







Idiomas
Páginas
Jurídico


1
Desarrollo Teórico.
Introducción al Denim.
El denim, es un tejido plano de algodón confeccionado como sarga compuesto de
hilos entretejidos en forma perpendicular, la trama de color crudo y la urdimbre de
color índigo. Generalmente están hilados por el procedimiento de extremo abierto
llamado “Open End”, en el cual los hilos utilizados en la urdimbre están mezclados
de algodón y de rayón viscosa para obtener un tacto suave y rigidez después del
lavado.
Sarga: el ligamento se obtiene por medio de un escalonado, formando
rayas en diagonal Cardado: se utilizan fibras cortas ( 20 – 40 mm), comúnmente para construir
tejidos pesados. Open end: tejido igual al cardado pero se genera una hilatura más abierta.
Este tipo de tejido es el más utilizado para la fabricación del denim, debido
a que disminuye un 25% del espacio físico utilizado y aumenta
notablemente la producción.
Proceso Textil.
PROCESO GENERAL
El proceso empieza cuando las pacas de algodón se pesan, después se estiba el
algodón, de manera que se facilite el control.
1. Apertura y Limpieza
El algodón es introducido en la máquina de
limpieza, las pacas se colocan de manera
que puedan ser procesadas. La máquina
abre el algodón y lo limpia. Toma parte en

2
parte de cada una de las pacas, para abrir y limpiar, auxiliado por una máquina
abridora.
Posteriormente el algodón pasa a otra etapa de limpieza en el cual hace la
limpieza a base de corrientes de aire.
En seguida, el algodón pasa a la Multimezcladora, la cual es un cámara grande
con 10 silos, la máquina se encarga de mezclar los silos y repartirlos, siempre de
atrás para adelante.
Después el algodón pasa a otra máquina la cual es un cámara donde se extrae el
micropolvo, esto se hace debido a que el micropolvo que contiene el algodón, es
altamente dañino para la maquinaria, ya que daña los motores, engranes, así
como todas las partes metálicas.
2. Proceso de Hilatura
Cardado
Una vez que el algodón ha sido abierto y
se han eliminado todas las impurezas
propias de este pasa a las cardas. Las
cardas son máquinas que sirven como
otro elemento de limpieza para eliminar
fibras cortas, y así darle uniformidad a las
fibras. Las cardas procesan el algodón de
manera que se forman una cinta de
algodón y al salir de las cardas se depositan en unos bigotes designados.
Primer estirador

3
En esta etapa del proceso, las cintas producto
del proceso anterior, son colocadas en el
estirador, de seis en seis, y el estirador une
las seis, de manera que se forme una sola
cinta uniforme. El estirador también corrige
irregularidades de la cinta, de manera que el
peso de la cinta sea constante y que haya
menos variación por unidad de longitud. El
estirador cuenta con un sistema de verificación de calidad el cual manda una señal
cuando la cinta no se encuentra dentro de las especificaciones.
Cuando las cintas van saliendo del estirador, son depositadas en botes, y pasan al
siguiente proceso.
Segundo estirador
En esta etapa seis cintas provenientes del primer estirador, son nuevamente
tomadas y procesadas en el segundo estirador de manera que se conviertan en
uno.
Este estirador cuenta con un dispositivo electrónico que las mide y las pesa, en
razón de volumen.
Si la máquina detecta que el grosor de la cinta es excedido, se manda una señal y
la velocidad de entrega y de salida se reduce. La variación permitida en el grosor
de la cinta es +- 0.5% en el título del hilo, lo que nos da una idea de la exactitud en
el grosor de las cintas.
Nuevamente las cintas salientes del segundo estirador son depositadas en los
botes designados.
Open -End
Las cintas de algodón pasan a la máquina open-end, esta máquina hace el hilo
diferente al sistema a base de rotores y turbinas que dependiendo del título puede

4
alcanzar a producir hasta 120.000 vueltas/minuto.
Una vez que la máquina ha procesado las cintas,
sale el hilo de algodón propiamente dicho. La
máquina deposita el algodón en bobinas. Las
bobinas son divididas en bobinas para trama,
urdimbre y pie.
3. Proceso de Urdido
El hilo es jalado de las bobinas hacia las urdidoras, estas son de tipo bolas. En
esta etapa unen los hilos, dependiendo del tipo de tela que se va a trabajar se
hace una cuerda con determinados hilos, con determinado hilo, para poder ser
teñido.
4. Proceso de Teñido
En esta etapa del proceso llegan las bolas provenientes del urdido. Cada una de
las bolas tiene un promedio de 400 hilos, lo que significa que cada bola hay
20.000 metros aproximadamente.
Así mismo, 24 bolas completan una rollada, las cuales completas el lote que
entrará simultáneamente al área de teñido.
Índigo
En esta área se tiñe el hilo de índigo. Es importante mencionar que en esta área
se trabaja a una velocidad de 24 a 26 metros/minuto. Como se mencionó
anteriormente, se colocan las 24 bolas en una máquina, en el cuál el hilo para
poder ser teñido, pasa por diferentes procesos que se enumeran a continuación :
a) Descrude: el hilo va pasando por una concentración de humectantes y
secuestrantes; esto con la finalidad de humectar la fibra, eliminar impurezas,
precipitar metales y sales que existan en el agua.
5
b) Enjuague: tiene como finalidad eliminar los residuos de las sustancias
provenientes del descrude.
c) Tinas de Teñido: existen 8 tinas, en cada una de estas se tiene la mezcla
del colorante, esta mezcla se mantiene en constante recirculación, de esta manera
se logra un teñido consistente. El proceso consiste en hacer pasar los hilos por
cada una de las tinas, ya que el hilo pasa por la mezcla de colorante y se oxida al
medio ambiente, repitiendo este proceso en varias ocasiones, hasta que se logre
el tono deseado.
d) Enjuague: se enjuaga el hilo para quitar el colorante excedente.
e) Suavizado: se le da un tratamiento de suavizado y lubricado al hilo, con
la finalidad de que el hilo tenga un mejor desliz y suavidad, y se pueda trabajar
con facilidad en el proceso siguiente.
f) Secado: el hilo pasa por 42 tamboras de pre secado, este es un
mecanismo que consiste en rodillos que secan el hilo a base de vapor de agua.
Proceso de Engomado
Apertura de la cuerda
Se trabaja a una velocidad de 350 metros/minuto. Son 10 máquinas que tienen
como función abrir la cuerda por medio de tensión para urdirse.
Engomado
En esta etapa del proceso se utiliza una máquina que sirve para reunir cuentas
totales en hilos que van directamente al área de tejido. El engomado sirve para
proteger cada uno de los hilos con productos como almidones y resinas acrílicas,
con viscosidades altas, medias o bajas, dependiendo del número de hilo.

6
El engomado sirve para proteger el hilo de la fricción del telar y darle una mayor
resistencia.
Proceso de Tejido
Los julios provenientes del área de engomado son colocado en las atadoras, en
las cuales se anuda hilo por hilo, estas máquinas tienen una velocidad de hasta
250 nudos por minuto.
Después los julios son
ubicados frente a las
máquinas tejedoras para
que los hilos de algodón
sean tejidos y se
obtenga la tela de
mezclilla, las cuales también son enrolladas en julios.
Dado que la humedad y la temperatura en esta área deben ser constantes y
controladas, esto con el fin de evitar que los hilos de algodón que están siendo
tejidos se rompan, en esta área también se cuenta con un sistema de aire
acondicionado, lo que permite mantener una temperatura de 17ºC.
Una vez que se termina el rollo se pasa al siguiente proceso.
Proceso de Sanforizado
Teminado
La primera etapa en esta área es el sanforizado, se le da el acabado final a la
mezclilla, a través de un proceso consistente en calentarla, enfrialrla y finalmente
plancharla, esto con el fin de lograr la textura, flexibilidad y dureza requeridas para
este tipo de tela
7
PESAJE
El denim se pesa comúnmente en onzas, medida sajona y forma en la que
mundialmente se expresan los pesos de los tejidos jeanswear. A mayor cantidad
de onzas, mejor es el denim, ya que el tejido es más cerrado y, por lo tanto, tengo
más cantidad de material.
En Argentina, se utiliza el “gramaje” para expresar el peso del tejido. El gramaje es
el peso por metro cuadrado de tejido. Por otro lado, el “gramaje lineal”, es el
gramaje por el ancho del tejido
1 onza = 30 gramos / m²
Gramaje (peso del tejido) = peso del tejido en gramos / superficie en m²
Gramaje lineal = gramos / metro
CLASIFICACIÓN SEGÚN PESO
10 a 16 onzas: Tradicional 8 a 10 onzas: Semipesado 6 a 8 onzas: Semi liviano Hasta 5 onzas: Liviano
Historia del Denim.
La historia de los jeans se remonta al siglo XIX en el año 1853 cuando, en plena
fiebre del oro, el alemán Levi Strauss decidió instalarse en San Francisco con el
fin de abrir un local para vender tiendas de campaña a los mineros. Allí descubrió
que los buscadores de oro tenían que resolver un problema con sus pantalones: la
rudeza del trabajo, más el peso que cargaban en sus bolsillos, hacían que se
rompieran constantemente. Strauss aprovechó el denim marrón de las carpas y
diseñó un modelo de overol a la cintura. Luego uno de los clientes de Levi Strauss,
un sastre que le compraba rollos de tela llamado Jacob Davis, pensó en

8
reforzarlos con remaches de cobre en algunos puntos de especial tensión, tales
como los extremos de los bolsillos o la base de la bragueta. Como Jacobs no tenía
dinero para patentar la idea, le propuso a Levi hacer negocios juntos y el 20 de
mayo de 1873 recibieron la patente
#139,121 de la Oficina de patentes y
marcas estadounidense y nació el jean
tal y como lo conocemos. Poco
después los genoveses se encargaron
de teñir la tela en un característico
color azul índigo procedente de la India
de un arbusto llamado Indigofera
Tinctoria.
Luego apareció Henry David Lee que con un gran sentido comercial y muy
trabajador, supo invertir en sueldos hasta tener una fortuna. Decidió crear su
propia empresa de ropa de trabajo, con la revolucionaria idea de confeccionar un
enterizo, cosiendo una campera con un pantalón de jean. Esta pieza única fue el
comienzo de Lee-Unión All, en 1913. Las fuerzas armadas aliadas estaban muy
impresionadas por la creación de la marca, que la contrató para confeccionar los
uniformes para la Guerra Mundial. En 1917, Lee tuvo una idea brillante: hacer
publicidad de su marca en un diario, publicando su famosa frase para identificar su
ropa especialmente confeccionada para los trabajadores: “el jean que construyó
América”.
Wrangler
Es la marca más tardía en completar el prestigioso círculo de las tres empresas
originales y básicas en el universo de los jeans. En 1904, fue fundada una
empresa de ropa de trabajo, que en 1919 fue llamada Blue Bell Overall
Company, instalada en California del Norte. Cambió su nombre por el de Blue Bell
Globe Manufacturing Company en 1936, cuando compró a la Globe Superior

9
Corporation. Siete años más tarde, pasó a llamarse Blue Bell Incorporated.
Durante la Segunda Guerra Mundial la empresa se expandió al fabricar pantalones
y camperas militares además de toda la ropa que necesitaban los soldados. En el
año 1946 la Blue Bell Company comenzó a fabricar para los cowboys y los
asistentes de los rodeos jeans Wrangler. Un año más tarde tuvo su gran acierto
cuando logró imponer el prototipo número 13 de jeans con cierre relámpago para
hombres del oeste que se transformó a partir de entonces en el más vendido en
Texas.
Años después en la década del 50 se empezaron a imponer como una prenda
juvenil representados por Marlon Brando y James Dean como “los chicos malos
de Hollywood”, así como también una prenda ultrafemenina y sexy representada
por Marilyn Monroe; y en la década de los 60 se convirtieron en símbolo de la
juventud rebelde. En los años 70, esta prenda universal que no conocía
diferencias de sexo, clase o raza, de hecho fue recién en esta década que
los diseñadores como Yves Saint Laurent, o Kenzo, se animaron a incorporar
tímidamente el denim en sus colecciones. Ya para los 80 las grandes casa de
moda comenzaron hacer diseños y texturas y las fábricas introdujeron técnicas
de lavado con químicos, y empezaron a fabricarlos con aplicaciones doradas, para
acomodarlos a las nuevas tendencias.
En los 2000 la prenda sigue vigente y es tan fuerte la identidad de los Jeans que
son pieza fundamental del maravilloso mundo de la moda. En todas sus versiones
temporada tras temporada las siluetas y texturas se dinamizan para reinventar
esta prenda indispensable.
Así década tras década los jeans se convirtieron en un fenómeno y hoy hacen
parte de la historia de todos nosotros.

10
Desarrollo Práctico.
1º Muestra Original - Características del Tejido
Nombre comercial: Denim
Composición: realizar la composición cualitativa del material, inclusive si hay
elastano.
Características del hilado: open end / Cardado
Estructura del tejido: Sarga, gabardina o tela
Tipo de terminación: teñida la urdimbre, crudo la trama. El tejido debería ser
sanforizado, gaseado, aprestado y decatizado.
Onzas/gramaje: hacer el calculo pesando en una balanza…y calcular peso/metro
cuadrado gramaje, gramaje lineal y pasarlo a onzas.
2º Descrude: Se lava la muestra del denim en lavarropas o con abundante agua
tibia aproximadamente a 40- 50º de temperatura y detergente/jabón. Luego se
enjuaga, se deja secar en forma horizontal, y se procede a planchar en forma
vertical. Tomar medidas en trama y urdimbre y hacer cálculos. Determinar si esta
sanforizado.
3º Blanqueado: Se necesita una taza (250cc) de Hipoclorito de Na (lavandina), en
un litro de agua a temperatura ambiente, durante 4 a 8 horas, enjuagar tres veces
11
y en el tercero, neutralizar con algunas cucharaditas de bicarbonato de sodio,
hasta que el olor de lavandina se vaya…echar poco a poco.
Se pone un litro de agua dentro de un balde, se le agrega una taza de lavandina,
se pone la muestra de denim dentro de la solución, debe estar totalmente
sumergido, no puede haber globos de aire, ni salir ninguna parte del tejido fuera
del agua. Se mezcla y se deja dentro hasta que pierda por completo el color.
Finalmente se retira el tejido y se enjuaga con abundante agua y se sumerge el
tejido en varios litros de agua con algunas cucharadas de bicarbonato para
neutralizar la lavandina.
4º Teñido: los materiales utilizados son: una anilina Dylon color a eleccón, RB:
1:20, una taza de sal, una taza de vinagre blanco.
Se disuelve la anilina en una taza, luego se lava la muestra de denim con un poco
de detergente para eliminar el apresto.
Se pone en un recipiente grande sobre la hornalla prendida ( es decir un
recipiente de tamaño que la muestra quede cómoda y sumergida) se agregan los
litros de agua necesarias, se le agrega la anilina previamente disuelta y luego el
denim.
Se revuelve constantemente, cada 5 minutos, a los 30 min se le agregan la taza
de sal gruesa. A la media hora el agua esta hirviendo, se deja el fuego fuerte con
el agua hirviendo durante una hora. Cumplida la hora se apaga el fuego y se deja
la muestra en la solución por media hora más. Una vez terminada la media hora
se saca el denim de la solución, se procede a enjuagar tres veces y se deja secar
en un lugar seco sin la presencia del sol.
IMPORTANTE: NO DEJAR DE MEZCLAR LA MUESTRA Y LA SOLUCION
DURANTE TODO EL PROCESO.

12
5º Resinado Látex: Se realiza utilizando pintura al látex. Se aplica entre 5 y 8
veces en el denim por el lado del revés o del derecho, A la pintura es necesario
revolver antes de usar por lo menos 30 minutos.
Se pasa una capa de pintura y se deja secar por varias horas, luego aplicar otra
capa y se dejo secar por tres horas, este proceso lo realizamos varias veces mas,
tener en cuenta que la ultima capa, tomara mucho mas tiempo de secado, se deja
secar durante toda la noche. IMPORTANTE: NO DEJAR QUE LA PINTURA PASE
DEL OTRO LADO DEL TEJIDO!
6º Resinado Sintético: A la pintura es necesario revolver antes de usar por lo
menos 30 minutos. Se realiza utilizando pintura sintética en aerosol. Se aplica
varias capas sobre el derecho del denim. Se aplica al aerosol a unos 15cm de
distancia de la muestra de denim, se aplica una capa y se deja secar por varias
horas, este proceso se realiza unas 5 a 8 veces y en la ultima capa aplicada de
deja secar toda la noche; de esta manera la pintura seca correctamente, se deja
orear un día mas para que pierda el olor a la pintura sintética. También se puede
utilizar pincel ó rodillo y pintura sintética.
7º Estampado Transfer: se utiliza una hoja especial para estampar transfer.
Se realiza un diseño en computadora, con el programa Corel Draw. Luego este
diseño se imprime (con una impresora a chorro de tinta) en la hoja para transfer.
Se recorta el diseño del papel, se despega la capa protectora del papal transfer, se
pone el diseño sobre el denim y se le coloca un papel siliconado (viene con el
papel transfer) y luego la plancha al máximo de temperatura. Luego, dejar enfriar
unos minutos (1 a 3) y se retira el papel siliconado y el estampado queda listo.

13
Tambien se puede conseguir el papel transfer con diseño y realizar la misma
técnica.
8º Estampado Plastisol: Para esta textura se necesita Pintura Acri-Puff, también
puede usarse Fastix. Se realiza un esténcil con forma o a mano alzada, se pone el
esténcil sobre el denim y se cubre con la pintura acripuff, esto se realiza varia
veces en la extensión de la muestra. Se retira el esténcil y se deja secar durante 6
a 10 hs. dependiendo de la humedad del día. Una vez seco, se da vuelta el denim
y con una plancha bien caliente se da calor sobre la tejido, en especial en los
sectores donde pasamos nuestro esténcil con la pintura acripuff. Puede colocarse
en horno durante algunos minutos y tomará volumen importante. Al darlo vuelta
veremos que nuestra pintura se infló, aumenta su volumen, y tiene una textura
esponjosa.
9º Devoree: Se realiza con un esténcil o a mano alzada. Se ubica el esténcil sobre
el denim, se aplica sobre la forma, lavandina, la aplicamos con una diferentes
aplicaciones y/o recursos, tener mucho cuidado para que la lavandina no se
escurra por los costados y deforme nuestro diseño. Este proceso se realiza unas
20 veces hasta que en el tejido quede nítido la figura y/o el diseño buscado.
Luego se procede a lavar con abundante agua y neutralizar en un lavado de agua
con bicarbonato de sodio.
10º Flameado: Se pone la muestra de denim en un horno, con alta temperatura,
bien fuerte de 200 ºC, se coloca directamente sobre la parrilla del horno, o

14
encerrado entre dos bandejas metalicas, se deja 10 min, luego se da vuelta y se lo
deja unos 5 min más. Prestar mucha atención al horno constantemente, ya que si
el fuego esta muy caliente corremos el riesgo de que el tejido se queme!
11º Microesmerilado: Tomamos varias lijas gruesa, mediana y fina y la
envolvemos en un taco de madera. Pasamos la lija con fuerza moderada sobre el
denim de manera horizontal y vertical, este movimiento lo realizamos unas 50
veces de manera vertical y 50 veces de manera horizontal, teniendo mucha
atención de no dañar el denim. Se puede enmascarar parte del tejido realizando
dibujos.
12º Textura Libre

15
DESARROLLO PRÁCTICO
1º Muestra Original - Características del Tejido
Nombre comercial: Jean / Denim Composición: 100% Algodón en
trama y urdimbre. Características del hilado:
Cardado/Open-End Estructura del hilado: Sarga Tipo de terminación: Teñida la
urdimbre en color índigo, crudo la
trama. El tejido debería ser sanforizado,
gaseado, aprestado y decatizado.
Onzas/gramaje: Es la cantidad de gramos por m2. Para hacer más rápido el
cálculo se dice que 1oz corresponde a 30grs/m2, pero el peso real es de 1oz
corresponde a 33,33grs/m2.
Tomamos una superficie de 10cm x 10cm y pesamos en una balanza digital
obteniendo el peso exacto. En nuestra muestra la balanza marcó 3,36 grs.
Por lo tanto: Si 100cm2 son 3,36grs. 10000cm2 son 336grs/cm2. Si 30 grs/m2
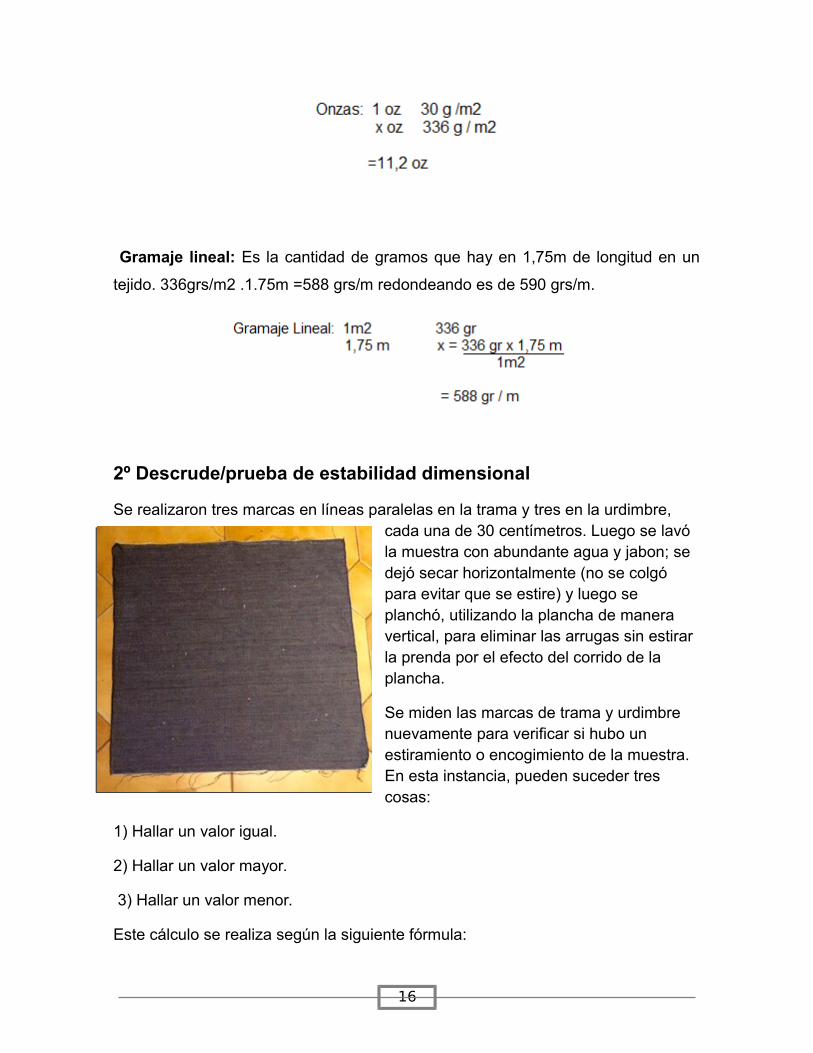
son 1oz, 336grs/m2 son 11,2 oz.
16
Gramaje lineal: Es la cantidad de gramos que hay en 1,75m de longitud en un
tejido. 336grs/m2 .1.75m =588 grs/m redondeando es de 590 grs/m.
2º Descrude/prueba de estabilidad dimensional
Se realizaron tres marcas en líneas paralelas en la trama y tres en la urdimbre, cada una de 30 centímetros. Luego se lavó la muestra con abundante agua y jabon; se dejó secar horizontalmente (no se colgó para evitar que se estire) y luego se planchó, utilizando la plancha de manera vertical, para eliminar las arrugas sin estirar la prenda por el efecto del corrido de la plancha.
Se miden las marcas de trama y urdimbre nuevamente para verificar si hubo un estiramiento o encogimiento de la muestra. En esta instancia, pueden suceder tres cosas:
1) Hallar un valor igual.
2) Hallar un valor mayor.
3) Hallar un valor menor.
Este cálculo se realiza según la siguiente fórmula:
17
E % = (longitud final – longitud inicial) x 100 Longitud inicial Y luego se realiza el promedio para la trama y para la urdimbre. Si es el primer caso, o el valor resultante se encuentra dentro del rango de ± 2 cm, el tejido está sanforizado. Si elnúmero resultante es negativo, quiere decir que el tejido encogió y si, además, es menor a -2 esto querrá decir que el tejido no está sanforizado.
En mi caso está sanforizado, ya que el denim encogió un 0,33%
3º Blanqueado
En un recipiente de plástico mezclar 1litro deagua con 250cc de hipoclorito de sodio(lavandina) y dejar en remojo la muestrahasta que el tejido este completamenteblanco. En mi caso tuve que usar 4 litros deagua y 1 litro de lavandina y después de 10horas quedó totalmente blanco. Para eliminarel olor a lavandina, en el tercer lavadoagregué 4 cucharas soperas de bicarbonatode sodio y continué enjuagando hastaeliminar completamente el olor.
4º Teñido
Para realizar el teñido tuvimos en cuenta la relación de baño, esto se debe a que, por cada kilo de masa textil se necesitan 20litros de agua. RB: 1:20. Utilizamos anilina marca Colibrí de 2grs color violeta disuelta en 1,68 litros de agua.
Se coloca el colorante en una taza con un poco de agua y se disuelve. En una cacerola colocar los 1,68 lts, la anilina disuelta y el denim previamente lavado paraeliminar cualquier suciedad y apresto. Hacer una marca en cacerola para no perder el volumen de agua y revolver cada 5 minutos durante los primeros 30 minutos, después de dicho tiempo agregar 3 cucharas soperas de sal y a los

18
30minutos, 3 cucharas de vinagre. El agregado de sal hace que todo el colorante sea absorbido por el tejido yel vinagre hace que el colorante que no fue absorbido decante en el fondo de la olla. Una vez que llegue a la temperatura de ebullición dejarlo por 1.30hr, y dejarlo enfriar.
5º Resinado Látex
Se realiza utilizando pintura al látex. Antes de comenzar a aplicar la pintura látex, realizé una capa de barniz transparente para asegurar que no se traspase al otro lado de la muestra. Una vez que se haya secado, se pasa una capa de pintura y se deja secar por una hora o más tiempo según clima, luego aplicar otra capa y sedejó secar por tres horas, este proceso lo realizamos varias veces más hasta que quede. En mi caso le di 10 capas de pintura con agua. Hay que tener en cuenta que en las ultimas capas ya tardaba más tiempo secarse; por lo que me llevo bastante tiempo hacerla.
6º Resinado Sintético
Se realiza utilizando pintura sintética . Antes deaplicar se debe mezclar 30 minutos. Se aplicavarias capas sobre el denim dejando secar entrecada una de ellas y teniendo en cuenta que lapintura no debe transpasar al otro lado de lamuestra.
7º Estampado Transfer

19
Se utilizó una hoja para estampar transfer. Se realiza un diseño en computadora. Luego este diseño se imprime (con una impresora a chorro de tinta) en la hoja para transfer. Se recorta el diseño del papel, se despega la capa protectora del papal transfer, se pone el diseño sobre el denim y se le coloca un papel siliconado (viene con el papel transfer) y luego la plancha al máximo de temperatura. Luego, dejar enfriar unos minutos (1 a 3) y se retira el papel siliconado y el estampado queda listo.
8º Estampado Plastisol
Mediante el calor y pintura llamada Acri-Puffbuscamos que la pintura tenga relieve y se puedaapreciar a la vista y tacto. Utilizamos pintura Acri-Puff en color lila y dorado. Se utilizó un stencil yluego de ralizar dos capas se calentó con unsecador de pelo por 10 minutos.
9º Devoree
En esta muestra utilicé un esténcil para realizar mi diseño, apliqué lavandina con un hisopo. Se aplica las veces que sea necesario hasta que quede blanco. Luego se procede a lavar con abundante agua y neutralizar en un lavado de agua con bicarbonato de sodio.
10º Flameado

20
Se pone la muestra de denim en un horno a una altatemperatura, precalentado a 200°C. Dejamos la muestradel derecho por 10 minutos y luego por el revés 5minutos más, cuidando que no se queme el tejido.
11º Microesmerilado
Se utilizaron tres tipos de lijas, una gruesa, mediana yfina. Colocamos la muestra y lijamos 50 veces en sentido de la trama y 50 veces en sentido de la urdimbre, comenzando con la lija más fina y terminando con la lija gruesa. En mi caso apoye la muestra sobre un desnivel mientras lijaba para conseguir el efecto que muestra sobre la imagen.
12° Textura libre
En la textura libre realicé la técnica de blanqueado sumergiendo la muestra en dos litros de lavandina por tres horas,hasta conseguir un celeste que megustara. Luego lavé la muestra conagua y en el tercer lavado agregué 5cucharas soperas de bicarbonato desodio y continué enjuagando hastaeliminar completamente el olor alavandina.
Por último utilicé la técnica debordado con diferentes colores dehilos.

21
Conclusión Personal.
Hacer este muestrario de acabados me resultó entretenido, además pude poner en práctica todo lo visto teóricamente durante la cursada y así poder afianzar los conceptos. Creo que fue una muy buena idea para realizar como gtrabajo práctico final y así poder aplicar todos los conocimientos a un tipo de textil en particular tal como el Denim que personalmente considero que no pasa de moda.
Bibliografia.
http://historiadelasedaester.blogspot.com.ar/p/procesamiento-de-prendas-denim-y-la_14.html
http://www.fashionradicals.com/editoriales-de-moda/una-breve-historia-sobre-jeans/
Top Related