
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL SISTEMA DE...
117
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL SISTEMA DE EDUCACIÓN A DISTANCIA CARRERA DE CONTABILIDAD Y AUDITORIA “MANUAL DE MANEJO DE INVENTARIO DE MATERIA PRIMA PARA LA OPTIMIZACIÓN DE COSTOS EN LA “PANIFICADORA BRITO” PROPUESTA DE ESTRUCTURA PARA LA PRESENTACIÓN DE TESIS DE GRADO PREVIO A LA OBTENCIÓN DEL TITULO DE LICENCIADO EN CONTABILIDAD Y AUDITORÌA. POR: VERÓNICA PAOLA GUERRA CISNEROS DIRECTOR: ING. GUSTAVO BEJARANO RIOBAMBA - ECUADOR NOVIEMBRE 2010
Transcript of UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL SISTEMA DE...

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
SISTEMA DE EDUCACIÓN A DISTANCIA
CARRERA DE CONTABILIDAD Y AUDITORIA
“MANUAL DE MANEJO DE INVENTARIO DE MATERIA PRIMA PARA LA
OPTIMIZACIÓN DE COSTOS EN LA “PANIFICADORA BRITO”
PROPUESTA DE ESTRUCTURA PARA LA PRESENTACIÓN DE TESIS DE
GRADO PREVIO A LA OBTENCIÓN DEL TITULO DE LICENCIADO EN
CONTABILIDAD Y AUDITORÌA.
POR: VERÓNICA PAOLA GUERRA CISNEROS
DIRECTOR: ING. GUSTAVO BEJARANO
RIOBAMBA - ECUADOR
NOVIEMBRE 2010

2
CERTIFICACION
Certifico que la Sra. VERONICA PAOLA GUERRA CISNEROS con CC 0603162439
ha elaborado bajo mi asesoría.
El trabajo de investigación: “MANUAL DE MANEJO DE INVENTARIO DE
MATERIA PRIMA PARA LA OPTIMIZACIÓN DE COSTOS EN LA
“PANIFICADORA BRITO”
Por lo tanto autorizo la presentación para la calificación respectiva.
Ing. Gustavo Bejarano
DIRECTOR DEL PROYECTO CONTABLE

3
DECLARATORIA
“La presente investigación constituye requisito previo para la obtención del título de:
LICENCIADO EN CONTABILIDAD Y AUDITORÌA”
Yo, Verónica Guerra con cedula de ciudadanía N° 0603162439 declaro:
Que la investigación es absolutamente origina, auténtica, personal mía y los resultados y
conclusiones a los que he llegado son de mi absoluta responsabilidad.
Verónica Guerra C
4
DEDICATORIA
Mis padres, que con su tenacidad han sabido inculcar en mí el deseo de superación y por su
gran apoyo incondicional supieron guiarme por las sendas del bien.
Mi Esposo e hijos, que con su soporte, amor y confianza me han incentivado a seguir adelante
junto con la inspiración a ser un ejemplo para ellos.
A mi amiga Lore, de igual forma que con su ayuda y aliento en el día a día, compartiendo
experiencias, alimentando mí desempeño, conocimiento y trabajo.
Verónica Guerra C

5
RECONOCIMIENTO
A Dios por darme fortaleza y ponerme en el camino personas bondadosas y sinceras
quienes me han impulsado para poder alcanzar esta meta.
Hago extensivo mi más sincero agradecimiento a todos y aquellos profesores de esta
facultad en especial al Ing. Gustavo Bejarano quien siempre me guió con su
conocimiento para seguir adelante.
Verónica Guerra C

6
Resumen Ejecutivo
La Panificadora “Brito” es una de las mejores panaderías en Riobamba presta sus
servicios a la ciudadanía riobambeña ofreciendo productos de excelente calidad que
durante muchos años ha sido parte de la tradición de esta ciudad y el país obteniendo
por ello muy buenos ingresos.
A pesar de tener una excelente maquinaria con la última tecnología en panificación la
panadería tiene problemas en la organización del inventario. Al no existir un buen
manejo de inventarios de la materia prima y tener deficientes sistemas de control lo que
va generado pérdidas para la empresa.
Para ello, se elaboró un manual de manejo de inventarios cuyo objetivo central es
disminuir el desperdicio del uso de la materia prima, administrar correctamente los
procedimientos, sustentados en los principios generales normativas y reglas para el
manejo de inventarios. Por lo tanto se estima que, la aplicación del manual de manejo
de inventario optimizará el uso de materia prima en la elaboración del pan.
El manual de inventarios de materia prima consta de:
1. Presentación
2. Objetivo General
3. Alcance del manual
4. Políticas Generales:
Procedimientos: Toma de inventario
Procedimiento: recepción, registro y control de materia prima
Procedimiento: Salida de Bodega
Procedimiento: Conciliación contable
Procedimiento: Devoluciones de materia prima
5. Funciones de Áreas involucradas
Bodega:
Departamento de contabilidad
6. Sistema Operativo

7
7. Proceso de inventario de materia prima
8. Funciones relacionadas al manejo de inventario
Se analiza cada uno de estos puntos, con el único fin de mejorar la productividad de la
empresa, y mejorar de manera sustancial sus ingresos.
8
ÍNDICE
CAPITULO I (EL PROBLEMA DE LA INVESTIGACIÓN) 1.1 PLANTEAMIENTO DEL PROBLEMA .......................................................1 1.2 FORMULACIÓN DEL PROBLEMA ..........................................................4
1.3 SUB PREGUNTAS ...................................................................................4 1.4 OBJETIVOS ............................................................................................4
1.4.1 GENERAL ................................................................................................. 4 1.4.2 ESPECÍFICOS ............................................................................................. 4
1.5 JUSTIFICACIÓN ......................................................................................5 1.6 LIMITACIONES ........................................................................................6
HIPÓTESIS ....................................................................................................7 1.7. VARIABLES DE LA INVESTIGACIÓN ....................................................7
1.8. TIPO Y DISEÑO DE LA INVESTIGACIÓN ............................................10 1.8.1 POR LA FACTIBILIDAD ......................................................................... 10 1.8.2 DE TIPO CORRELACIONAL. ................................................................. 10 1.8.3 DISEÑO TRANSVERSAL: ....................................................................... 11 1.8.4 TIPOS DE INVESTIGACIÓN ................................................................... 11 1.8.5 POR LOS OBJETIVOS ............................................................................. 11 1.8.6 POR EL LUGAR ....................................................................................... 11
1.9. MÉTODOS DE LA INVESTIGACIÓN ....................................................11 1.9.1 MÉTODOS ............................................................................................... 12
1.10. POBLACIÓN Y MUESTRA ..................................................................13
1.11 TÉCNICAS E INSTRUMENTOS PARA LA RECOLECCIÓN DE LA INFORMACIÓN ............................................................................................13
1.11.1 INSTRUMENTOS DE RECOLECCIÓN DE DATOS ............................ 14
1.12 TRATAMIENTOS Y ANÁLISIS DE DATOS ..........................................14 CAPITULO II (MARCO CONSTITUTIVO Y ESTRUCTURAL) ..................................... 15
2.1 ANTECEDENTES DE LA PANIFICADORA BRITO ..............................15 2.1.1 RESEÑA HISTÓRICA ............................................................................ 15 2.1.2 BASE LEGAL .......................................................................................... 17 2.1.3 OBJETIVOS ............................................................................................. 17 2.1.4 MERCADO AL QUE SIRVE ................................................................... 18 2.1.5 PRODUCTOS DE OFERTA .................................................................... 19 2.1.5 ESTRUCTURA ORGANIZACIONAL .................................................... 20
CAPITULO III (MARCO REFERENCIAL – TEÓRICO –CONCEPTUAL) ..................... 22 3.1 ANTECEDENTES INVESTIGATIVOS. ...................................................22
3.2. FUNDAMENTACIÓN TEÓRICA: .......................................................23 3.3. CONTROL DE INVENTARIOS .......................................................25
3.3.1 Inventarios ....................................................................................... 25
9
3.3.2 CONCEPTO .............................................................................................. 26
3.4. CLASES DE INVENTARIOS .................................................................28 3.4.1 Inventario de Mercancías: .......................................................................... 28 3.4.2 Inventario de Productos Terminados: ......................................................... 29 3.4.3 Inventario de Productos en Proceso de Fabricación: ................................... 29 3.4.4 Inventario de Materias Primas: ................................................................... 29 3.4.5 Inventario de Suministros de Fábrica: ......................................................... 29
3.5. CONTROL INTERNO SOBRE INVENTARIOS .....................................30
3.6. MÉTODOS DE INVENTARIO ...............................................................30 3.6.1 POSIBLES PROCEDIMIENTOS A DESARROLLAR MÉTODO PEPS .. 31 3.6.2 MÉTODO UEPS ........................................................................................ 32 3.6.3 MÉTODO PROMEDIO PONDERADO .................................................... 34
3.7 Norma de información financiera N° 12 inventarios ...............................37
3.8. MANUAL DE PROCEDIMIENTOS ........................................................39 3.9. PROCESOS DE PRODUCCIÓN ...........................................................41
CAPITULO IV (MARCO REFERENCIAL – TEÓRICO –CONCEPTUAL) 4.1 PASOS DEL DIAGNÓSTICO ............................................................43
4.1.1 DEMANDA DE CLIENTES INTERNOS ........................................... 43 4.1.1 BASE DE DATOS .............................................................................. 44 4.1.2.1 Los procesos de producción ................................................................. 44 4.1.2.2 PROCESO DE MASA DIRECTA ....................................................... 49 4.1.3 PERFIL COMPETITIVO .................................................................... 52 4.1.4 MATRIZ FODA ................................................................................. 56 4.1.5 PROBLEMAS PRINCIPALES EN LA CALIDAD ........................... 57
CAPITULO V (MARCO PROPOSITIVO)……………………………………………
1.1 DESARROLLO DE LA PROPUESTA .................................................... CONCLUSIONES .........................................................................................92 RECOMENDACIONES ................................................................................93
BIBLIOGRAFÍA .............................................................................................94

10
CUADROS
CUADRO 1 Análisis crítico………………………………………………….. 3
CUADRO 2 Variable dependiente.…………..……………………………….. 8
CUADRO 3 Variable independiente.………………..……………………….. 9
CUADRO 4 Población y Muestra ……………………………………..…..…13
CUADRO 5 Clasificación del pan por variedades…………………….…..… 19
CUADRO 6 Estructura Organizacional………………………………….…. 20
CUADRO 7 Organización Estructural………………………………….…… 21
CUADRO 8 Flujo de Costos………………………………………………… 28
CUADRO 9 Método FIFO…………………………………………………... 32
CUADRO 10 Método LIFO……………………………………………… …..33
CUADRO 11 Método PROMEDIO……………………………………… …..35
CUADRO 12 Procesos de producción……….……………………………..... 41
CUADRO 13 Lista del personal……………………………………….............51
CUADRO 14 Matriz perfil competitivo.……………………………………... 53
CUADRO 15 Matriz factores internos ……………………………………......55
CUADRO 16 Matriz factores externos …………………………………….....56
CUADRO 17 Matriz FODA…………………………………………………..57
CUADRO 18 Problemas principales de calidad………………………………58

11
INTRODUCCIÓN
En la presente tesis se describe un proceso productivo que aplica diferentes técnicas de
planificación de actividades.
Los procedimientos que se realizan dentro de una empresa así como las actividades
inmersas dentro del proceso productivo para alcanzar los objetivos propuestos; la
planificación consta de diferentes pasos como son: la evaluación de resultados
administrar correctamente los procedimientos, sustentados en los principios generales
normativas y reglas para el manejo de inventarios; la detección de oportunidades;
establecimiento de objetivos; consideración de premisas de planificación; identificación
y comparación de alternativas de acuerdo a las metas; la elaboración de planes de apoyo
para planificar de tal manera que la materia prima sea suficiente en todo tiempo, tener
reservas económicas para cualquier emergencia y elaboración del presupuesto antes de
realizar los procedimientos y actividades del proceso productivo para que no se
produzcas desfases difíciles de solucionar, esto se refiere a la planificación operativa; es
por ello que los diagramas de procesos juegan un papel tan importante dentro de las
empresas, ya que es con base a ellos que los procesos productivos se llevan a cabo con
mucha mayor agilidad y eficiencia.
1
CAPITULO I
EL PROBLEMA DE LA INVESTIGACIÓN
TEMA DE INVESTIGACIÓN:
Manual de manejo de inventario de materia prima para la optimización de costos en la
“Panificadora Brito” de la Ciudad de Riobamba, Provincia de Chimborazo año 2010.
1.1 PLANTEAMIENTO DEL PROBLEMA
CONTEXTUALIZACIÓN:
Macro: En el Ecuador existe procesos administrativos deficientes en la mayoría de las
empresas, ya sea por la falta de una guía adecuada o por el poco desarrollo que han
tenido las pequeñas y medianas empresas, esto se evidencia sobre todo en la
proliferación de negocios que al poco tiempo de ser implementados cierran sus puertas
ya que no producen los réditos que estaban previstos de acuerdo a las expectativas de
sus propietarios. Parte de la problemática radica en los procesos de control deficientes
tanto en los inputs como en los outputs y en general en todas las líneas de producción.
La situación está cambiando, en parte por la competitividad, la apertura de nuevos
mercados y los sistemas de control que ha implementado el Estado sobre todo con el
Servicio de Rentas Internas, que exige que los negocios, sin importar su tamaño o
producción declaren sus impuestos de forma real para el debido control y reporte de
rentas; esto en parte favorece a las empresas ya que se puede establecer nudos críticos
en los ciclos de producción, y precisamente uno de esos nudos críticos es el manejo
poco técnico de los inventarios de los negocios.
En el caso de las panificadoras, la situación no es distinta, la circulación permanente de
materias primas, exige sistemas de control eficientes, ya que el desperdicio, mal
manejo, o sustracción de cualquiera de los componentes del pan repercute a la larga en
la ganancia que percibe la empresa.

2
Esta problemática se agudiza cuando, en los últimos meses se ha incrementado de
manera acelerada el precio de la harina, debiendo el Estado subsidiar, esta materia
prima mediante la importación de harina y su respectiva distribución a los panaderos; lo
que exige mejorar el control de insumos en cada una de las panaderías. El análisis de
resultados demuestra que el 50% de dichas empresas quiebran durante el primer año de
actividad, y no menos del 90% antes de cinco años. Según revelan las estadísticas, el
95% de estos fracasos son atribuibles a la falta de competitividad y de experiencia en la
dirección de empresas dedicadas a la actividad y la razón principal es el mal manejo de
inventarios.
Meso: En la Provincia de Chimborazo, la situación descrita se reproduce, hay empresas
que tienen problemas por mal manejo de inventarios1, una de las razones es cuando
al realizar una pre planificación, prefieren no gastar en una persona que controle los
flujos de inventarios, por considerarla no necesaria y costosa, lo cual hace que las
empresas a la larga pierdan más que la inversión que significa este puesto de trabajo.
Si bien es cierto que la mayoría de empresas dedicadas a la panificación son
microempresas, en muchos de los casos incluso unipersonales, no es menos cierto que el
mercado ha crecido aceleradamente y cada vez es más competitivo.
Micro: La realidad descrita es latente sobre todo en empresas medianas como es el
caso de la panificadora Brito, los flujos de materias primas hacen indispensable la
presencia de un responsable de control de inventarios e insumos de producción. En la
panificadora Brito el mal manejo de inventarios es un problema porque no solo existe
desperdicio de materia prima sino el aumento de costos, gastos e incluso hay desfalco,
pese a que se ha tratado de implementar una serie de procesos de control, ninguno ha
dado resultados, ya que no han sido técnicamente planificados, han sido tan solo
soluciones aisladas las cuales han durado un par de semanas, lo que ha degenerado en
una cultura de poco compromiso por parte del personal.
1 http://www.monografias.com/trabajos69/corrupcion-chimborazo/corrupcion-chimborazo3.shtml http://catarina.udlap.mx/u_dl_a/tales/documentos/lii/sanchez_r_fx/capitulo3.pdf

3
CUADRO Nro. 1
ANÁLISIS CRÍTICO
EFECTOS
CAUSAS
Deficiente manejo de inventarios que permite el
desperdicio de materia prima
Entrega incorrecta del
producto
Desperdicio de materia
prima y producto elaborado
Trabajo mal organizado
La falta control en
bodega
Procedimientos no técnicos en el
área de producción
Inadecuada organización en
el área productiva
Bajos niveles de compromiso por
parte del personal
Insuficiencia de personal
Falta de sistemas de evaluación
Perjuicio económico a la empresa
Inexactitud en documentación

4
Prognosis:
La adecuada aplicación de un sistema de control de inventarios evita la perdida de
recursos en la empresa
1.2 FORMULACIÓN DEL PROBLEMA
¿La adecuada aplicación de un sistema de control de inventarios ayudará a optimizar
resultados, con la aplicación de un Manual de manejo de inventarios en la panificadora
“Brito”?
1.3 SUB PREGUNTAS
1 ¿Hace falta conocer la situación en la que se encuentra la empresa actualmente?
2 ¿Se necesita conocer las políticas, directrices y normativa existentes tanto internas
como externas?
3 ¿Es importante contar con una estructura institucional actualizada?
4. ¿hace falta aplicar un Manual de manejo de Inventarios?
.
1.4 OBJETIVOS
1.4.1 GENERAL
Elaborar un manual de manejo de inventarios para la Panificadora “Brito”
1.4.2 ESPECÍFICOS
Determinar un diagnostico institucional que permite identificar los principales
nudos críticos a superar.
Evaluar los procesos, normativa y políticas institucionales utilizados.
Desarrollar la propuesta estructural y funcional correspondiente.

5
DELIMITACIÓN
Este trabajo de investigación se realizará durante el semestre enero- junio de 2010,
exclusivamente en el área contable y en los procesos de producción de la panificadora
Brito de la Provincia de Chimborazo, Cantón Riobamba.
1.5 JUSTIFICACIÓN
Se debe considerar que el Manual de manejo de inventarios de toda empresa
manufacturera tiene como finalidad evitar el desperdicio, ya sea de: mano de obra
directa, materia prima directa y producto elaborado; con estas medidas se mejorará
indudablemente la producción de la empresa y a su vez se logrará mayores ingresos
económicos, lo cual tendrá como resultado un manejo eficiente y eficaz de la empresa.
Es por ello que se desea implementar el Manual de Manejo de Inventarios para mejorar
la producción en la panificadora Brito, pues se hace urgente adoptar esas prácticas, ya
que en la actualidad esta panadería no posee un manual técnico que controle el proceso
productivo.
El presente trabajo propone normas de control productivo para que los dueños o socios
de la empresa tengan una herramienta útil para controlar en los ciclos de producción la
utilización de las materias primas, con lo cual se logrará incrementar sus utilidades.
El Manual de Manejo de Inventarios tendrá el beneficio de plantear normas de control
productivo para que los dueños o socios de la empresa tengan una herramienta útil para
controlar en los ciclos de producción la correcta utilización de las materias primas.
Es factible porque se cuenta con el apoyo técnico y científico de la empresa, así como
se ha verificado la existencia de bibliografía que sustenta de manera total la presente
investigación. Al mismo tiempo existe la apertura por parte de los propietarios y
trabajadores de la empresa para la recolección de datos mediante entrevistas. De igual
manera se cuenta con el asesoramiento de los docentes especializados de la Universidad
6
Tecnológica Equinoccial, quienes guiarán los procesos investigativos y la propuesta
planteada.
Es original ya que de las revisiones bibliográficas previas realizadas por la
investigadora no se ha encontrado referencia de tesis similares, mucho menos realizados
en la panificadora Brito. Es pertinente ya que la problemática está latente en esta
empresa y ahora más que nunca está afectando directamente a la estabilidad financiera
de la panificadora.
Se considera que la presente tesis da un aporte institucional al contextualizar la
temática teórica y llevarla a la vivencia y ciclos productivos de la panificadora Brito,
tomando en cuenta que los resultados alcanzados ayudarán a los resultados
empresariales, a los dueños de la empresa, así como a los empleados y de manera
indirecta a los clientes.
1.6 LIMITACIONES
Una de las limitaciones más relevantes de esta tesis ha sido el tiempo que destinan sus
trabajadores para brindar información ya que los horarios de trabajo no pueden ser
interrumpidos, por lo que difícilmente se ha podido obtener la suficiente información.
En la actualidad el mundo ha alcanzado niveles de tecnología superiores, se puede
proponer la utilización de programas computarizados para el manejo de los inventarios
sin embargo estos se desactualizan con rapidez lo que demanda de una permanente
actualización y capacitación del personal a cargo de este trabajo.
La capacitación a los empleados es escasa, siendo este un factor muy importante dentro
del desarrollo de la empresa, la falta de conocimiento en las diferentes áreas ocasiona
retrasos en la labor diaria.
7
HIPÓTESIS
La aplicación del manual de manejo de inventario disminuye el desperdicio de materia
prima en la elaboración de pan, en la Panificadora Brito,
1.7. VARIABLES DE LA INVESTIGACIÓN
Independiente (Causa)
Manual de manejo de inventarios
Dependiente (Efecto)
Desperdicio de materia prima 2
2 http://www.slideshare.net/napa/el-problema-de-investigacin , http://html.rincondelvago.com/variables-en-la-investigacion.html

8
CUADRO Nro. 2 : VARIABLE DEPENDIENTE
CONCEPTUALIZACION CATEGORÍA INDICADORES ÍNDICE TÉCNICAS
INSTRUMENTOS
Es el mal uso de todos y cada uno
de los recursos, ya sea en tiempo y
espacio, perfeccionar el proceso y
ahorro de materiales, manteniendo
una constante vigilancia para la
elaboración del producto,
aprovechar los desperdicios para
poder reciclarlos
RECURSOS
VIGILANCIA
TIPOS
CONTROL
SISTEMA
EFECTIVIDAD
MATERIA PRIMA
DIRECTA
MATERIA PRIMA
INDIRECTA
POR PROCESOS
POR PRODUCTO
POR TRABAJO
INDIVIDUAL
MUY BUENO
BUENO
MALO
MUY EFECTIVO
POCO EFECTIVO
NADA EFECTIVO
ENCUESTA DIRIGIDA
A LOS EMPLEADOS
Y ACCIONISTAS DE
LA EMPRESA

9
CUADRO Nro. 3 : VARIABLE INDEPENDIENTE
3 Radar in meteorology: Battan Memorial and 40th Anniversary Radar Meteorology ... - Página 531
CONCEPTUALIZACIÓN CATEGORÍA INDICADORES ÍNDICE TÉCNICAS
INSTRUMENTOS
Es un instructivo donde se indica
todos y cada uno de los
procedimientos a seguir incluyendo
documentación que respalde su
proceso según lo amerite y lo disponga
las reglas que rigen la contabilidad,
para el buen funcionamiento de la
materia prima directa, indirecta y
productos en proceso, desde el
momento que inicia su entrada (orden
de pedido) hasta el momento de su
transformación3
DOCUMENTOS
QUE SE MANEJAN
PROCEDIMIENTOS
TIPOS DE DOCUMENTOS
UTILIDAD
CONTROL
TIPO DE
PROCEDIMIENTOS
MANEJO
DURACIÓN
Autorizados por el SRI
No autorizados por el SRI
Muy útiles poco útiles, nada
útiles
Alto, medio, moderado
Formales, informales
Muy utilizados, poco utilizados,
nada utilizados,
De corto, mediano, largo plazo
ENCUESTA
DIRIGIDA A LOS
EMPLEADOS
Y ACCIONISTAS DE
LA EMPRESA

10
1.8. TIPO Y DISEÑO DE LA INVESTIGACIÓN
La presente investigación es descriptiva ya que pretende establecer como se presenta la
realidad del manejo de inventarios de la Panificadora BRITO en el aquí y ahora
realizando un corte de la situación en un tiempo determinado para establecer su
influencia en el desarrollo de la literalidad.
Para alcanzar este propósito se a de aplicar instrumentos de recolección de datos tanto
de fuentes primarias como secundarias, para el primer caso mediante encuestas
dirigidas a las y los trabajadores de la Panificadora Brito; así mismo se debe utilizar una
entrevista a los propietario de la panificadora para la obtención de información
significativa en el proceso de investigación de campo.
En el segundo caso se recurrirá a la revisión de fuentes bibliográficas especializadas en
el tema.
1.8.1 POR LA FACTIBILIDAD
Según el autor Pedro Zapata Sánchez, muchas veces cuando se emprende el desarrollo
de un proyecto, los recursos, el tiempo no son los suficientes lo que puede llevar a tener
pérdidas económicas y frustración profesional.
Se determina que el proyecto es factible, ya que se cuenta con los medios disponibles
para cubrir los gastos que genera llevar a cabo su desarrollo, así como con el apoyo y el
material bibliográfico pertinente.4
1.8.2 DE TIPO CORRELACIONAL.
Ya que se aplicará diseños de observación científica y encuestas en el afán por
establecer parámetros comparativos entre las variables de estudio, es decir el manual de
manejo de inventarios y el desperdicio de materias primas. De esta comparación se
4 Pedro Zapata Sánchez, Contabilidad de costos pag. 45

11
extraerán indicadores significativos que permitan la descripción de la realidad de la
panificadora
1.8.3 DISEÑO TRANSVERSAL:
La presente investigación es de diseño transversal ya que se tomó una población en un
determinado corte de tiempo, del año 2008 y se utiliza la entrevista para recopilar la
información.
1.8.4 TIPOS DE INVESTIGACIÓN
En el presente trabajo se utilizarán los siguientes tipos de Investigación:
1.8.5 POR LOS OBJETIVOS
Será de aplicación, ya que el sentido básico de la misma no es el crear nuevas leyes o
principios si no más bien el de aplicar los conocimientos en las áreas de investigación,
en este caso un manejo de inventarios en la Panificadora Brito.
1.8.6 POR EL LUGAR
Por el lugar se utilizará la investigación de campo, porque todo esto se podrá obtener
mediante encuestas y observaciones en el lugar donde se producen los hechos, es decir
en la Panificadora Brito.
1.9. MÉTODOS DE LA INVESTIGACIÓN
Se utilizará el método cualitativo, porque en su desarrollo se determinará indicadores
de las características intrínsecas dejando de lado los indicadores cuantitativos, por lo
mismo, el trabajo se basará en métodos inductivos-deductivos, mismos que permitan en
el análisis de los datos para las conclusiones.

12
1.9.1 MÉTODOS
Para el desarrollo de la presente investigación se ha considerado factible la utilización
de los siguientes métodos.
Hipotético – Deductivo. Planteamiento del problema, revisión bibliográfica,
formulación de hipótesis, recolección de datos, análisis de datos,
interpretaciones, conclusiones, prueba de hipótesis, generalizaciones de
resultados para aumentar el conocimiento teórico, todo esto sobre la base de las
variables de estudio, es decir, el manual de manejo de inventarios y el
desperdicio de materia prima.
Método Deductivo.- Sirve para obtener conclusiones y consecuencias,
examinando afirmaciones generales sobre el manual de inventarios, para llegar
a casos particulares, por demostración, por razonamiento, repetición
comprensiva y finalizar aplicando casos particulares.
Método inductivo.- Sirve para, partiendo de casos particulares observados en el
proceso de investigación de campo, llegar a la generalización. Se tomó en cuenta
que este método obliga a comparar, establecer semejanzas y diferencias, y, sobre
todo a comprender por si mismo una situación, y a descubrir conceptos
verdaderos de las variables de estudio
Método Empírico - Analítico.- Servirá para descomponer, clasificar: por
analogías empíricas, por analogías científicas, los enunciados y presupuestos de
partidas que se manejara en el trabajo sobre la utilización de recursos didácticos
en matemáticas, responde a la formulación del problema de investigación.5
5http://www.google.com.ec/search?hl=es&rlz=1R2DKUS_enEC333&q=problemas+especificos%2Cinvesti
gacion&meta=

13
1.10. POBLACIÓN Y MUESTRA
Para la presente investigación se ha considerado que el universo de estudio serán 23
trabajadores de la Panificadora Brito, 3 propietarios y 3 de otras panaderías
respectivamente. Dado que este número de sujetos es manejable serán tomados todos
como muestra.
CUADRO Nro. 4: POBLACION Y MUESTRA
SUJETOS
TECNICA
ENTREVISTA
TECNICA
MATRIZ
Otras panaderías 3
3
Propietarios y Trabajadores de
la panificadora “Brito”
7
32
TOTAL 10 35
1.11 TÉCNICAS E INSTRUMENTOS PARA LA RECOLECCIÓN DE LA
INFORMACIÓN
Para el análisis de los datos obtenidos en la investigación de campo serán de utilidad las
siguientes técnicas:
1. Codificación de datos, evidenciados en cuadros representativos con los
resultados obtenidos en la aplicación de los instrumentos operativos
correspondientes a las técnicas seleccionadas.
2. Tabulación de datos extraídos de las frecuencias de las respuestas de encuestas
aplicadas a los trabajadores.
3. Análisis cuanti cualitativos, mediante la determinación porcentual de los datos,
su representación gráfica y la respectiva interpretación de los mismos.
4. Se aplicará un proceso estadístico al realizar la comparación entre un proceso de
control de inventarios 2009.

14
5. Comprobación de hipótesis mediante los resultados obtenidos y su respectivo
análisis mediante una triangulación de datos. 6
1.11.1 INSTRUMENTOS DE RECOLECCIÓN DE DATOS
En la presente investigación se utilizarán las siguientes técnicas:
1. Entrevista, con su respectivo cuestionario dirigida a los trabajadores de la
Panificadora Brito.
2. Entrevista dirigida a los socios con su respectivo cuestionario de 10 preguntas
cerradas.
3. Bibliográfica, destina a recolectar los datos de las obras especializadas,
mediante el apoyo de fichas, así como los documentos referenciales de manejo
de inventarios.
1.12 TRATAMIENTOS Y ANÁLISIS DE DATOS
La investigación se fundamente en las bases del Paradigma Dialéctico, porque el
desarrollo de esta investigación se basa en fenómenos socioeconómicos y técnicos,
dichos fenómenos no son estáticos, si no más bien están expuestos a cambios
cualitativos y cuantitativos lo que determina su dinámica.
Para poner en marcha la presente investigación, se realizan las siguientes actividades:
1. Recopilación de información bibliográfica
2. Procesamiento de información bibliográfica
3. Aplicación de las encuestas, entrevistas, y observaciones de campo
procesamiento de los datos obtenidos
4. Establecimiento de Conclusiones y recomendaciones
5. Elaboración de una propuesta.7
6 http://es.wikipedia.org/wiki/Muestra_estad%C3%ADstica
7 http://www.emagister.com/empleo-publico/convocatoria-investigador-especialista-tratamiento-analisis-datos-
geoacusticos-sedimentologicos-para-su-gestion-sig-oposconv-1933.htm

15
CAPITULO II
MARCO CONSTITUTIVO Y ESTRUCTURAL
2.1 ANTECEDENTES DE LA PANIFICADORA BRITO
Desde su fundación, “La panificadora Brito” ha funcionado en la calle Larrea N.- 2126
y Guayaquil en la ciudad de Riobamba.
A comienzos del presente siglo, por el año de 1926 un empresario de Guayaquil
llamado Carlos Dillon, decidió instalar una cadena de panaderías en el país, para lo cual
importo maquinaria Alemana con este fin, e instaló Panaderías en tres ciudades del país:
Quito, Guayaquil y Riobamba.
Este trabajo lo llevó adelante por 5 años, por alguna razón cerró en el año de 1932 y
decidió vender la maquinaria que incluía un horno fijo de combustión indirecta, una
amasadora y una cortadora manual de masas.
2.1.1 RESEÑA HISTÓRICA
A fines de 1933 llegó a Riobamba con una oferta de venta de la panificadora Brito y en
1934 el Sr. Gilberto Brito R. decidió comprarla con el señor José Riquelme, por el mes
de julio de 1934 comenzaron a trabajar sirviendo a la ciudad de Riobamba con
diferentes clases de pan, siendo los más populares: las palanquetas, las rosas, el pan
centeno de sal y de dulce.
En 1955 creció la producción a un nivel que sobrepasaba la capacidad instalada y la
mayor parte de producto se elaboraba a mano por esta razón, el Sr. Gilberto Brito R,
dueño de la Panadería, decidió importar maquinaria para poder atender la demanda de
los clientes, el mismo año importó un segundo horno de Alemania y un técnico de la

16
fábrica WERNER RFLE vino a Riobamba e hizo la instalación del horno, que junto con
el anterior están prestando servicio hasta la presente fecha. En años posteriores realizo
nuevas importaciones de maquinaria entre las principales fueron una amasadora,
formadoras, cortadoras, dosificador de agua, etc.
En 1970 el Sr. Gilberto Brito asistió a Bogotá a un curso de Panificación dictando en el
SENA de Colombia, y con nuevos conocimientos en el mercado una nueva línea de
productos, complementando con la Pastelería.
El Sr. Gilberto Brito R falleció en Septiembre de 1985 y su hijo José Alberto Brito Vaca
se hizo cargo de la Panadería hasta 2003 heredando a sus hijos Juan Carlos Brito, Luis
Brito, Verónica Brito, Sofía Brito, Vinicio Brito hasta la presente fecha, produciendo en
la actualidad veinte y nueve clases de pan, con reconocimiento a nivel nacional.
A medida que la ciudad fue creciendo la panificadora Brito crece paralelamente para
abastecer al mercado por lo que en el año 2001 se creó una nueva planta con nuevas y
modernas maquinarias importadas de Alemania que puedan cumplir con las mismas
funciones de las maquinas anteriores y superadas.
Constituyéndose como compañía limitada en forma definitiva y legal actualizando su
RUC y razón social.
FUENTE: SRI al 2010

17
2.1.2 BASE LEGAL
La Panificadora Brito es una Compañía Limitada bajo la Superintendencia de
Compañías.
FUENTE: superintendencia de compañías 2010
2.1.3 OBJETIVOS
La panificadora Brito” tiene como objetivo principal producir y comercializar pan y
anexos incrementar las ventas y rentabilidad que sirva a sus propietarios para mejorar
los distintos aspectos como:
1. Calidad del producto
2. Mejorar la administración
3. Optimizar la atención al cliente

18
2.1.4 MERCADO AL QUE SIRVE
El mercado de la panificadora “Brito” en la ciudad de Riobamba se irradia en cuatro
parroquias que son: Lizarzaburu, Veloz, Maldonado y Velasco.
La Parroquia Lizarzaburu es la más grande y en esta se localizan la mayor parte de los
negocios tanto comerciales como industriales. Los barrios comprendidos en esta
parroquia son 53, se destacan principalmente la Estación, Santa Rosa, Bonilla Abarca,
La Condamine, Las Retamas, Santa Faz, La Cemento Chimborazo, Álamos, La
Florida, El Vergel y Los Manzanares.
La Parroquia Veloz comprende todos los barrios desde La Merced hasta la Libertad
entre los cuales incluye principalmente San Francisco. La Dolorosa, la Joya y
Politécnica.
La Parroquia Maldonado comprende 30 barrios entre los principales están Pucará,
Bellavista, Villa María, San Alfonso, Eugenio Espejo y San Martín.
La Parroquia Velasco, esta constituida por 36 barrios delimitados desde la Concepción
hasta la Ecuatoriana de Cerámica. En esta zona también se ubican varios locales
comerciales e incluyen un sector bastante poblado. Los principales barrios de esta
parroquia son: Plaza Dávalos, La Panadería, Loma de Quito, Brigada Blindada, Los
Pinos, La Georgina y la Cerámica.
Finalmente la Panificadora Brito” tiene dos locales Local N.- 1 en las calles Carabobo
y Colombia, Local N.- 2 Av. Antonio José de Sucre y Javier Espinoza vía a Guano.
FUENTE: SRI al 2010

19
2.1.5 PRODUCTOS DE OFERTA
CUADRO Nro. 5 : CLASIFICACIÓN DEL PAN POR VARIEDADES, TIPOS, %
DE VENTAS Y % DE PRODUCCIÓN. TIPO TIPO PAN % VTAS %PRODUCCION
MASA
DIRECTA
CORRIENTE PAN POPULAR 1.98% 2.97%
BOLAS DE DULCE 0.37% 0.54%
BIZCOCHOS 0.47% 0.67%
PERROS CALIENTES 0.43% 0.28%
LADRILLOS 0.35% 0.40%
SUB TOTAL TIPO DE PAN CORRIENTE 3.60% 4.86%
INJERTO 7.62% 6.21%
CACHOS 0.91% 0.54%
TRENZAS 1.19% 0.94%
MANTEQUILLA 0.43% 0.27%
EMPANADA DE AZUCAR 0.39% 0.28%
EMPANADAS BLANCAS 0.37% 0.23%
PAN DE YEMA 0.42% 0.24%
CAYETANO 0.86% 0.71%
MASA FINAS 2.08% 1.21%
SUB TOTAL DE TIPO DE PAN ESPECIAL 14.27% 10.63%
INTEGRAL DE SAL 0.23% 0.20%
INTEGRAL DE DULCE 0.37% 0.34%
MOYUELOS 0.19% 0.11%
MESTIZO 0.71% 0.84%
PAN DE FIBRA 1.38% 0.54%
SUB TOTAL TIPO DE PAN INTEGRAL 2.88% 2.02%
SUBTOTAL DE PROCESO MASA DIRECTA 20.75 17.53
MASA INDIRECTA CORRIENTE PALANQUETAS 50.05% 56.69%
SUB TOTAL PAN CORRIENTE ESPECIAL 50.05% 56.69%
MOLDES DE PASAS 4.48% 2.97%
PALILLOS 7.20% 5.40%
EMPICHADOS 1.30% 1.21%
PAN DE DULCE 1.82% 1.21%
GALLINAS 1.92% 1.08%
SUB TOTAL TIPO / PAN ESPECIAL 16.73% 11.88%
INTEGRAL CENTENO DE SAL 80 G 5.82% 6.59%
CENTENO DE SAL 350 G 1.44% 1.65%
FUENTE: Archivos De Panificadora Brito
ELABORADO POR: Verónica Guerra

20
2.1.5 ESTRUCTURA ORGANIZACIONAL
Niveles Jerárquicos
La panificadora “Brito” determina sus niveles jerárquicos de la siguiente manera:
CUADRO Nro. 6
HORN
NIVEL EJECUTIVO: GERENTE
NIVEL OPERATIVO:
MACERO
HORNERO 9
NIVEL ADMINISTRATIVO:
CONTABILIDAD
NIVEL DE APOYO:
SECRETARIA: CAJA:
VENTAS:

21
PANIFICADORA “BRITO”
ORGANIGRAMA ESTRUCTURAL
CUADRO Nro. 7
FUENTE: Gerencia panificadora Brito
ELABORADO: Verónica Guerra
FUENTE: superintendencia de compañías 2010
DIRECTORIO PRESIDENTE
VERONICA BRITO
GERENTE
ROBERTO NEIRA
ÁREA ADMINISTRATIVA
SOFIA BRITO (4 personas)
Administración Finanzas
ÁREA DE VENTAS CECILIA VELÁSQUEZ
(12 personas)
Venta directa Venta al por mayor
ÁREA DE PRODUCCIÓN ELIAS LONDO
(28 personas)
Proceso productivo Bodega

22
CAPITULO III
MARCO REFERENCIAL – TEÓRICO –CONCEPTUAL
3.1 ANTECEDENTES INVESTIGATIVOS.
Del Trabajo previo realizado se determina que no existe una investigación sobre este
tema y mucho menos se ha ejecutado algún tipo de trabajo investigativo en la
Panificadora “Brito”.
ANTECEDENTES HISTÓRICOS DE LOS SISTEMAS PRODUCTIVOS.
La producción empezó cuando el hombre tuvo que diseñar sus principales herramientas
como lo son: cuchillos, ruedas, etc.
Los Romanos construyeron obras de arte durante los primeros años de la edad media y
artesanías de los gremios medievales.
Con la Revolución industrial: la entrada de maquinas de vapor se redujo la mano de
obra, también redujeron la artesanía manual sobresaliendo los sistemas fabriles.
En el siglo XIX las condiciones de las fábricas eran desagradables, debido que los niños
tenían que trabajar 12 horas diarias, no había sensibilidad para ninguna persona.
En el siglo XX Frederick W. Taylor creo el al nuevo enfoque "científico", efectuó y
analizó miles de pruebas para identificar las variables relevantes para la producción,
diseñando métodos de trabajo en dónde la persona y la maquina eran una sola identidad,
una unidad inspirada por un salario atractivo para operar la maquina eficientes de
acuerdo con las instalaciones exactas.
El título de Administración científica se debe a que Taylor debido a sus trabajos estaba
acorde con las investigaciones contemporáneas.

23
Henry L. Gantt: desarrolló métodos todavía en uso, de ordenar sucesivamente las
actividades de producción. Fue menos restrictivo en cuanto a las operaciones operador-
maquina y también añadió implicaciones organizativas y motivadoras a la labor de
Taylor.
Los esposos Frank y Lillian Gilberth, ellos demostraron que los movimientos
efectuados por el hombre son comunes ante situaciones diferentes de trabajo. Su análisis
de micro movimientos ayudó a mejorar las operaciones manuales iniciando con los
estudios de tiempos y movimientos, y el empleo de películas animadas en el diseño de
trabajo.
Taylor, Gantt y los Gilbert sustentaron las bases para la Ingeniería Industrial.
En los años 20 y 30 las personas no se comportaban intuitivamente como se esperaban.
Según los estudios que realizaron los Hawthorne con salarios mejores o condiciones de
trabajo dio aumentos proporcionales de producción.
Durante los años 40 apareció un enfoque interdisciplinario, primero en forma de
equipos de operaciones organizadas en España.
Los años cuarenta fue el comienzo de adelantos en materia de automatización y
computarización.
La automatización está representada por maquinaria costosa que se emplea en la
producción continua y gran volumen de artículos idénticos.8
3.2. FUNDAMENTACIÓN TEÓRICA:
El marco teórico referencial de este módulo está relacionado con las cuentas y
movimientos contables de una empresa; en razón a que el inventario en principio se
confundía como si fuera la contabilidad en sí.
8 http://www.monografias.com/trabajos5/induemp/induemp.shtml
24
Lo anterior da una noción global y más universal del significado histórico que tiene este
tema, especialmente cuando se refiere al manejo contable de los bienes dentro del
sistema de inventarios.
Los inventarios representan bienes corporales destinados a la venta en el curso normal
de los negocios, así como aquellos que se hallan en proceso de producción o que se
utilizaran o consumirán en la producción de otros que van a ser vendidos.
Los costos de producción reflejan todo lo ocurrido en una planta de producción o las
erogaciones que hacen parte del bien o del servicio, sin los cuales no podría
comercializarse el bien o servicio.
Para la industria, el inventario esta dividido en tres partes:
1. Inventarios de materiales
2. Inventarios de productos en proceso
3. Inventarios de productos terminados
El inventario de materiales, representa todos los materiales comprados y almacenados
para ser usados en la fabricación de otros productos.
El inventario de productos en proceso representa las materias primas entregadas al
proceso productivo, la porción de costos de mano de obra directa y la porción de los
costos indirectos de fabricación, que aun no están en condiciones de ser vendidos.
El inventario de productos terminados representa el valor de los productos terminados
listos para la venta.
Los inventarios representan bienes corporales destinados a la venta en el curso normal
de los negocios, así como aquellos que se hallan en proceso de producción o que se
utilizaran o consumirán en la producción de otros que van a ser vendidos.
El inventario de materiales, representa todos los materiales comprados y almacenado
para ser usados en la fabricación de otros productos.

25
Dentro de las cuentas contables que muestran la situación de una empresa, generalmente
la de mayor característica en el negocio es la formada por los inventarios. Suele
presentarse en las empresas manufactureras problemas de gestión y contabilización muy
complejos, la continuación o el fracaso de una empresa depende del tratamiento que sé
de a estos problemas.
Los beneficios pueden presentar oscilaciones muy fuertes dependiendo del proceso de
valorización de los inventarios.
Los inventarios constituyen otro componente importante del capital de trabajo, de los
cuales las empresas obtienen recursos sustanciales.9
3.3. CONTROL DE INVENTARIOS
3.3.1 Inventarios
Los controles empleados para prevenir el fraude en los INVENTARIOS de la empresa
se basan en una distribución adecuada de las funciones de compra, recepción,
almacenamiento, tesorería y contabilidad. Consiste en ejercer medidas de protección
física y mantener una contabilización eficaz. Puede que estos controles no sirvan para
impedir todos los fraudes posibles pero, por lo general, deberían detectarlos antes de
que se ocasionen unas perdidas demasiado grandes.
Los procedimientos referentes a los inventarios y suministros deben ofrecer seguridades
razonables a la empresa, contra pérdidas por desperdicios, robo, descuido en las
compras, etc., y deben también producir información segura sobre el movimiento y
composición de las mercancías. Los métodos por los cuales se pueden obtener estos
resultados, varían desde luego, con el tamaño y clase de negocio. Estos factores también
determinan, en gran parte, hasta que grado la existencia de mercancías puede estar
sujeta a control efectivo.
El control es fundamental en cualquier organización, puesto que los inventarios
comprenden generalmente la cuenta del activo corriente que compromete mas 9 chiavenato, inventarios en este libro. Pag. 34
26
inventario, se hace indispensable la aplicación de estrictas medidas de control interno
para garantizar un correcto funcionamiento acorde con las políticas y planes de la
administración del negocio. Para lo cual una manera de mantener dicho control es el
código de barras.
3.3.2 CONCEPTO
Según el autor Pedro Zapata Sánchez, Inventarios son bienes tangibles que se tienen
para la venta en el curso ordinario del negocio o para ser consumidos en la producción
de bienes o servicios para su posterior comercialización. Los inventarios comprenden,
además de las materias primas, productos en proceso y productos terminados o
mercancías para la venta, los materiales, repuestos y accesorios para ser consumidos en
la producción de bienes fabricados para la venta o en la prestación de servicios;
empaques y envases y los inventarios en tránsito.
La base de toda empresa es la importancia del manejo del inventario por parte de la
misma. Este manejo contable permitirá a la empresa mantener el control oportunamente,
así como también conocer al final del período contable un estado confiable de la
situación económica de la empresa.10
SISTEMA PERPETUO DE ACUMULACIÓN DE COSTOS
Un sistema perpetuo de acumulación de costos está diseñado para suministrar
información relevante y oportuna a la gerencia, a fin de ayudar en las decisiones de
planeación y control. El principal objetivo en este sistema, como en el caso del sistema
periódico de acumulación de costos, es la acumulación de los costos totales y el cálculo
de los costos unitarios.
En un sistema perpetuo de acumulación de costos, el costo de los materiales directos, de
la mano de obra directa y de los costos indirectos de fabricación deben fluir a través del
inventario de trabajo en proceso para llegar al inventario de artículos terminados. Los
costos totales transferidos del inventario de trabajo en proceso al inventario de artículos 10 www.monografias.com/.../inventarios/inventarios.shtml

27
terminados durante el periodo es igual al costo de los artículos producidos. El inventario
final de trabajo en proceso es el balance de la producción no terminada al final del
periodo. A medida que los productos se venden el costo de los artículos vendidos se
transfiere del inventario de productos terminados a la cuenta de costo de los productos
vendidos.
El inventario final de artículos terminados es el balance de la producción no vendida al
final del periodo. Los gastos totales son iguales al costo de los artículos vendidos más
los gastos por concepto de ventas, gastos generales y gastos administrativos.
Obsérvese que en un sistema perpetuo de acumulación de costos la información
relacionada con el inventario de materiales, inventario de trabajo en proceso, inventario
de artículos terminados, el costo de los artículos manufacturados y el costo de los
artículos vendidos, está continuamente disponible, en vez de encontrarse sólo al final
del periodo, como en el caso de un sistema periódico de acumulación de costos.11
11 http://www.wikilearning.com/articulo/sistemas_de_acumulacion_de_costos-sistema_perpetuo_de_acumulacion_de_costos/13006-3

28
CUADRO Nro. 8: FLUJO DE COSTOS; SISTEMA PERPETUO DE
ACUMULACIÓN DE COSTOS Este se representa así:
3.4. CLASES DE INVENTARIOS
De acuerdo a las características de la empresa encontramos cinco clases de inventarios:
3.4.1 Inventario de Mercancías:
Lo constituyen todos aquellos bienes que le pertenecen a la empresa bien sea comercial
o mercantil, los cuales los compran para luego venderlos sin ser modificados. En esta

29
cuenta se mostrarán todas las mercancías disponibles para la Venta. Las que tengan
otras características y estén sujetas a condiciones particulares se deben mostrar en
cuentas separadas, tales como las mercancías en camino (las que han sido compradas y
no recibidas aún), las mercancías dadas en consignación o las mercancías pignoradas
(aquellas que son propiedad de la empresa pero que han sido dadas a terceros en
garantía de valor que ya ha sido recibido en efectivo u otros bienes).12
3.4.2 Inventario de Productos Terminados:
Son todos aquellos bienes adquiridos por las empresas manufactureras o industriales,
los cuales son transformados para ser vendidos como productos elaborados.
3.4.3 Inventario de Productos en Proceso de Fabricación:
Lo integran todos aquellos bienes adquiridos por las empresas manufactureras o
industriales, los cuales se encuentran en proceso de manufactura. Su cuantificación se
hace por la cantidad de materiales, mano de obra y gastos de fabricación, aplicables a la
fecha de cierre.
3.4.4 Inventario de Materias Primas:
Lo conforman todos los materiales con los que se elaboran los productos, pero que
todavía no han recibido procesamiento. 13
3.4.5 Inventario de Suministros de Fábrica:
Son los materiales con los que se elaboran los productos, pero que no pueden ser
cuantificados de una manera exacta (Pintura, lija, clavos, lubricantes, etc.).
12 www.monografias.com/trabajos11/.../conin.shtml 13 http://www.monografias.com/trabajos14/administ-procesos/administ-procesos.shtml#INTRO

30
3.5. CONTROL INTERNO SOBRE INVENTARIOS
El control interno sobre los inventarios es importante, ya que los inventarios son el
aparato circulatorio de una empresa de comercialización. Las compañías exitosas tienen
gran cuidado de proteger sus inventarios. Los elementos de un buen control interno
sobre los inventarios incluyen:
1. Conteo físico de los inventarios por lo menos una vez al año, no importando cual
sistema se utilice.
2. Mantenimiento eficiente de compras, recepción y procedimientos de embarque.
3. Almacenamiento del inventario para protegerlo contra el robo, daño ó
descomposición.
4. Permitir el acceso al inventario solamente al personal que no tiene acceso a los
registros contables.
5. Mantener registros de inventarios perpetuos para las mercancías de alto costo
unitario.
6. Comprar el inventario en cantidades económicas.
7. Mantener suficiente inventario disponible para prevenir situaciones de déficit, lo
cual conduce a pérdidas en ventas.
8. No mantener un inventario almacenado demasiado tiempo, evitando con eso el
gasto de tener dinero restringido en artículos innecesarios.
3.6. MÉTODOS DE INVENTARIO
Entre los métodos más importantes para evaluar los inventarios, tenemos:
1. Costo o Mercado el Más Bajo: Se toma como base el precio inferior de las
existencias, manteniendo el principio contabilístico del Conservatismo el cual no
anticipa beneficios y prevé posibles pérdidas.
2. El Método FIFO o PEPS: Este método se basa en que lo primero que entra es
lo primero en salir. Su apreciación se adapta más a la realidad del mercado, ya
que emplea una valoración basada en costos más recientes.

31
3. El Método LIFO o UEPS: Contempla que toda aquella mercancía que entra de
último es la que primero sale. Su ventaja se basa en que el inventario mantiene
su valor estable cuando ocurre algún alza en los precios.
4. El Método del Costo Promedio Aritmético: El resultado lo dará la media
aritmética de los precios unitarios de los artículos.
5. El Método del Promedio Armónico o Ponderado: Este promedio se calculará
ponderando los precios con las unidades compradas, para luego dividir los
importes totales entre el total de las unidades.
6. El Método del Costo Promedio Móvil o del Saldo: Calcula el valor de la
mercancía, de acuerdo con las variaciones producidas por las entradas y salidas
(compras o ventas) obteniéndose promedios sucesivos.
7. El Método del Costo Básico: Por medio de este método se atribuyen valores
fijos a las existencias mínimas, este método es bastante parecido al LIFO con la
diferencia de que se aplica solamente a la cantidad de inventario mínimo.
8. El Método del Precio de Venta al Detal: Permite la estimación de inventarios
con la frecuencia que se desee. El inventario físico se practicará, basándose en
los precios de venta Marcados en los artículos14
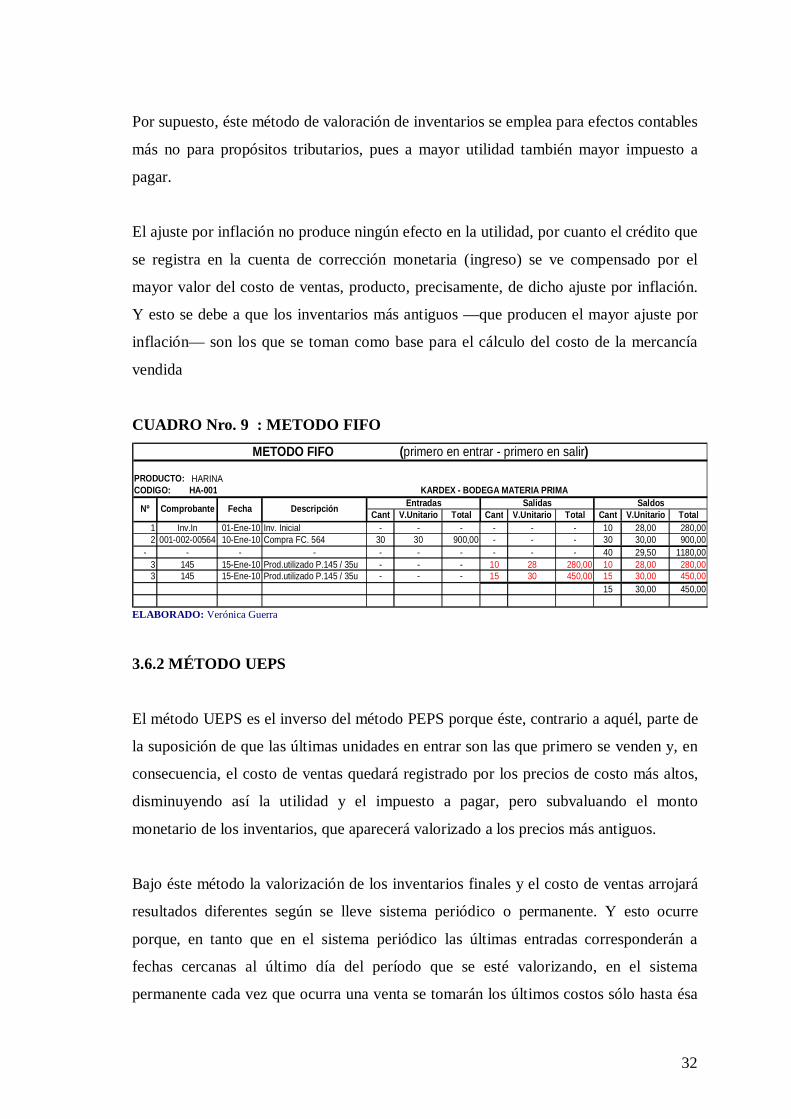
3.6.1 POSIBLES PROCEDIMIENTOS A DESARROLLAR MÉTODO PEPS
El método PEPS parte del supuesto de que las primeras unidades de productos que se
compraron fueron las que primero se vendieron. En una economía inflacionaria esto
quiere decir que el costo de las mercancías o productos vendidos se determina con base
en los precios más antiguos y, en consecuencia, las utilidades presentadas van a ser
artificialmente más altas, aunque los inventarios no vendidos queden registrados, en el
balance, a los precios más próximos o actuales.
14 Manual de inventarios Forestales ,Oscar Ferreira Rojas - 1990 - 96 página, Pag. 15
32
Por supuesto, éste método de valoración de inventarios se emplea para efectos contables
más no para propósitos tributarios, pues a mayor utilidad también mayor impuesto a
pagar.
El ajuste por inflación no produce ningún efecto en la utilidad, por cuanto el crédito que
se registra en la cuenta de corrección monetaria (ingreso) se ve compensado por el
mayor valor del costo de ventas, producto, precisamente, de dicho ajuste por inflación.
Y esto se debe a que los inventarios más antiguos —que producen el mayor ajuste por
inflación— son los que se toman como base para el cálculo del costo de la mercancía
vendida
CUADRO Nro. 9 : METODO FIFO
PRODUCTO: HARINACODIGO: HA-001 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario Total1 Inv.In 01-Ene-10 Inv. Inicial - - - - - - 10 28,00 280,002 001-002-00564 10-Ene-10 Compra FC. 564 30 30 900,00 - - - 30 30,00 900,00
- - - - - - - - - - 40 29,50 1180,003 145 15-Ene-10 Prod.utilizado P.145 / 35u - - - 10 28 280,00 10 28,00 280,003 145 15-Ene-10 Prod.utilizado P.145 / 35u - - - 15 30 450,00 15 30,00 450,00
15 30,00 450,00
Nº Comprobante Descripción Entradas Salidas Saldos
METODO FIFO (primero en entrar - primero en salir)
Fecha
ELABORADO: Verónica Guerra
3.6.2 MÉTODO UEPS
El método UEPS es el inverso del método PEPS porque éste, contrario a aquél, parte de
la suposición de que las últimas unidades en entrar son las que primero se venden y, en
consecuencia, el costo de ventas quedará registrado por los precios de costo más altos,
disminuyendo así la utilidad y el impuesto a pagar, pero subvaluando el monto
monetario de los inventarios, que aparecerá valorizado a los precios más antiguos.
Bajo éste método la valorización de los inventarios finales y el costo de ventas arrojará
resultados diferentes según se lleve sistema periódico o permanente. Y esto ocurre
porque, en tanto que en el sistema periódico las últimas entradas corresponderán a
fechas cercanas al último día del período que se esté valorizando, en el sistema
permanente cada vez que ocurra una venta se tomarán los últimos costos sólo hasta ésa

33
fecha. Lo que significa que durante el período que se esté valorizando habrá
liquidaciones parciales de inventarios, si se lleva sistema permanente; lo que no ocurre
bajo sistema de inventarios periódicos.
El método UEPS fue creado con el claro propósito de cargar mayores valores al costo
de la mercancía vendida y disminuir así la base para el cálculo del impuesto sobre la
renta. Por éste motivo, muchas empresas empleaban PEPS o promedio ponderado para
sus informes contables y UEPS para la declaración de renta, generando una diferencia
entre lo fiscal y lo contable, que se subsanaba mediante la creación de una partida
denominada "provisión UEPS" (o LIFO por sus siglas en inglés), la cual se encuentra
ahora expresamente prohibida en nuestro país, lo cual significa que, para el caso de los
inventarios, no pueden existir diferencias entre los valores declarados y los
contabilizados.
Como se verá en seguida, al aplicar el sistema integral de ajustes por inflación su efecto
quedará reflejado casi en su totalidad en el valor informado para los inventarios finales
en el balance general, en tanto que el costo de ventas se registrará por los costos reales
incurridos en la compra o producción de la mercancía vendida, excepto en lo que tiene
que ver con los demás factores que integran el costo de producción, especialmente las
depreciaciones, agotamiento y amortizaciones.
CUADRO Nro.10 : METODO LIFO
PRODUCTO: HARINACODIGO: HA-001 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario Total1 Inv.In 01-Ene-10 Inv. Inicial - - - - - - 10 28,00 280,002 001-002-00564 10-Ene-10 Compra FC. 564 30 30,00 900,00 - - - 30 30,00 900,00
- - - - - - - - - - 40 29,50 1180,003 145 15-Ene-10 Prod.utilizado P.145 / 35u - - - 30 30,00 900,00 30 30,00 900,003 145 15-Ene-10 Prod.utilizado P.145 / 35u - - - 5 28,00 140,00 5 28,00 140,00
5 28,00 140,00
Salidas SaldosNº Comprobante Descripción Entradas
METODO LIFO (último en entrar - primero en salir)
Fecha
ELABORADO: Verónica Guerra

34
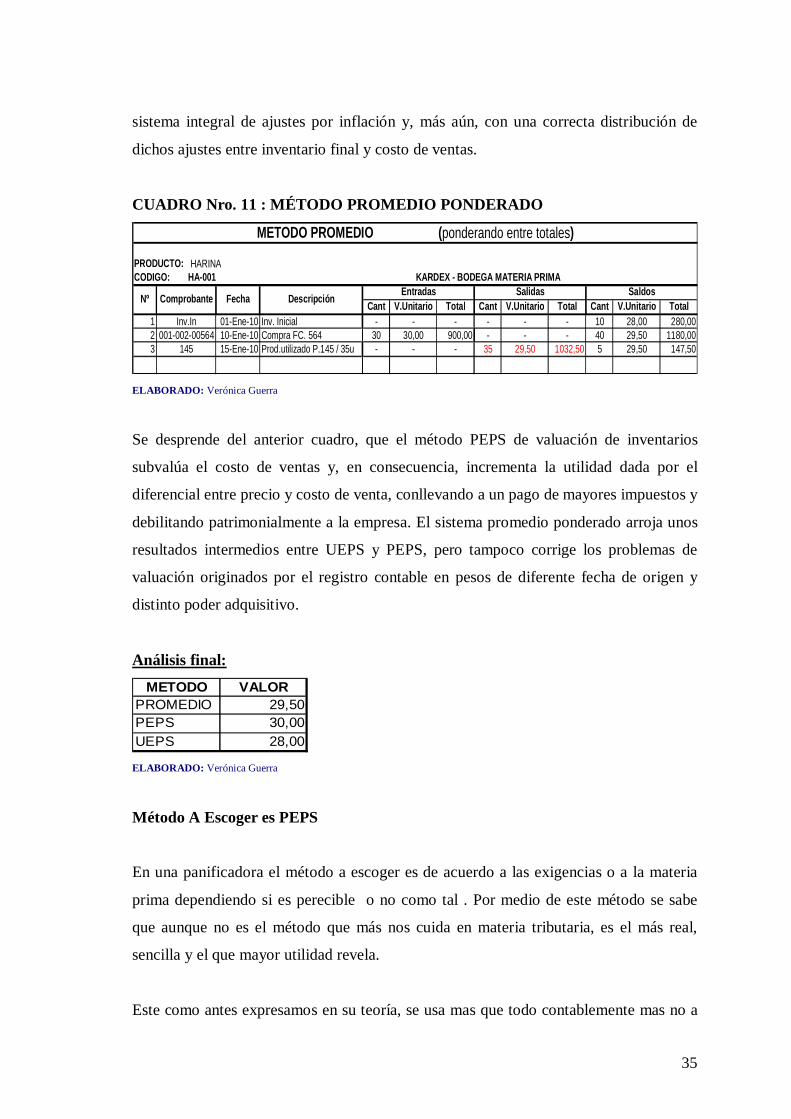
3.6.3 MÉTODO PROMEDIO PONDERADO
Se basa en el supuesto de que tanto el costo de ventas como el de los inventarios finales
deben valuarse a un costo promedio, que tenga en cuenta el peso relativo del número de
unidades adquiridas a diferentes precios:
Costo de los artículos disponibles
Unidades disponibles para la venta
Cuando se utiliza el sistema permanente de inventarios pueden presentarse dos
situaciones que arrojarían resultados diferentes para la valuación del inventario final y
la determinación del costo de ventas. En la primera, si los costos únicamente se
registran al final del período (mes, trimestre, semestre o año), en esa fecha se calcula un
sólo costo promedio. En la segunda situación, los costos relacionados con las ventas se
registran a medida en que ellas se realizan y, por lo tanto, los costos promedio deben
estimarse al momento de cada venta. Esto obliga a calcular otro costo promedio
ponderado después de cada nueva compra que se realice, llegando así al método
conocido bajo el nombre de "promedio móvil".
Con ajustes por inflación, el procedimiento es el mismo sólo que tomando en cuenta los
ajustes acumulados practicados a los inventarios iniciales y a las compras, cuando
apliquen en éste último caso:
Costo ajustado de los artículos disponibles
Unidades disponibles para la venta
El método de costo promedio ponderado es el de uso más difundido, en razón de que
toma en cuenta el flujo físico de los productos, especialmente cuando existe variación
de precios y los artículos se adquieren repetitivamente. A éste método se le señala,
como una limitación, el hecho de que los inventarios incorporan permanentemente
costos antiguos que pueden provocar alguna distorsión frente a precios más actuales.
Sin embargo, esta limitación parece que quedaría subsanada con la aplicación del
35
sistema integral de ajustes por inflación y, más aún, con una correcta distribución de
dichos ajustes entre inventario final y costo de ventas.
CUADRO Nro. 11 : MÉTODO PROMEDIO PONDERADO
PRODUCTO: HARINACODIGO: HA-001 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario Total1 Inv.In 01-Ene-10 Inv. Inicial - - - - - - 10 28,00 280,002 001-002-00564 10-Ene-10 Compra FC. 564 30 30,00 900,00 - - - 40 29,50 1180,003 145 15-Ene-10 Prod.utilizado P.145 / 35u - - - 35 29,50 1032,50 5 29,50 147,50
Descripción Entradas
METODO PROMEDIO (ponderando entre totales)
Salidas SaldosFechaNº Comprobante
ELABORADO: Verónica Guerra
Se desprende del anterior cuadro, que el método PEPS de valuación de inventarios
subvalúa el costo de ventas y, en consecuencia, incrementa la utilidad dada por el
diferencial entre precio y costo de venta, conllevando a un pago de mayores impuestos y
debilitando patrimonialmente a la empresa. El sistema promedio ponderado arroja unos
resultados intermedios entre UEPS y PEPS, pero tampoco corrige los problemas de
valuación originados por el registro contable en pesos de diferente fecha de origen y
distinto poder adquisitivo.
Análisis final: METODO VALOR
PROMEDIO 29,50PEPS 30,00UEPS 28,00
ELABORADO: Verónica Guerra
Método A Escoger es PEPS
En una panificadora el método a escoger es de acuerdo a las exigencias o a la materia
prima dependiendo si es perecible o no como tal . Por medio de este método se sabe
que aunque no es el método que más nos cuida en materia tributaria, es el más real,
sencilla y el que mayor utilidad revela.
Este como antes expresamos en su teoría, se usa mas que todo contablemente mas no a

36
efectos de impuestos. El método PEPS es el utilizado en la Panificadora Brito. ya que
los inventarios los llevan de manera sencilla por medio de un programa que a su vez
lleva el control de tiempos de producción y ventas. En primer paso se carga al
inventario las compras o mercancía entrante y luego este programa descarga a medida
que va produciendo la materia prima, por esta razón se ha escogido este método.
Los inventarios son un puente de unión entre la producción y las ventas. En una
empresa manufacturera el inventario equilibra la línea de producción si algunas
maquinas operan a diferentes volúmenes de otras, pues una forma de compensar este
desequilibrio es proporcionando inventarios temporales o bancos. Los inventarios de
materias primas, productos semi-terminados y productos terminados absorben la
holgura cuando fluctúan las ventas o los volúmenes de producción, lo que nos da otra
razón para el control de inventarios. Estos tienden a proporcionar un flujo constante de
producción, facilitando su programación.
Los inventarios de materia prima dan flexibilidad al proceso de compra de la empresa.
Sin ellos en la empresa existe una situación "de la mano a la boca", comparándose la
materia prima estrictamente necesaria para mantener el plan de producción, es decir,
comprando y consumiendo.
Para muchas firmas, la cifra del inventario es el mayor de los activos circulantes. Los
problemas de inventario pueden contribuir, y de hecho lo hacen, a las quiebras de los
negocios. Cuando una firma solo falla en que involuntariamente se queda sin inventario,
los resultados no son agradables. Si la firma es una tienda de menudeo, el comerciante
pierde la utilidad bruta de este artículo. Si la firma es un fabricante, la falta de
inventario (incapacidad de abastecer un artículo del inventario) podría en casos
extremos, hacer que se detenga la producción.
Por el contrario si una firma mantiene inventarios excesivos, el costo de mantenimiento
adicional puede representar la diferencia entre utilidades y pérdidas. Nuestra conclusión
debe ser que la administración habilidosa de los inventarios, puede hacer una
contribución importante a las utilidades mostradas por la firma.
37
Con él la empresa puede realizar sus tareas de producción y de compra economizando
recursos, y también atender a sus clientes con más rapidez, optimizando todas las
actividades de la empresa. Sin embargo, se presenta una desventaja: el costo de
mantenimiento; ya que se debe considerar el costo de capital, el costo de almacenaje, el
costo de oportunidad causando por inexistencia, y otros.
Tanto el inventario, como las cuentas por cobrar, deben incrementarse hasta donde el
resultado de ahorro sea mayor que el costo total de mantener un inventario adicional.
La eficiencia del proceso de un sistema de inventarios es el resultado de la buena
coordinación entre las diferentes áreas de la empresa, teniendo como premisas sus
objetivos generales.15
3.7 Norma de información financiera N° 12 inventarios
Los siguientes términos se usan en esta Norma con el significado que se indica en cada
caso:
Los inventarios abarcan bienes producidos o trabajos en proceso de producción por la
empresa, e incluyen materiales y suministros en espera de uso en el proceso de
producción. En el caso de un proveedor de servicios los inventarios incluyen el costo
del servicio como se describe en el párrafo 13, por el cual la empresa aún no ha
reconocido el ingreso relacionado. 16
Cuantificación de inventarios
Los inventarios deben ser cuantificados al más bajo de su costo y su valor neto de
realización.
Costo de inventarios
El costo de inventarios debe comprender todos los costos de compra, costos de
conversión y otros costos incurridos para traer los inventarios a su presente ubicación y
condición.
15 http://apuntes.rincondelvago.com/trabajos_global/contabilidad/8/ 16 http://es.wikipedia.org/wiki/Normas_Internacionales_de_Informaci%C3%B3n_Financiera

38
Costo de Compra
Los costos de compra de inventarios comprenden el precio de compra, derechos de
importación y otros impuestos (distintos de los que son recuperables por la empresa de
parte de las autoridades fiscales) y transporte, manejo y otros costos directamente
atribuibles a la adquisición de productos terminados, materiales y servicios.
Los descuentos por pronto pago, bonificaciones y otras partidas similares se deducen
en la determinación de los costos de compra.
Costo de Conversión
Los costos de conversión de inventarios incluyen costos directamente relacionados a las
unidades de producción tales como la mano de obra directa. También incluyen una
asignación sistemática de gastos indirectos de producción fijos y variables que se
incurren al convertir los materiales en productos terminados. Los gastos indirectos de
producción fijos son aquellos costos indirectos de producción que permanecen
relativamente constantes, independientemente del volumen de producción tales como la
depreciación y el mantenimiento del edificio de la fábrica y del equipo y el costo de
administración y dirección de la fábrica. Los gastos indirectos de producción variables
son aquellos costos indirectos de producción que varían directamente, o casi
directamente con el volumen de producción, tales como materiales indirectos y mano de
obra indirecta.
La asignación de gastos indirectos de producción fijos a los costos de conversión se
basa en la capacidad normal de las instalaciones de producción. Capacidad normal es la
producción que se espera sea lograda en promedio durante un número de períodos o
épocas bajo circunstancias normales, tomando en cuenta la pérdida de capacidad
resultante de los planes para mantenimiento. El nivel real de producción puede ser
usado si se aproxima a la capacidad normal. La cantidad de gastos indirectos fijos
asignados a cada unidad de producción no es aumentada como una consecuencia de baja
producción o de la planta fuera de servicio.
39
Los gastos indirectos no asignados son reconocidos como un gasto en el período en que
fueron incurridos. En períodos de producción normalmente alta, la cantidad de gastos
indirectos fijos asignada a cada unidad de producción es disminuida, de modo que los
inventarios no sean cuantificados por arriba del costo. Los gastos indirectos de
producción variables son asignados a cada unidad de producción sobre la base del uso
real de las instalaciones de producción.
Un proceso de producción puede dar como resultado que se esté produciendo más de un
producto simultáneamente. Este es el caso, por ejemplo, cuando se producen productos
conjuntos o cuando hay un producto principal y un subproducto.
Cuando los costos de conversión de cada producto no son identificables separadamente
éstos se asignan entre los productos sobre una base consistente y racional.
La asignación puede ser basada por ejemplo en el valor relativo de ventas de cada
producto ya sea en la etapa del proceso de producción en que los productos se vuelven
identificables por separado, o a la terminación de la producción. La mayoría de los
subproductos por su naturaleza son de poca importancia relativa. Cuando este es el caso
a menudo son cuantificados a su valor neto de realización y este valor se deduce del
costo del producto principal. Como resultado, la cantidad de registro del producto
principal no es sustancialmente diferente de su costo. 17
3.8. MANUAL DE PROCEDIMIENTOS
Un manual de procedimientos es el documento que contiene la descripción de
actividades que deben seguirse en la realización de las funciones de una unidad
administrativa, o de dos ò más de ellas.
El manual incluye además los puestos o unidades administrativas que intervienen
precisando su responsabilidad y participación.
17 http://www.wikilearning.com/monografia/costos_de_inventarios_planificacion_de_stoks_y_aprovisionamiento-control_de_inventarios/14337-3

40
Suelen contener información y ejemplos de formularios, autorizaciones o documentos
necesarios, máquinas o equipo de oficina a utilizar y cualquier otro dato que pueda
auxiliar al correcto desarrollo de las actividades dentro de la empresa.
En él se encuentra registrada y transmitida sin distorsión la información básica referente
al funcionamiento de todas las unidades administrativas, facilita las labores de auditoria,
la evaluación y control interno y su vigilancia, la conciencia en los empleados y en sus
jefes de que el trabajo se está realizando o no adecuadamente.
Utilidad del manual de funciones
1. Permite conocer el funcionamiento interno por lo que respecta a descripción de
tareas, ubicación, requerimientos y a los puestos responsables de su ejecución.
2. Auxilian en la inducción del puesto y al adiestramiento y capacitación del
personal ya que describen en forma detallada las actividades de cada puesto.
3. Sirve para el análisis o revisión de los procedimientos de un sistema.
4. Interviene en la consulta de todo el personal.
5. Que se desee emprender tareas de simplificación de trabajo como análisis de
tiempos, delegación de autoridad, etc.
6. Para establecer un sistema de información o bien modificar el ya existente.
7. Para uniformar y controlar el cumplimiento de las rutinas de trabajo y evitar su
alteración arbitraria.
8. Determina en forma más sencilla las responsabilidades por fallas o errores.
9. Facilita las labores de auditoría, evaluación del control interno y su evaluación.

41
10. Aumenta la eficiencia de los empleados, indicándoles lo que deben hacer y
cómo deben hacerlo.
11. Ayuda a la coordinación de actividades y evitar duplicidades.
12. Construye una base para el análisis posterior del trabajo y el mejoramiento de
los sistemas, procedimientos y métodos. 18
3.9. PROCESOS DE PRODUCCIÓN Todo proceso de producción es un sistema de acciones dinámicamente interrelacionadas
orientado a la transformación de ciertos elementos “entrados”, denominados factores, en
ciertos elementos “salidos”, denominados productos, con el objetivo primario de
incrementar su valor, concepto éste referido a la “capacidad para satisfacer
necesidades”.
CUADRO Nro. 12 : PROCESOS DE PRODUCCIÓN
Factores Productos
(+) VALOR Los elementos esenciales de todo proceso productivo son:
los factores o recursos: en general, toda clase de bienes o servicios
económicos empleados con fines productivos;
las acciones: ámbito en el que se combinan los factores en el marco de
determinadas pautas operativas, y
18 http://www.gestiopolis.com/canales8/ger/importancia-de-los-manuales-administrativos.htm
Proceso de
Producción

42
los resultados o productos: en general, todo bien o servicio obtenido de un
proceso productivo.
La teoría de la producción estudia estos sistemas, asumiendo que esa noción de
transformación no se limita exclusivamente a las mutaciones técnicas inducidas sobre
determinados recursos materiales, propia de la actividad industrial. El concepto también
abarca a los cambios “de modo”, “de tiempo”, “de lugar” o de cualquier otra índole,
provocados en los factores con similar intencionalidad de agregar valor.
¿Qué es un producto?
Cualquier bien o servicio surgido de un proceso de producción es su “PRODUCTO”.
Los productos son el resultado colectivo del desarrollo de las acciones que componen el
proceso de su producción.
Es decir que los productos son quienes “diseñan” el proceso de producción, o más
concretamente, quienes definen las acciones que deben desarrollarse para poder
obtenerlos.
Si bien el concepto de “producto” está habitualmente asociado a los bienes o servicios
que una organización pone a disposición de un mercado, en realidad, el mismo es
abarcativo de todo bien o servicio surgido de un proceso, con independencia de su
“vínculo” con un mercado. 19
19 http://eco.unne.edu.ar/contabilidad/costos/VIIIcongreso/252.doc
43
CAPITULO IV
DIAGNOSTICO INSTITUCIONAL
4.1 . PASOS DEL DIAGNÓSTICO DE LA PANIFICADORA “BRITO”
Para identificar la situación actual de la Panificadora “Brito” se realizó el diagnostico, el
mismo que se desarrolló en base a los siguientes pasos, tomados del modelo
planteado por el Eco Alcides Aranda en su libro Planificación Estratégica:
Análisis de la demanda de los clientes internos
Base de datos
Perfil Competitivo
Análisis organizacional
Análisis del Entorno
FODA
4.1.1 DEMANDA DE CLIENTES INTERNOS
Se denominan clientes internos a las personas, grupos, áreas o departamentos
vinculados de forma directa y permanente con la gestión de la empresa.
Los clientes internos de la Panificadora “BRITO” son:
Los accionistas
Los empleados
Para recolectar información de la demanda de los clientes internos una matriz con
preguntas claves, la misma que postreramente se tabuló. (VER ANEXOS Nro.1:
Formatos), resultados que se presentan a continuación.

44
DEMANDA DE CLIENTES INTERNOS: ACCIONISTAS-
Los 3 accionistas coinciden en las siguientes demandas:
Conocimiento exacto de los requerimientos de materia prima
Recepción de la materia prima en base a normativas internas que permita
mantenerla en buenas condiciones.
Trabajo de calidad que se verifica en cumplimiento de funciones, objetivos y
metas establecidas en un ambiente de compromiso ético.
Responsabilidad en las funciones delegadas para lograr los objetivos
propuestos.
Puntualidad
DEMANDA DE CLIENTES INTERNOS: EMPLEADOS Y TRABAJADORES DEPARTAMENTO DE PRODUCCIÓN
En base a Los formatos aplicados a los empleados y trabajadores del Departamento
de Producción, se obtienen los siguientes resultados:
Órdenes específicas.
Requisiciones a tiempo.
Normativas escritas para el manejo de inventario de materia prima.
Control de inventario permanente.
Incentivos.
Capacitación y perfeccionamiento.
Comunicación eficiente.
4.1.2 BASE DE DATOS
4.1.2.1 LOS PROCESOS DE PRODUCCIÓN
La panificadora Brito para mantener un pan que satisfaga las necesidades y
expectativas del cliente, de manera que éste, pueda degustar de un producto fresco,

45
blando y esponjoso, que perdure y no pierda sus propiedades en el transcurso de las
horas sigue el siguiente proceso.
Higiene y seguridad en el proceso.
Mantenimiento de insumos de calidad.
Trabajo en equipo.
Manutención continua de maquinas y herramientas.
Control continuo del sistema.
Cumplimiento de las asignaciones del personal.
Fuerte interés en la calidad, motivación y entrenamiento positivo sobre la calidad
de toda la panadería.
Los procedimientos para la elaboración del pan son los siguientes:
AMASADO
Es la mezcla de la amasadora de las materias primas que conforman el pan según la
clase a producir, la medición al finalizar esta etapa se la puede realizar en kilogramos de
masa resultante y compararla con los kilogramos de harina adicionada a la mezcla.
ELABORACIÓN DE LA ESPONJA (ETAPA I)
Se agrega según la receta los siguientes ingredientes: harina, levadura y agua; se mezcla
por 14 minutos, hasta que se haya desarrollado la elasticidad de la masa en el punto
adecuado. La Medición de esta etapa se basa en la cantidad de harina utilizada

46
FERMENTACIÓN ETAPA II
Para que reaccione la levadura en la esponja se le deja fermentar durante hora y media
cubriendo la esponja con un plástico para evitar la pérdida de agua.
ELABORACIÓN DE LA MASA (ETAPA II)
Una vez concluido el tiempo de fermentación se procede hacer la masa propiamente
dicha, colocando con la esponja los ingredientes que son harina, agua, azúcar, sal,
aceite, grasa y huevos en las cantidades especificadas en la hoja de trabajo. La esponja
junto con estos ingredientes se mezcla nuevamente hasta tener una masa homogénea y
elástica para luego reposar por 20 minutos.
CORTADO – HEÑIDO – FORMADO
En este etapa se divide la masa en porciones adecuadas, aquí se puede establecer el
número de unidades que resultan de una determinada cantidad de masa o el número de
panes que se elaboran con un peso determinado de masa.

47
CORTE Y HEÑIDO
La masa ingresa a la cortadora – heñido que esta graduado el tamaño requerido del corte
(gramos) cada hogaza es considerada como una unidad de pan una vez cortada la masa
del tamaño requerido la maquina heñido le da forma de bola a las hogazas de pan y le
quita el aire para que la fermentación final sea completa.
FORMADO
En esta etapa se da forma al pan por ejemplo en el caso de la palanqueta, una vez que
los rollos formados han salido de la formadora se acomodan en tablas las misma que se
ubican en un andamio para el proceso final con el fin de obtener un aumento en el
tamaño, suavidad y el color adecuado de la masa antes de su ingreso al horno.

48
HORNEO
Terminado el proceso de reposo el pan va al horno en el caso de la palanqueta, esta es
colocada en una tabla. Una vez llena la tabla se procede al greñudo del pan e ingresa
inmediatamente al horno esto tiene una temperatura de 205 grados a 215 grados que
puede variar de acuerdo al tipo y al tamaño del pan se hornea por 12 minutos
aproximadamente y en este tiempo debe estar cosido con el fin que el producto no
pierda humedad.
El pan se puede hornear en charoles de metal o plan de horno esta última es la forma
que más se utiliza en la Panificadora Brito.
La medición en esta etapa se puede realizar en el número de panes de desperdicio,
puesto que se tiene el número de bollos entregados a los horneros terminado el periodo
del hornero se sacan en cajones para que se pueda despachar al público.

49
4.1.2.2 PROCESO DE MASA DIRECTA
En este proceso de producción se realizan las mismas actividades que las desarrolladas
en el proceso de masa indirecta, con la única diferencia que en este proceso se mezclan
todos los ingredientes de una sola vez, evitándose el leudado intermedio de 90 minutos
y la segunda mezcla , el pan resultante de este proceso es más suave. Por ejemplo las
bolas, los injertos, etc.
El amasado en este proceso consiste en mezclar directamente todos los ingredientes
que conforman la receta durante 20 minutos en la maquina amasadora, luego de lo cual
reposara por 50 minutos para continuar con las siguientes etapas de producción, que son
las mismas del proceso de masa indirecta.
En algunas ocasiones debido a la urgencia del pedido y del tipo de pan, ciertas masas no
siguen el proceso.

50
4.1.2.3 Desperdicio de materia prima
En base a las observaciones realizadas en la panificadora Brito, se identifica el
desperdicio de materia prima en el proceso de producción debido a que no existen
controles.
El manejo de los inventarios es el aparato circulatorio de la panificadora. Las
compañías exitosas tienen gran cuidado de proteger sus inventarios. Los elementos de
un buen control interno sobre los inventarios incluyen:
Para obtener un inventario completo y muy útil se necesita que el personal
administrativo y financiero que son los encargados dentro de estas áreas tenga
conocimientos claros acerca de la materia prima y sus gastos indirectos, además este
muy bien instruido para poder realizar los pedidos en donde se deberá tener el suficiente
criterio y experiencia en relación a la cantidad que se debe pedir, cada que tiempo y
cuantas veces dentro de un periodo determinado.
En una panificadora el cronograma es imparcial porque hay productos de caducidad
temprana y a largo plazo.

51
CUADRO Nro. 13 : Lista de personal
# CARGO UNIDAD NOMBRE 1 1 Gerente Propietario Dep. Administrativo Verónica Brito
2 2 Asistente Dep. Administrativo Sofia Brito
3 3 Secretaria Dep. Administrativo Lorena Zambrano
4 4 Contador Dep. Administrativo Janeth Samaniego
5 1 Gerente Ventas Dep. de Ventas Vinicio Brito
6 2 Cajera 1 Dep. de Ventas María Torres
7 3 Cajera 2 Dep. de Ventas Ivonne Ronquillo
8 4 Despachador 1 Dep. de Ventas Luis Zepeda
9 5 Despachador 2 Dep. de Ventas José Achi
10 6 Despachador 3 Dep. de Ventas Edison Salguero
11 7 Despachador 4 Dep. de Ventas María Peñafiel
12 8 Chofer 1 Dep. de Ventas Efraín Flores
13 9 Repartidor Dep. de Ventas Galo Ortiz
14 10 Repartido reemplazo Dep. de Ventas Oswaldo Vilema
15 11 Chofer 2 Dep. de Ventas Carlos Campoverd
16 12 Repartidor Dep. de Ventas Luis Aguagallo
17 1 Supervisor Dep. Producción Elías Londo
18 3 Hornero 1 Dep. Producción Víctor Chuiza
19 4 Ayudante 1 Dep. Producción Ramiro Calva
20 5 Ayudante 2 Dep. Producción Alfonso Gagñay
21 6 Hornero 2 Dep. Producción Andrés Aguagallo
23 7 Ayudante 3 Dep. Producción Ramiro Londo
24 8 Ayudante 4 Dep. Producción Ángel Celio Poma
25 9 Masero 1 Dep. Producción Luis Baquero
26 10 Masero 2 Dep. Producción Londo Edmundo
27 11 Formador 1 Dep. Producción Humberto Asqui
28 12 Formador 2 Dep. Producción Washington Armas
29 13 Formador 3 Dep. Producción Juan Quishpe
30 14 Ayudante 4 Dep. Producción Angel Ortiz
31 15 Sacador 2 Dep. Producción Nabor Montenegro
32 16 Ayudante 5 Dep. Producción German Herrera
33 17 Moldeador 1 Dep. Producción Leonardo Auquilla
34 18 Moldeador 2 Dep. Producción Julio Sánchez

52
35 19 Moldeador 3 Dep. Producción Luis Londo
36 20 Moldeador 4 Dep. Producción Washington Vallejo
37 21 Moldeador 5 Dep. Producción Víctor Silva
38 22 Moldeador 6 Dep. Producción Guillermo Yumisaca
39 23 Moldeador 7 Dep. Producción Rafael Yungán
40 24 Contador 1 Dep. Producción Abel Armas
41 25 Contador 2 Dep. Producción Ángel Armas
42 26 Mantenimiento Dep. Producción Luis Paca
43 27 Ayudante 6 Dep. Producción Ramiro Armas
44 28 Ayudante 7 Dep. Producción Mancheno Pedro
4.1.3 PERFIL COMPETITIVO
La herramienta analítica que identifica a los competidores más importantes de una
empresa e informa sobre sus fortalezas y debilidades particulares es la Matriz del Perfil
Competitivo.
Para estructurar la Matriz del perfil Competitivo de la Panificadora “Brito” se procedió
de la siguiente manera:
Se identificó mediante consenso con los propietarios, en base a la observación y
análisis del marco teórico los cinco factores claves del éxito del sector
empresarial que se está analizando, los mismos que fueron: Precio, calidad de
materia prima, control de inventario, clientes.
Se asignó la ponderación a cada factor clave del éxito con el propósito de indicar
la importancia relativa de ese factor para el éxito del sector empresarial.
Se determinó las principales empresas competidoras, las que son: Pan Londres,
Paladar, Van pan.
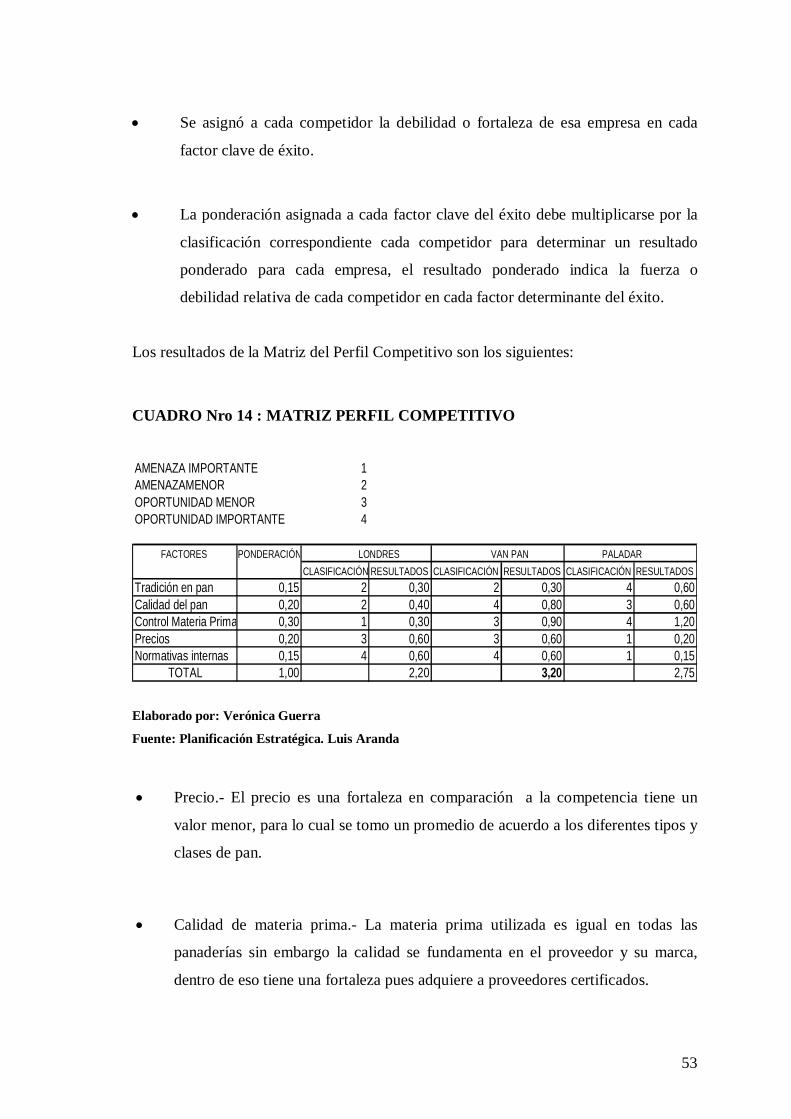
53
Se asignó a cada competidor la debilidad o fortaleza de esa empresa en cada
factor clave de éxito.
La ponderación asignada a cada factor clave del éxito debe multiplicarse por la
clasificación correspondiente cada competidor para determinar un resultado
ponderado para cada empresa, el resultado ponderado indica la fuerza o
debilidad relativa de cada competidor en cada factor determinante del éxito.
Los resultados de la Matriz del Perfil Competitivo son los siguientes:
CUADRO Nro 14 : MATRIZ PERFIL COMPETITIVO
AMENAZA IMPORTANTE 1AMENAZAMENOR 2OPORTUNIDAD MENOR 3OPORTUNIDAD IMPORTANTE 4
FACTORES PONDERACIÓN LONDRES VAN PAN PALADARCLASIFICACIÓN RESULTADOS CLASIFICACIÓN RESULTADOS CLASIFICACIÓN RESULTADOS
Tradición en pan 0,15 2 0,30 2 0,30 4 0,60Calidad del pan 0,20 2 0,40 4 0,80 3 0,60Control Materia Prima 0,30 1 0,30 3 0,90 4 1,20Precios 0,20 3 0,60 3 0,60 1 0,20Normativas internas 0,15 4 0,60 4 0,60 1 0,15
TOTAL 1,00 2,20 3,20 2,75
Elaborado por: Verónica Guerra
Fuente: Planificación Estratégica. Luis Aranda
Precio.- El precio es una fortaleza en comparación a la competencia tiene un
valor menor, para lo cual se tomo un promedio de acuerdo a los diferentes tipos y
clases de pan.
Calidad de materia prima.- La materia prima utilizada es igual en todas las
panaderías sin embargo la calidad se fundamenta en el proveedor y su marca,
dentro de eso tiene una fortaleza pues adquiere a proveedores certificados.

54
Control de inventario.- No existe un control de inventario con normativas escritas
y definidas en un manual, este aspecto es igual en los demás casos a excepción de
la Panadería Van Pan, que cuenta con este instrumento de control de inventarios.
Clientes.- Panadería Brito mantiene clientes desde hace 50 años, su imagen y
prestigio se mantiene y su pan es apetecido básicamente la palanqueta que es
única en el mercado por su contextura y sabor.
ANÁLISIS ORGANIZACIONAL
La herramienta utilizada es la Matriz de factores internos, para analizar, resumir y
evaluar las fortalezas y debilidades importantes de la empresa, suministra una base para
analizar las relaciones internas entre las áreas funcionales de la empresa.
Los procedimientos que se siguieron para estructurar la matriz de evaluación de factores
internos son los siguientes:
Identificación de las fortalezas y debilidades claves de la empresa en base a las
encuestas aplicadas, que fueron: cobertura, imagen y prestigio institucional,
servicio al cliente, promociones y variedad de canales.
Se asignó una ponderación a cada variable. La ponderación indica la
importancia de cada factor en cuanto a su éxito en la empresa, sin importar si los
factores considerados como los de mayor impacto con el rendimiento deben
recibir ponderaciones altas.
Se hizo una clasificación de uno cuatro para indicar el impacto que cada variable
presenta: 1 debilidad mayor, 2 debilidad menor, 3 fortaleza menor y 4 fortaleza
mayor.
La matriz de factores internos es la siguiente:
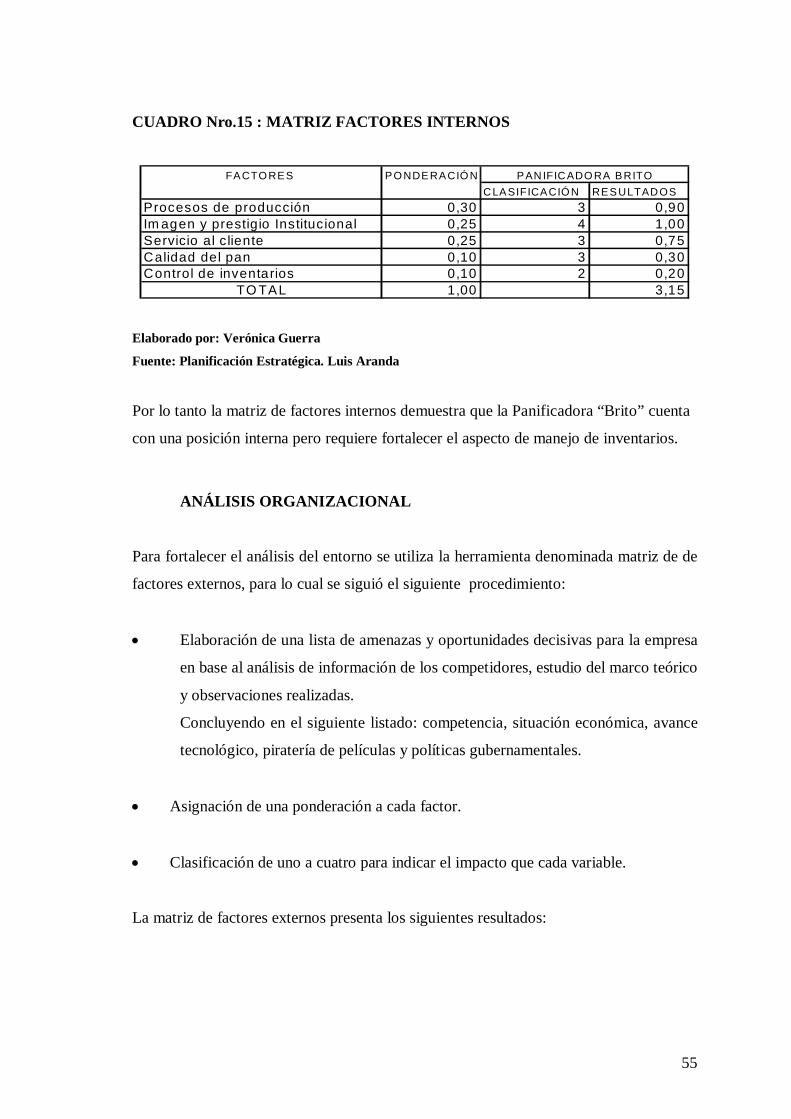
55
CUADRO Nro.15 : MATRIZ FACTORES INTERNOS
FACTO RES PO NDERACIÓ NCLASIFICACIÓ N RESULTADOS
Procesos de producción 0,30 3 0,90Im agen y prestigio Institucional 0,25 4 1,00Servicio al c liente 0,25 3 0,75Calidad del pan 0,10 3 0,30Control de inventarios 0,10 2 0,20
TO TAL 1,00 3,15
PANIFICADO RA BRITO
Elaborado por: Verónica Guerra
Fuente: Planificación Estratégica. Luis Aranda
Por lo tanto la matriz de factores internos demuestra que la Panificadora “Brito” cuenta
con una posición interna pero requiere fortalecer el aspecto de manejo de inventarios.
ANÁLISIS ORGANIZACIONAL
Para fortalecer el análisis del entorno se utiliza la herramienta denominada matriz de de
factores externos, para lo cual se siguió el siguiente procedimiento:
Elaboración de una lista de amenazas y oportunidades decisivas para la empresa
en base al análisis de información de los competidores, estudio del marco teórico
y observaciones realizadas.
Concluyendo en el siguiente listado: competencia, situación económica, avance
tecnológico, piratería de películas y políticas gubernamentales.
Asignación de una ponderación a cada factor.
Clasificación de uno a cuatro para indicar el impacto que cada variable.
La matriz de factores externos presenta los siguientes resultados:
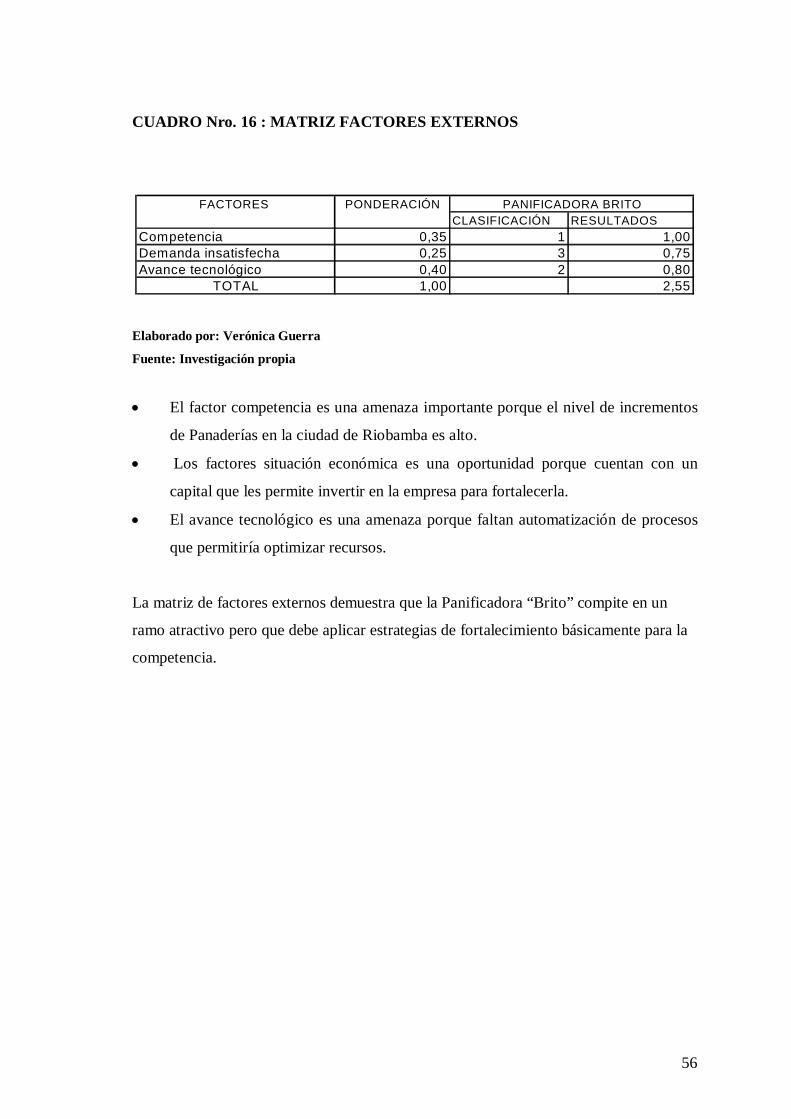
56
CUADRO Nro. 16 : MATRIZ FACTORES EXTERNOS
FACTORES PONDERACIÓN
CLASIFICACIÓN RESULTADOSCompetencia 0,35 1 1,00Demanda insatisfecha 0,25 3 0,75Avance tecnológico 0,40 2 0,80
TOTAL 1,00 2,55
PANIFICADORA BRITO
Elaborado por: Verónica Guerra
Fuente: Investigación propia
El factor competencia es una amenaza importante porque el nivel de incrementos
de Panaderías en la ciudad de Riobamba es alto.
Los factores situación económica es una oportunidad porque cuentan con un
capital que les permite invertir en la empresa para fortalecerla.
El avance tecnológico es una amenaza porque faltan automatización de procesos
que permitiría optimizar recursos.
La matriz de factores externos demuestra que la Panificadora “Brito” compite en un
ramo atractivo pero que debe aplicar estrategias de fortalecimiento básicamente para la
competencia.

57
4.1.4 MATRIZ FODA
CUADRO Nro. 17: MATRIZ FODA
FORTALEZAS Para impulsarlas
DEBILIDADES Para eliminarlas
Imagen reconocida Prestigio empresarial. Personal técnico suficiente Rentabilidad Variedad de tipo y clases de pan infraestructura propia Personal Administrativo Buenas relaciones laborales
No se cuenta con un Manual de Manejo de inventarios de Materia Prima
No cuenta con reglamento interno No existen motivaciones, incentivos,
políticas sanas. Manejo empírico del proceso de
producción No se han diseñado políticas, metas,
herramientas e instrumentos técnicos que faciliten el desarrollo de su actividad empresarial.
Procesos manuales
OPORTUNIDADES Para potenciarlas
AMENAZAS
Para evitar o neutralizarlas
Demanda instatisfecha de pan Consumo alto del pan El avance tecnológico
La competencia. Las políticas gubernamentales
cambiantes.
Elaborado por: Verónica Guerra
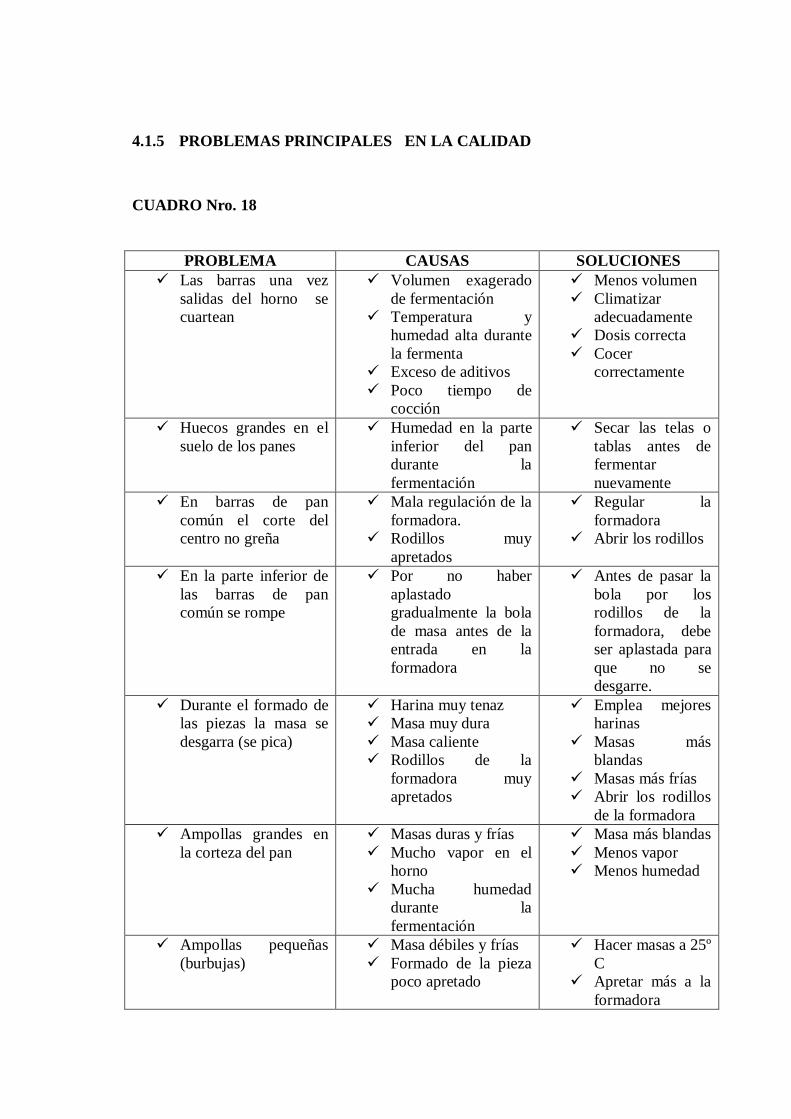
4.1.5 PROBLEMAS PRINCIPALES EN LA CALIDAD
CUADRO Nro. 18
PROBLEMA CAUSAS SOLUCIONES Las barras una vez
salidas del horno se cuartean
Volumen exagerado de fermentación
Temperatura y humedad alta durante la fermenta
Exceso de aditivos Poco tiempo de
cocción
Menos volumen Climatizar
adecuadamente Dosis correcta Cocer
correctamente
Huecos grandes en el suelo de los panes
Humedad en la parte inferior del pan durante la fermentación
Secar las telas o tablas antes de fermentar nuevamente
En barras de pan común el corte del centro no greña
Mala regulación de la formadora.
Rodillos muy apretados
Regular la formadora
Abrir los rodillos
En la parte inferior de las barras de pan común se rompe
Por no haber aplastado gradualmente la bola de masa antes de la entrada en la formadora
Antes de pasar la bola por los rodillos de la formadora, debe ser aplastada para que no se desgarre.
Durante el formado de las piezas la masa se desgarra (se pica)
Harina muy tenaz Masa muy dura Masa caliente Rodillos de la
formadora muy apretados
Emplea mejores harinas
Masas más blandas
Masas más frías Abrir los rodillos
de la formadora Ampollas grandes en
la corteza del pan Masas duras y frías Mucho vapor en el
horno Mucha humedad
durante la fermentación
Masa más blandas Menos vapor Menos humedad
Ampollas pequeñas (burbujas)
Masa débiles y frías Formado de la pieza
poco apretado
Hacer masas a 25º C
Apretar más a la formadora

59
El pan integral se rompe literalmente
Falla la fermentación Más tiempo de fermentación o más cantidad de levadura.
El suelo del pan se hunde hacia dentro
Por dejar poca separación entre bandeja y bandeja
La distancia en función del tamaño de las piezas.
Manchas en la corteza Sal, azúcar u otras sustancias mal disueltas
Gotas de agua, caídas en la fermentación o cocción.
Disolverlas bien
Grandes huecos en el pan candeal.
Harina fuerte Masa poco
fermentada
Harina más floja Fermentar más
tiempo o añadir más levadura.
Falta de greña Harina floja Masa fría y débil Falta de reposo Corte demasiado
profundo Vapor inadecuado
Harina más fuerte Hacer masas a
25ºC Más tiempo de
reposo
Al pan molde se le hunden los laterales
Harina floja Demasiada
fermentación
Harina más fuerte Menos
fermentación Ampollas en la corteza
del pan molde Masa blanda Masas débiles
Masas más duras Masas con más
fuerza

60
CAPITULO V MARCO PROPOSITIVO
1.1. DESARROLLO DE LA PROPUESTA
PANIFICADORA “BRITO”
MANUAL DE MANEJO
DE INVENTARIOS DE
MATERIA PRIMA
RIOBAMBA – ECUADOR

61
PRESENTACIÓN
En respuesta a las necesidades identificadas por los propietarios de la Panificadora Brito
para lograr una administración eficiente se presenta el Manual de Manejo de Inventario
de Materia Prima con la finalidad de proporcionar al Departamento de Producción las
políticas, procedimientos y criterios de acción pertinentes que le permita registrar en
forma sistematizada, oportuna y suficiente los movimientos de materia prima.
El manual contiene la descripción detallada de los procedimientos presentados
gráficamente a través de diagramas de flujo, lo que permite contar con una guía práctica
y sencilla de las actividades inherentes al proceso correspondiente.
El documento contiene secuencial mente: el objetivo general, políticas generales,
funciones de las áreas involucradas y los procedimientos para el Control de Inventarios
de Materia prima.
Este instrumento proporciona a los almacenes centrales y a las unidades una
herramienta idónea para mejorar el movimiento de insumos y alcanzar los propósitos
establecidos en los programas.
Este documento al igual que otros instrumentos administrativos se caracteriza por ser
dinámico por tal motivo, se encuentra sujeto a normativas internas y principios
contables establecidos; basado en la definición de la necesidad existente dentro del área
de producción, de un mejor y óptimo manejo de inventario. Para lo cual se busca
implementar un manual de manejo de inventarios.

62
OBJETIVO GENERAL
Establecer un instrumento administrativo que permita mejorar el proceso y control de
los inventarios de materia prima, a través de la distribución adecuada de insumos y
materiales entre las áreas que participan en este proceso, además de mantener el registro
y documentación oportuna y suficiente de los movimientos que se realicen durante el
proceso para mejorar los resultados empresariales.

63
ALCANCE DEL MANUAL
El control de inventarios contempla una serie de disposiciones que incluyan desde la
recepción de materia prima, pasando por el registro, colocación, salvaguarda,
conservación y despacho.
El presente manual contiene una serie de disposiciones que permite mejorar los
procesos de producción en base al cumplimiento de tareas y responsabilidades de sus
trabajadores en lo referente al manejo físico de la materia prima, la emisión de la
información correcta, oportuna y confiable que deben proporcionar las áreas respectivas
para la adecuada toma de decisiones. Se contempla además la necesidad de establecer
una coordinación estrecha entre las áreas participantes para efecto de conciliación, de
movimientos y manejo de información homogénea y veraz.
Las disposiciones contenidas en este manual son de aplicación obligatoria, por lo que el
área de producción deberá regirse para la ejecución de sus trabajos.

64
POLÍTICAS GENERALES
1. El control de inventario de materia prima se llevará a cabo en forma permanente con
cortes mensuales al último día hábil de cada mes, bajo los lineamientos, principios y
estrategias establecidos en los presentes procedimientos y en la legislación aplicable
en la materia.
2. La bodega deberá llevar un registro sistemático del movimiento de bienes en kárdex
manual o automatizado.
3. Los registros para efecto de cierre mensual se deben contemplar con las operaciones
de entradas y de salidas del día primero al día último del mes correspondiente
4. El último día hábil de cada mes se emitirá un informe de cierre, sustentado con el
informe de toma de pruebas selectivas mensuales.
5. Los responsables de bodega deberán establecer un mecanismo de revisión de
materia prima que le permita identificar los que estén próximos a caducar para
comunicar al Departamento de Producción.
6. Toda operación relacionada con el manejo de materia prima será autorizada
únicamente por el superior jerárquico correspondiente que será el jefe del Área de
Producción.
7. Se realizará una orden de entrega al terminar el día para saber la cantidad de pan
por unidad, que se ha realizado según el tipo de masa que registra la hoja de costos.
PROCEDIMIENTOS: Toma de Inventario
1. Deben levantarse inventarios de material prima mensual
65
2. El método y la técnica de evaluación será el PEPS o FIFO (Primero en entrar -
Primero en salir)
3. Solo participará el personal asignado para efectuar el inventario
4. Los conteos físicos se realizarán de acuerdo a la unidad de medida establecida
(litros, libras, quintales etc.)
5. Deberá levantarse una acta al inicio y una al final
6. La evaluación del inventario físico debe conciliarse con los registros contables.
PROCEDIMIENTO: Recepción, Registro y control de materia prima
1. Por cada ingreso se generará un reporte de entrada.
2. Todos los ingresos deberán soportarse en facturas y los reportes de entrada
correspondientes.
3. Las facturas del proveedor y entradas al sistema deberán ser enviadas
oportunamente al Área de Contabilidad.
4. Las devoluciones de materiales dañados, en mal estado o caducos se realizarán
de forma inmediata.
PROCEDIMIENTO: Salida de Bodega
1. El responsable de bodega deberá registrar de forma manual o automatizada todas
las salidas de materia prima.
66
2. Se deberán entregar el abasto de materia prima para la elaboración de los
productos exclusivamente al personal autorizado para tal efecto.
3. Todas las salidas deberán estar soportadas con las requisiciones debidamente
autorizadas y con los datos correspondientes en cada rubro de la requisición.
4. Por cada salida se generará un reporte de salida con numero consecutivo para los
efectos de control y conciliación.
5. Deberán hacerse revisiones periódicas contra las existencias de kardex a efecto
de verificar que las cantidades coincidan con las existencias físicas.
6. El superior jerárquico del encargado de bodega deberá realizar revisiones
periódicas en la bodega para verificar si la materia prima fue despachada
debidamente al área de producción.
7. La orden de compra es emitida por parte del Departamento Financiero
8. El macero que es el encargado de solicitar la materia prima para la producción
realiza el pedido mediante la orden de producción lo cual debe ser registrado,
firmado y entregado según la necesidad para la elaboración del pan.
9. El bodeguero, que es el responsable, pesa, mide y equilibra según la hoja de
costos y hace la entrega a producción, de esa forma se evita el desperdicio de la
materia prima.
10. El macero entrega a un supervisor una lista de materia prima utilizada y
sobrante.
11. Supervisión del área operativa, pesa todos los sobrantes de materia prima y se
hace una reposición a bodega.

67
PROCEDIMIENTO: Conciliación contable
1. El procedimiento de conciliación será mensual.
2. Las conciliaciones que se realicen invariablemente deberán soportadas por los
registros de pruebas selectivas mensuales, facturas de proveedores, entadas, salidas,
formatos de corrección y formatos de devolución.
3. Las áreas involucradas acordarán la forma y términos de la conciliación con base en
estos procedimientos.
PROCEDIMIENTO: Devoluciones de materia prima
1. La materia prima que no reúna las características técnicas y de calidad necesarias
para ser utilizadas en los procesos de producción serán devueltas.
2. Alta en el sistema manual o automatizado.
3. Las devoluciones se darán de alta de acuerdo a la estructura.
4. El alta de una devolución se soportará con un formato de corrección de la factura en
el sistema de almacén o en su caso con la cancelación de la misma.
68
FUNCIONES DE ÁREAS INVOLUCRADAS
BODEGA:
Diseñar, operar y controlar el funcionamiento acatando la normatividad de la
Panificadora Brito.
Recibir y verificar la materia prima que sean entregados con base en las
especificaciones técnicas y normativas señaladas
Acomodar y custodiar la materia prima
Diseñar y operar un adecuado sistema de control interno, mediante el registro
oportuno de las entradas y salidas de materia prima.
Realizar y controlar la entrega de materia prima de acuerdo a las solicitudes de
suministro para cada proceso de producción
Diseñar y operar un eficiente sistema de verificación y chequeo de las condiciones,
características de los insumos
Cerciorarse de que los inventarios de materia prima se comparen con las existencias
de kárdex
Verificar que los controles y registros de mermas y desperdicios se asegure su
minimización mediante el aprovechamiento y mejora en el manejo de materia prima
69
DEPARTAMENTO DE CONTABILIDAD
Llevar a cabo el registro contable de los movimientos de inventario de materia
prima e incorporarlos en los estados financieros
Definir y establecer con los directivos de la Panificadora Brito el método y las
técnicas de evaluación de los inventarios de materia prima
Conciliar mensualmente los saldos existentes reportados durante el mes.

70
Sistema Operativo
MOVIMIENTOS DE
BODEGA
RECEPCIÓN
ENTRADAS
SALIDAS
CORRECIONES
INVENTARIOS
INICIAL
SEMESTRAL
ANUAL
ÁREA DE
CONTABILIDAD REGISTRO
INVENTARIO INICIAL
REPORTE DE ENTRADAS Y SALIDAS DE MATERIA PIMA
REGISTRO DE LOS
INVENTARIOS DE MATERIA PRIMA EN LOS ESTADOS FINANCIEROS DE LA PANIFICADORA BRITO
REPORTE DE MOVIMIENTOS DE INVENTARIOS CONCILIADOS
PROCESO
RESULTADOS
REGISTRO

71
Proceso De Inventario De Materia Prima
Para un manejo eficiente de inventario de materia prima se seguirá el siguiente proceso:
.
Requisición de Materia Prima Directa.
Orden de producción para la entrega de Materia Prima al bodeguero
El bodeguero pesa y mide según la hoja de costos y entrega a producción
Producción entrega a un supervisor una lista de materia prima utilizada y sobrante
Supervisión del área operativa, pesa todos los sobrantes de materia prima hace una reposición a bodega.
Realización de una Orden de despacho a los carros repartidores y al área de venta.
Conteo y cuantificación de pan desperdiciado en el proceso, en el horno y pan sobrante.
Finalmente realizar un formato al terminar el día para saber la cantidad de pan por unidad, que se ha realizado según el tipo de masa que encontramos en la hoja de costos.
Para determinar el total de pan vendido el supervisor debería dar un informe la hoja de costo menos el sobrante de materia prima y menos el desperdicio de producto elaborado por especie

72
Funciones Relacionadas Al Manejo De Inventario
El personal involucrado en el manejo de inventarios de materia prima deberá cumplir
las siguientes responsabilidades:
BODEGUERO:
Periodo de control: Cada semana
Tipos de control: Conteo físico / Requisición / Orden de pedido / orden de
producción / entrega de materia prima
Responsabilidades:
Cada semana el bodeguero es el encargado del conteo físico de bodega; debiendo
reportar al inmediato superior cualquier novedad.
Se mantendrá total cuidado, pues la materia prima (harina) principal insumo de
nuestro producto, no podrá tener contacto directo con el ambiente.
Durante el proceso de descargue los sacos harineros no podrán romperse, así se
eliminará la posibilidad de la aparición de ratones y polillas en la bodega de
almacenamiento y la posibilidad que la harina se humedezca.
Deberá percatarse que la materia prima estén sujetos y garantizados bajo registro de
sanidad INEN, fecha de caducidad, calidad y durabilidad.
Se deberá tomar precauciones específicas de acuerdo a la materia prima, así:
Harina
La harina deberá ser reposada no menos de 7 días desde la molienda.
No tiene que ser fresca ya que afecta a la producción de pan

73
Tiene que tener un máximo de 6 meses de duración porque el rendimiento ya no es
el mismo.
Tiene que estar en un lugar fresco sin humedad.
Levadura
Tiene que estar refrigerada
No recibir la levadura 5 días luego de la elaboración porque se produce moho
Sal
Observar la fecha de caducidad del producto aunque tiene larga vida
Azúcar
Observar la fecha de caducidad del producto aunque tiene larga vida
Manteca de cerdo
Deberá ser espesa pura y blanca que no este quemada ni con mal olor
No menos de 5 meses de su elaboración
Deberá mantener refrigerada
Manteca vegetal y margarina
Tiene que mantenerse en un lugar fresco
Consumir antes de los tres meses de su elaboración
74
Que sea producto elaborado para la sierra
Ajonjolí y anís de pan
Debe conservarse en tachos bien tapados
Huevos
No tienen que estar rotos
Deben estar frescos y en perfecto estado
Tiene que tener un máximo de 7 días de duración
Una vez elaborada la orden de producción y de haber planificado el trabajo para el
día, se hará la entrega de materia prima al macero, quien empezará los procesos de
elaboración, esta materia prima directa será pesada por el bodeguero en cantidades
exactas y detalladas mediante el formulario de entrega de materia prima.
En caso de haber sobrantes la persona encargado de la bodega tiene la
responsabilidad de revisar los sobrantes y volver a la bodega pesado.

75
Documento de soporte:
NOMBRE DEL PROVEEDOR:NUMERO DE ORDEN DE COMPRA:FECHA EN QUE SE RECIBE EL PEDIDO:
CANTIDAD DESCRIPCION DE LOS ARTICULOS
DIFERENICAS CON LA ORDEN DE COMPRA (ARTICULOS DAÑADOS)
RECEPCION DE MATERIAS PRIMAS
FIRMA DE RESPONSABILIDAD
656
Elaborado: Verónica Guerra

76
CANTIDAD V.UNITARIO
$$
Telef:Sucursal 1.- Velóz y Brasil
PANIFICADORA BRITO
Nº 526
Dirección: Matriz, Av. Celso A.Rodriguez Telef: (03) 945236
ORDEN DE COMPRA
NOMBRE DEL PROVEEDOR: FORMA DE PAGO:DIRECCION DEL PROVEEDOR:
Sucursal 2.- Centro Comercial Condamine
Sucursal 3.- Vía a Guano, Gasolinera Sur RUC: 0691715465001
V.TOTAL
FECHA DE PEDIDO:FECHA ENTREGA:
Nº CATALOGO DESCRIPCION
COSTO DE FLETE:COSTO DE SEGURO:
ENTREGA CONFORME RECIBE CONFORME
PANIFICADORABRITO
Elaborado: Verónica Guerra

77
FECHA DE EXPEDICION DE LA ORDEN:DEPARTAMENTO:REFERENCIA: PEDIDO Nº :TURNO: FECHA DE ENTRADA AL ALMACEN:
TIPO DE PAN CANT AGUA LEVADURA HARINA CARTILLA AZUCAR SAL MANTECA
VEGETALHARINA
INTEGRAL HUEVOS MANTECA CERDO
MANTE QUILLA
INGERTO ESPECIAL 54 3,76 0,2 8 0,188 0,184 23 2,4 1,2INGERTO REGULAR 17 4,4 0,2 8 0,3 0,184 0,24 0,8 2,4ESPON CENT SAL 52 19,08 1,431 31,8MASA CENT SAL 38 12,72 10,6 1,431 1,06 1,325 10,6 0,493ESP PALANQUETA 824 302,4 8 504MASA PALANQUETA 396 129,6 216 1,8 14,4 18PAN POPULAR 44 15 0,75 25 1,25 0,5 1ESP CENTENO DULCE 52 18,72 1,3 31,2 1MASA CENTENO DULCE 36 12,48 1,25 15,6 1,04 5,2ESP PALANQUETA 56 21 35MASA PALANQUETA 28 9 1 15 1,25 1,25ESP EMPICHADO 45 16,8 28MASA DE EMPICHADO 179 4,8 12 2 0,8 86 1,6 3,6BOLA DE DULCE 47 15 0,625 25 6,25 0,045 0,5CHUROS 43 12,5 0,6 25 1,6 0,298 2,625TOTAL 1910 597,26 25,356 990,2 32,269 18,471 25,98 16,6 109 6,893 4,8
NOCTURNO
ORDEN DE PRODUCCION PANIFICADORA BRITO
Elaborado: Verónica Guerra

78
FECHA DE EXPEDICION DE LA ORDEN:DEPARTAMENTO:REFERENCIA: PEDIDO Nº :TURNO: FECHA DE ENTRADA AL ALMACEN:
EMPAN BLANCA 15 2,40 0,21 6,00 0,35 0,12 0,48 5,00 0,48EMPAN DE AZUCAR 17 1,60 0,20 4,00 0,20 0,40 10,00 1,00ESP CENTENO DULCE 59 21,60 1,50 36,00MASA CENTENO DULCE 41 14,40 18,00 1,20 1,20 6,00ESPON CENT SAL 39 14,40 1,08 24,00MASA CENT SAL 28 9,60 8,00 0,08 1,00 1,00 8,00INTEGRAL DE SAL 12 4,20 0,18 5,60 0,56 0,18 0,18 1,40INTEGRAL DE DULCE 13 4,20 0,18 5,60 1,75 0,18 0,18 1,40MOYUELAS 21 3,60 0,15 4,80 0,18 0,60 0,60 1,20 9,00 0,60ESPON EMPICHADO 0MASA EMPICHADO 0PAN DE YEMA 320 16,00 0,96 32,00 3,20 0,32 9,60 138,24 9,60PAN DE FIBRA 42 13,00 0,78 26,00 1,04 0,52 0,78ESPON PALILLOS 166 60,48 4,32 100,80MASA PALILLOS 889 17,28 43,20 2,88 91,00 14,40 14,40TOTAL 2388 425,72 19,91 22,93 14,72 28,90 18,80 265,24 20,68 24,60
DIURNO
PANIFICADORA BRITOORDEN DE PRODUCCION
Elaborado: Verónica Guerra
Macero - Despachador
Periodo de control: Diario
Tipos de control: Orden de producción / Entrega al despachador
El despachador determina que el producto terminado de materia prima sea eficiente
o deficiente basándose en la orden de trabajo
Es necesario que se supervisen los sacos de manera que ninguno se halla roto y
apolillado al momento de retirar los sacos harineros de la bodega para iniciar con el
proceso productivo.
Al abrir los sacos es indispensable que se haga con gran cuidado, de forma que no
quede alguna hilacha del tejido del saco en la harina, pues ésta fácilmente podría
entrar en las fases siguientes del proceso y aparecer en el producto final.

80
8. Plan de Trabajo de Calidad
Turnos de Trabajo
Los maestros Panaderos ingresaran al salón de producción a las 21:00 pm. Estos
podrán regular la temperatura del horno mediante una compuerta de entrada y salida
de aire.
El primer turno de trabajadores laborara hasta las 4:00 a.m., en estas siete horas de
trabajo los maestros tendrán que ser capaces de producir los quintales necesarios
según indique la hoja de trabajo, los cuales serán vendidos en el transcurso de la
mañana.
Al terminar su tarea uno de los maestros deberá cargar nuevamente el horno de
manera que esté a la temperatura requerida a las 07: 00 a.m.( Hora en la cual,
ingresará el segundo turno de maestros panaderos).
Cada turno, está compuesto por 2 maestros maceros que dirige los procesos de
producción.
El segundo turno trabajara hasta las 16:00 hrs., en este horario tendrá que producir
los quintales siguientes los que serán comercializados durante la tarde.
Proceso De Producción
La producción de pan se basará en una receta según el tipo y clase.
Para minimizar costos se utilizará una hoja de trabajo para la elaboración del pan
donde el bodeguero debe basarse para que entregar el peso exacto de la materia
prima directa e indirecta.

81
La maquinarias y materiales utilizados serán: movedora, mezcladora, cortadores
metálicos, mesón de madera, cuchillos, espátulas, delantales, mascarillas y horno de
leña.
El horno será encendido diariamente a las 17:00 hrs.
La carga del horno se hará con 10 a 15 palos de espino. De diámetro 4 pulg. Aprox.
y largo 1 metro.
El horno estará en condiciones ideales, es decir, a la temperatura requerida cerca de
las 21:00 PM

82
EJEMPLO DE UN
EJERCICIO
CONTABLE Nota: Elaboración un tipo de pan “palanqueta” la más acogida en la provincia de
Chimborazo con el 50% de ventas, se tomaran datos en el turno de la noche, los sueldos
en el horario nocturno tiene un incremento del 25%.
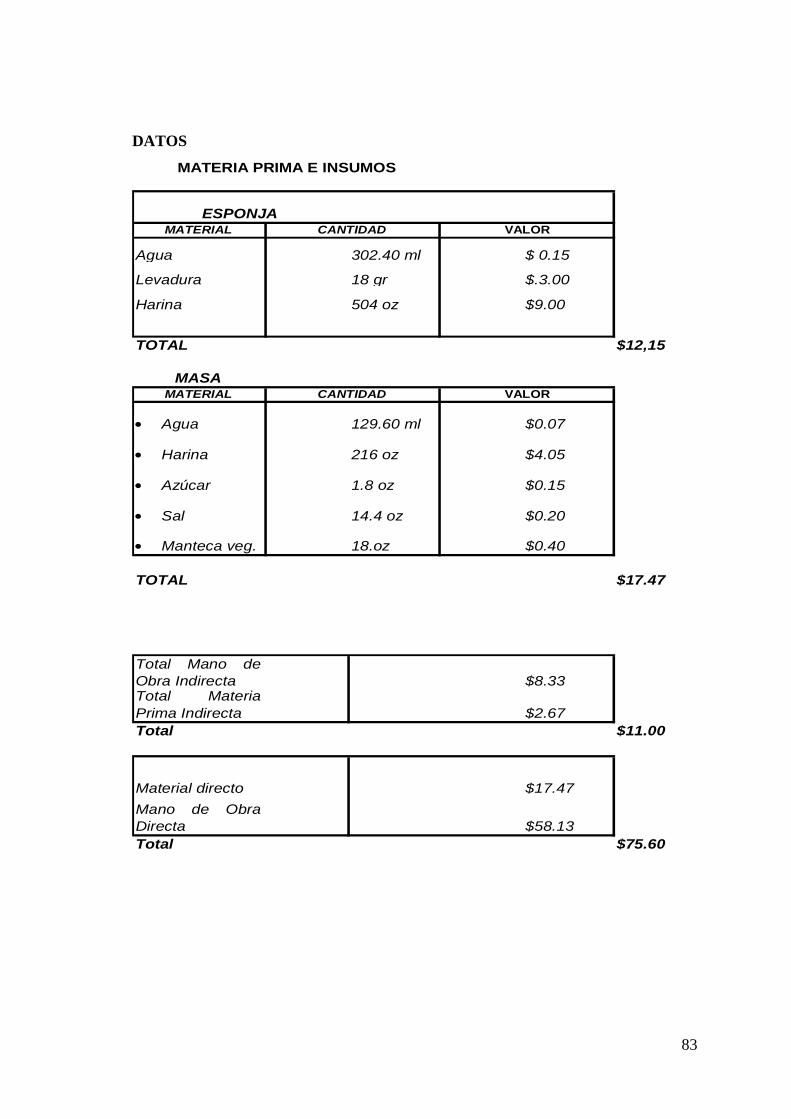
83
DATOS
MATERIAL
Agua 302.40 ml $ 0.15
Levadura 18 gr $.3.00
Harina 504 oz $9.00
TOTAL $12,15
MASAMATERIAL
Agua 129.60 ml $0.07
Harina 216 oz $4.05
Azúcar 1.8 oz $0.15
Sal 14.4 oz $0.20
Manteca veg. 18.oz $0.40
TOTAL $17.47
Total Mano deObra Indirecta $8.33Total MateriaPrima Indirecta $2.67Total $11.00
Material directo $17.47Mano de ObraDirecta $58.13Total $75.60
CANTIDAD VALOR
MATERIA PRIMA E INSUMOS
ESPONJACANTIDAD VALOR

84
Gastos Indirectos De Orden = MOI + MPI
$140.66 + $84.16 =$224.42 / 1210 panes =$0.16
$53.60 / 16
Costo Primo = MPD+MOD
Costo Total de la orden = Costo de Producción + Gastos de Operación$86.66 + $53.60 = $140.66
Precio Total De La Orden$140.66 x 38%= $84.16
$ 8.33 + $2.67 =$11.00
Costos de Producción de la Orden = Costo Primo +Gastos Indirectos
$75.66 + $11.00 = $86.66
Gasto de Operación = G. ventas + G. Financiero / unidades
$ 17.47 + $58.13 =$76.66

85
N º M A T E R IA P R IM A C A N T /U N ID C O S T O T O T A L(U S D /u ) ( U S D )
1 H A R IN A 1 0 0 2 ,8 0 2 8 0 ,0 02 L E V A D U R A 5 0 1 ,4 8 7 4 ,0 03 A Z U C A R 3 0 0 0 ,2 8 8 2 ,5 04 S A L 1 0 0 0 ,2 5 2 5 ,0 05 M A N T E C A V E G E T A L 2 2 0 0 ,7 9 1 7 3 ,8 06 H U E V O S 1 0 0 0 ,0 9 9 ,0 07 M A N T E C A 1 1 0 1 ,2 0 1 3 2 ,0 08 H A R IN A IN T 1 0 0 0 ,2 6 2 6 ,0 0
9 M A N T E Q U IL L A 2 0 1 ,0 0 2 0 ,0 0T O T A L 8 2 2 ,3
N º M A T E R IA P R IM A C A N T /U N ID C O S T O T O T A L(U S D /u ) ( U S D )
2 H A R IN A 3 0 0 0 0 ,3 0 9 0 0 ,0 02 L E V A D U R A 5 0 1 ,4 8 7 4 ,0 03 A Z U C A R 1 0 0 2 ,8 0 2 8 0 ,0 04 S A L 1 0 0 0 0 ,2 6 2 5 5 ,0 05 M A N T E C A V E G E T A L 2 2 0 0 ,7 9 1 7 4 ,0 26 H U E V O S 3 0 0 0 0 0 ,0 8 2 4 0 0 ,0 07 M A N T E C A 3 3 0 1 ,2 0 3 9 6 ,0 08 H A R IN A IN T 1 0 0 0 0 ,2 7 2 7 0 ,0 09 M A N T E Q U IL L A 3 0 1 ,0 0 3 0 ,0 0
T O T A L 4 7 7 9 ,0 2
IN V . IN IC IA L M A T E R IA P R IM A IN D IR E C T O S $ 3 0 0 ,0 0
C O M P R A S D E M A T E R IA P R IM A IN D IR E C T A $ 2 0 0 ,0 05 0 0 ,0 0
IN V E N T A R IO IN IC IA L D E M A T E R IA P R IM A
C O M P R A D E M A T E R IA P R IM A
ORDEN DE TRABAJO NOCHE ORDEN DE TRABAJO DIA TOTAL
Materia Prima Directa 200,00 370 570,00Mano Obra Directa 485,92 388,73 874,65Costos Ind. Fabricación 200,00 270 470,00TOTAL 885,92 1028,73 1914,65
INVENTARIO INICIAL DE PRODUCTOS EN PROCESO

86
MPD ORDEN DE TRABAJO NOCHE ORDEN DE TRABAJO DIA
HARINA 990 314LEVADURA 25 19AZUCAR 32 22SAL 18 14MANTECA VEGETAL 26 28HUEVOS 480 564MANTECA 109 265HARINA INT 6 20MANTEQUILLA 4 24TOTAL
MOD ORDEN DE TRABAJO NOCHE ORDEN DE TRABAJO DIA
(h) (h)270 240
CONSUMO DE ELEMENTOS DEL COSTO
COSTOS IDIRECTOS DE FABRICACION 30 diario
INVENTARIO INICIAL DE PRODUCTOS TERMINADOS
NOCHE CANTIDAD COSTO TOTAL(u) (USD) (USD)
PALANQUETA 1210 0,116247934 140,66
Mano de obra devengada 3.748,50 [USD]
Costos indirectos de fabricacion varios 480,00 [USD]
Gasto de venta 600,00 [USD]
Gasto de administracion 520,00 [USD]
Cantidad[u]
PALANQUETA 1210
Cantidad Costo Total[u] [USD/u] [USD]
PALANQUETA 1180 0,12 141,60 141,60
Produccion obtenida en las ordenes de trabajo
Ventas

87
DETALLE PARCIAL DEBE HABER1
INV. COMPRA MATERIAS PRIMAS 3969harina 90,00levadura 74,00azucar 280,00sal 255,00manteca vegetal 174,00huevos 2400,00manteca cerdo 396,00harina int 270,00mantequilla 30,00
DOCUMENTOS POR PAGAR 39692
MATERIA PRIMA INDIRECTA 200CAJA - BANCOS 200
3INV, PRODUCTOS EN PROCESO 1089,76harina 391,20levadura 65,12azucar 15,12sal 8,32manteca vegetal 42,66huevos 83,52manteca cerdo 448,80harina int 7,02mantequilla 28,00
INV, DE MATERIA PRIMA 1236,284
MANO DE OBRA 3748,5NOMINA A PAGAR 3748,5
5INV, PRODUCTOS EN PROCESO 3748,5Noche 1764Dia 1984,5
MANO DE OBRA 3748,56
COSTOS INDIRECTOS DE FABRICACION 480CTAS POR PAGAR 480
7COSTOS INDIRECTOS DE FABRICACION 130
CUENTAS POR PAGAR 1308
COSTOS INDIRECTOS DE FABRICACION 130MATERIA PRIMA INDIRECTA 130
9INV DE PRODUCTOS EN PROCESO 800Noche 376,47Dia 423,53
COSTOS INDIRECTOS DE FABRICACION 800
PANIFICADORA BRITOLIBRO DIARIO
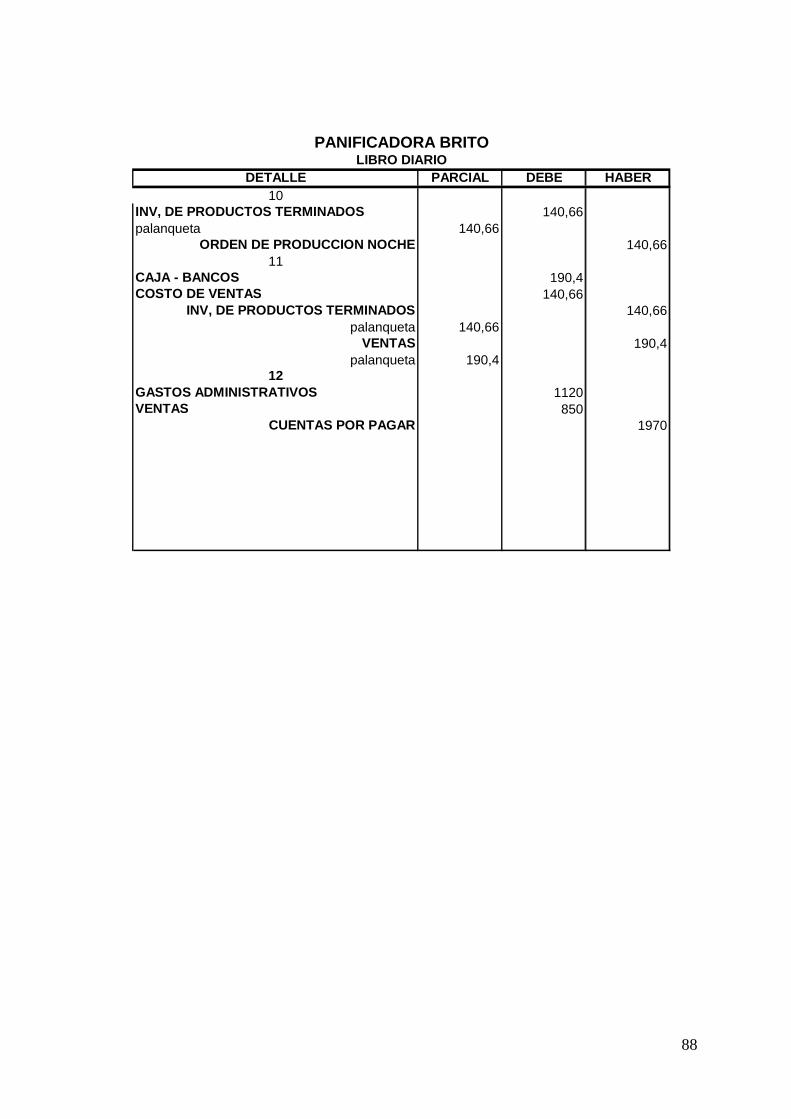
88
DETALLE PARCIAL DEBE HABER10
INV, DE PRODUCTOS TERMINADOS 140,66palanqueta 140,66
ORDEN DE PRODUCCION NOCHE 140,6611
CAJA - BANCOS 190,4COSTO DE VENTAS 140,66
INV, DE PRODUCTOS TERMINADOS 140,66palanqueta 140,66
VENTAS 190,4palanqueta 190,4
12GASTOS ADMINISTRATIVOS 1120VENTAS 850
CUENTAS POR PAGAR 1970
LIBRO DIARIOPANIFICADORA BRITO

89
Kardex
PRODUCTO: HARINACODIGO: HA-001 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 100 2,80 280,00Compra 3000 0,30 900,00 3000 0,30 900,00Requerimiento 1304 0,30 391,20 100 2,80 280,00
1204 0,30 361,201796 0,30 538,80
PRODUCTO: LEVADURACODIGO: HA-001 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 50 1,48 74,00Compra 50 1,48 74,00 50 1,48 74,00
100 2,96 296,00Requerimiento 44 1,48 65,12 44 1,48 65,12
6 1,48 8,8850 1,48 74,00
PRODUCTO: AZUCARCODIGO: HA-002 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 300 0,28 82,50Compra 1000 0,28 280,00 1000 0,28 280,00
1300 0,28 362,50Requerimiento 54 0,28 15,12 54 0,28 15,12
246 0,28 68,881000 0,28 280,00
PRODUCTO: SALCODIGO: HA-003 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 100 0,25 25,00Compra 1000 0,26 256,00 1000 0,26 256,00Requerimiento 32 0,25 8 32 0,25 8,00
68 0,25 17,001000 0,26 260,00
Nº Comprobante
METODO FIFO (primero en entrar - primero en salir)
Nº Comprobante Fecha Descripción Entradas Salidas Saldos
Fecha Descripción Entradas Salidas
Fecha Descripción Entradas
SaldosSalidas
Salidas Saldos
Fecha Descripción Entradas
Saldos
Nº Comprobante
Nº Comprobante

90
CODIGO: HA-004PRODUCTO: MANTECA VEGETALCODIGO: HA-004 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 220 0,79 173,80Compra 220 0,79 173,80 220 0,79 173,80Requerimiento 54 0,79 42,66 54 0,79 42,66
166 0,79 131,14220 0,79 173,80
||PRODUCTO: HUEVOSCODIGO: HA-005 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 100 0,09 9,00Compra 3000 0,08 240,00 3000 0,08 240,00Requerimiento 1044 0,09 93,96 100 0,09 9,00
944 0,08 75,522056 0,08 164,48
PRODUCTO: MANTECACODIGO: HA-006 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 110 1,20 132,00Compra 330 1,20 396,00 330 1,20 396,00Requerimiento 374 1,2 448,8 110 1,20 132,00
264 1,20 316,8066 1,20 79,20
PRODUCTO: HARINA INTEGRALCODIGO: HA-007 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 100 0,26 26,00Compra 1000 0,27 270,00 1000 0,27 270,00Requerimiento 26 0,26 6,76 26 0,26 6,76
74 0,26 19,241000 0,27 270,00
Descripción
Descripción
Entradas Salidas Saldos
Nº
Nº Comprobante Fecha
Entradas Saldos
Comprobante Fecha Descripción Entradas
Salidas
Salidas Saldos
Entradas Salidas Saldos
Nº Comprobante
Nº Comprobante Fecha Descripción
Fecha

91
PRODUCTO: MANTEQUILLACODIGO: HA-008 KARDEX - BODEGA MATERIA PRIMA
Cant V.Unitario Total Cant V.Unitario Total Cant V.Unitario TotalInv. Inicial 20 1,00 20,00Compra 30 1,00 30,00 30 1,00 30,00Requerimiento 28 1,00 28,00 20 1,00 20,00
8 1,00 8,0022 1,00 22,00
Entradas Salidas SaldosNº Comprobante Fecha Descripción
Una vez concluido el trabajo de investigación propuesto se puede indicar que
efectivamente “PANIFICADORA “BRITO”, no contaba con un Manual de Manejo de
Inventarios de Materia Prima.
Con la aplicación del manual de manejo de inventario propuesto disminuye el
desperdicio de materia prima en la elaboración de pan, esto se ha demostrado al
utilizarlo en la elaboración de la palanqueta que se evidencia en el ejercicio contable
anteriormente presentado.

92
CAPITULO VI
CONCLUSIONES
En base al diagnostico realizado en el Departamento de Producción de la
Panificadora Brito se identifica que no cuenta con un manual de manejo de
inventario de materia prima aspecto que provoca desperdicios, incremento de costos
y un manejo empírico del proceso de producción.
La Panificadora Brito no tiene formalmente establecidos los procesos de
producción, normativas y políticas de manejo de inventario de materia prima, las
mismas son trasmitidas de forma verbal a sus trabajadores, aspectos que provocan
duplicidad de funciones, desperdicios y falta de control.
La propuesta del manual de manejo de inventario de materia prima es el resultado
de un análisis teórico, diagnostico y experiencia de los accionistas de la Panificadora
Brito, para incrementar los niveles de aceptabilidad del producto, optimizar los
procesos de producción e incrementar la rentabilidad
La Panificadora Brito tiene como objetivo principal producir y comercializar pan de
calidad, para lo cual es necesario que cuente con herramientas administrativas
validas como es el Manual de Control de Inventario de materia prima.

93
RECOMENDACIONES
Implementar el manual de Manejo de Inventario de Materia prima propuesto, que le
permitirá a la Panificadora Brito contar con políticas, procedimientos y criterios
pertinentes para un proceso de producción eficiente.
Capacitar de forma secuencial al personal de producción en el manejo de inventarios
y desarrollo de la productividad con evaluaciones de desempeño permanentes.
Realizar procesos de socialización de las normativas y políticas de manejo de
materia prima al personal del departamento de producción para su implementación y
control de su cumplimento.
Realizar revisiones y actualizaciones permanentes al manual de manejo de materia
prima, en base a los avances tecnológicos, desarrollo de nuevo tipo de pan,
incremento de personal, adición de secciones
Mantener un ambiente de trabajo tranquilo y sólido para que el personal desarrolle
sus funciones a gusto evitando así discrepancias.
94
BIBLIOGRAFÍA
BIEGLER, Jhon (1980) Manual Moderno de Contabilidad MC Graw Hill.
CATACORA Fernando (1996) Sistemas y Procedimientos Contables, Caracas
Editorial Mc. Graw Hill.
GOMEZ Ceja, Guillermo (1997) Sistemas Administrativos, Análisis y Diseño, Mc
Graw Hill. Interamericana Editores. S.A. México DF. Era. Edición.
MELINKOFF Ramón (1990). Los Procesos Administrativos, Caracas: Editorial
Panapo. 1era. Edición
- Redondo. Curso Práctico de Contabilidad General y Superior. Tomo I.
Hangren, Harrison y Robinson. Contabilidad. Editorial Hispanoamericana.
http://www.monografias.com
-Finney Harry A. y Miller
- Curso de Contabilidad (Tomo III)
- Herbert E.
- Unión Tipográfica, Editorial Hispano-americana, México. 1989,
Curso de Contabilidad. (Tomo IV) Unión Tipográfica, Editorial Hispano-América,
México, 1991- Guajardo C. Gerardo.
Contabilidad Financiera. México, 2da. Ed. Editorial McGraw-Hill, 1995.- Holmes, W.
Arthur.
Principios y Procedimientos Contables. España, Editorial Hispanoamericana, 1990.-
Cordera Martín José
- Gestión de Contabilidad. Ediciones Pirámides, Madrid, 1994- Administración
financiera. Robert w. Johnson. Capitulo. Administración de inventarios. Inicio
pagina 177.
- Presupuestos planificación y control de las utilidades. Welsch. Planificación y
control de la producción. Inicio pagina 217.
- Radar in meteorology: Battan Memorial and 40th Anniversary Radar Meteorology
Página 668
- http://unpaisparatodos.wordpress.com/2008/09/17/la-perspectiva-macro-micro-y-
meso-economica-para-abatir-la-pobreza/

95
- http://www.slideshare.net/napa/el-problema-de-investigacin
http://html.rincondelvago.com/variables-en-la-investigacion.html
Pedro Zapata Sánchez, Contabilidad de costos pag. 45
- http://es.wikipedia.org/wiki/Muestra_estad%C3%ADstica
- http://www.emagister.com/empleo-publico/convocatoria-investigador-especialista-
tratamiento-analisis-datos-geoacusticos-sedimentologicos-para-su-gestion-sig-
oposconv-1933.htm
- Superintendencia de compañías 2010
- www.monografias.com/.../inventarios/inventarios.shtml

96
ANEXOS
Anexo N°- 1
ALTERNATIVAS DE SOLUCIÓN VENTAJAS Y DESVENTAJAS
ALTERNATIVAS DE
SOLUCIÓN
VENTAJAS DESVENTAJAS
Primera Alternativa: Traslado
de materia prima en la planta a
bodega para la debida
distribución
Bajos costos de aplicación
No hay necesidad de
capacitación alguna para el
personal
Poca disponibilidad de espacio
Segunda Alternativa:
Colocación de ventilación en
actuales instalaciones
Inmediata resolución del
problema
No hace falta capacitar al
personal
Obtención de gran rentabilidad.
Disponibilidad de recursos
Se elevan los costos en
aplicación
Poca seguridad de resultados del
todo satisfactorios.
Tercera Alternativa: Realización
de nuevos formatos
Total de solución del problema
Seguridad en los resultados
obtenidos.
Mejora en los tiempos y calidad
de productos obtenidos
Se debe capacitar al personal
Con el tiempo deberá ser
aplicada la alternativa 2.

97
Anexo N°- 2
ANÁLISIS DE LA DEMANDA DE CLIENTES INTERNOS
MATRIZ DE ANÁLISIS DE DEMANDA DE CLIENTES EXTERNOS
Ponga una X de acuerdo al grupo que pertenece
ACCIONISTAS:
EMPLEADOS Y TRABAJADORES
CLIENTE:
Que aspectos usted considera que se debe mejorar en la Panificadora “Brito”
considerando como aspecto de análisis la PRODUCCION Y COMERCIALIZACIÓN
DEMANDA FRECUENCIA PRIORIDAD
ELABORADO POR: Verónica Guerra

98
RESULTADOS - ACCIONISTAS
0
0,5
1
1,5
2
2,5
3
CONOCIMIENTO DEREQUERIMEINTO MP
RECEPCION DE LA MPEN BASE A
NORMATIVAS
TRABAJO DE CALIDADRESPONSABILIDAD ENLAS FUNCIONES
PUNTUALIDAD
ACCIONISTAS
RESULTADOS – CLIENETS INTERNOS: EMPLEADOS Y TRABAJADORES
0
1
2
3
4
5
6
7
ORDENES ESPECIFICAS REQUISICIONES ATIEMPO
NORMATIVAS MP CONTROL IMP INCENTIVOS CAPACITACION COMUNICACIÓN
EMPLEADOS Y TRABAJADORES

99
RESULTADOS – CLIENTES INTERNOS: CLIENTES
0
10
20
30
40
50
CALIDAD SABOR ENTREGAS PUNTUALES PAN FRESCO PROCESOS TECNICOS
CLIENTES
100
Anexo N°- 3
ANÁLISIS DE LA ENTREVISTA A SOCIOS, TRABAJADORES DE LA
PANIFICADORA BRITO Y OTRAS PANADERIAS
ENTREVISTA
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
CARRERA: Contabilidad y Auditoría
Tema: Manual de manejo de inventario de materia prima para la optimización de costos en la
“Panificadora Brito” de la ciudad de Riobamba, provincia de Chimborazo en el año 2008.
Estimados Accionistas y empleados:
Este cuestionario tiene como finalidad recopilar datos sobre el control de inventario en la
panificadora, sírvase a contestar las siguientes preguntas con la mayor objetividad ya que de ello
depende el éxito de éste trabajo.
ÍTEMS PREGUNTAS
1 ¿USTED MANEJA UN INVENTARIO?
2 ¿QUE MÉTODO DE INVENTARIOS USA Y PORQUE?
3
¿EXISTEN DENTRO DE LA EMPRESA DOCUMENTOS QUE FACILITEN EL
MANEJO DE LOS INVENTARIOS?
4 ¿LA INFORMACION INGRESADA EN LOS DOCUMENTOS ES PRECISA?
5 ¿QUE OPINA USTED SOBRE LAS VENTAJAS DE ESTOS DOCUMENTOS?
6 ¿ESTÁ DISPUESTO A USAR UN MEJOR PROCEDIMIENTO DE MANEJO DE
INVENTARIOS?
7 ¿EL PERSONAL ESTA SUFICIENTEMENTE CAPACITADO PARA LLENAR ESTA
DOCUMENTACIÓN?
8 ¿DE QÚE MANERA CONTROLAN LAS EXISTENCIAS DEL INVENTARIO PARA
LA ADQUISICIÓN DE LA MATERIA PRIMA?
9 ¿QÚE MATERIA PRIMA ES LA QUE MAS ROTA?
10 ¿QÚE OCURRE CON LOS DESPERDICIOS Y SOBRANDES?

101
1.- ¿USTED MANEJA UN INVENTARIO?
De 10 entrevistados 7 si manejan inventarios
De 10 entrevistados 3 no manejan inventarios
7
3SI
NO
2.- ¿QÚE MÉTODO DE INVENTARIOS USA Y PORQÚE?
De 10 entrevistados 3 manejan promedio ponderado
De 10 entrevistados 2 manejan fifo
De 10 entrevistados 3 manejan ponderado y fifo
De 10 entrevistados 2 manejan ninguno
3
23
2 PONDERADO
FIFO
PANDERADO Y FIFO
NINGUNO
INVENTARIO ENTREVISTADO
SI 7
NO 3
TOTAL 10
MÉTODO ENTREVISTA
PONDERADO 3
FIFO 2 PONDERADO Y FIFO 3
NINGUNO 2
TOTAL 10

102
3.- ¿EXISTEN DENTRO DE LA EMPRESA DOCUMENTOS QUE
FACILITEN EL MANEJO DEL INVENTARIO?
De 10 entrevistados 3 si utilizan documentos
De 10 entrevistados 7 no utilizan documentos
3
7
SI NO
4.- ¿LA INFORMACIÓN INGRESADA EN LOS DOCUMENTOS ES
PRECISA?
De 10 entrevistados 4 si llenan en cada turno
De 10 entrevistados 6 no llenan en cada turno
6
4SI
NO
UTILIZAN DOCUMENTOS ENTREVISTA
SI 3
NO 7
TOTAL 10
MANEJO TURNO ENTREVISTA
SI 4
NO 6
TOTAL 10

103
5.- ¿QÚE OPINA USTED SOBRE LAS VENTAJAS DE ESTOS
DOCUMENTOS?
De 10 entrevistados 2 archivan
De 10 entrevistados 4 registro en diarios
De 10 entrevistados 4 traspapela
2
4
4ARCHIVAN
REG. DIARIO
TRASPAPELA
6.- ¿ESTÁ DISPUESTO A USAR UN MEJOR PROCEDIMIENTO DE
MANEJOS DE INVENTARIOS?
De 10 entrevistados 5 si
De 10 entrevistados 5 no
55 SI
NO
DOCUMENTOS ENTREVISTA
ARCHIVAN 2
REG. DIARIO 4
TRASPAPELA 4
TOTAL 10
MEJOR PROCEDIMIENTO ENTREVISTA
SI 5
NO 5
TOTAL 10

104
7.- ¿EL PERSONAL ESTÁ SUFICIENTEMENTE CAPACITADO PARA
LLENAR ESTA DOCUMENTACIÓN?
De 10 entrevistados 4 si
De 10 entrevistados 6 no
6
4SI
NO
8.- ¿DE QÚE MANERA CONTROLAN LAS EXISTENCIAS DEL
INVENTARIO PARA LA ADQUISICIÓN DE LA MATERIA PRIMA?
De 10 entrevistados 5 se guían por existencia en bodega
De 10 entrevistados 2 mensualmente
De 10 entrevistados 3 indistintamente
MANEJO TURNO ENTREVISTA
SI 4
NO 6
TOTAL 10
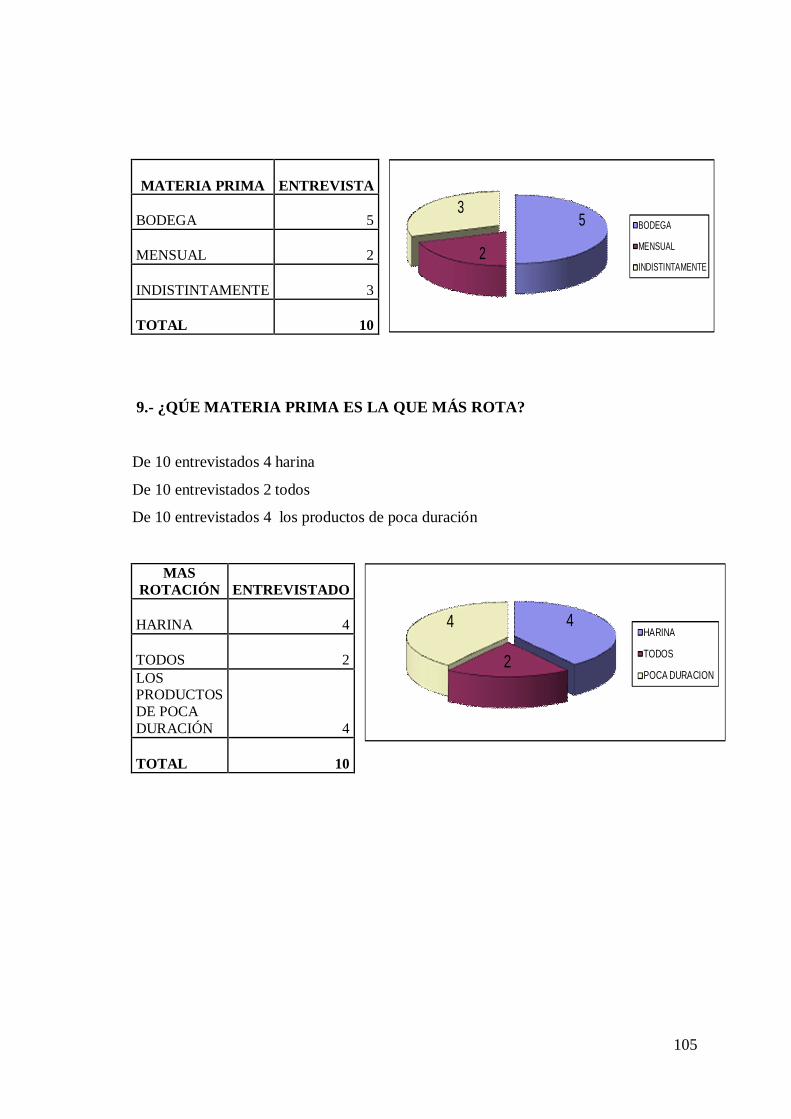
105
5
2
3BODEGA
MENSUAL
INDISTINTAMENTE
9.- ¿QÚE MATERIA PRIMA ES LA QUE MÁS ROTA?
De 10 entrevistados 4 harina
De 10 entrevistados 2 todos
De 10 entrevistados 4 los productos de poca duración
4
2
4HARINA
TODOS
POCA DURACION
MATERIA PRIMA ENTREVISTA
BODEGA 5
MENSUAL 2
INDISTINTAMENTE 3
TOTAL 10
MAS ROTACIÓN ENTREVISTADO
HARINA 4
TODOS 2 LOS PRODUCTOS DE POCA DURACIÓN 4
TOTAL 10

106
10.- ¿QÚE OCURRE CON LOS DESPERDICIOS Y SOBRANDES ?
De 10 entrevistados 3 reutilizando
De 10 entrevistados 6 venta para comida para los cerdos
De 10 entrevistados 1 basura
3
6
1 REUTILIZANDO
COMIDA DE CERDOS (VENTA)
BASURA
DESPERDICIOS ENTREVISTA
REUTILIZANDO 3 COMIDA DE CERDOS (VENTA) 6
BASURA 1
TOTAL 10


















