







Idiomas
Páginas
Jurídico


1
Introducción a losSistemas Integrados de Producción
David Salinas Sandoval

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
2
Programa Asignatura 2006N° UNIDAD HORAS1 Introducción a CIM 42 Código de Control Numérico (CNC) 6
3 CAD / CAM 104 Robótica 105 Control Automatizado de la calidad 106 Tecnología de grupo y proceso de fabricación 27 Gestión Integrada de la Producción 28 Redes Industriales 89 Modelo CIMUBB 410 Taller CIM. Proyecto final 6

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
3
Cristhian Aguilera Mario RamosDavid Salinas ([email protected])Luís Vera
Unidad 1. Manufactura Integrada. Modelo CIM y ERP

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
4
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
5
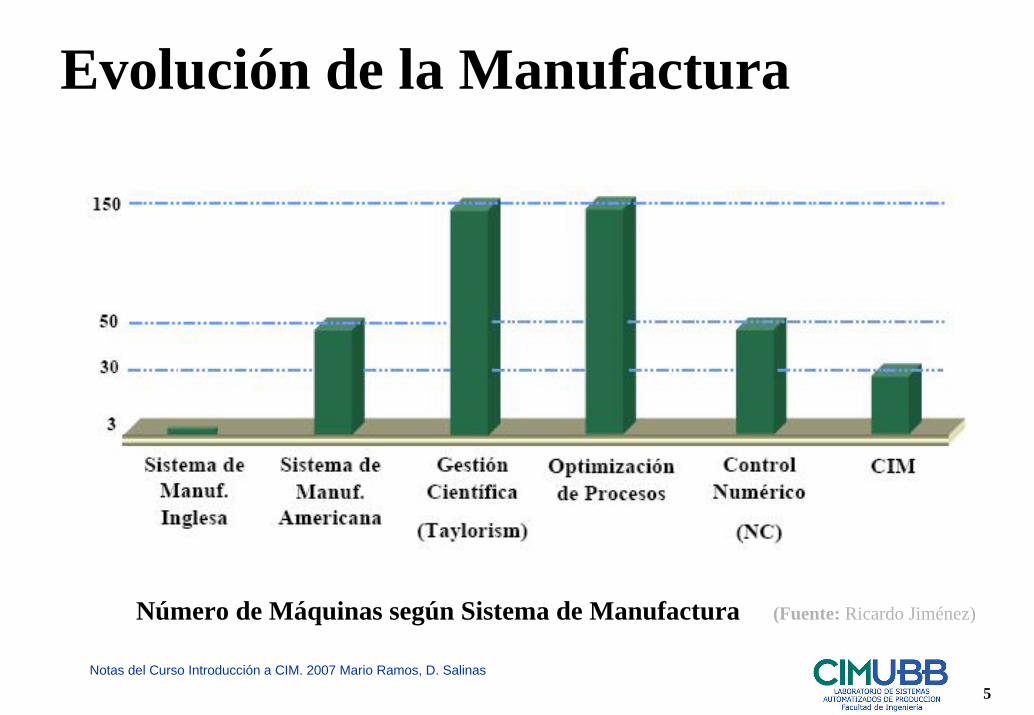
Número de Máquinas según Sistema de Manufactura (Fuente: Ricardo Jiménez)
Evolución de la Manufactura

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
6
Fracción de re-trabajo con respecto al trabajo total según Sistemas de Manufactura(Fuente: Ricardo Jiménez)
Evolución de la Manufactura

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
7
q2(t)
NivelInformación
q1(t)
q (t)
Asegurar una « buena »regulación delflujo de producción en la empresa
q2(t)=q3(t)
q3(t)
Automatización de la Producción y CIM

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
8
Regulación: cambio en la demanda (q3)
q2
q3q
t
Sobre cumplimiento
Incumplimiento
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
9
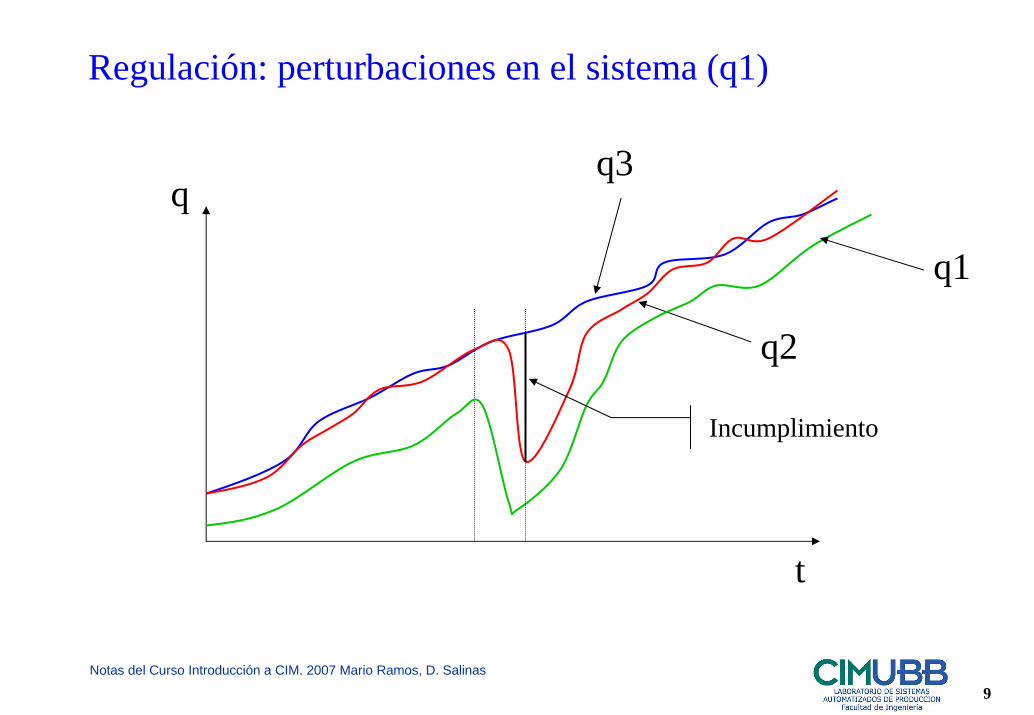
Regulación: perturbaciones en el sistema (q1)
q
t
q3
q2
q1
Incumplimiento

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
10
Estratégico
Táctico
OperacionalCorto plazo
Mediano plazo
Largo plazo
Sistema Físico
Sistema deInformación
Niveles de Automatización

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
11
Niveles de Automatización (Estratégico)
1. CIM crear o amplia sistemas de automatización. Visión de futuro.2. Define la estructura de automatización, mediante datos de
producción comunes y homogéneos. 3. Exige la comunicación entre los diferentes sistemas de
automatización – Máquinas de control numérico, autómatas programables, ordenadores con sistemas de gestión de datos, redes de comunicación, sistemas de diseño software.
4. Garantiza un flujo continuo y adecuado de información.
Trata de garantizar los objetivos de mejora de la empresa y su adecuación continua al mercado

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
12
Niveles de Automatización (Estratégico)
La planificación global. (Periodo amplio).CIM avanzar por conceptos parciales. (Complejo)Integración de automatización existente y nuevas requiere una armonización válida a largo plazo.Modificaciones en la estructura organizativa. (forma escalonada).Fuerte inversión de capital. (Varios años).La capacitación de los trabajadores no puede adaptarse acorto plazo a nuevas técnicas y estructuras.
Ambito de la dirección
de empresas

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
13
Flexibilidad del producto y procesosCalidad del productoAutomatizaciónReducción de tiempos y aumento de la productividad
Nuevas políticas de producción
Cambio de paradigmaCambio de paradigma

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
14
Variedad limitada de productosDiseños de larga vida de productosPlantas mayores y centralizadasFlujos regularesInventario de reserva
Gran variedad de productosRápido cambio del diseño de los productosPlantas de menor tamaño y descentralizadasFlujos irregularesCero inventario
Fabrica tradicionalFabrica tradicional Fabrica modernaFabrica moderna

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
15
Tiempo, años
Vent
as
1 32 4 5
Antes
Ahora
Ciclo de vida del producto
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
16
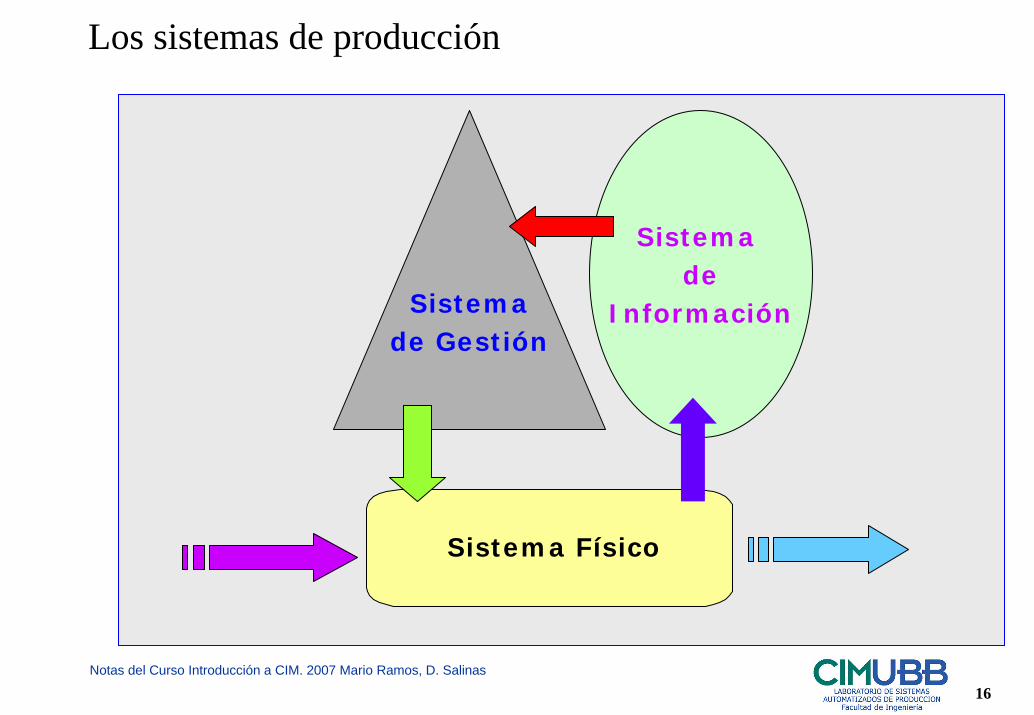
Los sistemas de producción
Sistemade Gestión
Sistema de
Información
Sistema Físico

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
17
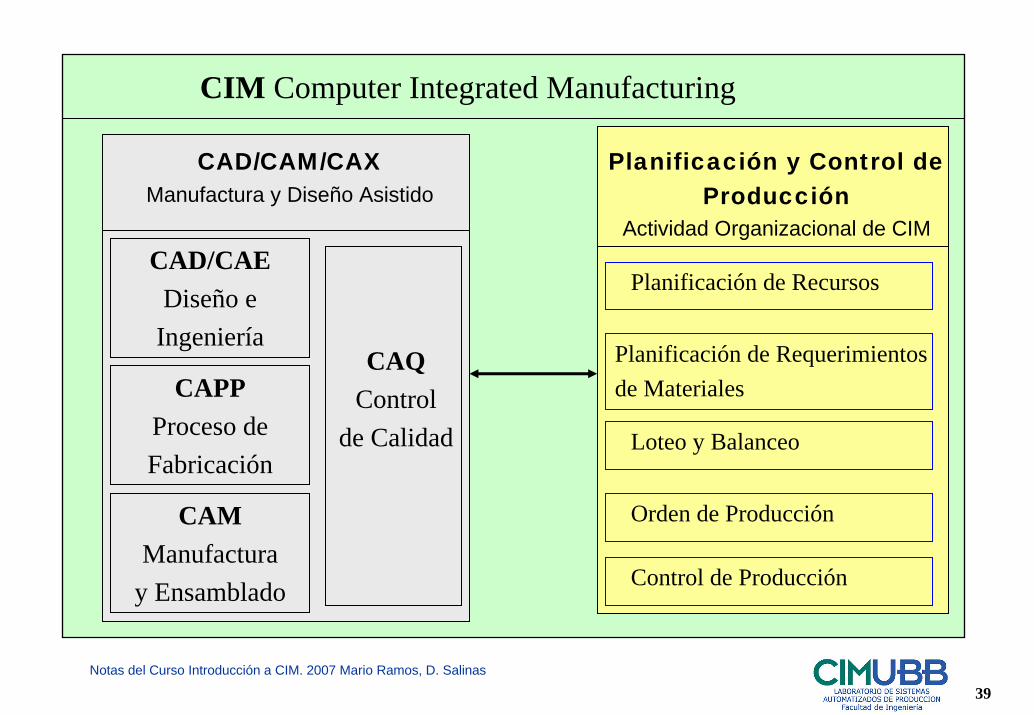
Planificación y Control deProducción
Actividad Organizacional de CIM
Planificación de Recursos
Planificación de Requerimientosde Materiales
Loteo y Balanceo
Orden de Producción
Control de Producción
CAD/CAM/CAXManufactura y Diseño Asistido
CAD/CAEDiseño e
IngenieríaCAQ
Controlde Calidad
CAMManufactura
y Ensamblado
CAPPProceso deFabricación
CIM Computer Integrated Manufacturing

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
18
Sistemas Integrados de ProducciónComputer Integrated Manufacturing (CIM)
Sistemas Integrados de ProducciónComputer Integrated Manufacturing (CIM)
Procesos integrados ycontrolados por computador
Procesos integrados ycontrolados por computador
Red local de comunicaciónBases de datos comunes y
distribuidas
Red local de comunicaciónBases de datos comunes y
distribuidas
Ethernet
BD BD
BD
BDBDBD
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
19
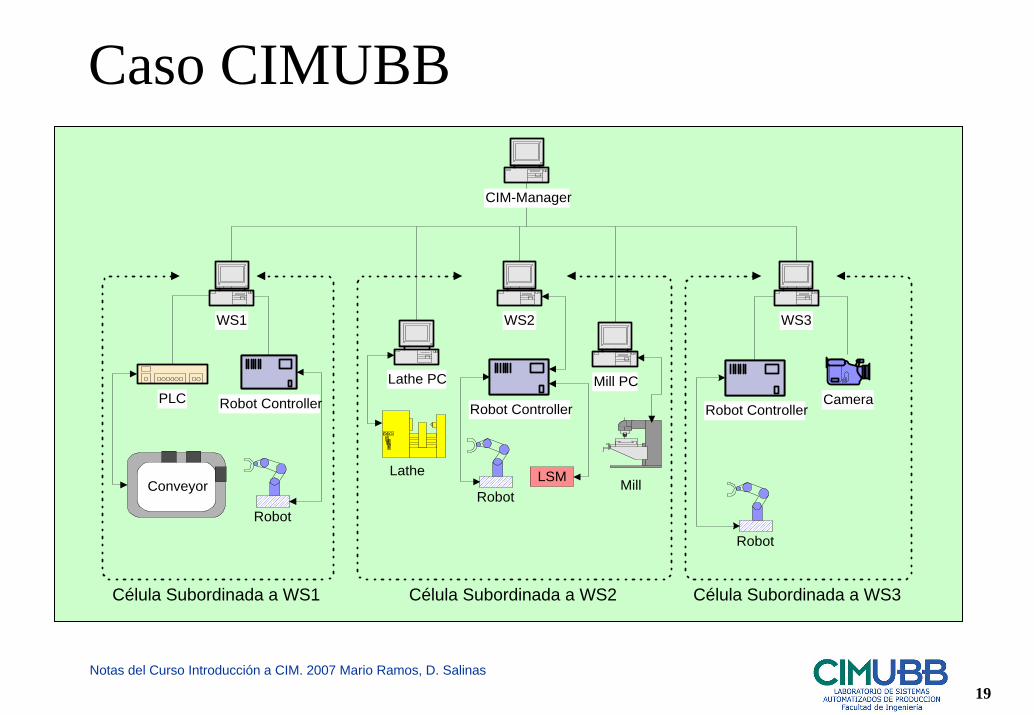
Caso CIMUBB
WS1 WS2 WS3
Mill PCLathe PCPLC Robot Controller Robot Controller Robot Controller
Camera
CIM-Manager
RobotRobot
Robot
Célula Subordinada a WS2Célula Subordinada a WS1 Célula Subordinada a WS3
LatheMillConveyor
LSM

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
20
Laboratorio CIMUBB (www.cimubb.ubiobio.cl)

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
21
Niv
el d
e A
plic
ació
n In
dust
rial
Desarrollo Crecimiento Madurez Obsolecencia
ERP
CIM
SFM
CNDCFF
CNCCN
MC
Nivel de crecimiento de nuevas las tecnologías
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
22
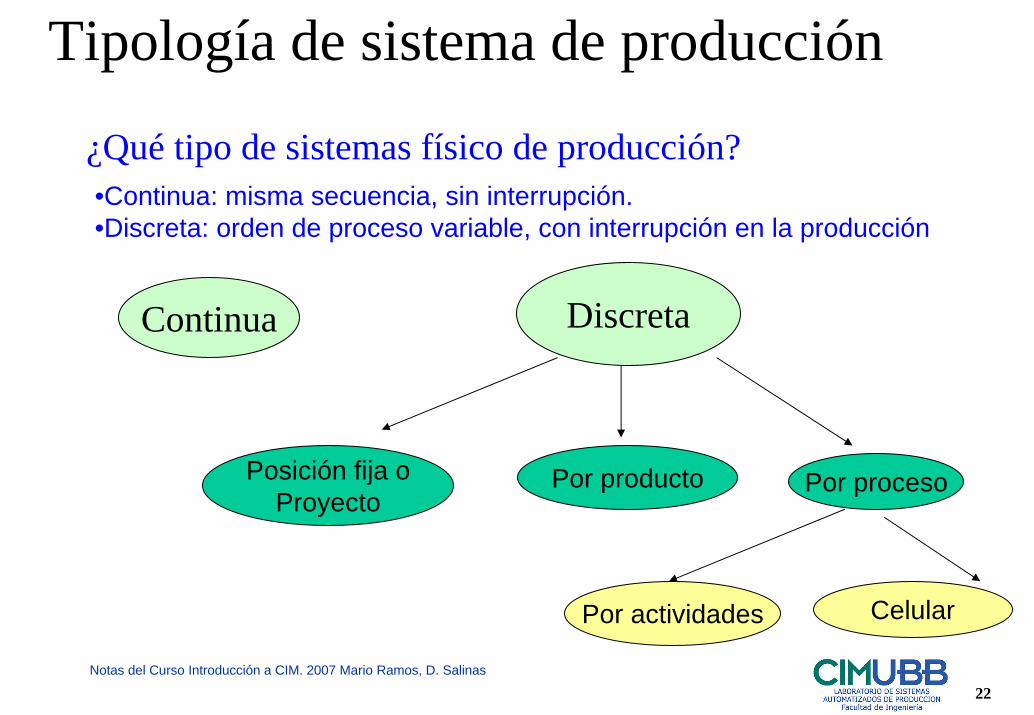
Tipología de sistema de producción
•Continua: misma secuencia, sin interrupción. •Discreta: orden de proceso variable, con interrupción en la producción
¿Qué tipo de sistemas físico de producción?
Continua Discreta
Posición fija oProyecto
Por producto Por proceso
Por actividades Celular

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
23
Producción ContinuaEn una línea sin interrupción
Poca flexibilidadAutomatización alta
Fácil transporteCosto unitario bajoGestión “simple”
Grandes lotes de producción
Balance de materia

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
24

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
25
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
26
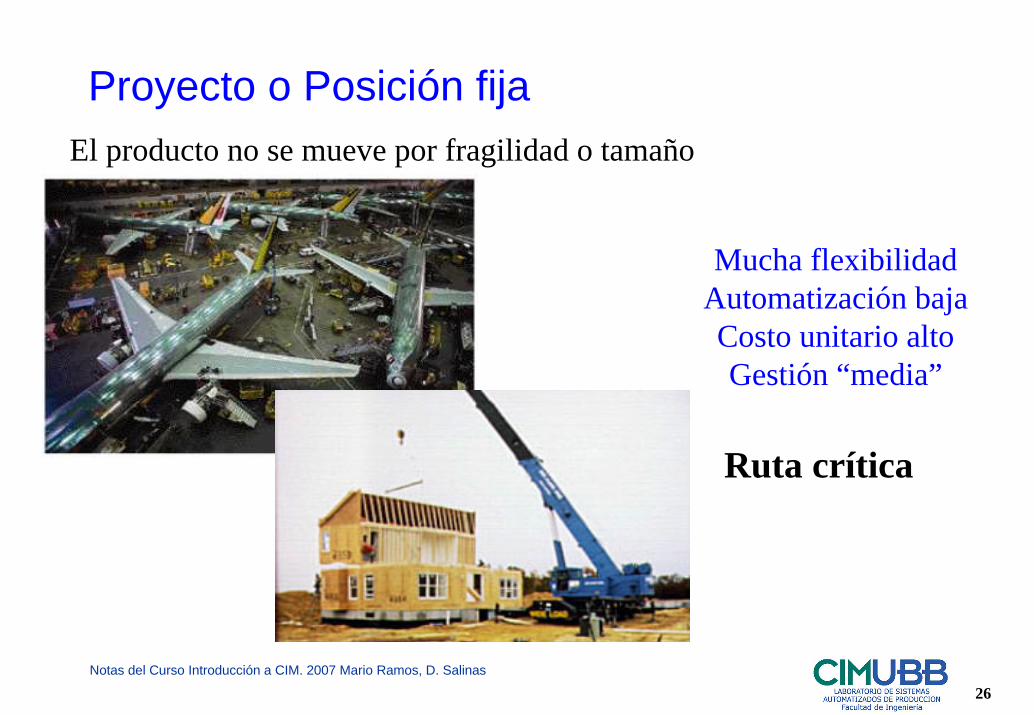
Proyecto o Posición fijaEl producto no se mueve por fragilidad o tamaño
Mucha flexibilidadAutomatización bajaCosto unitario altoGestión “media”
Ruta crítica
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
27
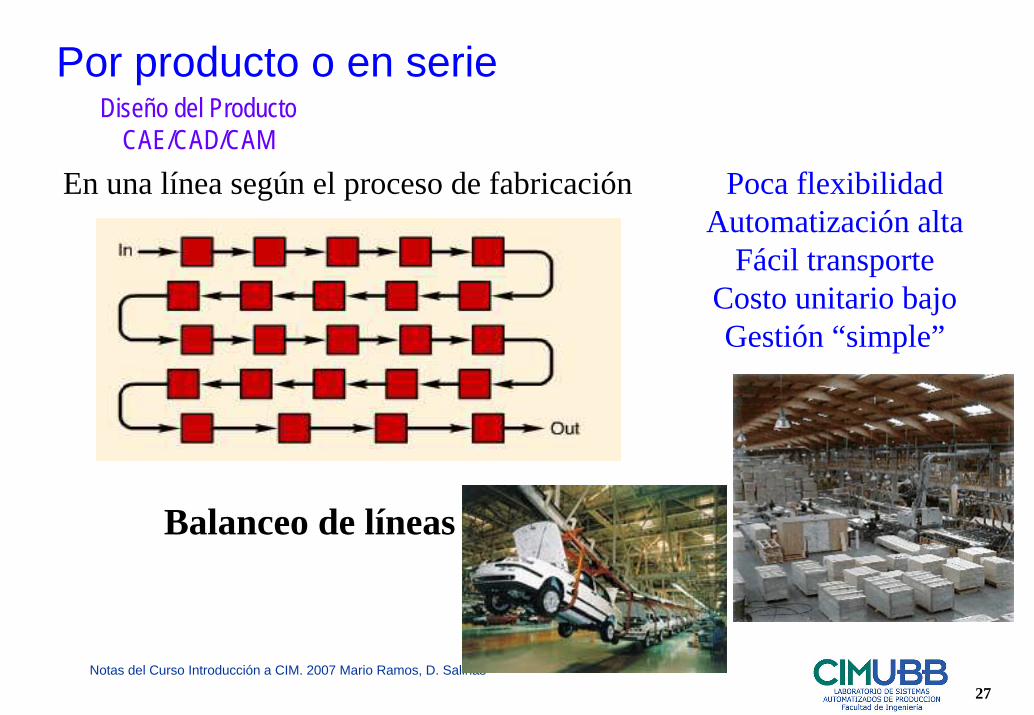
Por producto o en serie
En una línea según el proceso de fabricación Poca flexibilidadAutomatización alta
Fácil transporteCosto unitario bajoGestión “simple”
Balanceo de líneas
Diseño del ProductoCAE/CAD/CAM

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
28
Por proceso o por lotes (1)
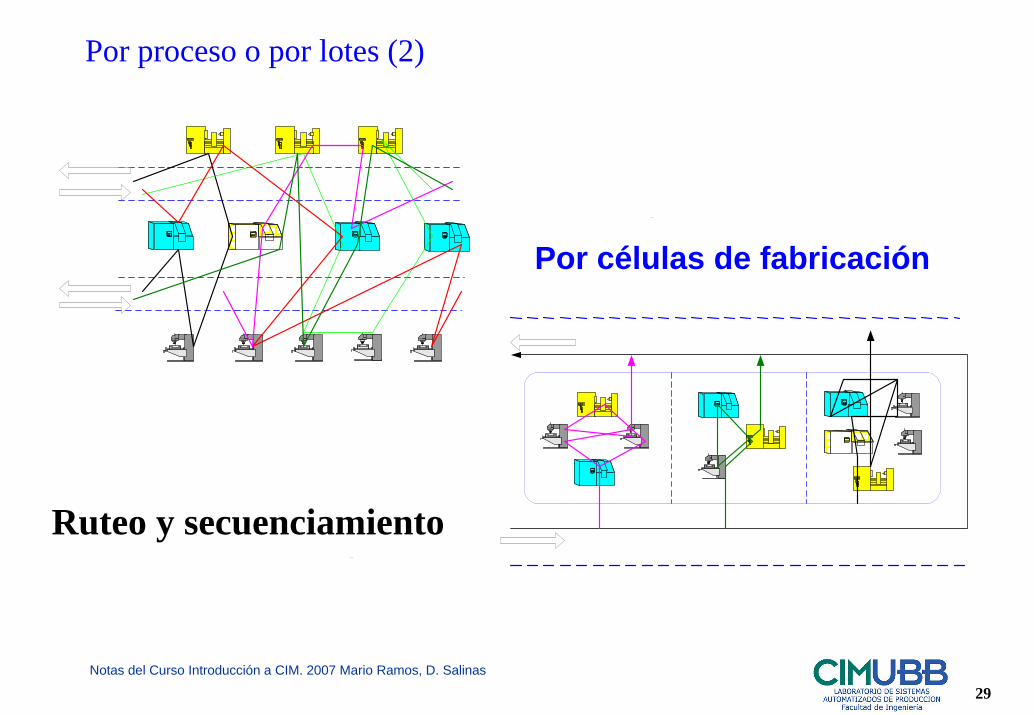
Por actividades similares FlexibilidadAutomatización media
Mucho transporteCosto unitario medioProblemas de gestión
Ruteo y secuenciamiento
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
29
Por proceso o por lotes (2)
Por células de fabricación
Ruteo y secuenciamiento

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
30
Célula Flexible de Manufactura
Transporte
Comunicación
IBM PS/2
Computador
Máquinas
Dedicadas a una familia de piezas

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
31
Los tipos de sistemas de producción
Estandarización AltaBaja
Volúmen
Bajo
Alto
Proyecto oPosición fija
Por ProcesoProducción
por lotes
Por ProductoProducción
en serie
Produccióncontinua
Más automatizaciónMás productividad
Más flexibilidadMás costo unitario

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
32
Número de variante de piezas
Máquinas CNC
Tamaño de lote o
Identidad de piezas
Escasa
Mediana
Alta
Muy Alta
Fabricación individual
Fabricación en pequeñas series
Fabricación en serie
Fabricación en masa
Escaso Mediano Alto
Fabricación Continua
Línea de transferFlexible
Sistema de fabricación Flexible
Isla de fabricación Flexible
Célula de fabricación Flexible
Los tipos de sistemas de producción
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
33
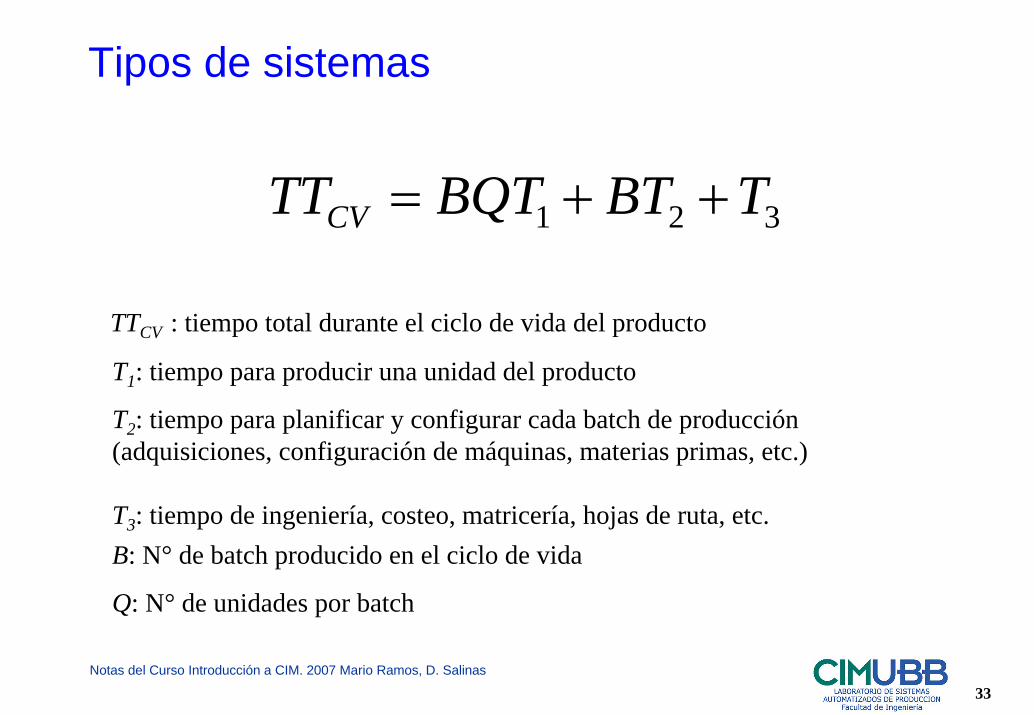
Tipos de sistemas
321 TBTBQTTTCV ++=
TTCV : tiempo total durante el ciclo de vida del producto
T1: tiempo para producir una unidad del producto
T2: tiempo para planificar y configurar cada batch de producción (adquisiciones, configuración de máquinas, materias primas, etc.)
B: N° de batch producido en el ciclo de vida
Q: N° de unidades por batch
T3: tiempo de ingeniería, costeo, matricería, hojas de ruta, etc.
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
34
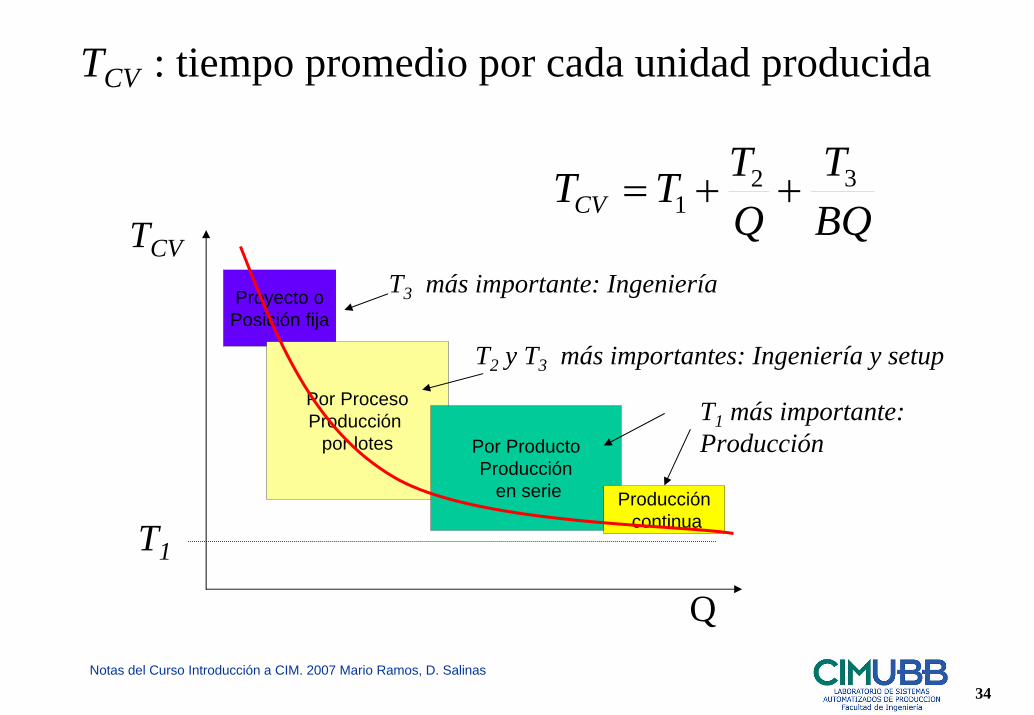
TCV : tiempo promedio por cada unidad producida
BQT
QTTTCV
321 ++=
Proyecto oPosición fija
Por ProcesoProducción
por lotes Por ProductoProducción
en serie Produccióncontinua
Q
TCV
T1
T1 más importante:Producción
T2 y T3 más importantes: Ingeniería y setup
T3 más importante: Ingeniería

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
35
Selección del tipo de proceso
Depende del estudio de factibilidad técnico-económico:•Demanda
•Oferta•Inversión
•Costos Fijos•Costos Variables
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
36
Punto de Equilibrio:Determinación del volúmen
Costo Total= Costo Fijo + Costo Variable TotalCT= cf + v*cv
Ingreso Total= Volúmen* precio
I= v*p
Utilidad= Ingreso Total- Costo Total
U= v*p-(cf+v*cv)
U= I-CT

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
37
Punto de Equilibrio
I = CT
v*p = cf + v*cv
Veq. = (cf + v*cv)/p
$
Q (Unidades)PE
Costo Total
Ingreso Total
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
38
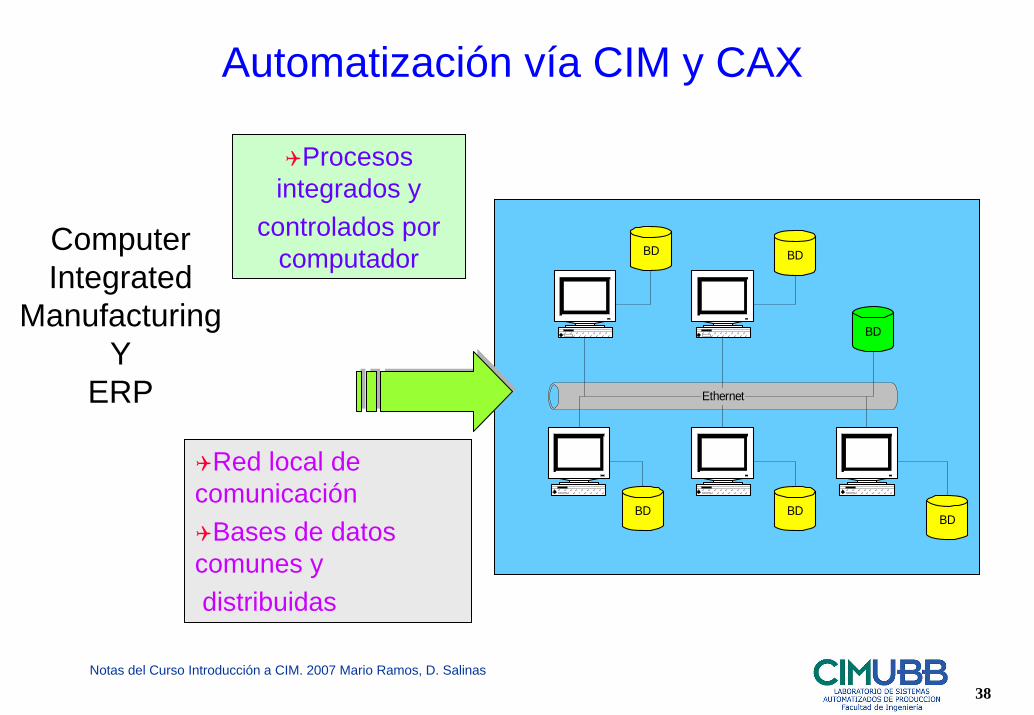
Computer Integrated
ManufacturingY
ERP
Procesos integrados y
controlados por computador
Procesos integrados y
controlados por computador
Red local de comunicación
Bases de datos comunes ydistribuidas
Red local de comunicación
Bases de datos comunes ydistribuidas
Ethernet
BD BD
BD
BDBDBD
Automatización vía CIM y CAX
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
39
Planificación y Control deProducción
Actividad Organizacional de CIM
Planificación de Recursos
Planificación de Requerimientosde Materiales
Loteo y Balanceo
Orden de Producción
Control de Producción
CAD/CAM/CAXManufactura y Diseño Asistido
CAD/CAEDiseño e
IngenieríaCAQ
Controlde Calidad
CAMManufactura
y Ensamblado
CAPPProceso deFabricación
CIM Computer Integrated Manufacturing
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
40
Tecnologías de Información,
Diseño y ControlCAX
•CAD (Diseño Asistido por Computador
•CAE (Ingeniería Asistida por Computador)
•CAPP (Procesos de Fabricación Asistido por computador)
•CAM (Manufactura Asistida por Computador)
•CAQ (Calidad Asistida por Computador)
•FMS (Flexible Manufacturing Systems)
Automatización de la Manufactura

Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
41
CAE/CAD
Ingeniería y Diseño Asistidospor Computador
•Elementos finitos•Diferencias finitas•Volúmenes finitos
Automatización de la Manufactura
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
42
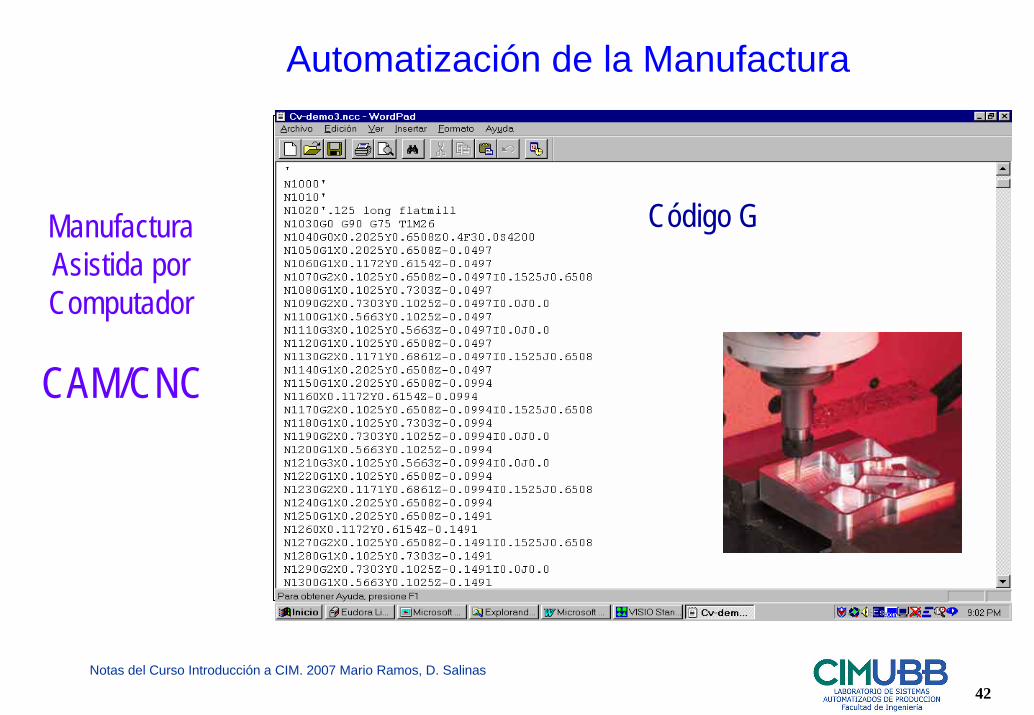
Diseño y cotación2D o 3D
Definición de trayectoriasy de herramientas
CAM/CNC
ManufacturaAsistida porComputador
Código G
Automatización de la Manufactura
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
43
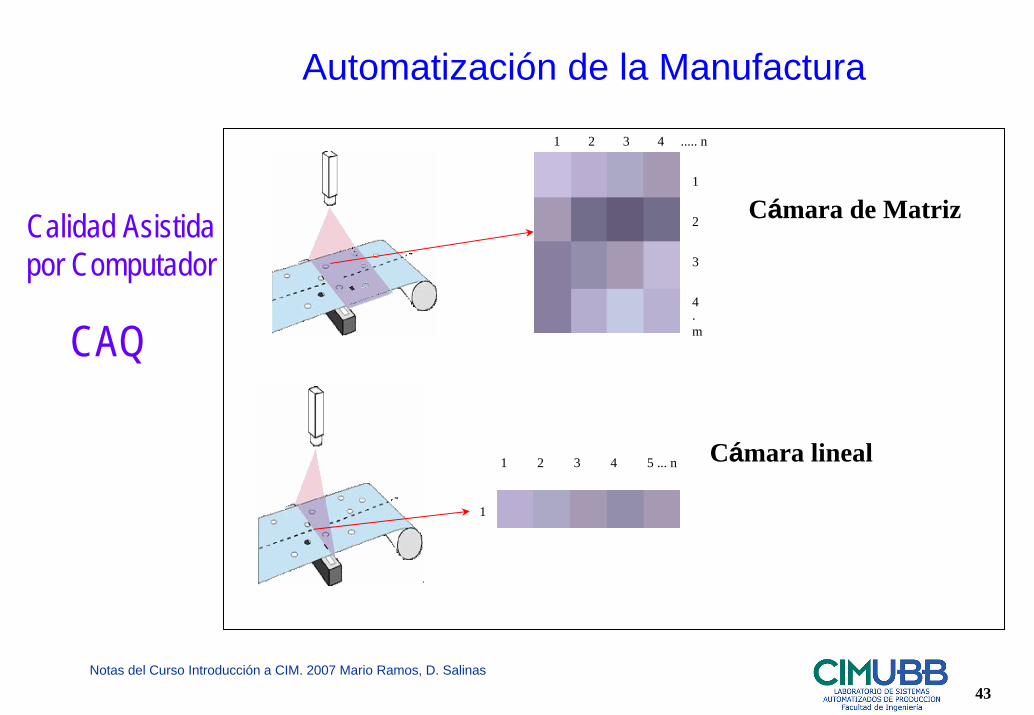
CAQ
Automatización de la Manufactura
Calidad Asistidapor Computador
Evaluar
MedirActuar
Proceso
1 2 3 4 ..... n
1
2
3
4.m
Cámara de Matriz
Cámara lineal1 2 3 4 5 ... n
1
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
44
ERP Enterprise Resource Planning o Planeación de
Recursos de la Empresa Los recursos de la empresa: humanos, tecnológicos, materiales, financieros e información.
– A medida que las empresas crecen, los recursos se hacen difíciles de controlar.
– La tecnología de la información ofrece como solución la implementación de los ERP
El ERP otorga apoyo a los clientes del negocio, tiempos rápidos de respuesta a sus problemas, un eficiente manejo de información.
– Tomar oportunas decisiones que disminuyan los costos totales de operación.
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
45
Características de ERP
Integrales– Porque permiten controlar los diferentes procesos de la compañía
entendiendo que todos los departamentos de una empresa se relacionan entre sí. El resultado de un proceso es punto de inicio del siguiente.
Modulares.– Los ERP entienden que una empresa es un conjunto de departamentos
que se encuentran interrelacionados por la información que comparten y que se genera a partir de sus procesos.
Adaptables.– Los ERP están creados para adaptarse a la idiosincrasia de cada empresa.
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
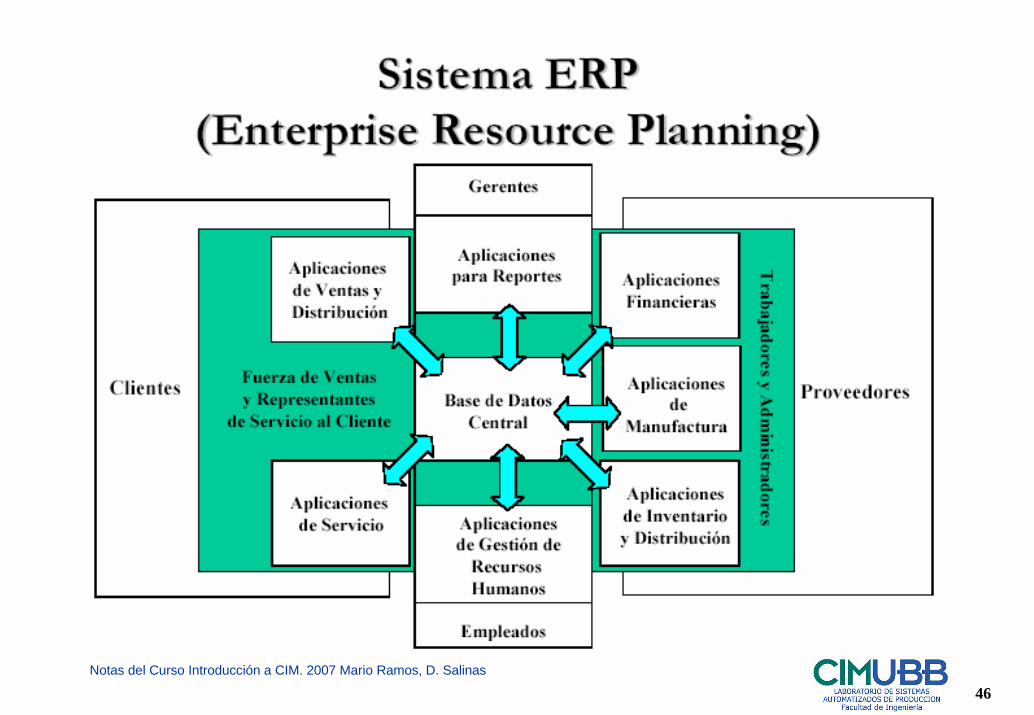
46
Notas del Curso Introducción a CIM. 2007 Mario Ramos, D. Salinas
47
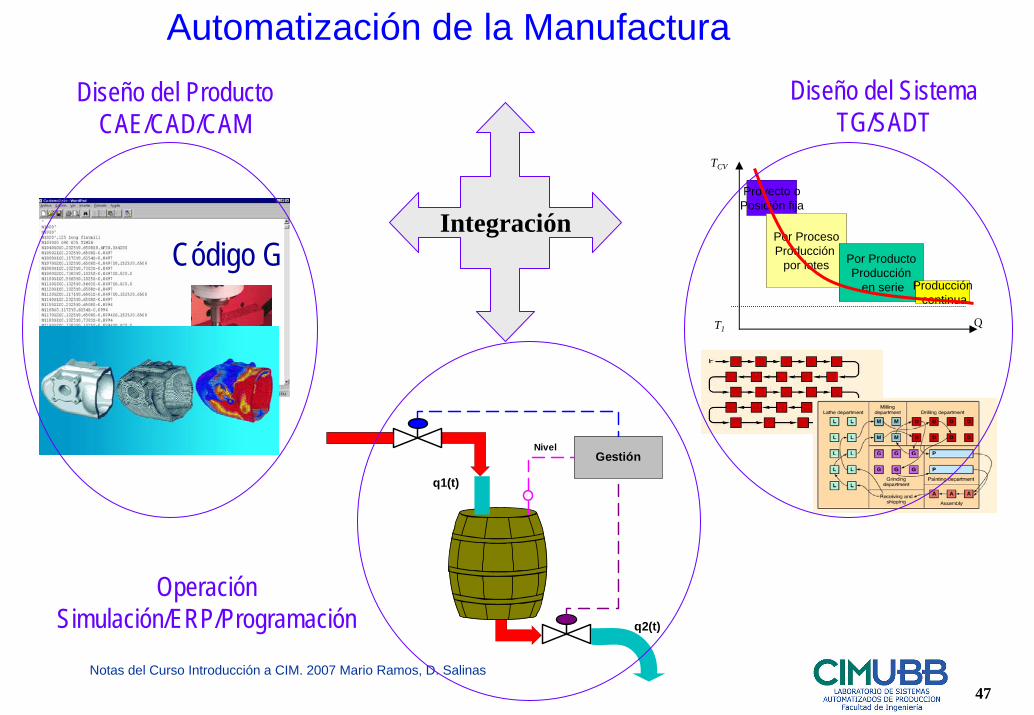
Diseño del ProductoCAE/CAD/CAM
Automatización de la Manufactura
Código G
Q
Proyecto oPosición fija
Por ProcesoProducción
por lotes Por ProductoProducción
en serie Produccióncontinua
TCV
T1
q1(t)
q2(t)
GestiónNivel
Diseño del SistemaTG/SADT
OperaciónSimulación/ERP/Programación
Integración
Top Related