







Idiomas
Páginas
Jurídico


INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
PLAN HACCP DEL QUESO
INTRODUCCION
El Análisis de Peligros y Puntos de Control Críticos conocido como HACCP es un método sistemático, dirigido a la identificación, evaluación y control de los peligros asociados con las materias primas, ingredientes, procesos, ambiente, comercialización y su uso por el consumidor, a fin de garantizar la inocuidad del alimento
(1). Este sistema de carácter preventivo está enfocado hacia el control de las etapas críticas para la inocuidad del alimento a diferencia del control tradicional que se basa en inspección de las instalaciones y el análisis del producto final.
(2). El sistema HACCP es un documento formal que contiene básicamente dos componentes: el análisis de peligros y el plan HACCP, basado en los principios del HACCP. En la tabla de control del plan HACCP se presentan todos los detalles de las etapas del proceso donde existen puntos críticos de control (PCC), la identificación de los peligros significativos asociados a cada PCC, los límites críticos, los procedimientos de vigilancia o monitoreo, la frecuencia de dicha vigilancia, la acción correctiva cuando exista alguna desviación y la persona responsable de cada etapa.
(3). La aplicación de un sistema HACCP es de gran importancia para la industria de alimentos y en particular para la industria quesera para reducir las pérdidas de leche y producto final y para generar confianza en el consumidor por la producción de un queso inocuo y de calidad consistente. El queso GOUDA es semiduro de textura lisa con pocos y pequeños huecos, cuya composición característica es 41% de humedad y 32 % de grasa. La inocuidad del queso depende de la calidad y de las condiciones de recepción de la leche cruda, del comportamiento del inóculo, de la contaminación durante el proceso de elaboración debido a equipos u operarios y de las condiciones de maduración. La higiene durante la elaboración debe asegurarse por el cumplimiento de buenas prácticas de fabricación (BPF) y los Procedimientos Operativos Estandarizados de Saneamiento en Planta (POES).
I. OBJETIVO Y CAMPO DE APLICACIÓN1.1. OBJETIVOS
El principal objetivo de este trabajo es elaborar un plan HACCP del queso teniendo en cuenta los 7 principios y asi identificar los distintos riesgos y peligros en cada punto del proceso de elaboracion del queso.
Tener que asegurar la inocuidad del producto.
1.2. CAMPO DE APLICACIÓNSe sabe que un plan haccp puede realizarse para una linia de productos o tan solo uno, en este caso nosotros elaboramos nuestro plan solo para un producto que es el QUESO GOUDA.
INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
II. ASPECTOS GENERALES DE LA EMPRESA2.1. NOMBRE DE LA EMPRESA O RAZON SOCIAL
Instituto de educacion superior tecnologico publico “APARICIO POMARES”
UBICACIÓN: planta procesadora de productos industriales esta situado en: carretera central Kl 1.5 hco-tingo maria(ovalo esteban pavletich)
Reseña HistóricaInicialmente, según R.M. Nº 312-80-ED fue creado como Escuela Superior de Educación Profesional ESEP al que accedían alumnos del 9º grado de secundaria (3er año actualmente) ofertando las siguientes opciones profesionales: Construcción y
Topología, Contabilidad y Educación; las dos primeras concluyeron regularmente, habiendo egresado una promoción. La última por disposición de la Dirección Departamental de Educación de ese entonces fue transferido a la Escuela Normal "Marcos Duran Martel" (1982).Posteriormente en el año 1983 por D.S. Nº 131-83-ED pasa a formar parte de la red de institutos a nivel nacional como: Instituto Superior Tecnológico "Aparicio Pomares" con las siguientes carreras profesionales: Mecánica de Producción, Electricidad, Construcción Civil, Guía Oficial de Turismo, Enfermería Técnica, Secretariado Ejecutivo y Contabilidad.
Durante estos 34 años de vida al servicio de la educación, el Instituto de Educación Superior Tecnológico Público "Aparicio Pomares" viene contribuyendo y desarrollando una importante labor en la formación de profesionales técnicos, así como en el proceso de desarrollo socio-económico de la región, adecuando y proponiendo tecnologías al servicio del sector productivo y promoviendo programas de proyección a la comunidad a través de convenios y alianzas estratégicas mediante la participación organizada de docentes y estudiantes, en la búsqueda de posibles soluciones a problemas de infraestructura, saneamiento ambiental, promoción y organización de empresas productivas, capacitaciones y producción de bienes, fortaleciendo en estos últimos años el area de producción del instituto.
Quienes SomosSomos una Institución que ofrece a los egresados de educación secundaria la oportunidad de integrarse a esta comunidad educativa superior, postulando en el proceso de admisión a las diferentes carreras profesionales que oferta el instituto.

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
El Instituto de Educación Superior Tecnológico Público "Aparicio Pomares" gracias a una labor sigilosa y perseverante de nuestra comunidad viene logrando en forma progresiva un mejoramiento continuo en la calidad del servicio educativo. Desde su creación a la fecha se ha ganado muy merecidamente un espacio y una presencia en el campo del quehacer tecnológico de la región y el país.El I.E.S.T.P "Aparicio Pomares" con Revalidación Institucional del Ministerio de Educación con R.D. Nº 211-2005 - ED oferta 06 carreras profesionales:Contabilidad, enfermería, laboratorio clínico, Industrias alimentarias, mecánica de producción electrotecnia industrial.Aplicando el Nuevo Diseño Curricular Básico de la Educación Superior Tecnológica en la formación profesional; con un enfoque basado en competencias y bajo una estructura modular del currículo, constituyéndose de esta manera en la principal institución educativa dedicada a la innovación en la formación profesional técnica de nuestra región.De nuestra Institución egresan cada año aproximadamente 180 técnicos calificados para integrarse al mercado laboral de nuestra región, del pais y trascendiendo las fronteras a otros países con muy buena calificación y aceptación.
2.2. VISIONSer una Institución de Educación Superior Tecnológico Público líder en la formación de Profesionales Técnico y competentes de acuerdo a la demanda laboral, con infraestructura moderna y equipada acorde al avance
científico y tecnológico, promotora de investigación, producción e innovación, con personal altamente capacitado que practica valores en un clima institucional favorable para contribuir al desarrollo socio-económico y sustentable de la región y el país.
2.3. MISION
El IESTP "Aparicio Pomares" es un Institución de Educación Superior Tecnológica que brinda servicios educativos competitivos, eficientes y de calidad, con principios y valores basados en la excelencia, ética, democrática y conciencia
ambiental, promotora de conocimientos científicos humanísticos y tecnológicos, orientados a resolver problemas y satisfacer las necesidades del mercado laboral, regional y nacional que contribuye al desarrollo socio económico y sustentable de la región y del país.

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
2.4. POLITICOS DE CALIDADEs un conjuntos de normas o reglas establecidas por la direccion de la misma empresa, es esencial para el buen funcionamiento de una organización en este caso del instituto aparicio pomares:
Los personales deben de Contar con indumentaria completa Las horas de entrada seran exactas Todo los dias se tendra un refrigerio Mantener limpio todas las areas de trabajo Capacitacion a los personales mensualmente Todas los personales contaran con un seguro de vida integral
2.5. RECURSOS HUMANOSEstan conformados por los personales a si como los manos de obra calificados y no calificados Finalidades: utilizar con eficacia los recursos colaborar con la empresa en la optencion de beneficios preveer estrategias y tacticas para los casos de ampliacion o reduccion de
negocios .
2.6. MAQUINARIAS Y EQUIPOS
INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
III. GENERALIDADES DE LA EMPRESA3.1. INTRODUCCION DEL HACCP
Desde hace ya varios años la industria de alimentos ha reconocido el analisis de riesgos y control de puntos criticos, mejor reconocido por su sigla en ingles HACCP, que como un medio efectivo y racional de asegurar la inocuidad alimentaria desde la cosecha hasta el consumo. El metodo se basa en prevenir antes que en corregir los problemas y se apoya en siete principios que incluyen: el analisis de los riesgos, la identificacion de los puntos criticos, establecimiento de limites criticos, el establecimiento de procedimientos de monitoreo, de medidas correctivas en caso de desviacion, y de forma de documentar y verificar todas estas acciones.Existe una confusion en cuanto a los terminos de plan HACCP y de sistema HACCP. Por ello existe una definicion diferente de cada uno de ellos:
Plan HAACP: Es el documento escrito, basado en los principios HACCP que describe los procedimintos a seguir para asegurar el control de un proceso.Sistema HACCP: Es el resultado de la implementacion del plan HACCP y que en suma, es conjunto de acciones encaminadas a identificar, evaluar y controlar los riesgos o peligros significativos para la inocuidad de un alimento.
3.2. PRINCIPIOSLos 7 principios del plan HACCP son los siguientes:
1) Realizacion de un analisis de riesgos2) Determinacion de los puntos criticos3) Establecimiento de limites criticos4) Establecimiento de un sistema de vigilancia del control de los los PCC5) Establecimiento de las medidas correctoras que han de adoptarse cuando
la vigilancia indica qe un determinado PCC no esta controlado6) Establecimiento de procedimientos de verificacion para confirmar que el
sistema HACCP funciona eficazmente7) Establecimiento de un sistema de documentacion sobre todo los
procedimientos y los registros apropiados para los principios y su aplicación.
3.3. BPM Y BPH
Buenas prácticas de manufactura en la producción de quesos
Las condiciones en que se manipulan los alimentos a lo largo de la cadena productiva hasta su consumo final, determinan su calidad, incluyendo su inocuidad. Las reglas básicas de manipulación higiénica, almacenamiento, elaboración, distribución y preparación final de todos los alimentos, a lo largo de la cadena de producción de los mismos, están establecidas en los requisitos generales (higiene alimentaria) delCodex Alimentarius.
3.4. PLAN DE SANEAMIENTO Y SU RELACION CON EL HACCP.

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
Dentro del sistema de saneamiento se encuentran las BPM(buenas practicas de manufactura) y las BPH(buenas practicas de higiene que son programas esenciales dentro del plan HACCP. El sistema POES que contempla la ejecución de las tareas antes, durante y después del proceso de elaboración, y se divide en dos procesos diferentes que interactúan entre sí: La limpieza, que consiste en la eliminación de toda materia objetable (polvo, tierra, residuos diversos).
La desinfeccion, que consiste en la reducción de los microorganismos a niveles que no constituyan riesgo de contaminación en el proceso productivo.
IV. EQUIPOS DEL HACCP
MAPA ORGANIZACIONAL DEL EQUIPO HACCP

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
DESCRIPSION DE RESPONSABILIDADES DEL EQUIPO HACCP
GERENTE GENERAL
José Pereira
Percy Morales
Rita Alvarado Vara
Rita Alvarado VaraLiliana Baldeon D Augurio soto
Geaninne Ríos G.
Thony Arqueño
Abdel Palacios
Diana Andrés
Edwuin robles
Mario gomez
Deisy rodriquez
Gerente General
Jefe de planta
Jefe de control de calidad
Jefe de produccion Jefe de mantenimiento
Jefe de turno
Tecnico de produccion 1
Tecnico de produccion 3
Tecnico de produccion 2
Braulio Tabraj
Jefe de electricidad

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
Es el encargado de la empresa, aprueba el plan haccp, dispone su implementacion, supervisa y revisa periodicamente el plan con el equipo para su reajuste y su validacion
JEFE DE PLANTA
Es el reponsable de toda la planta y la produccion diara, reporta a la gerencia general y coordina la aplicación del plan de HACCP directamente con el jefe de produccion y jefe de aseguramiento
JEFE DE PRODUCCION
Responsable de la supervicion de la produccion diaria, asi como el personal en el cumplimiento de funciones y aplica el plan HACCP directamentey coordina con el jefe de aseguramiento de calidad
JEFE DE CONTROL DE CALIDAD
Es el responsable directo en la planta de la calidad de los productos y la aplicación de los procedimientos de HACCP asi como de todos los registros. Coordina con el jefe de produccion y reporta al jefe de planta
JEFE DE MANTENIMIENTO DE MAQUINARIAS Y EQUIPOS
Responsable de toda los mantenimientos y reparaciones de maquinarias y equipos de una planta y/o empresa
JEFE DE ELECTRICIDAD O MANTENIMIENTO ELECTRICO
Responsable de todas los mantenimientos electrico
JEFE DE TURNO
Es el responsable de la produccion y de hacer cumplir el plan de HACCP, reporta al jefe de produccion
TECNICOS DE PRODUCCION
Supervisan la produccion por areas especificas y aplican el plan de HACCP
RESPONSABLES DEL ASEGURAMIENTO DE CALIDAD
Son los supervisores de la calidad del producto y aplican el plan de HACCP, responden al jefe de control de calidad.
V. DESCRIPSION DEL PRODUCTO
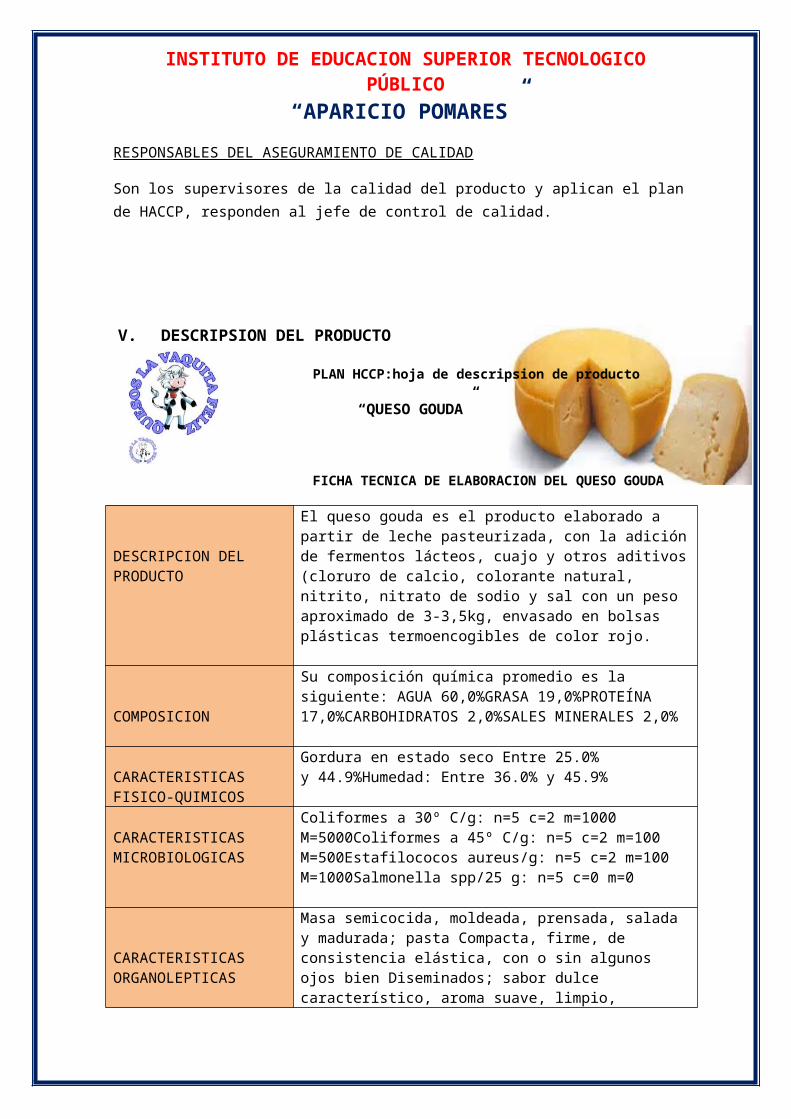
PLAN HCCP:hoja de descripsion de producto
“QUESO GOUDA”

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
FICHA TECNICA DE ELABORACION DEL QUESO GOUDA
DESCRIPCION DEL PRODUCTO
El queso gouda es el producto elaborado a partir de leche pasteurizada, con la adición de fermentos lácteos, cuajo y otros aditivos (cloruro de calcio, colorante natural, nitrito, nitrato de sodio y sal con un peso aproximado de 3-3,5kg, envasado en bolsas plásticas termoencogibles de color rojo.
COMPOSICION
Su composición química promedio es la siguiente: AGUA 60,0%GRASA 19,0%PROTEÍNA 17,0%CARBOHIDRATOS 2,0%SALES MINERALES 2,0%
CARACTERISTICAS FISICO-QUIMICOS
Gordura en estado seco Entre 25.0% y 44.9%Humedad: Entre 36.0% y 45.9%
CARACTERISTICAS MICROBIOLOGICAS
Coliformes a 30º C/g: n=5 c=2 m=1000 M=5000Coliformes a 45º C/g: n=5 c=2 m=100 M=500Estafilococos aureus/g: n=5 c=2 m=100 M=1000Salmonella spp/25 g: n=5 c=0 m=0
CARACTERISTICAS ORGANOLEPTICAS
Masa semicocida, moldeada, prensada, salada y madurada; pasta Compacta, firme, de consistencia elástica, con o sin algunos ojos bien Diseminados; sabor dulce característico, aroma suave, limpio, agradable, bien Desarrollado; color blanco amarillento uniforme.
EMPAQUETADO
Deberá presentar una superficie lisa, compacta, sin grietas y sin crecimiento de mohos; la corteza deberá ser de consistencia dura y seca, revestida de un producto antimohos y de una suspensión plástica o de una película de aceite vegetal; de textura firme y que pueda rebanarse fácilmente; de ojos regulares o irregulares en todo el interior del queso, redondos y ovalados, brillantes y de bordes regulares.
VIDA UTILSu vida útil en almacenamiento refrigerado es hasta seis meses en su envase original
CONDICIONES DE ALMACENAMIENTO
El producto en todo momento debera mantenerse refriferado para asi evitar su contaminacion. A una temperatura de 8°C
USOEl producto esta orientado asia el publico en general ya sea en el ambito domestico o institucional, a personas que quieran tener una vida saludable mucho mas natural
ESTE PRODUCTO ESTA DIRIDO A:
todas las personas(niños jovenes adultos y adultos mayores), en consumo directo ya que no altera su identidad fisica brindando abundantes nutrientes que proporcionan energia y una vida sana.
INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
empresas de comida para la elaboracion de distintos platos exquisitos tales como: la pitzza, tortillas, sandwuich, etc.
Panaderias, reposterias,etc
VI. FLUJOGRAMA DE ELABORACION DEL QUESO GOUDA
PLAN HCCP: Diagrama de flujo de elaboracion del
“QUESO GOUDA”
INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
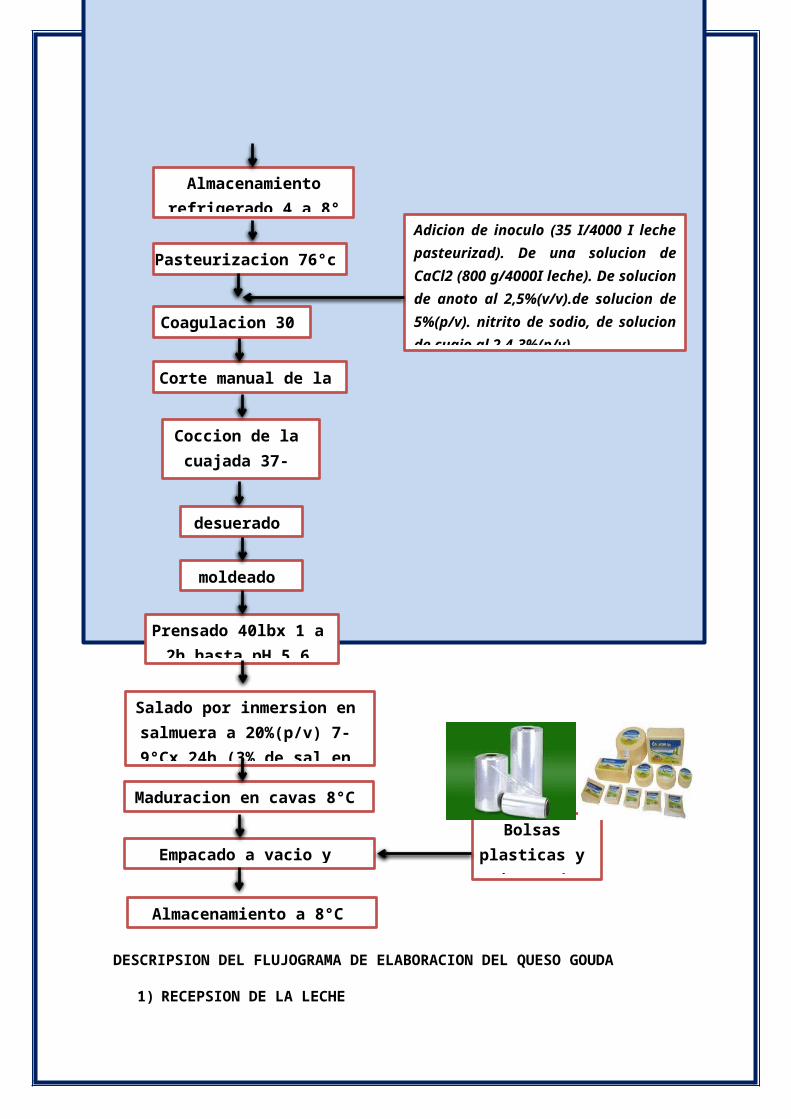
DESCRIPSION DEL FLUJOGRAMA DE ELABORACION DEL QUESO GOUDA
1) RECEPSION DE LA LECHELa desde que se realiza el ordeño debe ser bien cuidada evitando el ingreso de particulas o cuerpos extraños por eso para realizar una buena recepsion de la leche primero se tendra en cuenta si cumple o no con los parametros ideales,
Resepcion de la leche cruda
Almacenamiento refrigerado 4 a 8° x 10-20 h
Adicion de inoculo (35 I/4000 I leche pasteurizad). De una solucion de CaCl2 (800 g/4000I leche). De solucion de anoto al 2,5%(v/v).de solucion de 5%(p/v). nitrito de sodio, de solucion de cuajo al 2,4-3%(p/v).
Pasteurizacion 76°c x15m
Coagulacion 30 min
Corte manual de la cuajada
Coccion de la cuajada 37-38°Cx 40-45 min
desuerado
moldeado
Prensado 40lbx 1 a 2h hasta pH 5.6
Salado por inmersion en salmuera a 20%(p/v) 7-9°Cx 24h (3% de sal en
queso
Maduracion en cavas 8°C
Empacado a vacio y etiquetado
Almacenamiento a 8°C
Bolsas plasticas y etiquetadas
INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
acidez, pH, densidad, la prueba del alcohol para determinar si la leche esta en optimas condiciones.
2) ALMACENAMIENTOLuego de que la leche es recepsionada tendra un almacenamiento refrigerado a una temperatura de 4-8°C por 20hrs
3) PASTEURIZACIONSe efectuará a 72ºC por 15 segundos.Adición de insumosLas cantidades de cloruro y persevantes autorizados deben ser agregados en este momento. Como último elemento debe ser adicionado el cuajo disuelto en agua pasteurizada fría y sal.
4) COAGULACIONDependiendo del nivel de acidez, el tiempo de coagulación podrá variar hasta llegar a su punto óptimo (45 minutos)
5) CORTE MANUAL EN CUAJADASEl corte de la cuajada se realizará de modo homogéneo para evitar pérdidas por efecto de ruptura mecánica y deficiente sinéresis.
6) COCCION DE LA CUAJADASe realizara una coccion a una temperatura de 30 a 38°C por 40-45 mnts
7) DESUERADO Primer desueradoSe extrae el 30 % aproximadamente, del volumen inicial de leche en suero.Segundo desueradoSe elimina todo el suero hasta dejar sólo los granos.
8) MOLDEADO Y PRENSADOSe realiza de forma tal que el grano es colocado en los moldes, para que luego por simple presión del propio peso del queso, se realice el desuerado y/o auto prensado.
9) SALADO POR INMERCION EN SALMUERASEl salado debe realizarse para lograr el sabor adecuado del queso, se agrega de 2 a 3% de sal.
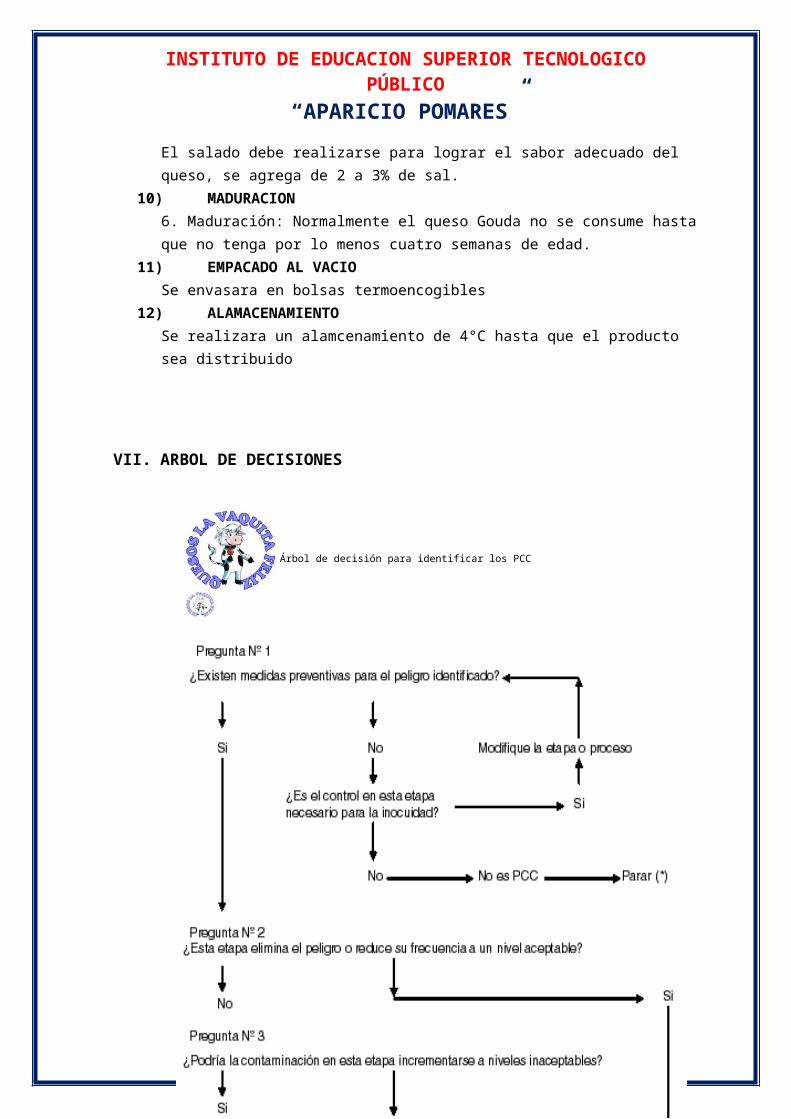
10) MADURACION6. Maduración: Normalmente el queso Gouda no se consume hasta que no tenga por lo menos cuatro semanas de edad.
11) EMPACADO AL VACIOSe envasara en bolsas termoencogibles
12) ALAMACENAMIENTOSe realizara un alamcenamiento de 4°C hasta que el producto sea distribuido
VII. ARBOL DE DECISIONES
Árbol de decisión para identificar los PCC

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
VIII. ANALISIS DE RIESGO - QUESO GOUDA
PLAN HCCP: Análisis de riesgos del “QUESO”
ETAPA DEL PROCESO PELIGRO¿el riesgo es
significativo?(si o no)
Justifique su decisión
Medidas de control de
peligroP.C.C
INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
Recepción de la leche cruda
BiológicosPresencia de microorganismos patógenos debido ala ineficiencia enfriamiento durante el ordeño y transporte de la leche a la planta.
SI
La leche debe llegar refrigerada la planta para prevenir la manipulación de patógenos.
Los patógenos producen ETA
Transporte refrigerado de la leche.
Buenas prácticas de fabricación
SIQuímicos
Residuos de antibióticos y plaguicidas
SI
Los residuos no podrán ser controladas durante el procesado
Pruebas de plataforma, cumplimiento de requisitos y seguimiento de proveedor
FísicosMascotas, tierra, pelo, etc.
SITransportan microorganismos
Almacenamiento refrigerado entre 4 y 8°C máximo 20 h
BiológicoCrecimiento de microorganismos por deficiencia en la refrigeración
SI
La leche debe permanecer refrigerada a menos 7°Cpor un tiempo no mayor a 20h
NO
QuímicoNinguno
NO NO
FísicoNinguno
NO NO
pasteurización
BiológicosSobrevivencia de patógenos debido al empleo de (temperaturas elevadas al iniciar el proceso)
NO
La pasteurización asegura la eliminación de microorganismos viables, patógenos presentes en la leche cruda.
Controlar el proceso térmico cuando aya desviado de limite operacional (75-77°C).
SI
QuímicosNinguno
NO NO
FísicosNinguno
NO NO
Coagulación32-35° x 30min
BiológicosLa contaminación debido a la limpieza deficiente de equipos, manipuladores, agua, cloruro de calcio, colorante, fermentación de la cuajada, etc.
NO
Los microorganismos presentes en equipos, operarios, agua, pueden ocasionar ETA
Limpieza efectiva vigilancia de los manipuladores, control de insectos, control de agua, control de cloruro de calcio colorante.
NO
QuímicosNinguno
NO NO
FísicosNinguno
NO NO
Corte manual de la cuajada
BiológicosContaminación por deficiente limpieza de equipos manipuladores del medio ambiente
SILos microorganismos presentes en los equipos causan ETA, se pueden controlar con las buenas prácticas de
Realizar limpieza e higiene de equipos vigilancia y entrenamiento de los manipuladores
NO
INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
fabricación.Químicos
NingunoNO NO
FísicosNinguno
NO NO
Cocción de la cuajada de 37 a 38°Cx 49 a 46min
BiológicosContaminación por utensilios, manipuladores de ambiente
SILa presencia de microorganismos en equipos y operarios pueden producir ETA
Realizar limpieza de utensilios entrenamiento a manipuladores
NO
QuímicoNinguno
NO NO
FísicoNinguno
NO NO
desuerado
BiológicoContaminación por deficiente limpieza de equipos manipuladores y del medio ambiente
SILa presencia de microorganismos producen ETA
Realizar limpieza y control del medio ambiente
NO
QuímicoNinguno
NO NO
FísicoNinguno
NO NO
moldeado
BiológicoContaminación por deficiente limpieza e higiene de lienzos, moldes y manipuladores
SILa presencia de microorganismos en equipos y operarios pueden producir ETA
Realizar limpieza efectiva de los moldes y lienzos vigilancia plena
NO
Químico Ninguno
NO NO
FísicoNinguno
NO NO
prensado
BiológicoContaminación por deficiente limpieza de las planchas y moldes
SILa presencia de microorganismos en equipos y operarios puede producir ETA
Realizar limpieza e higiene de equipos prensado
NO
QuímicoNinguno
NO NO
FísicoNinguno
NO NO
Salado por inmersión en
salmuera
BiológicoContaminación del producto por microorganismos patógenos presentes en la salmuera
SILa presencia de microorganismos en equipos y operarios puede producir ETA
Control de calidad de la salmuera cambio periódico
NO
QuímicoDeficiente salado en el producto final SI
La sal es un inhibidor de crecimiento microbiano
Control de su concentración SI
FísicoNinguno
NO
Maduración en cavas
BiológicoSobrevivencia de microorganismos por emplear un tiempo insuficiente durante la maduración o por realizarse en condiciones incorrectas.
SIuna maduración completa permite la producción de metabolitos que inhiben la presencia de microorganismos
Control de la FAE de maduración mediante el cumplimiento de temperatura y tiempo
SI
Químico NO NO
INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
NingunoFísico
Endurecimiento o formación de corteza, grieta deformación de la masa del queso
NO NO
Empaquetado en vacío y etiquetado
BiológicoContaminación del producto antes el envasado a través de manipuladores y el medio ambiente y/o envasado deficiente o incorrecto
SI
los microorganismos transportados por los manipuladores al producto pueden producir ETA
Vigilancia y entrenamiento, con buenas prácticas de fabricación
NO
QuímicoNingún
NO NO
FísicoFalla de la aplicación del vacío fallas de la etiqueta(pegado insuficiente, información incompleta generando desconocimiento del consumidor
SI
La aplicación del vacío y el sellado en las bolsas inhiben el crecimiento de microorganismos
Control correcto del aplicación del vacío vigilancia en la calidad del sellado y pegado y transcripción de la información de la etiqueta
NO
Almacenamiento a temperatura menor
a 8°C
BiológicoCrecimientos de microorganismos patógenos por fallas en la refrigeración del queso
NO
La refrigeración retarda el crecimiento de la mayoría de los microorganismos patógenos
NO
QuímicoNinguno
NO NO
FísicoNinguno
NO NO
IX. RESPUESTA DEL ARBOL DE DECISIONES
N°ETAPA DEL PROCESO RESPUESTA DEL ARBOL DE
DECISIONESP.C.C
P1 P2 P3 P4

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
1 Recepción de la leche cruda SI NO SI SI SI2 Almacenamiento refrigerado
entre 4 y 8°C máximo 20hasSI NO NO …. NO
3 Pasteurización limite operacional 76°C
SI SI …. …. SI
4 Coagulación 32-35°Cx30mi SI NO SI NO SI5 Corte manual de la
cuajada(empleo de liras)SI NO NO …. NO
6 Cocción de la cuajada de 37 a 38x 40ª45min
SI NO SI SI NO
7 Desuerado NO …. …. …. NO8 Moldeado SI NO NO …. NO9 Prensado 40 liras x 1 a 2h NO …. …. …. NO
10 Salado por inmersión en salmuera(20%)7ª9°Cx 24h
SI NO NO …. NO
11 Maduración en cavas SI SI …. …. SI12 Empaquetado en vacío y
etiquetadoSI NO SI NO NO
13 Almacenamiento a temperatura menor a 8°C
SI NO NO …. NO
RECEPSION DE LA LECHE
SISTEMA DE VIGILANCIA
CONTROL DE CALIDAD
Debe ser empleado a todo momento, sobre todo los niveles productivos el desarrollo y aplicación de un sistema de aseguramiento de la calidad como HACCP, es muy importante.

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
A. Materia primaLa leche y los demás insumos que intervienen en el proceso, deben ser controlados de forma rigurosa, en el caso de la leche se debe tener en cuenta los análisis fisicoquímicos, microbiológicos, como acidez, pH, densidad, etc.
B. Producto en proceso
El desarrollo productivo debe ser evaluado tanto el producto en proceso siguiendo las normas de control de operaciones, como el proceso técnico de elaboración en sí.
C. Producto terminadoEl producto terminado debe ser evaluado de forma consistente de modo que el queso que se ofrezca al mercado tenga la garantía de poder competir de modo equilibrado con otros productos similares, los controles serán de naturaleza fisicoquímica y microbiológica.

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
Punto crítico de control(PCC)
Peligros significativos
Limites críticosMonitoreo Acciones
correctivas verificación registroQue Como Frecuencia Quien
Recepción de la leche
Que ingresen microorganismos
patógenos
Realizando los análisis de la leche
Acidez, pH, densidad.
Realizamos el análisis de la leche con equipos especiales
Antes de la recepción
El jefe de control de calidad
Realizar mínimo 3 veces las pruebas para garantizar la calidad
Del transporte, chofer, tipo de trasporte, etc.
Registro del mas mínimo detalle en la recepción
pasteurización
Si tal vez sobreviven patógenos
Controlando la temperatura de pasteurización(76°c x 15min
El tiempo utilizado
Registrando la temperatura en un termómetro
En cada proceso
Supervisor y/o el jefe de planta
Detener el proceso ajustar la temperatura de las homillas
Verificación y manipulación diaria
en una escala termografía determinado los puntos más altos
coagulación
Deficiencias en la calidad preparación y uso del cultivo contaminado por patógeno
Cantidad y concentración cultivo utilizando temperatura de esterilización 96ºC y de inoculación 25ºC acidez de cultivo entre 85-95ml de NaOH o, IN prueba negativa para patógenos
Análisis de la calidad de los cultivos. Preparación y uso del cultivo. Temperatura utilizada en la preparación del cultivo.
Ejecución de análisis a los cultivos. Inspección visual de la correcta preparación y uso del cultivo. Control del acidez del cultivo.
Lote del cultivo inter diaria en cada proceso y antes de utilizarlo
Supervisión de laboratorio y control de calidad. Supervisión de producción. Análisis de microbiología
Repetir los análisis desechar los cultivos deficientes Establecer responsabilidades. Repetir el análisis y modificarla cantidad hacer utilizado.
Revisión diaria de todos los registros
Registro de los análisis de cada lote de cultivo. Registro de inspección de preparación del cultivo. Registro de microbiología
maduración
Crecimientos de microorganismos patógenos
Temperatura de la cava de maduración 10ºC completar tiempo mínimo de maduración (35 días)
Temperatura y HR tiempo de maduración
Vigilando la temperatura y HR.Controlando el tiempo de maduración
Al inicio y al final de la jornada diaria por lote/semanal
Supervisor de cavas de maduración
Revisar el funcionamiento del termostato y desunificado e informar
Revisión de área de los registros
Registro de las cavas de maduración
X. CONTROL DE PUNTOS CRITICOS – QUESO GOUDA

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”

INSTITUTO DE EDUCACION SUPERIOR TECNOLOGICO PÚBLICO“APARICIO POMARES”
ANEXO
Top Related