
UNIVERSIDADNACINAL DE ROSARIOLISIS_DE... · 2. RESUMEN Dada la importancia que tiene la calidad...
116
UNIVERSIDAD NACIONAL DE ROSARIO FACULTAD DE CIENCIAS VETERINARIAS MAESTRÍA EN BIOSEGURIDAD ANÁLISIS DE RIESGO BIOLÓGICO EN SISTEMA DE ENFRIADO POR INMERSIÓN EN UNA PLANTA FAENADORA DE AVES Maestranda: Médica Veterinaria Erica Marilina Valentini Director de Tesis: Doctor Juan Carlos Fain Binda Codirector: Licenciada en Bromatología Cecilia Espejo Mendoza 2013 UNIVERSIDAD JUAN AGUSTÍN MAZA
Transcript of UNIVERSIDADNACINAL DE ROSARIOLISIS_DE... · 2. RESUMEN Dada la importancia que tiene la calidad...
UNIVERSIDAD NACIONAL DE ROSARIO
FACULTAD DE CIENCIAS VETERINARIAS
MAESTRÍA EN BIOSEGURIDAD
ANÁLISIS DE RIESGO BIOLÓGICO EN SISTEMA DE ENFRIADO
POR INMERSIÓN EN UNA PLANTA FAENADORA DE AVES
Maestranda: Médica Veterinaria Erica Marilina Valentini
Director de Tesis: Doctor Juan Carlos Fain Binda
Codirector: Licenciada en Bromatología Cecilia Espejo
Mendoza
2013
UNIVERSIDAD JUAN AGUSTÍN MAZA

1
ÍNDICE
1. NÓMINA DE ABREVIATURAS ..................................................................... 9
2. RESUMEN ................................................................................................... 11
3. ABSTRACT ................................................................................................. 13
4. INTRODUCCIÓN ......................................................................................... 15
4.1. SITUACIÓN PROBLEMÁTICA.............................................................. 17
4.2. MARCO TEÓRICO ................................................................................ 17
4.2.1. Situación Mundial y Nacional sobre Salud Humana ........................ 17
4.2.2. Evaluación y gestión del riesgo ........................................................ 20
4.2.3. Análisis de peligros y puntos críticos de control ................................ 21
4.2.4. Microorganismos de la canal ............................................................. 22
4.2.5. Salmonelosis................................................................................... 23
4.2.6. Escherichia coli O157: H7 .............................................................. 25
4.2.7. Criterios Microbiológicos .................................................................... 28
4.2.8. Enfriamiento por inmersión ............................................................. 33
4.2.9. Agua del sistema de refrigeración ..................................................... 35
5. OBJETIVO GENERAL ................................................................................ 38
5.1. OBJETIVOS ESPECÍFICOS ................................................................. 38
6. MATERIALES Y MÉTODOS ....................................................................... 39
6.1. Descripción del proceso ......................................................................... 39
6.1.1. Análisis de Riesgo .............................................................................. 50
6.1.2. Metodología de Muestreo para recuento de microorganismos ......... 52
7. RESULTADOS ............................................................................................ 61
7.1. Implementación del sistema HACCP, análisis de riesgos .................... 61
2
7.2. Análisis microbiológico .......................................................................... 69
8. DISCUSIÓN ................................................................................................. 93
9. CONCLUSIONES ......................................................................................103
10. RECOMENDACIONES ..............................................................................105
11. ANEXO .......................................................................................................106
11.1 Flujograma del proceso productivo .......................................................106
12- BIBLIOGRAFÍA ..........................................................................................107

3
ÍNDICE DE TABLAS
Tabla 1: Especificaciones microbiológicas establecidas por el Código
Alimentario Argentino (SENASA, 1995; SENASA, 2004; ANMAT, 2012). ........ 32
Tabla 2: Recuento total de aerobios mesófilos. ................................................. 72
Tabla 3: Escherichia coli. .................................................................................... 77
Tabla 4: Comparación de medias para los niveles de Escherichia coli genérico
y Recuento de Aerobios mesófilos totales en los momentos de muestreo. ...... 80
Tabla 5: Temperatura en °C tomadas en el músculo pectoral profundo. .......... 82
Tabla 6: Concentración de cloro libre en el Chiller, medidos en ppm. ............... 89

4
ÍNDICE DE GRÁFICOS
Gráfico 1: Corredor endémico semanal de diarrea año 2013- Total del país -
Históricos 5 años: 2008-2012 (Ministerio de Salud, 2013) ................................ 19
Gráfico 2: Detección de Escherichia coli O15:H7, del 100 % de muestras
analizadas en momento I y momento II, se registró ausencia en todos los
casos ................................................................................................................... 70
Gráfico 3: Detección de Salmonella spp, del 100 % de muestras analizadas en
momento I y momento II, se registró ausencia en todos los casos ................... 71
Gráfico 4: Valores medios de Recuento de aerobios mesófilos totales
expresado en log de UFC/cm2, en los momentos I y II, a la salida del Chiller, de
la semana uno a la tres de muestreo. ................................................................ 73
Gráfico 5: Valores medios de Recuento de aerobios mesófilos totales
expresados en log de UFC/cm2, en momentos uno y dos, a la salida del Chiller,
semana cuatro a cinco. ....................................................................................... 74
Gráfico 6: Valores medios de Recuento de aerobios mesófilos totales
expresado en log de UFC/ cm2, en el momento I, a la salida del Chiller, semana
uno a la tres vs semana cuatro a cinco. ............................................................. 75
Gráfico 7: Valores medios de Recuento de aerobios mesófilos totales
expresados en log de UFC/cm2, momento II, a la salida del Chiller, de la
semana uno a la tres vs semana cuatro a la cinco. ........................................... 76
Gráfico 8: Valores medios de Escherichia coli genérico expresados en log
UFC/cm2, del momento I y II, del pre-enfriado vs enfriado, semana uno a la tres
vs semana cuatro a la cinco. .............................................................................. 78

5
Gráfico 9: Valores medios de Escherichia coli genérico expresados en log
UFC/cm2, del momento I vs momento II, a la salida del Chiller, semana uno a la
tres. ..................................................................................................................... 79
Gráfico 10: Valores medios de Escherichia coli genérico expresados en log de
UFC/cm2, momento I vs momento II, a la salida del Chiller, semana cuatro a
cinco. ................................................................................................................... 80
Gráfico 11: Curvas de Escherichia coli genérico y Aerobios mesófilos totales en
el Chiller expresados en log de UFC/cm2, en la etapa de enfriado, semana uno
a la tres vs semana cuatro a cinco. .................................................................... 81
Gráfico 12: Valores medios de Temperatura de canal de pollo a la entrada del
Chiller en el momento I y momento II registrados semana 1 a 3 vs semana 4 a
5, medidos en °C. .............................................................................................. 83
Gráfico 13: Valores medios de Temperatura de la canal de pollo a la entrada y
salida del Chiller, registrados de la semana uno a la tres, medidos en °C en el
momento I. .......................................................................................................... 84
Gráfico 14: Valores medios de la temperatura de la canal de pollo registrados a
la entrada y salida del Chiller, de la semana cuatro a la cinco, medidos en °C
Momento I. .......................................................................................................... 85
Gráfico 15: Valores medios de la temperatura de la canal de pollo registrados a
la entrada y salida del Chiller, en la semana uno a la tres, medidos en °C
momento II. ......................................................................................................... 86
Gráfico 16: Valores medios de la temperatura de la canal de pollo, entrada vs
salida, registrados en la semana cuatro a cinco, en °C, en el momento II. ....... 87
Gráfico 17: Valores medios de la temperaturas de la canal de pollo, momento I
vs momento II, registrados de la semana uno a la tres vs semana cuatro a la
cinco a la salida del chiller. ................................................................................. 88

6
Gráfico 18: Valores medios de cloro libre en el Chiller entre el momento I y el
II, de la semana uno a la tres, medidos en ppm. ............................................... 90
Gráfico 19: Valores medios de cloro libre en el Chiller momento I y II, de la
semana cuatro a la semana cinco, medidos en ppm. ........................................ 90
Gráfico 20: Valores medios de cloro libre en la semana uno a la tres vs semana
cuatro a la cinco, medidos en ppm. .................................................................... 91

7
INDICE DE FOTOS
Foto 1: Área de descarga y reposo de aves ...................................................... 40
Foto 2: Área sucia, ingreso de aves a noqueador.............................................. 41
Foto 3: Área sucia, degüello de aves ................................................................. 41
Foto 4: Área intermedia, escaldadoras y peladoras ........................................... 42
Foto 5: Área intermedia, pelado semiautomático ............................................... 42
Foto 6: Área intermedia, corte de cabeza y repelado ........................................ 43
Foto 7: Área intermedia, apertura orificio pericloacal y corte de cogote ............ 43
Foto 8: Área intermedia, duchado externo ......................................................... 44
Foto 9: Área limpia, eviscerado manual ............................................................. 44
Foto 10: Área limpia, eviscerado canaleta de traslado de vísceras de pollo ..... 45
Foto 11: Área limpia, separación de vísceras verdes de corazón, hígado y
molleja ................................................................................................................. 45
Foto 12: Área limpia: separación de vísceras verdes de hígado corazón y
molleja ................................................................................................................. 46
Foto 13: Área limpia, cortadora y cinta de traslado de mollejas ........................ 46
Foto 14: Área limpia, peladora de mollejas ........................................................ 47
Foto 15: Área limpia, eviscerado, cinta de traslado de cogotes y cinta con túnel
de duchas de traslado de aves ........................................................................... 47

8
Foto 16: Área limpia, cinta con túnel de duchas externas de traslado de pollos
al chiller ............................................................................................................... 48
Foto 17: Área limpia prechiller y chiller............................................................... 49
Foto 18: Área limpia prechiller y chiller............................................................... 50
Foto 19: Hisopado de pollo con plantilla estéril .................................................. 53
Foto 20: Procesamiento de muestras en laboratorio (INTI) ............................... 54
Foto 21: Procesamiento de muestras en laboratorio (INTI) ............................... 54
Foto 22: Recuento en placa de Aerobios mesófilos ........................................... 55
Foto 23: Recuento en placa de Escherichia coli ................................................ 55
Foto 24: Detección de Salmonella spp, enriquecimiento selectivo en Caldo
Rappaport - Vassiliadis Soja (RSV) y caldo de tetrationato (TT) ....................... 56
Foto 25: Detección de Escherichia coli O157: H7, enriquecimiento selectivo en
caldo de TSB modificado + novobiocina ............................................................ 56
Foto 26: Medición de la temperatura del pollo con termómetro ......................... 57
Foto 27: Tanque de depósito y sistema de dosificación de cloro ...................... 58
Foto 28: Clorímetro para la medición de cloro en mg/l ...................................... 59

9
1. NÓMINA DE ABREVIATURAS
ANMAT: Administración Nacional de Alimentos Medicamentos y Tecnología.
BAM: Manual Analítico de Bacteriología.
BPM: Buenas Prácticas de Manufactura.
CA: Codex Alimentarius.
CAC: Comisión del Codex Alimentarius.
CAA: Código Alimentario Argentino.
DFD: N-dietil-p-fenillenediamine.
ETA: Enfermedades de Trasmisión Alimentaria.
ECEH: Escherichia Coli Enterohemorrágica o Verotoxigénica.
FAO: Organización de las Naciones Unidas para la Agricultura y Alimentación.
FDA: Food and Drug Administration.
FSIS: Servicio de Seguridad e Inspección Alimentaria.
GRM: Gestión de Riesgo Microbiológico.
HACCP: Análisis de Peligros y Puntos Críticos de Control.
ICMSF: International Commission on Microbiological Specifications for Foods.
INTI: Instituto Nacional de Tecnología Industrial.
NOA: Noroeste Argentino.
OMS: Organización Mundial de la Salud.
OPS: Organización Panamericana de Salud.
PCA: Agar Plate Count.
PCC: Puntos Críticos de Control.
Ppm: Partes Por Millón.
POES: Procedimientos Operacionales Estandarizados de Saneamiento.
RT: Recuento Total.
SAGyP: Secretaria de Agricultura, Ganadería y Pesca.
SAG: Servicio de Agricultura y Ganadería.
SENASA: Servicio Nacional de Sanidad Animal.
SPS: Sanitary and Phytosanitay Measures.

10
SUH: Síndrome Urémico Hemolítico.
USDA: Departamento de Agricultura de Estados Unidos.
UFC: Unidades Formadoras de Colonias.
WHO: World Health Organization.
WTO: World Tradel Organization.

11
2. RESUMEN
Dada la importancia que tiene la calidad microbiológica del pollo, por ser un
producto de consumo humano masivo, en sostenido crecimiento, se realizó
una investigación en una planta faenadora de la provincia de Mendoza para
determinar el efecto del agua de enfriamiento sobre el grado de riesgo
biológico por contaminación cruzada de la canal. Además, este estudio
pretendió iniciar la determinación de puntos críticos de control necesarios para
la realidad de la empresa, con la finalidad de instrumentar el programa HACCP
(Análisis de Peligros y Puntos Críticos de Control). La determinación de puntos
de contaminación y la identificación de peligros microbianos es imprescindible
para implementar sistemas de monitoreo y gestión de riesgos, en la industria.
Así mismo, para lograr la implementación del sistema HACCP (Análisis de
Peligros y Puntos Críticos de Control). Los tanques de inmersión son puntos
críticos del procesamiento de pollos y determinan la calidad microbiológica del
producto final, debido al riesgo biológico por contaminación cruzada de las
canales durante su permanencia en los mismos. Para realizar el estudio
microbiológico se hisoparon canales, a la entrada y salida del tanque de
inmersión. Se realizó al inicio de la faena (Momento I) y 4 hs. después
(Momento II), una vez por semana durante 5 semanas, acumulando 100
muestras. Se determinaron los niveles de Escherichia coli genérico, recuento
de microorganismos aerobios mesófilos totales, detección de Escherichia coli
O157:H7 y Salmonella spp Los datos fueron analizados por medio del método
estadístico de test “t” de Student, para muestras independientes. Respecto a
Escherichia coli genérico, se obtuvieron valores dentro de los rangos de
aceptación (0 a 5 UFC/ cm2) establecidos por el CAA (Código Alimentario
Argentino).Hubo contaminación cruzada en el sistema de enfriado por
inmersión, a pesar de haber un importante descenso de este microorganismo.
Esto quedó expresado en el momento 1 de la semana 4 a 5, donde no se
observó diferencia estadísticamente significativa siendo (p > 0,05).En cuanto a
recuento de aerobios mesófilos totales se observó una disminución (diferencia

12
estadística significativa, p < 0,001). Tanto Salmonella spp, como Escherichia
coli O157:H7, no fueron detectadas. Se concluye que el sistema de enfriado
por inmersión es efectivo ya que generó disminución significativa del grado
de riesgo biológico, por contaminación cruzada de la canal, en todas las etapas
estudiadas. Se debe considerar, además, que este funciona como uno de los
Puntos Críticos de Control para la implementación futura del programa
HACCP.
Palabras claves: Planta faenadora pollos – HACCP – Análisis de riesgo –
Puntos críticos de control – Enfriado por inmersión

13
3. ABSTRACT
Due to the importance of the microbiological quality of chicken and because it is
a product of mass consumption in steady growth, an investigation was carried
out. The research project took place in a slaughter plant in Mendoza and it was
done to determine if the water used for cooling brought about a biological risk
due to the cross contamination in the canal. Besides, the project was meant to
determine the critical control points which the company needs to carry out to
implement the HACCP system (Hazard analysis and critical control points). The
determination of contamination points and microbial hazards is essential to
implement an effective monitoring system and detect the potential risk in the
factory as well as to achieve a concrete implementation of the HACCP system.
The dip tanks are critical points in the process. They determine the
microbiological quality of the final product due to the biological risk of cross
contamination the product is exposed to, when they remain in the canals.
Therefore, to carry out the microbiological study, the canals were swabbed at
the entrance and exit of the dip tanks. The test was carried out at the beginning
of the slaughtering (Moment I), 4 hours later (Moment II) and once a week, over
a period of 5 weeks, gathering 100 samples. The levels of generic Escherichia
coli and the total recount of mesophilic aerobic micro-organisms were
determined and it was detected O157:H7 of Escherichia coli and Salmonella
spp The data was analyzed using the statistical method of the Student´ t Test,
in the case of independent samples. Regarding the generic Escherichia coli, the
values obtained at the end of the production process were within the accepted
ranges (0 a 5 UFC/ cm2). There existed cross contamination during the cooling
system because of the immersion, but the contamination showed a significant
reduction. This was clearly confirmed at Moment I between weeks 4 and 5,
where the statistical difference could not be observed, showing only (p > 0,05).
The total recount of mesophilic aerobic micro-organisms also dropped showing
a significant statistical difference of p < 0,001. Neither Salmonella spp, nor
Escherichia coli O157:H7 were detected. In conclusion, the cooling system by

14
immersion is effective because a significant drop in the biological risk due to
cross contamination was registered in all the studied stages. There must be
considered that the process works and it could be regarded as one of the critical
control points for the future implementation of the HACCP system.
Key words: Chicken Slaughter Plant- HACCP – Risk Analysis – Critical control
Points (CCP) – Cooling by immersion

15
4. INTRODUCCIÓN
La industria Avícola Argentina, según investigaciones llevadas a cabo,
confirmó que, a partir del 2003, el sector creció sin interrupciones. El 2012 se
convirtió en el décimo año consecutivo en el logro de altos niveles de
rentabilidad, con incremento del consumo interno y un notable ascenso en los
índices de producción y exportación. El consumo per cápita registró un alza del
5%. El Centro de Empresas Procesadoras Avícolas (CEPA) informó que en el
último año se consumieron unos 40 kg de carne aviar por habitante, duplicando
la estadística registrada hace una década atrás, que promediaba los 17,60 kilos
por persona (Plano, 2013). Cifras aportadas por el Ministerio de Industria de la
Nación confirmaron que el alza de las exportaciones fue uno de los principales
factores de crecimiento del sector durante el 2012. Se incrementó en millones
de toneladas que significaron un 9% anual. China fue el principal destino
comercial, con un índice del 18% de las ventas; seguido por Venezuela con el
15%; y en tercer y cuarto puesto, respectivamente, Chile (14%) y Sudáfrica
(12%) (Plano, 2013).
Los sistemas de control de proceso relacionados con la inocuidad de los
alimentos deben incorporar un enfoque basado en el análisis de peligros,
teniendo como meta principal la protección de la salud pública. La aplicación de
los principios HACCP, en la formulación y aplicación de los sistemas de control
de proceso, deben adherirse en la medida que ello sea posible y adecuado a
los programas de higiene de la carne (OMS/FAO, 2009).
Muchos aspectos de los procedimientos de matanza y faenado (modo en que
se lleva a cabo la extracción de las plumas, la evisceración, el lavado de las
canales, la inspección post morten y la subsiguiente manipulación en la
cadena de frío) pueden dar lugar a una grave contaminación de la carne de
ave. Los sistemas de control de proceso deben acotar la contaminación
microbiana cruzada al nivel más bajo posible. Esto debe reflejarse,

16
proporcionalmente, en la disminución de los riesgos biológicos transmitidos por
la carne, para la salud humana (CAC, 2005).
Durante el procesamiento, los pollos son sacrificados, desangrados,
desplumados, eviscerados, lavados, enfriados y embalados. El enfriamiento de
las carcasas de aves por inmersión en agua, o agua y hielo, se efectúa con el
fin de provocar una pérdida sensible del calor del animal. El procedimiento
consiste en impulsar constantemente las canales, mediante procedimientos
mecánicos, a través de una corriente de agua que circula en dirección opuesta,
en tanques abiertos. La temperatura del agua es inferior a los 16 ºC, donde las
carcasas ingresan al sistema, y no mayor de 4 ºC, donde salen del mismo. Las
carcasas de aves sometidas a este tipo de enfriamiento deben lograr, en el
punto más profundo de la pechuga, una temperatura inferior a los 10 °C
(SENASA, 1968).
Los manipuladores son los principales protagonistas de la calidad de los
alimentos y por lo tanto deben aceptar la importancia de su presencia y su
responsabilidad (Caballero Torrez, 2008), con el fin de reducir al mínimo
posible la posibilidad de contaminación cruzada, la implementación de
prácticas de higiene personal un comportamiento adecuado, capacitación del
personal y cuidados de la salud, impiden una excesiva contaminación general
y con patógenos que puedan causar enfermedades transmitidas por los
alimentos, (FAO/OMS, 2009).
La falta de inocuidad en los pollos producidos en esta planta pone en riesgo la
salud humana, esto se debe a: el aumento de la producción diaria no
acompañada con automatización; la alta manipulación del pollo sacrificado; la
evisceración manual, sin duchado interior de la carcasa post eviscerado; y los
caudales de renovación de agua de tanques de enfriado, que no cumplen con
los volúmenes ni el frío exigidos por la norma (SENASA, 1968).

17
La determinación de puntos críticos de control y evaluación de riesgos
microbianos es imprescindible para implementar sistemas de monitoreo y
control de riesgos en la industria, asimismo para lograr la implementación del
sistema HACCP (OMS/FAO, 2009).
Como parte del Programa de Gestión de la Calidad para esta planta, se
estudian los aspectos de bioseguridad que influyen en la inocuidad de los
alimentos que se producen. Para esto, se evalúa si las canales producidas
presentan riesgo biológico que pueda producir daño a la salud humana
(OMS/FAO, 2007; OMS/FAO, 2009)
4.1. SITUACIÓN PROBLEMÁTICA
La falta de inocuidad en la producción de canales de la planta faenadora de
aves en la provincia de Mendoza, pone en riesgo la salud pública.
4.2. MARCO TEÓRICO
4.2.1. Situación Mundial y Nacional sobre Salud Humana
Según la Organización Mundial de la Salud (OMS), las enfermedades
transmitidas por alimentos (ETA) constituyen uno de los problemas de salud
más relevantes, tanto en los países desarrollados como en los países en vías
de desarrollo. Cada año, la OMS recibe informes sobre ocurrencia de cientos
de casos de ETA en todo el mundo, estas siguen siendo responsables de altos
niveles de morbi - mortalidad en la población en general, pero en particular
para los grupos de riesgo como los niños, los jóvenes, los ancianos y los
inmunodeprimidos (OMS/FAO, 2007; WHO, 2013).
Datos estadísticos, entregados por la OMS, estiman que la tasa de mortalidad
infantil en Argentina por VIH/sida, diarrea y otras enfermedades transmisibles
importantes, como sarampión, malaria o neumonía, trastornos surgidos durante
el período perinatal y muertes por otras enfermedades o traumatismos, fue en

18
el año 2000, de 14 mil niños menores de 5 años; en el 2010, 10 mil. Esto
muestra un descenso importante. Sin embargo, no representa las muertes por
diarrea, que se mantuvieron en un 2% en la población en los distintos períodos
(OMS, 2012).
Las enfermedades transmitidas por los alimentos (ETA), (incluyendo el
síndrome urémico hemolítico donde la Argentina aparece como el país de
mayor incidencia en el Mundo) (OPS/OMS, 2008). Dentro de éstas, las
enfermedades diarreicas muestran una tasa que en los últimos años se
encuentra en disminución. Sin embargo, en las regiones Sur, NOA y Cuyo
aparecen tasas acumuladas elevadas en menores de 5 años, en especial en
niños de 1 año de edad (OMS/OPS, 2012; OMS, 2013).
De datos provistos por el Sistema Nacional de Vigilancia de la Salud, se
observa que hasta la semana 26 del año 2013 la notificación total de diarreas
del país presenta un descenso del 11% de tasas acumuladas por cada 100.000
habitantes respecto al 2012, la región Cuyo presenta un aumento del 15% de
sus tasas, las provincias con tasas más elevadas para las semana 26 del año
2013 son Mendoza, San Juan, Chubut (Ministerio de Salud, 2013).
19
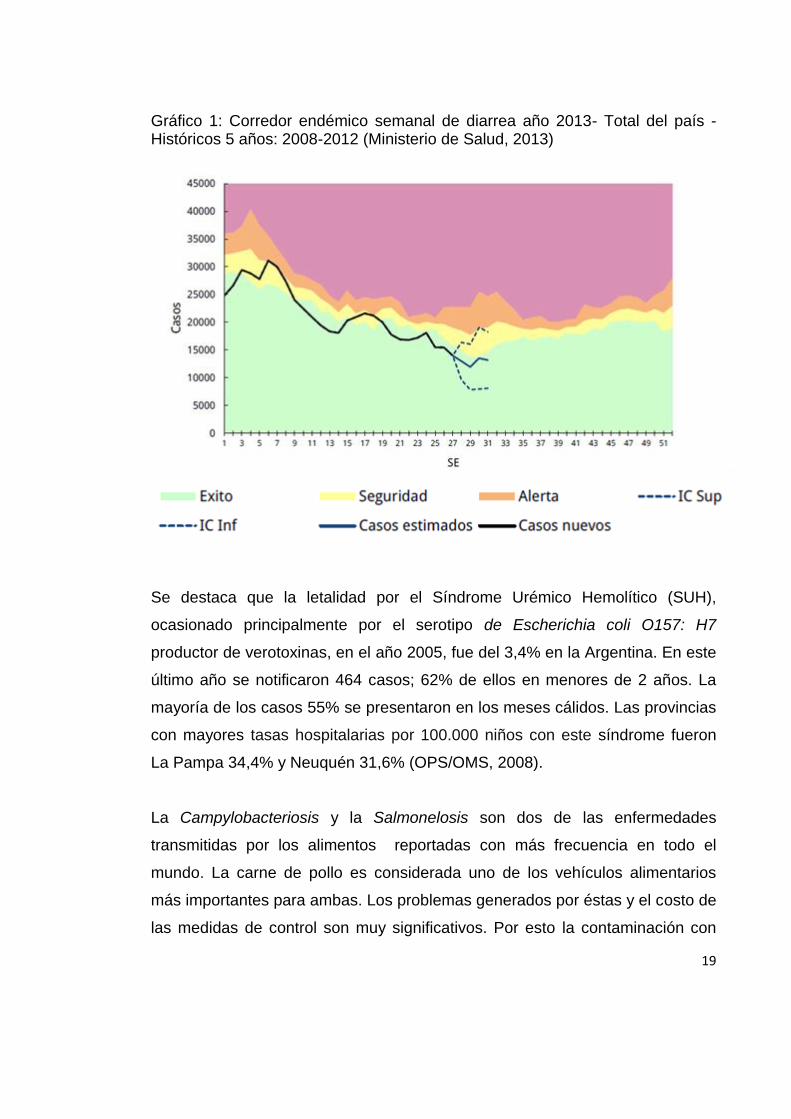
Gráfico 1: Corredor endémico semanal de diarrea año 2013- Total del país - Históricos 5 años: 2008-2012 (Ministerio de Salud, 2013)
Se destaca que la letalidad por el Síndrome Urémico Hemolítico (SUH),
ocasionado principalmente por el serotipo de Escherichia coli O157: H7
productor de verotoxinas, en el año 2005, fue del 3,4% en la Argentina. En este
último año se notificaron 464 casos; 62% de ellos en menores de 2 años. La
mayoría de los casos 55% se presentaron en los meses cálidos. Las provincias
con mayores tasas hospitalarias por 100.000 niños con este síndrome fueron
La Pampa 34,4% y Neuquén 31,6% (OPS/OMS, 2008).
La Campylobacteriosis y la Salmonelosis son dos de las enfermedades
transmitidas por los alimentos reportadas con más frecuencia en todo el
mundo. La carne de pollo es considerada uno de los vehículos alimentarios
más importantes para ambas. Los problemas generados por éstas y el costo de
las medidas de control son muy significativos. Por esto la contaminación con

20
estos microorganismos de origen animal tiende a afectar severamente el
comercio en los distintos países (CAC, 2011).
4.2.2. Evaluación y gestión del riesgo
La evaluación de riesgos toma en cuenta las prácticas pertinentes de
producción, almacenamiento y manipulación utilizadas a lo largo de toda la
cadena alimentaria, inclusive las prácticas tradicionales. También los métodos
de análisis, muestreo e inspección y la incidencia de efectos perjudiciales
específicos para la salud (OMS/FAO, 2007).
Hay directrices estipuladas por el CAC, en los Principios y directrices del
Codex, para la aplicación de la Gestión de riesgos Microbiológicos (CAC/GL,
2007). “Las actividades preliminares de la gestión de riesgo” y “La identificación
y la selección de las opciones de gestión de riesgo” están representadas por la
guía desarrollada por las medidas de control en cada paso de la cadena
alimenticia (CAC, 2011).
Según el Codex Alimentarius se debe considerar que la gestión de riesgo
comprende: “Identificación de un problema de la inocuidad de los alimentos;
establecimiento de un perfil de riesgo; clasificación del peligro a los efectos de
evaluación de riesgos y de la prioridad de la gestión de riesgo, establecimiento
de la política de evaluación de riesgo para la aplicación de la gestión de riesgo;
encargo de la evaluación de riesgo; y examen del resultado de la evaluación de
riesgos” (FAO/OMS, 2009).
Es remarcada por la Organización Mundial de Sanidad Animal OIE, estrategias
para garantizar la seguridad sanitaria de los alimentos adoptando medidas
integradas y multidisciplinarias aplicadas a toda la cadena alimentaria,
producción y el consumo de alimentos inocuos, por medio del fortalecimiento
de las decisiones políticas, la creación de programas nacionales, el
establecimiento de normas, la armonización de las leyes, la formación de

21
recursos humanos en buenas prácticas de fabricación y análisis de peligros en
puntos críticos de control, la difusión de información y la asistencia técnica
directa (OIE, 2008).
La Comisión del Codex Alimentarius establece principios para la aplicación
práctica de análisis de riesgo, con el fin de que los aspectos de las normas y
textos a fines del Codex, relacionados con la salud e inocuidad de los
alimentos, se basen en análisis de riesgos (OMS/FAO, 2007).
4.2.3. Análisis de peligros y puntos críticos de control
El objetivo del HACCP es focalizar el peligro de un determinado alimento, que
pueda afectar la salud pública, estableciendo los procesos de control
adecuados para garantizar la inocuidad del producto (SENASA, 1996; ICMSF,
2006).
El sistema HACCP se considera sinonimo de inocuidad alimentaria. Es
reconocido mundialmente por su enfoque sistemático y preventivo que trata
peligros biológicos, químicos y físicos a traves de la anticipación y la
prevención (FAO & Fundación Internacional Carrefour, 2007).
Para ser exitoso el HACCP necesita ser construido sobre las Buenas Prácticas
de Elaboración y las Buenas Prácticas de Higiene, las cuales minimizan la
ocurrencia de peligros en el producto y en el ambiente de producción. El
HACCP involucra una evaluación de peligros en una secuencia de producción
particular y define pasos que deberían ser tomados donde hay medidas de
control que garantizan la inocuidad de un producto. También establecerá
límites, parámetros de control, procedimientos de monitoreo y acciones
correctivas en esa etapa de producción que fue detectada como crítica (ICMSF,
2006).

22
El sistema HACCP correctamente implementado mejora la responsabilidad de
las personas que procesan alimento, involucrándolos en mayor medida,
haciéndoles entender el significado de cuidar la inocuidad, mejorando su
motivación en el trabajo (FAO & Fundación Internacional Carrefour, 2007).
4.2.4. Microorganismos de la canal
La calidad microbiológica e inocuidad de los productos avícolas, a nivel
mundial, constituye uno de los aspectos de mayor interés para la industria, para
las autoridades sanitarias y el consumidor. Se considera a la carne como
vehículo de enfermedades humanas transmitidas por alimentos. De hecho el
problema continúa, quedando ilustrado en los años recientes con estudios en
vigilancia sobre los seres humanos relativo a los patógenos transmitidos por la
carne tales como Escherichia coli O157:H7, Salmonella spp, Campylobacter
spp, Yersinia enterocolitica (FAO & Fundación Internacional Carrefour, 2007).
En general, los microorganismos asociados con los productos avícolas son
microorganismos mesófilos que pueden crecer en un rango de temperatura
variado. Por ejemplo, para Salmonella spp 7 °C – 45 °C., de 15 °C – 50 °C para
el Clostridium perfringes y de 10 °C – 45 °C para Staphylococcus aureus. Las
canales de pollo se enfrían hasta temperaturas entre 0 - 4,4 º C para reducir la
velocidad de crecimiento de microorganismos asociados con la alteración de
las mismas y de microorganismos patógenos (FAO, 2009).
El CAA determina que: “en la última década las infecciones por Escherichia coli
(E. coli), productor de toxina Shiga (STEC), entre los que se encuentra
principalmente el serotipo Escherichia coli O157: H7 han emergido como una
preocupación de la salud pública mundial, constituyéndose en un problema
actual para nuestra población” (FAO & OMS, 2005).

23
La calidad higiénica y sanitaria del pollo empeoró en forma considerable al
pasar de cría rural a intensiva. En esta práctica de crianza hay mayor
proximidad entre las aves, esto facilita la persistencia y el pasaje de un animal
a otro de microorganismos patógenos para el hombre, en particular los
entéricos. Además, dificulta tomar medidas de prevención y control. La carne
de aves, especialmente la del pollo, alberga microorganismos patógenos para
el hombre. Los de mayor importancia son Salmonella spp, Campylobacter spp
Con menor relevancia se consideran Escherichia coli, Staphylococcus aureus,
Clostridium perfringes, Listeria monocytogenes, Yersina enterocolitica,
Aeromonas hydrophila, Shigella spp, Streptococcus spp, Clostridium botulinum,
Bacillus cereus (Moreno, 2006).
Cuando un pollo parrillero llega a la planta de procesamiento tiene un número
sustancial de bacterias. Estos organismos se encuentran tanto en las
superficies externas de la piel, las patas, las plumas y en el tracto digestivo,
colon, intestino ciego y cloaca (Berrang, et al., 2002).
Un estudio detallado de contaminación cruzada indica que esta puede ocurrir
en varios sitios a lo largo del transporte, del sacrificio y el procesamiento
(Moreno, 2006).
4.2.5. Salmonelosis
El comité de expertos de OMS dice “Los animales son los hospedadores y
principales vectores de la salmonelosis zoonótica”. Pueden ser portadores, con
la consecuente falta de síntomas, generando dificultades técnicas para
detectarlo antes de la inspección de la carne o durante la misma. Esto los
convierte en fuente continua de contaminación del ambiente (OMS, 1988; OIE,
2004).

24
Debido al riesgo que implican enfermedades como salmonelosis, la Argentina
incorporó el Programa de Control y Erradicación de la Micoplasmosis Aviar y el
control de la Salmonelosis de las aves producidas por Salmonella gallinarum -
pullorum, Salmonella enteritidis, Salmonella heidelberg y Salmonella
typhymurium, en un mismo Programa y en el marco general del Plan Nacional
de Mejora Avícola (SENASA, 2002).
“El PLAN NACIONAL DE MEJORA AVÍCOLA, engloba básicamente a todas
aquellas medidas y actividades creadas desde el programa que, partiendo de
conceptos técnicos de sanidad, higiene y bioseguridad, permitan mejorar los
índices, la eficiencia productiva, la calidad de los productos avícolas destinados
al consumo humano y establecer programas preventivos de vigilancia
epidemiológica” (SENASA, 2002).
Es importante conocer si las aves de corral están infectadas con Salmonella
spp antes del sacrificio, ya que no se puede emplear la inspección “ante
morten” para detectar portadores que son asintomáticos. Lo mismo sucede con
la inspección “post morten”, sobre todo si las aves son portadoras de sero
variedades, que no le ocasionan enfermedades, pero sí pueden causar
salmonelosis humana (OMS, 1988).
El sacrificio de portadores en condiciones antihigiénicas (falta de agua, agua
contaminada, cuchillos o manos sucias, falta de refrigeración, etc.) puede llevar
a la contaminación de la canal con Salmonella spp y poner en riesgo la salud
humana (OMS, 1988).
El escaldado es una de las operaciones críticas del proceso, se efectúa a una
temperatura aproximada de 60 °C que destruye la mayoría de las bacterias
presentes. No obstante, pueden quedar vivas aquellas que se encuentren en
los folículos de las plumas o en otras partes protegidas de la acción del agua.

25
Para evitar la contaminación cruzada con Salmonella spp, estos tanques tienen
que tener recambio continuo de agua caliente, control de la temperatura
durante el proceso y ser vaciados, lavados y desinfectados, al menos una vez
al día (OMS, 1988).
Otra etapa factible de producir contaminación cruzada es la del desplumado
mecánico. Esto se debe a la utilización de dedos de caucho y la formación de
aerosoles. Por este último aspecto es conveniente poner barreras físicas en
este sector, aislándolo del resto (OMS, 1988).
En Argentina, uno de los microorganismos de mayor importancia, a la hora de
medir la calidad microbiológica en las canales de pollo, es la presencia o
ausencia de Salmonella spp. Se considera de control obligatorio, dentro de los
criterios microbiológicos para carne de pollo, ya que supone un importante
riesgo para la salud pública (SENASA, 1995; ANMAT, 2012).
4.2.6. Escherichia coli O157: H7
Dice la OMS, Escherichia coli (E. coli) es una bacteria que se encuentra
habitualmente en el intestino del ser humano y de los animales homeotermos.
La mayoría de las cepas de E. coli son microbiota normal, sin embargo algunas
de ellas, como E. coli enterohemorrágica (EHEC), pueden causar graves
enfermedades a través de los alimentos. La bacteria se transmite al hombre
principalmente por el consumo de alimentos contaminados, como productos de
carne picada cruda o poco cocida, leche cruda, y hortalizas y semillas
germinadas crudas contaminadas (OMS, 2011).
“Escherichia coli es parte de la flora anaerobia facultativa del tracto intestinal
del hombre y de los animales. Los aislamientos se diferencian serológicamente
por los antígenos somáticos (O), flagelar (H) y capsular (K). Hasta el presente
se identificaron 174 antígenos O, 56 H y 80 K. La mayoría de las cepas son

26
comensales, pero algunas cepas pueden causar diarrea y han sido clasificadas
en seis categorías o grupos: enterohemorrágica (EHEC), enteropatógena
(EPEC), enterotoxigénica (ETEC), enteroinvasiva (EIEC), enteroagregativa
(EaggEC), y de adherencia difusa (DAEC)” ( Rivas, et al., 2008).
Esta descripta semejanza de Escherichia coli productoras de la toxina Shiga
(STEC) con Escherichia coli verocitotoxigénicas debido a la similitud
demostrada entre las verocitotoxinas (VT) y las toxinas Shiga (stx) de Shigella
dysenteriae (OIE, 2004).
Las cepas verocitotoxigénicas de Escherichia coli (VTEC) pertenecen a más de
100 serotipos diferentes. Escherichia coli 0157:H7 es el serotipo predominante
y más virulento en un subtipo patógeno de VTEC, llamado Escherichia coli
enterohemorrágica (EHEC). En las dos décadas pasadas, la VTEC 0157:H7 ha
adquirido importancia mundial como problema de salud pública. Otros
serogrupos no – 0157, incluyendo 026, 091, 0103, 0104, 0111, 0113, 0117,
0118, 0121, 0128 y 0145, se han asociado con brotes ocasionales de
enfermedad humana y otros aún con casos esporádicos (OIE, 2004).
Por ser Escherichia coli parte de la microbiota del intestino, se usa como el
mejor indicador de contaminación fecal del alimento, en este caso indica la
probabilidad de contaminación con bacterias perjudiciales o patógenas para el
hombre que tienen un habitad común como puede ser el caso de Salmonella
spp ( Michanie, 2003; ANMAT, 2012).
Escherichia coli productor de toxina shiga (STEC) es considerada un patógeno
emergente transmitido por los alimentos asociado a casos esporádicos y brotes
de diarrea, colitis hemorrágica (CH) y Síndrome Urémico Hemolítico (SUH)
( Rivas, et al., 2008).

27
En ocasiones, la colitis hemorrágica deriva en Síndrome Urémico Hemolítico
(SUH), causa importante de insuficiencia renal aguda en niños y morbi -
mortalidad en adultos (Health, 2009; OMS, 2011).
Los reservorios de la ECEH O157:H7 son los rumiantes, en especial el ganado
bovino y las ovejas, que se infectan sin presentar síntomas y eliminan el
organismo con las heces. Otros animales como conejos y cerdos también
pueden transportar este organismo. La mayoría de los casos en humanos han
estado vinculados con el contacto directo o indirecto con el ganado bovino. Sin
embargo, algunos están asociados con otras especies, entre ellas ovejas,
cabras (leche de cabra no pasteurizada), cerdos (salame de cerdo seco
fermentado), ciervos (venado), caballos, conejos y aves (OIE, 2004; Health,
2009).
La infección de animales con Escherichia coli 0157:H7 es invariablemente
asintomática, a pesar de la patogenicidad que presenta en los humanos (OIE,
2004).
La prevalencia de este patógeno es, aparentemente, baja en aves. (Witold &
Hovde, 2011) Sin embargo, se ha demostrado la capacidad de Escherichia coli
O157:H7 de colonizar la mucosa intestinal de pollos, particularmente en ciego,
y diseminarse al ambiente. Esto significa que los pollos pueden actuar como
hospedadores o reservorios siendo una posible amenaza a la salud pública
(Heuvelink, et al., 1999; Reuben, et al., 2003).
Es importante destacar que la dosis infectiva de Escherichia coli 0157:H7 y no
- 0157: H7 es de 10 a 100 bacterias por gramo de alimento ( Rivas, et al., 2008;
Chinen, et al., 2009).
28
Se describe el aislamiento y caracterización de la toxina Shiga (Stx) productora
de Escherichia coli (STEC) O157: H7 en carne cocida y sin cocer y
hamburguesas de pollo y de canales de pollo obtenidos durante los
procedimientos de muestreo en 2001 y 2002 en la Ciudad de Buenos Aires,
Argentina. No se detectaron cepas idénticas de fagotipificación, stx
genotipificación y PFGE en la carne cruda y cocida y hamburguesas de pollo
en diferentes restaurantes, que habían sido recogidos en las mismas o
diferentes fechas de muestreo. Estos resultados ayudan a subrayar la
importancia de la detección de STEC O157 en los productos cárnicos, para
mejorar la vigilancia activa, y definir estrategias de control a fin de evitar nuevos
casos de infección por STEC (Chinen, et al., 2009).
4.2.7. Criterios Microbiológicos
De acuerdo a las normas sanitarias, los alimentos de consumo humano deben
estar libres de microorganismos capaces de alterarlos, extendiendo así su
durabilidad e inocuidad. También de organismos patógenos causantes de
enfermedades al consumidor. “Que si bien las Buenas Prácticas de
Manufactura son obligatorias y los Sistemas de Análisis de Peligros y Puntos
Críticos de Control recomendables para asegurar que los microorganismos
sean eliminados o minimizados a un nivel tal que no puedan ocasionar daños a
los seres humanos, se hace necesario establecer criterios microbiológicos a fin
de proteger la salud de los consumidores” (SENASA, 2004).
Son definidos como criterio microbiológico, para alimentos, los parámetros
evaluados que dan la aceptabilidad de un proceso, producto o lote de
alimentos, basándose en la ausencia o presencia o, el número de
microorganismos y/o la investigación de sus toxinas, por unidad de masa,
volumen o área (ANMAT, 2012).

29
Más de cien países han firmado el “Acuerdo Sanitario y Fitosanitario” (SPS),
dado que algunos criterios microbiológicos han sido usados como barrera
comercial internacional. Según este acuerdo “un país tiene el soberano
derecho de decidir sobre el grado de protección que desea para sus
ciudadanos, y debe proveer, si le es requerido la evidencia científica acerca del
nivel de protección deseado”. Consecuentemente este país deberá poder
explicar con fundamentos científicos, consideraciones de riesgo y
consideraciones sociales la justificación para este criterio (ICMSF, 2006).
La presencia de algunos microorganismos en los alimentos no es
necesariamente índice de riesgo para el consumidor. Algunos de los alimentos
que consumimos de origen animal o vegetal se encuentran naturalmente
asociados a microorganismos (ANMAT, 2012).
Dentro de los microorganismos que componen el criterio microbiológico, se
establecen dos tipos:
Organismos indicadores: Para evaluar inocuidad microbiológica de los
alimentos.
- Para evaluar calidad de la materia prima, abuso de la temperatura, problemas
de almacenamiento, vida útil (Recuento de aerobios mesófilos).
- Para ver potencial de contaminación fecal, presencia de patógenos
(Escherichia coli - Coliformes fecales).
- Para evaluar contaminación por manipulación humana, (Staphylococcus aureus
coagulasa positivo).

30
- Para evaluar contaminación post tratamiento térmico (Coliformes-
enterobacterias, Staphylococcus aureus coagulasa positivo, Enterococcus
faecalis).
- Para evaluar productos metálicos de patógenos que sean un problema para la
salud, ((termonucleasas).
Organismos patógenos: aquellos que pueden ser un vehículo potencial de
enfermedad para quienes lo consuman (Salmonella spp, Escherichia coli
O157:H7) (ANMAT, 2012).
Los criterios microbiológicos deben estar acompañados por información del
producto alimenticio a evaluar, plan de muestreo, el método de examen y el
límite microbiológico que deberá reunir (ICMSF, 2006).
Asociado a los parámetros microbiológicos se incorporaron al Código
Alimentario Argentino planes de muestreo y métodos analíticos de
determinación de los mismos. Los métodos de laboratorio utilizados para la
detección o recuento de microorganismos forman parte del criterio
microbiológico. La confiabilidad de los resultados de laboratorio de
microbiología depende del procedimiento del muestreo, número de muestras
recolectadas, toma aleatoria y de la técnica seleccionada para realizar el
análisis (SENASA, 2004).
La aceptabilidad de un proceso, en relación a inocuidad de los alimentos, es
frecuentemente el aspecto más difícil de analizar. Los análisis microbiológicos
de los alimentos son una herramienta eficaz en esta evaluación. El criterio para
la interpretación de los resultados de laboratorio obtenidos en microbiología es,
frecuentemente, el más difícil y complejo aspecto de todo el proceso de
evaluación. Esto es así porque entra en juego el criterio profesional y las

31
circunstancias que rodean al hecho (brote, control de rutina, toma de muestra
en línea de proceso o en punto de venta, producto listo para consumo, etc.).
Para una adecuada interpretación de estos resultados es importante establecer
qué resultados son alcanzables y/o esperables (SENASA, 2004; ANMAT,
2012).
En Argentina, el Código Alimentario establece dos categorías principales en
cuanto a los criterios a seguir para la elaboración de patrones microbiológicos:
Criterios Complementarios (recomendatorio): Es el criterio establecido para
evaluar el proceso tecnológico utilizado para la obtención de un producto.
Puede orientar al fabricante, detectar puntos sin control y hacer seguimiento.
Su incumplimiento no deriva en sanciones.
Criterio Obligatorio: Este está establecido para los microorganismos
considerados patógenos y/o sus marcadores, considerados de importancia en
salud pública y de acuerdo con la clase de alimento. En este caso su hallazgo
constituye razón suficiente para imputar la infracción y proceder en
consecuencia, en forma preventiva o represiva, imponiendo las sanciones que
correspondan (SENASA, 1995; ANMAT, 2012).

32
Tabla 1: Especificaciones microbiológicas establecidas por el Código
Alimentario Argentino (SENASA, 1995; SENASA, 2004; ANMAT, 2012).
Criterio Complementario
Determinación Resultados Método de Análisis
Recuento de Aerobios
Mesófilos / g
n = 5
c = 3
m = 106
M = 107
ICMSF o equivalente Microorganismo de
los Alimentos Vol. I
Técnicas de análisis microbiológico
Parte II
Enumeración de microorganismos
aerobios mesófilos – Método de
Recuento en Placa
Recuento de
Escherichia
coli /g
n = 5
c = 2
m = 100
M = 500
ICMSF o equivalente Microorganismo
de los alimentos Vol. I
Técnicas de análisis microbiológico-
Parte II
Bacterias coliformes
Recuento de
Staphylococcus aureus
coagulasa positivo/ g
n = 5
c = 2
m = 100
M = 1000
ICMSF o equivalente Microorganismo
de los alimentos Vol. I
Técnicas de análisis microbiológico-
Parte II
S. aureus recuento de estafilococos
coagulasa positivos

33
Criterio Obligatorio
Determinación Resultados Método de Análisis
Escherichia coli
O157:H7 /NM
n = 5 c = 0
Ausencia en 65 g
USDA- FSIS Guía de Laboratorio de
microbiología capítulo 5 Detección
aislamiento e identificación de E. coli
O157:H7 / MN en productos cárnicos
o equivalentes
Salmonella spp
n = 5 c = 0
Ausencia en 25 g
Manual de Bacteriología Analítico
FDA (BAM)
capítulo 5
Salmonella spp o equivalente
n = número de unidades que compone la muestra; c = Número de unidades
que dan valor entre m y M
4.2.8. Enfriamiento por inmersión
La finalidad del enfriamiento inmediato, es frenar o inhibir la multiplicación de
microorganismos presentes en el pollo, este también retrasa la maduración
enzimática que puede generar malos olores y consiste en bajar la temperatura
de la carne a 4 °C o menos, tan pronto como sea posible, luego del proceso de
evisceración (Moreno , 2006).
En el sistema de enfriado por inmersión se impulsa constantemente las
canales, mediante procedimientos mecánicos a través de una corriente de
agua que circula en dirección opuesta. El tiempo de permanencia en el primer
tanque de enfriamiento no deberá exceder los 30 minutos, en los restantes solo
podrá permanecer el tiempo suficiente para lograr el enfriamiento de la

34
carcasa, de modo que no supere los 10 °C medidos en la profundidad de la
masa muscular de la pechuga (SENASA, 1968).
Al bajar la temperatura de las canales, los líquidos tisulares se solidifican e
impiden la salida del agua absorbida en el tanque de pre enfriado. El sistema
de contracorriente se utiliza para mejorar el intercambio de calor y la limpieza
de las canales, es decir que las canales circulan a lo largo del tanque en
sentido contrario al movimiento del agua, de tal manera que a medida que ellas
avanzan el agua está más limpia y más fría. Para reducir la diferencia de
temperatura en el interior de los tanques, se suele inyectar aire desde su base,
cuyas burbujas agitan la capa superficial del agua (Moreno , 2006; CAC, 2011).
Este sistema de enfriamiento tiene que asegurar una renovación de agua a
razón de un mínimo de 2,5 litros por canal de un peso igual o inferior de 2,5 Kg,
4 litros por canal cuyo peso este comprendido entre 2,5 Kg a 5 Kg y 6 litros por
canal cuyo peso sea igual o superior a 5 Kg. Si se utilizan varios tanques la
renovación de agua deberá regularse de manera que disminuya
progresivamente en dirección al desplazamiento de las canales, teniendo que
ser la del último de ellos, no inferior a 1 litro por canal de un peso igual o
inferior a 2,5 Kg, 1,5 litros por canal con un peso entre 2,5 Kg y 5 Kg y de 2
litros por canal de un peso igual o superior a 5 Kg (SENASA, 1968).
El agua empleada en el sistema de enfriado se controlará por medio de
caudalímetro. La temperatura del agua será de 16 °C en el punto donde las
canales ingresan al sistema y no superará los 4 °C donde las canales salen del
mismo (SENASA, 1968).
Al salir del sistema de enfriado por inmersión, las canales serán sometidas a
escurrimiento para eliminar el agua libre que se halle sobre las canales, de tal

35
manera que el agua retenida no supere el 8 % del peso total de esta (SENASA,
1968; CAC, 2011).
4.2.9. Agua del sistema de refrigeración
La temperatura es una variable física que influye notablemente en la calidad del
agua. Afecta a parámetros o características tales como: solubilidad de gases y
sales (Ley de Henry y curvas de solubilidad), cinética de reacciones químicas y
bioquímicas (aumento de la velocidad de reacción con la temperatura - Ley de
Vant´Hoff-), desplazamiento de equilibrio químico (un aumento de la
temperatura los desplaza en el sentido que son endotérmicos - Principio de Le
Chatelier-), y tensión superficial. La influencia más interesante es la
disminución de la solubilidad del oxígeno al aumentar la temperatura y la
aceleración de los procesos de putrefacción (Alfayate Blanco, et al., 2002).
El pH del agua, que indica el comportamiento ácido o básico de la misma, es
una propiedad de carácter químico de vital importancia para la vida acuática.
Tiene influencia sobre determinados procesos químicos o biológicos, el poder
desinfectante del cloro, etc. (Alfayate Blanco, et al., 2002).
El pH del agua, para que el cloro tenga un buen poder desinfectante, tiene que
estar entre 5,8 y 6,5 es decir sea bajo o neutro, en los tanques de enfriado por
inmersión (FAO/WHO, 2008).
En el campo bacteriano es más económico buscar energía vital en procesos
aerobios que anaerobios. Es decir, la multiplicación bacteriana será más
abundante en el primer caso que en el segundo. En síntesis, materia orgánica,
más oxígeno, más microorganismos, dan como resultado más multiplicación
microbiana (Alfayate Blanco, et al., 2002).
36
Los establecimientos que producen alimentos, deben disponer de filtros para
remover impurezas, aplicar hipoclorito de sodio según recomendaciones
técnicas con el fin de lograr una concentración de 100 ppm, que permita
eliminar microorganismos patógenos (FAO, 2009).
El mantener actividad antimicrobiana en el agua de proceso puede tener
múltiples funciones, dependiendo del proceso específico. Algunas de ellas
pueden ser la prevención de transferencia de microorganismos patógenos y la
inhibición de deterioro del lote de un producto, de formación de biopelículas
por microorganismos patógenos, de deterioro de superficies de equipos
durante el procesamiento y de descomposición de microorganismos que se
unen al tejido de los alimentos (FAO/WHO, 2008). El rociar con agua de 50
ppm de dióxido de cloro durante el desplume sirve para mitigar el aumento de
la carga microbiana (Berrang, et al., 2011).
En las directrices del CAC se establecen varias medidas de control basadas en
el peligro. Estas incluyen el uso de descontaminantes químicos para reducir la
prevalencia y/o concentración de Campylobacter y Salmonella en las canales
de pollo de engorde. Se aplicará donde sea relevante desde la cadena primaria
de producción hasta el consumo (CAC, 2011).
Dentro de las medidas de control basadas en el peligro, el CAC sostiene que
la aplicación de un rocío con agua clorinada (concentración de 20 a 50 ppm),
luego del desplume y la evisceración de la canal, reduce la prevalencia de
canales de pollo positivas para Salmonella spp de 34 % a 26 % y de 45 % a 36
% respectivamente (CAC, 2011).
El cloro es un germicida de amplio espectro, que presenta propiedades
residuales que pueden medirse fácilmente. Además, el equipo para dosificación
es sencillo, confiable y de bajo costo. Por último, el cloro y sus derivados se

37
consiguen en lugares remotos de países en desarrollo; es económico y eficaz
en relación con su costo (Solsona & Méndez, 2002).
En las plantas de alimentos de alimentos para las distintas aplicaciones como
desinfectante, se compra el cloro como una solución de hipoclorito de sodio
(NaOCl). Las soluciones de hipoclorito de sodio utilizadas en el procesamiento
avícola contienen entre 5 y 12 por ciento de hipoclorito de sodio puro. El
blanqueador casero típicamente contiene 5.25 por ciento de NaOCl (Russell,
2010).
Se debe lavar a conciencia el interior y el exterior de las canales usando la
presión de agua suficiente para eliminar la contaminación visible. Debe usarse
un equipo apropiado, para asegurar el contacto directo del agua con la
superficie de la canal (CAC, 2011).
El comportamiento del cloro o su cinética química en el agua varía según la
concentración de materia orgánica presente. En trabajo de investigación se
determinó que agua clorada a razón de 50 mg/l se obtenía un nivel de cloro
libre residual de 34 mg/l después del 1 de minuto, disminuyendo a 20 mg/l
después de 50 minutos. Se usó más agua en el tanque de inmersión
inicialmente con cloro a 50 mg/l, donde material orgánico se había acumulado,
la concentración de cloro libre residual fue de aproximadamente cero después
de 1 minuto (FAO/WHO, 2008).
Se produce una rápida inactivación del cloro cuando hay presencia de materia
orgánica, esto reduce en gran medida la capacidad de este de matar
Campylobacter spp y Salmonella spp en los tanques de enfriado por inmersión,
por tal motivo el cloro debe ser dosificado en el agua de enfriamiento
continuamente para mantener la actividad del cloro residual (FAO/WHO, 2008).

38
De la Consulta de expertos FAO/OMS sobre los beneficios y riesgos del uso de
los desinfectantes clorados en la producción de alimentos y el procesamiento
de alimentos, el representante presentó un resumen del resultado de esa
consulta y resaltó la conclusión general donde los residuos identificados de los
desinfectantes clorados y de los subproductos de desinfección no planteaban
preocupaciones de salud, basándose en las exposiciones alimentarias
estimadas (CAC, 2011).
5. OBJETIVO GENERAL
Determinar si las canales producidas en planta faenadora presentan riesgo
biológico que pueda afectar la salud pública, en el marco del correcto
desempeño del Sistema de Bioseguridad y Aseguramiento de Calidad.
5.1. OBJETIVOS ESPECÍFICOS
Evaluar los factores que influyen en el nivel de contaminación microbiana de
las canales de aves procesadas mediante sistema de enfriado por inmersión.
Evaluar la presencia de Escherichia coli spp y Escherichia coli 0157:H7 como
indicadores de contaminación fecal, en canales de pollos faenadas.
Determinar mediante los criterios microbiológicos oficiales; Aerobios mesófilos
totales y de Salmonella spp, con el propósito de monitorear el desempeño del
sistema de autocontrol (HACCP) para una planta faenadora, ubicada en la
provincia de Mendoza.
39
6. MATERIALES Y MÉTODOS
6.1. Descripción del proceso
Los pollos parrilleros son criados en granjas, ubicadas en distintas áreas de la
provincia de Mendoza, manejadas bajo los más estrictos controles sanitarios y
de bioseguridad.
La planta procesadora esta sectorizada en distintas áreas (Área de descarga y
reposo de las aves, Área sucia, Área intermedia, Área limpia) cada una de las
cuales están separadas por muros, conectándose a través de troneras por
donde pasan las aves colgadas, esto permite un mayor control del polvillo y
aerosoles de agua generados por el pelado, como así también el flujo de aire
es con presión negativa, contemplándose la colocación de extractores de aire
de tal manera que el flujo sea del área limpio a la sucia.
Una vez que las aves alcanzan una edad de 49 días se las traslada en cajas
plásticas a la planta procesadora (luego de un ayuno de 8 hs).Una vez llegadas
son descargadas en el área de descanso donde son inspeccionadas por
profesional veterinario para corroborar su buen estado sanitario y correcto
manejo de traslado.

40
Foto 1: Área de descarga y reposo de aves
Iniciado el proceso de faena (Anexo: Flujograma del proceso), entran en el área
sucia donde son colgadas, noqueadas y degolladas.
El noqueo o aturdimiento es eléctrico, induce a un estado epiléptico en el
cerebro que dura lo suficiente para realizar el desangrado, ocasionando la
muerte por anoxia cerebral. La intensidad de la corriente que se aplica es la
combinación de amperaje y voltaje apropiado para las aves. Los equipos tienen
un medidor para establecer la corriente correcta según el peso de estas, para
evitar hemorragias en el músculo, (pollos de 1,5 a 2 Kg se aplica 50 a 70
voltios, durante 5 segundos) (FAO & Fundación Internacional Carrefour, 2007).

41
Foto 2: Área sucia, ingreso de aves a noqueador
Foto 3: Área sucia, degüello de aves
Posteriormente pasan al sector intermedio donde son escaldadas, peladas,
repeladas, se realiza corte de cabeza, cogote, orificio pericloacal, lavado
externo, corte de garras y apertura de abdomen.

42
Foto 4: Área intermedia, escaldadoras y peladoras
Foto 5: Área intermedia, pelado semiautomático

43
Foto 6: Área intermedia, corte de cabeza y repelado
Foto 7: Área intermedia, apertura orificio pericloacal y corte de cogote

44
Foto 8: Área intermedia, duchado externo
Paso siguiente entran en el sector limpio donde se realiza el proceso de
evisceración, de inspección interna, separación de menudencias y retiro de
vísceras verdes.
Foto 9: Área limpia, eviscerado manual

45
Foto 10: Área limpia, eviscerado, canaleta de traslado de vísceras de pollo
Foto 11: Área limpia, separación de vísceras verdes, de corazón, hígado y molleja

46
Foto 12: Área limpia: separación de vísceras verdes de hígado corazón y molleja
Foto 13: Área limpia, cortadora de mollejas y cinta de traslado

47
Foto 14: Área limpia, peladora de mollejas
Foto 15: Área limpia, eviscerado, cinta de traslado de cogotes y cinta con túnel de duchas de traslado de aves

48
Foto 16: Área limpia, cinta con túnel de duchas externas de traslado de pollos al chiller
Luego las canales son transportadas por una cinta a través de un túnel con
duchas en el interior hasta un tanque de pre enfriado (PRECHILLER). En este,
el agua circula a contra corriente y está a temperatura ambiente (23 ºC
aproximadamente). Las canales permanecen en este lugar 25 minutos. Luego
salen transportadas por un tornillo sinfín descargador y son transferidas, a
través de una cinta, a un tanque de enfriado (CHILLER).
49
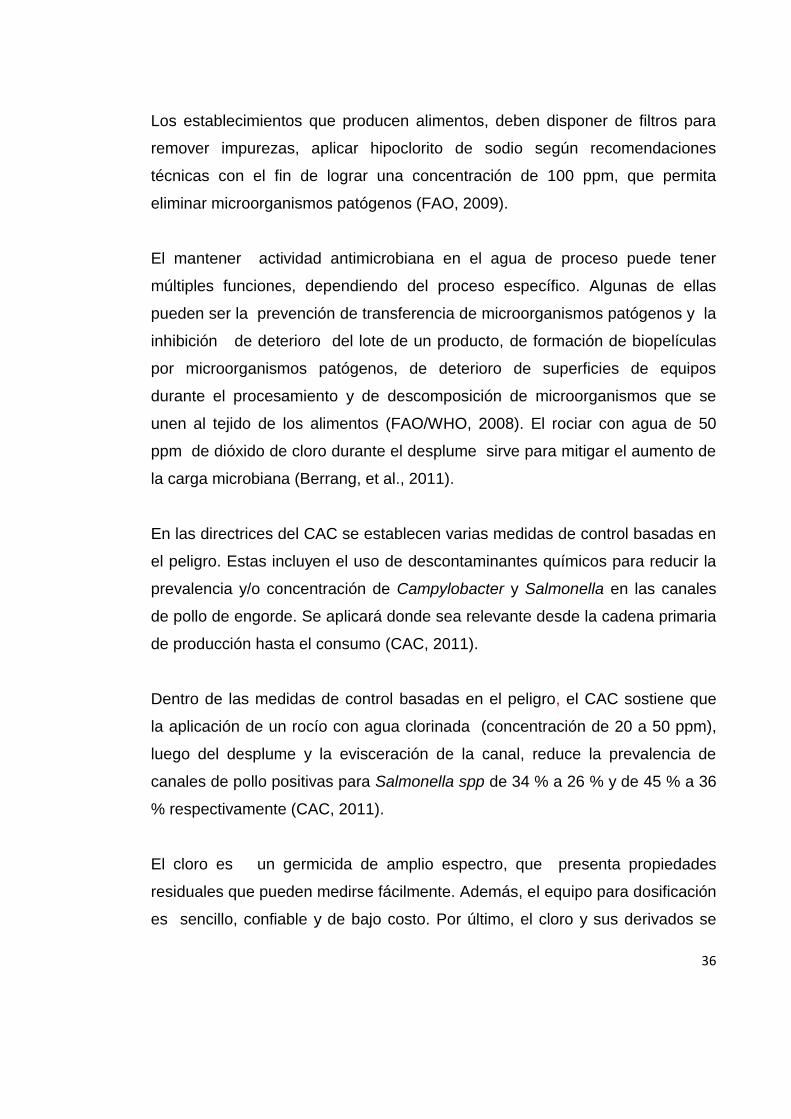
Foto 17: Área limpia prechiller y chiller
Dentro del Chiller las canales permanecen durante 45 - 50 minutos, a una
temperatura entre 4 ºC y 9 ºC.
Al agua de pre- enfriamiento y enfriamiento se le adiciona hipoclorito de sodio
a través de bomba dosificadora graduada, para obtener una concentración de
cloro libre que va de 3 ppm a 1,5 ppm en el tanque de pre enfriado y de 8 ppm
a 6 ppm en el tanque de enfriado. El agua del Prechiller es renovada a razón
de 2,5 litros por carcasa; y la del Chiller de 2 litros por carcasa, de renovación
continua a través de un sistema de desagüe. Finalizada la jornada de faena,
se vacían los tanques de enfriado para ser limpiados y se los vuelve a llenar al
día siguiente.
El volumen de agua se modificó en el Prechiller a 4 litros por carcasa y el
Chiller se mantuvo en 2 litros por canal, siendo el caudal que ingresa en el
chiller de 10.000 litros por hora y en el chiller 5.000 litros por hora, controlados
por caudalímetro. Además, se implementó un sistema de flujo en contra-
corriente y de agitadores con inyección de aire (SENASA, 1968).

50
Foto 18: Área limpia prechiller y chiller
El análisis de riesgo biológico se realizó a través de sistema (HACCP) análisis
de riesgos y puntos críticos de control, siguiendo el modelo general establecido
por el Servicio de Inocuidad e Inspección de los Alimentos (FSIS) (USDA,
1999; CAC/RCP 1, 1969,Rev. 4 - 2003).
El análisis microbiológico se realizó en base a los criterios establecidos en el
Código Alimentario Argentino y resolución conjunta (SENASA, 2004; ANMAT,
2012).
6.1.1. Análisis de Riesgo
A partir de la estandarización del proceso productivo, se identificaron
exhaustivamente todas las posibilidades de contaminación que existieron en
cada una de las etapas del proceso donde el producto se pudiera ver afectado
con la presencia de contaminantes, químico, físico o biológico.

51
Los contaminantes físicos aunque en este tipo de producción parecen tener
poca relevancia no dejan de ser un problema ya que la presencia de resto de
vidrio, astilla de hueso, resto de elemento metálico, puede ocasionar costos de
médico deteriorando la imagen del producto en el mercado.
Los contaminantes químicos, dependiendo de su origen pueden ocasionar
respuesta rápida como es el caso de tóxicos agudos o lo que es peor irse
acumulando en el cuerpo sin mostrar ninguna manifestación y cuando esta se
presenta ya el daño es irreversible.
Los contaminantes de origen biológico a los cuales nos abocaremos en este
estudio, generalmente ocasionan respuesta casi inmediata, en el caso de las
toxinas y un poco más lentas pero también a corto plazo en el caso de la
infección por bacterias.
Para dar una valoración correcta de los posibles contaminantes del pollo el
equipo HACCP, tuvo en cuenta en cada una de las etapas del proceso, algunos
de los factores que influyen activamente en la entrada de peligros en la planta
de procesamiento, como son:
Malos hábitos de higiene, del proceso de manipuladores.
Inadecuado proceso de higiene y desinfección.
Falta de utensilios, productos y elementos empleados en la desinfección.
Equipos deficientes inadecuados o mal mantenidos.
Instalaciones sanitarias inadecuadas y deficientes.
Mal manejo de residuos sólidos y líquidos.
Inadecuado control de plagas.
Falta de capacitación sanitaria.

52
Para identificar los puntos críticos de control (PCC) se utilizó la metodología
del árbol de decisiones (CAC/RCP 1, 1969,Rev. 4 - 2003).
6.1.2. Metodología de Muestreo para recuento de microorganismos
El muestreo para el recuento de microrganismos se efectuó en las canales de
pollo en la zona dorso lumbar y piel de cuello. Las canales fueron tomadas al
azar en dos puntos críticos de la cadena de procesamiento.
a) Antes del enfriado, a la salida del Prechiller.
b) Después del enfriado, a la salida del Chiller.
Este muestreo se realizó una vez por semana, durante cinco semanas. Las
primeras tres semanas se efectuó en forma consecutiva; y las últimas dos,
luego de la implementación de mejoras en el sistema de enfriado por
inmersión, se muestrearon 5 pollos en cada punto crítico en dos momentos:
Momento I: Al inicio de la jornada. Momento II: 4 h después.
Se logró un total de 20 pollos por muestreo, considerado un número apto para
la demostración estadística. Inmediatamente después de la recolección, cada
muestra se agitó vigorosamente y se almacenó en un envase con hielo seco
para ser transportadas al laboratorio e iniciarse el análisis microbiológico.
El método de muestreo para Recuento de aerobios mesófilos, en el caso de
Escherichia coli genérico y Escherichia coli O157:H7, se efectuó utilizando una
plantilla estéril con un área de 10 cm2 x 5 cm2. La plantilla fue colocada justo
desde la base de la rabadilla y se extendió sobre la columna vertebral. Para
recolectar los microorganismos, se utilizó el método de hisopado, en el cual se
pasa 10 veces en sentido vertical y 10 veces en sentido horizontal.

53
Foto 19: Hisopado de pollo con plantilla estéril
El método de muestreo para la detección de Salmonella spp, antes del ingreso
de las canales, se efectuó seleccionando al azar las canales de pollo. De la
misma manera que para el hisopado, se tomaron 5 aves y se obtuvo una
muestra de 25 g, como mínimo. A cada canal seleccionada se le seccionó un
trozo de piel, desde la base del cuello, de 5 gramos aproximadamente
utilizando un bisturí estéril. Los trozos de piel se depositaron en bolsa estéril
hasta completar una muestra de 25 g, como mínimo. Al egreso del Chiller se
efectuó el método de hisopado, para recolectar microorganismos, en la
superficie de cogote y región pericloacal.
Los análisis se procesaron en el laboratorio de Microbiología del Instituto
Nacional de Tecnología Industrial- Centro Mendoza.
54
Foto 20: Procesamiento de muestras en laboratorio (INTI)
Para trabajar con muestras con posibles patógenos, se tomaron las medidas de
bioseguridad establecidas por el Instituto.
Foto 21: Procesamiento de muestras en laboratorio (INTI)

55
Los métodos microbiológicos que se aplicaron en laboratorio fueron:
Recuento en placa de microrganismos Aerobios mesófilos (BAM).
Foto 22: Recuento en placa de Aerobios mesófilos
Recuento en placa de Escherichia coli (ISO 16649:2).
Foto 23: Recuento en placa de Escherichia coli

56
Detección de Salmonella spp (BAM).
Foto 24: Detección de Salmonella spp, enriquecimiento selectivo en Caldo Rappaport - Vassiliadis Soja (RSV) y caldo de tetrationato (TT)
Detección de Escherichia coli O157:H7 (USDA).
Foto 25: Detección de Escherichia coli O157: H7, enriquecimiento selectivo en caldo de TSB modificado + novobiocina

57
Medición de la temperatura interna de la canal
Foto 26: Medición de la temperatura del pollo con termómetro
Se midió en la profundidad de los músculos pectorales del pollo mediante un
termómetro digital de punción para carnes. Los valores arrojados se registraron
en ° C.
Los datos se registraron en planillas para su posterior análisis.
Procedimiento de muestreo para la determinación de la concentración de
cloro libre
Se determinó la concentración de cloro libre en (ppm), en el Chiller, en tres
posiciones (entrada, parte media y salida), en los momentos I y momento II,
durante las cinco semanas de muestreo.

58
Foto 27: Tanque de depósito y sistema de dosificación de cloro
Determinación de la Concentración de Cloro Libre- Método de DPD
Se determinó por medio de un clorímetro. El principio del método está basado
en la determinación colorimétrica del compuesto producido al reaccionar el
cloro libre con la N, N-dietil-p-fenilleno-diamina (DPD). El cloro libre presente en
la muestra forma un color rosa proporcional a la concentración de cloro.
Los valores se registraron como partes por millón de cloro libre (ppm).

59
Foto 28: Clorímetro para la medición de cloro en mg/l
6.1.3. Análisis estadístico
A los fines de la realización del análisis estadístico, se procedió a la
transformación de las variables Escherichia coli y Recuento total de mesófilos
aerobios a logaritmo decimales, para cumplir con el supuesto de normalidad de
las distribuciones (Pagano, 2001; Cheminet, et al., 2009).
Para la variable Escherichia coli, con datos iguales a cero, se empleó la
transformación log (x+1) (Pagano, 2001; Cheminet, et al., 2009).
Para el análisis estadístico se realizó el análisis de Test “t” de Student,
mediante el uso del programa computarizado SPSS statistics 17.0, con el
modelo lineal MGL. Para probar la hipótesis de igualdad de medias entre
poblaciones pareadas, se empleó la prueba t de Student. (Pagano, 2001).
Valores de (p < 0,05) indican diferencias estadísticamente significativas y

60
rechazo de la hipótesis nula (la media de las diferencias entre los pares de
datos es igual a cero).

61
7. RESULTADOS
7.1. Implementación del sistema HACCP, análisis de peligros
Análisis de riesgo etapa de recepción
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es PCC
Biológicos
Contamina
ción
cruzada
por
patógenos
SI
-Contaminación
por deficiencias
del programa
de limpieza y
desinfección.
-Contaminación
del ambiente.
-Llegada de
lotes enfermos
-Verificar el programa de limpieza y
desinfección en área de recepción.
-Limpiar en forma frecuente la zona
para evitar acumulo de materia
orgánica y multiplicación bacteriana.
-Mantener temperatura fresca del área
con fogger
-Aislar las aves que vengan enfermas
ya identificadas de granjas para ser
faenadas al final del viaje.
NO
Análisis de riesgo etapa de colgado
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es PCC
Biológicos
Contamina
ción
cruzada
por
patógenos
NO -Acumulación
de bacterias en
los ganchos.
-Contaminación
del ambiente.
-Limpieza frecuente de los ganchos de
colgado.
-Personal cumpliendo hábitos
higiénicos y buenos procedimientos de
manufactura.
-Control del polvo en suspensión uso
de extractores.
NO

62
Análisis de riesgo etapa de Insensibilización
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contamina
ción
cruzada
por
equipos
Contamina
ción
microbioló
gica
NO
SI
-Malas
prácticas
durante el
aturdimiento
causen que
pasen bacterias
del tracto
gastrointestinal
a la sangre.
-Verificar el proceso de aturdimiento
para asegurarse su correcto
funcionamiento.
-Personal cumpliendo hábitos
higiénicos y buenos procedimientos de
manufactura.
-Realizar las tareas de mantenimiento
del equipo de noqueo.
NO
Análisis de riesgo etapa de degüello y desangre
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contamina
ción
cruzada
por
equipos
Contamina
ción
microbioló
gica
NO
SI
-Malas
prácticas
durante el
degüello
causen que
pasen bacterias
del tracto
gastrointestinal
a la sangre.
-Verificar el correcto estado de los
cuchillos para el degüello.
-Personal cumpliendo hábitos
higiénicos y buenos procedimientos de
manufactura.
-Verificar el correcto funcionamiento del
extractor de sangre coagulada, hacer
tareas permanentes de mantenimiento.
NO

63
Análisis de riesgo etapa de escaldado
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contaminaci
ón cruzada
por
microorgani
smos
patógenos
Químicos
Residuos
químicos
Físicos
Inhalación
de agua
SI
NO
NO
-Posible
proliferación de
microorganismos.
-Contaminación
por residuos de
desinfectantes o
detergentes en el
tanque de
escaldado
-Contaminación
por inhalación del
agua
-Utilizar sistema de contracorriente
con entrada constante de agua.
-Ajustar la temperatura del agua
según la velocidad de la línea y el tipo
de ave
-Crear un ambiente ácido para
eliminar patógenos, modificando el pH
del agua.
-Verificar el correcto funcionamiento
del equipo.
-Verificar que las aves no ingresen
vivas
NO
Análisis de riesgo etapa de desplumado y repasado
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contaminaci
ón cruzada
por
microorgani
smos
patógenos
Químicos
Residuos
químicos
Físicos
Presencia
de plumas
SI
SI
SI
-Contaminación
por presencia de
microorganismo
en el equipo.
-Contaminación
por residuos de
desinfectantes o
detergentes
-Caída del pollo
al piso
-Contaminación
por presencia de
plumas por
deficiente
operación
-Constante limpieza y desinfección del
equipo.
-Verificar el correcto funcionamiento del
equipo, mantenimiento de los dedos de
goma
-Personal cumpliendo hábitos
higiénicos y buenos procedimientos de
manufactura.
NO

64
Análisis de riesgo etapa de eviscerado
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contaminaci
ón cruzada
por
microorgani
smos
patógenos
Químicos
Residuos
químicos
Físicos
Presencia
de
materiales
extraños
SI
SI
SI
-Contaminación
por vísceras en
mal estado.
-Contaminación
por residuos de
desinfectantes o
detergentes
-Caída del pollo
al piso
-Contaminación
por ruptura de la
hiel.
-Constante limpieza y desinfección del
equipo.
-Retirar de la línea aves que evidencien
vísceras en mal estado.
-Personal cumpliendo hábitos
higiénicos y buenos procedimientos de
manufactura.
-Realizar frecuentemente limpieza y
desinfección del área de evisceración
-Verificar la correcta evisceración.
-Realizar periódicamente pruebas
microbiológicas a las canales y área de
eviscerado.
NO

65
Análisis de riesgo de inspección post morten
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contaminaci
ón cruzada
por
microorgani
smos
patógenos
Químicos
Residuos
químicos
Físicos
Presencia
de
materiales
extraños
SI
SI
SI
-Contaminación
por vísceras en
mal estado.
-Contaminación
por residuos de
desinfectantes o
detergentes
-Caída del pollo
al piso
-Contaminación
por ruptura de la
hiel.
-Constante limpieza y desinfección del
equipo.
-Retirar de la línea aves que evidencien
vísceras en mal estado.
-Personal cumpliendo hábitos
higiénicos y buenos procedimientos de
manufactura. Capacitarlo
permanentemente.
-Realizar frecuentemente limpieza y
desinfección del área de evisceración
-Instalar duchas de agua limpieza
continua.
-Realizar periódicamente pruebas
microbiológicas a las canales y área de
eviscerado.
NO

66
Análisis de riesgo de pre-enfriamiento y enfriamiento
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contaminaci
ón cruzada
por
microorgani
smos
patógenos
Químicos
Residuos
químicos
Físicos
Presencia
de
materiales
extraños
SI
SI
SI
-Crecimiento de
microorganismo
s en el tanque
de enfriamiento.
-Contaminación
por residuos de
desinfectantes o
detergentes
-Contaminación
microbiana del
agua
-Abusos del uso
de
desinfectantes.
-Constante limpieza y desinfección
del equipo.
-Mantener el flujo constante del agua.
-Colocar desinfectante para bajar la
carga microbiana del agua.
-Controlar la concentración del
desinfectante utilizado Cloro
-Utilizar elementos para la limpieza
que no dejen residuos en el equipo y
aprobados para el uso en industria
alimenticia.
-Realizar periódicamente pruebas
fisicoquímicas y microbiológicas al
agua y a las canales para verificar
inocuidad
-Controlar la temperatura del agua y
de la canal
SI

67
Análisis de riesgo etapa de pesaje y selección
Posibles
Peligros
Significativo
SI / NO
Justificación
del peligro
Medidas Preventivas Es
PCC
Biológicos
Contaminaci
ón cruzada
por
microorgani
smos
patógenos
Físicos
Presencia
de
materiales
extraños
SI
NO
-Ambiente
contaminado.
-Contacto de
las canales
con equipos o
utensilios
contaminados
-Constante limpieza y desinfección del
equipo.
-Control del flujo de aire de la zona
para prevenir cualquier foco de
contaminación.
-Usar canastos o cajas correctamente
desinfectadas
-Control de buenas prácticas al
personal
NO

68
Análisis de riesgo etapa de almacenamiento
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contaminaci
ón cruzada
por
microorgani
smos
patógenos
Físicos
Presencia
de
materiales
extraños
Químicos
restos de
desinfectant
es
SI
SI
SI
-Residuos de
desinfectantes.
-Contaminación
por deficiente
limpieza de
cámaras
-Supervivencia
de
microorganismo
s por incorrecto
manejo de la
temperatura de
las cámaras
-Por rotura de
termómetro
vidrio
-Constante limpieza y desinfección
-Control del flujo de aire de la zona
para prevenir cualquier foco de
contaminación.
-Monitorear y llevar registros de las
temperaturas de las cámaras
-Verificar la dosis de desinfectantes
usados, uso de desinfectantes
aprobados para la industria
alimenticia
-Mantenimiento continuo de estas
cámaras
-Protección en termómetros para
evitar contaminantes
SI
NO
NO

69
Análisis de riesgo etapa de despacho
Posibles
Peligros
Significativo
SI / NO
Justificación del
peligro
Medidas Preventivas Es
PCC
Biológicos
Contaminaci
ón cruzada
por
microorgani
smos
patógenos
Físicos
Presencia
de
materiales
extraños
Químicos
restos de
desinfectant
es
SI
SI
SI
-Residuos de
desinfectantes.
-Contaminación
por deficiente
limpieza de
cámaras
-Supervivencia
de
microorganismo
s por incorrecto
manejo de la
temperatura de
las cámaras
-Constante limpieza y desinfección
-Control del flujo de aire de la zona
para prevenir cualquier foco de
contaminación.
-Monitorear y llevar registros de las
temperaturas del sector
-Verificar la dosis de desinfectantes
usados.
NO
7.2. Análisis microbiológico
Escherichia coli O157:H7 y Salmonella spp
Escherichia coli O157: H7
En los datos de los resultados de los análisis para Escherichia coli O157: H7
se observó ausencia en la totalidad de las muestras tomadas. Por lo tanto, no
fue necesario un posterior análisis estadístico.

70
Gráfico 2: Detección de Escherichia coli O15:H7, del 100 % de muestras
analizadas en momento I y momento II, se registró ausencia en todos los
casos
Salmonella spp
En los datos obtenidos para la detección de Salmonella spp se observó
ausencia en la totalidad de las muestras analizadas. Por lo tanto, no fue
necesario un posterior análisis estadístico.
0
20
40
60
80
100
E. coli O157 : H7
PO
RC
EN
TA
JE
AUSENCIA
PRESENCIA

71
Gráfico 3: Detección de Salmonella spp, del 100 % de muestras analizadas en
momento I y momento II, se registró ausencia en todos los casos
0
10
20
30
40
50
60
70
80
90
100
SALMONELLA
PO
RC
EN
TA
JE
AUSENCIA
PRESENCIA
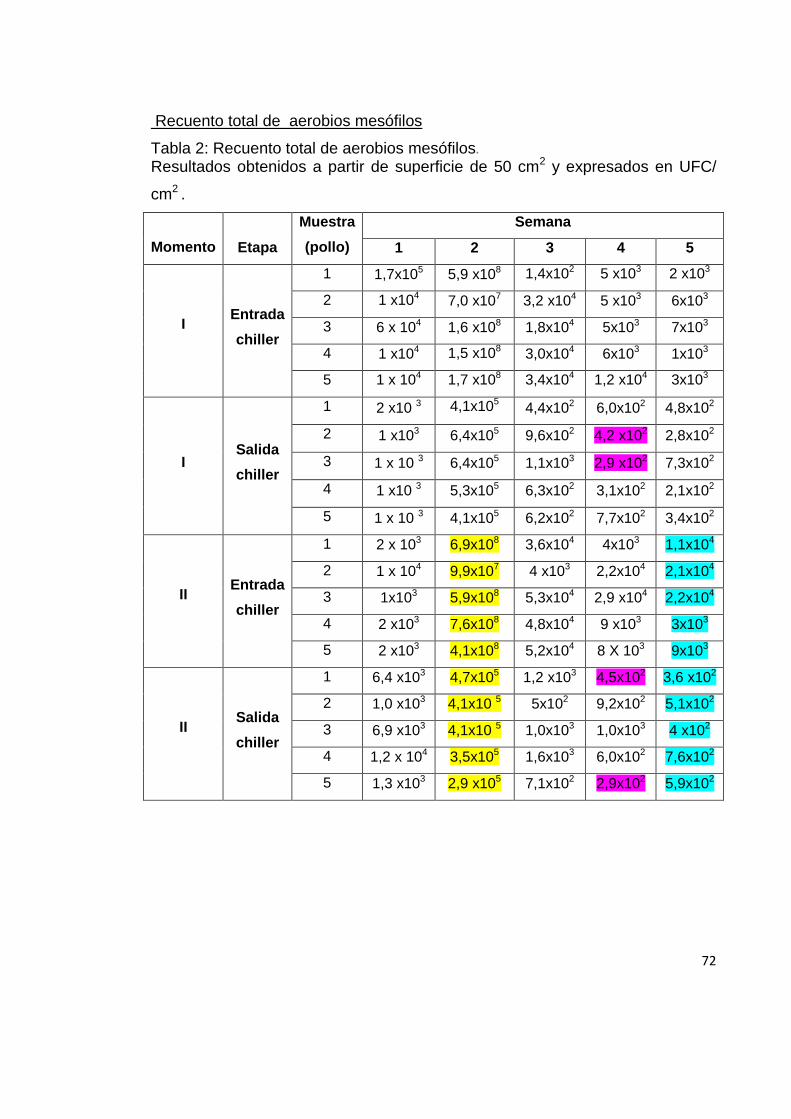
72
Recuento total de aerobios mesófilos
Tabla 2: Recuento total de aerobios mesófilos.
Resultados obtenidos a partir de superficie de 50 cm2 y expresados en UFC/
cm2 .
Momento
Etapa
Muestra
(pollo)
Semana
1 2 3 4 5
I Entrada
chiller
1 1,7x105 5,9 x108 1,4x102 5 x103 2 x103
2 1 x104 7,0 x107 3,2 x104 5 x103 6x103
3 6 x 104 1,6 x108 1,8x104 5x103 7x103
4 1 x104 1,5 x108 3,0x104 6x103 1x103
5 1 x 104 1,7 x108 3,4x104 1,2 x104 3x103
I Salida
chiller
1 2 x10 3 4,1x105 4,4x102 6,0x102 4,8x102
2 1 x103 6,4x105 9,6x102 4,2 x102 2,8x102
3 1 x 10 3 6,4x105 1,1x103 2,9 x102 7,3x102
4 1 x10 3 5,3x105 6,3x102 3,1x102 2,1x102
5 1 x 10 3 4,1x105 6,2x102 7,7x102 3,4x102
II
Entrada
chiller
1 2 x 103 6,9x108 3,6x104 4x103 1,1x104
2 1 x 104 9,9x107 4 x103 2,2x104 2,1x104
3 1x103 5,9x108 5,3x104 2,9 x104 2,2x104
4 2 x103 7,6x108 4,8x104 9 x103 3x103
5 2 x103 4,1x108 5,2x104 8 X 103 9x103
II Salida
chiller
1 6,4 x103 4,7x105 1,2 x103 4,5x102 3,6 x102
2 1,0 x103 4,1x10 5 5x102 9,2x102 5,1x102
3 6,9 x103 4,1x10 5 1,0x103 1,0x103 4 x102
4 1,2 x 104 3,5x105 1,6x103 6,0x102 7,6x102
5 1,3 x103 2,9 x105 7,1x102 2,9x102 5,9x102

73
En la tabla 2 se resalta con color amarillo el momento II de la semana de mayor
carga de UFC/cm2 donde se muestran valores dentro de los límites no
deseables y con color celeste la semana con menor carga de UFC/cm2 ya
dentro de límites de aceptación. De color lila se resalta valores de carga de
microorganismos registrados a la salida del chiller, similares a pesar de haber
transcurrido entre el momento I y el momento II cuatro horas.
Los valores registrados para Recuento de aerobios mesófilos en momento I y
II de la semana uno, dos y tres de muestreo, refleja un mayor número de
UFC/cm2 si los comparamos con los valores obtenidos en la semana cuatro y
cinco de muestreo, este descenso se observó luego de las modificaciones en el
flujo de ingreso de agua, el cambio de sentido de circulación de esta en el
prechiller y chiller y el incorporar sopladores de aire.
Gráfico 4: Valores medios de Recuento de aerobios mesófilos totales
expresado en log de UFC/cm2, en los momentos I y II, a la salida del Chiller, de
la semana uno a la tres de muestreo.
En las tres primeras semanas de muestreo la comparación de medias para el
Recuento de microorganismos aerobios mesófilos totales, en los dos

74
momentos de muestreo, no manifestó un incremento significativo en la carga
microbiana (p > 0.05).
Gráfico 5: Valores medios de Recuento de aerobios mesófilos totales
expresados en log de UFC/cm2, en momentos I y II, a la salida del Chiller,
semana cuatro a cinco.
En la semana cuatro y semana cinco de muestreo tampoco se registró una
diferencia estadísticamente significativa (p > 0.05).

75
Gráfico 6: Valores medios de Recuento de aerobios mesófilos totales
expresado en log de UFC/ cm2, en el momento I, a la salida del Chiller, semana
uno a la tres vs semana cuatro a cinco.
Si comparamos la semana uno a la tres con la semana cuatro a la cinco se
observa una diferencia estadísticamente significativa (p < 0.001), reflejando
una disminución en la carga de microorganismos. Dicha disminución coincide
con las mejoras en el flujo de ingreso de agua en los Chiller, cambio de sentido
de la corriente de agua opuesta a la circulación de la canal.
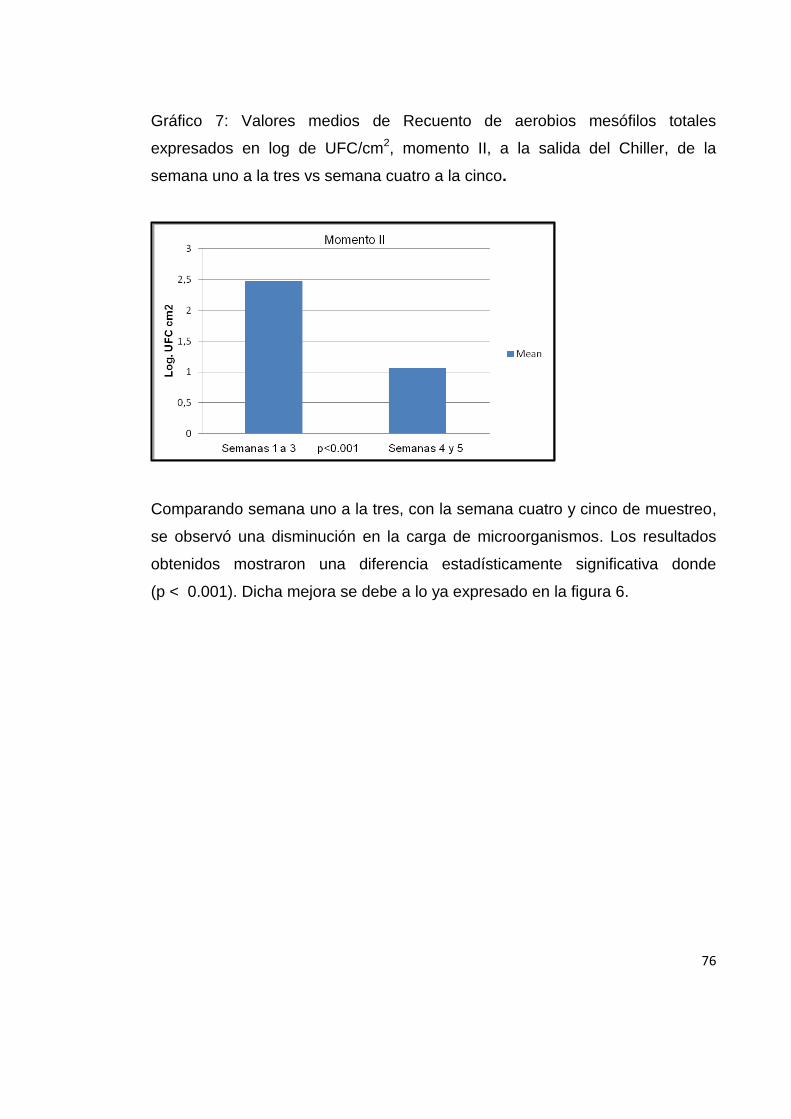
76
Gráfico 7: Valores medios de Recuento de aerobios mesófilos totales
expresados en log de UFC/cm2, momento II, a la salida del Chiller, de la
semana uno a la tres vs semana cuatro a la cinco.
Comparando semana uno a la tres, con la semana cuatro y cinco de muestreo,
se observó una disminución en la carga de microorganismos. Los resultados
obtenidos mostraron una diferencia estadísticamente significativa donde
(p < 0.001). Dicha mejora se debe a lo ya expresado en la figura 6.

77
Escherichia coli genérico
Tabla 3: Escherichia coli. Resultados obtenidos a partir de superficie de 50 cm2 y expresados en UFC/
cm2 .
Momento
Etapa
Muestra
(pollo)
Semana
1 2 3 4 5
I Entrada
chiller
1 3,9x10 2 1,6x102 5,7x102 3x101 0
2 8,8x10 2 8,5x102 5,9x103 1,4x102 1,7x102
3 3,2x102 5x101 2,9x103 1,2x102 0
4 3,0x102 9,4x102 3,5x103 2,1x102 4x101
5 4,2x102 2,1x102 1,6x103 2 x101 0
I Salida
chiller
1 2x101 0 3x101 2,8x102 3x101
2 1x101 0 3,0x102 1,4x102 0
3 3x101 0 5,6x102 0 3,8x102
4 3x10 1 0 4x101 0 4x101
5 1x101 0 0 2,3x102 1,8x102
II
Entrada
chiller
1 6,7x102 3,7x102 8,0x102 4,0x102 0
2 3,4x102 4,3x102 1,4x103 6,4x102 0
3 3,2x102 6,1x102 4,1x102 1,0x103 7,5x102
4 8x10 1 7,5x102 5,3x102 6,5x102 2x102
5 4,6 x102 3,5x102 3,5x103 4,7x102 2,4x102
II Salida
chiller
1 1x101 7x101 9x101 1,2x102 4x101
2 2,2x102 2x101 5x101 2,6x102 3x101
3 1,2x102 0 1,0x102 1,4x102 1,2x102
4 5x101 6x101 8x101 8x101 5x101
5 4x101 7x101 3x101 0 5 x101

78
En la tabla 3 se resalta en amarillo valores de carga microbiana que están
dentro de los límites no deseados y celestes los que están dentro de los límites
de aceptación.
Luego de las tres primeras semanas de muestreo, y al obtener valores
microbiológicos, superiores a los establecidos por la normativa, se llevaron a
cabo mejoras en el sistema de enfriado por inmersión, para dar cumplimiento
a lo reglamentado (SENASA, 1968).
Gráfico 8: Valores medios de Escherichia coli genérico expresados en log
UFC/cm2, del momento I y II, del pre-enfriado vs enfriado, semana uno a la tres
vs semana cuatro a la cinco.
Se observó diferencia estadísticamente significativa del recuento de
Escherichia coli a la entrada y salida del Chiller durante las tres primeras
semanas donde (p < 0.05), tanto en el momento I como en el momento II. En
0
0,2
0,4
0,6
0,8
1
1,2
Momento I Momento II Momento I Momento II
Pre-enfriado Enfriado

79
las semanas cuatro y cinco se observó diferencia estadísticamente significativa
a la entrada y a la salida del Chiller en el momento II, en el recuento de E. coli
donde (p < 0.05). En el momento I no hubo diferencia estadísticamente
significativa donde (p > 0.05).
A pesar de las mejoras llevadas a cabo por la empresa respecto al volumen de
agua por carcasa de pollo (las que dieron buenos resultados al marcar un
importante descenso en las UFC/ cm2, llevando la carga de Escherichia coli
genérica a valores aceptables para la reglamentación), no se elimina, en su
totalidad, la presencia de dicha bacteria. Por lo tanto, se sigue observando que
hay contaminación cruzada. Esto queda expreso en el momento I de la
semana 4 a 5, donde no hubo diferencia estadísticamente significativa siendo
(p > 0.05).
Gráfico 9: Valores medios de Escherichia coli genérico expresados en log
UFC/cm2, del momento I vs momento II, a la salida del Chiller, semana uno a la
tres.

80
Gráfico 10: Valores medios de Escherichia coli genérico expresados en log de
UFC/cm2, momento I vs momento II, a la salida del Chiller, semana cuatro a
cinco.
Se observó que, en todos los casos, tanto en la semana uno a la tres como la
semana cuatro a la cinco, no hubo diferencia estadísticamente significativa
(p > 0.05). Es decir que la carga microbiana desciende en la misma proporción
a pesar de haber transcurrido 4 horas de inicio de la faena. Estos datos fueron
analizados utilizando el test “t” de Student para muestras independientes.
Tabla 4: Comparación de medias para los niveles de Escherichia coli genérico y Recuento de Aerobios mesófilos totales en los momentos de muestreo.
Medias
Escherichia coli spp Aerobios mesófilos totales
Semana Momento Pre-enfriado Enfriado Pre-enfriado Enfriado
1 a 3 1 1,1 0,1 3,69 2,17
2 1,01 0,13 3,72 2,47
4 a 5 1 0,15 0,54 1,94 0,91
2 0,79 0,21 2,34 1,06

81
En la tabla las medias resaltadas con color no son estadísticamente distintas
donde (p > 0.05). Marcando contaminación cruzada.
Gráfico 11: Curvas de Escherichia coli genérico y Aerobios mesófilos totales en
el Chiller expresados en log de UFC/cm2, en la etapa de enfriado, semana uno
a la tres vs semana cuatro a cinco.
CF: Escherichia coli genérico AT: Recuento de Aerobios mesófilos totales.
Se muestra un marcado descenso en las medias del log de UFC/cm2 , sobre
todo luego de la semana tres de muestreo, valores registrados luego de las
mejoras realizadas en el sistema de enfriado de la planta.
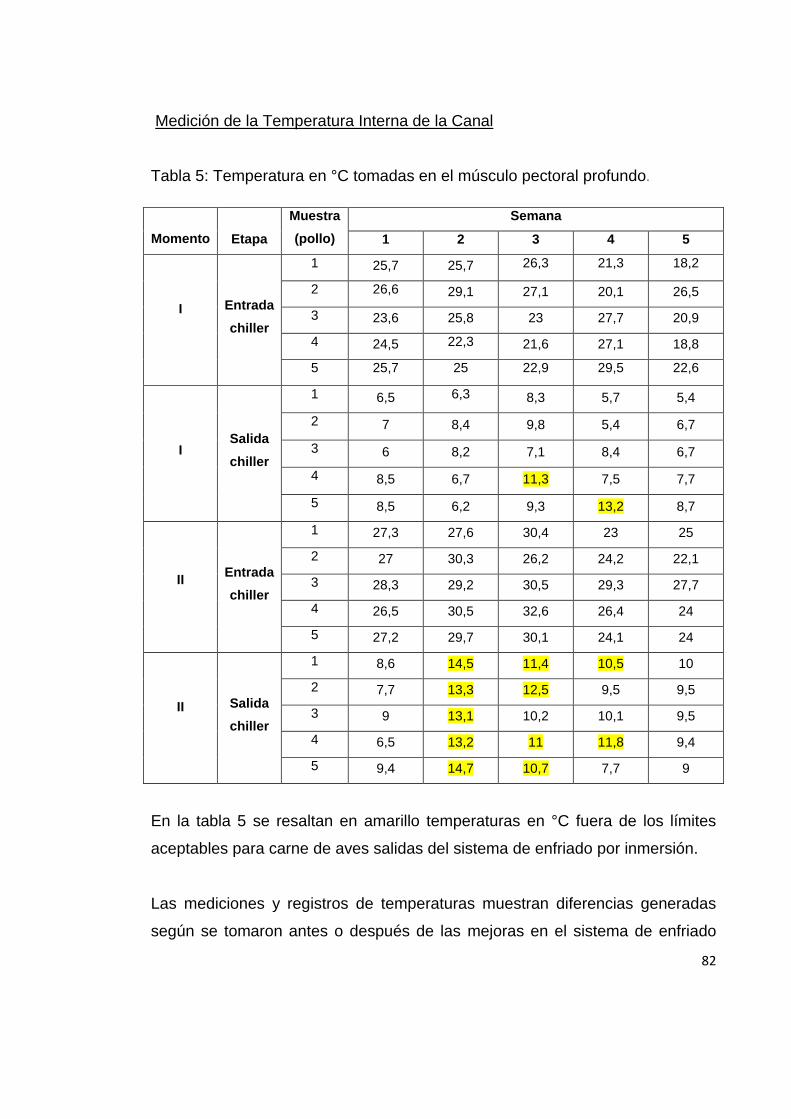
82
Medición de la Temperatura Interna de la Canal
Tabla 5: Temperatura en °C tomadas en el músculo pectoral profundo.
En la tabla 5 se resaltan en amarillo temperaturas en °C fuera de los límites
aceptables para carne de aves salidas del sistema de enfriado por inmersión.
Las mediciones y registros de temperaturas muestran diferencias generadas
según se tomaron antes o después de las mejoras en el sistema de enfriado
Momento
Etapa
Muestra
(pollo)
Semana
1 2 3 4 5
I Entrada
chiller
1 25,7 25,7 26,3 21,3 18,2
2 26,6 29,1 27,1 20,1 26,5
3 23,6 25,8 23 27,7 20,9
4 24,5 22,3 21,6 27,1 18,8
5 25,7 25 22,9 29,5 22,6
I Salida
chiller
1 6,5 6,3 8,3 5,7 5,4
2 7 8,4 9,8 5,4 6,7
3 6 8,2 7,1 8,4 6,7
4 8,5 6,7 11,3 7,5 7,7
5 8,5 6,2 9,3 13,2 8,7
II
Entrada
chiller
1 27,3 27,6 30,4 23 25
2 27 30,3 26,2 24,2 22,1
3 28,3 29,2 30,5 29,3 27,7
4 26,5 30,5 32,6 26,4 24
5 27,2 29,7 30,1 24,1 24
II Salida
chiller
1 8,6 14,5 11,4 10,5 10
2 7,7 13,3 12,5 9,5 9,5
3 9 13,1 10,2 10,1 9,5
4 6,5 13,2 11 11,8 9,4
5 9,4 14,7 10,7 7,7 9

83
donde se modificó el flujo de agua del prechiller y chiller, se estableció una
corriente de agua en sentido opuesto a la circulación del pollo e instaló
sopladores que provocan un movimiento de agua desde la base del prechiller y
chiller a la superficie.
Gráfico 12: Valores medios de Temperatura de canal de pollo a la entrada del Chiller en el momento I y momento II registrados semana uno a tres vs semana cuatro a cinco, medidos en °C.
Los valores de Temperatura registrados en la semana uno a la semana tres
del momento I versus el momento II, muestran diferencia estadísticamente
significativa donde (p < 0.001) observándose aumento de esta en el momento
II y los valores medios registrados de la semana cuatro a la cinco no presentan
diferencia estadísticamente distinta donde (p < 0.05). Se observa disminución
de la temperatura en los dos momentos de la semana cuatro y cinco si la
comparamos con la temperatura registrada en la semana uno a tres. Como así
también los valores registrados son inferiores a las semanas uno a tres.
0
5
10
15
20
25
30
35
1 2
Tem
pera
tura
Semana 1 a 3 vs Semana 4 a 5
Momento I
Momento II
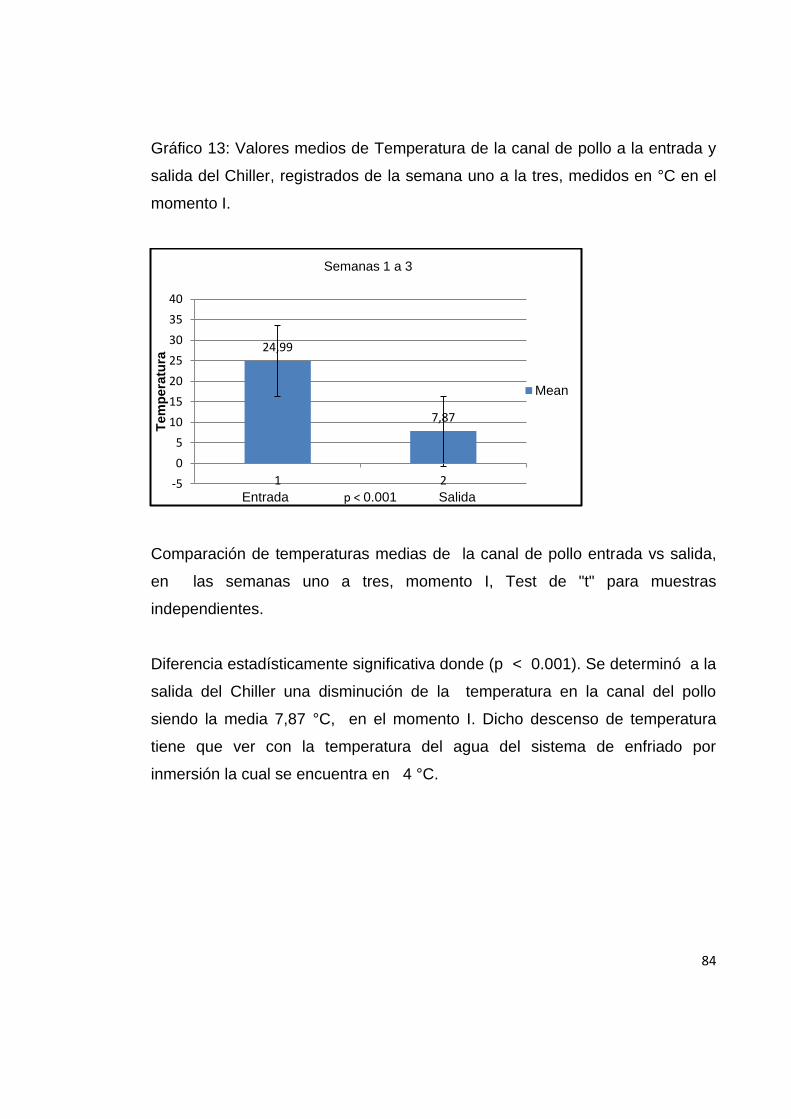
84
Gráfico 13: Valores medios de Temperatura de la canal de pollo a la entrada y
salida del Chiller, registrados de la semana uno a la tres, medidos en °C en el
momento I.
Comparación de temperaturas medias de la canal de pollo entrada vs salida,
en las semanas uno a tres, momento I, Test de "t" para muestras
independientes.
Diferencia estadísticamente significativa donde (p < 0.001). Se determinó a la
salida del Chiller una disminución de la temperatura en la canal del pollo
siendo la media 7,87 °C, en el momento I. Dicho descenso de temperatura
tiene que ver con la temperatura del agua del sistema de enfriado por
inmersión la cual se encuentra en 4 °C.
24,99
7,87
-5
0
5
10
15
20
25
30
35
40
1 2
Te
mp
era
tura
Semanas 1 a 3
Mean
Entrada p < 0.001 Salida
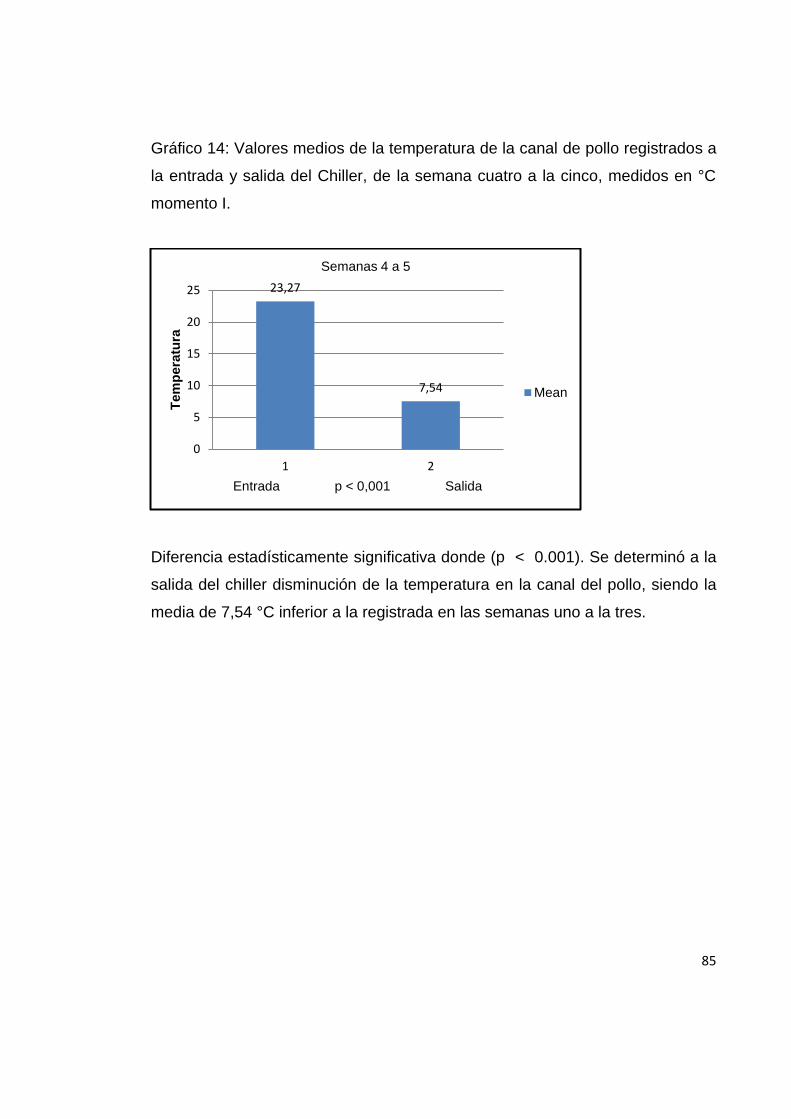
85
Gráfico 14: Valores medios de la temperatura de la canal de pollo registrados a
la entrada y salida del Chiller, de la semana cuatro a la cinco, medidos en °C
momento I.
Diferencia estadísticamente significativa donde (p < 0.001). Se determinó a la
salida del chiller disminución de la temperatura en la canal del pollo, siendo la
media de 7,54 °C inferior a la registrada en las semanas uno a la tres.
23,27
7,54
0
5
10
15
20
25
1 2
Tem
pera
tura
Entrada p < 0,001 Salida
Semanas 4 a 5
Mean

86
Gráfico 15: Valores medios de la temperatura de la canal de pollo registrados a
la entrada y salida del Chiller, en la semana uno a la tres, medidos en °C
momento II.
Comparación de temperatura de entrada y salida de las semanas uno a tres,
momento II.
Test de "t" para muestras pareadas. Diferencia estadísticamente significativa
donde (p < 0.001). Hay descenso de la temperatura, registrándose la media a
la salida por encima de 10 °C.
29,0
10,94
0
5
10
15
20
25
30
35
40
1 2
Te
mp
era
tura
Entrada p < 0,001 Salida
Semanas 1 a 3
Mean

87
Gráfico 16: Valores medios de la temperatura de la canal de pollo, entrada vs
salida, registrados en la semana cuatro a cinco, en °C, en el momento II.
Comparación de los valores medios de la temperatura de la canal de pollo
registrados a la entrada y salida del Chiller, en las semanas cuatro y cinco de
muestreo, en el momento II, Test de "t", para muestras pareadas. Se observa
una diferencia estadísticamente significativa siendo (p < 0.001). La media de
las temperaturas de la canal se registra en 9,7 °C.
24,98
9,7
0
5
10
15
20
25
30
35
1 2
Te
mp
era
tura
Entrada p < 0.001 Salida
Semanas 4 y 5
Mean

88
Gráfico 17: Valores medios de la temperaturas de la canal de pollo, momento I
vs momento II, registrados de la semana uno a la tres vs semana cuatro a la
cinco a la salida del chiller.
Las temperaturas son registradas en grados centígrados.
En el momento I los registros de temperatura son inferiores dado que el
proceso productivo comienza con una temperatura en el agua de enfriado de
4 °C, valor óptimo. En ese momento el sistema de enfriado se encuentra sin
canales sumergidas en su interior, lo que lleva a obtener registros térmicos de
la canal en el momento I inferiores a los registrados en el momento II.
Concentración de Cloro en el Chiller
Se computó la concentración de cloro libre en (ppm), en el Chiller, en tres
posiciones (entrada, parte media y salida), en los momentos I y II durante las
cinco semanas de muestreo.
0
2
4
6
8
10
12
semana 1 a 3 semana 4 a 5
Tem
per
atu
ra
MOMENTOI
MomentoII

89
Tabla 6: Concentración de cloro libre en el Chiller, medidos en ppm.
SEMANA MOMENTO ENTRADA MEDIO SALIDA
I
I 8,00 7,5 6,4
II 6,00 6,00 6,00
II
I 7,50 7,50 7,50
II 4,9 3,6 3,6
III
I
5,4 5 4,3
II 4,6 4 4
IV
I 8,00 8,8 8,8
II 6,3 6,3 3
V
I 8,8 8,8 8,8
II 4,3 4,3 4,4
En la tabla 6: los valores en color rojo son los establecidos por la empresa
como límite crítico superior de aceptación para cloro libre residual en el agua
de enfriado. Observándose estos valores en el momento I, cuando está
comenzando el proceso productivo y es poca o nula la cantidad de materia
orgánica.

90
Gráfico 18: Valores medios de cloro libre en el Chiller entre el momento I y el
II, de la semana uno a la tres, medidos en ppm.
Se observó que existe diferencia estadísticamente significativa entre el
momento I y II del muestreo en la concentración de cloro libre, en el Chiller,
entre la semana uno a la tres, siendo (p < 0.001).
Gráfico 19: Valores medios de cloro libre en el Chiller momento I y II, de la
semana cuatro a la semana cinco, medidos en ppm.
0
1
2
3
4
5
6
7
8
1 2
clo
ro p
pm
Semana 1 a 3
Mean
Momento I p < 0.001 Momento II
0,0
2,0
4,0
6,0
8,0
10,0
12,0
1 2
Clo
ro p
pm
Semanas 4 a 5
Mean
Momento I p < 0.001 Momento II
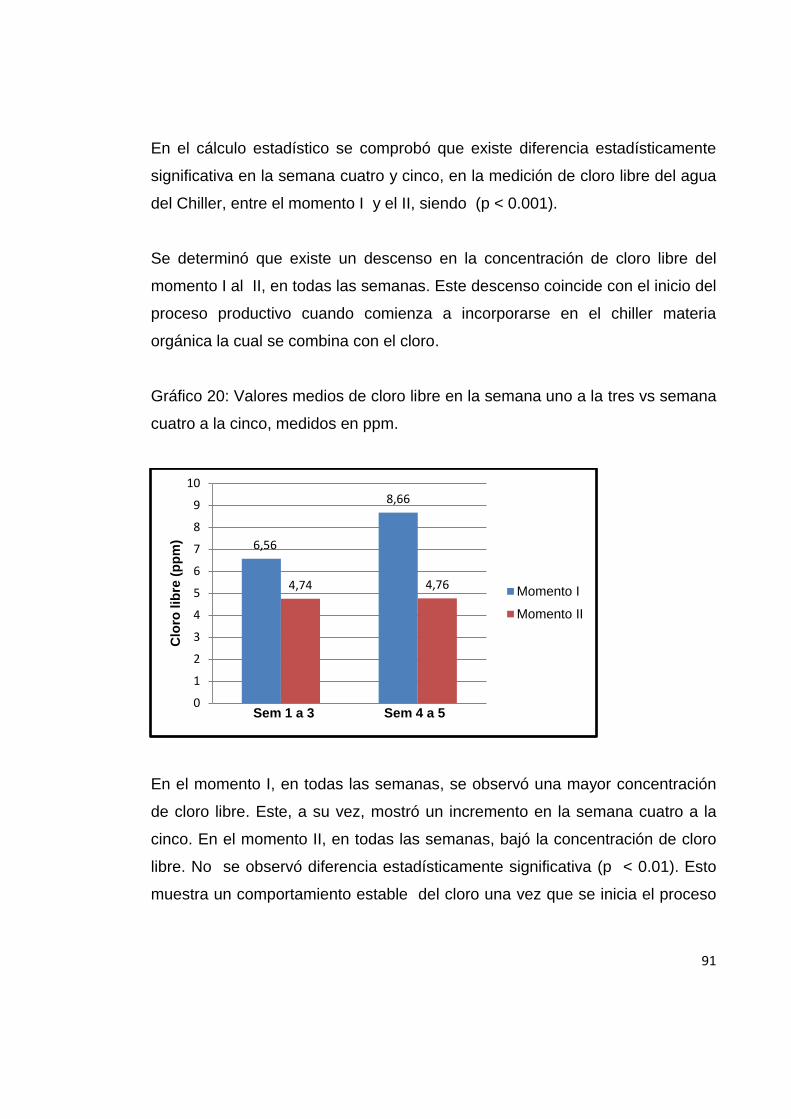
91
En el cálculo estadístico se comprobó que existe diferencia estadísticamente
significativa en la semana cuatro y cinco, en la medición de cloro libre del agua
del Chiller, entre el momento I y el II, siendo (p < 0.001).
Se determinó que existe un descenso en la concentración de cloro libre del
momento I al II, en todas las semanas. Este descenso coincide con el inicio del
proceso productivo cuando comienza a incorporarse en el chiller materia
orgánica la cual se combina con el cloro.
Gráfico 20: Valores medios de cloro libre en la semana uno a la tres vs semana
cuatro a la cinco, medidos en ppm.
En el momento I, en todas las semanas, se observó una mayor concentración
de cloro libre. Este, a su vez, mostró un incremento en la semana cuatro a la
cinco. En el momento II, en todas las semanas, bajó la concentración de cloro
libre. No se observó diferencia estadísticamente significativa (p < 0.01). Esto
muestra un comportamiento estable del cloro una vez que se inicia el proceso
6,56
8,66
4,74 4,76
0
1
2
3
4
5
6
7
8
9
10
Clo
ro lib
re (
pp
m)
Sem 1 a 3 Sem 4 a 5
Momento I
Momento II

92
productivo y a las dosificación de cloro que se trabaja se logra mantener cloro
libre residual en el agua de enfriado por inmersión.

93
8. DISCUSIÓN
Los riesgos biológicos constituyen la principal causa de contaminación de la
carne de aves, manifestándose principalmente en la etapa del proceso de
evisceración y en la etapa de enfriamiento de la canal.
Después de realizar el análisis de riesgo de los principales peligros
encontrados, se pudo determinar que eran biológicos. Se dio, especialmente,
en los casos en los que las buenas prácticas de fabricación y de higiene no se
siguieron en el transcurso de la evisceración y etapas de enfriamiento de la
canal. La falta de control adecuado de estos pasos puede dar lugar a la
obtención de los productos finales que pueden poner en peligro la salud del
consumidor e incluso la vida.
En el análisis de riesgo llevado a cabo por Platon S. se llega a similares
conclusiones (Platon, et al., 2011) Otros autores tienen la misma conclusión
(Mosquera, et al., 2007; Mora Martinez, 2010).
El sistema de enfriado por inmersión responde a los lineamientos establecidos
por el SENASA, en el decreto 4238/68 quedando establecido como Punto
Crítico de Control en el marco de la aplicación del sistema (HACCP).
Por los resultados obtenidos en el análisis de riesgo, se determinó como uno
de los puntos críticos de control el enfriado por inmersión de la canal de pollo.
En éste podemos encontrar tres variables, cuyo rol inciden sobre la carga
microbiana final: temperatura del agua de enfriado, concentración de cloro
utilizada y volumen de agua por pollo por hora. Acompañan a estas variables
dos factores más: flujo de agua en contra corriente y el tiempo de
permanencia de la canal en los tanque de enfriado. Hay trabajo de otros
autores con similares resultados (Cruz Zanbrano, 2002; Mosquera, et al., 2007;
Platon, et al., 2011; Correa Chávez, 2013).

94
Dentro de las mejoras llevadas a cabo por la empresa se dio importancia el
generar un flujo de agua en contra corriente al pollo. Karolyi determina una
disminución de la carga microbiana en sistema de enfriado por inmersión con
agua en contracorriente (Karolyi Guamhalter, et al., 2003).
Es considerado como punto crítico de control el enfriado por inmersión ya que,
desde el punto de vista microbiológico, es una de las operaciones de mayor
importancia, que paraliza el crecimiento de los microorganismos patógenos y
de los psicotrofos alterantes. Se suma a esto el hecho de que se usa cloro o
algún otro antimicrobiano para reducir el riesgo de contaminación cruzada. Por
lo tanto, el enfriamiento por inmersión debe estar normatizado y fijados límites
críticos (Moreno,2006). Hay trabajos de otros autores que llegaron a similares
resultados (Mersoni, et al., 2007; Rodrigues Almeida, et al., 2008; Maciel, et al.,
2012) .
El control de la actividad antimicrobiana en el agua de proceso es de
fundamental importancia como medida para prevenir el riesgo de
contaminación cruzada (CAC, 2011).Se usa el hipoclorito de sodio como
desinfectante a una concentración de 100 ppm por los beneficios que aporta.
Se obtiene como resultado neto un producto alimenticio más seguro con una
vida útil más larga (FAO/WHO, 2008).
Estas medidas son aplicadas debido a que es una necesidad incuestionable el
realizar el lavado de la canal de pollo en agua potable. El agua debe estar libre
de organismos o elementos químicos que puedan producir en las carnes y sus
subproductos contaminaciones o alteraciones de cualquier naturaleza, que
afecten su condición de alimento seguro para el hombre (SENASA, 1968).

95
Voidarou, llevó a cabo seguimiento de microorganismos indicadores de materia
fecal en el agua de enfriado del chiller comprobando su presencia en esta,
durante el proceso productivo de faenado de canales (Voidarou, et al., 2011).
Estos resultados son un buen aporte, validan el uso de antimicrobianos en el
agua de enfriado para disminuir la presencia de microorganismos en ella.
La concentración media en ppm de cloro libre residual del agua de enfriado
del Chiller, se mantuvo durante el proceso de faena en los distintos muestreos,
en un nivel tal que garantiza su acción. El equipo de HACCP estableció como
límite crítico para el cloro libre residual, una concentración de 1 ppm como
mínimo y como máximo 8,8 ppm. El uso de cloro como desinfectante en el
agua de enfriado de pollos, es observado en distintos trabajos analizados de
otros autores (Russell, 2009; Acevedo, et al., 2009; Loretz, et al., 2009).
Una disminución significativa en la contaminación de las canales en el sistema
de enfriado por inmersión observó (Rodrigues Almeida, et al., 2008) usando
cloro libre residual en el agua a una concentración de 3 a 4 mg/l.
Se observó que existe diferencia estadísticamente significativa entre el
momento I y momento II del muestreo en la concentración media de cloro libre
en el Chiller, en todas las semanas, siendo (p > 0.001). Esto es ocasionado
dado que, al inicio de la producción, los niveles de materia orgánica y
gérmenes en el Chiller son inferiores a los presentes, transcurridas las horas
de proceso. También, luego de la semana III de muestreo, se observó un
aumento en la concentración media de cloro libre residual del momento I de
muestreo. Esto se debe a las mejoras implementadas en la empresa respecto
al caudal de agua ingresado a los Chiller de enfriado (ya que la dosificación de
cloro se mantuvo en todas las semanas igual). Este incremento no se
sostuvo a lo largo del proceso. Se observó la misma concentración media en

96
todas las semanas de control, mostrando el hipoclorito de sodio un
comportamiento estable.
El hecho de que la canal de ave sea materia orgánica en su totalidad,
efectivamente, afecta la eficiencia de la desinfección con cloro, dado que parte
de este será inactivado por la presencia de dicha materia orgánica. Sumado a
esto, también su efectividad será alterada según el pH y la dureza del agua.
Estos factores podrían ser puntos de cuestionamiento en el uso de este
químico; el que, a pesar de todo esto en niveles prácticos, es efectivo.
Observaciones que coinciden con lo comunicado por (FAO/WHO, 2008;
Russell, 2009; Acevedo, et al., 2009).
El uso de cloro en el tanque de enfriamiento puede no funcionar solo como un
agente decontaminante, sino también actuar directamente sobre la canal
contaminada. Sin embargo, existiría un efecto de enjuague, realizado por el
agua misma, y la adición de cloro a un nivel suficiente para mantener un nivel
de cloro residual libre dentro del agua que inactivaría a Campylobacter spp y
Salmonella spp ya enjuagados. Esto previene la nueva adhesión microbiana y
la contaminación cruzada (Loretz, et al., 2009; CAC, 2011).
Hay trabajos de otros autores donde se evalúa el uso de otros antimicrobianos
los cuales también presentan ventajas, como es el caso del yodo
recomendando su uso a una concentración de 6 ppm por Zambrano o fosfatos
evaluado por Cossio Lopez; en nuestro país el costo de estos no es
conveniente si lo comparamos con el precio del cloro (Cruz Zanbrano, 2002;
Cossio Lopez, 2008).
En trabajos llevados cabo por Northcutt, solo se usó agua sin antimicrobianos
para el enfriado por inmersión de carcasa, variando el volumen de agua
aplicado solamente. En estos trabajos se concluye que no hay diferencia

97
significativa en la carga microbiana luego de mejoras en los volúmenes de
agua. Esto valida más el uso de antimicrobianos en agua de enfriado por
inmersión del pollo por el riesgo de contaminación cruzada (Northcutt, et al.,
2006; Northcutt, et al., 2008).
El enfriamiento y la refrigeración es un proceso físico de transferencia de calor,
en el caso de los alimentos gradualmente se enfría el agua que ellos contienen,
siendo la forma física y las condiciones medioambientales los factores de
mayor importancia en la transferencia del calor. La agitación mecánica y la
inyección de aire en el agua mejoran la transferencia de calor, para bajar la
temperatura de la canal en el menor tiempo posible por debajo de los 10 °C
dentro de la hora de matanza, siendo la temperatura del ave al ingresar al
proceso de faena de 41°C, referido esto, también por Zambrano (Cruz
Zanbrano, 2002).
Se observaron, en la comparación de temperaturas medias de la canal de
pollo, entrada vs salida, tanto en las semanas uno a la tres como en la semana
cuatro a la cinco, momento I y momento II, diferencias estadísticamente
significativas donde (p < 0.001). Se determinó, a la salida del Chiller, una
disminución de la temperatura en la canal de pollo; siendo la media en las
primeras tres semanas superior a los 10 °C establecidos por la norma
(SENASA, 1968). Esta media, luego de las mejoras realizadas en el sistema
de enfriado tanto en el flujo de ingreso de agua, en la circulación de agua en
sentido opuesto a la canal, el uso de agitadores, descendió a 7,87 °C,
cumpliendo con lo legislado.
Los resultados obtenidos son alentadores y reflejan un buen comportamiento
del punto de control (temperatura del agua del sistema de enfriado por
inmersión). Dan como resultado una temperatura final de la canal de pollo
inferior a los 10°C, exigidos por la normativa. Estudios llevados a cabo por

98
otros autores tienen similares resultados ( (Moreno , 2006; Rodrigues Almeida,
et al., 2008).
En los resultados obtenidos del estudio de Salmonella spp, se observó
ausencia de dichos microorganismos en todos los muestreos realizados,
dando cumplimiento a lo legislado en el Código Alimentario Argentino ya
desde sus orígenes (CAA, 1969).
Estos resultados son relevantes, dada la importancia que tienen estos
microorganismos, por el daño que provocan, para la salud pública. Estos
microorganismos son considerados generadores de ETAS muy graves. A pesar
de hoy encontrarse en disminución la aparición de nuevos casos, en nuestro
país, hay brechas significativas con tasas acumuladas altas en los últimos
años en algunas regiones (OMS/OPS, 2012). Asimismo, estos datos son
satisfactorios si los comparamos con los obtenidos Smith y colaboradores por
el riesgo biológico de contaminación cruzada en el pollo durante su
procesamiento y posterior presencia de microorganismos generadores de
ETAS (Smith & Northcutt, 2005).
Jiménez, et al. plantearon, la importancia del control de Salmonella spp
aplicando el sistema HACCP desde la granja a la mesa, dado que en un
estudio que llevó a cabo determinó que canales limpias es decir no
contaminadas visiblemente con materia fecal tenían la misma frecuencia de
presencia de este patógeno que aquellas visiblemente contaminadas con
heces (Jiménez, et al., 2002)
Los resultados obtenidos respecto a Salmonella spp, reflejan el correcto
manejo sanitario que se tiene por parte de la empresa, desde la compra de
pollo bebé (el que se cuida que provenga de cabañas de reproductoras con
buenos estándares sanitarios). Además, para prevenir el riesgo de aparición de

99
dichas enfermedades en los parrilleros, durante las distintas etapas de crianza,
se siguen los requisitos establecidos por la normativa sobre instalaciones,
control microbiológico y fisicoquímico del agua de bebida, bioseguridad, higiene
y manejo sanitario (OIE, 2004; SENASA, 2010).
Es bien conocida la infección con Salmonella spp de aves de corral por
consumo de alimentos contaminados con este microorganismos, por lo cual la
OIE recomienda el control de los alimentos que consumen los pollos (OIE,
2004).La empresa posee fábrica de alimento propia en la cual se implementa
BPM, programa de control de plagas y control de calidad e inocuidad en los
alimentos producidos para las distintas etapas de crianza.
Dice el Comité de expertos de OMS que “una estricta higiene animal puede
reducir el número de canales contaminadas; asimismo el número de bacterias
por canal “ (OMS, 1988).
Ya en la planta faenadora la implementación de POES, POE, BPM son política
de la empresa y se ejecutan desde la playa de recepción al punto de
conservación y transporte (SENASA, 1968). Los resultados de dicha política se
ven reflejados en un menor riesgo biológico. Mora Martínez refiere en su
trabajo la importancia de implementación de programas de Buenas prácticas de
manufactura, con el fin de garantizar la inocuidad de la carne de pollo obtenida
en el proceso de faenado (Mora Martinez, 2010).
Estudios llevados a cabo por (Best, et al., 2005), confirman que Escherichia coli
O157: H7 puede colonizar fácilmente el intestino de aves e indica que debe
haber vigilancia continua para asegurar que la industria de aves de corral no se
infecte con este agente.

100
Los resultados obtenidos en el estudio de detección de Escherichia coli
O157: H7 arrojaron ausencia en la totalidad del muestreo, cumpliendo con los
criterios establecidos en el Código Alimentario Argentino (SENASA, 2004).
En el análisis de estos resultados, podemos sostener que, en sistemas de
producción intensiva, con buenas medidas en bioseguridad, estatus sanitario
muy bueno de los planteles y siendo la prevalencia de Escherichia coli O157:
H7 baja, la aparición de esta bacteria es poco probable. Observaciones que
coinciden con lo comunicado por Otero (Otero, et al., 2010).
Los resultados obtenidos para la detección de Escherichia coli revelaron que
se encuentran dentro de los rangos de aceptación (0 a 5 UFC/ cm2) al finalizar
el proceso de producción. Esto los posiciona como producto apto para el
consumo, según lo establecido por los criterios microbiológicos dados por
(SENASA, 2004).
Como así también la detección de Escherichia coli spp como microorganismo
indicador nos permitió evaluar defectos en el proceso, observaciones que
coinciden con lo comunicado por Molero (Molero Saras, 2012).
Las mejoras llevadas a cabo por la empresa respecto a volumen de agua por
carcasa de pollo dieron buenos resultados. Marcan un importante descenso
en las UFC/ cm2, llevando la carga de Escherichia coli spp a valores aceptables
para la reglamentación (SENASA, 2004). Sin embargo, estos datos muestran
que, a pesar de los valores arrojados por el sistema de enfriado por inmersión,
no se elimina en su totalidad la presencia de dicha bacteria. Por lo tanto hay
contaminación cruzada. Queda expreso en el momento I de la semana 4 a 5,
donde no hubo diferencia estadísticamente significativa siendo (p > 0.05). Esto
puede deberse a que Escherichia coli spp es parte de la microbiota del
intestino del pollo y por lo tanto, está presente en la materia fecal de este.

101
Queda manifiesta la posibilidad de defectos en el sistema de evisceración ya
planteado en el análisis de riesgo de esta etapa. Este mal eviscerado no pudo
ser corregido en una etapa posterior de lavado interno ya que esta empresa no
cuenta con sistema de duchas para lavado interno de la canal. Mosquera
también plantea el eviscerado como una etapa crítica, que puede acarrear
riesgos biológicos por contaminación cruzada y por microorganismos
patógenos que se generan por mal eviscerado o vísceras en mal estado.
(Mosquera, et al., 2007). Otros autores tienen resultados similares (Rodrigues
Almeida, et al., 2008; Voidarou, et al., 2011).
Los resultados arrojados en la determinación del Recuento total de mesófilos
aerobios mostraron que se produce una disminución en la carga inicial
microbiana, en cada una de las etapas, en los dos momentos de muestreo.
Comparando semana uno a la tres con la semana cuatro y cinco de muestreo,
se observó una disminución en la carga de microorganismos, a la salida del
Chiller, tanto en el momento I, como en el momento II. Los resultados
obtenidos mostraron una diferencia estadísticamente significativa donde
(p < 0.001).
Los datos anteriores revelan aún más el trabajo realizado respecto a las
mejoras de las condiciones del sistema de enfriado por inmersión, donde se
llevaron los volúmenes de ingreso de agua del sistema de enfriado a los
exigidos por la normativa (SENASA, 1968). Asimismo, mantener baja carga
microbiana en el agua de enfriado (aplicando un antimicrobiano, como el cloro)
y mantener un nivel residual libre de este, en forma permanente, permite que,
además de trabajar en la calidad del agua bajando los microorganismos, éste
influya sobre la carga microbiana de la superficie de la canal disminuyendo la

102
probabilidad de contaminación cruzada, resultados que coinciden con lo
expresado por Northcutt, et al (2005) (FAO/WHO, 2008).
Estos datos refuerzan aún más el hecho de implementar como sistema de
monitoreo oficial el agua de enfriado por inmersión tomándola como punto
crítico de control en el marco de la aplicación del sistema (HACCP).

103
9. CONCLUSIONES
1. Se determinó que los parámetros de control del sistema de enfriado por
inmersión son el volumen de agua ingresado por canal por hora, la
concentración de cloro libre y la temperatura de la canal a la salida del sistema
de enfriado, especialmente después de las mejoras introducidas.
2. El uso de cloro como desinfectante en canales de aves es efectivo, de acuerdo
a los estudios llevados a cabo. Previno la re – adhesión y contaminación
cruzada. El cloro redujo efectivamente la carga microbiana de las canales de
pollo.
3. Con las mejoras tecnológicas introducidas en el faenado, se logró temperaturas
finales en las canales por debajo de los 10 °C, lo que satisface regulaciones
sanitarias vigentes.
4. Los resultados obtenidos para la detección de Escherichia coli genérico
revelaron que se encuentran dentro de los rangos de aceptación (0 a 5 UFC/
cm2), al finalizar el proceso de producción, considerado producto apto para el
consumo, según lo establecido por los criterios microbiológicos.
5. No se detectó Eschericchia coli O157: H7 ni Salmonella spp cumpliendo con
el criterio de aceptación, según lo reglamentado.
6. Los resultados arrojados en la determinación del Recuento total de mesófilos
aerobios mostraron que se produce una disminución en la carga inicial
microbiana, en cada una de las etapas, en los dos momentos de muestreo.

104
7. Los puntos críticos de control seleccionados en la investigación demostraron su
eficiencia para evaluar los niveles de contaminación en distintos momentos del
faenado.

105
10. RECOMENDACIONES
Introducir un sistema de duchado interno del pollo post eviscerado, con un
caudal de agua de 1,5 l por ave controlado por caudalímetro, para favorecer un
mejor lavado de la canal, ayudando a disminuir la carga microbiana antes de
entrar al Pre- chiller.
Mejorar el sistema de enfriamiento en el Pre-chiller y Chiller, para obtener la
temperatura del agua en el punto de ingreso de las canales al sistema no
superior a 16 °C y la temperatura del agua a la salida de las canales del chiller
no superior a los 4 °C.
Utilizar los datos obtenidos para la futura implementación del sistema HACCP,
en este establecimiento.
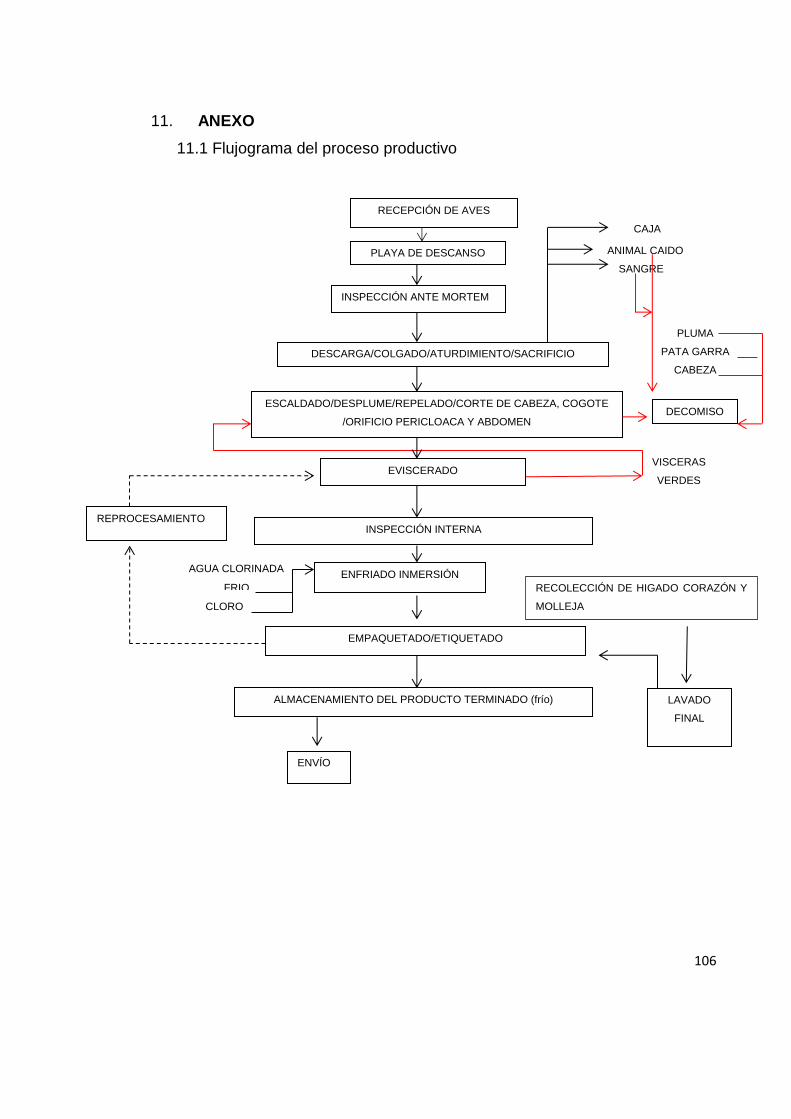
106
11. ANEXO
11.1 Flujograma del proceso productivo
PLAYA DE DESCANSO
INSPECCIÓN ANTE MORTEM
DESCARGA/COLGADO/ATURDIMIENTO/SACRIFICIO
ESCALDADO/DESPLUME/REPELADO/CORTE DE CABEZA, COGOTE
/ORIFICIO PERICLOACA Y ABDOMEN
EVISCERADO
INSPECCIÓN INTERNA
ENFRIADO INMERSIÓN
EMPAQUETADO/ETIQUETADO
ALMACENAMIENTO DEL PRODUCTO TERMINADO (frío)
ENVÍO
VISCERAS
VERDES
REPROCESAMIENTO
AGUA CLORINADA
FRIO
CLORO
ANIMAL CAIDO ANIMAL CAIDO ANIMAL CAIDO ANIMAL CAIDO
ANIMAL CAIDO
SANGRE
SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE
PLUMA
PATA GARRA
CABEZA
PATA GARRA PATA GARRA
DECOMISO
RECOLECCIÓN DEL HIGADO, CORAZÓN,
MOLLEJA
RECOLECCIÓN DEL HIGADO, CORAZÓN,
MOLLEJA
RECOLECCIÓN DEL HIGADO, CORAZÓN,
MOLLEJA
RECOLECCIÓN DEL HIGADO, CORAZÓN,
MOLLEJA
RECOLECCIÓN DEL HIGADO, CORAZÓN,
MOLLEJA
RECOLECCIÓN DEL HIGADO, CORAZÓN,
MOLLEJA
RECOLECCIÓN DE HIGADO CORAZÓN Y
MOLLEJA
LAVADO
FINAL
RECEPCIÓN DE AVES
VIVAS CAJA
S

107
12- BIBLIOGRAFÍA
1. Alfayate Blanco, J. A. y otros, 2002. Contaminación ambiental. Una visión
desde la química. s.l.:s.n.
2. Acevedo, F., C., C., Chang, P. & Sandoval, C., 2009. Uso del cloro como
desinfectanteencanalesdeaves.[Enlínea]
Available at:
http://clorodesinfectantecanalesaves.wikispaces.com/ are licensed under
[Último acceso: 7 2013].
3. ANMAT, 2012. Guia de Interpretación de Resultados Microbiológicos de
Alimentos, s.l.: s.n.
4. Berrang, M. E., Buhr, J. A., Cason, J. A. & Dickens, J. A., 2002.
Microbiological Consequences of Skin Removal Prior to Evisceration of Broiler
Carcasses. Poultry Science, Volumen 81, pp. 134 - 138.
5. Berrang, M. F., Meinersmann, R. J., Coxand, N. A. & Fedorka-Cray, P. J.,
2011. Application of chlorine dioxide to lessen bacterial contamination during
broiler defeathering. The Journal of Aplied Poutry Research, Volumen 20, pp.
33-39.
6. Best, A., La Ragione, R. M. & Robin Saye, R. M., 2005. Role for Flagella but
Not Intimin in the Persistent Infection of the Gastrointestinal Tissues of Specific-
Pathogen-Free Chicks by Shiga Toxin-Negative Escherichia coli O157:H7.
Marzo, 73(3), p. 1836–1846.
7 . CAA, 1969. Codigo Alimentario Argentino Ley 18284/69, s.l.: s.n.

108
8. CAC/RCP 1 1969, Rev. 4 - 2003. Recommended International Code of
Practice General Principles of Food Hygiene, s.l.: s.n.
9. Cruz Zanbrano, A. C., 2002. Implementación del sistema HACCP en planta
de beneficio de Distraves SA, Bogotá: s.n.
10.CAC/GL, 2007. Principles and Guidelines ford the Conduct of Microbiological
Risk Management, s.l.: s.n.
11. Caballero Torrez, A. E., 2008. Temas de Higiene de los Alimentos. La
Habana: Ciencias Médicas.
12. Cossio Lopez, J. A., 2008. Evaluación sensorial de canales de pollo
enfriadas por inmersión utilizando fosfatos como mejoradores de calidad,
Chihuahua, Chih.: s.n.
13. Cheminet, G. y otros, 2009. Análisis de precisión intermedia en las técnicas
de recuento en placa y número más probable aplicadas en muestras de agua.
IBEROLAB, pp. 1-6.
14. Chinen, I. y otros, 2009. Shiga toxin-producing Escherichia coli O157 in
beef and chicken burgers, and chicken carcasses in Buenos Aires, Argentina..
International journal of food microbiology, 132(2 - 3), pp. 167 - 171.
15. CAC, 2011. Informe de la Cuadragésima Segunda Reunión del Comité del
Codex Sobre Higiene de los Alimentos, Guinebra, Suisa: s.n.
16. Correa Chávez, I. S., 2013. Diseño y evaluación de un sistema de control y
aseguramiento de la calidad para una planta procesadora de pollos Broiler.

109
17. FAO, 2005. Código de Prácticas de Higiene para la Carne . s.l.:s.n
18. FAO & OMS, 2005. Sistema de inspección y certificación de importaciones
y exportaciones de alimentos Recopilación de textos. Segunda edición ed.
Roma: Publicado por la Secretaría de la Comisión del Codex Alimentarius.
19. FAO & Fundación Internacional Carrefour, 2007. Buenas Practicas para la
Industria de la Carne, Roma: FAO.
20. FAO/WHO, 2008. Benefits and Risks of the Use of Chlorine-containing
Disinfectants in Food Production and Food Processing, MI, USA: WHO Library
Cataloguing-in-Publication Data.
21. FAO/OMS, 2009. Producción de los Alimentos de origen animal. Segunda
Edición ed. Roma: s.n.
22. FAO, 2009. Enfermedades transmitidas por los alimentos y su impacto
socioeconómico, Roma: FAO.
23. Heuvelink, A. E. y otros, 1999. Isolation and characterization of
verocytotoxin-producing Escherichia coli O157 from slaughter pigs and poultry.
International Journal of Food Microbiology, 52(1 - 2), pp. 67 - 75.
24.Health,T.C.F.S.P.,2009.
www.cfsph.iastate.edu/Factsheets/es/ecoli_enterohemorragica.pdf. [En línea]
Availableat:
http://www.cfsph.iastate.edu/Factsheets/es/ecoli_enterohemorragica.pdf
[Último acceso: 16 5 2013].
25. ICMSF, 2006. Guia simplifica para el entendimiento y uso de Objetivos de
Inocuidad de los Alimentos y Objetivos de Rendimiento, s.l.: s.n.

110
26. Jiménez, S. M., Salsi, M. S., Tiburzi, M. C. & Pirovani, M. E., 2002. A
comparison between broiler chicken carcasses with and without visible faecal
contamination during the slaughtering process on hazard identification of
Salmonella spp.. Journal of Applied Microbiology, p. 593–598.
27. Karolyi Guamhalter, L. y otros, 2003. Bacterial population in counter flow
and parallel flow water chilling of powtry meat. Eur Food Res Technol, Volumen
217, pp. 412 - 415.
28. Krüger, A. y otros, 2011. Variantes del gen vt2 presentes en cepas de
Escherichia coli verocitotoxigénico aisladas de hamburguesas de pollo. [En
línea]
Availableat:
http://www.conicet.gov.ar/new_scp/detalle.php?keywords=&id=22089&congres
os=yes&detalles=yes&congr_id=280316
[Último acceso: 22 Agosto 2013].
29. Loretz, M., Stephan, R. & Zweifel, C., 2009. Antimicrobial activity of
decontamination treatments for poultry carcasses: A literature survey. Elsevier
Ltd, Volumen 21, pp. 791- 804.
30. Michanie, S., 2003. Echerichia coli O157:H7 La bacteria que disparó el
HACCP en la industria de la carne. Énfasis Alimentos, Julio-Agosto.Issue N°3.
31. Moreno , B., 2006. Higiene e Inspección de carnes I. s.l.:Diaz de Santos.
32. Mersoni, C. y otros, 2007. Eficacia Do Resfriamiento Na Reducao de
Enterobacterias, Coliformes e Salmonella spp. Em Carcacas de Frango
Resfriada. Livro de Resumos Porto Alegre : UFRGS, 2007..
111
33. Mosquera, S. A., Alemán, C. M. & Villada, H. S., 2007. Application of
HACCP principles in sacrifice. Agosto, 5(2), pp. 9-19.
34. Mora Martinez, G. L., 2010. Diseño y desarrollo de un Plan de
Implementación de Buenas Prácticas de Manufactura en una Planta
Procesadora de Aves, Quito: s.n.
35. Maciel, J. M. y otros, 2012. The Effect of the Chiller Tank on the Decrease
of Indicator Microorganisms on Poultry Carcasses in Two Slaughterhouses in
the Rio Grande Do Sul State, Brazil. International Journal of Microbiological
Research, 3(1), pp. 07-11.
36. Molero Saras, G., 2012. Análisis microbiológico de canales de pollo en los
mataderos en el estado de Zulia, Venezuela. Córdoba: Servicio de
publicaciones de la Universisdad de Córdoba.
37. Ministerio de Salud, 2013. Boletín Integrago de Vigilancia. s.l.:s.n.
38. Northcutt, J. K. y otros, 2005. Microbiological Impact of Spray Washing
Broiler Carcasses Using Different Chlorine Concentrations and Water
Temperatures. Poultry Science, 84(10), pp. 1648-1652.
39. Northcutt, J. K. y otros, 2006. Broiler Carcass Bacterial Counts After
Immersion Chilling Using Either a Low or High Volume of Water. Poultry
Science, Volumen 85, pp. 1802-1806.
40. Northcutt, J. K. y otros, 2008. Recovery of Bacteria from Broiler Carcasses
After Immersion Chilling. Poultry Science, 87(3), pp. 573-576.

112
41. OMS, 1988. Control de la Salmonelosis: importancia de la higiene
veterinaria y de los productos de origen animal, Ginebra: s.n.
42. OIE, 2004. Manual de la OIE sobre los animales terrestres 2004. En:
Manual de las pruebas diagnostico y de las vacunas para los animales
terrestres (mamiferos, aves y abejas). Quinta edicion primera en español ed.
s.l.:s.n., pp. 1210-1221.
43. OMS/FAO, 2007. Análisis de Riesgo Relativo a la Inocuidad de los
Alimentos, Roma: s.n.
44. OIE, 2008. Inocuidad de los alimentos en los procesos de producción
animal, s.l.: OIE.
45. OPS/OMS, 2008. Estrategia de Cooperación de OPS/OMS con la Argentina
2008 - 2012, s.l.: OPS/OMS Argentina.
46. OMS/FAO, 2009. Producción de Alimentos de Origen Animal. En:
Producción de Alimentos de Origen Animal. Segunda Edición ed. Roma:
Publicado por la Secretaria de la Comisión del Codex Alimentarius, p. 273.
47. Otero, J. L. y otros, 2010. Investigación de Escherichia coli O157: H7 en
Planta de Faena de pollos. Revista FAVE - Ciencias Veterinarias, 9(2), pp. 17 -
23.
48. OMS, 2011. Enterohaemorrhagic Escherichia coli (EHEC) Nota de Prensa.
[Enlínea]
Availableat:http://www.who.int/mediacentre/factsheets/fs125/es/index.html
[Último acceso: 16 5 2013].

113
49.OMS,2011.OMSCampylobacter.[Enlínea]
Availableat:http://www.who.int/mediacentre/factsheets/fs255/es/index.html
[Último acceso: 6 junio 2013].
50. OMS/OPS, 2012. La Estrategia de la Cooperación de la OPS/OMS con la
Argentina 2012-2016, s.l.: s.n.
51. OMS, 2012. ESTADISTICAS SANIATARIAS MUNDIALES. SUISA: s.n.
52. OMS, 2013. Estadísticas Sanitarias Mundiales 2013, Suisa: Ediciones de
OMS.
53. Pagano, M., 2001. Fundamentos de Bioestadística. s.l.:Thomson
International.
54. Platon, S. y otros, 2011. Risk Analysis in a Poultry Slaughtering Unit.
Bulletin UASVM, Veterinary Medicine, 68(2), pp. 253 - 259.
55. Plano, E., 2013. Vida Positiva Buenas Noticias Online. [En línea]
Availableat:http://www.vidapositiva.com/nota.asp?idnota=11301
[Último acceso: 21 06 2013].
56. Reuben, A., Tremeninio, H., Arias, M. L. & Chaves, C., 2003. Presencia de
Escherichia coli O157:H7, Listeria monocytogenes y Salmonella spp. en
alimentos de origen animal en Costa Rica.. Archivos Latinoamericanos de
Nutrición SciELO, 53(4), pp. versión impresa ISSN 0004-0622.
57. Rivas, M., Leotta, G. & Chinen, I., 2008. Manual de Procedimientos
“Detección de STEC O157 en alimentos”, Buenos Aires: s.n.
114
58. Rodrigues Almeida, A. C. y otros, 2008. Analysis and monitoring of critical
points in the poultry slaughter using microbiological indicators. Ciência Rural,
Santa Maria, 38(7), pp. 1948-1953.
59. Russell, D. S. M., 2009. Chlorine: Still the Most Popular Sanitizer in the
PoultryIndustry.[Enlínea]
Available at: http://www.thepoultrysite.com/articles/1383/chlorine-still-the-most-
popular-sanitizer-in-the-poultry-industry
[Último acceso: 2 de mayo mayo 2013].
60.Russell,S.M.,2010.ElSitioAvícola.com.[Enlínea]
Available at: http://www.elsitioavicola.com/articles/1782/cloro-el-desinfectante-
mas-popular-en-la-industria-avacola
[Último acceso: 1 9 2013].
61. SENASA, 1968. Reglamento de Inspección de Productos, Subproductos y
Derivados de Origen Animal. Buenos Aires: s.n.
62. SENASA, 1995. RESOLUCION N° 198/95 EX SENASA, Buenos Aires: s.n.
63. SENASA, 1996. Aprueba el Manual de Procedimientos de aplicación del
Sistema de Análisis de Riesgo y Puntos Críticos de Control., Buenos Aires: s.n.
64. SENASA, 2002. Créase el "Programa de Control de las Micoplasmosis y
Salmonelosis de las Aves y Prevención y Vigilancia de Enfermedades Exóticas
y de Alto Riesgo en planteles de reproducción"., Bs.As.: s.n.
65. Solsona, F. & Méndez, J. P., 2002. Desinfección del Agua. Lima: s.n.
66. SENASA, 2004. Resolución Conjunta 79/2004 y 500/2004. Buenos Aires,
s.n.

115
67. Smith, D. P. & Northcutt, J. K., 2005. Microbiology of contaminatd o visibly
clean broiler carcasses processed with an insede outside bir washer.
International Journal of Poultry Science, 4(12), pp. 955-958 .
68. SENASA, 2010. Resolución 542/10, Buenos Aires: s.n.
69. USDA, 1999. Modelo general para el sacrificio de aves, Washington, D.C.
20250-3700: s.n.
70. Voidarou, C. y otros, 2011. Microbial challenges of poultry meat production.
US National Library of MedicineNational Institutes of Health, 17(6), pp. 341-3
43.
71. Witold, A. & Hovde, C., 2011. Escherichia coli O157:H7: Animal Reservoir
and Sources of Human Infection. Foodborne Pathogens and Disease, 8(4), pp.
465 - 487.
72.WHO,2013 Food safety and foodborne disease.[Enlínea]
Availableat:http://www.who.int/foodsafety/foodborne_disease/en/
[Último acceso: 22 8 2013].
ANIMAL CAIDO ANIMAL CAIDO ANIMAL CAIDO ANIMAL CAIDO
SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE SANGRE
PATA GARRA PATA GARRA


















