





Idiomas
Páginas
Jurídico


INTRODUCCION
Toda máquina se desgasta por el tiempo, por el funcionamiento y
por múltiples agentes contaminantes a los que se ve expuesta. Sin
embargo, la vida útil de un equipo puede ser alargada por alguna forma
de mantenimiento: correctivo, preventivo, predictivo o proactivo. De la
misma manera que los fluidos corporales son valiosos indicadores de las
condiciones de los organismos vivos, las maquinarias tienen en los
lubricantes precisa información acerca del estado de la amplia gama de
piezas lubricadas.
Por las múltiples funciones que ejerce (lubricación, refrigeración,
limpieza, protección contra agentes corrosivos) y por el acceso a los
puntos más íntimos de una máquina, el lubricante constituye un “trazador”
de extrema confianza; un análisis de las innumerables “impresiones”
recogidas - elementos de contaminación, desgaste y/o oxidación,
transformaciones fisicoquímicas – traducen, en manos experimentadas,
las verdaderas condiciones de los componentes de los sistemas
lubricados. De esta manera, el análisis de aceite usado es una
herramienta de mantenimiento proactivo cuyos resultados van desde la
economía en el consumo del fluido (mayor tiempo de utilización en
servicio) hasta la toma de decisión de la oportunidad de una intervención
1
correctiva evitando grandes perjuicios económicos debido a fallas
severas.
CAPITULO I
MARCO TEORICO
1.1 CONCEPTOS GENERALES
1.1.1 Lubricante.
Son sustancias sólidas, semisólidas o líquidas de origen animal,
vegetal, mineral o sintético, que pueden utilizarse para reducir el
rozamiento entre piezas y mecanismos en movimiento.
Como lubricantes sólidos podemos citar el grafito o el bisulfuro de
molibdeno. Se utilizan principalmente en aquellas condiciones en donde
los lubricantes líquidos son incompatibles ó de difícil aplicación (trabajo a
muy bajas presiones, altas temperaturas, piezas lubricadas de por vida,
etc...). El ejemplo más común de lubricante líquido, son los aceites
ampliamente utilizados en automoción y muchas aplicaciones industriales
(turbinas, compresores, etc.) Las grasas, en las que un aceite líquido es
retenido por un agente espesante, son los lubricantes semisólidos más
conocidos y empleados.
1.1.2 Lubricación.
La lubricación es la acción para reducir el rozamiento y sus efectos
en superficies conexas con movimientos que les puedan ocasionar algún
2
tipo de maquinado (debido a los movimientos sincronizados de una pieza
respecto de la otra), al interponer entre las superficies una sustancia
lubricante, por ello logra formarse e interponerse una capa de lubricante
capaz de soportar o ayudar a soportar la carga (presión generada) en las
superficies por imposibilitar el contacto directo. Es conveniente señalar
que el lubricante no elimina totalmente el rozamiento, aunque sí lo
disminuye notablemente. Esta disminución del rozamiento es la definición
de lubricación. El rozamiento por contacto directo entre las superficies es
sustituido por otro rozamiento interno mucho menor, entre las moléculas
del lubricante. Este rozamiento interno es lo que llamamos viscosidad
1.1.3 Importancia de una buena lubricación.
Una adecuada lubricación permite un funcionamiento continuo y
suave de los equipos mecánicos, con un ligero desgaste, y sin excesivo
estrés o ataque a las partes móviles. Cuando falla la lubricación, los
metales y otros materiales pueden rozar y destruirse unos a los otros,
causando daños irreparables, calor y fallo general.
Si dos superficies metálicas secas, están en contacto bajo presión y
se mueven en una dirección hacia la otra, ocasiona una fricción excesiva,
calentamiento y desgaste. Si un fluido se establece entre ambas
superficies de contacto, de tal manera que no se toquen los metales,
entonces las pérdidas por fricción antes mencionadas son despreciables.
3
Figura 1. Estado de capa de lubricante entre dos superficies
Fuente: www.nebrija.es
1.1.4 Funciones de los Lubricantes.
Los lubricantes no solamente disminuyen el rozamiento entre los
materiales, sino que también desempeñan otras importantes misiones
para asegurar un correcto funcionamiento de la maquinaria,
manteniéndola en estas condiciones durante mucho tiempo. Entre estas
otras funciones, cabe destacar las siguientes:
Refrigerante, el aceite contribuye a mantener el equilibrio térmico
de la máquina, disipando el calor que se produce en la misma
como consecuencia de frotamientos, combustión, etc.
Eliminador de impurezas, puesto que en las máquinas y equipos
lubricados se producen impurezas de todo tipo; algunas por el
propio proceso de funcionamiento, partículas procedentes de
desgaste o corrosión y contaminaciones exteriores (polvo, agua,
etc.). El lubricante debe eliminar por circulación estas impurezas,
4

siendo capaz de mantenerlas en suspensión en su seno y llevarlas
hasta los elementos filtrantes apropiados.
Sellante, el lubricante tiene la misión de hacer estancas aquellas
zonas en donde puedan existir fugas de otros líquidos o gases que
contaminan el aceite y reducen el rendimiento del motor.
Anticorrosivo y antidesgaste, los lubricantes tienen propiedades
anticorrosivas y reductoras de la fricción y el desgaste naturales,
que pueden incrementarse con aditivos específicos para preservar
de la corrosión diversos tipos de metales y aleaciones que
conforman las piezas y estructuras de equipos o elementos
mecánicos.
Transmisor de energía, es una función típica de los fluidos
hidráulicos en los que el lubricante además de las funciones
anteriores, transmite energía de un punto a otro del sistema.
1.2 COMPOSICIÓN DE LOS ACEITES LUBRICANTES.
Los lubricantes se componen de aceites base y una serie de aditivos
modificadores de las propiedades de estos aceites. Los aceites base
pueden provenir del refino del petróleo o bien de reacciones
petroquímicas. Los primeros son los denominados aceites minerales y los
segundos son conocidos como aceites sintéticos.
5

En la manufactura del aceite lubricante, el crudo es primeramente
destilado o fraccionado, eliminando los hidrocarburos más volátiles, tales
como la gasolina, kerosén y el aceite combustible destilado, quedando las
fracciones de aceite más pesadas de las que se obtienen los aceites
lubricantes o usando refinamiento con solventes, tratamiento ácido,
filtración, desencerado y fraccionamiento adicional, los constituyentes
indeseables son eliminados, dejando solamente aquellos hidrocarburos
que no son perjudiciales, sino por el contrario son deseables para llenar
los requisitos que exige la lubricación de algunas clases particulares de
motores. Diferentes tipos y grados de lubricantes son necesarios para
satisfacer la gran variedad de condiciones que existen.
1.2.1 Aceite vegetal y animal.
Las bases lubricantes vegetales y animales poseen tasas de
biodegradación bien altas, por lo que estas bases lubricantes son
utilizadas para producir "aceites verdes" o aceites más biodegradables
que el aceite mineral. Estos aceites combinados con los aditivos correctos
pueden ser biodegradables y no tóxicos.
Estos aceites se agregan a las superficies por lubricar un poco
mejor que los aceites minerales, pero influyen negativamente ocurren
cambios químicos por lo que existe un sobrecalentamiento, se queman y
generan una goma semejante al barniz, siendo por lo tanto inaceptables
6

para lubricación de motores. Para la mayoría de los motores se deberán
emplear lubricantes minerales refinados en forma apropiada.
1.2.2 Aceite mineral
El aceite mineral es una mezcla de cientos de hidrocarburos
diferentes, teniendo cada uno de ellos propiedades individuales.
Únicamente ciertos hidrocarburos son aceptables como constituyentes de
los aceites lubricantes.
Después de un refinamiento adecuado para eliminar constituyentes
indeseables, el lubricante puede ser clasificado generalmente como
nafténico o parafínico. Cada clase obtiene sus ventajas individuales y y en
consecuencia es una es más aceptada que la otra para ciertas
condiciones de funcionamiento. Los lubricantes de bases nafténicas se
evaporan en una forma muy limpia de las paredes del cilindro y del área
de los anillos después de haber lubricado el motor, dejan solamente una
pequeña cantidad de carbón, evitándose de este modo el atascamiento
de los anillos. Los lubricantes de base parafínica no se espesan tanto
como los otros a bajas temperaturas si se han refinado apropiadamente,
siendo admisibles para motores que poseen que efectuar el arranque en
tiempo frío.
7

1.2.3 Aceite sintético.
Las bases lubricantes sintéticas son producidas de acuerdo a
procesos especiales (distintos a la refinación) para efectuar funciones
específicas, lo cual les confiere una mayor uniformidad en sus
propiedades. Estos aceites son la solución para trabajos en condiciones
extremas (temperaturas muy altas o muy bajas). Las principales ventajas
del uso de bases sintéticas comparadas con las bases minerales son:
amplio rango de temperaturas de operación, mayor resistencia a la
oxidación, ahorro de energía, mantenimiento con menor frecuencia,
menor uso de aditivos y más fácil degradación.
Los aceites sintéticos proveen aproximadamente cuatro veces el
tiempo de operación del mejor aceite mineral, mientras que su costo es
aproximadamente cinco veces mayor, su uso se basa más en la idea de
preservar la maquinaria que en ahorrar dinero.
1.2.4 Aditivos.
Pequeños porcentajes de diferentes materiales solubles en aceites
se agregan a éstos, de tal manera que les importan características que no
se obtienen por el proceso de refinamiento. A esos materiales se les
denomina comúnmente aditivos y constan varios tipos, tal como se
describe en la tabla 1. Los aceites usados para lubricar los motores de
combustión interna pueden contener uno o más de los diversos tipos de
8

aditivos, dependiendo del diseño de la máquina y de las condiciones de
funcionamiento.
9
PROPOSITO TIPOS DE COMPUESTOS USADOS RAZONES DE SU USO MECANISMO DE ACCION
Anti-oxidantes
o inhibidores de
oxidación
Compuestos orgánicos que contienen azufre,
fosforo o nitrógeno, tales como aminos
orgánicos, sulfuros, hidroxisulfuros, fenoles. Con
frecuencia se incorporan metales como el
estaño, el zinc o el bario
Para evitar las acumulaciones de
barniz y cienos sobre las partes del
motor. Para evitar la corrosión de los
cojinetes aleados
Disminuye la cantidad de oxigeno absorbido por el aceite,
reduciéndose así, la formación de cuerpos ácidos. El aditivo
generalmente se oxida con preferencia al aceite.
Anti-corrosivos,
preventivos de
corrosión o
anticataliticos
Compuestos orgánicos que contienen azufre
activo, fosforo o nitrógeno, tales como los
sulfuros organices, fosfitos, sales metálicas de
ácido tío fosfórico y ceras sulfuradas.
Para evitar que fallen los cojinetes
aleados por la acción corrosiva. Para
evitar el ataque corrosivo en otras
superficies metálicas.
Inhibe la oxidación de tal manera que no se tomen cuerpos
ácidos, o permite que se forme una película protectora sobre
los cojinetes u otras superficies metálicas. La formación
química de una película sobre las superficies metálicas
disminuye la oxidación catalítica del aceite.
Detergentes Compuestos metalo-organicos tales como
fosfatos, fenolatos, alcoholatos. Jabones de alto
peso molecular que contienen metales como el
magnesio, el bario o el estaño.
Para mantener limpias las
superficies del motor y para evitar
depósitos de cientos de todos los
tipos.
Por reacción química o dirección de la oxidación se evita que
los productos de oxidación solubles en aceite lleguen a ser
insolubles y se depositen en las diversas partes del motor.
Dispersantes Compuestos metalo-organicos tales como
naftenatos o sulfonatos. Sales orgánicas que
contienen metales como calcio, cobalto, y
estroncio.
Para que la formación potencial de
cienos se mantenga soluble y en
suspensión, evitando que se
deposite en las partes del motor.
La aglomeración de hollín del combustible y de productos
insolubles de la descomposición dl aceite, se evita cuando se
convierten a un estado finalmente dividido. En forma coloidal,
las partículas contaminantes permanecen suspendidas en el
10

aceite.
Agentes de
presión
extrema
Compuestos fosforados como el fosfato tricresil,
compuestos halogenados. Jabones de plomo
Para evitar desgaste innecesario de
las partes móviles, así como rayado
o escoreado
Por reacción química de forma la película sobre las
superficies metálicas, la cual evita la soldadura o agarre
cuando se rompe la película de aceite lubricante.
Preventivos del
mono
Aminos, aceites grasos y ciertos ácidos grasosos
derivados halogenados de ciertos ácidos
grasosos Sulforados.
Para evitar herrumbre en los motores
nuevos y reparados, durante su
almacenamiento o embarque.
Mejor bañado de las superficies metálicas mediante una
mayor capacidad de adherencia.
Depresores del
punto de
congelación
Productos de condensación de alto peso
molecular, tales como fenoles condensados con
cera clorinada. Polímeros de metaclato.
Para disminuir el punto de fluidez de
los aceites lubricantes
Los cristales de cera en el aceite se cubren para evitar su
crecimiento y la absorción del aceite a temperaturas
reducidas.
Mejorantes del
índice de
viscosidad
Olefinas polimerizadas o iso -olefinas.
Butipolimeros, esteres de celulosa, caucho
hidrogenado.
Para disminuir la razón de cambio de
la viscosidad con la temperatura.
Los mejorantes se afectan menos que el aceite debido al
cambio de temperatura. Aumentan su viscosidad a 210 ºF, en
mayor proporción que a 100 ºF.
Inhibidores de
espuma
Silicones. Para evitar la formación de espuma
estable.
Hace posible que la espuma se rompa rápidamente y
desaparezca.
Tabla 1. Aditivos generalmente usados en los aceites lubricantes
11

Los lubricantes comerciales son aceites bases (productos
derivados del petróleo o sintéticos) formulados con aditivos diferentes
(mostrados en la tabla 1), que son comercializados como un solo producto
llamado "paquete". Una vista resumida de estos aditivos teniendo en
cuenta su función podríamos verlos detalladamente en la tabla 2.
Tabla 2. Funciones de los aditivos usados en lubricantes
ADITIVOS FUNCION
Antioxidante Aumenta la vida del lubricante
Anticorrosivo Previene diferentes tipos de corrosión
Anti desgaste Reduce el desgaste bajo condiciones de carga y
temperaturas moderadas
Agente de Extrema
presión
Actúa como anti desgaste bajo condiciones de altas
temperaturas y cargas
Detergente /
Dispersante
Mantiene la limpieza del motor
Antiespumante Minimiza la formación de espumas
Mejorador del Índice
de Viscosidad
Mejora las características Viscosidad - Temperatura
Depresor del punto
de Fluidez
Mantiene la fluidez del aceite
Modificación de
fricción
Disminuye el coeficiente de fricción
Fuente: De Vita Yiovanina, Universidad de los Andes, Venezuela
12

1.3 PROPIEDADES DE LOS ACEITES LUBRICANTES
1.3.1. Índice de viscosidad.
La relación que existe entre la viscosidad y la temperatura de un
aceite es conocida como índice de viscosidad (LV.). Al establecer la
escala para medir el índice de viscosidad se le dio un valor de 100 al
índice de un aceite altamente parafínico y cero a un aceite altamente
nafténico. Un aceite de bajo LV tiene un cambio más grande de
viscosidad con la temperatura que un aceite de alto LV la escala del
índice de viscosidad es muy sensitiva, por lo que pequeños errores en la
viscosidad provocan variaciones muy grandes en el valor del LV.
El índice de viscosidad es de importancia cuando el arranque se
efectúa en clima frío. Por ejemplo, de dos aceites SAE-20, ambos con la
misma viscosidad a 210°F, uno de ellos teniendo un LV de cero tendría la
suficiente fluidez para poder arrancar hasta con 23 ° F. como mínimo,
mientras que el otro aceite, con un LV de 100, sería satisfactorio hasta
10°F. Bajo las condiciones de funcionamiento el índice de viscosidad es
de poco significado, puesto que existen otros dos factores de mayor
importancia que el LV, primero: en un motor, todos los aceites tienden a
conservar la misma viscosidad; aceites que tienen inicialmente mayor
viscosidad desarrollan mayor fricción, trabajan a mayor temperatura y su
viscosidad se reduce a un valor menor. Segundo: los aceites tenderán a
13

hacerse delgados cuando aumente la temperatura o con el aumento de
presión, sin embargo, se espesan de tal manera, que cuando los aceites
se encuentran bajo presiones críticas en un motor, los de menor LV
pueden ser los más viscosos.
La variación de la viscosidad cinemática de un aceite, con la
temperatura es de tipo logarítmica, de modo que en una gráfica adecuada
se puede representar mediante una recta.
Figura 2. Relación de la viscosidad con la temperatura
Fuente: Catalogo Shell Company
El índice de viscosidad de un aceite puede elevarse incorporando
aditivos clasificados como mejoradores del índice de viscosidad.
14

1.3.2. Punto de fluidez.
La temperatura a la cual el aceite escasamente fluye bajo
condiciones de prueba controlada, se llama punto de fluidez. Esta prueba
combinada con la viscosidad determina si un aceite es aceptable para un
funcionamiento en clima frío. El punto de fluidez de un aceite puede
bajarse agregando materiales que se llaman depresores del punto de
fluidez.
1.3.3. Residuo de carbono.
La prueba del residuo de carbono determina la cantidad de
carbono que permanece después de la evaporación de la parte volátil de
un aceite, cuando éste es sometido a calentamiento sin estar en contacto
con el aire, desplazando a éste del recipiente que contiene el aceite, por
medio de vapor de escape. Esta prueba es una indicación de la volatilidad
de un aceite y es la medida de la cantidad de componentes pesados que
en lugar de evaporarse cuando se calientan, permanecen en el fondo.
1.3.4. Resistencia a la oxidación.
Cuando un aceite está sujeto a altas temperaturas en presencia de
aire, se forman productos de oxidación que son perjudiciales. La habilidad
de un aceite para resistir la oxidación bajo ciertas condiciones se
determina calentando el aceite, usualmente entre 300-500°F, algunas
veces pasando aire a través del aceite y estando presentes cobre o hierro
15

como catalizadores. El valor de tales pruebas es problemático, puesto que
bajo ciertas condiciones, el comportamiento del aceite es diferente del
comportamiento bajo otras condiciones. En servicio real, el aceite está
sujeto a una gran variedad de condiciones oxidantes y por lo tanto,
ninguna prueba bajo las condiciones prescriptas puede relacionarse muy
bien con el servicio real.
1.3.5. Resistencia a la corrosión.
Para determinar si un aceite corroe el metal de que está hecho un
cojinete se exponen probetas de dicho metal al aceite por unas horas; el
aceite es agitado y generalmente mantenido a una temperatura alrededor
de 350°F. Si bajo estas condiciones no se aprecian pérdidas de peso en
la probeta podrá decirse que este lubricante no será corrosivo cuando
esté en servicio. Sin embargo, puede haber alguna corrosión en las
pruebas de laboratorio y el aceite puede o no causar corrosión en el
servicio real, dependiendo esto de la severidad de las condiciones de
funcionamiento. Las pruebas de corrosión MacCoull son las más usadas
actualmente. La tabla 3 compara las características de corrosión de un
aceite mineral puro y un aceite mineral con aditivos para el servicio
pesado.
16

Tabla 3. Resultados de una prueba de corrosión Maccoul
Fuente: Operación de motores diésel de dos combustibles y de gas, 1960.
1.3.6. Detergencia.
La detergencia relacionada a los aceites para motores es la
característica que evita el depósito inicial de productos de la combustión
del combustible y de los aceites oxidados en motores nuevos o limpios.
En motores sucios, la detergencia ejerce una limpieza o acción disolvente
sobre los residuos viejos que se han acumulado en el motor evitando que
se formen nuevamente. Muchos ensayos han sido hechos para encontrar
un método simple para evaluar la capacidad detergente de un aceite. Sin
embargo, la prueba real con un motor es la más adecuada para medir
estas características.
1.3.7. Dispersión
17

La dispersión puede ser definida como la característica de un
aceite para motor que hace los depósitos insolubles finamente divididos
que resultan de la combustión y la oxidación del aceite, se mantengan en
estado de suspensión por todo el aceite. En un aceite con pobre calidad
de dispersión ocurre la aglomeración o precipitación de esos productos,
formándose una notable cantidad de depósitos sobre las partes del motor.
Varias pruebas han sido desarrolladas para medir esta propiedad en el
laboratorio. En una de esas pruebas, partes iguales del aceite que se está
probando y de kerosén se mezclan con un gramo de carbono negro,
dejándolos así durante cinco minutos decantando una tercera parte del
contenido. Una parte de esta porción decantada se diluye con once partes
de kerosén sometiéndola posteriormente a vibración. El valor de la
dispersión que dé la prueba, se determina por la comparación visual de
esta última mezcla con una serie de graduaciones standard, las cuales ya
han sido preparadas agregándose varias cantidades de carbono negro a
la mezcla aceite-kerosén. En esta prueba, la propiedad de dispersión de
un aceite es determinada por su habilidad para mantener al carbono en
suspensión, a pesar de que existe una fuerte acción centrífuga.
De la tabla 4 puede obtenerse cierta idea de las capacidades relativas de
dispersión para varios aceites. Mientras más alto sea el número, mayor
será la característica de dispersión del aceite.
18

Tabla 4. Valores de dispersión del aceite usado.
Tipo de aceite Valor de dispersión
Aceite destilado mineral
sin aditivos 0
Aceite residual mineral
sin aditivos 8-12
Aceite residual mineral
+ inhibidor de oxidación 8-12
Aceite residual mineral
sin aditivos + inhibidor
de oxidación +
dispersante
14-12
Fuente: Operación de motores diesel de dos combustibles y de gas, 1960.
1.3.8. Estabilidad de la espuma
Todos los aceites forman espuma cuando son agitados. La espuma
que se produce en un aceite mineral sin aditivos desaparece rápidamente.
La espuma formada por aceites con aditivos detergentes o dispersantes
19

es mucho más estable y en lugar de desaparecer rápidamente se forma
más. La formación de espuma en aceites con aditivos puede evitarse
incluyendo un agente antiespumante.
Se han desarrollado pruebas de espuma, las cuales simplemente
requieren que se agite el aceite suficientemente, de tal manera que se
forme una gran cantidad de espuma y luego se anota el tiempo que se
requiere para que desaparezca esta espuma.
1.3.9. Características de presión extrema
Para determinar la habilidad de un aceite como lubricante bajo
condiciones de alta presión extrema, varias pruebas de la resistencia de
la película han sido desarrolladas. En el motor de Prueba Almen por
ejemplo, una carga gradual es aplicada a la .mitad superior del casquillo
de acero blando en el cual un eje de acero gira a una velocidad de 600
R.P.M. El casquillo está sumergido en el aceite por probar. Cuando la
carga llega a romper la película de aceite y causa falla, el árbol que se
usa para la prueba se suelda a los dos casquillos el pico por cizalleo. El
valor de la carga aplicada y que ha causado dicha falla se lee,
reportándose como el valor Almen para ese lubricante. En esta prueba,
todos los aceites minerales tienen un valor aproximadamente de 4.000
libras/pulg2, mientras que los aceites que contienen agentes de presión
extrema pueden resistir más de 10.000 libras/pulg2. Aunque se han
20

desarrollado muchos motores de prueba y de pruebas de presión
extrema, una considerable experiencia de laboratorio ha demostrado que
existe poca o ninguna relación entre ellas.
1.3.10. Reacción con el agua
La habilidad de un nuevo aceite para separarse del agua se
mide por la agitación de una mezcla formada de partes iguales de agua y
aceite, anotando el tiempo requerido que necesita dicha separación. Esta
prueba es de cierto valor cuando se sabe que el agua puede introducirse
a los tanques de almacenamiento de aceite. Después de que el aceite ha
pasado por la operación en el motor, la tendencia de su emulsificación
depende de la cantidad de carbono y otros contaminantes presentes que
a veces tienen alguna relación con la demulsibilidad inicial del aceite.
Muchos aditivos detergentes y dispersantes usados en el aceite a veces
reaccionan con el agua. Tales aditivos absorben pequeñas cantidades de
agua pero se separan del aceite si está presente una gran cantidad de
agua. La eliminación del aditivo por el agua puede medirse si se mezclan
cantidades iguales de agua y aceite, sometiendo dicha mezcla a una
centrifugación, determinando después de esta operación y por medio de
análisis la pérdida de aditivo que ha sufrido el aceite. El efecto del agua
en aceites detergentes puede causar dificultades cuando la alimentación
21
del aceite se lleva a cabo a través de lubricadores mecánicos llenos con
líquido y de ciertos tipos de filtros. Se han perfeccionado soluciones
especiales para resolver el problema de los lubricadores.
Figura 3. Reacción del aceite con el agua
Fuente: www.google.com.pe
1.3.11. Homogeneidad
Para determinar si el aditivo es estable, los aceites para servicio
pesado se calientan desde abajo de su punto de fluidez hasta que
alcancen una temperatura de 250°F. No debe existir separación del
aditivo, usualmente indicada por un enturbiamiento del aceite.
22

1.3.12. Compatibilidad
Existen varias pruebas de laboratorio para medir la compatibilidad
de los aceites. En una prueba simple en que intervienen dos aceites con
aditivos, se mezclan éstos en volúmenes iguales y se agitan. Cualquier
enturbiamiento de la mezcla es evidencia de separación del aditivo o
incompatibilidad. Los resultados de las pruebas de compatibilidad de
laboratorio, no pueden usarse para predecir el comportamiento de
mezclas de aceites como lubricantes de motores. Una pequeña variación
de la concentración del aditivo en cualquier aceite puede provocar una
diferencia notable en el funcionamiento del motor. Si deben mezclarse los
aceites, resultaría complicado predecir o controlar los efectos de los
diferentes aditivos o aceites base.
1.4 CLASIFICACION DE LOS ACEITES PARA MOTOR.
Existen una gran cantidad de normas técnicas que clasifican los aceites
lubricantes según sus propiedades y tipo de servicio para el que son aptos.
Las principales son API, JASO, ACEA y SAE. Las tres primeras tienen en
cuenta el ámbito geográfico en que el aceite se producirá o comercializará,
mientras que la última los diferencia por su viscosidad.
El API (American Petroleum Institute) es una organización que agrupa a
los elaboradores de productos derivados del petróleo en los Estados Unidos,
y desarrolló una gran cantidad de ensayos para diferenciar los tipos de aceite
23
por su uso real y cotidiano en los motores. Considera que cada motor tiene
condiciones particulares de funcionamiento conforme a su diseño, y clasifica
a los aceites de acuerdo a su capacidad para satisfacer diversas exigencias.
Similares criterios conforman las normas ACEA (Asociación de
Constructores Europeos Asociados) y JASO (Japanese Automotive
Standards Organization) para las zonas de influencia Europea y Japonesa
respectivamente.
Cada una de ellas tiene diferentes denominaciones y códigos para los
tipos de aceite sobre los que no vamos a profundizar, conforme a sus
características estrictamente técnicas. El resto del mundo adopta unas u
otras dependiendo de su cercanía geográfica, características productivas y/o
afinidad comercial.
Por su parte, la clasificación SAE (Society of Automotive Engineers)
permite diferenciar claramente los aceites lubricantes por una sola propiedad:
su viscosidad.
Existen también normativas de fabricantes de motores (General Motors,
Ford, Mercedes Benz, etc.) que a modo de homologación definen estándares
de aptitud para uso en sus productos, pero por razones obvias son menos
conocidas y utilizadas por el mercado en general. En el presente trabajo
detallaremos la clasificación SAE y API, pero antes detallaremos la
clasificación del aceite por origen de la base lubricante.
1.4.1 Clasificación del aceite por origen de la base lubricante.
24

Se visualiza en la figura siguiente:
Figura 4. Formulación de Lubricantes
Fuente: Universidad del CEMA, Buenos Aires Argentina
1.4.2 Clasificación de Viscosidad SAE.
La Society of Automotive Engineers (SAE) (Sociedad de Ingenieros
Automotrices) clasifica a los aceites para motor según diez grados de
viscosidad. La clasificación más reciente, SAE J300 SEP80, fue aprobada
en septiembre de 1980. Después de un período de uso opcional de
dieciocho meses, reemplazó totalmente la anterior SAE J300d en marzo
de 1982.
Los grados W se basan en la viscosidad máxima a baja
temperatura y en una temperatura límite de bombeo máxima, como así
mismo en una viscosidad mínima a 100°C. Los aceites sin la letra W se
basan únicamente en la viscosidad a 100°C. Un aceite multigrado es un
25

aceite cuya viscosidad a baja temperatura y cuya temperatura límite de
bombeo satisfacen los requisitos para uno de los grados W y cuya
viscosidad a 100°C se encuentra dentro del rango prescrito para un grado
superior que no sea W.
Como cada grado W se define sobre la base de una viscosidad
máxima y de una temperatura límite de bombeo máxima, es posible que
un aceite satisfaga los requisitos de más de un grado W. Un aceite de
grado W o un aceite multigrado deben llevar un rótulo que indique
únicamente el grado W más bajo que satisface. Así entonces, un aceite
que cumpla los requisitos para los grados SAE 10W, 15W, 20W, 25W y
30, debe ser designado únicamente como un grado SAE10W-30. No
obstante, un aceite que anteriormente era considerado monogrado, pero
que ahora pueda responder a una viscosidad de grado W a baja
temperatura, debería llamarse de preferencia SAE 40.
26

Tabla 5. Propiedad de los aceites según SAE.
GRADO DE VISCOSIDAD
SAE
TEMPERATURAMINIMA DE
UTILIZACION
TEMPERATURA
LIMITE DE BOMBEO
VISCOSIDAD A 100ºC
(ºC) (ºC) MIN MAX
0W -30 -35 3.8 -
5W -25 -30 3.8 -
10W -20 -25 4.1 -
15W -15 -20 5.6 -
20W -10 -15 5.6 -
25W -5 -10 9.3 -
20 5.6 <9.3
30 9.3 <12.5
40 12.5 <16.3
50 16.3 <21.9
Fuente: Benavente, 1999
Los aceites multigrado son lubricantes de alto índice de viscosidad
y experimentan una menor variación de la viscosidad con !a temperatura
que !os aceites monogrado. Esto hace posible que a bajas temperaturas
respondan a la clasificación de algún grado de invierno pero que por otra
parte, a altas temperaturas respondan a las de un grado de verano. Así
27

por ejemplo, como se indica en el gráfico, un aceite multigrado SAE 15W-
40 tendrá un comportamiento similar al de un monogrado SAE 15W a
bajas temperaturas y al de un monogrado SAE 40 a altas temperaturas.
Figura 5. Comparación de un aceite multigrado con un monogrado
Fuente: Centro técnico SHELL
1.4.3 Clasificación API de servicio en motores.
El sistema de clasificación del American Petroleum Institute (API).
(Instituto Americano del Petróleo) describe los aceites para motor en
términos simples destinados a ayudar al personal de ventas en la tarea de
rotular los aceites en forma significativa, ayudar a los fabricantes de
equipos a recomendar los aceites apropiados y ayudar a los
consumidores a elegirlos.
28
En 1947, más o menos la época en que se empezó a hacer uso
generalizado de los aditivos inhibidores -detergentes, API introdujo su
primera clasificación de los aceites para motor en Regular Type (tipo
normal), Premium Type (tipo especial) y Heavy Duty Type (tipo para
trabajo pesado). Este sistema, más bien vago, no reconoció los diferentes
requerimientos de los motores a gasolina y diesel.
En 1952(seguido de modificaciones en 1955y 1960) API introdujo
otro sistema de clasificación de servicio en motores con categorías de
servicio ML (liviano), MM (mediano) y MS (severo) para aceites para
motores a gasolina y DG (liviano), DM (mediano) y DS (severo) para
aceites para motores diesel. Aun cuando este sistema constituyó una gran
mejora, se hizo evidente que se necesitaba un sistema más flexible y
mejor definido.
En 1969-70 API estableció, en cooperación con la American
Society for Testing and Materials (ASTM) (Sociedad Americana para
Ensayos y Materiales) y la Society of Automotive Engineers (SAE), una
nueva clasificación de servicio en motores de los aceites para motor.
ASTM definió los métodos de pruebas y los objetivos funcionales. API
desarrolló las designaciones de los servicios mediante letras y el lenguaje
del “usuario.” SAE combinó la información, recopilándola en forma de una
29
"práctica recomendada por SAE" en el Manual SAE, para uso de los
consumidores.
Este informe se llama "Engine Oil Performance and Engine Oil
Classification (Funcionamiento de aceites de motor y clasificación de
aceites de motor) - SAE J183 FEB80”.
Esta clasificación API de servicio en motores, actualmente en uso,
está dividida en una serie “S”, que abarca los aceites para motor
generalmente vendidos en las estaciones de servicio para uso en
automóviles de pasajeros y camiones livianos (principalmente motores a
gasolina), y en una serie "C" para aceites destinados al uso en vehículos
comerciales, agrícolas, de faenas de construcción y para uso fuera de
carretera (principalmente motores diésel). Un aceite puede responder a
más de una sola clasificación. Con la excepción de una clase de "aceite
mineral puro” todas las demás clases se definen por pruebas de motor y
objetivos específicos. Lamentablemente no se pueden seguir efectuando
todas las pruebas para motores a gasolina, de manera que la
comprobación de la calidad para algunas de las categorías más antiguas
(en caso de ser necesaria) tiene que basarse ya sea en datos anteriores o
bien en datos razonablemente equivalentes.
El sistema API completo está descrito en el API Bulletin 1509,
octava edición (revisada en 1980), "Engine Service Classification and
30

Guide to Crankcase Oil Selection" ("Clasificación de servicio de motores y
guía para la selección de aceites de cárter"). En la tabla 6 se puede
apreciar la evolución de la clasificación API de los aceites para motores a
gasolina:
Tabla 6. Nivel de calidad de aceites para motores (API)
Fuente: Benavente, 1999
En cuanto a los aceites para motores diesel, la nomenclatura utiliza
la letra "C" de la palabra inglesa compresión por tratarse de aceites para
motores cuyo principio de ignición es por compresión y una letra en serie
alfabética que representa la Evolución del nivel de calidad.
En la figura 6 se muestra una comparación entre las clasificaciones
ISO y SAE están basadas en la medición de viscosidades a distintas
31

temperaturas de referencia, (40ºC y 100ºC respectivamente). Entonces
para poder establecer una correlación, es necesario presuponer un cierto
índice de viscosidad. Así por ejemplo el siguiente cuadro comparativo
está basado en un IV= 95. La clasificación AGMA corresponde a la
desarrollada por la Asociación Americana de Fabricantes de Engranajes
Figura 6. Comparación de las clasificaciones SAE y otras
Fuente: Centro técnico SHELL
1.5 MOTORES DE COMBUSTION INTERNA
1.5.1 Definición.
Se denomina MCI al conjunto de elementos mecánicos que
organizados en mecanismos transforman la energía térmica en energía
32

mecánica mediante la combustión de una mezcla de aire y carburante que
se quema internamente generando un trabajo mecánico.
1.5.2 Clasificación.
Dada la amplia gama de motores de combustión interna que se
encuentran hoy en día en el mercado industrial amerita agruparlos en una
clasificación principal y en otra secundaria.
1.5.2.1 Clasificación Principal.
En este tipo de clasificación se toma como referencia el sistema
de encendido, el ciclo y el movimiento del pistón:
Por la forma de iniciar la combustión: Motores Otto (por
explosión) y Motores Diésel (por compresión).
Por el Ciclo de Trabajo: Motores de cuatro tiempos y Motores
de dos tiempos.
Por el movimiento del pistón: Motores de pistón alternativo y
Motores de pistón rotativo.
1.5.2.2 Clasificación Secundaria.
De las referencias principales se deriva la siguiente
clasificación:
Según la disposición y numero de cilindros: En Línea; de 2,
3, 4, 5, 6,7, 8, 9, 10, 11 y 12 cilindros; En V de 2, 4, 8, 12 y 16
33

cilindros; Radial (en estrella) de 2, 3, 5, 7, 9, 11, y , 12
cilindros; En Oposición (Horizontales) de 2,4 y 6 cilindros; De
Pistones opuestos; En W; En X; En U: con 1 cigüeñal y con
dos cigüeñales; En H.
Según el sistema de admisión del combustible: Motores de
carburación y Motores de inyección.
Según su aplicación: Motores estacionarios (grupos
electrógenos, generadores de aire comprimido, etc) y Motores
no estacionarios o de transporte (de pasajeros, de carga y
especiales).
Según la complejidad de su construcción: Motores
convencionales, Motores Electrónicos y Motores híbridos
34
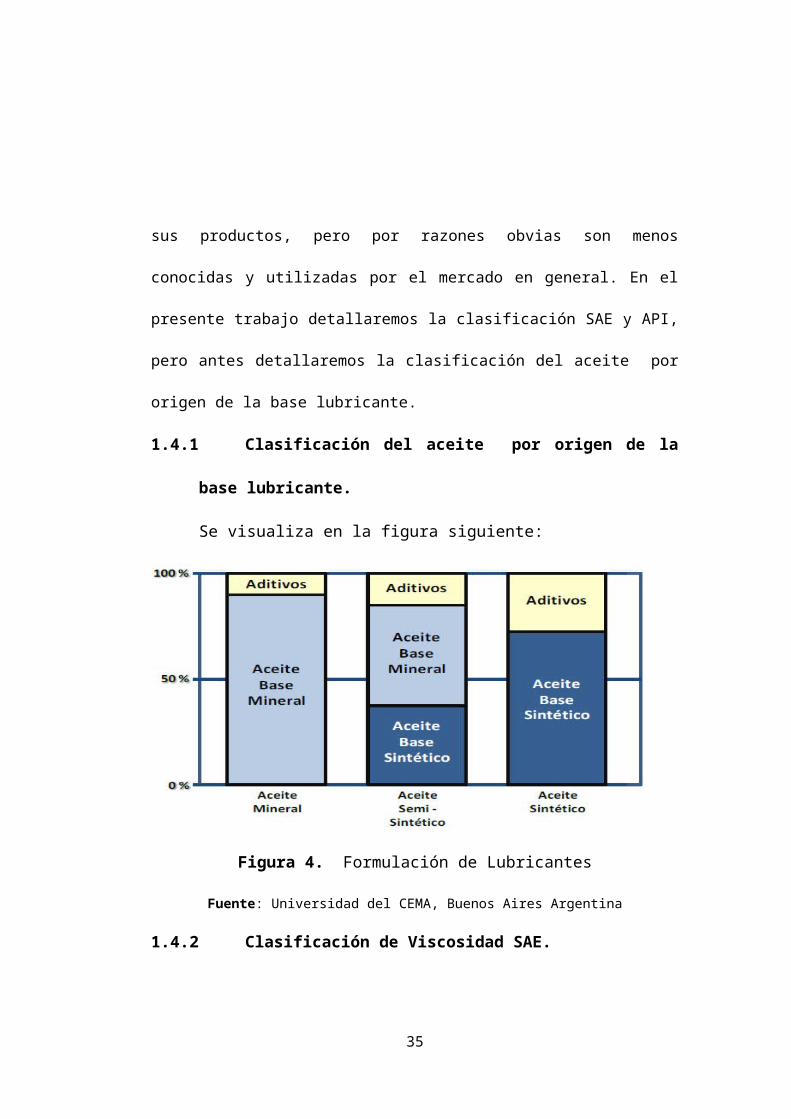
Figura 7. Clasificación de MCI según la disposición de sus pistones I
Fuente: Motores de Combustión Interna, A. C. Orlina
35

Figura 8. Clasificación de MCI según la disposición de sus pistones II
Fuente: Motores de Combustión Interna, A. C. Orlina
1.5.3 Componentes Principales de los MCI.
1.5.3.1 Bloque del Motor.
El Bloque del Motor, Bloque de Cilindros, o Monoblock, es el
principal miembro de soporte del motor, está provisto de fuertes
nervaduras que aumentan su rigidez. Casi todos los demás componentes
36

están, conectados o soportados por el monoblock. Los pistones, bielas y
el cigüeñal trabajan dentro del monoblock. El monoblock contiene los
cilindros, los pasajes internos para el refrigerante y el aceite, y las
superficies de montaje para fijar los accesorios del motor, tales como el
filtro del aceite y la bomba del refrigerante. Está provisto de enganches
para fijar el motor a las estructuras de sujeción (suspensión moto-
propulsor), por lo tanto debe soportar, además de los esfuerzos internos
de las bielas, cigüeñal y pistones, también la fuerza aplicada a los
soportes y estructura. La culata, o cabeza de cilindros, está montada
sobre la parte superior del monoblock, y el cárter está montado sobre el
fondo del bloque.
1.5.3.2 Culata.
La culata es el elemento donde se montan las válvulas,
asientos de válvula, guías, etc. y que, junto con el pistón y la camisa
cilindro, delimita la cámara donde se producen las fases del ciclo
termodinámico. Todos los motores actuales de tracción poseen una culata
separada, que se monta con una junta encima del grupo cilindros
mediante unos espárragos y tuercas (o tornillos) oportunamente
dispuestos para asegurar la estanquidad entre culata y grupo cilindros e
impedir deformaciones por calor o presión. En los motores de los
vehículos la culata es una sola pieza que corresponde con la de los
37

cilindros. Por lo tanto los motores con cilindros en línea tienen una sola
culata y los motores en V o con cilindros opuestos, dos. En el caso de los
grandes motores para vehículos industriales, cada cilindro tiene su propia
culata (culata para cilindro).
La culata es de fundición de hierro o de aleación de aluminio; el
aluminio tiene la ventaja de ser ligero y más fácil de refrigerar gracias a su
elevado coeficiente de transmisión de calor.
1.5.3.3 Camisa Cilindro.
Algunos diseños de motores utilizan camisas de cilindros. Una
camisa de cilindro es un cilindro de acero endurecido que se inserta en el
monoblock. No todos los bloques de motor requieren camisas. Las
camisas son hechas de un material duro para contener la combustión
dentro de los cilindros y reducir el desgaste producido por el movimiento
de los anillos del pistón.
1.5.3.4 Carter.
Es el elemento que protege la parte inferior del motor a la vez
que sirve de depósito del lubricante. El cárter del monoblock soporta el
cigüeñal y los cojinetes principales. El fondo del monoblock forma la parte
superior del cárter. El depósito del aceite que se fija al fondo del
monoblock forma la parte inferior del cárter. El cárter del monoblock
incluye varias superficies de soporte para el cigüeñal. El número de
38
soportes varía dependiendo de la longitud del cigüeñal y de la disposición
de los cilindros. Por ejemplo, un motor de cuatro cilindros generalmente
tiene cinco de estas superficies de soporte. El cigüeñal se monta en
metales de cojinete de inserción que se instalan en las superficies de
soporte y se fija con tapas de cojinetes. Los soportes tienen pasajes de
aceite que lubrican el cigüeñal a medida que gira contra los metales de
cojinete. Estos pasajes se alinean con los orificios de aceite en los
metales de cojinete. El monoblock incluye una ranura para el sello de
aceite principal trasero que impide que el aceite se fugue por la parte
posterior del cigüeñal. El término “principal” se refiere a cojinetes, sellos y
otros herrajes de montaje que se utilizan en el cigüeñal. Dicho término
“principal” distingue a estas piezas de montaje de otras piezas de montaje
que se conectan al cigüeñal, tales como los metales de las bielas.
1.5.3.5 Cigüeñal.
El cigüeñal es uno de los componentes más importantes del
motor; mediante las bielas, transforma el movimiento alterno de los
pistones en movimiento rotatorio, que se transmite después a las ruedas,
a través de una serie de órganos vinculados al mismo. El cigüeñal se
monta en el monoblock en soportes en forma de “U” que se funden en el
conjunto del monoblock. Las tapas, llamadas tapas de cojinetes
principales, se atornillan sobre los soportes para fijar el cigüeñal sobre el
39

bloque. Entre el cigüeñal y sus superficies de montaje se tienen metales
de cojinete que sostienen y detienen el cigüeñal y le permiten girar.
El cigüeñal soporta las fuerzas de los impulsos producidos por
las carreras de explosión en los pistones. El cigüeñal generalmente se
fabrica de hierro fundido pesado y de alta resistencia. Los cigüeñales
hechos para aplicaciones de alto rendimiento o de servicio pesado
generalmente se fabrican de acero forjado. Algunos cigüeñales incluyen
contrapesos fundidos en posición opuesta a los muñones de las bielas del
cigüeñal. Los contrapesos permiten equilibrar el cigüeñal e impedir las
vibraciones durante la rotación a alta velocidad.
1.5.3.6 Volante.
El volante de inercia sirve para regularizar el giro del motor.
Cada explosión significa un impulso en el cigüeñal, que le proporciona
giro y este no es continuo. Por este motivo colocamos una grande masa
equilibrada en el extremo del cigüeñal, que almacene o acumule una gran
cantidad de inercia (energía cinética), que se irá liberando en función de
la energía que le mande el motor, para cubrir el resto de ciclos nulos de
éste. El tamaño y masa del volante de inercia, va en función del número
de cilindros, de la cilindrada y de la relación de compresión. El volante de
inercia se fabrica en fundición gris perlítica, y adicionalmente participa en
el conjunto de mecanismos o sistemas de transmisión y arranque.
40

1.5.3.7 Biela.
Es el elemento mecánico que une el pistón con el codo del
cigüeñal, y está sometido a esfuerzos de compresión y flexión, por su
movimiento lineal y rotativo a la vez.
1.5.3.8 Pistón.
El pistón es el encargado de transformar la energía térmica
desarrollada en el interior del cilindro en energía mecánica, recibiendo
directamente la fuerza de expansión de los gases durante la combustión.
El pistón se considera como la parte móvil de la cámara de combustión
formada por la camisa cilindro y la culata. Las funciones de un pistón son
las siguientes:
Transmitir a la biela los esfuerzos producidos durante la
expansión.
Guía el pie de la biela.
Impide que los gases quemados de la cámara de combustión
puedan filtrarse por la superficie lateral de acoplamiento entre
pistón y camisa cilindro.
El pistón debe resistir la carga, debida a las altas presiones, las
temperaturas elevadas de la combustión, el calor que en parte se
41

transmite a través de las paredes del cilindro, al agua o al aire
refrigerante, y el desgaste por fricción contra las paredes. La articulación
entre pistón y biela es un perno o bulón que atraviesa el pistón en
correspondencia de dos orificios situados en la superficie del cuerpo.
1.5.3.9 Anillos.
Los segmentos o anillos tienen la misión de evitar el paso de los
gases, entre la cámara de combustión y el cárter motor, así como evitar el
paso de aceite de la parte inferior del motor a la cámara de compresión.
Adicionalmente los aros reducen el rozamiento y transmiten el calor
contenido en el pistón a las paredes del cilindro. Los segmentos, cuando
no están montados en el pistón, tienen un diámetro exterior mayor del
diámetro interior de la camisa cilindro donde se montan y tienen un corte,
generalmente vertical y de algún milímetro de anchura. Este corte le da al
segmento una cierta elasticidad, que permite que su diámetro exterior
aumente o disminuya. Cuando los segmentos están montados, ejercen
contra la pared del cilindro una presión uniforme en toda su
circunferencia, suficiente para asegurar la estanquidad de los gases.
42

Figura 9. Componentes Principales del Motor.
Fuente: Curso Motores. Escuela San Francisco, Leon, España
43

1.5.4 Motor a Volumen Constante – Otto.
También llamado motor de explosión o motor de encendido
provocado (MEP). Consume generalmente una mezcla gaseosa, la cual
puede ser de aire – gasolina, aire – gas licuado de petróleo (GLP) o aire –
gas natural vehicular (GNV o metano) que se prepara en el exterior de la
cámara de combustión. La mezcla se inflama por una chispa eléctrica que
proporciona un sistema eléctrico externo.
Soporta presiones moderadas, por lo que sus componentes son
ligeros y pueden alcanzar un alto número de revoluciones. Consiguen su
potencia máxima entre 5000 y 7000 revoluciones por minuto (rpm).
Su volumen unitario oscila entre 250 y 500 cm3 por cilindro, por lo
que su aplicación se adapta para la propulsión de vehículos livianos,
como automóviles, camionetas y motocicletas.
1.5.5 Motor a Presión Constante – Diésel
También llamado motor de encendido por compresión (MEC).
Consume combustibles pesados como el gasóleo. La mezcla se realiza
en el interior de la cámara de combustión, y se inflama al inyectar el
combustible sobre el aire calentado por la fuerte compresión.
44

Las presiones que se producen son muy elevadas y sus
componentes han de ser robustos y pesados por lo que el número de
revoluciones queda limitado.
1.5.6 Aplicación de los MCI.
Los MCI en los últimos años han tenido una importante aplicación
en el sector transporte e industrial. En buen porcentaje en nuestro medio,
en el sector transporte, dado que en el Perú el medio de transporte es
vehicular y no eléctrico (Trenes subterráneos, Trolebuses, etc.) como en
los países desarrollados. Su aplicación se visualiza en la figura siguiente:
Figura 10. Aplicación de los motores de combustión interna
Fuente: Curso MCI, Ing.A. Pari P.
45

CAPITULO II
PROBLEMÁTICA DE LOS ACEITES USADOS
2.1 ANTECEDENTES.
Cualquier lubricante en servicio o almacenado va a degradarse con el
tiempo, dependiendo del tipo de aceite, las condiciones de operación y el
ambiente. Cuando el aceite se deteriora, cambia su composición y sus
propiedades funcionales (físico-químicas). Durante el proceso de
degradación se forman una serie de productos no deseados, los cuales
pueden conducir a la formación de depósitos de barniz. El proceso de
degradación va a derivar en costosas consecuencias para la maquinaria
tales como corrosión, válvulas atascadas, barnices, etc.
2.2 DEGRADACIÓN DE LOS ACEITES LUBRICANTES.
Los aceites lubricantes sufren una descomposición luego de cumplir
con su ciclo de operación y por esto es necesario reemplazarlos. El
46

proceso de degradación del aceite es un problema común tanto en
sistemas de lubricación como hidráulicos. Las principales causas de la
degradación del aceite son la oxidación (oxígeno), hidrólisis (agua) y
degradación térmica (altas temperaturas). En muchos casos es una
combinación de los tres procesos.
Tabla 7. Causas de Degradación del Aceite Lubricante.
Fuente. C.C.Jensen, Filtros
La degradación del aceite puede llevar a:
Formación de compuestos ácidos. Los ácidos producen corrosión
(por ejemplo, pitting) lo cual aumenta el desgaste en las superficies
internas de las máquinas.
Aumento de la viscosidad del aceite. La resistencia del aceite a fluir
va a aumentar, lo cual va a dar como resultado fricción, desgaste y
disminución de la eficiencia del equipo.
Disminución de la función de los aditivos. Los aditivos
(antioxidantes y detergentes) también reaccionan con los productos
47

intermedios de degradación. El resultado es la pérdida del efecto de
los aditivos y consecuentemente el proceso de degradación se
acelera.
Formación de barniz. Los barnices son capas pastosas que van a
atrapar a los contaminantes duros creando una superficie como de
“papel de lija”. Esta superficie acelera el desgaste de los
componentes. Así pues, el barniz puede dar como resultado filtros
obstruidos, válvulas bloqueadas y orificios taponados. Además estos
barnices actúan como aislantes, reduciendo el efecto de los
intercambiadores de calor, lo cual va a originar altas temperaturas y
aumento de la velocidad de reacción. Una vez formados estos
depósitos en las superficies metálicas, es muy difícil disolverlos.
2.3 FACTORES DE DETERIORO.
En condiciones ideales de funcionamiento no habría necesidad de
cambiar un aceite lubricante, la base lubricante no se gasta, se contamina
y los aditivos son los que soportan las críticas condiciones de
funcionamiento.
La naturaleza de las partículas extrañas que contaminan el lubricante
varía de acuerdo con el tipo de trabajo del mecanismo. Diversos factores
48

como la temperatura y el estado son los factores más influyentes para el
deterioro del aceite.
Los lubricantes derivados del petróleo son hidrocarburos, éstos se
descomponen cuando están sometidos a altas temperaturas, esto hace
que el aceite se oxide o se polimerice. Un aceite descompuesto de esta
manera puede presentar productos solubles o insolubles, los productos
solubles, por lo general, son ácidos que forman emulsiones estables en
presencia de agua y que atacan químicamente las superficies metálicas,
principalmente cuando son de plomo o de cobre-plomo, si la
concentración de estos ácidos aumenta considerablemente no pueden ser
inhibidos por los aditivos antioxidantes y anticorrosivos, formando lodos
que dan lugar a los productos insolubles. Si estos productos no se
eliminan del aceite pueden deteriorar las superficies metálicas que
lubrican o taponan las tuberías de conducción del mismo.
La oxidación y la polimerización depende en mayor grado del tipo de
base lubricante de que esté compuesto el aceite y del grado de
refinamiento que posea, aunque es posible evitar que ocurran mediante la
utilización de aditivos antioxidantes.
A temperatura ambiente el aceite puede mostrar algún grado de
deterioro, el cual no incide apreciablemente en su duración, a
temperaturas menores de 50ºC la velocidad de oxidación es bastante baja
49

como para no ser factor determinante en la vida del aceite. Mientras más
baja sea la temperatura de operación, menores serán las posibilidades de
deterioro.
2.3.1 Degradación Térmica.
Degradación térmica es el proceso de descomposición del aceite
por medio del calor (altas temperaturas). Normalmente, la degradación
térmica tiene lugar en puntos del sistema con altas temperaturas.
También pueden resultar polímeros y compuestos insolubles, los cuales
pueden conducir a la formación de barniz tal y como sucede en el proceso
de oxidación.
2.3.2 Oxidación.
Oxidación es el proceso de descomposición del aceite con el
oxígeno como reactivo. El proceso de oxidación implica una serie de
reacciones que originan compuestos ácidos y polímeros. El proceso de la
oxidación conduce a productos insolubles (resinas), los cuales pueden
precipitar formando una película fina, formando barnices o lacas en
superficies metálicas frías o calientes.
2.3.3 Hidrólisis.
50

Hidrólisis es el proceso de descomposición del aceite con el agua
como reactivo. Al igual que en el proceso de oxidación, el proceso de
hidrólisis también puede llevar a la formación de compuestos ácidos y
barniz. Los productos de la oxidación tales como hidroperóxidos, ácidos
carboxílicos, cetonas, aldehídos, etc, son en general solubles en agua y
consecuentemente pueden acelerar el proceso de hidrólisis.
2.3.4 Agotamiento de Aditivos.
Los aditivos se incorporan al lubricante para mejorar sus
características en tales áreas como estabilidad a la oxidación, lubricidad,
antidesgaste, antiherrumbre, características a presión extrema y
propiedades de detergencia y dispersancia. Los compuestos que imparten
estas propiedades van siendo gradualmente "usados" durante el
desarrollo de sus respectivas funciones.
Muchos de estos aditivos contienen un elemento inorgánico, como
un metal, azufre, fósforo, nitrógeno, etc. Hay varios métodos analíticos
disponibles para determinar cuantitativamente estos elementos pero al
parecer el agotamiento de aditivos es difícil de evaluar con las actuales
técnicas. Los únicos métodos confiables para medir este factor son
ensayos de comportamiento del aceite usado. Esto determinará la
posibilidad de protección en categorías, tales como, resistencia a la
51

oxidación, protección a la herrumbre y corrosión de descansos,
dispersancia, etc.
2.3.5 Combustibles.
Se encuentran en los aceites debido a su paso hacia la cámara de
combustión y de esta hasta el cárter, al interactuar con el aceite
ocasionan una dilución del mismo.
2.3.6 Sólidos y Otros.
Se deben principalmente a empaques y sellos en mal estado,
permitiendo que contaminantes del medio entren al aceite. Otros
contaminantes menos frecuentes aunque igualmente perjudiciales son:
tierra y partículas metálicas provenientes del desgaste de las piezas,
hollín y subproductos de la combustión de combustibles líquidos.
2.4 CONSECUENCIAS DE LA DEGRADACIÓN.
Las consecuencias de la degradación del aceite lubricante son:
Disminución de la vida del aceite. Aumento del nivel de
degradación del aceite. Productos de la degradación actúan como
catalizadores. Reducción de la función de los aditivos.
Reducción de la función del aceite. Pérdida de lubricidad. Fallos en
las válvulas. Restricción del flujo del aceite.
52

Reducción de la productividad. Síndrome del lunes por la mañana:
lenta puesta en marcha. Aumento de los tiempos de parada.
Reducción del rendimiento de las máquinas.
Mayor energía consumida. Fricción y desgaste.
Aumento de los costes de mantenimiento. Aumento de la
frecuencia de cambio de filtros. Aumento de desgaste en los
componentes. Corrosión acídica en los componentes metálicos. Fallo
de los componentes. Limpieza de los depósitos resultantes de la
oxidación.
Consecuencias de la polución medioambiental. Mayores costes
por el cambio del aceite y filtros. Fugas.
2.5 CARACTERIZACIÓN DE ACEITES USADOS.
Las pruebas establecidas para aceites se pueden dividir en dos
clases:
La primera de ellas agrupa a todas aquellas que evalúan las
características físicas o químicas del lubricante tales como
viscosidad, índice de viscosidad, color, componentes, gravedad
específica, etc.
53

La segunda clase de ensayos sirve para evaluar las cualidades del
lubricante en operación, observando y midiendo los efectos
producidos en el motor durante un tiempo programado de prueba.
La caracterización consiste en medir las propiedades más
representativas que tienen los aceites lubricantes. Es importante conocer
la naturaleza y extensión del grado de contaminación o deterioro de dicho
lubricante. La caracterización se puede tomar como una medida o patrón
de calidad de un aceite lubricante, para determinar la factibilidad del
nuevo uso o para diagnosticar defectos en el rendimiento y
funcionamiento del motor de un vehículo. Los análisis de caracterización
implican y ayudan a juzgar la eficiencia del proceso de regeneración
escogido.
Las propiedades susceptibles a ser medidas en un proceso de
caracterización de un aceite usado están estipuladas y regidas por las
normas ASTM, las propiedades y las normas que rigen su uso se
muestran en la Tabla 8.
Tabla 8. Propiedades medidas en un proceso de caracterización de
aceites usados y las normas que rigen su empleo.
54
Fuente: Recuperación de aceites lubricantes para automotores a partir de
aceites usados y desechados, utilizando procesos físico-químicos. Jairo
Antonio Ramírez, Director: Jorge Ovidio Ríos. Tesis de grado Universidad de
Antioquia, 1994.
La presencia de los diversos metales presentes en el interior del
aceite usado es determinada usando absorción atómica. La presencia de
cenizas es un indicativo de la cantidad de aditivos presentes en el aceite
usado, un alto porcentaje de éstas implica una alta concentración de
detergentes.
Para lograr un análisis efectivo de los aceites usados es necesario
tomar una muestra representativa del aceite que se quiere analizar, por
esto no se recomienda tomar las muestras del sistema de drenado del
55
Viscosidad a 40 y 100º C Norma ASTM D88
Punto de chispa Norma ASTM D92
Punto de encendido Norma ASTM D88
Contenido de agua Norma ASTM D95
Contenido de cenizas sulfatadas Norma ASTM D874
Densidad Norma ASTM D287
Acidez y basicidad Norma C13. 46/83
TBN Norma ASTM 2896 IP 276
Índice de viscosidad Norma C.13 33/79
Índice de refracción Norma ASTM D1218
Sedimento metálicos Norma ASTM D1796-97
% Carbón Conradson Norma ASTM D189
motor. Si es necesario tomar la muestra del drenado esta se debe hacer
cuando el aceite está caliente y tomando la muestra de un punto
intermedio en el drenado. Las muestras deben ser consistentes, tanto en
el sitio donde se toman como en el tiempo de vida que llevan en el interior
de la maquinaria y se deben tomar cuando el aceite está a la temperatura
de operación, preferiblemente mediante el uso de una bomba de vacío. El
aceite muestreado se debe mantener aislado del ambiente después de
tomar la muestra para evitar la contaminación externa, las técnicas de
análisis del aceite buscan las partículas presentes en el aceite, si estas
contienen agentes externos dicha muestra no será representativa. Al
momento de tomar la muestra se deben limpiar las boquillas del motor
para evitar que los metales presentes en las boquillas entren en la
muestra y es necesario anotar todos los datos pertinentes a dicha
muestra como lo son: la fecha, la máquina de la que se tomó la muestra,
tiempo de uso del aceite y el sitio donde se realizó el muestreo.
2.6 PROBLEMÁTICA AMBIENTAL.
Todo residuo o desecho que pueda causar daño a la salud o al medio
ambiente es considerado como un residuo peligroso, fundamento por el
cual los gobiernos tienen la responsabilidad de promover la adopción de
medidas para reducir al máximo la generación de estos desechos, así
56

como establecer políticas y estrategias para que su manejo y eliminación
se ejecuten sin menoscabo del medio ambiente y se reduzcan sus
propiedades nocivas mediante técnicas apropiadas.
En el mundo han hecho su aparición en los últimos años, nuevos
procesos y tecnologías que permiten la reutilización o reciclaje de
residuos o desechos peligrosos, transformándolos en sustancias
susceptibles de ser utilizadas o aprovechadas ya sea como materia prima
o como energéticos. Por desconocimiento de procedimientos técnicos
para su adaptación, por ausencia de normatividad sobre su reutilización
industrial, por la carencia de estándares de consumo en calderas, hornos
y secadores y por el mercado negro existente con estos productos, se
presume que los manejos dados a los aceites usados y en general a este
tipo de energéticos alternativos, son inadecuados, no solo ambiental, sino
técnicamente. Estos procedimientos están generando la degradación del
medio ambiente por la gran cantidad de contaminantes, particularmente
aquellos asociados con contenidos de metales como arsénico, cadmio,
cromo, plomo y antimonio entre otros, que son emitidos a la atmósfera
durante el proceso de combustión. Estos compuestos químicos producen
un efecto directo sobre la salud humana y varios de ellos son
cancerígenos.
57

CAPITULO III
MARCO LEGAL
GESTIÓN DE LOS RESIDUOS PELIGROSOS EN EL PERÚ
3.1 RESIDUOS SÓLIDOS.
Los residuos sólidos se definen de la siguiente manera:
58

«Un residuo sólido, es toda sustancia u objeto que, una vez generado
por la actividad humana, no se considera útil o se tiene la intención u
obligación de deshacerse de él».
En el marco de la definición global de residuo, se tiene un sistema
que permite clasificar a los residuos de acuerdo a su peligrosidad y en
función a ello los residuos pueden ser:
o Residuos No peligrosos, aquellos que al manipularse no
representan riesgos a la salud y al ambiente.
o Residuos Peligrosos, aquellos que por sus características
intrínsecas representan riesgos a la salud y al ambiente.
3.2 RESIDUOS PELIGROSOS.
«Los residuos peligrosos, son elementos, sustancias, compuestos,
residuos o mezclas de ellos que, al finalizar su vida útil adquieren la
condición de residuos o desechos y que independientemente de su
estado físico, representan un riesgo para la salud o el ambiente, por sus
características corrosivas, reactivas, explosivas, tóxicas, inflamables o
biológico-infecciosas».
Los residuos peligrosos pueden generarse en las diversas actividades
humanas, inclusive en el hogar, siendo los más diversos y que se generan
en mayor volumen los residuos químicos peligrosos.
59
En el caso de los residuos químicos peligrosos, son los
establecimientos industriales, comerciales y de servicios los que generan
los mayores volúmenes al desechar productos de consumo que contienen
materiales peligrosos, al eliminar envases contaminados con ellos, al
desperdiciar materiales peligrosos que se usan como insumos de
procesos productivos o al generar subproductos o desechos peligrosos no
deseados en dichos procesos. Asimismo, los residuos biológico-
infecciosos, se generan en mayor cantidad fuera de los establecimientos
médicos o laboratorios, por el gran número de desechos contaminados
que se genera por el tratamiento médico al que someten a los individuos
infectados o enfermos en sus hogares o en donde abandonen materiales
que hayan entrado en contacto con su sangre (o esputo en el caso de
individuos tuberculosos).
Es por las razones antes expuestas, que se hace esencial el
conocimiento acerca de la peligrosidad y riesgo en el manejo de los
residuos peligrosos de toda índole, así como saber qué medidas de
protección se pueden adoptar para prevenir o reducir dicho riesgo.
3.3 LEY GENERAL DE RESIDUOS SÓLIDOS. LEY Nº 27314.
Ley que establece derechos, obligaciones, atribuciones y
responsabilidades de la sociedad en su conjunto, para asegurar una
60

gestión y manejo de los residuos sólidos, sanitaria y ambientalmente
adecuada, con sujeción a los principios de minimización, prevención de
riesgos ambientales y protección de la salud y el bienestar de la persona
humana.
En su Art. 14 define a los residuos solidos como aquellas sustancias,
productos o subproductos en estado sólido o semisólido de los que su
generador dispone, o está obligado a disponer, en virtud de lo establecido
en la normatividad nacional o de los riesgos que causan a la salud y el
ambiente.
Por otro lado los residuos peligrosos son definidos en el Art.22 de la
misma ley de la siguiente manera: son residuos sólidos peligrosos
aquéllos que por sus características o el manejo al que son o van a ser
sometidos representan un riesgo significativo para la salud o el ambiente.
Sin perjuicio de lo establecido en las normas internacionales vigentes
para el país o las reglamentaciones nacionales específicas, se
considerarán peligrosos los que presenten por lo menos una de las
siguientes características: corrosividad, reactividad, explosividad,
toxicidad, inflamabilidad, radiactividad o patogenicidad
(biocontaminación). Dichas características de peligrosidad se resumen en
las siglas CRETIB.
61

3.4 REGLAMENTO DE LA LEY GENERAL DE RESIDUOS SÓLIDOS
D.S 057-2004-PCM.
El Reglamento de la Ley General de Residuos Sólidos D.S. N° 057-
2004/PCM, establece en el Art.27 pautas para calificar a un residuo como
residuo peligroso entre ellas:
La calificación de residuo peligroso se realizará de acuerdo a los
Anexos 4 y 5 del presente reglamento. El Ministerio de Salud, en
coordinación con el sector competente, y mediante resolución
ministerial, puede declarar como peligroso a otros residuos, cuando
presenten alguna de las características establecidas en el artículo 22
de la Ley o en el Anexo 6 de este Reglamento, o en su defecto
declararlo no peligroso, cuando el residuo no represente mayor riesgo
para la salud y el ambiente.
La DIGESA, Direccion General de Salud Ambiental, establecerá los
criterios, metodologías y guías técnicas para la clasificación de los
residuos peligrosos cuando no esté determinado en la norma indicada
en el numeral anterior.
Se consideran también, como residuos peligrosos; los Iodos de los
sistemas de tratamiento de agua para consumo humano o de aguas
residuales; u otros que tengan las condiciones establecidas en el
62

artículo anterior, salvo que el generador demuestre lo contrario con
los respectivos estudios técnicos que lo sustenten.
3.5 D.S 012-09-MINAM APRUEBAN POLÍTICA NACIONAL DEL
AMBIENTE.
La Política Nacional del Ambiente se presenta a la ciudadanía en
cumplimiento del mandato establecido en el artículo 67º de la Constitución
Política del Perú y en concordancia con la legislación que norma las
políticas públicas ambientales. Esta política es uno de los principales
instrumentos de gestión para el logro del desarrollo sostenible en el país y
ha sido elaborada tomando en cuenta la Declaración de Río sobre el
Medio Ambiente y Desarrollo, los Objetivos del Milenio formulados por la
Organización de las Naciones Unidas y los demás tratados y
declaraciones internacionales suscritos por el Estado Peruano en materia
ambiental.
En tal sentido, en base al proceso de integración de los aspectos
sociales, ambientales y económicos de las políticas públicas y la
satisfacción de las necesidades de las actuales y futuras generaciones, la
Política Nacional del Ambiente es un instrumento de cumplimiento
obligatorio, que orienta las actividades públicas y privadas. Asimismo,
esta política sirve de base para la formulación del Plan Nacional de
63

Acción Ambiental, la Agenda Nacional de Acción Ambiental y otros
instrumentos de gestión pública ambiental en el marco del Sistema
Nacional de Gestión Ambiental.
La Política Nacional del Ambiente considera los lineamientos de las
políticas públicas establecidos por la Ley N° 29158, Ley Orgánica del
Poder Ejecutivo y las disposiciones de la Ley N° 28611, Ley General del
Ambiente. Define los objetivos prioritarios, lineamientos, contenidos
principales y estándares nacionales de obligatorio cumplimiento.
Conforma la política general de gobierno en materia ambiental, la cual
enmarca las políticas sectoriales, regionales y locales.
3.6 CÓDIGO PENAL D.L. 635.
Art 304: El que, infringiendo leyes, reglamentos o límites máximos
permisibles provoque o realice descargas, emisiones, de gases tóxicos,
emisiones de ruido, filtraciones, vertimientos o radiaciones contaminantes
en la atmósfera, el suelo, el subsuelo, las aguas terrestres, marítimas o
subterráneas, que cause o pueda causar perjuicio, alteración o daño
grave al ambiente o sus componentes, la calidad ambiental o la salud
ambiental, según la calificación reglamentarias de la autoridad ambiental,
será reprimido con pena privativa de libertad no menor de 4 años ni mayor
de 6 años y con 100 a 600 días-multa. Si el agente actuó por culpa, la
64
pena será privativa de libertad no mayor de tres años o prestación de
servicio comunitario de cuarenta a ochenta jornadas.
Art 307: El que ingrese ilegalmente al territorio nacional, use emplee,
coloque, traslade o disponga sin la debida autorización, residuos o
desechos tóxicos o peligrosos para el ambiente, resultantes de un
proceso de producción, extradición, transformación, utilización o
consumo, será reprimido con pena privativa de libertad no menor de 4
años ni mayor de 6 años y con 300 a 400 días multas.
3.7 MINISTERIO DEL AMBIENTE.
El Ministerio del Ambiente es un ente ministerial creado el 13 de mayo
de 2008 mediante Decreto Legislativo N° 1013. Su función es la de ser
rector del sector ambiental, con la función de diseñar, establecer, ejecutar
y supervisar la política nacional y sectorial ambiental.
CAPITULO IV
RECUPERACION Y RECICLADO DE ACEITES USADOS
65

El aceite recuperado se debe emplear para condiciones de servicio
menos críticas que aquellas en las que estaba sometido inicialmente. Los
aceites usados que se generan en el mundo son manejadas en tres
formas principales: rerrefinadas (regeneración) en bases lubricantes para
su posterior uso, destiladas a combustible diesel y comerciadas como
combustible sin tratar (fueloil). La combustión de 1 litro de aceite usado
produce en promedio emisiones al aire de 800mg de zinc y 30mg de
plomo. La combustión de los aceites usados comparados con la
rerrefinación y la destilación genera en promedio 150 y 5 veces más
contaminación respectivamente. Antes de decidir cuál método se usara en
la recuperación de un aceite usado es necesario conocer la composición
química de dicho aceite (cuanto menor sea la calidad del aceite base en
el aceite usado mayor será el precio y dificultad de su tratamiento), ya que
el método de recuperación a elegir está íntimamente ligado a la
composición química de un aceite usado, en algunos casos el factor
decisivo es la disposición de infraestructuras adecuadas.
4.1 DESTILACIÓN.
El aceite se descarga en primera instancia en tanques de recepción, a
través de una serie de módulos se procede a la destilación del aceite
66

usado. Al comienzo del proceso se destila el aceite usado para remover
compuestos volátiles, agua y el destilado final es la separación de los
aceites pesados (destilado) de los contaminantes (fondos). El proceso de
destilación requiere suministro de materia (NAOH) y energía (electricidad
y gas natural). El producto de la destilación es un aceite diésel de alta
calidad (bajo en cenizas y contenido de azufre) y un subproducto de betún
asfaltico, que se comercializa para fabricar telas impermeabilizantes o
asfalto de carreteras.
4.2 COMBUSTIÓN.
Para el aprovechamiento energético de los aceites usados se pueden
seguir dos caminos diferentes en función de las instalaciones en las que
se va a realizar el mismo. El primer camino está destinado como
combustible en instalaciones con alta potencia térmica, altas
temperaturas, gran consumo de combustible y alta producción de gases.
El mayor ejemplo de esto son los hornos de clinker en las cementeras,
estos hornos queman el aceite usado y los contaminantes de éste
especialmente los metales quedan incorporados al cemento, aquellas
partículas que no lo hacen son retenidas por precipitadores
electrostáticos. El segundo camino es usado en la aplicación de
tratamientos físico-químicos más complejos con el fin de fabricar un
67

combustible que pueda tener un espectro de utilización más amplio en
instalaciones con menos potencia térmica o en motores de combustión y
calderas. Estos tratamientos deben incluir como mínimo la separación de
elementos volátiles y de metales pesados, así como agua y sólidos
(normalmente esto hace por destilación o por tratamiento con aditivos
floculantes).
El aceite se constituye en uno de los residuos con mayor potencial
para ser empleado como combustible por su elevada capacidad calorífica.
La transformación del aceite usado a energético requiere la aplicación de
un tratamiento tendiente a adecuar las condiciones del aceite a las
características propias del proceso de combustión, consistente
básicamente en la aplicación de dos etapas: adecuación del aceite usado
mediante procesos de filtración para retirar partículas gruesas y remoción
de partículas finas, mediante procesos de sedimentación y centrifugación.
Estas etapas involucran la adición de desemulsificantes, para el
rompimiento de las emulsiones formadas con el agua.
Los aceites usados contienen concentraciones de metales pesados,
sulfuros, fósforo y total de halógenos un poco más altas que las de los
petróleos crudos, por la baja calidad como combustible de los aceites
usados estos se mezclan con otros combustibles antes de su uso, con
esto los niveles específicos de contaminantes se disminuyen a los límites
68

aceptados. Desde el punto de vista global las emisiones netas por unidad
de combustible quemado son las mismas sin importar el grado de
dilución.
4.3 REGENERACION.
La regeneración de aceites usados es la operación mediante la cual
se obtienen de los aceites usados un nuevo aceite base comercializable.
Casi todos los aceites usados son regenerables aunque en la práctica la
dificultad y el costo hacen inviable la regeneración de aceites usados con
alto contenido de aceites vegetales, aceites sintéticos, agua y sólidos.
Un proceso de regeneración consta de tres fases:
Pretratamiento, esta fase consiste en eliminar una parte importante
de los contaminantes del aceite usado, como son: el agua, los
hidrocarburos ligeros, los lodos, las partículas gruesas, etc. Cada
proceso emplea un método determinado o incluso una combinación
de varios.
Regeneración, en esta fase se eliminan los aditivos, metales
pesados y fangos asfálticos. Éste punto es el paso principal de cada
método, cada uno de ellos obteniendo al final un aceite libre de
contaminantes con una fuerte coloración que lo hace inviable
69

comercialmente, por esto es necesario incluir una última etapa de
acabado.
Acabado; dependiendo del objetivo final del aceite dependerán los
métodos usados en esta etapa.
Dependiendo del proceso empleado pueden existir o no todas las
fases.
4.3.1 Proceso Convencional Acido-Arcilla.
La carga de lubricante usado es sometida a una evaporación de
aquellos productos ligeros como agua e hidrocarburos del rango de la
gasolina. Después de éste paso previo la carga se trata con ácido
sulfúrico obteniéndose un rendimiento de 85% aproximadamente en
relación con el producto tratado. El resto constituye un desecho aceitoso y
ácido. El producto obtenido después del tratamiento ácido es enviado a
filtración con arcilla y cal, para mejorar su color y su acidez. En éste
proceso de filtración se obtiene un desecho del 3 al 4 por ciento
constituido por una mezcla de aceite ácido y arcilla. En la siguiente etapa
el aceite se fracciona para separar destilados livianos del tipo gas-oil y así
obtener finalmente la base lubricante. El proceso tiene un rendimiento
global de 70% en peso.
4.3.2 Proceso Meinken.
70
Se trata de una tecnología que ya no se utiliza por cuestiones
económicas y por la problemática que generaba con el tratamiento de las
tierras ácidas. También conlleva problemas de corrosión interna y
problemas de vertido.
La carga de aceite usado es previamente deshidratada para
eliminar el agua existente y otros contaminantes de bajo punto de
ebullición. Posteriormente el aceite se pasa a través de una unidad de
craqueo térmico, la cual permite reducir los desechos, por el tope de esta
unidad se obtiene un destilado que unido al producto de la unidad de
vacío, formaran después de la re-destilación el “spindle oil”. El producto
de salida de la unidad de craqueo térmico se bombea a la unidad de
tratamiento ácido, en la cual se pone en contacto con el ácido sulfúrico,
obteniéndose de esta operación el aceite ácido, resultante del tratamiento
y un desecho ácido, el cual representa el 10.5% en peso en relación a la
carga. Este aceite ácido se lleva a la unidad de vacío donde se despoja
de la fracción de gas-oil y finalmente se trata en la unidad de filtración-
neutralización, donde se obtiene un básico de alta calidad.
El rendimiento de la planta es del 70% en peso con relación a la
carga sin contar un 12% de gas-oil obtenido como producto secundario, el
cual se utiliza como combustible.
71

Actualmente existen algunas refinerías que trabajan con tecnología
Meinken modificada, de manera que les permite, con la inclusión de
técnicas de destilación en película fina y de contacto, reducir la cantidad
de ácido sulfúrico hasta un 3% y la de tierras hasta un 3,5%. También,
algunas de ellas incluyen la hidrogenación.
Las ventajas principales de este proceso son el bajo coste de
inversión y mantenimiento, la posibilidad de tratar aceites usados de
calidad muy baja, y la flexibilidad y facilidad de manipulación del mismo.
4.3.3 Proceso Selecto Propano Acido-Arcilla.
Es una modificación del proceso ácido-arcilla convencional. En
éste proceso, se incluyen nuevas unidades con el objeto de disminuir el
consumo de ácido sulfúrico y por consiguiente la producción de desechos.
El rendimiento del proceso en relación con la carga es 79.5% en
peso y un 6% de gas oil, y el volumen de residuos se limita a un 5%.
4.3.4 Proceso Selecto Propano Hidroteminado.
Este proceso tiene como fin producir bases de alta calidad, sin
dejar desechos como el proceso selecto propano ácido-arcilla. La carga
de aceite usado, alimenta a la unidad de pretratamiento, para eliminar
agua e hidrocarburos livianos, esta carga pretratada, se bombea a la
unidad de selecto propano, en la cual se preparaba los destilados con
72

propiedades lubricantes y un residuo de hidrocarburos pesados, que
pueden usarse como combustible.
Los destilados obtenidos se bombean a la unidad de
hidrotratamiento, en donde son hidrogenados. Las bases hidrogenadas se
destilan en tres cortes, los cuales se filtran y almacenan. Las bases
obtenidas del tipo “spindle oil”, neutral y bright-stock representan un
83.2% en peso con relación a la carga, se obtiene además un 6% de gas
oil, 1.5% de gas combustible y un 5% de combustible pesado.
4.3.5 Proceso K.T.I.
El proceso K.T.I. (Kinetics Technology International), también
conocido como KTI Relub Technology, combina la destilación al vacío y el
tratamiento de hidrogenación para eliminar la mayoría de elementos
contaminantes del aceite usado. Consta de los siguientes pasos:
Pretratamiento y destilación al vacío: El aceite usado es
deshidratado y son eliminados parte de los hidrocarburos livianos,
subsiguientemente el aceite se envía a una torre de destilación al
vacío, donde se extraen los livianos remanentes por la cabeza y
contaminantes diversos por el fondo. Esto último es considerado de
suma importancia para minimizar el consumo de hidrógeno en el
hidrotratamiento posterior del aceite, la destilación al vacío produce
bases lubricantes en el rango deseado para su posterior
73
tratamiento. Un diseño especial de la torre permite la obtención de
altos rendimientos de destilado, con mínimo de arrastre de
compuestos asfálticos en los cortes, con el objeto de evitar el
envenenamiento prematuro y excesiva deposición de coque en el
catalizador de hidrogenación. Los productos livianos separados
pueden ser usados como combustibles. El fondo contiene metales,
productos de polimerización y materiales asfálticos, que se pueden
mezclar con residuos de refinería para la manufactura de asfalto
para pavimento.
Hidroterminado: Los aceites destilados en la fase anterior se
someten a un tratamiento de hidrogenación para eliminar los
compuestos sulfurosos, nitrogenados y oxigeno. Esta fase se
aprovecha, también, para mejorar el color y olor del aceite.
Fraccionamiento: El aceite hidrogenado se separa en distintas
fracciones de aceites de base según las especificaciones y
requerimientos del producto deseado.
74

Figura 11. Diagrama del Proceso K.T.I.
Fuente. Centro de Actividades Regionales para la Producción Limpia.
Barcelona.
4.3.6 Proceso BERC.
Tecnología desarrollada por Bartlesville Energy Research Center
en EUA, posteriormente redenominado National Institute of Petroleum and
Energy Research. El proceso es similar al KTI comentado anteriormente,
75

pero incorpora la variación de añadir un tratamiento con disolventes. Los
pasos básicos de este proceso son los siguientes:
Destilación atmosférica: fase de deshidratación a presión
atmosférica.
Destilación al vacío: eliminación de hidrocarburos ligeros.
Pretratamiento con disolventes: incorporación, en la proporción
de 3:1 de un disolventecompuesto por alcohol butílico, alcohol
isopropílico y metil etil cetona en la proporción 1:2:1 que conlleva la
extracción de compuestos que potencialmente pueden ensuciar los
productos resultantes.
Recuperación de los disolventes: mediante procesos de
sedimentación y/o centrifugación se separa la mezcla aceite usado-
disolvente de los metales pesados, aditivos y otros compuestos
que ensucian la mezcla. El disolvente se recupera para su
reutilización.
Destilación fraccionada: se consiguen distintas fracciones de
aceites de base.
Tratamiento de hidrogenación o tratamiento en tierras: se
consigue la eliminación de impurezas, mejorando así el color y olor
de los productos finales.
76

Esta tecnología permite obtener rendimientos entre el 75% y 85%
de aceites de base. Los residuos resultantes del proceso tienen
aplicaciones asfálticas, consiguiéndose mejoras económicas respecto a
las tecnologías basadas en tratamientos ácido/tierras.
Como inconvenientes más destacables se debe mencionar el
elevado coste energético que tiene la extracción con disolventes.
Figura 12. Diagrama del Proceso BERC.
Fuente. Centro de Actividades Regionales para la Producción Limpia.
Barcelona.
77
4.3.7 Proceso PROP.
Desarrollada por la compañía Phillips petroleum, incorpora una
fase de desmetalización química para eliminar los elementos
contaminantes de los aceites usados. Los pasos básicos de este proceso
son los siguientes:
Desmetalización: Da lugar a la disminución de los metales
pesados contenidos en los aceites mezclando el aceite usado con
una solución acuosa de fosfato diamónico, formándose
compuestos de fosfatos metálicos.
Separación de los fosfatos metálicos: Los fosfatos metálicos
formados en la fase anterior se eliminan por filtración.
Destilación al vacío: Se eliminan los hidrocarburos ligeros y el
agua.
Tratamiento en tierras y catalizador Ni / Mo: Se mezcla el aceite
con hidrógeno, pasándose por un lecho de tierras con el
catalizador de Ni / Mo
Hidrogenación: Durante esta fase se eliminan los compuestos
sulfurosos, oxigenados, clorados y nitrogenados, mejorándose así
el color del aceite resultante.
Como ventajas de esta tecnología se puede citar la alta calidad de
los aceites de base obtenidos, que contienen menos de 10 ppm de
78

metales, elementos sulfurosos y nitrogenados, producción de un 90% de
aceites de base y que la tecnología es altamente respetuosa con el medio
ambiente.
Los inconvenientes más importantes son el alto coste de la
inversión y que la fase de hidrogenación requiere un tratamiento
absorbente con tierras.
4.3.8 Extracción por Solvente.
Esta técnica es uno de los procesos más económicos y más
eficientes en la recuperación de aceites usados. Éste proceso reemplaza
el proceso de ácido-arcilla produciendo un lodo orgánico útil en lugar de
un lodo toxico. El proceso consiste en mezclar el aceite usado y el
solvente en proporciones adecuadas para asegurar una completa
miscibilidad de la base lubricante en el solvente. El solvente debe retener
los aditivos y las impurezas orgánicas que normalmente se encuentran en
los aceites usados, estas impurezas floculan y sedimentan por acción de
la gravedad. Al final se recupera el solvente por destilación para
propósitos de reciclaje.
Éste proceso es capaz de remover entre 10-14% del aceite usado
como contaminante, lo cual corresponde a la cantidad de aditivos e
impurezas que normalmente se encuentran en el aceite usado. La etapa
más crítica en el diseño de éste proceso es desarrollar el tipo apropiado
79

de solvente, los parámetros de extracción y la relación de solvente: aceite.
El sistema debe tener la capacidad de separar el máximo posible de lodos
del aceite usado y al mismo tiempo perder la mínima cantidad de base
lubricante en los lodos.
El aceite usado se guarda en un tanque con fondo cónico para
permitir la sedimentación de partículas grandes, se deja en el tanque por
3 días para homogenizarlo. Una mezcla de aceite usado y solvente (se
recomienda usar: 2-propanol, MEK o 1-butanol) se agita a 275rpm
durante 15 minutos, estas condiciones aseguran un mezclado adecuado.
La mezcla se deja sedimentar por 24 horas, después de esto se lavan los
lodos usando 2-propanol y n-hexano, éste proceso de lavado remueve un
95% del aceite intersticial presente en los lodos. Siguiendo el proceso de
lavado los lodos se llevan al horno por 5 minutos a 100º C para evaporar
el exceso de solventes. Las pérdidas del aceite se calculan como el peso
de los lodos húmedos antes de lavarlos menos el peso de los lodos secos
sobre el peso del aceite adicionado en la mezcla.
4.4 DESTRUCCION TÉRMICA
Esta solución se usa cuando no es posible ni la regeneración, ni la
combustión de los aceites usados, debido a la presencia de
contaminantes tóxicos en el aceite usado. La estabilidad de estos
80

compuestos y la dificultad de su eliminación hacen inviable otros
procedimientos. La presencia de PCBs (Polychlorinated Biphenyls o
bifeniles policlorados) en el aceite en concentraciones superiores a
50ppm se debe eliminar por éste método.
CAPITULO V
ANÁLISIS DE ACEITE USADO EN
MOTORES DE COMBUSTION INTERNA
5.1 INTRODUCCIÓN.
En el mantenimiento predictivo de MCI, una de las herramientas más
importantes para predecir fallos la constituye el Análisis del Aceite, que
suministra numerosa información utilizable como sintomatología para
diagnosticar el desgaste interno del motor y el estado del lubricante. En
este capítulo se expondrán algunos de los diferentes métodos y técnicas
de análisis del aceite que más se utilizan en la actualidad. Se hará
especial mención de los métodos rápidos y de bajo costo tales como la
mancha, la medición de la constante dieléctrica, la crepitación del aceite,
81

etc. Que desde el punto de vista práctico y económico es conveniente que
sean utilizados por Jefes de Taller y personal de mantenimiento. Se hará
además referencia a los síntomas del motor que se pueden detectar con
los diferentes análisis y se fijarán pautas para su evaluación.
Por ser el motor de combustión interna alternativo una máquina
compleja, no es posible el seguimiento de su estado con el monitorizado
de uno o pocos síntomas como sucede con otras máquinas; el análisis del
aceite representa la técnica que brinda más posibilidades como
herramienta potente para el mantenimiento predictivo de motores, ya que
permite conocer no solo su propio estado sino además, el funcionamiento
de los diferentes sistemas e incluso el desgaste progresivo del motor.
5.2 EL ANALISIS DE ACEITE.
El aceite se puede utilizar con fines de diagnóstico ya que en
cumplimiento de una de sus funciones, es el medio de evacuación de
todas las impurezas que recoge o se forman en el. El análisis del aceite
usado consiste en tomar muestras cada cierto periodo de tiempo de
funcionamiento del motor, generalmente coincidiendo con el cambio de
aceite, y posteriormente evaluarlas para determinar tanto el estado del
motor como el del lubricante El estado del motor se detecta
principalmente estableciendo el grado de contaminación del aceite debido
82
a la presencia de partículas de desgaste o sustancias ajenas a este. El
estado del aceite se detecta determinando la degradación que ha sufrido,
es decir, la pérdida de capacidad de lubricar causada por una variación de
sus propiedades físicas y químicas y de las de sus aditivos.
El Análisis de Aceite es un conjunto de procedimientos y mediciones
aplicadas al aceite usado en las máquinas y equipos, que facilitan el
control del estado del lubricante, del estado de los componentes, de la
operación del equipo.
El objetivo primordial y final es suministrar información para:
Tomar acciones preventivas
Buscar la reducción de los costos de operación y mantenimiento
Preservar el estado de las máquinas en su ciclo óptimo
Extraer el mayor valor de los lubricantes.
La contaminación del aceite se puede determinar cuantificando en
una muestra del lubricante, el contenido de:
Partículas metálicas de desgaste
Combustible
Agua
Materias carbonosas
Insolubles
83

La degradación se puede evaluar midiendo las siguientes
propiedades del aceite:
Viscosidad
Detergencia
Basicidad
Constante dieléctrica
Es conveniente hacer notar que la contaminación y la degradación no
son fenómenos independientes, ya que la contaminación es causante de
degradación y esta última puede propiciar un aumento de la
contaminación.
5.3 TOMA DE LA MUESTRA.
Un análisis exitoso de aceites depende de un muestreo adecuado.
Para tomar una buena muestra de aceite se debe considerar lo
siguiente:
Usar equipamiento de muestreo adecuado, bomba de vacío o
vampiro, mangueras, frascos de muestreo, etiquetas.
Asegurar la limpieza del frasco de muestreo.
Utilizar técnicas y frecuencias de muestreo uniformes (Períodos
similares)
84

Minimizar la contaminación debida al manejo inadecuado de la
muestra.
Una vez tomada la muestra debe ser enviada inmediatamente al
laboratorio.
Lo que NO se debe hacer en cuanto al muestreo:
Tomar muestras desde puntos en los que no hay circulación del
fluido.
Tomar muestras después de los filtros o separadores.
Tomar una muestra cuando el equipo está frío o cuando no ha estado
operando o en modo de ralentí.
Lo que se recomienda hacer al muestrear:
Tomar muestras desde puntos con movimiento del fluido.
Tomar muestras desde zonas turbulentas tales como codos.
Tomar muestras desde puntos posteriores a rodamientos, engranajes,
bombas y cilindros.
Tomar muestras cuando el aceite está caliente (a temperatura de
operación) o ha estado en circulación.
Tomar muestras antes de filtros o separadores (a menos que se
quiera verificar la eficiencia de ellos).
85
Identificar siempre las muestras utilizando la misma nomenclatura, es
decir, no identificar un mismo equipo muestreado periódicamente,
utilizando un nombre diferente en cada oportunidad.
Para los MCI, los puntos donde se puede tomar la muestra de aceite
son el punto de medición del nivel del lubricante usando una bomba de
vacío; y a través del cárter. La cantidad mínima requerida en el laboratorio
para un análisis normal debe ser de 150, si se requieren pruebas
adicionales como de espuma por ejemplo, el envase debe ser de 500 ml.
Figura 13. Kit de Muestreo de Aceite Usado.
Fuente. ExxonMobil.
Los pasos para la toma de muestra en MCI se muestra en la siguiente
figura:
86

Figura 14-1. Pasos para la toma de la muestra de aceite.
Fuente. ExxonMobil.
87

Figura 14-2. Pasos para la toma de la muestra de aceite.
Fuente. ExxonMobil.
5.4 TÉCNICAS DE ANÁLISIS DE ACEITE.
Se han desarrollado diversos métodos y técnicas de análisis del
aceite para fines de diagnóstico y predicción de averías en motores, a
continuación se hará referencia a las más utilizadas.
88

5.4.1 Para identificar y cuantificar el contenido de partículas de
desgaste.
Existe una amplia gama de procedimientos empleados con esta
finalidad, de los cuales se considerarán solo los siguientes:
5.4.1.1 Espectometria.
La espectrometría suministra un análisis cuantitativo elemental
de las partículas de desgaste presentes en el lubricante; para esta
finalidad se utilizan dos tipos de espectrómetros:
Los espectrómetros de emisión, utilizan la propiedad de los
átomos que al ser excitados emiten una radiación que es
función de su configuración electrónica y que está compuesta
por longitudes de onda características; razón por la cual,
elementos diferentes emiten radiaciones diferentes. Con esta
técnica se analizan las muestras tal como se reciben por lo que
se utiliza resultados simultáneamente de muchos elementos en
menos de un minuto.
Los espectrómetros de absorción atómica; aprovechan la
propiedad de que la cantidad de luz monocromática absorbida
por los átomos de un elemento excitado es proporcional a su
concentración. Esta técnica relativamente simple y de bajo
costo solo se usa con pequeños volúmenes de trabajo debido a
89

su capacidad de análisis monoelemental y a que se debe diluir
la muestra.
En análisis de aceites usados, actualmente se utiliza cada vez
con más frecuencia el espectrómetro de emisión con fuente de plasma
acoplado por inducción que emplea la técnica más moderna de excitación
de la muestra de aceite, consistente en que Argón fluyendo por un tubo
de cuarzo al ser sometido a un campo eléctrico de alta frecuencia que
genera un campo magnético oscilante, forma un plasma que se halla a
una temperatura del orden de 10000 K que disocia, atomiza y excita la
muestra que se inyecta en el centro del tubo de cuarzo. Este método de
ensayo polielemental que posee una excelente repetitividad, precisión y
límites de detección presenta la desventaja de no detectar partículas
grandes (mayores de 5 um). Los resultados que se obtienen de los
análisis espectrométricos son las concentraciones en ppm (partes por
millón o mg/1) de los diferentes metales presentes en una muestra de
aceite usado.
5.4.1.2 Ferrografía.
La ferrografía es una técnica de análisis en la cual se pasa una
muestra diluida sobre una placa de cristal inclinada, especialmente
preparada y sometida a un elevado campo magnético que retiene las
90

partículas que permanecerán adheridas a la placa una vez que se
evapore el disolvente.
Las fuerzas que actúan sobre las partículas magnéticas hacen
que estas se alineen en tiras en las que las partículas grandes se
depositan donde la muestra toca por primera vez la placa y las pequeñas
a una distancia inversamente proporcional a su tamaño, esta distribución
se conoce como ferrograma. Las partículas poco magnéticas no se
alinean en tiras, sino que se depositan al azar a lo largo del ferrograma
permitiendo una rápida distinción entre partículas férreas y no férreas.
Calentando el ferrograma se puede distinguir entre función de hierro,
acero de alta y baja aleación, diferentes metales no ferrosos y materiales
orgánicos e inorgánicos.
El tipo de desgaste se deduce de la forma, tamaño y
características superficiales de las partículas, por lo que se necesita
experiencia y entrenamiento para analizar efectivamente un ferrograma.
En investigaciones especiales, el ferrograma se puede examinar con un
microscopio electrónico pudiéndose realizar hasta un análisis elemental
de partículas individuales con un espectrómetro de fluorescencia de rayos
X.
La ferrografía proporciona muy buenos datos cualitativos sobre
la morfología de las partículas, es excelente para detectar un amplio
91
espectro de tamaños de desgaste (entre 2 y 20 um) pero es muy lenta,
solo se puede usar con partículas magnéticas o paramagnéticas, tiene
poca sensibilidad de detección de partículas pequeñas y su repetitividad
es escasa.
5.4.1.3 Conteo de Partículas.
El conteo de partículas suministra la distribución del tamaño de
las partículas en categorías de tamaños especificados; el número de
categorías y su amplitud dependen del equipo empleado y de su
calibración. Los contadores emplean la dispersión o el bloqueo de un haz
de láser para efectuar las mediciones; las partículas pasan lentamente por
un volumen sensor donde son iluminadas por un rayo láser que produce
en un fotodiodo un pico de corriente de altura proporcional al tamaño de la
partícula; un sistema electrónico separa las señales en categorías. Los
contadores de partículas no se usan para medir partículas de desgaste
porque no distinguen sus diferentes tipos y son muy sensibles al manejo y
preparación de la muestra.
5.4.1.4 Microscopía.
La microscopía es la inspección con un microscopio de las
partículas recogidas en colectores magnéticos, depósitos de aceite,
ensayos de parche circular o filtros; es una técnica lenta pero
relativamente económica.
92
5.4.1.5 Colectores Magnéticos.
Los colectores magnéticos seleccionan por atracción las
partículas magnéticas por encima de un tamaño determinado, pero no las
clasifican posteriormente. Esta técnica no es útil para determinar un
desgaste anormal incipiente.
5.4.2 Para cuantificar otros contaminantes.
5.4.2.1 Dilución por Combustible.
La presencia de combustible en el aceite disminuye la
temperatura de inflamación del segundo, por lo que su medición se usa
para detectar la dilución.
En la evaluación del punto de inflamación de aceites usados se
suele utilizar el método del matraz abierto Cleveland, según la norma
ASTM D92. El método de medición consiste en llenar el matraz de prueba
con la muestra, calentar a una taza constante y pasar durante un segundo
a intervalos especificados de temperatura una pequeña llama de prueba
sobre la superficie de la muestra; la mínima temperatura a la cual se
inflaman los vapores de esta, constituya la temperatura de inflamación.
5.4.2.2 Dilución por Agua.
93

La presencia de agua en el aceite se puede determinar por
varios métodos; el más sencillo para cantidades superiores a o.o5% es el
de la crepitación, que consiste en dejar caer una gota sobre una plancha
metálica a 200 °C y escuchar si se produce crepitación, la intensidad del
ruido es indicativa de la cantidad de agua contaminante. Hay otros
métodos rápidos de detección como el polvo Hidrokit y el papel Watesmo,
utilizado por los mini laboratorios contenidos en maletas portátiles. En
grandes laboratorios se utiliza el método del reactivo Karl Fischer que
permite detectar concentraciones entre 0.005% y 0.1%.
5.4.2.3 Contenido de materias carbonosas.
Las materias carbonosas del aceite se evalúan cualitativamente
con el ensayo denominando de la mancha de aceite que fue desarrollado
por el Instituto Francés del Petróleo y consiste en depositar una gota de
aceite usado sobre un papel de filtro especial (o de alta porosidad) y
observarlo al cabo de varias horas. Es indudablemente el método más
recomendable para el seguimiento de aceites usados, ya que su bajo
costo y la información que ofrece lo hacen irremplazable.
La mancha que se forma presenta tres zonas concéntricas:
La parte central, cuya opacidad caracteriza el contenido de
carbón y está rodeada de una aureola donde se depositan las
partículas más pesadas.
94

La zona intermedia o de difusión, más o menos obscura, que
caracteriza con su extensión el poder dispersante del aceite.
La zona exterior o translúcida, que no tiene materias
carbonosas y es donde llegan las fracciones más volátiles del
aceite. Una extensión exagerada puede deberse a la presencia
de combustible.
Para cada aceite se recomienda hacer dos manchas, una a 20
°C y otra a 200 °C, comprobando el estado del aceite (dispersividad y
detergencia) en ambas condiciones.
5.4.2.4 Contenido de Insolubles.
Los insolubles se miden con métodos de laboratorio basados en
la sucesiva insolubilidad en disolventes como el pentano y el tolueno, de
los productos de degradación del aceite (lacas, barnices y lodos). La parte
insoluble se separa por filtrado o centrifugado (ASTM D893), el peso del
precipitado representa los insolubles en el correspondiente disolvente.
5.4.3 Viscosidad.
La determinación de la viscosidad se puede hacer con los
siguientes métodos:
Midiendo el tiempo de escurrimiento del aceite a través de un
capilar (viscosímetro Ostwald) o a través de un pequeño tubo u
orificio (viscosímetros Saybolt, Redwood y Engler).
95

Midiendo el efecto de cisallamiento producido en el aceite
contenido entre dos superficies en movimiento relativo
(viscosímetro de Mac Michel).
Midiendo el tiempo de desplazamiento de un sólido a través del
aceite (viscosímetro de bolas).
Los dos primeros métodos son muy lentos y se usan en laboratorio,
el último es el más adecuado para ensayos de campo por su facilidad de
construcción, transporte y manejo ya que solo se debe medir el tiempo
que tarda una bola en caer de un extremo a otro de un tubo lleno de
aceite y convertirlo a unidades de viscosidad auxiliándose de un gráfico.
5.4.4 Detergencia.
El método más utilizado para la evaluación de la detergencia por su
rapidez y sencillez es el de la mancha de aceite; cuando un lubricante
posee una buena detergencia la zona de difusión de la mancha es
bastante extensa, y va disminuyendo a medida que pierde su poder
detergente, desapareciendo cuando la detergencia está por agotarse.
5.4.5 Basicidad.
Se evalúa con el número de basicidad total (TBN) que solamente
se puede determinar en laboratorio como se describe en las normas
ASTM D664 Y D2896; la primera usa el método de dosificación
96

potenciométrica de ácido clorhídrico y la segunda el de dosificación
potenciométrica de ácido perclórico.
5.4.6 Constante Dieléctrica.
Existen en el comercio equipos portátiles destinados al uso en
taller y que utilizan la medición, con sensores capacitivos, de la variación
de la constante dieléctrica del aceite usado con respecto al aceite nuevo
para detectar la magnitud de su degradación.
5.5 EVALUACION DE RESULTADOS.
A continuación se expondrá como se pueden evaluar los distintos
síntomas obtenidos con los análisis del aceite para diagnosticar los
posibles fallos del motor.
5.5.1 Contaminantes Metálicos.
Las concentraciones metálicas del aceite son sintomáticas del
desgaste del motor; en la Tabla 10 se presentan los posibles orígenes de
las diferentes partículas del aceite.
97

Tabla 9. Posibles originadores de desgaste.
Fuente. ExxonMobil.
Tabla 10. Posibles causas de desgaste.
Fuente. ExxonMobil.
98

5.5.2 Dilución con Combustible.
La presencia de combustible en el aceite puede deberse a
inyectores defectuosos, fugas en uniones, bomba de inyección fuera de
punto o conducción inadecuada. Una dilución del 5% de gasoil o del 3%
de gasolina o una reducción de 30 °C en la temperatura de inflamación
pueden considerarse alarmantes.
5.5.3 Dilución con Agua.
El agua en el aceite puede provenir del sistema de refrigeración, de
condensación de los gases de escape o ingresar al efectuar añadidos de
aceite. Cuando su origen es el sistema de refrigeración, puede deberse a
grietas en la culata, junta de culata defectuosa o desperfecto del enfriador
de aceite. Como regla general puede decirse que el contenido de
humedad del aceite no debe superar un 0.5%.
5.5.4 Contenido de Materias Carbonosas.
Las materias carbonosas detectadas en el aceite son síntoma de
mala combustión debida a dosado inadecuado de la mezcla,
funcionamiento continuado del motor frío, barrido defectuoso o pérdida de
compresión. El contenido de sustancias carbonosas no debe sobrepasar
el 2%.
99

5.5.5 Contenido de Insolubles.
La presencia de insolubles en el aceite es principalmente síntoma
de degradación por oxidación que a su vez puede deberse a causas como
recalentamiento, soplado excesivo, etc. Como norma general, puede
establecerse que no deben sobrepasar el 3%.
5.5.6 Viscosidad.
La viscosidad de un aceite usado puede aumentar debido a sus
degradación (insolubles, agua, oxidación) o puede disminuir por la
dilución por combustible. Los valores límites de variación de viscosidad a
100 °C pueden establecerse en 30% o en un grado SAE.
5.5.7 Basicidad.
La basicidad del aceite permite neutralizar los productos ácidos de
la combustión que pueden atacar las piezas lubricadas; por esta razón la
pérdida de reserva alcalina es uno de los síntomas más utilizados para
determinar la degradación del aceite y el período de cambio óptimo; en
ningún caso el TBN de un aceite usado puede ser menor del 50% del
correspondiente al aceite nuevo.
5.5.8 Constante Dieléctrica.
La constante dieléctrica es indicadora de la contaminación del
lubricante; la contaminación normal por oxidación, materia carbonosa, etc.
Produce un aumento moderado de esta; mientras que la contaminación
100

por agua y partículas metálicas la aumentan excesivamente y la presencia
de combustible la disminuye.
5.6 COSTO DEL ANALISIS DE ACEITE EN EL PERÚ.
Si bien el análisis de aceite usado es una herramienta de
mantenimiento predictivo ampliamente conocida, en el país no se usa
mayoritariamente. Para saber el costo del análisis de aceite en el país se
trató de localizar algún laboratorio que ofreciese el servicio en la localidad
de Tacna; sin resultados favorables. Sin embargo, las grandes marcas
como Volvo, representada aquí en la ciudad por Automotores Tacna S.A.,
si ofrecen el servicio pero como parte de su plan de mantenimiento para
los propietarios de camiones Volvo que opten por realizar el
mantenimiento en los talleres autorizados.
Se contactó entonces con la empresa SGS del Perú S.A.C - Oil, Gas
& Chemicals, ubicada en Lima, que realiza el servicio de Análisis de
Aceite y Lubricantes Usados. Se solicitó una cotización que a
continuación se muestra:
101

Figura 15. Cotización del Análisis de Aceite Usado en el Perú.
Fuente. S.G.S. del Perú SAC
102

Como se puede apreciar el costo no es elevado, comparado con los
beneficios que aporta el análisis de aceite supone un gran ahorro al
advertir posibles fallas antes de que éstas ocurran.
Se cotizo también el precio de los elementos necesarios para tomar la
muestra;
Figura 16. Costo de la Bomba de Vacío para la toma de muestra.
Fuente. ADEMINSAC, Ahorro de Energía y Mantenimiento Industrial S.A.C.,
Lima-Perú
103

Figura 17. Costo de las mangueras para la toma de la muestra.
Fuente. Neumatec del Perú SAC.
Por lo tanto se necesitan aproximadamente USD 200.00 para tener
los elementos necesarios para tomar unas 50 muestras de aceite. Lo que
quiere decir que cada análisis de aceite supondría un costo aproximado
de S/. 130.00, que es un precio realmente asequible.
5.7 ESTUDIO DE CASOS REALES.
Los casos que se presentan a continuación corresponden a la
Administración de Ferrocarriles del Estado, AFE; que es el ente autónomo
de la República Oriental del Uruguay encargado del transporte ferroviario
y del mantenimiento de la red ferroviaria uruguaya. No se pudo encontrar
casos en Perú.
En particular en A.F.E. la incorporación de técnicas de mantenimiento
predictivo y proactivo mediante el análisis del lubricante de motores diésel
104

de locomotoras les ha permitido aumentar la confiabilidad y disponibilidad
de los equipos, permitiendo reducir costos en repuestos, mano de obra,
tiempo de paro, lubricantes, etc., mejorando el aprovechamiento de los
recursos.
5.7.1 CASO 1. Pasaje de agua refrigerante a cámara de combustión.
5.7.1.1 Detección del problema: Alerta del Laboratorio.
Los análisis de aceites correspondientes al motor diésel
GE7FDL8 (de 2000 HP) de la locomotora General Electric C-18-7i Nº
2008 mostraban aumentos significativos en el contenido de Cromo y
Sodio como lo muestra la figura 18. No se detectaban vestigios de agua
en el análisis. Es de resaltar que hasta el momento en que se decidió la
intervención en talleres no existía ningún síntoma de anomalía en el
funcionamiento de la locomotora. La constatación de que las proporciones
de Sodio y Cromo encontradas en la muestra de aceite del motor diésel
guardaban la relación estequiométrica del bicromato de sodio (utilizado
como inhibidor de corrosión en el refrigerante), indujeron a la búsqueda
de una fuga de solución refrigerante. La experiencia de casos similares
sin la detección de agua en el aceite, indicaba que el refrigerante debía
entrar directamente a la cámara de combustión donde el agua resultaba
evaporada dejando solamente residuos sólidos ricos en Cromo y Sodio,
los que actúan como abrasivos. La no actuación a tiempo genera
105

pérdidas en el bruñido del cilindro, problemas de empastamiento y
consecuente pegado de aros, deficiencia en la compresión, en la
combustión y en la potencia, en un proceso sinérgico.
210000
5
10
15
20
25
30
35
Fe (ppm) Cu (ppm) Pb (ppm) Cr (ppm) Na (ppm)Hrs. Motor Diesel
Co
nc
en
tra
ció
n (
pp
m)
Figura 18. Evolución de metales de desgaste y contaminantes.
Fuente. A.F.E. Administración de Ferrocarriles del Estado – Uruguay
5.7.1.2 Identificación de la Falla.
Antecedentes similares indicaban la posibilidad de falla del
intercooler (intercambiador de calor agua-aire de admisión), realizándose
entonces la desconexión e inspección de las cañerías de admisión donde
no se pudo constatar la presencia de manchas de tonalidad verdoso-
amarillenta características del bicromato de sodio. La sospecha entonces
pasó a recaer sobre los sellos existentes en los conjuntos de potencia
refrigerados con agua (chaqueta exterior-tapa de cilindro-camisa, ver
106

figura 19) debiéndose proceder a los desacoples de los mismos para
realizar pruebas hidráulicas.
Figura 19. Esquema del conjunto de potencia.
Fuente. A.F.E. Administración de Ferrocarriles del Estado – Uruguay
Durante el desacople de las conexiones, en uno de ellos se
observó que la boca de escape de gases tenía una zona de su pared con
un aspecto lavado, sin la característica presencia de hollín (Figura 20). Se
107

procedió entonces a retirar y desarmar el mencionado conjunto
encontrándose deficiencias en el sello de agua debajo de la boca de
escape. En los períodos de funcionamiento del motor resulta improbable
el pasaje de refrigerante al escape debido a la relación de presiones
existentes. Durante los periodos de parada del motor y debido a la presión
hidrostática del refrigerante y a la inclinación con respecto a la vertical
que presentan los conjuntos (motor en “V”) se produjo el llenado con
solución refrigerante de la cavidad que se presenta lavada en la figura
21, desde la cual logró acceder a la cámara de combustión.
Figura 20. Parte superior de la tapa de cilindros.
Se aprecia la zona de sellado defectuoso y boca de escape mostrando el
aspecto lavado y depósitos de cromatos.
Fuente. A.F.E. Administración de Ferrocarriles del Estado – Uruguay
108

5.7.1.3 Solución del Problema.
El conjunto fue sustituido y la máquina liberada a servicio
realizándosele un seguimiento especial con plazos más estrechos entre
las tomas de muestras de aceite a efectos de verificar su comportamiento.
Una vez que se comprobó su normal funcionamiento, verificándose la no
contaminación de la cámara de combustión con agua con sales de
cromato, se procedió al protocolo habitual de seguimiento con la
seguridad de haber evitado severos problemas de desgaste y mala
combustión. En el momento actual, el resto de los equipos está sometido
a un riguroso seguimiento de determinación de Cromo y Sodio en el
aceite, como para evaluar si la tasa de fallo amerita una modificación del
protocolo de Mantenimiento Preventivo.
5.7.2 CASO 2. Desgaste prematuro de cojinetes de bancada.
5.7.2.1 Detección del problema: alerta del laboratorio.
Los análisis de aceites correspondientes a los motores diésel
GE7FDL8 de la locomotoras General Electric C-18-7i mostraban
aumentos significativos en el contenido de Plomo como lo muestra la
figura 21 (muestra cercana a las 24.000 horas) correspondientes a la
locomotora 2003, también en este caso hasta el momento en que se
decidió la intervención en talleres no existía ningún síntoma de anomalía
en el funcionamiento de la locomotora.
109

Figura 21. Evolución de metales de desgaste y contaminantes.
Fuente. A.F.E. Administración de Ferrocarriles del Estado – Uruguay
5.7.2.2 Identificación de la Falla.
En este caso la teoría nos indica que la única fuente de la que
puede provenir el plomo es de los cojinetes que utilizan metal blanco
(Babbit) como capa externa, dirigiendo entonces la sospecha a los
cojinetes de biela y bancada. Se programó entonces la parada de la
máquina con mayores contenidos de Pb cuando se dispuso del material y
herramental para la sustitución de los cojinetes de bancada. De acuerdo a
la experiencia y al programa de mantenimiento original estos deberían ser
sustituidos en la reparación general correspondiente cercana a las 50000
horas cuando en este caso rondaba las 24000 horas. Una vez procedido
al desarme se verificaron aprietes de fábrica excesivos y se constataron
110

áreas con grandes pérdidas de metal blanco como se observan en las
figuras 22 y 23.
Figura 22. Daño localizado del metal blanco de cojinetes de motor
GE7FDL8.
Fuente. A.F.E. Administración de Ferrocarriles del Estado – Uruguay
111
Figura 23. Daño localizado del metal blanco de cojinetes de motor
GE7FDL8.
Fuente. A.F.E. Administración de Ferrocarriles del Estado – Uruguay
5.7.2.3 Solución del Problema.
Se sustituyeron los cojinetes de biela y bancada con el apriete
indicado por el fabricante, comprobando en su seguimiento posterior que
los niveles de Pb descendiesen a niveles considerados normales. Las
principales razones que se podían asignar como causantes del problema
son:
Calidad del cojinete.
Error de diseño
Apriete excesivo (de fábrica).
Utilización de filtros de aceite no originales durante un periodo.
(Los análisis de laboratorio indicaban en ese período aumentos
en el nivel de hollín en el aceite)
En la medida que los análisis de aceite indicaban un índice
elevado del nivel de plomo se fueron sustituyendo los cojinetes de las
respectivas máquinas haciéndolo en forma coordinada con revisaciones
programadas a efectos de afectar minimamente la disponibilidad de
máquinas en servicio, pasándose a trabajar exclusivamente con filtros
originales.
112

En la actualidad, trascurridos 36000 horas se encuentra que en
determinadas motores se reitera el crecimiento de Plomo con tendencias
similares a las encontradas anteriormente lo que parecería descartar las
hipótesis de aprietes excesivos y de la utilización de filtros no originales,
centrando la preocupación sobre la calidad de los cojinetes (problemas de
adherencia del metal blanco) o de error de diseño (produciendo
problemas en la capa de lubricación). Esto nos lleva actualmente a un
replanteo de la solución definitiva.
Esta falla no detectada a tiempo podría haber llevado al fundido
del motor con el severo trastorno económico que conlleva teniendo
presente el costo de mano de obra, de repuestos y lucro cesante.
113

CONCLUSIONES
1° De todas los procesos para el aprovechamiento de aceites usados
los más recomendables son las que permiten la regeneración del
aceite para su aplicación como aceite de base (tecnologías de re-
refino), aunque debe considerarse que algunas de las tecnologías de
re-refino (por ejemplo, la de ácido-arcilla), utilizan procesosque
generan corrientes residuales que por sus características deben ser
tratados adecuadamente.
2° Los aceites de base obtenidos a partir de tecnologías modernas
consiguen los niveles de calidad que exige el mercado, siendo
competitivos si se comparan con los aceites de base vírgenes, de
manera que hay una tendencia creciente en cuanto a su utilización en
motores.
3° La utilización de aceites de base de re-refino conlleva una reducción
de la cantidad de aceites de base vírgenes a producir, y por tanto las
necesidades de petróleo también son menores. Existen estudios que
indican que el consumo energético en la producción de aceites de
114

base vírgenes es tres veces superior a las necesidades requeridas
para obtener la misma cantidad de aceites de base re-refinados.
4° Para obtener beneficios reales de los análisis de aceite es
indispensable tener personal entrenado para interpretar los
resultados. Ejecutar y hacer seguimiento a las recomendaciones
desprendidas del resultado de análsisde aceite.
5° El análisis de aceite no es un fin en si. Solamente vale cuando los
resultados son bien explicados en forma útil para los operarios. Los
términos usados y las recomendaciones tienen que ser accionables.
El analista tiene que estar disponible para discutir los resultados y
ofrecer sugerencias personalizadas.
6° El éxito del analisis de aceite depende de un buen muestreo.Es
necesario entrenamiento y un procedimiento estándar para la toma de
las muestras. Identificación de los puertos y sitios de muestreo, para
siempre tomar las muestras del mismo sitio.
7° Una frecuencia de muestreo bien seleccionada, de acuerdo con los
requerimientos y necesidades de cada equipo.
8° Por medio de un análisis de aceite usado podemos corroborar el
estado de un lubricante en uso. Asi mismo podemos determinar si el
115
componente está sufriendo algún tipo de desgaste lo que puede
provocar una falla catastrófica posterior.
9° El objetivo fundamental de un análisis de aceite usado es prevenir un
mantenimiento mayor en un componente, ya sea este un motor,
compresor, turbina, reductor; determinando el estado del aceite y los
posibles desgastes existentes, ayudando a evitar una costosa
reparación.
10° La utilización de las técnicas de análisis de aceite permiten corregir
problemas a nivel incipiente atacando el problema en su génesis,
reduciendo considerablemente los daños que de otra manera seria
difícil evitar y rediseñar el programa de mantenimiento preventivo.
11° Ayuda a controlar o vigilar las prácticas de mantenimiento, mediante
el análisis de aceite usado es muy fácil de detectar cuando el
lubricante o los filtros de aceite, aire o combustible han sido
cambiados o no, lo que motiva a la realización de un programa de
mantenimiento serio y honesto por parte de las personas que lo
realizan.
116

RECOMENDACIONES
1° Difundir o dar a conocer los beneficios y ventajas que permite
alcanzar el análisis del aceite usado, en las áreas de mantenimiento,
stock de repuestos, ahorro de dinero y tiempo.
2° Capacitar a las personas relacionadas con el mantenimiento de
motores, para que puedan realizar sus propias interpretaciones de
resultados, tomar decisiones con toda seguridad y garantía de parte
de sus proveedores, en temas como duración de la vida útil tanto del
lubricante como de filtros, adecuado plan y control de mantenimiento.
3° Capacitar a las personas encargadas de la toma de muestras, como
realizar las tomas y que métodos son los más aconsejados y bajo que
circunstancias. Recalcar la importancia de una buena muestra de
aceite, que sea homogénea, representativa, con los datos completos
y veraces, para obtener resultados fiables.
4° Dar la importancia debida a los reportes de análisis, de esto depende
el buen desempeño del motor, en ocasiones, por desconocimiento los
117

reportes son ignorados, presentándose serias averías en los motores
que pudieron evitarse con un mantenimiento preventivo o una acción
correctiva.
5° Tener en cuenta el procedimiento correcto de cómo hacer la
extracción de la muestra, ya que más del 25% de los problemas que
presentan los resultados de los análisis se deben a tomas incorrectas
de la muestra.
6° Hay factores que influyen en los resultados del analisis de aceite
como el tiempo de demora entre la toma de la muestra y su entrega
para el análisis. Se debe procurar la entrega inmediata de la muestra
y de los resultados para no perder el objetivo central que es prevenir
las fallas y averías.
7° Ademas las muestras deben estar debidamente etiquetadas, se debe
usar un codigo para cada MCI y mantenerlo para poder crear una
base de datos que permita ver las tendencias. Un único analisis de
aceite no es de mucha ayuda.
8° Si el tipo de aceite a analizar no es comercial, es recomendable se
proporcione una muestra adicional del lubricante NUEVO como
referencia.
118
BIBLIOGRAFIA
[1].- BENAVENTE R. (199). Gonzalo. “Aceite Lubricante Usado”. Bravo
Energy Chile S.A. Boletín Nº 2.
[2].- De Vita Y. (1995). “Aditivos para Lubricantes para Motores a
gasolina”. Universidad de los Andes, Facultad de Ingenieria, Merida –
Venezuela, p 37.
[3].- FLOREZ PIEDRAHITA, Carlos Arturo. Transformación de los aceites
usados para su utilización como energéticos en procesos de combustión.
En: Escenarios Y Estrategias. Bogotá. Diciembre de 2001 No 8. p. 28 –
32.
[4].- Jaramillo S. L. et al (2011) “Análisis Técnico de la Vida Útil de un
Lubricante de Aceite Mineral para Motor de Combustión Interna a
Gasolina” , Universidad Politécnico Salesiana, Cuenca Ecuador, p 172.
119
[5].- NERVO M, Gustavo. (2011). “Reproceso y Comercializacion de
Aceite Lubricante Usado”, Universidad del CEMA, Buenos Aires,
Argentina, p 77
[6].- ORLINA A.,C. (1984). “Motores de Combustion Interna –
Construcción y Calculo de Resistencia”. Editorial Mashinoestraenia,
Moscú, Rusia, p 382
[7].- PANTOJA, José Luis Martín y MORENO, Pilar Matías. (1995) ¿Qué
se hace en España con los aceites usados? En: Ingeniería Química. p.
113-117
[8].- RAMÍREZ, Jairo Antonio. “Recuperación de aceites lubricantes para
automotores a partir de aceites usados y desechados, utilizando procesos
físico-químicos”. Tesis (ingeniero químico). Universidad de Antioquia.
[9].- RAMOS Juan Luis y ROJO Fernando. (1990) “Biodegradación e
ingeniería genética”. En: Investigación y ciencia 164. p. 72-79
[10].- RUIZ, Ernesto. (1991). “Aceites lubricantes para motores a
gasolina.” En: Curso de educación continuada fundamentos básicos de
lubricación. Bogotá D.E. Pit & Quarry. 2000 Equipment & Tech Handbook.
Vol. 92 Issue 6, p. 126
PAGINAS WEB CONSULTADAS
[11].- Lubricación, Disponible en: www.rebrija.es , p 23, pagina
120

visitada 14/11/2013.
[12].- Lubricación y Lubricantes, Disponible en:
www.industriales.utu.edu.uy , p 23, página visitada 15/11/2013.
ANEXOS
121

ANEXO I
SIMBOLOS Y ABREVIATURAS
1.1 API: “American Petroleum Institute”
1.2 ASTM: “American Society for Testing and Materials” (Sociedad
Americana para Pruebas y Materiales)
1.3 SAE: “Society of Automotive Engineers” (Sociedad de Ingenieros
Automotrices)
1.4 ISO: “International Organization for Standardization” (Organizacion
Internacional para la Normalizacion)
1.5 IEC: “International Electrotechnical Commission” (Comision
Electrotecnica Internacional)
122

1.6 HTHS: Siglas en ingles de “alta temperatura y alto efecto de corte o
cizallamiento”
1.7 cSt: Centistokes
1.8 mg: Miligramos
1.9 ml: Mililitros
1.10 mPa: Milipascal
1.11 ppm: partícula por millón
1.12 um: micras
123

ANEXO II
PROCESO DE RECOLECCION DE ACEITE AUTOMOTRIZ USADO
124
ANEXO III
COTIZACION ANALISIS DE ACEITE SGS DEL PERU SAC
125

ANEXO IV
COTIZACION BOMBA DE VACIO – ADEMINSAC
126

ANEXO V
COTIZACION MANGUERAS – NEUMATEC PERU SAC
127
ANEXO VI
CONSIDERACIONES SOBRE EL SERVICIO DE ANALISIS DE ACEITE
SGS DEL PERU SAC
128
Top Related