




Idiomas
Páginas
Jurídico

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
1
Estudios de capacidad Cp y Cpk (Pp y Ppk)
Contenido
¿Qué es la Capacidad del Proceso?
Capacidad del Proceso a partir de Datos Variables.
Índices Cp y Cpk (y también Pp y Ppk).
Estudios a Corto Plazo vs. Largo Plazo.
Capacidad del Proceso a parir de Datos de Atributos.

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
El Valor del Control de Procesos Cuando un proceso está bajo control: • Puedes predecir lo que hará en el futuro, en términos de su desempeño
promedio y variación. • Puedes calcular la capacidad del proceso para cumplir con las especificaciones. • Puedes reducir la variación de los procesos y sus costos.
¡CUIDADO! Cuando un proceso no es estable, ¡no se pueden
generar conclusiones válidas acerca de su capacidad para cumplir con las especificaciones!
2

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Control de Procesos vs Capacidad de Procesos
Control del Proceso = Estabilidad a través del tiempo.
Capacidad del Proceso = La capacidad de un proceso
estable para cumplir con las especificaciones.
Límite de Especificación
Inferior
Límite de Especificación
Superior
3

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Ejemplos de Estabilidad y Capacidad
Estable y Capaz
Estable pero… no Capaz
USL LSL
USL
LSL
4
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
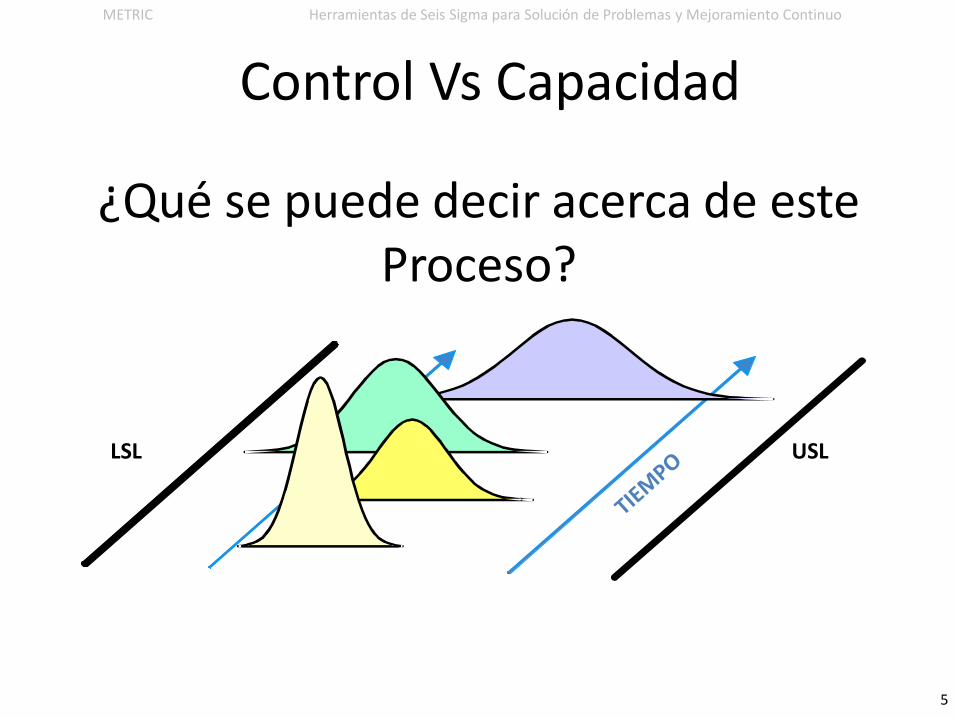
¿Qué se puede decir acerca de este Proceso?
LSL USL
Control Vs Capacidad
5

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Control Vs Capacidad Procesos Procesos en Control Fuera de Control
Inca
pac
es
C
apac
es
Pro
ceso
s
P
roce
sos
6
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
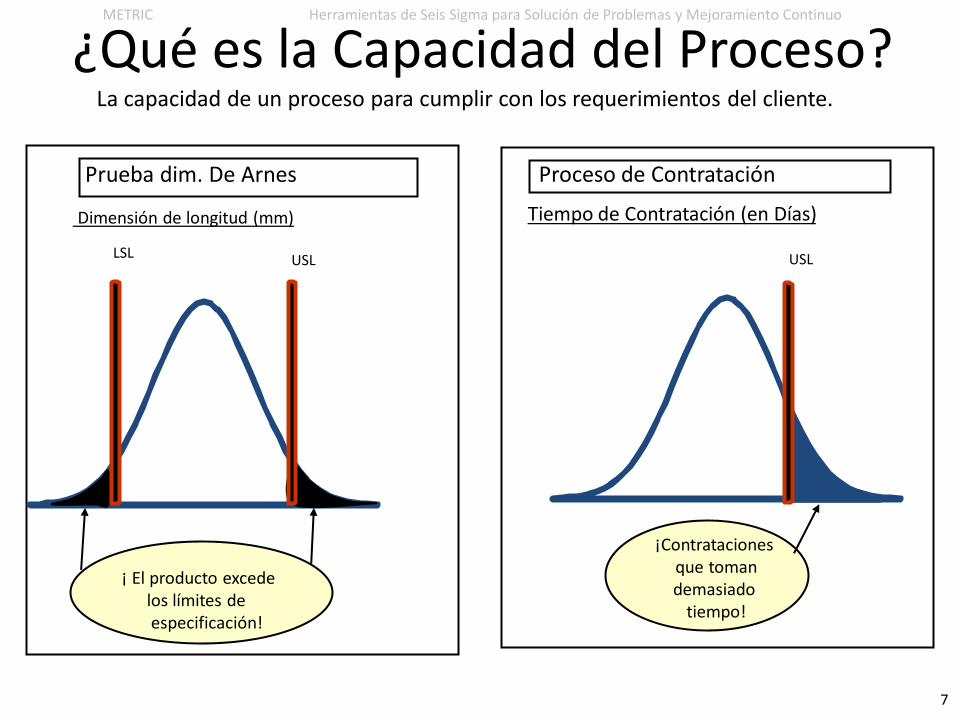
¿Qué es la Capacidad del Proceso? La capacidad de un proceso para cumplir con los requerimientos del cliente.
Prueba dim. De Arnes
Dimensión de longitud (mm)
¡ El producto excede los límites de
especificación!
LSL USL
Tiempo de Contratación (en Días)
USL
¡Contrataciones que toman demasiado
tiempo!
Proceso de Contratación
7

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
% de No Conformancia y PPM (Partes por Millón)
LSL USL
3% 3%
Dimensión de longitud (mm)
6% de las arneses están fuera de la especificación. Esto se traduce en... 60,000 PPM
USL
15%
Tiempo de Contratación (en Días)
15% es demasiado tiempo para cubrir los puestos disponibles. Esto se traduce en... 150,000 PPM
8
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
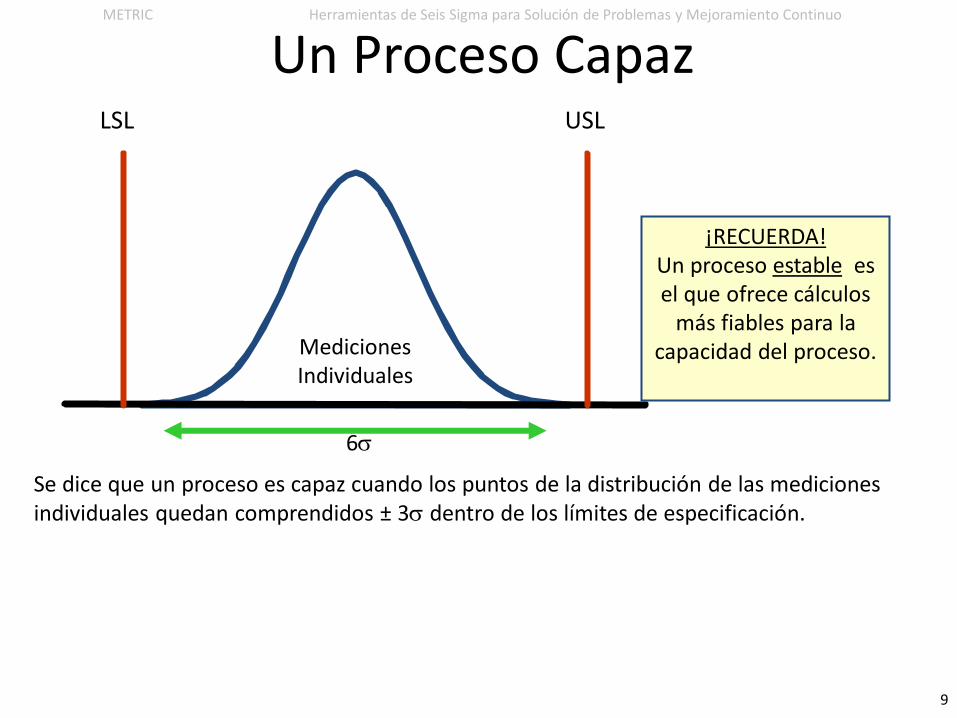
Un Proceso Capaz
6s
Mediciones Individuales
Se dice que un proceso es capaz cuando los puntos de la distribución de las mediciones individuales quedan comprendidos ± 3s dentro de los límites de especificación.
¡RECUERDA! Un proceso estable es el que ofrece cálculos
más fiables para la capacidad del proceso.
LSL USL
9

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Cuatro Procesos Estables
A
L S L U S L
B
L S L U S L
C
L S L U S L
D
L S L U S L
¿Qué se puede decir acerca de la capacidad de estos procesos?
10

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
¿Qué tan Capaz es? 6 s
Proceso Capaz
6 s
Un Proceso Muy Capaz
6 s
Un Proceso Muy, Muy Capaz
LSL USL
LSL USL LSL USL
11

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
12
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
13
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
14
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
15
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
16
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
17

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
18

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
19
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
20
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
21

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
22

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
Cp = Especificación / Proceso
Cp = 8 / 6 = 1.33
+1s +2s +3s -1s -2s -3s +6s +5s +4s -4s -5s -6s
23

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Especificación
+1s +2s +3s -1s -2s -3s +6s +5s +4s -4s -5s -6s
24

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
25

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Cálculo del Promedio y la Desviación Estándar del Proceso
XPromedio del
Proceso :
2d
Rˆ s
Desviación Estándar del
Proceso
d2 es una constante que depende del tamaño del subgrupo usado en la grafica de control X-R (ver la Tabla de valores para d2, por lo regular, n = 5 aunque existen gráficas de control de n = 3 ó n = 8, etc…
De la Gráfica de Control
26

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Promedio del Proceso y Desviación Estándar
Ejemplo: El promedio de todos los datos = 178.6 y el rango promedio = 8.4 de una gráfica de control estable que utilizó una muestra de tamaño 5.
6 . 3 326 . 2
4 . 8 ˆ
2
= = = d
R Por ello, s
1 7 8 . 6
X
Población
Promedio del Proceso
Desviación Estándar del Proceso
Meta = 171. ¿El proceso está concentrado en la meta?
27

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Determinación de la Variación del Proceso y Comparación con los Límites de Especificación
Variación del Proceso: Esperamos que el 99.73% de las veces, se produzca un producto que esté entre 167.8 y 189.4.
De acuerdo con las especificaciones, queremos que todo el producto esté entre 160 y 182.
Si estuviera centrado, ¿podrá este proceso cumplir con las especificaciones de ingeniería?
189.4 178.6 167.8 U
SL =
18
2
LSL
= 1
60
Meta
s+s- 3xx3x
171
28

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Determinación de la Capacidad Potencial del Proceso (Cp)
El índice Cp refleja el potencial del proceso si el promedio estuviera perfectamente concentrado entre los límites de especificación
s
-
ˆ6
LSLUSLCp
Cp = 1
USL LSL
Cp > 1
Cp < 1 Para un Proceso Six Sigma, Cp = 2
¡Entre más grande el índice Cp, mejor!
29

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Ejercicio de Indice Cp
189.4 178.6 167.8
USL
= 1
82
LSL
= 1
60
Si estuviera centrado, ¿podría este proceso ser capaz de satisfacer las especificaciones?
6.3ˆ:Recuerda
______ˆ6
-
s
s
LSLUSLCp
Calculen el índice Cp:
30

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Ejercicio de Indice Cp
189.4 178.6 167.8
USL
= 1
82
LSL
= 1
60
Si estuviera centrado, ¿podría este proceso ser capaz de satisfacer las especificaciones?
6.3ˆ:Recuerda
______ˆ6
-
s
s
LSLUSLCp
Calculen el índice Cp:
31

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Cuantificación del Desempeño Real del Proceso (Cpk)
A diferencia del índice Cp, el índice Cpk toma en cuenta el desplazamiento fuera del centro del proceso. Mientras mayor sea el índice Cpk, mejor.
6s
LSL USL
6s
LSL USL
CP = 1
CPK = 1
CP = 1
Cpk < 1
Para un Proceso Six Sigma, Cpk = 1.5
32

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Cálculo del Indice Cpk
189.4 178.6 167.8
USL
= 1
82
LSL
= 1
60
17 . 5 y 94 . 0 inferior superior
= (189.4 – 167.8) / 6
=
Por lo general, sólo se reporta un Cpk (el que sea mas bajo). Lo correcto es siempre reportar los dos.
Cpk Cpk
-
s3
XUSLC
Superiorpk
-
s3
LSLXC
Inferiorpk
182 =
=
s
33

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Cálculo del Indice Cpk
189.4 178.6 167.8
USL
= 1
82
LSL
= 1
60
17 . 5 y 94 . 0 inferior superior
=
Por lo general, sólo se reporta un Cpk (el que sea mas bajo). Lo correcto es siempre reportar los dos.
Cpk Cpk
-
s3
XUSLC
Superiorpk
-
s3
LSLXC
Inferiorpk
182 =
=
34

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Capacidad del Proceso con Especificaciones Unilaterales
1. Asegúrate que los datos estén distribuidos normalmente.
2. Calcula el promedio y la desviación estándar del proceso.
3. Calcula el porcentaje del producto (o PPM) que esté fuera del límite de especificación.
4. Cuantifica el desempeño del proceso por medio del cálculo del índice Cpk.
-
s3
XUSLC
Superiorpk
-
s3
LSLXC
Inferiorpk
35
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Estudios a Corto Plazo vs Largo Plazo
Cuando se evalúa la capacidad de un proceso, se realiza un estudio a corto plazo para determinar qué tan bueno puede ser dicho proceso.
Se recolectan datos por un período corto de tiempo durante el cual el proceso se ve influenciado únicamente por causas aleatorias de variación.
Se realiza un estudio a largo plazo para determinar el desempeño real del proceso a largo plazo.
Se recolectan datos por un período lo suficientemente largo de tal manera que el proceso se ve afectado esencialmente por todas las causas, aleatorias y no-aleatorias, (ejemplos: datos recolectados de varios lotes, turnos, temporadas, etc.)
36
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
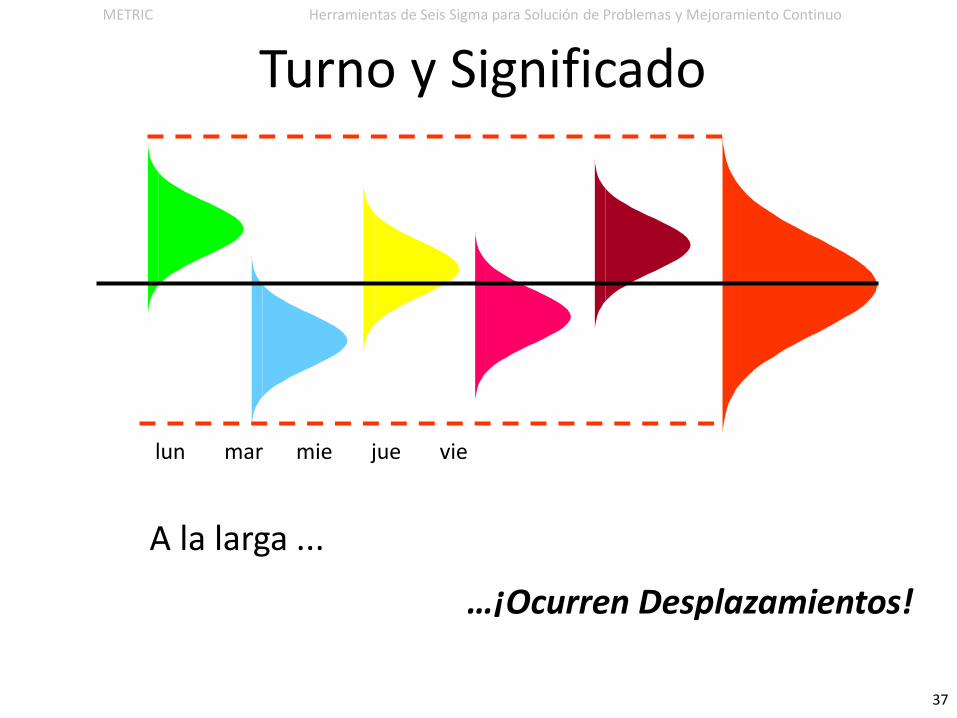
Turno y Significado
lun mar mie jue vie
A la larga ...
…¡Ocurren Desplazamientos!
37

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Estudios a Corto y Largo Plazo
Estudio a largo Plazo
Estudios a Corto Plazo
38

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
El Desplazamiento Sigma
1.5s
Se calcula que, a largo plazo, los procesos se desplazan aproximadamente 1.5 sigmas
39

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Como hacer un estudio de Cp/Cpk en Minitab… 8:00AM 10:00AM 12:00PM 2:00PM 4:00PM
.115”
.114”
.113”
.112”
.111”
.110”
.109”
.108”
.107”
.106”
.105”
.104”
.103”
.102”
.101”
.100”
.1090
.1085
.1075
.1070
.1060
.1055
.1045
.1030
.1025
.1015
.1080
.1075
.1070
.1070
.1060
.1040
.1035
.1030
.1025
.1020
.1110
.1105
.1095
.1090
.1080
40
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
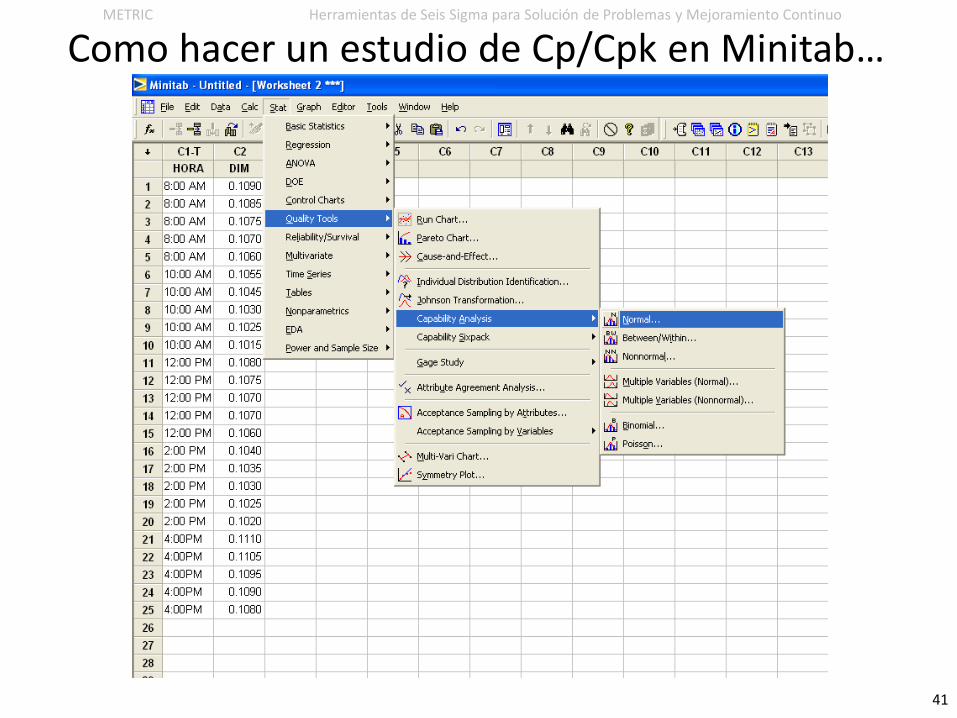
Como hacer un estudio de Cp/Cpk en Minitab…
41

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Como hacer un estudio de Cp/Cpk en Minitab…
42
En un estudio de capacidad ideal (largo
plazo), los datos deben ser recolectados respetando el orden del tiempo, tratando de que sean varios dias de producción (de otra forma,
sólo se le puede considerar un estudio a
corto plazo)

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Como hacer un estudio de Cp/Cpk en Minitab…
Si los datos se obtuvieron sin respetar el orden del tiempo…
43
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
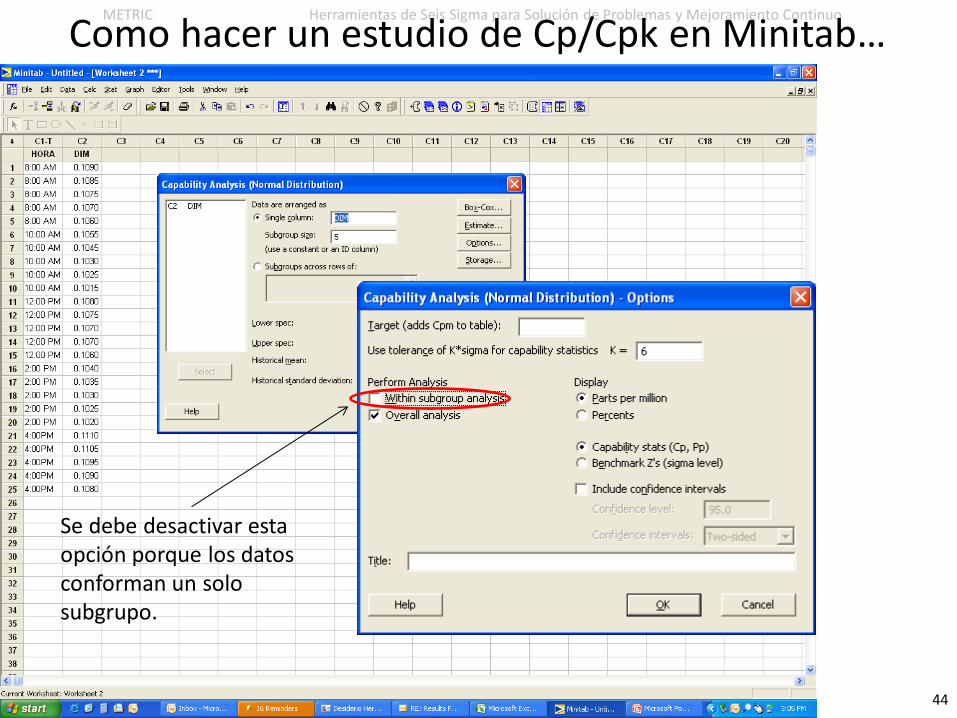
Como hacer un estudio de Cp/Cpk en Minitab…
Se debe desactivar esta opción porque los datos conforman un solo subgrupo.
44
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
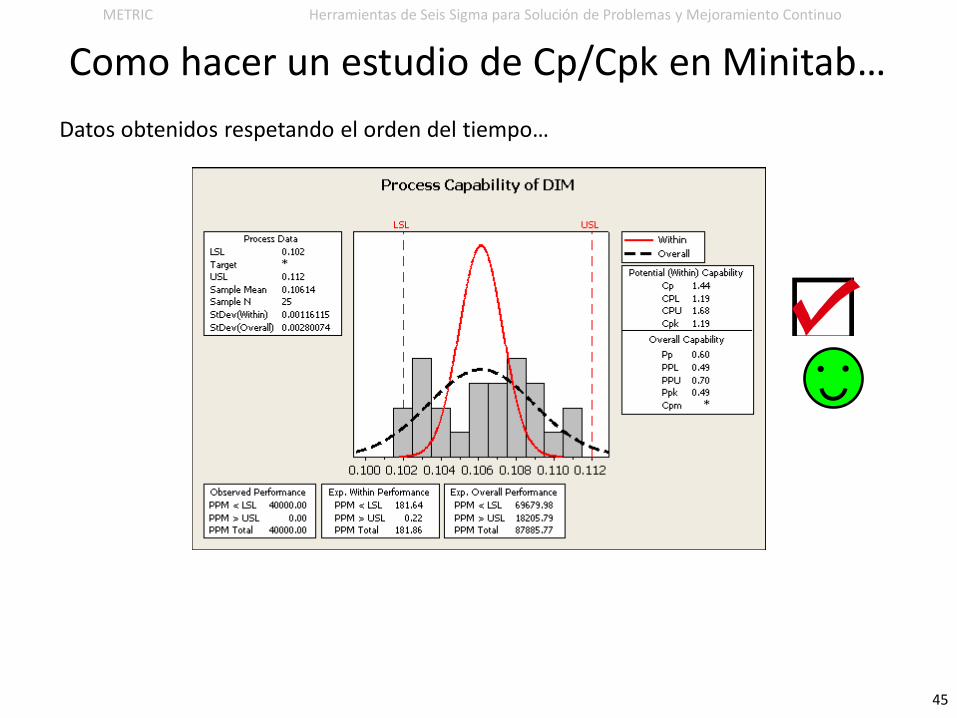
Como hacer un estudio de Cp/Cpk en Minitab…
Datos obtenidos respetando el orden del tiempo…
45

METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
Como hacer un estudio de Cp/Cpk en Minitab…
Datos obtenidos sin respetar el orden del tiempo…
46
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
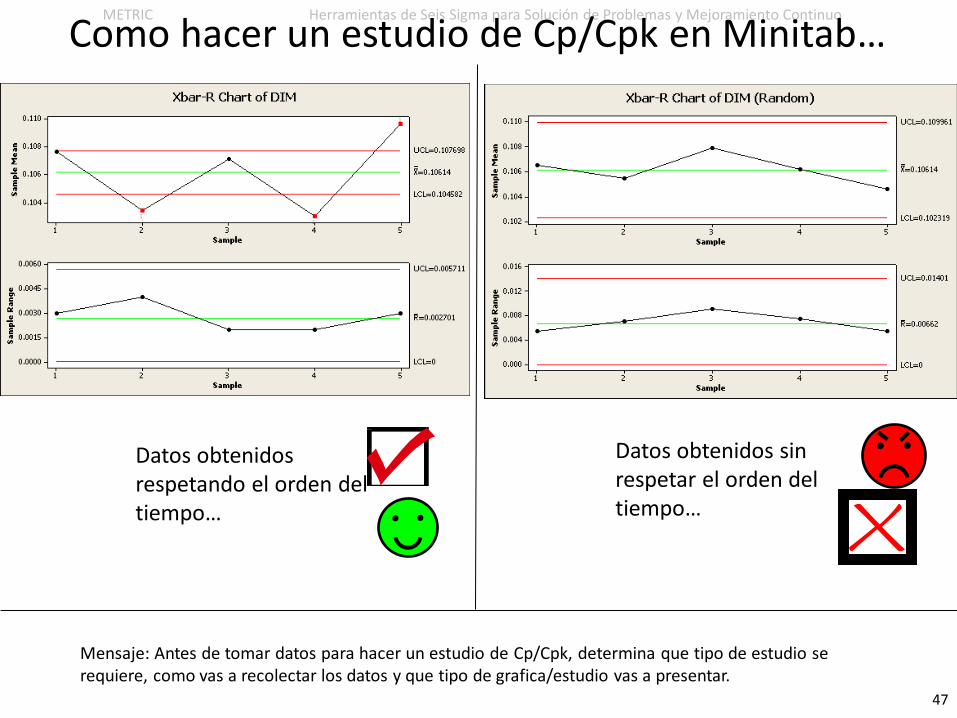
Como hacer un estudio de Cp/Cpk en Minitab…
Datos obtenidos respetando el orden del tiempo…
Datos obtenidos sin respetar el orden del tiempo…
Mensaje: Antes de tomar datos para hacer un estudio de Cp/Cpk, determina que tipo de estudio se requiere, como vas a recolectar los datos y que tipo de grafica/estudio vas a presentar.
47
METRIC Herramientas de Seis Sigma para Solución de Problemas y Mejoramiento Continuo
48
¡Recuerda!
• Cuando se evalúa la capacidad de un proceso...
– Se realiza un estudio a corto plazo para ver que tan bueno puede ser un proceso. Los datos se recolectan durante un período corto, en el cual el proceso será influenciado únicamente por causas aleatorias (estudio tradicional).
– Un estudio a largo plazo se realiza para ver el desempeño real de un proceso en el largo plazo. Los datos se recolectan durante un período de tiempo lo suficientemente largo para que tanto las causas aleatorias como las no aleatorias afecten el proceso (cálculo de Promedio y Desviación estándar a partir de la gráfica de control).
• El ajuste Sigma de 1.5, a la larga, justifica el desplazamiento y la fluctuación de la distribución a corto plazo.
Top Related