Validación ciclos Esterilización cuba.pdf
4
1/4 VALIDACIÓ N DE CICLOS DE ESTERILIZACIÓ N EN AUTOCLAVES J. A. Padró n, M. E. Reyes, C. E. Gandolff Grupo Nacional de Validació n - Instituto Finlay Ave. 25 # 222A14 e/ 222A y 230, La Coronela, La Lisa, AP 13600. [email protected] RESUMEN Se estudió el proceso de esterilizació n realizado en una autoclave de una instalació n farmacé utica. Como parte del estudio se llevó a cabo una revisió n acerca de la esterilidad, sus aspectos teó ricos y de los procesos de esterilizació n en equipos empleados a escala de producció n. Se describen conceptos fundamentales, particularmente el concepto de Fo y su empleo, en la evaluació n de la efectividad de un proceso de esterilizació n. El diseñ o de un protocolo de validació n y la posterior ejecució n de é ste, permitió aplicar un mé todo cientí fico en las diversas fases del estudio. Las corridas experimentales se realizaron por triplicado, registrá ndose automá ticamente las temperaturas de 16 canales de medició n; durante estas etapas se calculó , en tiempo real, el tiempo equivalente (Fo), en cada uno de los canales y simultá neamente se realizó un desafí o con un indicador bioló gico. Los resultados experimentales demostraron la efectividad de los procesos estudiados, con los patrones de carga definidos, así como la configuració n de los ciclos del esterilizador. Las conclusiones de este estudio, son aplicables tambié n en los entornos hospitalarios. Palabras clave: tiempo equivalente, esterilizació n, validació n, biondicadores, , perfil de temperatura. 1. INTRODUCCIÓ N El objetivo de una instalació n productora de formas farmacé uticas esté riles es fabricar un producto libre de microorganismos capaces de reproducirse en el propio producto o despué s de su administració n a un paciente. Para lograr este objetivo la fabricació n de soluciones parenterales es tí picamente acompañ ada de una esterilizació n terminal o mediante procesamiento asé ptico, sin embargo ambos procesos tienen sus limitaciones. Los procesos de esterilizació n terminal no son aplicables a los productos termosensibles por la degradació n que sufren debido a la acció n del calor. Por otro lado, el procesamiento asé ptico ha estado histó ricamente asociado con fallos en la esterilidad y el retiro de productos del mercado [2]. Independientemente del mé todo utilizado para lograr la esterilidad de un producto, es indiscutible la importancia que tiene el equipamiento empleado en este proceso, ocupando un lugar fundamental las autoclaves ó esterilizadores. Es debido a esto que la calificació n de los equipos involucrados y la validació n de los procesos ejecutados en ellos, sean de sumo interé s para garantizar la calidad y seguridad de los productos farmacé uticos. Ademá s, las regulaciones nacionales e internacionales establecen que todos los procesos crí ticos deben ser validados, haciendo marcado é nfasis en los procesos de esterilizació n. Los esterilizadores modernos son diseñ ados y fabricados bajo estrictas normas y cuentan ademá s de los dispositivos de seguridad y de otras caracterí sticas que aseguran la fiabilidad de los procesos, con un sistema de control completamente automatizado que se ocupa no só lo de la ejecució n de todas y cada una de las etapas de un ciclo de esterilizació n, sino tambié n de la verificació n de las condiciones de operació n para evitar dañ os en el equipo, en el proceso e incluso en el operador [1]. Una particularidad importante es que estos sistemas de control permiten el registro, en papel o en formato electró nico, de todos los pará metros de los ciclos ejecutados, lo cual ademá s de ser un requisito exigido por las regulaciones y las Buenas Prá cticas de Producció n, permite la detecció n de posibles condiciones de fallo, aú n antes de que ocurran. Otro aspecto importante en el control de los ciclos de esterilizació n, mediante vapor saturado, es que ademá s del tradicional control mediante la combinació n tiempo- temperatura es posible controlar por un pará metro denominado “ tiempo equivalente” . Esta variante es de suma importancia en los procesos de esterilizació n donde la carga sea termolá bil, pues evita una exposició n prolongada al calor. Este enfoque es usualmente es empleado en el caso de lí quidos. La esterilizació n por vapor saturado es el mecanismo mejor comprendido para la destrucció n de la vida microbiana. Es el mé todo preferido en equipos que puedan operar en el rango de 120 a 135 ° C. Aunque existen aú n diferencias entre los especialistas, en cuanto al mecanismo de muerte a escala molecular, hay un acuerdo universal acerca de los tres pará metros crí ticos que afectan la esterilizació n: tiempo, temperatura y humedad [5]. Cuando una població n grande de cé lulas bacterianas, esporas o virus, son expuestos al vapor saturado a una temperatura fija el nú mero de sobrevivientes puede ser determinado como una funció n del tiempo de exposició n. La temperatura afecta dramá ticamente la tasa de muerte. Al aumentar la temperatura la resistencia de los microorganismos disminuye sensiblemente, por lo que en la misma unidad de tiempo se observa una acentuada disminució n de su població n. El efecto de la humedad en la esterilizació n por calor es evidenciada por las grandes diferencias observadas en las temperaturas requeridas por la esterilizació n mediante
-
Upload
luisa-fernanda-quiceno-giraldo -
Category
Documents
-
view
29 -
download
0
Transcript of Validación ciclos Esterilización cuba.pdf

1/4
VALIDACIÓ N DE CICLOS DE ESTERILIZACIÓ N EN AUTOCLAVES
J. A. Padró n, M. E. Reyes, C. E. Gandolff
Grupo Nacional de Validació n - Instituto Finlay Ave. 25 # 222A14 e/ 222A y 230, La Coronela, La Lisa, AP 13600. [email protected]
RESUMEN Se estudió el proceso de esterilizació n realizado en una autoclave de una instalació n farmacéutica. Como parte del estudio se llevó a cabo una revisió n acerca de la esterilidad, sus aspectos teó ricos y de los procesos de esterilizació n en equipos empleados a escala de producció n. Se describen conceptos fundamentales, particularmente el concepto de Fo y su empleo, en la evaluació n de la efectividad de un proceso de esterilizació n. El diseño de un protocolo de validació n y la posterior ejecució n de éste, permitió aplicar un método científico en las diversas fases del estudio. Las corridas experimentales se realizaron por triplicado, registrándose automáticamente las temperaturas de 16 canales de medició n; durante estas etapas se calculó , en tiempo real, el tiempo equivalente (Fo), en cada uno de los canales y simultáneamente se realizó un desafío con un indicador bioló gico. Los resultados experimentales demostraron la efectividad de los procesos estudiados, con los patrones de carga definidos, así como la configuració n de los ciclos del esterilizador. Las conclusiones de este estudio, son aplicables también en los entornos hospitalarios. Palabras clave: tiempo equivalente, esterilizació n, validació n, biondicadores, , perfil de temperatura.
1. INTRODUCCIÓ N El objetivo de una instalació n productora de formas
farmacéuticas estériles es fabricar un producto libre de microorganismos capaces de reproducirse en el propio producto o después de su administració n a un paciente. Para lograr este objetivo la fabricació n de soluciones parenterales es típicamente acompañada de una esterilizació n terminal o mediante procesamiento aséptico, sin embargo ambos procesos tienen sus limitaciones.
Los procesos de esterilizació n terminal no son aplicables a los productos termosensibles por la degradació n que sufren debido a la acció n del calor. Por otro lado, el procesamiento aséptico ha estado histó ricamente asociado con fallos en la esterilidad y el retiro de productos del mercado [2].
Independientemente del método utilizado para lograr la esterilidad de un producto, es indiscutible la importancia que tiene el equipamiento empleado en este proceso, ocupando un lugar fundamental las autoclaves ó esterilizadores. Es debido a esto que la calificació n de los equipos involucrados y la validació n de los procesos ejecutados en ellos, sean de sumo interés para garantizar la calidad y seguridad de los productos farmacéuticos.
Además, las regulaciones nacionales e internacionales establecen que todos los procesos críticos deben ser validados, haciendo marcado énfasis en los procesos de esterilizació n.
Los esterilizadores modernos son diseñados y fabricados bajo estrictas normas y cuentan además de los dispositivos de seguridad y de otras características que aseguran la fiabilidad de los procesos, con un sistema de control completamente automatizado que se ocupa no só lo de la ejecució n de todas y cada una de las etapas de un ciclo de esterilizació n, sino también de la verificació n de las condiciones de operació n para evitar daños en el equipo, en el proceso e incluso en el operador [1].
Una particularidad importante es que estos sistemas de control permiten el registro, en papel o en formato electró nico, de todos los parámetros de los ciclos ejecutados, lo cual además de ser un requisito exigido por las regulaciones y las Buenas Prácticas de Producció n, permite la detecció n de posibles condiciones de fallo, aú n antes de que ocurran.
Otro aspecto importante en el control de los ciclos de esterilizació n, mediante vapor saturado, es que además del tradicional control mediante la combinació n tiempo-temperatura es posible controlar por un parámetro denominado “ tiempo equivalente” . Esta variante es de suma importancia en los procesos de esterilizació n donde la carga sea termolábil, pues evita una exposició n prolongada al calor. Este enfoque es usualmente es empleado en el caso de líquidos.
La esterilizació n por vapor saturado es el mecanismo mejor comprendido para la destrucció n de la vida microbiana. Es el método preferido en equipos que puedan operar en el rango de 120 a 135 °C. Aunque existen aú n diferencias entre los especialistas, en cuanto al mecanismo de muerte a escala molecular, hay un acuerdo universal acerca de los tres parámetros críticos que afectan la esterilizació n: tiempo, temperatura y humedad [5].
Cuando una població n grande de células bacterianas, esporas o virus, son expuestos al vapor saturado a una temperatura fija el nú mero de sobrevivientes puede ser determinado como una funció n del tiempo de exposició n.
La temperatura afecta dramáticamente la tasa de muerte. Al aumentar la temperatura la resistencia de los microorganismos disminuye sensiblemente, por lo que en la misma unidad de tiempo se observa una acentuada disminució n de su població n.
El efecto de la humedad en la esterilizació n por calor es evidenciada por las grandes diferencias observadas en las temperaturas requeridas por la esterilizació n mediante
xiomara
Memorias V Congreso de la Sociedad Cubana de Bioingeniería, Habana 2003, Junio 10 al 13 de 2003
xiomara
959-212-095-1 © 2003, Sociedad Cubana de Bioingeniería, artículo T_0111

2/4
calor seco y la esterilizació n mediante calor hú medo. Mientras que un proceso de calor seco ocurre generalmente entre 160 y 180 °C, un proceso de calor hú medo ocurre a temperaturas mucho menores que varían desde 115 °C hasta 135 °C [1], [5].
Este fenó meno ha sido atribuido a que la presencia de agua disminuye la temperatura requerida para desnaturalizar las proteínas, sin embargo en el caso del calor seco se requiere inicialmente un proceso de deshidratació n antes de que la temperatura alcance un valor suficiente para producir la desnaturalizació n o coagulació n de las proteínas, consecuentemente este es un proceso de oxidació n, con una cinética diferente al proceso de calor hú medo [1], [3], [5].
En el enfoque cinético de la muerte microbiana se asume frecuentemente que esta sigue un modelo similar a una reacció n química de primer orden. Se ha encontrado experimentalmente que la tasa de muerte, la cual es medida, en términos prácticos, como una tasa de supervivencia, tiene un comportamiento exponencial, en el cual la constante de velocidad de reacció n k del paso más lento, es la que controla el proceso [1], [5], tal como se muestra en la expresió n (1):
ktoeNN −= (1)
donde: N: població n microbiana en cualquier instante No: població n microbiana inicial k: constante de velocidad de reacció n t: tiempo e: base de los logaritmos neperianos
Debe destacarse que cada reacció n de inactivació n
enzimática o de degradació n de ADN tiene su propio valor de k.
La caracterizació n y estudio de un proceso de esterilizació n térmico requiere de la medició n de los perfiles de temperatura y además de un reto con un microorganismo, empleado como bioindicador, cuyos parámetros de resistencia al calor sean conocidos y cuantificables; estos parámetros se denominan D y Z.
El valor D, conocido también como tiempo de reducció n decimal, es una magnitud cuantitativa del índice de muerte de los microorganismos. Se define como el tiempo requerido en minutos, a una temperatura específica, para lograr una reducció n de un orden de magnitud, esto equivale a una reducció n del 90 % de la població n microbiana inicial [4], [6], [7]. El valor D nos permite una comparació n directa de la resistencia al calor de varios microorganismos.
Un cambio en la temperatura afecta de forma significa la tasa de muerte de las bacterias. Al aumentar la temperatura, el log D disminuye de forma lineal y esta dependencia se define a través de Z y se expresa en °C. El valor Z se define como el cambio de temperatura requerido para reducir el valor D en un orden de magnitud, lo cual es igual a una reducció n del 90 % del propio valor D [4], [6], [7].
El microorganismo usualmente empleado como desafío, es el B. stearothermophilus, ampliamente conocido por su resistencia al calor. Los valores más comunes de D varían entre 1,0 y 3,0 minutos a 121 °C, mientras que el valor Z oscila entre 8 y 13 °C [1], [6], aunque recientemente el autor ha empleado en estudios de validació n indicadores bioló gicos con un valor Z = 30 °C.
Una vez conocidos estos parámetros es posible desarrollar un modelo matemático que permita calcular la capacidad de un proceso de esterilizació n, para eliminar los microorganismos, en términos de letalidad, segú n la expresió n (2):
ZTbT
L)(
10−
= (2)
donde:
L: letalidad T: temperatura instantánea Tb: temperatura base Z: valor Z
La letalidad puede ser determinada en un instante
dado, pero si se calcula la sumatoria de todas las letalidades acumuladas, es decir se integra como una funció n de la temperatura en el tiempo ( L = f (T,t) ), entonces es posible calcular el tiempo equivalente F. La expresió n (3) sería:
∫=t2
1
dt t
LF (3)
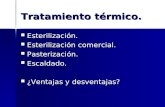
Una solució n gráfica de esta ecuació n sería calcular el área bajo la curva en un gráfico de Temperatura vs. tiempo, segú n se muestra en la Fig. 1.
Temperatura vs tiempo
tiempo (min)
Tem
pera
tura
(°C)
Fig.1. El área bajo la curva en un gráfico de Temperatura vs. tiempo, equivale al tiempo equivalente ó valor F. No obstante la solució n numérica es la más empleada.
El valor F es definido como el “ tiempo equivalente”
durante el cual un producto ha sido sometido a una temperatura de esterilizació n determinada [4], [6], [7]. En el cálculo de F se toman en consideració n distintos factores: la temperatura instantánea en cualquier momento, la temperatura base, el valor Z y el intervalo de

3/4
tiempo. El concepto de tiempo equivalente necesariamente implica que este tiempo es diferente al tiempo real [4], [6], [7].
La solució n de la ecuació n 3 se expresa en la forma siguiente:
ZTbT
tF)(
10 −
Σ⋅∆= (4)
donde:
F: tiempo equivalente (min) T: temperatura instantánea (°C) Tb: temperatura base (°C) Z: valor Z (10 °C) ∆t: intervalo de tiempo (min)
En el caso particular de la esterilizació n por vapor saturado, la temperatura base (Tb) es igual a 121 °C y el valor Z es igual a 10 °C, en ese caso el término F se denomina Fo.
2. METODOLOGÍA
Para ejecutar el estudio se diseñó un protocolo de
validació n en el cual se describen las pruebas necesarias, así como la metodología a seguir en su ejecució n. La fases de mayor interés que abarcan este trabajo, fueron las etapas de Calificació n de la Operació n y de Calificació n del Desempeño.
El registro de los perfiles de temperatura fue realizado con un sistema de medició n de temperatura industrial, formado por una microcomputadora PC IBM compatible, un sistema multicanal Kaye, modelo Portable Validator y la aplicació n Validator v1.05; los elementos de medició n utilizados fueron termopares tipo T. La calibració n inicial, previa a las corridas, se realizó en tres temperaturas: 100, 121 y 140 °C, empleando para ello un calibrador de temperatura Kaye HTR-400 y como patró n de temperatura una sonda IRTD-400, del mismo fabricante.
A continuació n se mencionan las pruebas de mayor relevancia:
} Prueba de hermeticidad } Distribució n de temperatura con cámara vacía } Penetració n de calor sin reto } Penetració n de calor con reto
El objetivo de la primera prueba es demostrar que la cámara es hermética, lo cual implica que no hay posibilidad de penetració n de aire no filtrado (aire no estéril) hacia el interior del esterilizador, ya que esta condició n puede comprometer la fiabilidad del proceso, en las etapas finales. Esta prueba se realiza ejecutando el programa de prueba de vacío del esterilizador y registrando el perfil de la presió n. La pérdida de vacío no debe ser superior a 13 mbar en un periodo de 10 minutos.
Los estudios de distribució n de temperatura con cámara vacía y cámara cargada tienen como objetivo demostrar que la cámara del esterilizador es homogénea y que la presencia de la carga no afecta la distribució n de calor, respectivamente. Esta prueba es ejecutada fijando los termopares homogéneamente, en el interior de la cámara y registrando el perfil de temperatura.
Por ú ltimo, los estudios de penetració n de calor persiguen demostrar la eficiencia con que el vapor saturado es capaz de penetrar en los materiales y objetos que se pretenden esterilizar. La medició n de temperatura solo nos daría un criterio físico, sin embargo el desafío microbioló gico nos daría un criterio bioló gico de la efectividad del proceso. En este estudio los termopares se colocan en el interior de la carga, conjuntamente con ampollas conteniendo esporas del microorganismo de reto.
El estudio requirió la ejecució n de varias corridas experimentales en el siguiente orden cronoló gico: prueba de hermeticidad, distribució n de temperatura con cámara vacía y penetració n de calor con reto microbioló gico.
3. RESULTADOS
La prueba de hermeticidad se realizó con un
programa, identificado como P6, previsto en el sistema de control del esterilizador. Una vez alcanzado el nivel de vacío requerido (P < 100 mbar) y luego de un tiempo de estabilizació n de 5 minutos la pérdida de vacío no superó los 13 mbar en 10 minutos.
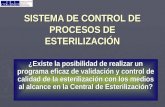
Los estudios de distribució n de temperatura con cámara vacía, se realizaron con un ciclo identificado como P3, con una temperatura de 121 °C durante 30 minutos. Sus resultados aparecen en la Tabla I, mientras que en la Fig.1 se muestran los perfiles de temperatura. La duració n promedio de las tres corridas fue de 48 minutos.
Tabla I
Distribució n de temperatura con cámara vacía TEMPERATURA, (°C) CORRIDA MÍNIMA MEDIA MÁXIMA
1 122,7 123,0 123,4 2 122,6 122,9 123,3 3 122,5 122,8 123,2
Las diferencias entre las temperaturas máximas y mínimas, con respecto a la temperatura media no supera 0.5 °C.
Temperatura durante el ciclo
0.0
20.0
40.0
60.0
80.0
100.0
120.0
140.0
0:00
:00
0:02
:29
0:04
:59
0:07
:29
0:09
:59
0:12
:29
0:14
:59
0:17
:29
0:19
:59
0:22
:29
0:24
:59
0:27
:29
0:29
:59
0:32
:29
0:34
:59
0:37
:18
0:39
:29
0:41
:59
tiempo (min)
T (°
C)
Tavg
Tmax
Tmin
Fig.2. Perfil de temperatura durante las corridas de distribució n con la cámara vacía. Se observa la coincidencia de las tres curvas (Tmín, Tmed, y Tmáx) en la fase de exposició n.
Una vez realizadas las corridas requeridas para
demostrar que el autoclave opera de acuerdo a las

4/4
especificaciones del fabricante se realizaron las pruebas con carga.
El estudio de penetració n de calor se realizó a un patró n de carga formado por frascos, probetas y beakers, junto a otros accesorios envueltos en papel permeable al vapor. En las tres corridas se obtuvieron valores de Fo superiores a 24 minutos, de acuerdo con el criterio aplicado. El ciclo empleado se identificó como P3, con una temperatura de 121 °C durante 25 minutos.
La Tabla II expone los resultados obtenidos mostrando los valores mínimos y máximos de Fo obtenidos en cada corrida.
Tabla II Resumen de las corridas de penetració n de calor
CORRIDAS VALOR DE Fo (minutos) Fo mín. Fo máx. 1 33,4 38,7 2 34,4 44,2 3 32,6 36,1
El criterio asumido fue realizar un proceso de esterilizació n que permitiera obtener un Fo > 24 minutos.
Los indicadores sometidos a la esterilizació n y los empleados como controles positivos fueron incubados en las condiciones recomendadas, 58 °C durante 48 horas. Ninguno de los indicadores bioló gicos sometidos al proceso mostró evidencia de crecimiento, mientras que los controles positivos evidenciaron un cambio de coloració n como signo del crecimiento microbiano.
4. DISCUSIÓ N
Los resultados de la prueba de hermeticidad indicaron
que la cámara es hermética, lo cual aunque no tiene marcada influencia en el comportamiento térmico, es un aspecto de suma importancia en la etapa de post-tratamiento pues es en esta donde generalmente se realiza un pulso de vacío prolongado, para extraer la humedad residual, en los procesos de esterilizació n para cargas só lidas.
La Tabla I indica que la cámara del esterilizador es homogénea pues las diferencias entre los valores mínimos con respecto a la media es inferior a 1 °C; de igual forma la diferencia entre los valores máximos y la media es menor que 1 °C. De aquí se infiere que cualquier comportamiento anó malo del perfil de temperatura, en la carga, se debe a la configuració n de la misma y no al desempeño del esterilizador. En la Fig. 1 se observan las tres curvas correspondientes a la temperaturas mínimas, máximas y media durante todo el ciclo. Durante las fases de pre- y post-tratamiento los valores de temperatura se diferencian notablemente, lo cual es de esperar debido a que los pulsos de inyecció n de vapor y de vacío no permiten el establecimiento de condiciones estables. Una vez que se inicia la fase de exposició n las variaciones de la presió n del vapor saturado son muy pequeñas, lo que trae como consecuencia que las temperaturas en todos los puntos de la cámara estén pró ximas. Debe destacarse que el sistema de control de esta autoclave, por diseño del fabricante, asume siempre 1 °C por encima del valor de
consigna fijado, como una garantía de que en un peor caso el punto mas frío nunca estará por debajo de este.
Las pruebas de desafío microbioló gico, ejecutadas simultáneamente, con el estudio de penetració n de calor, dieron como resultado que los bioindicadores recibieron una cantidad de calor suficiente para eliminar las esporas de B. stearothermophilus brindando un criterio bioló gico de la efectividad del proceso de esterilizació n.
5. CONCLUSIONES
El control automático de todos los pasos de un proceso de esterilizació n garantiza que la ejecució n del ciclo se efectú e siempre de la misma forma, asegurando la consistencia y reproducibilidad de los resultados. Este aspecto constituye un elemento fundamental en la obtenció n de productos farmacéuticos.
Los estudios previos con la cámara vacía demostraron que el sistema tiene un comportamiento muy homogéneo durante la fase de exposició n del ciclo de esterilizació n, con diferencias inferiores a 0.5 °C, lo cual favorece el desempeño del proceso.
La medició n y registro de los perfiles de temperatura, durante la ejecució n del ciclo de esterilizació n, así como el cálculo simultáneo de los valores de Fo y el desafío microbioló gico con esporas de B. Stearothermophilus constituyen un método adecuado para demostrar la efectividad de los procesos de esterilizació n.
Los valores de Fo que se obtuvieron en cada uno de los puntos estudiados, indicaron que el proceso brindó suficiente letalidad para eliminar las formas de vida microbiana potencialmente presentes en los materiales que conformaron el patró n de carga.
REFERENCIAS [1] S. Denyer and R. Baird, “ Guide to Microbiological Control in
Pharmaceuticals” , Ed. Ellis Horwood, pp. 22-45 1990. [2] R. M. Enzinger and W. R. Frieben, "An Overview of aseptic
Processing versus Terminal Sterilization", Sterilization of medical products. vol. 6, pp. 89-96, 1993.
[3] M. J. Groves and R. Murty, "Aseptic Pharmaceutical Manufacturing II", Interpharm Press, pp. 101-116, 1995.
[4] R. J. McBride, “ The Fo Concept” , Tutorial No. 1, Parenteral Society, pp. 3-15, 1993.
[5] F. M. Nordhauser and W. P. Olson, “ Sterilization of Drugs and Devices” , Interpharm Press, pp.45-74, 1998.
[6] Parenteral Drug Association, European Forum, “ Steam Sterilization & Parametric Release - Science and Regulation” , pp 18-43, 1999.
[7] Parenteral Drug Association, “ Moist Heat Sterilization In Autoclaves Cycle Development - Validation and Routine Operation” PDA Technical Report # 1, pp 12-17, 2000.