabajo cortar tubos y perforar tubos.
Para la aplicación del método se debe seguir el procedimiento que se describe a
continuación:
1. Determinar los ciclos de trabajo y observar al trabajador durante varios de estos
ciclos, si el ciclo es muy largo o no existen ciclos, se pueden realizar evaluaciones a
intervalos regulares.
2. Seleccionar las posturas que se evaluarán: se seleccionarán aquellas que, a priori,
supongan una mayor carga postural bien por su duración, bien por su frecuencia o
porque presentan mayor desviación respecto a la posición neutra.
3. Tomar registro fotográfico del lado derecho e izquierdo del cuerpo para su análisis y
realizar mediciones.
4. Tomar los datos angulares requeridos.
5. Determinar las puntuaciones para cada parte del cuerpo empleando la tabla que
corresponda a una.
6. Obtener las puntuaciones parciales y finales del método para determinar la
existencia de riesgos y establecer el Nivel de Actuación. (Ergonautas, 2016)
Para calificar las posturas, el método REBA requiere de los ángulos que se forman en
las extremidades del cuerpo cuando el trabajador se encuentra realizando sus actividades,
para ello se utilizó MB-RULER, una herramienta que colabora en la medición de distancias
y ángulos en una imagen. El programa también permite ubicar puntos, líneas, y otras
figuras como texto en la pantalla.
24
El segundo método de evaluación de riesgo ergonómico utilizado fue el OCRA
(Occupational Repetitive Action), este permite evaluar el riesgo asociado al trabajo
repetitivo que es de suma importancia pues da lugar a la aparición de trastornos músculo-
esqueléticos en los trabajadores que realizan tareas de esta índole. (Ergonautas, 2016)
La aplicación del método pretende determinar el valor del Índice Check List OCRA
(ICKL) y, a partir de este valor, clasificar el riesgo como Óptimo, Aceptable, Muy Ligero,
Ligero, Medio o Alto. Para determinar el valor del índice se requiere previamente obtener
el valor de cada uno de los siguientes factores (Ergonautas, 2016).
Ecuación 2 Índice OCRA
�� = (�� + �� + ��� + �� + ��) ∗ ��
Dónde:
FR: Factor de recuperación que valora si los periodos de recuperación en el puesto evaluado son suficientes y están convenientemente distribuidos
FF: Factor de frecuencia con la que se realizan movimientos repetitivos influye en el riego que suponen sobre la salud del trabajador.
FFz: Factor de fuerza basado en cuantificar el esfuerzo necesario para llevar a cabo las acciones técnicas en el puesto. Las acciones que se consideran son: Empujar o tirar de palancas, pulsar botones, cerrar o abrir, manejar o apretar componentes, utilizar herramientas, elevar o sujetar objetos.
FP: Factor de posturas y movimientos que considera el mantenimiento de posturas forzadas y la realización de movimientos forzados en las extremidades superiores.
FC: Factor de riesgos adicionales que considera otros posibles factores complementarios que pueden afectar al riesgo global dependiendo de su duración o frecuencia.
MD: Multiplicador de duración.
Para determinar los distintos factores ver Anexo 1.
Antes de calcular el índice ICKL se requiere calcular el tiempo neto de trabajo
repetitivo(TNTR) que es igual a la duración del turno de trabajo en el puesto menos las
tareas no repetitivas, los periodos de descanso y tiempos de inactividad (almuerzo) en
minutos como se puede detallar en la siguiente fórmula.
Ecuación 3 Tiempo neto trabajo repetitivo
���� = �� − [��� + � + �]

25
Distribución de planta:
Lista de chequeo distribución de planta
Para diagnosticar las condiciones actuales del taller de metalmecánica en relación con la
distribución de planta, se aplicó la lista de chequeo del manual de distribución de planta.
Esta lista consta de 8 criterios y 50 preguntas de respuesta Si/No. Los criterios que se
evalúan son: Materiales, maquinaria, mano de obra, movimiento de materiales, espera y
almacenamiento, servicio, naves y edificios y cambios. Ver Anexo 2.
Método SLP
Es una forma organizada para realizar la planeación de una distribución y está compuesta
de una serie de procedimientos y símbolos para identificar, evaluar y visualizar los
elementos y áreas involucradas en dicha planeación. (Comunidad Valenciana, Centros
Europeos de Empresas Innovadoras, 2007).
Para su estudio se tienen en cuenta cinco elementos principales: Productos,
cantidades, recorridos, servicios y tiempo.
Las fases para la aplicación del método SPL se pueden observar en la Figura 6. Fases de método SLP
Figura 6. Fases de método SLP Fuente: Comunidad Valenciana, Centros Europeos de Empresas Innovadoras, 2007
26
10. DISCUSIÓN Y ANÁLISIS DE RESULTADOS
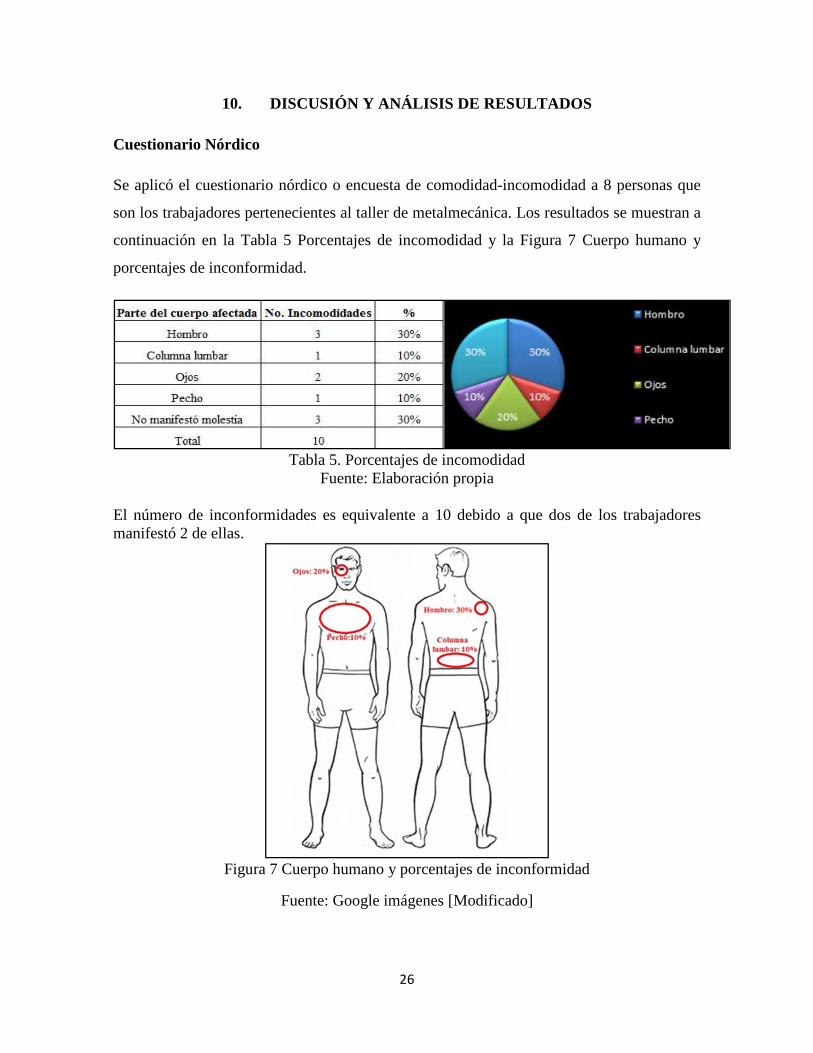
Cuestionario Nórdico
Se aplicó el cuestionario nórdico o encuesta de comodidad-incomodidad a 8 personas que
son los trabajadores pertenecientes al taller de metalmecánica. Los resultados se muestran a
continuación en la Tabla 5 Porcentajes de incomodidad y la Figura 7 Cuerpo humano y
porcentajes de inconformidad.
Tabla 5. Porcentajes de incomodidad
Fuente: Elaboración propia
El número de inconformidades es equivalente a 10 debido a que dos de los trabajadores manifestó 2 de ellas.
Figura 7 Cuerpo humano y porcentajes de inconformidad
Fuente: Google imágenes [Modificado]
27
Análisis: De la encuesta realizada es posible concluir que en algunos casos las molestias,
incomodidades y malestares están directamente relacionadas con la labor que realizan
diariamente. El operario encargado de cortar y doblar los tubos manifestó dolencia en el
hombro, un auxiliar de planta que en ocasiones debe perforar tubos y soldar reveló molestia
en los ojos y pecho.
Lista de chequeo
La lista de chequeo se aplicó para las condiciones de trabajo y el resumen de los resultados
obtenidos es este:
Tabla 6. Resumen de resultados lista de chequeo.
Fuente: Elaboración propia Análisis:
En el taller de metalmecánica existen múltiples oportunidades de mejora en cuanto a
bienestar ergonómico, sin embargo, las áreas más críticas y a las que se les pretende crear
propuestas de mejora son la seguridad en las máquinas, aspectos locales, y diseño de la
estación de trabajo.
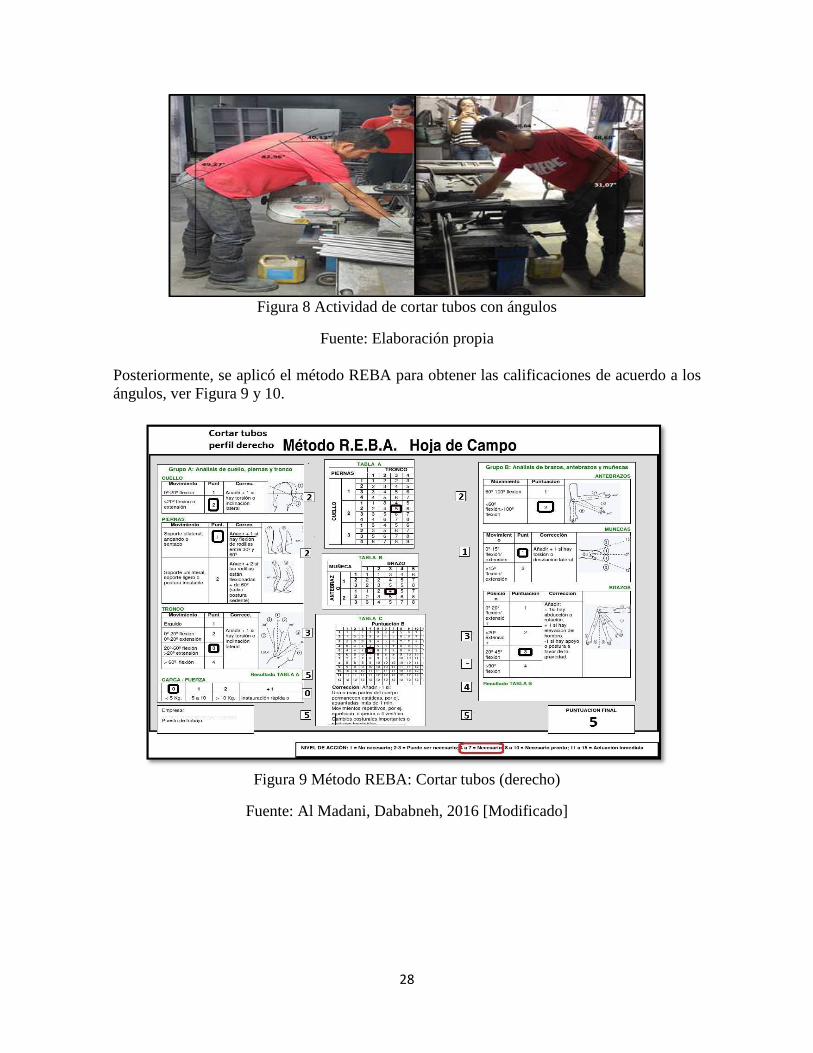
Ergonomía física, aplicación de métodos
En primer lugar, se aplicó el método REBA a la actividad de Cortar tubo, para la
calificación de cada parte se tomaron fotos del perfil izquierdo y el derecho, ver Figura 8.
AREAS NEGATIVO POSITIVO TOTAL NO CUMPLIMIENTOSeguridad de la maquinaria 17 0 17 100%
Locales 10 0 10 100%Diseño del puesto de trabajo 9 0 9 100%
Servicios higiénicos y de descanso 10 1 11 91%Iluminación 8 1 9 89%
Manipulación y almacenamiento de los materiales 15 2 17 88%Sustancias y agentes peligrosos 4 3 7 57%
Herramientas manuales 6 8 14 43%
28
Figura 8 Actividad de cortar tubos con ángulos
Fuente: Elaboración propia
Posteriormente, se aplicó el método REBA para obtener las calificaciones de acuerdo a los ángulos, ver Figura 9 y 10.
Figura 9 Método REBA: Cortar tubos (derecho)
Fuente: Al Madani, Dababneh, 2016 [Modificado]

29
Figura 10 Método REBA: Cortar tubos (izquierdo)
Fuente: Al Madani, Dababneh, 2016 [Modificado]
La calificación del puesto de trabajo determinó que el nivel de acción es “Necesario” con
una puntuación final de 5 en ambos perfiles, los cuales tienen en común puntuación alta en
el tronco, cuello y antebrazo, sin embargo, la más importante es el tronco pues corrigiendo
esa posición, el cuello y antebrazo se corrigen haciendo que el ángulo de trabajo no genere
riesgo en su labor.
Propuestas de mejora
El estado actual en el que se trabaja la máquina lleva al operario a colocar el cuello, el
tronco y los antebrazos en una postura que pone potencialmente en riesgo su salud. Como
se puede observar en las fotografías el operario debe inclinar el tronco y estirar los brazos
para realizar el corte de tubos, por esto, la propuesta va dirigida a cambiar el estado actual
en el que se trabaja la máquina y elevarla a la altura de los codos para que el operario no
deba realizar posturas forzadas en su labor.
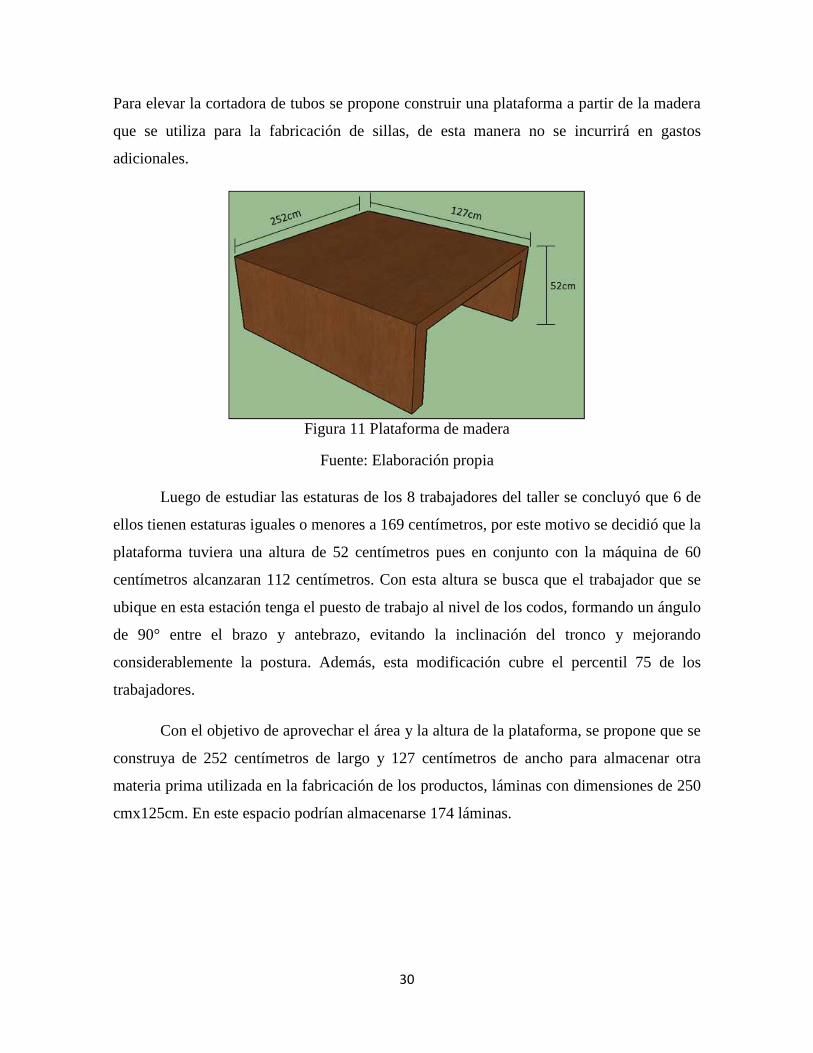
30
Para elevar la cortadora de tubos se propone construir una plataforma a partir de la madera
que se utiliza para la fabricación de sillas, de esta manera no se incurrirá en gastos
adicionales.
Figura 11 Plataforma de madera
Fuente: Elaboración propia
Luego de estudiar las estaturas de los 8 trabajadores del taller se concluyó que 6 de
ellos tienen estaturas iguales o menores a 169 centímetros, por este motivo se decidió que la
plataforma tuviera una altura de 52 centímetros pues en conjunto con la máquina de 60
centímetros alcanzaran 112 centímetros. Con esta altura se busca que el trabajador que se
ubique en esta estación tenga el puesto de trabajo al nivel de los codos, formando un ángulo
de 90° entre el brazo y antebrazo, evitando la inclinación del tronco y mejorando
considerablemente la postura. Además, esta modificación cubre el percentil 75 de los
trabajadores.
Con el objetivo de aprovechar el área y la altura de la plataforma, se propone que se
construya de 252 centímetros de largo y 127 centímetros de ancho para almacenar otra
materia prima utilizada en la fabricación de los productos, láminas con dimensiones de 250
cmx125cm. En este espacio podrían almacenarse 174 láminas.
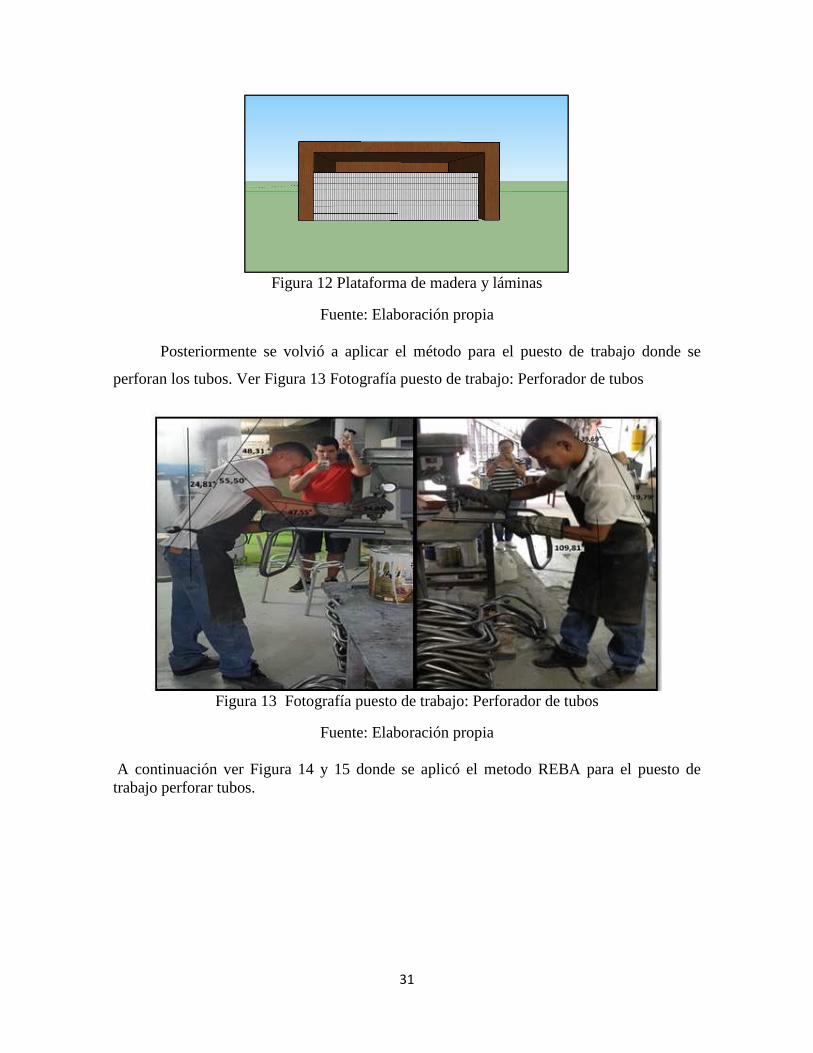
31
Figura 12 Plataforma de madera y láminas
Fuente: Elaboración propia
Posteriormente se volvió a aplicar el método para el puesto de trabajo donde se
perforan los tubos. Ver Figura 13 Fotografía puesto de trabajo: Perforador de tubos
Figura 13 Fotografía puesto de trabajo: Perforador de tubos
Fuente: Elaboración propia
A continuación ver Figura 14 y 15 donde se aplicó el metodo REBA para el puesto de trabajo perforar tubos.

32
Figura 14 Método REBA: Perforar tubos (derecho)
Fuente: Al Madani, Dababneh, 2016 [Modificado]
Figura 15 Método REBA: Perforar tubos (izquierdo)
Fuente: Al Madani, Dababneh, 2016 [Modificado]
Se concluye que el nivel de acción para la actividad de perforar tubos es necesario
pues su puntuación final es de 6 para los dos perfiles, adicionalmente las partes con

33
calificación más alta y por ende que requieren tomar medidas correctivas son el tronco, el
cuello y los antebrazos, presentando una situación similar a la actividad de corte de tubos.
Propuesta de mejora
Se logró detectar que el operario adopta posturas inadecuadas por dos razones: en primer
lugar, el nivel de altura al que se encuentra la superficie de trabajo no es adecuada y por
esto el operario debe inclinar el tronco y así mismo el cuello. En segundo lugar, la forma en
que se posiciona el tubo obliga al operario a tomar distancia con respecto a la superficie de
trabajo de manera que sus antebrazos deben flexionarse de forma inadecuada aumentando
los riesgos para el trabajador.
Teniendo en cuenta las consideraciones anteriores se propone modificar este puesto
de trabajo elevando la superficie 2 centímetros con una base de madera que se ubicará de
manera horizontal en vez de vertical. La base donde se ubica el tubo permite trabajar a una
altura máxima de 116,7 centímetros, sin embargo, actualmente se trabaja a una altura de 98
centímetros. Aplicando la propuesta de mejora, se recomienda que la máquina se utilice a
110 centímetros del suelo para que junto a la superficie de trabajo quede a una altura de 112
centímetros del suelo, de esta manera el operario trabajará a la altura de sus codos,
formando un ángulo de 90° entre sus brazos y antebrazos favoreciendo al 75% de los
trabajadores.
Para evitar que el operario deba adoptar una postura incorrecta y distanciada del
puesto de trabajo, se propone que la base cambie de posición y se ubique de manera
horizontal, así el operario podrá pararse erguido y cerca del lugar de perforación. La base
tendrá adherido un tubo hueco de 1,1 pulgadas de diámetro con el objetivo de que antes de
iniciar la actividad, el operario encaje el tubo a perforar en el tubo hueco para
proporcionarle estabilidad. La altura de la base y la estabilidad en el tubo mejorarán la
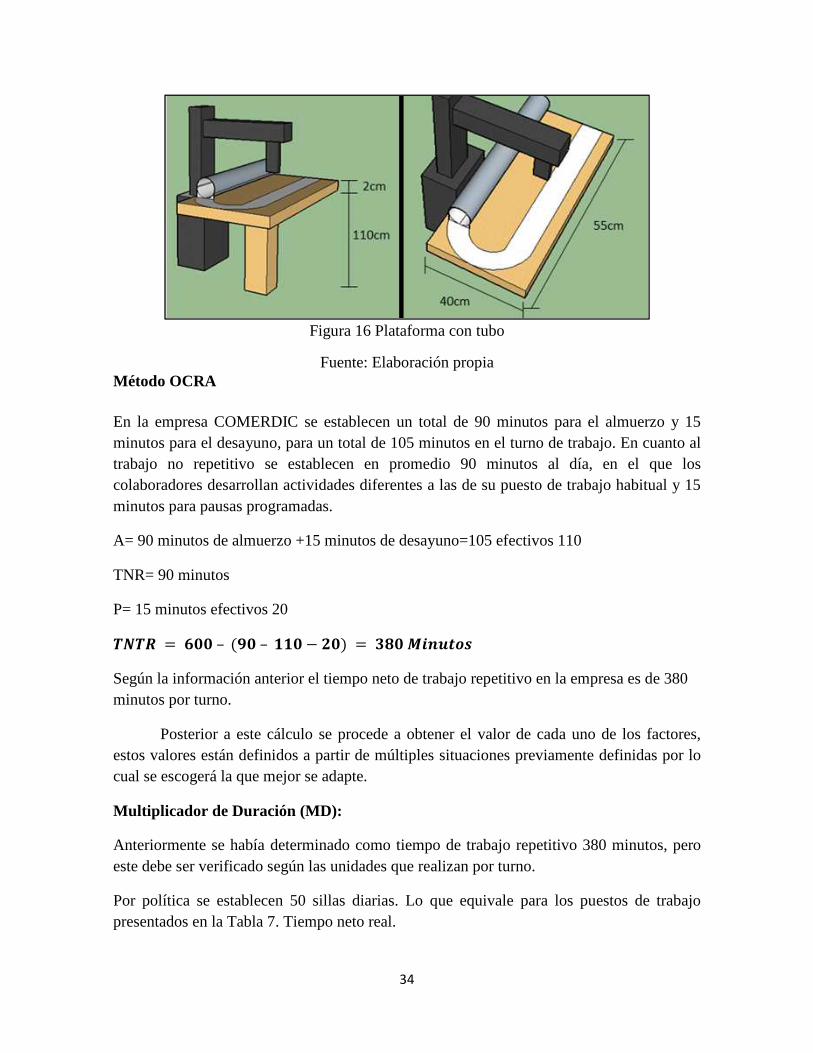
postura del operario, porque el puesto de trabajo se adaptó para él. Ver Figura 16
Plataforma con tubo.
34
Figura 16 Plataforma con tubo
Fuente: Elaboración propia Método OCRA
En la empresa COMERDIC se establecen un total de 90 minutos para el almuerzo y 15 minutos para el desayuno, para un total de 105 minutos en el turno de trabajo. En cuanto al trabajo no repetitivo se establecen en promedio 90 minutos al día, en el que los colaboradores desarrollan actividades diferentes a las de su puesto de trabajo habitual y 15 minutos para pausas programadas.
A= 90 minutos de almuerzo +15 minutos de desayuno=105 efectivos 110
TNR= 90 minutos
P= 15 minutos efectivos 20
���� = � –(" – ## − $ ) = %& '()*+,-
Según la información anterior el tiempo neto de trabajo repetitivo en la empresa es de 380 minutos por turno.
Posterior a este cálculo se procede a obtener el valor de cada uno de los factores, estos valores están definidos a partir de múltiples situaciones previamente definidas por lo cual se escogerá la que mejor se adapte.
Multiplicador de Duración (MD):
Anteriormente se había determinado como tiempo de trabajo repetitivo 380 minutos, pero este debe ser verificado según las unidades que realizan por turno.
Por política se establecen 50 sillas diarias. Lo que equivale para los puestos de trabajo presentados en la Tabla 7. Tiempo neto real.
35
Actividades Cortar láminas Doblar láminas Doblar Tubos Tiempo neto
real
250 178,3 298,67
Tabla 7. Tiempo neto real Fuente: Elaboración propia
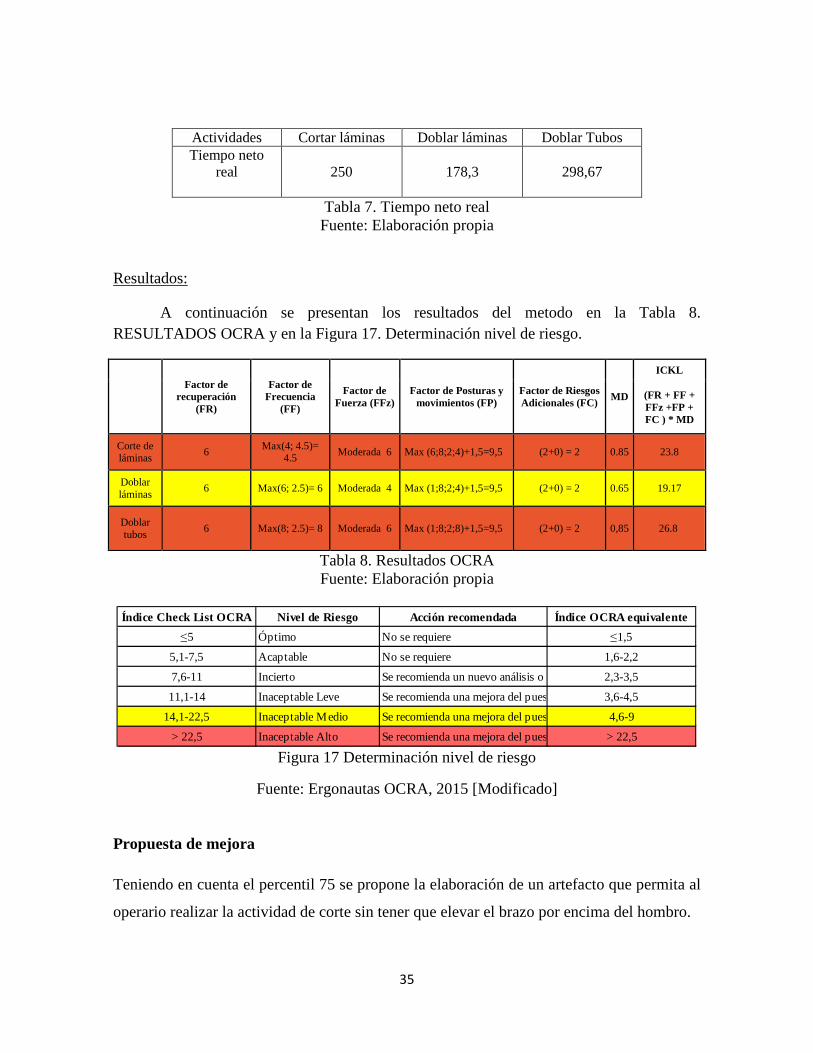
Resultados:
A continuación se presentan los resultados del metodo en la Tabla 8. RESULTADOS OCRA y en la Figura 17. Determinación nivel de riesgo.
Factor de
recuperación (FR)
Factor de Frecuencia
(FF)
Factor de Fuerza (FFz)
Factor de Posturas y movimientos (FP)
Factor de Riesgos Adicionales (FC)
MD
ICKL
(FR + FF + FFz +FP + FC ) * MD
Corte de láminas
6 Max(4; 4.5)=
4.5 Moderada 6 Max (6;8;2;4)+1,5=9,5 (2+0) = 2 0.85 23.8
Doblar láminas
6 Max(6; 2.5)= 6 Moderada 4 Max (1;8;2;4)+1,5=9,5 (2+0) = 2 0.65 19.17
Doblar tubos
6 Max(8; 2.5)= 8 Moderada 6 Max (1;8;2;8)+1,5=9,5 (2+0) = 2 0,85 26.8
Tabla 8. Resultados OCRA Fuente: Elaboración propia
Figura 17 Determinación nivel de riesgo
Fuente: Ergonautas OCRA, 2015 [Modificado]
Propuesta de mejora
Teniendo en cuenta el percentil 75 se propone la elaboración de un artefacto que permita al
operario realizar la actividad de corte sin tener que elevar el brazo por encima del hombro.
Índice Check List OCRA Nivel de Riesgo Acción recomendada Índice OCRA equivalente
≤5 Óptimo No se requiere ≤1,5
5,1-7,5 Acaptable No se requiere 1,6-2,2
7,6-11 Incierto Se recomienda un nuevo análisis o mejora del puesto2,3-3,5
11,1-14 Inaceptable Leve Se recomienda una mejora del puesto, supervisión médica y entrenamiento3,6-4,5
14,1-22,5 Inaceptable Medio Se recomienda una mejora del puesto, supervisión médica y entrenamiento4,6-9
> 22,5 Inaceptable Alto Se recomienda una mejora del puesto, supervisión médica y entrenamiento> 22,5
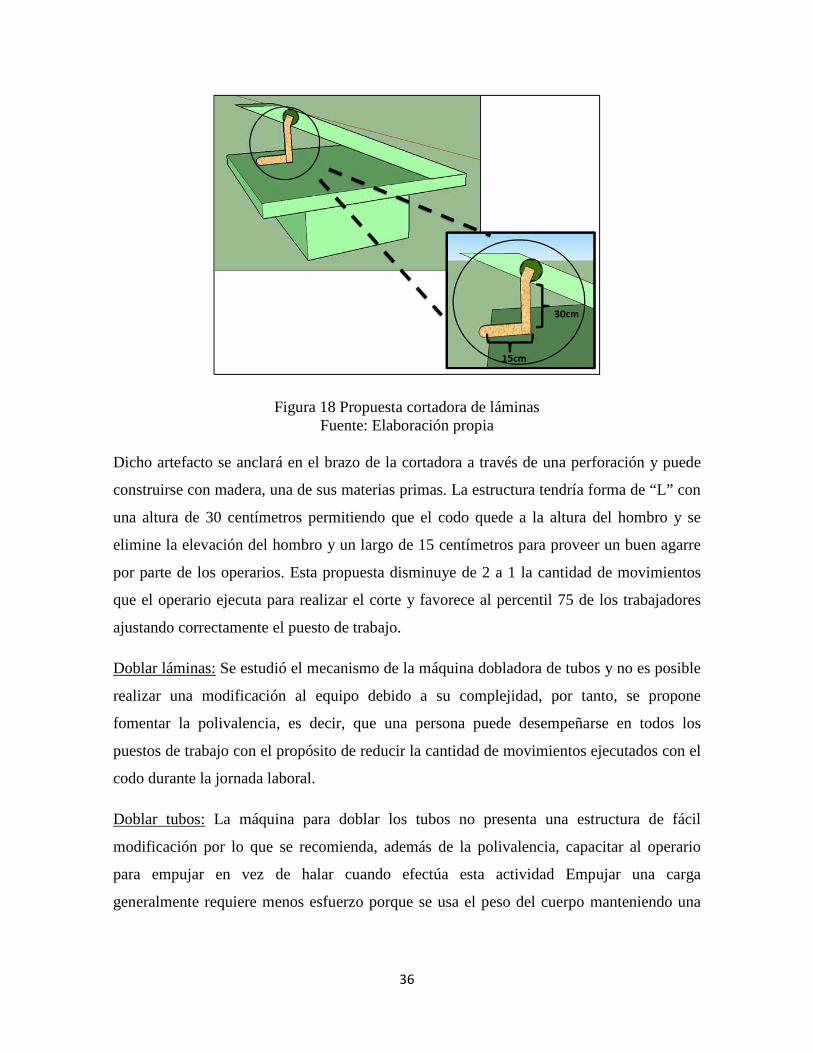
36
Figura 18 Propuesta cortadora de láminas Fuente: Elaboración propia
Dicho artefacto se anclará en el brazo de la cortadora a través de una perforación y puede
construirse con madera, una de sus materias primas. La estructura tendría forma de “L” con
una altura de 30 centímetros permitiendo que el codo quede a la altura del hombro y se
elimine la elevación del hombro y un largo de 15 centímetros para proveer un buen agarre
por parte de los operarios. Esta propuesta disminuye de 2 a 1 la cantidad de movimientos
que el operario ejecuta para realizar el corte y favorece al percentil 75 de los trabajadores
ajustando correctamente el puesto de trabajo.
Doblar láminas: Se estudió el mecanismo de la máquina dobladora de tubos y no es posible
realizar una modificación al equipo debido a su complejidad, por tanto, se propone
fomentar la polivalencia, es decir, que una persona puede desempeñarse en todos los
puestos de trabajo con el propósito de reducir la cantidad de movimientos ejecutados con el
codo durante la jornada laboral.
Doblar tubos: La máquina para doblar los tubos no presenta una estructura de fácil
modificación por lo que se recomienda, además de la polivalencia, capacitar al operario
para empujar en vez de halar cuando efectúa esta actividad Empujar una carga
generalmente requiere menos esfuerzo porque se usa el peso del cuerpo manteniendo una

37
postura más neutra. Por lo general, al halar una carga, el cuerpo debe girarse aumentando la
probabilidad de lesiones (Golden Oak, 2016).
Condiciones del Entorno de trabajo
Para calcular el número de mediciones que debían realizarse se aplicó la Ecuación 1
mencionada anteriormente, atendiendo al método de la constante del salón:
. = /0,2/∗/2,3/3,40∗(/0,2/�/2,3/) . = 2,72
Por lo tanto, se tomaron medidas en 16 puntos. Para mayor precisión se recolectaron 3
mediciones por punto.
1. Iluminación
Las mediciones obtenidas con el luxómetro junto con el promedio y la desviación estándar
se presentan a continuación en la Tabla 9. Mediciones de iluminación: Resultados.
Medició
n
Medida
s
Promedi
o
Desviació
n
estándar
Coeficient
e de
variación
1
154,4
158,20 3,75 2,4% 161,9
158,3
2
5,9
5,47 0,51 9,4% 5,6
4,9
3
181,4
186,90 6,80 3,6% 194,5
184,8
4
78,2
82,03 5,47 6,7% 88,3
79,6
5
27,9
28,10 0,72 2,6% 28,9
27,5
6 136,9
132,67 3,76 2,8% 129,7
131,4
7
72,7
79,00 5,79 7,3% 80,2
84,1
8
76,2
72,40 4,07 5,6% 68,1
72,9
9
139,6
133,47 5,42 4,1% 131,5
129,3
10
127,9
129,27 1,31 1,0% 130,5
129,4
11
265,4
255,50 8,68 3,4% 249,2
251,9
12
293,5
292,40 1,21 0,4% 291,1
292,6
13 362,5 366,93 7,17 2,0%

38
363,1
375,2
14
388,5
385,37 2,74 0,7% 383,4
384,2
15 246,7 252,63 5,48 2,2%
253,7
257,5
16
171,5
173,03 1,60 0,9% 174,7
172,9
Tabla 9. Mediciones de iluminación: Resultados Fuente: Elaboración propia
Debido a que se presentaron datos de desviación estándar altos en comparación con
los obtenidos por el equipo se decidió analizarlos a través del coeficiente de variación,
concepto que permite determinar la variabilidad de una muestra. Se expresa en porcentaje y
tiene como condición que si resulta ser menor al 10% la variabilidad en los datos es baja, de
lo contrario alta. El coeficiente de variación para cada medición se presenta en la cuarta
columna de la tabla anterior y es posible concluir que la variabilidad en los datos es baja.
A continuación, en la Figura 19. Se presenta el plano con las zonas en donde se
tomaron mediciones:
Figura 19 Plano con medición de iluminación
Fuente: Elaboración propia

39
Análisis:
Para determinar la uniformidad de la iluminación en el taller es necesario calcular la
iluminación y el factor de uniformidad.
Cálculo de iluminación promedio (Ep):
Ecuación 4 Iluminación Promedio
78 = #� (∑7:)
Dónde:
Ei= Promedio de medidas por punto N= Número de puntos donde se midió
Ep = 116 (158,20 + 5,77 + 186,90 + 83,37 + 28,10 + 132,67 + 79,00 + 72,40 + 133,47 + 129,27 + 255,50+ 292,40 + 366,93 + 385,37 + 252,63 + 173,03)
Iluminación promedio en el taller de metalmecánica Ep= 170,94
Cálculo Factor de uniformidad (FU):
PUNTOS ILUMINANCIA FU UNIFORMIDAD
1 158,20 93% Si
2 5,77 3% No
3 186,90 91% Si
4 83,37 49% No
5 28,10 16% No
6 132,67 78% Si
7 79,00 46% No
8 72,40 42% No
9 133,47 78% Si
10 129,27 76% Si
11 255,50 67% No 12 292,40 58% No
13 366,93 47% No
14 385,37 44% No
15 252,63 68% No
16 173,03 99% Si TOTAL 2735,00 38% < 75%
PROMEDIO 170,94 NO UNIFORME
Tabla 10. Resultado uniformidad de iluminación Fuente: Elaboración propia

40
Teniendo en cuenta:
Ecuación 5 Factor Uniformidad
Ecuación 6 Factor Uniformidad 2
�E =787: ≥ ##, G �E = 7:78 ≥ ##, G
Tabla 11. Factor de uniformidad
Fuente: Elaboración propia
La iluminación en el taller de metalmecánica no es uniforme, lo cual debería ser un
requerimiento por el tipo de actividades que se realizan. Las zonas con iluminación no
uniforme son las siguientes:
2 Zona del extractor
4 Zona del horno
5 Zona de almacenamiento de sillas
7 Zona perforación tubos
8 Zona de almacenamiento tubos
11 Zona de doblar tubos
12 Zona de soldadura
13 Zona de doblar láminas
14 Zona de cortar tubos
15 Zona de cortar láminas
La zona 2, 4, 5 y 7 son áreas que se encuentran por debajo del promedio de iluminación. La
zona del extractor no tiene una lámpara, la luz que recibe es la de zonas cercanas, la zona 4
cuenta con una lámpara de cuatro tubos fluorescentes, pero dos de ellos están fundidos. En
la zona 5 se almacena materia prima y no cuenta con luz propia en área. En la 7 que es
donde se perforan los tubos, es un área crítica pues tampoco existe iluminación propia del
área lo que puede significar que los operarios encargados de esta labor se ven en la
obligación de forzar la vista, a diferencia de las anteriores zonas que son de
almacenamiento. Por otro lado, las zonas, 11, 12, 13 14 y 15 presentan iluminancia mayor a
la del promedio de la iluminación, lo que indica que hay más luz de la que se necesita. En
la zona 11 hay una lámpara que proporciona exceso de iluminación. Las zonas 12, 14 y 15

41
cuentan con lámparas de 4 tubos fluorescentes propias de cada área, y la zona 13 tiene una
bombilla ubicada sobre la primera estación de soldadura. Ver Figura 20. Luminarias
Figura 20. Luminarias
Fuente: Elaboración propia
Propuesta de Iluminación:
Para la iluminación artificial se dividió el taller en dos zonas como se presenta en la Figura
21. Zonas de medición iluminación.
Figura 21. Zonas de medición iluminación
Fuente: Elaboración propia
En la zona 1 están las áreas que presentan iluminación excesiva, excepto por la estación de
perforar tubos. Por tal motivo se propone una nueva disposición para las luminarias que
favorezca todos los puestos de trabajo por igual.
Para determinar la forma de organizar la iluminación se utilizó el método de los
lúmenes, el cual consiste en una serie de cálculos que tienen como finalidad hallar el valor
1
2
42
medio en servicio de la iluminancia en un local que cuenta con alumbrado general
(Knowledge Base DIALux evo, 2016). Para los cálculos, el taller se dividió en dos zonas
principales.
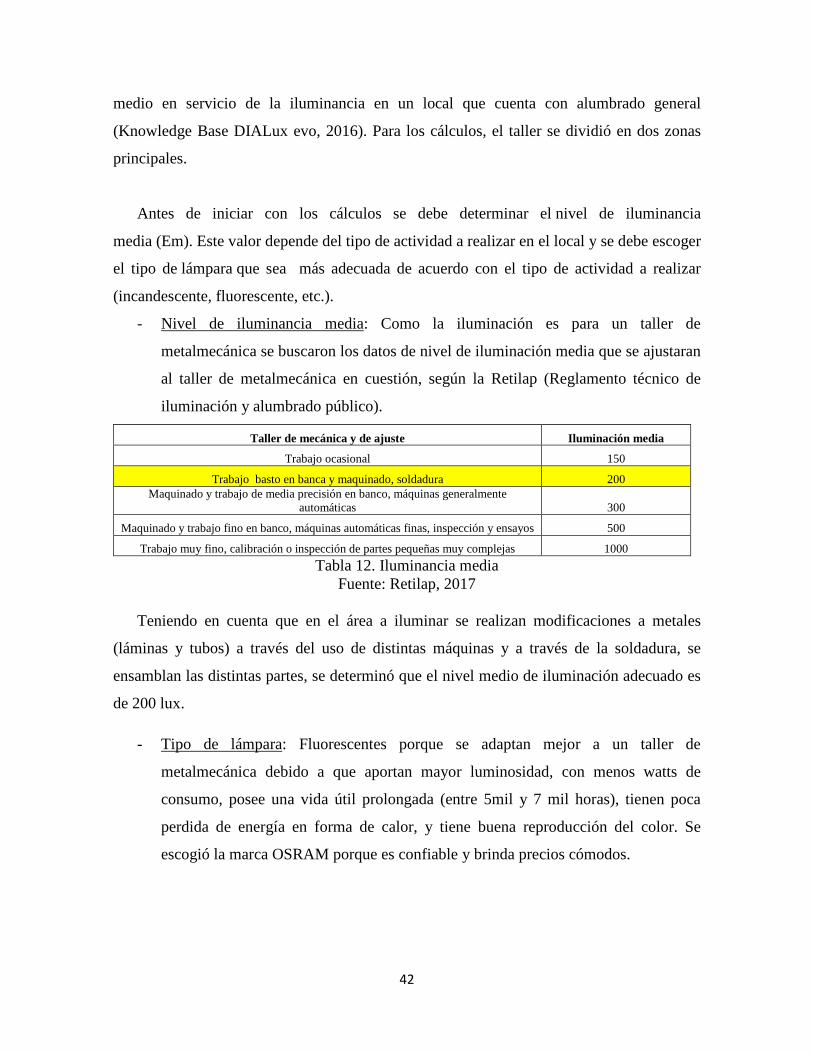
Antes de iniciar con los cálculos se debe determinar el nivel de iluminancia
media (Em). Este valor depende del tipo de actividad a realizar en el local y se debe escoger
el tipo de lámpara que sea más adecuada de acuerdo con el tipo de actividad a realizar
(incandescente, fluorescente, etc.).
- Nivel de iluminancia media: Como la iluminación es para un taller de
metalmecánica se buscaron los datos de nivel de iluminación media que se ajustaran
al taller de metalmecánica en cuestión, según la Retilap (Reglamento técnico de
iluminación y alumbrado público).
Taller de mecánica y de ajuste Iluminación media
Trabajo ocasional 150
Trabajo basto en banca y maquinado, soldadura 200 Maquinado y trabajo de media precisión en banco, máquinas generalmente
automáticas 300
Maquinado y trabajo fino en banco, máquinas automáticas finas, inspección y ensayos 500
Trabajo muy fino, calibración o inspección de partes pequeñas muy complejas 1000
Tabla 12. Iluminancia media Fuente: Retilap, 2017
Teniendo en cuenta que en el área a iluminar se realizan modificaciones a metales
(láminas y tubos) a través del uso de distintas máquinas y a través de la soldadura, se
ensamblan las distintas partes, se determinó que el nivel medio de iluminación adecuado es
de 200 lux.
- Tipo de lámpara: Fluorescentes porque se adaptan mejor a un taller de
metalmecánica debido a que aportan mayor luminosidad, con menos watts de
consumo, posee una vida útil prolongada (entre 5mil y 7 mil horas), tienen poca
perdida de energía en forma de calor, y tiene buena reproducción del color. Se
escogió la marca OSRAM porque es confiable y brinda precios cómodos.
43
Figura 22. Lámpara fluorescente Osram
Fuente: Catálogo Osram
- Sistema de alumbrado: Se escogió un tipo de alumbrado directo debido a que las
lámparas que actualmente tienen el taller son de tipo directo, por tanto, se pensó en
aprovechar la iluminación existente. Además, la retilap establece que la iluminación
para trabajos industriales debe ser directa o semi directa (Retilap, 2017). Ver Figura
23.
Figura 23 Gráfico tipos de iluminación
Fuente: Salazar, 2016 [Modificado]
- Altura de suspensión de las luminarias:
Características del Área Altura de luminarias (m) Locales de altura normal (oficinas,
viviendas, aulas…) Lo más altas posibles
Locales con iluminación directa, semidirecta y difusa
Mínimo: h=2/3 (h' -0,85)
Óptimo: h=4/5(h'-0,85)
Locales con iluminación indirecta d' = 1/4 (h'-0,85)
h= 3/4 (h'-0,85) Tabla 13. Altura de suspensión
Fuente: Salazar, 2016
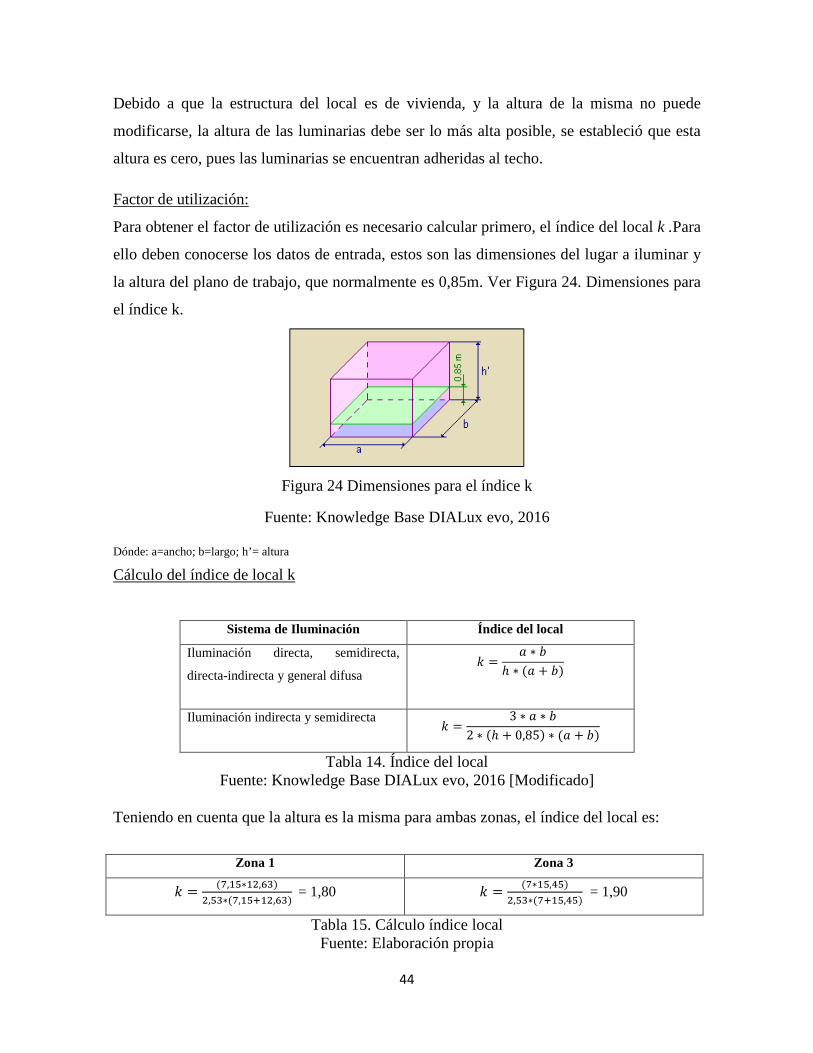
44
Debido a que la estructura del local es de vivienda, y la altura de la misma no puede
modificarse, la altura de las luminarias debe ser lo más alta posible, se estableció que esta
altura es cero, pues las luminarias se encuentran adheridas al techo.
Factor de utilización:
Para obtener el factor de utilización es necesario calcular primero, el índice del local k .Para
ello deben conocerse los datos de entrada, estos son las dimensiones del lugar a iluminar y
la altura del plano de trabajo, que normalmente es 0,85m. Ver Figura 24. Dimensiones para
el índice k.
Figura 24 Dimensiones para el índice k
Fuente: Knowledge Base DIALux evo, 2016
Dónde: a=ancho; b=largo; h’= altura
Cálculo del índice de local k
Sistema de Iluminación Índice del local
Iluminación directa, semidirecta,
directa-indirecta y general difusa H = I ∗ Jℎ ∗ (I + J)
Iluminación indirecta y semidirecta H = 3 ∗ I ∗ J2 ∗ (ℎ + 0,85) ∗ (I + J) Tabla 14. Índice del local
Fuente: Knowledge Base DIALux evo, 2016 [Modificado]
Teniendo en cuenta que la altura es la misma para ambas zonas, el índice del local es:
Zona 1 Zona 3
H = (L,/4∗/3,M0)3,40∗(L,/4�/3,M0)= 1,80 H = (L∗/4,24)3,40∗(L�/4,24) = 1,90
Tabla 15. Cálculo índice local Fuente: Elaboración propia
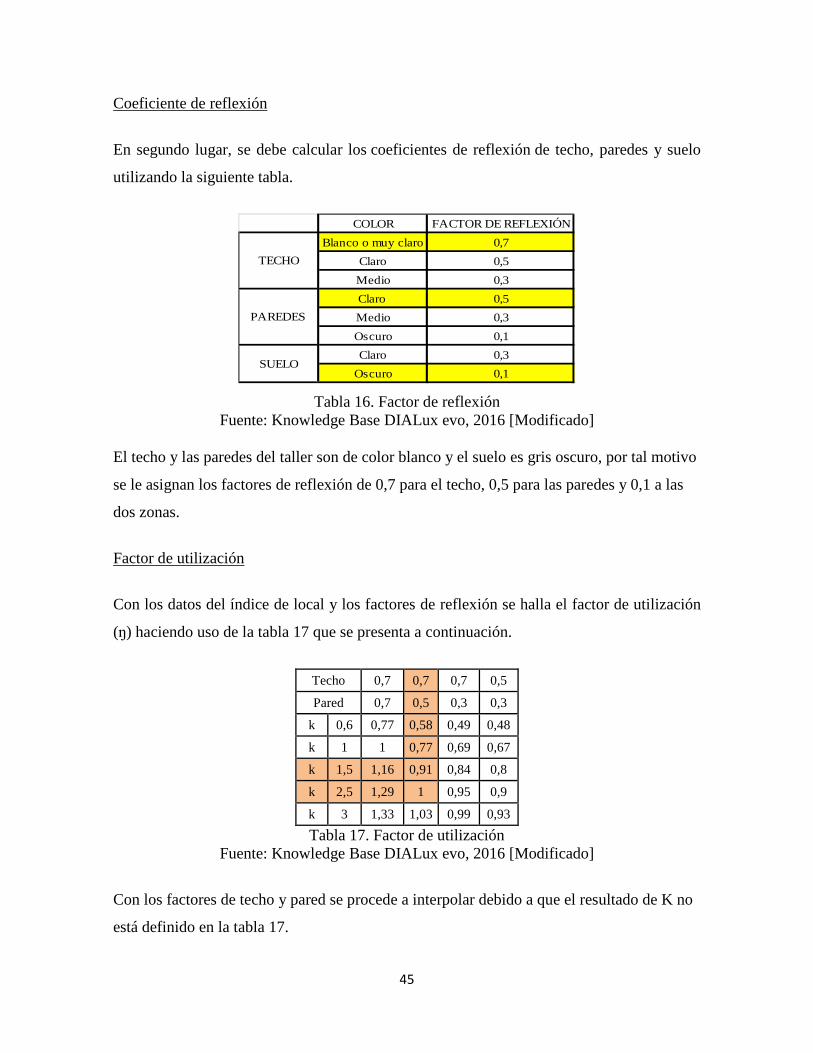
45
Coeficiente de reflexión
En segundo lugar, se debe calcular los coeficientes de reflexión de techo, paredes y suelo
utilizando la siguiente tabla.
Tabla 16. Factor de reflexión Fuente: Knowledge Base DIALux evo, 2016 [Modificado]
El techo y las paredes del taller son de color blanco y el suelo es gris oscuro, por tal motivo
se le asignan los factores de reflexión de 0,7 para el techo, 0,5 para las paredes y 0,1 a las
dos zonas.
Factor de utilización
Con los datos del índice de local y los factores de reflexión se halla el factor de utilización
(ŋ) haciendo uso de la tabla 17 que se presenta a continuación.
Techo 0,7 0,7 0,7 0,5
Pared 0,7 0,5 0,3 0,3
k 0,6 0,77 0,58 0,49 0,48
k 1 1 0,77 0,69 0,67
k 1,5 1,16 0,91 0,84 0,8
k 2,5 1,29 1 0,95 0,9
k 3 1,33 1,03 0,99 0,93
Tabla 17. Factor de utilización Fuente: Knowledge Base DIALux evo, 2016 [Modificado]
Con los factores de techo y pared se procede a interpolar debido a que el resultado de K no
está definido en la tabla 17.
COLOR FACTOR DE REFLEXIÓN
Blanco o muy claro 0,7
Claro 0,5
Medio 0,3
Claro 0,5
Medio 0,3
Oscuro 0,1
Claro 0,3
Oscuro 0,1
TECHO
PAREDES
SUELO

46
Ecuación 7 Interpolación
N = (O − O#) ∗ (N$ − N#)(O$ − O#) + N#
ZONA 1 ZONA 2
P = (1,8 − 1,5) ∗ (1 − 0,91)(2,5 − 1,5) + 0,91 P = (1,9 − 1,5) ∗ (1 − 0,91)(2,5 − 1,5) + 0,91
Y=0,93 Y=0,95
Tabla 18. Fórmula de interpolar Fuente: Elaboración propia
Factor de mantenimiento:
Ahora, se debe determinar el factor de mantenimiento o de conservación (fm), coeficiente
que dependerá del grado de suciedad ambiental y de la frecuencia de la limpieza del local.
Para una limpieza periódica podemos tomar los valores que aparecen en la Tabla 19. Factor
de mantenimiento.
Ambiente de trabajo Fm Acerías, fundiciones 0,65
Industrias de soldadura, mecanizado 0,7
Oficinas industriales, salas 0,75
Patios de operaciones, locales públicos 0,8
Despachos, oficinas comerciales 0,85 Tabla 19. Factor de mantenimiento
Fuente: Knowledge Base DIALux evo, 2016 [Modificado]
Teniendo en cuenta que en el taller de metalmecánica se realizan actividades de
soldadura se escoge un valor de 0,7 para el factor de mantenimiento para ambas zonas.
Flujo luminoso:
Ecuación 8 Flujo luminoso Q�R 7∗Sŋ∗UV
Dónde: E= Iluminación media deseada (lux); S= Superficie del plano de trabajo que se desea iluminar (m2 ) ; Ŋ= Factor de
utilización; fm= Factor de mantenimiento
Con todos los datos obtenidos el flujo luminoso para cada zona se presenta en la Tabla 20.
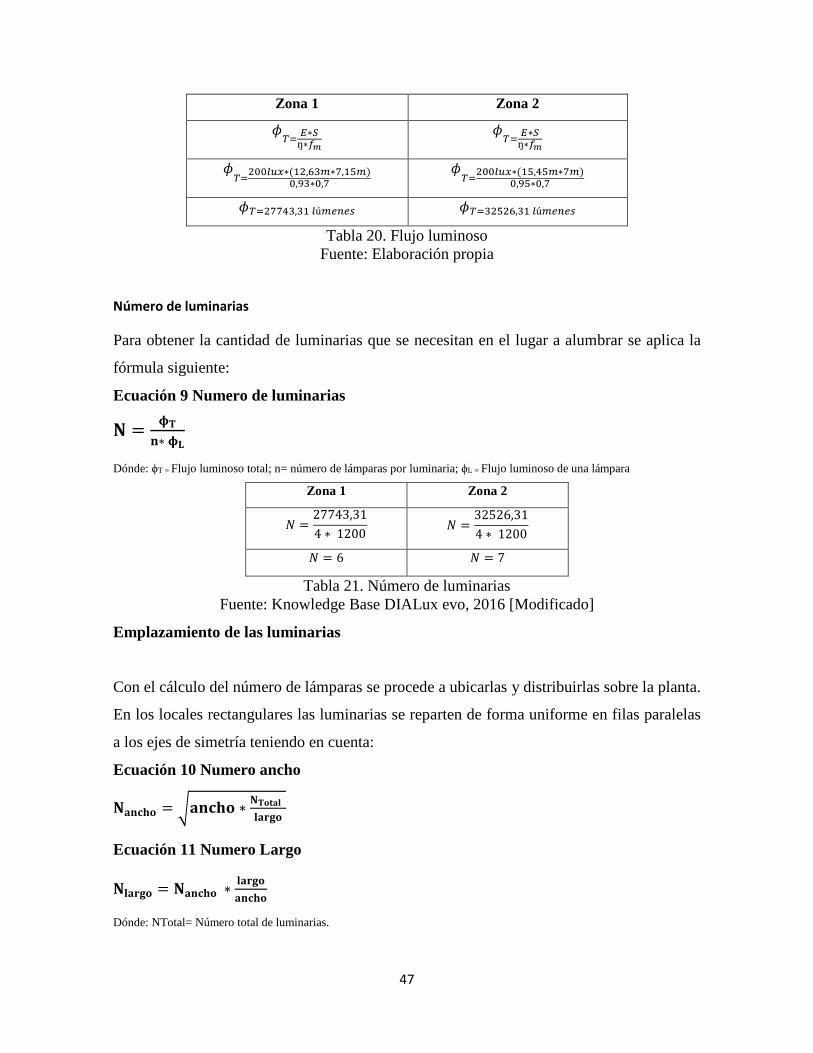
47
Zona 1 Zona 2
WXR Y∗Zŋ∗[\ WXR Y∗Zŋ∗[\
WXR3]]^_`∗(/3,M0a∗L,/4a)],b0∗],L WXR3]]^_`∗(/4,24a∗La)],b4∗],L
WXR3LL20,0/^úadedf WXR0343M,0/^úadedf Tabla 20. Flujo luminoso
Fuente: Elaboración propia
Número de luminarias
Para obtener la cantidad de luminarias que se necesitan en el lugar a alumbrar se aplica la
fórmula siguiente:
Ecuación 9 Numero de luminarias
� = Q�g∗Q
Dónde: ϕT = Flujo luminoso total; n= número de lámparas por luminaria; ϕL = Flujo luminoso de una lámpara
Zona 1 Zona 2
h = 27743,314 ∗ 1200 h = 32526,314 ∗ 1200
h = 6 h = 7
Tabla 21. Número de luminarias Fuente: Knowledge Base DIALux evo, 2016 [Modificado]
Emplazamiento de las luminarias
Con el cálculo del número de lámparas se procede a ubicarlas y distribuirlas sobre la planta.
En los locales rectangulares las luminarias se reparten de forma uniforme en filas paralelas
a los ejes de simetría teniendo en cuenta:
Ecuación 10 Numero ancho
�igjkl = migjkl ∗ ��lniooipql
Ecuación 11 Numero Largo
�oipql = �igjkl ∗ oipqligjkl
Dónde: NTotal= Número total de luminarias.

48
Zona 1 Zona 2
hrestu = v7,15 ∗ 612,63 hrestu = v7 ∗ 715,45
hrestu = 1,84 hrestu = 1,78
Tabla 22. Ancho entre luminarias Fuente: Elaboración propia
Zona 1 Zona 2
h^rwxu = 1,84 ∗ 12,637,15 h^rwxu = 1,78 ∗ 15,457
h^rwxu =3,25 h^rwxu =3,93
Tabla 23. Largo entre luminarias Fuente: Elaboración propia
El Nancho indica el número de filas a instalar y el Nlargo indica las columnas.
Distancia entre luminarias
La distancia entre luminarias depende del ángulo de apertura de luz y la altura de las
luminarias.
Figura 25 Distancia entre luminarias
Fuente: Knowledge Base DIALux evo, 2016
Mientras más abierto sea el haz y mayor la altura de la luminaria más superficie iluminará
aunque será menor el nivel de iluminancia que llegará al plano de trabajo (García). Las
luminarias próximas a la pared necesitan estar más cerca para iluminar la misma
(normalmente la mitad de la distancia). Las conclusiones sobre la separación entre las
luminarias se pueden observar en la tabla 24.
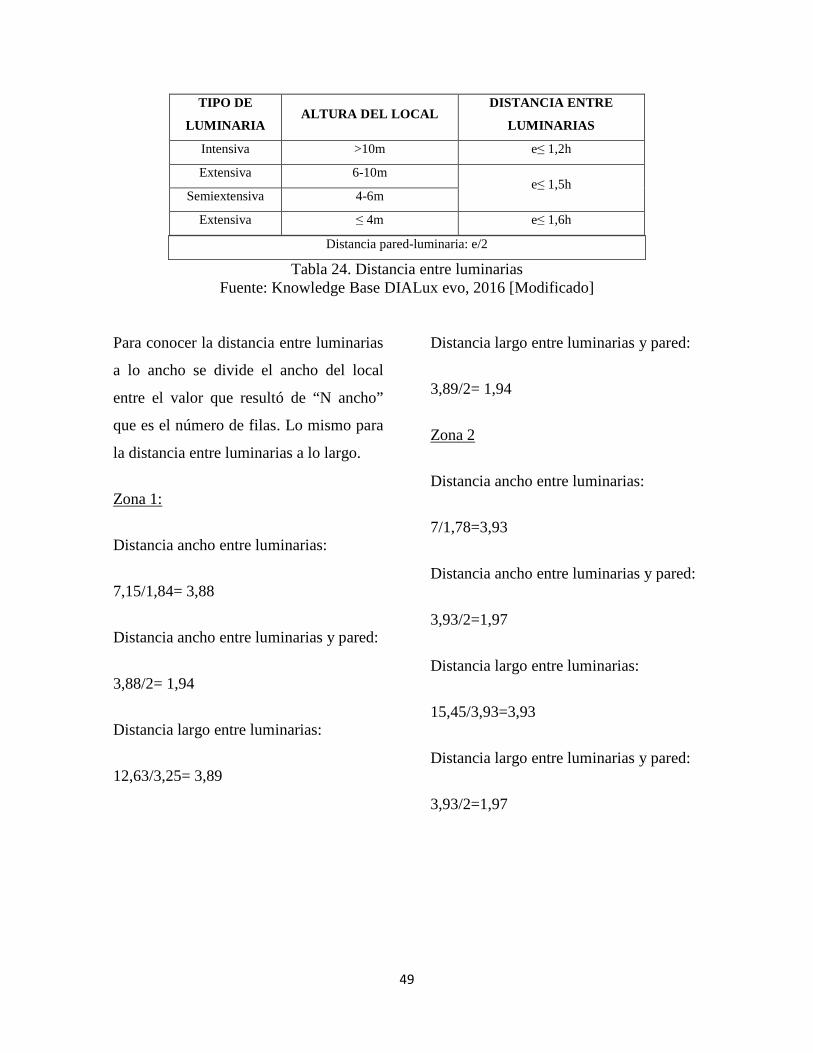
49
TIPO DE
LUMINARIA ALTURA DEL LOCAL
DISTANCIA ENTRE
LUMINARIAS
Intensiva >10m e≤ 1,2h
Extensiva 6-10m e≤ 1,5h
Semiextensiva 4-6m
Extensiva ≤ 4m e≤ 1,6h
Distancia pared-luminaria: e/2
Tabla 24. Distancia entre luminarias Fuente: Knowledge Base DIALux evo, 2016 [Modificado]
Para conocer la distancia entre luminarias
a lo ancho se divide el ancho del local
entre el valor que resultó de “N ancho”
que es el número de filas. Lo mismo para
la distancia entre luminarias a lo largo.
Zona 1:
Distancia ancho entre luminarias:
7,15/1,84= 3,88
Distancia ancho entre luminarias y pared:
3,88/2= 1,94
Distancia largo entre luminarias:
12,63/3,25= 3,89
Distancia largo entre luminarias y pared:
3,89/2= 1,94
Zona 2
Distancia ancho entre luminarias:
7/1,78=3,93
Distancia ancho entre luminarias y pared:
3,93/2=1,97
Distancia largo entre luminarias:
15,45/3,93=3,93
Distancia largo entre luminarias y pared:
3,93/2=1,97
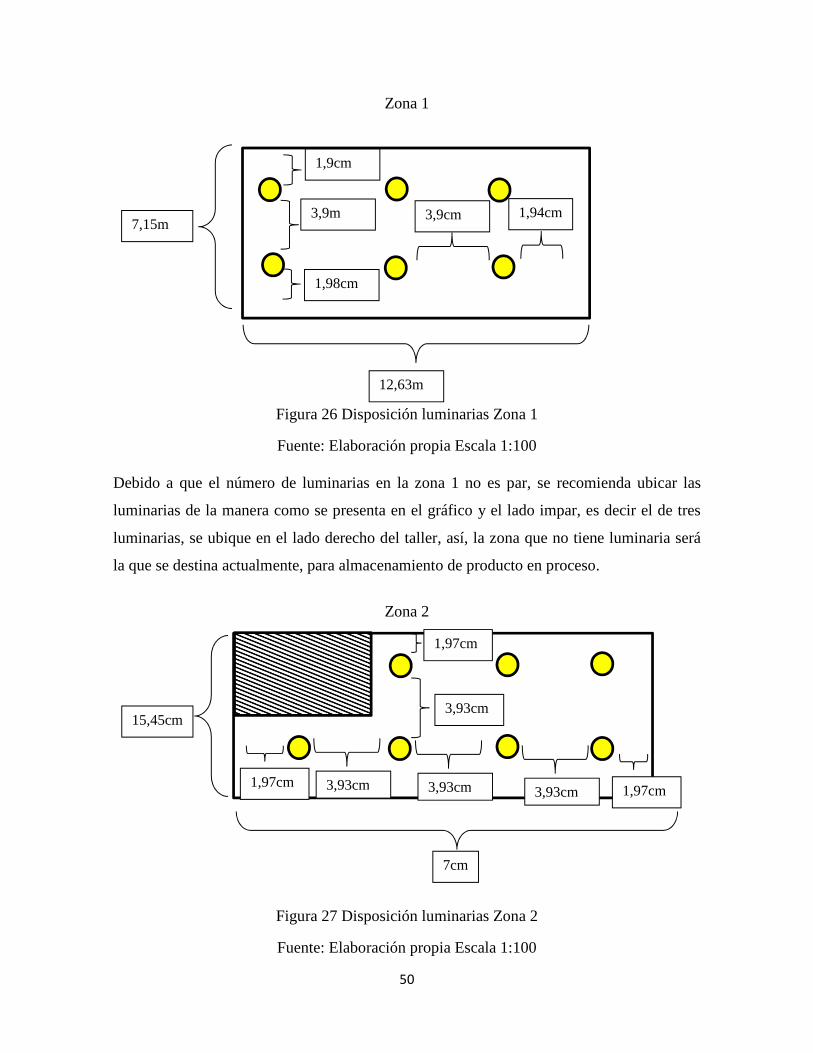
50
Zona 1
Figura 26 Disposición luminarias Zona 1
Fuente: Elaboración propia Escala 1:100
Debido a que el número de luminarias en la zona 1 no es par, se recomienda ubicar las
luminarias de la manera como se presenta en el gráfico y el lado impar, es decir el de tres
luminarias, se ubique en el lado derecho del taller, así, la zona que no tiene luminaria será
la que se destina actualmente, para almacenamiento de producto en proceso.
Zona 2
Figura 27 Disposición luminarias Zona 2
Fuente: Elaboración propia Escala 1:100
12,63m
7,15m 3,9m
1,9cm
1,98cm
3,9cm 1,94cm
7cm
15,45cm
3,93cm
1,97cm
3,93cm
3,93cm 3,93cm 1,97cm
1,97cm

51
En la zona 2 hay un espacio que se utiliza como garaje, por tanto, dicho espacio no se tuvo
en cuenta para la iluminación y se representa como el recuadro de rayas.
Comprobación de los resultados
Para comprobar la validez de los resultados se aplica la siguiente ecuación:
Ecuación 12 Luminancia Obtenida
7V = g∗Q ∗ŋ∗UVS ≥ 7niyoiz Zona 1 Zona 2
7V = 6 ∗ 27743,3 ∗ 0,93 ∗ 0,7(12,63 ∗ 7,15) ≥ 200 7V = 7 ∗ 32526,31 ∗ 0,95 ∗ 0,77 ∗ 15,45 ≥ 200
1200 ≥ 200 1400≥ 200
Tabla 25 Validación iluminación Fuente: Elaboración propia
La iluminación propuesta es válida para los datos que se tienen de ambas zonas.
Ruido
Atendiendo a la constante del salón, se realizaron 16 mediciones para determinar el nivel de
ruido. Las cuales se presentan en la tabla 26.
Medición Medidas Promedio Desviación estándar
1
80,9
82,39 1,4 83,7
82,1
2
92,3
91,06 2,41 87,9
91,8
3
86,7
88,94 2 88,5
90,7
4
84,4
82,43 3,13 82,6
78,3
5
77,6
78,34 0,75 79,1
78,2
6
85,2
85,92 0,83 86,8
85,6
7
80,2
81,80 1,72 81
83,5
8
92,3
94,09 1,79 93,4
95,8
9
76,7
76,57 1,17 77,5
75,2
10
76,4
76,85 0,45 77,3
76,8
11 85,9
86,03 1,15 84,8

52
87,1
12
89,2
86,97 2,75 83,7
86,3
13
96,7
97,48 0,75 98,2
97,4
14 73,8 75,28 1,23
75,5
76,2
15
73,4
75,26 1,7 76,8
74,9
16
86,2
87,82 1,56 87,4
89,3
Tabla 26. Resultados medición de ruido Fuente: Elaboración propia
Las zonas donde se tomaron las medidas se encuentran a continuación en la Figura 28.
Figura 28 Plano mediciones de ruido
Fuente: Elaboración propia
53
Análisis:
Las mediciones en color verde indican que están por debajo del límite permisible, es decir,
por debajo de 90 dB, mientras que las mediciones en color rojo indican que sobrepasan el
límite.
En el lugar de estudio se encontraron 3 zonas con riesgo auditivo, pues presentan niveles
superiores a 90 dB. Estos resultados permiten asegurar que los trabajadores se exponen
diariamente a ruidos que pueden afectar su audición a mediano o largo plazo, pues hasta
ahora no manifiestan problemas auditivos. Es importante recalcar que actualmente no
cuentan con el equipo de protección auditivo.
Al analizar estos resultados se observa que existen tres zonas importantes de ruido, la
primera es donde se encuentra el compresor, la segunda donde se cortan los tubos y la
tercera donde se martilla. En ellas se presentan tres fuentes de ruido importante en las que
debería intervenirse en pro del bienestar de las personas que laboran allí.
Propuesta ruido
El análisis de nivel acústico en el taller de metalmecánica arrojó que hay tres zonas donde
el nivel de ruido representa un alto riesgo. La primera zona de ruido es donde se encuentra
el compresor lo que, a su vez, representa una fuente de ruido, por tal motivo se propone
crear una barrera aislante.
La barrera aislante que se propone construir para el compresor debe encerrar el área del
mismo, por tanto, debe contenerlo. El material con el que se construya el encerramiento es
de vital importancia pues, además de aislar el ruido, se tuvo como prioridad un material
económico, entonces se encontró el corcho, este material funciona como:
• Aislante térmico
• Aislante acústico
• Aislante contra vibraciones
• Regulador climático
Además, entre sus múltiples beneficios se encuentran los siguientes:
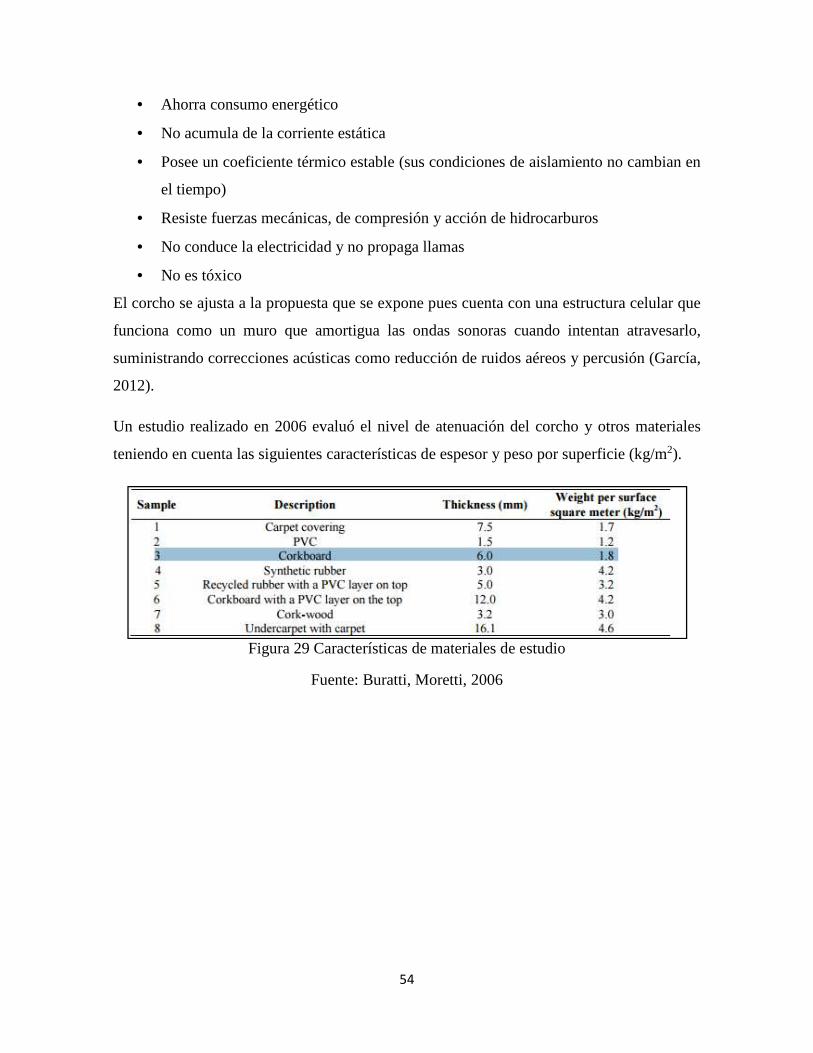
54
• Ahorra consumo energético
• No acumula de la corriente estática
• Posee un coeficiente térmico estable (sus condiciones de aislamiento no cambian en
el tiempo)
• Resiste fuerzas mecánicas, de compresión y acción de hidrocarburos
• No conduce la electricidad y no propaga llamas
• No es tóxico
El corcho se ajusta a la propuesta que se expone pues cuenta con una estructura celular que
funciona como un muro que amortigua las ondas sonoras cuando intentan atravesarlo,
suministrando correcciones acústicas como reducción de ruidos aéreos y percusión (García,
2012).
Un estudio realizado en 2006 evaluó el nivel de atenuación del corcho y otros materiales
teniendo en cuenta las siguientes características de espesor y peso por superficie (kg/m2).
Figura 29 Características de materiales de estudio
Fuente: Buratti, Moretti, 2006
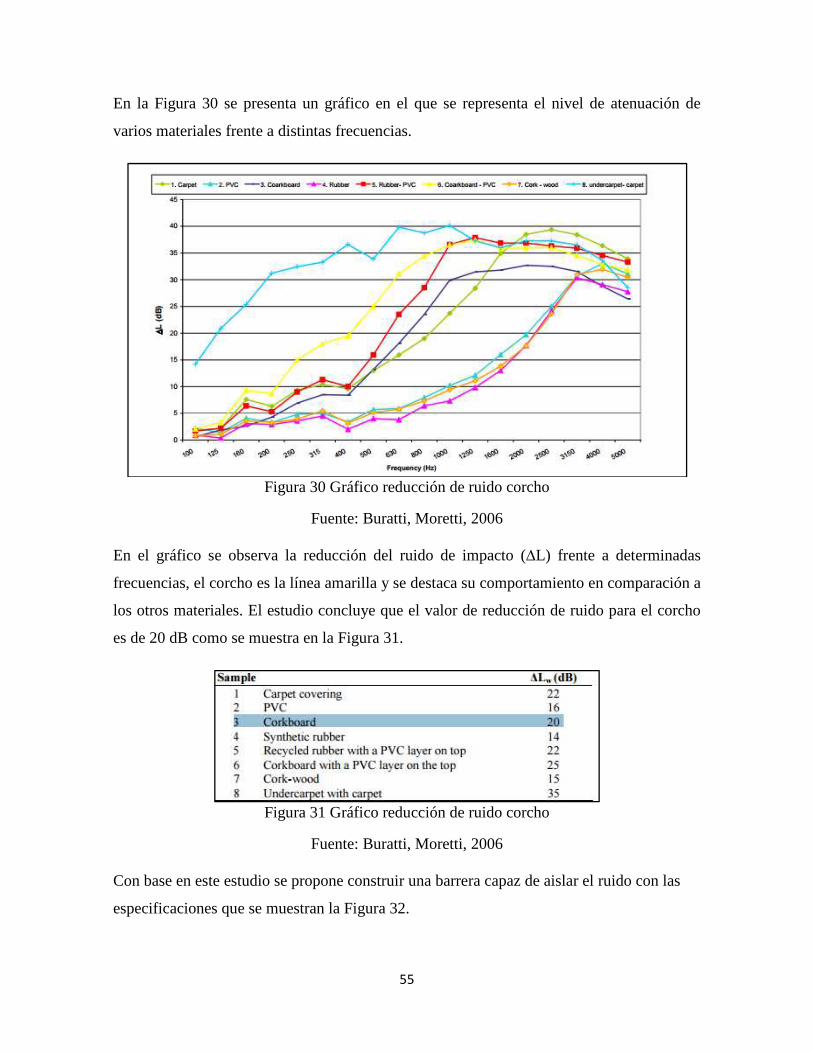
55
En la Figura 30 se presenta un gráfico en el que se representa el nivel de atenuación de
varios materiales frente a distintas frecuencias.
Figura 30 Gráfico reducción de ruido corcho
Fuente: Buratti, Moretti, 2006
En el gráfico se observa la reducción del ruido de impacto (∆L) frente a determinadas
frecuencias, el corcho es la línea amarilla y se destaca su comportamiento en comparación a
los otros materiales. El estudio concluye que el valor de reducción de ruido para el corcho
es de 20 dB como se muestra en la Figura 31.
Figura 31 Gráfico reducción de ruido corcho
Fuente: Buratti, Moretti, 2006
Con base en este estudio se propone construir una barrera capaz de aislar el ruido con las
especificaciones que se muestran la Figura 32.
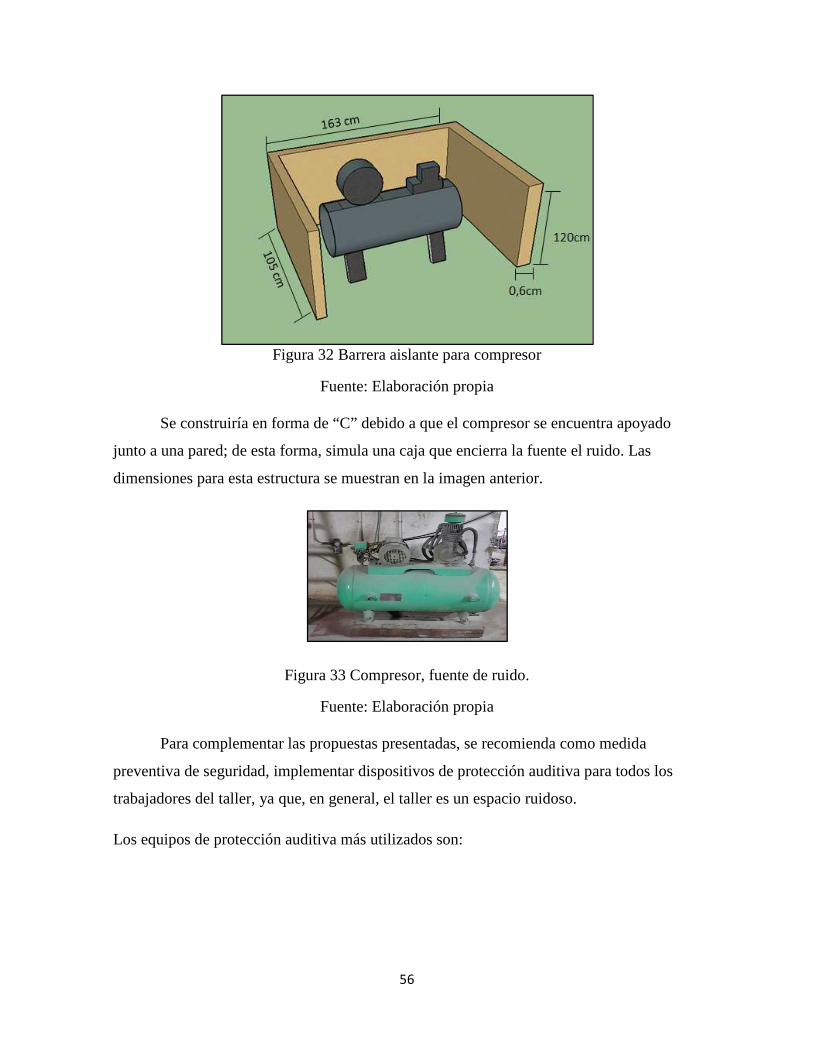
56
Figura 32 Barrera aislante para compresor
Fuente: Elaboración propia
Se construiría en forma de “C” debido a que el compresor se encuentra apoyado
junto a una pared; de esta forma, simula una caja que encierra la fuente el ruido. Las
dimensiones para esta estructura se muestran en la imagen anterior.
Figura 33 Compresor, fuente de ruido.
Fuente: Elaboración propia
Para complementar las propuestas presentadas, se recomienda como medida
preventiva de seguridad, implementar dispositivos de protección auditiva para todos los
trabajadores del taller, ya que, en general, el taller es un espacio ruidoso.
Los equipos de protección auditiva más utilizados son:

57
Figura 34 Tipos de protección auditiva
Fuente: ARL Sura, 2017 [Modificado]
Teniendo en cuenta las características de estos elementos se evaluó el dispositivo
que mejor se adapte a las condiciones de los trabajadores del taller de metalmecánica. Se
estudiaron factores como, el tipo de protección para el tipo de actividad, condiciones de
temperatura y residuos de polvo (ARL Sura, 2017).
En primer lugar, el taller de metalmecánica tiende a ser caluroso por lo que se
recomienda que las orejeras únicamente se utilicen en la estación de cortar tubos y en la
estación donde se martilla pues estos equipos tienen mejor y mayor cobertura para fuertes
ruidos como los provenientes de esas áreas.
Figura 35 Especificaciones orejeras
Fuente: Niosh, 2013
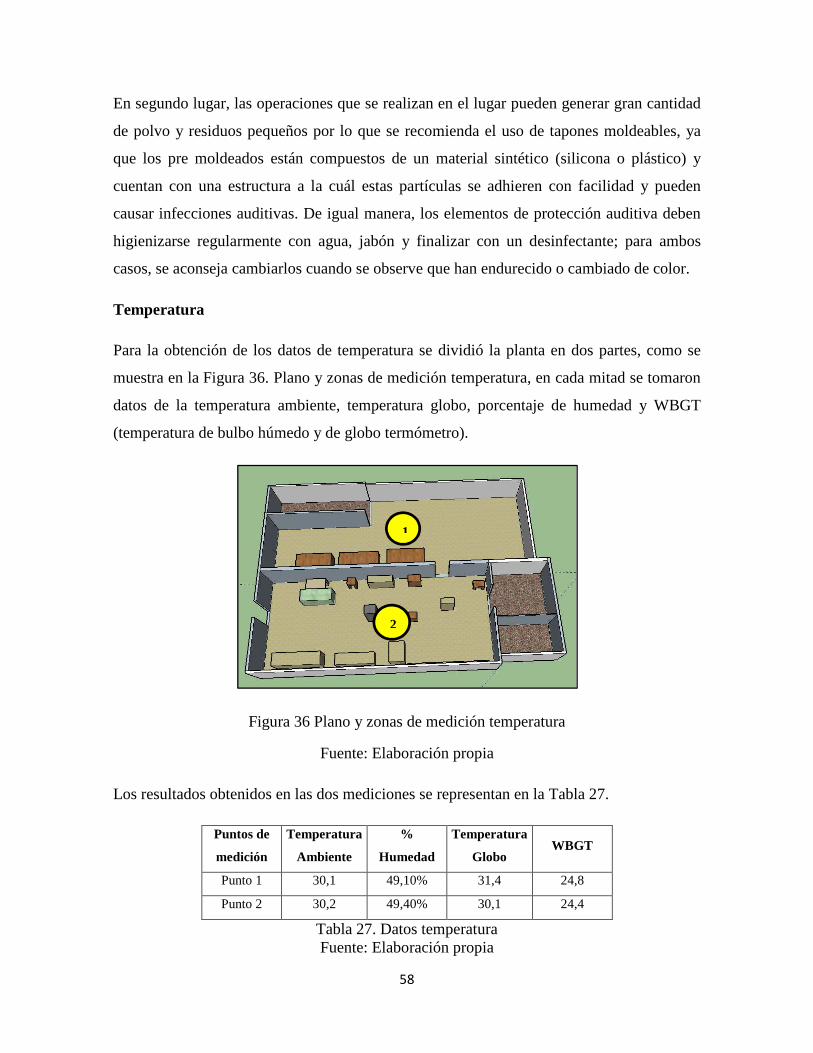
58
En segundo lugar, las operaciones que se realizan en el lugar pueden generar gran cantidad
de polvo y residuos pequeños por lo que se recomienda el uso de tapones moldeables, ya
que los pre moldeados están compuestos de un material sintético (silicona o plástico) y
cuentan con una estructura a la cuál estas partículas se adhieren con facilidad y pueden
causar infecciones auditivas. De igual manera, los elementos de protección auditiva deben
higienizarse regularmente con agua, jabón y finalizar con un desinfectante; para ambos
casos, se aconseja cambiarlos cuando se observe que han endurecido o cambiado de color.
Temperatura
Para la obtención de los datos de temperatura se dividió la planta en dos partes, como se
muestra en la Figura 36. Plano y zonas de medición temperatura, en cada mitad se tomaron
datos de la temperatura ambiente, temperatura globo, porcentaje de humedad y WBGT
(temperatura de bulbo húmedo y de globo termómetro).
Figura 36 Plano y zonas de medición temperatura
Fuente: Elaboración propia
Los resultados obtenidos en las dos mediciones se representan en la Tabla 27.
Puntos de
medición
Temperatura
Ambiente
%
Humedad
Temperatura
Globo WBGT
Punto 1 30,1 49,10% 31,4 24,8
Punto 2 30,2 49,40% 30,1 24,4
Tabla 27. Datos temperatura Fuente: Elaboración propia
1
2
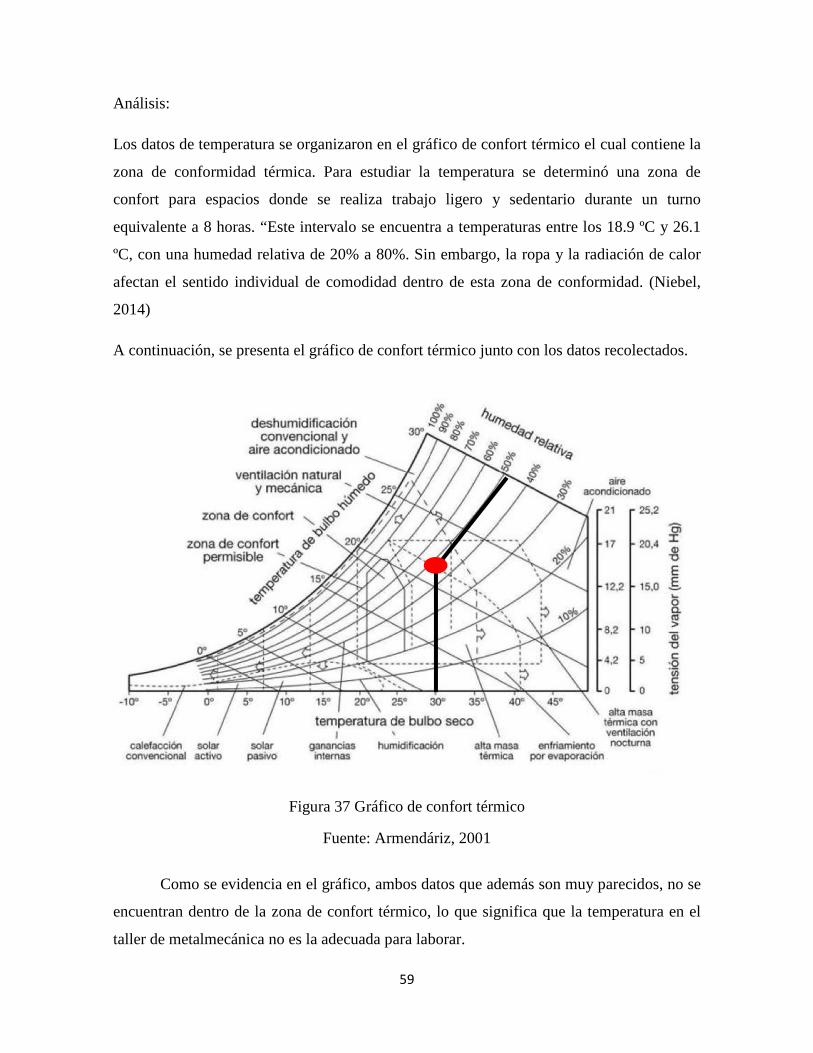
59
Análisis:
Los datos de temperatura se organizaron en el gráfico de confort térmico el cual contiene la
zona de conformidad térmica. Para estudiar la temperatura se determinó una zona de
confort para espacios donde se realiza trabajo ligero y sedentario durante un turno
equivalente a 8 horas. “Este intervalo se encuentra a temperaturas entre los 18.9 ºC y 26.1
ºC, con una humedad relativa de 20% a 80%. Sin embargo, la ropa y la radiación de calor
afectan el sentido individual de comodidad dentro de esta zona de conformidad. (Niebel,
2014)
A continuación, se presenta el gráfico de confort térmico junto con los datos recolectados.
Figura 37 Gráfico de confort térmico
Fuente: Armendáriz, 2001
Como se evidencia en el gráfico, ambos datos que además son muy parecidos, no se
encuentran dentro de la zona de confort térmico, lo que significa que la temperatura en el
taller de metalmecánica no es la adecuada para laborar.

60
Propuesta de mejora de la temperatura
El análisis de los datos de temperatura registró una temperatura por fuera de la zona de
confort en ambas áreas donde se realizaron las medidas. En la primera área se encuentra el
horno donde se fija la pintura de las estructuras y por ende representa una fuente de calor,
para ello se propone crear una barrera en forma de placa que aísle el calor proveniente del
horno del resto de espacio.
Se aconseja nuevamente el corcho pues es un material que cuenta con un cuerpo
alveolar, lo que significa que no admite el paso del aire, además el bajo porcentaje de agua
y carencia de habilidad para conducir la energía eléctrica lo hace un aislante térmico
efectivo. Incluso, es 30 veces superior al hormigón en cuento a la resistencia de transmisión
de calor.
Esta barrera sería una placa como la que se presenta en la Figura 38. Zonas de horno
Figura 38 Zonas de horno.
Fuente: Elaboración propia
Figura 39 Horno y barrera con mediciones
Fuente: Elaboración propia
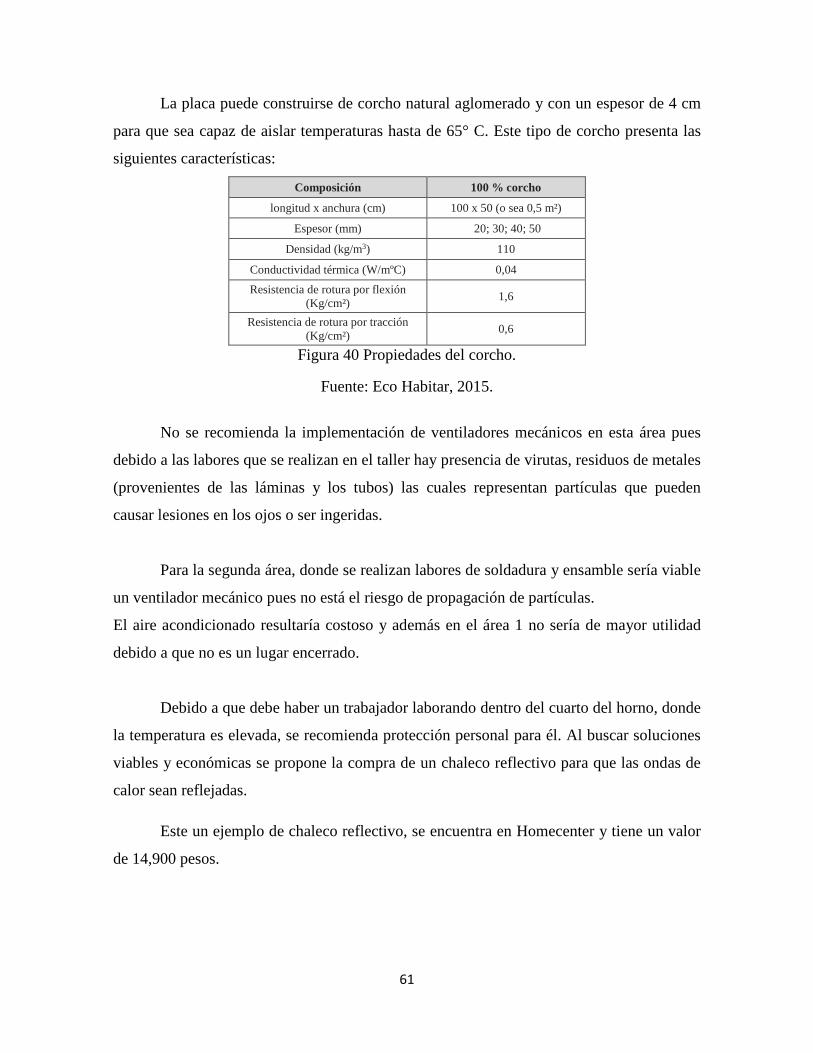
61
La placa puede construirse de corcho natural aglomerado y con un espesor de 4 cm
para que sea capaz de aislar temperaturas hasta de 65° C. Este tipo de corcho presenta las
siguientes características:
Composición 100 % corcho
longitud x anchura (cm) 100 x 50 (o sea 0,5 m²)
Espesor (mm) 20; 30; 40; 50
Densidad (kg/m3) 110
Conductividad térmica (W/mºC) 0,04
Resistencia de rotura por flexión (Kg/cm²)
1,6
Resistencia de rotura por tracción (Kg/cm²)
0,6
Figura 40 Propiedades del corcho.
Fuente: Eco Habitar, 2015.
No se recomienda la implementación de ventiladores mecánicos en esta área pues
debido a las labores que se realizan en el taller hay presencia de virutas, residuos de metales
(provenientes de las láminas y los tubos) las cuales representan partículas que pueden
causar lesiones en los ojos o ser ingeridas.
Para la segunda área, donde se realizan labores de soldadura y ensamble sería viable
un ventilador mecánico pues no está el riesgo de propagación de partículas.
El aire acondicionado resultaría costoso y además en el área 1 no sería de mayor utilidad
debido a que no es un lugar encerrado.
Debido a que debe haber un trabajador laborando dentro del cuarto del horno, donde
la temperatura es elevada, se recomienda protección personal para él. Al buscar soluciones
viables y económicas se propone la compra de un chaleco reflectivo para que las ondas de
calor sean reflejadas.
Este un ejemplo de chaleco reflectivo, se encuentra en Homecenter y tiene un valor
de 14,900 pesos.

62
Figura 41 Camisa aislante
Fuente: Homecenter, 2017
Los datos obtenidos en esta etapa del proyecto demuestran la importancia del confort en el
trabajo y del equipo de protección, por tal motivo se diseñó un manual de prevención para
advertir sobre los riesgos asociados al entorno de trabajo y promover el equipo de
protección personal. Ver Anexo 5.
DISTRIBUCIÓN DE PLANTA
Lista de chequeo
Al aplicar la lista de chequeo se obtuvo que las dos terceras partes de esta no se cumplen lo
que señala que se requiere distribución de planta. Ver anexo 1.
Análisis
Se determinó que las áreas más críticas o con mayor porcentaje de no cumplimiento eran:
1. Materiales, debido al incorrecto manejo de estos
2. Mano de obra, debido a las condiciones de trabajo
3. Servicio, debido a que la empresa carece de espacios importantes de servicio

63
Propuesta de Mejora
Como primer paso para planear un rediseño de la planta se realizó un análisis de productos
y cantidades con el objetivo de conocer el comportamiento de las ventas vs los productos
fabricados en COMERDIC LTDA. En la Figura 42 se presenta la frecuencia acumulada.
Figura 42 Frecuencia acumulada.
Fuente: Elaboración Propia.
Los resultados arrojados por el Pareto indican que la silla universitaria estándar representa
el 37,04%, la silla universitaria NTC 4734 junto con la silla universitaria estándar
representan el 61,73% del acumulado. Las anteriores junto con la silla Nova Iso representan
el 79,01%. Se construyó un diagrama de Pareto que incluye las unidades vendidas de los
distintos productos fabricados por la empresa, Ver Figura 43. Pareto Ventas mensuales.
Producto Ventas/mes Porcentaje AcumuladoSilla Universitaria Estandar 1500 37,04% 37,04%Silla Universitaria NTC 4734 1000 24,69% 61,73%Silla Novaiso 700 17,28% 79,01%Silla Universitaria Norma accesarios Plasticos 600 14,81% 93,83%Escritorio de dos portalapiceras 200 4,94% 98,77%Tableros borra seco perfil de aluminio 50 1,23% 100,00%
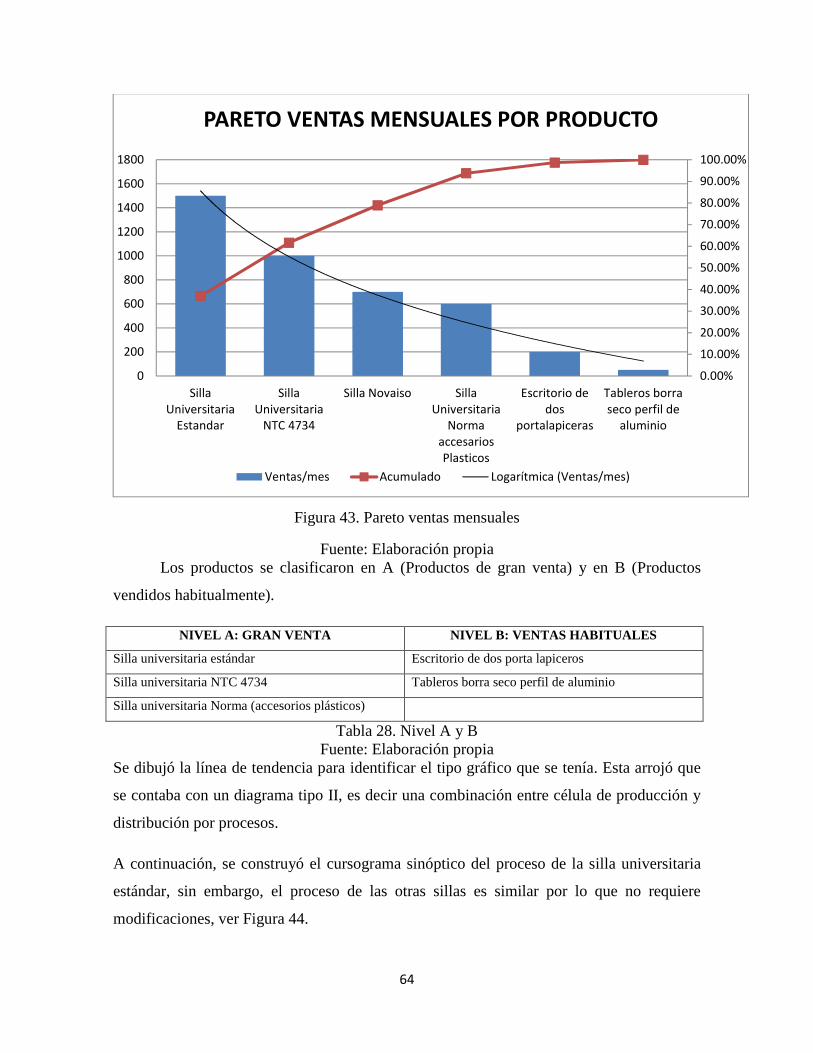
64
Figura 43. Pareto ventas mensuales
Fuente: Elaboración propia Los productos se clasificaron en A (Productos de gran venta) y en B (Productos
vendidos habitualmente).
NIVEL A: GRAN VENTA NIVEL B: VENTAS HABITUALES
Silla universitaria estándar Escritorio de dos porta lapiceros
Silla universitaria NTC 4734 Tableros borra seco perfil de aluminio
Silla universitaria Norma (accesorios plásticos)
Tabla 28. Nivel A y B Fuente: Elaboración propia
Se dibujó la línea de tendencia para identificar el tipo gráfico que se tenía. Esta arrojó que
se contaba con un diagrama tipo II, es decir una combinación entre célula de producción y
distribución por procesos.
A continuación, se construyó el cursograma sinóptico del proceso de la silla universitaria
estándar, sin embargo, el proceso de las otras sillas es similar por lo que no requiere
modificaciones, ver Figura 44.
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
0
200
400
600
800
1000
1200
1400
1600
1800
Silla
Universitaria
Estandar
Silla
Universitaria
NTC 4734
Silla Novaiso Silla
Universitaria
Norma
accesarios
Plasticos
Escritorio de
dos
portalapiceras
Tableros borra
seco perfil de
aluminio
PARETO VENTAS MENSUALES POR PRODUCTO
Ventas/mes Acumulado Logarítmica (Ventas/mes)

65
Figura 44. Diagrama de recorrido silla universitaria
Fuente: Elaboración propia
En el diagrama se observa que el tiempo de proceso del producto principal, con la
distribución actual del taller, es de 125 minutos aproximadamente sin contar con los
movimientos entre puestos de trabajo.
Con esta información, se procedió a construir la tabla relacional de actividades para
observar la dependencia e importancia de proximidad entre éstas, ver Figura 45.
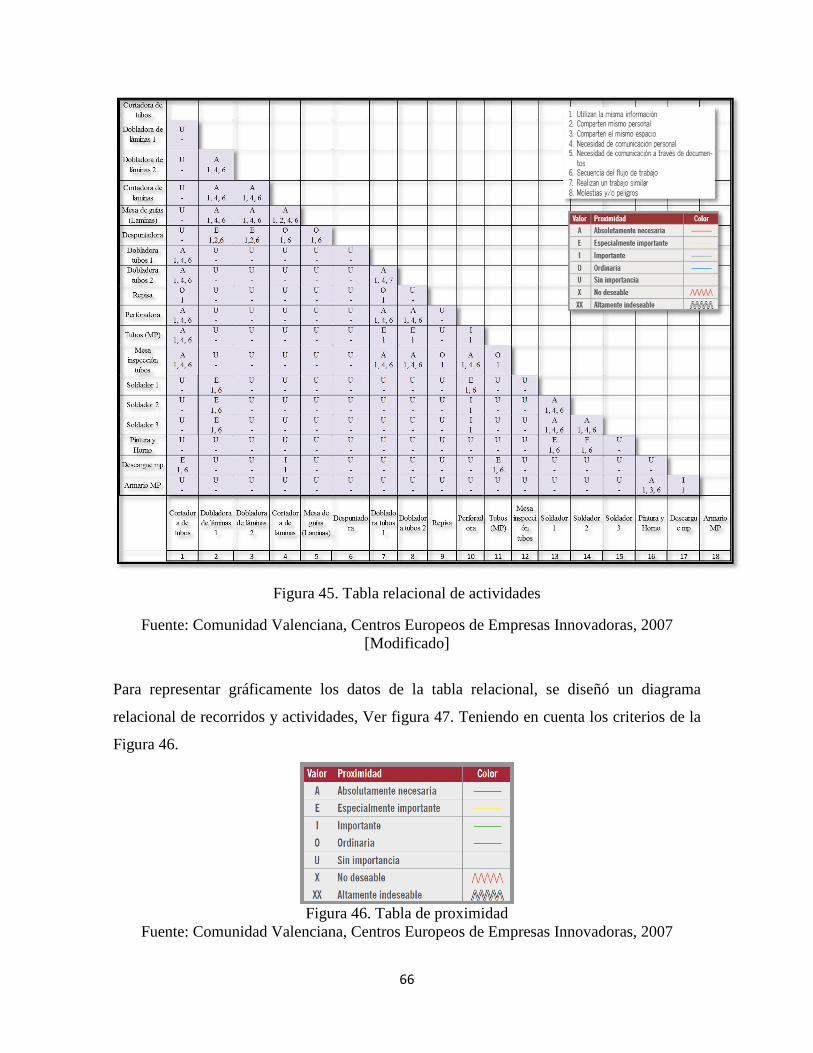
66
Figura 45. Tabla relacional de actividades
Fuente: Comunidad Valenciana, Centros Europeos de Empresas Innovadoras, 2007 [Modificado]
Para representar gráficamente los datos de la tabla relacional, se diseñó un diagrama
relacional de recorridos y actividades, Ver figura 47. Teniendo en cuenta los criterios de la
Figura 46.
Figura 46. Tabla de proximidad
Fuente: Comunidad Valenciana, Centros Europeos de Empresas Innovadoras, 2007

67
Figura 47. Diagrama relacional de actividades y recorridos
Fuente: Elaboración propia
Necesidades de espacio:
Se establecieron los requerimientos de espacio partiendo del coeficiente K de ocupación.
Ecuación 13 Necesidad espacio
� = �on{piklVyp|z{ly}|nlz~|z8oi�i~lz$�(�lniV|~:i~|Vi�{:gizlV{|yo|z) . = 167��2�(117.69��) = 0.71
Máquina Espacio estático (m2) Número de lados operables
Espacio gravitacional
(m2)
Altura (m)
K Espacio de evolución
Cortadora de tubos
3.1 1 3.1 0.599 0.71 4.40
Dobladora de
láminas 1 2.49 1 2.49 1.235 0.71
3.54
Dobladora de láminas 2
0.82 1 0.82 1.158 0.71 1.17
Cortadora de
láminas 1.76 1 1.76 2.024 0.71
2.50
Mesa de guías (Láminas) 1 2 2 0.892 0.71
2.13
Despuntadora 0.25 1 0.25 1.046 0.71 0.35
Dobladora tubos
1 3.1 3 9.3 1.107 0.71
6.60
Dobladora tubos 2
3.1 3 9.3 1.107 0.71 6.60
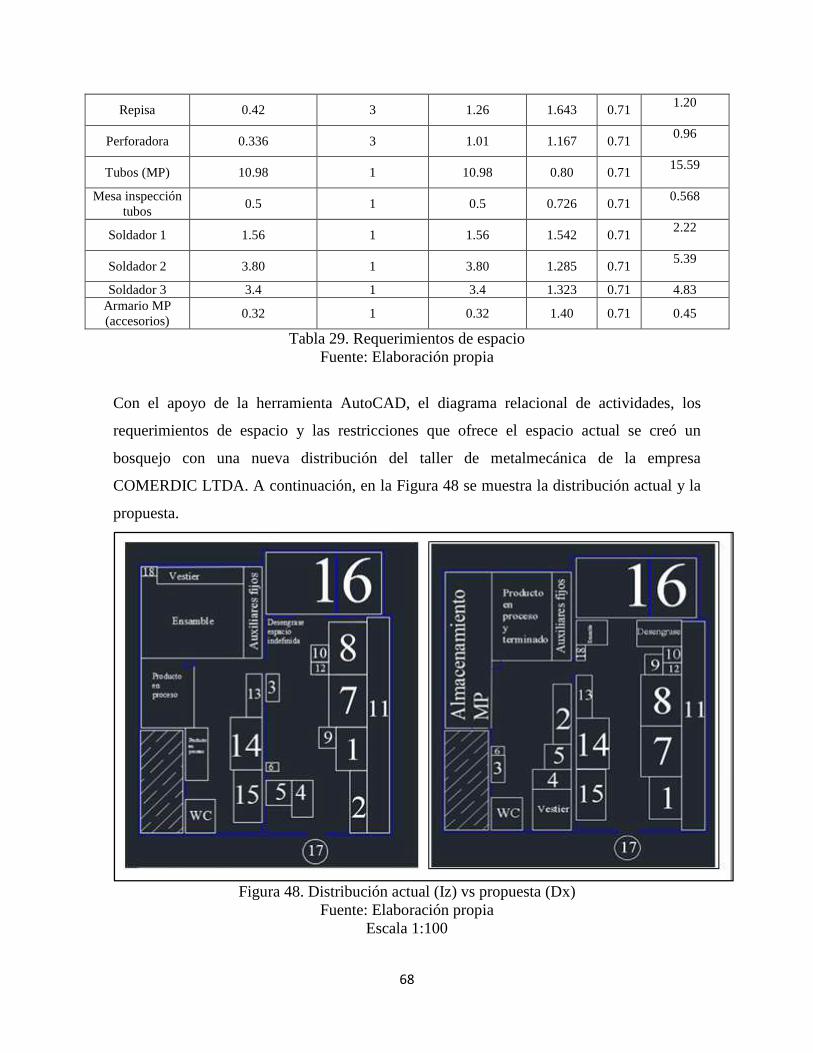
68
Repisa 0.42 3 1.26 1.643 0.71 1.20
Perforadora 0.336 3 1.01 1.167 0.71 0.96
Tubos (MP) 10.98 1 10.98 0.80 0.71 15.59
Mesa inspección
tubos 0.5 1 0.5 0.726 0.71
0.568
Soldador 1 1.56 1 1.56 1.542 0.71 2.22
Soldador 2 3.80 1 3.80 1.285 0.71 5.39
Soldador 3 3.4 1 3.4 1.323 0.71 4.83
Armario MP (accesorios)
0.32 1 0.32 1.40 0.71 0.45
Tabla 29. Requerimientos de espacio Fuente: Elaboración propia
Con el apoyo de la herramienta AutoCAD, el diagrama relacional de actividades, los
requerimientos de espacio y las restricciones que ofrece el espacio actual se creó un
bosquejo con una nueva distribución del taller de metalmecánica de la empresa
COMERDIC LTDA. A continuación, en la Figura 48 se muestra la distribución actual y la
propuesta.
Figura 48. Distribución actual (Iz) vs propuesta (Dx)
Fuente: Elaboración propia Escala 1:100
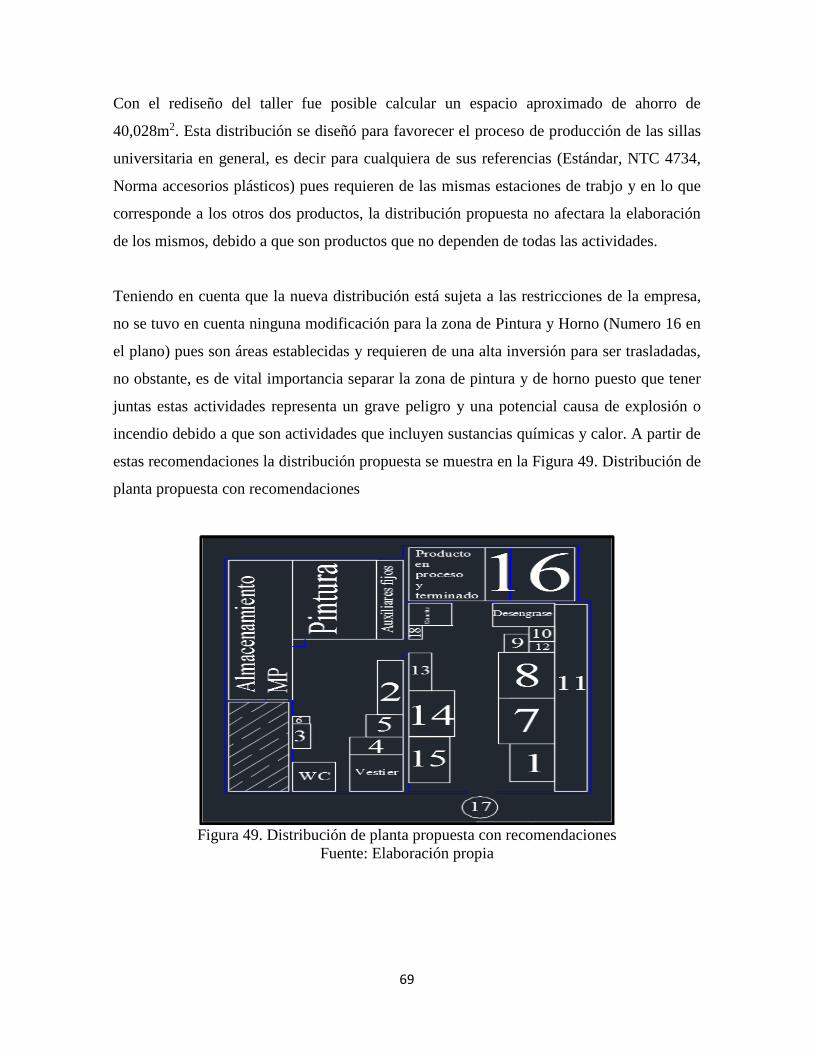
69
Con el rediseño del taller fue posible calcular un espacio aproximado de ahorro de
40,028m2. Esta distribución se diseñó para favorecer el proceso de producción de las sillas
universitaria en general, es decir para cualquiera de sus referencias (Estándar, NTC 4734,
Norma accesorios plásticos) pues requieren de las mismas estaciones de trabjo y en lo que
corresponde a los otros dos productos, la distribución propuesta no afectara la elaboración
de los mismos, debido a que son productos que no dependen de todas las actividades.
Teniendo en cuenta que la nueva distribución está sujeta a las restricciones de la empresa,
no se tuvo en cuenta ninguna modificación para la zona de Pintura y Horno (Numero 16 en
el plano) pues son áreas establecidas y requieren de una alta inversión para ser trasladadas,
no obstante, es de vital importancia separar la zona de pintura y de horno puesto que tener
juntas estas actividades representa un grave peligro y una potencial causa de explosión o
incendio debido a que son actividades que incluyen sustancias químicas y calor. A partir de
estas recomendaciones la distribución propuesta se muestra en la Figura 49. Distribución de
planta propuesta con recomendaciones
Figura 49. Distribución de planta propuesta con recomendaciones
Fuente: Elaboración propia
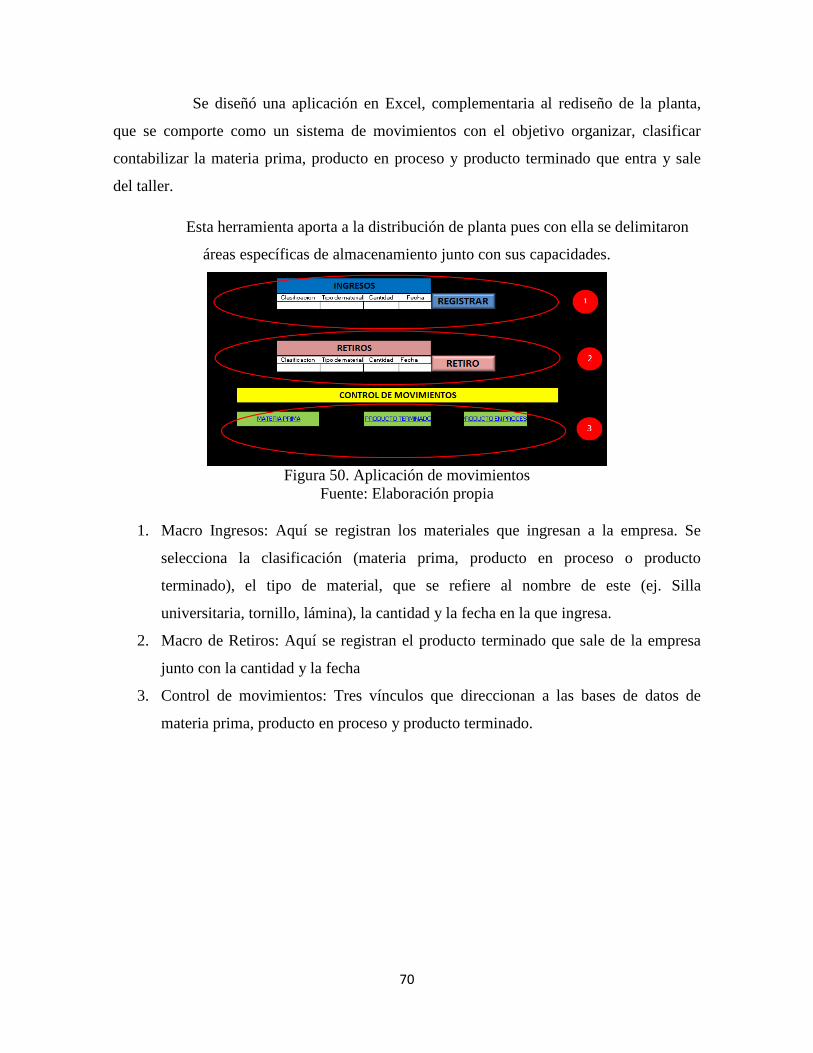
70
Se diseñó una aplicación en Excel, complementaria al rediseño de la planta,
que se comporte como un sistema de movimientos con el objetivo organizar, clasificar
contabilizar la materia prima, producto en proceso y producto terminado que entra y sale
del taller.
Esta herramienta aporta a la distribución de planta pues con ella se delimitaron
áreas específicas de almacenamiento junto con sus capacidades.
Figura 50. Aplicación de movimientos
Fuente: Elaboración propia
1. Macro Ingresos: Aquí se registran los materiales que ingresan a la empresa. Se
selecciona la clasificación (materia prima, producto en proceso o producto
terminado), el tipo de material, que se refiere al nombre de este (ej. Silla
universitaria, tornillo, lámina), la cantidad y la fecha en la que ingresa.
2. Macro de Retiros: Aquí se registran el producto terminado que sale de la empresa
junto con la cantidad y la fecha
3. Control de movimientos: Tres vínculos que direccionan a las bases de datos de
materia prima, producto en proceso y producto terminado.
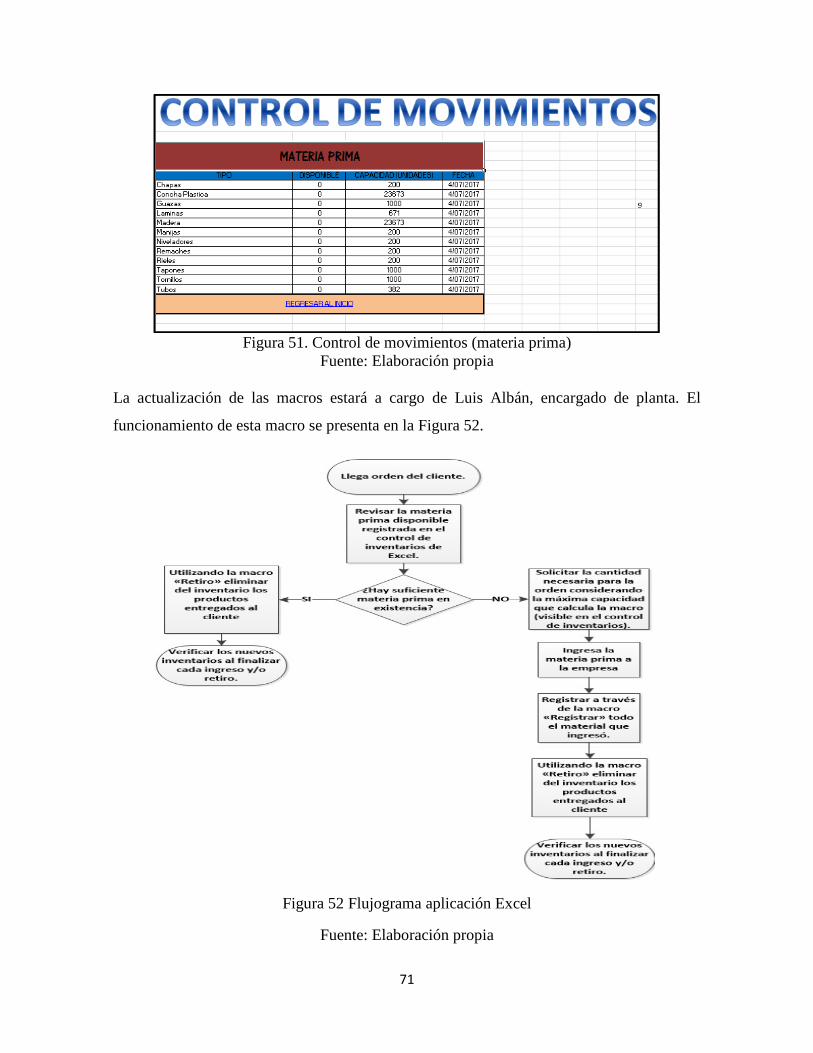
71
Figura 51. Control de movimientos (materia prima)
Fuente: Elaboración propia
La actualización de las macros estará a cargo de Luis Albán, encargado de planta. El
funcionamiento de esta macro se presenta en la Figura 52.
Figura 52 Flujograma aplicación Excel
Fuente: Elaboración propia
72
11. VALIDACIÓN TÉCNICA
Propuestas entorno de trabajo
Como se ha dicho anteriormente, el entorno físico laboral constituye un elemento
fundamental en el rendimiento y desarrollo de las tareas diarias en una empresa. Además,
influye en la relación entre compañeros, la salud física y mental del colaborador, y
contribuye a la prevención de accidentes. (Agencia Europea para la Seguridad y Salud en el
trabajo, 2013).
En esta medida, la luz es un elemento esencial en la capacidad de ver y necesaria para
apreciar la forma, el color y la perspectiva de los objetos; cerca del 80% de la información
que se obtiene a través de los sentidos es gracias a la vista (cerca del 80 %). Desde el punto
de vista de la seguridad en el trabajo, la capacidad y el confort visuales son
extraordinariamente importantes, ya que muchos accidentes se deben, a deficiencias en la
iluminación o a errores cometidos por el trabajador, a quien le resulta difícil identificar
objetos o los riesgos asociados con la maquinaria, los transportes, los recipientes
peligrosos, etcétera. Los trastornos visuales asociados con deficiencias del sistema de
iluminación son habituales en los lugares de trabajo (Ramos, Hernández).
El ruido, igualmente, tiene impactos en la salud del ser humano, como la pérdida de
audición temporal o permanente y la temperatura interviene al ambiente de trabajo pues
puede ser fuente de estrés laboral.
Estos factores que impactan la salud, pueden, por ende, tener efectos en la economía de la
empresa. Dependiendo de la condición de un empleado, es responsabilidad del empleador
pagar por sus facturas médicas y un porcentaje de su salario. Adicional al costo de
incapacidad, con un empleado por fuera, el rendimiento y productividad del negocio
pueden disminuir, a menos de que el empleador opte por contratar personal temporal, lo
que además de sumar en gastos, implica tiempo de capacitación.
Incapacidades de origen profesional o laboral:
- Con el 100% del salario base de cotización (SBC) desde el día siguiente a aquel en
que ocurrió el accidente de trabajo y hasta el momento de su rehabilitación,

73
readaptación o curación, o de la declaración de su incapacidad permanente parcial,
invalidez o su muerte. Estará a cargo de la Administradora de Riesgos
profesionales, y se reconocerá y pagará durante 180 días prorrogable por un periodo
igual siempre que sea necesario para el tratamiento o rehabilitación del afiliado
(Riobó, 2014).
Prórroga de las incapacidades de origen laboral o profesional:
- La incapacidad temporal derivada de un accidente de trabajo o de una enfermedad
profesional no puede prolongarse indefinidamente, pues la ley establece un término
de 180 días, el cual es prorrogable por un término similar cuando sea necesario para
la recuperación o rehabilitación del afiliado. Agotado este término deberá llevarse a
cabo la calificación de la pérdida de la capacidad laboral del incapacitado, salvo que
exista concepto favorable de rehabilitación, caso en el cual podrá aplazarse la
calificación hasta por 360 días adicionales. O sea que en total la incapacidad
temporal podrá extenderse hasta 720 días, siempre que se den las circunstancias
reseñadas anteriormente. Cabe advertir que según lo previsto el Artículo 3º de la
Ley 776 de 2002, hasta tanto no se establezca el grado de incapacidad o invalidez la
ARL deberá continuar cancelando el subsidio por incapacidad temporal (Riobó,
2014).
Si bien las incapacidades de origen profesional son pagadas en su totalidad por la ARL, el
empleador debe hacerse cargo económicamente de la incapacidad hasta que se demuestre
que ésta es de carácter laboral.
En el último año la empresa se ha registrado un total de 6 incapacidades, de las cuales 3
fueron por dolores en el cuerpo inhabilitando al trabajador por 5 días, una por partículas en
el ojo inhabilitando al trabajador por 10 días, otra por gripa con 2 días de incapacidad y la
última por accidente automovilístico relacionado al trabajo originando una incapacidad de
90 días.
De acuerdo al Decreto 1406 de 1999 (Parágrafo 1ro, articulo 40) el empleador debe asumir
el costo de los 3 primeros días de cada incapacidad, siendo así y contando 6 incapacidades
por 3 días, la empresa pago 18 días. Según al 66.67% del salario, sin embargo, cuando se

74
trata de un salario mínimo como el de estos empleados se debe pagar el 100% (Servicio
Occidental de salud)
Siendo así: $689.454/30 días *18 días = $413.672
Adicionalmente la empresa tuvo que suplir la vacante durante el tiempo de incapacidad
para cumplir con la demanda por lo que el costo de estos reemplazos pagando un salario
mínimo por los 18 días es igualmente de $413.672. Finalmente, el costo total en el que
incurrió en el año 2016 por incapacidades fue de $827.344.
Intervenir los puestos de trabajo con las mejoras propuestas no tiene costos puesto que las
modificaciones a los puestos de trabajo son a base de materiales que la empresa conserva y
por el contrario, pueden representar un ahorro.
Propuestas ergonómicas
Las modificaciones de los puestos de trabajo propuestas suponen que el operario adoptará
mejores posturas; Para validar lo anterior, se utilizó una herramienta conocida como Poser
Figure Artist para simular las posturas que adoptaría el trabajador si se implementaran las
mejoras de los puestos de trabajo y se evaluó nuevamente con los métodos de ergonomía
física.
Cortadora de tubos (lado derecho):
La mejora al puesto de trabajo de la cortadora de tubos es de gran importancia debido a que
el operario que actualmente labora en el puesto manifestó dolor de columna lumbar en la
encuesta realizada utilizando el cuestionario nórdico y cruzando esta información con la
evaluación realizada el tronco era uno de los factores con mayor necesidad de corrección.
Por lo que si se efectúa esta corrección se puede prevenir que la condición del trabajador
empeore y/o que otros operarios que posteriormente realicen la labor de corte puedan ser
afectados por la mala postura y de acuerdo a la simulación de las posturas este puesto ya no
estará sujeto a correcciones, Ver Figura 52 y 53 para el lado derecho y para el izquierdo
Ver Figura 54 y 55.
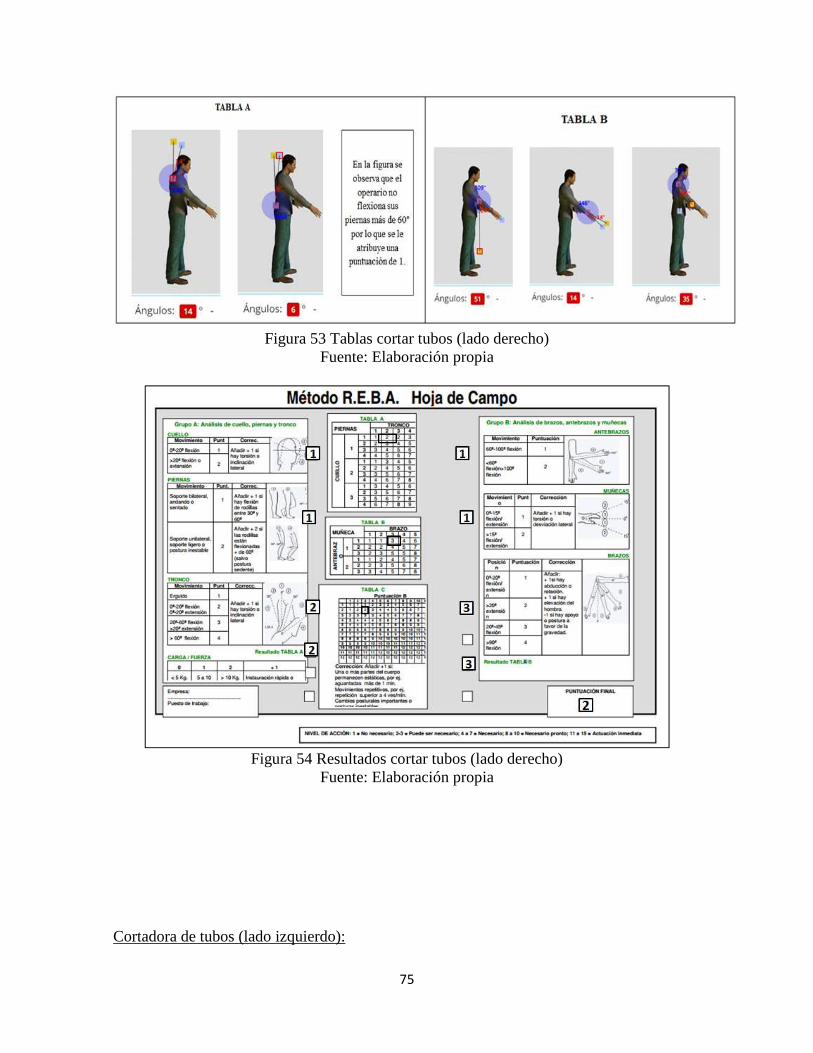
75
Figura 53 Tablas cortar tubos (lado derecho)
Fuente: Elaboración propia
Figura 54 Resultados cortar tubos (lado derecho)
Fuente: Elaboración propia
Cortadora de tubos (lado izquierdo):
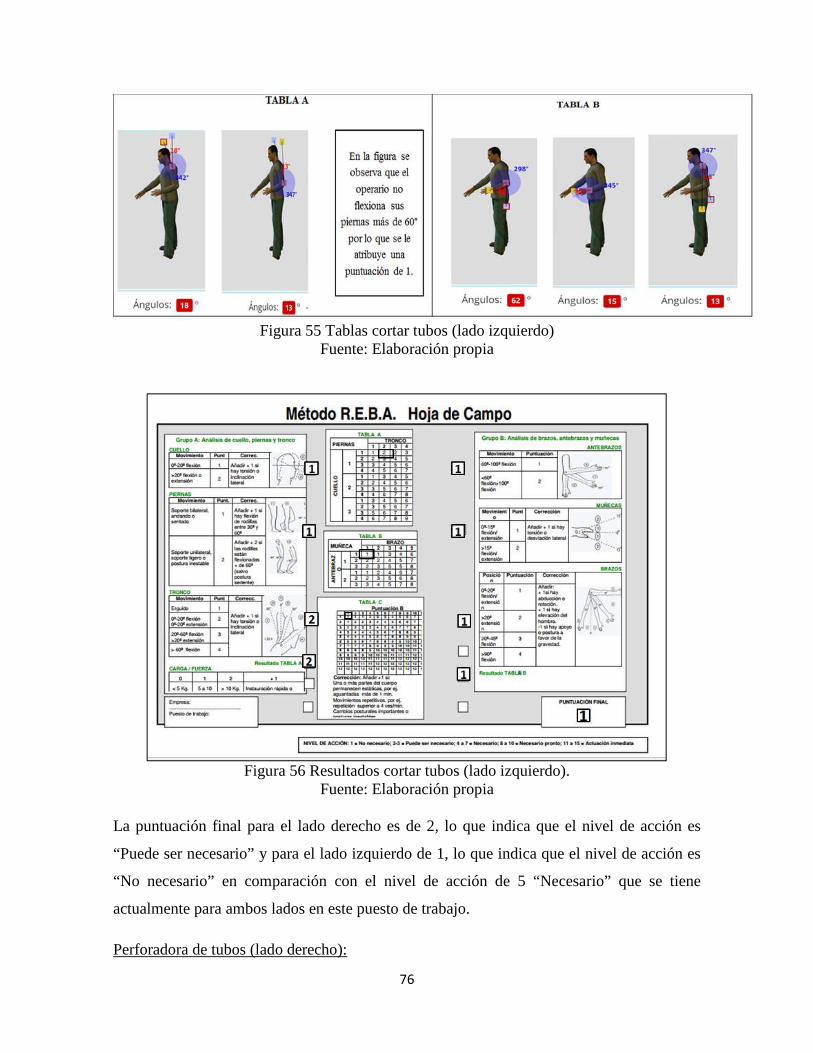
76
Figura 55 Tablas cortar tubos (lado izquierdo)
Fuente: Elaboración propia
Figura 56 Resultados cortar tubos (lado izquierdo).
Fuente: Elaboración propia
La puntuación final para el lado derecho es de 2, lo que indica que el nivel de acción es
“Puede ser necesario” y para el lado izquierdo de 1, lo que indica que el nivel de acción es
“No necesario” en comparación con el nivel de acción de 5 “Necesario” que se tiene
actualmente para ambos lados en este puesto de trabajo.
Perforadora de tubos (lado derecho):

77
En cuanto al puesto de trabajo de la perforadora de tubos se observó a través del Método
REBA que era necesario corregir por la calificación que obtuvo la postura del tronco y el
brazo. Además al cruzar esta información con el cuestionario nórdico del operario que
realiza esta tarea, el mismo, no presentó dolor alguno, no obstante, considerando el daño
que potencialmente pueden generar estas posturas y que el operario no tiene la misma
antigüedad que los demás, se recomienda realizar la mejora al puesto y evitar daños a la
integridad del operario que adicionalmente pueden generar costos de incapacidad como el
presentado anteriormente, Ver Figura 56 y 57 para lado derecho y para lado izquierdo Ver
Figura 58 y 59.
Figura 57 Tablas perforar tubos (lado derecho)
Fuente: Elaboración propia
Figura 58 Resultados perforar tubos (lado derecho)
Fuente: Elaboración propia

78
Perforadora de tubos (lado izquierdo):
Figura 59 Tablas perforar tubos (lado derecho)
Fuente: Elaboración propia
Figura 60 Resultados perforar tubos (lado izquierdo)
Fuente: Elaboración propia
La puntuación final para el lado derecho e izquierdo es de 1, lo que indica que el nivel de
acción es “No necesario” en comparación con el nivel de acción de 6 “Necesario” que se
tiene actualmente para ambos lados en este puesto de trabajo.

79
Método OCRA
Para validar la propuesta se aplicó el método nuevamente:
Por polivalencia el empleado solo deberá laborar máximo 3 horas y dentro de estas realizar
pausas activas para disminuir el riesgo por repetitividad.
Cortar láminas
Tiempo neto real 180
Tabla 30. Tiempo neto real mejora Fuente: Elaboración propia
Se aplicó nuevamente el método OCRA teniendo en cuenta las propuestas presentadas y se
obtuvo los resultados que se presentan en la tabla 31 y 32.
Factor de recuperaci
ón (FR)
Factor de Frecuenci
a (FF)
Factor de Fuerza (FFz)
Factor de Posturas y movimientos (FP)
Factor de Riesgos
Adicionales (FC)
MD
ICKL (FR + FF + FFz +FP + FC ) *
MD Corte de laminas
6 Max(4; 4.5)= 4.5
Moderada 4
'��(#; $; $; $)+ #, G = %, G (2+0) = 2 0.65
Paso de 23.8 a 13
Tabla 31. Resultados OCRA mejora Fuente: Elaboración propia
Índice Check List
OCRA Nivel de Riesgo Acción recomendada Índice OCRA equivalente
≤5 Óptimo No se require ≤1,5
5,1-7,5 Acaptable No se require 1,6-2,2
7,6-11 Incierto Se recomienda un nuevo análisis o mejora del puesto 2,3-3,5
11,1-14 Inaceptable
Leve Se recomienda una mejora del puesto, supervisión médica
y entrenamiento 3,6-4,5
14,1-22,5 Inaceptable
Medio Se recomienda una mejora del puesto, supervisión médica
y entrenamiento 4,6-9
> 22,5 Inaceptable Alto Se recomienda una mejora del puesto, supervisión médica
y entrenamiento > 22,5
Tabla 32 Nivel de riesgo mejora Fuente: Elaboración propia
Propuesta distribución de planta
Al desarrollar el método SLP para evaluar la distribución de planta se determinó que era
necesaria una nueva distribución. Al obtener una nueva organización es necesario validar si
el cambio propuesto genera beneficios para la empresa, anteriormente se calculó el espacio
ahorrado a partir de la nueva distribución, adicional a esto, es necesario conocer si cambió

80
el tiempo de producción de la silla, puesto que la nueva distribución no debe afectar
negativamente la productividad de la empresa. Para validar esta información, se utilizó la
herramienta PROMODEL con el fin de Simular el proceso de fabricación de la silla
universitaria y obtener el tiempo de fabricación de la misma siguiendo la nueva distribución
de planta, a partir del tiempo calculado y el tiempo anterior obtenido a través de la
medición directa con el fin de determinar la diferencia de tiempo con respecto a la
distribución anterior.
La nueva distribución fue dispuesta para que el proceso de fabricación de tubos y láminas
trabaje en flujo continuo hasta llegar a la etapa de soldadura, en donde a pesar de que no
continúa el flujo, el desplazamiento se reduce hacia la siguiente actividad y de igual forma
el tiempo de transporte a la siguiente estación. Para determinar el tiempo de fabricación se
tuvo en cuenta el tiempo de producción de cada máquina (Plasmados en el diagrama de
recorrido), los tiempos de desplazamiento (registrados con un instrumento de medición
directa) y la cantidad de partes requeridas para fabricar una silla universitaria. Teniendo en
cuenta estos cambios se obtuvo como resultado que el tiempo de fabricar una silla
Universitaria se redujo de 102 minutos 17 segundos a 93 minutos y 29 segundos, lo que
equivale a una reducción del 8,60%, Ver Figura 61 y Figura 62.
Se considera la posibilidad de que este cambio no sea exacto en caso de ser llevado a la
realidad pues el proceso que sigue la distribución propuesta es una simulación y no ha sido
llevada a la realidad, por lo que el impacto podría llegar a ser mayor o menor a lo obtenido
en el modelo.
Figura 61 Simulación PROMODEL recorrido
Fuente: Elaboración propia
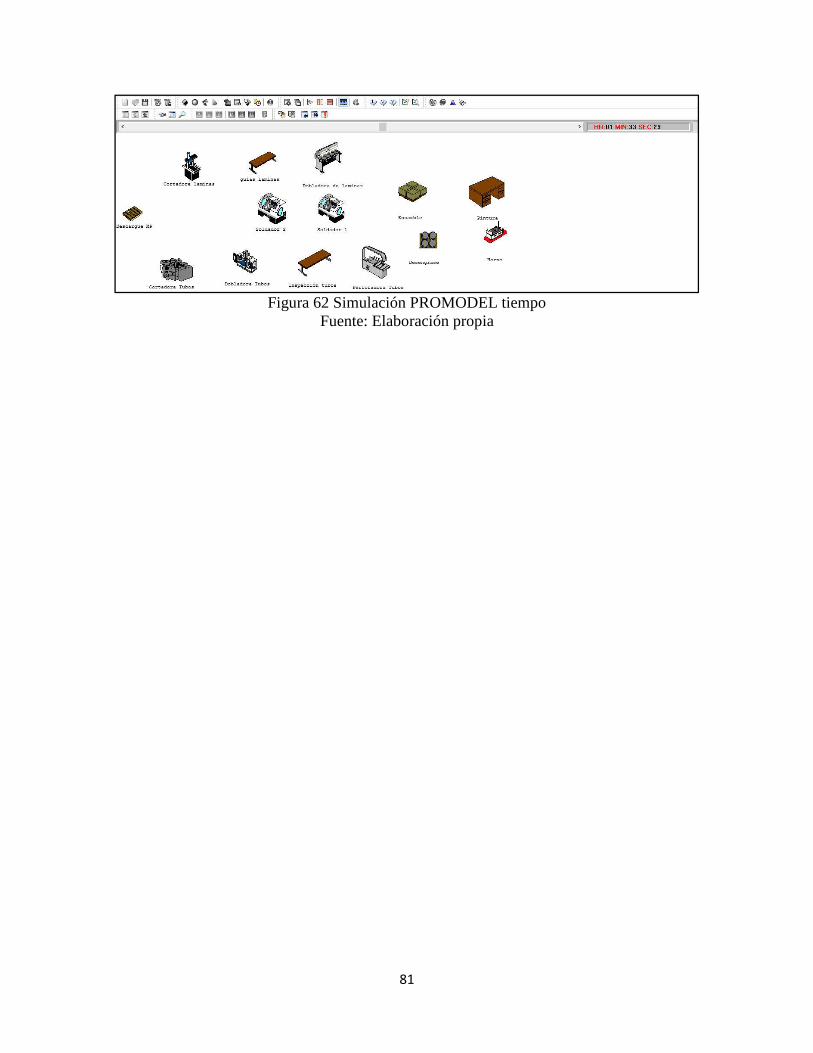
81
Figura 62 Simulación PROMODEL tiempo
Fuente: Elaboración propia
82
12. CONCLUSIONES
El diagnóstico actual del taller de metalmecánica evidenció que las condiciones de trabajo
no son las adecuadas. La iluminación promedio del lugar es de 170,94, sin embargo las
distintas áreas se encuentran por debajo o por encima de este, lo que conllevó a concluir
que la iluminación no es uniforme en el taller. Los niveles de ruido superan los 90 decibeles
en tres zonas, es decir que están por encima del límite permisible exponiendo a los
trabajadores a niveles peligrosos. Además, temperaturas de 32°C son muy elevadas y
requieren intervención.
El cuestionario nórdico permitió diagnosticar que el 70% de los operarios de taller
sufren de molestias o incomodidades que se relacionan a los puestos de trabajo por lo que
es importante modificarlos. Las listas de chequeo permitieron conocer que la distribución
actual del taller requiere un rediseño pues las dos terceras partes de esta no se cumplen y
que existen tres áreas críticas en las que se deben intervenir, con un porcentaje de no
cumplimiento del 100%, estas son, la seguridad en las máquinas, las locaciones y el diseño
del puesto de trabajo.
La evaluación de los puestos de trabajo dio conocer el riesgo para la salud física de
los trabajadores tal como demostró el método REBA y OCRA; Los trabajadores deben
adoptar posturas inadecuadas y a ejecutar movimientos repetitivos para poder realizar sus
labores, acciones que a futuro impactaran su salud e integridad física.
Las propuestas presentadas pretenden mejorar las condiciones del lugar de trabajo
desde el entorno laboral y hacia los puestos de trabajo distribuidos de una manera más
segura y con mejor flujo de materiales y personal. La iluminación uniforme le dará la
oportunidad al trabajador de captar toda la información posible a través del órgano del ojo,
la cual corresponde a un 80%, además le generará confianza y aportará seguridad a su
labor. Una correcta iluminación impactará positivamente en el desempeño individual y el
común, evitando la fatiga ocular e incluso el reduciendo el porcentaje de propensión al
estrés laboral. Proteger a los trabajadores de ruidos potencialmente dañinos, altas
temperaturas y mitigar estos aspectos mediante barreras acústicas y térmicas aislantes

83
contribuirá a una mejor comunicación en el trabajo y a una posible reducción del riesgo de
sufrir pérdida auditiva y trastornos por calor.
Los resultados del método REBA se clasifican en cinco categorías de nivel
de acción, correspondientes a un nivel de criticidad, siendo la primera “No necesario” y la
última “Necesario inmediatamente”. Actualmente, ambos puestos tienen un nivel de
criticidad del 60%, (Tercer nivel de acción) y con la mejora tendrían 40% (Segundo nivel
de acción), por tanto la propuesta disminuye en 20% el nivel de criticidad en los puestos de
trabajo de cortar tubos y perforar tubos.
El análisis del método OCRA dio a conocer la criticidad del puesto de trabajo de
cortar y doblar láminas y doblar tubos, sin embargo, sólo se puedo modificar el puesto de
trabajo de cortar láminas puesto que los otros puestos cuentan con equipos complejos, que
requieren de múltiples movimientos. Por este motivo, se recomienda la polivalencia y las
capacitaciones acerca del adecuado levantamiento de cargas. La propuesta para el equipo
de corte de láminas logró disminuir el factor de postura inadecuada llevándolo de 8 a 2 y el
factor de fuerza de 6 a 4.
El mejorar estas condiciones mediante las propuestas presentadas no sólo impactará
de manera positiva a los trabajadores, sino que además, podría mejorar la productividad.
Sumado a esto, pueden destacarse beneficios económicos, pues invertir hoy en condiciones
de trabajo disminuirá el potencial riesgo de enfermedades o accidentes laborales futuros.
Una apropiada distribución de planta y satisfactoria disposición de máquinas y
material contribuirán a un ambiente más seguro y proporcionará una disminución en el
tiempo de proceso en un 8,60%. La aplicación de inventarios complementario a la
distribución colaborará en la organización de la planta, creando un aspecto de limpieza y
ahorrando espacios en un 18%, es decir 40,08 m2.
Este proyecto fue un estudio integrador, pues la distribución de planta puede afectar
no solo las condiciones asociadas al entorno de trabajo, sino también disminuir las
condiciones de seguridad establecidas por la ergonomía física. Por tanto, es importante que
las organizaciones den valor a estos aspectos.

84
13. RECOMENDACIONES
La propuesta relacionada a la distribución de planta no separó las áreas de pintura y del horno debido a que son zonas delimitadas, que cuentan con restricciones de estructura y requieren una gran inversión para su modificación, no obstante, se quiere dar a conocer que la proximidad de ambas áreas representa un peligro, pues se manipulan productos químicos junto a una fuente de calor y por tal motivo debe analizarse la posibilidad de separarlas o dividirlas.
La temperatura del taller de metalmecánica es muy elevada por lo que se debe
estudiar la posibilidad de ubicar dos extractores que se encarguen de expulsar el aire
caliente del lugar.
El estudio demostró la importancia del equipo de protección personal por lo que se
recomienda reforzar el área de seguridad y salud en el trabajo mediante capacitaciones que
generen conciencia del autocuidado.

85
14. REFERENCIAS
1. Quiroz, O.A, León, J. A, y Fornés R, D. (2013). Programa de Gestión de Riesgos
Ergonómicos: Un Marco de Referencia para su Desarrollo e Implementación en una
Planta Metalmecánica. Recuperado de:
http://www.irsitio.com/refbase/documentos/93_QuirozCornidez_etal2013.pdf
2. Martínez, J. A, García, S, y Castellanos, V. O. (2015, noviembre). Ergonomía,
expresiones de movimientos incidentes en la salud y la ocupación de trabajadores de
la industria metalmecánica. Recuperado de:
https://dialnet.unirioja.es/servlet/articulo?codigo=5308777
3. Galvis, J. F, Pérez, J. M, Ramirez, Y. E, Betancur, C. L y Gómez, L. M. (2015,
diciembre).Carga física en trabajadores del área de acabados en industria
metalmecánica. Revista Colombiana de salud ocupacional, 23-26. Recuperado de:
http://revistasojs.unilibrecali.edu.co/index.php/rcso/article/view/276
4. Rivera, J. A. (2008, junio). Decisiones de financiación de la industria
metalmecánica del valle del cauca. Recuperado:
https://www.icesi.edu.co/revistas/index.php/estudios_gerenciales/article/view/259/h
tml
5. Pérez, R. I. (2015, febrero). ¿Por qué fracasan las pymes en Colombia?. Dinero.
Recuperado de: http://www.dinero.com/economia/articulo/pymes-colombia/212958
6. Comisión Económica para América Latina y el Caribe. Lejos quedaron los tiempos
en que las políticas industriales apoyaban la creación de grandes empresas. (2009).
Portafolio. Recuperado de: http://www.portafolio.co/economia/finanzas/mipymes-
economia-colombiana-435184
7. Marín, C. (2011). Acerca del empleo y las competencias en la cadena de
metalmecánica. Metal Actual. Recuperado de:
http://www.metalactual.com/revista/23/actualidad_empleo.pdf
8. Henao, F. (2010). Salud ocupacional: conceptos básicos. Bogotá́: Ecoe ediciones.

86
9. SENA. (2012). caracterización del sector metalmecánico y área de soldadura.
Recuperado de: repositorio.sena.edu.co/bitstream/11404/2169/1/3137.pdf
10. Vallejo J. L. (2000, septiembre). Ergonomía y su influencia en la productividad.
Ergonomía ocupacional. Recuperado de:
http://www.ergocupacional.com/4910/20905.html
11. Montealegre, L. M.(2011, agosto). Salud ocupacional y sus principales áreas.
Blogger. Recuperado de:
http://saludocupacionalydemas.blogspot.com.co/2011/08/salud-ocupacional-y-
sus-principales.html
12. Moreno, E. H.(2012, marzo). Historia de la salud ocupacional en la
revolución.Blogger. Recuperado de:
http://edisoncisf.blogspot.com.co/2012/03/historia-de-la-salud-ocupacional-en-
la.html
13. Pérez, J, Merino M. (2008). Definición de salud. Definicón.de .Recuperado de:
http://definicion.de/salud/
14. Cuji, J. E. (2009, septiembre). Distribución, montaje y puesta en marcha de una
planta metalmecánica para la fabricación de herramientas de la construcción en la
empresa Ecuamatriz Cia. LTDA. de la ciudad de Ambato. Recuperado de:
http://repositorio.uta.edu.ec/bitstream/123456789/296/1/t401ec.pdf
15. Moya, A.B. (2015, mayo). Optimización del proceso de manufactura de la
planta valialbe aplicando ergonomía industrial. Recuperado de:
http://repositorio.pucesa.edu.ec/handle/123456789/1277?mode=simple
16. Beltrán A. (2010). Los 20 problemas de la pequeña y mediana empresa.
Revista Sotavento, 8-15. Recuperado de:
http://revistas.uexternado.edu.co/index.php/sotavento/article/view/1574
17. Kuorinka, I, Jonsson, B, Kilbom, A, Vinterberg, H, Biering-Sørensen,F, Andersson, G, y Jørgensen, K. (2014) Standardised Nordic questionnaires for the analysis of musculoskeletal symptoms. Applied Ergonomics, 18.3,233-237. Recuperado de:
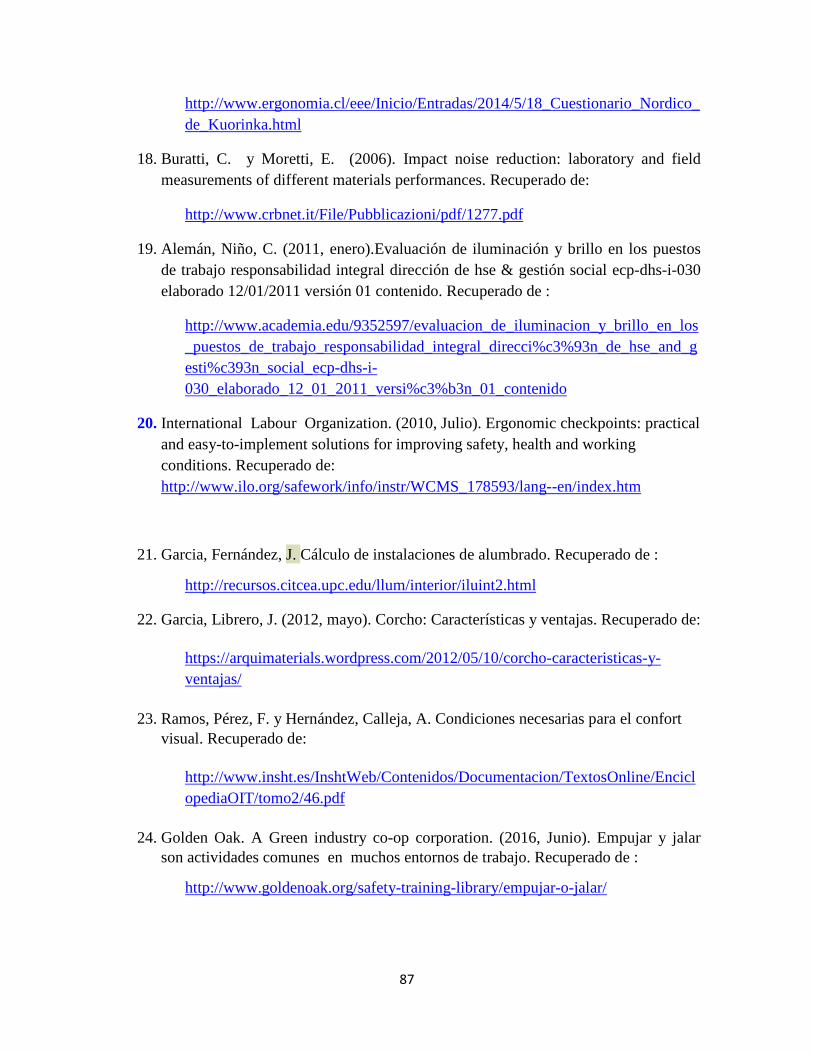
87
http://www.ergonomia.cl/eee/Inicio/Entradas/2014/5/18_Cuestionario_Nordico_de_Kuorinka.html
18. Buratti, C. y Moretti, E. (2006). Impact noise reduction: laboratory and field measurements of different materials performances. Recuperado de:
http://www.crbnet.it/File/Pubblicazioni/pdf/1277.pdf
19. Alemán, Niño, C. (2011, enero).Evaluación de iluminación y brillo en los puestos de trabajo responsabilidad integral dirección de hse & gestión social ecp-dhs-i-030 elaborado 12/01/2011 versión 01 contenido. Recuperado de :
http://www.academia.edu/9352597/evaluacion_de_iluminacion_y_brillo_en_los_puestos_de_trabajo_responsabilidad_integral_direcci%c3%93n_de_hse_and_gesti%c393n_social_ecp-dhs-i-030_elaborado_12_01_2011_versi%c3%b3n_01_contenido
20. International Labour Organization. (2010, Julio). Ergonomic checkpoints: practical and easy-to-implement solutions for improving safety, health and working conditions. Recuperado de: http://www.ilo.org/safework/info/instr/WCMS_178593/lang--en/index.htm
21. Garcia, Fernández, J. Cálculo de instalaciones de alumbrado. Recuperado de :
http://recursos.citcea.upc.edu/llum/interior/iluint2.html
22. Garcia, Librero, J. (2012, mayo). Corcho: Características y ventajas. Recuperado de:
https://arquimaterials.wordpress.com/2012/05/10/corcho-caracteristicas-y-ventajas/
23. Ramos, Pérez, F. y Hernández, Calleja, A. Condiciones necesarias para el confort visual. Recuperado de:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/TextosOnline/EnciclopediaOIT/tomo2/46.pdf
24. Golden Oak. A Green industry co-op corporation. (2016, Junio). Empujar y jalar son actividades comunes en muchos entornos de trabajo. Recuperado de :
http://www.goldenoak.org/safety-training-library/empujar-o-jalar/

88
15. ANEXOS
Anexo 1 Calificación de Factores
Factor Recuperación
Factor frecuencia
�� = '��(���;���)
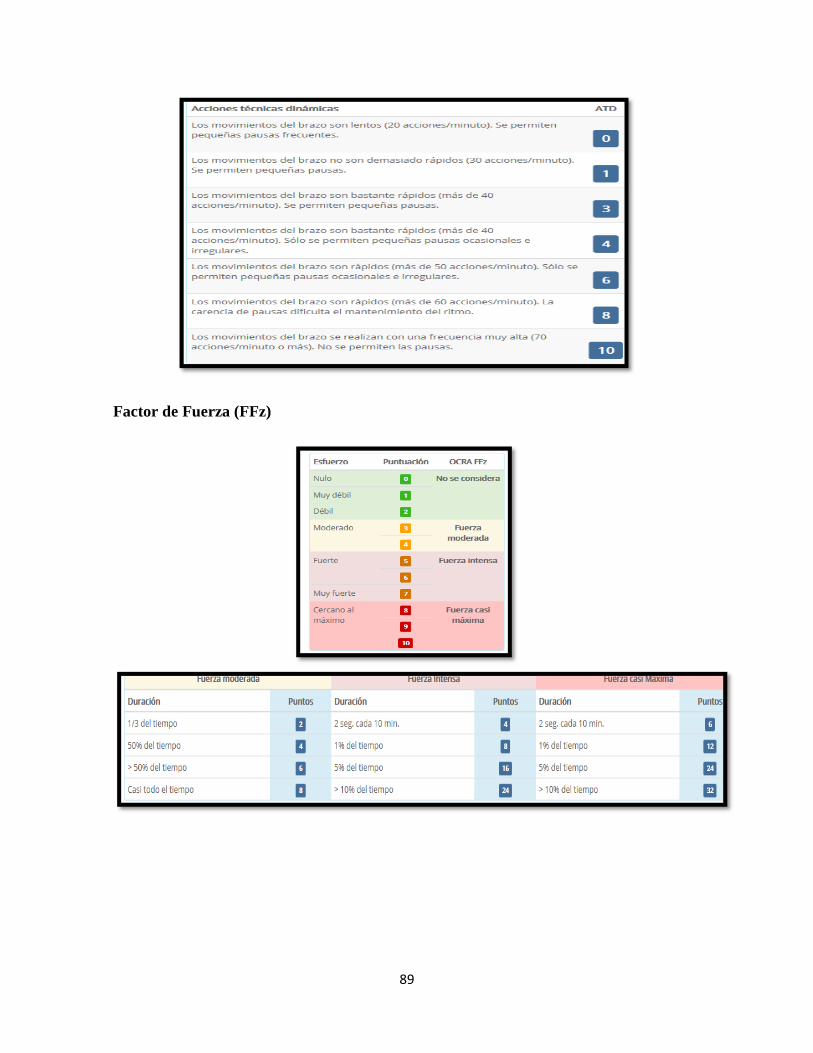
89
Factor de Fuerza (FFz)

90
Factor de Posturas y Movimientos (FP)
�� = '��(��,; ��,; �'*; �'�) + ��-

91
Factor de Riesgos Adicionales (FC)
�� = ��� + �-,
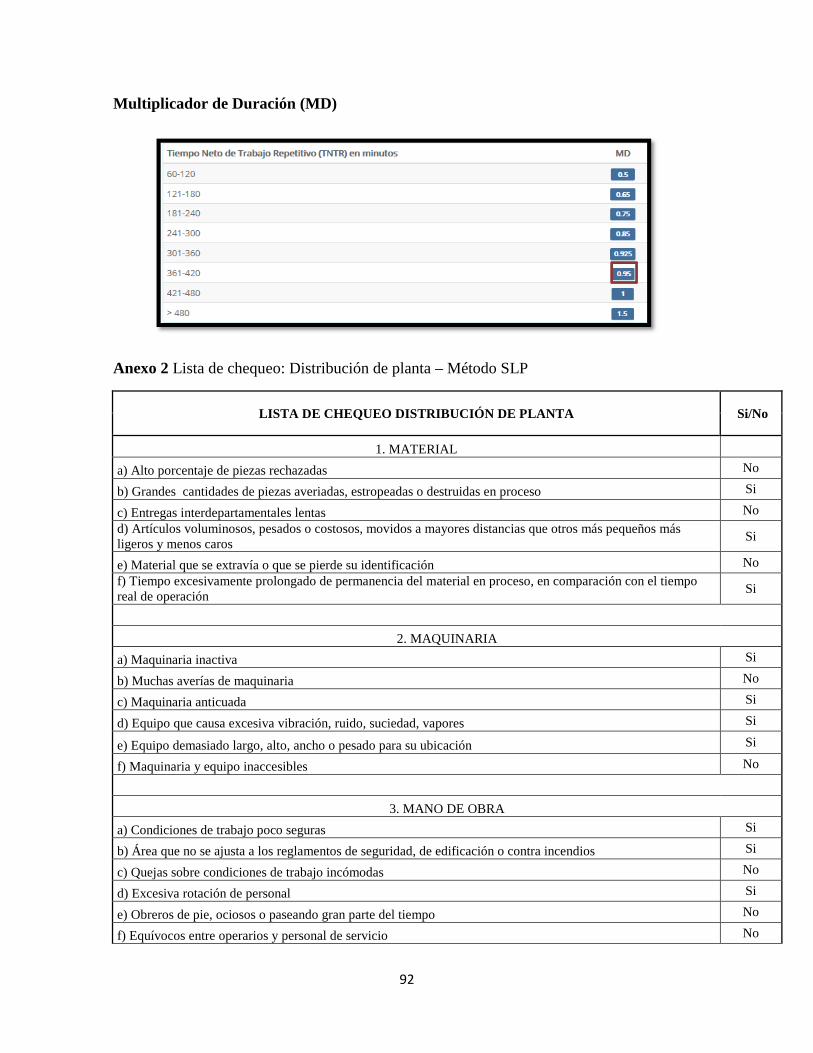
92
Multiplicador de Duración (MD)
Anexo 2 Lista de chequeo: Distribución de planta – Método SLP
LISTA DE CHEQUEO DISTRIBUCIÓN DE PLANTA Si/No
1. MATERIAL
a) Alto porcentaje de piezas rechazadas No
b) Grandes cantidades de piezas averiadas, estropeadas o destruidas en proceso Si
c) Entregas interdepartamentales lentas No
d) Artículos voluminosos, pesados o costosos, movidos a mayores distancias que otros más pequeños más ligeros y menos caros
Si
e) Material que se extravía o que se pierde su identificación No
f) Tiempo excesivamente prolongado de permanencia del material en proceso, en comparación con el tiempo real de operación
Si
2. MAQUINARIA
a) Maquinaria inactiva Si
b) Muchas averías de maquinaria No
c) Maquinaria anticuada Si
d) Equipo que causa excesiva vibración, ruido, suciedad, vapores Si
e) Equipo demasiado largo, alto, ancho o pesado para su ubicación Si
f) Maquinaria y equipo inaccesibles No
3. MANO DE OBRA
a) Condiciones de trabajo poco seguras Si
b) Área que no se ajusta a los reglamentos de seguridad, de edificación o contra incendios Si
c) Quejas sobre condiciones de trabajo incómodas No
d) Excesiva rotación de personal Si
e) Obreros de pie, ociosos o paseando gran parte del tiempo No
f) Equívocos entre operarios y personal de servicio No

93
g) Trabajadores cualificados pasando gran parte de su tiempo realizando labores de servicio (mantenimiento) No
4. MOVIMIENTOS DE MATERIAL
a) Retrocesos y cruces en la circulación de materiales Si
b) Operarios cualificados realizando operaciones de movimiento de cargas Si
c) Gran proporción del tiempo invertido en recoger y dejar materiales o piezas Si
d) Frecuentes acarreos y lavantamientos a mano Si
e) Frecuentes movimientos de levantamiento y traslado que implican esfuerzo Si
f) Operarios esperando a sincronizarse con el equipo de manejo No
g) Traslados de larga distancia y demasiado frecuentes Si
h) Equipamiento de manutención ocioso N/A
i) Congestión en los pasilos excesivas transferencias Si
5. Espera y Almacenamiento
a) Se observa grandes cantidades de almacenamiento de todas las clases Si
b) Gran número de pilas de material en proceso esperando Si
c) Confusión, congestión, zonas de almacenaje indefinidas o muelles de recepción y embarque colapsados Si
d) Operarios esperando material en almacenes o en puestos de trabajo Si
e) Poco aprovechamiento en altura de las áreas de almacenaje Si
f) Materiales dañados o mermados en las áreas de almacenamiento No
g) Elementos de almacenamiento inseguros o inadecuados Si
h)Manejo excesivo en las áreas de almacén o recepción de las operaciones de almacenamiento Si
j) Frecuentes errores en los inventarios Si
k) Elevados costos de demoras y esperas de los conductores de carretillas N/A
6. SERVICIO
a) Personal pasando por los vestuarios, lavados o accesos establecidos Si
b) Quejas sobre instalaciones por inadecuadas No
c) Puntos de inspección o control en lugares inadecuados Si
d) Inspectores y elementos de inspección y prueba ociosos No
e) Entregas retrasadas de material a las áreas de producción N/A
f) Excesivo personal empleado en la recogida de rechazos y desperdicios N/A
g)Demoras en las reparaciones N/A
h) Costo de mantenimiento indebidamente altos No
i) Líneas de servicios auxiliares que se rompen o averían frecuentemente Si
j)Elevada proporción de empleados y personal de servicio en relación con trabajadores de servicio N/A
k) Trabajadores realizando sus propias ampliaciones o modificaciones en el cableado, tuberías, conductos u otras lineas de servicio
Si
7. NAVES Y EDIFICIOS

94
a) Paredes u otras divisiones separando áreas con productos, operaciones o equipos similares Si
b) Abarrotamiento de los montacarga o excesiva espera de los mismos N/A
c) Pasillos principales estrechos o torcidos Si
d) Edificios esparcidos sin seguir ningún patrón N/A
e) Edificios atestados, trabajadores interfiriendose unos en el camino de otros, almacenamiento o trabajo en los pasillos, áres de trabajo abarrotadas
Si
8. CAMBIOS a) Cambios anticipados o corrientes en el diseño del producto, materiales, producción, variedad de productos Si
b) Cambios anticipados o corrientes en los métodos, maquinaria o equipo Si
c) Cambios anticipados o corrientes en el horario de trabajo, estructura organizacional, escala de pagos o clasificación de trabajo
Si
d) Cambios anticipados o corrientes en los elementos de manejo y de almacenaje, servicios de apoyo a la producción
si
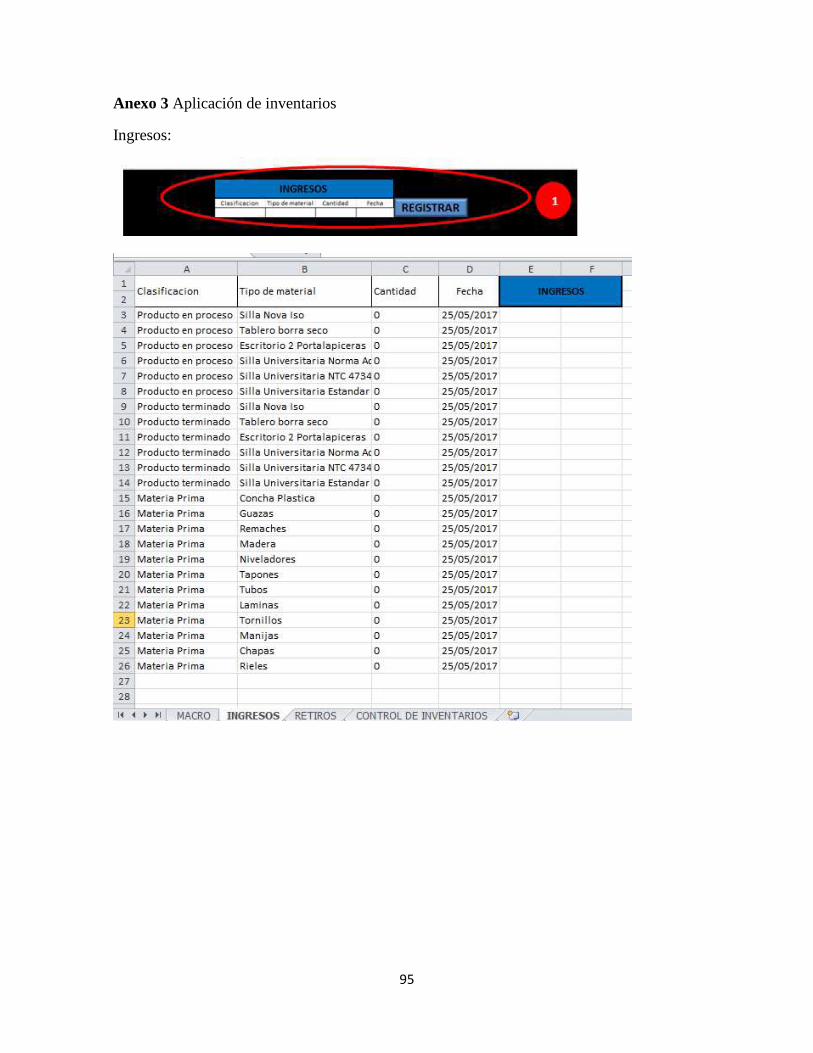
95
Anexo 3 Aplicación de inventarios
Ingresos:

96
Retiros:
Control de Inventarios: Materia Prima.

97
Control de Inventarios: Producto terminado.
Control de Inventarios: Producto proceso.
98
Anexo 4 Ergonomic checkpoints

99
100
101

102
103
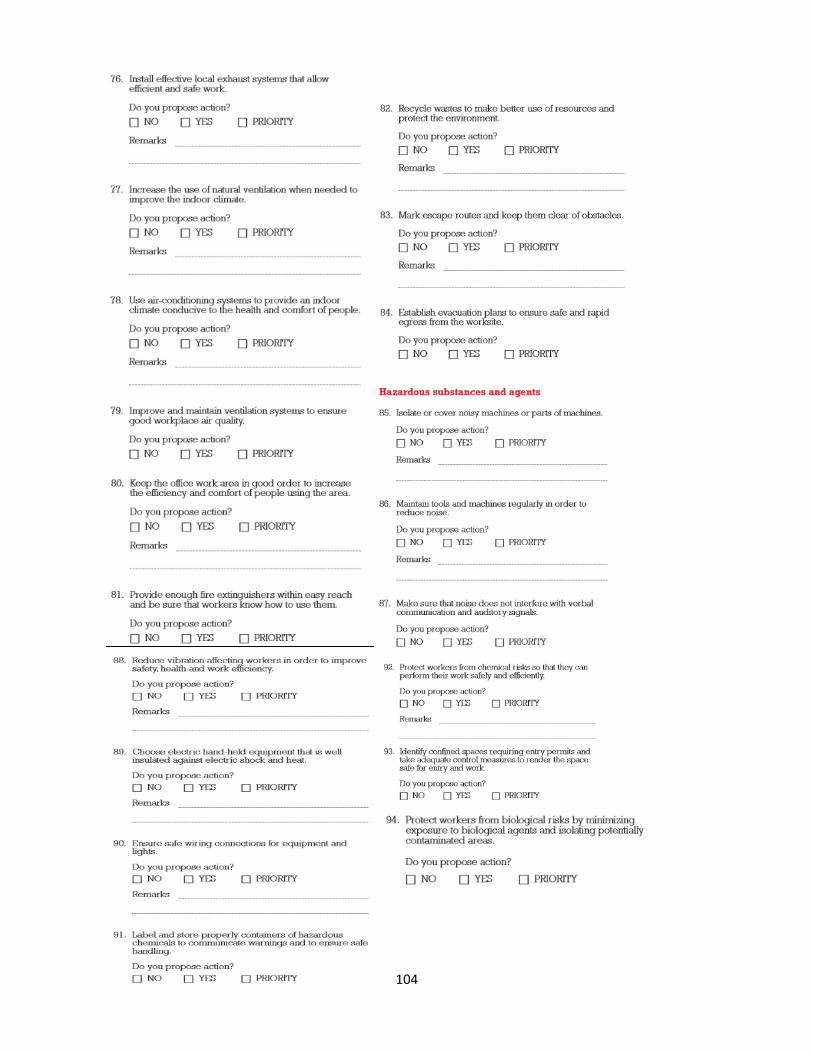
104

105
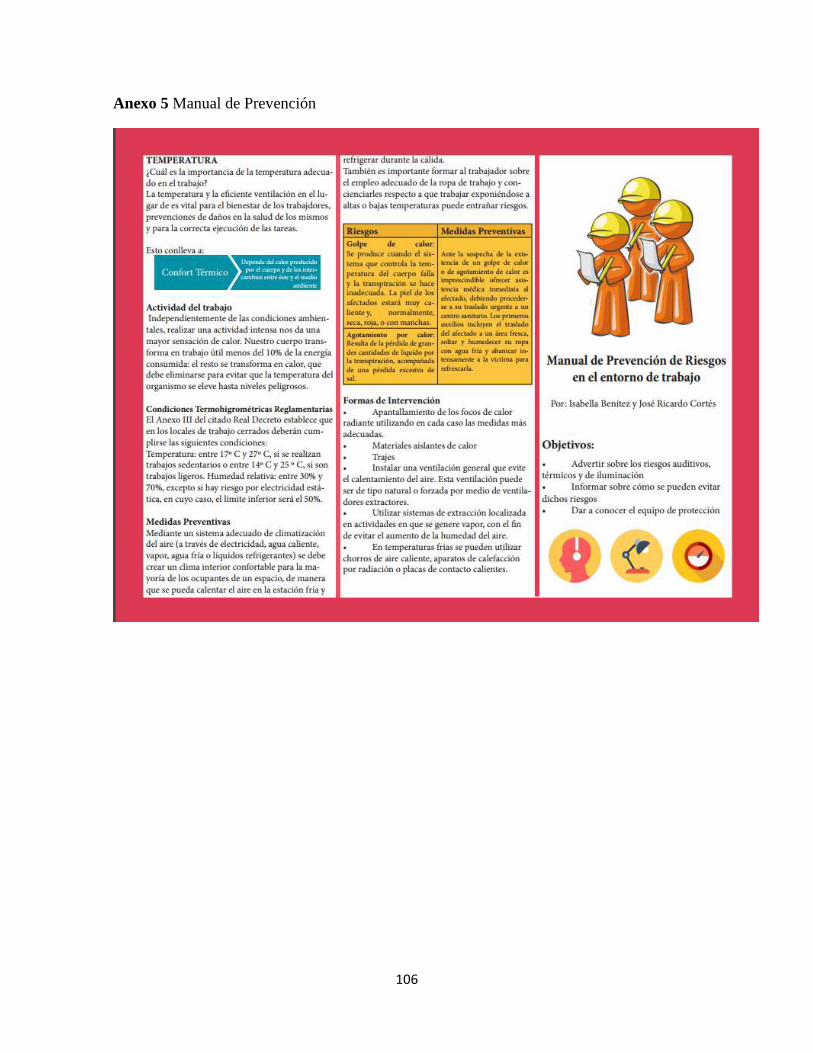
106
Anexo 5 Manual de Prevención

107

108
Anexo 6. Cuestionarios Nórdicos (1)
109
Anexo 7. Cuestionarios Nórdicos (2)
110
Anexo 8. Cuestionarios Nórdicos (3)
111
Anexo 9. Cuestionarios Nórdicos (4)

112
Anexo 10. Cuestionarios Nórdicos (5)

113
Anexo 11. Cuestionarios Nórdicos (6)

114
16. TRABAJOS A FUTURO EN COMERDIC LTDA.
-Sistema de inventarios
-Sistema de gestión de seguridad y salud en el trabajo
Top Related