






Idiomas
Páginas
Jurídico


1
ESPECIALIZACIÓN EN GERENCIA DE
PRODUCCIÓN Y OPERACIONES
Bogotá – Colombia / PBX: (571) 3 257500 / Calle 74 no. 14 – 14
e- mail: [email protected]

2
CONTENIDO
pág.
RESUMEN ............................................................................................................. 15
INTRODUCCIÓN ................................................................................................... 16
1. ANTECEDENTES .............................................................................................. 17
2. JUSTIFICACIÓN ................................................................................................ 18
3. TEMA ................................................................................................................. 19
4. PROBLEMA ....................................................................................................... 20
5. PROCESOS CRÍTICOS .................................................................................... 21
6. OBJETIVOS DE LA INVESTIGACIÓN .............................................................. 22
6.1 OBJETIVO GENERAL .................................................................................. 22
6.2 OBJETIVOS ESPECÍFICOS ........................................................................ 22
7. ALCANCE .......................................................................................................... 23
8. VARIABLES ....................................................................................................... 24
8.1 VARIABLES DEPENDIENTES ..................................................................... 24
8.2 VARIABLES INDEPENDIENTES ................................................................. 24
9. HIPÓTESIS ........................................................................................................ 26
10. METODOLOGIA INICIAL PLANTEADA .......................................................... 27
11. POSIBLES PRODUCTOS A OBTENER .......................................................... 28
12. MARCO CONTEXTUAL .................................................................................. 29

3
13. VISIÓN MULTILATINA 2020 ............................................................................ 32
14. MISIÓN ............................................................................................................ 33
15. VALORES CORPORATIVOS .......................................................................... 34
16. DESCRIPCIÓN DE LA CADENA DE CACAO A NIVEL NACIONAL ............... 37
16.1 ANÁLISIS DEL SECTOR CACAOTERO .................................................... 37
17. DESARROLLO DEL PROYECTO ................................................................... 39
17.1 PRELIMPIEZA ............................................................................................ 39
17.2 ZARANDA CLASIFICADORA ..................................................................... 39
17.3 DESCHINADORA ....................................................................................... 39
17.4 TOSTIÓN .................................................................................................... 40
17.5 CASCALIMPIA............................................................................................ 40
17.6 MOLIENDA ................................................................................................. 40
18. PLANTEAMIENTO DEL MODELO CONCEPTUAL ......................................... 42
19. CONCLUSIONES MODELO CONCEPTUAL .................................................. 43
19.1 LEAN MANUFACTURING .......................................................................... 43
19.2 TÉCNICA DE LOS 5 PORQUÉ .................................................................. 43
19.3 METODOLOGÍA DE LAS 5S ...................................................................... 44
19.4 JUST IN TIME............................................................................................. 44
19.5 TPM ............................................................................................................ 45
20. MARCO TEORICO .......................................................................................... 46
20.1 DIAGRAMA CAUSA – EFECTO ................................................................. 46
20.1.1 Características principales. .................................................................. 46
4
20.1.2 Interpretación. ...................................................................................... 46
20.1.3 Organización eficaz de la búsqueda de causas reales. ........................ 47
20.2 LEAN MANUFACTURING .......................................................................... 48
20.3 TÉCNICA DE LOS 5 PORQUÉ .................................................................. 50
20.4 METODOLOGÍA 5’S ................................................................................... 52
20.4.1 Seiri – Organización. ............................................................................ 52
20.4.2 Seiton– orden. ...................................................................................... 53
20.4.3 Seiso– limpieza. ................................................................................... 53
20.4.4 Seiketsu- control visual. ........................................................................ 54
20.4.5 Shitsuke- disciplina y hábito. ................................................................ 55
20.4.6 ¿Qué beneficios aportan las 5´s? ......................................................... 56
20.5 JUST IN TIME............................................................................................. 58
21. METODOLOGÍA .............................................................................................. 61
21.1 DESARROLLO DE CONTRAMEDIDAS ..................................................... 66
21.2 LA ORGANIZACIÓN Y ORDEN ................................................................. 66
21.2.1 Organización. ....................................................................................... 67
21.2.2 Orden. .................................................................................................. 67
21.3 INVENTARIO INICIAL ................................................................................ 67
21.3.1 Listado de elementos innecesarios. ..................................................... 67
21.3.2 Listado de elementos necesarios. ........................................................ 67
21.3.3 Necesidades detectadas. ..................................................................... 67
21.4CRITERIOS DE DEMARCACIÓN Y ROTULACIÓN .................................... 68
21.5SITIO DE TRABAJO ANTES DE IMPLEMENTAR 5´S ................................ 68
21.6 SITIO DE TRABAJO DESPUÉS DE IMPLEMENTAR 5´S ......................... 69

5
22. SISTEMAS DE PRODUCCIÓN Y OPERACIONES. CAJA NEGRA ................ 71
22.1 IDENTIFICACIÓN PRELIMINAR DE RECURSOS ..................................... 71
22.2 VALOR AGREGADO .................................................................................. 72
23. CADENA DE VALOR ....................................................................................... 73
24. OBJETIVO ESTRATÉGICO DE PRODUCCIÓN Y OPERACIONES ............... 74
24.1 VISIÓN DEL SISTEMA DE PRODUCCIÓN Y OPERACIONES ................. 74
24.2 ESTRATEGÍAS DE PRODUCCIÓN ........................................................... 75
24.3 MAPA DE PROCESOS .............................................................................. 76
24.4 MODELO DE KANE ................................................................................... 77
24.5 MODELO INTEGRAL DE PRODUCTIVIDAD ............................................. 78
24.6 ANÁLISIS DE VALOR EN PROCESOS PRODUCTIVOS .......................... 79
24.6.1 Productividad de valor agregado 1- Materias Primas. .......................... 79
24.6.2 Productividad de valor agregado 2 – Transformación. ......................... 80
24.6.3 Productividad de valor agregado 3 – Subensambles. .......................... 80
24.6.4 Productividad de valor agregado 4 – Productos. .................................. 80
24.7 MODELO DE MANUFACTURA DE CLASE MUNDIAL .............................. 80
24.7.1 Estrategia. ............................................................................................ 81
24.7.2 Mercadeo. ............................................................................................ 81
24.7.3 Productividad. ....................................................................................... 81
24.7.4 Producción. .......................................................................................... 82
24.7.5 Logística Y Tecnología. ........................................................................ 83
24.7.6 Sistema de información Logística. ........................................................ 83
24.7.7 Calidad. ................................................................................................ 83

6
24.8 DECISIONES ESTRATEGICAS ................................................................. 84
24.9 MAPA ESTRATÉGICO ............................................................................... 86
25. PROCESO DE DESARROLLO DE NUEVOS PRODUCTOS .......................... 87
25.1 UBICACIÓN DEL PRODUCTO .................................................................. 88
25.2 ANÁLISIS DEL PRODUCTO ...................................................................... 88
25.3 COMPARATIVO DE PARTICIPACION DE MERCADO ............................. 89
25.4 ANÁLISIS DEL PRECIO ............................................................................. 89
25.5 ANÁLISIS DE LA DISTRIBUCIÓN .............................................................. 91
26. DISEÑO DE PROCESOS DE PRODUCCIÓN ................................................. 93
26.1 CARACTERÍSTICAS DEL FLUJO DEL PROCESO ................................... 93
26.2 DIAGRAMA DE FLUJO DE DATOS Y MATERIALES 1 ............................. 93
26.3 DIAGRAMA DE FLUJO DE DATOS Y MATERIALES 2 ............................. 94
26.4 ESTRATEGIAS DE PRODUCCION ........................................................... 95
26.5DIAGNOSTICO ORGANIZACIONAL ........................................................... 97
26.6 LOCALIZACIÓN DE LAS INSTALACIONES .............................................. 99
27. DIAGRAMAS ................................................................................................. 102
27.1 DIAGRAMA DE PRODUCTO ................................................................... 102
27.2 DIAGRAMA DE PROCESO ...................................................................... 103
27.3 ARBOL DE PROCESO ............................................................................. 104
27.4 DIAGRAMA DE ENSAMBLE .................................................................... 105
27.5 DIAGRAMA DE PRESCEDENCIA ........................................................... 106
28. TOMA DE TIEMPOS ..................................................................................... 108
29. LAYOUT......................................................................................................... 109

7
30. MAPA DE LA OPERACIÓN ........................................................................... 110
31. EQUIPOS O TECNOLOGÍAS DE MANEJO DE MATERIALES ..................... 111
32. FLUJOS DE MATERIALES............................................................................ 112
32.1 MODELOS DE CONTROL DE INVENTARIOS ........................................ 113
33. TECNOLOGÍA ............................................................................................... 114
33.1 INVENTARIO TECNOLÓGICO ................................................................ 114
34. SISTEMAS DE PRODUCCIÓN Y OPERACIONES ....................................... 115
34.1 FILOSOFÍA DE PRODUCCIÓN A APLICAR ............................................ 115
34.2 PROCESO DEL SISTEMA DE PRODUCCION Y OPERACIONES ......... 116
34.3 MEJORA CONTINUA: .............................................................................. 117
34.4 HERRAMIENTAS LEAN APLICABLES: ................................................... 117
35. SISTEMA DE INFORMACIÓN DE PRODUCCIÓN Y OPERACIONES ......... 119
35.1 INDICADORES DE RESULTADO ............................................................ 119
36. CONCLUSIONES .......................................................................................... 125
37. RECOMENDACIONES .................................................................................. 126
REFERENCIAS ................................................................................................... 127
BIBLIOGRAFÍA COMPLEMENTARIA ................................................................. 128

8
LISTA DE TABLAS
pág.
Tabla 1. Área, producción y rendimiento ............................................................... 37
Tabla 2. Producción nacional de cacao en grano .................................................. 38
Tabla 3. Planteamiento del modelo conceptual ..................................................... 42
Tabla 4. Datos históricos de Mermas Compañía Nacional de Chocolates ............ 61
Tabla 5. Técnica de los 5 por qué .......................................................................... 63
Tabla 6. Valoración causas raíces ......................................................................... 64
Tabla 7. Desarrollo diagrama de Pareto ................................................................ 65
Tabla 8. Estrategias de producción ....................................................................... 75
Tabla 9. Modelo Kane ............................................................................................ 77
Tabla 10. Modelo de manufactura de clase ........................................................... 80
Tabla 11. Comparativo de participación ................................................................. 89
Tabla 12. Estrategias de producción...................................................................... 95
Tabla 13. Proceso entrada salida ........................................................................ 107
Tabla 14. Toma de tiempos ................................................................................. 108
Tabla 15. Equipos o tecnologías de manejo de materiales .................................. 111
Tabla 16. Inventario tecnológico .......................................................................... 114
Tabla 17. Proceso del sistema de producción y operaciones .............................. 116
Tabla 18. Pérdidas que afectan la disponibilidad ................................................. 121
9
Tabla 19. Pérdidas que afectan la calidad ........................................................... 121
Tabla 20. Pérdidas que afectan el desempeño .................................................... 122

10
LISTA DE FIGURAS
pág.
Figura 1. Diagrama de causa y efecto ................................................................... 20
Figura 2. Metodología inicial planteada ................................................................. 27
Figura 3. Ubicación de plantas............................................................................... 31
Figura 4. Diagrama de proceso.............................................................................. 41
Figura 5. Los 4 pilares del JIT ................................................................................ 59
Figura 6. Diagrama de Pareto 1 ............................................................................ 65
Figura 7. Metodología 5s ....................................................................................... 66
Figura 8. Diseño de sitio de trabajo ....................................................................... 68
Figura 9. Sitio de trabajo antes .............................................................................. 68
Figura 10. Sitio de trabajo después ....................................................................... 69
Figura 11. Estándar de prelimpieza ....................................................................... 70
Figura 12. Caja negra ............................................................................................ 71
Figura 13. Cadena valor ........................................................................................ 73
Figura 14. Mapa de Procesos ................................................................................ 76
Figura 15. Modelo de productividad ....................................................................... 78
Figura 16. Cadenas productivas ............................................................................ 79
Figura 17. Decisiones estratégicas ........................................................................ 84
Figura 18. Mapa estratégico .................................................................................. 86

11
Figura 19. Desarrollo de productos. ....................................................................... 87
Figura 20. Análisis del producto ............................................................................. 88
Figura 21. Ubicación de plantas de Dist. ............................................................... 92
Figura 22. Diagrama de flujo de datos y materiales 1 ............................................ 93
Figura 23. Diagrama de flujo de datos y materiales ............................................... 94
Figura 24. Diagrama de flujo .................................................................................. 96
Figura 25. Problemas de diseño de Sistemas ....................................................... 97
Figura 26. Localización .......................................................................................... 99
Figura 27. Diagrama 1 ......................................................................................... 102
Figura 28. Diagrama 2 y 3 ................................................................................... 103
Figura 29. Diagrama 4. ........................................................................................ 104
Figura 30. Diagrama 5. ........................................................................................ 105
Figura 31. Diagrama 6. ........................................................................................ 106
Figura 32. Layout ................................................................................................. 109
Figura 33. Áreas .................................................................................................. 110
Figura 34. Flujo de materiales.............................................................................. 112
Figura 35. Diagrama de producción y operaciones .............................................. 115
Figura 36. Esquema Grafico Eficiencia Global de los equipos ............................ 122
Figura 37. Factores de cálculo ............................................................................. 123
12
Figura 38. Como Calcular la eficiencia global de los equipos .............................. 123
Figura 39. Kilogramo Hora Hombre ..................................................................... 124
13
AUTORES DE LA INVESTIGACIÓN:
Este proyecto de grado ha sido aprobado para optar al título de especialista en Gerencia de
producción y Operaciones. En constancia firman:
DIRECTOR DEL PROYECTO
JURADO
DIRECTOR DE LAS ESPECIALIZACIONES
COORDINADOR DE PROYECTOS DE GRADO.
Bogotá, D.C., 14 Marzo de 2015
DIANA CRISTINA MUÑOZ LAGOS
ALEXANDER SILVA ZULUAGA

14
DISEÑO DE UN MODELO DE OPTIMIZACIÓN PARA EL PROCESO DE
EXTRACCIÓN DE LICOR DE CACAO EN LA COMPAÑÍA NACIONAL DE
CHOCOLATES
NOMBRE DE LOS AUTORES DE LA INVESTIGACIÓN
MUÑÓZ LAGOS DIANA CRISTINA
SILVA ZULUAGA ALEXANDER
ESCUELA DE POSTGRADOS
ESPECIALIZACIÓN EN GERENCIA DE PRODUCCIÓN Y OPERACIONES
BOGOTÁ D.C
AÑO 2015
15
RESUMEN
En la Compañía Nacional de Chocolates se lleva a cabo el proceso de extracción
de licor de cacao como insumo para la elaboración de chocolate de mesa, este
tipo de producción lleva al control de múltiples variables, que se tienen
identificadas, por lo tanto se hace necesario implementar un modelo de
optimización en la extracción del licor de cacao. Las pérdidas por materiales
extraños contenidos en los bultos de cacao son consecuencia de un proceso
artesanal previo a la recepción de este insumo en planta. Una vez ingresan los
bultos de cacao al proceso productivo, son sometidos a una limpieza que pretende
eliminar basura y las pérdidas por mermas que se generan por humedades altas
en el grano, que al someterlo al proceso de tostión, descascarillado y molienda
afectan los rendimientos.
Palabras claves: Metodología 5´S, Diagrama Causa y Efecto, Diagrama de
Pareto, Tostión, Técnica de los 5 ¿Por qué?, Optimización, Mermas.

16
INTRODUCCIÓN
El presente proyecto se desarrolló para reducir los índices de las pérdidas de licor
de cacao, se elaboró un diagnóstico que conllevó a la identificación de las causas
que las originan, se planteó un modelo que se espera que al implementarlo
permita la optimización en el proceso de extracción de cacao. La producción
ajustada debe permitir la utilización eficiente de los recursos reduciendo tiempos
de preparación, minimizando errores, eliminando tiempos de espera, logrando un
flujo continuo en la línea, minimizando los transportes internos y evitando retrasos.
La Compañía Nacional de Chocolates en el proceso de extracción de licor de
cacao, como insumo para producción de chocolate de mesa, de acuerdo al reporte
general de costos generado durante los años 2007 al 2013 se reporto un total de
19.28 % de pérdidas en los subprocesos de la siguiente manera: 0,58% en pre
limpieza de cacao por basura. Teniendo en cuenta que su porcentaje mínimo de
pérdida es 0,4% (Autor Compañía Nacional de Chocolates, Año 2014), 9.50% en
tostión del grano de cacao por humedad, cuando su porcentaje debería estar en el
8,6 % (Autor Compañía Nacional de Chocolates, Año 2014), 9,19% en
descascarillado por residuos de cáscara, su porcentaje no debe sobre pasar 8,5 %
(Autor Compañía Nacional de Chocolates, Año 2014).
Cabe resaltar que al cumplimiento de los porcentajes establecidos, se trabaja por
la mejora continua hasta obtener el mínimo en desperdicio.
Por esta razón, este estudio tiene como objetivo primordial la optimización de la
línea de producción de licor de cacao, con el fin de reducir las pérdidas que se
generan en cada uno de los subprocesos, mediante la aplicación de herramientas
de mejoramiento continuo.
17
1. ANTECEDENTES
En la actualidad el sector de alimentos muestra uno de los indicadores de
productividad más altos y competitivos en la economía colombiana. Según los
resultados contenidos en la Encuesta Anual Manufacturera que realiza el DANE
cada año, la mayor participación la tienen las industrias de chocolates y confitería
(Año 2013). Sin embargo, en el análisis de toda la cadena productiva de la
Industria de Chocolates se han encontrado altos índices de desperdicios en el
proceso de extracción de licor de cacao generados principalmente por ineficiencia
en el control del proceso de entrega de sacos de cacao por parte del almacén de
materias primas a producción, errores en diligenciamiento en registros de
inventarios, desorden en áreas de trabajo, descalibración de equipos, porcentaje
de descascarillado y humedad desfasados, alto porcentaje de impurezas,
presencia de granos múltiples en granos de cacao que han llevado a la
disminución de productividad en sus procesos. (Autor Compañía Nacional de
Chocolates Año 2014)
En la elaboración de licor de cacao se han identificado subprocesos ineficientes,
esto ha llevado a un desbalanceo en los materiales generando inventarios y
pérdidas económicas para la compañía.

18
2. JUSTIFICACIÓN
La Compañía Nacional de Chocolates adoptó al igual que el grupo Nutresa, la
Gestión Integral de Riesgos, que se basa en la ISO 31000:2009 y para el Plan de
Continuidad de Negocios, se aplica la norma NFPA1600
(NationalFireProtectionAssociation 1600) formando parte de la política del Sistema
Integrado de Gestión, alineada con los Sistemas de Calidad, Seguridad de los
alimentos, Ambiental, Salud Ocupacional, BASC y demás que el negocio tenga
implementado, esto permite que los procesos puedan ser asegurados,
controlados, medidos y mejorados continuamente.
A lo largo del proceso productivo no se evidencia un correcto cumplimiento de la
política del sistema integrado de gestión. Esto hace que sea necesario un control
más estricto desde la producción primaria (cacaotero), pasando por la recepción,
pre limpieza, tostión y descascarillado, en estos procesos se ha encontrado
ineficiencia en el control del proceso de entrega de sacos de cacao por parte del
almacén de materias primas a producción, Porcentaje de humedad de cacao por
encima del 8.6 %, Porcentaje de impurezas por encima del 0.4 % en los sacos de
cacao, Porcentaje de descascarillado por encima del 8,5 %, Presencia de granos
múltiples en los sacos de cacao y Des calibración de equipos. (Autor
especificaciones técnicas Buhler Año 1981)
19
3. TEMA
Diseño de un modelo de optimización para el proceso de extracción de licor de
cacao en la Compañía Nacional de Chocolates.

20
4. PROBLEMA
En el momento de transformar la materia prima “almendra de cacao en licor de
cacao”, se detectan altos índices de desperdicios, atribuibles a los procesos de pre
limpieza, tostión y descascarillado, los cuales están en un 3,33% por encima de lo
estimado, generando desbalanceo de materiales y aumento en el costo de
fabricación; las principales causas se detectaron mediante el diagrama de causa y
efecto, el cual tiene como fin, identificar las posibles pérdidas que intervienen en el
proceso de transformación de la “almendra de cacao en licor de cacao”.
Figura 1. Diagrama de causa y efecto
Identificando las causas raíz de cada uno de los subprocesos, se evidencia una
oportunidad de implementar herramientas de mejora continua como Técnica de los
cinco porques, Diagrama causa efecto, Metodología 5 s, TPM, que permitan
incrementar la eficiencia en los procesos y la eliminación de desperdicio.
Desorden en áreas de trabajo.
DIAGRAMA CAUSA - EFECTO : ALTOS INDICES DE DESPERDICIOS EN EL PROCESO DE EXTRACCION DE LICOR DE CACAO
Fuente: Los autores
ALTOS ÍNDICES DE DESPERDICIOS EN
EL PROCESO DE EXTRACCIÓN DE
LICOR DE CACAO
Porcentaje de descascarillado por encima del
8.5 %
MATERIALES MANO DE OBRA
MÉTODO MAQUINARIA
Porcentaje de humedad de cacao
por encima del 8.6 %
Porcentaje de impurezas por
encima del 0.4 % en los sacos de
cacao.
Presencia de granos múltiples en los sacos de
cacao.
Descalibración de Equipos
Ineficiencia en el control del proceso de entrega de sacos de
cacao por parte del almacén de materias primas a
producción.
Errores en el diligenciamiento
en registro de inventario.

21
5. PROCESOS CRÍTICOS
Dentro del proceso de elaboración en la extracción de licor de cacao en la
Compañía Nacional de Chocolates se encuentran los siguientes procesos críticos:
Ineficiencia en el control del proceso de entrega de sacos de cacao por parte del
almacén de materias primas a producción, el cual conlleva a desfases en
inventarios.
Porcentaje de humedad de cacao por encima del 8.6 %, genera merma por
evaporación.
Porcentaje de impurezas por encima del 0.4 % en los sacos de cacao como
piedras, tornillos, etc., lleva a que costeo del cacao sea erróneo.
Porcentaje de descascarillado por encima del 8,5 %, hace que haya la granilla se
vaya con cascarilla y esto lleva a perdida de insumo.
Presencia de granos múltiples en los sacos de cacao, son desechados por la
máquina como impurezas, este el producto que al separarlo es materia apta para
el proceso.
Des calibración de equipos.
Errores en el diligenciamiento de registro de inventario.
Desorden en áreas de trabajo.

22
6. OBJETIVOS DE LA INVESTIGACIÓN
6.1 OBJETIVO GENERAL
Proponer un modelo conceptual en el diseño de optimización del proceso de la
extracción de licor de cacao para disminuir las pérdidas en recursos que se
generan durante el proceso.
6.2 OBJETIVOS ESPECÍFICOS
Realizar un diagnóstico de la situación actual a través de la información
recolectada y teniendo en cuenta el Diagrama de Causa y Efecto se analizaran los
factores que afectan el rendimiento en la producción de licor de cacao a saber.
Diseñar un modelo que permita optimizar el proceso por el cual se extrae el licor
de cacao a través de herramientas como Diagrama de Pareto, 5s y metodología
TPM.
Establecer indicadores y desarrollar contramedidas que permitan evidenciar los
resultados posibles a obtener con la aplicación del modelo a diseñar.
23
7. ALCANCE
Para desarrollar el modelo de optimización en el proceso en la extracción de licor
de cacao, se utilizarán métodos y herramientas tomando como base la
metodología TPM, 5’s, Diagrama causa efecto, cinco por qué y Diagrama de
Pareto, las cuales con el desarrollo e implementación permitirán el mejoramiento
continuo en los procesos.
Se implementara en la Compañía Nacional de Chocolates, la aplicación
comenzará desde la recepción de cacao en el almacén, donde es valorado por
calidad. Una vez cumpla con las especificaciones establecidas, este es
almacenado para luego ser entregado a producción según requerimiento, este se
dispone para transformación en licor de cacao el cual es utilizado como insumo
para elaboración de chocolate de mesa.
24
8. VARIABLES
8.1 VARIABLES DEPENDIENTES
Se toma como variable dependiente la eficiencia de producción, entendiéndose
por esta la cantidad de kg de licor producido por la mínima cantidad de los
recursos utilizados.
Eficiencia global de los equipos.
Consumo de energía Kwh/t.p.
Consumo de Gas.
Kg hora hombre.
8.2 VARIABLES INDEPENDIENTES
Dentro de los factores que afectan el objeto de estudio y que se pueden controlar
están:
Calidad en los insumos.
Optimización de costos.
Mantenimiento de equipos.
25
Planeación y control de la producción.
Mano de obra.
26
9. HIPÓTESIS
Al aumentar el aprovechamiento del insumo del grano de cacao con la
optimización del proceso en la extracción de licor, la disminución de las pérdidas
que se generan en los diferentes subprocesos permite tener mayor valor agregado
en el proceso, el cual repercute en la rentabilidad de la empresa.
27
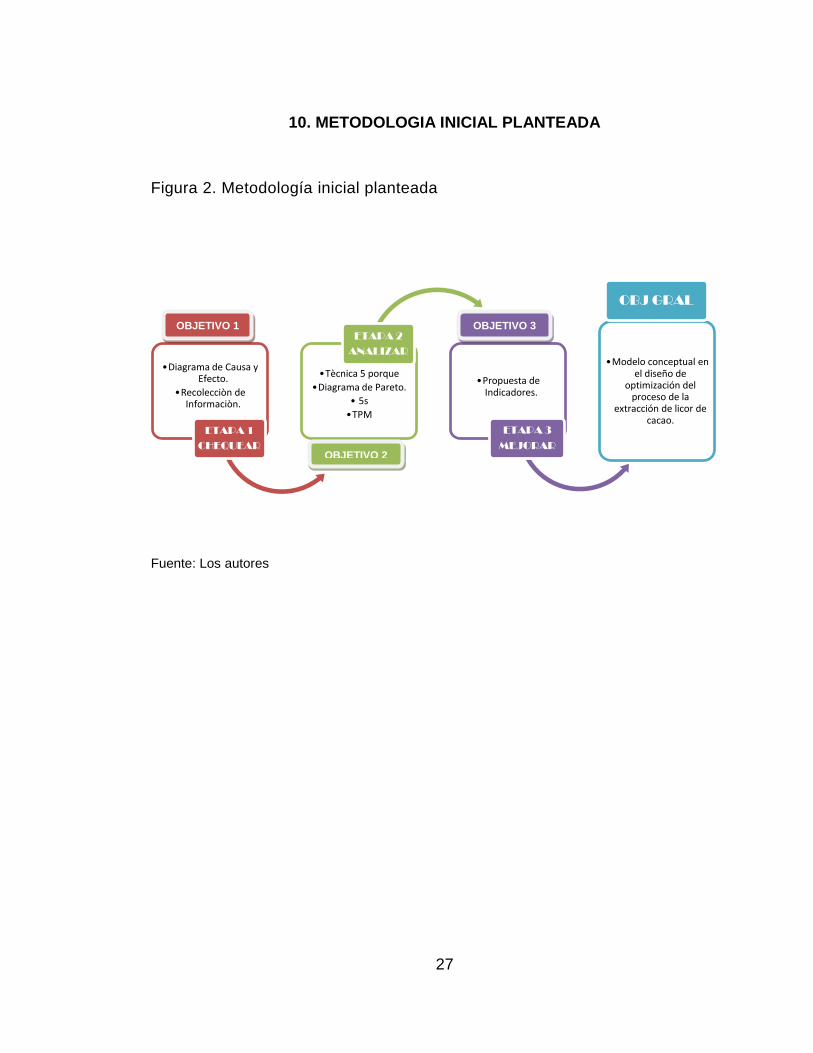
10. METODOLOGIA INICIAL PLANTEADA
Figura 2. Metodología inicial planteada
Fuente: Los autores
•Diagrama de Causa y Efecto.
•Recolecciòn de Informaciòn.
ETAPA 1
CHEQUEAR
•Tècnica 5 porque
•Diagrama de Pareto.
• 5s
•TPM
ETAPA 2
ANALIZAR
•Propuesta de Indicadores.
ETAPA 3
MEJORAR
•Modelo conceptual en el diseño de
optimización del proceso de la
extracción de licor de cacao.
OBJ GRAL
OBJETIVO 1
OBJETIVO 2
OBJETIVO 3
28
11. POSIBLES PRODUCTOS A OBTENER
Diseño de un modelo para optimizar el proceso en la extracción de Masa de
cacao.

29
12. MARCO CONTEXTUAL
Reseña histórica: (1920-1930) Comienza el 12 de abril de 1920 en Medellín,
Colombia, como la Compañía de Chocolates Cruz Roja, hoy Compañía Nacional
de Chocolates S.A. Durante los siguientes años logran consolidarse, mejorando
los procesos de producción y renovando las fábricas ubicadas en Cali, Bogotá y
Medellín e instalando una nueva en Bucaramanga. Posicionan las marcas Corona,
Diana y Tesalia. Adicionalmente, comienzan la fabricación de café tostado y
molido con la marca Bandera en Cali. (1935-1940) Se consolidan en el mercado,
con la adquisición de las empresas de chocolates Chaves y Equitativa, Santa Fe y
Tequendama, tres de los principales competidores de la época. Por otro lado,
generan intensas campañas para promover el consumo del chocolate, a pesar de
las dificultades de abastecimiento de materia prima proveniente de Brasil,
Suráfrica y Costa Rica. (1940-1950) Pablo Emilio Echeverri ingresa a la compañía,
como el primer técnico de origen colombiano que presta sus servicios a la
empresa. Realiza una importante labor de renovación del equipo industrial y
mantuvo la filosofía de desarrollo de productos de acuerdo con el gusto del
consumidor colombiano. (1950-1955) Tienen diferentes limitaciones de materia
prima, lo que les impide aumentar la producción para atender al mercado nacional.
A pesar de estas dificultades, el chocolate se consolida como la bebida por
excelencia de las clases trabajadoras urbanas y rurales. (1955-1960) Logran un
propósito importante: reducen la dependencia del cacao importado y generan
fuentes de empleo e ingreso para los campesinos; de este modo, ponen en
práctica un programa de largo plazo para el fomento del cultivo de cacao. (1960-
1970) Siguen creciendo: al mercado colombiano ingresan el café soluble Colcafé y
la chocolatina Jet, la primera golosina de chocolate fabricada industrialmente en el
país.
Para incentivar su consumo, crean varias colecciones de cromos o estampas; pero
el Álbum de Historia Natural alcanza la mayor aceptación del público desde

30
entonces. (1970-1980) Gracias al programa de fomento del cultivo de cacao, el
abastecimiento nacional del producto aumenta para esta década. Aparece en el
mercado la chocolatina Jumbo Jet con maní y Chocolisto, la bebida en polvo de
chocolate para mezclar con leche. (1980-1985) Lanzamos nuevos productos al
mercado: Wafer Jet, Combi Jet, Triki Jet, Coco Jet y Deli Jet (las primeras
golosinas nacionales basadas en núcleos cubiertos con chocolate). (1985 -1990)
Ingresó Chocolyne, el primer chocolate dietético sin azúcar. Así mismo,
experimentan una gran renovación con los chocolates Diana y Tesalia
saborizados con clavos y canela. (1990-1995) Establecen importantes convenios
con empresas extranjeras que permiten la llegada de los productos a los
mercados internacionales. Tiempo más tarde, al cumplir 75 años de existencia, les
otorgan la Orden de Boyacá en el grado Cruz de Plata.
(1995-2000) Adquieren un importante porcentaje de las acciones de Productos
Alimenticios Doria, líder en la industria de pastas alimenticias en Colombia.
Adicionalmente, sacan al mercado el Chocolate Nacional, primer chocolate
instantáneo de Colombia, la chocolatina recubierta Gol, los confites de chocolate
Topsi, Cruji Explosivos, Golochips con vitaminas y Granola con avena.
(2000-2002) Se asocian con Compañía de Galletas Noel para establecer la
empresa Novaventa S.A., dedicada a implementar nuevos canales de venta
orientados al consumidor final. Así mismo, crean la sociedad matriz Inversiones
Nacional de Chocolates S.A. cuyo objeto social es la administración de portafolios
de inversiones. (2002-2004) Con el ideal de mejorar todos los días, la actividad
industrial y financiera de la entonces Compañía Nacional de Chocolates se dividió:
de esta forma la CNCH cambió su razón social a INCH y se dedica únicamente a
la administración del portafolio de inversiones. Adicionalmente, se genera una
nueva CNCH dedicada a la actividad industrial de productos con base en cacao.
(2004-2006) La evolución trae consigo el desarrollo de retos importantes: pasar
de tener tres compañías a contar con treinta y cuatro, han logrado consolidar un

31
mercado internacional que cuenta actualmente con once compañías en países
como México, Puerto Rico, Guatemala y El Salvador, etc). En marzo de 2009,
Grupo Nacional de Chocolates concluye los trámites de adquisición de Nutresa
S.A. de C.V., empresa que se integró al Negocio de Chocolates. De esta manera,
hoy la Compañía cuenta con plataformas de producción propias en México, Costa
Rica, Perú y Colombia, y la red de distribución Cordialsa que opera en Colombia,
Ecuador, Venezuela, Puerto Rico y Estados Unidos.
Figura 3. Ubicación de plantas
Fuente: Compañía Nacional de Chocolates. (s.f.). Dónde estamos. Recuperado de
http://www.chocolates.com.co/ubicacion
32
13. VISIÓN MULTILATINA 2020
Juntos lograremos que nuestro Negocio de Chocolates alcance su meta en
ventas, proporcionando calidad de vida al consumidor con productos que
satisfagan sus aspiraciones de bienestar, nutrición y placer.
33
14. MISIÓN
Nuestra misión es la creciente generación de valor brindando calidad de vida al
consumidor y superando las expectativas del cliente con marcas conocidas y
apreciadas, innovación efectiva, servicio superior y una excelente distribución
nacional e internacional.
Gestionamos nuestras actividades comprometidos con el desarrollo sostenible,
con gente talentosa, propiciando su progreso y un comportamiento corporativo
ejemplar.

34
15. VALORES CORPORATIVOS
Colaboración – somos Jugadores de equipo:
Reconocemos las necesidades y expectativas de los grupos relacionados y
los clientes internos.
Capturamos sinergias, enseñando y aprendiendo de manera permanente.
Promovemos el trabajo proactivo, por procesos y en redes.
Actuamos conjuntamente movidos por objetivos comunes.
Impactamos positivamente con nuestro trabajo en los resultados de los
demás.
Confianza – generamos credibilidad:
Valoramos la diversidad y aporte de todos.
Damos y recibimos pro alimentamos para mejorar.
Somos coherentes entre lo que pensamos, decimos y hacemos.
Empoderamos con responsabilidad.

35
Escuchamos abierta y constructivamente y nos comunicamos de manera
transparente.
Innovación – el futuro en nuestras manos:
Somos abiertos y flexibles ante nuevas ideas.
Cuestionamos paradigmas y movilizamos cambios.
Volvemos simple lo complejo, promoviendo el espíritu práctico.
Asumimos riesgos responsables y actuamos diferente para generar
innovaciones efectivas.
Reconocemos nuestras limitaciones y errores y aprendemos de ellos.
Orientación al consumidor y cliente – Nuestra razón de ser:
Conocemos a nuestros consumidores y clientes.
Anticipamos y superamos sus expectativas.
Actuamos con calidad y oportunidad.

36
Pasión – Comprometidos de corazón y mente:
Generamos un ambiente positivo y entusiasta.
Nos retamos con audacia y nos involucramos para alcanzar logros
superiores.
Reconocemos y celebramos nuestros éxitos y logros.
Principios:
Integridad.
Ética.
Comportamientos observables:
Actuamos con rectitud con todos nuestros públicos relacionados (consumidores y clientes, accionistas, colaboradores, proveedores, el estado y la comunidad).
Administramos con transparencia y honestidad los bienes de la organización.
Lideramos con el ejemplo.
Cumplimos la ley, las políticas y normas internas.
Somos leales a la organización y actuamos con honestidad.
37
16. DESCRIPCIÓN DE LA CADENA DE CACAO A NIVEL NACIONAL
Se prevé que para el año 2015 la actividad cacaotera se desarrollará en un
ambiente social y macroeconómico y en una economía globalizada.
Incrementándose la capacidad de producción y comercialización del cacao en el
país, con destino a la industria nacional y en un mediano y largo plazo a nivel
internacional. En 15 años se tendrá 130.000 ha de cacao modernizadas y una
producción de 156.000 toneladas, de las cuales el 50% se destinarán a la
exportación y mínimo con un 10% de producción de cacao orgánico.
16.1 ANÁLISIS DEL SECTOR CACAOTERO
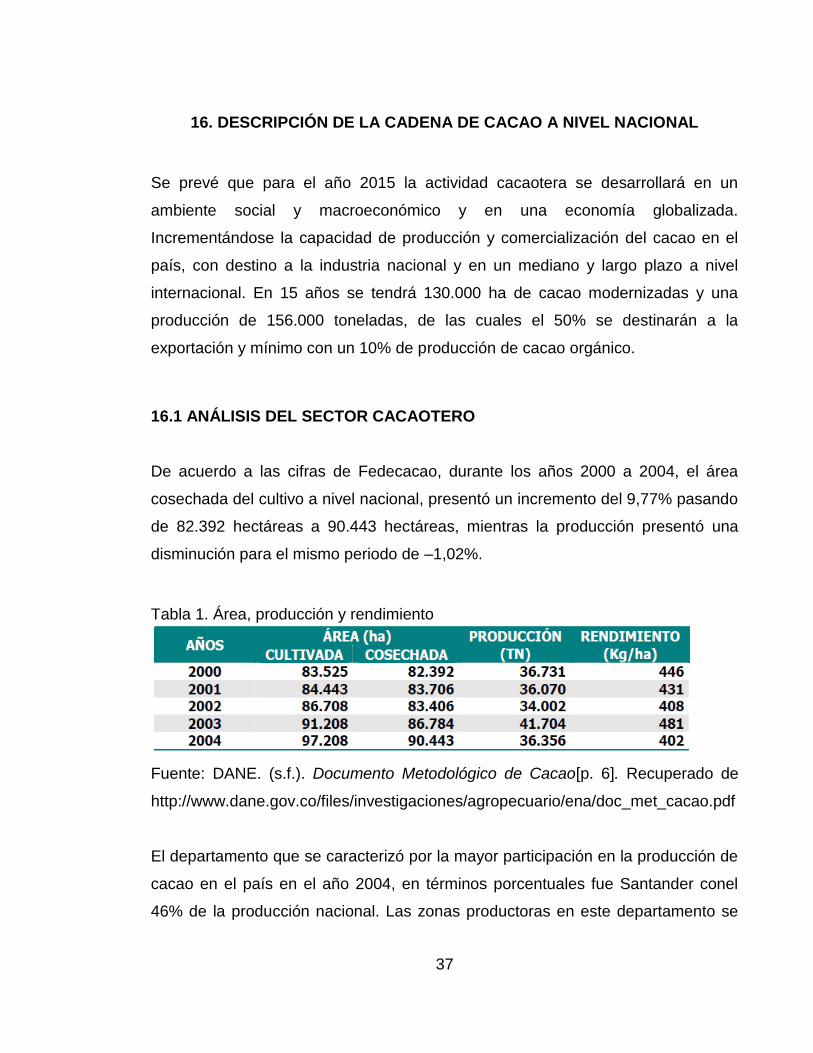
De acuerdo a las cifras de Fedecacao, durante los años 2000 a 2004, el área
cosechada del cultivo a nivel nacional, presentó un incremento del 9,77% pasando
de 82.392 hectáreas a 90.443 hectáreas, mientras la producción presentó una
disminución para el mismo periodo de –1,02%.
Tabla 1. Área, producción y rendimiento
Fuente: DANE. (s.f.). Documento Metodológico de Cacao[p. 6]. Recuperado de
http://www.dane.gov.co/files/investigaciones/agropecuario/ena/doc_met_cacao.pdf
El departamento que se caracterizó por la mayor participación en la producción de
cacao en el país en el año 2004, en términos porcentuales fue Santander conel
46% de la producción nacional. Las zonas productoras en este departamento se

38
encuentran en la vertiente occidental de la cordillera oriental, que recorre al
departamento de sur a norte bordeando el río magdalena. En esta subregión se
encuentra localizados: Landázuri, El Carmen, San Vicente, Rio negro, El Playón y
Lebrija. La tabla 2 muestra los departamentos productores y su participación en la
producción.
Tabla 2. Producción nacional de cacao en grano
Fuente: DANE. (s.f.). Documento Metodológico de Cacao [p. 6]. Recuperado de
http://www.dane.gov.co/files/investigaciones/agropecuario/ena/doc_met_cacao.pdf

39
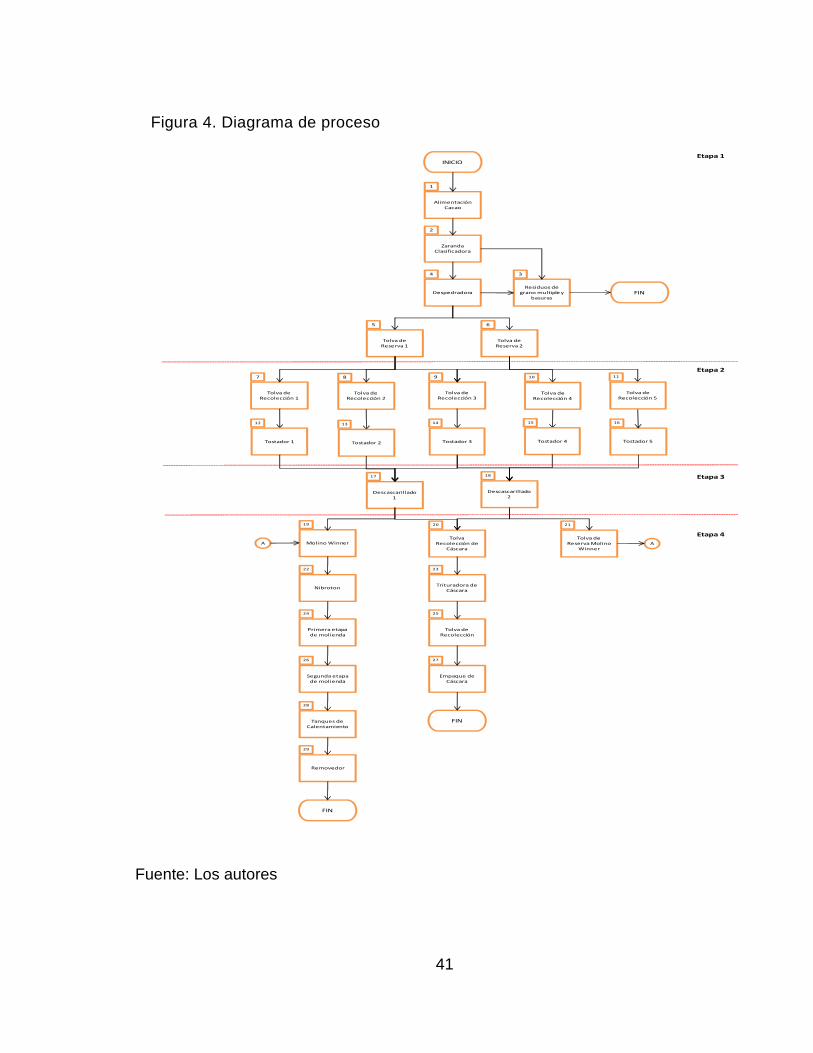
17. DESARROLLO DEL PROYECTO
Para el desarrollo del modelo de optimización en el proceso de extracción de licor
de cacao, es necesario partir de la descripción detallada del proceso mediante el
cual se realiza la extracción del licor de cacao.
17.1 PRELIMPIEZA
En este proceso se alimenta el grano de cacao y se limpia de todas las partículas
que puedan afectar la inocuidad del proceso pasando por dos etapas Zaranda
clasificadora y zaranda deschinadora.
17.2 ZARANDA CLASIFICADORA
Al dosificar el grano de cacao hacia la tolva de recibo este es transportado
mediante cangilones hacia la zaranda clasificadora donde se clasifica el cacao de
impurezas como cabuyas, tierra y grano múltiple es te proceso se cumple con
absorción de aire y vibraciones. Luego el grano de cacao es transportado por
sistema de transporte neumático hacia la zaranda deschinadora.
17.3 DESCHINADORA
En esta etapa el grano es separado de piedras mediante aspiración y vibración;
las piedras son separadas y el grano de cacao es transportado hacia unas tolvas
de almacenamiento donde posteriormente se envía el grano hacia las tolvas de
almacenamiento de los tostadores.

40
17.4 TOSTIÓN
La tostión es generada mediante el calentamiento de resistencias en el interior de
la máquina, allí el grano de cacao es obtenido de las tolvas de almacenamiento de
cada uno de los tostadores entra a varios ciclos y posteriormente se evacua y se
deposita el grano a unas bandas transportadoras que llevan el producto a las
tolvas de almacenamiento de las casca limpias.
17.5 CASCALIMPIA
El grano de cacao tostado es obtenido de las tolvas de almacenamiento y es
dosificado a los cangilones donde es triturado por el quebrantador luego es
separada la cascara del cacao mediante una malla que cuenta con diferentes
diámetros, esta es llevada por medio de un sistema de transporte neumático hacia
la tolva de almacenamiento y posterior mente la recolección en bultos. Luego de
triturar el grano de cacao se obtiene la granilla, esta es transportada hacia una
tolva de almacenamiento del molino y hacia el molino.
17.6 MOLIENDA
El proceso de molienda comienza cuando se alimenta la granilla al molino, por
medio de una recirculación de producto entre dos mallas se obtiene la masa de
cacao, esta es transportada por medio de tuberías hacia los tanques de
almacenamiento donde se disponen como insumo en la elaboración de chocolates
de mesa.
41
Figura 4. Diagrama de proceso
Etapa 1
Etapa 2
Etapa 3
Etapa 4
INICIO
Alimentación Cacao
1
Zaranda Clasificadora
2
Residuos de grano multiple y
basuras
3
FINDespedradora
4
Tolva de Reserva 1
5
Tolva de Reserva 2
6
Tostador 5
16
Descascarillado1
17
Descascarillado2
18
Molino Winner
19
Tolva Recolección de
Cáscara
20
Tolva de Reserva Molino
Winner
21
Nibroton
22
Primera etapade molienda
24
Segunda etapade molienda
26
Tanques de Calentamiento
28
Removedor
29
FIN
Trituradora de Cáscara
23
Tolva de Recolección
25
Empaque de Cáscara
27
FIN
AA
Tolva de Recolección 1
7
Tolva de Recolección 2
8
Tolva de Recolección 3
9
Tolva de Recolección 4
10
Tolva de Recolección 5
11
Tostador 1
12
Tostador 2
13
Tostador 3
14
Tostador 4
15
Fuente: Los autores
42
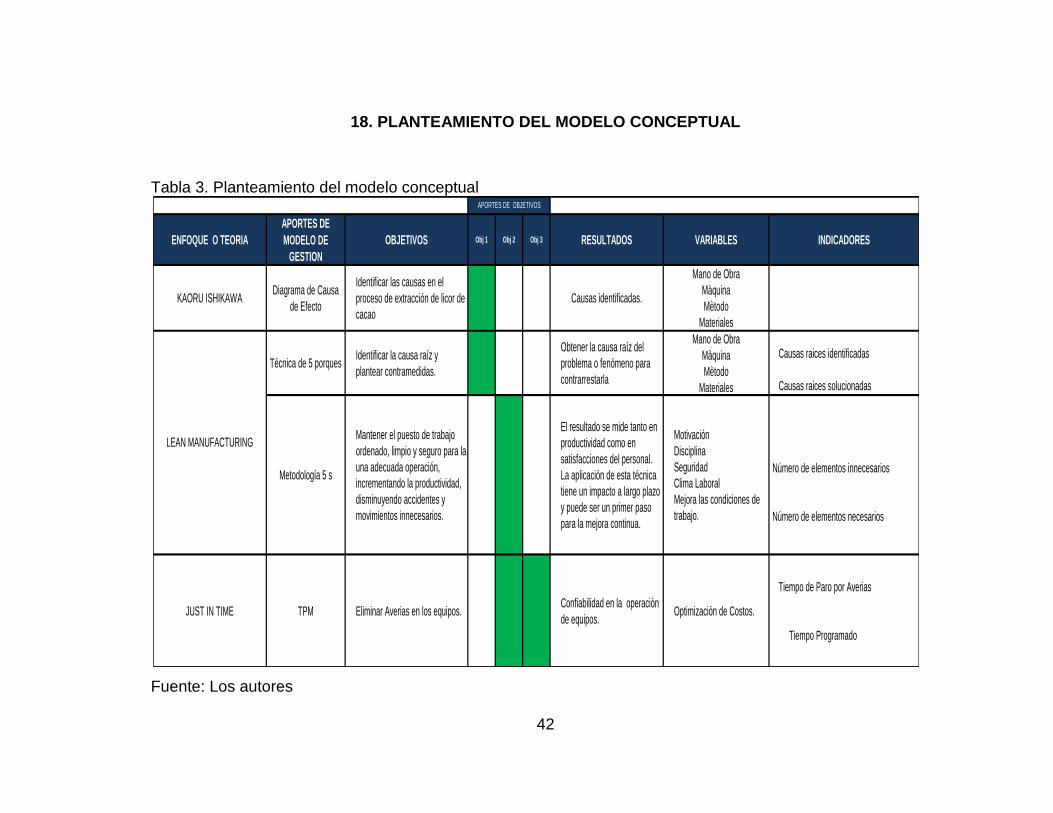
18. PLANTEAMIENTO DEL MODELO CONCEPTUAL
Tabla 3. Planteamiento del modelo conceptual
Fuente: Los autores
ENFOQUE O TEORIA
APORTES DE
MODELO DE
GESTION
OBJETIVOS Obj 1 Obj 2 Obj 3 RESULTADOS VARIABLES INDICADORES
KAORU ISHIKAWADiagrama de Causa
de Efecto
Identificar las causas en el
proceso de extracción de licor de
cacao
Causas identificadas.
Mano de Obra
Màquina
Mètodo
Materiales
Técnica de 5 porquesIdentificar la causa raíz y
plantear contramedidas.
Obtener la causa raíz del
problema o fenómeno para
contrarrestarla
Mano de Obra
Màquina
Mètodo
Materiales
Causas raices identificadas
Causas raices solucionadas
Metodología 5 s
Mantener el puesto de trabajo
ordenado, limpio y seguro para la
una adecuada operación,
incrementando la productividad,
disminuyendo accidentes y
movimientos innecesarios.
El resultado se mide tanto en
productividad como en
satisfacciones del personal.
La aplicación de esta técnica
tiene un impacto a largo plazo
y puede ser un primer paso
para la mejora continua.
Motivación
Disciplina
Seguridad
Clima Laboral
Mejora las condiciones de
trabajo.
Número de elementos innecesarios
Número de elementos necesarios
JUST IN TIME TPM Eliminar Averias en los equipos.Confiabilidad en la operaciòn
de equipos. Optimización de Costos.
Tiempo de Paro por Averias
Tiempo Programado
MRP MRP
Planificar la necesidad de
recursos de manufactura y
requerimientos de los materiales.
Planificación de todos los
recursos para la elaboración
del licor de cacao.
Productividad
Efectividad
Costos
Recursos
Planeación y Control de la
producción
Toneladas Programadas
Toneladas Producidas
LEAN MANUFACTURING
APORTES DE OBJETIVOS

43
19. CONCLUSIONES MODELO CONCEPTUAL
19.1 LEAN MANUFACTURING
La implantación de la metodología Lean Manufacturing implica el
compromiso de todas las áreas funcionales de la empresa y supone un
cambio de mentalidad basado en la calidad total. También ayuda a reducir
costos y obtener mayor calidad en todos los procesos y con esto tener mayor
rentabilidad en la empresa.
Es un sistema de calidad que deberían adoptar todas las empresas para
poder ser mejores. Lean es básicamente todo lo concerniente a obtener las
cosas correctas en el lugar correcto, en el momento correcto, en la cantidad
correcta, minimizando el despilfarro, siendo flexible y estando abierto al
cambio.
La implementación de Lean Manufacturing, tiene como propósito hacer más
flexible el proceso, eliminar los cuellos de botella y buscar la forma de reducir
el costo de la operación.
19.2 TÉCNICA DE LOS 5 PORQUÉ
La técnica de los 5 porqués es un método eficaz para determinar el origen
del problema y sus posibles causas, permite hacer un análisis de todos los
eventos a medida que se avanza hacia atrás, ya que al encadenarlos
podemos construir su relación causa-efecto y se puede llegar a desarrollar
soluciones a las preguntas planteadas. Se puede aplicar a la resolución de
un conflicto, toma de diagnóstico o la toma de decisiones.

44
Con la aplicación de la técnica de los 5 porque, se puede identificar y
analizar la causa raíz en el proceso de extracción de licor de cacao.
19.3 METODOLOGÍA DE LAS 5S
Con la aplicación de las 5s se crea como un compromiso con los empleados
a mantener siempre las condiciones adecuadas de orden y limpieza en sus
áreas de trabajo. En las empresas se procura un cambio para bien, hacia
mejores resultados, con la ayuda de una nueva tecnología más eficiente para
minimizar tiempos, dinero y recursos, maximizar beneficios y optimizar el
sistema completo. Muchas veces no es necesario invertir en tecnología
simplemente con una buena estrategia como son las 5s ayudan a corregir los
errores de las empresas transformándolas en líderes del cambio
Con la aplicación de la metodología 5´s se logran tener lugares de trabajo
agradable limpio y seguro.
19.4 JUST IN TIME
El sistema de Just in Time es una herramienta para reducir inventario,
mejorara la producción y las operaciones de servicio. Su implementación, no
implica grandes inversiones, pero si grandes cambios y sobretodo
adaptación, cuando se realiza adecuadamente reduce considerablemente los
costos de una empresa. Por otro lado, usar este sistema apoya de manera
interesante a toda la organización en su conjunto, promoviendo el desarrollo
de factor humano y estimulando el trabajo en equipo.

45
El sistema JIT cuando se implementa adecuadamente reduce
considerablemente los costos de una empresa, además no implica grandes
inversiones pero si grandes cambios.
19.5 TPM
Con el desarrollo y aplicación de la metodología TPM, se podrán eliminar las
pérdidas asociadas de los procesos partiendo de los tres ceros:
Cero averías.
Cero defectos.
Cero accidentes.
A su vez, empodera a los operarios para que mantengan, mejoren sus
equipos y áreas de trabajos.
46
20. MARCO TEORICO
20.1 DIAGRAMA CAUSA – EFECTO
El diagrama causa-efecto es una representación gráfica que muestra la
relación cualitativa e hipotética de los diversos factores que pueden contribuir
a un efecto o a un fenómeno determinado.
20.1.1 Características principales. Impacto visual: Muestra las
interrelaciones entre un efecto y sus posibles causas de forma ordenada,
clara y precisa.
Capacidad de comunicación: Muestra las posibles interrelaciones causa-
efecto permitiendo una mejor comprensión del fenómeno en estudio.
20.1.2 Interpretación. Un Diagrama Causa-Efecto proporciona un
conocimiento común de un problema complejo, con todos sus elementos y
relaciones claramente visibles a cualquier nivel de detalle.
Su utilización ayuda a organizar la búsqueda de causas de un determinado
fenómeno pero no las identifica y no proporciona respuestas a preguntas.
Posibles problemas y deficiencias de interpretación:
La más grave de las posibles falsas interpretaciones del Diagrama Causa-
Efecto, es confundir esta disposición ordenada de teorías con los datos
reales. Este diagrama es útil para desarrollar teorías, representar y contrastar
su consistencia lógica, pero no sustituye su comprobación empírica.

47
Construcción del Diagrama sin un análisis previo de los síntomas del
fenómeno objeto de estudio.
En tales casos el efecto descrito puede ser muy general y estar mal definido
por lo que el diagrama resultante sería innecesariamente grande, complejo y
difícil de utilizar.
Deficiencias en el enunciado (sesgos) que limiten las teorías que se exponen
y consideran, pudiendo pasar por alto las causas reales que contribuyen al
efecto.
Deficiencias en la identificación y clasificación de las causas principales. Esta
clasificación está íntimamente ligada con la capacidad de la herramienta para
la organización eficaz de la búsqueda de causas reales.
20.1.3 Organización eficaz de la búsqueda de causas reales.Por sus
características principales la construcción de un Diagrama de Causa Efecto
es muy útil cuando se quiere compartir conocimientos sobre múltiples
relaciones de causa y efecto.
Por ser una ordenación de relaciones lógicas, el Diagrama de Causa-Efecto
es una herramienta frecuentemente utilizada para:
Obtener teorías sobre relaciones de causa-efecto en un proceso
lógico paso a paso.
Obtener una estructuración lógica de muchas ideas "dispersas", como
una lista de ideas resultado de una tormenta de ideas.

48
20.2 LEAN MANUFACTURING
Es un conjunto de técnicas desarrolladas por la compañía Toyota a partir del
decenio de 1950 que sirven para mejorar y optimizar los procesos operativos
de cualquier compañía industrial, independientemente de su tamaño, donde
se destacan autores como SigeoShingo y Edward Hay. Las técnicas de Lean
Manufacturing se están utilizando en la optimización de las operaciones de
forma que se puedan obtener tiempos de reacción más cortos, mejor
atención servicio al cliente, mejor calidad, costos más bajos, eliminación de
cualquier actividad que no agregue valor al producto, servicio o proceso,
eliminación de cualquier tipo de desperdicio (sobreproducción, retrasos,
transporte, el proceso, inventarios, movimientos y calidad), mayor eficiencia
del equipo, entre otros.
El Lean Manufacturing se apoya en una serie de herramientas como son: los
sistemas Kanban, el mantenimiento productivo total, los sistemas Kaizen, las
5’s, Seis Sigma,PokaYoke, Jidokas, entre otros (Grupo Kaizen, 2011).
Lean tuvo sus inicios en la industria automotriz, específicamente en el
sistema de producción de Toyota (TPS - Toyota ProductionSystem), cuando
a finales de la Segunda Guerra Mundial Japón quedo destruido y por lo tanto
la industria manufacturera se vio afectada. Toyota quedo sin muchos
recursos para competir con las empresas de automóviles de Estados Unidos
que en ese momento eran los líderes. Toyota, en cabeza de sus ingenieros
ShigeoShingo y TaiichiOhno, comenzó a desarrollar herramientas de
manufactura y gestión que formarían la base para que Toyota gradualmente
se convirtiera en uno de los fabricantes de automóviles más importante y
eventualmente, como sucedió en el año 2007, el productor número uno a
nivel mundial teniendo los mejores estándares de calidad y la más alta
productividad y rentabilidad de la industria.

49
A principios de los ochenta, una comitiva de investigadores del MIT
(Massachusetts Institute of Technology) viajó a Japón y realizó un estudio
que tenía como fin investigar qué estaba haciendo la industria automotriz
japonesa que en ese momento le quitaba mercado a la americana a pasos
agigantados. Su principal descubrimiento fue el uso de las herramientas que
conformaban el sistema de producción de Toyota. A su regreso a Estados
Unidos, esta comitiva nombró esta metodología de fabricación Lean
Manufacturing y se encargó de su difusión en el mundo occidental, este
estudio quedo plasmado en el libro La máquina que cambio el mundo (The
Machine thatChangedtheWorld), publicado en 1990. Desde ese momento los
principios de Lean y sus herramientas han sido aplicados, exitosamente y
generando sorprendentes resultados, en todo tipo de industria manufacturera
y recientemente en servicios, hospitales y otros.
Algunos principios básicos de esta filosofía son:
Valor: Se determina lo que el cliente está dispuesto a pagar.
Cadena de Valor: Modelado y registro de todas las acciones
específicas requeridas para eliminar las actividades que no añaden
valor.
Flujo: La eliminación de las interrupciones dentro del flujo de la
cadena.
Dinamizar: La capacidad de innovar los productos y los procesos.

50
Perfección: La habilidad para lograr que las cosas se hagan bien
desde el primer momento hasta la aplicación del esfuerzo de mejora
continua.
20.3 TÉCNICA DE LOS 5 PORQUÉ
La técnica de los 5 Porqué es un método basado en realizar preguntas para
explorar las relaciones de causa-efecto que generan un problema en
particular. El objetivo final de los 5 Porqué es determinar la causa raíz de un
defecto o problema.
Esta técnica se utilizó por primera vez en Toyota durante la evolución de sus
metodologías de fabricación, que luego culminarían en el Toyota
ProductionSystem (TPS). Esta técnica se usa actualmente en muchos
ámbitos, y también se utiliza dentro de Six Sigma.
El objetivo de esta técnica es analizar sistemáticamente las posibles causas
de un problema, a través de preguntarse al menos cinco veces: “porqué”. Se
considera que al no encontrar una nueva respuesta, después de varias
veces, es lo que permite identificar la verdadera causa raíz del problema.
¿Cómo se utiliza?
Se enuncia el problema en forma clara y objetiva.
Una vez que las causas probables han sido identificadas, iniciar el proceso
preguntándose “¿por qué?”.
51
Continuar preguntando “por qué” al menos cinco veces. Este ejercicio reta a
los miembros del equipo a buscar a fondo y no conformarse con causas ya
probadas y ciertas. Una vez que sea difícil al equipo responder al “por qué”,
la causa probable ha sido identificada.
Existirán casos donde se podrá ir más allá de las cinco veces preguntando
“por qué” para encontrar las causas principales.
Durante el proceso tener mucho cuidado de NO empezar a preguntar
“quién”. Recordar que el equipo debe siempre estar interesado en el proceso
y no en las personas involucradas.
Se notan las causas principales.
Se establecen las acciones correctivas.
Relación con otras herramientas.
La técnica de los 5 porque se relaciona con frecuencia con:
Diagrama Causa-Efecto.
Diagrama de Árbol.
Hoja de Chequeo.
Diagrama de Interrelaciones.

52
Votación Múltiple.
20.4 METODOLOGÍA 5’S
Ibarra, S. (2010). Implementación de la herramienta de calidad de las 5”s” en
la empresa.“ Las operaciones de Organización, Orden y Limpieza fueron
desarrolladas por empresas japonesas, entre ellas Toyota, con el nombre de
5S. Se han aplicado en diversos países con notable éxito. Las 5S son las
iníciales de cinco palabras japonesas que nombran a cada una de las cinco
fases que componen la metodología:
20.4.1 Seiri – Organización.Consiste en identificar y separar los materiales
necesarios de los innecesarios y en desprenderse de éstos últimos.
Beneficios de aplicar SEIRI:
Liberan espacio útil en planta y oficinas espacio al que quizá puedo
darle un mejor uso.
La calidad de producto mejora, ya que a través de una buena
visualización se previenen más los errores.
Los trabajadores pueden mejorar la productividad en el uso del
tiempo, es decir, sin menos cosas que me estén estorbando con
mayor facilidad y rapidez realizo mi trabajo.
53
Eliminar pérdidas de materiales que quizá se dejaron mal acomodados
por un largo tiempo, o estuvieron expuestos a un ambiente no
favorable para ellos y ahora no pueda darles uso.
20.4.2 Seiton– orden.Consiste en establecer el modo en que deben
ubicarse e identificarse los materiales necesarios, de manera que sea fácil y
rápido encontrarlos, utilizarlos y reponerlos.
“Un sitio para cada cosa y cada cosa en su sitio”, quiere decir que se trata de
organizar todos los elementos que ya una vez han sido seleccionados como
necesarios o que aún son útiles, para que estos se acomoden en un lugar
definido y así se encuentren con mucha más facilidad es decir, las cosas que
se utilizan con más frecuencia deben ser colocadas en un lugar donde se
sabe que se van a encontrar sin estar perdiendo el tiempo en buscarlo.
20.4.3 Seiso– limpieza. Consiste en identificar y eliminar las fuentes de
suciedad, asegurando que todos los medios se encuentran siempre en
perfecto estado de salud.
SEISO trae grandes beneficios que son los siguientes:
Mejora el bienestar físico y mental del trabajador.
Trae más calidad al producto y evitan menos errores por suciedad del
producto.
Clientes satisfechos, quizá no lo creemos pero un lugar limpio hace
que el cliente compre con más gusto, esto quiere decir que facilita la
venta del producto.
Reduce accidentes.

54
Le da mejor imagen tanto interna como externa a la empresa.
Incrementa la vida útil de todo tipo de maquinaria, pues evita deterioro
por contaminación y polvo.
Las averías son detectadas con mucha más facilidad cuando el estado
se encuentra totalmente limpio.
Mayor venta debido a la calidad que demuestra un producto en estado
óptimo de limpieza.
20.4.4 Seiketsu- control visual. Consiste en distinguir fácilmente una
situación normal de otra anormal, mediante normas sencillas y visibles para
todos.
Beneficios de SEIKETSU:
Evita daños a la salud tanto del trabajador como del consumidor.
Como en las anteriores “s” evita fallas.
Más seguridad.
Desempeño por parte de los trabajadores.

55
El personal asume mayores responsabilidades ya que está preparado
para eso.
Mejor productividad de planta.
Los tiempos de intervención mejoran.
20.4.5 Shitsuke- disciplina y hábito.Consiste en trabajar permanentemente
de acuerdo con las normas establecidas.
Al desarrollar la Quinta “S” se puede decir que se está llevando a cabo una
nueva disciplina de trabajo, que consiste en aplicar coherente y
sistemáticamente las actividades anteriores. Se ha pasado paulatinamente
del esfuerzo consciente de pensar y aplicar nuevas prácticas laborales y
desaprender viejos hábitos para adquirir unos nuevos a una nueva forma de
trabajo, que surge de manera natural.
La disciplina es muy importante ante cualquier circunstancia se debe
aprender a respetar lo que se pide en el trabajo y es algo que se debe hacer
sin que haya alguien que lo esté pidiendo, tiene que haber voluntad todo el
tiempo.
Las tres primeras fases - ORGANIZACIÓN, ORDEN Y LIMPIEZA - son
operativas.
La cuarta fase - CONTROL VISUAL - ayuda a mantener el estado alcanzado
en las fases anteriores - Organización, Orden y Limpieza - mediante la
estandarización de las prácticas.
56
La quinta y última fase - DISCIPLINA Y HÁBITO – permite adquirir el hábito
de su práctica y mejora continua en el trabajo diario.
Las CINCO FASES componen un todo integrado y se abordan de forma
sucesiva, una tras otra.
Características de las 5s:
Es aplicable a todo tipo de organización.
En cualquier puesto de trabajo, oficina, almacén, archivos, áreas
públicas y de recepción, centros de capacitación, talleres,
laboratorios, etc.
Propicia la participación del personal en los procesos de mejora.
Busca mejorar y mantener las condiciones de organización, orden y
limpiezadel centro de trabajo, propiciando un ambiente adecuado,
agradable y seguro.
No es una cuestión de estética sino de funcionalidad y eficacia.
Puede considerarse un paso previo a la implantación de cualquier
proyecto de mejora continua en la organización.
20.4.6 ¿Qué beneficios aportan las 5´s?La implantación de las 5S se basa
en el trabajo en equipo. Permite involucrar a los trabajadores en el proceso

57
de mejora desde su conocimiento del puesto de trabajo. Los trabajadores se
comprometen. Se valoran sus aportaciones y conocimiento. LA MEJORA
CONTINUA SE HACE UNA TAREA DE TODOS.
Manteniendo y mejorando asiduamente el nivel de 5S se consigue una
MAYOR PRODUCTIVIDAD que se traduce en:
Menos productos defectuosos.
Menos averías.
Menor nivel de existencias o inventarios.
Menos accidentes.
Menos movimientos y traslados inútiles.
Menor tiempo para el cambio de herramientas.
Mediante la Organización, el Orden y la Limpieza se logra un MEJOR
LUGAR DE TRABAJO para todos, puesto que se consigue:
Más espacio.
Orgullo del lugar en el que se trabaja.
58
Mejor imagen ante los clientes.
Mayor cooperación y trabajo en equipo.
Mayor compromiso y responsabilidad en las tareas.
Mayor conocimiento del puesto de trabajo.(Tesis para título técnico, Universidad
Tecnológica de la Sierra Hidalguense, Zacualtipán de Ángeles, México).
Recuperado de http://www.utsh.edu.mx/pdf/SeleneIbarraZeron.pdf.
20.5 JUST IN TIME
Justo a Tiempo. (s.f.). Universidad de Barcelona [Archivo]. “El Just in Time
(JIT) es una filosofía industrial que define la forma en que debe
gestionarse el sistema de producción. Este consiste en la eliminación
de todo lo que implique desperdicio en el sistema de producción, es
decir aquello que implique sub-utilización de un sistema, desde
compras hasta la distribución, así como todo aquello que sea distinto a
los recursos absolutos de los materiales, máquinas y mano de obra
necesarios para agregarle valor al producto. La idea principal de este
sistema es producir un artículo en el momento que sea requerido para
que este sea vendido o utilizado en la siguiente estación de trabajo en
un proceso de manufactura. Los componentes básicos de esta
filosofía son: sincronización, equilibrio, flujo y calidad. El sistema Just
in Time elimina inventarios innecesarios tanto en proceso, como de
productos terminados y permite rápidamente adaptarse a los cambios
en la demanda.

59
El JIT no es un medio para conseguir que los proveedores hagan muchas
entregas y con absoluta puntualidad para no tener que manejar grandes
volúmenes de existencia o componentes comprados, sino que es una
filosofía de producción que se orienta a la demanda. La ventaja competitiva
ganada deriva de la capacidad que adquiere la empresa para entregar al
mercado el producto solicitado, en un tiempo breve, en la cantidad requerida.
Evitando los costos que no producen valor añadido también se obtendrán
precios competitivos.
Figura 5. Los 4 pilares del JIT
Fuente: Justo a Tiempo. (s.f.). Universidad de Barcelona [Archivo].
Recuperado
dehttp://www.ub.edu/gidea/recursos/casseat/JIT_concepte_carac.pdf
Uno de los aspectos fundamentales del JIT es el cambio de sistema Push a
sistema Pull.
El sistema Push se caracteriza por que los lotes de fabricación previamente
planificados “empujan” la producción. Por el contrario, en el sistema Pull (“de
tirón” o de información descentralizada), cada proceso o cliente retira el
producto o las piezas del proceso anterior a medida que las necesita. De
esta forma, un centro de trabajo o servicio únicamente trabaja cuando el

60
proceso siguiente le comunica la necesidad de hacerlo.(Recuperado
dehttp://www.ub.edu/gidea/recursos/casseat/JIT_concepte_carac.pdf).

61
21. METODOLOGÍA
Con el fin de dar un desarrollo metodológico al diseño del modelo de optimización
se evalúan y analizan las teorías propuestas estableciendo los elementos que
intervienen en la cadena operativa (4M); para tal fin el modelo de optimización
será desarrollada en cuatro etapas la primera de Chequear o diagnóstico, que
parte de recolectar la información, en la cual se toman los resultados del histórico
de mermas ver tabla 4, en esta misma etapa con el fin de identificar las causas se
realiza un diagrama causa efecto (como se muestra en el planteamiento del
problema, ver gráfico 1), el cual facilita el análisis, identificando sus causas
primarias; posteriormente y como insumo el diagrama causa efecto se inicia con
una segunda etapa analizando las causas mediante la técnica de los 5 ¿por qué?
¿Por qué? Para obtener las causas raíces y plantear las contramedidas. Ver tabla
5; posteriormente se inicia con la tercera etapa, donde se realiza la priorización en
la solución de las contramedidas por medio de un diagrama de Pareto. Ver tabla 7;
por último en la etapa cuatro para mejorar desarrollamos herramientas como
metodología 5´s.
Tabla 4. Datos históricos de Mermas Compañía Nacional de Chocolates
AÑOPuesto en
Prelimpieza
Granilla
obtenida
(Kgs)
Merma en
prelimpieza
(Kgs)
Merma en
cascara
(Kgs)
Merma
evaporación
(Kgs)
Merma totalPorcentaje
de Merma
Granilla
obtenida %
Merma en
prelimpieza
%
Merma en
cascara %
Merma
evaporacion
%
Puesto en
PrelimpiezaMerma total
Merma
Acumulada
2007 12,044,778 9,694,971 55,965 1,142,589 1,151,253 2,349,807 19.51% 80.49% 0.46% 9.49% 9.56% 12,044,778 2,349,807 19.51%
2008 12,592,087 10,095,176 81,047 1,159,489 1,256,375 2,496,911 19.83% 80.17% 0.64% 9.21% 9.98% 24,636,865 4,846,718 19.67%
2009 12,394,919 9,958,258 61,015 1,115,053 1,260,593 2,436,661 19.66% 80.34% 0.49% 9.00% 10.17% 37,031,784 7,283,379 19.67%
2010 12,705,304 10,203,260 62,279 1,179,661 1,260,104 2,502,044 19.69% 80.31% 0.49% 9.28% 9.92% 49,737,088 9,785,423 19.67%
2011 13,352,936 10,740,949 86,604 1,231,335 1,294,048 2,611,987 19.56% 80.44% 0.65% 9.22% 9.69% 63,090,024 12,397,410 19.65%
2012 13,032,221 10,669,324 80,558 1,162,166 1,120,173 2,362,897 18.13% 81.87% 0.62% 8.92% 8.60% 76,122,245 14,760,307 19.39%
2013 13,038,396 10,610,006 91,128 1,205,503 1,131,759 2,428,390 18.62% 81.38% 0.70% 9.25% 8.68% 89,160,641 17,188,697 19.28%
ACUMULADO 89,160,641 71,971,944 518,596 8,195,796 8,474,305 17,188,697 19.28% 80.72% 0.58% 9.19% 9.50% 89,160,641 17,188,697 19.28%

62
De acuerdo a los datos históricos se puede evidenciar que las causas del análisis
son:
Ineficiencia en el control del proceso de entrega de sacos de cacao por
parte del almacén de materias primas a producción.
Errores en el diligenciamiento de registros de inventario.
Desorden en áreas de trabajo.
Porcentaje de humedad de cacao por encima del 8.6 %.
Porcentaje de impurezas por encima del 0.4 % en los sacos de cacao.
Porcentaje de descascarillado por encima del 8,5%.

63
Tabla 5. Técnica de los 5 por qué
Fuente: Los autores
4 CONTRAMEDIDAS
Por que el acceso no se
encuentra restringido por
ninguna de las dos áreas.
Por que no se ha de
limitado accesos entre las
dos áreas
Por que no existe un espacio
suficiente para almacenar
cacao en producción.
*Ampliar el área de alistamiento de cacao en producción
*Limitar el acceso entre áreas, habilitando únicamente en
horarios de entregas de cacao del almacén a producción.
No se cuenta con una
persona por parte de
producción en recibir cacao
No se ha contemplado la
necesidad de tenerlo
*Asignar una persona para que se encargue del control de
inventarios.
El personal del área tiene
un alto nivel de rotación.
Los contratos de estas
personas son temporales
*Asignar personas con un tipo de contrato
a termino fijo o indefinido.
No se cuenta con un
programa de entrenamiento
definido para esta labor.
No se ha contemplado la
necesidad de tenerlo y
divulgarlo
*Elaborar el análisis integral del oficio de
pre limpieza y divulgarlo cada vez que ingrese personal
nuevo
Falta de concientización del
personal por mantener el
sitio de trabajo limpio y
organizado
No se han implementado
metodologías de
organización, orden y
limpieza
*Implementar la metodología 5´s en las áreas de
Pre limpieza, tostión y molienda.
No se cuenta con un
programa de entrenamiento
definido para esta labor.
No se ha contemplado la
necesidad de tenerlo y
divulgarlo
*Elaborar el análisis integral del oficio de
pre limpieza y divulgarlo cada vez que ingrese personal
nuevo
Las temperaturas de los
tostadores exceden los
rangos permisibles y
aumentan mermas por
humedad
Por descalibración de
equipos.
*Aumentar el mantenimiento preventivo a los tostadores.
Proveedores abastecen de
cacao húmedo y es
ingresado de esta forma a
producción.
El control en la recepción
del cacao no esta siendo
efectiva.
*Actualización de mediciones en los porcentajes de
humedad del cacao
Ineficiencia en la
separación de impurezas de
la deschinadora debido a
que en el proceso de
clasificación separa
producto bueno como
residuo.
Se cuenta con un equipo
obsoleto que no clasifica
bien.
*Actualizar deschinadora
Presencia de granos
múltiples en sacos de cacao
los cuales son evacuados
como residuos.
Por que es separado por la
deschinadora
Por que tiene un mayor
tamaño al grano normal
*Diseñar un triturador para separar el grano múltiple y así
reincorporar el grano al proceso.
FPorcentaje de descascarillado por encima
del 8.5 %.
Por presencia de granilla en
la recolección de cáscara.
Las cascalimpias no
realizan una adecuada
separación
Ausencia de
mantenimientos
preventivos
*Realizar controles periodicos de calculo de flujo de
granilla en cascarilla.
* Aumentar las frecuencias de mantenimientos preventivos
a las cascalimpias.
No existe un control
estricto entre el almacén y
producción que asegure las
entregas confiables.
Porcentaje de humedad de cacao por
encima del 8.6 %
Porcentaje de impurezas por encima del
0.4 % en los sacos de cacao.
Ineficiencia en el control del proceso de
entrega de sacos de cacao por parte del
almacén de materias primas a producción.
Errores en el diligenciamiento de registros
de inventario.
El personal del área no
cuenta con la capacitación
suficiente en el control de
inventarios.
Desorden en áreas de trabajo.
A
B
C
D
E
CAUSAS
ANALISIS PORQUE - PORQUE
1 2 3
PLANTEAMIENTO DEL PROBLEMA

64
Tabla 6. Valoración causas raíces
Fuente: Los autores
CAUSAS RAICES calificación Humedad Cáscara Residuos Costos
Porque no existe un espacio suficiente para almacenar cacao en
producción.
Porque no se ha contemplado la necesidad de una persona por parte
de producción en recibir cacao.
Porque el personal del área no cuenta con la capacitación suficiente
en el control de inventarios, este personal tiene un alto nivel de
rotación y los contratos son temporales.
Porque no se cuenta con un programa de entrenamiento definido para
esta labor, no se ha contemplado la necesidad de tenerlo y divulgarlo.
Porque no se han implementado metodologías de organización, orden
y limpieza
Porque no se cuenta con un programa de entrenamiento definido para
esta labor, no se ha contemplado la necesidad de tenerlo y divulgarlo.
Porque las temperaturas de los tostadores exceden los rangos
permisibles y aumentan mermas por humedad, esto porque existe
descalibración de equipos.
Porque los proveedores abastecen de cacao húmedo y es ingresado de
esta forma a producción, el control en la recepción del cacao no esta
siendo efectiva.
Porque hay ineficiencia en la separación de impurezas de la
deschinadora, debido a que en el proceso de clasificación separa
producto bueno como residuo, se cuenta con un equipo obsoleto que
no clasifica bien.
Porque hay presencia de granos múltiples en sacos de cacao los cuales
son evacuados como residuos, estos tienen un mayor tamaño al grano
normal.
G Porcentaje de cascarilla por encima del
7,5%.
Porque las cascalimpias no realizan una adecuada separación porque
hay ausencia de mantenimientos preventivos.15 1 5 4 5
CUADRO DE CRITERIOS
Alta incidencia 5
media alta Incidencia 4
Media incidencia 3
Media baja incidencia 2
Baja incidencia 1
CAUSAS PRINCIPALES
1
1
4
5
4
5 5 5
2 1 2
2 2 2
A
B
C
D
E
Ineficiencia en el control del proceso de
entrega de sacos de cacao por parte del
almacén de materias primas a producción.
Errores en el diligenciamiento de registros
de inventario.
Desorden en áreas de trabajo.
Porcentaje de humedad de cacao por
encima del 7 %
Porcentaje de impurezas por encima del
0.3 % en los sacos de cacao.
15
9
6
19
7
5 1 4
1 1 3
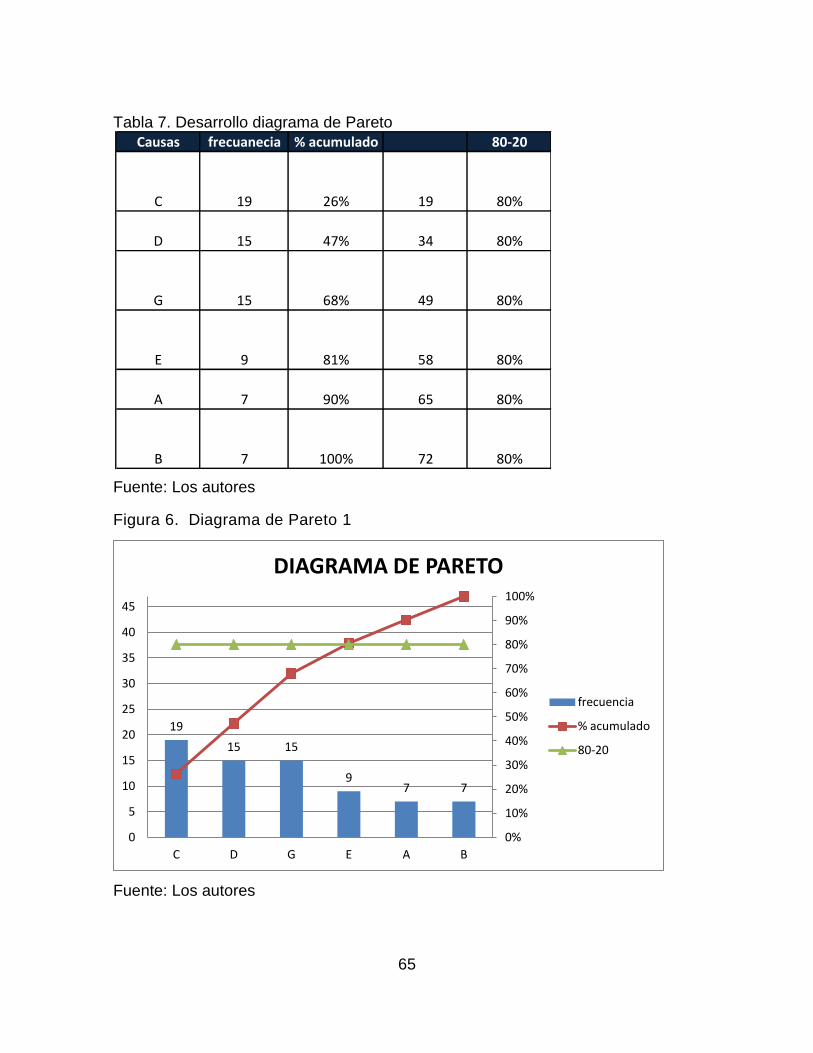
65
Tabla 7. Desarrollo diagrama de Pareto
Fuente: Los autores
Figura 6. Diagrama de Pareto 1
Fuente: Los autores
Causas frecuanecia % acumulado 80-20
C 19 26% 19 80%
D 15 47% 34 80%
G 15 68% 49 80%
E 9 81% 58 80%
A 7 90% 65 80%
B 7 100% 72 80%
19
15 15
9 7 7
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
5
10
15
20
25
30
35
40
45
C D G E A B
DIAGRAMA DE PARETO
frecuencia
% acumulado
80-20
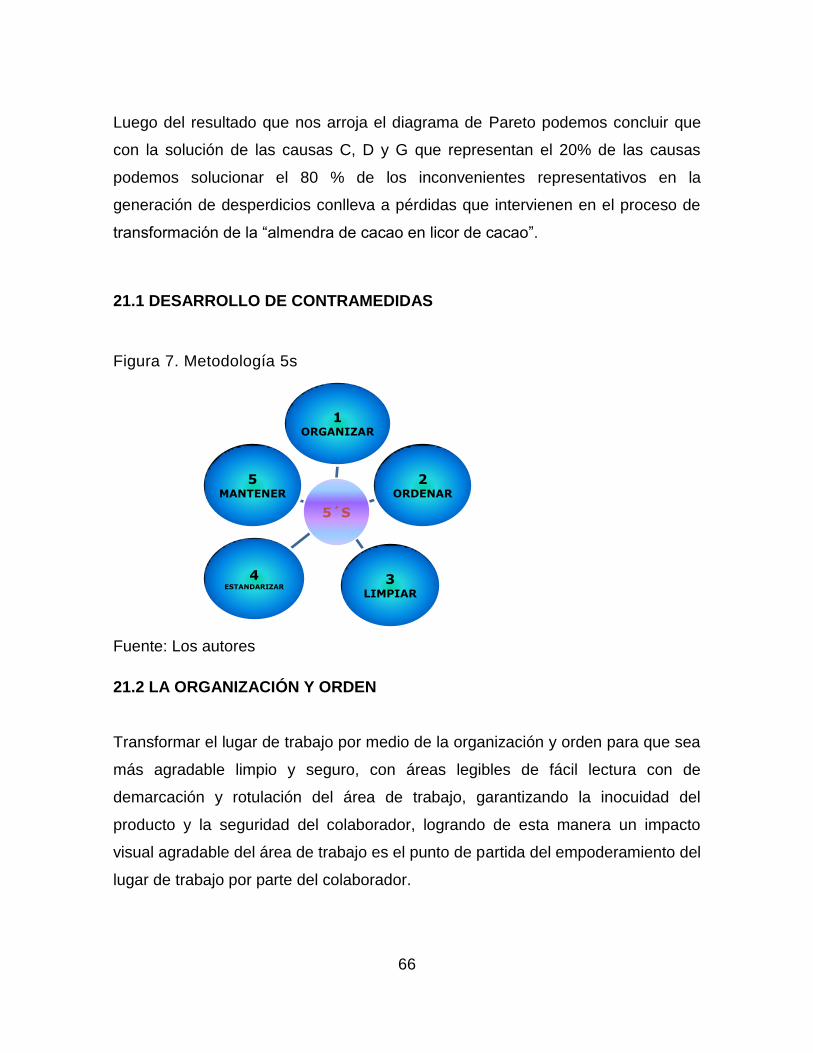
66
Luego del resultado que nos arroja el diagrama de Pareto podemos concluir que
con la solución de las causas C, D y G que representan el 20% de las causas
podemos solucionar el 80 % de los inconvenientes representativos en la
generación de desperdicios conlleva a pérdidas que intervienen en el proceso de
transformación de la “almendra de cacao en licor de cacao”.
21.1 DESARROLLO DE CONTRAMEDIDAS
Figura 7. Metodología 5s
Fuente: Los autores
21.2 LA ORGANIZACIÓN Y ORDEN
Transformar el lugar de trabajo por medio de la organización y orden para que sea
más agradable limpio y seguro, con áreas legibles de fácil lectura con de
demarcación y rotulación del área de trabajo, garantizando la inocuidad del
producto y la seguridad del colaborador, logrando de esta manera un impacto
visual agradable del área de trabajo es el punto de partida del empoderamiento del
lugar de trabajo por parte del colaborador.
5´S
1
ORGANIZAR
2
ORDENAR
3
LIMPIAR
4 ESTANDARIZAR
5
MANTENER

67
21.2.1 Organización.Clasificar los elementos en el lugar de trabajo en necesarios
e innecesarios, retirando los innecesarios para la operación diaria.
21.2.2 Orden.Es la ubicación de los elementos necesarios en un lugar definido
con su señalización y etiquetado adecuado que permita que cualquier persona los
encuentre.
Para la implementación de organización y orden se tiene como herramienta el
diligenciamiento de cuatro formatos.
21.3 INVENTARIO INICIAL
Se registran todos los elementos que se encuentran en el puesto de trabajo ya
sean necesarios o innecesarios ver (Anexo 1 inventario inicial).
21.3.1 Listado de elementos innecesarios. Se registran los elementos
innecesarios documentados en el inventario inicial y se especifica hacia dónde va
dirigido o almacenado, ya que no es necesario para la labor. Ver Anexo 2: Listado
de elementos innecesarios.
21.3.2 Listado de elementos necesarios. Se registran los elementos necesarios
documentados en el inventario inicial especificando la frecuencia de uso, cantidad
necesaria y el lugar de su ubicación. Ver Anexo 3: Listado de elementos
necesarios.
21.3.3 Necesidades detectadas. Se registran elementos cuya ausencia impiden o
dificultan la ejecución de la labor ver (Anexo 4 Necesidades detectadas).

68
21.4CRITERIOS DE DEMARCACIÓN Y ROTULACIÓN
Es aplicado mediante código de colores: contornos, sombras, siluetas y etiquetas
dibujadas en el puesto de trabajo y pintura en pasillos y puestos de trabajo; de
esta manera se facilita la ubicación de los elementos y el control de inventario.
Demarcación y rotulación en puestos de trabajo.
Figura 8. Diseño de sitio de trabajo
Fuente: Compañía Nacional de Chocolates
Se emplea para evaluar la localización de herramientas, piezas, accesorios y
equipos y decidir cuáles son las mejores ubicaciones.
21.5SITIO DE TRABAJO ANTES DE IMPLEMENTAR 5´S
Se realiza un esquema en escala inferior del puesto de trabajo antes de
implementar organización y orden
Figura 9. Sitio de trabajo antes

69
21.6 SITIO DE TRABAJO DESPUÉS DE IMPLEMENTAR 5´S
Se realiza nuevamente el esquema actual del lugar de trabajo para poder
evidenciar los logros obtenidos como resultado de la implementación de 5´S.
Figura 10. Sitio de trabajo después

70
Figura 11. Estándar de prelimpieza
Fuente: Compañía Nacional de Chocolates

71
22. SISTEMAS DE PRODUCCIÓN Y OPERACIONES. CAJA NEGRA
22.1 IDENTIFICACIÓN PRELIMINAR DE RECURSOS
Figura 12. Caja negra
Fuente: Los autores
Mano de Obra: Personal calificado con conocimientos en manipulación de
alimentos y en normas del sistema integrado de gestión (Seguridad, calidad y
Medio ambiente).
Materia primas: La materia prima es obtenida desde la producción primaria
fomentada en cultivos cacaoteros a su vez es complementada con la adquisición
de insumo por proveedores nacionales e internacionales.
Maquinaria: Para la ejecución del procesos se cuenta con diversidad de
maquinaría en cuanto a tiempo de utilización y automatización.
VALOR AGREGADO
Mano de Obra
Materia primas
Maquinaria
Monetario
Métodos de
trabajo
Medición
Medio Ambiente.
Licor de
Cacao
Transformación de
almendra de cacao
en licor de Cacao

72
Monetario: Proviene de inversionistas colombianos y generados por las utilidades
de la compañía.
Métodos de trabajo: Normas de gestión integral de riesgos que se basa en la ISO
31000:2009 y para el Plan de Continuidad de Negocios, se aplica la norma
NFPA1600 (NationalFireProtectionAssociation) formando parte de la política del
Sistema Integrado de Gestión, alineada con los Sistemas de Calidad, Seguridad
de los alimentos, Ambiental, Salud Ocupacional, BASC y demás que el negocio
tenga implementado.
Medición: Información registrada mediante el seguimiento en cada una de las
etapas del proceso de transformación, la compañía cuenta con un sistema MRP
SAP.
Medio Ambiente: Velando por el uso racional de los recursos naturales,
previniendo y controlando los riesgos ambientales que reducen impacto sobre el
medio ambiente; dando cumplimiento a la normatividad vigente.
22.2 VALOR AGREGADO
Producto obtenido con la menor utilización de los recursos posibles.
Balanceo de materiales de acuerdo a lo estipulado.
Aumento de rentabilidad para la compañía.
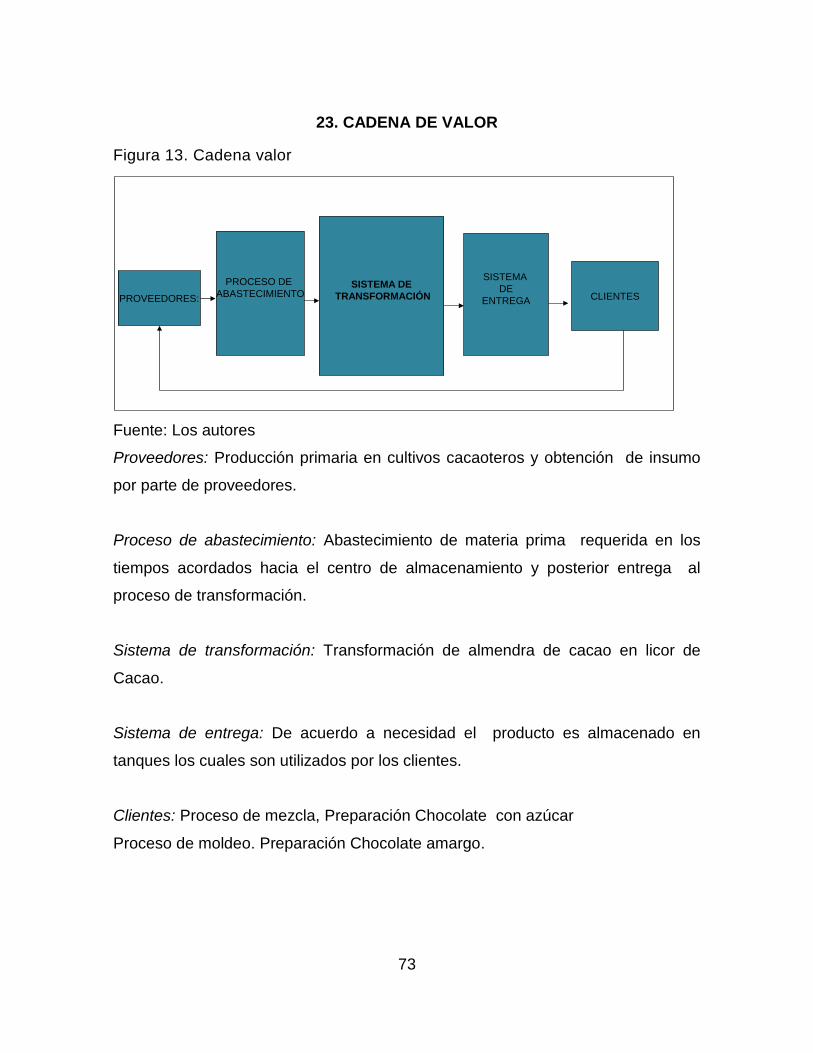
73
23. CADENA DE VALOR
Figura 13. Cadena valor
Fuente: Los autores
Proveedores: Producción primaria en cultivos cacaoteros y obtención de insumo
por parte de proveedores.
Proceso de abastecimiento: Abastecimiento de materia prima requerida en los
tiempos acordados hacia el centro de almacenamiento y posterior entrega al
proceso de transformación.
Sistema de transformación: Transformación de almendra de cacao en licor de
Cacao.
Sistema de entrega: De acuerdo a necesidad el producto es almacenado en
tanques los cuales son utilizados por los clientes.
Clientes: Proceso de mezcla, Preparación Chocolate con azúcar
Proceso de moldeo. Preparación Chocolate amargo.
SISTEMA DE
TRANSFORMACIÓN
SISTEMA
DE
ENTREGA
PROCESO DE
ABASTECIMIENTOPROVEEDORES: CLIENTES
74
24. OBJETIVO ESTRATÉGICO DE PRODUCCIÓN Y OPERACIONES
Reducir los índices de las pérdidas en cada una de las etapas del proceso en la
transformación de almendra de cacao en licor de cacao, aumentando la
productividad, balance de materiales acorde a lo planificado y haciendo uso
eficiente de los recursos.
24.1 VISIÓN DEL SISTEMA DE PRODUCCIÓN Y OPERACIONES
Mantener un proceso rentable optimizando el proceso en la transformación de
almendra de cacao en licor de cacao permitiendo tener mayor valor agregado en
cada una de las etapas que lo componen.
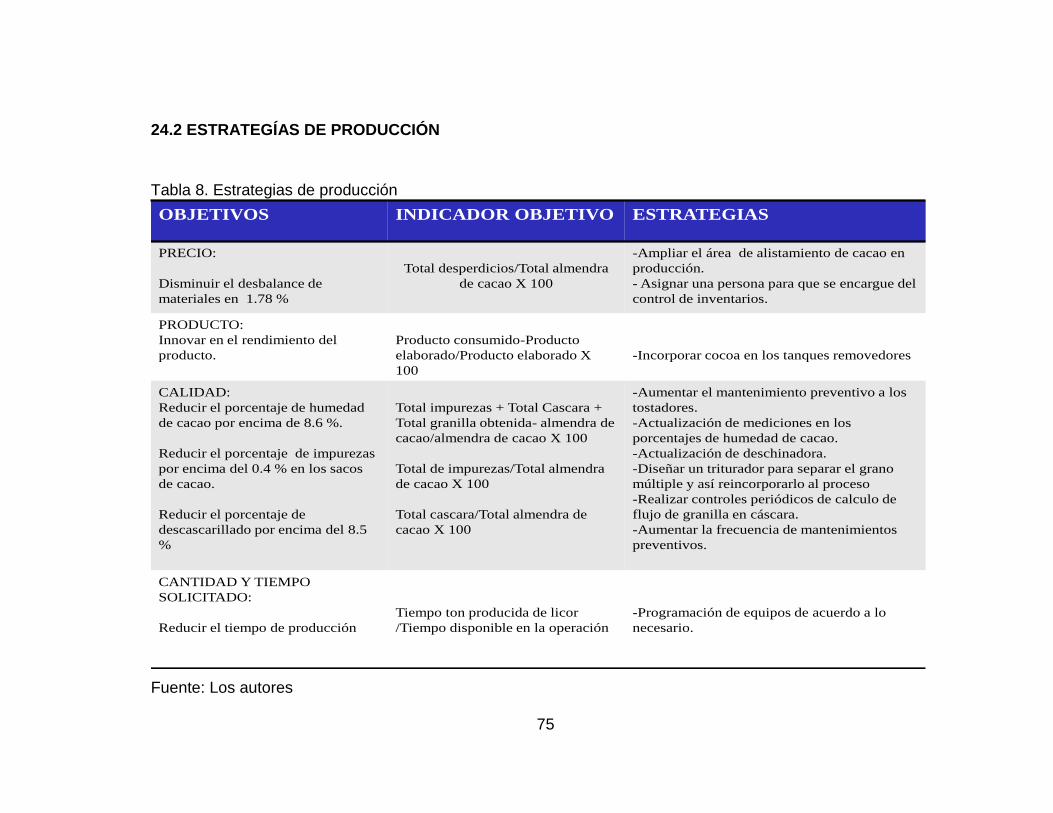
75
24.2 ESTRATEGÍAS DE PRODUCCIÓN
Tabla 8. Estrategias de producción
Fuente: Los autores
OBJETIVOS INDICADOR OBJETIVO ESTRATEGIAS
PRECIO:
Disminuir el desbalance de
materiales en 1.78 %
Total desperdicios/Total almendra
de cacao X 100
-Ampliar el área de alistamiento de cacao en
producción.
- Asignar una persona para que se encargue del
control de inventarios.
PRODUCTO:
Innovar en el rendimiento del
producto.
Producto consumido-Producto
elaborado/Producto elaborado X
100
-Incorporar cocoa en los tanques removedores
CALIDAD:
Reducir el porcentaje de humedad
de cacao por encima de 8.6 %.
Reducir el porcentaje de impurezas
por encima del 0.4 % en los sacos
de cacao.
Reducir el porcentaje de
descascarillado por encima del 8.5
%
Total impurezas + Total Cascara +
Total granilla obtenida- almendra de
cacao/almendra de cacao X 100
Total de impurezas/Total almendra
de cacao X 100
Total cascara/Total almendra de
cacao X 100
-Aumentar el mantenimiento preventivo a los
tostadores.
-Actualización de mediciones en los
porcentajes de humedad de cacao.
-Actualización de deschinadora.
-Diseñar un triturador para separar el grano
múltiple y así reincorporarlo al proceso
-Realizar controles periódicos de calculo de
flujo de granilla en cáscara.
-Aumentar la frecuencia de mantenimientos
preventivos.
CANTIDAD Y TIEMPO
SOLICITADO:
Reducir el tiempo de producción
Tiempo ton producida de licor
/Tiempo disponible en la operación
-Programación de equipos de acuerdo a lo
necesario.
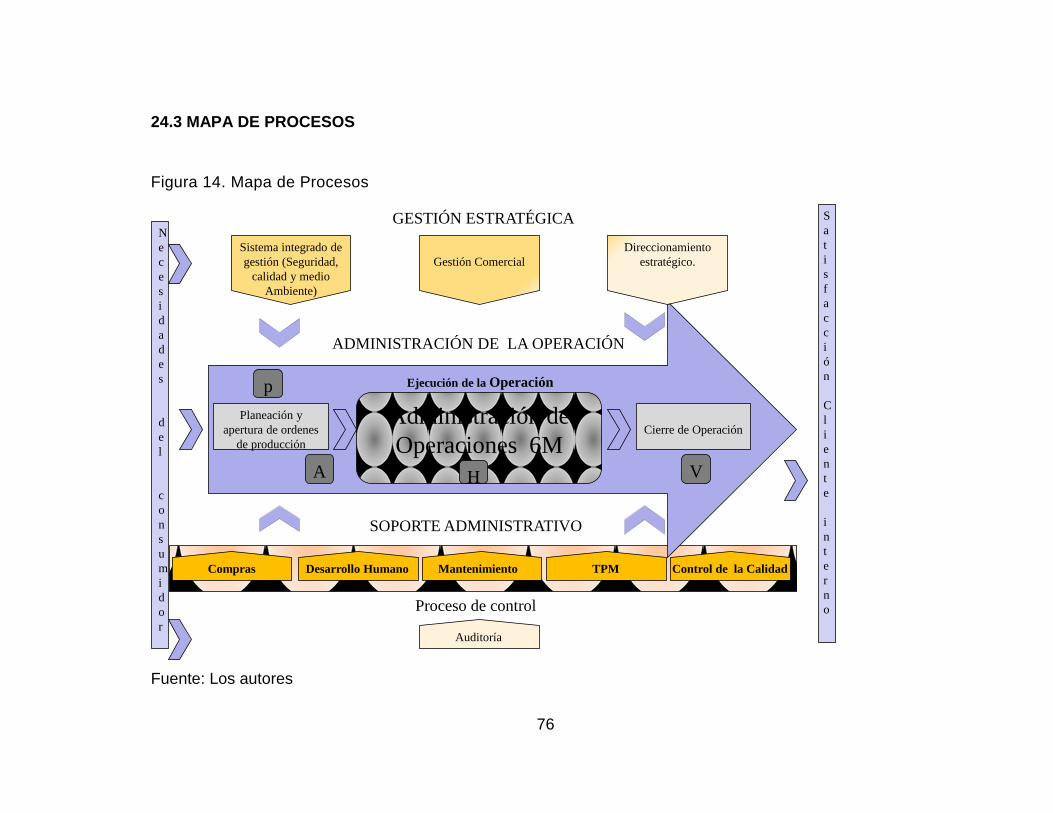
76
24.3 MAPA DE PROCESOS
Figura 14. Mapa de Procesos
Fuente: Los autores
Ejecución de la Operación
Planeación y
apertura de ordenes
de producción
Cierre de Operación
Sistema integrado de
gestión (Seguridad,
calidad y medio
Ambiente)
Gestión Comercial
Direccionamiento
estratégico.
N
e
c
e
s
i
d
a
d
e
s
d
e
l
c
o
n
s
u
m
i
d
o
r
S
a
t
i
s
f
a
c
c
i
ó
n
C
l
i
e
n
t
e
i
n
t
e
r
n
o
GESTIÓN ESTRATÉGICA
ADMINISTRACIÓN DE LA OPERACIÓN
SOPORTE ADMINISTRATIVO
Compras Desarrollo Humano Mantenimiento TPM Control de la Calidad
Proceso de control
Auditoría
Administración de
Operaciones 6M
p
H VA

77
24.4 MODELO DE KANE
Tabla 9. Modelo Kane
Fuente: Los autores
VARIABLE ANALISIS
CALIDAD Factores de entusiasmo – Atributos de impacto:
Transformación de la almendra de cacao, cumpliendo
las especificaciones de producción establecidas, con
el fin de obtener una base de licor de alta calidad.
PLAZO DE
ENTREGA
Factores lineales o normales: Asegurando producto
en tiendas a través de canales de distribución, según
los análisis de demanda.
COSTO Factores imprescindibles, básicos: Valor agregado en
reducción de costos de producción, a fin de mantener
la confiabilidad de un producto de calidad con el
mismo precio.
FLEXIBILIDAD Factores atractivos o de entusiasmo: Permitir la
diversificación de productos de chocolate para mesa,
según gustos de clientes.

78
24.5 MODELO INTEGRAL DE PRODUCTIVIDAD
Figura 15. Modelo de productividad
Fuente: Los autores
Insumos La materia prima es la base para la realización del
producto.
Inversión La operación se gestiona y se tienen los recursos
necesarios para llevarla a cabo.
Procesos estratégicos Lineamientos de cómo desarrollar la gestión de toda la
operación y creación de valor.
Procesos de apoyo Son los que ayudan a soportar los procesos misionales y
contribuir a que se cumplan y desarrollen todos los
procesos.
Procesos misionales Estos procesos están enfocados en desarrollar de manera
directa la razón de ser de la compañía y a cumplir con los
requisitos establecidos por el cliente.
Capacidad de La capacidad de producción es limitada de acuerdo a la
INSUMOS
INVERSION
PROCESOS ESTRATEGICOS
PROCESOS DE APOYO
PROCESOS MISIONALES
CAPACIDAD DE OPERACIÓN
MODELO DE GESTION
VALOR AGREGADO DEL PROCESO

79
operación necesidad del cliente interno.
Modelo de gestión La compañía cuenta con ISO 31000:2009 ISO 9001:2000,
HACCP, OHSAS 18001:2007, BPM.
Valor agregado del
proceso
Producto obtenido con la menor utilización de los recursos
posibles.
24.6 ANÁLISIS DE VALOR EN PROCESOS PRODUCTIVOS
Figura 16. Cadenas productivas
Fuente: Los autores
24.6.1 Productividad de valor agregado 1- Materias Primas.Fomento en
cultivos de cacao, donde exista un buen rendimiento por cada hectárea
cosechada. Aumentar las plantaciones sembradas; control de plagas y
enfermedades; y capacitaciones a agricultores en manejo integral de cultivos
cacaoteros y manejo alterno de proveedores, cumpliendo los parámetros de
calidad.
Manejo de proveedoresnacionales para crear crecimiento comercial.
Generar relaciones gana gana con nuestros
proveedores
Forma creativa de presentarlos platos
Servicio de calidad superior, calidad nutricional en la
alimentación, complacen gustos y expectativas del
cliente
Flexibilidad, variedad en menús e innovación en las
preparaciones
MATERIAS PRIMAS TRANSFORMACION ENSAMBLES PRODUCTOS
CADENAS PRODUCTIVAS
Productos de
primera CalidadInnovación en las
preparaciones
Creatividad Alimentación
Balanceada
PRODUCTIVIDAD
DE VALOR
AGREGADO 1
PRODUCTIVIDAD
DE VALOR
AGREGADO 2
PRODUCTIVIDAD
DE VALOR
AGREGADO 3
PRODUCTIVIDAD
DE VALOR
AGREGADO 4
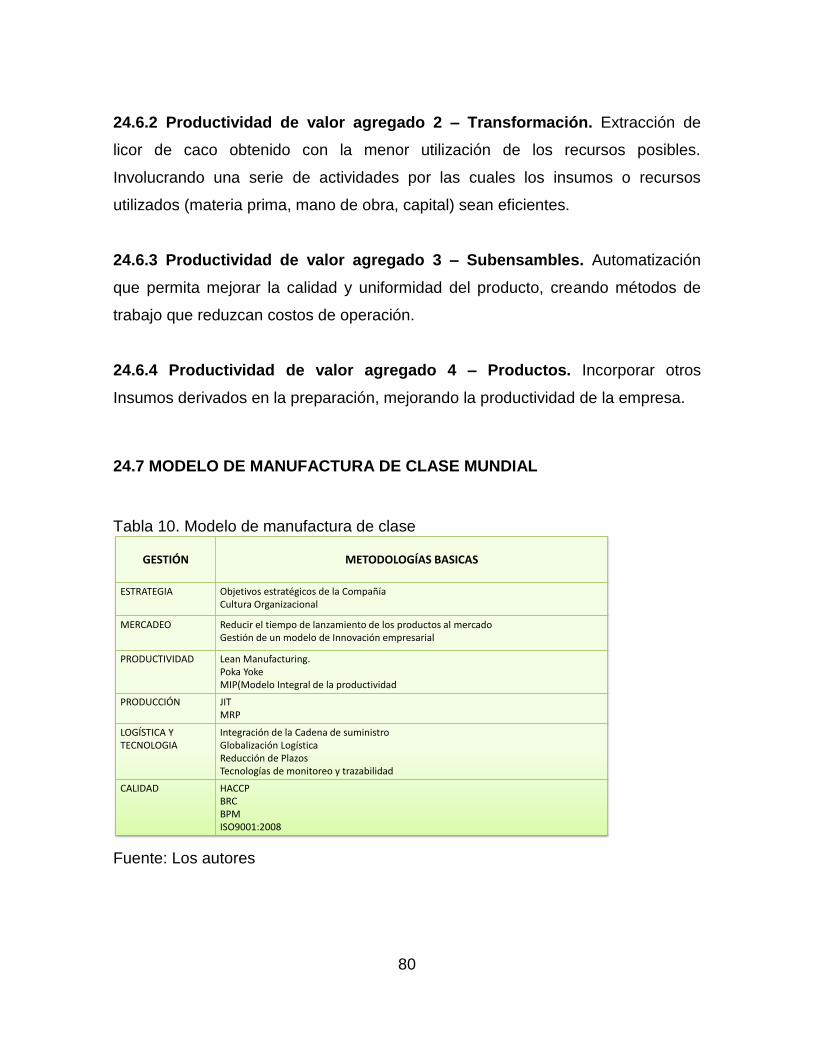
80
24.6.2 Productividad de valor agregado 2 – Transformación. Extracción de
licor de caco obtenido con la menor utilización de los recursos posibles.
Involucrando una serie de actividades por las cuales los insumos o recursos
utilizados (materia prima, mano de obra, capital) sean eficientes.
24.6.3 Productividad de valor agregado 3 – Subensambles. Automatización
que permita mejorar la calidad y uniformidad del producto, creando métodos de
trabajo que reduzcan costos de operación.
24.6.4 Productividad de valor agregado 4 – Productos. Incorporar otros
Insumos derivados en la preparación, mejorando la productividad de la empresa.
24.7 MODELO DE MANUFACTURA DE CLASE MUNDIAL
Tabla 10. Modelo de manufactura de clase
Fuente: Los autores
GESTIÓN METODOLOGÍAS BASICAS
ESTRATEGIA Objetivos estratégicos de la CompañíaCultura Organizacional
MERCADEO Reducir el tiempo de lanzamiento de los productos al mercadoGestión de un modelo de Innovación empresarial
PRODUCTIVIDAD Lean Manufacturing. Poka YokeMIP(Modelo Integral de la productividad
PRODUCCIÓN JITMRP
LOGÍSTICA Y TECNOLOGIA
Integración de la Cadena de suministroGlobalización LogísticaReducción de PlazosTecnologías de monitoreo y trazabilidad
CALIDAD HACCPBRCBPMISO9001:2008

81
24.7.1 Estrategia.
Objetivos estratégicos de la Compañía: Crecimiento de los mercados y liderazgo,
Crecimiento rentable, Expansión Internacional, Innovación, satisfacción de clientes
y consumidores, desarrollo sostenible, desarrollo de nuestra gente.
Cultura Organizacional: En esta se encuentra la visión la misión, Valores
corporativos, principios, Código de buen gobierno.
24.7.2 Mercadeo.
Reducir el tiempo de lanzamiento de los productos al mercado: Los mismos
procesos y recursos aplicados al desarrollo de nuevos productos, se necesitan
para mejorar los productos existentes, hacer correcciones e introducir variaciones
a través de todo el ciclo de vida útil del producto. Las investigaciones de mercado
con frecuencia determinan que los productos requieren cambios de ingeniería por
pedido de los clientes, por avances tecnológicos, por intereses reglamentarios o
por presiones competitivas.
Gestión de un modelo de Innovación empresarial: Este permite tener un conjunto
de herramientas de gestión de la innovación generando reflexión a nivel de
estrategia corporativa.
24.7.3 Productividad.
Lean Manufacturing. Filosofía de gestión basada en la reducción de los 7 tipos de
“despilfarros”: sobreproducción, tiempo de espera, transporte, exceso de
procesado, inventario, movimiento y defectos, en productos manufacturados.

82
5S. Es una metodología que tiene como objetivo conseguir un lugar de trabajo
bien organizado, más ordenado y más limpio de forma permanente para conseguir
mayor productividad y un mejor entorno de trabajo.
TOC (Teoría de restricciones). Es una metodología la cual se basa en cinco
puntos secuenciales: 1. Identificar las restricciones del sistema; 2. Decidir como
explotarlas; 3. Subordinarlo todo a la decisión anterior; 4. Superar la restricción del
sistema; 5. Si con los pasos anteriores no se ha conseguido, volver al punto 1.
PokaYoke. Es un sistema a prueba de errores para garantizar la calidad y la
seguridad de cualquier usuario de maquinaria, proceso o procedimiento.
MIP(Modelo Integral de la productividad). Es una metodología utilizada para medir
la productividad de tres formas 1. Productividad parcial 2. Productividad Total 3.
Productividad del Valor Agregado.
24.7.4 Producción.
JIT. Porque es una filosofía y un sistema integrado de gestión de la producción,
que evolucionó lentamente a través de un proceso de prueba y error a lo largo de
un período de más de quince años. Establece un ambiente adecuado para
eliminar los desperdicios
MRP. Es un modelo lógico de planeación de requerimiento de materiales
compuesto por lista de materiales, calendario maestro, política de inventario.
83
24.7.5 Logística Y Tecnología.
Integración de la Cadena de suministro: El objetivo principal es integrar los
miembros clave de la red de la cadena de suministro, tanto internos como
externos, con miras a formar una alianza con un objetivo común: obtener
beneficios económicos a través de un mejor servicio al cliente.
Globalización Logística. Se compite sobre la base de creación de valor: la mejor
combinación de precio, calidad y servicio de entrega a nivel Global.
Reducción de Plazos. La influencia que tiene la reducción de plazos en los cuatro
grupos de clasificación de las estrategias logísticas es crítica para lograr
flexibilidad, optimización de costes, reactivación, fiabilidad y explotación de efectos
sinérgicos.
24.7.6 Sistema de información Logística.
Tecnologías de monitoreo y trazabilidad. Consiste en la observación periódica y/o
continua del comportamiento de un elemento dentro de un sistema, en este caso
por el alto control que se debe tener de las materias primas perecederas que se
manejan.
24.7.7 Calidad.
HACCP: Análisis de peligros y puntos críticos de control es un sistema preventivo
de control de los alimentos cuyo objetivo es la seguridad o inocuidad alimentaria.
Es un enfoque documentado y verificable para la identificación de los peligros, las
medidas preventivas y los puntos críticos de control y para la puesta en práctica

84
de un sistema de monitorización o vigilancia. Se desarrolla por línea de productos,
partiendo de un estudio pormenorizado de los procesos.
BRC: Normativa global para la uniformidad en la evaluación de la seguridad
alimentaria y garantizar la protección al consumidor.
BPM: Buenas prácticas de manufactura. Son los principios básicos y prácticas
generales de higiene en la manipulación, preparación, elaboración, envasado,
almacenamiento, transporte y distribución de alimentos para consumo humano,
con el objeto de garantizar que los productos se fabriquen en condiciones
sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción.
ISO9001:2008
24.8 DECISIONES ESTRATEGICAS
Figura 17. Decisiones estratégicas
Fuente: Los autores
TIPO DE DECISIONES
PROCESO
CAPACIDAD
INVENTARIOS
TALENTO HUMANO
CALIDAD
INNOVACIÒN
TECNOLOGIA

85
Proceso:El proceso productivo opera de acuerdo a la necesidad requerida por el
cliente interno.
Capacidad:La capacidad del proceso es mayor a la necesidad requerida por el
cliente interno por lo tanto no se tienen perdidas por falta de producto.
Inventarios: Basados en el MRP SAP se lleva a cabo un inventario diario, no es
necesario manejar stock de inventarios.
Talento Humano: El personal requerido para la operación maneja dos tipos de
contrato, temporal aumento en picos de producción, Vinculación directa por la
empresa.
Calidad: Basado en las BPM, ISO 9001.
Innovación: La empresa cuenta con un programa de promoción para la
innovación y gestión del conocimiento.
Tecnología: El proceso cuenta con procesos automatizados en su mayoría
tecnología de media y baja punta.

86
24.9 MAPA ESTRATÉGICO
Figura 18. Mapa estratégico
Fuente: Los autores
MAPA ESTRATEGICO
INCURSION EN
SEGMENTOS
DE MAYOR VALOR
AGREGADO
EXPORTACIÓN EN
LOCALES PROPIOS
(ALIANZAS
ESTRATÉGICAS)
PERMANECER EN
SEGMENTOS
ACTUALES
DESARROLLAR
NUEVOS CANALES
DE DISTRIBUCIÓN
EXPORTACIÓN
A TRAVES DE
FRANQUICIAS
O DISTRIBUIDORES
DESARROLLO DE
MODA Y/O
MARCA
FORTALECER
CAPACIDAD DE
PRODUCCIÓN
Y OPERACIONES
INVESTIGACIÓN Y
DESARROLLO
DE MATERIALES
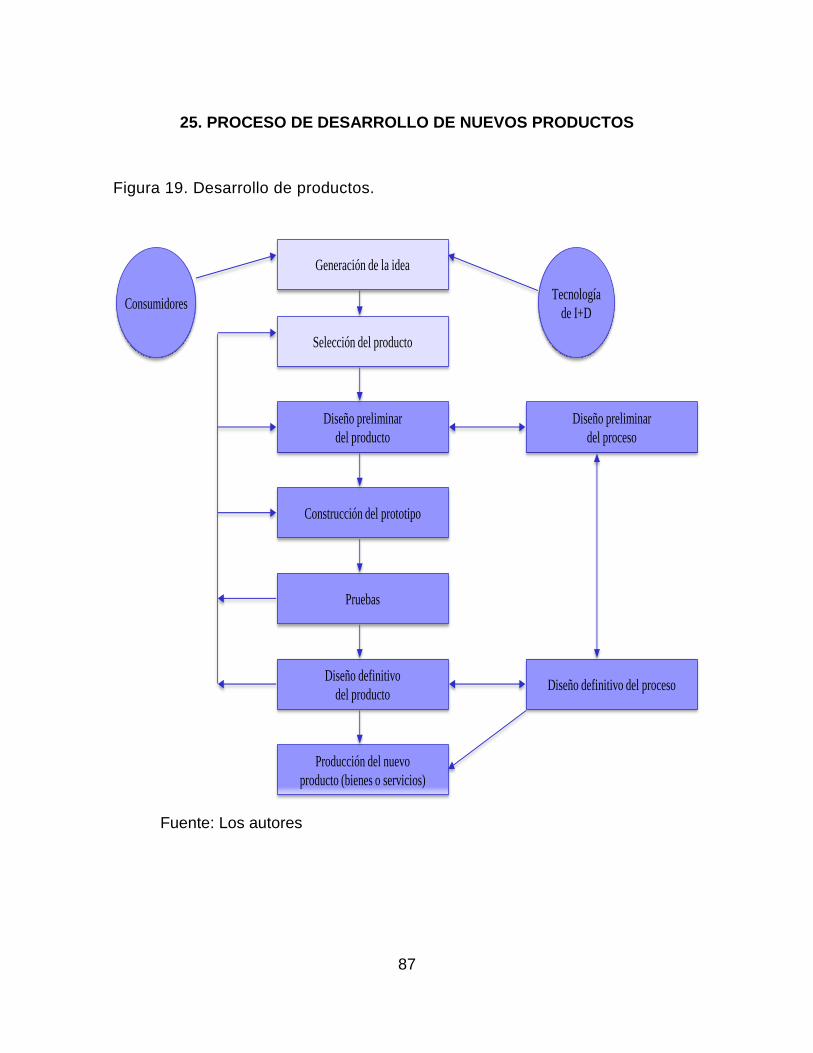
87
25. PROCESO DE DESARROLLO DE NUEVOS PRODUCTOS
Figura 19. Desarrollo de productos.
Fuente: Los autores
ConsumidoresTecnología
de I+D
Generación de la idea
Selección del producto
Diseño preliminar
del producto
Construcción del prototipo
Pruebas
Diseño definitivo
del producto
Producción del nuevo
producto (bienes o servicios)
Diseño preliminar
del proceso
Diseño definitivo del proceso
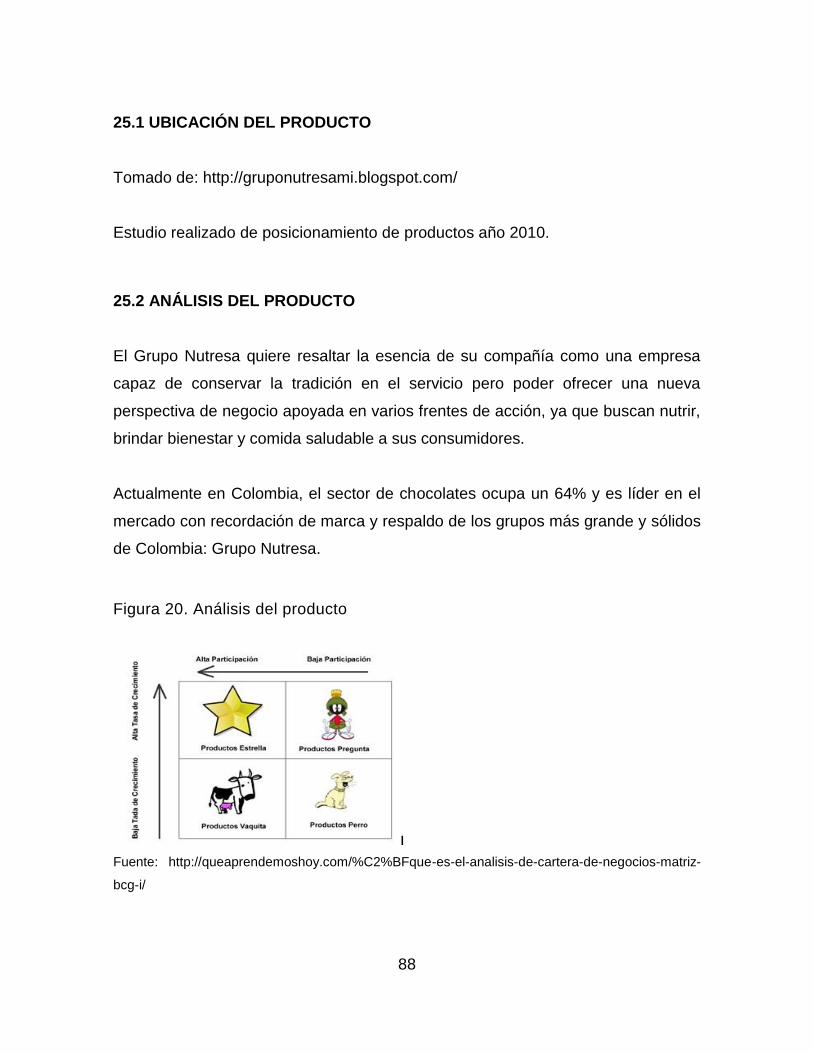
88
25.1 UBICACIÓN DEL PRODUCTO
Tomado de: http://gruponutresami.blogspot.com/
Estudio realizado de posicionamiento de productos año 2010.
25.2 ANÁLISIS DEL PRODUCTO
El Grupo Nutresa quiere resaltar la esencia de su compañía como una empresa
capaz de conservar la tradición en el servicio pero poder ofrecer una nueva
perspectiva de negocio apoyada en varios frentes de acción, ya que buscan nutrir,
brindar bienestar y comida saludable a sus consumidores.
Actualmente en Colombia, el sector de chocolates ocupa un 64% y es líder en el
mercado con recordación de marca y respaldo de los grupos más grande y sólidos
de Colombia: Grupo Nutresa.
Figura 20. Análisis del producto
Fuente: http://queaprendemoshoy.com/%C2%BFque-es-el-analisis-de-cartera-de-negocios-matriz-
bcg-i/
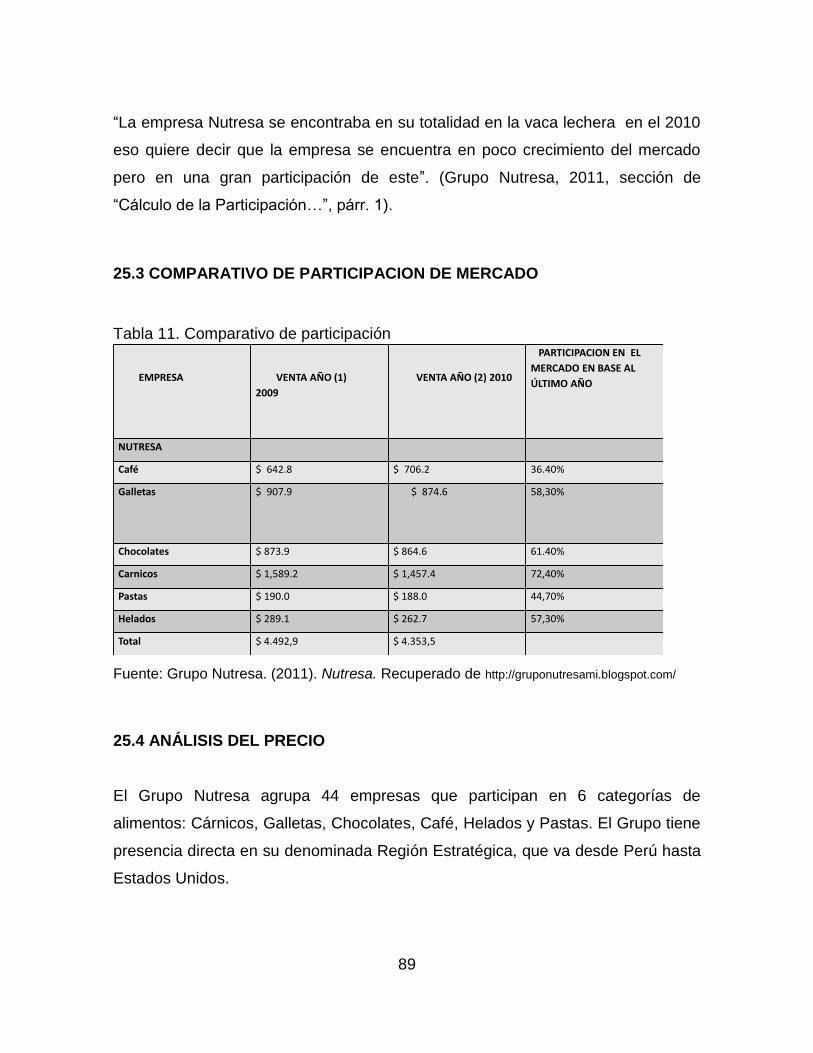
89
“La empresa Nutresa se encontraba en su totalidad en la vaca lechera en el 2010
eso quiere decir que la empresa se encuentra en poco crecimiento del mercado
pero en una gran participación de este”. (Grupo Nutresa, 2011, sección de
“Cálculo de la Participación…”, párr. 1).
25.3 COMPARATIVO DE PARTICIPACION DE MERCADO
Tabla 11. Comparativo de participación
Fuente: Grupo Nutresa. (2011). Nutresa. Recuperado de http://gruponutresami.blogspot.com/
25.4 ANÁLISIS DEL PRECIO
El Grupo Nutresa agrupa 44 empresas que participan en 6 categorías de
alimentos: Cárnicos, Galletas, Chocolates, Café, Helados y Pastas. El Grupo tiene
presencia directa en su denominada Región Estratégica, que va desde Perú hasta
Estados Unidos.
EMPRESA VENTA AÑO (1)
2009
VENTA AÑO (2) 2010
PARTICIPACION EN EL
MERCADO EN BASE AL
ÚLTIMO AÑO
NUTRESA
Café $ 642.8 $ 706.2 36.40%
Galletas $ 907.9 $ 874.6 58,30%
Chocolates $ 873.9 $ 864.6 61.40%
Carnicos $ 1,589.2 $ 1,457.4 72,40%
Pastas $ 190.0 $ 188.0 44,70%
Helados $ 289.1 $ 262.7 57,30%
Total $ 4.492,9 $ 4.353,5
90
Es el líder indiscutible del mercado colombiano, alcanzando en 2010 una
participación superior al 60%. A nivel internacional, el Grupo es líder en café
soluble en Venezuela, modificadores de leche en Perú, su marca de galletas es
líder en Centroamérica y ocupa el segundo lugar en México en el segmento de
cremas de chocolate.
A nivel de Nacional de Chocolates:
“La empresa Nacional de Chocolates S.A. con sus diferentes líneas de productos
logro posicionar precios competitivos en el mercado, pero presentaba deficiencias
en los costos de materia prima, ya estos representaban un alto porcentaje del
presupuesto” (Grupo Nutresa, 2011, sección “Análisis Del Precio”, párr. 3).
Para esto se realizó un análisis de los factores internos clave, para determinar sus
Fortalezas y debilidades.
Fortalezas Internas:
Excelente red de distribución en cuanto a chocolates ya que le permite
llegar de manera eficiente a las tiendas y almacenes de barrios que
explican más de un 70% de la demanda de productos populares.
El precio, la marca y el empaque son elementos que sobresalen en la
Nacional de Chocolates a la hora de lanzar este producto al mercado.

91
La mayor parte de las ventas de chocolates se realiza a través de
almacenes y de tiendas de barrio.
Tiene un excelente merchandising en el punto de venta.
Debilidades Internas:
El precio del chocolate es demasiado alto.
Alto costo en la mano de obra y la producción del cacao.
25.5 ANÁLISIS DE LA DISTRIBUCIÓN
En el 2004 el Grupo Nutresa fundó la compañía Cordial S.A, la cual se encarga
de la distribución en el extranjero de los productos de los negocios de chocolates,
galletas y café. El Grupo Nutresa vio la necesidad de contar con una red propia de
compañías de distribución a nivel internacional la cual hasta estos días ya cuenta
con cobertura en países como Venezuela, Ecuador, Panamá, Nicaragua,
Guatemala, El Salvador y Estados Unidos.
Para la compañía ha sido representativo el contar con una red propia
de distribución ya que además de facilitar el envío de los productos y
permitir ampliar la cobertura, se ha generado un impacto positivo en
las ventas internacionales del 30% y a Colombia del 7,6% que fueron
canalizadas a través de la red. (Grupo Nutresa, 2011, sección
“Análisis De la Distribución”, párr. 2).

92
Figura 21. Ubicación de plantas de Dist.
Fuente: Compañía Nacional de Chocolates

93
26. DISEÑO DE PROCESOS DE PRODUCCIÓN
26.1 CARACTERÍSTICAS DEL FLUJO DEL PROCESO
El flujo del proceso es en línea:
La distribución del área de operación es aislada para prevenir contaminación
cruzada de acuerdo a las etapas del proceso, estas son: (Pre limpieza, Tostión,
Descascarillado, Molienda y almacenamiento); el producto es transportado por
medio se sistema de transporte neumático, sistema de alimentación de canjilones
y por tuberías.
El proceso se lleva a cabo de acuerdo a la necesidad del cliente interno y está
disponible las 24 horas del día.
26.2 DIAGRAMA DE FLUJO DE DATOS Y MATERIALES 1
Figura 22. Diagrama de flujo de datos y materiales 1
Fuente: Los autores
Datos: Cantidad de
producto entregado,
Materiales: Licor de
cacao,
SISTEMA DE PRODUCCIÓN Y
OPERACIONES
Datos: Requisición de materia
prima, resultados de los controles
de calidad , cantidad de producto a
producir. Registro de producción.
Materiales: Materia prima, Granilla,
Cascara triturada, licor de cacao.
PROVEEDOR
Datos: Fechas de
entrega, lotes, Ficha
técnica del producto,
especificaciones de
procedencia.
Materiales: Materia
prima.
CLIENTE
1.0
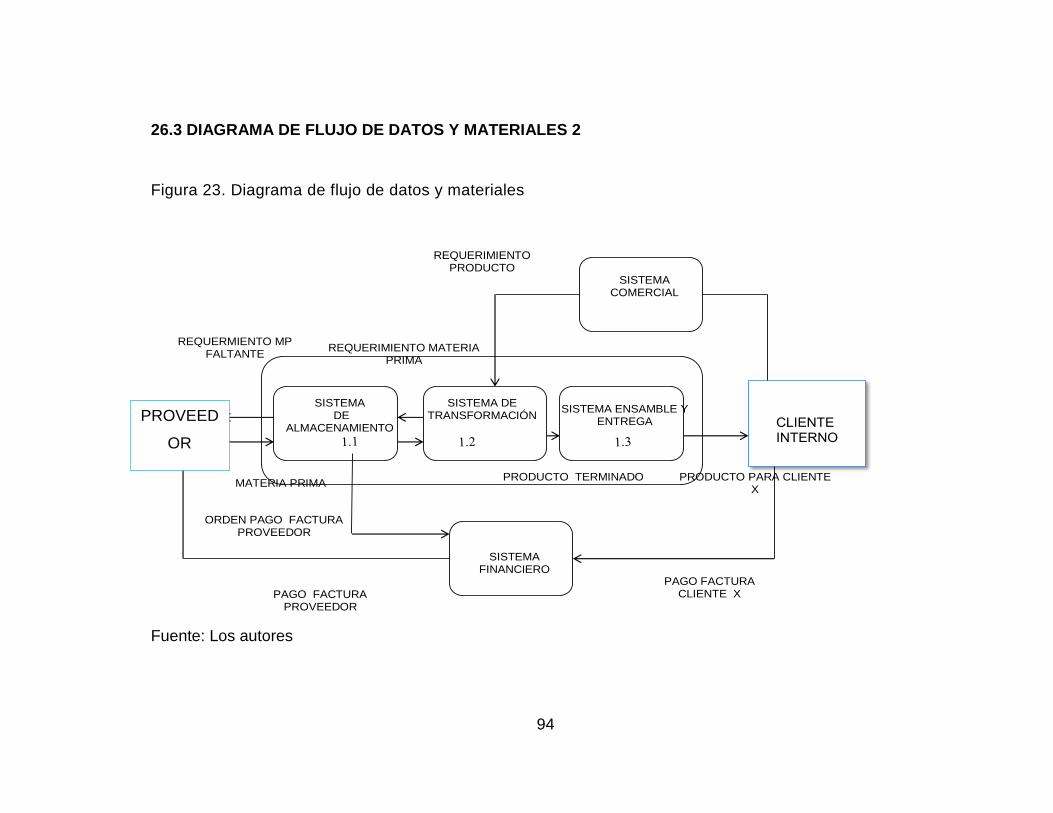
94
26.3 DIAGRAMA DE FLUJO DE DATOS Y MATERIALES 2
Figura 23. Diagrama de flujo de datos y materiales
Fuente: Los autores
SISTEMA DE TRANSFORMACIÓN
SISTEMA DE
ALMACENAMIENTO
SISTEMA ENSAMBLE Y ENTREGA CL E TE
TER O
SISTEMA COMERCIAL
SISTEMA FINANCIERO
REQUERMIENTO MP FALTANTE
REQUERIMIENTO MATERIA PRIMA
REQUERIMIENTO PRODUCTO
PRODUCTO PARA CLIENTE X
PRODUCTO TERMINADO MATERIA PRIMA
ORDEN PAGO FACTURA PROVEEDOR
PAGO FACTURA CLIENTE X PAGO FACTURA
PROVEEDOR
PROVEED
OR
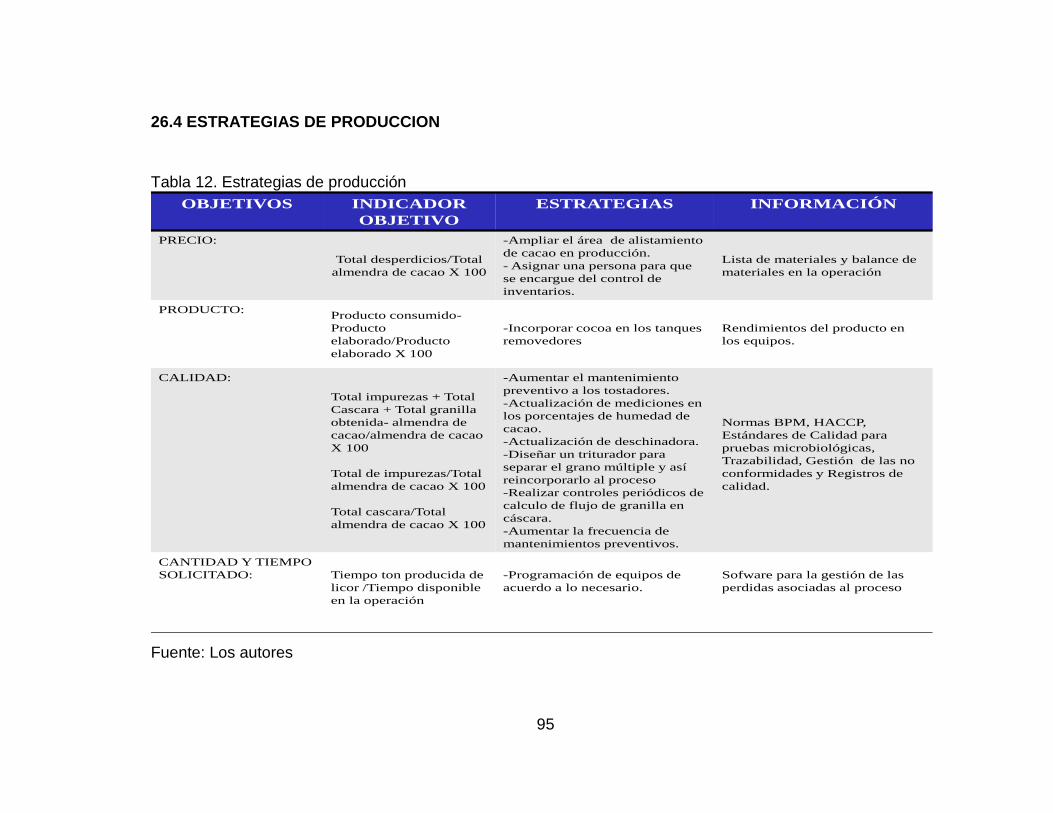
95
26.4 ESTRATEGIAS DE PRODUCCION
Tabla 12. Estrategias de producción
Fuente: Los autores
OBJETIVOS INDICADOR
OBJETIVO
ESTRATEGIAS INFORMACIÓN
PRECIO:
Total desperdicios/Total
almendra de cacao X 100
-Ampliar el área de alistamiento
de cacao en producción.
- Asignar una persona para que
se encargue del control de
inventarios.
Lista de materiales y balance de
materiales en la operación
PRODUCTO:Producto consumido-
Producto
elaborado/Producto
elaborado X 100
-Incorporar cocoa en los tanques
removedores
Rendimientos del producto en
los equipos.
CALIDAD:
Total impurezas + Total
Cascara + Total granilla
obtenida- almendra de
cacao/almendra de cacao
X 100
Total de impurezas/Total
almendra de cacao X 100
Total cascara/Total
almendra de cacao X 100
-Aumentar el mantenimiento
preventivo a los tostadores.
-Actualización de mediciones en
los porcentajes de humedad de
cacao.
-Actualización de deschinadora.
-Diseñar un triturador para
separar el grano múltiple y así
reincorporarlo al proceso
-Realizar controles periódicos de
calculo de flujo de granilla en
cáscara.
-Aumentar la frecuencia de
mantenimientos preventivos.
Normas BPM, HACCP,
Estándares de Calidad para
pruebas microbiológicas,
Trazabilidad, Gestión de las no
conformidades y Registros de
calidad.
CANTIDAD Y TIEMPO
SOLICITADO: Tiempo ton producida de
licor /Tiempo disponible
en la operación
-Programación de equipos de
acuerdo a lo necesario.
Sofware para la gestión de las
perdidas asociadas al proceso

96
Diagrama de flujo de datos y materiales:
Capacidad de producción nominal y efectiva: 2500 kg/hora.
Lista de materiales por producto:Materia prima Cacao, almendra de cacao,
Cascara de cacao, Granilla, Licor de Cacao.
Proveedores: Cacao Importado, Cacao Nacional.
Calidad por proveedor: Según su origen (Norte de Santander, Boyacá,
Cundinamarca, Ecuador y Perú) estos se clasifican en sabor, (Arauca, Choco,
Casanare) estos se clasifican en Sabor amargo, (Antioquia, Tolima, Cesar, Huila,
Meta, Nariño, Cauca, Magdalena, Bolívar, Córdoba, Putumayo, Caldas, Caquetá,
Guaviare) estos se clasifican en Sabor Normal.
Posición en almacén:Los arrumes de sacos de cacao deben hacerse según la
zona origen
Figura 24. Diagrama de flujo
Fuente: Los autores
SISTEMA
APROVISIONAMIENTO
ALMACEN
SISTEMA DE
TRANSFORMACIÓN
1.1.2
REQUERIMIENTO MATERIA
PRIMA
REQUERIMIENTO MP
FALTANTE
SISTEMA FINANCIERO
PAGO FACTURA
PROVEEDOR
ORDEN PAGO FACTURA
PROVEEDOR
PROVEED
OR
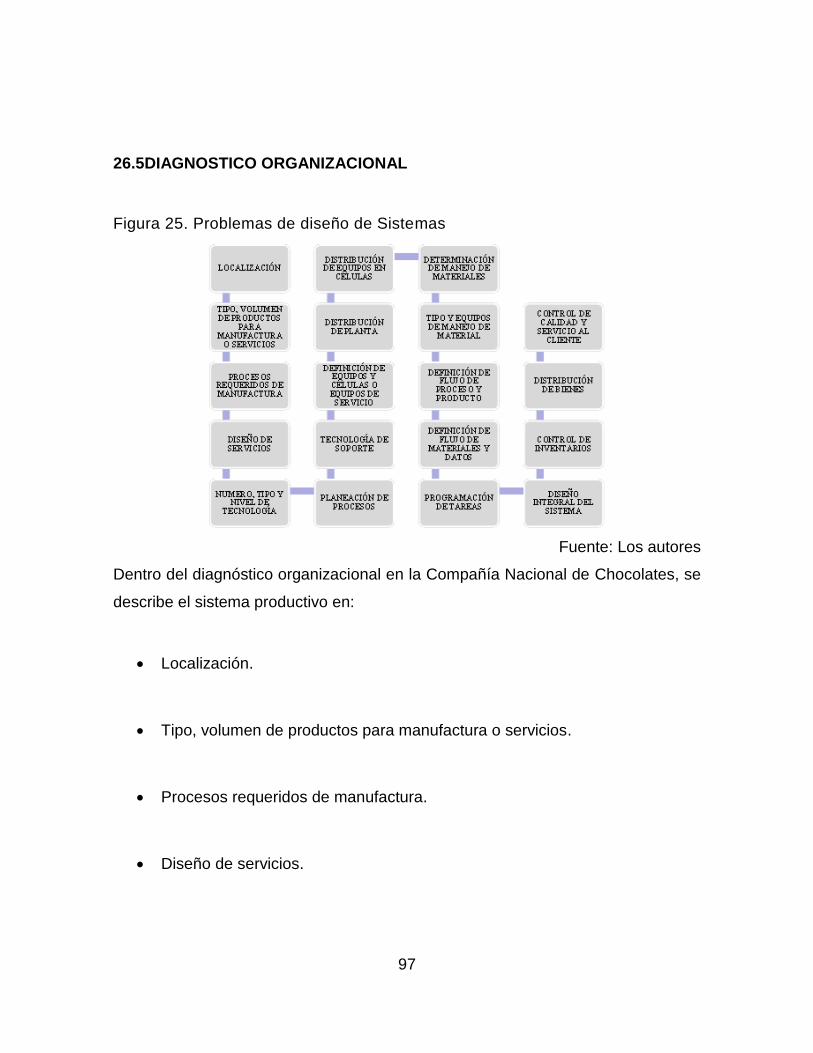
97
26.5DIAGNOSTICO ORGANIZACIONAL
Figura 25. Problemas de diseño de Sistemas
Fuente: Los autores
Dentro del diagnóstico organizacional en la Compañía Nacional de Chocolates, se
describe el sistema productivo en:
Localización.
Tipo, volumen de productos para manufactura o servicios.
Procesos requeridos de manufactura.
Diseño de servicios.

98
Número, tipo y nivel de tecnología.
Planeación de procesos.
Tecnología de soporte.
Definición de equipos y células o equipos de servicio.
Distribución de planta.
Distribución de equipos en células.
Determinación de manejo de materiales.
Tipo y equipos de manejo de material.
Definición de flujo de proceso y producto.
Definición de flujo de materiales y datos.
Programación de tareas.
Diseño integral del sistema.

99
Control de inventarios.
Distribución de bienes.
26.6 LOCALIZACIÓN DE LAS INSTALACIONES
Figura 26. Localización
Variables para la localización de la instalación:
Está ubicada en el mismo lugar donde se almacena la materia prima.
El área de operación es utilizada acorde a las necesidades del cliente
interno.
100
Desde 1974, la compañía cuenta con una Planta de producción en Bogotá en la
Zona Industrial del Distrito Capital. Ubicada en la Carrera 65 # 12 – 60 Puente
Aranda, en esta se elaboran los chocolates de mesa que ofrece la Compañía.
Marcas como Corona, Diana, Cruz y Tesalia, salen directamente de Bogotá a la
mesa de los consumidores.
Servicios de apoyo:
Gestión Ambiental: Velando por el uso racional de los recursos naturales
previniendo y controlando los riesgos ambientales, que reducen impactos sobre el
medio ambiente.
Calidad: Generando confianza a los consumidores suministrando alimentos
seguros.
Salud Ocupacional: Fomentando el auto cuidado, a través de la promoción de la
salud, la prevención y el control de las condiciones generadoras de riesgo en los
procesos, para la seguridad de los trabajadores.
Mantenimiento: Encargado de aumentar la fiabilidad de los equipos realizando
mantenimientos preventivos, predictivos y correctivos en los equipos.
Compras: Realiza ordenes de compras y gestión con proveedores.
Gestión Humana: Gestiona el personal requerido para el desarrollo del negocio.
Financiera: Encargado de pago a proveedores y al personal.
Selección De Proceso:
101
Sustentar la selección del proceso vs. otros.
Operaciones asociadas a la extracción de Licor o Masa de Cacao como Insumo en
la elaboración de Chocolate de Mesa a base de Cacao.
Se han identificado ineficiencias durante la recepción, clasificación y
procesamiento de la semilla de Cacao, así como la alimentación de la línea de
producción.
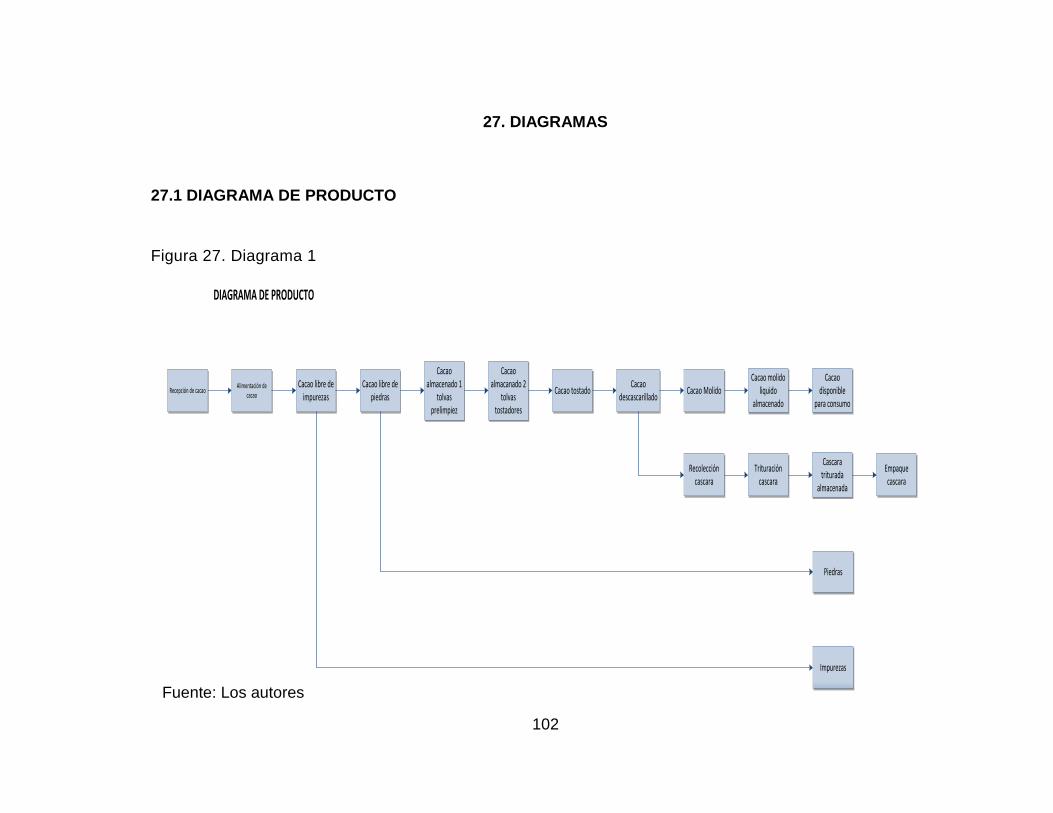
102
27. DIAGRAMAS
27.1 DIAGRAMA DE PRODUCTO
Figura 27. Diagrama 1
Alimentación de cacao
Cacao libre de impurezas
Cacao libre de piedras
Cacao almacenado 1
tolvas prelimpiez
Cacao almacanado 2
tolvas tostadores
Cacao tostadoCacao
descascarilladoCacao Molido
Cacao disponible
para consumo
Cacao molido liquido
almacenado
Recolección cascara
Trituración cascara
Cascara triturada
almacenada
DIAGRAMA DE PRODUCTO
Empaque cascara
Piedras
Impurezas
Recepción de cacao
Fuente: Los autores

103
27.2 DIAGRAMA DE PROCESO
Figura 28. Diagrama 2 y 3
alimentar cacao
Clasificar impurezas
Clasificar piedras
Almacenar 1 Almacenar 2 Tostar Descascarillar Moler Remover AlmacenarRecibir
Recolectar TriturarCascara
triturada almacenada
DIAGRAMA DE PROCESO
Empaque cascara
Empaque cascara
Empaque cascara
Piedras
Impurezas
Tolva de recibo
Zaranda clasificadora
DeschinadoraTolvas
almacenamiento 2
TostadoresCacao
descascarilladoCacao Molido Removedores
tanques de calentamiento
Área recpción
Tolva recolectora
Molino Cascara
Cascara triturada
almacenada
DIAGRAMA DE RED TECNOLOGICA
Área recolección
Piedras
Tolvas almacenamiento
1
Área empaque
Área recolección
impurezasImpurezas
Fuente: Los autores

104
27.3 ARBOL DE PROCESO
Figura 29. Diagrama 4.
ARBOL DE PRODUCTO
PT
Recibir
alimentar cacao
Clasificar impurezas
Clasificar piedras
Almacenar 1
Almacenar 2
Tostar
Descascarillar
Moler
Almacenar
Remover
Recolectar
Triturar
Cascara triturada
almacenada
Empaque cascara
Empaque cascara
Empaque cascara
Piedras Impurezas
Fuente: Los autores

105
27.4 DIAGRAMA DE ENSAMBLE
Figura 30. Diagrama 5.
Recibir Cacao
Alimentar cacao
Clasificar Impurezas
Clasificar Piedras
Almacenar 1
Almacenar 2
Tostar
Descascarillar
Moler
Almacenar 4
FIN Empq Cascara
Almacenar Cascara
triturada
Triturar
Recolectar
Remover
Almacenar Piedras
Almacenar impurezas
DIAGRAMA DE ENSAMBLE
Fuente: Los autores

106
27.5 DIAGRAMA DE PRESCEDENCIA
Figura 31. Diagrama 6.
A10
O10
I10
I20
A20
A30
O30
O40
A40
FIN
A50
O70
O60
O50
A60
O20
O60
A70
DIAGRAMA DE PRESCEDENCIA
Fuente: Los autores
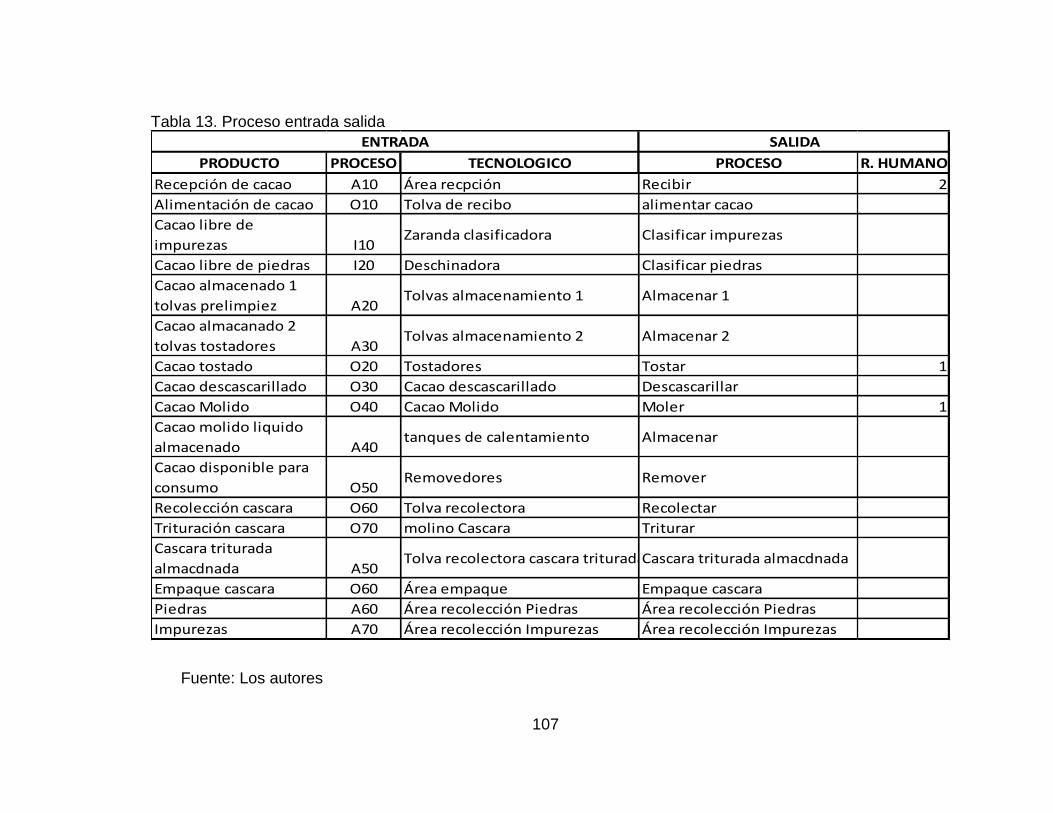
107
Tabla 13. Proceso entrada salida
PRODUCTO PROCESO TECNOLOGICO PROCESO R. HUMANO
Recepción de cacao A10 Área recpción Recibir 2
Alimentación de cacao O10 Tolva de recibo alimentar cacao
Cacao libre de
impurezas I10Zaranda clasificadora Clasificar impurezas
Cacao libre de piedras I20 Deschinadora Clasificar piedras
Cacao almacenado 1
tolvas prelimpiez A20Tolvas almacenamiento 1 Almacenar 1
Cacao almacanado 2
tolvas tostadores A30Tolvas almacenamiento 2 Almacenar 2
Cacao tostado O20 Tostadores Tostar 1
Cacao descascarillado O30 Cacao descascarillado Descascarillar
Cacao Molido O40 Cacao Molido Moler 1
Cacao molido liquido
almacenado A40tanques de calentamiento Almacenar
Cacao disponible para
consumo O50Removedores Remover
Recolección cascara O60 Tolva recolectora Recolectar
Trituración cascara O70 molino Cascara Triturar
Cascara triturada
almacdnada A50Tolva recolectora cascara trituradaCascara triturada almacdnada
Empaque cascara O60 Área empaque Empaque cascara
Piedras A60 Área recolección Piedras Área recolección Piedras
Impurezas A70 Área recolección Impurezas Área recolección Impurezas
ENTRADA SALIDA
Fuente: Los autores

108
28. TOMA DE TIEMPOS
Tabla 14. Toma de tiempos
PROCESO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 RITMO cm f+v CONCESION TIEMPO
PROMED
tiempo
normal
tiempo
estandar
A10 3 3,1 3,3 3,4 3,3 4,7 1,3 3 2,9 2,42 2,23 2,03 1,84 1,64 1,45 1,25 1,06 0,87 0,67 3,3 100% 3% 12% 2,33786 2,33786 2,61840
O10 6,5 6,9 6,8 6,6 6,7 6,6 6,5 5,9 6,6 6,23 6,16 6,09 6,02 5,95 5,88 5,8 5,73 5,66 5,59 6,7 110% 4% 13% 6,24595 6,87055 7,76372
I10 1 1 1 1 2 1 1,2 1,1 1 0,97 0,9 0,82 0,75 0,68 0,61 0,54 0,47 0,4 0,32 1 95% 10% 19% 0,88762 0,84324 1,00345
I20 6 6,3 6,2 6,3 6 6,2 6,3 7 6 6,46 6,51 6,55 6,6 6,64 6,69 6,73 6,78 6,83 6,87 6,2 90% 5% 14% 6,45786 5,81207 6,62576
A20 7 7,1 7,2 7,2 7 7,1 7,2 7 7,2 7,13 7,13 7,13 7,14 7,14 7,14 7,14 7,15 7,15 7,15 7,1 120% 4% 13% 7,12476 8,54971 9,66118
A30 8 7,9 8,2 8,1 8 8 8,1 7 8,4 7,79 7,75 7,71 7,67 7,63 7,59 7,55 7,51 7,47 7,43 8 109% 6% 15% 7,79167 8,49292 9,77535
O20 9 8,7 9,2 9 9 8,9 9 7 9,6 8,46 8,38 8,29 8,21 8,13 8,05 7,96 7,88 7,8 7,71 8,9 100% 6% 15% 8,45857 8,45857 9,76119
O30 10 9,5 10,2 9,9 10 9,8 9,9 7 10,8 9,13 9 8,88 8,75 8,62 8,5 8,37 8,25 8,12 8 9,8 110% 7% 16% 9,12548 10,03802 11,61399
O40 11 10,3 11,2 10,8 11 10,7 10,8 7 12 9,79 9,62 9,46 9,29 9,12 8,95 8,78 8,61 8,44 8,28 10,7 95% 7% 16% 9,79238 9,30276 10,79120
A40 12 11,1 12,2 11,7 12 11,6 11,7 7 13,2 10,5 10,2 10 9,83 9,61 9,4 9,19 8,98 8,77 8,56 11,6 90% 7% 16% 10,45929 9,41336 10,94773
O50 13 11,9 13,2 12,6 13 12,5 12,6 7 14,4 11,1 10,9 10,6 10,4 10,1 9,86 9,6 9,35 9,09 8,84 12,5 109% 8% 17% 11,12619 12,12755 14,14072
O60 14 12,7 14,2 13,5 14 13,4 13,5 7 15,6 11,8 11,5 11,2 10,9 10,6 10,3 10 9,71 9,42 9,12 13,4 100% 8% 17% 11,79310 11,79310 13,78613
O70 15 13,5 15,2 14,4 15 14,3 14,4 7 16,8 12,5 12,1 11,8 11,4 11,1 10,8 10,4 10,1 9,74 9,4 14,3 98% 8% 17% 12,46000 12,21080 14,31106
A50 16 14,3 16,2 15,3 16 15,2 15,3 7 18 13,1 12,7 12,4 12 11,6 11,2 10,8 10,4 10,1 9,68 15,2 105% 9% 18% 13,12690 13,78325 16,19532
O60 17 15,1 17,2 16,2 17 16,1 16,2 7 19,2 13,8 13,4 12,9 12,5 12,1 11,7 11,2 10,8 10,4 9,96 16,1 107% 9% 18% 13,79381 14,75938 17,38655
A60 18 15,9 18,2 17,1 18 17 17,1 7 20,4 14,5 14 13,5 13,1 12,6 12,1 11,6 11,2 10,7 10,2 17 99% 9% 18% 14,46071 14,31611 16,90732
A70 19 16,7 19,2 18 19 17,9 18 7 21,6 15,1 14,6 14,1 13,6 13,1 12,6 12,1 11,5 11 10,5 17,9 103% 9% 18% 15,12762 15,58145 18,44843
TOMA DE TIEMPOS
Fuente: Los autores

109
29. LAYOUT
Figura 32. Layout
Etapa 1
Etapa 2
Etapa 3
Etapa 4
INICIO
Alimentación Cacao
1
Zaranda Clasificadora
2
Residuos de grano multiple y
basuras
3
FINDespedradora
4
Tolva de Reserva 1
5
Tolva de Reserva 2
6
Tostador 5
16
Descascarillado1
17
Descascarillado2
18
Molino Winner
19
Tolva Recolección de
Cáscara
20
Tolva de Reserva Molino
Winner
21
Nibroton
22
Primera etapade molienda
24
Segunda etapade molienda
26
Tanques de Calentamiento
28
Removedor
29
FIN
Trituradora de Cáscara
23
Tolva de Recolección
25
Empaque de Cáscara
27
FIN
AA
Tolva de Recolección 1
7
Tolva de Recolección 2
8
Tolva de Recolección 3
9
Tolva de Recolección 4
10
Tolva de Recolección 5
11
Tostador 1
12
Tostador 2
13
Tostador 3
14
Tostador 4
15
Fuente: Los autores

110
30. MAPA DE LA OPERACIÓN
Figura 33. Áreas
Fuente: Compañía Nacional de Chocolates
1 Área recepción
2 Tolva de recibo
3 Zaranda clasificadora
4 Deschinadora
5 Tolvas de almacanamiento 1
6 Tolvas de almacanamiento 2
7 Tostadores
8 Descascarilladoras
9 Molino Winner
10 Tanques de calentamiento
11 Removedores
12 Tolva recolectora
13 Molino cascara
14 Tolva recolectora cascara triturada
15 Área empaque cascara
16 Área recolección de impurezas
17 Área recolección de piedras

111
31. EQUIPOS O TECNOLOGÍAS DE MANEJO DE MATERIALES
Tabla 15. Equipos o tecnologías de manejo de materiales
Proceso capacidad almacenamiento Velocidad nominal unidad de medida Materiales
Área recepción 30 10 estibas/hora Estibas
Estibas
Lonas de cabulla
Impurezas
Piedras
Cacao
Tolva de recibo 12 Lonas 60 lonas/hora Lonas
Lonas de cabulla
Impurezas
Piedras
Cacao
Zaranda clasifiacadora Flujo continuo 3000 kg/hora Kilos
Impurezas
Piedras
Cacao
Deschinadora Flujo continuo 3000 kg/hora kilospiedras
Cacao
Tolavas de
almacanemiernto 1
Tolva 1 1500 kg
Tolva 2 1500 kg3000 kg/hora kilos cacao
Tolavas de
almacanemiernto 2
Tolva 1 378 kg
Tolva 2 384 kg
Tolav 3 582 kg
Tolva 4 548 kg
Tolva 5 730 kg
2964 kg/hora Kilos Cacao
Tostadores 2250 kg 2964 kg/hora kilos Cacao tostado
Descascarilladoras Flujo continuoDescascarilladora 1 2100 kg/hora
Descascarilladora 2 1600 kg/horakilos
Granilla
Cascara de cacao
Molino Winner Flujo continuo 2800 kg/hora Kilos Licor de cacao
Tanques de
calentamiento
Tanque 1 8000 kg
Tanque 2 10000 kg2500 kg/hora Kilos Licor de cacao
Removedores
Removedor 1 8000 kg
Removedor 2 8000 kg
Removedor 3 8000 kg
Removedor 4 3000 kg
Removedor 5 3000 kg
Removedor 6 3000 kg
Removedor 7 3000 kg
Removedor 8 3000 kg
Removedor 9 3000 kg
Removedor 10 8600 kg
Removedor 11 3000 kg
13750 kg/hora Kilos Licor de cacao
Recolección cascara 2200 kg 364 kg/hora kilos Cascara de cacao
Trituración cascara Flujo continuo 250 kg/hora Kilos Cascara de cacao
Empaque cascara Flujo continuo 364 kg/hora Kilos
Cascara de cacao
Conos Hilo
Lonas de fibra
Estibas
Lista de marteriales

112
32. FLUJOS DE MATERIALES
Figura 34. Flujo de materiales
MATERIA PRIMA
ALMACEN
MATERIA PRIMA
ÁREA DE PRE LIMPIEZA
MATERIA LIBRE DE IMPUERZAS
ALMENDRA DE CACAO TOSTADA
ALMENDRA DE CACAO TRITURADA
LICOR DE CACAODISTRIBUCIÓN –CLIENTE
INTERNO
Fuente: Los autores

113
32.1 MODELOS DE CONTROL DE INVENTARIOS
Inventario de producto físico vs MRP SAP:
• Inventario de producto en proceso.
• Revisión de niveles de inventarios diarios en tanques removedores.
• Stock de seguridad 1 día.

114
33. TECNOLOGÍA
33.1 INVENTARIO TECNOLÓGICO
Tabla 16. Inventario tecnológico
Maquina o equipo Cantidad Nivel tecnológico Estado tecnológico
Polipasto 1 Medio Regular
Zaranda clasificadora 1 Alto Bueno
Deschinadora 1 Alto Bueno
Tolvas de almacenamiento cacao 2 Medio Bueno
Tolvas de almacenamiento cacao 5 Medio Bueno
Tostadores 5 Medio Bueno
Descascarilladoras 2 Medio Bueno
Tolva almacenamiento granilla 1 Medio Bueno
Molino Winer 1 Alto Bueno
Tanques de calentamiento 2 Alto Bueno
Removedores 11 Medio Regular
Tolva almacenamiento cascara 1 Medio Bueno
Triturador de cascara 1 Bajo Regular
Necesidades de inventario tecnológico: 3 Tanques almacenamiento de 8000 kg en reemplazo
6 de 3000 kg.

115
34. SISTEMAS DE PRODUCCIÓN Y OPERACIONES
Figura 35. Diagrama de producción y operaciones
34.1 FILOSOFÍA DE PRODUCCIÓN A APLICAR
Se desarrollaran las siguientes y filosofías:
• 5´S.
• LEAN MANUFACTURING.
• JUST IN TIME.
PLANIFICACIÓN
AGREGADA DE
LA PRODUCCIÓN
PROGRAMACIÓN
DE LA
PRODUCCIÓN
ESTRATEGIAS
DE CAPACIDAD
ESTRATEGIAS
DE DEMANDA
JIT
PLANIFICACIÓN DE
LA PRODUCCIÓN
A M.P.
PLAN
AGREGADO DE
PRODUCCIÓN
CERO
DEFECTOS
CERO
AVERÍAS
CERO
ACCIDENTES
CONTROL
EFICACIA
EFICIENCIA
PRODUCCIÓN
CALIDAD
PROGRAMACIÓN
DE LA PRODUCCIÓN
A C.P.
PROGRAMA
MAESTRO DE
PRODUCCIÓN
MRP
DEMANDA
DEPENDIENTE
PROGRAMA DE
PRODUCCIÓN
PROGRAMA
DE COMPRAS
INFORME DE
EXCEPCIONES
OBJETIVO
Fuente: Los autores

116
34.2 PROCESO DEL SISTEMA DE PRODUCCION Y OPERACIONES
Tabla 17. Proceso del sistema de producción y operaciones
PROCESO PYO MODELOS O COMPORTAMIENTO
ANALISIS DE DEMANDA Análisis a los históricos cada mes.
ANALISIS DE CAPACIDAD La capacidad instalada sobre pasa la necesidad del cliente
ANALISIS DE COSTOS Modelo de costeo estándar
PROCESO DE PLANEACION
AGREGADAEsta ajustado al histórico de la demanda y acorde a esto se
programan los recursos necesarios para el proceso.
PROCESO DE PLAN DE COMPRAS Se realiza al histórico de la demanda, a la capacidad de
almacenamiento de materia prima vs costo en el mercado.
PROCESO DE PROGRAMACION DE
PRODUCCION De acuerdo a la necesidad semanal de la demanda.
MEDICION DE PRODUCTIVIDAD Se lleva a cabo la medición con registro de perdidas en
planillas y se ingresan a un sofware.
PROCESO LOGISTICO DE
DISTRIBUCION Y TRANSPORTESe realiza en horarios establecidos entre la compañía y el
cliente.
Fuente: Los autores
117
34.3 MEJORA CONTINUA:
5´S.
Diagrama causa efecto.
Técnica de los 5 ¿por qué?
Diagrama de Pareto.
TPM.
34.4 HERRAMIENTAS LEAN APLICABLES:
Las 5’S (en realidad se desean nueve).
El TPM. (Mantenimiento productivo total).
El uso del Kaizen (mejora continua).
El uso de la técnica Heinjunka (producción nivelada).
La filosofía Jidohka (automatización).
118
El PokaYoke (eliminar defectos).
El uso de sistemas Andon (sistemas de alarma).
La filosofía Justo a Tiempo.
a) El Sistema de Jalar.
b) Células de manufactura.
c) El Kanban(uso de tarjetas).
d) Control visual.
e) El sistema SMED.

119
35. SISTEMA DE INFORMACIÓN DE PRODUCCIÓN Y OPERACIONES
En la actualidad la compañía cuenta con MRP en el área de producción y
operaciones esta permite tener un control e información en tiempo real, los
controles de inventario se llevan a cabo, es por medio del sistema donde podemos
hacer seguimiento al desbalance en los materiales.
35.1 INDICADORES DE RESULTADO
De acuerdo al desarrollo del modelo de optimización para el proceso de extracción
de licor de cacao en la Compañía Nacional de Chocolates se propone llevar el
control de los resultados con los siguientes indicadores:
Eficiencia global de los equipos.
Consumo de energía Kwh/t.p.
Consumo de Gas.
Kg Hora Hombre.

120
35.2 EFICIENCIA GLOBAL DE LOS EQUIPOS
Definición de factores para el cálculo de la eficiencia global de los equipos:
% Disponibilidad: Es el porcentaje del tiempo que la máquina está realmente
disponible para trabajar
% Rendimiento: Es la relación entre la velocidad real de operación y la velocidad
para la que fue diseñada la máquina. Es decir, es la relación entre la producción
real que se sacó en el tiempo que se trabajó y la cantidad de producción que se
debió haber sacado según las capacidades.
% Calidad: Es la relación entre la cantidad de productos de buena calidad y el
total de productos elaborados en el tiempo que se trabajó.

121
35.3 DEFINICIÓN DE PÉRDIDAS
Tabla 18. Pérdidas que afectan la disponibilidad
Tabla 19. Pérdidas que afectan la calidad
PÉRDIDA QUÉ SIGNIFICA
UNIDAD DE
MEDIDA INDICADORES
AVERÍAS
Es el evento en el cual una máquina pierde totalmente la capacidad de realizar
su función, requiriendo una intervención técnica con cambio, reparación o ajuste
departes. El tiempo de paro por avería comprende desde el momento en que la
máquina pierde su función hasta que vuelve a recuperarla por completo
cumpliendo con los estándares de calidad, productividad t desempeño de la
compañía.
Afecta la disponibilidad del equipo
Minutos P.
ALISTAMIENTOS
Es el tiempo transcurrido desde el momento en el que termino la producción de
una referencia y comienza a salir una nueva cumpliendo todas las
especificaciones de calidad.
Afecta la disponibilidad del equipo.
Minutos P.
ARRANQUES
Es el tiempo que transcurre desde cualquier paro que afecta las condiciones
normales de operación o “puesta a punto” hasta que sale producto que cumpla
con todos los estándares.
Afecta la disponibilidad del equipo.
Minutos P.
CAMBIO DE
ELEMENTOS
Es el tiempo en que la máquina no está trabajando debido a cambios repentinos
de (bobinas, cuchillas, filtros) Minutos P.
ASEOS (entre
turnos)
Es el tiempo de paro de un equipo en el que se efectúan aseos requeridos para
evitar la acumulación de mugre en el mismo.
Afecta la disponibilidad del equipo.
Minutos P.
ESPERAS
Es el tiempo de paro en un equipo como consecuencia de un paro en otro
equipo asociado al mismo proceso debido a fallas, falta de insumos o cualquier
otro motivo.
Afecta la disponibilidad del equipo
Minutos P.
RECURSOS
INDUSTRIALES
Son todos aquellos por falta de suministro de recursos como: energía, presión
de aire, vapor , agua potable, agua industrial, refrigeración, etc.
Afecta la disponibilidad del equipo
Minutos P.
MEDICIÓN Y
AJUSTES
Paros ocasionados en el equipo debido a la necesidad de hacer mediciones y
ajustes para prevenir los defectos de calidad.
Afecta la calidad
Minutos P, Q
ADMINISTRATIVAS
Es el tiempo en que la máquina no está trabajando debido a:
Falta de Mat. Empaque
Falta de Mat. Prima
Falta de programación
Falta de personal
Afecta la disponibilidad del equipo.
Minutos P.
PERDIDA QUE SIGNIFICA
UNIDAD DE
MEDIDA INDICADORES
REPROCESOCantidad de produccion obtenida que no cumple con las
especificaciones de calidad. Minutos Q
DESPERDICIO
DE PRODUCTO
Es la cantidad de producto que debido a su proceso se
alteran factore microbiologicos no aptos para el consumo
humano, por lo tanto se da de baja. Minutos Q
Fuente: Los autores
Fuente: Los autores
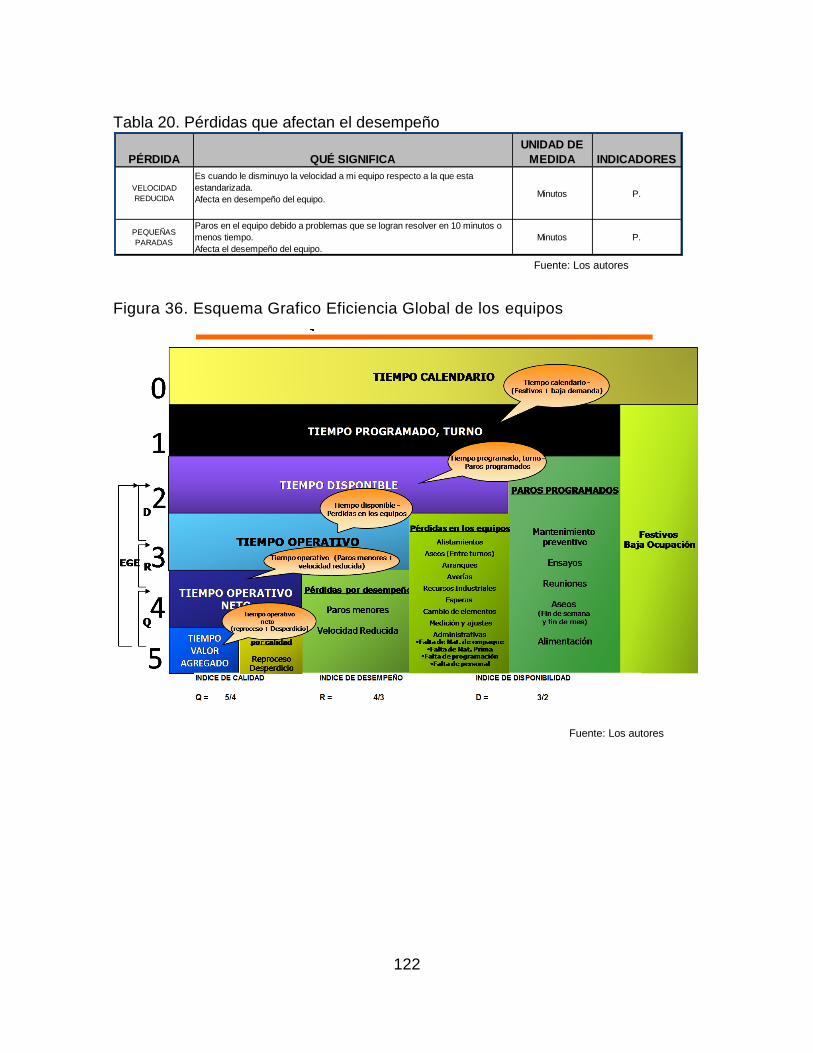
122
Tabla 20. Pérdidas que afectan el desempeño
Figura 36. Esquema Grafico Eficiencia Global de los equipos
PÉRDIDA QUÉ SIGNIFICA
UNIDAD DE
MEDIDA INDICADORES
VELOCIDAD
REDUCIDA
Es cuando le disminuyo la velocidad a mi equipo respecto a la que esta
estandarizada.
Afecta en desempeño del equipo.Minutos P.
PEQUEÑAS
PARADAS
Paros en el equipo debido a problemas que se logran resolver en 10 minutos o
menos tiempo.
Afecta el desempeño del equipo.
Minutos P.
Fuente: Los autores
Fuente: Los autores

123
Figura 37. Factores de cálculo
DISPONIBILIDAD = Tiempo Operativo/Tiempo disponible
RENDIMIENTO = Tiempo operativo/Tiempo disponible
CALIDAD = Tiempo valor agregado/Tiempo operativo neto
Figura 38. Como Calcular la eficiencia global de los equipos
Fuente: Los autores

124
Consumo de Energía:
Consumo al día de KW de energía / Ton de licor producidas al día
Consumo de Gas:
M3 consumos de Gas al día/Ton de licor producidas al día
Figura 39. Kilogramo Hora Hombre
Fuente: Los autores

125
36. CONCLUSIONES
El énfasis de esta investigación se basó en desarrollar un marco referencial que
brinde herramientas que permitan centrarse en la solución de la problemática
descrita.
Se desarrolló un modelo conceptual que presenta las herramientas a utilizar para
el desarrollo del diseño del modelo de optimización en el proceso de extracción de
licor de cacao de la planta de producción de Bogotá de la Compañía Nacional de
Chocolates.
Dando cumplimiento al desarrollo de las metodologías planteadas se ha
empezado por recopilar datos en la planta de producción, en ella encontramos
que se pueden hacer mejoras notables como organización y orden en los puestos
de trabajo.

126
37. RECOMENDACIONES
Como resultado de la investigación y desarrollo del modelo de optimización para el
proceso de extracción de licor de cacao en la Compañía Nacional de Chocolates
para la implementación de las 5´S en los puestos de trabajo se recomienda
realizar primero la gestión en solo una de las áreas de desarrollo de actividades
es decir escoger entre (Prelimpieza, Tostión, Molienda ó Tanques de
almacenamiento) siendo así se toma como referencia y aprendizaje para la
implementación del resto de las áreas.
Como resultado del desarrollo del sistema de producción y operaciones, se
recomienda que el molino winner del área de molienda trabaje con la carga
completa y abastecimiento continuo en la tolva de abastecimiento, si no lo hace
este equipo trabaja con velocidad reducida y genera altos de consumos de
energía.
Par facilitar el adecuado suministro en producción y para evitar desfase en
inventarios se recomienda ampliar la zona de almacenamiento en producción.
Como resultado del desarrollo del sistema de producción y operaciones se sugiere
hacer una actualización de la maquina deschinadora tiene una operación
deficiente dejando pasar un alto porcentaje partículas solidas (piedras y ferrosas),
al continuar en el proceso estas partículas genera daños en las mallas de los
molinos e inocuidad en el licor de cacao.

127
REFERENCIAS
Compañía Nacional de Chocolates. (s.f.). Dónde estamos. Recuperado de
http://www.chocolates.com.co/ubicacion
DANE. (s.f.). Documento Metodológico de Cacao. Recuperado de
http://www.dane.gov.co/files/investigaciones/agropecuario/ena/doc_met_cac
ao.pdf
Grupo Nutresa. (2011). Nutresa. Recuperado de
http://gruponutresami.blogspot.com/
Justo a Tiempo. (s.f.). Universidad de Barcelona [Archivo]. Recuperado
dehttp://www.ub.edu/gidea/recursos/casseat/JIT_concepte_carac.pdf
Metodología de las 5S mayor productividad mejor lugar de trabajo. (s.f.).
Euskalit.net. Recuperado de http://www.euskalit.net/pdf/folleto2.pdf
Torres, E. R. (1 de diciembre de 2009). Compañía Nacional de Chocolates.
Industria Alimenticia. Recuperado de
http://www.industriaalimenticia.com/articles/compania-nacional-de-
chocolates

128
BIBLIOGRAFÍA COMPLEMENTARIA
Chase, R., Aquilano, N., Jacobs, R. (2000). Administración de la producción y
operaciones: Manufactura y servicio. Bogotá, Colombia: MacGraw-Hill..
Donelly, J. H., Gibson, J. L., &Ivancevich, J. M. (1998). La Nueva Dirección de
Empresas. Bogotá, Colombia: MacGraw-Hill.
Everette, A. (1981). Administración de la producción y operaciones.
EnglewoodCliffs, Estados Unidos de América: Prentice Hall.
Ibarra, S. (2010). Implementación de la herramienta de calidad de las 5”s” en la
empresa “confecciones Ruvinni” ubicada en Zacualtipán, HGO (Tesis para
título técnico, Universidad Tecnológica de la Sierra Hidalguense,
Zacualtipán de Ángeles, México). Recuperado de
http://www.utsh.edu.mx/pdf/SeleneIbarraZeron.pdf
La técnica de los 5 porqué. (29 de diciembre de 2008). Dos Ideas. Personas y
software. Recuperado de
http://www.dosideas.com/noticias/metodologias/366-la-tecnica-de-los-5-
porque.html
Levin, R., Kirkpatrick, C. A. (1997). Enfoques cuantitativos a la administración.
México: Editorial Continental S.A.
Prawda, J. (1995). Métodos y modelos de investigación de operaciones [Vol. 1].
México: Limusa.
129
Solow, D., &Kamlesh, M. (1996). Investigación de operaciones: el arte de la toma
de decisiones. México: Prentice Hall Hispanoamericana S.A.
Stephen, B. B. (s.f.). Apuntes de los cursos de investigación de operaciones de la
Universidad de Stanford. Pereira, Colombia: Universidad Tecnológica de
Pereira.
Varela, J. E. (1982). Introducción a la investigación de operaciones. Bogotá,
Colombia: Fondo Educativo Interamericano S.A.
Velázquez, L.G., Mexicano, D.A., Ruiz, J.P. (2010). Investigación Sistema MRP
(Informe de investigación, Universidad Politécnica de San Luis Potosí, San
Luis Potosí, México). Recuperado de
http://gerardovelazquez.blogspot.com/2010/06/investigacion-sistema-
mrp.html
Top Related