





Idiomas
Páginas
Jurídico


DISEÑO Y CONSTRUCCIÓN DE UN PROTOTIPO A NIVEL DE LABORATORIO
PARA LA GENERACIÓN FOTOELECTROQUÍMICA DE HIDRÓGENO A PARTIR
DE AGUAS RESIDUALES DEL PROCESO DE TEÑIDO EN LA INDUSTRIA
TEXTIL
DANIELA HERNÁNDEZ MAHECHA
JUAN SEBASTIÁN NEUTA CASTRO
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD DE MEDIO AMBIENTE Y RECURSOS NATURALES
INGENIERIA AMBIENTAL
BOGOTÁ D.C
2016

DISEÑO Y CONSTRUCCIÓN DE UN PROTOTIPO A NIVEL DE LABORATORIO
PARA LA GENERACIÓN FOTOELECTROQUÍMICA DE HIDRÓGENO A PARTIR
DE AGUAS RESIDUALES DEL PROCESO DE TEÑIDO EN LA INDUSTRIA
TEXTIL
DANIELA HERNÁNDEZ MAHECHA
20101180031
JUAN SEBASTIÁN NEUTA CASTRO
20101180048
Monografía presentada para optar al título de Ingenieros Ambientales
Director
Qco. Mg Ing. Freddy Leonard Alfonso
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD DE MEDIO AMBIENTE Y RECURSOS NATURALES
INGENIERIA AMBIENTAL
BOGOTÁ D.C
2016

AGRADECIMIENTOS
Agradezco primordialmente a Dios por la fortaleza y paciencia que me otorgo para
culminar satisfactoriamente este trabajo, sus bendiciones son una constante en mi
vida.
A mi director de tesis Freddy Leonard Alfonso por su asesoría y apoyo constante.
A mis padres y hermanos por su amor y confianza que, siempre llevo en el
corazón.
A la Universidad Distrital Francisco José de Caldas por permitirme prepararme
para la vida.
Finalmente agradezco a mi compañero de tesis Juan Sebastián Neuta por su
esfuerzo y dedicación.
Daniela Hernández Mahecha
Infinita gratitud a la vida y al universo mismo, por haberme puesto en este sueño y
poder conseguirlo satisfactoriamente.
De igual manera, un reconocimiento a mis padres, hermano, amigos, compañeros
y docentes por su compañía, confianza, amor y paciencia en este caminar.
A la Universidad Distrital Francisco José de Caldas, por abrirme sus puertas y por
permitirme pisar las aulas llenas de conocimiento, reflexión, amigos y ganas de
cambiar el mundo.
Y a Daniela, por ser la mejor compañera, amiga y científica que he conocido.
Juan Sebastián Neuta Castro

CONTENIDO
RESUMEN ......................................................................................................................................... 5
ABSTRACT ....................................................................................................................................... 6
1. INTRODUCCIÓN. ..................................................................................................................... 7
2. PLANTEAMIENTO DEL PROBLEMA. .............................................................................. 10
3. JUSTIFICACIÓN. ................................................................................................................... 12
4. OBJETIVOS. ........................................................................................................................... 14
4.1. GENERAL. ....................................................................................................................... 14
4.2. ESPECÍFICOS. ............................................................................................................... 14
5. MARCO DE REFERENCIA .................................................................................................. 15
5.1 MARCO TEÓRICO .............................................................................................................. 15
5.1.1. SITUACIÓN ENERGÉTICA ACTUAL ................................................................. 15
5.1.2. EL SOL COMO FUENTE DE ENERGÍA ............................................................. 17
5.1.3. HIDRÓGENO .......................................................................................................... 20
5.1.4. PRODUCCIÓN DE HIDRÓGENO ....................................................................... 21
5.1.5. ELECTRÓLISIS ...................................................................................................... 23
5.1.6. ELECTROCOAGULACIÓN .................................................................................. 24
5.1.7. PROCESOS DE OXIDACIÓN AVANZADA ....................................................... 26
5.1.8. CELDA FOTOELECTROQUÍMICA – FOTO-ELECTROLIZADOR ................ 31
5.1.9. AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL ......................................... 31
5.1.10. COLORANTES INDÓLICOS ............................................................................ 36
5.1.11. COLORANTE AZUL INDIGO ........................................................................... 36
5.2. MARCO LEGAL .............................................................................................................. 38
5.3. ESTADO DEL ARTE ...................................................................................................... 40
6. METODOLOGÍA ..................................................................................................................... 46
7. RESULTADOS ....................................................................................................................... 55
8. ANÁLISIS DE RESULTADOS ............................................................................................. 82
9. CONCLUSIONES ................................................................................................................... 92
10. RECOMENDACIONES ..................................................................................................... 94
11. ANEXOS .............................................................................................................................. 96
12. BIBLIOGRAFÍA .................................................................................................................. 97

5
RESUMEN
En esta monografía se describe el diseño y construcción de un prototipo a nivel de
laboratorio para la producción de hidrogeno a partir de un tratamiento
fotoelectroquímico, en aguas residuales provenientes del proceso de teñido de la
industria textil, a partir de una revisión secundaria de investigaciones recientes en
torno a la reutilización de efluentes textiles a través de procesos de oxidación
avanzada (PAO’s). Se utilizó como agente catalizador peróxido de hidrógeno
(H2O2) en concentraciones de 600 mg/L, 1200 mg/L y 1800 mg/L agregado al
inicio de cada ensayo en la muestra de agua preparada con 200 mg/L del
colorante azul índigo conocido con el nombre comercial como “Iris # 36 (Color azul
Índigo)”. Se realizaron 18 ensayos utilizando una fuente reguladora de voltaje
(MW) de 2 (A)., donde se simularon condiciones de voltaje aplicado en 6, 9 y 12 V
para la generación de la electrólisis, cada uno de estos ensayos con una (1)
replica, en presencia de luz en el rango UV negra emitida por 4 lámparas marca
Nippon de 6 vatios y en fase oscura (sin presencia de luz) durante 30 minutos
(tiempo de operación definido por el diseño experimental del tipo 3x3x2) con el
objetivo de estudiar la influencia de estos parámetros en la producción de
hidrogeno (H2) y en los cambios físicos; es decir, en la decoloración y
mineralización en la muestra (la turbidez, el pH y la conductividad del agua). De
acuerdo, a los ensayos preliminares y las pruebas piloto realizadas, se generó un
análisis de varianzas (ANOVA), el cual permitió determinar la influencia de las
variables que hacen parte del sistema en la producción de hidrógeno, posibilitando
así establecer las mejores condiciones constructivas y de operación en el
prototipo. Las mejores condiciones de funcionamiento del prototipo fueron: Voltaje
aplicado de 12 Voltios, concentración del catalizador (Peróxido de hidrógeno) 1200
mg/L y en presencia de luz en el rango UV.
Finalmente, a través de un análisis de cromatografía de gases en una muestra de
gas producto del funcionamiento del reactor, se pudo establecer la presencia y la
concentración V/V (38,3%) del hidrógeno (H2) y además fue posible establecer la
eficiencia energética del prototipo a través de un balance energético en el sistema
y evaluar las causas de la presencia de otros gases en la muestra.

6
ABSTRACT
This monograph described the design and construction of a prototype at laboratory
level for the production of hydrogen from a photoelectrochemical treatment
employing wastewater of dyed process in the textile industry since a secondary
review of recent research about the reuse of textile effluents through advanced
oxidation processes (AOP’s). Hydrogen peroxide (H2O2) was used as catalyst at
concentrations of 600 mg/L, 1200 mg/L and 1800 mg/L added to the start of each
test in the water sample prepared with 200 mg/L of indigo dye known under the
commercial name as "Iris # 36 (blue Indigo)”. 18 trials took place using a regulating
voltage source (MW) of 2 (A)., where conditions of voltage applied were 6, 9 and
12 V for generating electrolysis, each of these tests with one (1 ) replica, in the
presence of light in the black UV range emitted by four lamps Nippon of 6W and a
dark phase (without the presence of light) for 30 minutes (time of operation defined
by the experimental design of type 3x3x2) with the aim of studying the influence of
these parameters in the production of hydrogen (H2) and physical changes; i.e. in
discoloration and mineralization in the sample (turbidity, pH and conductivity of
water). According to preliminary trials and pilot tests, analysis of variance (ANOVA)
was generated, which allowed us to determine the influence of the variables that
are part of the system in the production of hydrogen, making it possible to establish
the best construction and operating conditions in the prototype. The best operating
conditions of the prototype were an applied voltage of 12 volts, catalyst
concentration (hydrogen peroxide) of 1200 mg/L and in the presence of light in the
UV range.
Finally, through an analysis of gas chromatography on a sample of gas product of
the reactor operation, it was ascertained the presence and V/V concentration
(38.3%) of hydrogen (H2) and was possible to establish the prototype energy
efficiency through an energy balance in the system and assess the causes of the
presence of other gases in the sample.

7
1. INTRODUCCIÓN.
La situación energética mundial encara un panorama oscuro por el
agotamiento de las fuentes convencionales y no renovables de energía. El uso
de combustibles fósiles es causa de algunas de las principales problemáticas
ambientales en el planeta: contaminación atmosférica, la generación de gases
de efecto invernadero, la lluvia acida, el cambio climático y múltiples problemas
en salud pública. De hecho, según lo indica la OIE (Organización de Estados
Iberoamericanos): “El año 2012 fue declarado por Naciones Unidas como Año
Internacional de la Energía Sostenible para Todos, reivindicando la necesaria y
urgente transición desde las energías no renovables y contaminantes a la energía
limpia y sostenible.” (Vilches, Gil Pérez, Toscano, & Macías, 2015).
Incluso, constituye uno de los compromisos que se planteó el gobierno
Colombiano a su paso por la COP 21 (Vigésima Primera Conferencia de las
Partes – Convención Marco de las Naciones Unidas sobre el Cambio
Climático) realizada en Paris en el año 2015: “Promover la eficiencia energética
en todos los sectores de la producción por medio de energías renovables no
convencionales y una gestión más eficiente de la energía.” (García Arbeláez,
Barrera, Gómez, & Suarez Castaño, 2015)
La búsqueda de una energía que sea limpia en su totalidad es uno de los
principales retos de la actualidad, ya que los costos energéticos y ecológicos
que conllevan la producción de un barril de petróleo son mayores que la
energía neta que se obtiene de éste, entre menos yacimientos convencionales
estén disponibles, dicho retorno energético disminuye. Es así como las
energías renovables empiezan poco a poco a sustituir las tecnologías de
producción y suministro energético convencionales superando barreras
técnicas y comerciales para su abastecimiento ya que se caracterizan por ser
muy variables e impredecibles en diferentes escalas temporales (IPCC, 2011).
Las fuentes más usuales y las tecnologías renovables que se desarrollan en el
mundo son en bioenergía (obtenida de diversas fuentes de materia orgánica),
la energía geotérmica (generada mediante pozos u otros medios, valiéndose
de la energía térmica accesible del interior de la tierra), la energía
hidroeléctrica (la energía del agua en su caída, principalmente, para
electricidad), la energía oceánica (energía potencial, cinética, térmica o
química del agua salobre), la energía eólica (explota la energía cinética del aire
en movimiento) y una de las más utilizadas, a mediana y gran escala, que es la
energía solar directa, que es producto de energía irradiada por el sol para
producir electricidad por procesos fotovoltaicos o de concentración solar,
generando energía térmica para usos de iluminación directa o generación de
combustibles para la industria (IPCC, 2011), como es el caso de la producción

8
fotoelectroquímica de hidrogeno que de a poco se ha ido convirtiendo en el
vector energético del futuro.
El hidrogeno como fuente de energía se despliega como una alternativa
favorable dentro del panorama ambiental planetario. El hidrogeno presenta el
más alto contenido energético por unidad de masa que cualquier otro
combustible fósil. Es así que un kilogramo de hidrógeno podría liberar casi el
triple de energía que un kilogramo de gasolina o gas natural. (Rajeshwar, K.;
Mcconnell, R.D.; Licht, S., 2008 citados por Villa Gómez, 2013,p.5). Se puede,
entonces, comparar algunas características del hidrógeno con otros
combustibles de uso común, entre ellos la gasolina y el gas propano, a
continuación:
Tabla 1. Comparación de las características del Hidrógeno con otros combustibles de uso
común. (Aguirre, 2009)
Aunque la capacidad calorífica es comparativamente más alta a la de otros
combustibles esta propiedad se ve limitada por la baja densidad por unidad de
volumen, lo que genera una dificultad en su almacenamiento ya que se
requiere más volumen del gas para producir una misma cantidad de energía
(Aguirre, 2009).Sin embargo, presenta otras ventajas: cero emisiones de CO2
(sólo se produce agua tanto en su combustión como en su paso por celdas de
combustible); su elevada volatilidad, lo cual lo convierte en un combustible muy
seguro en espacios abiertos y una baja energía de activación, es decir, se
necesita muy poca energía para que entre en combustión. (Aguirre, 2009).
Los métodos y fuentes de producción de hidrogeno son muchos y variados.
Existen métodos químicos (reformado de vapor, oxidación parcial,
gasificación), físicos (termólisis, electrólisis, fotoelectrólisis) y biológicos
(Fermentación oscura con cepas bacterianas o fotobiolisis con algas verdes).
(TECNOLÓGICO DE ESTUDIOS SUPERIORES DE ECATEPEC, 2009). La
foto-electroquímica se configura como uno de los métodos más interesantes,

9
ya que utiliza la luz como factor generador de una fotocorriente en el caso de
los procesos de fotocatálisis heterogénea o como favorecedor de los procesos
de óxido-reducción en el caso de las reacciones de fotocatálisis homogénea
(foto–fenton); transformando así la energía solar en energía química. El
producto de mayor oferta en estos procesos es el hidrogeno obtenido por
electrólisis de agua. El método se basa entonces en la utilización de fotoceldas
o paneles solares fotovoltaicos capaces de utilizar la luz solar para disociar el
agua en hidrogeno y oxigeno evitando generadores de electricidad
intermediarios que, probablemente utilizan, energía proveniente de un proceso
productivo de alto impacto ambiental (TECNOLÓGICO DE ESTUDIOS
SUPERIORES DE ECATEPEC, 2009). Al mismo tiempo, los procesos foto-
electroquímicos traen consigo otro beneficio ambiental: la degradación de
sustancias contaminantes presentes en el agua a través de coagulación. Los
contenidos orgánicos disueltos en agua mejoran la diferencia de potencial
entre electrodos aumentando así la capacidad de producción de hidrógeno,
convirtiéndose en un claro ejemplo de tecnología sostenible
ambientalmente.(Villa Gómez, 2013)
Por ende, se crea un prototipo a nivel de laboratorio para la producción de
hidrogeno a través de un proceso foto electroquímico de oxidación avanzada
en aguas residuales de tipo textil (enfocada al teñido de denim en dónde se
usa al azul índigo como colorante), además de hacer un análisis de su
funcionalidad de acuerdo a los parámetros de diseño relacionados con la
concentración del agente catalizador (peróxido de hidrogeno) y la incidencia de
luz UV en la reacción electroquímica para conocer la presencia y concentración
de hidrógeno en el gas producido durante la reacción y el grado de
mineralización de esta sobre el colorante ; teniendo en cuenta que se
alimentará con un voltaje eléctrico predefinido el cuál puede ser suministrado
opcionalmente por paneles solares fotovoltaicos u otra tecnología limpia
adecuada.

10
2. PLANTEAMIENTO DEL PROBLEMA.
Desde la revolución industrial hasta lo que hoy se conoce como neoliberalismo, el
modelo de desarrollo económico actual, que impera y sostiene las actividades de
alto impacto social, económico y ambiental son causa de las problemáticas
ambientales locales, la agudización de los fenómenos climáticos y la alteración de
los ciclos ecológicos, circunstancias que amenazan la sostenibilidad de todo lo
vivo en el planeta.
La sociedad de consumo y la extralimitación en los límites de producción, supone
una de las principales características de las sociedades de los países
desarrollados: la producción de residuos. Es así, que existe una relación directa
entre el nivel de vida de un país y la cantidad de residuos generados (Cáceres
Vázquez, 2002). Aproximadamente, el 23 % de la población mundial vive en
países desarrollados, consume el 78 % de los recursos y produce el 82 % de los
residuos (S. R. Malato, Richter, Blanco, & Vincent, 1996). A medida que crece el
nivel de industrialización de una nación, la producción de residuos crece de forma
exponencial. Es así que cada año, aumenta en 1000 el número de sustancias
químicas generadas en los diferentes procesos de la industria de 5’000.000 de
sustancias conocidas de las cuales 70.000 son utilizadas ampliamente en el
mundo (Cáceres Vázquez, 2002).
Muchos países atraviesan una etapa de crecimiento no-sostenible, con logros
macroeconómicos muy variables en los distintos lugares. Aún en los casos en los
que los países que han alcanzado interesantes progresos macroeconómicos,
estos logros no se reflejan en la calidad de vida de grandes porciones de la
población. Esos grandes contrastes se reflejan en los problemas asociados con la
gestión racional del agua, que no puede enfrentarse de forma unilateral (Cáceres
Vázquez, 2002). Schertenleib & Gujer en el año 2000, describen de forma
genérica los problemas que han debido enfrentar las sociedades en función del
uso del agua, a medida que dicha sociedad iba evolucionando. En contraste, los
países en vía de desarrollo se encuentran en una situación más complicada, con
etapas de desarrollo aún más primitivas. Se deben resolver problemas derivados
de los efectos toxicológicos de compuestos orgánicos, que son activos a niveles
de ultra-trazas (plaguicidas, entre otros), al mismo tiempo que la desinfección de
aguas para comunidades rurales; queda claro que se necesitan procedimientos
innovadores para enfrentar un amplio espectro de problemas, que varía
notablemente en la escala de su aplicación y en la complejidad de los problemas a
resolver (Blesa, 2001 citado por Caceres Vazquez, 2002)
Ante el panorama actual en el mundo y en Colombia, es urgente la necesidad de
establecer medidas de carácter legal, técnico y tecnológico que permitan disminuir
el impacto ambiental de la industria, a través de la optimización y la mejora
continua de sus procesos, con una reducción en el uso y consumo de recursos, la

11
disminución en la generación de elementos residuales, la inserción de tecnologías
ambientales y el cambio en las estrategias y los programas de responsabilidad
social con las comunidades aledañas.
Como consecuencia, tecnologías sencillas, de bajo coste y fácil aplicación son
fundamentales para la consecución de estos objetivos (Comisión Europea, 1998
citado por Caceres Vazquez, 2002).
En el sector industrial, especialmente, las compañías que se dedican al teñido de
prendas, el manejo de las aguas residuales se ha convertido en un problema.
Durante los procesos de producción y decoloración de telas, del 10% al 15% de la
cantidad de colorantes utilizada en la industria textil no se fija a la fibra y es vertida
en los efluentes o alcantarillas como desechos contaminantes (APHA-AWWA-
WPFC, 1985 citado por Soto et al., 2010). Además de la contaminación visual
existe el impacto adverso de altas demandas de oxígeno químico (DQO), elevada
toxicidad, efecto carcinogénico y efectos genotóxicos, los cuales han hecho de la
industria textil una de las principales fuentes de problemas ambientales a nivel
mundial (Saratale, 2009 citado por Soto et al., 2010).
El color es el contaminante que se detecta a primera vista, dado a que pequeñas
cantidades de este se hace apreciablemente visible, generando un deterioro
estético del agua (Modirshahla, Benahjady, & Koosshaiian, 2007 citado por Ruiz,
2011). Adicionalmente, los colorantes presentes en las aguas residuales, en
especial los de origen sintético, disminuyen el oxígeno disuelto, generan
eutrofización y promueven la formación de compuestos recalcitrantes y tóxicos
para las células y la vida acuática (Pearce, Lloyd, & Guthrie, 2003 citado por Ruiz,
2011). Uno de los colorantes más usados en la actualidad es el índigo (teñido de
denim), debido a su solidez, resistencia a la luz, al lavado, a los álcalis y ácidos.
Se utiliza en teñido textil como colorante a la tina (Moeller Chávez, 2013).
En Latinoamérica y, en general, en los países del tercer mundo, el desarrollo
incipiente de esta industria y la poca asistencia técnica, ha hecho que sus
procesos sean muy contaminantes a causa del desconocimiento y una gestión
casi nula de los aspectos ambientales propios del proceso. Sumado a esto, la falta
de acceso a paquetes tecnológicos adecuados para el tratamiento de aguas
residuales, los altos costos de adquisición, implementación, operación y
mantenimiento y el bajo desarrollo tecnológico en el país, sugiere la necesidad de
investigar e indagar alternativas tecnológicas de fácil implementación, con unos
costos asociados bajos. La poca claridad en las políticas para el control y
prevención de vertimientos sobre fuentes hídricas superficiales y sub superficiales
y canales, ha contribuido al desmejoramiento de la calidad del agua en ríos,
quebradas, lagos, lagunas, humedales; generando también impactos ambientales
secundarios como la desaparición de la biota en estos cuerpos de agua por la
presencia de sustancias orgánicas, la pérdida de las funciones ambientales de los
ecosistemas y la generación de conflictos socio ambientales.

12
3. JUSTIFICACIÓN.
La industria textil se caracteriza por tener uno de los sectores con mayor huella
hídrica en el mundo. Dentro de esta industria se distinguen distintos sectores;
del que se destacan las tintorerías. En este sector, la gestión y manejo de los
aspectos ambientales significativos están relacionados principalmente con el
alto consumo de agua, además de los consumos de energía y el uso de
sustancias químicas - suavizantes, colorantes, fijadores, blanqueadores, entre
otros-(Ospina Rendón, Montoya arango, & García palacio, 2007).
La producción de hidrogeno a través de procesos foto electroquímicos y de
electrocoagulación se presentan como una posibilidad para la reutilización de
las aguas residuales de las industrias de teñido, debido a que simultáneamente
se genera un proceso de oxidación y mineralización de compuestos orgánicos;
que no sólo podrían llegar a disminuir el rubro presupuestal de las compañías
textiles destinado al tratamiento de las aguas residuales que se vierten a los
cuerpos de agua superficial o alcantarillados locales, sino que además evitaría
procesos sancionatorios en contra de la industria por parte de la autoridad
ambiental competente al no dar cumplimiento efectivo a la norma en lo que se
refiere a vertimientos industriales y promovería una cultura de la prevención y
mejora continua. Incluso, el hidrógeno generado puede convertirse en el
combustible motor en calderas o ser la fuente para la producción de energía
eléctrica utilizada en el sistema de iluminación de la industria. Existen
numerosas ventajas de los procesos foto electroquímicos mixtos en el
tratamiento de aguas residuales respecto a los tratamientos químicos,
biológicos o físicos convencionales como los que ofrece la electrocoagulación.
A continuación, se describen así:
Tabla 2. Ventajas de la electrocoagulación en el tratamiento de Aguas Residuales frente a procesos convencionales (Gilpavas et al., 2008).
VENTAJAS
Requieren una menor superficie, entre un 50 a 60% menor que los sistemas biológicos.
El tiempo de residencia para que se lleve a cabo el proceso es mucho menor en comparación con el sistema biológico.
Cuenta con unidades compactas, fáciles de operar, con una producción de lodo y consumo energético menor que en sistemas biológicos y químicos.
No requiere de obras civiles importantes para su instalación, en comparación con los sistemas biológicos y químicos
En las celdas electroquímicas no se utilizan productos químicos, por lo tanto, no se presenta una contaminación secundaria por el uso de otras sustancias químicas como se presenta en la
precipitación química
Costos de operación menores que en sistemas biológicos y químicos
El agua residual después de ser tratada con electrocoagulación queda con menos color, menos olor y libre del contaminante
El lodo formado en la electrocoagulación es fácil de despojarlo del agua por decantación o filtración simple

13
La electrocoagulación puede ser usada en áreas rurales donde no haya acceso a electricidad con la ayuda de un panel solar.
Otro subproducto útil de este proceso es el gas hidrogeno resultante que puede ser usado como combustible.
No obstante, este proceso también presenta desventajas las cuales están
relacionadas, principalmente, con los materiales de los electrodos y su
desgaste en el proceso, así como con la conductividad del sustrato liquido
(Gilpavas et al., 2008); pero que son modificables en cada caso y que aún
siguen siendo objeto de investigación.
La fotoelectroquímica utiliza la energía solar como fuente de energía para
realizar la electrólisis, como en el caso de la reacción Foto-Fenton. De acuerdo
a (Villa Gómez, 2013), cuando las aguas presentan en solución ciertas
concentraciones de sustancias orgánicas, la producción de hidrogeno
aumenta, ya que se evita la recombinación de cargas en el sistema
fotocatalítico y aumenta la diferencia de potencial entre los electrodos
suprimiendo la reacción inversa en el proceso. Por ende, el uso de vertimientos
de industrias textiles como sustrato del proceso será el objeto de estudio en el
presente trabajo que busca determinar su funcionalidad en la producción de
hidrogeno en un proceso fotocatalítico.
Colombia es un país que está entrando en la vanguardia de la reconversión
tecnológica hacia lo ambiental y ha efectuado últimamente un acercamiento a
las energías renovables no convencionales, como lo demuestra el interés
político en la investigación en el tema expresado así en la ley 1715 de mayo de
2014 : “Por medio de la cual se regula la Integración de las Energías
Renovables no convencionales al Sistema Energético Nacional” que tiene por
objeto: “Promover el desarrollo y la utilización de las fuentes no convencionales
de energía, principalmente aquellas de carácter renovable , en el sistema
energético nacional…”. Lo cual reafirma al hidrógeno como FNCER (Fuente no
convencional de energía renovable) y como el vector energético del futuro,
mientras se produzca de forma ambientalmente sostenible; requerimiento que
se suple con la utilización de la energía solar lumínica. De igual forma, la
Ingeniería ambiental de la Universidad Distrital Francisco José de Caldas,
responde a este llamado, a través de, la formación de profesionales, capaces
de diseñar, construir e implementar técnicas y tecnologías endógenas y
apropiadas, que permitan incorporar la dimensión ambiental en procesos
productivos de carácter industrial, promoviendo así, el mejoramiento continuo
representado en la eficiencia energética y el uso de energías renovables.

14
4. OBJETIVOS.
4.1. GENERAL.
Diseñar y construir un prototipo a nivel de laboratorio para la generación
fotoelectroquímica de hidrógeno empleando aguas residuales del proceso
de teñido provenientes de la industria textil.
4.2. ESPECÍFICOS.
Definir los parámetros de diseño del dispositivo fotoelectroquímico para la
generación de hidrógeno gaseoso (H2).
Cuantificar la cantidad de hidrogeno gaseoso (H2) en ml. y pureza
(concentración), producto de la reacción fotoelectroquímica en una
muestra coloreada de azul índigo.
Establecer las condiciones óptimas de operación del dispositivo
fotoelectroquímico, de acuerdo, a la variabilidad de los siguientes
factores: Tensión eléctrica o voltaje aplicado, concentración del
catalizador en la muestra y presencia o ausencia de luz UV.
Evaluar el funcionamiento del dispositivo fotoelectroquímico en la
degradación del colorante a través del análisis de parámetros físicos de
calidad de aguas: turbidez, conductividad y pH.

15
5. MARCO DE REFERENCIA
5.1 MARCO TEÓRICO
5.1.1. SITUACIÓN ENERGÉTICA ACTUAL
En el mundo las fuentes de energía convencional siguen mandando la parada en
términos de producción y consumo; sin embargo, son en la mayoría de los casos
los más involucrados en el alto nivel de contaminación y degradación ambiental de
recursos vitales como el agua, el aire o el suelo.
Desde el siglo XIX empezó el desarrollo y la masificación de la generación de
electricidad y se crearon las primeras plantas hidroeléctricas y térmicas a carbón;
aunque también se aplicaba localmente y a pequeña escala generadores eólicos o
de biomasa la batalla tecnológica fue ganada por lo que hoy conocemos como
fuentes convencionales de energía y que son, principalmente, la energía
hidroeléctrica y la utilización de combustibles fósiles mediante procesos térmicos,
es decir la generación termoeléctrica a partir de carbón, gas natural o derivados
del petróleo los mayores causantes de contaminación y problemáticas
socioambientales en la actualidad. Seguidamente, casi un siglo después, se
masifica también la producción de energía nuclear que, aunque es considerada
una energía “limpia” (por no generar emisiones), conlleva en su producción riesgos
inaceptables como explosiones nucleares o accidentes en plantas nucleares
provocando exposiciones letales a la radiación; que podrían perdurar y propagarse
durante cientos de años(H. García, Corredor, Calderón, & Gómez, 2013).
El modelo energético mundial en la actualidad no ha cambiado demasiado desde
los 70’s; y es que, aunque en las últimas 2 décadas han entrado en escena las
llamadas energías renovables y limpias, su desarrollo tecnológico sigue siendo
incipiente; local (aislado) y centralizado. La falta de voluntad política y acogida
social son los principales determinantes del escaso avance de la reconversión
tecnológica y apropiación de las FNCER (Fuentes No Convencionales de Energía
Renovable). La gráfica 1 muestra el aumento del suministro energético mundial
desde 1971 hasta el año 2013 según cada tipo de combustible en Mtoe (Million
Tonnes of Oil Equivalent – Millones de toneladas equivalentes de petróleo); en
dónde se aprecia que los combustibles fósiles (carbón, petróleo, gas natural)
siguen prevaleciendo sobre los demás y que las energías renovables (geotérmica,
solar, eólica y demás) aun no son representativas en el ámbito mundial.

16
2 La turba y el esquisto bituminoso se suman al carbón (Coal)
3 Incluye energía geotérmica, solar, eólica, térmica, etc.
Gráfica 1. Suministro Total Mundial de Energía Primaria (TPES –Siglas en Inglés-) desde 1971 hasta 2013 por tipo de Combustible (Mtoe) (International Energy Agency, 2015)
Por otro lado, los datos mostrados en la gráfica 2, el suministro de energía mundial
sigue proviniendo casi en su totalidad de combustibles fósiles con un 81.4 %, de
cual 31.1% es petróleo, 28.9% carbón y 21.4 % gas natural. Desde 1971 sólo se
aprecia una reducción en el consumo de combustibles fósiles de 5.3 % al año
2013; año en dónde otros tipos de energía como la nuclear o la hidroenergía han
aumentado su presencia a nivel mundial pasando de 0.9% y 1.8% en 1971 a 4.8%
y 2.4% en el 2013 respectivamente. Las energías renovables se representan en la
gráfica bajo la denominación “otros” e incluye la energía geotérmica, solar, eólica y
mareomotriz entre otras; la cual pasa de tener una presencia casi nula a nivel
mundial en el año 1971 (0.1%) a ocupar el 1.3 % del modelo energético mundial
en 2013. Aunque este tipo de energías siguen en proceso de crecimiento, aún
falta mucho para sustituir a los combustibles fósiles los cuales, además de ser
recursos finitos que no se pueden regenerar, son los principales generadores de
contaminación y degradación ambiental a nivel mundial.
De esta forma, es necesaria la investigación e innovación tecnológica en energías
renovables que no afecten los sistemas ecológicos ni generen contaminación. Las
energías renovables son las que se aprovechan directamente de recursos
considerados inagotables como el Sol, el viento, los cuerpos de agua, la
vegetación o el calor del interior de la tierra (UPME, 2010). Este tipo de energías
provienen de recursos así mismo “Renovables”; es decir, de fuentes primarias
inagotables o con capacidad de regeneración en un periodo de tiempo inferior al
de su uso (H. García et al., 2013) y que están relacionados con los ciclos
naturales del planeta haciendo posible que dispongamos del recurso de manera
permanente y casi que en cualquier parte de la geografía mundial (UPME, 2010).

17
2 La turba y el esquisto bituminoso se suman al carbón (Coal)
3 Incluye energía geotérmica, solar, eólica, térmica, etc.
Gráfica 2. Distribución del Suministro Total de Energía Primaria a nivel Mundial por tipo de combustible para los años 1971 y 2013 (International Energy Agency, 2015)
Sin embargo, estos recursos son intermitentes, impredecibles, difíciles de controlar
y acumular para su uso continuo; por esto, un combustible como el hidrógeno
producido de manera sostenible (a partir de energía solar) puede resolver en parte
dicho problema; ya que este combustible puede almacenarse y transportarse para
su posterior uso como generador de electricidad por medio de celdas de
combustible o generador térmico a partir de su combustión directa.
5.1.2. EL SOL COMO FUENTE DE ENERGÍA
El sol es la fuente de energía que permite el desarrollo de la vida en el planeta
tierra. Es un propulsor del medio ambiente en el que vivimos: el clima, la
temperatura y el tiempo atmosférico; e, incluso, los combustibles fósiles (mayor
fuente energética de la actualidad) son resultado de la transformación y
acumulación de la energía solar por millones de años. Es una fuente barata,
ilimitada y renovable de energía.
El Sol irradia energía a una tasa de 3.9 x 1026 vatios y perpendicularmente sobre
la parte superior de la atmósfera. Nuestro planeta recibe una radiación solar
promedio de 1 367 vatios por cada metro cuadrado.(UPME, 2010)
De toda la energía radiante emitida por el Sol en un año (Potencia = 1033 erg/s
Energía = 3.15 x 1034 J = 8.75 x 1027 kWh), tan sólo se reciben en la Tierra unos

18
1.5 x1018 KW·h. Cuando la energía radiante emitida por el Sol alcanza nuestro
planeta sufre una serie de fenómenos de perturbación cuya naturaleza depende
de los distintos componentes atmosféricos con los que interacciona y de la
longitud de onda de la radiación. Es así como la densidad superficial de energía
radiante se distribuye en un 7.8% de ultravioleta, un 47.3% de visible y un 44.9%
de infrarroja. Por tanto, la energía del espectro solar con la que se trabaja en la
fotocatálisis solar es realmente pequeña comparada con la total (Fernández,
2003).
La cantidad de energía procedente del sol a la tierra es de 1.74 x 1014 kW/Año
entre radiación directa y difusa. Particularmente, para la zona andina y Orinoquia
de Colombia esta varía entre 4 y 5 kW/m2. (UPME, 2010)
En la ciudad de Bogotá la radiación solar mensual promedio fluctúa dentro de un
rango de 3.8 HSS (Horas de Sol estándar) y 5 HSS (Hernández, Sáenz, & Vallejo,
2010) como se muestra en la gráfica 3:
Gráfica 3. Radiación Solar Mensual Promedio en la ciudad de Bogotá (Hernández et al., 2010)
Según estas características propias de la ciudad de Bogotá en dónde la radiación
solar no es tan abundante aún existen altas posibilidades de generación eléctrica
a partir de sistemas solares fotovoltaicos interconectados; partiendo de la base de
la radiación promedio total mensual para su diseño y construcción evitando así
falencias o excesos en el dimensionamiento. Además, otra ventaja es la ausencia
de tormentas de arena o de nieve que pudieran bloquear los paneles solares por
prolongados periodos de tiempo (comparado con otras latitudes), hecho que
facilita enormemente el dimensionamiento de los sistemas fotovoltaicos al basar
todos los cálculos en un único y constante consumo promedio mensual de energía
para cada usuario (Hernández et al., 2010).
5.1.2.1. CELDAS FOTOVOLTAICAS
Se requiere de energía eléctrica para desarrollar un proceso como la electrólisis
de aguas y generar así hidrogeno de manera abundante. La energía para realizar
esta electrólisis puede bien obtenerse por medio de la redes de suministro

19
eléctrico domestico convencional o industrial, energía eólica, geotérmica o bien por
medio de energía solar (radiación solar directa) a través de sistemas fotovoltaicos.
Un sistema fotovoltaico es el conjunto de dispositivos cuya función es transformar
la energía solar directamente en energía eléctrica. Dicho sistema tiene los
siguientes elementos: arreglos de módulos de celdas solares y/o paneles solares,
estructura del arreglo, reguladores de voltaje, un controlador de carga de batería,
un inversor de corriente CD/CA y baterías de almacenamiento (Bailón Martínez,
2013).
Las celdas solares comerciales están, en su mayoría, elaboradas a base de silicio
puro el cual es uno de los elementos relativamente más abundantes en la tierra, y
componente principal de la arena. Las celdas adquieren un carácter de
semiconductor con la adición de impurezas de ciertos elementos químicos como el
boro y el fósforo. Estas celdas son capaces de generar una corriente de entre 2 y
4 A, a un voltaje de 0.46 a 0.48 V. Parte de la radiación incidente se pierde por
reflexión y otra parte por transmisión. El resto de la radiación es capaz de hacer
saltar electrones de un nivel de energía a otro en las celdas, creando una corriente
proporcional a la radiación incidente. En la actualidad las eficiencias de las celdas
solares varían alrededor del 15 al 22 % (Bailón Martínez, 2013).
Es necesario aclarar que una sola celda solar sólo es capaz de producir una
tensión de algunas décimas de voltio y una potencia cercana a los 2W. Por tanto,
se deben conectar varias celdas en serie o paralelo para generar tensiones de 6,
12 o 24 V, según se requiera, siendo estas las tensiones eléctricas más utilizadas.
Al conjunto de estas celdas se le llama Panel o Modulo Fotovoltaico (Vargas
Amado, Quiceno Buitrago, & Sanjuanés Medina, 2000). En la ilustración 1 se
muestra un típico panel solar en campo abierto adecuado sobre una estructura de
soporte.
Ilustración 1. Panel Solar Fotovoltaico. Fuente: Imágenes Google

20
5.1.3. HIDRÓGENO
El hidrógeno es uno de los elementos más abundantes en la tierra; se presenta en
estado natural formando enlaces con hidrocarburos y agua. Por esta razón, para
obtenerlo en forma de gas es necesario utilizar otras fuentes de energía. De aquí
que no sea considerado como una fuente energética directa sino como un vector
energético (forma, en este caso química, que se puede utilizar para almacenar o
transportar energía) (Villa Gómez, 2013).
Es incoloro, inodoro, inflamable y no tóxico. Existe como un gas a condiciones de
temperatura y presión ambientales. Es el gas más liviano que existe, con una
densidad aproximada 0.07 veces la del aire (0.0899 gr/l a 0°C y 1 atm). Arde en el
aire con una llama invisible con bordes azul pálido. Su temperatura de ignición en
mezclas con oxígeno o aire varía entre 565.5 °C - 578.9 °C. Su gravedad
específica es de 0.0695 a 1 atm de presión y su calor específico es de 3.44 cal/gr
(Cp.) (Vargas Amado et al., 2000). En la siguiente tabla se muestran las
principales características fisicoquímicas del hidrógeno (Bailón Martínez, 2013):
Tabla 3. Propiedades Fisicoquímicas del Hidrógeno. (Bailón Martínez, 2013)
Es altamente reactivo a elevadas temperaturas; de hecho, su reacción con
oxígeno en altas temperaturas es muy violenta. Pude ser contenido a temperatura
ambiente por metales comunes como acero, cobre, aleaciones cobre-silicio,
aluminio y algunos bronces con las presiones adecuadas (Vargas Amado et al.,
2000).
El hidrógeno tiene el más alto contenido de energía por unidad de peso que
cualquier otro combustible, es decir almacena tres veces más energía por unidad
de masa. Permite la combustión a altas relaciones de compresión y altas
eficiencias en máquinas de combustión interna. Al combinarle con oxígeno en

21
celdas de combustible produce electricidad de manera directa, superando la
eficiencia del ciclo de Carnot. Sin embargo, al ser uno de los gases menos densos
tiene una energía muy baja por unidad de volumen (un tercio del gas natural) y su
transporte y almacenamiento se hacen dificultosos por la cantidad de espacio
requerida (Vargas Amado et al., 2000).
5.1.4. PRODUCCIÓN DE HIDRÓGENO
El hidrógeno adquiere alta importancia en la actualidad por ser el combustible que
además de ofrecer altos estándares energéticos no es contaminante; aunque no
así mismo sus formas de producción que son diversas (Moreno & Pinzón, 2005):
Foto-electrólisis: los electrodos, sumergidos en una solución electrolítica, al
recibir la incidencia de la radiación generan una corriente que logra
descomponer el H2O en H2 y O2. (Moreno & Pinzón, 2005)
Procesos fotoquímicos: La energía de la radiación solar es absorbida por
varios materiales y, en consecuencia, se propician reacciones químicas que
producen hidrógeno (Moreno & Pinzón, 2005).
Dentro de estos procesos, uno de los más estudiados es la fotocatálisis
Heterogénea que se define como la aceleración de una foto reacción
mediante la presencia de un catalizador (Mills & Le Hunte, 1997; tomado de
Fernández, 2003, p.275). Se trata del uso de un sólido semiconductor (p.
ej.: TiO2, ZnO, etc.) que forma una suspensión estable bajo irradiación para
estimular una reacción en la interfase sólido/líquido o sólido/gas. Por
definición, el catalizador debe poder ser reutilizado después de actuar en el
sistema de oxidación - reducción sin sufrir cambios significativos
(Fernández, 2003). Entre las aplicaciones de esta técnica se encuentran:
oxidaciones suaves o totales, producción de hidrógeno, deposición de
metales, descontaminación de agua, eliminación de contaminantes
gaseosos, acción bactericida, etc. (Villa Gómez, 2013)
Descomposición térmica directa: A temperatura de 2 500ºC (4 500ºF) el
agua se descompone en H2 y O2. Para lograr tales temperaturas, pueden
utilizarse concentradores solares como fuente suministradora de calor. El
problema aquí consiste en evitar la recombinación del hidrógeno y el
oxígeno (Moreno & Pinzón, 2005).
Ciclos termoquímicos: A temperaturas más bajas que las de
descomposición térmica directa (alrededor de 1 000ºC) se pueden efectuar

22
reacciones químicas reversibles. Este método es prometedor, pero se
encuentra en fase experimental en el presente. Además, requiere el uso de
diversas sustancias químicas que, ambientalmente, pueden generar alto
impacto (Moreno & Pinzón, 2005).
Electrólisis fotovoltaica: Una celda solar fotovoltaica (FV) convierte la
energía luminosa en electricidad con niveles de tensión específicos.
Cuando las celdas fotovoltaicas se acoplan a un electrolizador, la luz solar
puede servir para producir hidrógeno (Moreno & Pinzón, 2005).
Energía eólica: La generación eólica de la electricidad es un método que
constituye una fuente energética importante para las zonas geográficas a
las que la naturaleza ha dotado de este recurso (Moreno & Pinzón, 2005).
La biomasa: Los derivados de productos orgánicos constituyen una fuente
directa e indirecta para la producción de hidrógeno (Moreno & Pinzón,
2005).
Fuentes biológicas: Los microorganismos presentes en el agua la
descomponen, al absorber la luz, liberando hidrógeno en el proceso de su
alimentación. El uso de procesos similares está presente en tecnologías
tales como la síntesis de metanol, metano, etanol, etc. Además, se utiliza la
fermentación oscura en bacterias que dentro del consumo de residuos y su
desarrollo metabólico generan hidrógeno (Moreno & Pinzón, 2005).
Combustión de la biomasa: La obtención de la electricidad en
turbogeneradores constituye una práctica industrial esencial en procesos
que generan grandes cantidades de residuales de fibra vegetal, como en la
industria azucarera (Moreno & Pinzón, 2005).
Gas de Síntesis: Muchas de las opciones de utilización de metano implican
su conversión inicial a gas de síntesis. El gas de síntesis consiste en una
mezcla de Hidrógeno y monóxido de carbono (H2 + CO) que se usa para la
obtención de un amplio rango de productos químicos y combustibles,
además la mayor parte de gas de síntesis obtenido en la industria se
destina a la producción de H2. De todo el hidrógeno producido,
aproximadamente, el 70% se emplea en la síntesis de amoniaco y el 30%
restante se utiliza en los procesos de hidrotratamiento que se llevan a cabo
en las refinerías (Campos Badillo, 2012).

23
Reformado de Metano: El reformado de metano utilizando diferentes
hidrocarburos (ej. Gas natural, petróleo líquido, nafta, etc.) como materia
prima; es el proceso más común para producir gas de síntesis con vapor de
agua y catalizadores metálicos. El proceso se divide en la generación de
una corriente rica en hidrógeno reformado, refiriéndonos a la reformación
de metano y a la siguiente etapa que es la purificación de hidrógeno por la
adsorción por presurización (Campos Badillo, 2012).
Electrólisis: se utiliza la energía eléctrica para inducir la reacción química de
lisis entre el oxígeno e hidrógeno de la molécula de agua. El problema de
este método es que se requieren altos requerimientos de energía eléctrica
que pueden proveer de procesos de producción contaminante o impactante
ambientalmente (Campos Badillo, 2012).
5.1.5. ELECTRÓLISIS
Es el mecanismo más común y simple en lo que se refiere a la producción de
hidrogeno pero no es muy utilizado por su alto requerimiento energético; de hecho,
el 95 % del hidrogeno que se produce en la actualidad proviene del reformación
catalítica del gas natural y el resto por otros métodos entre ellos la electrólisis que
usualmente usa energía obtenida de fuentes fósiles (TECNOLÓGICO DE
ESTUDIOS SUPERIORES DE ECATEPEC, 2009).
“El proceso consta de dos electrodos que están conectados a un flujo de energía
eléctrica y sumergidos en una solución (comúnmente agua). El que está
conectado al polo positivo es conocido como ánodo y el conectado al polo
negativo como cátodo, cada electrodo atrae a los iones opuestos, así el ánodo
atrae a los iones negativos y es el lugar donde aparece el oxígeno, mientras que
en el cátodo se atraen a los positivos haciendo que el hidrógeno aparezca allí”.
(Velásquez Piedrahíta & Quiceno Castañeda, 2013).
La descomposición del agua en hidrógeno y oxígeno, se representa con la
siguiente reacción química, donde los números de oxidación de los átomos
cambian, por lo cual se le conoce como una reacción de óxido-reducción:
(CHANG, 2002 citado por Bailón Martínez, 2013).
2 𝐻2 𝑂 (𝑙) → 2 𝐻2 (𝑔) + 𝑂2 (𝑔)
En primer lugar, para llevar a cabo el proceso de electrólisis es necesario añadir
un electrólito al agua. En una celda de electrólisis simple, cualquier cantidad de
ácido clorhídrico (HCl) o de hidróxido de potasio (KOH) puede usarse como

24
electrólito ya que son las de uso más común para esta aplicación, sin embargo,
cualquier sustancia que se ionice en agua (polar) puede cumplir dicha función.
Cuando incluso una pequeña cantidad del material de electrólito se agrega al
agua, la corriente eléctrica empieza a fluir. Los materiales que se introducen al
electrólito sirven únicamente como intermediarios para que en su superficie se
realice la transferencia de carga y se oxiden o se reduzcan las especies presentes
en el electrólito (Jacome Contreras & Pardo Cardenas, 2008).
Según la ley de Faraday aplicada en la electrólisis en el agua, a mayor corriente
habrá mayor producción de hidrógeno (cátodo) y oxígeno (ánodo):
𝑊(𝑡𝑒ó𝑟𝑖𝑐𝑜) = 𝐼 × 𝑡 ×𝑊 𝐸𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡𝑒
𝑞𝑁𝐴
En dónde:
W (teórico) es en gramos de hidrógeno producido,
I, la intensidad de corriente, en Amperios, de la celda;
t, el tiempo de electrólisis, en segundos; y
W Equivalente, es el peso equivalente del gas hidrógeno;
q es la carga del electrón = 1.602x 10 -19
NA es el Numero de Avogadro= 6.022 x 1023 iones por mol
qNA = F = 96500 C*mol-1 que es la constante de Faraday
5.1.6. ELECTROCOAGULACIÓN
Hace parte de la gran rama de la electroquímica aplicada al tratamiento de aguas
residuales. Es considerado un proceso ventajoso en términos ambientales y
económicos respecto a la coagulación química convencional.
Es un proceso que utiliza la electricidad para eliminar contaminantes en el agua
que se encuentran suspendidos, disueltos o emulsificados. La técnica consiste en
inducir corriente eléctrica en el agua residual a través de placas metálicas
paralelas de diversos materiales, dentro de los más comúnmente utilizados están
el hierro y el aluminio (entre otros). La corriente eléctrica proporciona la fuerza
electromotriz que provoca las reacciones químicas que desestabilizan las formas
en las que los contaminantes se encuentran presentes, bien sea suspendidas o
emulsificadas. Es así que los contaminantes presentes en el medio acuoso forman
agregados, produciendo partículas sólidas que son menos coloidales y menos
emulsificadas (o solubles) que en estado de equilibrio. Cuando esto ocurre, los
contaminantes forman componentes hidrofóbicos que se precipitan y/o flotan y se
pueden remover fácilmente por algún método de separación de tipo secundario
(Arango Ruiz, 2005).

25
En esta técnica el coagulante es generado ‘in situ’ debido a una reacción de oxidación del ánodo y las especies cargadas o metales pesados pueden ser removidos del efluente debido a la reacción entre iones con carga opuesta o debido a la formación de flóculos de hidróxidos metálicos (Mollah, Schennach, Parga, & Cocke, 2001 citado por Gilpavas et al., 2008). La electrocoagulación según (Mollah et al., 2004) implica varias etapas las cuales se presentan a continuación:
i. Debido a la oxidación del electrodo se presenta la formación de coágulos. ii. Desestabilización del contaminante, partículas en suspensión y
rompimiento de emulsiones. iii. Para lograr la formación de flóculos se agrega partículas desestabilizadas. iv. Remoción del material contaminante por flotación y sedimentación.
Una solución coloidal es una dispersión de un sistema físico compuesto por una fase continua (fluida) y una fase dispersa en forma de partículas (generalmente sólidas), de tamaño intermedio entre microscópicas y macroscópicas, pues no se pueden observar a simple vista, pero tienen un tamaño mayor que las moléculas. Esta dispersión de partículas tienen una carga negativa cuando se encuentran en soluciones acuosas, esto se debe a que si dos fases de diferente constitución química entran en contacto, se desarrolla una diferencia de potencial eléctrico entre las dos fases, esto conlleva a que haya una separación de cargas, en donde las cargas negativas están hacia el lado del coloide y las cargas positivas hacia el lado de la interfase y es estable debido a las fuerzas de repulsión que se dan como consecuencia de las interacciones electrostáticas entre coloides vecinos (Zumdahl & Zumdahl, 2000 citado por Gilpavas et al., 2008). En este proceso se den tener en cuenta los parámetros como el pH, la conductividad de la solución y el potencial de óxido reducción que se ajustan de acuerdo al tipo de contaminante o incluso al tipo de celda electrolizadora. En la electrocoagulación el agua es hidrolizada, produciendo burbujas de oxígeno en el ánodo y de hidrogeno en el cátodo. Estas burbujas ayudan a que los flóculos con el contaminante vayan a la superficie, para una fácil separación (Mollah et al., 2004 citado por (Gilpavas et al., 2008). A este proceso se le conoce como electro flotación. Este proceso puede ser alternado con la electrocoagulación para la remoción efectiva de las partículas floculadas (Arango Ruiz, 2005). La electroflotación es un proceso que utiliza aire para inducir la formación de pequeñas burbujas mediante la electrólisis del agua generando hidrógeno y oxígeno gaseosos. Esto permite la aglomeración de partículas coloidales más pequeñas que las que usualmente se forman en una coagulación normal y evita el uso de un agitador magnético o mecánico ya que el movimiento de las burbujas reemplaza dicha función.

26
5.1.7. PROCESOS DE OXIDACIÓN AVANZADA
Los procesos de oxidación avanzada (AOP´S, según sus siglas en inglés) son
actualmente una excelente alternativa en el tratamiento de aguas residuales tanto
de tipo doméstico como industrial por su efectividad aun cuando el efluente
presente composiciones muy variadas. Es una tecnología viable tecnológica y
ambientalmente y permite ensamblarse con procesos complementarios como
tecnologías electroquímicas, biológicas o químicas reduciendo los costes en su
funcionamiento.
Los AOP son técnicas de tratamiento que abarcan una amplia gama de sustancias
y compuestos como metales, colorantes, detergentes, insecticidas, pesticidas,
germicidas, compuestos orgánicos, hidrocarburos, entre otros (Carvajal, 2011).
Permiten incrementar la biodegradabilidad de aguas residuales, disminuir la
toxicidad de efluentes tanto industriales como domésticos, eliminar contaminantes
con eficiencias de remoción del 80-95%; coayudar en procesos de tratamiento
preliminares o complementarios de aguas para fines industriales, agrícolas o
domésticos, o para el consumo humano (Carvajal, 2011).
Los procesos de oxidación avanzada incluyen todas las oxidaciones químicas
basadas en la oxidación in situ de radicales hidroxilos altamente reactivos (OH)
como principales sustancias oxidantes. Estos fenómenos ocurren en condiciones
de temperatura y presión cercanas al ambiente (Glaze, Kang, & Chapin, 1987).
El potencial de oxidación del radical hidroxilo es de 2.8 V vs SHE (Electrodo
normal de hidrogeno – potencial de referencia), lo que les brinda una gran
capacidad para la degradación de compuestos orgánicos de manera no selectiva
(Andreozzi, Caprio, Insola, & Marotta, 1999 citado por Garza Campos, 2014).
La siguiente tabla (Tabla 4) muestra los potenciales de oxidación de distintas
especies químicas; y se muestra claramente que el ion hidroxilo (-OH) tiene el
segundo mayor potencial de oxidación después del flúor:
Tabla 4. Potenciales de Oxidación de distintas Especies (Pey Clemente, 2010)
Especie E 0 (V, 25 °C)
Flúor 3,03
Radical Hidroxilo 2,8
Oxígeno Atómico 2,42
Ozono 2,07
Peróxido de hidrógeno 1,78
Radical Perhidroxilo 1,7
Permanganato 1,68
Dióxido de cloro 1,57
Ácido hipocloroso 1,49
Cloro 1,36
Yodo 1,09
Bromo 0,54

27
En medios acuosos resulta muy efectivo para destruir compuestos aromáticos
refractarios respecto a la acción de otros oxidantes, y permite la mineralización
completa de la mayoría de los compuestos orgánicos transformándolos en CO2,
H2O e iones inorgánicos (Flox et al., 2005 citado por Cristòfol Borràs, 2013). Suele
reaccionar por adición electrolítica de enlaces insaturados, la abstracción de
hidrógeno o por transferencia de electrones (J. García, 2007).
Ilustración 2. Reacciones de Oxidación del ion –OH con compuestos orgánicos. (J. García, 2007)
Existen muchas y diversas técnicas de oxidación avanzada las cuales son así
mismo útiles para distintas aplicaciones respecto a tratamiento de efluentes
líquidos como (Garza Campos, 2014):
- Ozonización en medio Alcalino (O3/OH)
- Ozonización con peróxido de hidrógeno (O3/H2O2)
- Procesos Fenton (Fe2+/H2O2) y relacionados
- Oxidación electroquímica
- Radiólisis y tratamientos con hace de electrones
- Plasma no térmico
- Descarga electrohidráulica- Ultrasonido
- Oxidación en agua sub- y supercrítica
- Fotolisis del agua en el Ultravioleta de vacío (UVV)
- UV/Peróxido de hidrógeno
- Foto- fenton y relacionadas
- UV/O3
- Ferrioxalato y otros complejos de Fe3+
- UV/Peryodato
- Fotocatálisis heterogénea
A continuación, se profundizará en dos procesos de oxidación avanzada: la
fotocatálisis homogénea, que incluye los procesos fenton, electro fenton y foto-
fenton, y la fotocatálisis heterogénea por ser los más aplicables y accesibles en
términos de producción de hidrógeno y tratamiento de aguas residuales.

28
5.1.7.1. FOTOCATALISIS HOMOGENEA
Este mecanismo se basa en la reacción fenton la cual consiste en la absorción de
la energía solar por medio de sales de hierro y en presencia de peróxido de
hidrógeno, para iniciar la generación de radicales OH•, especie capaz de oxidar la
materia orgánica disuelta en el agua a tratar (Pey Clemente, 2010). Esta técnica
es utilizada cada vez con más frecuencia ya que ha mostrado ser un proceso muy
eficiente, debido a que el ferro-hidroxilo soluble y los complejos orgánicos ácidos
de hierro, no sólo absorben la radiación ultravioleta sino parte del espectro visible
(Malato, Fernandez, Maldonado, Blanco, & Gernjak, 2009 citado por Hincapié-
Mejía, Ocampo, Restrepo, & Marín, 2011).
5.1.7.1.1. FENTON
La reacción de Fenton consiste en una mezcla de H2O2 y Fe2+ que, como se
muestra a continuación, da como resultado la generación de radicales hidroxilo
llevándose a cabo en medio ácido, comúnmente a pH de 3:
𝐹𝑒2+ + 𝐻2𝑂2 → 𝐹𝑒3+ + 𝑂𝐻− + ∙ 𝑂𝐻
La eficiencia del reactivo de Fenton depende de factores como la temperatura, pH,
concentración de peróxido y de catalizador (Cristòfol Borràs, 2013).
pH: Los procesos Fenton tienen una actividad catalítica máxima a un pH de 2,8
aproximadamente. El pH influye en la generación de radicales hidroxilo y, por ello,
en la eficiencia de la oxidación. Para valores del pH por encima de 4, la
degradación disminuye drásticamente (Pey Clemente, 2010) .
Concentración de peróxido de Hidrógeno: La velocidad de degradación aumenta
con la cantidad de peróxido de hidrógeno, debido a la mayor producción de
radicales hidroxilo. No obstante, a partir de una determinada cantidad de H2O2, la
velocidad de la reacción puede verse negativamente afectada, debido
posiblemente a la auto-descomposición del H2O2 en oxígeno y agua, por
recombinación con radicales hidroxilo como lo muestra la siguiente ecuación (Pey
Clemente, 2010):
𝑂𝐻 ∙ + 𝐻2𝑂2 → 𝐻2𝑂 + 𝐻𝑂2 ∙
La concentración de peróxido de hidrogeno óptima depende de la naturaleza y
concentración del compuesto a tratar (Pey Clemente, 2010).
Temperatura: Cuando ésta aumenta, mejora la cinética del proceso, pero también
se ve favorecida la descomposición del H2O2 en O2 y H2O (Cristòfol Borràs, 2013).
El proceso de electro-Fenton (EF) es un Proceso Avanzado de Oxidación
Electroquímico (PAOE) basado en la electro-generación del reactivo de Fenton
(Flox et al., 2005 citado por Garza Campos, 2014). En este proceso, el H2O2 se

29
forma por la reducción de O2 de acuerdo a la reacción fenton en un cátodo de
material carbonáceo conductor como grafito, tela de carbón, carbono vítreo
reticulado o electrodos de difusión (Garza Campos, 2014).
Una ventaja del proceso de electro fenton en comparación con el denominado
proceso de Fenton clásico es que el Fe2+ se regenera en el cátodo por la
reducción del Fe3+, mejorando así la reacción de Fenton y, por lo tanto, la
oxidación de compuestos orgánicos con el exceso de OH • producido. Las
reacciones que ocurren en el cátodo son las siguientes (Garza Campos, 2014):
𝑂2 + 2𝐻+ + 2𝑒− → 𝐻2𝑂2
𝐹𝑒3+ + 𝑒− → 𝐹𝑒2+
Tanto la reacción de Fenton como la de Electro Fenton pueden ser mejoradas
utilizando radiación UV (>300nm) proveniente de lámparas especiales o bien, de
la radiación solar. A estos procesos se les conoce como foto-Fenton (FF) o foto
electro-Fenton (FEF). Se pueden explicar dos efectos importantes debidos a la
acción catalítica de la radiación, el primero implica la producción de radicales
hidroxilo mediante la foto-reducción del Fe3+ de la especie Fe(OH)2+ que es
predominante a pH cercano a 3 y la fotólisis rápida de los complejos Fe3+-
carboxilato, complejos que pueden ser mineralizados; ambos efectos mostrados
en las siguientes reacciones de los procesos nombrados respectivamente (Garza
Campos, 2014):
𝐹𝑒𝑂𝐻2+ + ℎ𝑣 → 𝐹𝑒2+ + ∙ 𝑂𝐻
𝐹𝑒(𝐶2𝑂4)𝑛(3−2𝑛) + ℎ𝑣 → 𝐹𝑒2+ + (2𝑛 − 1)𝐶2𝑂4
2− + 2𝐶𝑂2
La radiación acelera la degradación de los contaminantes debido a la foto
descomposición de los complejos de Fe(III) formados con algunos productos de la
degradación como los ácidos carboxílicos de la reacción así como favorece la
regeneración del catalizador y la producción de radicales hidroxilo (Cristòfol
Borràs, 2013).
Cuando se utiliza luz solar como fuente de fotones para tratar contaminantes
orgánicos, se observa una mayor velocidad en la descarboxilación de los
complejos Fe (III)-oxalato, debido a la mayor intensidad de radiación que incide
sobre la disolución. Por otro lado, la fuente de energía utilizada es de más bajo
coste y es una fuente de energía renovable (Cristòfol Borràs, 2013).
5.1.7.2. FOTOCATALISIS HETEROGENEA
Se define la fotocatálisis como la aceleración de una foto reacción mediante la
presencia de un catalizador (Mills & Le Hunte, 1997; tomado de Fernández, 2003,
p.275). Tanto la luz como el catalizador son elementos necesarios. El término

30
fotocatálisis incluye un proceso según el cual se produce una alteración
fotoquímica de alguna especie química como resultado de la absorción de
radiación por otra especie fotosensible que es, en este caso, el catalizador. El
concepto de fotocatálisis heterogénea es simple: el uso de un sólido
semiconductor (p. ej.: TiO2, ZnO, etc.) que forma una suspensión estable bajo
irradiación para estimular una reacción en la interfase sólido/líquido o sólido/gas.
Por definición, el catalizador debe de poder ser reutilizado después de actuar en el
sistema de oxidación - reducción sin sufrir cambios significativos (Fernández,
2003).
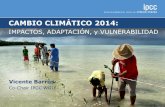
El mecanismo de la fotocatálisis heterogénea que se muestra en la ilustración 3 se
inicia con la irradiación de un sólido semiconductor sumergido en una fase líquida
o gaseosa para generar pares electrón-hueco en las partículas del semiconductor,
los cuales pueden migrar a la superficie del catalizador donde reaccionan con las
especies adsorbidas allí o recombinarse entre sí (liberando la energía en forma de
calor) sin participar en ninguna reacción química, lo cual puede ocurrir tanto en la
superficie como en el interior de la partícula. La fuerza impulsora del proceso de
transferencia electrónica en la interfaz es la diferencia de energía entre los niveles
electrónicos de las bandas del semiconductor y el potencial rédox de las especies
adsorbidas.(Villa Gómez, 2013)
Ilustración 3. Rompimiento del agua por fotocatálisis (Campos Badillo, 2012)
El proceso de la fotocatálisis se puede potenciar añadiendo reactivos que
funcionen como electrolitos o sustancias captadoras de electrones (Como el
peróxido de hidrógeno) disminuyendo la posibilidad de recombinación de los pares
electrón-hueco generados antes de la oxido-reducción. La idea es que estos
aumenten y mantengan la brecha dada por la diferencia de potencial entre
electrodos.

31
5.1.8. CELDA FOTOELECTROQUÍMICA – FOTO-ELECTROLIZADOR
Es una unidad formada por materiales semiconductores capaces de producir
una barrera de potencial que haga posible el efecto fotovoltaico. El tamaño de
esta depende de su proceso de fabricación y posible aplicación varía
normalmente de unos pocos centímetros cuadrados hasta 100 centímetros
cuadrados o más , y su forma puede ser circular, cuadrada y elíptica (Vargas
Amado et al., 2000).
Con respecto a los materiales válidos como reactores para procesos foto
electroquímicos, la necesidad de tener una elevada transmisividad en el UV y
una elevada resistencia a la degradación hace que las posibilidades de
elección sean limitadas. Entre las posibles alternativas se encuentran los
fluoropolímeros (inertes químicamente, con buena transmisividad y resistencia
y buenos difusores de luz UV), materiales acrílicos y varios tipos de vidrio
(necesariamente con bajo contenido en hierro ya que este absorbe UV). El
cuarzo es también un material excelente pero muy costoso, lo que lo invalida
desde un punto de vista práctico. La utilización de materiales plásticos puede
ser una buena opción ya que existen diversos materiales (poli tetrafluoretileno,
etileno-tetrafluoretileno, etilpropileno fluorado, materiales acrílicos, entre otros)
que pueden ser extruidos en forma tubular y poseen las necesarias
características de trasmisividad y resistencia térmica, así como el
mantenimiento de sus propiedades durante su uso a la intemperie. El vidrio
también es una buena opción; pero con bajas concentraciones de hierro como
el borosilicato (Blanco, Malato, Peral, Sánchez, & Cardona, 2004).
5.1.9. AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL
Para el año 2014, la industria manufacturera representó el 12,3% del PIB
Nacional. Por su parte, el sector textil-confecciones tuvo una participación del
9,2% en el PIB de la industria manufacturera. Las actividades de preparación
de hilaturas y tejedura de productos textiles, y de fabricación de tejidos y
prendas de vestir, presentaron una variación negativa del 3,2% y 1,6%
respectivamente. Contrario a esta situación, la actividad de fabricación de otros
productos textiles evidenció un aumento del 2,9% (Superintendencia de
Sociedades, 2015).Estas cifras denotan la importancia estratégica del sector
para la economía colombiana.
El sector textil forma parte de una cadena productiva altamente compleja que
incluye producción agrícola, comercialización de fibras naturales y fibras
sintéticas, industria textil, confección y comercialización; todas etapas de una
actividad fuertemente eslabonada. En Colombia, existen dos polos de

32
desarrollo textil: Medellín, donde se ubica las grandes industrias pertenecientes
a sociedades anónimas y Bogotá, D.C., donde se encuentran empresas en su
mayoría sociedades limitadas, de carácter familiar e intensivas en el uso de
fibras sintéticas y en tejido de punto. La industria manufacturera Colombiana
produce alrededor de 750.000 m2 de productos textiles cada año.(CCB, CAE,
Acercar Industria, & DAMA, 2004)
Geográficamente esta industria está distribuida de la siguiente manera: 50% se
concentra en Medellín y un 36% en Bogotá; en el subsector de la confección
un 33% en las ciudades anteriores. Sin embargo, en los últimos años la ciudad
de Ibagué en el departamento del Tolima se ha convertido en el tercer centro
textil del país (CCB et al., 2004).
Uno de los impactos ambientales más importantes de la industria textil se da
sobre el componente hídrico por la importante carga de vertimientos
contaminantes que recibe ya que la demanda de agua de este tipo de industria
es muy alta en cada uno de sus procesos.
Esta misma razón ocasiona la generación de vertimientos con cargas
contaminantes, entre los que se destaca la presencia de fenoles, tensoactivos,
colorantes, algunos metales, carga orgánica medida como DBO5, y
temperaturas superiores a los 30° C. En términos generales, las aguas
residuales textiles presentan elevadas cargas de DQO, DBO, SST, colores
diversos, pH variable y temperatura alta cuando se realizan los procesos de
preparación, teñido y acabado (Patarroyo Hernández, 2013).
Se estima que por cada kilogramo de producto de material textil se generan
entre 100 y 170 litros de agua residual. Las sustancias contaminantes
proceden de las impurezas naturales extraídas de las fibras y de los productos
químicos empleados en el proceso que se separan del tejido y eliminan,
dependiendo del material que se esté procesando (Patarroyo Hernández,
2013).
Las etapas que mayor carga contaminante aportan a los vertimientos son (CCB
et al., 2004) :
- Desengomado; éste puede ser de carácter ácido o enzimático y dado que
se remueve el agente encolante que contiene el tejido se genera una carga
orgánica considerable. De igual forma, la descarga contiene detergentes y
en caso de que sea enzimático el vertimiento tiene temperatura elevada (>
40° C).

33
- Tinturado o teñido, quizá la operación más compleja del proceso, genera
vertimientos con colorantes, algunos metales, sulfuros, detergentes y
fenoles. Igualmente, es un vertimiento con temperatura superior a los 35° C.
- Estampado, efluente con colorantes y remanente de pigmentos. En este
caso las descargas se originan principalmente en los cambios de color,
lavado de las máquinas y preparación de los colores.
En promedio, por cada 1000 kg de tejido sometido a las anteriores etapas se
generan entre 125 y 250 Kg de DBO, donde, 34 kg corresponden al aporte de
la etapa de teñido y residuos de tintorería (Patarroyo Hernández, 2013).
El tipo de colorante empleado en la tintura determina los auxiliares utilizados:
sales de sodio, cloruros, sulfatos y carbonatos como agentes de sinergia. Si
bien en la actualidad se tiene la tendencia de suprimirlos, en tratamientos
posteriores se emplean sales de cobre y cromo para la fijación de algunos
colorantes, lo que mejora la solidez (CCB et al., 2004). A continuación, en la
tabla 5, se numeran y describen los tipos de agentes colorantes que más se
utilizan y su clasificación de acuerdo a su grupo cromóforo y a su forma de
aplicación respectivamente:

34
Tabla 5. Clasificación de Colorantes de acuerdo a su grupo Cromóforo
Familia Grupo
Cromóforo Descripción
Azoicos
Son colorantes que se caracterizan por tener el grupo funcional Azo, consistente en un enlace Doble -N=N-, unido a cadenas de carbono. En cuanto al color aportan un rango de matices prácticamente completo y alta intensidad del
color. Presentan buenas propiedades técnicas: solidez a la luz, al calor, al agua y a otros disolventes. Basados en el beta- naftol.
Antraquinonas
Son a base de antraquinonas y quinonas aromáticas poli cíclicas. Tiene gran importancia ya que colorantes ácidos con solidez a la luz, mordentes y dispersos corresponden a esta
categoría.
Indólicos
El compuesto progenitor del grupo de colorantes indigoides, es el índigo, un colorante de uso común usado desde la prehistoria. Se obtiene de una planta, la indigofera. Puede
reducirse por fermentación así como por medio de hidrosulfito de sodio, una vez reducido puede
aplicarse a fibras celulósicas y obtener tejidos azules de gran brillantez.
Trihalometanos
Se caracterizan por un grupo cromóforo altamente estabilizado por resonancia, son uno de los colorantes más intensos y brillantes que
existen, pero generalmente exhiben poca solidez a la luz
(EPA 1996; O ́Neil et al., 1999; Robinson et al., 2001; Hunger, 2003; Husain 2006; Gupta y Suhas 2009 citado por Moeller Chávez, 2013)

35
Tabla 6. Clasificación de colorantes de acuerdo a su forma de aplicación
Clase Solubilidad Producto Químico Principal
Aplicaciones Probables
contaminantes %
Fijación
Ácidos Solubles en
agua
Tipo azo, antra quinona,
trihalometano
Nylon, lana, seda, acrilicos modificados,
papel, cuero impresión de chorro de tinta, alimentos y
cosméticos
ácidos orgánicos,
aminas aromáticas
80-93
Básicos Solubles en
agua
Tipo azo, antra quinona,
trihalometano y oxazina
Papel, nylon, poliester modificado, seda, lana y algodón tanino mordentado
Sales, surfactantes,
fosfatos, lubricantes,
dispersantes
97-98
Dispersos No iónicos - Insolubles en agua
Contiene azoicos, antraquinona, nitro, grupo
benzodifuranona e indólicos
Poliéster, nylon, celulosa, acetato de celulosa y fibras de
acrílico
Sales, surfactantes, lubricantes,
dispersantes
80-92
Directos Solubles en
agua- anionicos
Poliazo, ftalocianinas y
oxazinas
Algodón, rayón, cuero, y en cierta
medida nylon
Aminas aromáticas,
sales, surfactantes
70-95
Reactivos Solubles en
agua
Cromóforos como : azo,
antraquinona, trihalometano,
ftalocianina
Se utilizan para el algodón y otros
materiales celulósicos, pero
también se utiliza en menor medida en
lana y nylon.
Aminas arómaticas,
sales, surfactantes
60-90
Sulfurados Solubles en
agua
No poseen una estructura
determinado. Contienen
halogeno azufre
Algodón, rayón uso limitado para fibras de poliamida, seda,
cuero, papel y madera
Aminas aromáticas,
álcalis, agentes oxidantes y reductores,
60-70
Mordentes Solubles en
agua Azo y
antraquinona Lana y seda
Aminas aromáticas,
sales orgánicas,
halogenados, metales
pesados, color no fijado.
85-98
(EPA 1996; O Neil et al., 1999; Robinson et al., 2001; Hunger 2003;Husain 2006; Gupta y Suhas 2009 citado por Moeller Chávez, 2013)

36
5.1.10. COLORANTES INDÓLICOS
El 3-oxiindol o indoxilo se encuentra en la planta indigofera tinctoria y tiene interés
histórico por haber sido materia prima para la obtención del índigo o añil, el
colorante azul más utilizado en el pasado(Primo Yúfera, 1994).
En la planta, el indoxilo está unido a la glucosa. Cuando la planta se macera, se
libera el indoxilo y éste se oxida al aire para dar el índigo(Primo Yúfera, 1994).
Ilustración 4. Oxidación del indoxilo para obtener Colorante índigo (Primo Yúfera, 1994).
5.1.11. COLORANTE AZUL INDIGO
El índigo es el colorante natural más utilizado en todos los tiempos, incluso
actualmente, debido a su solidez; resiste bien a la luz, al lavado, a los álcalis y
ácidos. Se utiliza en teñido textil como colorante a la tina. El índigo es el colorante
que mayormente se utiliza para el teñido de los jeans y prendas vaqueras azules.
Esta sustancia se extrae de plantas del género indigofera (que se dan en el Asia
Sur oriental, cultivadas y empleado como tal sobre todo en la India, para el
algodón), que lo contienen en forma de glucósido; éste se hidroliza por ácidos o
por fermentos en glucosa e indoxilo, se oxida de forma natural por el oxígeno del
aire y se transforma en el colorante índigo o añil (Moeller Chávez, 2013).
Ilustración 5. Estructura Molecular del Color índigo (Moeller Chávez, 2013).

37
Ilustración 6. Colorante azul índigo en polvo. Fuente: Imágenes de Google
Para su aplicación a los tejidos, el índigo insoluble se reduce con hiposulfito sódico
(S2O4Na2) formándose dos grupos OH. De este modo se fija sobre la fibra y a
continuación se oxida de nuevo. Los colorantes que son aplicados de esta forma
se llaman colorantes a la tina. A partir del siglo pasado ya se obtenía índigo
mediante síntesis industriales, cuyo producto, más barato, desplazó al natural
(Primo Yúfera, 1994).
En el primer cuarto del siglo XX, los químicos de la industria alemana de
colorantes descubrieron los azules de indantreno, un tipo de colorantes
antraquinónicos, mucho más estables a la luz y, con ello, bajó mucho la
producción de índigo. Actualmente, el índigo se vuelve a fabricar en gran cantidad
por una razón curiosa: la demanda de azules poco estables para los pantalones
vaqueros (también llamados jeans), y toda la industria del denim en general (Primo
Yúfera, 1994).
Ilustración 7. Método de producción Industrial de Azul índigo (Primo Yúfera, 1994).

38
5.2. MARCO LEGAL
A continuación, se listan las normas ambientales que en Colombia regulan lo
relacionado al desarrollo e implementación de nuevas tecnologías orientada a la
mejora continua en el manejo y gestión integral de residuos peligrosos, gestión del
recurso hídrico (vertimientos industriales), diseño, construcción, conversión y
apropiación de fuentes de energía renovable y estrategias para el tratamiento de
aguas residuales que enmarcan y justifican la realización del presente prototipo,
por cuanto su objeto responde a la búsqueda de nuevas alternativas que protejan
el ambiente, los recursos naturales y garanticen un ambiente sano para todos:
Tabla 7. Normas ambientales colombianas aplicables al proyecto.
NORMA FECHA EXPEDIDO
POR DESCRIPCIÓN
Decreto- Ley 2811
18/12/1974
El Presidente
de la República
de Colombia
Por el cual se dicta el Código Nacional de Recursos Naturales Renovables de Protección Al Medio Ambiente. En la parte cuarta, título 1, en el artículo 32 se dice: Para prevenir el deterioro ambiental o daño en la salud del hombre y de los demás seres vivientes, se establecerán
requisitos y condiciones para la importación, la fabricación, el transporte, el almacenamiento, la comercialización, el manejo, el
empleo o la disposición de sustancias y productos tóxicos o peligrosos.
Decreto 1594
15/06/1984
El Presidente
de la República
de Colombia
Por el cual se reglamenta parcialmente el Título I de la ley 09 de 1979, así como el Capítulo II del Título VI-Parte III-Libro II y el Título III de la parte III Libro I del Decreto 2811 de 1974 en cuanto a usos del agua y
residuos líquidos. Y en su artículo 20 se señalan las sustancias de interés sanitario.
Ley 253 09/01/1996
El Congreso
de Colombia
Por medio de la cual se aprueba el Convenio de Basilea sobre el control de movimientos transfronterizos de los desechos peligrosos y su
eliminación, hecho en Basilea el 22 de marzo de 1989 y señala dentro de sus anexos como corrientes de desechos que hay que controlar de
forma prioritaria los resultantes de la producción, preparación y utilización de productos químicos y materiales para fines fotográficos.
Resolución 1074
28/08/1997 Secretaría Distrital de Ambiente
Por lo cual se establecen estándares ambientales en materia de vertimientos para la ciudad de Bogotá.
Resolución 1164
06/09/2002
Ministerio de
Ambiente y Desarrollo Sostenible
Por la cual se adopta el Manual de Procedimientos para la Gestión integral de los residuos Hospitalarios y similares. El manual se
menciona que los líquidos reveladores son clasificados como residuos peligrosos químicos reactivos y deben devolverse al proveedor, quien realizará el tratamiento fisicoquímico correspondiente para reciclaje
cuando haya lugar o de lo contrario efectuara su disposición final previa obtención de permisos, licencias y/o autorizaciones.
Decreto 1609
31/07/2002 Ministerio
de Transporte
Por el cual se reglamenta el manejo y transporte terrestre automotor de mercancías peligrosas por carretera.

39
Resolución 631
17/03/2015
Ministerio de
Ambiente y Desarrollo Sostenible
Reglamenta el artículo 28 del Decreto 3930 de 2010, actualiza el decreto 1594 de 1984. Por la cual se establecen los parámetros y los valores límites permisibles en los vertimientos puntuales a cuerpos de agua superficiales y a los sistemas de alcantarillado público y se dictan
otras disposiciones.
Decreto 3930
25/10/2010
Ministerio de
Ambiente y Desarrollo Sostenible
Por el cual se reglamenta parcialmente el Título I de la Ley 9ª de 1979, así como el Capítulo II del Título VI -Parte III- Libro II del Decreto-ley
2811 de 1974 en cuanto a usos del agua y residuos líquidos y se dictan otras disposiciones.
Artículo 63: Plan de Reconversión a Tecnologías Limpias en Gestión de Vertimientos (PRTLGV): Mecanismo que promueve la reconversión
tecnológica de los procesos productivos de los generadores de vertimientos que desarrollan actividades industriales, comerciales o de
servicios. Debe dar cumplimiento a los siguientes objetivos: - Reducir la cantidad de vertimientos generados.
- Reutilizar o reciclar subproductos o materias primas, relacionados con la generación de vertimientos
Decreto 4728
23/12/2010
Ministerio de
Ambiente y Desarrollo Sostenible
Por el cual se modifica parcialmente el Decreto 3930 de 2010.
Decreto 2041
15/10/2014
Ministerio de
Ambiente y Desarrollo Sostenible
Por el cual se reglamenta el Título VIII de la Ley 99 de 1993 sobre licencias ambientales. En el artículo 9, numerales 15 y 16 mencionan el requerimiento de licencia ambiental para los proyectos de la industria
manufacturera en la fabricación de sustancia químicas básicas de origen mineral, alcoholes y ácidos inorgánicos y sus compuestos
oxigenados y los de almacenamiento de sustancias peligrosas, con excepción de hidrocarburos.
Decreto 4741
30/12/2005
Ministerio de
Ambiente y Desarrollo Sostenible
Por el cual se reglamenta parcialmente la prevención y el manejo de los residuos o desechos peligrosos generados en el marco de la gestión
integral.
Resolución 1362
02/08/2007
Ministerio de
Ambiente y Desarrollo Sostenible
Por el cual se establecen los requisitos y procedimiento para el Registro de Generadores de Desechos o Residuos Peligrosos, a que hacen
referencia los artículos 27° y 28° del Decreto 4741 de 2005, dentro de los cuales se incluyen los resultantes de la producción, preparación y utilización de productos químicos y materiales para fines fotográficos.
Ley 697
03/10/2001 Ministerio de Minas y
Energía
Mediante la cual se fomenta el uso racional y eficiente de la energía, se promueve la utilización de energías alternativas y se dictan otras
disposiciones.
Decreto 3683
19/12/2003 Ministerio de Minas y
Energía
Por el cual se reglamenta la ley 697- el uso racional y eficiente de la energía, de tal manera que se tenga la mayor eficiencia energética para
asegurar el abastecimiento energético pleno y oportuno, la competitividad del mercado energético colombiano, la protección al
consumidor y la promoción de fuentes no convencionales de energía, dentro del marco del desarrollo sostenible y respetando la normatividad
vigente sobre medio ambiente y los recursos naturales renovables.

40
Ley 1715 13/05/2014
Congreso de la
Republica de
Colombia
Por medio de la cual se regula la integración de energías renovables no convencionales al sistema energético nacional.
Ley 373 6/06/1997
Congreso de la
Republica de
Colombia
Por la cual se establece el programa de uso eficiente y ahorro del agua. Específicamente el artículo 5 que habla sobre la reutilización o reúso del agua del proceso cuando así lo amerite teniendo en cuenta las
normas de calidad ambiental
Fuente: Adaptado por los autores de la normatividad ambiental colombiana referenciada, 2016.
5.3. ESTADO DEL ARTE
Se realizó una revisión de investigaciones y estudios relacionados con la
producción de hidrogeno y tratamiento de aguas contaminadas por medio de
procesos foto electroquímicos. Aunque los procesos foto electroquímicos y de
oxidación avanzada son muchos, solo se tratarán los que se involucran
directamente con el desarrollo del presente estudio: fotocatálisis heterogénea,
fotocatálisis homogénea (Fenton y relacionados), electrólisis y electrocoagulación.
La fotocatálisis heterogénea es un proceso de oxidación avanzada que utiliza la
capacidad catalizadora de la luz en el rango UV (natural o artificial) y en el visible,
para excitar un material semiconductor (como el TiO2, dióxido de Titanio) que
impulse reacciones de óxido-reducción mediante pares electrón-hueco en su
superficie. En combinación con un agente de alta capacidad oxidante (peróxido de
hidrógeno (H2O2), ozono (O3)) se generan radicales libres, que inducen la
oxidación directa de los contaminantes por contacto o indirecta por radicales
hidroxilo (OH*) liberados por los procesos de disociación característicos en estos
agentes. Este ha sido empleado desde hace más de dos décadas alrededor del
globo (e. g. Chile, Argentina, Estados Unidos, Canadá, Australia, España, Suiza,
Brasil) para el tratamiento de efluentes de variada carga orgánica, composición y
biodegradabilidad provenientes de actividades industriales, domésticas,
hospitalarias y demás. (Carvajal, 2011)
Diferentes autores reportan la efectividad de este proceso para la disminución de
cargas contaminantes en efluentes líquidos industriales. Es el caso del estudio
llevado a cabo en la Universidad Politécnica de Valencia España por Pey
Clemente (2010), en dónde a través del tratamiento de aguas residuales de tintura
en tejidos de algodón con colorantes reactivos cromoforos azo, antraquinona y
ftalocianina mediante fotocatálisis solar (heterogénea con dióxido de titanio y foto-

41
fenton por exposición solar directa y simulador solar) se lograron elevados niveles
de decoloración en las aguas con pérdidas de color mayores al 88 % y una
reducción de materia orgánica por encima del 75 %; posibilitando así la
reutilización de los baños tratados en nuevas tinturas. Mientras tanto, en Colombia
Rodriguez, López, Peñuela, & Agudelo en el año 2009 presentaron resultados
favorables en la degradación de un plaguicida conocido como Malatión por medio
de una fotocatálisis en un colector solar. El estudio adelantado en la Universidad
de Antioquía obtuvo un porcentaje de degradación de 98.7 % utilizando dióxido de
titanio en distintas concentraciones y peróxido de hidrogeno como catalizador.
Dentro de los procesos de Oxidación avanzada también se encuentra el foto-
fenton. En este tratamiento se combinan peróxido de hidrógeno y sales de hierro
(Fe (II)) para que por medio de una oxidación se produzcan radicales hidroxilo que
luego degraden la materia orgánica presente en las aguas. Autores como (Moeller
Chávez, 2013) compararon este proceso con otros de tipo biológico como
tratamiento anaerobio y aerobio, tratamiento fúngico y enzimático en cuanto a la
remoción de colorantes en aguas residuales de empresas textiles. Los mejores
resultados en remoción de DQO (de 48% a 68 %) y remoción de color (63.5% a
99.1%) fueron los del Fenton. Finalmente (Moeller Chávez, 2013) recomienda no
descartar los procesos biológicos; ya que aunque en términos de remoción de
materia orgánica no son totalmente efectivos sí podrían serlo en la depuración de
patógenos y metales pesados, por lo cual pretende combinar estas dos técnicas
en sus próximos estudios. Los procesos fenton pueden complementarse y
combinarse con muchas técnicas. Cristòfol Borràs también en el 2013 adelantó en
la Universidad de Barcelona un análisis comparativo de la degradación herbicidas
triazinicos usando cuatro métodos electroquímicos: oxidación anódica con ánodo
de BDD, cátodo de acero (OA-SS) y cátodo de difusión de oxígeno con H2O2
electrogenerado (OA-H2O2); electro-Fenton con un ánodo de BDD y cátodo de
difusión de oxígeno (EF) y fotoelectro-Fenton con un ánodo de BDD, cátodo de
difusión de oxígeno y luz UVA (FEF)(Cristòfol Borràs, 2013). El método que
presentó mejores resultados fue el foto electro fenton ya que logró mayor
generación de radicales hidroxilo respecto a las tres técnicas restantes.
Otro proceso muy utilizado para el tratamiento de aguas residuales es la
electrocoagulación. Esta técnica se ha utilizado desde el siglo XX y ha
evolucionado, siendo eficazmente aplicada en la actualidad para el tratamiento de
las aguas residuales de la industria del papel, la minería y la industria de metales
pesados (Arango Ruiz, 2005). Trabajos como el de Gilpavas et al., 2008
demuestran la efectividad de este proceso a través de la evaluación del mismo
como tratamiento para aguas residuales provenientes del proceso de curtido y de
aguas residuales provenientes del proceso de teñido en un floricultivo utilizando un
reactor tipo batch a escala de laboratorio de configuración monopolar y con
electrodos de hierro y aluminio. Para las aguas de curtido se obtuvieron remoción
de Cr+3 del 71.98%, remoción de DQO del 50.67%, remoción de COT del 19% y

42
un aumento en la biodegradabilidad del agua del 72.88%; mientras para las aguas
residuales provenientes del floricultivo se reportaron remociones del 59.31 % de la
DQO, una decoloración del 97.23% (en 8 minutos de operación) y una reducción
del COT del 41.81 % (Gilpavas et al., 2008).
Otro estudio exitoso en el tema es uno realizado en la Corporación Universitaria
Lasallista en el año 2011 por el Ingeniero Químico y Magíster en Ingeniería
Ambiental Alvaro Ruiz; en el cual adelantó un análisis de la emoción del colorante
azoico tartrazina usando electrocoagulación a través de electrodos de hierro y
aluminio; siendo estos últimos los más utilizados según lo reportado en la
bibliografía por ser menos costosos y con un buen rango de conductividad.
Utilizaron aguas residuales sintéticas con una concentración de 100 mg/L del
colorante en un diseño experimental en dónde variaban el pH, la densidad de
corriente y el tiempo del tratamiento (Ruiz, 2011). Finalmente, obtuvo remociones
de DQO del orden del 95,5 % y de color del orden del 99,4 % a pH de 4, densidad
de corriente de 43,23 A/m2 y a 12 minutos de tratamiento (Ruiz, 2011). Las aguas
residuales con trazas o altos contendidos de metales pesados se convierten en
una problemática importante a la hora de la disposición final de fluentes líquidos
de las industrias de galvanotecnia situación que dilucidaron las investigadoras
Morales Posada & Acosta Niño en el año 2010 y a partir de la cual basaron su
estudio. Utilizaron vertimientos reales de la Empresa Compañía Eléctrica Ltda. en
los cuales lograron una reducción en Cr del 51.65%, Ni del 18.09%, Pb del 50% y
Zn del 47.37% por medio de la técnica de electrocoagulación (Morales Posada &
Acosta Niño, 2010). Sin embargo, para el Cu (Cobre) no se presentó una
reducción, sino un aumento del 519.48 % debido a la placa de cobre empleada
para el tratamiento como electrodo; ya que los electrodo metálicos participan en la
reacción produciendo óxidos e hidróxidos del metal que luego se disuelven en el
agua.
Sin embargo, esta no es la única aplicación de la electroquímica; en las últimas
décadas también se ha utilizado para la producción de hidrógeno. La forma más
simple de producción del gas es por medio de la electrólisis convencional. En 1766
Henry Cavendish descubrió que la combustión del hidrógeno genera agua; a partir
de dicho momento se empezó a investigar en la reacción inversa a ese proceso y
gracia a ello para el año 1800 William Nicholson y Anthony Carlisle descubren la
electrólisis del agua. Ya para 1838 Christian Friederich Schoenbein descubrió el
efecto de la pila de combustible, anticipándose un poco a lo que afirmaría Julio
Verne (1874) en uno de sus libros “el agua se usará como combustible”
refiriéndose a que a partir del agua podríamos obtener hidrógeno y este convertirlo
a su vez en energía (Bailón Martínez, 2013).
Un estudio de la Universidad Tecnológica de Pereira del año 2013 realizado por
Juan Velásquez Piedrahíta y Jhon Quiceno Castañeda, muestra el diseño de un
sistema de generación de hidrógeno por electrólisis. Después de realizar una
revisión bibliográfica y estado del arte en el tema establecen los parámetros de

43
diseño teniendo en cuenta lo reportado bibliográficamente como más óptimo para
la electrólisis. Sin embargo, actualmente se busca no sólo producir el hidrogeno
sino también hacerlo de forma sostenible; un ejemplo de esto es el estudio de
(Bailón Martínez, 2013) titulado : “Desarrollo de un sistema de generación de
hidrógeno acoplado al tratamiento electroquímico de aguas superficiales utilizando
energía solar” en dónde se diseña y construye un reactor de 10 L, 194 rpm y un
flujo de 250 ml/min con electrodos de aluminio. El reactor tuvo una eficiencia
promedio de producción de hidrógeno del 35.3% con una pureza promedio del
92.6 %. Además de la producción del hidrógeno se tuvo un tratamiento del agua
con la remoción de color, turbiedad, dureza, DQO, nitratos, nitritos, nitrógeno
amoniacal y coliformes totales y se utilizó la energía solar como fuente de energía
del proceso (Bailón Martínez, 2013).
En la Universidad Distrital Francisco José de Caldas también se llevó a cabo un
trabajo similar. Los estudiantes (Vargas Amado et al., 2000) bajo la dirección del
profesor Nelson Arias realizaron el diseño y construcción de un generador
prototipo de energía mediante paneles solares- Hidrógeno Celda de Combustible
alcanzando una eficiencia en la producción de 40% y una eficiencia energética del
27 %; ya que fue necesario incluir energía eléctrica convencional (Vargas Amado
et al., 2000).
Usando al dióxido de titanio no sólo como un agente fotoactivo oxidante sino
también como electrodo dentro del proceso de electrólisis del agua se puede
producir hidrógeno. En la tesis doctoral de la Universidad Autónoma de Barcelona
desarrollada por Villa Gómez, en el 2013, expone claramente como interviene la
fotocatálisis heterogénea en la producción de hidrogeno presentándolo como el
vector energético del futuro. En el trabajo se estudió simultáneamente el proceso
de producción de energía (hidrogeno) y la degradación de contaminantes
orgánicos presentes en las soluciones acuosas. “La importancia de este tipo de
tecnología es que permite, a partir de recursos renovables como la luz solar y la
biomasa, obtener energías limpias y, a su vez, disminuir el grado de
contaminación de las aguas empleadas” (Villa Gómez, 2013)
En ese sentido generó y examinó los siguientes sistemas fotocataliticos con vistas
a mejorar la eficiencia de la reacción fotocatalitica a nivel de laboratorio: TiO2
dopado con nitrógeno, un composite formado por CdS y WO3 y un composite de
CdS y ZnS, obteniendo buenos resultados para los tres fotocatalizadores
utilizados (Villa Gómez, 2013). Es así como mayoría de investigaciones en
fotocatálisis heterogénea para producir hidrogeno se enfocan en la búsqueda de
nuevos y más eficientes materiales para este proceso y, en su mayoría, tienen en
común el uso de dióxido de Titanio (TiO2) como fotocatalizador de la reacción solo
o dopado con otros materiales; en suspensión o fijado en un soporte tratando
estrictamente de encontrar las mejores condiciones para obtener la producción
máxima del combustible. Incluso, en 1972, Honda y Fugishima desarrollaron una
investigación pionera en este campo, usando electrodos de TiO2 (Fedorov,

44
Ganshin, & Korkishko, 1993, citado por García, Cotto, Ducongé, & Márquez,
2014). Este trabajo fue un claro ejemplo de prototipo de la técnica. Posteriormente,
se han desarrollado gran cantidad de trabajos describiendo el proceso (Forero &
Díaz, 2007, citado por García et al., 2014). Más de 140 nuevos catalizadores han
sido desarrollados para producir esta reacción (A. García et al., 2014). Algunos de
ellos incluyen óxidos multicompuestos, sulfitos, y nitritos o metales de transición
como el sulfuro de cadmio(CdS), el zinc (Zn), el sulfuro de Molibdeno(MoS2) y el
wolframio (W), entre otros; sin embargo son de difícil acceso y más costosos que
el dióxido de Titanio (TiO2) (A. García et al., 2014).
La mayoría de investigaciones en fotocatálisis heterogénea para producir
hidrogeno se enfocan en la búsqueda de nuevos y más eficientes materiales para
este proceso y, en su mayoría, tienen en común el uso de dióxido de Titanio (TiO2)
como fotocatalizador de la reacción solo o dopado con otros materiales; en
suspensión o fijado en un soporte tratando estrictamente de encontrar las mejores
condiciones para obtener la producción máxima del combustible.
Otra tesis doctoral destacada es la desarrollada en 2012 por Pérez Larios en la
Universidad Autónoma Metropolitana de México en donde se describe el
desarrollo experimental para la producción catalítica de hidrogeno basándose en
la generación de nuevos materiales fotocatalíticos que mejoren el rendimiento de
la reacción. Esto a partir de modificaciones del semiconductor de dióxido de
Titanio con metales de transición lo cual explica de esta manera “Para obtener
fotocatalizadores más eficientes, es importante controlar las propiedades
electrónicas, micro-estructurales y superficiales del fotocatalizador. Por lo que se
sugieren ciertas estrategias para mejorar la actividad del semiconductor como:
a) Encontrar un nuevo material con una sola fase.
b) Ajustar el tamaño del bandgap del fotocatalizador, que absorba luz UV y visible.
c) Modificar la superficie del fotocatalizador depositando otros metales (co-
catalizador).
Estas estrategias deben de ser combinadas con el control de la síntesis del
material, modificando su cristalinidad, su estructura electrónica y su morfología a
escala nanométrica.”(Pérez Larios, 2012). Desarrolla nanoestructuras de TiO2-
MnO, TiO2-ZnO y TiO2-ZrO2 preparadas a través del método sol-gel (siendo el
método más utilizado y reportado en la bibliografía) a los que realiza una
caracterización rigurosa utilizando análisis termo-gravimétricos, espectroscopia de
distintos rangos y adsorción física de nitrógeno, para luego probar su eficiencia en
la producción de hidrogeno dentro de un fotorreactor. Los resultados, muestran
una mejora excepcional en la producción foto catalítica de hidrógeno, llegando a
aumentar entre 10 y 6 veces más la producción de hidrogeno respecto al uso de
un semiconductor de dióxido de Titanio sin dopaje.

45
En la mayoría de estos procesos uno de los agentes oxidantes más utilizados es
el peróxido de hidrógeno, el cual a nivel industrial puede implicar altos costes
económicos. Por tanto, se ha adelantado así mismo, estudios para reemplazar
dicha sustancia a partir de productos de fácil acceso e inclusive de origen natural.
De esta manera, autores como (Moeller Chávez, 2013) reportan la obtención de
peroxidasas de soya a partir de residuos industriales. La peroxidasa es una
enzima que cataliza la oxidación de un amplio número de sustancias orgánicas e
inorgánicas, la cual se puede extraer de varias plantas como el rábano, melocotón,
el ñame, yuca, alcachofa, batata, nabo y calabacín entre otros (Soto et al., 2010).
En el 2010 Soto et al., presentan en su trabajo una comparación en la
decoloración de un efluente proveniente de la industria textil de un municipio
antioqueño empleando extracto de alcachofa con actividad peroxidasa y peróxido
de hidrogeno. De este estudio se obtuvo como resultado que la muestra tratada
con extracto de alcachofa alcanzó una disminución en la absorbancia de 21.03 %
mientras la tratada con peróxido solo alcanzó un 12.32 % de reducción a 486 nm, y
de 17.13 % y 16.43%, respectivamente, a 598 nm alcanzando mejores resultados
cuando se combinan. Esto evidencia que el uso del extracto de alcachofa permite
lograr una decoloración similar a la del peróxido de hidrogeno, convirtiéndose en
una alternativa frente al uso de métodos convencionales los cuales generan
residuos causantes de problemas ambientales (Soto et al., 2010)

46
6. METODOLOGÍA
A continuación, se describe los procedimientos (ver ilustración 8) aplicados para el
diseño, construcción y puesta en marcha del prototipo a nivel de laboratorio, para
la generación fotoelectroquímica de hidrógeno en el tratamiento de aguas
residuales del proceso de teñido en la industria textil:
6.1. Ensayos Preliminares
6.1.1. Aplicación de Fotocatálisis heterogénea
Se realizaron ensayos con electrodos de Dióxido de titanio y contralectrodos
de ferroníquel para la producción foto catalítica de hidrogeno a través de la
foto activación mediante energía solar directa y exposición a luz UV en una
celda foto electroquímica construida para ese fin; sin la aplicación de una
corriente eléctrica externa. Se aplicaron a una muestra de agua con una
concentración de 200 mg/L del colorante Azul Índigo.
6.1.1.1. Construcción del mejor semiconductor
Los electrodos de dióxido de titanio se generaron a través de la adhesión de
películas de TiO2 en láminas de vidrio borosilicato y tirillas recicladas de PET
(Tereftalato de polietileno) por medio del método sol-gel como se muestra a
continuación:
Vidrio borosilicato
Se mezcló con agitación por cinco minutos 100 ml de Cloruro de Metileno
(Solvente Industrial), 20 g de Silicona Líquida y TiO2 Comercial según las
composiciones siguientes: 0.05 g, 0.1 g y 1 g. Se dejaron en reposo en
condiciones ambientales de Bogotá por 20 horas. Finalmente, se sometieron a
tratamiento térmico a 100 °C por una hora.
PET
Se utilizó el mismo procedimiento del numeral anterior. Sin embargo, la
cantidad de silicona se redujo a 0.6 g (siendo esta la cantidad en la que se
generó menor porcentaje de erosión según Marín, Navío, Rios, & Restrepo,
2008 ) por cada 100 ml. de Cloruro de Metileno; usando concentraciones de
dióxido de titanio de 3.2 % v/v, 4.6 % v/v y 5.6 v/v % respecto a la solución
soporte.
Dióxido de Titanio en Solución
Se realizaron también dos ensayos con dióxido de Titanio en suspensión
acuosa en concentraciones de 100 y 200 mg/L, respectivamente, adicionado

47
siempre en el inicio de los experimentos (Rodriguez, López, Peñuela, &
Agudelo, 2009).
Ilustración 8. Diagrama de Flujo de la Metodología.
INICIO
Ensayos
Preliminares
Establecimiento de parámetros
de diseño del fotorreactor de
Electrolisis y electrocoagulación
Parámetros establecidos: Fuente Lumínica (Luz UV Negra), fuente variable de
voltaje (6,9 y 12 V), caudales de entrada y salida (150 ml), concentración del
catalizador H2O2 (600 mg/L, 1200ng/L y 1800 mg/L, Volumen de gas
producido, concentración muestra problema (200 mg/L de colorante Azul
Índigo).
Formulación de Diseño
Experimental Factorial Diseño de 3x 3 x 2 con una réplica. Donde tenemos tres factores: Voltaje,
Concentración de H2o2 y Longitud de onda.
Construcción y puesta en
marcha del prototipo
Construcción y adecuación del prototipo en caja blanca. Ejecución de los 36
ensayos (30 minutos cada uno).
Aplicación de pruebas físicas
de calidad de aguas Parámetros físicos: turbidez, conductividad y pH.
Análisis Estadístico del diseño
experimental
Se utilizó para el análisis el software Minitab 17.0.1; para determinar condiciones óptimas
de funcionamiento.
Pruebas en Condiciones
óptimas de funcionamiento y
almacenamiento del gas
producido
Determinación dela presencia y
pureza del hidrógeno
Determinación de eficiencia del
hidrógeno producto del
prototipo
Redacción del Informe Final
Método de cromatografía de gases- Laboratorios de Ingeniería Química de la
Universidad Nacional.
Se determina la eficiencia energética del hidrógeno producto del prototipo
respecto a la cantidad de energía gastada para su funcionamiento.

48
6.1.2. Aplicación de Electrólisis y electrocoagulación
Se realizaron ensayos con tres tipos diferentes de electrodos: cobre,
ferroníquel y grafito con el fin de determinar ventajas y desventajas de cada
uno en el proceso. Se utilizó una fuente variable de voltaje y una muestra de
agua de 200 mg/L del colorante azul índigo.
6.2. Establecimiento de los parámetros de diseño del fotorreactor de electrólisis y
electrocoagulación:
6.2.1. Materiales de construcción del fotorreactor
El fotorreactor consistió en un montaje conformado por un recipiente de vidrio
borosilicato (material adecuado por su alta transmisividad de luz en el rango
del UV, además de su bajo contenido de hierro y resistencia a la degradación,
cambios de temperatura y presión (Blanco et al., 2004)) con capacidad para
212 ml. de agua. El sistema es cerrado por una tapa metálica desde donde se
suspenden los electrodos con cables de cobre los cuales se encuentran
conectados directamente a la fuente variable de voltaje.
Los electrodos que se utilizaron; tanto ánodo como cátodo son de grafito
sólido, un material inerte que se caracteriza por no participar en la reacción
química y no sufrir desgaste pero que sí permite el paso de la corriente.
6.2.2. Fuente Lumínica
Luz Ultra Violeta (Luz negra)
Se utilizaron 4 lámparas de luz negra Nippon de 6 watts las cuales tienen una
longitud de onda que oscila entre los 360 nm y 404 nm.
6.2.3. Fuente Variable de Voltaje
Se utilizó una fuente variable de Voltaje de la marca Mean Well (MW) de 2
Amperios con capacidad para aplicar una intensidad de corriente entre 3 a 12
V. Se usó 3 Voltajes: 6, 9 y 12 V. Se determinó que la electrólisis sólo se
genera a partir de una diferencia de potencial superior a 1.23 eV (Un electrón
voltio es igual a la variación de energía potencial que experimenta un electrón
al moverse desde un punto A. a un punto B.), sin embargo, según las
condiciones de potencia necesario en el medio, la mejor opción es utilizar
voltajes por encima de 3 Voltios.

49
6.2.4. Caudales de entrada y salida de la muestra problema
El volumen de fluido que ingresó al fotorreactor es de 150 ml. para cada
ensayo (30 minutos cada uno); siendo el mismo volumen recolectado al final
de cada ensayo (Caudal del sistema: 5x10-6 m3/min.)
6.2.5. Concentración del agente catalizador de la reacción foto
electroquímica (peróxido de hidrógeno)
Se utilizaron tres concentraciones de peróxido de hidrogeno: 600 mg/L, 1200
mg/L y 1800mg/L ya que concentraciones superiores pueden interferir en la
formación del gas; debido a que sufren recombinaciones entre radicales
hidroxilo para formar de nuevo la molécula de peróxido de hidrogeno o
radicales per hidroxilo que no contribuyen a la reacción de oxidación (Pey
Clemente, 2010).
Se utilizó peróxido de hidrógeno con una pureza del 30 % (Concentración V/V
que se reporta de manera más frecuente en el estado del arte) y se
prepararon las siguientes concentraciones por cada litro de muestra: 600
mg/L, 1200 mg/L y 1800 mg/L agregando 1 ml a la muestra al inicio de cada
ensayo para la ejecución del diseño experimental.
6.2.6. Volúmenes de gas producido
El gas que se desprendió de la reacción se midió utilizando el ensayo de la
probeta invertida. El gas que se destinó para el análisis de cromatografía de
gases, se almacenó en bolsas de plástico de
polipropileno/poliamida/polietileno (Viaflex –Baxter) de 500 ml; bolsas
utilizadas comúnmente para el almacenamiento y suministro de suero
fisiológico hospitalario. Estas bolsas recibieron el suministro a través de una
jeringa de 5 ml, que a su vez funciona como burbujeador.
6.2.7. Preparación de la muestra para pruebas piloto
Se preparó una muestra de agua con una concentración de 200 mg/L del
colorante Azul Índigo; concentración reportada con mayor frecuencia en las
aguas residuales textiles vertidas, después de haber sido utilizado dicho
colorante.
6.3. Formulación del diseño experimental factorial
Se utilizó este tipo de diseño experimental, ya que permite conocer todas las
posibles combinaciones de los niveles en cada ensayo completo; es decir,
reconocer la interacción entre los factores y su incidencia en una variable
respuesta. Los factores fueron tres: la concentración del peróxido de Hidrógeno
(catalizador), el voltaje aplicado para la reacción de electrólisis y la presencia o
no (Fase oscura) de luz en el rango UV (Longitud de onda entre los 360 nm y

50
405 nm), de los cuales la concentración de peróxido de hidrógeno y el voltaje
presentaron 3 niveles de interacción cada uno, mientras el factor de la longitud
de onda de la luz incidente, sólo presentó dos niveles, como se muestra a
continuación:
Tabla 8. Factores y dominio experimental. Fuente: Autores, 2016.
Factores Dominio Experimental
Nivel Bajo Nivel Medio Nivel Alto
A: Tensión eléctrica - Voltaje (V)
6 9 12
B:Concentración Peróxido de Hidrógeno (mg/L)
600 1200 1800
C: Longitud de onda ( nm) 0 - 360
Nota: La frecuencia e intensidad lumínica son iguales y constantes para cada uno de los ensayos teniendo
dos variaciones; una sin presencia de luz y otra bajo luz Negra (Longitud de onda entre 360nm - 405nm).
Con la ejecución del diseño experimental se obtuvo un total de 18 ensayos con su
respectiva réplica (36 ensayos). Evaluando la efectividad de la reacción en dos
ambientes diferentes, uno en fase oscura u otro en presencia de luz en el rango
UVA convirtiéndose estos en los factores cualitativos del diseño experimental. De
esta forma, se asignó una letra a cada factor (Variable) y un número
representando los niveles de su respectivo factor así:
Tabla 9. Factores y sus respectivos niveles experimentales. Fuente: Autores, 2016.
A: Tensión Eléctrica (Voltios) B: Concentración de Peróxido de
Hidrógeno (mg/L) C: Longitud de Onda
(nm)
A1 6 B1 600 C1 0
A2 9 B2 1200 C2 360
A3 12 B3 1800
Teniendo esta asignación representativa, se construyó el diseño de experimentos
asignándole a cada uno un código específico de acuerdo a los niveles de cada
factor que interviene en él, así:

51
Tabla 10. Diseño de Experimentos – Replica 1 y Replica 2. Fuente: Autores, 2016.
R1 B1 B2 B3
C1 C2 C1 C2 C1 C2
A1 A1B1C1 A1B1C2 A1B2C1 A1B2C2 A1B3C1 A1B3C2
A2 A2B1C1 A2B1C2 A2B2C1 A2B2C2 A2B3C1 A2B3C2
A3 A3B1C1 A3B1C2 A3B2C1 A3B2C2 A3B3C1 A3B3C3
R2
B1 B2 B3
C1 C2 C1 C2 C1 C2
A1 A1B1C1* A1B1C2* A1B2C1* A1B2C2* A1B3C1* A1B3C2*
A2 A2B1C1* A2B1C2* A2B2C1* A2B2C2* A2B3C1* A2B3C2*
A3 A3B1C1* A3B1C2* A3B2C1* A3B2C2* A3B3C1* A3B3C3*
6.4. Construcción y puesta en marcha del prototipo
Se construyó el prototipo adecuándolo en una caja de madera con tapa con cierre
hermético, de color blanco brillante en su interior para evitar al máximo posible, la
absorción de luz por parte de las paredes del material. Así, se permite que la luz
se refleje en las paredes de la caja y de esta manera, incida directamente sobre el
prototipo mejorando el rendimiento de la reacción.
Se realizó por 30 minutos cada uno de los 36 ensayos que sirvieron como pruebas
piloto para determinar las mejores condiciones de funcionamiento del prototipo de
acuerdo a la presencia o no de la luz de rango UVA-(Luz negra de 360 nm a
405nm) en la producción de hidrógeno. Para cada grupo de ensayos se variaron la
concentración del peróxido de hidrógeno y el voltaje aplicado, a través de la fuente
variable de voltaje en tres niveles predefinidos para cada uno de los factores como
lo muestra la tabla 8; y se midió al final de cada ensayo el volumen de gas
producto de la reacción.
Nota: El prototipo no utilizó membrana de separación de gases por la dificultad en
la consecución de un material que no generase resistencia en el electrolito
disminuyendo así la eficiencia de la reacción en la producción de hidrógeno.
6.5. Aplicación de pruebas físicas de calidad de aguas.
Finalmente, en cada una de las muestras de agua (previamente filtradas con papel
de filtro) producto de cada ensayo se realizó el análisis de calidad de aguas
evaluando los siguientes parámetros físicos: turbidez, conductividad y pH en el
Laboratorio de Calidad de Aguas de la Universidad Distrital –Famarena; con el fin
de documentar una posible asociación entre el volumen de hidrógeno producido y
la mineralización del colorante de azul índigo dentro del reactor.

52
6.6. Análisis Estadístico del Diseño Experimental
Con los volúmenes obtenidos en cada uno de los ensayos (36 ensayos); se realizó
un análisis estadístico al diseño experimental planteado que, en este caso, es un
diseño factorial 3x3x2. Este análisis se desarrolló en el software Minitab 17.0.1
(Licencia conferida a Microsoft- License agreement 17.1.0.0 © 2013 Minitab Inc.)
para obtener el modelo de regresión factorial de los datos y la tabla ANOVA
(Análisis de varianza) los cuales permitieron conocer las mejores condiciones de
funcionamiento del prototipo.
Con los datos de los análisis de calidad de agua aplicados (turbidez, conductividad
y pH) se realizó un análisis de correlación respecto a la variable respuesta del
diseño experimental: el volumen de gas recolectado. Este análisis permitió
determinar si estos parámetros podrían ser un indicador del avance de la reacción
de electrocoagulación y la producción de hidrógeno, teniendo en cuenta, que
paralelamente a estos fenómenos ocurre la mineralización del colorante.
Nota:
Fase Oscura: Reacción electroquímica sin presencia de luz.
Fase con luz en el rango UV: Reacción fotoelectroquímica con presencia de luz
UV de longitud de onda 360 nm.
6.7. Pruebas en condiciones óptimas de funcionamiento
De acuerdo a las mejores condiciones de funcionamiento identificadas en el
numeral 6.6, se llevó a cabo un ensayo dónde se replicaron las mismas
condiciones. El gas producto se almacenó para la posterior determinación de la
presencia y pureza por medio de un análisis de cromatografía de gases realizado
por los laboratorios de Ingeniería Química de la Universidad Nacional de
Colombia.
6.8. Determinación de la presencia y pureza del hidrógeno.
Es necesario aclarar que el término pureza se refiere a la concentración de
hidrogeno presente en la muestra de gas extraída del reactor.
La determinación de pureza y/o concentración del hidrogeno se realizó por el
método de cromatografía de gases en los laboratorios de Ingeniería Química de la
Universidad Nacional de Colombia.
6.9. Determinación de eficiencia del Hidrógeno producto del prototipo.
Se determinó la eficiencia energética del hidrógeno producto del prototipo respecto
a la cantidad de energía gastada para su funcionamiento, para lo cual se
registraron y evaluaron las mejores condiciones de operación del dispositivo para
la producción de hidrógeno, de acuerdo, a los resultados referidos por el diseño
experimental. Así se midieron las siguientes variables:

53
Tiempo (s): Período de tiempo en segundos, en el cual se lleva a cabo
la electrólisis y la mineralización del colorante, a través de la puesta en
marcha del dispositivo (fuente variable de voltaje).
Voltaje Aplicado (V): Potencial eléctrico en la celda electroquímica
expresado en voltios.
Corriente Eléctrica (A): Flujo de carga eléctrica por unidad de tiempo
que recorre un material. Se expresa en C/s (coulumbs/segundo) o A
(amperios). Esta corriente eléctrica depende del flujo que transmite la
fuente variable de voltaje.
Potencia Eléctrica (W): Relación del paso de energía de un flujo por
unidad de tiempo; expresada en W (vatios). Un vatio es igual a la
multiplicación entre la corriente eléctrica y el voltaje aplicado (V x A= W).
Temperatura (°C): Temperatura promedio en la ciudad de Bogotá.
Energía (J): Cantidad de energía desprendida en forma de calor en
julios.
Volumen de gas de hidrógeno desprendido (cm3): Cantidad de
hidrógeno desprendido y almacenado producto de la reacción
fotoelectroquímica.
La eficiencia se calculó mediante la razón de la energía obtenida en forma de
hidrógeno y la energía suministrada al reactor. Para ello se siguió el procedimiento
descrito por (Bailón Martínez, 2013), así:
𝜀 =𝑚 ∗ 𝑄
∫ 𝑉 ∗ 𝐼𝐶 𝑑𝑡𝑡
0
𝑥 100
Donde,
ε = Eficiencia energética del prototipo.
V*IC*T= Energía de entrada al sistema.
m= Masa del hidrógeno.
Q= Energía liberada del hidrógeno (141,9 KJ/g).
Para hallar la masa del hidrógeno, se determinó en primera medida la cantidad de
moles de gas con la ecuación de gas ideal, utilizando el volumen de gas
desprendido y la presión atmosférica en la ciudad de Bogotá:
𝑃𝑉 = 𝑛𝑅𝑇,
Donde el volumen está medido en m3, la presión atmosférica (560 mmHg) en Pa,
R es la constante universal de los gases con un valor de 8,135 J/molK y la
temperatura en K. Una vez obtenido el número de moles, se considera que una

54
mol de hidrógeno molecular tiene una masa de 2 gramos. La masa estimada
entonces se multiplica por el valor de Q.
6.10. Redacción del Informe Final a partir de los resultados obtenidos de la
fase experimental.

55
7. RESULTADOS
7.1. Resultados de pruebas preliminares
7.1.1. Aplicación de Fotocatálisis heterogénea
Se construyó un prototipo de celda para fotocatálisis heterogénea como se
muestra a continuación:
Ilustración 8. Prototipo de Celda para fotocatálisis Heterogénea. Fuente: Autores, 2016.
En la ilustración 8, se pueden observar dos balones con desprendimiento lateral
de 250 ml en vidrio borosilicato conectados entre sí con una manguera que
soportaba el líquido en toda el área de contacto. En uno de los balones se
disponían los electrodos de dióxido de titanio (Color Blanco); mientras en el otro se
disponían los contra electrodos de Ferroníquel (Alambre para resistencias a base
de ferroníquel). Se esperaba entonces que la luz de rango UV y la incidencia de la
radiación solar directa realizaran la fotoactivación del dióxido de titanio generando
pares de electrón-hueco que migrasen en la superficie del catalizador y se dieran
los procesos de oxidación y reducción que generarían hidrógeno y oxígeno. Se
utilizó dióxido de titanio comercial Anatasa, distribuido por la comercializadora
Químicos Campota, del cual no se tenía certeza de su porcentaje de pureza.
Se utilizaron dos materiales para fijar el dióxido de titanio: láminas de vidrio de 2.5
cm x 7.5 cm y grosor de 1 mm (Laminas portaobjetos) y tirillas de PET reutilizado
de botellas de plástico con medidas de 1 cm x 7 cm de calibre delgado.
Los electrodos de vidrio presentaron buena consistencia; superficies lisas en
concentraciones bajas (0.05 g) y más rugosas a mayor concentración de dióxido

56
de titanio (0.1 g y 1 g) (ver ilustración 9.). En comparación a los electrodos de PET
estos presentaron menor erosión; sin embargo, después de un uso continuo por
más de 24 horas debieron cambiarse por electrodos nuevos, ya que empezó a
desprenderse la silicona.
Ilustración 9. Fabricación de electrodos de dióxido de titanio fijado por método sol-gel con silicona líquida en láminas de vidrio. Fuente: Autores, 2016.
Los electrodos de PET fueron menos consistentes. Cuando se sumergieron en la
solución de cloruro de metileno perdieron su forma plana y empezaron a enrollarse
y encogerse; fenómeno que aumentó cuando se sometieron al tratamiento
térmico. Para las tres concentraciones usadas de dióxido de titanio 3.2 %, 4.6 % y
5.6 % se observaron superficies irregulares y rugosas al parecer debido a la
drástica reducción de silicona (únicamente se usaron 0.6 g) respecto a los
electrodos de vidrio. Así mismo estos presentaron mayor erosión que los
electrodos de vidrio desde la aplicación del proceso térmico. Al momento de
realizar los ensayos y sumergir los electrodos en agua; el desprendimiento del
material adherido al PET aumentó, como se evidencia en la ilustración 10.

57
Ilustración 10. Fabricación de electrodos de dióxido de titanio fijado por método sol-gel con silicona líquida en PET. Fuente: Autores, 2016.
Se realizaron los ensayos correspondientes para cada tipo de electrodos (ver
ilustración 11.); ubicándolos en el prototipo y registrando la producción de gas y la
pérdida de la coloración en el agua de acuerdo con su interacción con la luz y 2
ml/L de peróxido de hidrógeno al 2% y se pudo constatar que:
La producción de gas era mínima; se necesitaron de 2 o 3 días para
recolectar al menos 30 ml del gas.
Los electrodos tanto de PET como de vidrio borosilicato sufrieron
desgaste y erosión progresiva en el proceso.
Al realizar el análisis de cromatografía de gases al gas recolectado no
hubo presencia de hidrógeno; sólo oxígeno.

58
Hubo una progresiva y lenta disminución de la coloración en el agua
(posterior a dos o tres días) que previamente se preparó con una
concentración de 200 mg/L de azul índigo, como se evidencia en la
ilustración 12 y 13; pero se cree, que el fenómeno depende más de la
interacción entre el peróxido de hidrógeno y la luz que de una reacción
de fotocatálisis heterogénea o la reacción no fue lo suficientemente
fuerte ya que no se produjo hidrógeno en la misma. Esto pudo
generarse por la calidad (pureza) del dióxido de titanio utilizado, la
aplicación del método y los equipos y materiales para el desarrollo
óptimo del mismo.
Se decidió entonces cambiar la metodología para la producción de hidrógeno y se
utilizó energía eléctrica proveniente de una fuente variable de voltaje para generar
una electrólisis y electrocoagulación asistida con peróxido de hidrógeno.
Ilustración 11. Ensayos preliminares para Fotocatálisis Heterogénea. Fuente: Autores, 2016.

59
Ilustración 12. Evolución de la decoloración del agua – Electrodos de dióxido de titanio en PET. Fuente: Autores, 2016.
Ilustración 13. Evolución de la decoloración del agua – Electrodos de dióxido de titanio en Vidrio. Fuente: Autores, 2016.
La prueba realizada con el dióxido de titanio en suspensión para las dos concentraciones: 100 mg/L y 200 mg/L no mostró signos de producción de gas. Si hubo decoloración progresiva (evidenciado a través de un ejercicio de percepción la pérdida del color aparente), pero muy lenta siendo necesarios al menos 6 días después del inicio del ensayo.

60
7.1.2. Aplicación de Electrólisis y electrocoagulación
La evaluación de los tres materiales probados como electrodos en esta etapa fue
meramente cualitativa y de observación, así (ver tabla 11):
Tabla 11. Tabla comparativa entre materiales utilizados como electrodos.
Tipo de Electrodo Descripción Ventajas Desventajas
Electrodos de
ferroníquel
Alambre de
ferroníquel plano de
0.5 cm de ancho.
Buen conductor de la
corriente eléctrica.
Muy poca área
superficial para la
conducción de la
corriente eléctrica
necesaria para que
ocurriese la reacción.
Además, al estar
involucrado en una
reacción de óxido-
reducción genera
óxidos e hidróxidos de
hierro y níquel que
terminan mezclados
con los lodos
residuales del
proceso. Se degrada y
oxida muy fácilmente
por lo que era
necesario cambiarlo
para cada nuevo
ensayo.
Electrodos de
cobre
Electrodo en forma
tubular con un
diámetro 2.5 cm y alto
de 3 cm (ver
ilustración 14).
Ofrece mejor área
superficial para la
iniciación de la
reacción de
electrólisis. Muy buen
conductor de la
corriente eléctrica.
Menos resistente a la
oxidación y corrosión,
haciendo difícil su
mantenimiento y
provocando un cambio
de la pieza cada tres
ensayos como
mínimo. Participa en
la reacción, lo que
permite la formación
de óxidos de cobre
que hacen a los lodos
resultantes mucho
menos
biodegradables.

61
Electrodos de
grafito
Electrodo con las
siguientes medidas:
1.3 cm de largo, 0.6
cm de ancho y 0.5 cm
de alto; un área
superficial 3.46 cm2.
Los electrodos de
grafito presentan una
clara ventaja frente a
los demás materiales
utilizados como
electrodos debido a
que están
aglomerados por un
material inerte; es
decir este no participa
en la reacción sólo
permite el paso de la
corriente eléctrica;
evitando así sumar
sustancias químicas
contaminantes o que
generaría interferencia
en la producción de
los lodos.
Es un material con
menor conductividad
respecto de los otros
materiales, pero
suficiente para
generar una
electrólisis en el agua.
Ilustración 14.Electrodo de Cobre. Fuente: Autores, 2016.
7.2. Diseño y construcción (Parámetros de Diseño) del Prototipo de reactor foto
electroquímico
Se construyó un reactor foto electroquímica con 5 electrodos y 5 contra electrodos
de grafito en forma de paralelepípedo. Fue utilizado el grafito por ser un material
inerte que no participa en las reacciones de óxido-reducción ni de degradación
química del colorante, además, es un material conductor que únicamente permite
el paso de los electrones; por tanto, no se generó ningún óxido o hidróxido
metálico en los lodos residuales de la operación (ver lustración 15).
Están conectados de manera mono polar en paralelo; teniendo cinco cátodos
(conectados entre sí) y cinco ánodos (conectados entre sí) cada uno con medidas
de 1.3 cm de largo, 0.6 cm de ancho y 0.5 cm de alto; un área superficial 3.46 cm2
de contacto en dónde se realiza la reducción (Cátodo) con un área superficial de

62
17.3 cm2 y para la oxidación (Ánodo) de 17.3 cm2 respectivamente. La distancia
entre ánodos y cátodos fue de, aproximadamente, 2 cm (ver lustración 15).
Ilustración 15. Electrodos de grafito y celda electroquímica. Fuente: Autores,2016.
Dichos electrodos van conectados con soldadura por medio de un resorte metálico
a un alambre de cobre que provee la energía desde la fuente variable de Voltaje
marca Mean Well (MW) de 2 Amperios con capacidad para aplicar un voltaje entre
3 a 12 V; siendo el cátodo (Cable negro – carga negativa) en dónde se desarrolla
la reducción y se produce hidrógeno; mientras en el ánodo (Cable rojo – carga
positiva) ocurre una oxidación y se generan gases como oxígeno, dióxido de
carbono y nitrógeno.
Ilustración 16. Fuente Variable de Voltaje conectada al prototipo. Fuente: Autores, 2016.
El recipiente que funciona como celda electrolítica tiene una capacidad de 212 ml
y está hecho de vidrio borosilicato de 2 mm de espesor; vidrio adecuado que
favoreció la transmisividad de la luz en el rango del UV, dado su bajo contenido de
hierro. Este recipiente cuenta con una tapa metálica de color blanco que es

63
atravesada por los cables desde donde se suspenden los electrodos (ver
ilustración 16).
De la tapa metálica, se desprende una pequeña manguera de 0.5 cm de diámetro
cuya finalidad era permitir el paso del gas generado por la reacción dentro de la
celda electroquímica hacia un burbujeador (Instrumento de seguridad que facilita
la observación del desprendimiento de gas) por medio de una aguja hipodérmica
que penetra las paredes de una jeringa de 5 ml llena con 3 ml de agua. De la
jeringa se deprende otra manguera, que permite el desplazamiento del gas hacia
la estructura de probeta invertida; y así medir en mililitros (ml.) la cantidad de gas
que resulta del proceso electroquímico (ver ilustración 17).
Ilustración 17. Sistema de Probeta Invertida. Fuente: Autores, 2016.
Este sistema se adecuó en una caja de madera con tapa de dimensiones: 50 cm x
40 cm x 30 cm; que permite cerrar herméticamente el dispositivo y someterlo a las
condiciones experimentales para la ejecución de los ensayos; la fase oscura (sin
presencia de luz) y la fase en presencia de luz en el rango UV. Sus paredes de
color blanco brillante, evitaron al máximo la absorción de luz por parte de las
paredes permitiendo que reboten tales ondas e incidan directamente el dispositivo
(ver ilustración 18 y 19).

64
Ilustración 18. Caja de madera en dónde se adecua el prototipo. Fuente: Autores, 2016.
Ilustración 19. Prototipo funcionando bajo luz UV con lámparas de luz negra. Fuente: Autores, 2016.
Cuando se requería almacenar el gas producto de la reacción; se retiraba el
sistema de probeta invertida y se conectaba una bolsa de plástico de
polipropileno/poliamida/polietileno (Viaflex –Baxter) de 500 ml por medio de una
aguja hipodérmica a la jeringa-burbujeador para permitir el paso de gas.
Previamente a la bolsa se le extraía todo el aire a través de succión por medio de
una válvula schrader (Válvula para llanta de bicicleta) que fue adecuada a una de
las salidas de la Bolsa. En la otra salida de la bolsa, había un tapón elástico el cual
se podía inyectar sin que se escape el gas (ver ilustración 20).

65
Ilustración 20. Sistema de almacenamiento del gas. Bolsa (Viaflex –Baxter) de 500 ml. Fuente: Autores, 2016.
El peróxido de hidrogeno utilizado fue adquirido en la comercializadora Químicos
Campota, en una concentración de 30 % V/V. Cada una de las muestras en
concentraciones diferentes de peróxido de hidrógeno que se utilizaron en el
experimento se prepararon aforando volúmenes previamente calculados con agua
destilada. Así mismo el colorante azul índigo utilizado es una presentación
comercial del mismo de Marca: Iris- Tinte para telas color # 36 Azul Indigo –
Denim Blue producido por Nabonasar Martinez & CIA S.A.
7.3. Ejecución de las pruebas piloto aplicando el Diseño Experimental 3x3x2
Se corrieron 36 ensayos, de acuerdo, a lo planteado en el diseño experimental (18
ensayos y una réplica), por un período de tiempo de 30 minutos.
A través, de la utilización del ensayo de la probeta invertida, se pudo determinar la
cantidad de hidrógeno producido, medido en mililitros/hora.
En la tabla 12, se consolidan los resultados obtenidos a nivel experimental para
cada uno de los ensayos:

66
Tabla 12. Resultados de Producción de Hidrógeno (ml/Hora) para los 18 ensayos planteados y su
respectiva réplica. Fuente: Autores, 2016.
Tabla de Resultados. Producción de H2 (ml/Hora)
Condiciones Experimentales
Producción de Hidrógeno (ml/ Hora) 1 Hora de Funcionamiento
Replica 1 Replica 2
# Ensayo Código Fase Oscura
1 A1B1C1 H2O2 600 mg/L – 6 V 13 12
2 A2B1C1 H2O2 600 mg/L - 9V 30 28
3 A3B1C1 H2O2 600 mg/L - 12V 35 35
4 A1B2C1 H2O2 1200 mg/L - 6V 8 10
5 A2B2C1 H2O2 1200 mg/L - 9V 28 26
6 A3B2C1 H2O2 1200 mg/L - 12V 40 48
7 A1B3C1 H2O2 1800 mg/L - 6V 12 11
8 A2B3C1 H2O2 1800 mg/L - 9V 23 30
9 A3B3C1 H2O2 1800 mg/L - 12V 46 38
Luz UV
10 A1B1C2 H2O2 600 mg/L – 6 V 26 16
11 A2B1C2 H2O2 600 mg/L - 9V 36 29
12 A3B1C2 H2O2 600 mg/L - 12V 28 40
13 A1B2C2 H2O2 1200 mg/L - 6V 16 8
14 A2B2C2 H2O2 1200 mg/L - 9V 30 26
15 A3B2C2 H2O2 1200 mg/L - 12V 60 46
16 A1B3C2 H2O2 1800 mg/L - 6V 16 12
17 A2B3C2 H2O2 1800 mg/L - 9V 26 22
18 A3B3C2 H2O2 1800 mg/L - 12V 45 34
De manera preliminar, los datos producto de las observaciones, sugieren un leve
aumento en la producción de hidrogeno cuando el proceso se realiza bajo la
incidencia de la radiación UV, respecto al momento en el que el dispositivo
funciona en fase oscura (sin la presencia de luz). A continuación, a través de dos
gráficas de líneas que describen el comportamiento de los resultados bajo
condiciones de luz en rango UV y Fase Oscura:

67
Gráfica 4. Comportamiento de la producción de hidrógeno en Fase Oscura. Fuente: Autores, 2016.
En la gráfica 4, se observa como la producción de hidrogeno aumenta a la vez que
aumenta el voltaje aplicado para la posible reacción. No ocurre así, con el
aumento en la concentración de peróxido de hidrógeno, la sustancia catalizadora,
que no sugiere importancia en el comportamiento del sistema, ya que las
observaciones varían de manera aleatoria, lo que hace menos predecible el
fenómeno, ya que para cada voltaje el comportamiento difiere drásticamente.
En la gráfica 5, se pueden destacar los siguientes hechos: se demuestra que la luz
UV interactúa claramente en la reacción. Al igual que en la gráfica 4, se distingue
que, a mayor voltaje aplicado en la celda, la producción de hidrógeno aumenta
igualmente, pero la distancia entre las líneas de cada voltaje disminuye porque
para los tres voltajes la producción de hidrogeno fue mayor en presencia de luz
UV que sin ella. La concentración de peróxido de hidrógeno en este caso si
muestra una tendencia en referencia a la producción de hidrógeno, por lo menos
para los dos primeros valores de voltaje (6 y 9 Voltios): la cantidad de hidrógeno
producido parece disminuir a medida que aumenta la concentración del
catalizador. Situación que no se pudo generalizar, cuando en las condiciones de
dispositivo es aplicado un voltaje de 12 V, en dónde fue notorio que la mayor
producción de hidrógeno es la mejor cuando la concentración de peróxido de
hidrógeno es de 1200 mg/L.
A1B1C1
A1B2C1
A1B3C1
A2B1C1 A2B2C1
A2B3C1
A3B1C1
A3B2C1
A3B3C1
A1B1C1* A1B2C1* A1B3C1*
A2B1C1* A2B2C1*
A2B2C1
A3B1C1*
A3B2C1*
A3B3C1*
0
10
20
30
40
50
60
600 1200 1800
Pro
ducció
n d
e H
idró
geno(m
l/H
ora
)
Concentración de H2O2 (mg/L)
Producción de Hidrógeno en Fase Oscura
A1= 6V Replica 1
A2=9V Replica 1
A3=12V Replica 1
A1*= 6V Replica 2
A2*=9V Replica 2
A3*=12V Replica 2

68
Gráfica 5. Comportamiento de la producción de hidrógeno en presencia de Luz UV. Fuente: Autores, 2016.
7.4. Análisis de la Calidad de Aguas de las muestras producto de los ensayos.
Las pruebas de calidad de agua se realizaron en el laboratorio de Suelos de la
Universidad Distrital Francisco José de Caldas – FAMARENA utilizando los
siguientes equipos:
Ilustración 21. Turbidímetro utilizado en el análisis de Calidad de Aguas. Fuente: Autores, 2016.
A1B1C2
A1B2C2 A1B3C2
A2B1C2 A2B2C2
A2B3C2 A3B1C2
A3B2C2
A3B3C2
A1B1C2*
A1B2C2* A1B3C2*
A2B1C2* A2B2C2*
A2B3C2*
A3B1C2* A3B2C2*
A3B3C2*
0
10
20
30
40
50
60
70
600 1200 1800
Pro
ducció
n d
e H
idró
geno (
ml/H
ora
)
Concentración H2O2 (mg/L)
Producción de Hidrógeno en presencia de Luz UV
A1= 6V Replica 1
A2= 9V Replica 1
A3= 12 V Replica 1
A1*= 6V Replica 2
A2*=9V Replica 2
A3*= 12V Replica 2

69
Conductímetro de campo.
Turbidímetro-Micro TPW Field Portable - HfScientific
Papel Indicador Universal pH1-14 de Machery Nagel
Tabla 13. Resultados de los parámetros Conductividad, pH y Turbidez para los 18 ensayos planteados y su respectiva réplica. Fuente: Autores, 2016.
Tabla de Resultados. Conductividad, pH, turbidez
Condiciones Experimentales Conductividad (microsiemens)
p.H (Papel Indicador)
Turbidez (NTU)
0,5 Horas de Funcionamiento
Replica 1
Replica 2
Replica 1
Replica 2 Replica
1 Replica
2
# Ensayo Código
Fase Oscura
1 A1B1C1 H2O2 600 mg/L – 6 V 581 617 6-7 6-7 0,99 4,63
2 A2B1C1 H2O2 600 mg/L - 9V 572 598 6-7 6-7 2,11 2,64
3 A3B1C1 H2O2 600 mg/L - 12V 573 602 6-7 6-7 1,33 0,94
4 A1B2C1 H2O2 1200 mg/L - 6V 574 609 6-7 6-7 1,03 0,47
5 A2B2C1 H2O2 1200 mg/L - 9V 572 582 6-7 6-7 2,83 11,14
6 A3B2C1 H2O2 1200 mg/L - 12V 623 598 6-7 6-7 3,27 1,23
7 A1B3C1 H2O2 1800 mg/L - 6V 615 597 6-7 6-7 5,41 0,17
8 A2B3C1 H2O2 1800 mg/L - 9V 626 574 6-7 6-7 4,07 0,31
9 A3B3C1 H2O2 1800 mg/L - 12V 591 581 6-7 6-7 2,42 0,62
Luz UV
10 A1B1C2 H2O2 600 mg/L – 6 V 600 517 6-7 6-7 3,8 3,11
11 A2B1C2 H2O2 600 mg/L - 9V 502 492 6-7 6-7 10,28 0,28
12 A3B1C2 H2O2 600 mg/L - 12V 530 472,1 6-7 6-7 1,37 0,66
13 A1B2C2 H2O2 1200 mg/L - 6V 547 527 6-7 6-7 0,48 2,08
14 A2B2C2 H2O2 1200 mg/L - 9V 508 480 6-7 6-7 1,51 1,96
15 A3B2C2 H2O2 1200 mg/L - 12V 472,8 472,9 6-7 6-7 0,68 0,84
16 A1B3C2 H2O2 1800 mg/L - 6V 528 491 6-7 6-7 10,55 4,19
17 A2B3C2 H2O2 1800 mg/L - 9V 475 489,7 6-7 6-7 4,8 1,36
18 A3B3C2 H2O2 1800 mg/L - 12V 495,1 465,5 6-7 6-7 4,08 4,19
Blanco Agua Destilada 229 6-7 6-7 0,15
Control 200 mg/L Indigo 546 6-7 6-7 0,79

70
Al observar los datos de manera preliminar (ver tabla 13), se puede apreciar que el
potencial de hidrógeno (pH) es un factor que permanece constante en los
ensayos; no cambia después de realizado el tratamiento electroquímico tanto en
fase oscura como en presencia de Luz UV.
La remoción casi completa del color es apreciable en todas las muestras. Se
intentó relacionar este resultado con la medida de la turbidez; sin embargo, los
resultados de dicho parámetro no mostraron un comportamiento o tendencia
esperada de acuerdo a la perdida visible del color, como se puede apreciar en las
ilustraciones 22 y 23.
Ilustración 22. 36 muestras de agua obtenidas de los ensayos en el reactor; comparadas con la muestra sintética original. Fuente: Autores, 2016.
Ilustración 23. De izquierda a derecha: Muestra obtenida del reactor después de 30 minutos de funcionamiento; el blanco (agua destilada) y la muestra sintética de concentración 200 mg/L de
Azul índigo. Fuente: Autores, 2016.
Al realizar una observación superficial a la tabla 13, los parámetros medidos no
parecen presentar ningún tipo de tendencia u orden. No obstante, los datos se
organizan en las siguientes gráficas para identificar tendencias y comportamientos

71
de los parámetros de calidad de agua frente a los factores y condiciones de
funcionamiento del prototipo:
Conductividad
Gráfica 6. Comportamiento de la conductividad después del tratamiento electroquímico realizado en Fase Oscura. Fuente: Autores, 2016.
Como es posible observar en la gráfica 6, no existe ninguna tendencia o relación
clara entre los datos que permitan afirmar que a un mayor o menor voltaje
aplicado o con la variación de la concentración de peróxido de hidrogeno la
conductividad será menor o mayor. Aunque se pretendía relacionar este
parámetro físico con el contenido de materia orgánica soluble en el agua; éste, no
parece ser un buen indicador del mismo ya que inclusive entre réplicas de un
mismo ensayo las diferencias son drásticas. La mayoría de los datos de
conductividad superan por mucho a la conductividad de la muestra sintética de
concentración 200 mg/L de azul índigo lo que nos indica que la cantidad de
sustancias solubles e iónicas aumentó en el agua, debido a la formación de
precipitados.
A1B1C1
A1B2C1
A1B3C2
A2B1C1
A2B2C1
A2B3C1
A3B1C1 A3B2C1
A3B3C1
A1B1C1*
A1B2C1*
A1B3C1* A2B1C1*
A2B2C1*
A2B3C1*
A3B1C1*
A3B2C1*
A3B3C1*
540
550
560
570
580
590
600
610
620
630
640
600 1200 1800
Co
nd
uct
ivid
ad (
mic
ro s
iem
en
s)
Conductividad vs Concentración de H2O2 Fase Oscura
A1= 6V Replica 1
A2= 9V Replica 1
A3=12 V Replica 1
A1*= 6V Replica 2
A2*=9V Replica 2
A3*= 12 V Replica 2
Concentración de H2O2 en mg/L

72
Gráfica 7. Comportamiento de la conductividad después del tratamiento electroquímico realizado en presencia de Luz UV. Fuente: Autores, 2016.
En comparación con la gráfica 6, la gráfica 7 permite afirmar que la Luz UV si tiene
un efecto en la reducción de la conductividad ya que la mayoría de los valores se
encuentran por debajo de los 540 microsiemens; valor por debajo de la conductividad de la muestra sintética de concentración 200 mg/L de azul índigo,
así como también de los valores de conductividad de los ensayos realizados en
fase oscura. Sin embargo, estos datos tampoco muestran una tendencia lo que
hace prácticamente impredecible su comportamiento ya que incluso entre los
ensayos y sus respectivas replicas los valores de la conductividad varían de
manera considerable.
Turbidez:
Se utilizó el parámetro físico de la medición de la turbidez para determinar la
posible remoción de sólidos suspendidos en el agua.
A1B1C2
A1B2C2
A1B3C2
A1B1C2*
A1B2C2*
A1B3C2*
A2B1C2
A2B2C2
A2B3C2
A2B1C2* A2B2C2* A2B2C2*
A3B1C2
A3B2C2
A3B3C2
A3B1C2* A3B2C2* A3B3C2* 460
470
480
490
500
510
520
530
540
550
560
570
580
590
600
610
600 1200 1800
Co
nd
uct
ivid
ad (
mic
rosi
em
en
s)
Conductividad vs Concentración de H2O2 en presencia de Luz UV
A1= 6V Replica 1
A1*= 6V Replica 2
A2= 9V Replica 1
A2*= 9 V Replica 2
A3= 12V Replica 1
A3*=12V Replica 2
Concentración de H2O2 en mg/L

73
Gráfica 8. Comportamiento de la Turbidez después del tratamiento electroquímico realizado en Fase Oscura. Fuente: Autores, 2016.
Las pruebas de turbidez realizadas a las muestras producto del tratamiento electroquímico en fase oscura muestran que al parecer la mejor concentración de peróxido de hidrógeno para reducir la turbidez en las aguas es la más alta que se utilizó: 1800 mg/ L. Sin embargo, como se aprecia en la gráfica 8 no es una tendencia tan clara; ya que en algunos casos la turbidez aumentó para dicha concentración de peróxido de hidrógeno. En cuanto al voltaje más favorable para la reducción de la turbidez existe una gran dificultad para su determinación ya que la distancia entre los datos de turbidez para los distintos voltajes aplicados en el tratamiento es mínima e indistinguible por lo tanto no se puede asociar la variación del voltaje con la disminución o aumento de la turbidez en las aguas tratadas.
Además, sí se observa el dato de turbidez para la muestra sintética de
concentración 200 mg/L de azul índigo que es 0,79 NTU, se puede afirmar que,
para todos los casos, incluyendo los ensayos en fase oscura y Luz UV los datos
de turbidez aumentaron sustancialmente.
A1B1C1 A1B2C1
A1B3C1
A1B1C1*
A1B2C1* A1B3C1*
A2B1C1
A2B2C1
A2B3C1
A2B1C1*
A2B2C1*
A2B3C1*
A3B1C1
A3B2C1
A3B3C1
A3B1C1*
A3B2C1* A3B3C1*
0
2
4
6
8
10
12
600 1200 1800
Turb
ide
z (N
TU)
Turbidez vs Concentración de H2O2 Fase Oscura
A1= 6V Replica1
A1*= 6V Replica2
A2= 9V Replica 1
A2*= 9V Replica 1
A3= 12V Replica1
A3*= 12V Replica 2

74
Gráfica 9. Comportamiento de la Turbidez después del tratamiento electroquímico realizado en presencia de Luz UV. Fuente: Autores, 2016.
La gráfica 9 presenta el comportamiento de la turbidez en las aguas tratadas bajo luz UV, y se puede observar que la mejor concentración de peróxido de hidrógeno para reducir la turbidez en las aguas es la de 1200 mg/L independientemente del voltaje aplicado; ya que para las otras dos concentraciones los datos de turbidez aumentan.
7.5. Análisis del Diseño Experimental.
7.5.1. Estructura del Diseño Factorial.
Ilustración 24. Diseño Factorial 3x3x2. Fuente: Autores, 2016.
A1B1C2
A1B2C2
A1B3C2
A1B1C2* A1B2C2*
A1B3C2*
A2B1C2
A2B2C2
A2B3C2
A2B1C2*
A2B2C2*
A2B3C2*
A3B1C2
A3B2C2
A3B3C2
A3B1C2* A3B2C2*
A3B3C2*
0
2
4
6
8
10
12
600 1200 1800
Turb
ide
z (N
TU)
Turbidez vs Concentración de H2O2 en presencia de Luz UV
A1= 6V Replica 1
A1*= 6V Replica 2
A2 = 9V Replica 1
A2*= 9V Replica 2
A3= 12V Replica 1
A3*= 12V Replica 2

75
La ilustración 25 muestra el modelo de diseño de experimentos aplicado al prototipo. En total se realizaron 36 corridas (18 ensayos y su respectiva réplica) en un solo bloque refiriéndose al hecho de que todas las pruebas se realizaron bajo las mismas condiciones y fueron ejecutadas por una misma persona.
7.6. Tabla ANOVA - Regresión factorial general: ml. de Gas por Hora vs.
Concentración de H2O2 x Voltaje x Condiciones de Luz
Tabla 14. Tabla ANOVA para la producción de hidrógeno (ml de gas /Hora). Fuente: Autores, 2016.
ANÁLISIS DE VARIANZA
Fuente
GL SC
Ajust. MC Ajust.
Valor F
Valor p
Modelo 17 5408,47 318,15 12,54 0,000
Lineal 5 4770,14 954,03 37,62 0,000
H2O2 2 40,39 20,19 0,8 0,466
Voltaje 2 4678,39 2339,19 92,24 0,000
Luz 1 51,36 51,36 2,03 0,172
Interacciones de 2 términos
8 567,22 70,9 2,8 0,033
H2O2*Voltaje 4 494,44 123,61 4,87 0,008
H2O2*Luz 2 47,39 23,69 0,93 0,411
Voltaje*Luz 2 25,39 12,69 0,5 0,614
Interacciones de 3 términos
4 71,11 17,78 0,7 0,601
H2O2*Voltaje*Luz 4 71,11 17,78 0,7 0,601
Error 18 456,5 25,36
Total 35 5864,97
La tabla 14, se obtuvo a partir del análisis del diseño experimental ejecutado en el programa MiniTab 17. La tabla ANOVA permite determinar cuáles efectos son estadísticamente significativos; tanto para las variables individuales como para las interacciones entre ellas a partir de los valores p. Podemos ver entonces como el factor VOLTAJE tiene un efecto significativo (0,00) sobre la respuesta (ml de gas por Hora) ya que es menor que el nivel de significancia estándar (0.05). Sin embargo, los otros dos factores (concentración de peróxido de hidrógeno y luz) no son significativos, ya que su variabilidad no permite explicar la variabilidad de la respuesta en términos estadísticos, lo que no significa que no influyan en la respuesta. Al observar las interacciones de dos términos el único efecto significativo es el de H2O2*Voltaje (p=0.008).
La interacción de tres términos H2O2*Voltaje*Luz no es significativa, por tanto, se puede decir que la combinación de los tres factores no explica la respuesta,

76
aunque la influyan no es posible establecer en qué medida ya que cada factor es independiente del otro.
Ilustración 25. Resumen del Modelo Factorial Aplicado. Fuente: Autores, 2016.
En el resumen del modelo (ver ilustración 26) se pueden observar varios indicadores de la relación entre el modelo obtenido y comportamiento de los datos. En este caso el modelo explica en un 92,22% la variación en los datos; lo cual en términos generales es un porcentaje favorable. El coeficiente de determinación múltiple R2 (Ajustado al número de términos del modelo) arrojó un resultado del 84.87 %. Para realizar nuevas predicciones, el modelo podría explicar el 68.87 % de la variación en la producción de gas en prototipo electroquímico.
Gráfica 10. Gráficas de Residuos para la producción de Gas en ml/Hora. Fuente: Autores, 2016.
Según la gráfica 10, de residuos podemos observar una distribución “Normal” en los datos ya que se alejan muy poco de una distribución normal estándar (Grafica de probabilidad normal), sin embargo, aparecen algunos datos atípicos según lo muestra el histograma y la gráfica de ajustes vs residuos, asunto que influye en la

77
correcta predicción del modelo. A pesar de ello, en términos generales, los datos presentan una buena dispersión que varía de acuerdo a la variación de los factores determinantes.
Para determinar las mejores condiciones de funcionamiento del prototipo se utilizó la gráfica de efectos principales (ver gráfica 11) para la producción de hidrógeno en ml/Hora. Aunque sólo se obtuvo una interacción significativa, si es claro que las medias entre los niveles (categorías) de cada factor son diferenciadas, pero en algunos factores (Luz y Concentración de H2O2) mucho menos que en otros. Es así cómo según lo muestra la gráfica la media de ml de gas por hora es mayor cuando la concentración de peróxido de hidrógeno es 1200 mg/L, el voltaje aplicado es de 12 voltios y mientras se desarrolle bajo exposición de Luz UV. Pese a esto, el factor más determinante es el voltaje aplicado.
Gráfica 11. Gráfica de efectos principales para ml de gas por Hora. Fuente: Autores, 2016.
Al eliminar el efecto de la presencia o no de la luz en el rango UV (se convierte
para este caso en una constante), se puede observar que el comportamiento de la
interacción H2O2 * Voltaje, presentó una significancia estadística alta (ver
gráfica12) reafirmando que mientras aumenten los valores de voltaje aplicado, la
producción de hidrogeno aumentará, pero no así ocurre con la variación de la
concentración de peróxido de hidrógeno, que debe mantenerse en 1200 mg/L.

78
Gráfica 12. Gráfica de Contorno de producción de ml de Gas por Hora vs H2O2 * Voltaje. Fuente: Autores, 2016.
7.6.1. Conductividad y Turbidez en el Diseño Factorial
Se analizó también el diseño factorial para las variables de conductividad y
turbidez como respuesta; sin embargo, la variabilidad de estos datos es
muy alta y no permite que los factores predictores (concentración de H2O2,
luz y voltaje) expliquen totalmente la respuesta:
Ilustración 26. Resumen del Modelo para la Conductividad. Fuente: Autores, 2016.
Ilustración 27. Resumen del Modelo para la Turbidez. Fuente: Autores, 2016.

79
Según las ilustraciones 28 y 29, el modelo explica en un 88.84 % la variación de
los datos de la respuesta en caso de la conductividad. Mientras para la turbidez el
modelo sólo explica en un 48.22% la variación de los datos.
7.7. Presencia y la pureza del hidrógeno presente en la muestra a través de la
separación por Cromatografía de Gases.
A través del método de separación por cromatografía de gases (inyección de una
pequeña cantidad de muestra a separar en una corriente de un gas inerte a
elevada temperatura; esta corriente de gas, atraviesa una columna cromatográfica
que separará los componentes de la mezcla por medio de un mecanismo de
partición o de adsorción (gas líquido o sólido)), en los laboratorios certificados del
proyecto curricular de Ingeniería Química de la Universidad Nacional de Colombia.
Las condiciones del ensayo fueron las siguientes:
Tabla 15. Datos del Ensayo de Cromatografía de Gases. Fuente: Informe UNAL –Cromatografía de gases (ANEXO), 2016.
DATOS DEL ENSAYO
Equipo Cromatógrafo Hp 5890
Detector TCD, Temperatura
150°C
Inyector Temperatura 100°C
Columna Malla Molecular 5a
Los resultados fueron emitidos por la Universidad, el día 06 de abril de 2016 a
través del informe consecutivo 013-2016 (ver anexo 1.), donde se describe las
características del ensayo: Método del ensayo, descripción de la muestra, datos
del ensayo y resultados.
Como se evidencia en la tabla 16, en la muestra objeto de estudio, se encontró la
presencia de hidrógeno (H2), con un porcentaje V/V del 38,3%, seguido de otros
gases: oxígeno (O2) 13,1% y nitrógeno (N2) 25,7%. Vale la pena destacar que los
tiempos de retención en el cromatógrafo variaron de acuerdo a la naturaleza de
los gases y su estructura molecular. La presencia de gases como el oxígeno se
debe a la reacción completa de electrólisis y a la no presencia de una membrana
de intercambio catiónico. En tanto, el nitrógeno, está presente gracias al proceso
de descomposición del colorante en sus componentes, es decir, al rompimiento de
las cadenas nitrogenadas del grupo indol (R’-O- R- NH), presentes en el colorante
indólico utilizado en la fase experimental, azul índigo. En el apartado de los

80
análisis de resultados, se realizarán algunos comentarios con mayor profundidad
en lo que se refiere a éste.
, Tabla 16. Resultados Prueba de Cromatografía de Gases para Detección de Hidrógeno. Fuente:
Informe UNAL –Cromatografía de gases (ANEXO),2016.
7.8 Eficiencia Energética del prototipo construido.
De acuerdo, al apartado 6.9, se obtuvieron los siguientes datos en lo que refiere, a
la producción de hidrógeno del prototipo (ver tabla 17).
Tabla 17. Datos para la Determinación de la eficiencia energética del prototipo. Fuente: Autores, 2016.
Tiempo (s)
Voltaje (V)
Corriente Eléctrica (IC)
Potencia Eléctrica (W)
Temperatura (°C)
Energía (J)
Volumen de Gas de Hidrógeno desprendido
(cm3)
1800 12 2 24 19 43200 30
La eficiencia se calculó mediante la razón de la energía obtenida en forma de
hidrógeno y la energía suministrada al reactor. Siguiendo las ecuaciones del
apartado 6.9 y los procedimientos allí descritos, se determinó la eficiencia
energética del prototipo, como lo muestra la tabla 18.

81
Tabla 18. Eficiencia energética del Prototipo. Fuente: Autores, 2016.
Moles de hidrógeno (n)
Masa Estimada (g)
Energía del Hidrógeno (J)
Eficiencia Energética (%)
0,0000003521 7,04224E-07 0,099929437 0,000231318
De acuerdo, al resultado de eficiencia energética en la tabla 18, el prototipo no
es eficiente, dado que el consumo de energético es mayor para la producción
de hidrógeno en comparación con la cantidad de hidrógeno desprendido y su
posible energía liberada.

82
8. ANÁLISIS DE RESULTADOS
8.1. Ensayos Preliminares
8.1.1. Fotocatálisis Heterogénea
Dentro de los ensayos preliminares se intentó aplicar una reacción de fotocatálisis
heterogénea usando como fotocatalizador Dióxido de Titanio. El dióxido de titanio
que se utilizó no fue de alta pureza. Se obtuvo el dióxido de Titanio de uso
comercial que es distribuido por la empresa Químicos Campota SA. No fue posible
conocer las especificaciones de su porcentaje de pureza; sólo que se trataba del
tipo Anatasa.
Según lo que se reporta en la bibliografía, el dióxido de Titanio se presenta en tres
fases: rutilo, brookita y anatasa; sin embargo, sólo se utilizan el rutilo y la anatasa
para aplicaciones foto catalíticas (Villa Gómez, 2013). Según varios autores; la
anatasa es la fase más estable y eficiente para la producción de hidrogeno
(Herrmann, 2000; Fernández, 2003; Moreno & Pinzón, 2005; Villa Gómez, 2013).
No obstante, en este caso no se obtuvo el efecto esperado, probablemente,
porque no se trataba de un dióxido de titanio de alta pureza y con una estructura
cristalina definida. Se adquirió éste, ya que es el de más fácil acceso y el más
económico en el mercado pero no es funcional para experimentos de tipo
fotocatalitico, para los cuales, es recomendable usar productos de anatasa 100%
(99.7 %) como el comercializado por la empresa Sigama-Aldrich y usado en el
estudio de (Villa Gómez, 2013) o el Degussa p25 el cual es uno de los más
utilizados con una composición de Anatasa 70% - 80% y rutilo 30% - 20%
(Herrmann, 2000; Fernández, 2003; Moreno & Pinzón, 2005; Rodriguez et al.,
2009; Rodríguez Santiago, 2011; Carvajal, 2011; Hincapié-Mejía et al., 2011; Villa
Gómez, 2013) .
Otro factor que influyó en la ineficacia del proceso de fotocatálisis heterogénea
pudo estar relacionado con la fabricación de los electrodos; ya que se descartaron
los métodos sol-gel convencionales y comprobados como eficientes en la
producción fotocatalitica de hidrógeno, procesos que conllevan el uso de varias
sustancias químicas de alto impacto ambiental entre ellas el ácido sulfúrico e
hidróxido de sodio concentrados, sustancias las cuales tienen una restricción en
su venta y distribución para particulares. Se utilizó entonces el método sol- gel
propuesto por (Moreno & Pinzón, 2005) y (Marín et al., 2008) el cual consiste en
una adhesión de TiO2 con silicona líquida en un soporte en borosilicato o en PET,
utilizando cloruro de metileno como solvente; dos sustancias menos invasivas y de
fácil acceso. Cabe aclarar, que esta metodología aún no está completamente
estudiada y desarrollada y, según los autores citados, sólo se ha usado en vidrio y
gránulos de poliéster haciendo distintas las condiciones de trabajo para cada
material de soporte en el que se construye el electrodo. Por tanto, se adoptó la

83
metodología para la fabricación de los electrodos adecuándola a las condiciones
de funcionamiento, variando así en el caso de los electrodos de vidrio, la cantidad
de dióxido de titanio; mientras en los de PET, las cantidades de silicona. Siempre
evitando así, en los dos casos, una baja resistencia del material a la degradación y
grandes índices de erosión.
La remoción de color se comprobó a través de la percepción visual en el cambio
del color en los ensayos preliminares, donde este fenómeno posiblemente esté
relacionado con la interacción de la muestra coloreada con el peróxido de
hidrógeno (H2O2) aplicado (2 ml/L al 2% V/V) a una fotocatálisis heterogénea. Esto
debido probablemente a una oxidación química (Moeller Chávez, 2013) provocada
por el H2O2 como agente oxidante con potencial de oxidación de 1.78 que, a pesar
de no ser uno de los más altos, permite que se degraden compuestos orgánicos a
una tasa más lenta a la que lo harían agentes oxidantes como el flúor (Potencial
de oxidación: 3.03), el ozono (Potencial de oxidación: 2.07) o los iones hidroxilo
(Potencial de oxidación: 2.8) (Pey Clemente, 2010) .
8.1.2. Electrodos de Grafito
Los electrodos de grafito demostraron ser los que menos degradación por
oxidación presentaban respecto a los de cobre y ferroníquel, manteniendo aún, su
característica como alto conductor y con un costo moderado en el mercado;
inclusive es posible reutilizar el grafito de algún proceso industrial en el que se
constituya como un residuo.
El grafito es conocido como un electrodo de tipo inerte; es decir, es un material
que no interviene en las reacciones de óxido reducción, éste simplemente permite
el paso de la corriente. Materiales como el hierro o el cobre liberan iones metálicos
que luego forman óxidos o sales dependiendo de la naturaleza de las aguas,
formando sustancias disueltas en el agua o lodos difíciles de tratar por su baja
biodegradabilidad. Además, son metales poco resistentes a la oxidación y
requieren ser cambiados contantemente, elevando así los costos de operación
(Jácome Contreras & Pardo Cardenas, 2008).
8.2. Construcción y puesta en marcha del Prototipo.
El prototipo presentó un buen funcionamiento evaluando las condiciones físicas
prestablecidas. Existen varios factores que podrían mejorar el rendimiento del
mismo que no fueron tomadas en cuenta en el presenta trabajo por la extensión
temática y que le daría continuidad a la investigación como:
Evaluar el efecto de la distancia entre cátodos y ánodos.
Establecer que forma geométrica es la más eficiente para los electrodos
y las conexiones entre ellos.
Buscar nuevos materiales para usar como electrodos que sean
superconductores pero, así mismo, evaluar su comportamiento en las

84
reacciones en caso de que puedan generar sustancias no deseadas a
nivel ambiental.
Utilizar una membrana de separación de gases de bajo costo pero que
tenga las características típicas de una membrana de intercambio iónico
para lo cual se necesita investigación en nuevos materiales. Sin
embargo, el no utilizar una membrana de separación de gases logró
reducir drásticamente los costos del proyecto.
8.3. Aplicación de pruebas físicas de calidad de aguas (pH, Turbidez y
Conductividad).
El pH fue un parámetro que permaneció constante mientras se ejecutaron los
experimentos, viraron entre valores de 6 a 7 (cercano a la neutralidad) antes y
después de cada tratamiento electroquímico. Esto se debe a que no se
utilizaron bases o ácidos fuertes que modificasen la capacidad electrolítica de la
muestra y, así mismo, su pH. Se consideró ello con el fin de evitar la utilización
de químicos potencialmente contaminantes que adicionaran a las aguas otro
aditivo químico que implicase un posterior tratamiento. Se aprovechó la
capacidad electrolítica que tenía la misma muestra; ya que el colorante o
cualquier otro tipo de carga orgánica cambian la conductividad de la solución
pues, en muchos casos, son buenos donantes de electrones (Villa Gómez,
2013). Esto se puede comprobar con los datos de conductividad tomados para
la muestra de agua blanco (agua destilada): 229 microsiemens; mientras que la
muestra sintética preparada con concentración 200 mg/L de azul índigo,
presentó una conductividad mayor de 546 microsiemens, factor que varía de
acuerdo a un aumento en la concentración de colorante o sustancias orgánicas
presentes en las aguas; es por eso que con muestras residuales de procesos
textiles tomadas in situ (previamente filtradas) se podrían alcanzar mejores
condiciones de funcionamiento y/o producción de hidrógeno, quizás más altas.
Sin embargo, la bibliografía sí recomienda bajar el pH hasta más o menos el
valor de 3 para mejorar el rendimiento de las reacciones (Moeller Chávez,
2013).
El uso de peróxido de hidrógeno no cambió drásticamente el pH debido al
hecho de que aunque aporta iones OH- a la solución no lo hace en el inmediato
contacto con las aguas, si no cuando se aplica la corriente eléctrica que permite
la liberación de los iones OH- pero así mismo, la regeneración del peróxido de
hidrogeno en las aguas, que aumenta en presencia de luz en el rango UV
asemejándose al proceso de foto electro fenton (Cristòfol Borràs, 2013; Garza
Campos, 2014).
La conductividad y turbidez, no resultaron ser buenos indicadores de la
mineralización del colorante. La turbidez que se pretendía relacionar con la

85
remoción de los sólidos suspendidos en el agua aumentó, después de los
tratamientos electroquímicos pasando de una turbidez de 0.79 NTU para la
muestra blanco preparada con 200 mg/L de azul índigo, a valores de hasta de
11.14 NTU. A pesar de esto, tiene mucho sentido que sucediese debido a que
la turbidez se relaciona directamente con los sólidos en suspensión y al
momento de realizar la electrocoagulación de las aguas degradando el
colorante, éste se oxidó por la acción del ion hidroxilo en formas más simples
insolubles en agua, formando un precipitado color marrón que se retiró
posteriormente por filtración con papel filtro estándar de celulosa con tamaño de
poro de 11 µm. Es posible entonces que muchos solidos de menor diámetro
que el del poro del papel filtro quedase en suspensión en las aguas tratadas y
que, por tanto, registren valores muy superiores de turbidez que los que tenía la
muestra original la cual poseía claramente más sólidos disueltos (Los cuales se
asocian al color verdadero de la misma) que en suspensión (Gilpavas et al.,
2008).
La conductividad, a su vez, tuvo un comportamiento variable en el experimento.
Cuando se desarrollaron los ensayos en presencia de luz UV, la conductividad
se redujo del punto de referencia de la muestra de agua coloreada de 200 mg/L
de azul índigo (546 ms). No fue así, para los ensayos en fase oscura en dónde
las conductividades registradas superan la medida estándar.
La conductividad, se relaciona comúnmente con los sólidos disueltos; ya que
estos son los que le otorgan la posibilidad de conducir la corriente. Por tanto, se
asume que el aumento de la conductividad se debe a que las formas oxidadas
que derivaron del tratamiento electroquímico sobre el colorante tienen un alto
carácter iónico mucho mayor que el de la mayoría de sustancias orgánicas, lo
que hace pensar que los parámetros químicos medibles como la DQO o el COT
pudieron reducirse en un buen porcentaje; no obstante, es absolutamente
necesario realizar estas pruebas directamente en la muestra para poder
cuantificar dicha reducción. En los ensayos con luz UV, el peróxido de
hidrogeno estuvo mucho más activo, por tanto, la oxidación fue a un estadio
más avanzado provocando mayor generación de gases de las formas oxidadas
del colorante.
8.4. Descripción de las condiciones óptimas para el funcionamiento del
prototipo.
Gracias al análisis del diseño factorial ejecutado (3x3x2) se logró determinar
que las mejores condiciones de funcionamiento del prototipo fueron: un voltaje
aplicado de 12 Voltios, una concentración de peróxido de hidrógeno de
1200mg/L y en presencia de luz UV.
Es posible explicar el por qué, estas son las mejores condiciones de
funcionamiento. Para la electrólisis de agua se dice que, una mayor intensidad
de corriente (amperaje) se relaciona directamente con una mayor producción de

86
hidrógeno (Jácome Contreras & Pardo Cardenas, 2008); y que el voltaje
necesario puede ser mínimo mientras supera la polaridad de la molécula de
agua; por ello, desde voltajes muy bajos como 2V o 3V se puede producir
hidrógeno pero, al aumentar el voltaje, la diferencia de potencial entre
electrodos también es mayor, provocando un flujo de electrones más rápido.
Así, al aumentar progresivamente el voltaje, se observa cómo la reacción
funciona mucho mejor y se produce más hidrógeno. Si se usara una fuente de
energía con mayor amperaje también aumentaría en gran medida el
desprendimiento del gas.
El peróxido de hidrogeno se utiliza como donador de iones hidroxilo (OH-) para
catalizar el proceso de óxido reducción y permitir la degradación del colorante
en las aguas. La velocidad de degradación y producción de hidrógeno aumenta
con la cantidad de peróxido de hidrógeno, debido a la mayor producción de
radicales hidroxilo (Pey Clemente, 2010; Pérez Larios, 2012). No obstante, a
partir de una determinada cantidad de H2O2, la velocidad de la reacción puede
verse negativamente afectada debido, posiblemente, a la auto-descomposición
del H2O2 en oxígeno y agua, por recombinación con radicales hidroxilo (Pey
Clemente, 2010); lo que explica que a mayor concentración utilizada (1800
mg/L) de peróxido de hidrógeno la producción de hidrógeno haya disminuido.
De esta forma, se llega a una tendencia límite, es decir, bajo ciertas condiciones
el catalizador de peróxido de hidrógeno se convierte en el reactivo límite de la
reacción, con lo cual la producción de hidrógeno en función de la concentración
de catalizador tiende a ser una aproximación de forma asintótica. (Bailón
Martínez, 2013).
En varios procesos de oxidación avanzada para el tratamiento de aguas
residuales, se utiliza la luz UV para mejorar las condiciones de degradación de
la materia orgánica presente en el agua. La luz UV como es sabido tiene un
efecto esterilizador frente a patógenos presentes en el agua. En este caso
cumple un papel en dos efectos asociados al proceso fenton: por un lado, la
acción de la luz UV sobre el peróxido de hidrogeno y sobre los complejos de
hidroxilos; aun cuando éste, no se trata de un proceso foto fenton propiamente
dicho. La luz UV evita la recombinación de los radicales hidroxilos
proporcionados por el peróxido de hidrógeno permitiéndoles estar disponibles
para la oxidación y degradación de la materia orgánica; además de esto, evita
la generación de complejos orgánicos con iones hidroxilo que podría aumentar
la resistencia del electrolito disminuyendo la eficiencia en la electrólisis
(Gilpavas et al., 2008).
Inicialmente el peróxido de hidrógeno por acción de la corriente eléctrica
produce el radical hidroxilo:
𝐻2𝑂2 + 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝐸𝑙𝑒𝑐𝑡𝑟𝑖𝑐𝑎 ℎ𝑣 → 2𝑂𝐻 ∙

87
La luz UV que se usó, no genera directamente la lisis de la molécula de
peróxido de hidrógeno, ya que para eso se necesitan longitudes de onda
cercanas a los 260 nm o menos que son proporcionadas por lámparas de
mercurio de baja presión y son mucho más costosas que las utilizadas, con
longitudes de onda más cercanos al visible en rangos entre los 350 nm y los
404 nm. Sin embargo, esta radiación y emisión de fotones desestabiliza los
enlaces impidiendo la recombinación del peróxido de hidrogeno (Pey Clemente,
2010):
𝑂𝐻 + 𝐻2𝑂2 → 𝐻2𝑂 + 𝐻𝑂2 ∙
Estos inician entonces el proceso de oxidación de la materia orgánica que en
nuestro caso es el colorante Azul Índigo. El azul índigo es una molécula
orgánica de cadenas aromáticas con dos grupos amino y dos grupos cetona
identificados. Por tanto, se espera que los radicales hidroxilo empiecen por
atacar los dobles enlaces de las cadenas aromáticas (ver ilustración 30) según
sugiere (J. García, 2007) para que continúe con los grupos cetona y aminos
liberando finalmente oxígeno y nitrógeno gaseoso, además de otras especies
intermediarias que van a estar contenidas en los lodos residuales del proceso.
Ilustración 28. Acción del ion hidroxilo en cadenas aromáticas(J. García, 2007)
Lo anterior aplica para el colorante índigo, según se muestra en la siguiente
ecuación:
+ 𝐻𝑂 ∙ → 𝑆𝑢𝑏𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜𝑠 𝑖𝑛𝑡𝑒𝑚𝑒𝑑𝑖𝑎𝑟𝑖𝑜𝑠 𝑆𝑖𝑚𝑝𝑙𝑒𝑠+𝑁2 +𝑂2
Este nitrógeno producto de la degradación del colorante fue identificado
plenamente en la prueba de cromatografía de gases, representando un 25.7% del
gas obtenido de la reacción.

88
8.5. Análisis de la presencia y la pureza del hidrógeno presente en la muestra, a
través de la separación por Cromatografía de Gases.
De acuerdo, a los resultados obtenidos por el método de separación de
cromatografía de gases aplicado sobre una muestra gaseosa producto de la
reacción fotoelectroquímica, para determinar la presencia y la concentración del
hidrógeno en la muestra, se encontró que la mayor concentración de gas presente
en la muestra es hidrógeno, con un porcentaje cercano al 39% aproximadamente,
con un tiempo de retención 0,671 min. Vale la pena destacar las especificaciones
del equipo cromatográfico (reportadas en la tabla 14, numeral 7.7); por ejemplo, el
detector utilizado, de tipo TCD permite revelar la presencia de gases inorgánicos
entre ellos argón, nitrógeno, dióxido de carbono y oxígeno, entre otros gases. El
TCD compara la conductividad térmica de dos flujos de gases: el gas portador
puro (de referencia) y la muestra. Los cambios en la temperatura de los hilos del
detector, calentados eléctricamente, son afectados por la conductividad térmica
del gas que fluye a su alrededor. Los cambios en esta conductividad térmica se
detectan como un cambio en la resistencia eléctrica y se miden (GRUPO AIR
PRODUCTS, 2016).Es importante resaltar que la presencia de impurezas, gracias
a la formación de agua y oxígeno, puede llegar a interactuar con la fase
estacionaria utilizada en la columna, elevando así el ruido de base y la purga de la
columna en el cromatograma de salida de los gases (GRUPO AIR PRODUCTS,
2016). Otro aspecto determinante en el cromatógrafo de gases es la columna
utilizada. Para el análisis realizado a la muestra en la Universidad Nacional de
Colombia, se usó una columna de malla molecular 5ª la cual es una de las más
frecuentemente usadas en este tipo de aplicaciones (Herbert & Walter, 1982). El
tamiz molecular 5ª (o malla molecular) es especialmente útil para la separación de
gases atmosféricos, por ejemplo de mezclas oxígeno-nitrógeno-metano-monóxido
de carbono-hidrógeno (Herbert & Walter, 1982).; convirtiéndose en la mejor opción
para determinar la concentración de gas hidrogeno presente en la muestra
producto de la reacción fotoelectroquímica.
Los niveles de concentración de otros gases (nitrógeno y oxígeno) fueron
considerables en la composición de la muestra, ya que representan otro 38% en
V/V. La presencia de estos gases, es consecuencia de la ausencia de una
membrana separadora que evitase la recombinación de los gases, no permitiendo
así una separación y posterior almacenaje óptimo de los mismos. La conductividad
de una membrana, sumado a un espesor adecuado (el menor posible), una
adecuada resistencia mecánica y una impermeabilidad, evita la presencia de
impurezas en el gas obtenido (contaminantes presentes) y disminuye el riesgo de
explosión debido a que el sistema requiere de altas presiones, como es el caso
(Vargas Amado et al., 2000). Sin embargo, aún con sus innumerables ventajas,
estas membranas de intercambio iónico son costosas y hechas de materiales de
difícil consecución; aunque se procuró utilizar láminas plásticas de PET, vidrio y

89
gelatina sin sabor con sal todas generaron resistencia al paso de corriente en el
electrolito provocando que la reacción de electrólisis fuese mucho menos eficiente
e inclusive se llegaba a detener. La alta concentración de nitrógeno, apunta a la
mineralización y/o degradación del compuesto indólico, por el desprendimiento de
los grupos amino (N-R-H) y, posteriormente, de la molécula de nitrógeno gaseoso
(N2) que seguramente se desprende del ánodo; ya que es resultado de una
oxidación tal como sucede con el oxígeno gaseoso (O2) desprendido. Esta
mineralización se reconoce por la decoloración evidenciada en todas las muestras.
Los radicales libres H+ y OH- favorecieron también en la oxidación del colorante y
su posterior coagulación.
Las reacciones básicas que propiciaron la electrólisis (Evolución de hidrógeno y
oxígeno) y electrocoagulación fueron (Gilpavas et al., 2008):
En el Ánodo:
2𝐻2𝑂(𝑙) + 𝑛𝑒− → 4𝐻+(𝑎𝑞) + 𝑂2(𝑔) + 4𝑒
−
En el Cátodo:
2𝐻2𝑂(𝑙) + 2𝑒− → 𝐻2(𝑔) + 2𝑂𝐻
−
Los iones hidroxilos generados en el cátodo pasan a ayudar al peróxido de
hidrógeno en la oxidación del colorante azul índigo.
El hidrógeno producto de la reacción fotoelectroquímica para poder ser utilizado
como combustible o como vector energético en celdas de combustible debe recibir
un tratamiento previo de separación y purificación. Conforme a lo reportado, se
pueden alcanzar mayores concentraciones de hidrógeno, optimizando parámetros
de diseño del dispositivo. De acuerdo, con (Bailón Martínez, 2013) se pueden
obtener muestras hidrógeno con una pureza de hasta niveles cercanos al 99% o
los reportados donde los niveles pueden oscilar entre el 88% y el 98%,
determinados en primera medida por la naturaleza y el material de los electrodos.
El nitrógeno obtenido también puede ser utilizado en varias aplicaciones
industriales; después de su separación y purificación, como presurización en
tuberías e inertización de materiales y alimentos.
Es importante también considerar algunas limitantes de la Cromatografía de
Gases, entre ellas el que en la identificación de la muestra se compara el tiempo
de retención de patrones y muestras conocidas. Por tanto, muchas veces es difícil
confirmar la identidad de una muestra debido a que varios compuestos pueden
tener tiempos de retención muy similares, aumentando la probabilidad así de no
tener certeza en los datos arrojados. (Montoya y Páez, 2012).

90
8.6. Eficiencia Energética del prototipo construido.
La eficiencia calculada del dispositivo a través de la metodología descrita por
(Bailón Martínez, 2013), estableció que el prototipo construido y que fue puesto en
marcha es útil en el tratamiento y reutilización de aguas residuales provenientes
de la industria textil, ya que la generación de hidrógeno fue considerable. No
obstante, la eficiencia energética medida de acuerdo a un balance energético de
entradas y salida, supone que el dispositivo demanda un coste energético mayor
al que genera. Es así, que la eficiencia energética (ε), no superó el 1%, con lo cual
se hace necesario revisar con atención las posibles modificaciones al sistema y al
dispositivo en general, con el fin de mejorar los niveles de producción del vector
energético y disminuir los altos consumos de energía.
Existen varias causas relacionadas con el bajo rendimiento del dispositivo, entre
ellas:
La no presencia de una membrana separadora o de intercambio
catiónico en el electrolizador, lo que permite la recombinación de los
gases y la contaminación del hidrógeno.
La fuente de luz con una longitud de onda de la luz cercana al rango UV
utilizada en la fotorreacción, no era la más óptima, de acuerdo, a lo
reportado en la bibliografía consultada, pues es más cercana al rango
del visible, con lo cual no había un aprovechamiento adecuado de la
radiación emitida. Sin embargo, esta radiación utilizada simula
condiciones de luz solar directa que llega a la superficie terrestre dónde
un 10% es radiación UV, por tanto, si el dispositivo se expone a
radiación solar directa se esperaría obtener los mismos resultados.
El voltaje y el potencial aplicado provenían de una fuente eléctrica
externa para la generación de la reacción de electrólisis, que se
alimenta a su vez de la red eléctrica, con unos consumos energéticos
muy altos, que van en contravía de construir y apropiar una tecnología
limpia, segura y sostenible con fuentes de energía renovable (como es
el caso de la utilización de energía solar). Para mejorar esta condición
dicha corriente eléctrica aplicada debe provenir de fuente renovables de
energía como la energía solar con celdas fotovoltaicas, energía eólica, o
biomasa entre otros según la disponibilidad y condiciones del territorio
donde se desarrolle. Para la ciudad de Bogotá la más viable es la
energía solar a través de la instalación de paneles solares.
La naturaleza de los materiales utilizados como electrodos que
reaccionan a la energía radiante emitida por la fuente del rango UV, no
son los mejores conductores y, en ocasiones, podrían generar
interferencia por el desgaste del material y la formación de sustancias
secundarias contaminantes (caso grafito, aluminio o hierro).

91
No fue posible establecer el grado de mineralización del colorante a
través de las remociones de materia orgánica expresadas en la
Demanda Química de Oxígeno y el Carbono Orgánico Total, que
hubiese facilitado la reformulación de los parámetros de diseño,
buscando el mejoramiento y la optimización del paquete tecnológico
para el tratamiento de aguas coloreadas.
La falta del control de las condiciones pH en el medio, debido a que a un
pH menor de 3, se evita la precipitación de hidróxidos y la formación de
lodos, que deben ser filtrados y generar interferencia en la producción
del gas (Caceres Vazquez, 2002).En este caso, el pH del sistema, se
mantuvo entre 6 y 7 unidades.
Si se utilizara la cantidad de hidrógeno producido de acuerdo con lo reportado en
la tabla 15 (30 cm3), como fuente de energía en una Celda de Combustible Tipo
PEM (Entrenador de sistemas para celdas de combustible DL- Hidrogen B-
Modulo DL-9041) desarrollado por la compañía italiana De Lorenzo S.p.A., para la
producción de energía eléctrica y la cual hace parte de los equipos en tecnologías
para la producción de energía eléctrica del Laboratorio de Tecnologías Limpias de
la Facultad de Medio Ambiente y Recursos Naturales, cuya eficiencia es del 40% a
14V, 7.2 A en un tiempo de 60 segundos, se tendría que:
Tabla 19. Energía Utilizable a partir del hidrógeno obtenido. Fuente: Autores, 2016.
Volumen de Gas de
Hidrógeno desprendido
(cm3)
Tiempo de Operación
(s)
Volumen de Gas de Hidrógeno desprendido
(m3)
Poder calorífico
del Hidrógeno
(Poder Calorífico Inferior) (J/m3)
Eficiencia de la Celda
de Combustible
(η)
Energía Utiilizable
(Eu) V*Pc*η= J
Potencia Utilizable (W=J/s)
30 1800 0,00003 10,8 x 10^6 40% 129,6 0,072
Lo anterior (ver tabla 19), sugiere que la cantidad de energía almacenada en el
hidrógeno en forma de energía eléctrica sería de 129,6 julios, lo que representa
una potencia nominal de 0,072 W., teniendo en cuenta, que el tiempo de
operación fue de tan sólo de 30 minutos. Esta cantidad de energía no es suficiente
para ser suministrada en un sistema de iluminación o como fuente energética de
aparatos eléctricos pequeños, sin embargo, la optimización en la escala del
dispositivo, el control de condiciones de construcción y operación que incluye
tiempos de operación más prolongados, podría generarse una cantidad de energía
suficiente para prender una bombilla 3, 8 o 12 vatios o sistemas aún más
complejos.

92
9. CONCLUSIONES
En el diseño de un prototipo para la generación de hidrógeno gaseoso, a través
de la aplicación de electrólisis y electrocoagulación, se establece como
prioritario el control de los siguientes factores y parámetros de diseño para su
óptimo funcionamiento: Una fuente de energía barata y sostenible que permita
el paso de la energía eléctrica y el potencial en el medio necesario para la
ocurrencia de la electrólisis, el material de los electrodos (superconductores, no
erosionables y fotoactivos), la distancia entre electrodos, un pH ácido en la
celda electroquímica para disminuir la producción de hidróxidos o sustancias
contaminantes, la cantidad de materia orgánica y el tipo de colorante en el
efluente a tratar, la concentración, el comportamiento y la regeneración de la
sustancia catalizadora durante la reacción.
Durante los ensayos, se obtuvo una producción de gas en cuyo pico más alto
de producción se alcanzaron 60 mililitros en una hora de funcionamiento y el
más bajo de 8 mililitros. A través del método de separación por cromatografía
de gases, fue posible determinar la presencia y la concentración de hidrógeno
(38,3% V/V) en la muestra de gas producto de la reacción foto electroquímica.
Se calculó la eficiencia energética del dispositivo a nivel de laboratorio, a través
de un balance de energía (energía de salida-energía de entrada) y se pudo
determinar, que el dispositivo tiene una eficiencia no superior al 1%, a causa
del uso de una fuente de energía externa no renovable, la generación de
sustancias que generan interferencia en la pureza del hidrógeno en la muestra
dada la naturaleza del colorante (nitrógeno (N2)) y la ausencia de una
membrana de intercambio iónico. Sin embargo el prototipo si es funcional para
el tratamiento de aguas.
Las condiciones de funcionamiento que favorecieron la producción de
hidrógeno estuvieron relacionadas con: el voltaje aplicado en la celda (12V), la
concentración del catalizador (H2O2) de 1200 mg/l y la presencia de luz en el
rango UV, radiación que permitió la iniciación de la reacción. Cabe aclarar, que
la radiación solar directa, puede ser utilizada como fuente energética y así,
mejorar la utilización del dispositivo en situaciones reales y su sostenibilidad.
Los parámetros físicos de calidad de aguas evaluados para medir la
degradación y mineralización del colorante producto de la reacción foto
electroquímica, no son los más apropiados, debido, a que la variación de estos
parámetros no se encuentra relacionada de manera directa con la cantidad de
materia orgánica presente en el agua y, por tanto, no es posible dar certeza de
su utilidad en estos términos. No obstante, a través de la observación

93
perceptual, se logró contemplar la desaparición progresiva del color en las
muestras, lo que demuestra que el colorante sufrió una oxidación generando
sustancias más simples que se evidencian en la formación de lodos, lo que
provocó un aumento en la medida de la turbidez y la conductividad, parámetros
directamente relacionados con la presencia de sólidos en suspensión y
disueltos respectivamente, que son producto de la electrocoagulación y la
posible mineralización del colorante. Es necesario aplicar pruebas analíticas
que permitan determinar con certeza el grado de degradación del colorante y la
materia orgánica entre ellas la Demanda Química de Oxígeno (DQO) y el
Carbono Orgánico Total (COT)).

94
10. RECOMENDACIONES
Es necesario establecer el grado de mineralización del colorante a través de la
medición de la degradación de la materia orgánica mediante métodos
analíticos (Demanda química de Oxígeno y Carbono Orgánico Total) y la
remoción del color por método de colorimetría, lo que facilitaría el
establecimiento de parámetros de diseño, constructivos y de operación, para la
optimización en lo que refiere a la decoloración y el tratamiento del efluente
industrial.
Se debe controlar las condiciones de pH en la celda electroquímica (medio
ácido) y la consecución de materiales superconductores que no generen
residuos como lodos u otras sustancias que llegaran a hacer interferencia en la
reacción. Se sugiere la utilización de sustancias biodegradables que pudiesen
disminuir el pH del medio sin llegar a afectar el proceso de oxidación
avanzada. El control de este factor es vital en el proceso de electrocoagulación
y la posterior producción de hidrógeno y otros gases producto de la reacción.
Se recomienda, así mismo, la búsqueda de nuevos materiales para la
fabricación de electrodos más eficientes y menos contaminantes, así como la
búsqueda de donantes de (OH-) iones hidroxilos de origen natural como la
peroxidasa extraída de algunas frutas y vegetales.
Es vital priorizar la consecución y préstamo de materiales, equipos, espacios
de laboratorio y asesoría especializada en lo que refiere a proyectos de
investigación de esta índole, en este caso, en el manejo, producción y
almacenaje de hidrógeno, junto con el tratamiento de los efluentes textiles, bajo
el acompañamiento de la Universidad y sus dependencias en investigación y
extensión, con el fin de poder mejorar las condiciones de diseño y optimizar la
capacidad de degradación y mineralización del colorante y así, garantizar una
investigación de calidad, rigurosa, con recursos (insumos) donde se pueda dar
continuidad al estudio en instancias de postgrado, lo que facilitaría la mejora
continua en los prototipos que funcionan mediante procesos de oxidación
avanzada y el diseño, construcción e implementación de estos paquetes
tecnológicos baratos y eficientes en contextos locales.
Promover la investigación como pilar para la transformación de la realidad
desde la universidad, que corresponda a las necesidades y las problemáticas
ambientales distritales, nacionales y mundiales y que vaya de la mano con el
objeto de estudio de la Ingeniería Ambiental, especialmente, en sus líneas de
investigación y profundización, particularmente la de tecnologías apropiadas,

95
donde hay poco apoyo institucional de carácter técnico, tecnológico y logístico
para su desarrollo óptimo.

96
11. ANEXOS
Se anexa el informe de Resultado dela Cromatografía de gases realizada por los
laboratorios de Ingeniería Química de la Universidad Nacional de Colombia- sede
Bogotá.

97
12. BIBLIOGRAFÍA
Andreozzi, R., Caprio, V., Insola, A., & Marotta, R. (1999). Advanced oxidation processes (AOP) for water purification and recovery. Catalysis Today, 53, 51–59.
APHA-AWWA-WPFC. (1985). Standard methods for examination of water and wastewater (16th ed.). Washington: American Public Health Association.
Arango Ruiz, Á. (2005). La electrocoagulación: Una alternativa para el tratamiento de aguas residuales. Revista Lasallista de Investigacion.
Bailón Martínez, A. (2013). DESARROLLO DE UN SISTEMA DE GENERACIÓN DE HIDRÓGENO ACOPLADO AL TRATAMIENTO ELECTROQUÍMICO DE AGUAS SUPERFICIALES UTILIZANDO ENERGÍA SOLAR. Universidad Autónoma del Estado de México.
Blanco, J., Malato, S., Peral, J., Sánchez, B., & Cardona, A. I. (2004). Diseño de reactores para fotocatálisis: evaluación comparativa de las distintas opciones. Colección Documentos CIEMAT, 305–328.
Blesa, M. A. (2001). Introducción: Eliminación de Contaminantes por Fotocatálisis Heterogénea.Usos de óxidos semiconductores y materiales relacionados para aplicaciones medioambientales y ópticas. Digital Grafic.
Caceres Vazquez, J. (2002). Evaluación analítica y optimización de procesos de oxidación avanzada en planta piloto solar, 368.
Campos Badillo, A. (2012). Producción Foto-Electroquímica de Hidrógeno empleando Semiconductores no Óxidos Preprados por la ruta de Química Suave. Universidad Autónoma de Nuevo León.
Carvajal, J. (2011). Fotocatálisis heterogénea para el abatimiento de tensoactivos aniónicos en aguas residuales. Producción + Limpia, 6(2), 92–107.
CCB, CAE, Acercar Industria, & DAMA. (2004). Guía Ambiental para el Sector Textil, 11–76.
CHANG, R. (2002). Química. Bogotá, Colombia: McGraw Hill Interamericana.
Comisión Europea. (1998). Europe’s Environment, the second Assessment: an Overview.
Cristòfol Borràs, N. (2013). Degradació d ’ herbicides s-triazínics mitjançant

98
processos electroquímics d ’ oxidació avançada. Universitat de Barcelona.
Fedorov, V., Ganshin, V., & Korkishko, Y. (1993). Solid-State Phase Diagram of the zinc sulfide cadmium sulfide system, Mater Res Bull, 59–66.
Fernández, P. (2003). Propiedades coloidales de partículas de TiO2: Aplicación al tratamiento fotocatalítico solar de aguas. Universidad de Granada.
Flox, C., Garrido, J. A., Rodríguez, R. M., Cabot, P. L., Centellas, F., Arias, C., & Brillas, E. (2005). Electrochim.
Forero, A., & Díaz, S. (2007). Benefice of a magnetite for pellets production used in direct reduction process. Scientia et Technica Año XIII, 793–796. http://doi.org/0122-1701
García Arbeláez, C., Barrera, X., Gómez, R., & Suarez Castaño, R. (2015). EL ABC DE LOS COMPROMISOS DE COLOMBIA PARA LA COP21. WWF-Colombia. Retrieved from https://www.minambiente.gov.co/images/cambioclimatico/pdf/colombia_hacia_la_COP21/ABC_de_los_Compromisos_de_Colombia_para_la_COP21_VF_definitiva.pdf
García, A., Cotto, M. C., Ducongé, J., & Márquez, F. (2014). Nuevos Fotocatalizadores para la Producción de Hidrógeno. Ambientis, 2–13.
García, H., Corredor, A., Calderón, L., & Gómez, M. (2013). Análisis Costo Beneficio De Energías Renovables No Convencionales En Colombia. Fedesarrollo - Documento Preparado Para WWF, 90. Retrieved from http://www.fedesarrollo.org.co/wp-content/uploads/2011/08/WWF_Analisis-costo-beneficio-energias-renovables-no-convencionales-en-Colombia.pdf
García, J. (2007). Combination of Advanced Oxidation Processes and Biological Treatments for Commercial Reactive Azo Dyes Removal. Applied Catalysis, 262. Retrieved from http://www.tdx.cat/bitstream/handle/10803/3252/jgm1de1.pdf?sequence=1
Garza Campos, B. R. (2014). Degradación de atrazina mediante el acoplamiento de procesos avanzados de oxidación: Foto Electro-Fenton, Oxidación anódica y Fotocatálisis. Universidad Autnoma de Nuevo León.
Gilpavas, E., Arbeláez, E., Sierra, L., White, C., Oviedo, C., & Restrepo, P. (2008). APLICACIÓN DE LA ELECTROQUÍMICA EN EL TRATAMIENTO DE AGUAS RESIDUALES.
Glaze, W. ., Kang, J. ., & Chapin, D. . (1987). The chemistry of water treatment processes involving ozone, hydrogen peroxide and ultraviolet radiation, Ozone Science and Technology.

99
GRUPO AIR PRODUCTS. (2016). Aplicaciones para laboratorios de analítica, GC con detector de conductividad térmica (GC-TCD). Retrieved from http://www.carburos.com/industries/Analytical-Laboratories
Herbert, A. L., & Walter, E. H. (1982). Análisis Químico. (Reverte, Ed.).
Hernández, J., Sáenz, E., & Vallejo, W. a. (2010). Estudio del Recurso Solar en la Ciudad de Bogotá para el Diseño de Sistemas Fotovoltaicos Interconectados Residenciales. Revista Colombiana de Física, 42(2), 5. Retrieved from http://www.revcolfis.org/ojs/index.php/rcf/article/view/420221/pdf
Herrmann, J. M. (2000). Destrucción de contaminantes orgánicos por fotocatálisis heterogénea. SOLAR SAFE WATER, 153–170.
Hincapié-Mejía, G. M., Ocampo, D., Restrepo, G. M., & Marín, J. M. (2011). Fotocatálisis heterogénea y foto-fenton aplicadas al tratamiento de aguas de lavado de la producción de biodiesel. Informacion Tecnologica, 22(2), 33–42. http://doi.org/10.4067/S0718-07642011000200005
International Energy Agency. (2015). Key World Energy Statistics 2015, 81. http://doi.org/10.1787/9789264039537-en
IPCC. (2011). Informe especial sobre fuentes de energía renovables y mitigación del cambio climático.
Jacome Contreras, L. C., & Pardo Cardenas, Y. (2008). Evaluación e Implementación de un sistema Catódico en una celda Fotoelectroquímica para la producción de hidrógeno a partir de aguas contaminadas con cianuro. Universidad Industrial de Santander.
Malato, S., Fernandez, P., Maldonado, M. ., Blanco, J., & Gernjak, W. (2009). Decontamination and disinfection of water by solar photocatalysis: Recent overview and trends. Catalysis Today, 147 (1), 1–59.
Malato, S. R., Richter, C., Blanco, J., & Vincent, M. (1996). Photocatalytic degradation of industrial residual waters. Solar Energy, 56(5), 401–410.
Marín, J. M., Navío, J. A., Rios, L. A., & Restrepo, G. (2008). Soporte de nuevas películas de TiO2 y TiO 2/SiO2 sobre gránulos de poliéster para aplicación en fotocatálisis. Informacion Tecnologica, 19(6), 9–20. http://doi.org/10.1612/inf.tecnol.3979it.07
Modirshahla, N., Benahjady, M. A., & Koosshaiian, S. (2007). Investigation of the effect of different electrode connections on the removal efficiency of tartrazine from aqueous solutions by electrocoagulation. Dyes and Pigments, 74, 249–257.
Moeller Chávez, G. E. (2013). EVALUACIÓN DE DIFERENTES PROCESOS DE

100
TRATAMIENTO PARA LA REMOCIÓN DE COLORANTES SINTÉTICOS UTILIZADOS EN LA INDUSTRI TEXTIL. Joutepec, Morelos.
Mollah, M., Schennach, R., Parga, J., & Cocke, D. (2004). Electrocoagulation (EC) - Science and Applications. Journal of Hazardous Materials, 84, 29–41.
Morales Posada, N. B., & Acosta Niño, G. E. (2010). SISTEMA DE ELECTROCOAGULACIÓN COMO TRATAMIENTO DE AGUAS RESIDUALES GALVÁNICAS. Ciencia E Ingeniería Neogranadina, 20(201), 33–44. http://doi.org/10.18359/rcin.282
Moreno, B. E., & Pinzón, Y. M. (2005). Producción de Hidrógeno a partir de agua sobre catalizadores de dióxido de titanio. Universidad Industrial de Santander. Retrieved from http://repositorio.uis.edu.co/jspui/bitstream/123456789/6933/2/118575.pdf
Ospina Rendón, C., Montoya arango, J. A., & García palacio, J. A. (2007). Oportunidades de producción más limpia en tintorerías del sector textil. Scienta Et Technical, XIII(37), 603–608.
Patarroyo Hernández, E. M. (2013). “Procesos De Estabilización De Residuos Generados En La Industria Textil En Colombia Mediante Lodos Activados”. “ Processes of Stabilization of Generated Residuals in the Textile Industry in Colombia By Means of Activated Muds ”. Procesos De Estabilización De Residuos Generados En La Industria Textil En Colombia Mediante Lodos Activados, 33.
Pearce, C. I., Lloyd, J. R., & Guthrie, J. T. (2003). The removal of colour from textile wastewater using whole bacterial cells: a review. Dyes and Pigments, 53(3), 179–196.
Pérez Larios, A. (2012). Producción fotocatalítica de hidrógeno empleando un óxido semiconductor modificado con metales de. Universidad Autónoma Metropolitana.
Pey Clemente, J. (2010). Aplicación de procesos de oxidación avanzada (fotocatálisis solar) para tratamiento y reutilización de efluentes textiles. Universidad Politecnica de Valencia. Retrieved from https://riunet.upv.es/bitstream/handle/10251/2241/tesisUPV2816.pdf?sequence=1&isAllowed=y
Primo Yúfera, E. (1994). Química Orgánica Básica y Aplicada: De la Molécula a la Industria. (Reverté, Ed.).
Rajeshwar, K., Chenthamarakshan, C. ., Ming, Y., & Sun, W. (2002). Cathodic photoprocesses on titania films and in aqueous suspensions. Journal of Electroanalytical Chemistry. http://doi.org/10.1016/S0022-0728(02)00902-6

101
Rodríguez Santiago, A. (2011). REGENERACIÓN DE TiO2 (DEGUSSA P25) PROVENIENTE DEL PROCESO DE DEGRADACIÓN FOTOCATALÍTICA DE COLORANTES COMERCIALES EN MEDIO ACUOSO. Universidad Veracruzana.
Rodriguez, D. C., López, B., Peñuela, G. A., & Agudelo, S. (2009). Evaluation of Degradation and Mineralization of the Malathion Using Photocatalysis With a Solar Collector. Revista Colombiana de Quimica, 38(2), 221–234.
Ruiz, A. A. (2011). Uso de Electrocoagulación para la Remoción de Tartrazina en Soluciones Acuosas. Produccion Limpia, 6(2), 58–68.
Saratale, R. . (2009). Decolorization and biodegradation of textile dye Navy blue HER by Trichosporon beigelii NCIM-3326. Journal of Hazardous Materials, 166, 1421–1428.
Schertenleib, R., & Gujer, W. (2000, September). No Title. EAWAG News, pp. 3–5.
Soto, A. M., Gil Garzón, M. J., Jiménez, T. D. J., Usma, J. I., Gutiérrez, O. D., & Sánchez Sánchez, G. L. (2010). Comparación en la decoloración del efluente proveniente de la industria textil de un municipio antioqueño empleando extracto de alcachofa con actividad peroxidasa y peroxido de hidrogeno. Producción + Limpia, 5(2), 24–34. Retrieved from http://www.lasallista.edu.co/fxcul/media/pdf/RevistaLimpia/Vol5n2/24-34.pdf
Superintendencia de Sociedades. (2015). Desempeño del sector textil-confección 2012-2014 informe. Superintendecia de Sociedades, 1–32.
TECNOLÓGICO DE ESTUDIOS SUPERIORES DE ECATEPEC. (2009). Tecnologías Solar-Eólica-Hidrógeno-Pilas de Combustible como fuentes de energía.
UPME. (2010). UPME Energias Renovables. Ministerio de Minas Y Energianergia, 47.
Vargas Amado, L. A., Quiceno Buitrago, C. O., & Sanjuanés Medina, C. (2000). DISEÑO Y CONSTRUCCIÓN DE UN GENERADOR PROTOTIPO DE ENERGÍA MEDIANTE PÁNELES SOLARES - HIDRÓGENO CELDA COMBUSTIBLE (Primera Ed). Bogotá: Centro de Investigaciones y Desarrollo Científico Universidad Distrital Francisco José de Caldas.
Velásquez Piedrahíta, J. D., & Quiceno Castañeda, J. F. (2013). Diseño de un Sistema de Generación de Hidrógeno por electrólisis. Universidad Tecnológica de Pereira.
Vilches, A., Gil Pérez, D., Toscano, J. C., & Macías, O. (2015). La transición energética. Una Nueva Cultura de la Energía. Retrieved from http://www.oei.es/decada/accion.php?accion=023

102
Villa Gómez, K. (2013). Estudio de la producción de hidrógeno mediante fotocatálisis heterogénea. Universitat Autònoma de Barcelona. Retrieved from http://ezproxy.unal.edu.co/login?url=http://search.ebscohost.com/login.aspx?direct=true&db=edstdx&AN=tdx.10803.125976&lang=es&site=eds-live
Zumdahl, S. S., & Zumdahl, S. A. (2000). Chemistry. (Houghton Mifflin Company, Ed.) (5a ed.). New York.
Top Related