Yared - Inventarios
15
CONTROL DE INVENTARIOS POR INCREMENTOS (PUSH) Comencemos a desarrollar métodos para controlar niveles de inventario mediante la filosofía de incrementos (push). Recordemos que este método es apropiado cuando las cantidades de producción o de compra exceden los requerimientos a corto plazo de los inventarios a los que tienen que enviarse dichas cantidades. Si estas cantidades no pueden ser almacenadas en el lugar de la producción por falta de espacio o por cualquier otra razón, entonces deben asignarse a los puntos de abastecimiento, esperando que de alguna manera tenga buen sentido económico. Los incrementos (push) también son un método razonable para el control de inventarios donde la producción o la compra es la fuerza dominante en el momento de determinar las cantidades de reaprovisionamiento. En cualquier caso, necesitamos hacernos las siguientes preguntas: ¿Cuánto inventario debería mantenerse encada punto de abastecimiento? ¿Qué cantidad de un pedido de compra o de una producción debería colocarse en cada punto de abastecimiento? ¿Cómo se distribuiría el exceso de suministro sobre los requerimientos entre los puntos de abastecimiento? Un método para incrementar cantidades en los puntos de abastecimiento incluye los siguientes pasos: 1. Determinar, mediante pronósticos u otros medios, los requerimientos para el periodo comprendido entre el momento actual y el siguiente periodo de producción o de compra del vendedor. 2. Hallarlas cantidades disponibles actuales en cada punto de abastecimiento. 3. Establecer el nivel de disponibilidad de existencias encada punto de almacenamiento. 4. Calcular los requerimientos totales a partir del pronóstico más las cantidades adicionales necesarias para cubrir las incertidumbres en el pronóstico de la demanda. 5. Determinar los requerimientos netos como la diferencia entre los requerimientos totales y las cantidades disponibles. 6. Distribuir el exceso de los requerimientos netos totales a los puntos de abastecimiento en base a la tasa promedio de demanda, es decir, la demanda pronosticada. 7. Sumar los requerimientos netos y prorratear las cantidades excedentes para hallar la cantidad que se va a asignar a cada punto de abastecimiento. Ejemplo Cuando los barcos atuneros son enviados a los bancos de pesca, un empacador de pro- ductos de atún tiene que procesar todo el atún capturado, dado que el almacenaje es limitado, y por
-
Upload
humberto-moreno -
Category
Documents
-
view
116 -
download
0
Transcript of Yared - Inventarios
CONTROL DE INVENTARIOS POR INCREMENTOS (PUSH)
Comencemos a desarrollar métodos para controlar niveles de inventario mediante la filosofía de incrementos (push). Recordemos que este método es apropiado cuando las cantidades de producción o de compra exceden los requerimientos a corto plazo de los inventarios a los que tienen que enviarse dichas cantidades. Si estas cantidades no pueden ser almacenadas en el lugar de la producción por falta de espacio o por cualquier otra razón, entonces deben asignarse a los puntos de abastecimiento, esperando que de alguna manera tenga buen sentido económico. Los incrementos (push) también son un método razonable para el control de inventarios donde la producción o la compra es la fuerza dominante en el momento de determinar las cantidades de reaprovisionamiento. En cualquier caso, necesitamos hacernos las siguientes preguntas: ¿Cuánto inventario debería mantenerse encada punto de abastecimiento? ¿Qué cantidad de un pedido de compra o de una producción debería colocarse en cada punto de abastecimiento? ¿Cómo se distribuiría el exceso de suministro sobre los requerimientos entre los puntos de abastecimiento? Un método para incrementar cantidades en los puntos de abastecimiento incluye los siguientes pasos: 1. Determinar, mediante pronósticos u otros medios, los requerimientos para el periodo comprendido entre el momento actual y el siguiente periodo de producción o de compra del vendedor. 2. Hallarlas cantidades disponibles actuales en cada punto de abastecimiento. 3. Establecer el nivel de disponibilidad de existencias encada punto de almacenamiento. 4. Calcular los requerimientos totales a partir del pronóstico más las cantidades adicionales necesarias para cubrir las incertidumbres en el pronóstico de la demanda. 5. Determinar los requerimientos netos como la diferencia entre los requerimientos totales y las cantidades disponibles. 6. Distribuir el exceso de los requerimientos netos totales a los puntos de abastecimiento en base a la tasa promedio de demanda, es decir, la demanda pronosticada. 7. Sumar los requerimientos netos y prorratear las cantidades excedentes para hallar la cantidad que se va a asignar a cada punto de abastecimiento.
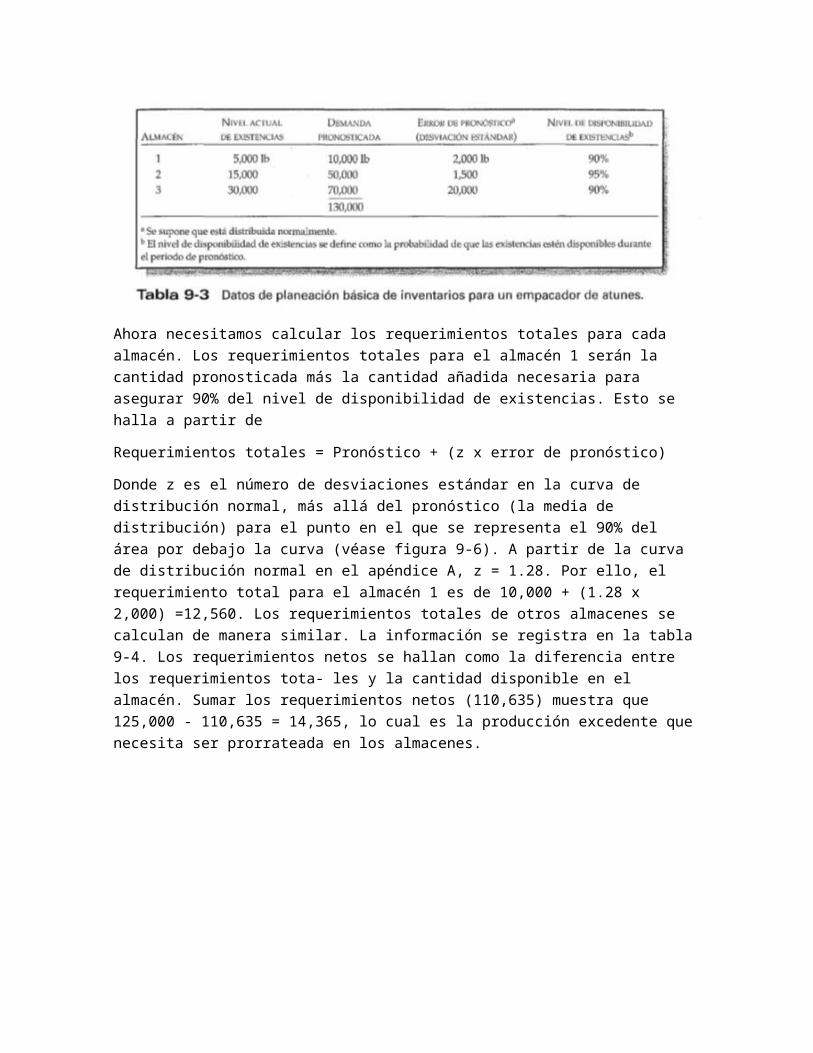
Ejemplo Cuando los barcos atuneros son enviados a los bancos de pesca, un empacador de pro- ductos de atún tiene que procesar todo el atún capturado, dado que el almacenaje es limitado, y por razones competitivas la compañía no quiere vender el exceso de este valioso producto a otros empacadores. Por lo tanto, este empacador procesa todo el pescado capturado por la flota, y luego asigna la producción a sus tres almacenes de campo sobre una base mensual. En la planta sólo hay suficiente almacenamiento para la demanda de un mes. La producción actual es de 125,000 libras. Para el mes siguiente se pronosticaron las necesidades de cada almacén, se comprobaron los niveles actuales de existencias y se anotó el nivel deseado de disponibilidad de existencias para cada almacén. Los datos se muestran en la tabla 9-3.

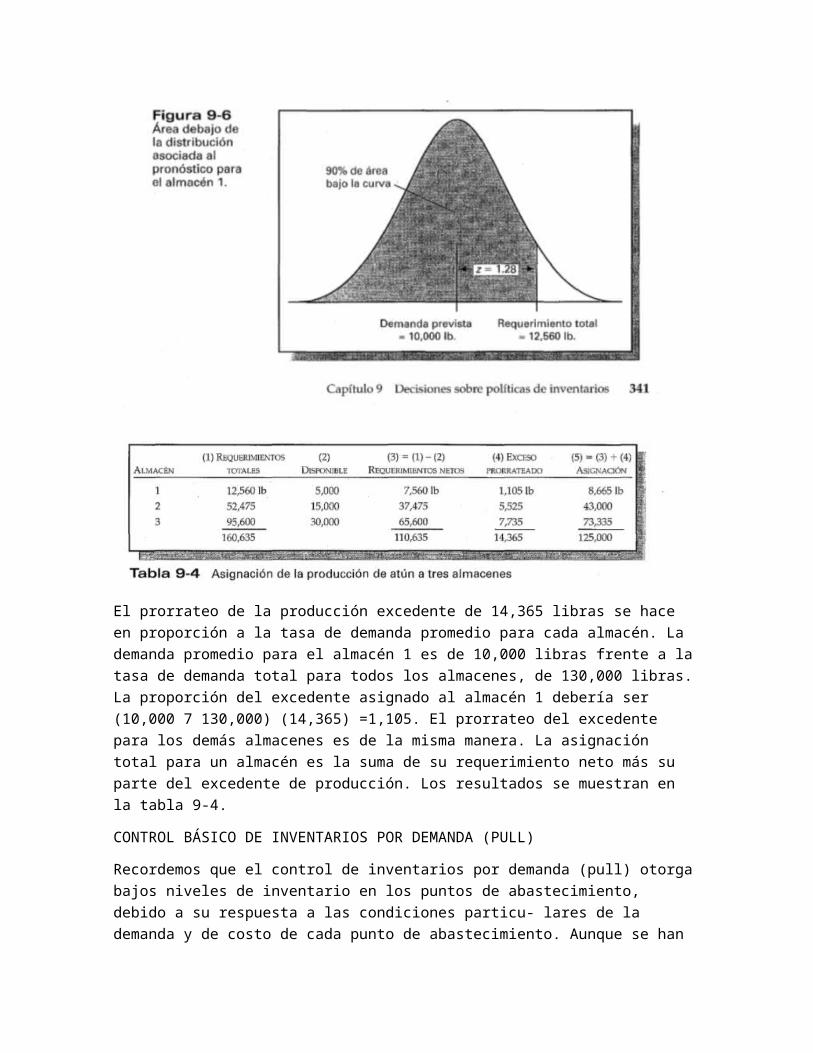
Ahora necesitamos calcular los requerimientos totales para cada almacén. Los requerimientos totales para el almacén 1 serán la cantidad pronosticada más la cantidad añadida necesaria para asegurar 90% del nivel de disponibilidad de existencias. Esto se halla a partir de
Requerimientos totales = Pronóstico + (z x error de pronóstico)
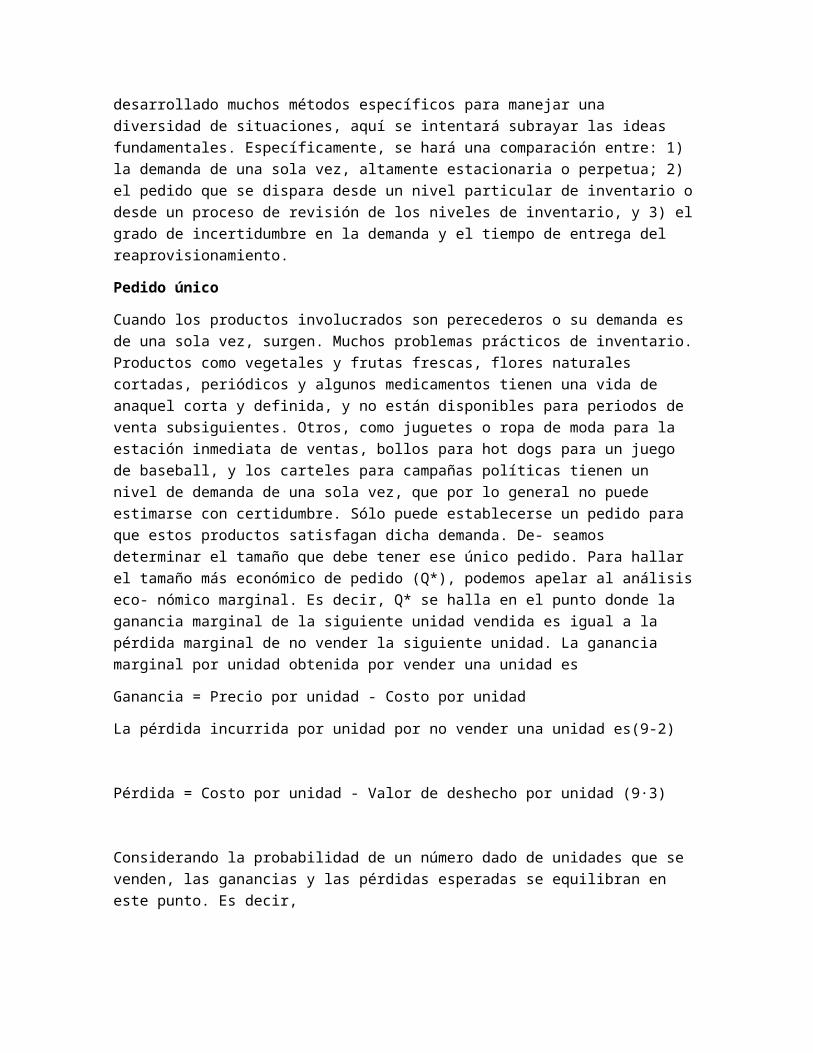
Donde z es el número de desviaciones estándar en la curva de distribución normal, más allá del pronóstico (la media de distribución) para el punto en el que se representa el 90% del área por debajo la curva (véase figura 9-6). A partir de la curva de distribución normal en el apéndice A, z = 1.28. Por ello, el requerimiento total para el almacén 1 es de 10,000 + (1.28 x 2,000) =12,560. Los requerimientos totales de otros almacenes se calculan de manera similar. La información se registra en la tabla 9-4. Los requerimientos netos se hallan como la diferencia entre los requerimientos tota- les y la cantidad disponible en el almacén. Sumar los requerimientos netos (110,635) muestra que 125,000 - 110,635 = 14,365, lo cual es la producción excedente que necesita ser prorrateada en los almacenes.
El prorrateo de la producción excedente de 14,365 libras se hace en proporción a la tasa de demanda promedio para cada almacén. La demanda promedio para el almacén 1 es de 10,000 libras frente a la tasa de demanda total para todos los almacenes, de 130,000 libras. La proporción del excedente asignado al almacén 1 debería ser (10,000 7 130,000) (14,365) =1,105. El prorrateo del excedente para los demás almacenes es de la misma manera. La asignación total para un almacén es la suma de su requerimiento neto más su parte del excedente de producción. Los resultados se muestran en la tabla 9-4.
CONTROL BÁSICO DE INVENTARIOS POR DEMANDA (PULL)
Recordemos que el control de inventarios por demanda (pull) otorga bajos niveles de inventario en los puntos de abastecimiento, debido a su respuesta a las condiciones particu- lares de la demanda y de costo de cada punto de abastecimiento. Aunque se han desarrollado muchos métodos específicos para manejar una diversidad de situaciones, aquí se intentará subrayar las ideas fundamentales. Específicamente, se hará una comparación entre: 1) la demanda de una sola vez, altamente estacionaria o perpetua; 2) el pedido que se dispara desde un nivel particular de inventario o desde un proceso de revisión de los niveles de inventario, y 3) el grado de incertidumbre en la demanda y el tiempo de entrega del reaprovisionamiento.
Pedido único
Cuando los productos involucrados son perecederos o su demanda es de una sola vez, surgen. Muchos problemas prácticos de inventario. Productos como vegetales y frutas frescas, flores naturales cortadas, periódicos y algunos medicamentos tienen una vida de anaquel corta y definida, y no están disponibles para periodos de venta subsiguientes. Otros, como juguetes o ropa de moda para la estación inmediata de ventas, bollos para hot dogs para un juego de baseball, y los carteles para campañas políticas tienen un nivel de demanda de una sola vez, que por lo general no puede estimarse con certidumbre. Sólo puede establecerse un pedido para que estos productos satisfagan dicha demanda. De- seamos determinar el tamaño que debe tener ese único pedido. Para hallar el tamaño más económico de pedido (Q*), podemos apelar al análisis eco- nómico marginal. Es decir, Q* se halla en el punto donde la ganancia marginal de la siguiente unidad vendida es igual a la pérdida marginal de no vender la siguiente unidad. La ganancia marginal por unidad obtenida por vender una unidad es
Ganancia = Precio por unidad - Costo por unidad
La pérdida incurrida por unidad por no vender una unidad es(9-2)
Pérdida = Costo por unidad - Valor de deshecho por unidad (9·3)
Considerando la probabilidad de un número dado de unidades que se venden, las ganancias y las pérdidas esperadas se equilibran en este punto. Es decir,
CPn (pérdida) = (1 - CPn) (ganancia) (9-4)
Dónde CPn representa la frecuencia acumulada de vender al menos n unidades del producto. Resolviendo la expresión anterior para CP I1, tenemos
Esto significa que deberíamos continuar incrementando la cantidad de pedido hasta que la probabilidad acumulada de vender unidades adicionales iguale la relación de ganancia -7- (ganancia + pérdida).
Ejemplo Una tienda de comestibles estima que venderá la próxima semana 100 libras (45 kg) de su ensalada de papa especialmente preparada. La distribución de la demanda normalmente es distribuida con una desviación estándar de 20 libras (9 kg). El supermercado puede vender la ensalada a $5.99 la libra. Paga $2.50 por libra de los ingredientes. Dado que no se usan conservadores, cualquier ensalada no vendida se da para caridad de manera gratuita. Hallar la cantidad que se debe preparar para maximizar las ganancias requiere que calculemos primero CPn• Es decir,
Ganancia
A partir de la curva de distribución normal (apéndice A), la Q* óptima está en el punto de 58.3% del área debajo de la curva (véase figura 9-7). Este es un punto donde z = 0.21. La cantidad de preparación de la ensalada debería ser
Q* = 100 lb + 0.21 (20 lb) = 104.2 lb
Cuando la demanda es discreta, la cantidad de pedido puede estar entre valores en- teros. En tales casos, redondearemos Q a la siguiente unidad superior para asegurar que al menos CP11 se cumple.
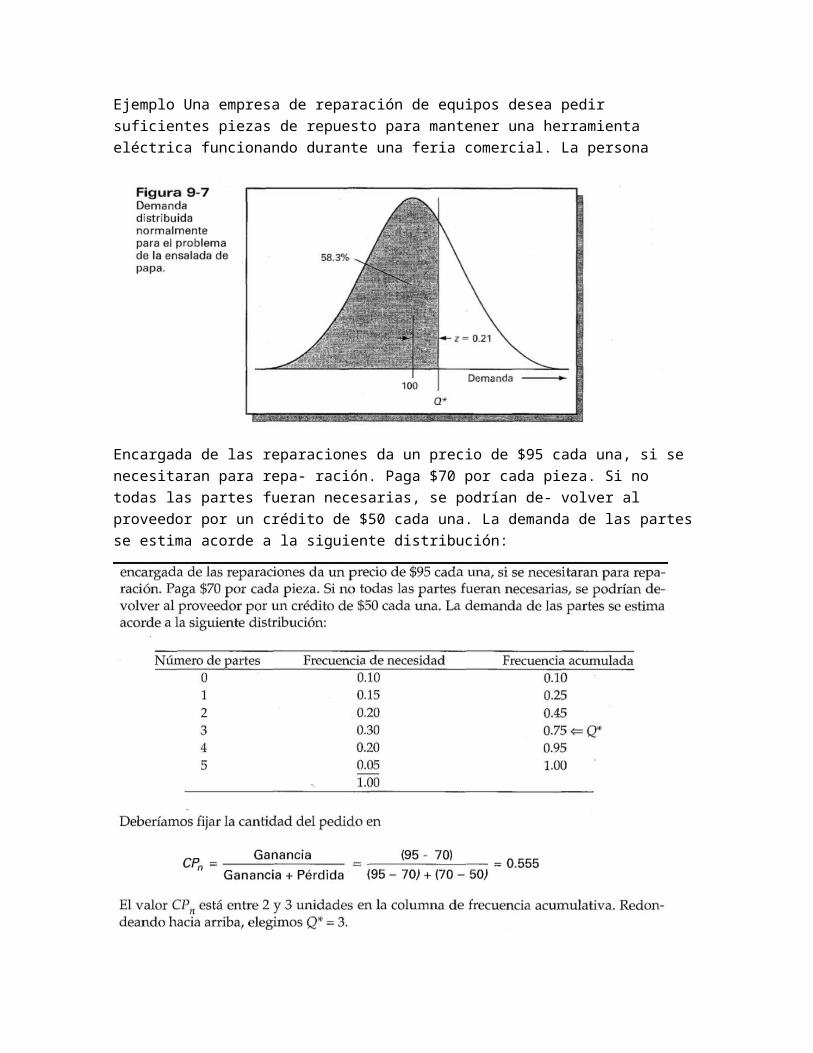
Ejemplo Una empresa de reparación de equipos desea pedir suficientes piezas de repuesto para mantener una herramienta eléctrica funcionando durante una feria comercial. La persona
Encargada de las reparaciones da un precio de $95 cada una, si se necesitaran para repa- ración. Paga $70 por cada pieza. Si no todas las partes fueran necesarias, se podrían de- volver al proveedor por un crédito de $50 cada una. La demanda de las partes se estima acorde a la siguiente distribución:
Pedidos repetitivos
En contraste con la demanda que ocurre periódicamente o quizás sólo una vez, la deman- da puede ser perpetua. Los pedidos de reaprovisionamiento de inventarios se repiten en el tiempo y pueden suministrarse completos de manera instantánea, o bien, los artículos de los pedidos pueden suministrarse en el tiempo. Se ilustran ambos casos.
Reabastecimiento Instantáneo
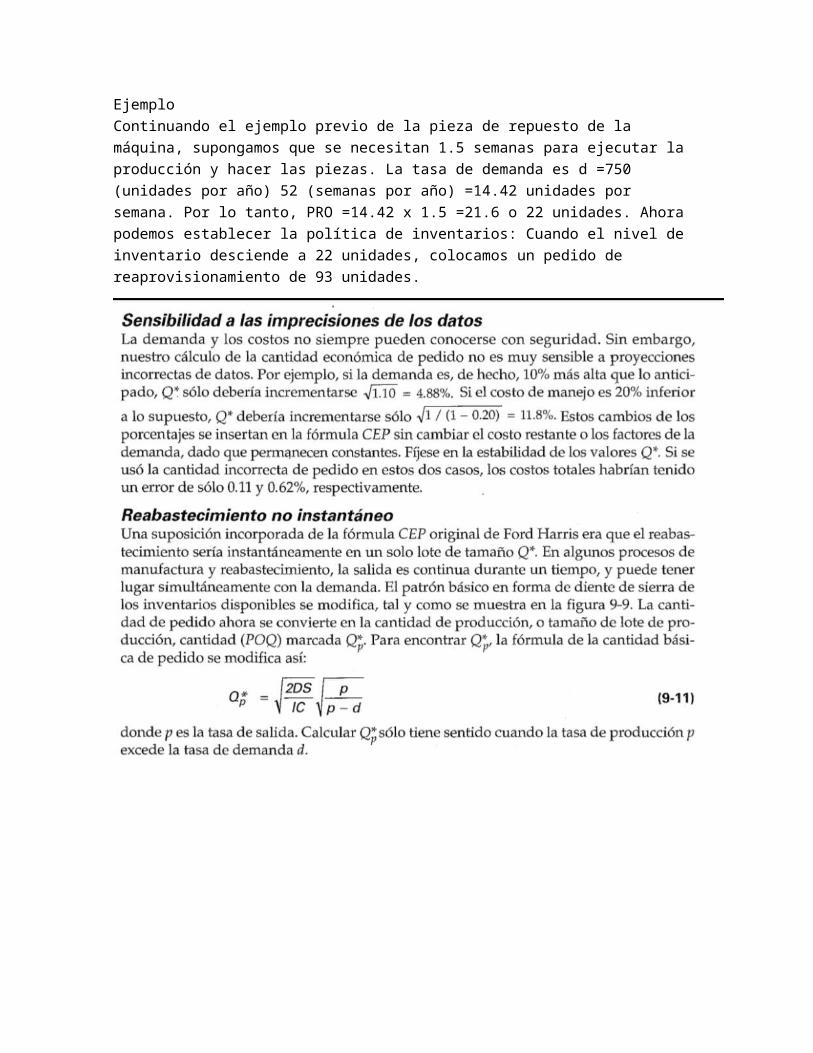
Cuando la demanda es continua y la tasa es esencialmente constante, el control de los ni- veles de inventario se realiza especificando: 1) la cantidad que se usará para reaprovisionar el inventario según una base periódica, y 2) la frecuencia de reaprovisionamiento del inventario. Es un problema equilibrar los patrones de costo en conflicto. En el caso más sencillo, se requiere equilibrar los costos de adquisición frente a los costos de manejo, como se muestra en la figura 9-5. Desde 1913, Ford Harris reconoció este problema en su trabajo en Westinghouse. El modelo que desarrolló para hallar la cantidad óptima de pedido se ha conocido como la fórmula básica de la cantidad económica de pedido (CEP)4, y sirve como base para muchas de las políticas de inventario del método de demanda (pull) usadas actualmente en la práctica. La fórmula básica CEP se desarrolla a partir de una ecuación de costo total que involucra el costo de adquisición y el costo de manejo de inventario. Se expresa como
Donde
Costo total = costo de adquisición + costo de manejo
TC O S + ICQ Q 2
(9-6)
TC = costo pertinente total y anual del inventario, en dólaresQ = tamaño del pedido para reaprovisionar el inventario, en unidades O = demanda anual de artículos, que ocurre a una tasa cierta y constante en el tiempo, en unidades/año S = costo de adquisición, en dólares/pedido C = valor del artículo manejado en inventario, en dólares/unidad l= costo de manejo como porcentaje del valor del artículo, porcentaje/año
El término D/Q representa el número de veces al año que se coloca un pedido de reaprovisionamiento en su fuente de suministro. El término Q/2 es la cantidad promedio del inventario disponible. Como Q varía de tamaño, un costo sube cuando el otro baja. Puede mostrarse matemáticamente que existe una cantidad óptima de pedido (Q*) cuando los dos costos están en equilibrio y resulta el costo total mínimo. La fórmula para esta CEP es
Ejemplo Un fabricante de herramientas eléctricas industriales suministra piezas de repuesto de su inventario. Para una pieza en particular, se espera que la demanda anual sea de 750 uni- dades. Los costos de preparación de la máquina son $50, los costos de manejo son el 25% anual, y la pieza se valúa en el inventario a $35 cada una. La cantidad económica de pedi- do colocada en la producción es
Este tamaño de pedido se espera que se coloque en producción cada T* =Q*/ D =92.58/ 750 =0.12 años, o 0.12 (años) - 52 (semanas al año) =6.4 semanas. Por razones prácticas, se redondea a 6 o 7 semanas, con algún ligero incremento en los costos totales.
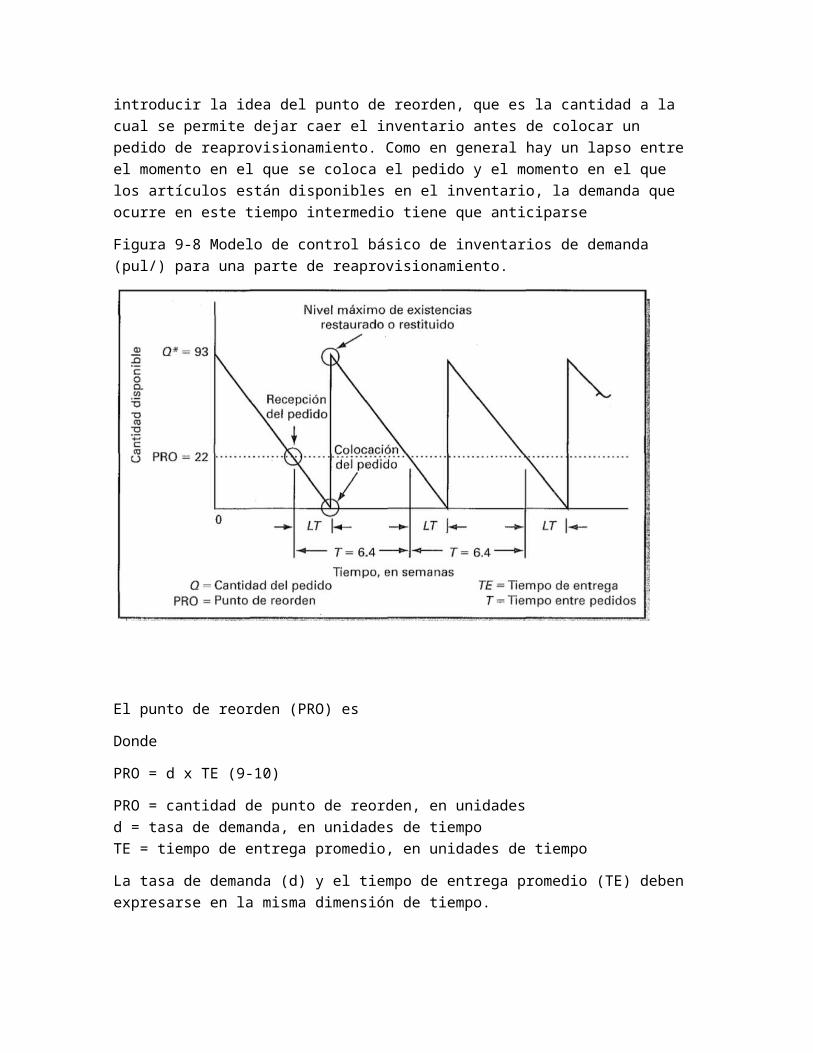
Tiempo de entrega para reabastecimiento Usando esta fórmula como parte de un procedimiento de control básico de inventarios, vemos que surge un patrón con forma de diente de sierra de reducción y reaprovisionamiento de inventarios, como se ilustra en la figura 9-8. Ahora podemos introducir la idea del punto de reorden, que es la cantidad a la cual se permite dejar caer el inventario antes de colocar un pedido de reaprovisionamiento. Como en general hay un lapso entre el momento en el que se coloca el pedido y el momento en el que los artículos están disponibles en el inventario, la demanda que ocurre en este tiempo intermedio tiene que anticiparse
Figura 9-8 Modelo de control básico de inventarios de demanda (pul/) para una parte de reaprovisionamiento.
El punto de reorden (PRO) es
Donde
PRO = d x TE (9-10)
PRO = cantidad de punto de reorden, en unidades d = tasa de demanda, en unidades de tiempo TE = tiempo de entrega promedio, en unidades de tiempo
La tasa de demanda (d) y el tiempo de entrega promedio (TE) deben expresarse en la misma dimensión de tiempo.
Ejemplo Continuando el ejemplo previo de la pieza de repuesto de la máquina, supongamos que se necesitan 1.5 semanas para ejecutar la producción y hacer las piezas. La tasa de demanda es d =750 (unidades por año) 52 (semanas por año) =14.42 unidades por semana. Por lo tanto, PRO =14.42 x 1.5 =21.6 o 22 unidades. Ahora podemos establecer la política de inventarios: Cuando el nivel de inventario desciende a 22 unidades, colocamos un pedido de reaprovisionamiento de 93 unidades.
Dos métodos de control de inventarios forman la base para la mayor parte de las filoso- fías de manejo de tipo demanda (pull) con patrones de demanda perpetua. Estas son: 1) el método del punto de reorden, y 2) el método de revisión periódica. Los sistemas prácticos de control pueden basarse en cualquiera de estos métodos o en una combinación de ellos.
Modelo del punto de reorden con demanda incierta
Hallar Q* y PRO El control de inventarios por punto de reorden supone que la demanda es perpetua y actúa continuamente en el inventario para reducir su nivel. Cuando el inventario se reduce hasta el punto en el que su nivel es igualo menor que una cantidad específica llamada el punto de reorden, se coloca una cantidad económica de pedido de Q* en el punto de su- ministro para reponer el inventario. El nivel efectivo de inventario en un momento determinado del tiempo es la cantidad disponible más la cantidad del pedido, menos cualquier obligación contra el inventario, como pedidos pendientes del cliente o asignaciones para producción o para los clientes. La cantidad total de Q* llega a un punto en el tiempo que se compensa por el tiempo intermedio. Entre el momento en el que se reabastece el pedido al punto de reorden y cuando el mismo llega al stock, hay riesgo de que la demanda ex- ceda a la cantidad que queda en el inventario. La probabilidad de que esto ocurra se con- trola elevando o descendiendo el punto de reorden y ajustando Q*. En la figura 9-10, la operación del sistema de punto de reorden se ilustra para un so- lo artículo, donde la demanda durante el tiempo intermedio se conoce sólo al grado de una distribución de probabilidad normal. Esta demanda durante la distribución del tiempo de entrega (DDLT, por sus siglas en inglés) tiene un punto medio de X' y una desvia-