







Idiomas
Páginas
Jurídico


FACULTAD DE INGENIERIA MECANICA
CENTRO DE INVESTIGACIÓN DE
SOLDADURA.
TRABAJO DE DIPLOMA
Estudio de los mecanismos de transferencia de calor, presentes durante la soldadura, bajo
condiciones diversas de enfriamiento.
Autor: Elvys Valle Cabrera Tutores: M. Sc. Ing. Félix Ramos Morales. Lic. Fredys García González.
SANTA CLARA, 12 DE JULIO DE 2006
“AÑO DE LA REVOLUCION ENERGÉTICA EN CUBA”.

Índice
Índice
Resumen.
Índice
Introducción ------------------------------------------------------------------------------------- 1
Objetivo general --------------------------------------------------------------------------------- 3
Objetivos específicos --------------------------------------------------------------------------- 3
Tareas a desarrollar ----------------------------------------------------------------------------- 4
Capítulo I. Estado del Arte
1.1. La soldadura en nuestros días -------------------------------------------------------- 5
1.1.1. Soldadura de estructuras de acero.--------------------------------------------------- 5
1.1.2. Soldadura de tuberías para el transporte de gas y petróleo.----------------------- 7
1.1.3. Soldadura de embarcaciones. --------------------------------------------------------- 8
1.2 Soldabilidad de los materiales empleados en la fabricación de
estructuras, ductos y embarcaciones----------------------------------------------------------
12
1.2.1. Soldabilidad. Conceptos--------------------------------------------------------------- 12
1.2.2. Agrietamiento de las uniones soldadas.--------------------------------------------- 14
1.2.2.1.Agrietamiento en caliente. Método para determinar la susceptibilidad al
agrietamiento en caliente. ----------------------------------------------------------------------
14
1.2.2.2. Determinación de la susceptibilidad al agrietamiento en caliente de los
aceros para estructuras, tuberías y embarcaciones. -----------------------------------------
20
1.2.2.3. Agrietamiento en frío. ---------------------------------------------------------------- 21
1.2.2.4. Determinación de la susceptibilidad al agrietamiento en frío de los aceros
para estructuras, tuberías y embarcaciones. -------------------------------------------------
27
1.3. Aplicaciones donde las condiciones de disipación del calor son intensas.----- 29
1.3.1. Soldadura subacuática----------------------------------------------------------------- 29
1.3.2. Soldadura en servicio de tuberías para el transporte de gas y petróleo.--------- 32
Conclusiones parciales---------------------------------------------------------------- 38
Índice
Capítulo II. Modos de transferencia de calor
2.1. Transferencia de calor. Métodos de transferencia.--------------------------------- 39
2.1.1. Conducción.----------------------------------------------------------------------------- 39
2.1.2. Convección.----------------------------------------------------------------------------- 40
2.1.3. Radiación ------------------------------------------------------------------------------- 40
2.2. Ecuaciones generales------------------------------------------------------------------ 40
2.3. Transferencia de calor por convección.--------------------------------------------- 43
2.3.1. Convección a través de una tubería con un fluido en movimiento-------------- 44
2.3.2. Convección a través de una pared plana en contacto con un fluido
estático. ------------------------------------------------------------------------------------------
45
Coeficiente de película (h).----------------------------------------------------------- 45
2.3.3. Recomendaciones generales para la transferencia de calor por
convección. --------------------------------------------------------------------------------------
45
Conclusiones parciales----------------------------------------------------------------- 47
Capítulo 3. Modelos de elementos finitos con cargas térmicas.
3.1. El Cosmos DesignStar. Posibilidades para el desarrollo de análisis térmicos.- 48
3.2. Cálculo del coeficiente de transferencia de calor por convección en tuberías
que transportan petróleo. -----------------------------------------------------------------------
52
Conclusiones --------------------------------------------------------------------------- 55
Recomendaciones.-------------------------------------------------------------------- 56
Bibliografía.---------------------------------------------------------------------------- 57
Resumen
Resumen.
En el presente trabajo se analizan diferentes construcciones soldadas, los materiales
comúnmente empleados y su soldabilidad. Se establecen los mecanismos de transferencia
de calor predominantes para cada uno de los casos. Se calculan los coeficientes de
transferencia de calor para determinadas condiciones y se llevan a modelos de elementos
finitos con vistas a la simulación posterior de los problemas.
Summary.
At the present work are study various welding constructions, the materials that are
employ and their weldability. The work established the main heat transfer mechanics for
any of before mentioned case. There are calculated the main heat transfer mechanics for
the conditions that were selected and are extrapolated to finite elements models for the
simulation of results.
Objetivos
3
Objetivos
Podemos trazar en esta investigación los siguientes objetivos:
Objetivo general:
Calcular los coeficientes de transferencia de calor en piezas soldadas que se enfrían bajo
diversas condiciones.
Objetivos específicos:
1. Definir las diferentes condiciones en las que se puede ejecutar la soldadura,
acorde a los tipos de construcciones soldadas, los materiales empleados y su
soldabilidad.
2. Establecer los mecanismos de transferencia de calor predominantes para cada una
de las condiciones en que se ejecuta la soldadura.
3. Calcular los coeficientes de transferencia de calor para los mecanismos
predominantes para cada una de las condiciones en que se ejecuta la soldadura.
4. Establecer las condiciones de transferencia de calor calculadas, a modelos
desarrollados para el análisis con elementos finitos.

Tareas a desarrollar
4
Tareas a desarrollar:
1. Definición de los medios en que se puede desarrollar la soldadura.
2. Establecimiento de los mecanismos de termo transferencia predominantes para
cada uno de los medios en que se puede desarrollar la soldadura.
3. Cálculo de los coeficientes de transferencia de calor para los mecanismos
predominantes para cada una de las condiciones en que se ejecuta la soldadura.
4. Concepción y programación de los modelos de las condiciones de transferencia a
modelos desarrollados para el Análisis con Elementos Finitos.
Problema e hipótesis
2
Problema e hipótesis
En vistas de lo antes señalados es que el presente trabajo pretende dar respuesta al
siguiente problema: ¿Cómo influyen las condiciones en las que se realiza la soldadura,
sobre los mecanismos de transferencia de calor que se manifiestan y por tanto sobre las
tasas de transferencia del calor?
Ante la existencia del anterior problema, puede enunciarse la siguiente hipótesis: A partir
de la definición de los valores de los coeficientes de transferencia de calor, se pueden
crear modelos más precisos para ser usados en el Análisis con Elementos Finitos de
problemas de soldadura.
Introducción.
1
Introducción.
La soldadura es uno de los procesos tecnológicos más extendidos en la fabricación y
reparación de piezas y equipos. A través de este proceso se fabrican estructuras de todo
tipo, recipientes, medios de transporte, etc. En el caso particular de la reparación de
equipos de plantas industriales la soldadura juega un papel muy importante y en
ocasiones se realiza con la instalación en servicio, lo que le añade retos adicionales.
Durante la soldadura en servicio de instalaciones, se añade a: las dificultades que impone
la accesibilidad al sitio donde ha de realizarse la soldadura, a la composición del material
que va a ser soldado y su estado de daño producto de la influencia de mecanismos de
degradación; la influencia de las condiciones de servicio (presión, temperatura, flujos,
etc.) lo cual influye sobre el tensionamiento de los equipos, la tasa de disipación del
calor, etc.
Por un lado se sueldan elementos (bien sea durante la fabricación o la reparación) en las
que las condiciones de disipación del calor están gobernadas únicamente por los
espesores y tipos de materiales a soldar (estructuras, fabricación de tubos, recipientes, de
cascos de barcos en los astilleros, etc.) y por otro lado, casos en los que la disipación del
calor se ve influenciada por factores del servicio del equipo o instalación (soldadura
subacuática en ambiente húmedo de cascos de barcos, de tuberías, soldadura de
reparación en tuberías con un flujo circulando, soldadura de recipientes que contienen
fluidos, etc.).

Capítulo I. Estado del Arte
5
Capítulo I. Estado del Arte.
1.1. La soldadura en nuestros días.
En nuestros días la soldadura es ampliamente empleada en trabajos de fabricación y
también de reparación de equipos. Múltiples ejemplos de estas aplicaciones pueden ser
nombrados:
1.1.1. Soldadura de estructuras de acero.
Las especificidades de la soldadura de estructuras de aceros se encuentran expuestas en el
Código AWS D1.1 “Structural Welding Code - Steel” [1]
Estas estructuras pueden ser construidas durante la fabricación de naves industriales, de
edificaciones, etc.
Los aceros comúnmente empleados para la fabricación de estas estructuras son aceros de
bajo contenido de carbono y baja aleación tales como: ASTM A 36, ASTM A 53 Grado
B, ASTM A 500 Grados A y B, etc. Estos materiales se caracterizan por poseer buena
soldabilidad tal y como se analiza más adelante.
Capítulo I. Estado del Arte
6
Fig. 1.1. Estructuras de acero soldadas.
La composición química y las propiedades mecánicas de algunos de estos materiales se
presentan en las tablas 1.1 y 1.2.
Elemento C Cu Fe Mn P S Si
% 0.25 – 0.29 0.2 98 1.03 0.04
máx 0.05 máx 0.28
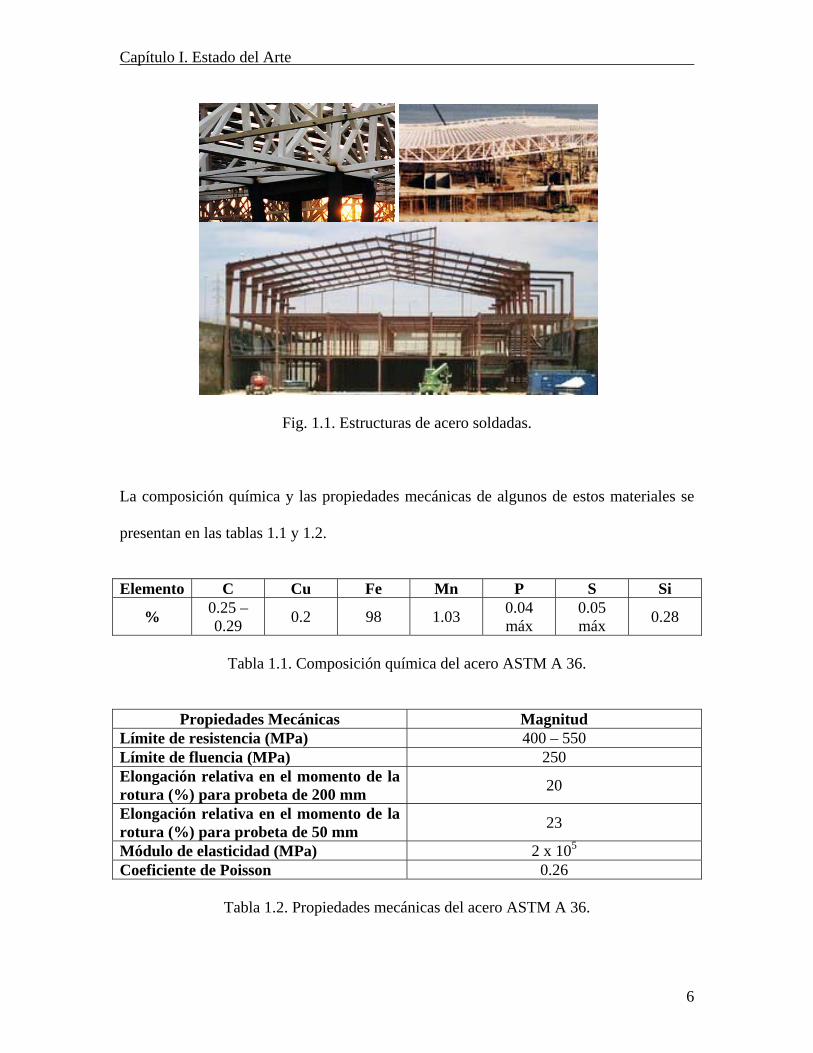
Tabla 1.1. Composición química del acero ASTM A 36.
Propiedades Mecánicas Magnitud Límite de resistencia (MPa) 400 – 550 Límite de fluencia (MPa) 250 Elongación relativa en el momento de la rotura (%) para probeta de 200 mm 20
Elongación relativa en el momento de la rotura (%) para probeta de 50 mm 23
Módulo de elasticidad (MPa) 2 x 105 Coeficiente de Poisson 0.26
Tabla 1.2. Propiedades mecánicas del acero ASTM A 36.

Capítulo I. Estado del Arte
7
1.1.2. Soldadura de tuberías para el transporte de gas y petróleo.
Las especificaciones para la soldadura de tuberías para el transporte de gas y petróleo
están contenidas en la norma API 1104 “Welding of pipelines and related facilities” [2]
Fig. 1.2. Soldadura de reparación en una tubería. Los aceros empleados para las tuberías están contenidos dentro de la especificación API
5L “Specification for line pipe”. Estos materiales se caracterizan de modo general por:
a). El carbono equivalente máximo (CE IIW) es de 0.43% (CE PCM =0.25 %), excepto para
el grado X 80 o para tubos sin costura de más de 20.3 mm de espesor.
Además, existen limitaciones en el contenido de algunos elementos de aleación para el
acero de la tubería para el transporte de hidrocarburos amargos [3] (hidrocarburos que
contienen agua en fase líquida o vapor y Ácido Sulfhídrico (H2S)), tal que el carbono
equivalente (Ceq) final no sea mayor que 0.32 %; la causa de esta limitación puede
Capítulo I. Estado del Arte
8
explicarse acorde a [4] ya que la presencia de impurezas, constituyentes de la aleación,
defectos, fases presentes, etc., presentes en muy pequeñas cantidades pueden tener una
notable influencia sobre la resistencia a la corrosión del material, según [5] en medios en
el rango ácido el hierro relativamente puro se corroe a una velocidad mucho menor que el
hierro y el acero con elementos residuales tales como C, N, S y P, aún más, en medios
ácidos la velocidad de corrosión se incrementa con el contenido de carbono y nitrógeno
en el acero. Sobre el tamaño de grano, según [3], se establece que no debe ser mayor que
tamaño de grano 10, acorde a [6] y en cuanto a la limpieza del metal se establecen
exigentes regulaciones en cuanto al nivel de acorde a [7] y [8]
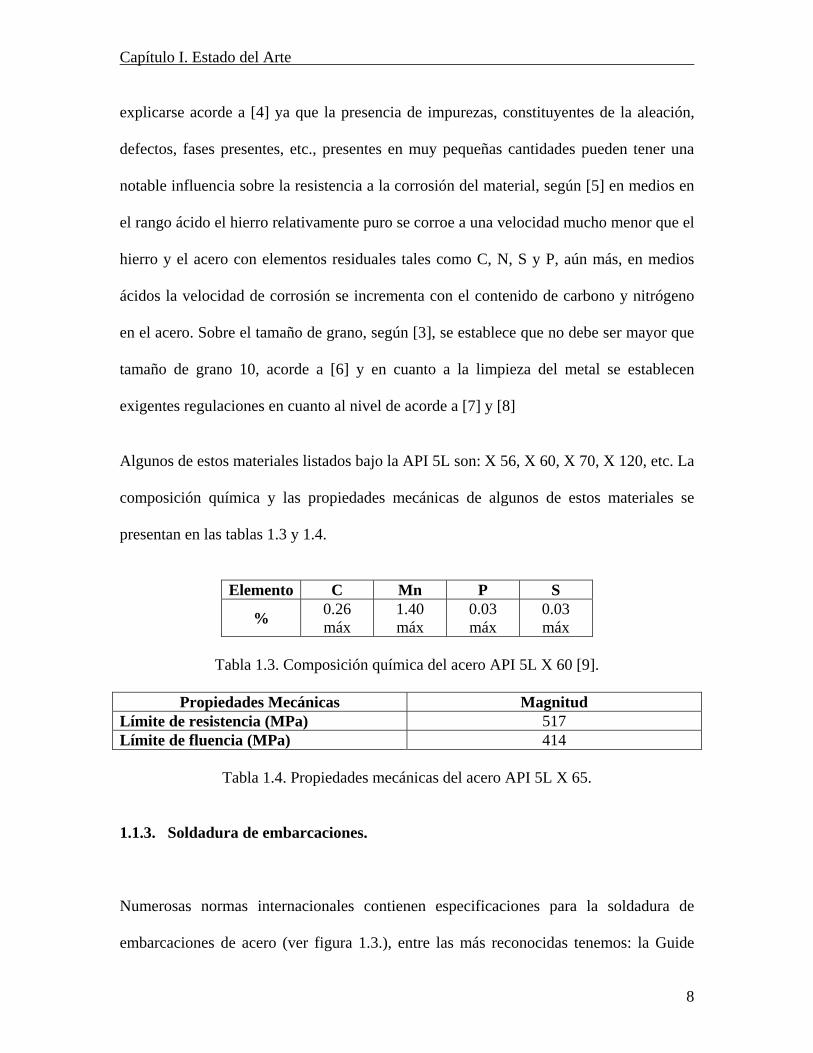
Algunos de estos materiales listados bajo la API 5L son: X 56, X 60, X 70, X 120, etc. La
composición química y las propiedades mecánicas de algunos de estos materiales se
presentan en las tablas 1.3 y 1.4.
Elemento C Mn P S
% 0.26 máx
1.40 máx
0.03 máx
0.03 máx
Tabla 1.3. Composición química del acero API 5L X 60 [9].
Propiedades Mecánicas Magnitud
Límite de resistencia (MPa) 517 Límite de fluencia (MPa) 414
Tabla 1.4. Propiedades mecánicas del acero API 5L X 65. 1.1.3. Soldadura de embarcaciones.
Numerosas normas internacionales contienen especificaciones para la soldadura de
embarcaciones de acero (ver figura 1.3.), entre las más reconocidas tenemos: la Guide
Capítulo I. Estado del Arte
9
for: Shipbuilding and Repair Quality Standard For Hull Structures During Construction,
1998, del American Bureau of Shipping [10]; el código AWS D 3.5 Guide for Steel Hull
Welding [11], etc.
Los aceros empleados en la fabricación de embarcaciones han pasado por su propio
proceso de evolución, tal es así que:
1. Hasta 1940, los aceros empleados en la fabricaciones navales poseían límite de
fluencia de aproximadamente 224 MPa (32 000 psi).
2. Entre 1940 y 1958, los aceros HTS, de aleación carbono – manganeso, con
aproximadamente 352 MPa (50 000 psi) fueron los más utilizados.
3. En 1958 se introduce el acero HY 80 (templado y revenido) para la fabricación de
cascos de submarinos, su límite de fluencia de 562 MPa (80 000 psi). Años más
tarde se introduce el HY 100 (templado y revenido) con aproximadamente 703
MPa (100 000 psi). Hoy en día son los más empleados en la fabricación de
submarinos (se emplea también el HY 130).
4. En contraposición a estos aceros templados y revenidos que basan su resistencia
en una estructura martensítica, aparecen los HSLA (alta resistencia, baja aleación)
los cuales poseen igual o mejor resistencia y tenacidad que los aceros HY. Estos
HSLA se logran con aceros muy limpios y la adición de pequeñas y seleccionadas
cantidades de elementos de aleación (0.15%). Son extremadamente soldables y no
es necesario el precalentamiento.

Capítulo I. Estado del Arte
10
Fig. 1.3. Soldadura de fabricación de buque.
En el diagrama de Graville de la figura 1.4 se ubican estos materiales acorde a su
soldabilidad (a partir de sus contenidos de carbono y sus carbonos equivalentes).
La norma ASTM A 131 / A 131 M – 94 “Standard specification for structural steels for
ships” [12], también lista los requerimientos de composición química y propiedades
mecánicas para aceros empleados en embarcaciones.

Capítulo I. Estado del Arte
11
Fig. 1.4. Diagrama de Graville para aceros empleados en la fabricación de embarcaciones.
Algunos de estos materiales recogidos en la ASTM A 131 / A 131 M son: ASTM A 131
grados A, B, D, DS, CS y E (llamados de resistencia ordinaria pues su límite mínimo de
fluencia es de 235 MPa); y los aceros ASTM A 131 grados AH, DH y EH (con límites
mínimos de fluencia de 315, 350 y 390 MPa respectivamente, llamados de alta
resistencia).
En las tablas 1.5 y 1.6 se listan la composición química y propiedades mecánicas,
respectivamente, de uno de estos materiales.
Elemento C Mn P S Si % 0.21 0.8 – 1.1 0.035 0.04 0.35 máx
Tabla 1.5. Composición química del acero ASTM A 131 grado B.

Capítulo I. Estado del Arte
12
Propiedades Mecánicas Magnitud Límite de resistencia (MPa) 400 - 490 Límite de fluencia mínimo (MPa) 235 Elongación relativa mínima en 200 mm (%) 21
Elongación relativa mínima en 50 mm (%) 24 Resistencia al impacto para espesor máximo de 50 mm, a 0 ºC, probetas longitudinales (J)
27
Resistencia al impacto para espesor máximo de 50 mm, a 0 ºC, probetas transversales (J)
19
Tabla 1.6. Propiedades mcánicas del aceros ASTM A 131 grado B.
1.2. Soldabilidad de los materiales empleados en la fabricación de estructuras,
ductos y embarcaciones.
1.2.1. Soldabilidad. Conceptos.
Un acero, según la ISO-581-80, se considera soldable en un grado prefijado, por un
procedimiento determinado y para una aplicación específica cuando mediante una técnica
adecuada se puede conseguir la continuidad metálica de la unión de tal manera que ésta
cumpla con las exigencias prescritas con respecto a sus propiedades locales y su
influencia en la construcción de la que forma parte integrante.
La soldabilidad de un material bajo determinado proceso puede catalogarse de las
siguientes formas:

Capítulo I. Estado del Arte
13
Buena soldabilidad: No hay que aplicar ninguna medida para garantizar la resistencia
de la unión utilizando un determinado tipo de soldadura. Ejemplos: precalentamiento,
postcalentamiento, etc.
Soldabilidad limitada: Se logra la resistencia de la unión soldada bajo determinadas
condiciones. Ejemplo: Se necesita dar un precalentamiento a 200 ºC al material
para evitar fragilidad en la unión.
Soldabilidad nula: Bajo ninguna condición se puede garantizar la resistencia de la unión
soldada. Por ejemplo: la fundición blanca (fundiciones con alto % de cementita), no tiene
soldabilidad por fusión, pues bajo ninguna condición se puede lograr una unión con
resistencia mecánica suficiente.
La soldabilidad puede abordarse bajo los tres aspectos siguientes:
La soldabilidad operatoria: relativa a la operación de soldadura, estudia las condiciones
de realización de las uniones por fusión o por cualquier otro procedimiento, por ejemplo
por presión. Ejemplo: El aluminio que forma óxidos de alto punto de fusión que no
pueden soldarse a llama sin el empleo de fundentes o problemas para soldar con arco
eléctrico y CA.
La soldabilidad metalúrgica: relativa a las modificaciones físico-químicas y estructurales
resultado de la operación de soldadura. Ejemplo: Los aceros inoxidables austeníticos y la
Capítulo I. Estado del Arte
14
precipitación de carburos de cromo (corrosión intercristalina) y aceros aleados y su
tendencia a formar martensita.
La soldabilidad constructiva (o global): que se dedica a definir las propiedades de
conjunto de la construcción por la sensibilidad de la unión o la deformación y a la rotura
bajo el efecto de las tensiones. Ejemplo: los Hierros fundidos que por su poca plasticidad
no pueden absorber las deformaciones propias del proceso de soldadura.
1.2.2. Agrietamiento de las uniones soldadas.
1.2.2.1. Agrietamiento en caliente. Método para determinar la susceptibilidad al
agrietamiento en caliente.
Se denominan grietas en caliente a la rotura intercristalina de la costura soldada o en la
zona próxima a la misma zona de sobrecalentamiento que aparece en el intervalo de
temperatura de fragilidad, producto del ciclo termodeformacional de soldadura.
Surgen principalmente en la misma costura en el instante de la cristalización, cuando se
encuentra en estado semisolidificado (cristales + liquido) y aun tiene poca resistencia.
Cuando mayor tiempo se encuentre el metal en este estado, tanto mayor es el peligro de
que se formen grietas en caliente, a igualdad de las demás condiciones.
Capítulo I. Estado del Arte
15
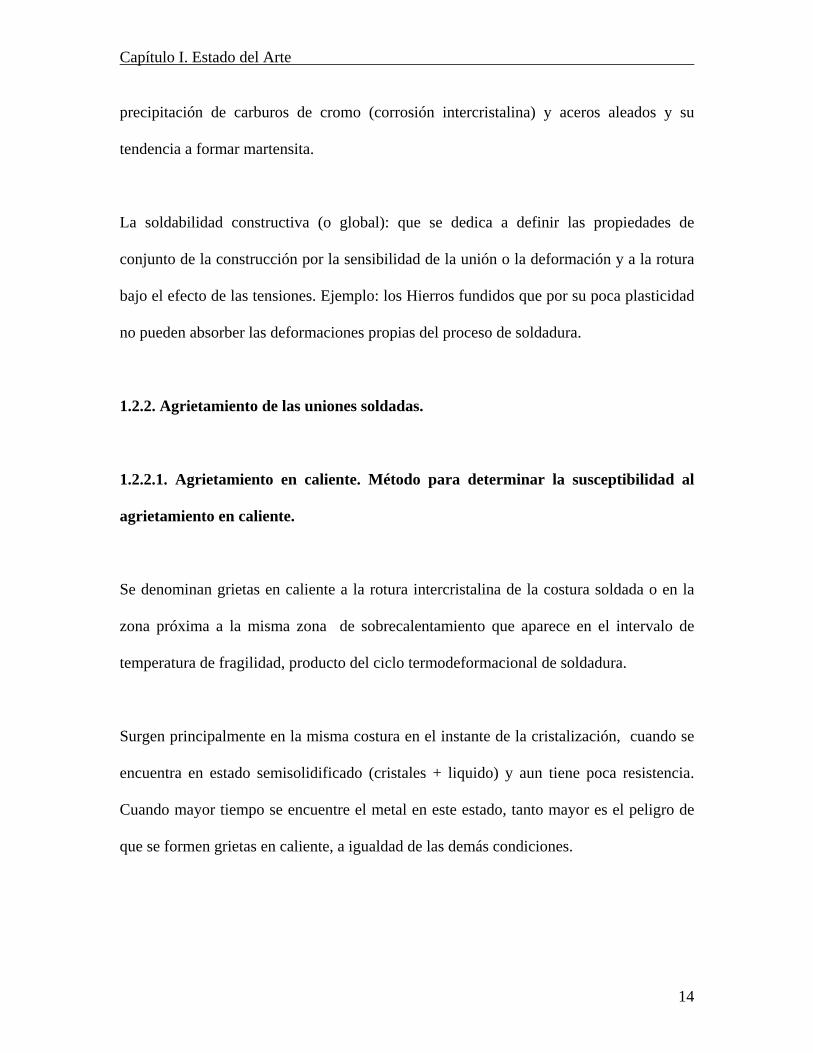
Los elementos que ensanchan el intervalo entre la línea de líquido y de sólido elevan la
sensibilidad a las grietas en caliente. Ejemplo: el carbono ejerce influencia desfavorable,
ya que ensancha el intervalo de cristalización y por lo tanto, facilita la formación de
grietas en caliente (ver figura 1.4).
Fig. 1.4. Sección del diagrama Fe – C.
Varias teorías aparecieron desde la década del 50, del siglo pasado para explicar la
ocurrencia del Agrietamiento en caliente (esencialmente grietas de solidificación).
Resumamos lo esencial de ellas.
Capítulo I. Estado del Arte
16
La Teoría desarrollada por Medovar en 1954, tomó en cuenta el hecho que el
agrietamiento está asociado con segregaciones. A más ancho rango sólido – líquido de la
aleación, mayor la suceptibilidad. Sin embargo, esta Teoría no fue enteramente
satisfactoria.
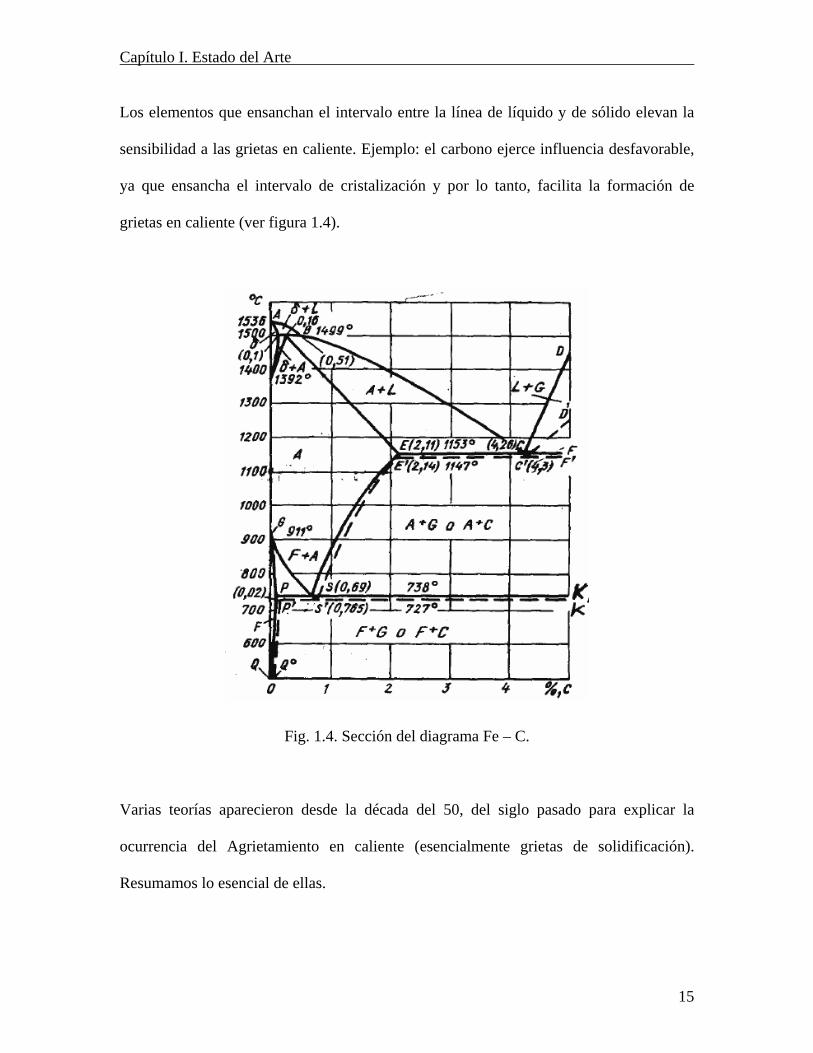
En 1960, Borland, propuso la Teoría generalizada del agrietamiento. Acorde a ella la
solidificación involucra 4 etapas que son clasificadas de acuerdo a la distribución de las
fases de sólido y líquido, para una aleación binaria, tal y como presenta la figura 1.5.
Fig. 1.5. Etapas de la solidificación según la Teoría de Borland.
En la etapa 1, la fase sólida es dispersa, la fase líquida es continua y ambas fases pueden
proveer un movimiento relativo. En la etapa 2, ambas fases son continuas, pero las
dendritas sólidas están enclavadas y solo el líquido es capaz de moverse. En esta fase el
líquido puede remediar algunas grietas formadas. En la etapa 3, los cristales sólidos están
en un estadio avanzado de desarrollo, y el paso libre del líquido es evitado o impedido. El
Capítulo I. Estado del Arte
17
líquido está presente en cantidades muy pequeñas. Si en este estadio una tensión es
aplicada, que exceda la tolerancia del material, ocurrirá el agrietamiento y las grietas no
podrán ser llenadas con la fase líquida remanente. Este estado, durante el cual la mayor
parte del agrietamiento ocurre, es llamado “Critical Solidification Range”. En la etapa 4
la solidificación se completa, y no es posible agrietamiento que involucre a la fase
líquida.
Borland planteó que para una sensibilidad alta al agrietamiento, además de una ancho
rango de enfriamiento, el líquido debía también distribuirse en una forma que permitiera
que altas tensiones se acumularan entre los granos. Los casos extremos en los cuales el
líquido puede distribuirse es como una película o como gotas aisladas. El
comportamiento real va a depender de la razón de la energía interfacial entre las fases
líquida y sólida.
El mojado de las fronteras de grano por una película líquida continua para una energía
interfacial menor que 0.5 y para valores mayores a 0.5 la resistencia al agrietamiento se
incrementa.
Borland mostró que la razón de energía interfacial para la película de sulfuro de hierro –
hierro es muy cercana a 0.5, lo que explica el efecto nocivo del azufre en el hierro. Esta
Teoría reveló la importancia del “wetting” en relación al agrietamiento. Sin embargo esta
Teoría no está exenta de dificultades: Acorde a ella se creía que las grietas se iniciaban
durante el último estadio de la solidificación, cuando la mayoría del líquido se había
Capítulo I. Estado del Arte
18
solidificado. Algunas observaciones experimentales de Matsuda en 1982 y Semenyuk en
1986, indicaban sin embargo que las grietas en caliente pueden iniciarse a temperaturas
muy cercanas a las de líquido, y con fracciones sólidas más pequeñas que lo que
previamente se creía.
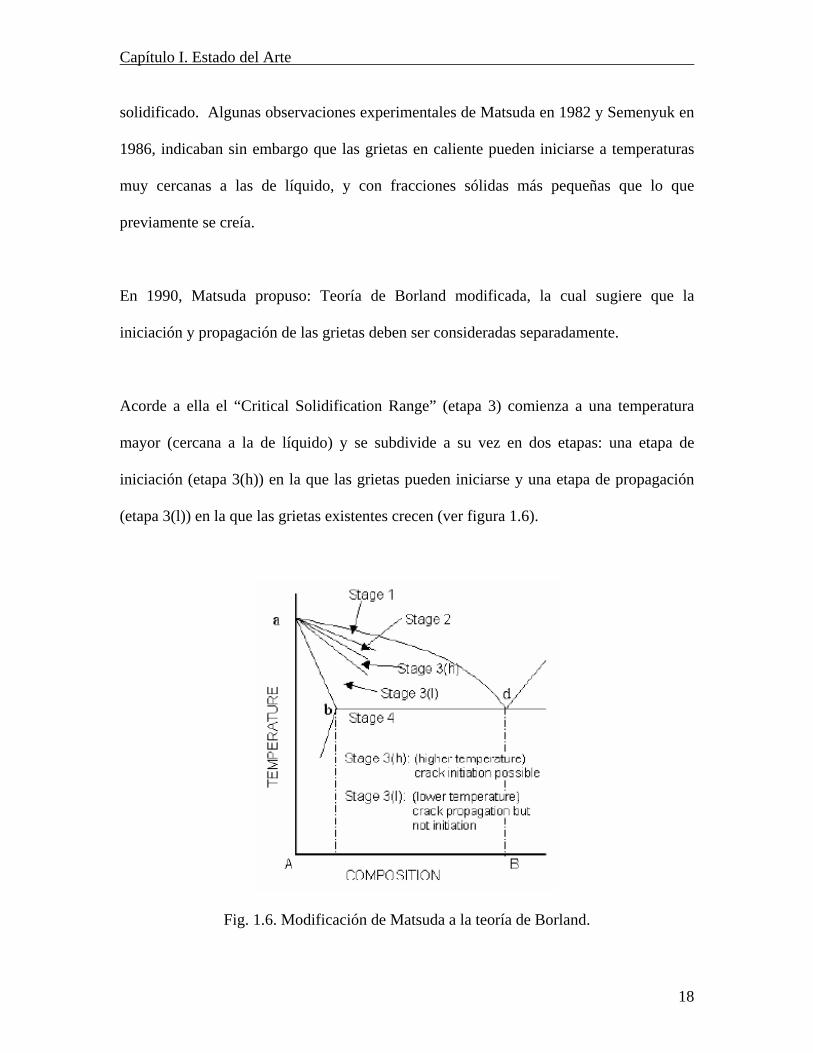
En 1990, Matsuda propuso: Teoría de Borland modificada, la cual sugiere que la
iniciación y propagación de las grietas deben ser consideradas separadamente.
Acorde a ella el “Critical Solidification Range” (etapa 3) comienza a una temperatura
mayor (cercana a la de líquido) y se subdivide a su vez en dos etapas: una etapa de
iniciación (etapa 3(h)) en la que las grietas pueden iniciarse y una etapa de propagación
(etapa 3(l)) en la que las grietas existentes crecen (ver figura 1.6).
Fig. 1.6. Modificación de Matsuda a la teoría de Borland.
Capítulo I. Estado del Arte
19
Muchos investigadores creen que existe un rango de temperatura durante la solidificación
sobre el cual el material permanece propenso a la fragilidad y que es medible
experimentalmente. La idea es que, independiente del campo de tensiones que se
experimente durante la soldadura, el rango de temperatura de susceptibilidad conocido
como “Brittle Temperature Range” (BTR) puede ser considerado como una función de la
composición.
Matsuda mostró que el BTR puede ser obtenido por el cálculo de la composición del
líquido aplicando la ecuación de Schiel. Los métodos de ensayo del agrietamiento en
caliente, que permiten la medición del rango de temperatura de fragilización, son por
consiguiente muy útiles para predecir el agrietamiento en condiciones reales.
El método del índice HSC para determinar el agrietamiento en caliente es empleado
usualmente en aceros al carbono y de baja aleación:
3103
10025 ×+++
⎟⎠⎞
⎜⎝⎛ +++
=VMoCrMn
NiSiPSCHSC …………………………………… (1.1)
Si HSC < 4 No propenso a agrietamiento en caliente (espesores iguales o menores que
20 mm).
Si HSC < 1.6. No es propenso a agrietamiento en caliente (espesores mayores a 20 mm).
Nota: Para aceros con resistencia a la tracción de hasta 700 MPa.

Capítulo I. Estado del Arte
20
1.2.2.2. Determinación de la susceptibilidad al agrietamiento en caliente de los
aceros para estructuras, tuberías y embarcaciones.
Considerando las composiciones medias: Para el ASTM A 36 (empleado en estructuras):
843.800003.13
1000100
02528.004.005.027.0
=+++∗
∗⎟⎠⎞
⎜⎝⎛ +++
=
HSC
HSC
Independiente del espesor, para esta composición hay sensibilidad al agrietamiento en
caliente.
Para el acero API 5L X 60. (Composición química ofrecida por AHMSA Altos Hornos
de México, [13].
C: 0.15, Mn: 1.5, P: 0.025, S: 0.020, Si: 0.35, V: 0.06.
94.106.0005.13
1000100
02535.0025.002.015.0
=+++∗
∗⎟⎠⎞
⎜⎝⎛ +++
=
HSC
HSC
Para espesores menores o iguales a 20 mm (valores muy comunes en tuberías) no hay
tendencia al agrietamiento en caliente.

Capítulo I. Estado del Arte
21
Para el acero ASTM A 131 grado B.
23.600013
1000100
02535.0035.004.021.0
=+++∗
∗⎟⎠⎞
⎜⎝⎛ +++
=
HSC
HSC
Aún para espesores menores a 20 mm se muestra tendencia al agrietamiento en caliente.
1.2.2.3. Agrietamiento en frío.
Consiste en una fractura local frágil transcristalina del metal de la unión soldada. El
agrietamiento en frío está caracterizado por un tiempo de incubación de la grieta en
formación, la temperatura y el punto de ocurrencia. Este fenómeno ocurre a temperatura
por debajo de 300° C en la ZIT, o en el metal de la costura, después de algunas horas de
terminarse la soldadura.
El agrietamiento en frío está condicionado por la interacción de tres factores básicos:
a) Estructura de martensita acicular.
b) Hidrógeno difusivo.
c) Tensionamiento en la vecindad de la unión soldada.

Capítulo I. Estado del Arte
22
El factor microestructural, la formación de martensita y su cantidad, es afectada por la
composición química del acero y la velocidad de enfriamiento. La velocidad de
enfriamiento de la ZAC, está determinada por los parámetros del régimen de soldadura
(por las condiciones): Corriente, voltaje, velocidad de soldadura, espesor de la plancha a
soldar, forma de la unión y la temperatura de precalentamiento.
Generalmente una pequeña cantidad de hidrógeno es suficiente para causar la falla debido
a que tiene la habilidad de magnificar su efecto por su migración a las regiones de altas
tensiones triaxiales. Muchas aleaciones son susceptibles a la fragilidad por hidrógeno y
de hecho casi ninguna es inmune a este tipo de fragilización. Entre las aleaciones más
propensas a este fenómeno tenemos las aleaciones de Fe, Ni, Al, Ti. Zr, etc.
El mecanismo de difusión intersticial es el que permite el movimiento migratorio del
hidrógeno dentro del metal. Los defectos de la red, las inclusiones, etc. pueden ser, y de
hecho son, barreras a la difusión del hidrógeno.
El hidrógeno, al ser absorbido por el metal fundido de la costura, se va a difundir hacia el
metal vecino a través de la Zona Afectada Térmicamente (ZAT) y va a depender de: a)
La cantidad de hidrógeno absorbido y así pues de la fuerza motriz para el proceso de
difusión; b) La geometría del cordón soldado y los gradientes térmicos asociados; c) La
presión parcial del hidrógeno en la atmósfera adyacente al cordón soldado que se está
enfriando; d) La composición y microestructura del metal soldado y la placa base.

Capítulo I. Estado del Arte
23
Fig. 1. 7. Esquema de la difusión del hidrógeno durante la soldadura.
El hidrógeno no puede ser absorbido si no se encuentra en su forma atómica, de ésta
manera la elevada temperatura en la zona del arco hace que el hidrogeno se presente en
forma de iones y pase con facilidad al baño de metal líquido. Según la distribución de
temperatura en la zona de la soldadura y las diferentes propiedades de solubilidad y
difusión del hidrógeno en las distintas fases del hierro hace que éste pase a las zonas
frías partiendo de las calientes.
El hidrógeno existente en la zona 1 (Austenita), producto del propio enfriamiento del
cordón y del traslado del arco se presenta en la zona 2 que al tener ya menos temperatura
predomina la fase ferrítica más la cementita. Como resultado de la baja solubilidad del
hidrógeno en la ferrita y alta capacidad de difusión éste se traslada hacia la zona 3, que
producto de la temperatura se encuentra todavía en la fase de austenita, donde el
hidrógeno es más soluble pero tiene menos capacidad de movimiento

Capítulo I. Estado del Arte
24
Por la baja difusión a través de esta fase (austenita) el hidrógeno no va mucho más allá
de la zona de sobrecalentamiento. Debido al enfriamiento del metal la zona 3 se
convierte en la zona 4, donde el acero ya a menos temperatura se caracteriza por la fase
ferrítica.
Como consecuencia de la baja solubilidad del hidrógeno en dicha fase como ya se ha
señalado, éste es expulsado hacia las discontinuidades de la estructura convirtiéndose
nuevamente en hidrógeno molecular, creando tensiones elevadas que al sobrepasar el
límite de rotura del material puede ocasionar el agrietamiento. Si junto a las tensiones
provocadas por el hidrógeno existen tensiones como consecuencia de estructuras de
temple de elevada dureza, entonces el agrietamiento es evidente.
Fig. 1. 8. Tensionamiento que causa el hidrógeno sobre la estructura del metal.
El proceso de difusión puede verse obstaculizado e incluso prevenido por las llamadas
“trampas de hidrógeno”. Estas trampas pueden clasificarse como: a) Muy reversibles: El
Capítulo I. Estado del Arte
25
hidrógeno atómico (H) es liberado a temperatura ambiente o menores, ej: dislocaciones,
sitios en los intersticios entre los átomos; b) Reversibles: El Hidrógeno es liberado a
temperaturas entre 112 – 270º C, ej: Atomos sustitucionales de Ti, fronteras de granos,
dislocaciones, interfases ferrita/carburo y ferrita/cementita, austenita revenida; c)
Irreversibles: El Hidrógeno es liberado a temperaturas entre 305 – 750º C, ej:
microvacancias, inclusiones/precipitados de Fe2O3, Fe3O4, MnS, Al2O3, SiO2, TiC.
Donde el hidrógeno puede continuar difundiéndose a través del metal es referido como
hidrógeno difusible y donde el hidrógeno permanece atrapado en la estructura a una
temperatura dada, se refiere como hidrógeno residual. En los métodos para la
determinación experimental del hidrógeno difusible, el efecto de la temperatura sobre la
liberación del hidrógeno debe ser tenido en cuenta.
La tecnología de soldadura es un factor importante en el contenido de hidrógeno difusible
(Hd). Las fuentes pueden ser:
a). Electrodo no precalentado.
b). Herrumbre, alambre, fundente.
c). Humedad atmosférica, etc.

Capítulo I. Estado del Arte
26
Cada tecnología posee un nivel de Hidrogeno difusible.
Proceso de soldadura Hidrógeno difusible (ml/100 g)
GMAW (con gas activo) 2 - 7
SMAW (con electrodo básico calcinado) 5
SMAW (con electrodo básico sin calcinar) 17
SMAW (con electrodo de rutilo) 20 - 35
SMAW (con electrodo celulósico) 35 - 40
Tabla 1. 6. Hidrógeno difusible acorde al proceso de soldadura y consumible.
La absorción de hidrógeno por el metal fundido de la costura, durante la soldadura por
arco, es prácticamente inevitable. Sí queda claro, que la cantidad de hidrógeno absorbido
variará significativamente dependiendo del tipo de proceso y consumible usado y de las
condiciones atmosféricas imperantes en el momento en que se desarrolle el proceso.
En el caso de los procesos continuos como el GMAW y FCAW hay un gran número de
factores que va a influir en el hidrógeno absorbido, tales como: a) Corriente de soldadura;
b) Longitud de arco; c) Gas protector; d) El hidrógeno presente en forma de humedad o
de compuestos orgánicos contaminantes y la presión parcial del hidrógeno monoatómico
en la columna del arco; entre otros. Muchos trabajos se han desarrollado en esta dirección
para comprobar y cuantificar tales efectos.

Capítulo I. Estado del Arte
27
Entre las expresiones más acertadas y aceptadas para la determinación de la tendencia al
agrietamiento en frío en materiales en los que C < 0.22 y Cr < 0.5 se encuentra la formula
propuesta por Yurioka.
( ) xCECCECHV arctan100149369183164406 11 ×+−−++= …..... (1.2)
Donde
( )( )11
1158
195.0526.0262.0822.2log
CECEt
X−
+−= ……………………………………(1.3)
Y, BNbVMoCrNiCuMnSiCCEI 1055464015624+++++++++= ……………….. (1.4)
BMoCrNiCuMnSiCCEII 1064205530+++++++= ……………………………. (1.5)
1.2.2.4. Determinación de la susceptibilidad al agrietamiento en frío de los aceros
para estructuras, tuberías y embarcaciones.
Para el acero ASTM A 36.
46.0
01050
50
40
60
400
152.0
603.1
2428.027.0
1
1
=
⋅+++++++++=
CE
CE
52.0
01060
40
200
52.0
503.1
3028.027.0
11
11
=
⋅+++++++=
CE
CE
( )100149369183164406
arctan1
1
−⋅+⋅−−⋅−⋅−
=CEC
CECHVX

Capítulo I. Estado del Arte
28
( )
002.0138.0tan138.0arctan
10046.014927.036918346.016427.0406350arctan
===
−⋅+⋅−−⋅−⋅−
=
XX
X
( )[ ] 62.0822.2195.0526.0 11111058 −⋅+⋅−= CECEXt
( )[ ] 62.052.0822.252.0195.0526.0002.01058 −⋅+⋅−=t
.808.758 segt == Para el acero API 5L X 60 (Composición química ofrecida por AHMSA Altos Hornos de
México, [13]
C: 0.15, Mn: 1.5, P: 0.025, S: 0.020, Si: 0.35, V: 0.06.
42.0
01050
506.0
40
60
400
150
65.1
2435.015.0
1
1
=
⋅+++++++++=
CE
CE
46.0
01060
40
200
50
55.1
3035.015.0
11
11
=
⋅+++++++=
CE
CE
( )
007.040.0tan40.0arctan
10042.014915.036918342.016415.0406350arctan
−=−=−=
−⋅+⋅−−⋅−⋅−
=
XX
X
( )[ ] 62.046.0822.246.0195.0526.0007.01058 −⋅+⋅−−=t
.567.458 segt ==

Capítulo I. Estado del Arte
29
Para el acero ASTM A 131 grado B.
39.0
01050
50
40
60
400
150
61
2435.021.0
1
1
=
⋅+++++++++=
CE
CE
42.0
01060
40
200
50
51
3035.021.0
11
11
=
⋅+++++++=
CE
CE
( )
0026.0)15.0tan(15.0arctan
10039.014921.036918339.016421.0406350arctan
−=−=−=
−⋅+⋅−−⋅−⋅−
=
XX
X
( )[ ] 62.042.0822.242.0195.0526.00026.01058 −⋅+⋅−−=t
.156.058 segt ==
1.3. Aplicaciones donde las condiciones de disipación del calor son intensas.
1.3.1. Soldadura subacuática.
Con el desarrollo de las prospecciones de petróleo en el mar, la soldadura subacuática ha
ganado un papel muy importante, ya no solo se emplea para reparaciones de emergencias
en cascos de barcos, sino que durante el tendido y la reparación de los ductos bajo el mar
es ampliamente empleada.
Capítulo I. Estado del Arte
30
La soldadura subacuática aparece referida en dos variantes esenciales: a). La soldadura en
ambiente húmedo; b). La soldadura en ambiente seco.
Para el primer caso, que es en el que se manifiesta más notablemente la intensificación de
la disipación del calor producto del contacto del metal que se suelda con el agua que lo
rodea, se analizan algunas referencias de la bibliografía [14]:
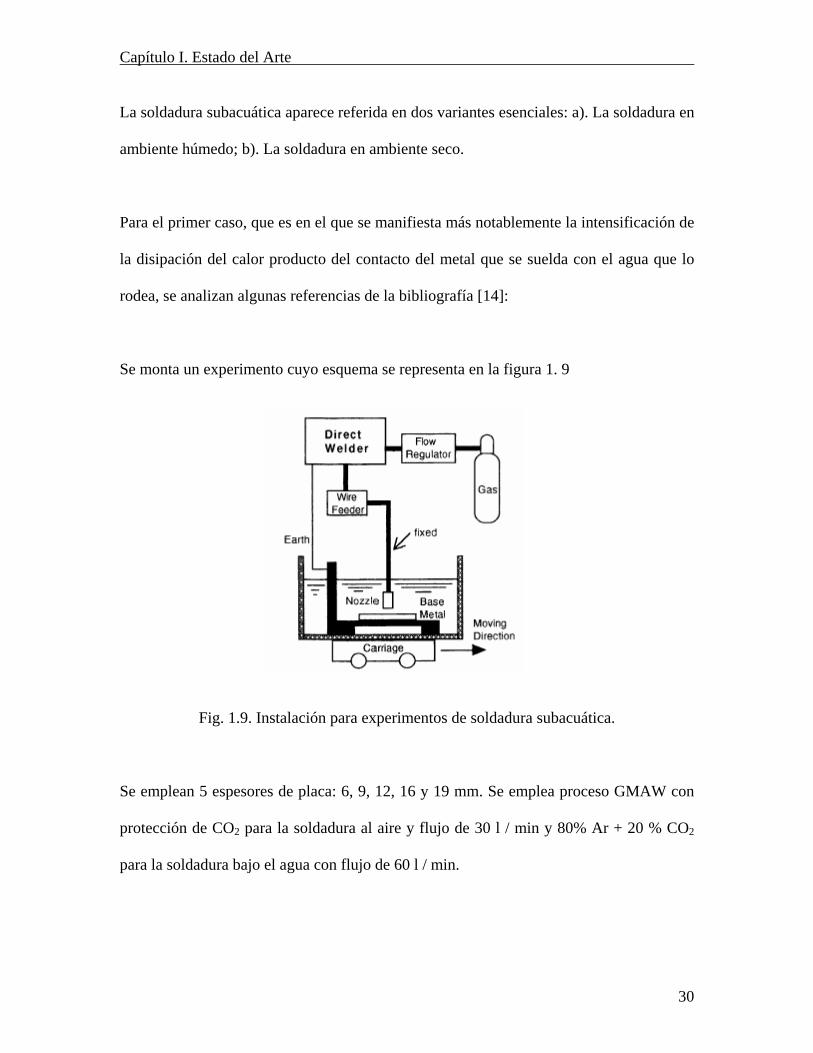
Se monta un experimento cuyo esquema se representa en la figura 1. 9
Fig. 1.9. Instalación para experimentos de soldadura subacuática.
Se emplean 5 espesores de placa: 6, 9, 12, 16 y 19 mm. Se emplea proceso GMAW con
protección de CO2 para la soldadura al aire y flujo de 30 l / min y 80% Ar + 20 % CO2
para la soldadura bajo el agua con flujo de 60 l / min.

Capítulo I. Estado del Arte
31
Los resultados del experimento fueron:
La soldadura bajo el agua exhibió una velocidad de enfriamiento muy superior a la
soldadura al aire.
La soldadura de las placas de diferente espesor al aire arrojó notables diferencias de la
velocidad de enfriamiento de un espesor a otro, mientras que bajo el agua se comprueba
que la influencia del espesor es muy ligera. Este resultado indica claramente que al soldar
bajo el agua, predomina la transferencia de calor por convección respecto a la
transferencia de calor por conducción.
La soldadura empleando diferentes velocidad de avance mostró que al soldar al aire, con
el aumento de la velocidad de soldadura se hace más intenso el enfriamiento (esto está
asociado a la disminución del Heat Input), mientras que para la variante subacuática
prácticamente no se notan diferencias de una velocidad a otra (influencia muy leve).
Los coeficientes de transferencia de calor por convección se consideraron variables,
partiendo de un valor de 11.63 w/m2K para las zonas más frías.
La distribución de durezas es obtenida tanto para la soldadura al aire como para la
aplicación subacuática, los resultados indican un pico de dureza superior a los 400 HV
para la soldadura subacuática (en la misma zona de la soldadura al aire se obtiene poco
más de 200 HV). Este valor de dureza (superior a 350 HV) indica una notable tendencia
al agrietamiento en frío.

Capítulo I. Estado del Arte
32
1.3.2. Soldadura en servicio de tuberías para el transporte de gas y petróleo.
La realización de una reparación de una tubería para el transporte de petróleo o gas cada
día se justifica más, en la medida que se incrementa el diámetro de la tubería. Acorde con
[15]para una tubería de diámetro entre 16 – 24 pulgadas, el costo en % respecto a una
tubería nueva es de entre el 50 – 90 %. Si el diámetro está entre 28 – 48 pulgadas el costo
es de entre 25 y el 50 % del costo de una tubería nueva.
Ante un escenario en el que el estudio de integridad ha definido la necesidad de una
reparación, el modo que aparentemente pudiera solucionar el problema del modo más
simple es cambiar la porción defectuosa del tubo, pero esto implica la necesidad de parar
el flujo de gas a través de la tubería, lo que ocasiona grandes pérdidas económicas a la
empresa distribuidora del gas y la evidente afectación a los clientes, es por esto que
acorde con encuestas realizadas [16]esta alternativa es raramente empleada. Una
alternativa, evaluada entre otras en el artículo antes citado, que a la vez que minimiza las
pérdidas económicas y la afectación a los clientes, permite restablecer la vida a la tubería
dañada es la colocación de refuerzos circunferenciales (envolventes) soldados a la
tubería, esta es catalogada como la solución más común. Existen otras alternativas entre
las que se mencionan: Parches soldados, refuerzos atornillados, refuerzos de composite,
etc.

Capítulo I. Estado del Arte
33
Fig. 1.10. Reparación de un tubo mediante refuerzos circunferenciales soldados.
Cuando se trata de contener una fuga en la tubería o evitar la propagación de una grieta
situada longitudinalmente, se recomiendan los refuerzos soldados, donde no solo es
necesario soldar longitudinalmente las dos partes de la envolvente, sino también soldar a
esta circunferencialmente con la tubería; en [15]se presenta entre las ventajas de este
método el que ya está debidamente probada su efectividad. La fabricación de estas
camisas o envolventes circunferenciales se puede realizar a partir de un tubo de diámetro
ligeramente mayor que el diámetro exterior del tubo a reparar, otra vía es obtenerla por
rolado de placas. La camisa debe estar diseñada para al menos soportar la presión de
diseño del tubo. En nuestra opinión estos refuerzos soldados pueden garantizar la
hermeticidad mejor y de modo más permanente que los refuerzos que son atornillados,
además de que estos últimos pueden contener el crecimiento de grietas circunferenciales
pero no el de las grietas longitudinales, también es bueno destacar que es más barato el
empleo de estos refuerzos de acero que el empleo de composites.

Capítulo I. Estado del Arte
34
Acorde a [17]las dos preocupaciones fundamentales a considerar, al soldarse tuberías en
servicio son: a). Agujeramiento del tubo (Burn through): Ocurre cuando el metal no
fundido, pero a alta temperatura, que se encuentra por debajo del charco de metal fundido
no puede soportar prolongadamente la presión dentro del tubo ya que sus propiedades
mecánicas (límite de fluencia, límite de resistencia, etc.) se encuentran disminuidas por la
temperatura que posee [18]; b). Agrietamiento: Resultado de altos valores de la velocidad
de enfriamiento, que produce una microestructura dura y susceptible a la formación de
grietas, en la ZAC.
Es de suma importancia, en aras de evitar el agujeramiento, evaluar la transferencia de
calor durante la soldadura del refuerzo al tubo en cuestión, de modo que el Heat Input (y
por tanto las variables del régimen) y la temperatura de precalentamiento empleados,
sean tales que no haya sobrecalentamiento. En cuanto al agrietamiento debe evaluarse la
tasa de enfriamiento esperada de la soldadura, afectada por las propiedades del fluido
contenido dentro del tubo y su presión, velocidad, etc., el cual remueve el calor más
intensamente que cuando el tubo está fuera de servicio y por supuesto lograr un
compromiso entre todos estos parámetros.
En su sección 3, acápite 3.2, la API RP 2201 brinda una serie de recomendaciones al
realizar la soldadura para realizar el “hot tapping”, pero por las características de esta
operación hay cierta semejanza con la soldadura de refuerzos circunferenciales, con
vistas a evitar el agujeramiento: Para la soldadura de tubos con espesor de pared menor a
6.4 mm la primera pasada debe hacerse con electrodo de 2.4 mm de diámetro o menos de
Capítulo I. Estado del Arte
35
modo que se minimice el Heat Input; las pasadas posteriores pueden realizarse con
electrodos de 3.2 mm de diámetro o menores si el espesor de la pared del tubo no excede
12.8 mm. Es necesario destacar que esta recomendación a la vez que disminuye la
probabilidad de agujeramiento, aumenta la de ocurrencia de agrietamiento por el aumento
de la velocidad de enfriamiento del material del tubo, lo que es incluso reconocido por la
anterior API. Para espesores de pared del tubo superiores a 12.8 mm el “Burn through”
no debe ocurrir y pueden emplearse diámetros mayores de electrodo. En esta misma
sección se recomienda el empleo de electrodos de bajo hidrógeno.
En la sección 3, acápite 3.3 de la API RP 2201 se analiza el efecto que mantener el flujo
en la tubería, provoca sobre los anteriores problemas mencionados, tal que: Para
espesores del tubo menores o iguales a 6.4 mm, el mantener el flujo dentro del tubo
minimiza el riesgo de sobrecalentamiento del metal y por tanto de ocurrencia de
agujeramiento causado por la elevada temperatura del metal y expansión térmica del
fluido en un sistema cerrado. A su vez si el flujo es demasiado alto lo que se logra es
aumentar el riesgo de agrietamiento debido al antes comentado aumento de la velocidad
de enfriamiento. Esto mismo es aplicable a espesores entre 6.4 mm y 12.8 mm. Para
espesores de pared del tubo superiores a 12.8 mm el efecto del flujo es inapreciable.
En el acápite 3.7 se establece que debe precalentarse el tubo antes de la soldadura si el
metal tiene un contenido de carbono equivalente alto o una alta resistencia, con vistas a
evitar el agrietamiento.
Capítulo I. Estado del Arte
36
Este carbono equivalente puede ser calculado por alguna de las muchas fórmulas que
existen, aunque debe considerarse como la más aceptada la que recomienda el Instituto
Internacional de Soldadura (IIW) en [19]
La API 1104 establece las recomendaciones a tener en cuenta para el establecimiento del
procedimiento de fabricación de sistemas de tuberías. La aplicación de estas
recomendaciones conlleva a la obtención de soldaduras exitosas, incluso entre un tubo
nuevo y uno en servicio [20], lo cuál es perfectamente válido para el tema de las
reparaciones con refuerzos circunferenciales, pues se une un material nuevo (el del
refuerzo) con un material expuesto a servicio (el tubo).
En la API 1104 en su Apéndice B “In – Service Welding”, se alude a que el empleo de
modelos computarizados es otro método de prueba que puede ser empleado con vistas a
determinar las limitaciones en el Heat Input para estas soldaduras de reparación; esto
legaliza a la luz de la mencionada norma el empleo de la modelación como método para
el establecimiento de procedimientos de soldadura. Este acápite de la norma establece
también las variables esenciales para la calificación del procedimiento y del soldador.
En [21]se evalúa un tubo de material API 5LX52, de 610 mm de diámetro, un espesor
nominal de 7.1mm de espesor, sujeto a una presión de operación de 6 MPa, una
temperatura del gas dentro del tubo de 50 0C y una composición de 90% de Metano, 6%
de Etano y el 4% restante de propano, CO2, H2 y otros gases. El régimen de soldadura
empleado fue de 120 A, 22 V y 10 cm/min, lo que arroja un “heat input” de 1.6 KJ/mm.
Lo más interesante de lo planteado en este artículo a la luz de la presente investigación es

Capítulo I. Estado del Arte
37
la definición de que la perforación de la tubería no ocurre si la temperatura de la
superficie interior no excede los 982 0C, para llegar a este valor se apoyaron en trabajos
previos como por ejemplo los de Battelle [22]
Capítulo I. Estado del Arte
38
Conclusiones parciales.
1. La razón de enfriamiento entre las temperaturas de 800 ºC a 500 ºC (t 8/5) es un
parámetro muy importante en la determinación de la dureza que va a aparecer en
la ZAC de la soldadura y esta a su vez va a estar estrechamente ligada a la
tendencia al agrietamiento.
2. Durante la soldadura de elementos sometidos a condiciones intensas de disipación
del calor, se obtienen valores de t 8/5 bajos y aumenta considerablemente la
probabilidad de aparición de grietas en frío.
Capítulo II. Modos de transferencia de calor
39
Capítulo II. Modos de transferencia de calor.
2.1. Transferencia de calor. Métodos de transferencia.
La transferencia de calor esta dada por la transmisión de calor de una sustancia de
manera irreversible hasta lograr una condición de equilibrio, igualando la pérdida de
energía de una sustancia a la ganancia de energía de otra.
Este fenómeno caracterizado anteriormente se manifiesta mediante tres métodos de
transferencia de calor, los cuales son:
a. Conducción
b. Convección
c. Radiación
2.1.1. Conducción.
Es donde el calor es conducido por un cuerpo desde la parte más caliente a la más fría,
este estudio se puede hacer de dos formas: una es tratándolo como un estado no
estacionario el cual tiene en cuenta el tiempo trascurrido, durante el cual el calor dQ
atraviesa una cierta frontera, la otra forma se limita a las condiciones de un estado
estacionario donde idealmente el tiempo no trascurre, también consideramos un flujo de
calor unidireccional.

Capítulo II. Modos de transferencia de calor
40
2.1.2. Convección.
Es el efecto donde hay un intercambio de calor entre el cuerpo y el medio donde se
encuentra el cual esta relacionado directamente con el coeficiente de película de cada
superficie en contacto con el medio circundante, este coeficiente de transferencia de calor
esta denominado por (h).
2.1.3. Radiación
Es la capacidad que tiene un cuerpo de emitir o absorber energía radiante donde
predomina siempre el más caliente sobre el más frío provocando que el cuerpo más frio
de caliente.
2.2. Ecuaciones generales. La ecuación que describe el fenómeno de la conducción del calor a través de una pared
es la siguiente:
LttAKQ ba ).(. −
= ………………………………………………………………. (2.1)
Tal que: RtQ ∆
= ………………………………………………………………. (2.2)
Ya que: AK
LR.
= ………………………………………………………………. (2.3)
Donde:

Capítulo II. Modos de transferencia de calor
41
Q – Calor transferido (w)
t- temperatura (Co)
K- Conductividad térmica (w/mk)
A- Área (m2 )
L- Espesor de la pared (m)
R-resistencia a la conductividad termica.(k/w)
Fig. 2.1. Esquema de la conducción del calor a través de una pared.
La ecuación que describe el fenómeno de la convección de una superficie en contacto
con el medio circundante.
)(. ∞−= ttAhQ s ………………………………………………….....................(2.4)
Donde: h-coeficiente de película (w/m2 k)
A-area (m2)

Capítulo II. Modos de transferencia de calor
42
st -temp. superficie (k) ∞t -temp. ambiente (k)
Fig. 2.2. Esquema de la convección del calor en una superficie La ecuación que describe el fenómeno de la capacidad que tiene un cuerpo de emitir o
absorber energía radiante.
)(.. 44
surs TTAQ −= σε ……………………………………………………………… (2.5) Donde:
adEmisivilid→ε (w/m2 k)
σ -Constate de Stefan-Boltzmann
surT -Temperatura emitida por otro sistema (k)

Capítulo II. Modos de transferencia de calor
43
Fig. 2.3. Esquema de un cuerpo que emite energía radiante. 2.3. Transferencia de calor por convección.
La convección es el traslado de energía debido al movimiento molecular aleatorio (la
difusión), hay también energía que se transfiere por el movimiento del fluido
Una de las particularidades de la convección es el comportamiento de la temperatura
ante las velocidades de distribución de un flujo al pasar por una superficie como se
muestra en la fig. 2.4

Capítulo II. Modos de transferencia de calor
44
Fig. 2.4. Comportamiento de la temperatura ante las velocidades de distribución del flujo
2.3.1. Convección a través de una tubería con un fluido en movimiento. Teniendo en cuenta que en el tubo solo existe transferencia de calor por convección
podemos deducir lo siguiente. Ver figura 2.5.
)(.)(. 2211 bsba ttAhttAhQ −+−= ……………………………………(2.6)
Fig.2.5 Tubo mediante el cual se transporta un fluido

Capítulo II. Modos de transferencia de calor
45
2.3.2. Convección a través de una pared plana en contacto con un fluido estático. Coeficiente de película (h). Si tenemos una pared por la que a ambos lados hay un fluido como se ve en la figura 2.6.
En el lado caliente de la pared, el fluido está más caliente que la superficie a cierta
temperatura t1 > te En el lado frío, el fluido está más frío que la superficie, siendo su
temperatura t2<td. Por tanto, a través de de las películas delgadas de los fluidos
adyacentes a las superficies, hay las caídas de temperaturas t1-------- ta y td------- t2 El gasto o
flujo unitario de calor a través de estas películas se llama coeficiente de película (y otros
nombres tales como conductancia de la película, conductancia superficial).
fig. 2.6 pared plana en contacto con un flujo
2.3.3. Recomendaciones generales para la transferencia de calor por convección. Rango de valores de (h) para los diferentes procesos Procesos h ( W /m2.K) Conveción libre 5 - 25 Conveción forzada - Gases 25 - 250 Líguidos 50 – 20 000 Conveción para cambio de fase -

Capítulo II. Modos de transferencia de calor
46
Ebullición o condensación 2500 – 100 000 Ecuaciones recomendadas para un movimiento laminar en el aire atmosférico.
Cilindros y placas verticales
chmKcalLth rc
ο..22.1 225.0
⎟⎠⎞
⎜⎝⎛ ∆= ………………………………….. (2.7)
Cilindros horizontales
chmKcalD
th rcο..13.1 2
25.0
0⎟⎟⎠
⎞⎜⎜⎝
⎛ ∆= ………………………………. (2.8)
Algunos valores de (h) utilizados * Paredes interiores del edificio, aire tranquilo, valor de diseñó o proyecto.
chmKcalh rο..06.8 2=
* Paredes exteriores, viento de 24km/hr, valor de diseñó o proyecto. chmKcalh r
ο..3.29 2= * Refrigerantes que se evaporan dentro de un tubo, valor típico.
chmKcalh rο..976 2=
* Valor de agua que se condensa dentro de un tubo, valor típico. chmKcalh r
ο..9760 2= según [23]y [24]
Capítulo II. Modos de transferencia de calor
47
Conclusiones parciales.
1. Durante la soldadura se manifiestan los tres modos de transferencia de calor. En
las aplicaciones en que la soldadura se realiza subacuática o en el que las
superficies se encuentran en contacto con fluidos que se mueven a relativamente
alta velocidad, la transferencia de calor por convección predomina sobre las otras.

Capítulo 3. Modelos de elementos finitos con cargas térmicas
48
Capítulo 3. Modelos de elementos finitos con cargas térmicas.
3.1. El Cosmos DesignStar. Posibilidades para el desarrollo de análisis térmicos.
El Cosmos DesignStar es uno de los tantos software de elementos finitos que pueden
emplearse en la simulación de problemas de transferencia de calor. Este considera dos
tipos de elementos: a). Elemento sólido tetraédrico lineal de 4 nodos (llamado de
primer orden o elementos de orden inferior); b). Elemento sólido tetraédrico
parabólico de 10 nodos (llamado de segundo orden o elementos de orden superior).
Ver figura 3.1.
Fig. 3.1. Elementos finitos considerados en el análisis de convergencia.
Durante el desarrollo de análisis térmicos se pueden introducir cuatro tipos de cargas (ver
fig 3.2):
a. Temperatura.
b. Carga de calor (heat load).
c. Convección
d. Radiación

Capítulo 3. Modelos de elementos finitos con cargas térmicas
49
Fig. 3.2. Cargas térmicas que admite el software.
La carga de temperatura permite asociar a determinada entidad geométrica los valores de
temperatura (pudiendo responder incluso a una curva de tiempo), tal y como muestra la
figura 3.3.
Fig. 3.3. Cargas de temperatura.

Capítulo 3. Modelos de elementos finitos con cargas térmicas
50
La carga de calor (heat loads) es la carga empleada para simular en el modelo el calor que
el arco eléctrico genera y que se transfiere a la pieza. Estas cargas de calor pueden
introducirse como calores volumétricos, como flujos de calor o como potencia calorífica.
Estas cargas de calor se asocian a determinadas partes del modelo y pueden tener
asociadas a sí determinadas curvas de temperatura y tiempo, tal y como muestra la figura
3.4.
Fig. 3.4. Cargas de calor.
La convección, como modo de transferencia del calor, requiere del establecimiento del
coeficiente de película, al que a su vez pueden asociarse curvas de tiempo y de
temperatura y de la temperatura del medio circundante (Bulk temperatura) a la que
pueden asociarse también curvas de tiempo. Estas cargas se asocian a su vez a
determinadas partes o superficies en el modelo, tal y como muestra la figura 3.5.

Capítulo 3. Modelos de elementos finitos con cargas térmicas
51
Fig. 3.5. Cargas de Convección.
Las cargas de radiación implican la definición de la temperatura que rodea al modelo y
también de la emisividad, así como la posibilidad de asociarlas a curvas de tiempo y
temperatura y por supuesto a determinadas entidades geométricas del modelo (ver figura
3.6).

Capítulo 3. Modelos de elementos finitos con cargas térmicas
52
Fig. 3.6. Cargas de radiación.
3.2. Cálculo del coeficiente de transferencia de calor por convección en tuberías que
transportan petróleo.
Para la determinación de los coeficientes de transferencia de calor por convección dentro
del tubo se parte de las recomendaciones ofrecidas en [25]y [23]
14.0318.0
027.0 ⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛=
P
PC
kfCDv
kfD
µµµ
µρα ……………………………………. (3.1)
Los datos de las propiedades físicas del petróleo y condiciones de flujo en los tubos, a
partir de los cuales se calculan los coeficientes de transferencia de calor por convección,
son tomados de [23], (Comunicación personal con Dr. Antonio Contreras Cuevas.
Directivo de PEMEX) y se presentan en la tabla 3.1.
Capítulo 3. Modelos de elementos finitos con cargas térmicas
53
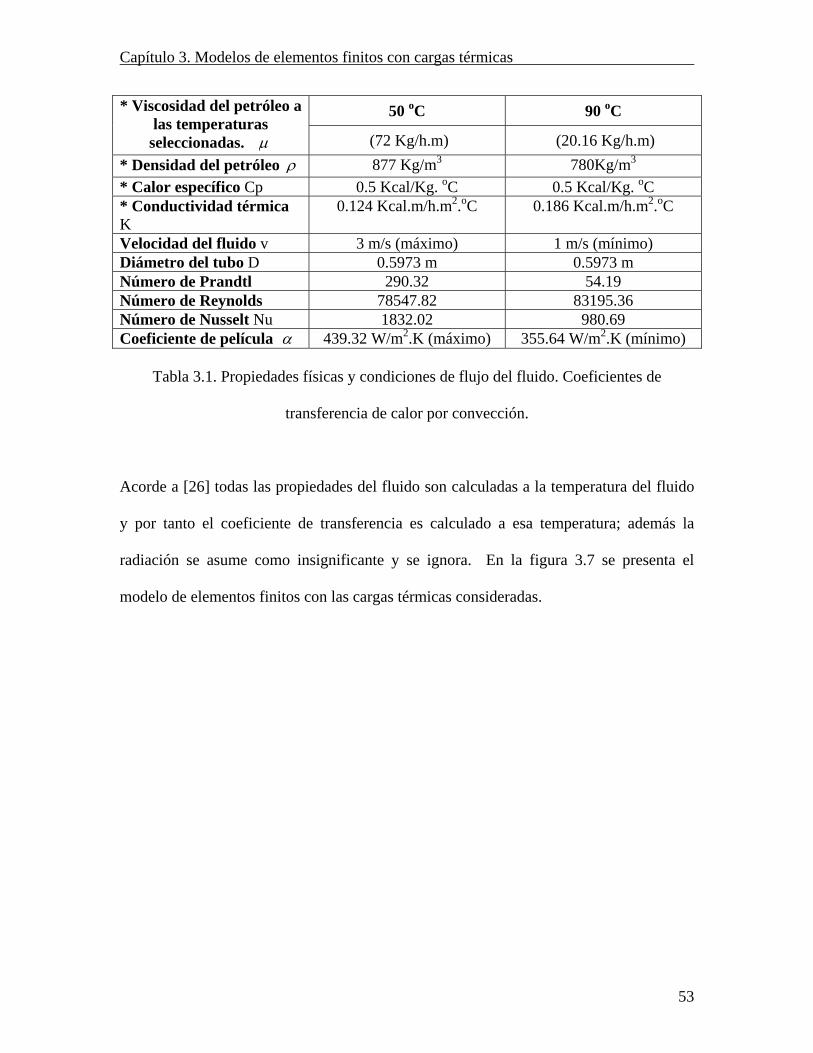
50 oC 90 oC * Viscosidad del petróleo a las temperaturas
seleccionadas. µ (72 Kg/h.m) (20.16 Kg/h.m) * Densidad del petróleo ρ 877 Kg/m3 780Kg/m3
* Calor específico Cp 0.5 Kcal/Kg. oC 0.5 Kcal/Kg. oC * Conductividad térmica K
0.124 Kcal.m/h.m2.oC 0.186 Kcal.m/h.m2.oC
Velocidad del fluido v 3 m/s (máximo) 1 m/s (mínimo) Diámetro del tubo D 0.5973 m 0.5973 m Número de Prandtl 290.32 54.19 Número de Reynolds 78547.82 83195.36 Número de Nusselt Nu 1832.02 980.69 Coeficiente de película α 439.32 W/m2.K (máximo) 355.64 W/m2.K (mínimo)
Tabla 3.1. Propiedades físicas y condiciones de flujo del fluido. Coeficientes de
transferencia de calor por convección.
Acorde a [26] todas las propiedades del fluido son calculadas a la temperatura del fluido
y por tanto el coeficiente de transferencia es calculado a esa temperatura; además la
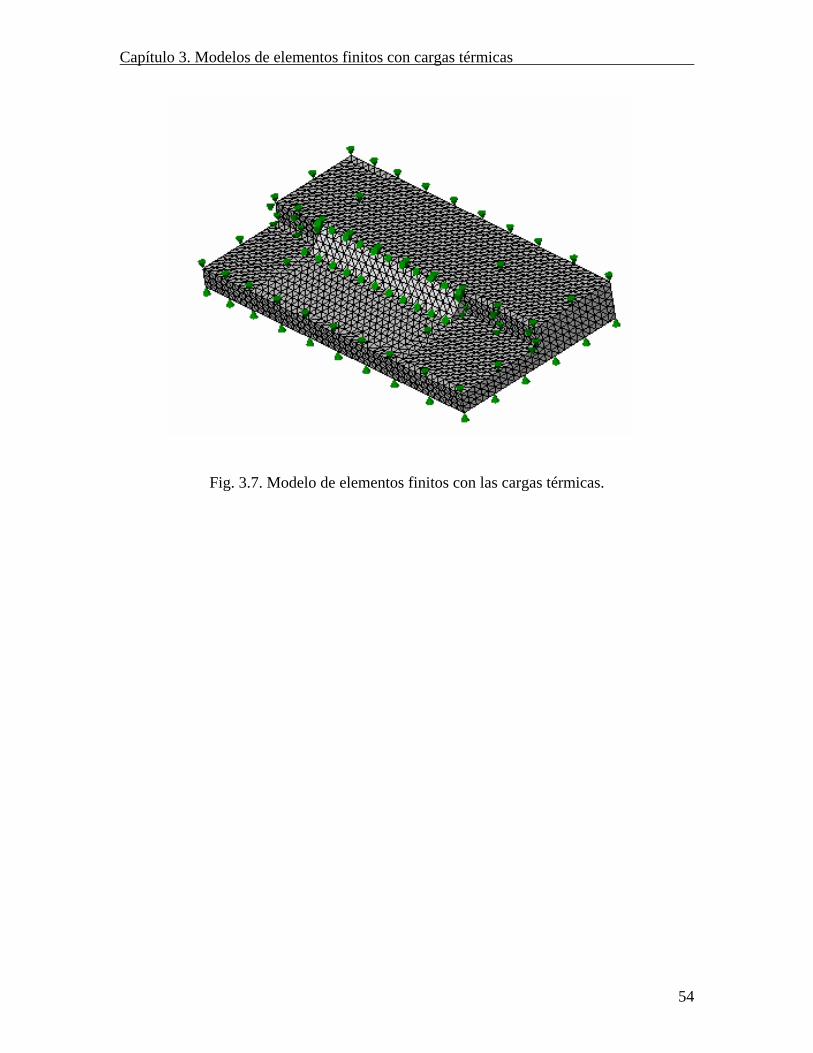
radiación se asume como insignificante y se ignora. En la figura 3.7 se presenta el
modelo de elementos finitos con las cargas térmicas consideradas.
Capítulo 3. Modelos de elementos finitos con cargas térmicas
54
Fig. 3.7. Modelo de elementos finitos con las cargas térmicas.

Conclusiones
55
Conclusiones:
1. Durante la soldadura subacuática y la soldadura de tubos con fluidos circulando
en el interior, el modo predominante de transferencia de calor es la convección.
2. Existen ecuaciones deducidas específicamente para el cálculo del coeficiente de
transferencia de calor por convección, en tuberías por las que circula petróleo, que
se ajustan perfectamente a las exigencias de las investigaciones en el campo de la
reparación por soldadura de tuberías en servicio.
3. El modelo programado en Cosmos DesignStar permitirá la realización cálculos de
transferencia de calor en simulando la soldadura de tuberías por las que circula un
fluido.

Recomendaciones
56
Recomendaciones.
1. Validar el modelo de elementos finitos desarrollado a través de experimentos reales.

Bibliografía.
57
Bibliografía. 1. AWS, A.W.S., Structural Welding Code - Steel. 2000. 2. API, A.P.I., API 1104. Welding of Pipelines and related facilities. 1999. 3. PEMEX, P.M., NRF-001-PEMEX-2000. Tubería de acero para recolección y
transporte de Hidrocarburos amargos. 2000. 4. ASM, A.S.o.M., ASM Handbook. Corrosion: Fundamentals, Testing and
Protection. 2003. Volume 13 A. 5. Uhlig, H.H., Corrosion and Corrosion Control. 1966. 6. ASTM, A.S.o.T.M., ASTM E 112 - 96. Standard Test Methods for Determining
Average Grain Size. 2001. 7. ASTM, A.S.o.T.M., ASTM E 45 - 97. Standard Test Methods for Determining the
Inclusion Content of Steel. 2001. 8. ASTM, A.S.o.T.M., ASTM E 1122-96. Standard Practice for Obtaining JK
Inclusions Ratings Using Automatic Image Analysis. 2001. 9. API, A.P.I., Specification for Line Pipe. 2000. 10. ABS, A.B.o.S., Guide for: Shipbuilding and Repair Quality Standard For Hull
Structures During Construction. 1998. 11. AWS, A.W.S., AWS D 3.5. Guide for Steel Hull Welding. 1993. 12. ASTM, A.S.f.T.a.M., ASTM A 131 / A 131 M "Standard Specification for
Structural Steel for Ships". 1994: p. 5. 13. ahmsa,
<http://www.ahmsa.com/Acero/Productos/Placa/prod_lamcal_placa_ftcsr.htm>. 14. Fukuoka, T., Analysis for cooling process of underwater welding: Comparison
with welding on air. Bulletin of the M. E. S. J., October 1994. 22(2). 15. Palmer - Jones, R.a.P., Dominic. Repairing Internal Corrosion Defects in
Pipelines - A case study. 4th International Pipeline Rehabilitation and Maintenance Conference, Prague. September 2000.
16. Bruce, W.A., Harwig, D. D., Harris, I. D., Gordon, J. R., Sullivan, M and Neary, C., Development of internal repair technology for gas transmission pipelines. Natural Gas Technologies II. GTI Conference and ExhibitionFebruary 8 - 11,2004. Phoenix. Arizona. United States. 2004.
17. 2201, A.P.I.A.R., Procedures for Welding or Hot Tapping on Equipment in Service. Fourth Edition. September 1995.
18. Stiopin, P.A., Resistencia de Materiales. Editorial MIR. Moscú. 1988. 19. Bailey N, e.a., Welding Steels without hydrogen cracking. Abington Publishing.
England. 1973. 20. Tello Rico, M.e.a., Caracterización de una unión soldada entre un tubo API 5L
X52 nuevo con un tubo API 5L X52 con largo tiempo en servicio. Memorias del XV Congreso Nacional de Soldadura. Querétaro, México. Septiembre 2004.
21. Cisilino, A.P.C., M. D.; Otegui, J. L., Minimum thickness for circumferential sleeve repair fillet welds in corroded gas pipelines. International Journal of Pressure Vessel and Piping. 2002.
22. Institute, E.W., Guidelines for weld deposition repair on pipelines. EWI project no. 40545. EWI. 1997.

Bibliografía.
58
23. Moring Faires, V., Termodinámica. Editado por la Universidad de la Habana, facultad de tecnología, Ciudad de la Habana. 1969.
24. Pearson, J.T., Fundamentals of heat and mass transfer. Edition. Matters of special interest included.
25. autores., C.d., Técnicas de conservación energética en la industria. Tomo I. Edición Revolucionaria. La Habana. 1987.
26. Sabapathy, P.N., Wahab, M. A., Painter, M. J., Numerical methods to predict failures during in service welding of gas pipelines. Journal of Strain Analysis. 2001. 36. Nº 6.
Top Related