







Idiomas
Páginas
Jurídico

Implantación de una Metodología Sistemática de Mejora Continua en una
fábrica de alimentos
Tesis de Grado
Jaime David Vinces Rodríguez
Planteamiento del problema
Fábrica de alimentos líder en el mercado nacional y mundial que enfrenta una creciente globalización y un mercado muy competitivo
El liderazgo no es permanente si la empresa no entra en una mejora constante
Empresas ecuatorianas saben “qué hacer” pero no “cómo hacerlo”
Objetivos
Describir la metodología sistemática de mejora continua (documentación del “cómo hacerlo”)
Comparar el trabajo de diferentes equipos de mejora
Evaluar el proceso y proponer plan de acción para la metodología en la empresa

Antecedentes
Anglo Food Company
Danesur
Evolución del Volumen de Producción
2600 3000
4000 51005800
1300 1200
1700 16001000
11000 11000
17000 16300 15000
14900 15200
22700 23000 21800
0
5000
10000
15000
20000
25000
1998 1999 2000 2001 2002
Ton
s
Galletas Wafers Recubiertos Total
4,0%
5,0%
6,5%
7,1%
8,4%
9,2%
9,8%
10,4%
11,4%
11,6%
17,8%
K
D
U
Anglo Food
K
G
H
PC
C
Cd
CC
Ventas (mUSD) Margen de beneficio Neto
6.267
6.700
6.841
6.955
9.408
13.453
20.438
20 458
26 532
44 813
50 522
C
G
Cd
K
H
D
PC
CC
K
U
Anglo Food
4,0%
5,0%
6,5%
7,1%
8,4%
9,2%
9,8%
10,4%
11,4%
11,6%
17,8%
K
D
U
Anglo Food
K
G
H
PC
C
Cd
CC
Ventas (mUSD) Margen de beneficio Neto
6.267
6.700
6.841
6.955
9.408
13.453
20.438
20 458
26 532
44 813
50 522
C
G
Cd
K
H
D
PC
CC
K
U
Anglo Food

Flujo de requerimientos
Compromiso de la gerencia Facilitador MC tiempo completo
Disponible ?
Aplazar el proyecto
Definición clara de objetivos Indicadores claves de operación
Disponible ?
Realizar benchmarking con empresas afines y definir objetivos
Conciencia clara de la necesidad de mejorar.
Sentido de contribución
Disponible ?
Realizar capacitaciones, actividades de motivación, encuestas de medición
Metodología bien estructurada y definida
Disponible ?
Definir el proceso, roles y responsabilidades
Seguimiento del proceso
Disponible ?
Implantar indicadores de seguimiento del proceso
Sostenimiento del proceso
Disponible ?
Hacer revisiones semestrales del proceso
Sí
No
Sí
No
Sí
No
Sí
No
Sí
No
No
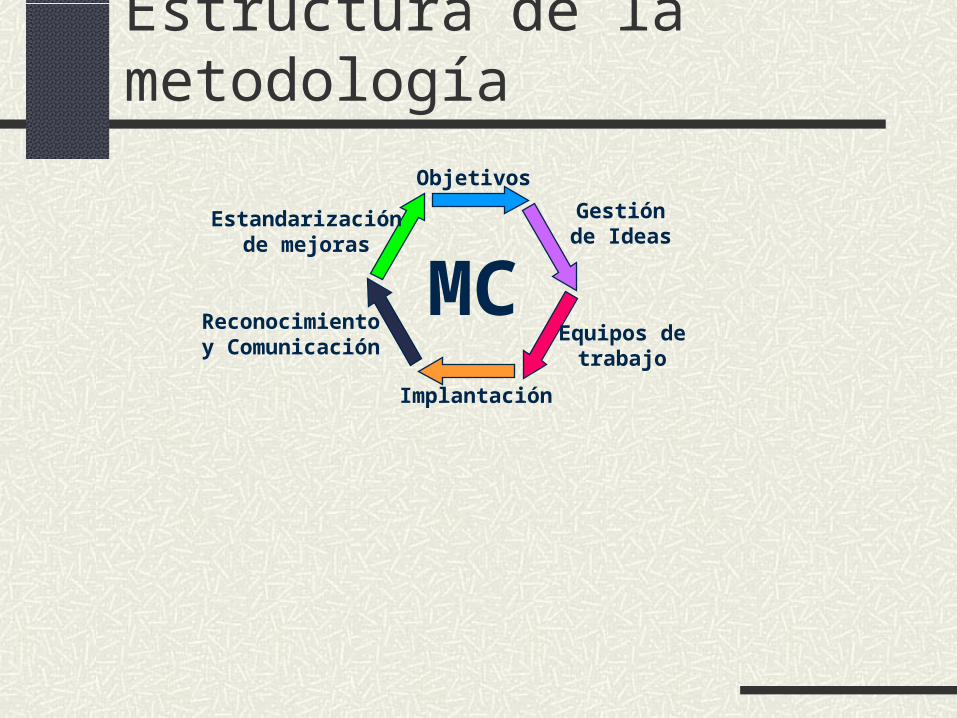
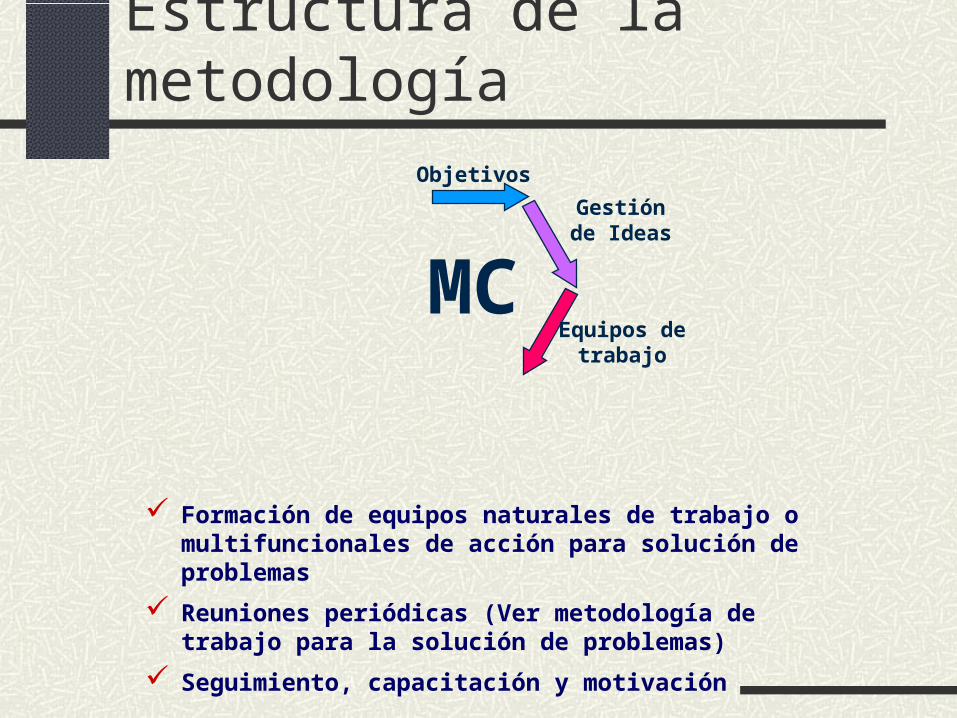
Estructura de la metodología
Implantación
MC
Objetivos
Equipos detrabajo
Estandarizaciónde mejoras
Gestiónde Ideas
Reconocimientoy Comunicación

Estructura de la metodología
MC
Objetivos
Fijados en todos los departamentos y para toda la fábrica
SMART
Indicadores claves de operación
Comunicados a todo el personal de fábrica

Estructura de la metodología
MC
Objetivos
Gestiónde Ideas
Generación (Ver áreas)
Recolección de ideas (Ver formulario)
Análisis y Priorización (Ver matriz de priorización)
Retroalimentación (Ver flujo de gestión de ideas)
Estructura de la metodología
MC
Objetivos
Equipos detrabajo
Gestiónde Ideas
Formación de equipos naturales de trabajo o multifuncionales de acción para solución de problemas
Reuniones periódicas (Ver metodología de trabajo para la solución de problemas)
Seguimiento, capacitación y motivación
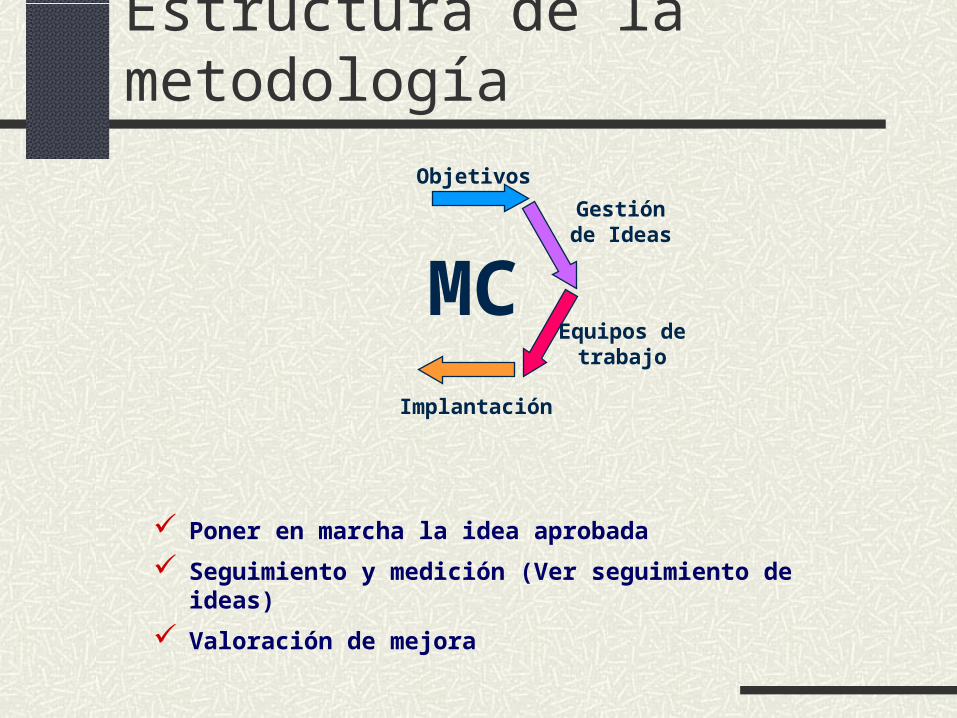
Estructura de la metodología
Implantación
MC
Objetivos
Equipos detrabajo
Gestiónde Ideas
Poner en marcha la idea aprobada
Seguimiento y medición (Ver seguimiento de ideas)
Valoración de mejora
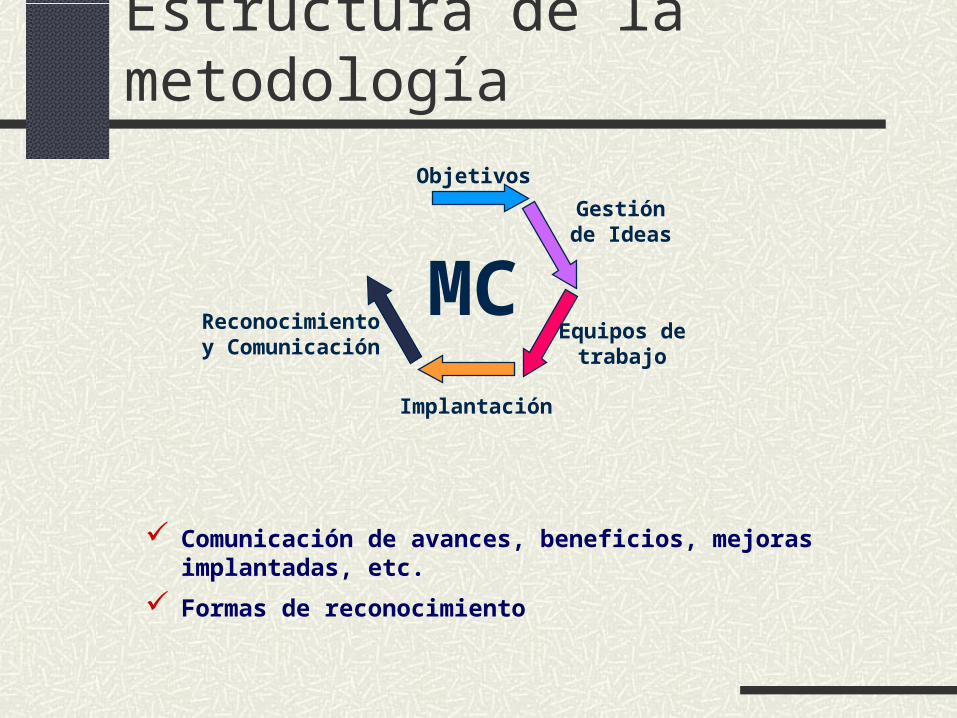
Estructura de la metodología
Implantación
MC
Objetivos
Equipos detrabajo
Gestiónde Ideas
Reconocimientoy Comunicación
Comunicación de avances, beneficios, mejoras implantadas, etc.
Formas de reconocimiento

Estructura de la metodología
Implantación
MC
Objetivos
Equipos detrabajo
Estandarizaciónde mejoras
Gestiónde Ideas
Reconocimientoy Comunicación
Definir normas y procedimientos
Mantener Indicadores Claves de Operación
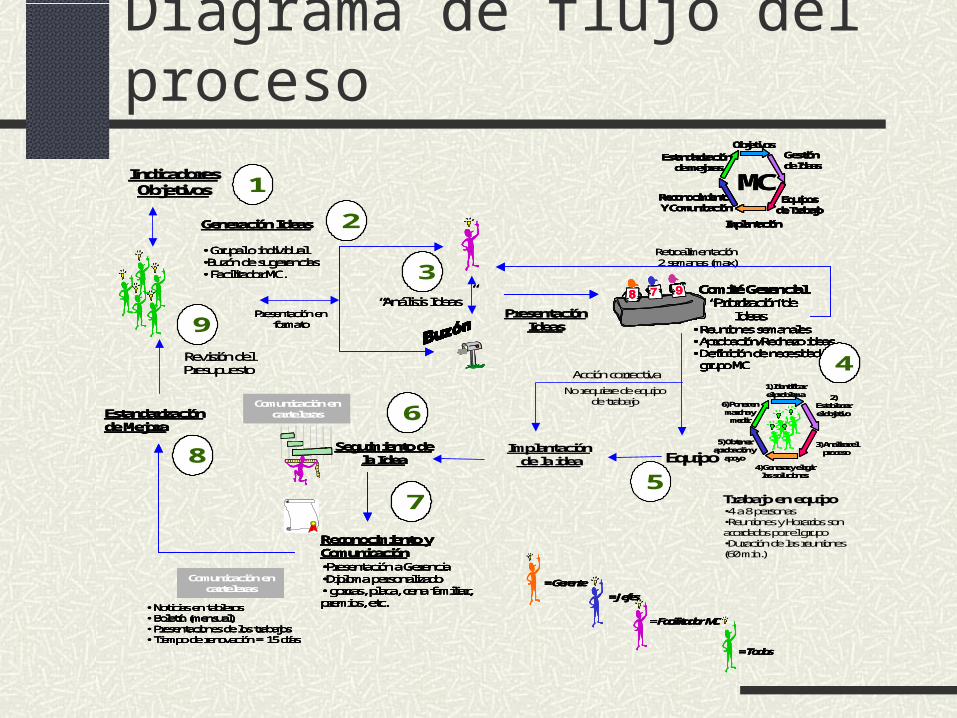
Diagrama de flujo del proceso
Retroalimentación2 semanas (max)Retroalimentación2 semanas (max)
ReconocimientoYComunicación
EquiposdeTrabajo
ObjetivosEstandarización
demejoras
Gestiónde Ideas
Implantación
MCReconocimientoYComunicación
EquiposdeTrabajo
ObjetivosEstandarización
demejoras
Gestiónde Ideas
Implantación
ReconocimientoYComunicaciónReconocimientoYComunicación
EquiposdeTrabajoEquipos
deTrabajo
ObjetivosEstandarización
demejoras
Gestiónde Ideas
ImplantaciónImplantaciónImplantación
MC
Implantaciónde la idea
Revisión del Presupuesto
9
Revisión del Presupuesto
9
Estandarización de Mejora
Comunicación en carteleras
•Noticias en tableros•Boletín (mensual)•Presentaciones de los trabajos•Tiempo de renovación = 15 días
8
Estandarización de Mejora
Comunicación en carteleras
•Noticias en tableros•Boletín (mensual)•Presentaciones de los trabajos•Tiempo de renovación = 15 días
8
Estandarización de Mejora
Comunicación en carteleras
•Noticias en tableros•Boletín (mensual)•Presentaciones de los trabajos•Tiempo de renovación = 15 días
Comunicación en carteleras
•Noticias en tableros•Boletín (mensual)•Presentaciones de los trabajos•Tiempo de renovación = 15 días
8
Reconocimiento yComunicación•Presentación a Gerencia•Diploma personalizado•gorras, placa, cena familiar, premios, etc.
7
Reconocimiento yComunicación•Presentación a Gerencia•Diploma personalizado•gorras, placa, cena familiar, premios, etc.
7
Reconocimiento yComunicación•Presentación a Gerencia•Diploma personalizado•gorras, placa, cena familiar, premios, etc.
7
Reconocimiento yComunicación•Presentación a Gerencia•Diploma personalizado•gorras, placa, cena familiar, premios, etc.
7
Acción correctiva
No requiere de equipo de trabajoComunicación en
carteleras
Seguimiento de la Idea
6Comunicación en
carteleras
Seguimiento de la Idea
6
Seguimiento de la Idea
6
Trabajo en equipo•4 a 8 personas•Reuniones y Horarios son acordados por el grupo•Duración de las reuniones (60 min.)
Equipo5) Obtener
aprobación y apoyo
2) Establecer el objetivo
1) Identificar el problema
3) Analizar el proceso
6) Poner en marcha y medir
4) Generar y elegir las soluciones
5) Obtener aprobación y
apoyo
2) Establecer el objetivo
1) Identificar el problema
3) Analizar el proceso
6) Poner en marcha y medir
4) Generar y elegir las soluciones
5
PresentaciónIdeas
Comité Gerencial“Priorización de
Ideas”•Reuniones semanales•Aprobación/Rechazo ideas•Definición de necesidad de grupo MC 4
PresentaciónIdeas
Comité Gerencial“Priorización de
Ideas”•Reuniones semanales•Aprobación/Rechazo ideas•Definición de necesidad de grupo MC 4
Comité Gerencial“Priorización de
Ideas”•Reuniones semanales•Aprobación/Rechazo ideas•Definición de necesidad de grupo MC 4
Comité Gerencial“Priorización de
Ideas”•Reuniones semanales•Aprobación/Rechazo ideas•Definición de necesidad de grupo MC
Comité Gerencial“Priorización de
Ideas”•Reuniones semanales•Aprobación/Rechazo ideas•Definición de necesidad de grupo MC
Comité Gerencial“Priorización de
Ideas”•Reuniones semanales•Aprobación/Rechazo ideas•Definición de necesidad de grupo MC 4
Generación Ideas
•Grupal o individual•Buzón de sugerencias•FacilitadorMC.
Presentación en formato
2Generación Ideas
•Grupal o individual•Buzón de sugerencias•FacilitadorMC.
Presentación en formato
Generación Ideas
•Grupal o individual•Buzón de sugerencias•FacilitadorMC.
Presentación en formato
2
“Análisis Ideas”
3“Análisis Ideas”
3“Análisis Ideas”
3
IndicadoresObjetivos 1
IndicadoresObjetivos 1
= Jefes
= FacilitadorMC
= Todos
= Gerente
= Jefes= Jefes
= FacilitadorMC= FacilitadorMC
= Todos= Todos
= Gerente= Gerente

Lanzamiento del proceso
Comunicación de la metodología
Comunicación de objetivos de fábrica
Capacitación (Ver matriz de formación) 2001: 32.581 horas MO (promedio 57 horas / persona) 2002: 54.524 horas MO (promedio 96 horas / persona)
DANESUR Personal Involucrado en
Equipos de trabajo de Mejora Continua
40
143
180193 201 201 200 199 200 198 203 203 205
-
50
100
150
200
250
Año
200
0
Año
200
1
ene-
02
feb-
02
mar
-02
abr-
02
may
-02
jun-
02
jul-0
2
ago-
02
sep-
02
oct-
02
nov-
02
dic-
02
# Pers.
Total Fábrica Objetivo 2002 = 200
43 equipos de mejora

Equipo 1
# personas
Tipo de equipo
Problema Solución Resultado
7Multifuncional
de acción
Pérdida de aceite de riego en la bañadora de
galleta
Colocación de una plancha de acero
inoxidable de 35 x 150 cm por debajo de la malla donde pasa la galleta en
dirección al recipiente de la bañadora para reutilizar
el aceite perdido
Se disminuyó perdida de aceite
de 24 Kg/turno a 0 Kg/turno
Horas MO de reuniones
Beneficio Costo SaldoCosto por reuniones
Saldo (incluye costo por
reuniones)
168 8.000 USD 30 USD 7.970 USD 227 USD 7.743 USD
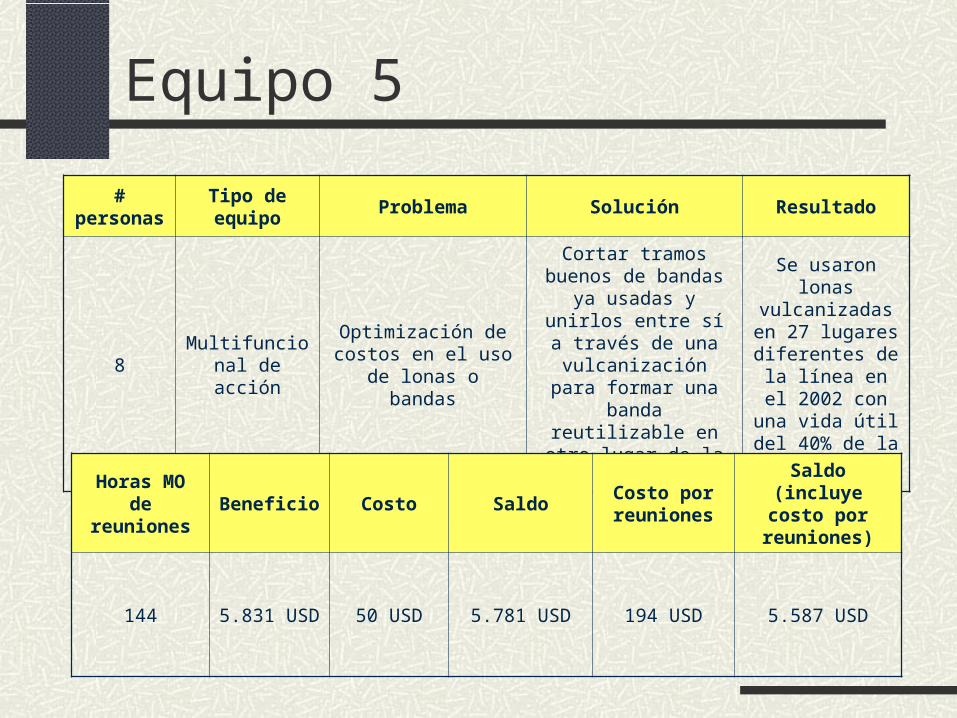
Equipo 5
# personas
Tipo de equipo
Problema Solución Resultado
8Multifuncional
de acción
Optimización de costos en el uso de lonas o
bandas
Cortar tramos buenos de bandas ya usadas y
unirlos entre sí a través de una vulcanización para
formar una banda reutilizable en otro lugar
de la línea
Se usaron lonas vulcanizadas en 27 lugares diferentes de la línea en el
2002 con una vida útil del 40% de la
original
Horas MO de reuniones
Beneficio Costo SaldoCosto por reuniones
Saldo (incluye costo por
reuniones)
144 5.831 USD 50 USD 5.781 USD 194 USD 5.587 USD
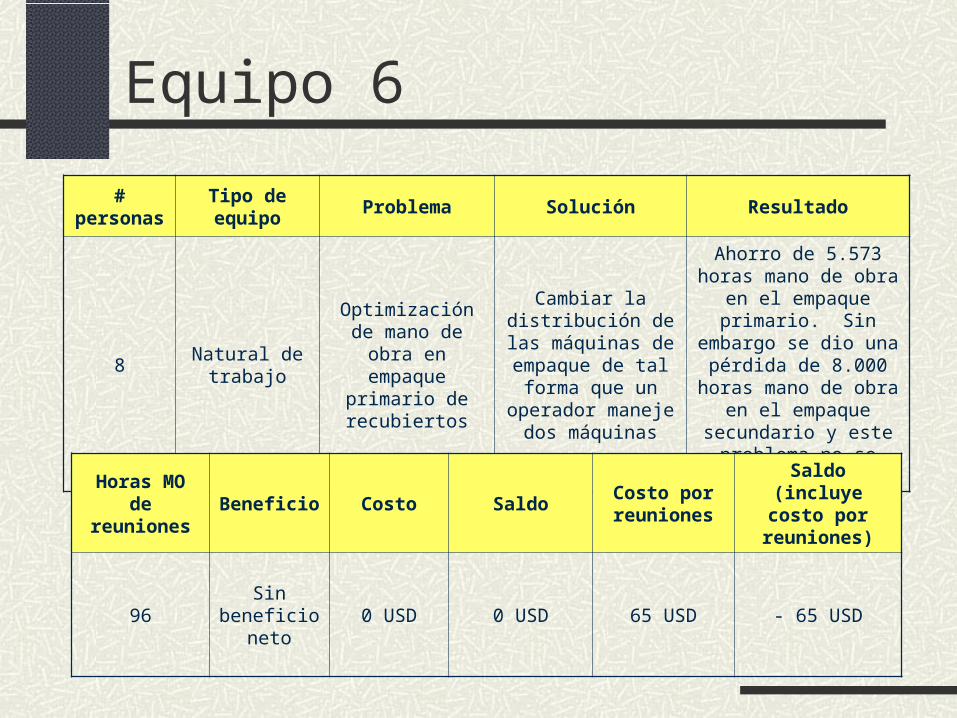
Equipo 6
# personas
Tipo de equipo
Problema Solución Resultado
8Natural de
trabajo
Optimización de mano de obra en
empaque primario de recubiertos
Cambiar la distribución de las
máquinas de empaque de tal forma que un
operador maneje dos máquinas
Ahorro de 5.573 horas mano de obra en el
empaque primario. Sin embargo se dio una
pérdida de 8.000 horas mano de obra en el
empaque secundario y este problema no se analizó
Horas MO de reuniones
Beneficio Costo SaldoCosto por reuniones
Saldo (incluye costo por
reuniones)
96Sin beneficio
neto0 USD 0 USD 65 USD - 65 USD

Equipo 16
# personas
Tipo de equipo
Problema Solución Resultado
6Natural de
trabajoPresencia de cisco en galleta wafer
Colocar entre la cortadora y la lona de transporte
una placa de acero inoxidable con pequeños orificios de tal forma que el cisco caiga por ellos a bandejas de recolección
Se disminuyó el porcentaje de lotes con cisco de 14,7% a 8,6%
Horas MO de reuniones
Beneficio Costo SaldoCosto por reuniones
Saldo (incluye costo por
reuniones)
72 Cualitativo 30 USD - 97 USD -

ComparaciónMatriz de Evaluación
Equipo 5
Equipo 6 Equipo 16
Equipo 1
0
20
40
60
80
100
0 20 40 60 80 100
Fondo
Fo
rma
Bajo Mediano Alto[33%] [67%] [100%]
Impacto de la idea Idea de prioridad 3 Idea de priordad 2 Idea de prioridad 1
Análisis del proceso con indicadores No se utilizóMediana aplicación de
indicadoresBuena aplicación de los
indicadores
Logro del objetivo No se logró el objetivo Se logró parte del objetivo Se logró el objetivo
Proyecto de exportaciónProyecto aplicable sólo a
Danesur-
Proyecto para ofrecer a otras fábricas de Anglo
Bajo Mediano Alto[33%] [67%] [100%]
Participación del equipo en el proceso 0 ideas 1-5 ideas > 6 ideas
Tiempo dedicado a reuniones de equipo < 72 horas MO anuales 72-144 horas MO anuales >144 horas MO anuales
Aplicación de técnica de solución deproblemas
No la utilizóMediana aplicación de la
metodologíaUtilización de todos los
pasos de la metodología
Aplicación de capacitación técnicaLa idea no proviene de los
contenidos de una capacitación
-La idea proviene de los
contenidos de una capacitación
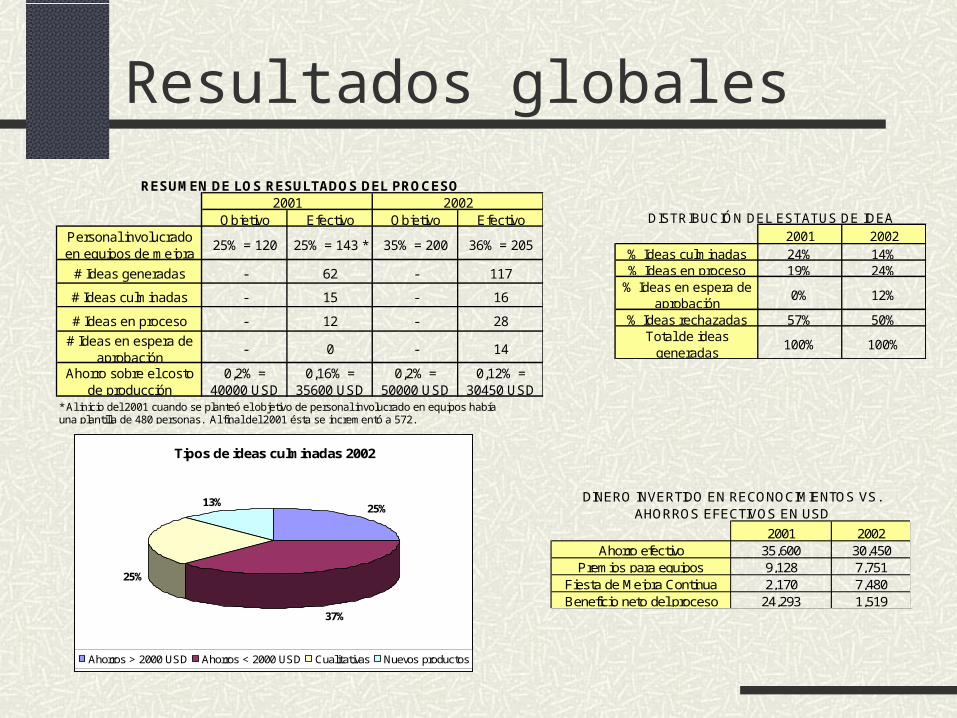
Resultados globales
RESUMEN DE LOS RESULTADOS DEL PROCESO
Objetivo Efectivo Objetivo EfectivoPersonal involucrado en equipos de mejora
25% = 120 25% = 143 * 35% = 200 36% = 205
# Ideas generadas - 62 - 117
# Ideas culminadas - 15 - 16
# Ideas en proceso - 12 - 28
# Ideas en espera de aprobación
- 0 - 14
Ahorro sobre el costo de producción
0,2% = 40000 USD
0,16% = 35600 USD
0,2% = 50000 USD
0,12% = 30450 USD
* Al inicio del 2001 cuando se planteó el objetivo de personal involucrado en equipos había una plantilla de 480 personas. Al final del 2001 ésta se incrementó a 572.
2001 2002DISTRIBUCIÓN DEL ESTATUS DE IDEA
2001 2002% Ideas culminadas 24% 14%% Ideas en proceso 19% 24%
% Ideas en espera de aprobación
0% 12%
% Ideas rechazadas 57% 50%Total de ideas
generadas100% 100%
Tipos de ideas culminadas 2002
25%
37%
25%
13%
Ahorros > 2000 USD Ahorros < 2000 USD Cualitativas Nuevos productos
DINERO INVERTIDO EN RECONOCIMIENTOS VS.AHORROS EFECTIVOS EN USD
2001 2002Ahorro efectivo 35,600 30,450
Premios para equipos 9,128 7,751Fiesta de Mejora Continua 2,170 7,480Beneficio neto del proceso 24,293 1,519

Puntos débiles del proceso
Falta de involucramiento de los líderesPoco conocimiento de oportunidades de mejora sustancialesFalta de agilidad y comunicación en la gestión de ideasFalta de apoyo de los jefesObstáculos de trabajo en equipoFalta de un paso en la estructura en el cual se evalúe al proceso y a las personas involucradas

Propuesta nueva estructura de la metodología
Reconocimiento Y Comunicación
Equipos de Trabajo
Objetivos
Estandarización de mejoras
Gestión de Ideas
Implantación
MC
Evaluación del proceso
Uso de encuesta para evaluar proceso a inicio y fin de año
Indicador de “grado de motivación del personal”
Indicador de “involucramiento de los líderes”
Indicador de “número de problemas crónicos identicados vs. Solucionados”
Top Related