






Idiomas
Páginas
Jurídico

PRODUCTOS REFRACTARIOS Y SEMIREFRACTARIOS NO CONFORMADOS (MASAS Y MORTEROS) IL CONTROL DE CALIDAD
J.CVILELAGARaA F. HERRERO ANTOUN
RESUMEN De acuerdo con las recomendaciones del SIPRE se describen las características mas significativas que deben controlarse de hormigones refractarios densos, aislantes, masas plásticas, masillas y morteros.
Se describe la metodología a seguir en cada ensayo específico (granulometría, obrabilidad, consistencia, plasticidad, etc.) así como la instrumentación necesaria y las normas de preparación de las probetas.
SUMMARY Following SIPRE recommendations, the most significant characteristics to be controlled in dense refractory concrete, isolators, plasters, putties and mortars are described.
The methodology to be followed in each specific test is described (granulometry, workmanship, consistency, plasticity, etc.) togother with the necessary instrumentation and the preparation standards of tes specimens.
RESUME D'accord avec les recommendations du SIPRE, on décrit les caractéristiques les plus significatives qui doivent être contrôlées, des bétons réfractaires denses, des isolants, des masses plastiques, des mastics et desliants.
On décrit la méthodologie à suivre à chaque essai spécifique (granulométrie, consistance, plasticité, etc.) ainsi que les instruments mécessaires et les normes de préparation des éprouvettes.
ZUSAMMENFASSUNG Gemäss den SIPRE-Empfehlungen werden die wichtigsten Kennwerte dichter feurefester Betone, Isolierstoffe, plastischer Massen, Kitte und Mörtel beschrieben.
Es werden die bei den einzelnen Versuchen anzuwendeneden Verfahren dargelegt (Kornabstufung, Verarbeitbarkeit, Bildsamkeit usw.), femer die erforderliche apparative Ausrüstung imd die bei der Herstellung der Prüfkörper einzuhaltanden Bestimmungen.
INTRODUCCIÓN
En junio de 1971 el Grupo SIPRE, que estudia el tema "Análisis de productos sin moldear" elaboró un proyecto para estudio de características en hormigones refractarios densos, hormigones refractarios ligeros, masas para apisonar y masas plásticas. Asimismo se elaboró un borrador sobre "Controles sobre morteros y masillas refractarias". En sucesivas reuniones se fueron confeccionando las normas de-control y actualmente sus recomendaciones se siguen en la mayoría de los laboratorios de Europa.
A) HORMIGONES REFRACTARIOS DENSOS
Ciertas características pueden ser determinadas sobre la masa a granel, tales como el análisis químico y la composición granulométrica, mientras que la determinación de otras propiedades exige la confección de probetas adecuadas. Es preciso asegurarse que las probetas estén compactadas uniformemente. Un post-tratamiento tal como el secado o la
BOL. SOC. ESP. CERAM. VIDR. VOL. 18 NUM. 4
cocción debe conducir a que las características resultantes sean uniformes en todas las probetas. Asimismos los métodos de confección de las probetas debe ser reproducibles.
Se entiende por hormigón refractario una mezcla de sus-tacias refractarias o semi-refractarias de una granulometría determinada y un aglomerante generalmente de tipo hidráulico, tal como el cemento aluminoso. Dicha mezcla, después de añadir agua endurece a la T ambiente.
A - 1 ) DETERMINACIÓN DE LA COMPOSICIÓN QUÍMICA
Se indicará el método de análisis empleado en el proceso de ensayo.
A - 2 ) DETERMINACIÓN DE LA COMPOSICIÓN GRANULOMÉTRICA
Debe indicarse la malla del tamiz por el que pasa al menos un 950/0 de la muestra. La muestra se toma por cuar-
231

teo y se pesa con error de ±0,1 grs. La cantidad a pesar es de 250, 500 ó 1000 grs. según eí grano mayor sea de 6; 10 ó mayor delOmm., respectivamente.
El tamizado puede hacerse por vía seca o vía húmeda. Al tamizado por vía seca es más rápido, suele durar unos 15 minutos y se hace sobre la muestra secada a 110^ C y enfriada a la T ambiente. El tamizado por vía húmeda es más latoso. (Después de tamizar por vía húmeda, con lo cual se elimina la fracción impalpable < 0,125 nmi.).Las fracciones intermedias que quedan en los tamices se echan en una cacerola de porcelana, se dejan reposar y se decanta el agua. Se seca el material a 110^ C y se tamiza por vía seca.
Cuando se tamice por vía húmeda, en el caso de hormigones refractarios de fraguado rápido, se debe trabajar con una adición de agua por exceso.
Los tamices más usados normalmente son los de paso de luz siguientes: 0,125 / 0,25 / 0,5 / 1,0 / 2,0 / 4,0 / 8,0 y 16,0 mm., pero pueden emplearse otros intermedios.
A-3) DETERMINACIÓN DE LA DENSIDAD A GRANEL
Se hace simplemente echando una cantidad determinada y pesada de hormigón en una bureta y enrasando a un volumen determinado. La diferencia entre el volumen total (marca del enrase) y el volumen de agua añadido nos dá la masa volúmica del hormigón.
A-4) CONFECCIÓN DE PROBETAS (ACCESORIOS)
El método se basa en la compactación industrial por vibración, pues así los resultados obtenidos son mas representativos.
Los valores determinados sobre las probetas, permiten controlar la regularidad y la constancia de las características de los hormigones refractarios densos.
La adición del agua apropiada para confeccionar las probetas, se determina con la ayuda de un "ensayo de consistencia" sobre el hormigón refractario. El hormigón mezcla-
REGLETA
SENTIDO DE GIRO
CUBA DE MEZCLADO
PALETA MEZCLADORA
do con la cantidad de agua necesaria, es compactado en un molde colocado sobre una mesa vibradora, conservándose las probetas en unas condiciones definidas hasta el ensayo. Las dimensiones de las probetas son:
Formato A - 230 x 114 x 64 mm. Formato B — 230 x 64 x 54 mm.
Los ACCESORIOS para la preparación de la probeta son:
(1) Un mezclador (Figura 1) cuyas partes constituyentes (cuba, paleta y regleta) de mezclado no deben reaccionar con el hormigón refractario a tratar (Nosotros empleamos el mezclador tipo HABART modelo A200).
La cuba es simétrica respecto al eje A, de capacidades recomendables: 8 a 15 litros (para el ensayo de consistencia) y 15 a 30 litros (para confeccionar probetas).
El grado de llenado no debe ser inferior al 40^/o. La paleta se debe adaptar a las dimensiones interiores de
la cuba. Su radio de acción debe ser tal, que el espacio entre la paleta y la pared de la cuba, así como entre la paleta y el fondo, sean al menos tan grandes, como el grosor máximo del grano del hormigón (Por ejemplo para hormigones de hasta 6 mm. la separación recomendada es de 6 mm.).
Nunca el mezclador debe deshacer el grano del hormigón. La regleta o rascador colocada enfrente de las paletas, tiene por objeto evitar que el material se pegue a la pared de la cuba.
La paleta y el rascador giran simultáneamente a 40 ± 5 vueltas/minuto alrededor del eje A. La paleta gira a la vez en movimiento de rotación en sentido contrario alrededor del eje B, a una velocidad de 120 ± 10 vueltas/minuto.
(2) Mesa vibradora. Debe ser plana y horizontal. Solo efectuará vibraciones uniaxiales verticlaes con una frecuen-
100 0 1
Fig. 1 ESQUEMA DEL MEZCLADOR
Mesa vibradora Af:50Hz Frecuencia 50 vibnícyininulo A Amplitud regulable
Fig. 2 ESQUEMA DEL ENSAYO DE CONSISTENCIA DE HORMIGONES REFRACTARIOS
232
da de red de 50 Hz. La doble amplitud debe ser de 0,75 mm. y durante todo
elt)rocesodebe mantenersecon unaprecisión de± 0,05 mm.
(3) Embudo paia colar. (Ensayo de consistencia). Tiene forma tronco cónica y de dimensiones:
Altura: 150 vom, diámetro interior superior: 100 mm. diámetro interior inferior: 50 mm.
La abertura inferior de 50 mm., está cerrada con ima válvula que se abre hacia abajo. El embudo está fijado a la mesa firmemente, por dos columnas de apoyo y vibra con la misma amplitud que la mesa. La distancia entre el borde inferior del embudo y la placa de la mesa es de, aproximadamente 300 mm. (Figura 2).
(4) Moldes: Son desmontables y de un material que no reacciona con el hormigón. Las dimensiones 230 x 64 y 230 X 54 son las superficies horizontales. Se deben impregnar ligeramente de aceite antes de llenarlos.
(5) Ensayo de consistencia. l.-Prindpio del ensayo de consistencia (obrabilidad). Se
realiza para determinar el agua de amasado necesaria. Consiste en calcular d tiempo necesario para colar la mezcla de ensayo, preparada con una cantidad definida de agua. La mezcla cae a través del embudo, sometida a una vibradón de 50 Hz y una doble amplitud de 0,75 mm. (ensayo de colado bajo vibración). Los ensayos se efectúan con diferentes cantidades de agua. A partir de dicha representadón gráfica, se determina la cantidad de agua necesaria para obtener un tiempo de colado de 15 segundos o mas próximo a 15 segundos.
2.-Preparadón de la mezcla de ensayo. Se introducen los componentes secos del hormigón en el mezclador. Se añade el agua necesaria. Se pone en marcha el mezclador. A los 2 minutos se interrumpe el mezclado y se limpian las paredes y el fondo. A continuación se mezcla durante otros 2 minutos más. Tiempo total del mezclado 4±^/2 minutos. El agua se debe añadir con una precisión de 0,1 gr. de agua por 100 grs. de masa seca.
3.- Recuden del ensayo de consistencia. En el primer ensayo añadir la cantidad de agua indicada para el compactado por vibración dada por el fabricante. Para los ensayos siguientes se empleará mas o menos agua. l^ecudón dd ensayo: Se prepara la mezcla de ensayo conforme al apartado 2 (La cantidad de mezcla de ensayo debe permitir al menos tres medidas). Se derra la válvula de la extremidad inferior del embudo. Se introduce la masa en el embudo hasta el borde superior. Se pone la mesa vibradora en marcha durante 10 ± 1 segundos con una doble amplitud de 0,75 mm.
Si se presenta el caso se añadirá más agua a la mesa durante la vibración. Después de esta, el embudo debe estar lleno hasta el borde. Se pone el vibrador de nuevo en marcha y una vez que ha arrancado, se abre la válvula del cierre del embudo y se mide el tiempo de vaciado del mismo, 0,5 segundos después de abrir la válvula. El tiempo de caída debe medirse tres veces. La media de las tres medidas, expresada en segundos, nos dá la consistencia del hormigón.
K-6 FABRICACIÓN DE PROBETAS
El hormigón refractario, amasado según indicamos en d apartado2 anterior, es compactado en probetas por vibradón.
La cantidad de mezcla debe ser suficiente para la confec-dón simultánea de 5 probetas.
En un prindpio se llenan los moldes hasta la mitad y se vibran durante 30 segundos.
Se raspa la superficie del hormigón y se llena el molde hasta el borde. Se vibra durante 30 segundos más.
La duración total, preparación de la mezcla y fabricación de probetas, no debe pasar de 10 minutos.
Se retira el molde de la mesa vibradora. Con ayuda de ima espátula se retira del molde la masa sobrante y se alisa la superfide, sin añadir agua.
A-7 CONSERVAQON DE LAS PROBETAS HASTA EL MOMENTO DEL ENSAYO
El molde con las probetas compactadas, se conserva en unas condidones de humedad relativa al menos de 90^/o (por ejemplo, en una cámara climatizada, cámara húmeda, saco de plástico cerrado, etc.) La temperatura de conserva-dón debe ser de 20 ± 1^ C. Después de 24 horas, se desmoldean las probetas y se conservan durante otras 24 horas en las mismas condidones climáticas anteriores.
Finalmente se secan a 110^ C. hasta peso constante. El tiempo transcurrido desde este momento hasta la rea-
lizadón de los ensayos, no debe ser superior a los 3 días.
A-8 CONTROLES SOBRE LAS PROBETAS
Sobre las probetas en verde, se determinará: Densidad en verde (indicando el método) Resistenda a la flexión y al aplastamiento en frío, a
110^ C. y sobre probetas cocidas generalmente a 600^ C, 1000^ C y T máxima de trabajo.
Densidad real, densidad aparente y porosidad total a estasT.
Variación lineal de medidas a las mismas temperaturas. Resistenda en caliente al aplastamiento bajo carga cons
tante (ta) y ensayo de fluencia, determinados sobre probetas coddas a la T máxima de trabajo.
Sobre el ensayo de fluencia, todavía se están realizando estudios.
B. HORMIGONES REFRACTARIOS UGEROS (AISLANTES)
El proceso para la preparación de probetas es similar al empleado para los hormigones densos. Este proceso comprende:
Extracción de las muestras. Control de unifomtídad en los suministros.
Análisis químico de la masa según suministro. Densidad real (no obligatorio). Determinadón de la granulometría total, con indicación
de la criba por la cual pasa, al menos, el 95^/o del material. El cribado del material se hará en húmedo.
MoldeabiUdad ó ^/o del contenido de agua. Preparación de la mezcla para ensayo: En una base limpia, no porosa, se mezcla la cantidad de
BOL. SOC ESP. ŒRAM. VIDR. VOL. 18 NUM. 4 233
hormigón necesaria para preparar al menos 5 probetas, más el lO^/o, con una paleta, hasta conseguir la homogeneidad completa.
Veamos ahora, con un poco de detalle, como se determinan sobre probetas confeccionadas a partir de hormigones refractarios ligeros, los valores característicos durante la cocción y después de la cocción. Se limita este estudio sobre todo a hormigones aislantes densos. 1. Después de terminada la mezcla, se preparan probetas paralepipédicas del tipo de formatos A ó B (230 x 114 x 64 mm. ó 230 x 54 x 64 mm., respectivamente).
Se llenan los moldes y con una barra de acero de 1,5 mm. de 0 se ataca 40 veces por probeta.*
Después del moldeo se cubre el molde con un papel de plástico, dejando reposar durante 24 horas a 15-25^ C.
Se desmoldea el material y se deja curar 24 ± 3 horas en un saco de plástico cerrado o en una cámara húmeda a T entre 15 y 25^ C y humedad atmosférica del lOO^/o.
Finalmente se secan a 110^ C durante 24 horas en un secadero. Después y antes del secado se cerrarán o rectificarán por vía húmeda las probetas, a las dimensiones apropiadas para los diferentes ensayos.
Después del secado y si se presenta el caso, una precoc-ción, se procede a los siguientes ensayos:
Variaciones permanentes de medidas después del secado y de la cocción.
Resistencia a la rotura por aplastamiento y por flexión a T ambiente después de la cocción.
Densidad aparente, densidad absoluta y porosidad después de la cocción.
Resistencia a la rotura por flexión en caliente. Aplastamiento bajo carga (ta) y fluencia.
2. MÉTODOS DE ENSAYO
2.1. Determinación de la variación permanente de dimensiones después de la cocción.
Sobre los formatos A o B, o bien llevando por corte a 100 mm. la longitud de las probetas, se toman las muestras de ensayo. Si el valor de la variación de dimensiones puede estar influido por la barbotina del cemento, que queda superficialmente sobre la probeta (efecto de dilatación debido al cemento), se propone retirar por corte una capa de 5-10 mm., sobre la cara de medida.
Las condiciones de subida de la temperatura para la cocción, son las siguientes:
Para temperaturas de ensayo superiores a 1250^ C, 5-10^ C/minuto, hasta 1200^ C, y de 1200^ C hasta la temperatura inferior en 50^ C a la temperatura de ensayo 2-50 C/minuto. Los 50^ C restantes a 1-2^ C/minuto.
La temperatura del ensayo y la duración del mismo deben ser objeto de estudio. La T del ensayo debe ser múltiplo de 100 y si la T es superior a 800 se puede ir a fracciones de 50^ C, En los casos más normales la duración del ensayo es de 5 horas y si la información que se obtiene con esta duración es insuficiente, se puede ir a duraciones de ensayo de 12 horas. 2.2. Determinación de las resistencias a la ruptura por flexión y aplastamiento a T ambiente después de la cocción.
Se cuecen a la T conveniente las probetas A o B, fabricadas, conservadas y secadas según indicamos anteriormente. Sobre estas probetas cocidas se efectúan los ensayos de resistencia. En algunos casos, el aplastamiento se realiza so
bre probetas cilíndricasisacadas de las probetas paralepipédicas. 2.3. La densidad aparente y real, así como la porosidad se determinan también sobre las probetas cocidas. Para determinar la densidad aparente se utilizará un líquido que no reaccione con las probetas. 2.4. La resistencia a la rotura por flexión en caliente, se realiza sobre probetas obtenidas por corte de las paralelepi-pédicas, secadas 24 horas a 110^ C ± 5^ C. Se realiza en un horno especial y la carga se aplica perpendicularmente en el sentido de la fabricación.
La resistencia mecánica suele hacerse sobre probetas cocidas a 600; 1000^ C y a la T máxima de empleo. También a la T de secado 110^ C.
2.5. Para la determinación de la T de aplastamiento bajo carga constante o bien de la fluencia, se emplean probetas de 50 X 50 0 mm. (variación dimensional, bajo carga y temperatura constante durante un determinado tiempo).
Las probetas cñíndricas, se sacan de las paralelepipédi-cas, por corte y posterior rectificado. Si no se pueden sacar las probetas cilindricas, deben prepararse de esta forma expresamente. El ensayo de fluencia es actualmente todavía objeto de estudio, si bien las cargas 0,1; 0,5; ó 1,0 kg/cm2 parecen ser las más apropiadas.
C. MASAS PLÁSTICAS
De un modo general, las masas plásticas son mezclas refractarias plásticas de la misma composición que los ladrillos, pero que llevan incorporados aglomerantes (ya sea de tipo químico o cerámico y, generalmente ambos a la vez) que las hacen endurecer, incluso a temperaturas relativamente bajas.
Las masas plásticas, se envian generalmente listas para empleo, con todos sus aglomerantes incorporados.
El fraguado químico, dá a estas masas una buena consistencia, ya después del secado, consistencia que aumenta a partir de los 1000^ C, en que aparece el fraguado cerámico, a la vez que se pierde el fraguado químico.
Las características fundamentales de una masa plástica (que debe conocer perfectamente el usuario) son, aparte de las normas de empleo en obra, las siguientes:
Granulometría (por tamizado en húmedo). Tipo de fraguado (generalmente químico-cerámico). Técnica de empleo (generalmente para apisonar). Composición química. Refractariedad. Cantidad de masa necesaria en kg/dm^ (Densidad en
verde). Temperatura de fraguado Temperatura de sinterización aproximada en oC. Máxima temperatura permanente de servicio en ^C. Variación reversible de medidas en ^/o a ésta T máxima. Contracción a la T de secado y a otras temperaturas. Resistencia mecánica en kg/cm^ generalmente a 110^ C;
600^ C; 1000^ C y a la T máxima de servicio, etc.
El proceso de fabricación de las masas plásticas es muy parecido al de los ladrillos. En laboratorio suele usarse un mezcladro tipo Laeis o Eirich, con unos rulos que giran y hacen presión sobre la masa; unas regletas fijas a las paredes del mezclador que evitan que la masa se pegue a las paredes
234

y unas regletas giratorias, normalmente girando en contra corriente, cuya misión es homogeneizar bien la masa. La cantidad de agua a añadir, se determina haciendo diversas pruebas con distintas adiciones y determinando en cada caso la "plasticidad" y la "moldeabilidad".
Estos dos conceptos usados desde hace mucho tiempo y caracterizados generalmente desde un punto de vista prácticos, son, sin embargo de reciente determinación cuantitativa en los laboratorios.
Para la determinación, se ha ideado un aparato denominado Fischer/Ramme, que permite determinar:
a) La plasticidad y la moldeabilidad de las masas plásticas. b) Permite la elaboración de probetas cilindricas de 50 mm.
de altura x 50 mm. de diámetro, sobre las cuales se puede determinar luego las densidades aparentes, resistencias mecánicas, temperatura de aplastamiento bajo carga, fluencia, variación de medidas con la T cte. de todo tipo de masas refractarias, plásticas o no, a excepción de las masas de fraguado hidráulico.
CONTROL DE MASAS PLÁSTICAS
L)PLASTICIDAD La "plasticidad" caracteriza la elaborabüidad de una
masa plástica. L1. Preparación de la mezcla de ensayo :
Para la elaboración de la masa se requiere un mezclador adecuado, como el indicado anteriormente, si bien se puede adaptar también el empleado para la preparación de hormigones refractarios hidráulicos. 1.2. Aparato de Ensayo :
El aparato de ensayo es el Fischer-Ramme, tal como indicamos en la figura 3, con unos accesorios aue son un molde cilindrico de 50 mm. de 0 interior, un disco de apoyo, una arandela de 50 mm. 0 interior, un dispositivo para sacar las probetas del molde y un reloj graduado en mm. para medir la variación de medidas de la probeta con los sucesivos golpes. 1.3. Preparación de muestras:
En el molde de Fischer-Ramme, se introduce tanto material como se requiera para confeccionar una probeta de 50 ± 1 mm. de altura por 50 mm. de diámetro. Este peso se calcula, en principio, multiplicando por 100 la densidad aparente en verde del material (que debe indicarse en las hojas de características).
El material debe desmenuzarse prácticamente a mano y estar completamente suelto, cuando se introduce en el molde. 1.4. Ejecución del ensayo:
El material se introduce en el molde cilindrico (previamente untado de aceite) y se golpea 10 veces. Se da la vuelta al molde y se golpea otras 10 veces. A continuación y con cuidado, se saca la probeta del molde y se mide la altura HQ* Si HQ está fuera de la tolerancia de 50 ± 1 mm., entonces se repetirá el ensayo con una nueva pesada.
Esta pesada ha de indicarse en el informe del ensayo. El cilindro o probeta del material así conformado y me
dido se coloca sobre un cilindro macizo de hierro de 50 mm. de diámetro por 30 mm. de altura, que a su vez va apoyado sobre el portaprobetas. Se dan tres golpes sobre la probeta y se mide H3 1.5. Cálculo:
f/= J í o í k _ x 100^/0 Ho
U: Plasticidad (conformación). HQ: Altura de la probeta inicial en mm. (10 x 10 golpes). H3 : Altura de la probeta después de tres golpes.
1.6. Informe del ensayo: En el informe del ensayo se indicará: N^ de ensayos (por lo menos 3). Plasticidad (valores medios e individuales). Densidad en verde y, en caso necesario, su divergencia
del valor nominal.
MOLDEADOR TIPO "PRA". Para elaboración de probetas en condiciones constantes. Altura aprox. 643 mm. Longitud aprox. 205 mm. Profundidad aprox. 216 mm.
COMPARADOR TIPO "PMU". Para medida precisa de altura de probetas. Altura aprox. 92 mm. Longitud aprox. 68 mm. Profundidad, aprox. 21 mm.
Aspecto del cilindro después de la deformación, de acuerdo con el cuadro de fisuras siguientes:
1= Grietas superficiales ligeras (longitud grieta ^ 0,9 mm.)
BOL. SOC. ESP. CERAM. VIDR. VOL. 18 NUM. 4 235
11= Grietas medianas (longitud grieta ^ 1 , 9 mm.) 111= Grietas fuertes (longitud grieta =2,9 nun.) IV = Grietas hundidas y muy profundas ( longitud grieta
^ 3 , 6 mm.)
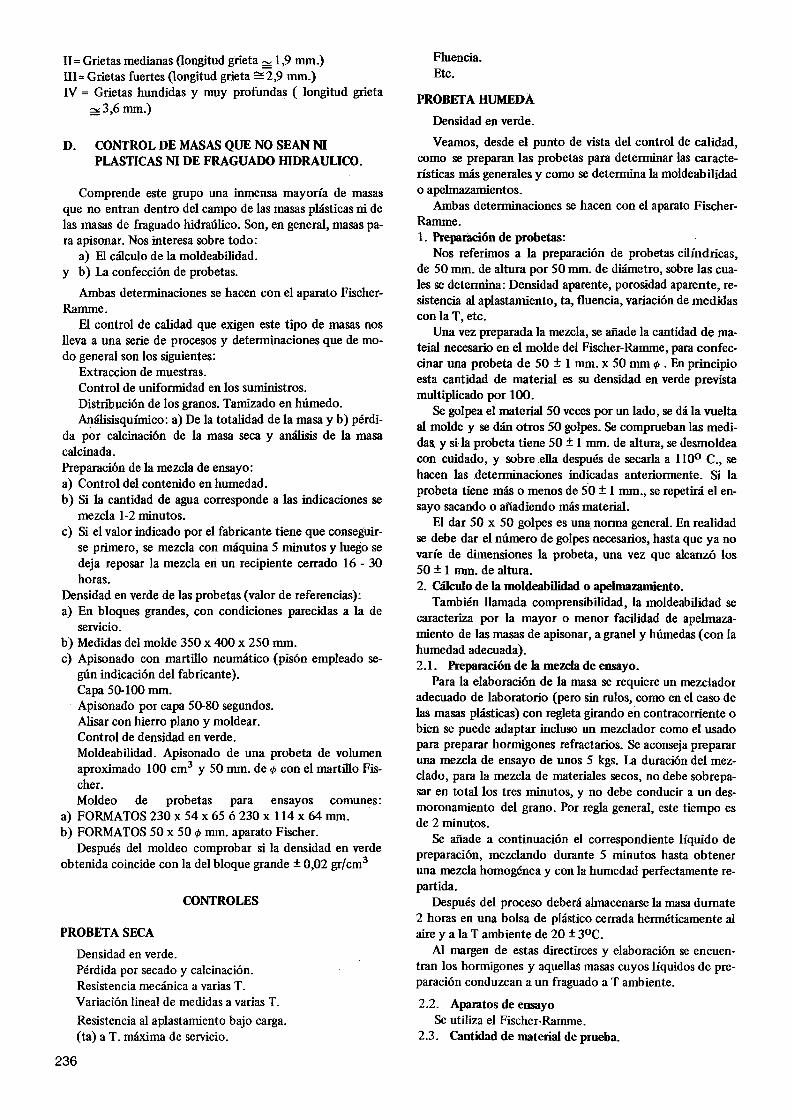
D. CONTROL DE MASAS QUE NO SEAN NI PLÁSTICAS NI DE FRAGUADO HIDRÁULICO.
Comprende este grupo una inmensa mayoría de masas que no entran dentro del campo de las masas plásticas ni de las masas de fraguado hidraúUco. Son, en general, masas para apisonar. Nos interesa sobre todo:
a) El cálculo de la moldeabilidad. y b) La confección de probetas.
Ambas determinaciones se hacen con el aparato Fischer-Ramme.
El control de calidad que exigen este tipo de masas nos lleva a una serie de procesos y determinaciones que de modo general son los siguientes:
Extracción de muestras. Control de uniformidad en los suministros. Distribución de los granos. Tamizado en húmedo. Análisisquímico: a) De la totalidad de la masa y b) pérdi
da por calcinación de la masa seca y análisis de la masa calcinada. Preparación de la mezcla de ensayo: a) Control del contenido en humedad. b) Si la cantidad de agua corresponde a las indicaciones se
mezcla 1-2 minutos. c) Si el valor indicado por el fabricante tiene que conseguir
se primero, se mezcla con máquina 5 minutos y luego se deja reposar la mezcla en un recipiente cerrado 16-30 horas.
Densidad en verde de las probetas (valor de referencias): a) En bloques grandes, con condiciones parecidas a la de
servicio. b) Medidas del molde 350 x 400 x 250 mm. c) Apisonado con martillo neumático (pisón empleado se
gún indicación del fabricante). Capa 50-100 mm. Apisonado por capa 50-80 segundos. AHsar con hierro plano y moldear. Control de densidad en verde. MoldeabiHdad. Apisonado de una probeta de volumen aproximado 100 cm^ y 50 mm. de 0 con el martillo Fischer. Moldeo de probetas para ensayos comunes:
a) FORMATOS 2 3 0 x 5 4 x 6 5 ó 2 3 0 x 1 1 4 x 6 4 mm. b) FORMATOS 50 x 50 0 mm. aparato Fischer.
Después del moldeo comprobar si la densidad en verde obtenida coincide con la del bloque grande ± 0,02 gr/cm^
CONTROLES
PROBETA SECA
Densidad en verde. Pérdida por secado y calcinación. Resistencia mecánica a varias T. Variación lineal de medidas a varias T. Resistencia al aplastamiento bajo carga, (ta) a T. máxima de servicio.
236
Fluencia. Etc.
PROBETA HÚMEDA
Densidad en verde.
Veamos, desde el punto de vista del control de calidad, como se preparan las probetas para determinar las características más generales y como se determina la moldeabilidad o apelmazamientos.
Ambas determinaciones se hacen con el aparato Fischer-Ranmie. 1. Preparación de probetas:
Nos referimos a la preparación de probetas cilindricas, de 50 mm. de altura por 50 nmi. de diámetro, sobre las cuales se determina: Densidad aparente, porosidad aparente, resistencia al aplastamiento, ta, fluencia, variación de medidas con la T, etc.
Una vez preparada la mezcla, se añade la cantidad de ma-teial necesario en el molde del Fischer-Ranmie, para confec-dnar una probeta de 50 ± 1 mm. x 50 mm </>. En principio esta cantidad de material es su densidad en verde prevista multiplicado por 100.
Se golpea el material 50 veces por un lado, se dá la vuelta al molde y se dan otros 50 golpes. Se comprueban las medida^ y si la probeta tiene 50 ± 1 mm. de altura, se desmoldea con cuidado, y sobre ella después de secarla a 110^ C , se hacen las determinaciones indicadas anteriormente. Si la probeta tiene más o menos de 50 ± 1 mm., se repetirá el ensayo sacando o añadiendo más material.
El dar 50 X 50 golpes es una norma general. En realidad se debe dar el número de golpes necesarios, hasta que ya no varíe de dimensiones la probeta, una vez que alcanzó los 50 ± 1 mm. de altura. 2. Cálculo de la moldeabilidad o apelmazamiento.
También llamada comprensibilidad, la moldeabilidad se caracteriza por la mayor o menor facilidad de apelmazamiento de las masas de apisonar, a granel y húmedas (con la humedad adecuada). 2.1. Preparación de la mezcla de ensayo.
Para la elaboración de la masa se requiere un mezclador adecuado de laboratorio (pero sin rulos, como en el caso de las masas plásticas) con regleta girando en contracorriente o bien se puede adaptar incluso un mezclador como el usado para preparar hormigones refractarios. Se aconseja preparar una mezcla de ensayo de unos 5 kgs. La duración del mezclado, para la mezcla de materiales secos, no debe sobrepasar en total los tres minutos, y no debe conducir a un desmoronamiento del grano. Por regla general, este tiempo es de 2 minutos.
Se añade a continuación el correspondiente líquido de preparación, mezclando durante 5 minutos hasta obtener una mezcla homogénea y con la humedad perfectamente repartida.
Después del proceso deberá almacenarse la masa dumate 2 horas en una bolsa de plástico cerrada herméticamente al aire y a la T ambiente de 20 ± S^C.
Al margen de estas directirces y elaboración se encuentran los hormigones y aquella^ masas cuyos líquidos de preparación conduzcan a un fraguado a T ambiente.
2.2. Aparatos de ensayo Se utiliza el Fischer-Ramme.
2.3. Cantidad de material de prueba.
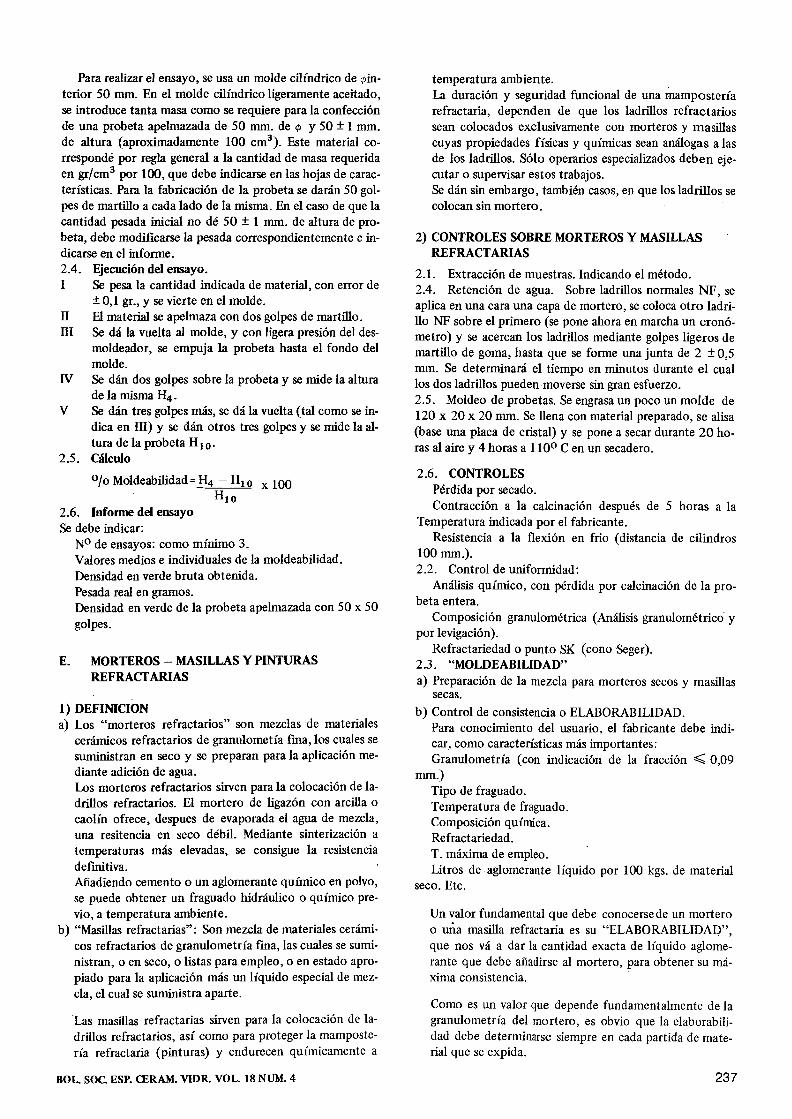
Para realizar el ensayo, se usa un molde cilindrico de ^in-terior 50 mm. En el molde cilindrico ligeramente aceitado, se introduce tanta masa como se requiere para la confección de una probeta apelmazada de 50 mm. de 0 y 50 ± 1 mm. de altura (aproximadamente 100 cm^). Este material corresponde por regla general a la cantidad de masa requerida en gr/cm^ por 100, que debe indicarse en las hojas de características. Para la fabricación de la probeta se darán 50 golpes de martillo a cada lado de la misma. En el caso de que la cantidad pesada inicial no dé 50 ± 1 mm. de altura de probeta, debe modificarse la pesada correspondientemente e indicarse en el informe. 2.4. Ejecución del ensayo. I Se pesa la cantidad indicada de material, con error de
±0,1 gr., y se vierte en el molde. n El material se apelmaza con dos golpes de martillo. m Se dá la vuelta al molde, y con ligera presión del des
moldeador, se empuja la probeta hasta el fondo del molde.
IV Se dan dos golpes sobre la probeta y se mide la altura de la misma H4.
V Se dan tres golpes más, se dá la vuelta (tal como se indica en III) y se dan otros tres golpes y se mide la altura de la probeta H^o-
2.5. Cálculo
*̂ /o Moldeabilidad= H4 — H^p ^ 100
2.6. Informe del ensayo Se debe indicar:
N^ de ensayos: como mínimo 3. Valores medios e individuales de la moldeabilidad. Densidad en verde bruta obtenida. Pesada real en gramos. Densidad en verde de la probeta apelmazada con 50 x 50 golpes.
E. MORTEROS - MASILLAS Y PINTURAS REFRACTARIAS
1) DEFINICIÓN a) Los "morteros refractarios" son mezclas de materiales
cerámicos refractarios de granulometía fina, los cuales se suministran en seco y se preparan para la aplicación mediante adición de agua. Los morteros refractarios sirven para la colocación de ladrillos refractarios. El mortero de ligazón con arcilla o caolín ofrece, después de evaporada el agua de mezcla, una resitencia en seco débil. Mediante sinterización a temperaturas más elevadas, se consigue la resistencia definitiva. Añadiendo cemento o un aglomerante químico en polvo, se puede obtener un fraguado hidráulico o químico previo, a temperatura ambiente.
b) "Masillas refractarias": Son mezcla de materiales cerámicos refractarios de granulometría fina, las cuales se suministran, o en seco, o listas para empleo, o en estado apropiado para la aplicación más un líquido especial de mezcla, el cual se suministra aparte.
Las masillas refractarias sirven para la colocación de ladrillos refractarios, así como para proteger la mamposte-ría refractaria (pinturas) y endurecen químicamente a
temperatura ambiente. La duración y seguridad funcional de una mampostería refractaria, dependen de que los ladrillos refractarios sean colocados exclusivamente con morteros y masillas cuyas propiedades físicas y químicas sean análogas a las de los ladrillos. Sólo operarios especializados deben ejecutar o supervisar estos trabajos. Se dan sin embargo, también casos, en que los ladrillos se colocan sin mortero.
2) CONTROLES SOBRE MORTEROS Y MASILLAS REFRACTARIAS
2.1. Extracción de muestras. Indicando el método. 2.4. Retención de agua. Sobre ladrillos normales NF, se aplica en una cara una capa de mortero, se coloca otro ladrillo NF sobre el primero (se pone ahora en marcha un cronómetro) y se acercan los ladrillos mediante golpes ligeros de martillo de goma, hasta que se forme una junta de 2 ± 0,5 mm. Se determinará el tiempo en minutos durante el cual los dos ladrillos pueden moverse sin gran esfuerzo. 2.5. Moldeo de probetas. Se engrasa un poco un molde de 120 X 20 X 20 mm. Se llena con material preparado, se alisa (base una placa de cristal) y se pone a secar durante 20 horas al aire y 4 horas a 110^ C en un secadero.
2.6. CONTROLES Pérdida por secado. Contracción a la calcinación después de 5 horas a la
Temperatura indicada por el fabricante. Resistencia a la flexión en frió (distancia de cilindros
100 mm.). 2.2. Control de uniformidad:
Análisis químico, con pérdida por calcinación de la probeta entera.
Composición granulométrica (Análisis granulométrico y por levigación).
Refractariedad o punto SK (cono Seger). 2.3. "MOLDEABILIDAD" a) Preparación de la mezcla para morteros secos y masillas
secas. b) Control de consistencia o ELABORARILIDAD.
Para conocimiento del usuario, el fabricante debe indicar, como características más importantes: Granulometría (con indicación de la fracción < 0,09
mm.) Tipo de fraguado. Temperatura de fraguado. Composición química. Refractariedad. T. máxima de empleo. Litros de aglomerante líquido por 100 kgs. de material
seco. Etc.
Un valor fundamental que debe conocerse de un mortero o una masilla refractaria es su "ELABORABILIDAD", que nos vá a dar la cantidad exacta de líquido aglomerante que debe añadirse al mortero, para obtener su máxima consistencia.
Como es un valor que depende fundamentalmente de la granulometría del mortero, es obvio que la elaborabili-dad debe determinarse siempre en cada partida de material que se expida.
BOL. SOC ESP. CERAM. VIDR. VOL. 18 NUM. 4 237
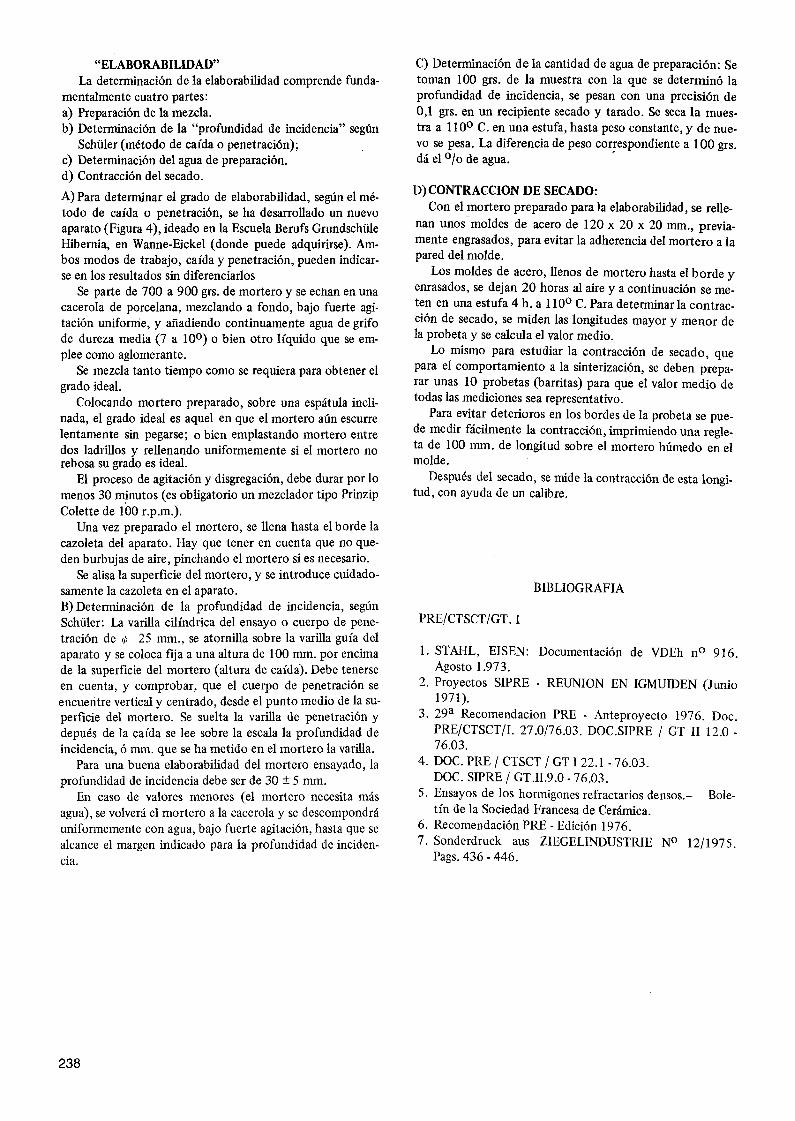
"ELABORABILIDAD" La determinación de la elaborabilidad comprende funda
mentalmente cuatro partes: a) Preparación de la mezcla. b) Determinación de la "profundidad de incidencia" según
Schüler (método de caída o penetración); c) Determinación del agua de preparación. d) Contracción del secado.
A) Para determinar el grado de elaborabilidad, según el método de caída o penetración, se ha desarrollado un nuevo aparato (Figura 4), ideado en la Escuela Berufs Grundschule Hibernia, en Wanne-Eickel (donde puede adquirirse). Ambos modos de trabajo, caída y penetración, pueden indicarse en los resultados sin diferenciarlos
Se parte de 700 a 900 grs. de mortero y se ecñan en una cacerola de porcelana, mezclando a fondo, bajo fuerte agitación uniforme, y añadiendo continuamente agua de grifo de dureza media (7 a 10^) o bien otro líquido que se emplee como aglomerante.
Se mezcla tanto tiempo como se requiera para obtener el grado ideal.
Colocando mortero preparado, sobre una espátula inclinada, el grado ideal es aquel en que el mortero aún escurre lentamente sin pegarse; o bien emplastando mortero entre dos ladrillos y rellenando uniformemente si el mortero no rebosa su grado es ideal.
El proceso de agitación y disgregación, debe durar por lo menos 30 minutos (es obligatorio un mezclador tipo Prinzip Colette de 100 r.p.m.).
Una vez preparado el mortero, se llena hasta el borde la cazoleta del aparato. Hay que tener en cuenta que no queden burbujas de aire, pinchando el mortero si es necesario.
Se alisa la superficie del mortero, y se introduce cuidadosamente la cazoleta en el aparato. B) Determinación de la profundidad de incidencia, según Schüler: La varilla cilindrica del ensayo o cuerpo de penetración de 0 25 mm., se atornilla sobre la varilla guía del aparato y se coloca fija a una altura de 100 mm. por encima de la superficie del mortero (altura de caída). Debe tenerse en cuenta, y comprobar, que el cuerpo de penetración se encuentre vertical y centrado, desde el punto medio de la superficie del mortero. Se suelta la varilla de penetración y depués de la caída se lee sobre la escala la profundidad de incidencia, ó mm. que se ha metido en el mortero la varilla.
Para una buena elaborabilidad del mortero ensayado, la profundidad de incidencia debe ser de 30 ± 5 mm.
En caso de valores menores (el mortero necesita más agua), se volverá el mortero a la cacerola y se descompondrá uniformemente con agua, bajo fuerte agitación, hasta que se alcance el margen indicado para la profundidad de incidencia.
C) Determinación de la cantidad de agua de preparación: Se toman 100 grs. de la muestra con la que se determinó la profundidad de incidencia, se pesan con una precisión de 0,1 grs. en un recipiente secado y tarado. Se seca la muestra a 110^ C. en una estufa, hasta peso constante, y de nuevo se pesa. La diferencia de peso correspondiente a 100 grs. dá el ^/o de agua.
D) CONTRACCIÓN DE SECADO: Con el mortero preparado para la elaborabilidad, se relle
nan unos moldes de acero de 120 x 20 x 20 mm., previamente engrasados, para evitar la adherencia del mortero a la pared del molde.
Los moldes de acero, llenos de mortero hasta el borde y enrasados, se dejan 20 horas al aire y a continuación se meten en una estufa 4 h. a 110^ C. Para determinar la contracción de secado, se miden las longitudes mayor y menor de la probeta y se calcula el valor medio.
Lo mismo para estudiar la contracción de secado, que para el comportamiento a la sinterización, se deben preparar unas 10 probetas (barritas) para que el valor medio de todas las mediciones sea representativo.
Para evitar deterioros en los bordes de la probeta se puede medir fácilmente la contracción, imprimiendo una regleta de 100 mm. de longitud sobre el mortero húmedo en el molde.
Después del secado, se mide la contracción de esta longitud, con ayuda de un calibre.
BIBLIOGRAFÍA
PRE/CTSCT/GT. I
1. STAHL, EISEN: Documentación de VDEh n« 916. Agosto 1.973.
2. Proyectos SIPRE - REUNION EN IGMUIDEN (Junio 1971).
3. 29^ Recomendación PRE - Anteproyecto 1976. Doc. PRE/CTSCT/I. 27.0/76.03. DOC.SIPRE / GT II 12.0 -76.03.
4. DOC. PRE / CTSCT / GT I 22.1 - 76.03. DOC. SIPRE / GT.II.9.0 - 76.03.
5. Ensayos de los hormigones refractarios densos.- Boletín de la Sociedad Francesa de Cerámica.
6. Recomendación PRE - Edición 1976. 7. Sonderdruck aus ZIEGELINDUSTRIE N^ 12/1975.
Pags. 436 - 446.
238
Top Related