







Idiomas
Páginas
Jurídico

PRACTICA FEBRERO 2012
Tema: Caracterización de uniones soldadas por el método de
Fricción-Agitación (FSW) en aleación de aluminio AA7075-T651
Miguel Angel Nuñez
Página 2 de 20
INGENIERIA EN MATERIALES
INFORME SOBRE LA PRACTICA REALIZADA EN EL MES DE FEBRERO DE 2012
Alumno: Miguel Angel Nuñez.
Lugar: Laboratorio de Materiales y Estructuras, Facultad de Ingeniería. Universidad de Buenos Aires.
Bajo la supervisión de: Dr. Ing. Hernán Svoboda.
Tema: Caracterización de uniones soldadas por el método de Fricción-Agitación (FSW) en aleación de
aluminio AA7075-T651.
Introducción
El proceso de soldadura por fricción-agitación (Friction Stir Welding: FSW) es un método de
soldadura en estado sólido de reciente desarrollo.
FSW fue desarrollado por el Instituto de Soldadura Británico (TWI) a comienzos de los años 90 y
patentado en 1993. Este proceso ha demostrado tener un gran potencial para la realización de uniones
de aleaciones no ferrosas de bajo punto de fusión, sobre todo en aleaciones de aluminio (de difícil
soldabilidad por los métodos convencionales), produciendo uniones con estructuras metalográficas
satisfactorias y excelentes propiedades mecánicas.
En muchas aplicaciones industriales los aceros están siendo reemplazados por aleaciones de
aluminio, debido a que estos materiales combinan una elevada resistencia mecánica con una baja
densidad y muy buena resistencia a la corrosión, lo que permite una reducción del peso del producto y
una mayor durabilidad.
La tecnología para la producción de componentes de aluminio ha sido desarrollada de manera que
en la actualidad pueden manufacturase una variada gama de productos por métodos como la fusión e
inyección. Es la unión de este material la que presenta inconvenientes, la soldadura por fusión de este
tipo de aleaciones presenta dificultades operativas, lo que lleva a la obtención de uniones soldadas de
baja calidad, asociadas usualmente con la presencia de porosidad y susceptibilidad a fisurar en caliente.
Estos aspectos motivaron el desarrollo de otros procesos de soldadura como FSW, técnica de
soldadura en estado sólido en la cual el material es plastificado mediante el calor que se genera por la
fricción entre la superficie de la pieza a soldar y una herramienta especial, la cual está compuesta por
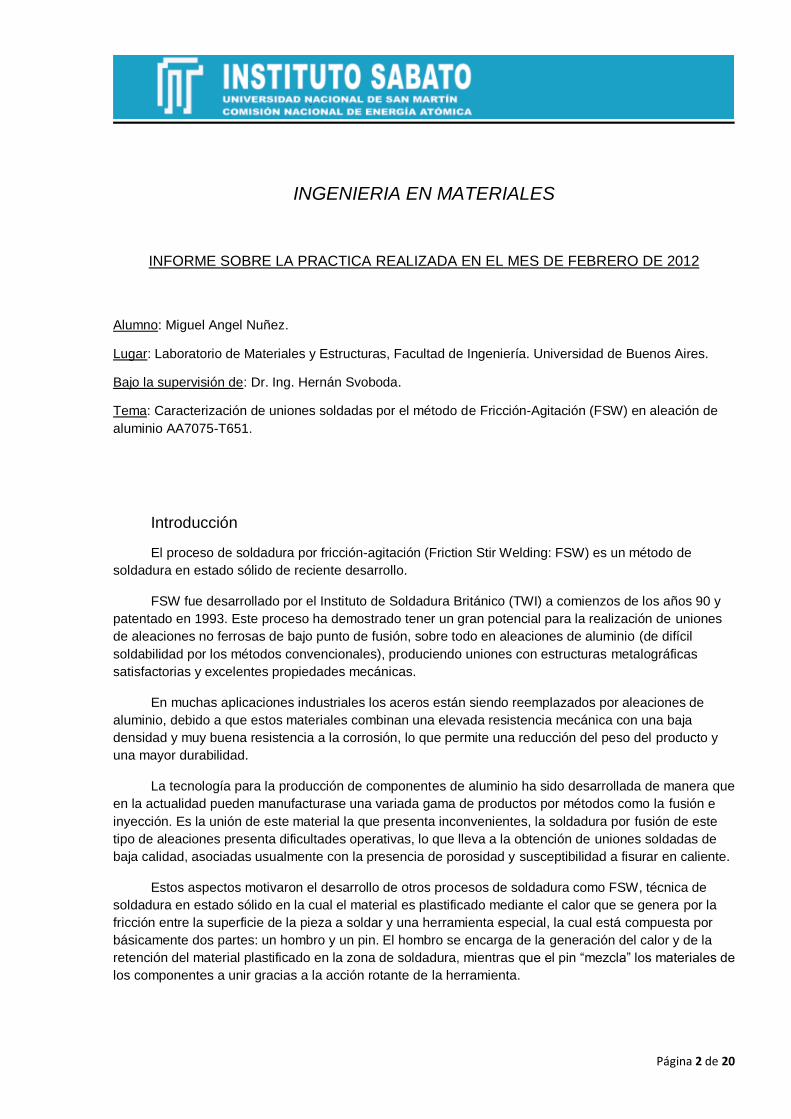
básicamente dos partes: un hombro y un pin. El hombro se encarga de la generación del calor y de la
retención del material plastificado en la zona de soldadura, mientras que el pin “mezcla” los materiales de
los componentes a unir gracias a la acción rotante de la herramienta.
Página 3 de 20
Fig. 1: Herramienta utilizada en FSW.
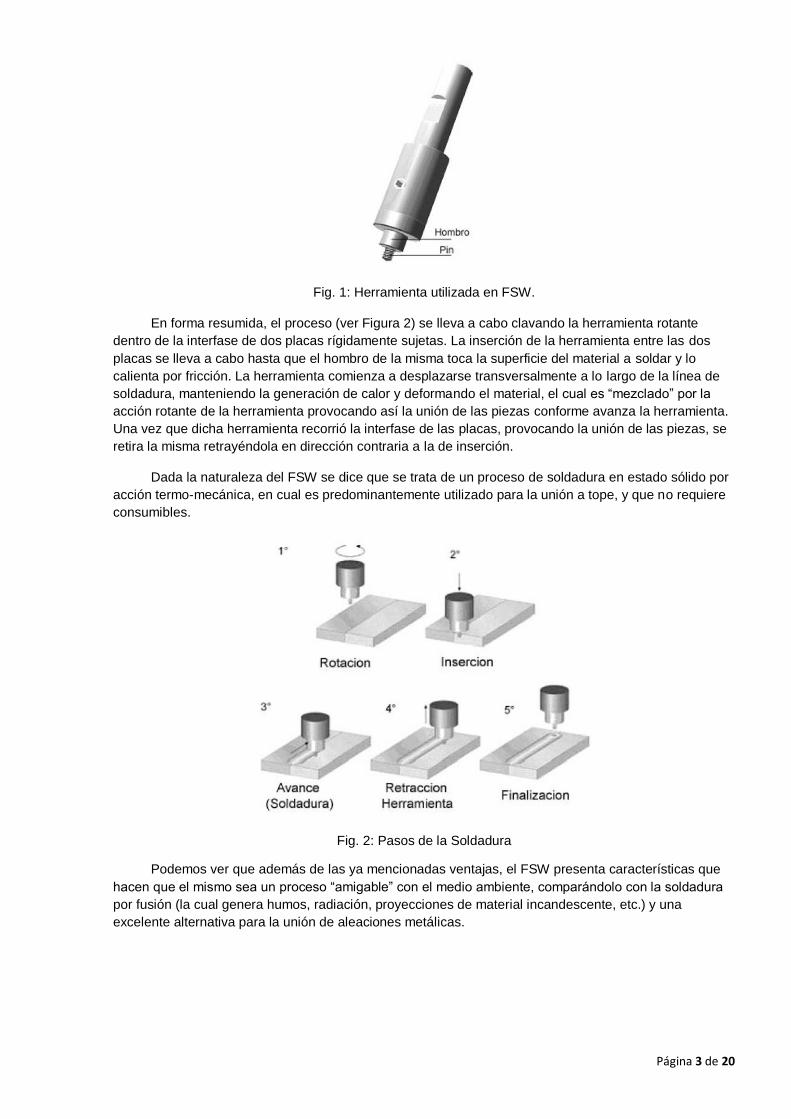
En forma resumida, el proceso (ver Figura 2) se lleva a cabo clavando la herramienta rotante
dentro de la interfase de dos placas rígidamente sujetas. La inserción de la herramienta entre las dos
placas se lleva a cabo hasta que el hombro de la misma toca la superficie del material a soldar y lo
calienta por fricción. La herramienta comienza a desplazarse transversalmente a lo largo de la línea de
soldadura, manteniendo la generación de calor y deformando el material, el cual es “mezclado” por la
acción rotante de la herramienta provocando así la unión de las piezas conforme avanza la herramienta.
Una vez que dicha herramienta recorrió la interfase de las placas, provocando la unión de las piezas, se
retira la misma retrayéndola en dirección contraria a la de inserción.
Dada la naturaleza del FSW se dice que se trata de un proceso de soldadura en estado sólido por
acción termo-mecánica, en cual es predominantemente utilizado para la unión a tope, y que no requiere
consumibles.
Fig. 2: Pasos de la Soldadura
Podemos ver que además de las ya mencionadas ventajas, el FSW presenta características que
hacen que el mismo sea un proceso “amigable” con el medio ambiente, comparándolo con la soldadura
por fusión (la cual genera humos, radiación, proyecciones de material incandescente, etc.) y una
excelente alternativa para la unión de aleaciones metálicas.
Página 4 de 20
Aspectos fundamentales del proceso
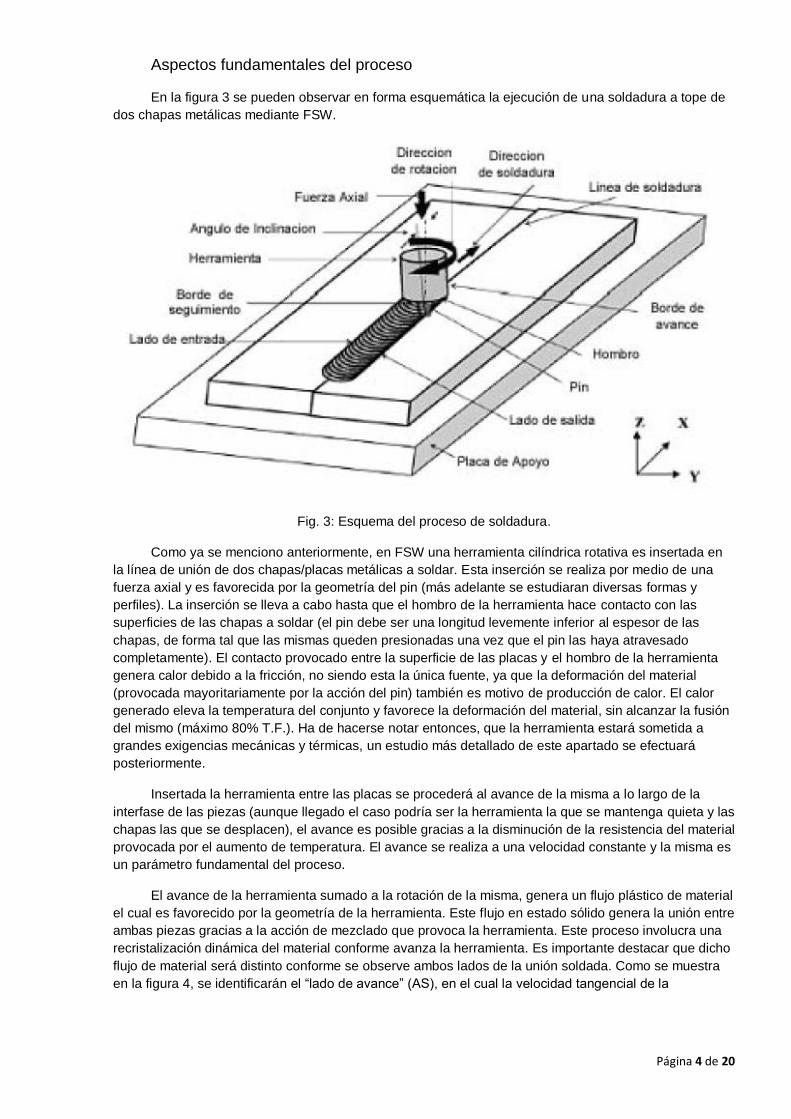
En la figura 3 se pueden observar en forma esquemática la ejecución de una soldadura a tope de
dos chapas metálicas mediante FSW.
Fig. 3: Esquema del proceso de soldadura.
Como ya se menciono anteriormente, en FSW una herramienta cilíndrica rotativa es insertada en
la línea de unión de dos chapas/placas metálicas a soldar. Esta inserción se realiza por medio de una
fuerza axial y es favorecida por la geometría del pin (más adelante se estudiaran diversas formas y
perfiles). La inserción se lleva a cabo hasta que el hombro de la herramienta hace contacto con las
superficies de las chapas a soldar (el pin debe ser una longitud levemente inferior al espesor de las
chapas, de forma tal que las mismas queden presionadas una vez que el pin las haya atravesado
completamente). El contacto provocado entre la superficie de las placas y el hombro de la herramienta
genera calor debido a la fricción, no siendo esta la única fuente, ya que la deformación del material
(provocada mayoritariamente por la acción del pin) también es motivo de producción de calor. El calor
generado eleva la temperatura del conjunto y favorece la deformación del material, sin alcanzar la fusión
del mismo (máximo 80% T.F.). Ha de hacerse notar entonces, que la herramienta estará sometida a
grandes exigencias mecánicas y térmicas, un estudio más detallado de este apartado se efectuará
posteriormente.
Insertada la herramienta entre las placas se procederá al avance de la misma a lo largo de la
interfase de las piezas (aunque llegado el caso podría ser la herramienta la que se mantenga quieta y las
chapas las que se desplacen), el avance es posible gracias a la disminución de la resistencia del material
provocada por el aumento de temperatura. El avance se realiza a una velocidad constante y la misma es
un parámetro fundamental del proceso.
El avance de la herramienta sumado a la rotación de la misma, genera un flujo plástico de material
el cual es favorecido por la geometría de la herramienta. Este flujo en estado sólido genera la unión entre
ambas piezas gracias a la acción de mezclado que provoca la herramienta. Este proceso involucra una
recristalización dinámica del material conforme avanza la herramienta. Es importante destacar que dicho
flujo de material será distinto conforme se observe ambos lados de la unión soldada. Como se muestra
en la figura 4, se identificarán el “lado de avance” (AS), en el cual la velocidad tangencial de la
Página 5 de 20
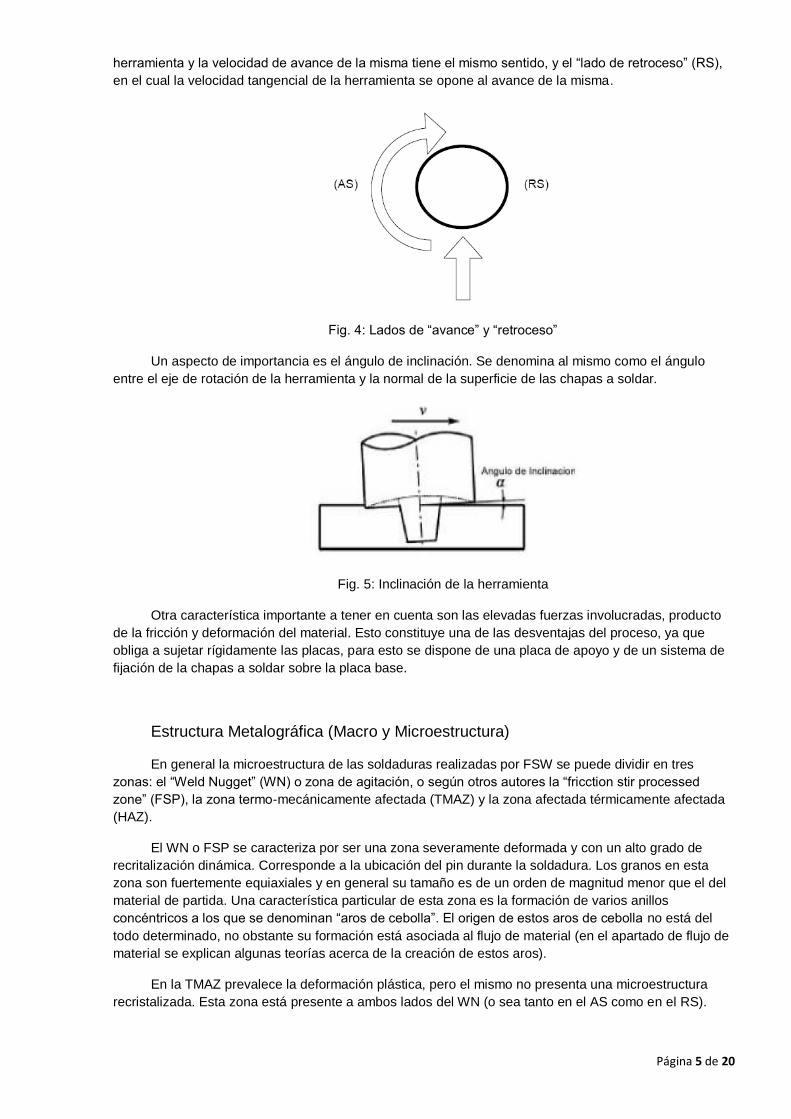
herramienta y la velocidad de avance de la misma tiene el mismo sentido, y el “lado de retroceso” (RS),
en el cual la velocidad tangencial de la herramienta se opone al avance de la misma.
Fig. 4: Lados de “avance” y “retroceso”
Un aspecto de importancia es el ángulo de inclinación. Se denomina al mismo como el ángulo
entre el eje de rotación de la herramienta y la normal de la superficie de las chapas a soldar.
Fig. 5: Inclinación de la herramienta
Otra característica importante a tener en cuenta son las elevadas fuerzas involucradas, producto
de la fricción y deformación del material. Esto constituye una de las desventajas del proceso, ya que
obliga a sujetar rígidamente las placas, para esto se dispone de una placa de apoyo y de un sistema de
fijación de la chapas a soldar sobre la placa base.
Estructura Metalográfica (Macro y Microestructura)
En general la microestructura de las soldaduras realizadas por FSW se puede dividir en tres
zonas: el “Weld Nugget” (WN) o zona de agitación, o según otros autores la “fricction stir processed
zone” (FSP), la zona termo-mecánicamente afectada (TMAZ) y la zona afectada térmicamente afectada
(HAZ).
El WN o FSP se caracteriza por ser una zona severamente deformada y con un alto grado de
recritalización dinámica. Corresponde a la ubicación del pin durante la soldadura. Los granos en esta
zona son fuertemente equiaxiales y en general su tamaño es de un orden de magnitud menor que el del
material de partida. Una característica particular de esta zona es la formación de varios anillos
concéntricos a los que se denominan “aros de cebolla”. El origen de estos aros de cebolla no está del
todo determinado, no obstante su formación está asociada al flujo de material (en el apartado de flujo de
material se explican algunas teorías acerca de la creación de estos aros).
En la TMAZ prevalece la deformación plástica, pero el mismo no presenta una microestructura
recristalizada. Esta zona está presente a ambos lados del WN (o sea tanto en el AS como en el RS).

Página 6 de 20
Aquí la deformación y temperatura son menores que en el WN dando como resultado una
microestructura similar a la del material de partida, solo que con granos levemente deformados y
rotados.
Por último la HAZ, como su nombre lo indica, es una zona que solo es afectada por calor durante
el proceso, donde ninguna deformación plástica tiene lugar. La temperatura es significativamente menor
que la TMAZ, no obstante tendrá una gran influencia en la estructura resultante, sobre todo si se trata de
una aleación inestable (por ejemplo los aluminios endurecibles por precipitación, en los cuales esta zona
suele presentar las peores propiedades mecánicas).
En la Figura 6 podemos ver un esquema y una metalografía donde se muestran las zonas
mencionadas:
Fig. 6: Esquema de las zonas arriba mencionadas.
A nivel macroscópico se puede distinguir una zona muy característica del proceso, denominada
brazo de flujo. La misma se encuentra en la superficie de la soldadura y consiste en el material que es
arrastrado por el hombro de la herramienta desde el RS, alrededor de la herramienta y depositado en el
AS, dando como resultado un patrón circular a lo largo de todo el cordón (Figura 7).
Fig. 7: Estructura macro FSW.

Página 7 de 20
Parámetros de soldadura
En el siguiente esquema podemos ver como se relacionan los parámetros de “entrada”, los
llamados parámetros de proceso y los parámetros de “salida” (que en este caso serían las propiedades
mecánicas de la soldadura).
Se diferencian los parámetros de entrada, de los de proceso, en que los primeros son independientes,
mientras que los segundos son función de los de entrada. Por ejemplo la temperatura dependerá de la
fricción entre la herramienta y el material. Así tendremos que la velocidad de giro será determinante en el
valor de temperatura alcanzado, no obstante este no será el único parámetro que afectara la
temperatura, ya que geometría de la herramienta también influirá en esta variable. El tamaño del hombro
intervendrá en la fricción generada por lo que la temperatura también será fuertemente dependiente de
este parámetro.
Lo que se intenta mostrar con este ejemplo es que no existe una relación lineal entre los
parámetros de entrada y los de proceso (que son los que finalmente definen las propiedades
mecánicas). Los fenómenos intervinientes en el FSW son muchos y diversos, y un solo parámetro de
proceso depende de muchísimas variables. Resulta sumamente complejo encontrar expresiones que
relacionen los parámetros, por eso se tiende a estudiar en forma independiente los parámetros de
proceso, analizando como variaciones de los parámetros de entrada afectan al proceso y a la estructura
resultante. Para esto se utilizan modelos simplificados para explicar los fenómenos en forma
independiente y se obtienen en su mayoría correlaciones empíricas que ajusten los modelos.
Así la mayoría de la información disponible son correlaciones empíricas obtenidas a partir de
ensayos. En base a estos datos se “preajustaron” los parámetros de soldadura para nuestro caso
particular, reduciendo así el tiempo y la cantidad de ensayos.
Material empleado
En el presente trabajo se estudió una aleación de aluminio AA7075-T651 en chapa de 4 mm de
espesor. Se realizó un ensayo de tracción según la norma ASTM E8M-04 a fin de determinar las
propiedades mecánicas del material. El límite convencional fue de 0,2=526 MPa, la resistencia a la
tracción UTS=576 MPa, un alargamiento a rotura de A=12%, para una longitud de referencia de 50mm.
El módulo de elasticidad determinado fue de E=71 GPa. Y el coeficiente de Poisson, =0,33.
Ejecución de la soldadura
En el presente trabajo se han caracterizado muestras ya soldadas de AA7075-T651 de 150x75x4
mm a tope con el proceso FSW utilizando una máquina herramienta adaptada. En la Tabla 1 se
muestran los parámetros empleados para las siete probetas soldadas. La velocidad de avance se varió
desde 51 mm.min-1
hasta 206 mm.min-1
para una misma velocidad de rotación (680 rpm) y ángulo de
inclinación (2o). Además se trabajó con muestras soldadas a velocidades de avance de 51 mm/min y 146
mm/min a 514 rpm y 2º de inclinación.
Página 8 de 20
La herramienta utilizada presenta un pin de geometría cónica, de hombro cóncavo y fue construida
en acero para herramientas del tipo H13. El diámetro del hombro es de 12 mm y los diámetros mayor y
menor del pin son de 4 y 3 mm, respectivamente. Por último, la altura del pin es de 3,8 mm.
Designación
Velocidad de Velocidad de Angulo de Pitch = w/U
avance rotación w inclinación
U [mm/min] [rpm] [º] [rev/min]
3A 51
680 2
10,1
3B 73 7
2C 98 5,2
3C 146 3,5
2D 206 2,5
1A 51 514 2
10
1C 146 3
Tabla 1: Parámetros de las soldaduras estudiadas
Medición de las zonas afectadas por la soldadura
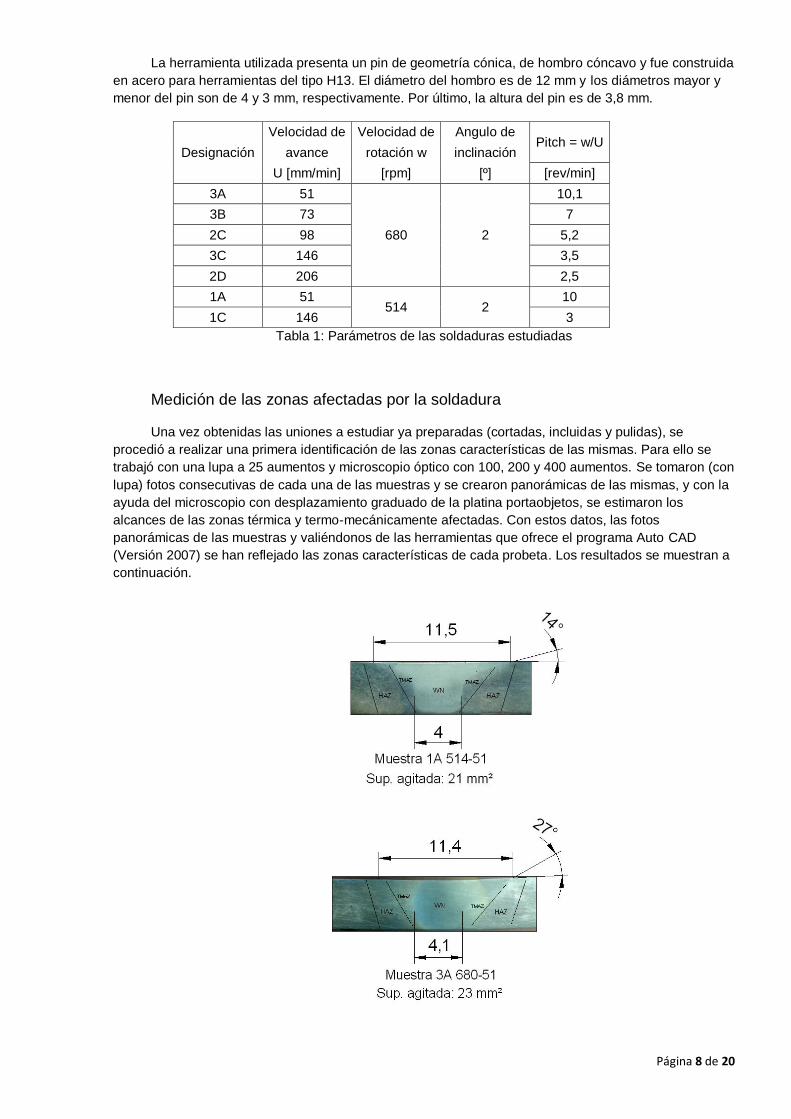
Una vez obtenidas las uniones a estudiar ya preparadas (cortadas, incluidas y pulidas), se
procedió a realizar una primera identificación de las zonas características de las mismas. Para ello se
trabajó con una lupa a 25 aumentos y microscopio óptico con 100, 200 y 400 aumentos. Se tomaron (con
lupa) fotos consecutivas de cada una de las muestras y se crearon panorámicas de las mismas, y con la
ayuda del microscopio con desplazamiento graduado de la platina portaobjetos, se estimaron los
alcances de las zonas térmica y termo-mecánicamente afectadas. Con estos datos, las fotos
panorámicas de las muestras y valiéndonos de las herramientas que ofrece el programa Auto CAD
(Versión 2007) se han reflejado las zonas características de cada probeta. Los resultados se muestran a
continuación.

Página 9 de 20

Página 10 de 20
Puede observarse en las figuras anteriores que el ancho del weld nugget es común a todas las
muestras y las variaciones del ancho de la zona agitada en la parte superior de las uniones son
pequeñas. Esto es fácil de entender si se considera que estos parámetros dependen directamente de la
herramienta utilizada, que fue la misma en todos los casos. Sin embargo, se aprecian diferencias más
notables en el área total de la zona agitada, así como también en el ángulo que forma el límite de la zona
agitada con el borde superior de la probeta, siendo ambos parámetros considerablemente mayores en
aquellas probetas que han sido soldadas con menor velocidad de avance y, especialmente, la de mayor
velocidad de giro de la herramienta. Característica esta, que explicaremos diciendo que, dichas probetas
han experimentados condiciones térmicas más agresivas y por lo tanto han sido mayormente afectadas.
Micrografías de las diferentes zonas alrededor de la unión
Luego sobre las mismas probetas, se tomaron fotos de la microestructura del material en las
diferentes zonas afectadas. Si bien esta tarea se llevó a cabo sobre todas las muestras con tres
aumentos distintos (100x, 200x y 400x) en todas las zonas, solo se muestran aquí, las tres muestras más
representativas con 200 aumentos.
a.- Metal base
Se observan granos alargados producto de la previa laminación del material base. Hay, además,
presencia de inclusiones o precipitados puntuales, lo que marca que se está observando una sección
transversal del material (en la sección longitudinal, estos defectos se verían más alargados o como una
sucesión de puntos preferentemente orientados en dicha dirección).
HAZ
b.- Muestra 3A (680-51) lado de avance.
c.- Muestra 2C (680-98) lado de avance.
d.- Muestra 2D (680-206) lado de avance.

Página 11 de 20
Pueden observarse granos más grandes y no tan definidamente alargados como consecuencia de
la propia recristalización que se ha producido por efecto de la temperatura durante el proceso de
soldadura. Estas diferencias son más evidentes en la probeta de menor velocidad de avance, que es la
que ha sufrido mayor temperatura.
TMAZ
e.- Muestra 3A (680-51) lado de avance.
f.- Muestra 2C (680-98) lado de avance.
g.- Muestra 2D (680-206) lado de avance.
Los granos aparecen sensiblemente alargados e incluso con un cambio gradual de dirección
(siguiendo el flujo del material) debido al arrastre del material, del lado de avance, durante el paso de la
herramienta. En las tres micrografías puede observarse, en la esquina superior derecha, el comienzo del
weld nugget.
TMAZ
h.- Muestra 3A (680-51) lado de retroceso.
i.- Muestra 2C (680-98) lado de retroceso.
j.- Muestra 2D (680-206) lado de retroceso.
Página 12 de 20
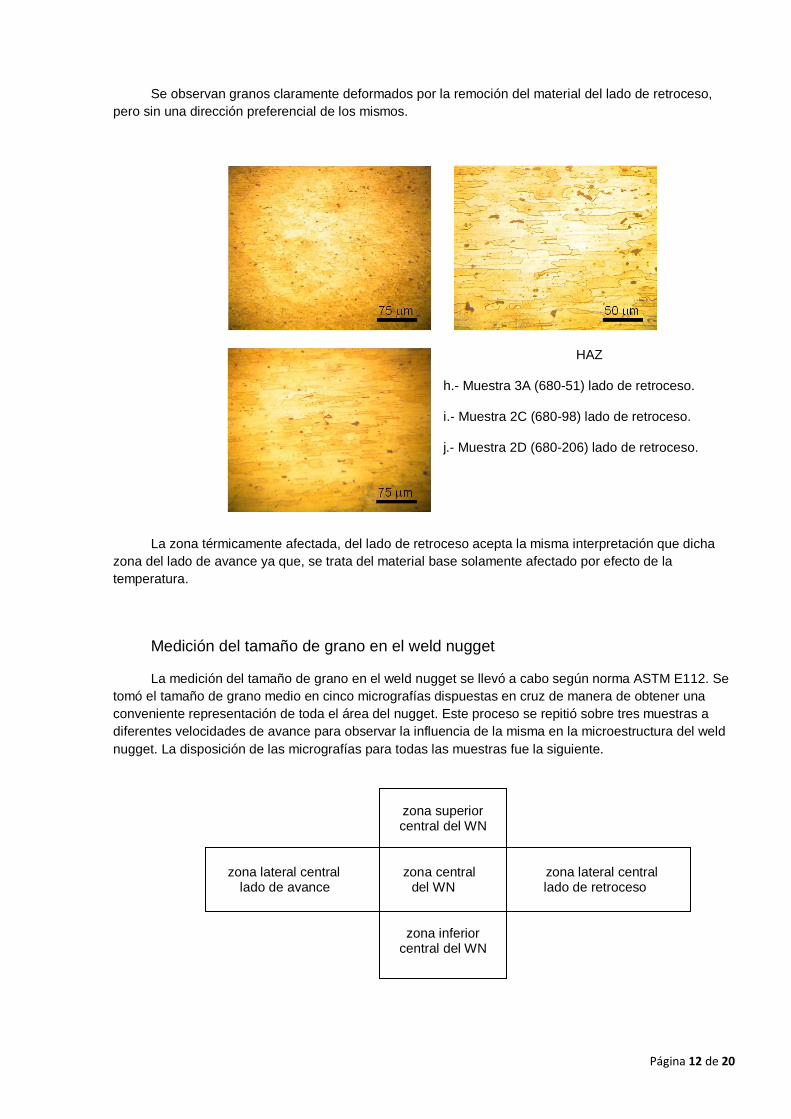
Se observan granos claramente deformados por la remoción del material del lado de retroceso,
pero sin una dirección preferencial de los mismos.
HAZ
h.- Muestra 3A (680-51) lado de retroceso.
i.- Muestra 2C (680-98) lado de retroceso.
j.- Muestra 2D (680-206) lado de retroceso.
La zona térmicamente afectada, del lado de retroceso acepta la misma interpretación que dicha
zona del lado de avance ya que, se trata del material base solamente afectado por efecto de la
temperatura.
Medición del tamaño de grano en el weld nugget
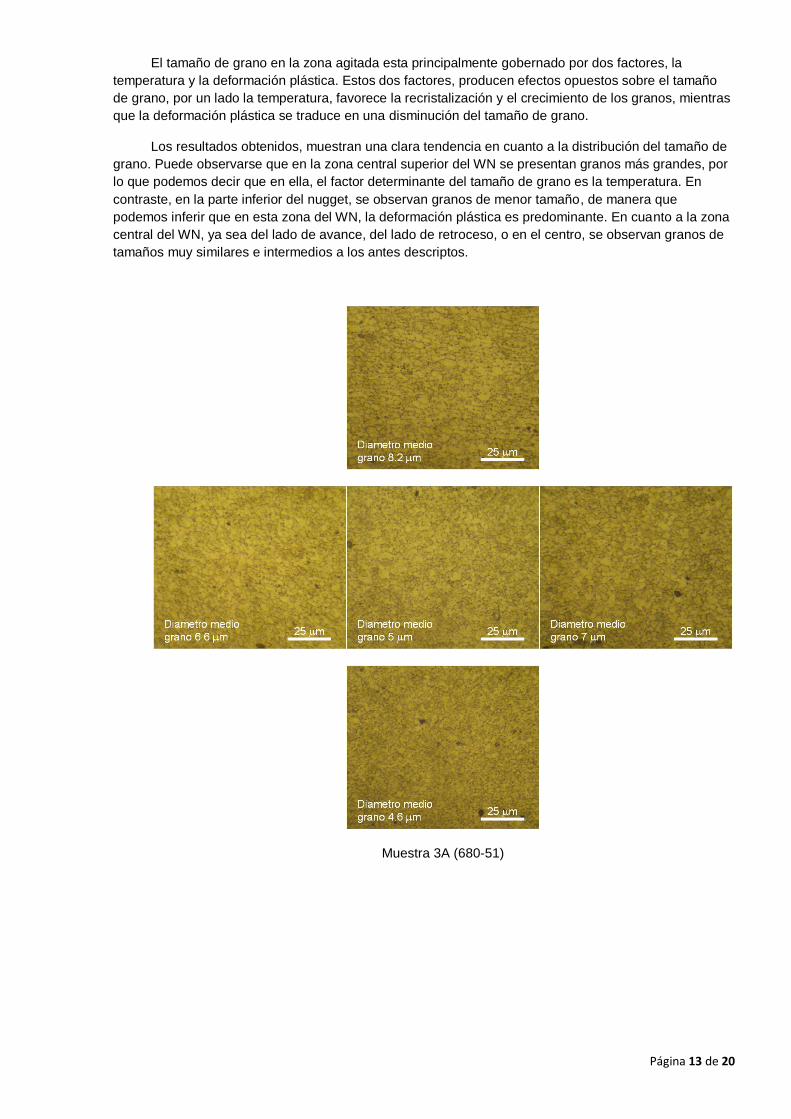
La medición del tamaño de grano en el weld nugget se llevó a cabo según norma ASTM E112. Se
tomó el tamaño de grano medio en cinco micrografías dispuestas en cruz de manera de obtener una
conveniente representación de toda el área del nugget. Este proceso se repitió sobre tres muestras a
diferentes velocidades de avance para observar la influencia de la misma en la microestructura del weld
nugget. La disposición de las micrografías para todas las muestras fue la siguiente.
zona superior central del WN
zona lateral central zona central zona lateral central lado de avance del WN lado de retroceso
zona inferior central del WN
Página 13 de 20
El tamaño de grano en la zona agitada esta principalmente gobernado por dos factores, la
temperatura y la deformación plástica. Estos dos factores, producen efectos opuestos sobre el tamaño
de grano, por un lado la temperatura, favorece la recristalización y el crecimiento de los granos, mientras
que la deformación plástica se traduce en una disminución del tamaño de grano.
Los resultados obtenidos, muestran una clara tendencia en cuanto a la distribución del tamaño de
grano. Puede observarse que en la zona central superior del WN se presentan granos más grandes, por
lo que podemos decir que en ella, el factor determinante del tamaño de grano es la temperatura. En
contraste, en la parte inferior del nugget, se observan granos de menor tamaño, de manera que
podemos inferir que en esta zona del WN, la deformación plástica es predominante. En cuanto a la zona
central del WN, ya sea del lado de avance, del lado de retroceso, o en el centro, se observan granos de
tamaños muy similares e intermedios a los antes descriptos.
Muestra 3A (680-51)
Página 14 de 20
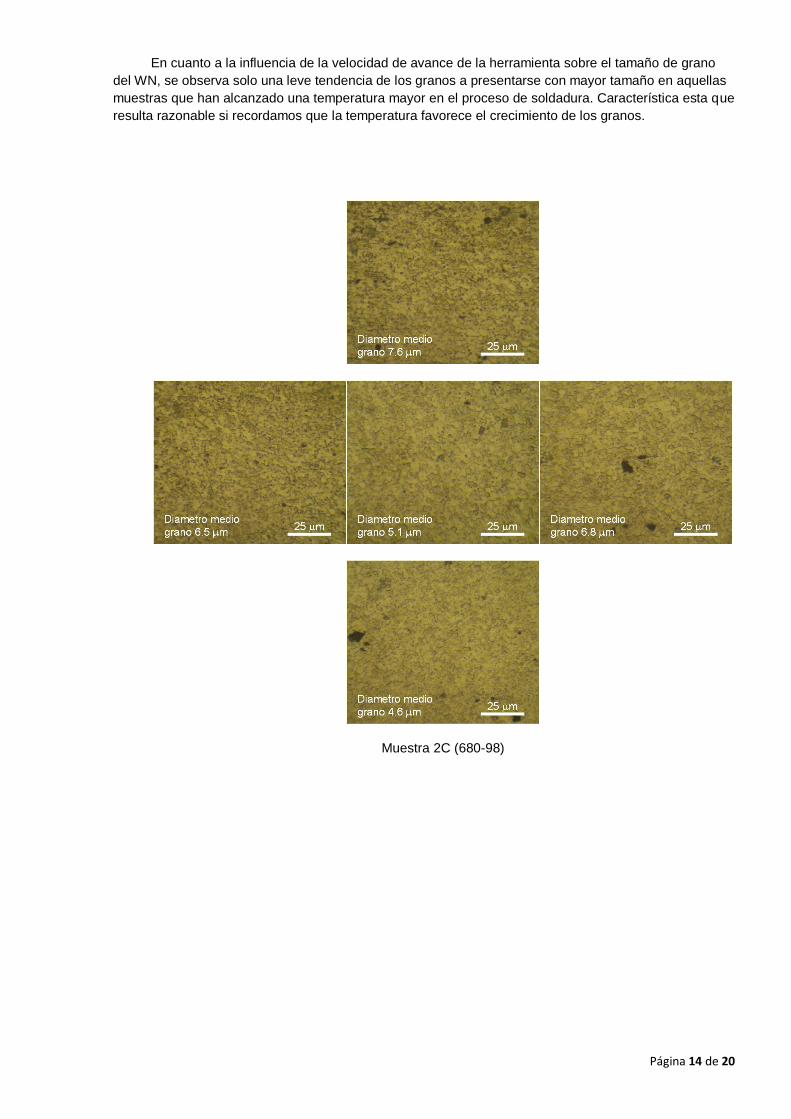
En cuanto a la influencia de la velocidad de avance de la herramienta sobre el tamaño de grano
del WN, se observa solo una leve tendencia de los granos a presentarse con mayor tamaño en aquellas
muestras que han alcanzado una temperatura mayor en el proceso de soldadura. Característica esta que
resulta razonable si recordamos que la temperatura favorece el crecimiento de los granos.
Muestra 2C (680-98)
Página 15 de 20
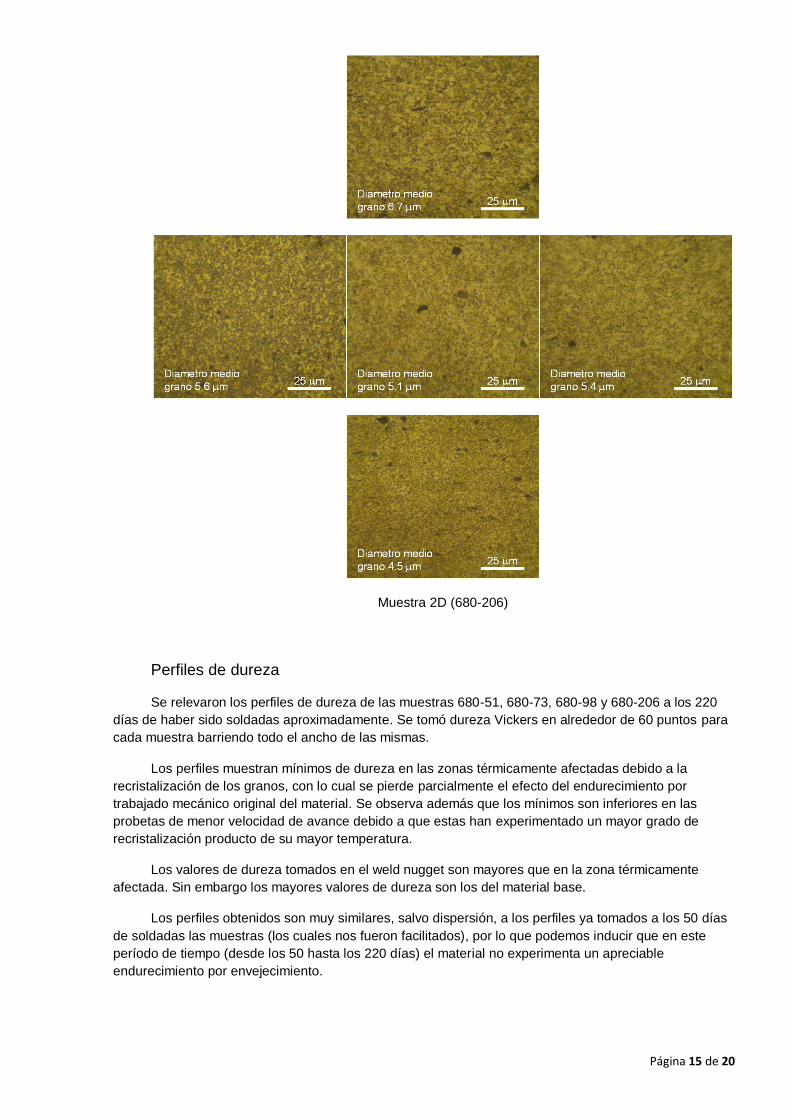
Muestra 2D (680-206)
Perfiles de dureza
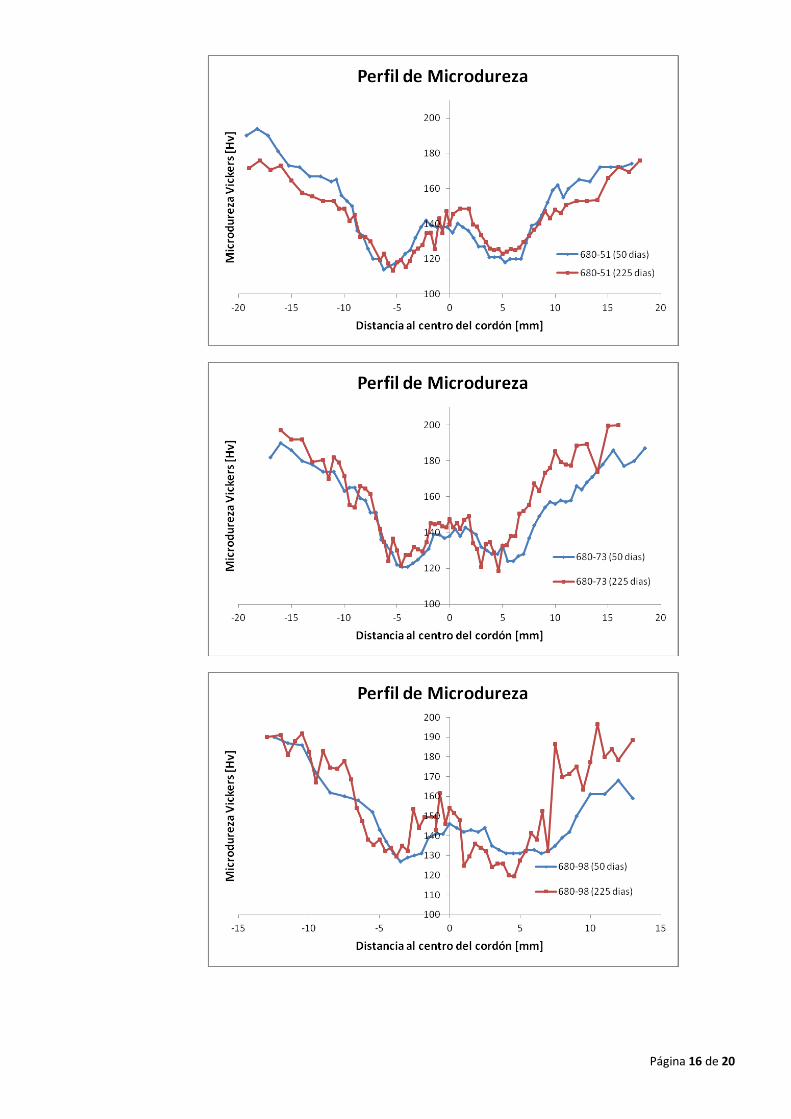
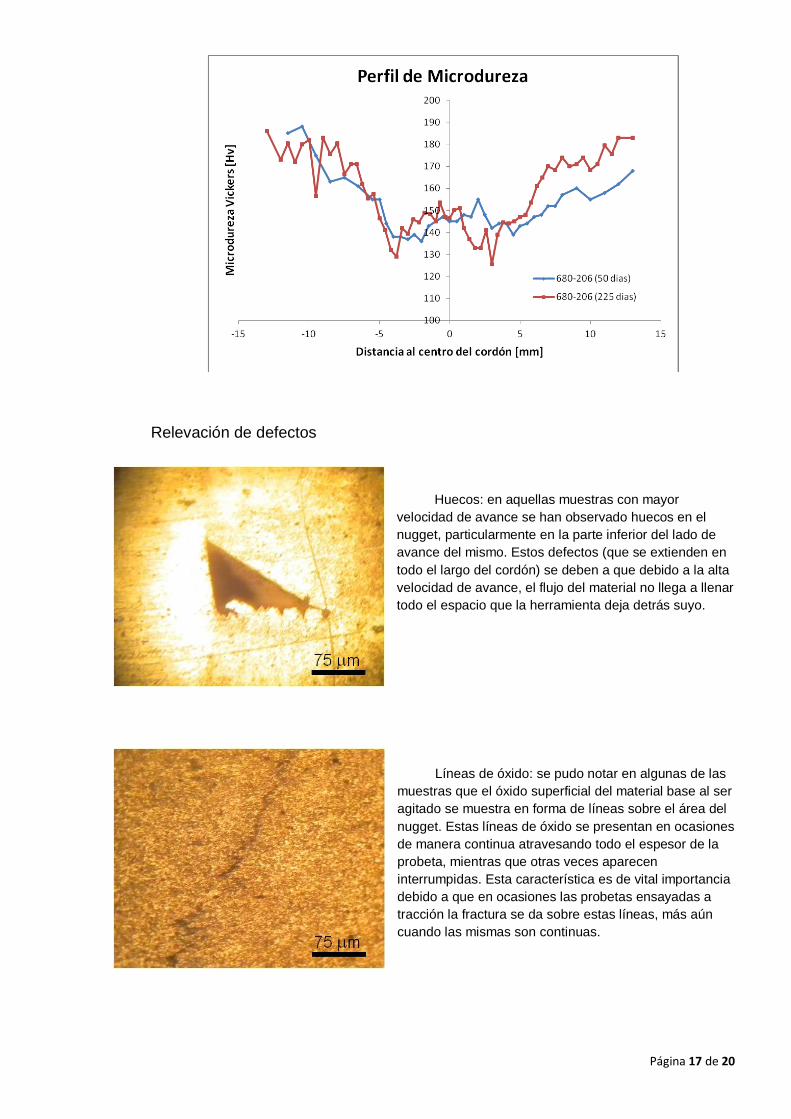
Se relevaron los perfiles de dureza de las muestras 680-51, 680-73, 680-98 y 680-206 a los 220
días de haber sido soldadas aproximadamente. Se tomó dureza Vickers en alrededor de 60 puntos para
cada muestra barriendo todo el ancho de las mismas.
Los perfiles muestran mínimos de dureza en las zonas térmicamente afectadas debido a la
recristalización de los granos, con lo cual se pierde parcialmente el efecto del endurecimiento por
trabajado mecánico original del material. Se observa además que los mínimos son inferiores en las
probetas de menor velocidad de avance debido a que estas han experimentado un mayor grado de
recristalización producto de su mayor temperatura.
Los valores de dureza tomados en el weld nugget son mayores que en la zona térmicamente
afectada. Sin embargo los mayores valores de dureza son los del material base.
Los perfiles obtenidos son muy similares, salvo dispersión, a los perfiles ya tomados a los 50 días
de soldadas las muestras (los cuales nos fueron facilitados), por lo que podemos inducir que en este
período de tiempo (desde los 50 hasta los 220 días) el material no experimenta un apreciable
endurecimiento por envejecimiento.
Página 16 de 20
Página 17 de 20
Relevación de defectos
Huecos: en aquellas muestras con mayor
velocidad de avance se han observado huecos en el
nugget, particularmente en la parte inferior del lado de
avance del mismo. Estos defectos (que se extienden en
todo el largo del cordón) se deben a que debido a la alta
velocidad de avance, el flujo del material no llega a llenar
todo el espacio que la herramienta deja detrás suyo.
Líneas de óxido: se pudo notar en algunas de las
muestras que el óxido superficial del material base al ser
agitado se muestra en forma de líneas sobre el área del
nugget. Estas líneas de óxido se presentan en ocasiones
de manera continua atravesando todo el espesor de la
probeta, mientras que otras veces aparecen
interrumpidas. Esta característica es de vital importancia
debido a que en ocasiones las probetas ensayadas a
tracción la fractura se da sobre estas líneas, más aún
cuando las mismas son continuas.

Página 18 de 20
Línea de óxido continua
Línea de óxido quebrada.
Fisuras: se han observado en diferentes probetas,
de manera aleatoria, la aparición de pequeñas fisuras
sobre el borde inferior del cordón. Estas fisuras se
generan en la zona en que el material fluye debajo del
pin y no se ha podido relacionar con la velocidad de
avance de la herramienta ni ningún otro parámetro de
soldadura.
Fisura.
Página 19 de 20
Conclusiones
Durante la realización del presente trabajo se han conocido las características fundamentales del método de soldadura por fricción agitación, se ha tomado conciencia de los parámetros que definen las cualidades de las soldaduras y se ha podido observar particularmente el efecto de la velocidad de avance de la herramienta sobre las propiedades finales de la unión.
En cuanto a este último punto se ha visto que la velocidad de avance de la herramienta influye en la microestructura final de la unión soldada ofreciendo granos algo más chicos en el weld nugget y mayores valores de microdureza para aquellas muestras que han sido soldadas con mayor velocidad de avance.
Además se pudo dimensionar con una apropiada fidelidad las extensiones de las zonas afectadas térmica y termoplásticamente alrededor del cordón, mostrando las consecuencias de dicho parámetro en estas extensiones. Como era de esperarse, en las probetas soldadas con menor velocidad de avance, se elevó la temperatura del material a valores más altos provocando zonas térmicamente afectadas más extensas.
Se han observado además defectos característicos de estas uniones y la dependencia, en algunos casos, de estos defectos con la velocidad de avance de la herramienta.
El presente trabajo, ha representado una excelente oportunidad para el crecimiento personal del alumno y ha sido importante en su proceso de aprendizaje.

Página 20 de 20
Referencias
Dr. Ing. HERNAN SVOBODA, FIUBA, CONICET. Proceso de soldadura por fricción agitación, 2009.
Ing. LEONARDO TUFARO, Ing. ALEJANDRO BURGUEÑO, Dr. Ing. HERNAN SVOBODA, INTI. Tensiones residuales en uniones soldadas por FSW en aluminio 7075-T651.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. METAL HANDBOOK vol. 9. Metallography and microstructures.
MISHRA, R. S. Friction stir welding and processing, 2005, Materials science and engineering.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E-112, Standard test methods for determining average grain size.