UNIVERSIDAD POLITÉCNICA DE MADRIDoa.upm.es/50844/1/TFG_ANGELA_CANADILLA_CASTILLO.pdf · También...
134
Página 1 de 134 UNIVERSIDAD POLITÉCNICA DE MADRID ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA Y DISEÑO INDUSTRIAL Grado en Ingeniería Química TRABAJO FIN DE GRADO FABRICACIÓN Y CARACTERIZACIÓN DE UN NUEVO MATERIAL COMPUESTO BASADO EN PRODUCTOS NATURALES Autor: Eva Ángela Cañadilla Castillo Madrid, Septiembre 2017 Tutor: Julián J. Narbón Prieto Dep. Ing. Mecánica, Química y Diseño Industrial (ETSIDI-UPM)
Transcript of UNIVERSIDAD POLITÉCNICA DE MADRIDoa.upm.es/50844/1/TFG_ANGELA_CANADILLA_CASTILLO.pdf · También...
Página 1 de 134
UNIVERSIDAD POLITÉCNICA DE MADRID
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA Y DISEÑO INDUSTRIAL
Grado en Ingeniería Química
TRABAJO FIN DE GRADO
FABRICACIÓN Y CARACTERIZACIÓN DE UN NUEVO MATERIAL COMPUESTO BASADO EN
PRODUCTOS NATURALES
Autor: Eva Ángela Cañadilla Castillo
Madrid, Septiembre 2017
Tutor:
Julián J. Narbón Prieto
Dep. Ing. Mecánica, Química y
Diseño Industrial (ETSIDI-UPM)

Página 2 de 134
UNIVERSIDAD POLITÉCNICA DE MADRID
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA Y DISEÑO INDUSTRIAL
Grado en Ingeniería Química
TRABAJO FIN DE GRADO
FABRICACIÓN Y CARACTERIZACIÓN DE UN NUEVO MATERIAL COMPUESTO BASADO EN
PRODUCTOS NATURALES
Eva Ángela Cañadilla Castillo
Madrid, Septiembre 2017
Autor:
Eva Ángela Cañadilla Castillo
______________________
Dirigido por:
Julián J. Narbón Prieto
______________________
Página 3 de 134
AGRADECIMIENTOS
En primer lugar, me gustaría agradecer a mi tutor Julián Narbón el haberme dado la
oportunidad de poder realizar este trabajo y sobretodo su paciencia; han sido unos meses a
contrarreloj y con muchos cambios de rumbo, pero al final, han merecido la pena.
También me gustaría agradecer su colaboración a Miguel Berzal, ya que aunque no fue
posible terminar lo que me ayudó a empezar, su ayuda fue indispensable sobre todo para
aprender, algo que nunca sobra. Agradecer también a Raúl, del laboratorio de mecánica su
trabajo desinteresado y gracias al cual pude empezar este proyecto.
Gracias también a Francisco Fernández, Francisco González, Jessica Acosta y a Alberto
Dámaso por su ayuda, su tiempo y dedicación, ya que sin su colaboración este trabajo estaría
incompleto.
A mis tutoras en Repsol, Angie y Clara, por haberme hecho tan fácil el poder realizar este
trabajo cuando fue necesario, además de haber aprendido con ellas a nivel profesional,
académico y personal.
Con este trabajo finalizo unos años intensos y poco tranquilos, en los que no he parado de
aprender, y que me han hecho ser gran parte de la persona que soy a día de hoy, por lo que no
puedo terminar sin agradecer a todos los compañeros y amigos que han formado parte de mi
carrera y por ende, también de mi vida. Mención especial a Lorena Fernández (por salvarme la
vida en una mañana y por alegrármela durante cinco años), a Sergio Gracia y a Julio Febles (si
me hubieran dicho el primer día de universidad que cinco años después os querría tanto y que
estaríamos tan unidos, sobre todo contra el drama, no me lo creería), y a María (gracias amiga
por enseñarme lo que significa la palabra amistad).
Gracias a Alba, Celia, María y Miryam. Tenía que aprovechar la excusa de la página de
agradecimientos para agradeceos que sigáis estando al pie del cañón a pesar de lo difícil que
puede (puedo) llegar a ser. No hay distancia que me separe de vosotras.
Y por último y lo más importante: gracias a mi familia. Todos han aportado su granito de
arena en este trabajo, ya sea con el mortero o sin él. Sobre todo, gracias a mis parres y a mi
hermano. A ti papá, porque nunca me ha faltado de nada, ni a mí ni a las personas que más
quiero, gracias a ti. A mi Vitín, porque te he visto crecer y superarte en todos los sentidos, y
espero que algún día tú te sientas tan solo la mitad de orgulloso de mi, de lo que estoy yo de ti.
Y, dejando lo mejor para el final, gracias mamá, por darme todo cada día, porque no se ni qué
agradecerte. Algún día me gustaría ser como tú.
Página 4 de 134
INDICE DE CONTENIDOS
1. INTRODUCCIÓN .............................................................................................. 14
2A. ESTUDIO DE LA SIMULACIÓN DE UNA UNIÓN ADHESIVA .............................. 16
2A.1. Objetivos y características del software empleado .................................................. 16
2A.2. Generalidades ........................................................................................................... 16
2A.2.1. SIESTA ................................................................................................................ 17
2A.3. Interfaz del programa ............................................................................................... 17
2A.3.1. Menú de navegación (Project Browser) ............................................................. 17
2A.3.2. Explorador (NanoExplorer) ................................................................................ 18
2A.3.3. Manipulador de muestras (Sample manipulator) .............................................. 19
2A.4. Parámetros de cálculo .............................................................................................. 19
2A.5. Instalación y funcionamiento ................................................................................... 20
2A.5.1. Máquina virtual ................................................................................................. 20
2A.5.2. Instalación VBoxGuestAdditions ........................................................................ 20
2A.5.3. Instalación SIESTA .............................................................................................. 23
2A.6. Ejemplo de simulación .............................................................................................. 25
2A.7. Análisis y conclusiones .............................................................................................. 28
2B. ABSTRACT .................................................................................................... 31
3B. RESUMEN ..................................................................................................... 31
4B. OBJETIVOS ................................................................................................... 32
5B. ESTADO DEL ARTE: MATERIAL COMPUESTO A PARTIR DE RESINA EPOXI Y
CARBONATO DE CALCIO PROVENIENTE DE CONCHAS DE MOLUSCOS .................. 32
5B.1. Conchas provenientes de moluscos .......................................................................... 32
5B.1.1. Estudio y aplicaciones ........................................................................................ 33
5B.1.2. Desarrollos futuros ............................................................................................. 34
5B.2. Composites de epoxi y carbonato cálcico proveniente de conchas de moluscos .... 35
6B. ESTUDIO Y CARACTERIZACIÓN DE LOS ELEMENTOS QUE COMPONEN EL
MATERIAL COMPUESTO (I): RESINA EPOXI .......................................................... 37
6B.1. Aspectos generales ................................................................................................... 37
6B.1.1. Definición y aspectos fundamentales ................................................................ 37
6B.1.2. Historia ............................................................................................................... 39
6B.1.3. Reacción de síntesis de la resina epoxi .............................................................. 40
6B.1.4. Características y estructura ............................................................................... 43
Página 5 de 134
6B.1.5. Clasificación y tipos ............................................................................................ 44
6B.1.6. Propiedades físicas y químicas ........................................................................... 45
6B.2. Reacción de curado ................................................................................................... 46
6B.2.1. Agentes de curado ............................................................................................. 47
6B.2.2. Mecanismo de curado ........................................................................................ 49
6B.3. Aspectos económicos y usos ..................................................................................... 51
6B.3.1. Aplicaciones ....................................................................................................... 51
6B.3.2. Aspectos económicos ......................................................................................... 52
7B. ESTUDIO Y CARACTERIZACIÓN DE LOS ELEMENTOS QUE COMPONEN EL
MATERIAL COMPUESTO (II): MOLUSCOS BIVALVOS ............................................ 54
7B.1. Aspectos generales ................................................................................................... 54
7B.1.1. Características .................................................................................................... 54
7B.1.2. Estructura de la concha ...................................................................................... 54
7B.2. Caracterización física ................................................................................................ 56
7B.3. Composición química ................................................................................................ 58
7B.4. Cristalografía ............................................................................................................. 58
7B.4.1. Aspectos generales ............................................................................................ 59
7B.4.2. Calcita ................................................................................................................ 60
7B.4.3. Aragonito ........................................................................................................... 61
7B.4.4. Comparativa entre calcita y aragonito .............................................................. 62
8B. CARACTERIZACIÓN QUÍMICA ........................................................................ 63
8B.1. Fluorescencia de Rayos X (XRF)................................................................................. 63
8B.1.1. Características y fundamentos ........................................................................... 63
8B.1.2. Equipo ................................................................................................................ 64
8B.2. Difracción de Rayos X (DRX) ...................................................................................... 65
8B.2.1. Características y fundamentos ........................................................................... 65
8B.2.2. Técnicas de análisis: Ley de Bragg ..................................................................... 66
8B.3.3. Equipo ................................................................................................................ 67
9B. ENSAYOS REALIZADOS .................................................................................. 68
9B.1. Ensayo de tracción .................................................................................................... 68
9B.1.1. Características y generalidades ......................................................................... 68
9B.1.2. Equipo ................................................................................................................ 69
9B.1.3. Ecuaciones y cálculos ......................................................................................... 70
9B.2. Ensayo de impacto .................................................................................................... 73

Página 6 de 134
9B.2.1. Características y generalidades ......................................................................... 73
9B.2.2. Equipo ................................................................................................................ 74
9B.2.3. Ecuaciones y cálculos ......................................................................................... 75
9B.3. Ensayo de flexión ...................................................................................................... 75
9B.3.1. Características y generalidades ......................................................................... 75
9B.3.2. Equipo ................................................................................................................ 77
9B.3.3. Ecuaciones y cálculos ......................................................................................... 77
10B. METODOLOGÍA EXPERIMENTAL .................................................................. 79
10B.1. Triturado y molienda de las conchas de moluscos ................................................. 79
10B.1.1. Equipo .............................................................................................................. 79
10B.1.2. Triturado .......................................................................................................... 79
10B.1.3. Molienda .......................................................................................................... 81
10B.2. Análisis de composición .......................................................................................... 82
10B.2.1. Fluorescencia de Rayos X ................................................................................. 82
10B.2.2. Difracción de Rayos X ....................................................................................... 82
10B.3. Formación material compuesto: resina epoxi con carga ........................................ 83
10B.3.1. Preparación de la resina con carga .................................................................. 83
10B.3.2. Ejemplo de cálculo de las masas añadidas a la mezcla ................................... 84
10B.3.3. Realización de las probetas .............................................................................. 84
10B.4. Ensayos ................................................................................................................... 86
10B.4.1. Tracción ............................................................................................................ 86
10B.4.2. Impacto ............................................................................................................ 87
10B.4.3. Flexión .............................................................................................................. 87
11B. RESULTADOS Y DISCUSIÓN ......................................................................... 88
11B.1. Caracterización del material ................................................................................... 88
11B.1.1. Fluorescencia de Rayos X (FRX) ........................................................................ 88
11B.1.2. Difracción de Rayos X (DRX) ............................................................................. 92
11B.2. Ensayos mecánicos ................................................................................................. 94
11B.2.1. Ensayo de impacto ........................................................................................... 94
11B.2.2. Ensayo de tracción ........................................................................................... 97
11B.2.3. Ensayo de flexión ........................................................................................... 113
11B.2.4. Influencia del curado en los resultados .......................................................... 130
12B. CONCLUSIONES ........................................................................................ 131

Página 7 de 134
13B. REFERENCIAS BIBLIOGRÁFICAS ................................................................. 133

Página 8 de 134
INDICE DE FIGURAS
Figura 1: Ventana principal de DENEB ................................................................................ 17
Figura 2: Vista del menú de navegación de DENEB .............................................................. 18
Figura 3: Vista del explorador de muestras de DENEB ......................................................... 18
Figura 4: Visualización del manipulador de muestras de DENEB .......................................... 19
Figura 5: Instalación de la máquina virtual como dispositivo remoto para la ejecución del
software ............................................................................................................................ 20
Figura 6: Terminal donde se programan los comandos necesarios para la instalación de SiESTA
......................................................................................................................................... 21
Figura 7: Instalación de un archivo ‘iso’ .............................................................................. 21
Figura 8: Ejecución del motor de cálculo SIESTA .................................................................. 25
Figura 9: Ejecución del plugin SIESTA .................................................................................. 25
Figura 10: Menú de configuración del plugin SIESTA desde el programa DENEB ................... 26
Figura 11: Molécula epoxi (rodeada en azul) en superficie de aluminio ............................... 26
Figura 12: Ejemplo de ejecución de un proyecto en DENEB ................................................. 27
Figura 13: Menú de parámetros a calcular en una simulación.............................................. 27
Figura 14: Simulación en DENEB ejecutada correctamente ................................................. 27
Figura 15: Ejemplo de los resultados obtenidos de una simulación atómica en DENEB ........ 28
Figura 16: Formación de ácido peracético, precursor de los aceites epoxidados ................... 35
Figura 17: Representación de la epoxidación de una cadena poliinsaturada ........................ 36
Figura 18: Representación esquemática de una molécula de oxirano o grupo epoxi lineal (a) y
tridimensional (b) .............................................................................................................. 37
Figura 19: Compuesto epoxídico ........................................................................................ 37
Figura 20: Esquema de una molécula de epiclorhidrina lineal (a) y tridimensional (b) .......... 38
Figura 21: Esquema de una molécula de bisfenol-A lineal (a) y tridimensional (b) ................ 38
Figura 22: Reacción entre Bisfenol A y Epiclorhidrina para la síntesis de una resina epoxi .... 40
Figura 23: Reacción del bisfenol A con hidróxido sódico en medio acuoso ........................... 41
Figura 24: Reacción de la sal del bisfenol A con la epiclorhidrina ......................................... 41
Figura 25: Reacción de la sal de bisfenol A con epiclorhidrina, donde se obtiene el éter
diglicidílico de bisfenol A ................................................................................................... 41
Figura 26: Mezcla de reacción para la obtención de resina epoxi ......................................... 42
Figura 27: Ataque de la sal de sodio a la resina al éter diglicidílico de bisfenol A. ................. 42
Figura 28: Obtención del compuesto de resina epoxi tras su reacción de síntesis ................. 42
Figura 29: Polímero de DGEBA, o resina epoxi .................................................................... 42
Página 9 de 134
Figura 30: Características derivadas de la estructura de una resina epoxi ............................ 43
Figura 31: Grupo glicidil ..................................................................................................... 44
Figura 32: Aminas primaria (izq), secundaria (centro) y terciaria (dcha) ............................... 47
Figura 33: Representación del fenol ................................................................................... 49
Figura 34: Representación básica de un tiol o mercaptano .................................................. 49
Figura 35: Agente de curado a base de un polimercaptano ................................................. 49
Figura 36: Representación de los grupos reactivos del DGEBA o resina epoxi ....................... 50
Figura 37: Inicio de la reacción de curado de una resina epoxi con un agente de curado a base
de amina ........................................................................................................................... 50
Figura 38: Reacción de curado de una resina epoxi ............................................................. 50
Figura 39: Estructura de las valvas de un molusco ............................................................... 55
Figura 40: Proceso de formación de cristales de carbonato de calcio (Os) alrededor de los
gránulos (G) de materia orgánica ....................................................................................... 56
Figura 41: Muestra de conchas del tipo 1 ............................................................................ 56
Figura 42: Muestra de conchas del tipo 2 ............................................................................ 57
Figura 43: Muestras de conchas del tipo 3 en buen estado (izq) y perforadas por otros
organismos (dcha) ............................................................................................................. 57
Figura 44: Muestra de conchas del tipo 4 ............................................................................ 57
Figura 45: Muestra de conchas del tipo 6 ............................................................................ 58
Figura 46: Muestra de conchas del tipo 7 ............................................................................ 58
Figura 47: Estructura de cristalización de la calcita .............................................................. 60
Figura 48: Cristal de calcita en forma prismática ................................................................. 61
Figura 49: Cristal de calcita en forma romboédrica ............................................................. 61
Figura 50: Cristal de calcita en forma escalenoédrica .......................................................... 61
Figura 51: Estructura de la cristalización del aragonito ........................................................ 62
Figura 52: Cristales de aragonito ........................................................................................ 62
Figura 53: Esquema del proceso de fluorescencia de rayos X ............................................... 64
Figura 54: Espectrómetro de fluorescencia por rayos X Bruker S2 Puma .............................. 64
Figura 55: Espectrómetro de Fluorescencia de Rayos X dispersivo de energías. Excitación por
rayos X procedentes de (a) un tubo de rayos X y (b) una sustancia radiactiva ...................... 65
Figura 56: Difracción de rayos X por medio de un cristal ..................................................... 66
Figura 57: Difractómetro de Rayos X, modelo Siemens D5000 ............................................. 67
Figura 58: Esquema de una curva tensión-deformación de un ensayo de tracción ................ 69
Figura 59: Máquina de ensayos universales HOYTOM CV-2004-922 ..................................... 70
Figura 60: Cuadro de mandos del equipo utilizado en los ensayos de tracción y flexión ....... 70
Página 10 de 134
Figura 61: Representación del esfuerzo último en la curva tensión deformación .................. 72
Figura 62: Cálculo del módulo de Young ............................................................................. 72
Figura 63: Tipos de entalladura .......................................................................................... 74
Figura 64: Equipo empleado en el ensayo de impacto ......................................................... 74
Figura 65: Esquema de un ensayo de flexión de 3 puntos (2 apoyos y 1 punto donde se aplica
la fuerza) ........................................................................................................................... 76
Figura 66: Esquema de la gráfica de un ensayo de flexión ................................................... 76
Figura 67: Sólido sin deformar (a) y sólido deformado verticalmente (δ) al aplicar una fuerza
perpendicular a la sección transversal de éste (b) ............................................................... 78
Figura 68: Ejemplo del cálculo de la tensión de rotura y de la flecha máxima en un ensayo de
flexión ............................................................................................................................... 78
Figura 69: Instrumento empleado para el triturado de las conchas ...................................... 80
Figura 70: Triturado de conchas en el laboratorio ............................................................... 80
Figura 71: Recipiente con una muestra de conchas tras el proceso de triturado ................... 81
Figura 72: Muestra de conchas del tipo 2 (izq) y del tipo 3 (dcha) tras el proceso de triturado
......................................................................................................................................... 81
Figura 73: Mortero de cerámica ......................................................................................... 81
Figura 74: Muestra de conchas molidas con el mortero ....................................................... 82
Figura 75: Muestra colocada en el portamuestras para su análisis por difracción de rayos X 82
Figura 76: Resina epoxi y endurecedor empleados .............................................................. 83
Figura 77: Recipiente con mezcla preparada para verter en el molde .................................. 84
Figura 78: Cera de desmoldeo empleada en éste trabajo .................................................... 85
Figura 79: Molde de las probetas empleadas en el ensayo de tracción con la mezcla sin
endurecer .......................................................................................................................... 85
Figura 80: Molde de probetas empleadas en los ensayos de flexión e impacto .................... 85
Figura 81: Interfaz del programa HOYWIN tras la realización de un ensayo de tracción ........ 87
Figura 82: Espectro de fluorescencia de rayos X de una muestra del tipo 1 .......................... 90
Figura 83: Espectro de fluorescencia de rayos X de una muestra del tipo 2 .......................... 90
Figura 84: Espectro de fluorescencia de rayos X de una muestra del tipo 3 .......................... 91
Figura 85: Espectro de fluorescencia de rayos X de una muestra del tipo 4 .......................... 91
Figura 86: Espectro de difracción de rayos X de una muestra del tipo 1 ............................... 93
Figura 87: Espectro de difracción de rayos X de una muestra del tipo 3 ............................... 93
Figura 88: Espectro de difracción de rayos X de una muestra del tipo 3 ............................... 93
Página 11 de 134
INDICE DE TABLAS
Tabla 1: Instalación del complemento ‘VirtualBox Guest Additions’ .................................... 22
Tabla 2: Instalación de comandos ....................................................................................... 23
Tabla 3: Instalación del plugin SIESTA (motor de cálculo de las simulaciones) ...................... 24
Tabla 4: Análisis comparativo de las aplicaciones derivadas del reciclaje de conchas de
moluscos ........................................................................................................................... 34
Tabla 5: Clasificación de los principales tipos de resina epoxi .............................................. 44
Tabla 6: Agentes de curado de resinas epoxi a base de aminas ............................................ 48
Tabla 7: Agentes de curado de resinas epoxi a base de anhídridos ...................................... 48
Tabla 8: Sistemas cristalográficos ....................................................................................... 59
Tabla 9: Energías del péndulo en el ensayo de impacto ....................................................... 75
Tabla 10: Descripción del instrumento destinado al triturado de conchas ............................ 80
Tabla 11: Resultados del análisis por fluorescencia de rayos X ............................................ 89
Tabla 12: Leyenda tabla 11 ................................................................................................. 89
Tabla 13: Resultados del ensayo de impacto de probetas sin carga ..................................... 94
Tabla 14: Resultados del ensayo con 5% de carga del tipo 1 ................................................ 94
Tabla 15: Resultados del ensayo con 10% de carga del tipo 1 .............................................. 94
Tabla 16: Resultados del ensayo con 15% de carga del tipo 1 .............................................. 95
Tabla 17: Resultados del ensayo con 5% de carga del tipo 2 ................................................ 95
Tabla 18: Resultados del ensayo con 10% de carga del tipo 2 .............................................. 95
Tabla 19: Resultados del ensayo con 15% de carga del tipo 3 .............................................. 95
Tabla 20: Resultados del ensayo con 5% en carga del tipo 3 ................................................ 96
Tabla 21: Resultados del ensayo con 10% de carga del tipo 3 .............................................. 96
Tabla 22: Resultados del ensayo con 15% en carga del tipo 3 .............................................. 96
Tabla 23: Resultados del ensayo de tracción en probetas sin carga .................................... 108
Tabla 24: Resultados del ensayo de tracción en probetas con el 5% de carga del tipo 1 ...... 108
Tabla 25: Resultados del ensayo de tracción en probetas con el 10% de carga del tipo 1 .... 108
Tabla 26: Resultados del ensayo de tracción en probetas con el 15% de carga del tipo 1 .... 109
Tabla 27: Resultados del ensayo de tracción en probetas con el 5% de carga del tipo 2 ...... 109
Tabla 28: Resultados del ensayo de tracción en probetas con el 5% de carga del tipo 2 ...... 109
Tabla 29: Resultados del ensayo de tracción en probetas con el 15% de carga del tipo 2 .... 110
Tabla 30: Resultados del ensayo de tracción en probetas con el 5% de carga del tipo 3 ...... 110
Tabla 31: Resultados del ensayo de tracción en probetas con el 10% de carga del tipo 3 .... 110

Página 12 de 134
Tabla 32: Resultados del ensayo de tracción en probetas con el 15% de carga del tipo 3 .... 111
Tabla 33: Resultados del ensayo de tracción con el 5% de carga del tipo 1, 2 y 3 ................ 111
Tabla 34: Resultados del ensayo de tracción con el 10% de carga del tipo 1, 2 y 3 .............. 111
Tabla 35: Resultados del ensayo de tracción con el 15% de carga del tipo 1, 2 y 3 .............. 111
Tabla 36: Resultados del ensayo de flexión en probetas sin carga ..................................... 124
Tabla 37: Resultados del ensayo de flexión en probetas con el 5% de carga del tipo 1........ 124
Tabla 38: Resultados del ensayo de flexión en probetas con el 5% de carga del tipo 2........ 124
Tabla 39: Resultados del ensayo de flexión en probetas con el 5% de carga del tipo 3........ 125
Tabla 40: Resultados del ensayo de flexión en probetas con el 10% de carga del tipo 1 ...... 125
Tabla 41: Resultados del ensayo de flexión en probetas con el 10% de carga del tipo 2 ...... 125
Tabla 42: Resultados del ensayo de flexión en probetas con el 10% de carga del tipo 3 ...... 126
Tabla 43: Resultados del ensayo de flexión en probetas con el 15% de carga del tipo 1 ...... 126
Tabla 44: Resultados del ensayo de flexión en probetas con el 15% de carga del tipo 2 ...... 126
Tabla 45: Resultados del ensayo de flexión en probetas con el 15% de carga del tipo 3 ...... 127
Tabla 46: Resultados del ensayo de flexión con el 5% de carga de los tipos 1, 2 y 3 ............ 127
Tabla 47: Resultados del ensayo de flexión con el 10% de carga de los tipos 1, 2 y 3 .......... 127
Tabla 48: Resultados del ensayo de flexión con el 15% de carga de los tipos 1, 2 y 3 .......... 127
Página 13 de 134
INDICE DE GRÁFICOS
Gráfico 1: Producción de resina epoxi desde 1975 hasta 2012 ............................................. 54
Gráfico 2: Composición de carbonato de calcio de los tipos de conchas analizados .............. 92
Gráfico 3: Composición de los tipos de conchas analizados ................................................. 92
Gráfico 4: Resultados del ensayo de impacto ...................................................................... 96
Gráfico 5: Ensayo de tracción de las probetas sin carga ....................................................... 98
Gráfico 6: Ensayo de las probetas de tracción con 5% de carga del tipo 1............................. 99
Gráfico 7: Ensayo de las probetas de tracción con 10% de carga del tipo 1 ......................... 100
Gráfico 8: Ensayo de las probetas de tracción con un 15% de carga del tipo 1 .................... 101
Gráfico 9: Ensayo de las probetas de tracción con el 5% de carga del tipo 2 ....................... 102
Gráfico 10: Ensayo de las probetas de tracción con el 10% en carga del tipo 2 ................... 103
Gráfico 11: Ensayo de las probetas de tracción con el 15% de carga del tipo 2 ................... 104
Gráfico 12: Ensayo de las probetas de tracción con el 5% de carga del tipo 3 ..................... 105
Gráfico 13: Ensayo de las probetas de tracción con el 10% de carga del tipo 3 ................... 106
Gráfico 14: Ensayo de las probetas de tracción con el 15% de carga del tipo 3 ................... 107
Gráfico 15: Módulo de Young (tracción) según porcentaje y tipo de carga añadida ............ 112
Gráfico 16: Esfuerzo último según porcentaje y tipo de carga añadida ............................... 112
Gráfico 17: Elongación según porcentaje y tipo de carga añadida ...................................... 113
Gráfico 18: Ensayo de las probetas de flexión sin carga ..................................................... 114
Gráfico 19: Ensayo de las probetas de flexión con un 5% de carga del tipo 1 ...................... 115
Gráfico 20: Ensayo de las probetas de flexión con un 10% de carga del tipo 1 .................... 116
Gráfico 21: Ensayo de las probetas de flexión con el 15% de carga del tipo 1 ..................... 117
Gráfico 22: Ensayo de las probetas de flexión con un 5% de carga del tipo 2 ...................... 118
Gráfico 23: Ensayo de las probetas de flexión con un 10% de carga del tipo 2 .................... 119
Gráfico 24: Ensayo de las probetas de flexión con un 15% de carga del tipo 2 .................... 120
Gráfico 25: Ensayo de las probetas de flexión con el 5% de carga del tipo 3 ....................... 121
Gráfico 26: Ensayo de las probetas de flexión con el 10% de carga del tipo 3 ..................... 122
Gráfico 27: Ensayo de las probetas de flexión con el 15% de carga del tipo 3 ..................... 123
Gráfico 28: Módulo de Young (flexión) según porcentaje y tipo de carga añadida .............. 128
Gráfico 29: Tensión de rotura según porcentaje y tipo de carga ........................................ 128
Gráfico 30: Resistencia a la flexión según porcentaje y tipo de carga ................................. 129
Gráfico 31: Flecha máxima según porcentaje y tipo de carga ............................................. 130

Página 14 de 134
1. INTRODUCCIÓN
Previo a la realización de este proyecto, se inició en primer lugar otro trabajo con un objetivo
distinto. En un primer lugar se trató de buscar un software que permitiese simular la unión
adhesiva existente entre una superficie y un adhesivo, mediante el estudio de las propiedades
de la superficie. No obstante, tras el estudio del caso y de trabajar con el software seleccionado
se consideró que las pretensiones de ese proyecto sobrepasaban los recursos y tiempo
disponibles para su realización, por lo que se cambió el objetivo del proyecto y se realizó el
actual.
No obstante, al haber sido este proyecto parte de mi trabajo, se incluye en este documento
al considerarlo adecuado mi tutor del proyecto.
Por tanto, aparte del proyecto desarrollado completamente correspondiente al estudio y
caracterización de un nuevo material compuesto a partir de resina epoxi y carbonato de calcio
obtenido de conchas de moluscos, se incluye también en este trabajo el desarrollo realizado con
el software empleado, explicando su funcionamiento, parámetros y características básicas.
Página 15 de 134
1ª PARTE: ESTUDIO DE LA SIMULACIÓN DE UNA UNIÓN ADHESIVA
Página 16 de 134
2A. ESTUDIO DE LA SIMULACIÓN DE UNA UNIÓN ADHESIVA
Al principio de la realización de este proyecto, se trató de estudiar de forma experimental a
través de un software con distintas bases de datos las fuerzas de adhesión entre un sustrato y
un adhesivo. Este trabajo iniciado previamente no se pudo finalizar debido a la dificultad del
proceso y a la falta de información y recursos del programa empleado para su desarrollo.
No obstante, a continuación, se explica toda la información recopilada sobre ello, así como
el funcionamiento y aplicaciones del programa.
2A.1. Objetivos y características del software empleado
DENEB es un paquete de software cuyo objetivo DENEB es un paquete de software cuyo
objetivo es facilitar y agilizar el trabajo de los investigadores en los campos de la simulación
atomística cuántica [1].
Con DENEB se pueden crear y ejecutar simulaciones pertenecientes a proyectos de
investigación. Estas simulaciones podrían aplicarse a muchos sistemas físicos diferentes, o
también podrían pertenecer a diferentes motores de cálculo en física cuántica.
DENEB puede hacer un seguimiento de cada método de cálculo y presentar los resultados
gráficamente.
2A.2. Generalidades
Como ya se ha dicho, el objetivo de este software es facilitar el trabajo de investigación a
nivel atómico mediante simulaciones. No obstante, previo a la explicación del funcionamiento
del programa, es necesario aclarar algunos conceptos. En DENEB, una muestra (sample) es la
unidad básica de un sistema físico. Las muestras son el sistema sobre el que se realizan las
simulaciones.
En otras palabras, sólo una muestra es necesaria para acoplarle un conjunto de parámetros
y realizar así una simulación. Por tanto, una muestra es un conjunto de moléculas, y a la vez, una
molécula es un conjunto de átomos. Para DENEB un átomo es un núcleo situado en un punto
del espacio.
Los átomos son representados como esferas en este programa. Por defecto, su tamaño viene
dado por el radio de la especie química correspondiente, y el color de cada átomo varía según
los estándares comunes.
Los radios y colores de cualquier grupo de átomos pueden cambiarse según preferencia,
usando el manipulador de muestras (Sample manipulator).
Página 17 de 134
2A.2.1. SIESTA
SIESTA (Spanish Initiative for Electronic Simulations with Thousands of Atoms) se
corresponde tanto al método como al software que lo implementa. Sirve para mostrar o calcular
cálculos relativos a las estructuras electrónicas y simulaciones dinámicas de moléculas o sólidos.
[2]
Este método de simulación es el motor a partir del cual el software DENEB adquiere los datos
necesarios cuando va a realizar una simulación.
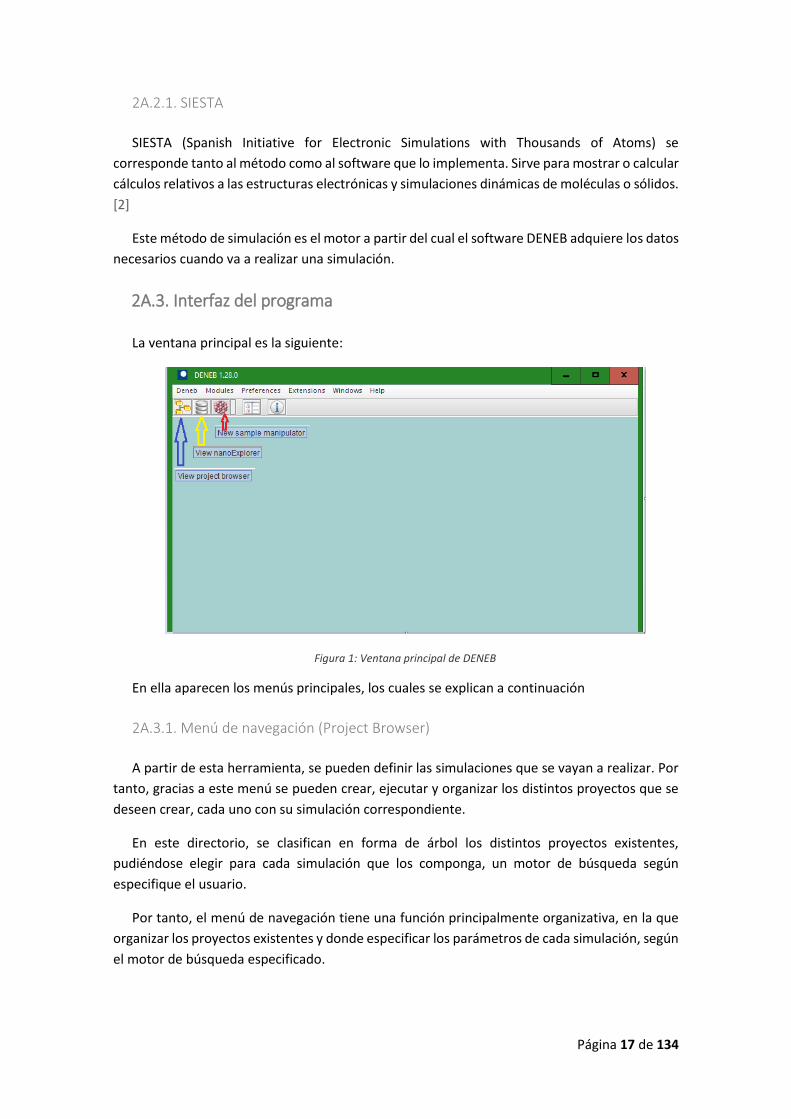
2A.3. Interfaz del programa
La ventana principal es la siguiente:
Figura 1: Ventana principal de DENEB
En ella aparecen los menús principales, los cuales se explican a continuación
2A.3.1. Menú de navegación (Project Browser)
A partir de esta herramienta, se pueden definir las simulaciones que se vayan a realizar. Por
tanto, gracias a este menú se pueden crear, ejecutar y organizar los distintos proyectos que se
deseen crear, cada uno con su simulación correspondiente.
En este directorio, se clasifican en forma de árbol los distintos proyectos existentes,
pudiéndose elegir para cada simulación que los componga, un motor de búsqueda según
especifique el usuario.
Por tanto, el menú de navegación tiene una función principalmente organizativa, en la que
organizar los proyectos existentes y donde especificar los parámetros de cada simulación, según
el motor de búsqueda especificado.
Página 18 de 134
Figura 2: Vista del menú de navegación de DENEB
2A.3.2. Explorador (NanoExplorer)
Esta herramienta almacena distintas muestras como ejemplo, totalmente modificables y
clasificadas por tipo. Está integrada con el ‘Project Browser’, por lo que actúa como base de
datos y como un directorio donde almacenar las muestras realizadas por el usuario.
También, proporciona una visualización de las muestras que almacena, además de poder
modificar la localización o el directorio de las muestras según lo prefiera el usuario.
Estas muestras pueden ser utilizadas como punto de inicio para la creación de muestras más
complejas o de la construcción de bloques para crear una estructura molecular.
El nexo entre el explorador (NanoExplorer) y el manipulador de muestras es el portapapeles
(clipboard). Cualquier elemento situado en el directorio del NanoExplorer puede copiarse y
exportarse al Sample Manipulator, donde ya se pueden realizar distintas simulaciones.
Para una simulación, podrían, por ejemplo, copiarse dos muestras del NanoExplorer y
pegarse ambas en el Sample Manipulator, y simular así la interacción entre ambas, agregando
distintos parámetros.
También, se pueden crear más directorios donde guardar las muestras que modifiquemos en
el Sample manipulator, algo que facilita reanudar un trabajo anterior, o simplemente, aumentar
la base de datos.
Figura 3: Vista del explorador de muestras de DENEB
Página 19 de 134
2A.3.3. Manipulador de muestras (Sample manipulator)
Para editar las muestras que se deseen analizar o calcular distintos parámetros, se usa esta
herramienta, la cual proporciona un amplio abanico de posibilidades para construir muestras o
moléculas, sustituir átomos, reorganizar la posición de éstos en el espacio, etc.
También, cuenta con herramientas gráficas auxiliares, que permiten precisión en la
manipulación.
Esta herramienta puede abrir a la vez varias muestras, algo que facilita la visualización,
manipulación, combinación y navegación.
Para poder modificar una muestra simplemente basta con copiarla en el portapapeles y
pegarla en esta ventana.
Figura 4: Visualización del manipulador de muestras de DENEB
2A.4. Parámetros de cálculo
Como se mencionó anteriormente, una simulación está compuesta de dos partes: Una
muestra (sample) y un conjunto de parámetros. Los parámetros son un vector de dos elementos
(nombre, valor), que definen la entrada necesaria para el uso de un motor de cálculo particular.
Por tanto, aunque las muestras no estén asociadas a un determinado motor de cálculo, las
simulaciones sí lo están, por lo que los parámetros elegidos pertenecen a dicho motor de cálculo.
En este caso, el motor de cálculo es SIESTA, pero puede haber otros.
Como se ha visto, al crear una nueva simulación, se le asocia un motor de cálculo. A partir de
ahí, se pueden elegir los parámetros que se han de calcular para la simulación de una
determinada muestra. Por ejemplo, se pueden calcular la estructura de bandas, relajaciones
mecánicas, dinámica molecular, etc.
Página 20 de 134
2A.5. Instalación y funcionamiento
2A.5.1. Máquina virtual
Una vez instalado el programa DENEB, es necesaria la instalación de una máquina virtual, a
fin de simular el entorno del sistema operativo Linux, en el cual se instala el plugin SIESTA, que
se usará como motor de cálculo.
Una máquina virtual es un software que simula a un sistema operativo y que puede ejecutar
programas propios del sistema operativo instalado. Este software simula un duplicado de una
máquina física.
En primer lugar, se descarga el programa VirtualBox, y se instala siguiendo las instrucciones
en Windows. A continuación, se descarga Ubuntu, para instalarlo en la máquina virtual y así
trabajar en Linux. [3]
Una vez hecho esto, se crea una máquina virtual utilizando el software ‘ubuntu’ descargado
y seleccionando las características del equipo que queremos simular (memoria RAM, tamaño
del disco duro, etc.). Una vez completada la selección de todos los parámetros necesarios, se
inicia la máquina virtual y se instala finalmente Ubuntu.
Figura 5: Instalación de la máquina virtual como dispositivo remoto para la ejecución del software
Una vez hecho esto, en nuestra máquina virtual tendremos un simulador completo de un
ordenador con sistema operativo Linux, en el cual se instalará el motor de cálculo SIESTA, con el
cual se realizan los cálculos relativos a las simulaciones.
2A.5.2. Instalación VBoxGuestAdditions
Previo a la instalación del plugin SIESTA, se instala ‘VirtualBox Guest Additions’, un
complemento que permite integrar los elementos del hardware de la máquina virtual con el
ordenador principal, y que permite algunas funciones como compartir portapapeles, función de
altavoces, etc.
Página 21 de 134
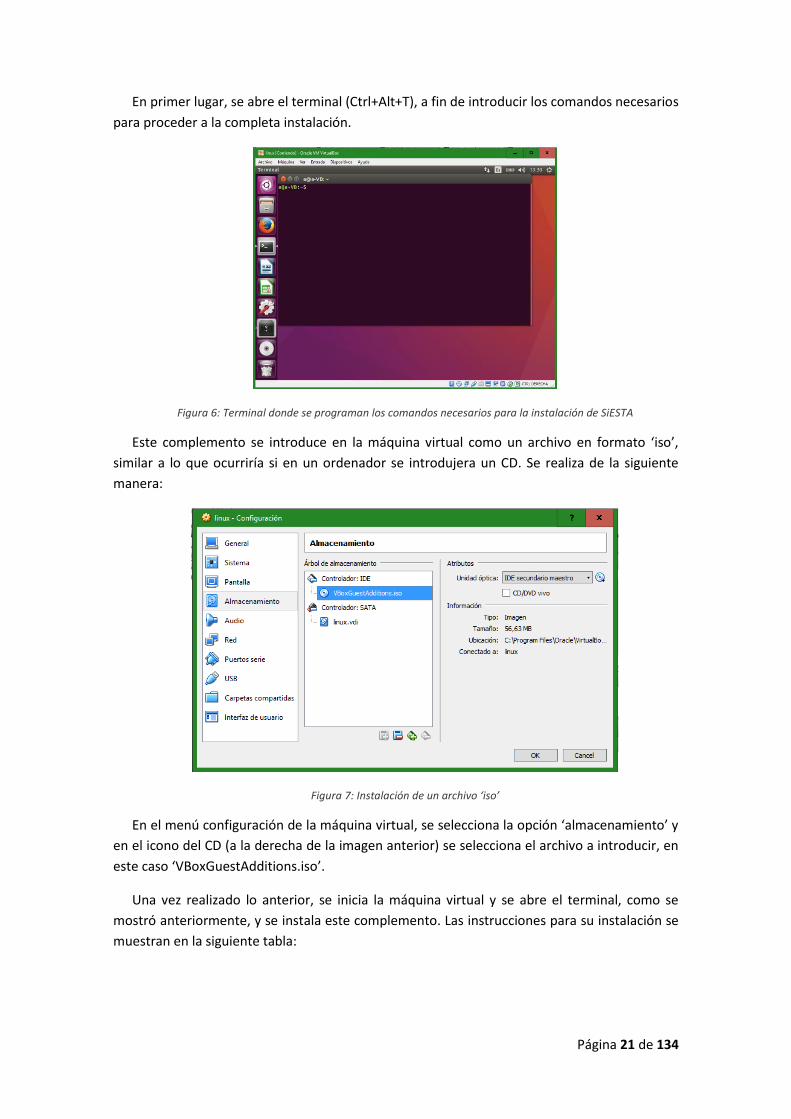
En primer lugar, se abre el terminal (Ctrl+Alt+T), a fin de introducir los comandos necesarios
para proceder a la completa instalación.
Figura 6: Terminal donde se programan los comandos necesarios para la instalación de SiESTA
Este complemento se introduce en la máquina virtual como un archivo en formato ‘iso’,
similar a lo que ocurriría si en un ordenador se introdujera un CD. Se realiza de la siguiente
manera:
Figura 7: Instalación de un archivo ‘iso’
En el menú configuración de la máquina virtual, se selecciona la opción ‘almacenamiento’ y
en el icono del CD (a la derecha de la imagen anterior) se selecciona el archivo a introducir, en
este caso ‘VBoxGuestAdditions.iso’.
Una vez realizado lo anterior, se inicia la máquina virtual y se abre el terminal, como se
mostró anteriormente, y se instala este complemento. Las instrucciones para su instalación se
muestran en la siguiente tabla:
Página 22 de 134
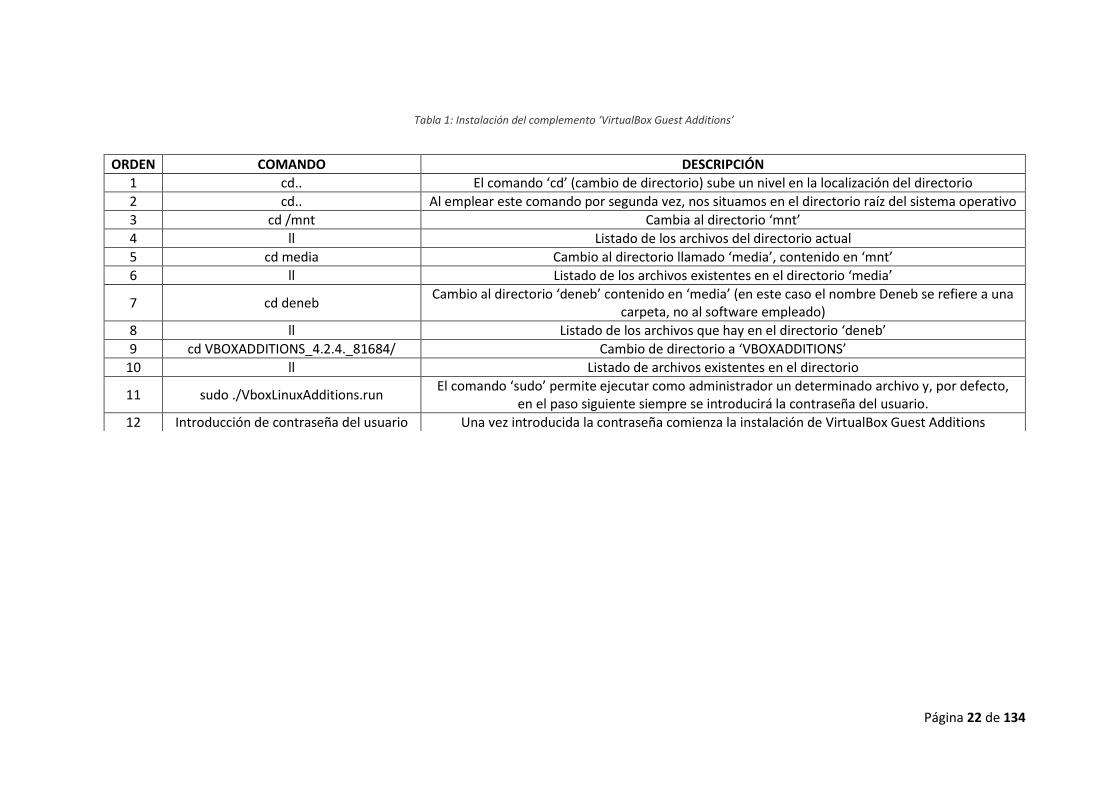
Tabla 1: Instalación del complemento ‘VirtualBox Guest Additions’
ORDEN COMANDO DESCRIPCIÓN
1 cd.. El comando ‘cd’ (cambio de directorio) sube un nivel en la localización del directorio
2 cd.. Al emplear este comando por segunda vez, nos situamos en el directorio raíz del sistema operativo
3 cd /mnt Cambia al directorio ‘mnt’
4 ll Listado de los archivos del directorio actual
5 cd media Cambio al directorio llamado ‘media’, contenido en ‘mnt’
6 ll Listado de los archivos existentes en el directorio ‘media’
7 cd deneb Cambio al directorio ‘deneb’ contenido en ‘media’ (en este caso el nombre Deneb se refiere a una
carpeta, no al software empleado)
8 ll Listado de los archivos que hay en el directorio ‘deneb’
9 cd VBOXADDITIONS_4.2.4._81684/ Cambio de directorio a ‘VBOXADDITIONS’
10 ll Listado de archivos existentes en el directorio
11 sudo ./VboxLinuxAdditions.run El comando ‘sudo’ permite ejecutar como administrador un determinado archivo y, por defecto,
en el paso siguiente siempre se introducirá la contraseña del usuario.
12 Introducción de contraseña del usuario Una vez introducida la contraseña comienza la instalación de VirtualBox Guest Additions
Página 23 de 134
Una vez realizada esta instalación, se reinicia la máquina virtual y se procede a la instalación
del plugin SIESTA.
2A.5.3. Instalación SIESTA
La instalación del plugin SIESTA se realiza íntegramente en la máquina virtual, y en el sistema
operativo Linux, ya que en este sistema se facilita mucho la velocidad de cálculo.
Antes de ello conviene instalar dos comandos en el entorno Linux, para lo que es necesario
abrir el terminal como se hizo anteriormente. En la siguiente tabla se resumen los comandos a
introducir:
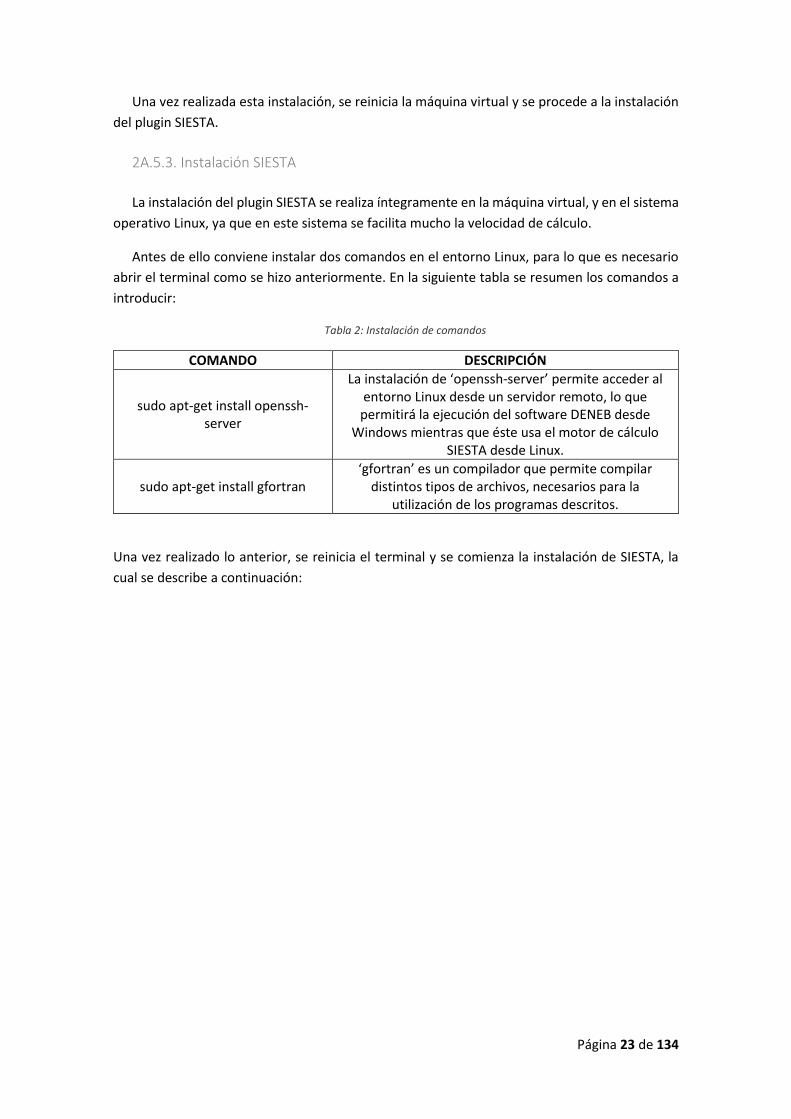
Tabla 2: Instalación de comandos
COMANDO DESCRIPCIÓN
sudo apt-get install openssh-server
La instalación de ‘openssh-server’ permite acceder al entorno Linux desde un servidor remoto, lo que permitirá la ejecución del software DENEB desde
Windows mientras que éste usa el motor de cálculo SIESTA desde Linux.
sudo apt-get install gfortran ‘gfortran’ es un compilador que permite compilar
distintos tipos de archivos, necesarios para la utilización de los programas descritos.
Una vez realizado lo anterior, se reinicia el terminal y se comienza la instalación de SIESTA, la
cual se describe a continuación:
Página 24 de 134
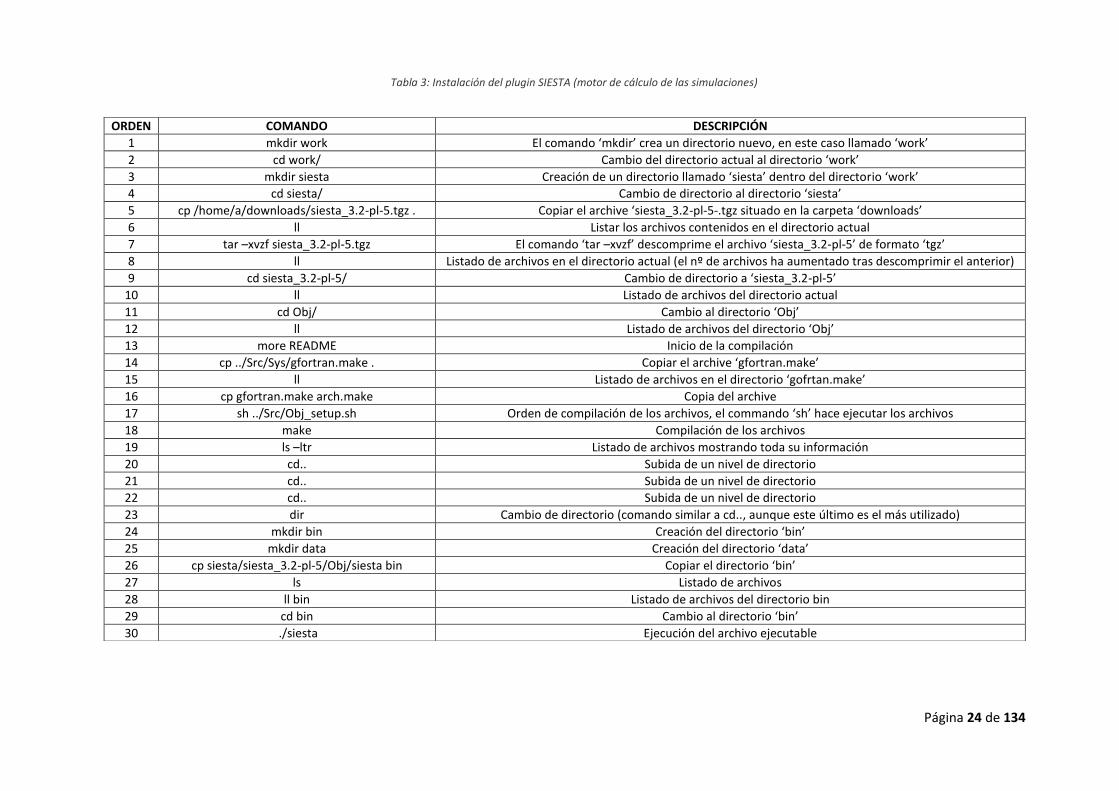
Tabla 3: Instalación del plugin SIESTA (motor de cálculo de las simulaciones)
ORDEN COMANDO DESCRIPCIÓN
1 mkdir work El comando ‘mkdir’ crea un directorio nuevo, en este caso llamado ‘work’
2 cd work/ Cambio del directorio actual al directorio ‘work’
3 mkdir siesta Creación de un directorio llamado ‘siesta’ dentro del directorio ‘work’
4 cd siesta/ Cambio de directorio al directorio ‘siesta’
5 cp /home/a/downloads/siesta_3.2-pl-5.tgz . Copiar el archive ‘siesta_3.2-pl-5-.tgz situado en la carpeta ‘downloads’
6 ll Listar los archivos contenidos en el directorio actual
7 tar –xvzf siesta_3.2-pl-5.tgz El comando ‘tar –xvzf’ descomprime el archivo ‘siesta_3.2-pl-5’ de formato ‘tgz’
8 ll Listado de archivos en el directorio actual (el nº de archivos ha aumentado tras descomprimir el anterior)
9 cd siesta_3.2-pl-5/ Cambio de directorio a ‘siesta_3.2-pl-5’
10 ll Listado de archivos del directorio actual
11 cd Obj/ Cambio al directorio ‘Obj’
12 ll Listado de archivos del directorio ‘Obj’
13 more README Inicio de la compilación
14 cp ../Src/Sys/gfortran.make . Copiar el archive ‘gfortran.make’
15 ll Listado de archivos en el directorio ‘gofrtan.make’
16 cp gfortran.make arch.make Copia del archive
17 sh ../Src/Obj_setup.sh Orden de compilación de los archivos, el commando ‘sh’ hace ejecutar los archivos
18 make Compilación de los archivos
19 ls –ltr Listado de archivos mostrando toda su información
20 cd.. Subida de un nivel de directorio
21 cd.. Subida de un nivel de directorio
22 cd.. Subida de un nivel de directorio
23 dir Cambio de directorio (comando similar a cd.., aunque este último es el más utilizado)
24 mkdir bin Creación del directorio ‘bin’
25 mkdir data Creación del directorio ‘data’
26 cp siesta/siesta_3.2-pl-5/Obj/siesta bin Copiar el directorio ‘bin’
27 ls Listado de archivos
28 ll bin Listado de archivos del directorio bin
29 cd bin Cambio al directorio ‘bin’
30 ./siesta Ejecución del archivo ejecutable
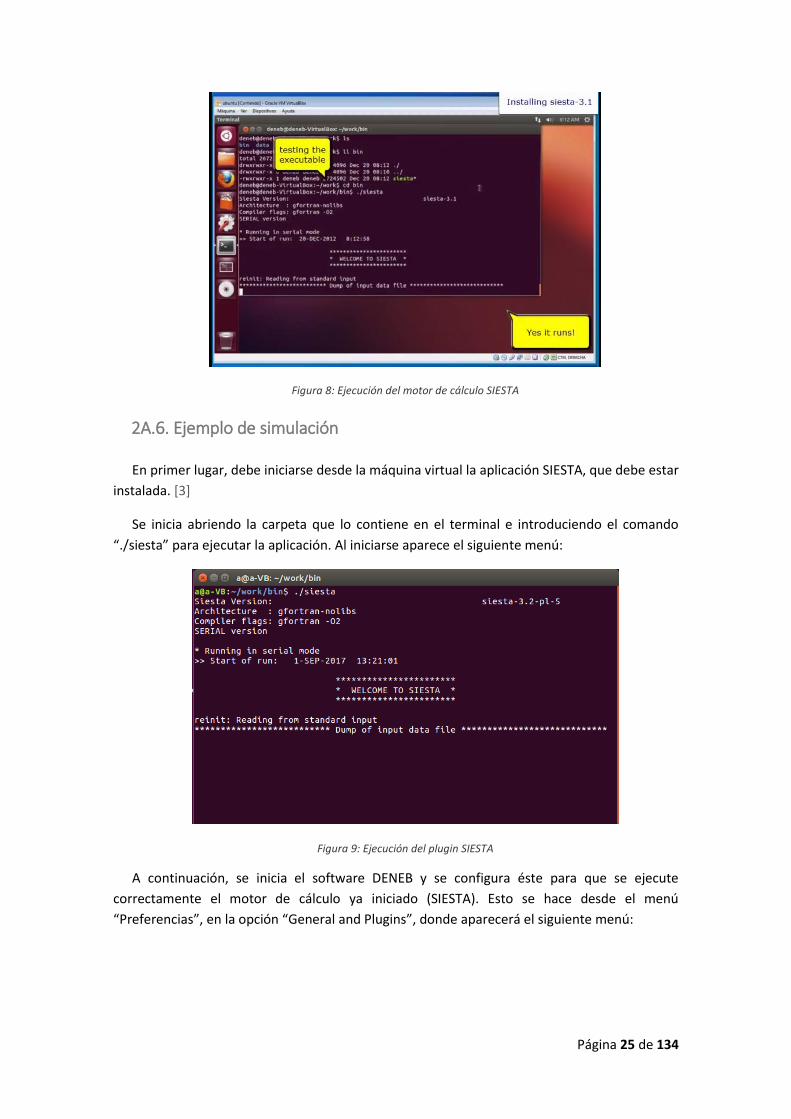
Página 25 de 134
Figura 8: Ejecución del motor de cálculo SIESTA
2A.6. Ejemplo de simulación
En primer lugar, debe iniciarse desde la máquina virtual la aplicación SIESTA, que debe estar
instalada. [3]
Se inicia abriendo la carpeta que lo contiene en el terminal e introduciendo el comando
“./siesta” para ejecutar la aplicación. Al iniciarse aparece el siguiente menú:
Figura 9: Ejecución del plugin SIESTA
A continuación, se inicia el software DENEB y se configura éste para que se ejecute
correctamente el motor de cálculo ya iniciado (SIESTA). Esto se hace desde el menú
“Preferencias”, en la opción “General and Plugins”, donde aparecerá el siguiente menú:
Página 26 de 134
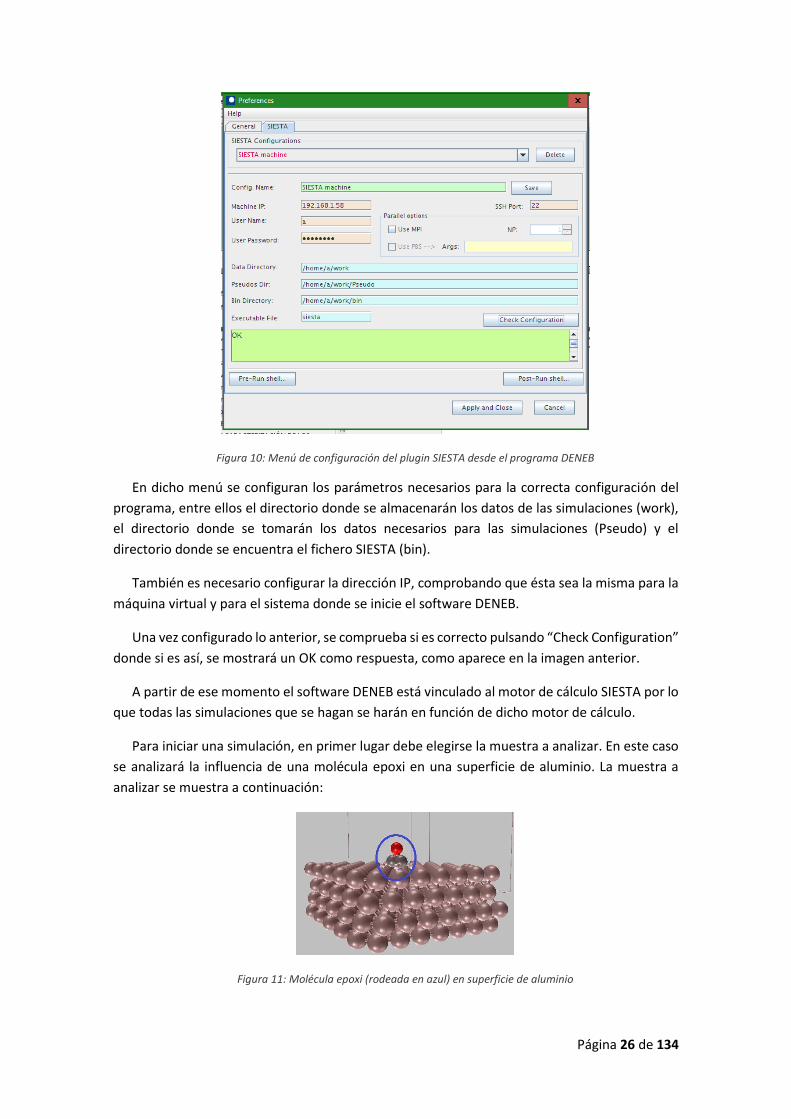
Figura 10: Menú de configuración del plugin SIESTA desde el programa DENEB
En dicho menú se configuran los parámetros necesarios para la correcta configuración del
programa, entre ellos el directorio donde se almacenarán los datos de las simulaciones (work),
el directorio donde se tomarán los datos necesarios para las simulaciones (Pseudo) y el
directorio donde se encuentra el fichero SIESTA (bin).
También es necesario configurar la dirección IP, comprobando que ésta sea la misma para la
máquina virtual y para el sistema donde se inicie el software DENEB.
Una vez configurado lo anterior, se comprueba si es correcto pulsando “Check Configuration”
donde si es así, se mostrará un OK como respuesta, como aparece en la imagen anterior.
A partir de ese momento el software DENEB está vinculado al motor de cálculo SIESTA por lo
que todas las simulaciones que se hagan se harán en función de dicho motor de cálculo.
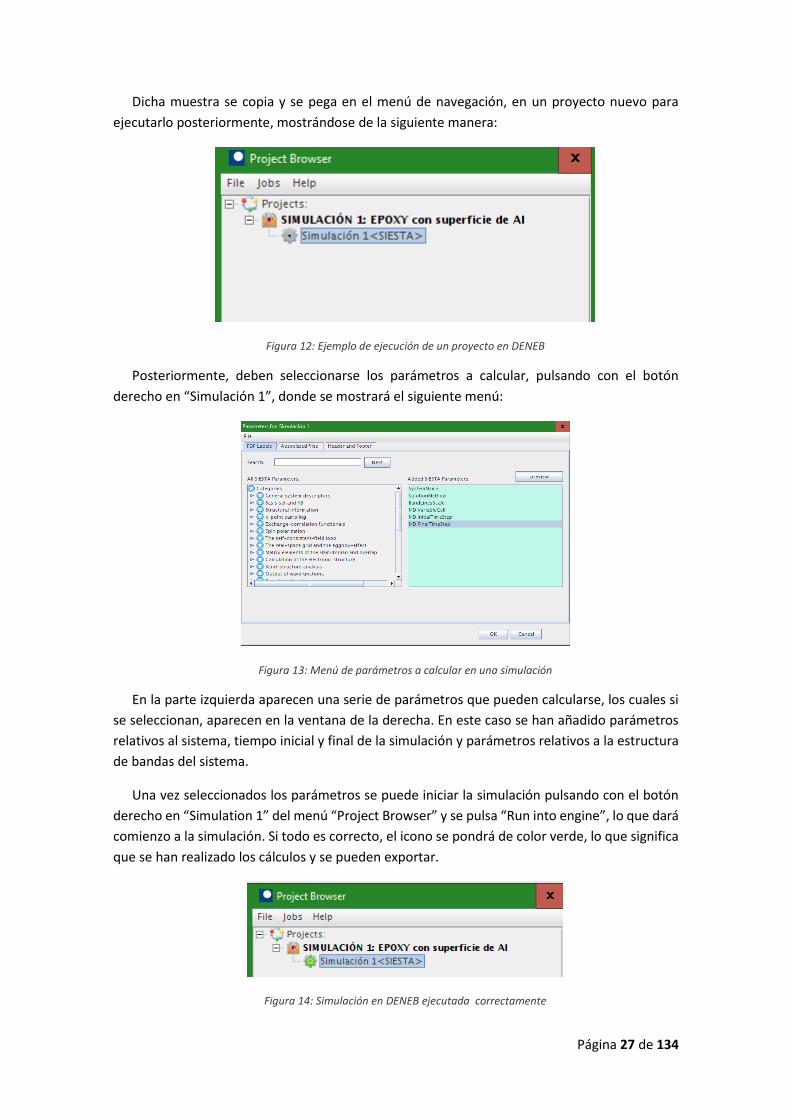
Para iniciar una simulación, en primer lugar debe elegirse la muestra a analizar. En este caso
se analizará la influencia de una molécula epoxi en una superficie de aluminio. La muestra a
analizar se muestra a continuación:
Figura 11: Molécula epoxi (rodeada en azul) en superficie de aluminio
Página 27 de 134
Dicha muestra se copia y se pega en el menú de navegación, en un proyecto nuevo para
ejecutarlo posteriormente, mostrándose de la siguiente manera:
Figura 12: Ejemplo de ejecución de un proyecto en DENEB
Posteriormente, deben seleccionarse los parámetros a calcular, pulsando con el botón
derecho en “Simulación 1”, donde se mostrará el siguiente menú:
Figura 13: Menú de parámetros a calcular en una simulación
En la parte izquierda aparecen una serie de parámetros que pueden calcularse, los cuales si
se seleccionan, aparecen en la ventana de la derecha. En este caso se han añadido parámetros
relativos al sistema, tiempo inicial y final de la simulación y parámetros relativos a la estructura
de bandas del sistema.
Una vez seleccionados los parámetros se puede iniciar la simulación pulsando con el botón
derecho en “Simulation 1” del menú “Project Browser” y se pulsa “Run into engine”, lo que dará
comienzo a la simulación. Si todo es correcto, el icono se pondrá de color verde, lo que significa
que se han realizado los cálculos y se pueden exportar.
Figura 14: Simulación en DENEB ejecutada correctamente
Página 28 de 134
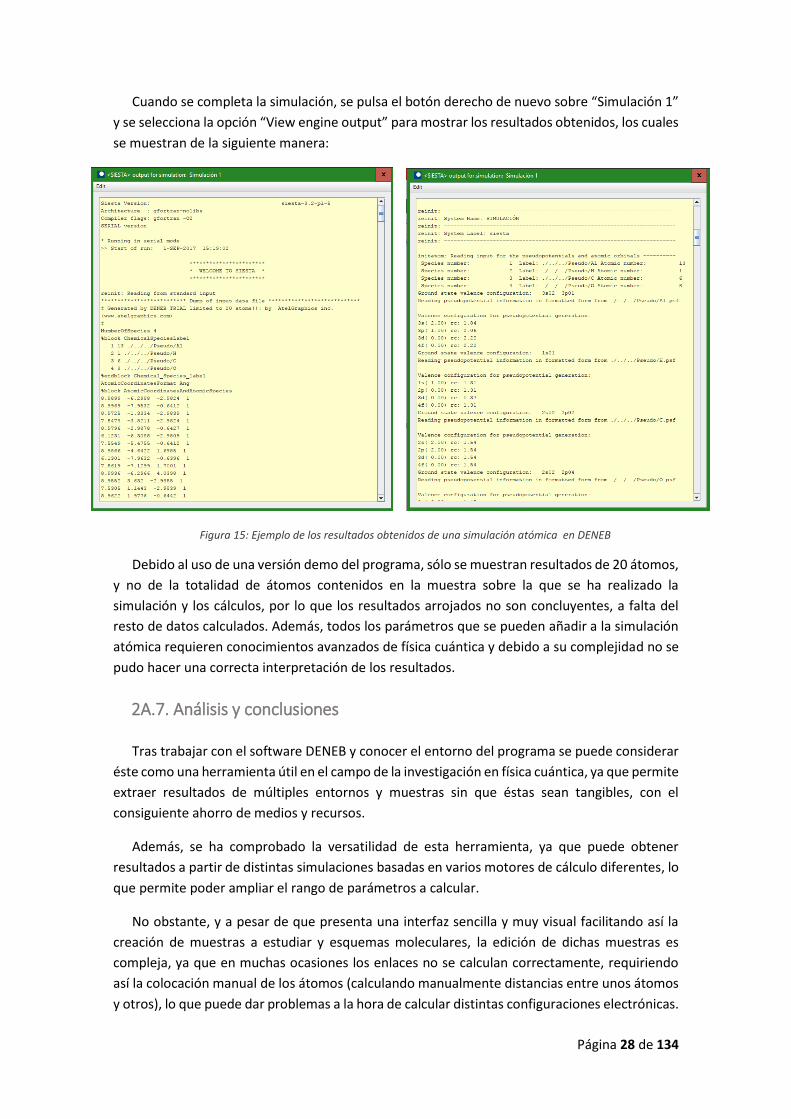
Cuando se completa la simulación, se pulsa el botón derecho de nuevo sobre “Simulación 1”
y se selecciona la opción “View engine output” para mostrar los resultados obtenidos, los cuales
se muestran de la siguiente manera:
Figura 15: Ejemplo de los resultados obtenidos de una simulación atómica en DENEB
Debido al uso de una versión demo del programa, sólo se muestran resultados de 20 átomos,
y no de la totalidad de átomos contenidos en la muestra sobre la que se ha realizado la
simulación y los cálculos, por lo que los resultados arrojados no son concluyentes, a falta del
resto de datos calculados. Además, todos los parámetros que se pueden añadir a la simulación
atómica requieren conocimientos avanzados de física cuántica y debido a su complejidad no se
pudo hacer una correcta interpretación de los resultados.
2A.7. Análisis y conclusiones
Tras trabajar con el software DENEB y conocer el entorno del programa se puede considerar
éste como una herramienta útil en el campo de la investigación en física cuántica, ya que permite
extraer resultados de múltiples entornos y muestras sin que éstas sean tangibles, con el
consiguiente ahorro de medios y recursos.
Además, se ha comprobado la versatilidad de esta herramienta, ya que puede obtener
resultados a partir de distintas simulaciones basadas en varios motores de cálculo diferentes, lo
que permite poder ampliar el rango de parámetros a calcular.
No obstante, y a pesar de que presenta una interfaz sencilla y muy visual facilitando así la
creación de muestras a estudiar y esquemas moleculares, la edición de dichas muestras es
compleja, ya que en muchas ocasiones los enlaces no se calculan correctamente, requiriendo
así la colocación manual de los átomos (calculando manualmente distancias entre unos átomos
y otros), lo que puede dar problemas a la hora de calcular distintas configuraciones electrónicas.

Página 29 de 134
Sin embargo, cabe destacar que de cara a posibles estudios más en profundidad de este
programa y los posibles motores de cálculo que puede emplear (en este caso sólo se ha utilizado
el motor de cálculo SIESTA, que era el que el programa incorporaba por defecto), sería necesario
utilizar la versión completa del programa, a fin de obtener resultados relativos al estudio de una
muestra completa, y no limitados a 20 átomos como es el caso de la versión de demostración,
la cual permite conocer el funcionamiento del programa y su manejo, pero no así abordar todo
su campo de aplicación.
Página 30 de 134
2ª PARTE: FABRICACIÓN Y CARACTERIZACIÓN DE UN NUEVO MATERIAL COMPUESTO BASADO EN PROUCTOS NATURALES
Página 31 de 134
2B. ABSTRACT
TITLE: Production and characterization of a new composite material based on natural
products
KEYWORDS: Calcium carbonate, epoxy resin, seashell, composite, testing, XRF, XRD, sample
This paper proposes the development of new composite material consisting of epoxy resin,
which acts as a matrix, and a charge of powder resulted from the crushing and grinding of shells
collected on Benicassim’s beach (Castellon), on the Mediterranean coast. First, these various
shells were classified in 7 species. Then, they were reduced in size, for which reason a universal
testing machine in the mechanical testing laboratory carried out a crushing process. This milling
process was performed in a ceramic mortar until all the samples achieved the same texture and
grain size. After this process was completed, an X-ray fluorescence analysis was executed, which
confirmed the initial premise- the sea shells were mostly made up of calcium carbonate (CaCO3)
(95%) and some other compounds in smaller proportions. Another test included an X-ray
diffraction (XRD) analysis, which showed the stage at which the calcium carbonate had
crystallized. Once all the analysis had concluded and the materials identified, some epoxy resin
was mixed with every constituent in different proportions. These mixtures were poured into
several molds in order to make different test tubes out of them. Later, traction, impact and
flexion tests were performed on the tubes and the behavior of the new composite material was
observed.
3B. RESUMEN
El presente trabajo plantea el desarrollo de un nuevo material compuesto, constituido por
una resina epoxi como elemento principal, actuando como matriz y por una carga compuesta
por polvo obtenido de la molienda de distintos tipos de conchas de moluscos obtenidas de la
playa de Benicassim (Castellón), situada en el mar Mediterráneo. En primer lugar, se clasificaron
los distintos tipos de conchas según su especie, obteniendo siete tipos distintos. Después, se
precisó disminuir el tamaño de las muestras de los distintos tipos de conchas, para lo cual se
realizó un proceso de triturado en la máquina de ensayos universales del laboratorio de ensayos
mecánicos, lo que hizo que se obtuviera una muestra de cada tipo de conchas apta para el
proceso de molienda. Este proceso se realizó en un mortero cerámico, y en cada tipo de muestra
hasta que todas tuvieran una textura y un tamaño de grano similar. Tras este proceso, se
procedió a analizar químicamente la composición de cada tipo de muestra, para lo cual se
realizaron análisis de fluorescencia de rayos X (FRX), los cuales confirmaron la premisa de la que
se partía; las conchas de moluscos estaban mayoritariamente compuestas por carbonato de
calcio (CaCO3) (del orden de un 95% en peso) y otros compuestos en proporciones menores.
Además, gracias a un posterior análisis por difracción de rayos X (DRX) se comprobó la fase en
la que cristalizaba el carbonato de calcio existente en las muestras analizadas. Una vez realizado
lo anterior y con el material perfectamente identificado se procedió a mezclar una resina epoxi
con el material analizado, añadiendo cada tipo de muestra en distintas proporciones. Estas

Página 32 de 134
mezclas se vertieron en distintos moldes a fin de hacer distintos tipos de probetas del material
compuesto, y así poder ver cómo se comporta dicho material cuando es sometido a ensayo. Los
ensayos realizados al material fueron de tracción, impacto y flexión.
4B. OBJETIVOS
El principal objetivo del presente trabajo es el análisis del material compuesto obtenido tras
añadir a una resina epoxi distintas proporciones de cargas, cuya composición mayoritaria es el
carbonato de calcio. Estas cargas han sido obtenidas a partir de materiales naturales; en este
caso, moluscos bivalvos.
En primer lugar, se procedió a la clasificación por especies de la muestra obtenida, y
posteriormente al triturado y molienda de las conchas de estos moluscos, con el fin de
analizarlas y posteriormente emplearlas como material de carga.
El análisis de composición se realizó mediante fluorescencia de rayos X (FRX), donde se
confirmó que la composición mayoritaria de éstos era de carbonato de calcio. También, para
completar la caracterización, se empleó la técnica de difracción de rayos X (DRX) para completar
el análisis químico y conocer las fases del carbonato de calcio.
Una vez completado el análisis químico, se procedió a añadir las distintas muestras molidas
de distintas especies en varias proporciones a una resina epoxi, obteniendo distintas probetas
que posteriormente se someterían a ensayos de tracción, flexión e impacto izod.
5B. ESTADO DEL ARTE: MATERIAL COMPUESTO A PARTIR DE
RESINA EPOXI Y CARBONATO DE CALCIO PROVENIENTE DE
CONCHAS DE MOLUSCOS
En los últimos años ha aumentado el número de investigaciones relacionadas con el
aprovechamiento de las conchas de moluscos, al ser éstas una reconocida fuente de carbonato
de calcio, y a priori, de fácil acceso, ya que al año se generan más de 20 millones de toneladas
de residuos orgánicos, de las cuales la inmensa mayoría son las conchas propiamente dichas.
5B.1. Conchas provenientes de moluscos
Desde un punto de vista químico, las conchas son ricas en carbonato de calcio (CaCO3), por
lo que si se someten a pirólisis (eliminando así el dióxido de carbono o CO2 de la molécula de
carbonato) se puede obtener óxido de calcio a partir de ellas (CaO).
Por tanto, es posible que las conchas adquieran las aplicaciones del carbonato de calcio, o las
del óxido de calcio. No obstante, aunque la principal composición de éstas sea el carbonato,
Página 33 de 134
pueden contener otras impurezas o materiales orgánicos, principalmente óxidos (Fe2O3, Al2O3,
SiO2, MgO) que pueden influir en la oxidación del material al que se añadan.
5B.1.1. Estudio y aplicaciones
ACONDICIONAMIENTO DE SUELOS
La práctica más común para el acondicionamiento de suelos o sustratos ácidos es la
aplicación de materiales calcáreos. El principal objetivo de este procedimiento es neutralizar los
ácidos mediante el uso de materiales que neutralicen los ácidos.
Se han dado lugar diversas investigaciones en este campo, pero hasta principios del presente
siglo (2005) no se estudió la influencia de las conchas marinas. En un estudio realizado en 2005,
se comprobó el efecto de la estabilización de suelos mediante el uso de conchas trituradas en
un suelo ácido. La mezcla de conchas hizo que el contenido de agua disminuyera
inmediatamente y el valor del pH pasara de ácido a neutro. Además, se comprobó cómo apenas
varió el hinchamiento del substrato al añadir la mezcla de conchas. [4]
Otros estudios analizaron la adsorción del ácido sulfhídrico por parte de muestras de
conchas molidas. Los resultados mostraron que las conchas adsorbían el ácido contenido en el
agua existente en los poros de las rocas del sustrato, confirmándose así que las conchas marinas
pueden ser un tratamiento efectivo para solucionar el problema de los suelos ácidos,
aumentando la cantidad de materia orgánica en los suelos y por ende, la productividad de las
zonas de cultivo. [5]
ADSORBENTES
Los adsorbentes alcalinos se usan en la industria para eliminar gases ácidos en procesos de
purificación de gases de combustión. Entre estos materiales, aquellos basados en el calcio (óxido
de calcio, carbonato de calcio) son los más utilizados por su buena reactividad y bajo coste.
En 2007 se evaluó en un estudio la viabilidad del empleo de conchas de moluscos para
adsorber gases tóxicos (SO2 / NOx) en un reactor de lecho fijo. Para ello, se realizó en primer
lugar un pretratamiento de las conchas, sometiéndolas a pirólisis e hidratación, a fin de obtener
óxido de calcio e hidróxido de calcio (CaO y Ca(OH)2, respectivamente), donde el calcio es más
reactivo con los gases ácidos. [6]
De esta manera, la superficie específica y el volumen de poro se incrementaron, por lo que
aumentó la capacidad de adsorción de gases ácidos cinco veces más que si se hubieran
empleado la muestra sin pretratar. El resultado del estudio concluyó que la capacidad para
desulfurar la muestra era mayor que para desnitrificarla. El orden de desulfuración es el
siguiente: Almeja > Ostra > Mejillón.
A partir de los resultados obtenidos, se concluyó que las conchas de moluscos bivalvos tienen
actividad desulfurante comparable a la de la piedra caliza, por lo que son un buen adsorbente
para la eliminación de gases tóxicos.

Página 34 de 134
MATERIAL DE CONSTRUCCIÓN
Desde principios de los 90 se investiga en Japón el uso de conchas marinas como sustituyente
de los agregados en materiales de construcción o en los clínkers de cemento, donde estos
materiales son mezclados con las conchas trituradas. [7]
Los resultados de estos estudios no fueron concluyentes y se comprobó que las conchas
introducidas apenas influían en las propiedades mecánicas de los cementos, incluso
añadiéndose en cantidades mayores del 40% en masa. Así pues, no hubo grandes cambios en la
resistencia a la compresión, ya que no ocurría ninguna interacción entre las muestras de conchas
y la pasta de cemento. Además, se comprobó como en hormigones, la trabajabilidad disminuía
conforme se aumentaba la cantidad de muestra añadida de conchas molidas.
OTRAS APLICACIONES
Aunque se han nombrado los estudios más significativos empleando conchas molidas en
distintos ámbitos, procesos y materiales, hay más sectores en los que actualmente se están
estudiando los distintos materiales o aplicaciones que pueden tener éstas. [8]
En la siguiente tabla se describen brevemente algunas de ellas:
Tabla 4: Análisis comparativo de las aplicaciones derivadas del reciclaje de conchas de moluscos
APPLICATION ADVANTAGES DISADVANTAGES
Catalysts Substitute for other
heterogeneous catalysts
The pretreatment (calcination, pyrolysis, etc.) may produce second pollution, limited capacity of waste elimination
Fillers
Substitute for commercial calcium carbonate and other inorganic fillers,
reduce the production cost
Improve the whiteness of composites, develop new modification method
Calcium supplements
Reduce raw materials and reserve natural resources
Improve the absorption effect, further study the supplementary effect
Bacterial Agents
Display high antibacterial effect
The pretreatment (calcination, pyrolysis, etc.) may produce second pollution, limited capacity of waste elimination
5B.1.2. Desarrollos futuros
Aunque hay diversos campos donde el uso de conchas marinas está siendo ya utilizado, se
necesitarían más estudios, a fin de mejorar su aprovechamiento, principalmente en las
siguientes áreas:
El uso de conchas como material de relleno necesita estudios que investiguen las
características superficiales de los depósitos que se generan dentro de los materiales
donde se añaden, además del estudio de la interfase entre las conchas y los
polímeros.
El uso de conchas marinas como materia prima para la fabricación de huesos
artificiales, ya que este uso tiene un potencial significativo, aunque actualmente las

Página 35 de 134
aplicaciones clínicas y los métodos para estudiar sobretodo su resistencia deben ser
objeto de más estudios a lo largo de los próximos años.
5B.2. Composites de epoxi y carbonato cálcico proveniente de conchas de
moluscos
Hoy en día es posible encontrar resinas epoxi en una amplia variedad de productos y sectores
(industria aeroespacial, revestimientos, adhesivos…). Sin embargo, la producción de estos
productos da lugar a una creciente preocupación por el medio ambiente, la cual lleva al
desarrollo de nuevos materiales de origen biológico o biodegradables. Por otro lado, la
competitividad en el mercado requiere productos con la mejor relación calidad / precio posible.
Moviéndose en esa zona, es donde el uso de rellenos es particularmente interesante.
Por otra parte, es necesario destacar la dificultad de reciclar los polímeros termoendurecibles
a base de petróleo y los problemas ambientales y de salud que implican su extracción, refino,
transporte y almacenamiento.
La incorporación de cargas en una matriz polimérica es una de las formas más rápidas y
rentables de lograr unas propiedades determinadas. Uno de los materiales más utilizados como
carga es el carbonato de calcio, debido a su bajo coste y alta capacidad para mejorar capacidades
mecánicas. En particular, las conchas marinas de moluscos bivalvos son un subproducto de la
acuicultura que debido al gran consumo de ésta industria se ha convertido en un problema en
forma de desechos sólidos. [9]
También, en algunos casos, estos desechos pueden ser directamente recogidos de playas
principalmente después de las tormentas, donde, si se eliminan de ellas dan lugar a playas
limpias y de calidad. Es posible utilizar estos residuos como bio-relleno para matrices poliméricas
ya que tienen una composición muy similar en porcentaje en masa al carbonato de calcio
convencional.
Para la realización de este estudio, las partículas de conchas molidas fueron modificadas en
su superficie añadiendo compuestos de silano, a fin de aumentar la afinidad entre la superficie
de éstas y la matriz epoxídica con la que deben mezclarse. [10]
Por estas razones, ha surgido en los últimos años un esfuerzo creciente en investigar y
desarrollar nuevos materiales termoendurecibles a partir de recursos renovables con
propiedades similares a las resinas epoxis convencionales, compatibles con distintos tipos de
cargas. Unos de los materiales más prometedores son los derivados de aceites vegetales. [11]
La epoxidación de diferentes aceites vegetales da lugar a aceites vegetales epoxidados
(EVOs). Estos aceites tienen la ventaja de provenir de fuentes renovables y de tener una baja
toxicidad. La producción industrial de estos aceites se hace con ácido peracético, obtenido por
reacción entre el ácido acético y el peróxido de hidrógeno, de la siguiente manera:
Figura 16: Formación de ácido peracético, precursor de los aceites epoxidados
Página 36 de 134
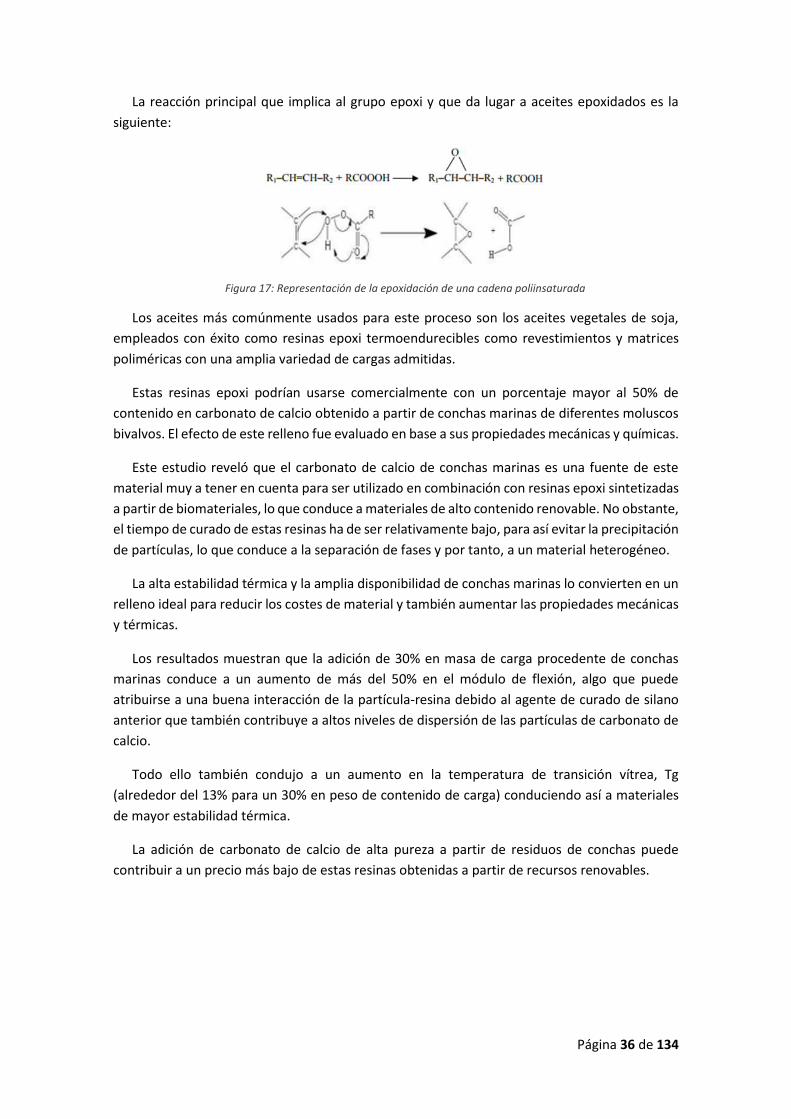
La reacción principal que implica al grupo epoxi y que da lugar a aceites epoxidados es la
siguiente:
Figura 17: Representación de la epoxidación de una cadena poliinsaturada
Los aceites más comúnmente usados para este proceso son los aceites vegetales de soja,
empleados con éxito como resinas epoxi termoendurecibles como revestimientos y matrices
poliméricas con una amplia variedad de cargas admitidas.
Estas resinas epoxi podrían usarse comercialmente con un porcentaje mayor al 50% de
contenido en carbonato de calcio obtenido a partir de conchas marinas de diferentes moluscos
bivalvos. El efecto de este relleno fue evaluado en base a sus propiedades mecánicas y químicas.
Este estudio reveló que el carbonato de calcio de conchas marinas es una fuente de este
material muy a tener en cuenta para ser utilizado en combinación con resinas epoxi sintetizadas
a partir de biomateriales, lo que conduce a materiales de alto contenido renovable. No obstante,
el tiempo de curado de estas resinas ha de ser relativamente bajo, para así evitar la precipitación
de partículas, lo que conduce a la separación de fases y por tanto, a un material heterogéneo.
La alta estabilidad térmica y la amplia disponibilidad de conchas marinas lo convierten en un
relleno ideal para reducir los costes de material y también aumentar las propiedades mecánicas
y térmicas.
Los resultados muestran que la adición de 30% en masa de carga procedente de conchas
marinas conduce a un aumento de más del 50% en el módulo de flexión, algo que puede
atribuirse a una buena interacción de la partícula-resina debido al agente de curado de silano
anterior que también contribuye a altos niveles de dispersión de las partículas de carbonato de
calcio.
Todo ello también condujo a un aumento en la temperatura de transición vítrea, Tg
(alrededor del 13% para un 30% en peso de contenido de carga) conduciendo así a materiales
de mayor estabilidad térmica.
La adición de carbonato de calcio de alta pureza a partir de residuos de conchas puede
contribuir a un precio más bajo de estas resinas obtenidas a partir de recursos renovables.
Página 37 de 134
6B. ESTUDIO Y CARACTERIZACIÓN DE LOS ELEMENTOS QUE
COMPONEN EL MATERIAL COMPUESTO (I): RESINA EPOXI
6B.1. Aspectos generales
6B.1.1. Definición y aspectos fundamentales
Las resinas epoxi son productos reactivos utilizados para producir una clase versátil de
polímeros termoestables, que se endurecen cuando se mezclan con un agente catalizador. [12]
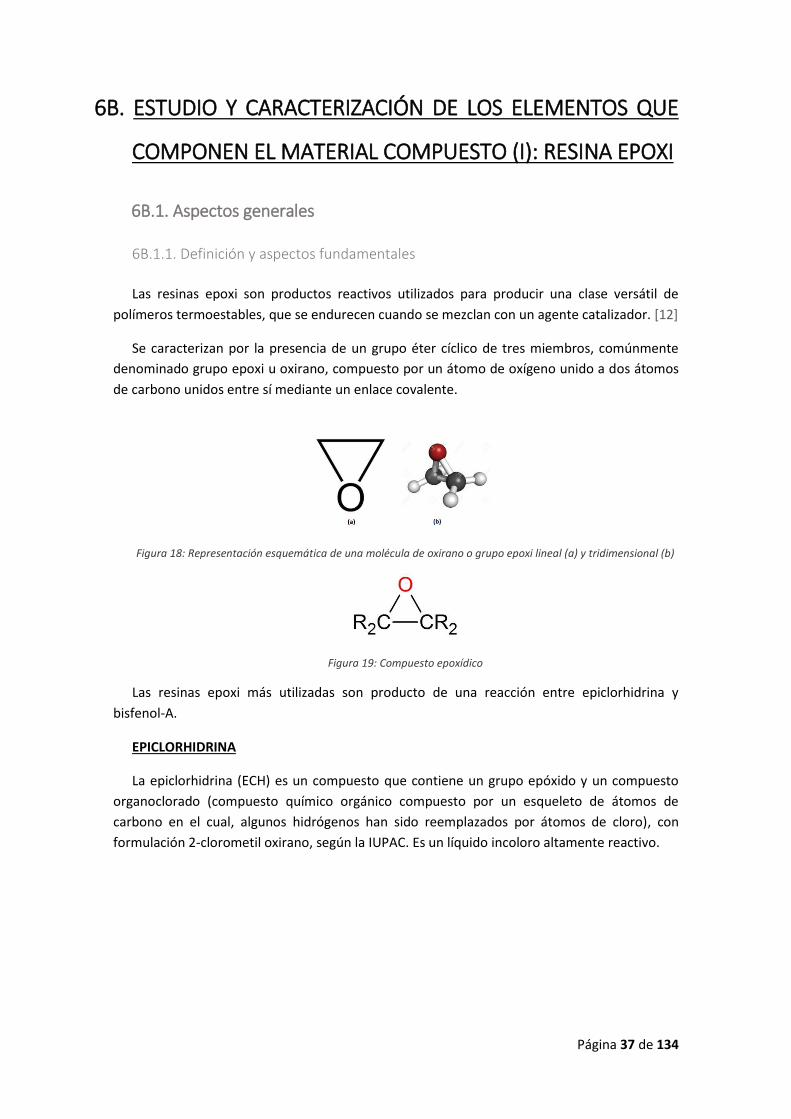
Se caracterizan por la presencia de un grupo éter cíclico de tres miembros, comúnmente
denominado grupo epoxi u oxirano, compuesto por un átomo de oxígeno unido a dos átomos
de carbono unidos entre sí mediante un enlace covalente.
Figura 18: Representación esquemática de una molécula de oxirano o grupo epoxi lineal (a) y tridimensional (b)
Figura 19: Compuesto epoxídico
Las resinas epoxi más utilizadas son producto de una reacción entre epiclorhidrina y
bisfenol-A.
EPICLORHIDRINA
La epiclorhidrina (ECH) es un compuesto que contiene un grupo epóxido y un compuesto
organoclorado (compuesto químico orgánico compuesto por un esqueleto de átomos de
carbono en el cual, algunos hidrógenos han sido reemplazados por átomos de cloro), con
formulación 2-clorometil oxirano, según la IUPAC. Es un líquido incoloro altamente reactivo.
Página 38 de 134
Figura 20: Esquema de una molécula de epiclorhidrina lineal (a) y tridimensional (b)
BISFENOL A
El bisfenol-A (BPA) es un compuesto orgánico con dos grupos fenol, con fórmula
(CH3)2C(C6H4OH)2 y formulación 4,4-(propano-2,2-diil)difenol. Es un sólido incoloro soluble en
disolventes orgánicos, pero muy poco soluble en agua.
Figura 21: Esquema de una molécula de bisfenol-A lineal (a) y tridimensional (b)
Las características de este tipo de productos termoendurecibles derivados del son derivadas
del propio bisfenol-A (dureza, rigidez y rendimiento a alta temperatura), los enlaces éter
(resistencia química) y de los grupos hidroxilo y epoxi (agentes adhesivos). Estas características,
confieren a las resinas unas propiedades que las hacen ser beneficiosas para múltiples
aplicaciones.
Para el endurecimiento de las resinas epoxi se emplean agentes de curado o endurecedores,
ya que por lo general, las resinas epoxi sin curar tienen malas propiedades mecánicas, químicas
y térmicas. Sin embargo, cuando reaccionan con agentes de curado forman estructuras
tridimensionales con estructura termoestable (entrecruzamientos).
Al mezclar la resina con el agente de curado o endurecedor, se produce una reacción de
curado que provoca la solidificación de la resina, que se produce a temperatura ambiente.
Durante este proceso de curado, se forman enlaces cruzados, los cuales provocan el
endurecimiento del material, y haciendo también que el peso molecular del nuevo producto sea
elevado.
El agente de curado o endurecedor, al añadirse en cierta cantidad a una sustancia
macromolecular determinada (en este caso una resina epoxi), reacciona con ésta y le confiere
una serie de características perfectamente definidas, de las que anteriormente carecí.
El curado de las resinas epoxi implica una reacción exotérmica, que en algunos casos produce
el suficiente calor como para autodegradar el propio material.
Página 39 de 134
Las resinas epoxi más frecuentes son producto de una reacción entre el bisfenol A y la
epiclorhidrina. No obstante, aparte del bisfenol-A, se emplean también otros materiales de
partida, tales como glicoles para producir otros tipos de resinas especiales.
6B.1.2. Historia
La historia de estas resinas empieza en 1854 cuando Marcellin Berthelot preparó por primera
vez epiclorhidrina, haciendo reaccionar glicerol con tricloruro de fósforo. El siguiente paso llegó
en 1905, cuando Theodor Zincke sintetizó por primera vez bisfenol A puro, a partir de acetona y
fenol.
No fue hasta 1936 cuando Pierre Castan, en Suiza, sintetizó satisfactoriamente una resina
epoxi, la cual endureció con anhídrido ftálico. El uso de la resina endurecida fue previsto para
aplicaciones en productos dentales. No obstante, los primeros intentos de comercializar la
resina no tuvieron éxito.
Otro avance tuvo lugar en 1939, cuando W. Bock y J.H. Tischbein, del IG Farben (grupo
alemán de empresas de la industria del colorante), patentaron la reacción entre diepóxidos y
poliamidas, usando los productos resultantes en aplicaciones en la industria textil.
En 1943, en Estados Unidos, S. Greenlee patentó la resina obtenida a partir de la reacción de
bisfenol A con epiclorhidrina y su uso para recubrimientos, estableciendo de esa manera los
fundamentos del uso industrial de las resinas epoxi en Estados Unidos. No obstante, la
producción de bisfenol-A a nivel industrial a partir de acetona y fenol empezó después de 1945,
al acabar la II Guerra Mundial.
Paralelamente, en Europa, la compañía Ciba AG (Chemical Industries in Basel), en 1946, tras
desarrollar una patente propia, mostró en la Feria de Industrias Suizas el primer adhesivo epoxi.
Desde ese momento, a partir de la década de los 40, cuando tanto en Europa como en
Estados Unidos se comercializaron las resinas epoxi, se produjo un aumento continuo en la
producción industrial de este tipo de resinas, lo que llevó a que a finales de la década de 1940
se produjeran las primeras investigaciones en el campo de las resinas epoxi a partir de
bisfenol-A.
A partir de 1960, la variedad de resinas epoxi en el mercado empezó a aumentar. Distintas
compañías como Ciba AG, Dow Chemical o Shell, introdujeron nuevas variedades de resinas
epoxi, y fue también cuando comenzaron a comercializarse las resinas con un agente
endurecedor de forma progresiva en todo el mundo. Ciba pasó a convertirse con los años en
uno de los tres principales productores de resina epoxi en todo el mundo, comercializándolas
bajo el nombre de Araldite. Más adelante, la parte comercial de epoxi de Ciba se separó y más
tarde se vendió a finales de 1990 a la unidad de negocios de materiales avanzados de Huntsman
Corporation de Estados Unidos, uno de los principales productores de productos químicos a
nivel mundial.
También fue clave el hecho de que a principios de los 60 también comenzaran a producirse
en China las primeras resinas epoxi de forma industrial, donde a finales de los 70 ya existía una
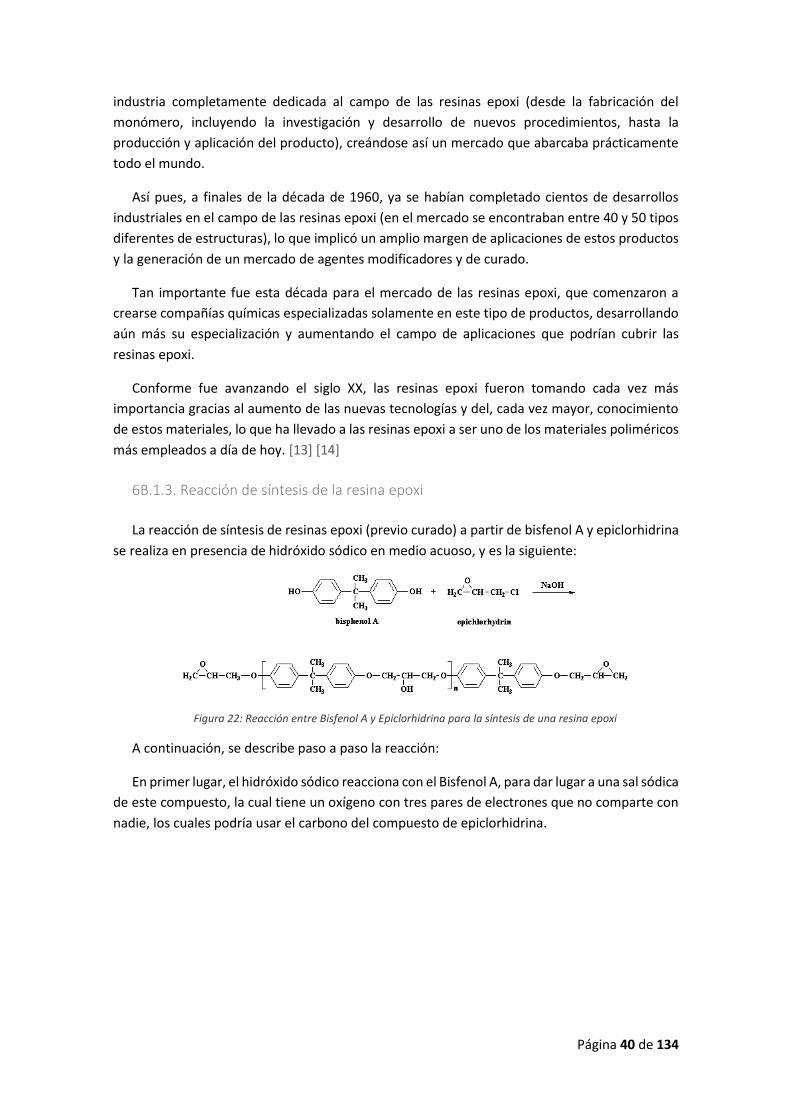
Página 40 de 134
industria completamente dedicada al campo de las resinas epoxi (desde la fabricación del
monómero, incluyendo la investigación y desarrollo de nuevos procedimientos, hasta la
producción y aplicación del producto), creándose así un mercado que abarcaba prácticamente
todo el mundo.
Así pues, a finales de la década de 1960, ya se habían completado cientos de desarrollos
industriales en el campo de las resinas epoxi (en el mercado se encontraban entre 40 y 50 tipos
diferentes de estructuras), lo que implicó un amplio margen de aplicaciones de estos productos
y la generación de un mercado de agentes modificadores y de curado.
Tan importante fue esta década para el mercado de las resinas epoxi, que comenzaron a
crearse compañías químicas especializadas solamente en este tipo de productos, desarrollando
aún más su especialización y aumentando el campo de aplicaciones que podrían cubrir las
resinas epoxi.
Conforme fue avanzando el siglo XX, las resinas epoxi fueron tomando cada vez más
importancia gracias al aumento de las nuevas tecnologías y del, cada vez mayor, conocimiento
de estos materiales, lo que ha llevado a las resinas epoxi a ser uno de los materiales poliméricos
más empleados a día de hoy. [13] [14]
6B.1.3. Reacción de síntesis de la resina epoxi
La reacción de síntesis de resinas epoxi (previo curado) a partir de bisfenol A y epiclorhidrina
se realiza en presencia de hidróxido sódico en medio acuoso, y es la siguiente:
Figura 22: Reacción entre Bisfenol A y Epiclorhidrina para la síntesis de una resina epoxi
A continuación, se describe paso a paso la reacción:
En primer lugar, el hidróxido sódico reacciona con el Bisfenol A, para dar lugar a una sal sódica
de este compuesto, la cual tiene un oxígeno con tres pares de electrones que no comparte con
nadie, los cuales podría usar el carbono del compuesto de epiclorhidrina.

Página 41 de 134
Figura 23: Reacción del bisfenol A con hidróxido sódico en medio acuoso
A continuación, el oxígeno dona un par de sus electrones al carbono mencionado
anteriormente. Este carbono sólo puede compartir cuatro pares de electrones una vez, por lo
que este carbono de la molécula de epiclorhidrina, para unirse con el oxígeno, deberá dejar de
compartir electrones con el cloro.
Figura 24: Reacción de la sal del bisfenol A con la epiclorhidrina
Finalmente se obtiene una molécula similar al bisfenol A, pero con un grupo epoxi en ella.
También, como resultado de la reacción se obtiene cloruro de sodio.
Para una proporción de dos moléculas de epiclorhidrina por cada molécula de bisfenol A, se
obtiene un compuesto con un grupo epoxi en cada lado de la molécula de bisfenol A.
Figura 25: Reacción de la sal de bisfenol A con epiclorhidrina, donde se obtiene el éter diglicidílico de bisfenol A
La reacción finaliza cuando no hay más bisfenol A que pueda reaccionar con los grupos de
epiclorhidrina, obteniendo el compuesto denominado como éter diglicidílico de bisfenol A
(DGEBA), o resina epoxi A.
Cuando no hay exceso de epiclorhidrina, y toda ella reacciona con el bisfenol A (para formar
una molécula completa se necesitarían dos moléculas de epiclorhidrina, una por cada extremo

Página 42 de 134
del bisfenol A), se da lugar a una mezcla al 50% del compuesto de resina epoxi con la sal de
bisfenol A, de la siguiente forma:
Figura 26: Mezcla de reacción para la obtención de resina epoxi
Las dos moléculas representadas en la figura anterior pueden reaccionar si la sal ataca a la
resina epoxi, de la siguiente manera:
Figura 27: Ataque de la sal de sodio a la resina al éter diglicidílico de bisfenol A.
A partir de la molécula obtenida de la anterior reacción, si entra en juego una molécula de
agua, (obtenidas cuando se formó la sal de bisfenol A), un par de electrones del oxígeno atacarán
uno de los hidrógenos de la molécula de agua y lo incorporarán a la molécula, obteniendo un
grupo alcohol.
Figura 28: Obtención del compuesto de resina epoxi tras su reacción de síntesis
Si se repiten los dos mecanismos anteriores, se obtiene la estructura completa
macromolecular de la resina epoxi, expresada de la siguiente manera:
Figura 29: Polímero de DGEBA, o resina epoxi
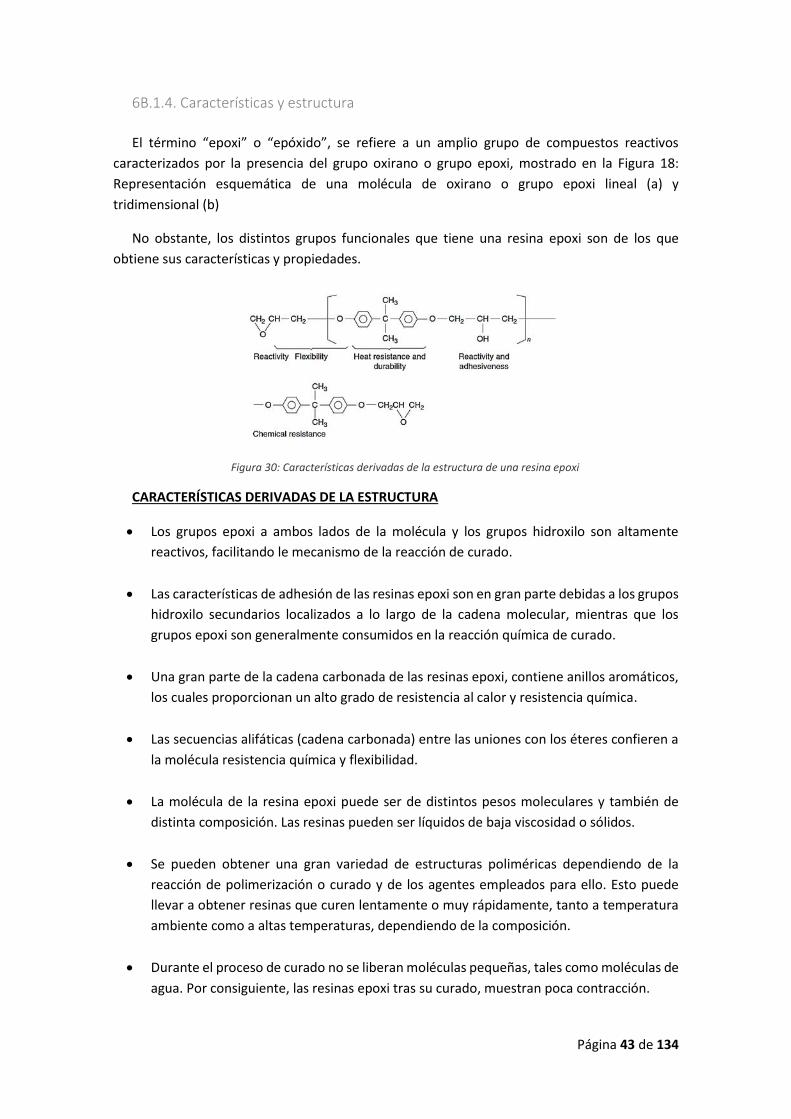
Página 43 de 134
6B.1.4. Características y estructura
El término “epoxi” o “epóxido”, se refiere a un amplio grupo de compuestos reactivos
caracterizados por la presencia del grupo oxirano o grupo epoxi, mostrado en la Figura 18:
Representación esquemática de una molécula de oxirano o grupo epoxi lineal (a) y
tridimensional (b)
No obstante, los distintos grupos funcionales que tiene una resina epoxi son de los que
obtiene sus características y propiedades.
Figura 30: Características derivadas de la estructura de una resina epoxi
CARACTERÍSTICAS DERIVADAS DE LA ESTRUCTURA
Los grupos epoxi a ambos lados de la molécula y los grupos hidroxilo son altamente
reactivos, facilitando le mecanismo de la reacción de curado.
Las características de adhesión de las resinas epoxi son en gran parte debidas a los grupos
hidroxilo secundarios localizados a lo largo de la cadena molecular, mientras que los
grupos epoxi son generalmente consumidos en la reacción química de curado.
Una gran parte de la cadena carbonada de las resinas epoxi, contiene anillos aromáticos,
los cuales proporcionan un alto grado de resistencia al calor y resistencia química.
Las secuencias alifáticas (cadena carbonada) entre las uniones con los éteres confieren a
la molécula resistencia química y flexibilidad.
La molécula de la resina epoxi puede ser de distintos pesos moleculares y también de
distinta composición. Las resinas pueden ser líquidos de baja viscosidad o sólidos.
Se pueden obtener una gran variedad de estructuras poliméricas dependiendo de la
reacción de polimerización o curado y de los agentes empleados para ello. Esto puede
llevar a obtener resinas que curen lentamente o muy rápidamente, tanto a temperatura
ambiente como a altas temperaturas, dependiendo de la composición.
Durante el proceso de curado no se liberan moléculas pequeñas, tales como moléculas de
agua. Por consiguiente, las resinas epoxi tras su curado, muestran poca contracción.
Página 44 de 134
Las resinas epoxy producidas comercialmente no están necesariamente terminadas con
grupos epoxi o son moléculas totalmente lineales. Puede ocurrir que se formen pequeñas
ramificaciones, siendo los grupos de los extremos tanto éter como hidroxilo. La cantidad y el
grado de las ramificaciones varían según la resina y el fabricante. [15]
6B.1.5. Clasificación y tipos
Se producen un amplio rango de resinas epoxi, donde los principales tipos, usados en
adhesivos y sellantes se muestran en la tabla siguiente. No obstante, también hay más tipos de
resinas epoxi usadas en otro tipo de aplicaciones. [16]
Tabla 5: Clasificación de los principales tipos de resina epoxi
TIPO DE RESINA EPOXI CARACTERÍSTICAS
Éter diglicidílico de bisfenol A (DGEBA) Uso general en adhesivos y sellantes
Éter diglicidílico de bisfenol F (DGEBF) Viscosidad muy baja
Resina epoxi novolac (fenólicas) Alto calor de reacción y alta resistencia
química, alto rendimiento
Resina epoxi alifática Alta reactividad y baja viscosidad
Resina epoxi glicidilamina Alto módulo de dureza y alta Tg
Resinas epoxi de bisfenol A
Este tipo de resinas dan lugar a un material final de alto peso molecular, debido a la presencia
de grupos reactivos que generan largas cadenas entrecruzadas, dando lugar a un polímero
termoestable.
Resinas epoxi de bisfenol F
Las resinas epoxi basadas en bisfenol F, comparadas con las de bisfenol A, tienen una
viscosidad menor y un grado mayor de grupos epoxi, lo que una vez realizado el curado, les
confiere una mayor resistencia química.
Resinas epoxi novolac (fenólicas)
La reacción de grupos fenol con formaldehído y la adición de grupos glicidil provenientes de
la epiclorhidrina, produce resinas epoxi novolac o resinas fenólicas. Estas son altamente
viscosas, con un alto grado de entrecruzamientos que provoca alta resistencia química y alta
temperatura de reacción, pero baja flexibilidad.
Resinas epoxi alifáticas
Las resinas epoxi alifáticas se forman por la formación de grupos glicidil a partir de alcoholes
o polioles.
Figura 31: Grupo glicidil
Página 45 de 134
Estas resinas generalmente presentan una baja viscosidad a temperatura ambiente, y son
referidas habitualmente como diluyentes reactivos.
Resina epoxi de glicidilamina
Las resinas epoxy de glicidilamina son unas resinas con altas propiedades, las cuales se
forman cuando las aminas aromáticas reaccionan con la epiclorhidrina. Estas resinas tienen una
viscosidad media-baja a temperatura ambiente, lo que las hace fáciles de procesar. Además,
también tienen una alta reactividad, y resistencia a altas temperaturas, así como buenas
propiedades mecánicas, lo que las hace ser empleadas en materiales para la industria
aeroespacial.
6B.1.6. Propiedades físicas y químicas
A pesar de la gran cantidad de tipos y variedades de resinas epoxi, y de la modificación de
sus características en función de la aplicación, hay una serie de propiedades que están siempre
presente en este tipo de materiales, y que se nombran a continuación. [17]
Adhesión
Una de las principales características de las resinas epoxi es su capacidad para adherirse a
gran cantidad de sustratos. La razón de ello es la presencia de grupos hidroxilo polares y de
enlaces éter. Su insignificante encogimiento también implica que el contacto entre el epoxi y el
sustrato no está perturbado por ningún tipo de tensión.
Dureza
Ningún otro material plástico puede proporcionar tanta resistencia mecánica como una
resina epoxi perfectamente curada. De nuevo, esto ocurre debido a la mínima contracción
durante su endurecimiento, de forma que se evitan las tensiones internas que provocarían su
mayor fragilidad.
Resistencia química
Por lo general, las resinas epoxi suelen ser muy resistentes a cualquier producto químico. Es
especialmente reseñable su resistencia a los ácidos y a los productos alcalinos, lo que hace que
sean muy útiles en recubrimientos.
Impermeabilidad
Los productos derivados de resinas epoxi son considerados impermeables y por ello se usan
a menudo como recubrimientos de productos en contacto con el agua.
Resistencia al calor
En cuanto a la resistencia al calor, las resinas epoxi que curan a temperatura ambiente
difieren ligeramente de las que se endurecen con calor. De hecho, suelen especificar esta
resistencia de manera distinta; una de ellas como temperatura de degradación y el otro tipo
expresando la temperatura de transición vítrea.
Página 46 de 134
Modificabilidad
Quizá esta sea la propiedad clave de las resinas epoxi, y es que su capacidad para modificar
sus propiedades en función de su composición o de las cargas añadidas les confiere una
versatilidad única y la posibilidad de usarse en un gran rango de aplicaciones.
Estabilidad ante la luz
Las resinas epoxi que contienen anillos aromáticos en su composición suelen ser sensibles a
la radiación ultravioleta (UV), la cual provoca que se vuelvan de un color amarillento.
Encogimiento durante el curado
A diferencia de otros materiales cuando se solidifican, las resinas epoxi apenas disminuyen
su tamaño durante este proceso. Esto es debido a que los grupos epoxi apenas cambian su
orientación durante el curado comparados con otros materiales.
6B.2. Reacción de curado
Las resinas epoxi son capaces de reaccionar con diversos agentes de curado o con ellas
mismas (mediante el uso de catalizadores), para formar materiales sólidos reticulados con una
resistencia y adhesión considerables.
Esta transformación se denomina generalmente curado o endurecimiento. Esta capacidad
para transformarse de un líquido de baja viscosidad en un termoestable duro y resistente, es
una propiedad única de las resinas epoxi, y probablemente, gracias a la cual, adquieren su valor
añadido.
Esto se logra mediante la adición de un compuesto químicamente activo conocido como
agente de curado, catalizador o endurecedor. Dependiendo de los detalles o de la propia
formulación de la resina epoxi, el curado puede realizarse a temperatura ambiente, con la
aplicación de calor externo, o con la aplicación de una fuente de energía externa distinta al calor,
tales como el haz de luz ultravioleta (UV) o de electrones.
La reacción de curado de las resinas epoxi se inicia una vez que la resina se mezcla con el
agente de curado, en una cantidad determinada, especificada por el fabricante del producto.
Este curado, es un proceso exotérmico, donde el calor se genera como resultado de la reacción
química que está ocurriendo.
El calor insuficiente durante el proceso de curado dará lugar a una red con polimerización
incompleta y, por tanto, reducirá la resistencia mecánica, química y térmica.
El principal problema que puede resultar del curado de las resinas epoxi está en manejar el
producto de la manera correcta y en las cantidades precisas, a fin de evitar el curado prematuro,
lo cual no dará al producto la totalidad de propiedades finales, y dará lugar a reacciones
secundarias no deseadas.

Página 47 de 134
6B.2.1. Agentes de curado
En un principio, se podría considerar como agente de curado cualquier sustancia con un
hidrógeno reactivo que reaccione con los grupos epoxi de la resina.
Actualmente, en el mercado existen una amplia variedad de agentes de curado para las
resinas epoxi, dependiendo del proceso y de las propiedades requeridas, así como del tipo de
resina. Estos agentes se fabrican según el tipo de resina con la que se vayan a mezclar, y de las
propiedades finales que se desean.
Los agentes de curado utilizados más comúnmente incluyen aminas, poliamidas, resinas
fenólicas, anhídridos, isocianatos y polimercaptanos.
La cinética de curado y la Tg (temperatura de transición vítrea) dependen de la estructura
molecular del endurecedor.
La estequiometría del sistema resina epoxi-agente de curado afecta también a las
propiedades del material endurecido. Empleando diversos tipos y cantidades de endurecedor,
se pueden controlar la densidad de reticulación, y a partir de ahí, variar la estructura.
Una gran mayoría de los agentes de curado están basados en aminas y en resinas fenólicas,
los cuales se describen a continuación:
Agentes de curado a base de amina:
Las aminas son los agentes de curado más usados para las resinas epoxi. Las aminas primarias
y secundarias son altamente reactivas con este tipo de compuestos.
Sin embargo, las aminas terciarias se emplean generalmente como catalizadores, conocidos
comúnmente como aceleradores de la reacción de curado. El uso de una cantidad excesiva de
catalizador consigue un curado más rápido, a expensas de la vida útil y la estabilidad térmica.
Figura 32: Aminas primaria (izq), secundaria (centro) y terciaria (dcha)
Las aminas primarias experimentan una reacción de adición con el grupo epoxi para formar
un grupo hidroxilo y una amina secundaria. Esta amina secundaria puede reaccionar
adicionalmente con otro grupo epoxi, formando una amina terciaria y un hidroxilo adicional.
Todo ello provoca que se forme una red tridimensional reticulada, que confiere al producto
resultante una estructura de termoestable.
Además, el tipo de amina alterará tanto las propiedades de procesamiento (viscosidad,
reactividad) como las propiedades finales (resistencia mecánica, térmica y química) de la red
resultante. Por tanto, la estructura de la amina se selecciona de acuerdo con la aplicación.

Página 48 de 134
A continuación, se muestran algunos de los agentes de curado de resinas epoxi a base de
aminas:
Tabla 6: Agentes de curado de resinas epoxi a base de aminas
DENOMINACIÓN COMPUESTO
Dietilentriamina (DTA)
Trietilentetraamina (TTA)
m-Xilenodiamina (m-XDA)
Diaminodifenilmetano (DDM)
Agentes de curado anhídridos:
Las resinas epoxi se pueden curar con anhídridos cíclicos a altas temperaturas. Esta reacción
puede producirse por una reacción secundaria entre grupos epóxido e hidroxilo, pero esto se
puede evitar añadiendo aminas terciarias.
La baja viscosidad y el alto calor latente de este tipo de endurecedores los hace adecuados
para sistemas de procesamiento que requieren la adición de cargas antes del curado.
Tabla 7: Agentes de curado de resinas epoxi a base de anhídridos
DENOMINACIÓN COMPUESTO
Anhídrido ftálico
Anhídrido acético
Anhídrido metil ftálico
Página 49 de 134
Agentes de curado fenólicos:
Las resinas epoxi, cuando el agente de curado es de origen fenólico, adquieren una gran
adherencia, resistencia mecánica, química y resistencia a la llama. Para este tipo de curado, se
necesita un acelerador para que ocurra la reacción completa.
Este tipo de agentes pueden reaccionar con resinas epoxi a temperaturas elevadas
(130-180 ᵒC), normalmente en presencia de un catalizador.
El material resultante tiene enlaces éter y muestra una mayor resistencia química y a la
oxidación que la que se obtiene por curado con aminas o anhídridos.
Dado que muchas clases de este tipo de endurecedores son sólidos, se emplean a menudo
para recubrimientos en polvo.
Figura 33: Representación del fenol
Agentes de curado de mercaptano:
Este tipo de agentes de curado, también conocidos como tioles, contienen un azufre que
reacciona muy fácilmente con el grupo epoxi, incluso a temperatura ambiente o más baja.
Figura 34: Representación básica de un tiol o mercaptano
Aunque la red resultante no muestra demasiada resistencia química, la alta reactividad del
grupo tiol lo hace muy útil para aplicaciones en las que no es posible el curado por calentamiento
o se requiere el curado rápido.
Figura 35: Agente de curado a base de un polimercaptano
6B.2.2. Mecanismo de curado
A continuación se describe el mecanismo de curado de una resina epoxi, al mezclar la propia
resina con un agente de curado. El agente de curado empleado será una amina, dado que son
los compuestos más empleados para el curado de las resinas. [18]
Considerando la estructura de una resina epoxi, como bien hemos visto en apartados
anteriores (ver Figura 12), con dos grupos hidroxilo químicamente activos, éstos pueden
reaccionar con distintos agentes de curado. El grupo epoxi también es altamente reactivo.
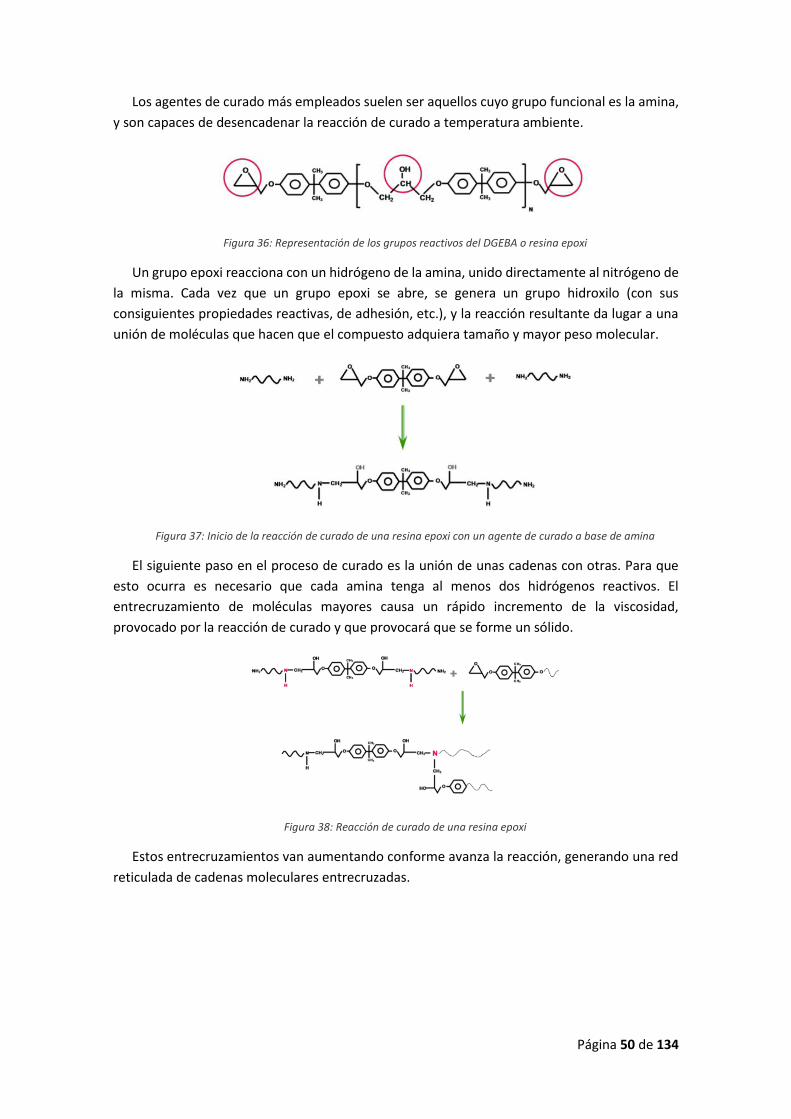
Página 50 de 134
Los agentes de curado más empleados suelen ser aquellos cuyo grupo funcional es la amina,
y son capaces de desencadenar la reacción de curado a temperatura ambiente.
Figura 36: Representación de los grupos reactivos del DGEBA o resina epoxi
Un grupo epoxi reacciona con un hidrógeno de la amina, unido directamente al nitrógeno de
la misma. Cada vez que un grupo epoxi se abre, se genera un grupo hidroxilo (con sus
consiguientes propiedades reactivas, de adhesión, etc.), y la reacción resultante da lugar a una
unión de moléculas que hacen que el compuesto adquiera tamaño y mayor peso molecular.
Figura 37: Inicio de la reacción de curado de una resina epoxi con un agente de curado a base de amina
El siguiente paso en el proceso de curado es la unión de unas cadenas con otras. Para que
esto ocurra es necesario que cada amina tenga al menos dos hidrógenos reactivos. El
entrecruzamiento de moléculas mayores causa un rápido incremento de la viscosidad,
provocado por la reacción de curado y que provocará que se forme un sólido.
Figura 38: Reacción de curado de una resina epoxi
Estos entrecruzamientos van aumentando conforme avanza la reacción, generando una red
reticulada de cadenas moleculares entrecruzadas.
Página 51 de 134
6B.3. Aspectos económicos y usos
6B.3.1. Aplicaciones
Las aplicaciones de los productos basados en resinas epoxi son muy amplias e incluyen
muchos campos. Además, muchas de sus propiedades se pueden modificar añadiendo distintos
componentes previo al curado.
Las aplicaciones principales de las resinas epoxi son las siguientes:
Pinturas y acabados
Las resinas epoxi se usan mucho como recubrimientos y acabados, tanto para proteger de la
corrosión como para mejorar la adherencia de posibles posteriores capas de pintura.
Los recubrimientos de resina epoxi son principalmente empleados en el sector de la
automoción desde que son más resistentes que las pinturas de látex.
No obstante las pinturas basadas en sistemas epoxi tienden a deteriorarse con el tiempo
debido a la exposición reiterada a la radiación ultravioleta.
Otro sector de aplicación de las resinas epoxi es el revestimiento de latas o contenedores
metálicos a fin de evitar la oxidación, sobretodo en alimentos ácidos.
Adhesivos
Los adhesivos epoxi constituyen una gran parte de los adhesivos conocidos como
estructurales o adhesivos de ingeniería. Estos adhesivos se usan en la construcción de aviones,
automóviles, bicicletas, etc. Pegan una gran cantidad de materiales, incluso plásticos,
consiguiendo que el acabado final pueda ser rígido o flexible, coloreado o transparente.
Por lo general, los adhesivos secados con calor y no con temperatura ambiente suelen ser
más resistentes al calor y a los agentes químicos. No obstante, ambos tipos presentan buenas
propiedades.
Como adhesivos, las resinas epoxi pueden unirse en tres maneras:
a) Mecánicamente, debido a la unión rugosa de superficies
b) Por proximidad, ya que las resinas curadas son tan próximas físicamente que es muy
difícil separarlas.
c) Iónicamente, debido a que las resinas epoxi forman enlaces iónicos a nivel atómico,
siendo esta unión la más fuerte de las tres.
Materiales compuestos
Las resinas epoxi se usan tanto en la producción de piezas industriales como en la fabricación
de moldes, así como en laminados, extrusiones y otros procesos industriales.
Página 52 de 134
Los materiales producidos a partir de resinas epoxi son más baratos, resistentes y rápidos de
producir que los materiales tradicionales, tales como madera, metal, y otro tipo de materias
primas.
Los compuestos fabricados a partir de resina epoxi reforzados con fibras, aunque más caros
que los de poliéster, producen piezas mucho más resistentes mecánica y químicamente.
Sistemas eléctricos y electrónicos
Las resinas epoxi son importantes en la industria electrónica, ya que se emplean en el
recubrimiento de elementos electrónicos y eléctricos, tales como motores, transformadores,
escobillas, etc. En la industria electrónica se usan para el encapsulado de circuitos integrados y
transistores.
Además, gracias a sus propiedades aislantes, también se emplean en el aislamiento y
protección de componentes para evitar cortocircuitos. Esta propiedad confiere a los elementos
que recubren una mayor vida que un producto sin resina epoxi.
Consumo y aplicaciones náuticas
Las resinas epoxi son un producto de fácil acceso al consumidor, y pueden ser encontradas
fácilmente en tiendas especializadas, como ferreterías o grandes almacenes.
También pueden encontrarse en establecimientos dedicados al sector náutico, para
reparación de barcos o para recubrimiento y lacado de tablas de surf.
No obstante, la resina epoxi no suele ser la última capa de recubrimiento, ya que como se
mencionó anteriormente, tienden a amarillear si se exponen prolongadamente a la luz
ultravioleta.
Industria aeroespacial
La resina epoxi se usa en la industria aeroespacial como una matriz estructural la cual se
refuerza con distintas fibras. Las fibras más utilizadas incluyen carbono o Kevlar.
También son utilizadas como pegamento que une distintos materiales empleados en esta
industria (madera, metal…).
Arte
Una aplicación distinta de las resinas epoxi, debido a su maleabilidad, es que pueden usarse
en artesanía y ornamentación. También, mezcladas con pigmentos, pueden ser utilizadas como
una capa intermedia de pinturas. [15]
6B.3.2. Aspectos económicos
Las resinas epoxi poseen una combinación única de propiedades y características. Se pueden
usar en la manufactura de una gran variedad de componentes y productos finales donde su
presencia no es siempre muy evidente.
Página 53 de 134
Los miembros del comité de resinas epoxi (Epoxy Resins Committee, ERC) de la revista
Plastics Europe facilitaron los datos para un estudio sobre el consumo de resina epoxi, y se probó
que en Alemania, España, Países Bajos, Italia, República Checa, Polonia y Suiza se vendieron un
total de 258,000 toneladas de resina epoxi en 2013.
Estas ventas generaron un total de 806 millones de euros de beneficios en dicho año. No
obstante poco menos de 16 millones de euros fueron invertidos en actividades de investigación
y desarrollo, en los cuales se incluyen actividades y colaboraciones universitarias.
El valor socio-económico de estos productos depende directamente del nivel de empleo que
genera. Alemania es el mayor mercado de resinas epoxi en Europa, con unas ventas de 88,000
toneladas en 2013, o lo que es lo mismo, un 35% de las ventas en toda Europa.
Reino Unido cuenta con el segundo mayor volumen en ventas, aunque muy alejado de
Alemania, con un 11%. Italia y Francia cuentan ambas con un 10%. Otros mercados significativos
se encuentran en España (7%), Austria (5%), Dinamarca (4%), o Países Bajos (4%).
El sector de las resinas epoxi emplea alrededor de 2,500 trabajadores en los países donde se
realizó el estudio. Algunas de las industrias donde se hacen la mayoría de estos productos
(energía eólica, construcción, procesado de comida) son unos de los sectores de la unión
europea que más trabajo proporcionan.
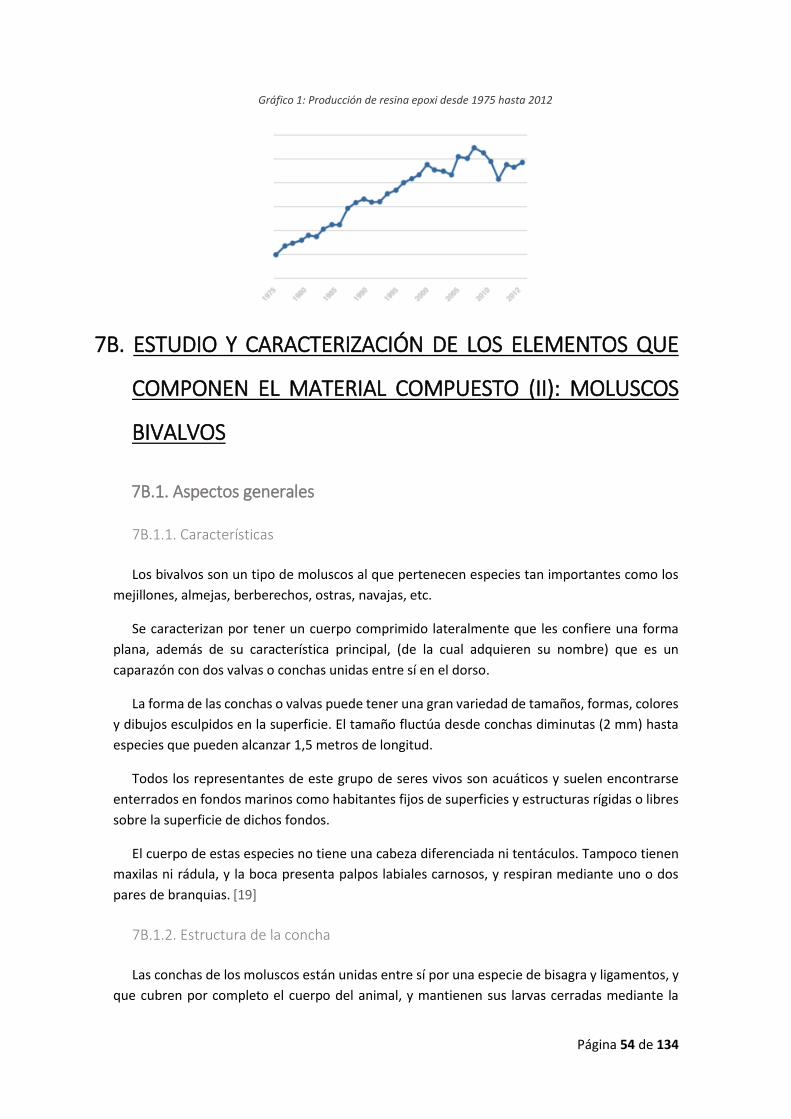
Página 54 de 134
Gráfico 1: Producción de resina epoxi desde 1975 hasta 2012
7B. ESTUDIO Y CARACTERIZACIÓN DE LOS ELEMENTOS QUE
COMPONEN EL MATERIAL COMPUESTO (II): MOLUSCOS
BIVALVOS
7B.1. Aspectos generales
7B.1.1. Características
Los bivalvos son un tipo de moluscos al que pertenecen especies tan importantes como los
mejillones, almejas, berberechos, ostras, navajas, etc.
Se caracterizan por tener un cuerpo comprimido lateralmente que les confiere una forma
plana, además de su característica principal, (de la cual adquieren su nombre) que es un
caparazón con dos valvas o conchas unidas entre sí en el dorso.
La forma de las conchas o valvas puede tener una gran variedad de tamaños, formas, colores
y dibujos esculpidos en la superficie. El tamaño fluctúa desde conchas diminutas (2 mm) hasta
especies que pueden alcanzar 1,5 metros de longitud.
Todos los representantes de este grupo de seres vivos son acuáticos y suelen encontrarse
enterrados en fondos marinos como habitantes fijos de superficies y estructuras rígidas o libres
sobre la superficie de dichos fondos.
El cuerpo de estas especies no tiene una cabeza diferenciada ni tentáculos. Tampoco tienen
maxilas ni rádula, y la boca presenta palpos labiales carnosos, y respiran mediante uno o dos
pares de branquias. [19]
7B.1.2. Estructura de la concha
Las conchas de los moluscos están unidas entre sí por una especie de bisagra y ligamentos, y
que cubren por completo el cuerpo del animal, y mantienen sus larvas cerradas mediante la
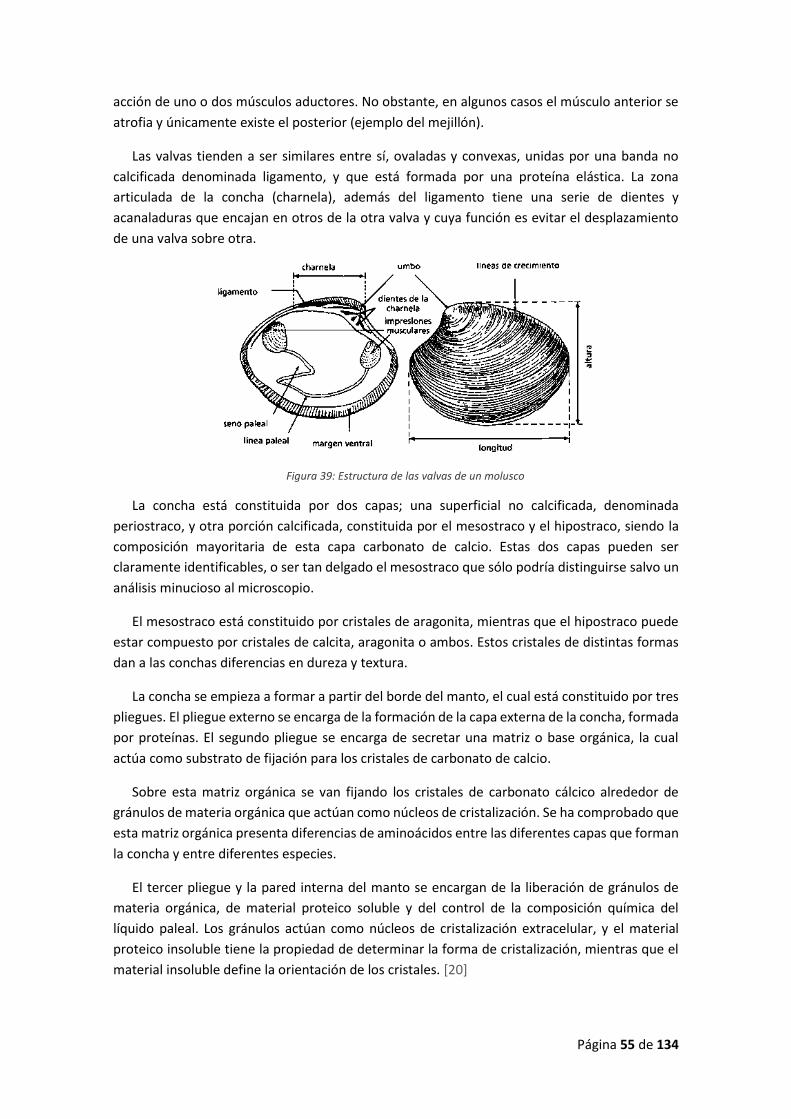
Página 55 de 134
acción de uno o dos músculos aductores. No obstante, en algunos casos el músculo anterior se
atrofia y únicamente existe el posterior (ejemplo del mejillón).
Las valvas tienden a ser similares entre sí, ovaladas y convexas, unidas por una banda no
calcificada denominada ligamento, y que está formada por una proteína elástica. La zona
articulada de la concha (charnela), además del ligamento tiene una serie de dientes y
acanaladuras que encajan en otros de la otra valva y cuya función es evitar el desplazamiento
de una valva sobre otra.
Figura 39: Estructura de las valvas de un molusco
La concha está constituida por dos capas; una superficial no calcificada, denominada
periostraco, y otra porción calcificada, constituida por el mesostraco y el hipostraco, siendo la
composición mayoritaria de esta capa carbonato de calcio. Estas dos capas pueden ser
claramente identificables, o ser tan delgado el mesostraco que sólo podría distinguirse salvo un
análisis minucioso al microscopio.
El mesostraco está constituido por cristales de aragonita, mientras que el hipostraco puede
estar compuesto por cristales de calcita, aragonita o ambos. Estos cristales de distintas formas
dan a las conchas diferencias en dureza y textura.
La concha se empieza a formar a partir del borde del manto, el cual está constituido por tres
pliegues. El pliegue externo se encarga de la formación de la capa externa de la concha, formada
por proteínas. El segundo pliegue se encarga de secretar una matriz o base orgánica, la cual
actúa como substrato de fijación para los cristales de carbonato de calcio.
Sobre esta matriz orgánica se van fijando los cristales de carbonato cálcico alrededor de
gránulos de materia orgánica que actúan como núcleos de cristalización. Se ha comprobado que
esta matriz orgánica presenta diferencias de aminoácidos entre las diferentes capas que forman
la concha y entre diferentes especies.
El tercer pliegue y la pared interna del manto se encargan de la liberación de gránulos de
materia orgánica, de material proteico soluble y del control de la composición química del
líquido paleal. Los gránulos actúan como núcleos de cristalización extracelular, y el material
proteico insoluble tiene la propiedad de determinar la forma de cristalización, mientras que el
material insoluble define la orientación de los cristales. [20]
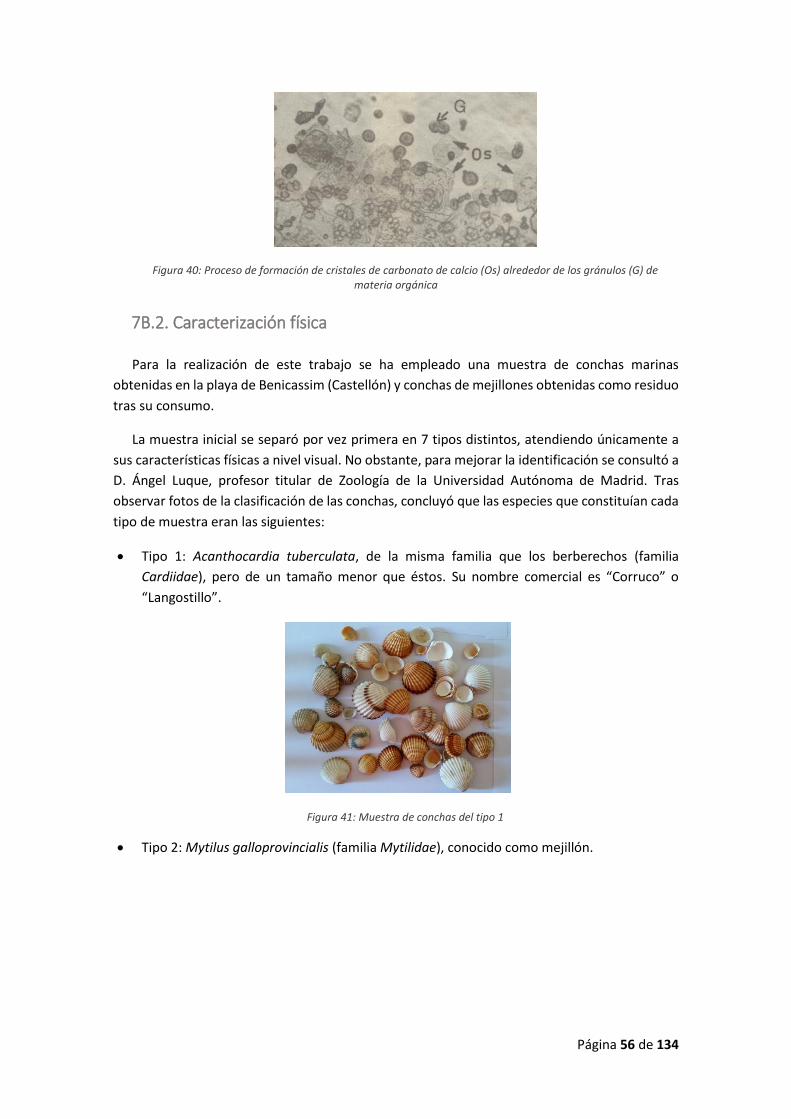
Página 56 de 134
Figura 40: Proceso de formación de cristales de carbonato de calcio (Os) alrededor de los gránulos (G) de materia orgánica
7B.2. Caracterización física
Para la realización de este trabajo se ha empleado una muestra de conchas marinas
obtenidas en la playa de Benicassim (Castellón) y conchas de mejillones obtenidas como residuo
tras su consumo.
La muestra inicial se separó por vez primera en 7 tipos distintos, atendiendo únicamente a
sus características físicas a nivel visual. No obstante, para mejorar la identificación se consultó a
D. Ángel Luque, profesor titular de Zoología de la Universidad Autónoma de Madrid. Tras
observar fotos de la clasificación de las conchas, concluyó que las especies que constituían cada
tipo de muestra eran las siguientes:
Tipo 1: Acanthocardia tuberculata, de la misma familia que los berberechos (familia
Cardiidae), pero de un tamaño menor que éstos. Su nombre comercial es “Corruco” o
“Langostillo”.
Figura 41: Muestra de conchas del tipo 1
Tipo 2: Mytilus galloprovincialis (familia Mytilidae), conocido como mejillón.
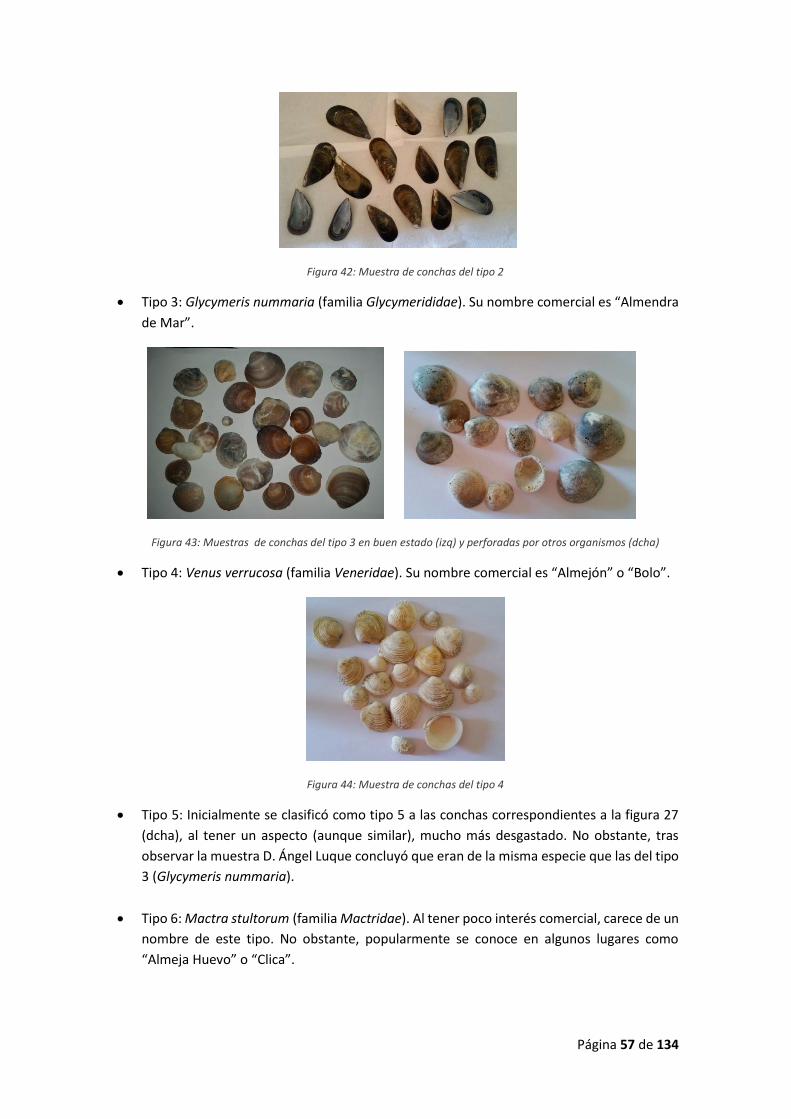
Página 57 de 134
Figura 42: Muestra de conchas del tipo 2
Tipo 3: Glycymeris nummaria (familia Glycymerididae). Su nombre comercial es “Almendra
de Mar”.
Figura 43: Muestras de conchas del tipo 3 en buen estado (izq) y perforadas por otros organismos (dcha)
Tipo 4: Venus verrucosa (familia Veneridae). Su nombre comercial es “Almejón” o “Bolo”.
Figura 44: Muestra de conchas del tipo 4
Tipo 5: Inicialmente se clasificó como tipo 5 a las conchas correspondientes a la figura 27
(dcha), al tener un aspecto (aunque similar), mucho más desgastado. No obstante, tras
observar la muestra D. Ángel Luque concluyó que eran de la misma especie que las del tipo
3 (Glycymeris nummaria).
Tipo 6: Mactra stultorum (familia Mactridae). Al tener poco interés comercial, carece de un
nombre de este tipo. No obstante, popularmente se conoce en algunos lugares como
“Almeja Huevo” o “Clica”.
Página 58 de 134
Figura 45: Muestra de conchas del tipo 6
Tipo 7: Las conchas que quedaron sin clasificar en ningún tipo se muestran en la siguiente
imagen:
Figura 46: Muestra de conchas del tipo 7
Debido a la cantidad de conchas de cada tipo, los ensayos se han realizado con los tipos 1, 2
y 3, a fin de tener material suficiente para poder realizar los ensayos.
7B.3. Composición química
Para caracterizar químicamente cada tipo de conchas de la muestra obtenida, se realizaron
ensayos de fluorescencia de rayos X y de difracción de rayos X. Los fundamentos, características,
procedimiento, equipos, etc. Se comentan en los apartados siguientes de este trabajo.
En el análisis por fluorescencia de rayos X se concluyó que la composición mayoritaria de las
conchas de cada tipo era de carbonato calcio (composición mayor del 90% en todos los casos),
como ya se esperaba.
Por otra parte, mediante el análisis de difracción de rayos X de las muestras del tipo 1, 2 y 3
(los tipos de conchas empleados en los ensayos de este trabajo), se observaron las distintas
formas cristalográficas del carbonato de calcio (calcita y aragonito) en los tipos de conchas
analizados.
Tanto los resultados del análisis mediante fluorescencia de rayos X como por difracción de
rayos X serán comentados más adelante con más detalle.
7B.4. Cristalografía
Dado que tras los resultados de los análisis químicos realizados a las muestras de conchas
molidas se comprobó que el elemento principal que las constituía era el carbonato de calcio, y
que éste se encontraba en dos formas cristalinas distintas (calcita y aragonito o aragonita), a
Página 59 de 134
continuación, se explicarán los conceptos básicos sobre cristalografía para comprender mejor
dicho fenómeno. Además, también se comentarán las propiedades de las formas cristalinas
observadas.
7B.4.1. Aspectos generales
La cristalografía estudia la forma, crecimiento y geometría de los cristales (estructuras
cristalinas). Cuando las condiciones son favorables, cada elemento o compuesto químico tiende
a cristalizar en una forma determinada y característica.
Tabla 8: Sistemas cristalográficos
SISTEMA EJES ÁNGULOS CARACTERÍSTICAS ESQUEMA
Cúbico a = a = a α = β = γ = 90ᵒ 3 ejes de igual longitud que se cruzan en
un ángulo recto
Tetragonal a = b ≠ c α = β = γ = 90° 2 ejes de igual longitud y un tercero
mayor o menor. Todos en ángulo recto
Ortorrómbico a ≠ b ≠ c ≠ a α = β = γ = 90° 3 ejes de distinta longitud que se cortan
en ángulo recto
Hexagonal a = b ≠ c α = β = 90°;
γ = 120°
3 ejes de igual longitud, situados en un mismo plano y que se cortan en ángulos de 120ᵒ. El cuarto eje es perpendicular a
este plano
Trigonal a = b = c α = γ = 90°;
β ≠ 90°
3 ejes de igual longitud, situados en un mismo plano y que se cortan en ángulos de 120ᵒ. El cuarto eje es perpendicular a
este plano
Monoclínico a ≠ b ≠ c ≠ a α = γ = 90°;
β ≠ 90°
3 ejes de distinta longitud, 2 de ellos se cortan en ángulo recto y el ángulo del
tercero con estos dos puede ser cualquiera distinto de 90ᵒ
Triclínico a ≠ b ≠ c ≠ a α ≠ β ≠ γ
α, β, γ ≠ 90° 3 ejes de distinta longitud que se cortan
en ángulos distintos de 90ᵒ
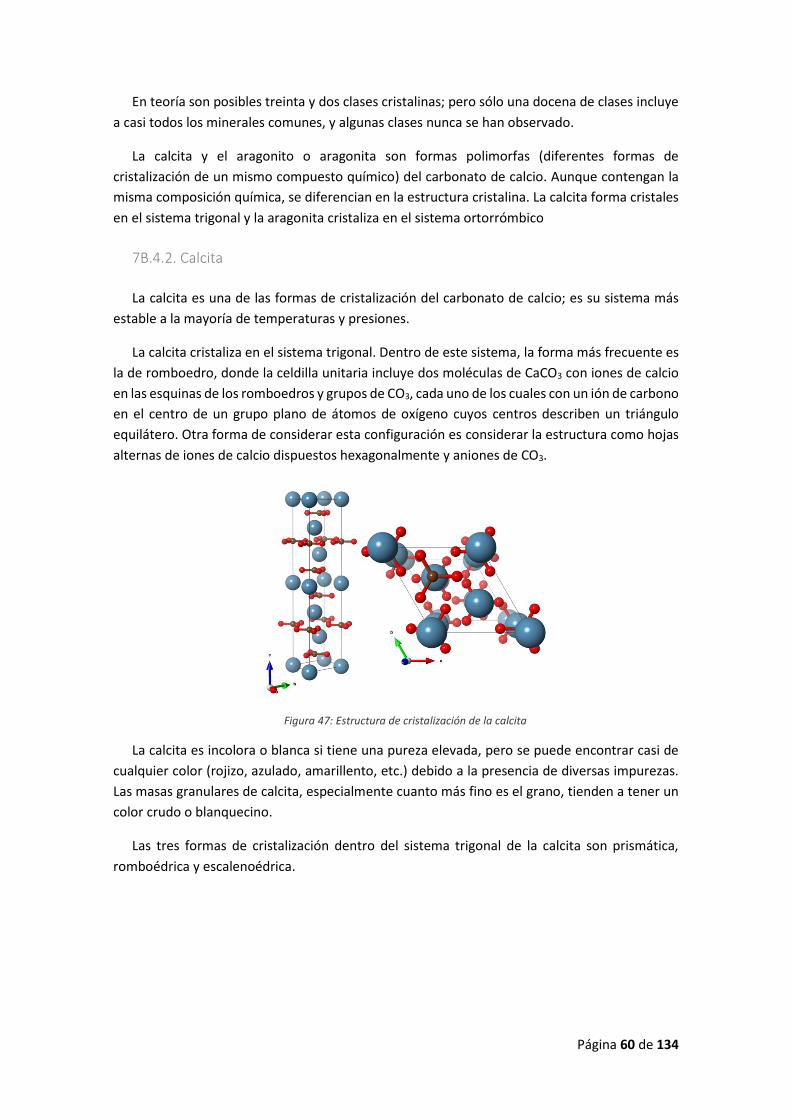
Página 60 de 134
En teoría son posibles treinta y dos clases cristalinas; pero sólo una docena de clases incluye
a casi todos los minerales comunes, y algunas clases nunca se han observado.
La calcita y el aragonito o aragonita son formas polimorfas (diferentes formas de
cristalización de un mismo compuesto químico) del carbonato de calcio. Aunque contengan la
misma composición química, se diferencian en la estructura cristalina. La calcita forma cristales
en el sistema trigonal y la aragonita cristaliza en el sistema ortorrómbico
7B.4.2. Calcita
La calcita es una de las formas de cristalización del carbonato de calcio; es su sistema más
estable a la mayoría de temperaturas y presiones.
La calcita cristaliza en el sistema trigonal. Dentro de este sistema, la forma más frecuente es
la de romboedro, donde la celdilla unitaria incluye dos moléculas de CaCO3 con iones de calcio
en las esquinas de los romboedros y grupos de CO3, cada uno de los cuales con un ión de carbono
en el centro de un grupo plano de átomos de oxígeno cuyos centros describen un triángulo
equilátero. Otra forma de considerar esta configuración es considerar la estructura como hojas
alternas de iones de calcio dispuestos hexagonalmente y aniones de CO3.
Figura 47: Estructura de cristalización de la calcita
La calcita es incolora o blanca si tiene una pureza elevada, pero se puede encontrar casi de
cualquier color (rojizo, azulado, amarillento, etc.) debido a la presencia de diversas impurezas.
Las masas granulares de calcita, especialmente cuanto más fino es el grano, tienden a tener un
color crudo o blanquecino.
Las tres formas de cristalización dentro del sistema trigonal de la calcita son prismática,
romboédrica y escalenoédrica.
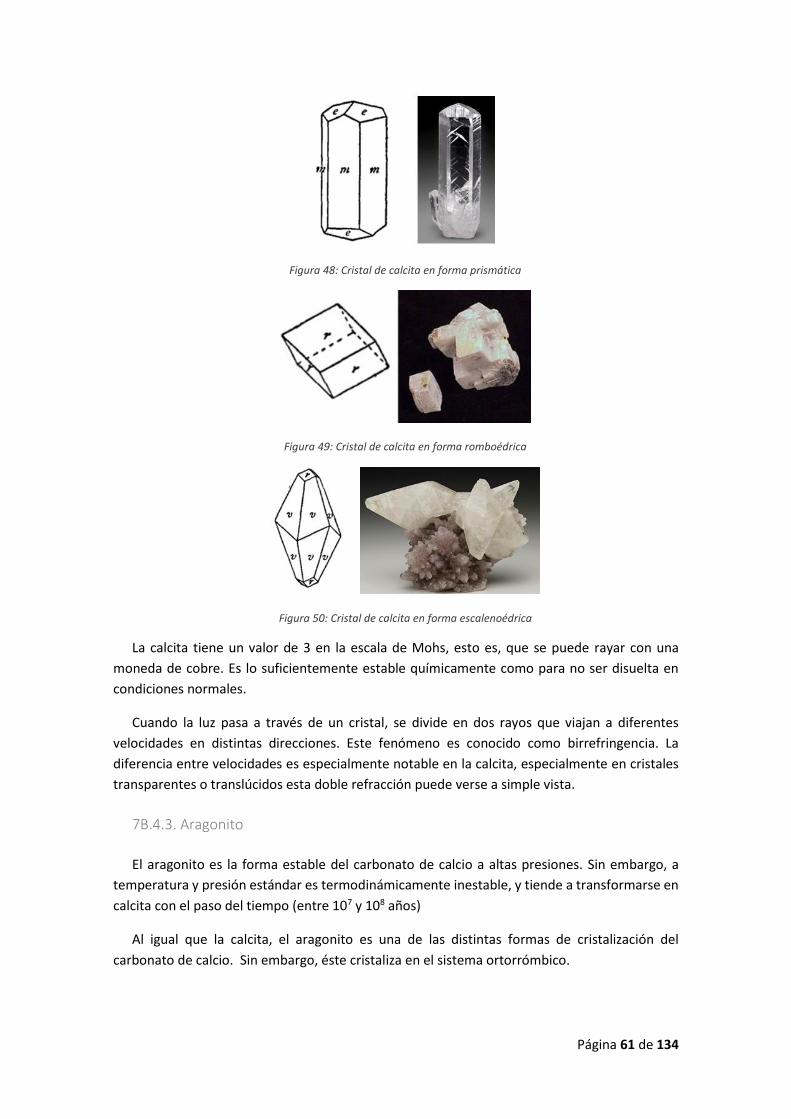
Página 61 de 134
Figura 48: Cristal de calcita en forma prismática
Figura 49: Cristal de calcita en forma romboédrica
Figura 50: Cristal de calcita en forma escalenoédrica
La calcita tiene un valor de 3 en la escala de Mohs, esto es, que se puede rayar con una
moneda de cobre. Es lo suficientemente estable químicamente como para no ser disuelta en
condiciones normales.
Cuando la luz pasa a través de un cristal, se divide en dos rayos que viajan a diferentes
velocidades en distintas direcciones. Este fenómeno es conocido como birrefringencia. La
diferencia entre velocidades es especialmente notable en la calcita, especialmente en cristales
transparentes o translúcidos esta doble refracción puede verse a simple vista.
7B.4.3. Aragonito
El aragonito es la forma estable del carbonato de calcio a altas presiones. Sin embargo, a
temperatura y presión estándar es termodinámicamente inestable, y tiende a transformarse en
calcita con el paso del tiempo (entre 107 y 108 años)
Al igual que la calcita, el aragonito es una de las distintas formas de cristalización del
carbonato de calcio. Sin embargo, éste cristaliza en el sistema ortorrómbico.

Página 62 de 134
Figura 51: Estructura de la cristalización del aragonito
El aragonito es el componente principal de muchas sustancias orgánicas (perlas, corales,
moluscos…), aunque en muchas ocasiones para distinguirlo de la calcita no puede hacerse a
simple vista, sino con un análisis mediante difracción de rayos X. En muchos organismos en los
que se encuentra, lo hace a la vez que la calcita, coincidiendo ambas formas polimórficas.
Figura 52: Cristales de aragonito
7B.4.4. Comparativa entre calcita y aragonito
Las conchas de los moluscos no contienen carbonato de calcio puro, sino que forman mezclas
de cristales microscópicos de carbonato de calcio junto con otros componentes. Estos seres,
usan encimas para construir sus conchas de un tipo de cristal u otro.
La aragonita forma en los moluscos cristales más alargados, mientras que la calcita tiende a
formar bloques. No obstante, en la mayoría de especies ambos figuran en la composición de la
concha, aunque la tendencia es que las conchas de gran variedad de especies usen aragonito en
el interior y calcita en el exterior.
La calcita y la aragonita no son tan diferentes cristalográficamente hablando como, por
ejemplo, el grafito y el diamante, ya que ambos tienen una dureza similar y suelen ser en la
mayoría de ocasiones de color blanco.
Sin embargo, el cambio en la forma en que están situados los átomos debido a los distintos
sistemas de cristalización sí que cambia la lista de impurezas o de compuestos que se suelen
encontrar adicionalmente en estos sistemas cristalinos.
Mientras que la calcita suele estar ligada a la aparición de átomos de magnesio, la aragonita
suele encontrarse asociada a átomos de estroncio. Elementos como el bario y el plomo también
Página 63 de 134
suelen encontrarse algunas veces en el aragonito, pero, no obstante, el estroncio es el más
común.
Además, la estructura del aragonito es menos estable que la de la calcita, por lo que se
disuelve más fácilmente en condiciones similares. De hecho, el aragonito es considerado como
una forma metaestable del carbonato de calcio que se degrada lentamente hasta que se
convierte en calcita por sí mismo a temperaturas y presiones normales, sin ayuda de agua. No
obstante, las temperaturas elevadas ayudan a realizarse dicho cambio en menor tiempo. [21]
8B. CARACTERIZACIÓN QUÍMICA
8B.1. Fluorescencia de Rayos X (XRF)
8B.1.1. Características y fundamentos
La fluorescencia de rayos X (FRX) es una técnica de análisis que se basa en el estudio de las
emisiones de fluorescencia generadas después de la excitación de un sistema atómico con
distintos niveles de energía y la transición electrónica entre ellos. [22]
La radiación incide en la muestra excitando los átomos presentes en la misma, que a su vez
emiten una radiación característica denominada fluorescencia de rayos X. Esta radiación
incidente provoca que los electrones de las capas más internas del átomo sean expulsados,
haciendo que los electrones de capas más externas ocupen los huecos que quedan vacantes.
Existe así por tanto, un exceso energético resultante de esta transición que se disipa en forma
de fotones, en forma de intensidad relacionada con el elemento a analizar y en forma de
radiación X fluorescente, con una longitud de onda característica función del gradiente de
energía en los orbitales electrónicos implicados en el proceso de excitación.
De todos los métodos analíticos, la fluorescencia de rayos X (XRF) es uno de los más utilizados
para la identificación cualitativa de elementos que tienen números atómicos mayores que el del
oxígeno (>8); además, también se utiliza para el análisis semi-cuantitativo o cuantitativo.
Una ventaja particular de la XRF es que se trata de un método no destructivo de la muestra,
característica que no poseen la mayoría de técnicas de análisis elemental.
El fenómeno de fluorescencia puede describirse en dos etapas distintas:
1. Excitación
Considerando un sistema en su estado fundamental, es decir, en el estado de menor energía,
cuando una energía de magnitud suficiente se aplica sobre éste, se produce el choque de un
electrón incidente con un electrón de las capas internas del átomo, siendo esta energía
absorbida por el sistema, que pasará a un estado de mayor energía o estado excitado debido a
la salida de electrones del átomo.

Página 64 de 134
2. Emisión:
El átomo excitado es inestable y tiende a volver a su estado fundamental, para lo cual se
producen saltos de electrones de niveles más externos hacia los niveles más internos, para
ocupar los huecos que se han producido. En este proceso se genera una energía equivalente a
la diferencia de energía de los niveles entre los que se produce el salto electrónico, en forma de
radiación electromagnética correspondiente a la región de rayos-X, denominada fluorescencia
de rayos-X.
Figura 53: Esquema del proceso de fluorescencia de rayos X
8B.1.2. Equipo
En el presente trabajo, el análisis de fluorescencia de rayos X se realizó con el equipo Bruker
S2 PUMA situado en el Laboratorio de Investigación de Materiales de Interés Tecnológico
(LIMIT), el cual se puede ver en la siguiente imagen:
Figura 54: Espectrómetro de fluorescencia por rayos X Bruker S2 Puma
Este equipo es un Espectrómetro de Fluorescencia de Rayos X por Energías Dispersivas
(EDXRF), los cuales constan de una fuente policromática, que puede ser un tubo de rayos X o un
material radiactivo, un soporte para la muestra, un detector semiconductor y diversos
componentes electrónicos necesarios para discriminar la energía.

Página 65 de 134
Figura 55: Espectrómetro de Fluorescencia de Rayos X dispersivo de energías. Excitación por rayos X procedentes de (a) un tubo de rayos X y (b) una sustancia radiactiva
En este tipo de equipos, todos los elementos de la muestra son excitados simultáneamente
por un haz de rayos X, mientras que un detector de la energía emitida en combinación con un
analizador multicanal se usan simultáneamente para capturar la radiación fluorescente emitida
por la muestra y después separar las distintas energías de la radiación característica de otras de
distintos elementos.
Las principales ventajas de este tipo de aparatos suelen ser su simplicidad, su velocidad, la
escasez de partes móviles y una alta precisión y eficiencia, además de realizar ensayos no
destructivos que permitan conservar la muestra inicial.
8B.2. Difracción de Rayos X (DRX)
8B.2.1. Características y fundamentos
La difracción de rayos X es una técnica no destructiva que sirve para determinar la estructura
de un material. Por tanto, permiten conocer la posición que ocupan los átomos, iones o
moléculas que forman dicho material. A partir del orden o de la posición en la que estén
ordenados los átomos, se pueden llegar a determinar propiedades físicas y químicas del material
a analizar.
Cuando un haz de rayos X de una determinada longitud de onda incide sobre una sustancia
cristalina que presenta una ordenación determinada de sus átomos, éste sale dispersado en
unas direcciones determinadas, consecuencia del estado ordenado del cristal, originado por
fenómenos de interferencia entre los rayos dispersados, produciéndose el fenómeno de
difracción.
Por tanto, la difracción de rayos X se basa en la dispersión del haz e rayos X por parte de la
materia sobre la que incide, manteniéndose la longitud de onda de la radiación, y en la
interferencia constructiva de las ondas que están en fase y que se dispersan en unas
determinadas direcciones del espacio.
La información que se puede obtener de un análisis mediante esta técnica permite identificar
las fases cristalinas de la muestra que se analice (ya que todos los sólidos cristalinos tienen una
representación característica. [23]
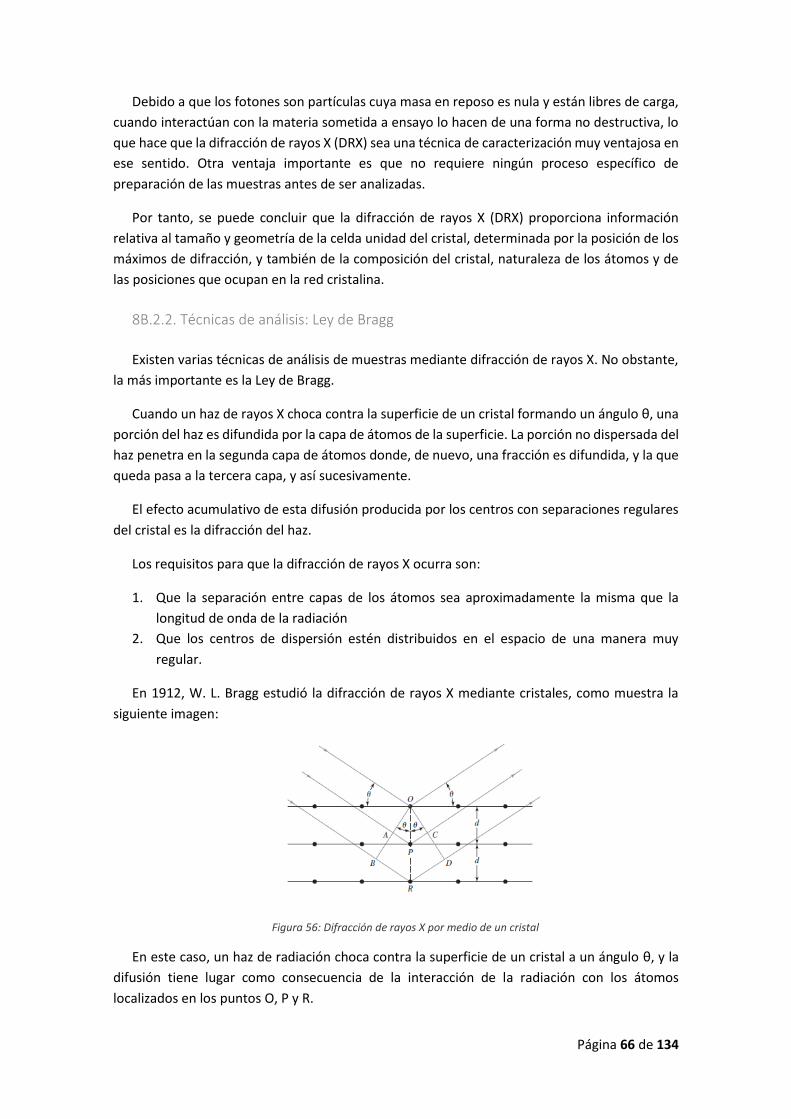
Página 66 de 134
Debido a que los fotones son partículas cuya masa en reposo es nula y están libres de carga,
cuando interactúan con la materia sometida a ensayo lo hacen de una forma no destructiva, lo
que hace que la difracción de rayos X (DRX) sea una técnica de caracterización muy ventajosa en
ese sentido. Otra ventaja importante es que no requiere ningún proceso específico de
preparación de las muestras antes de ser analizadas.
Por tanto, se puede concluir que la difracción de rayos X (DRX) proporciona información
relativa al tamaño y geometría de la celda unidad del cristal, determinada por la posición de los
máximos de difracción, y también de la composición del cristal, naturaleza de los átomos y de
las posiciones que ocupan en la red cristalina.
8B.2.2. Técnicas de análisis: Ley de Bragg
Existen varias técnicas de análisis de muestras mediante difracción de rayos X. No obstante,
la más importante es la Ley de Bragg.
Cuando un haz de rayos X choca contra la superficie de un cristal formando un ángulo θ, una
porción del haz es difundida por la capa de átomos de la superficie. La porción no dispersada del
haz penetra en la segunda capa de átomos donde, de nuevo, una fracción es difundida, y la que
queda pasa a la tercera capa, y así sucesivamente.
El efecto acumulativo de esta difusión producida por los centros con separaciones regulares
del cristal es la difracción del haz.
Los requisitos para que la difracción de rayos X ocurra son:
1. Que la separación entre capas de los átomos sea aproximadamente la misma que la
longitud de onda de la radiación
2. Que los centros de dispersión estén distribuidos en el espacio de una manera muy
regular.
En 1912, W. L. Bragg estudió la difracción de rayos X mediante cristales, como muestra la
siguiente imagen:
Figura 56: Difracción de rayos X por medio de un cristal
En este caso, un haz de radiación choca contra la superficie de un cristal a un ángulo θ, y la
difusión tiene lugar como consecuencia de la interacción de la radiación con los átomos
localizados en los puntos O, P y R.
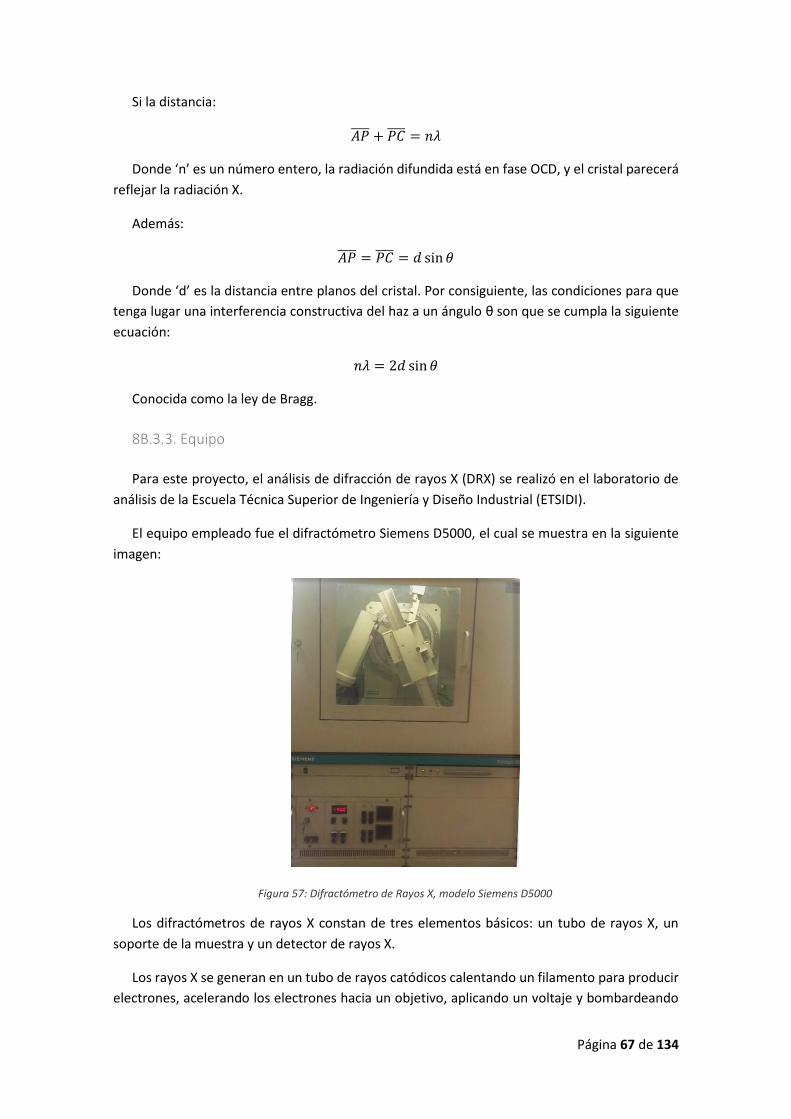
Página 67 de 134
Si la distancia:
𝐴𝑃̅̅ ̅̅ + 𝑃𝐶̅̅̅̅ = 𝑛𝜆
Donde ‘n’ es un número entero, la radiación difundida está en fase OCD, y el cristal parecerá
reflejar la radiación X.
Además:
𝐴𝑃̅̅ ̅̅ = 𝑃𝐶̅̅̅̅ = 𝑑 sin 𝜃
Donde ‘d’ es la distancia entre planos del cristal. Por consiguiente, las condiciones para que
tenga lugar una interferencia constructiva del haz a un ángulo θ son que se cumpla la siguiente
ecuación:
𝑛𝜆 = 2𝑑 sin 𝜃
Conocida como la ley de Bragg.
8B.3.3. Equipo
Para este proyecto, el análisis de difracción de rayos X (DRX) se realizó en el laboratorio de
análisis de la Escuela Técnica Superior de Ingeniería y Diseño Industrial (ETSIDI).
El equipo empleado fue el difractómetro Siemens D5000, el cual se muestra en la siguiente
imagen:
Figura 57: Difractómetro de Rayos X, modelo Siemens D5000
Los difractómetros de rayos X constan de tres elementos básicos: un tubo de rayos X, un
soporte de la muestra y un detector de rayos X.
Los rayos X se generan en un tubo de rayos catódicos calentando un filamento para producir
electrones, acelerando los electrones hacia un objetivo, aplicando un voltaje y bombardeando

Página 68 de 134
el material con electrones. Cuando los electrones tienen la suficiente energía para desalojar los
electrones internos del material a analizar, se producen espectros de rayos X característicos. Las
longitudes de onda son características del material que se analiza.
Los rayos X producidos se coliman y se dirigen a la muestra, que a medida que gira, se registra
la intensidad de los rayos X reflejados.
Cuando la geometría e los rayos X incidentes satisface la Ley de Bragg, se produce
interferencia constructiva y se produce un pico de intensidad. Un detector gira y procesa esta
señal de rayos X y la convierte en una señal que se envía a un dispositivo donde se ve reflejada.
La geometría de un difractómetro de rayos X es tal que la muestra gira en la trayectoria del
haz de rayos X colimado en un ángulo θ, mientras que el detector de rayos X está montado sobre
un brazo que gira a un ángulo de 2θ.
El instrumento utilizado para mantener el ángulo y girar la muestra se denomina goniómetro.
9B. ENSAYOS REALIZADOS
9B.1. Ensayo de tracción
9B.1.1. Características y generalidades
La resistencia a la tracción es el máximo esfuerzo que un material puede resistir antes de su
rotura por estiramiento desde ambos extremos. [24]
El ensayo de tracción de un material consiste en someter a una probeta normalizada a un
esfuerzo axial de tracción creciente hasta que se produce la rotura de la probeta. Este ensayo
mide la resistencia de un material a una fuerza estática o aplicada lentamente.
En el ensayo a la tracción se mide la deformación (alargamiento) de la probeta entre dos
puntos fijos de la misma a medida que se incrementa la carga aplicada, y se representa
gráficamente en función de la tensión.
Por tensión se entiende la fuerza aplicada a la probeta en cada momento por unidad de
sección de ésta. La unidad de tensión en el sistema internacional es el N/m2.
En general, la curva tensión-deformación presenta cuatro zonas diferenciadas, las cuales se
explican a continuación:
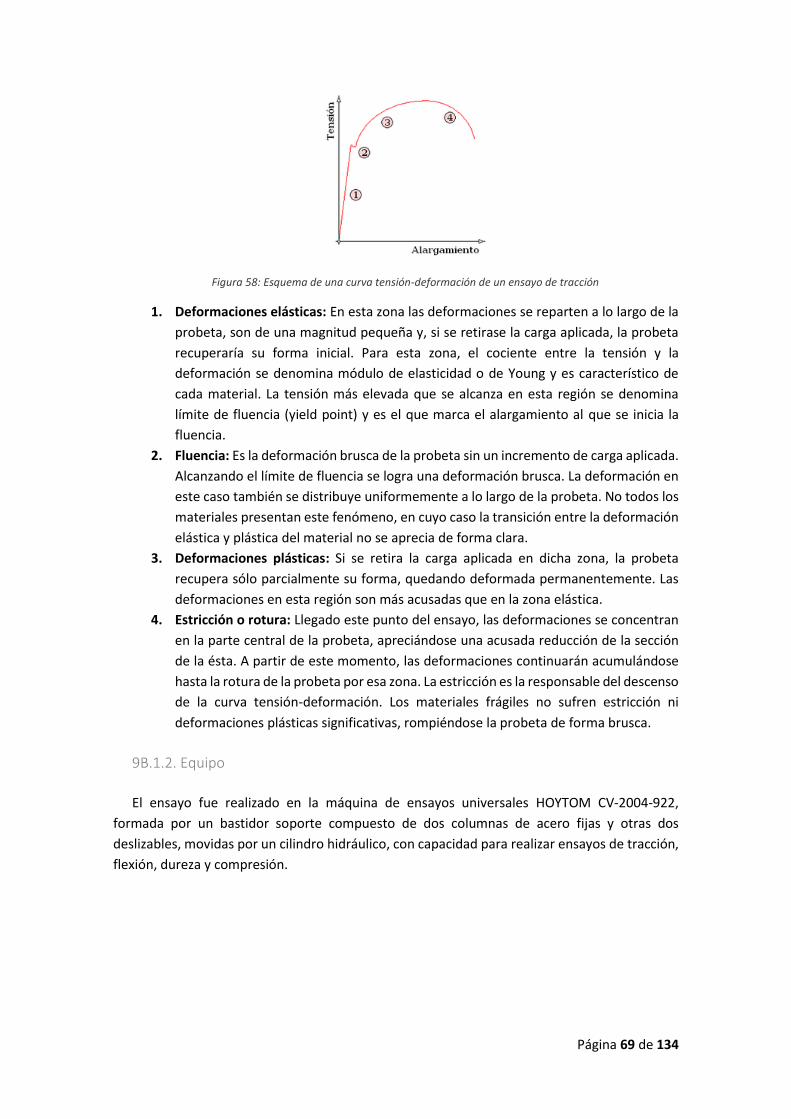
Página 69 de 134
Figura 58: Esquema de una curva tensión-deformación de un ensayo de tracción
1. Deformaciones elásticas: En esta zona las deformaciones se reparten a lo largo de la
probeta, son de una magnitud pequeña y, si se retirase la carga aplicada, la probeta
recuperaría su forma inicial. Para esta zona, el cociente entre la tensión y la
deformación se denomina módulo de elasticidad o de Young y es característico de
cada material. La tensión más elevada que se alcanza en esta región se denomina
límite de fluencia (yield point) y es el que marca el alargamiento al que se inicia la
fluencia.
2. Fluencia: Es la deformación brusca de la probeta sin un incremento de carga aplicada.
Alcanzando el límite de fluencia se logra una deformación brusca. La deformación en
este caso también se distribuye uniformemente a lo largo de la probeta. No todos los
materiales presentan este fenómeno, en cuyo caso la transición entre la deformación
elástica y plástica del material no se aprecia de forma clara.
3. Deformaciones plásticas: Si se retira la carga aplicada en dicha zona, la probeta
recupera sólo parcialmente su forma, quedando deformada permanentemente. Las
deformaciones en esta región son más acusadas que en la zona elástica.
4. Estricción o rotura: Llegado este punto del ensayo, las deformaciones se concentran
en la parte central de la probeta, apreciándose una acusada reducción de la sección
de la ésta. A partir de este momento, las deformaciones continuarán acumulándose
hasta la rotura de la probeta por esa zona. La estricción es la responsable del descenso
de la curva tensión-deformación. Los materiales frágiles no sufren estricción ni
deformaciones plásticas significativas, rompiéndose la probeta de forma brusca.
9B.1.2. Equipo
El ensayo fue realizado en la máquina de ensayos universales HOYTOM CV-2004-922,
formada por un bastidor soporte compuesto de dos columnas de acero fijas y otras dos
deslizables, movidas por un cilindro hidráulico, con capacidad para realizar ensayos de tracción,
flexión, dureza y compresión.
Página 70 de 134
Figura 59: Máquina de ensayos universales HOYTOM CV-2004-922
Además, esta máquina cuenta con un cuadro de mandos principal, con el que modificar la
posición del cuerpo de la máquina mediante el movimiento de las columnas deslizables.
Figura 60: Cuadro de mandos del equipo utilizado en los ensayos de tracción y flexión
9B.1.3. Ecuaciones y cálculos
A partir del ensayo de tracción pueden obtenerse varios parámetros, los cuales se comentan
a continuación.
Página 71 de 134
ELONGACIÓN
Cuando finaliza el ensayo, la muestra se recoge tras su rotura para medir la longitud final (en
el caso de que el equipo que realiza el ensayo no lo anote automáticamente) y ésta se compara
con la longitud inicial, obteniendo la elongación con la siguiente fórmula:
𝛿 =𝐿𝑓 − 𝐿𝑜
𝐿𝑜
Donde:
δ Elongación Lf Longitud final Lo Longitud inicial
TENSIÓN
La tensión aplicada o esfuerzo es la fuerza aplicada en cada momento dividida entre el área
o sección inicial:
𝜎 =𝐹
𝐴𝑜
Donde:
σ Tensión aplicada F Fuerza aplicada en un momento determinado Ao Sección inicial
Se mide en N/m2 o Pa
DEFORMACIÓN UNITARIA
Es el incremento (en tanto por uno o en tanto por ciento) de longitud de la probeta que se
produce conforme se aplica una fuerza axial en ella. Su fórmula es la siguiente:
휀 =𝐿 − 𝐿𝑜
𝐿𝑜
ε Deformación unitaria o alargamiento L Longitud en un momento determinado Lo Longitud inicial
ESFUERZO ÚLTIMO
También conocido como esfuerzo de rotura. Es la tensión máxima que soporta el material.
Este punto es donde se termina la zona plástica y conviene no confundirlo con el esfuerzo en el
que se rompe la probeta. Se muestra en la imagen siguiente:
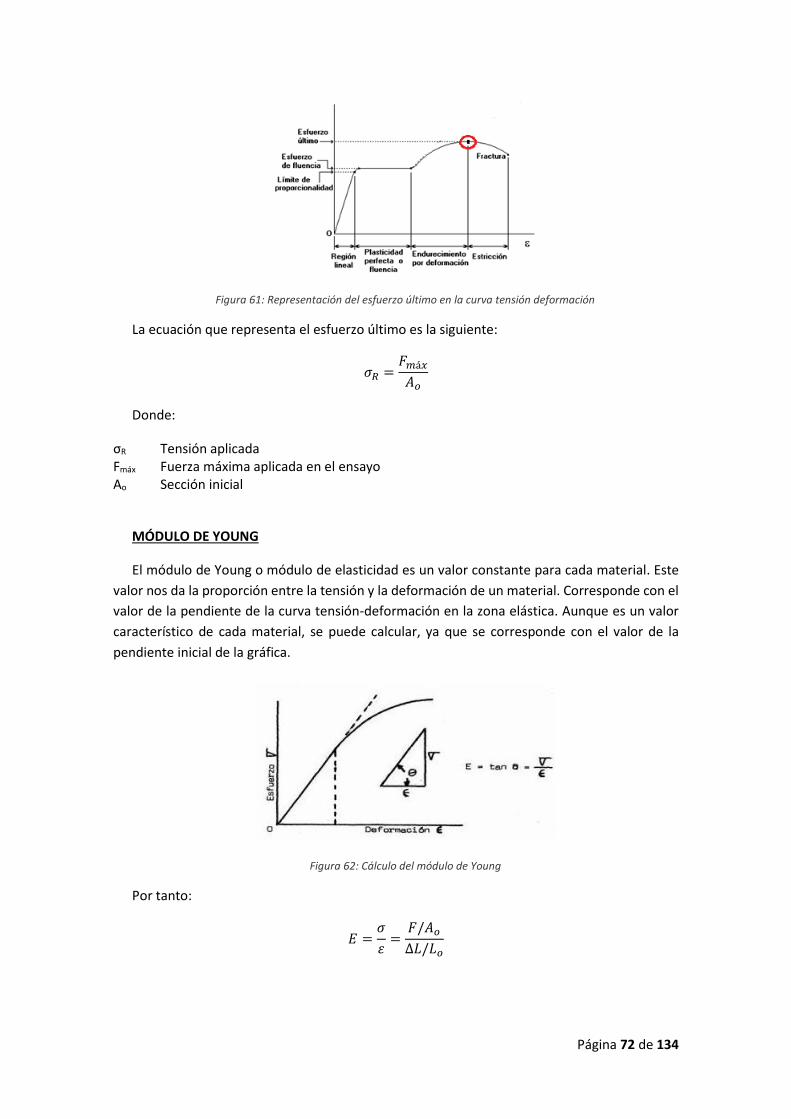
Página 72 de 134
Figura 61: Representación del esfuerzo último en la curva tensión deformación
La ecuación que representa el esfuerzo último es la siguiente:
𝜎𝑅 =𝐹𝑚á𝑥
𝐴𝑜
Donde:
σR Tensión aplicada Fmáx Fuerza máxima aplicada en el ensayo Ao Sección inicial
MÓDULO DE YOUNG
El módulo de Young o módulo de elasticidad es un valor constante para cada material. Este
valor nos da la proporción entre la tensión y la deformación de un material. Corresponde con el
valor de la pendiente de la curva tensión-deformación en la zona elástica. Aunque es un valor
característico de cada material, se puede calcular, ya que se corresponde con el valor de la
pendiente inicial de la gráfica.
Figura 62: Cálculo del módulo de Young
Por tanto:
𝐸 =𝜎
휀=
𝐹/𝐴𝑜
Δ𝐿/𝐿𝑜

Página 73 de 134
Donde:
E Módulo de Young σ Tensión aplicada ε Deformación unitaria o alargamiento
El módulo de Young puede considerarse como la constante de proporcionalidad entre la
tensión aplicada y la deformación, aunque esto sólo se cumple en la zona elástica de la curva
tensión-deformación. Esta ley de proporcionalidad se conoce como la ley de Hooke, la cual se
expresa a continuación:
𝜎𝑒 = 𝐸 · 휀
Donde:
σ Tensión aplicada en la zona elástica E Módulo de Young ε Deformación unitaria o alargamiento
9B.2. Ensayo de impacto
9B.2.1. Características y generalidades
El ensayo de impacto mide la resistencia al impacto de distintos materiales. El ensayo
consiste en romper una probeta al impactar con ella un brazo o péndulo metálico de un peso
conocido. La probeta se encuentra sostenida en posición vertical, y se rompe por medio de un
golpe en su extremo libre realizado mediante el péndulo. [25]
La resistencia al impacto es una propiedad muy importante que puede determinar la vida de
un material o estructura. Por ejemplo, en la industria aeroespacial puede ser importante en los
materiales empleados en las aeronaves, ya que durante el despegue o el aterrizaje, una
aeronave puede sufrir diversos impactos.
El parámetro más relevante determinado en estos ensayos es la energía absorbida en la
rotura de la probeta, que se conoce como resistencia al impacto y se suele medir en kJ/m2. Los
ensayos de impacto son útiles para medir la dureza de un material, lo cual puede ser un factor
clave para comprobar si un material determinado absorbe energía durante una deformación.
El ensayo puede realizarse con mazas instrumentadas de diversa capacidad, que permiten
registrar de manera continua la fuerza aplicada sobre la probeta y la velocidad de la propia maza.
Algunas propiedades que se buscan el ensayo son:
Trabajo absorbido en el choque
Valor de resiliencia
Análisis de fractura
Los materiales frágiles tienen una baja resistencia al impacto, como resultado de la pequeña
cantidad de deformación plástica que pueden soportar. Este valor también puede cambiar con
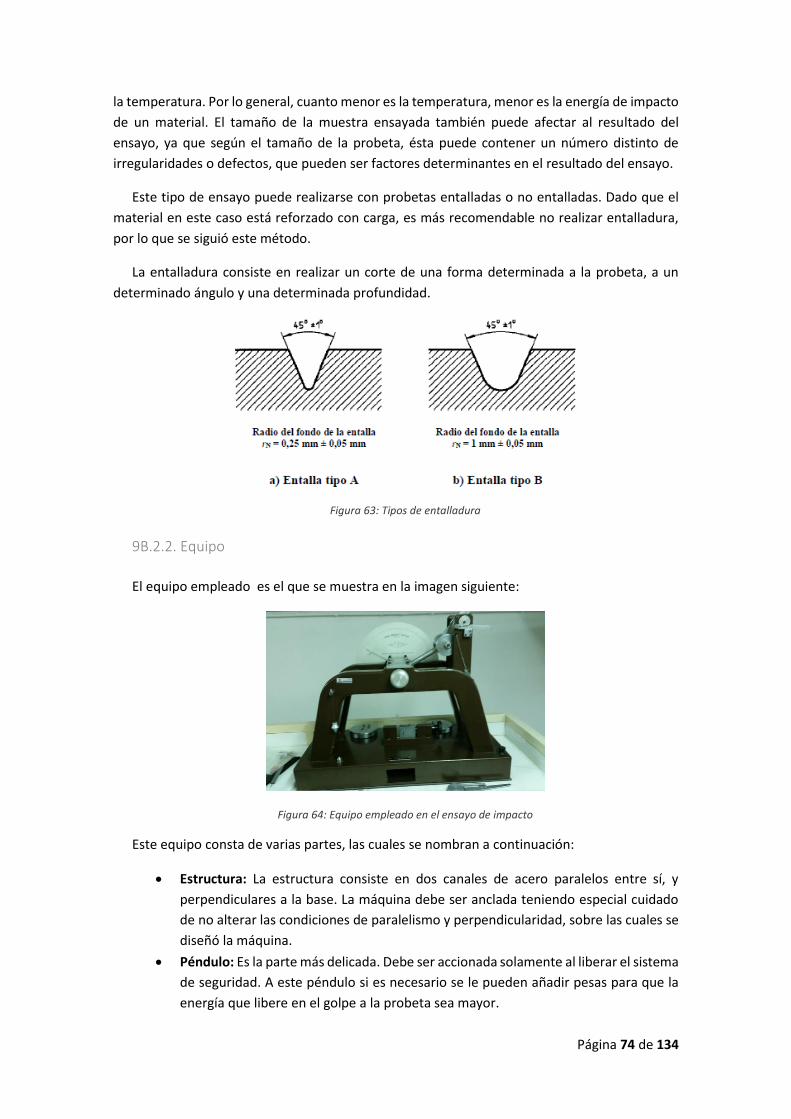
Página 74 de 134
la temperatura. Por lo general, cuanto menor es la temperatura, menor es la energía de impacto
de un material. El tamaño de la muestra ensayada también puede afectar al resultado del
ensayo, ya que según el tamaño de la probeta, ésta puede contener un número distinto de
irregularidades o defectos, que pueden ser factores determinantes en el resultado del ensayo.
Este tipo de ensayo puede realizarse con probetas entalladas o no entalladas. Dado que el
material en este caso está reforzado con carga, es más recomendable no realizar entalladura,
por lo que se siguió este método.
La entalladura consiste en realizar un corte de una forma determinada a la probeta, a un
determinado ángulo y una determinada profundidad.
Figura 63: Tipos de entalladura
9B.2.2. Equipo
El equipo empleado es el que se muestra en la imagen siguiente:
Figura 64: Equipo empleado en el ensayo de impacto
Este equipo consta de varias partes, las cuales se nombran a continuación:
Estructura: La estructura consiste en dos canales de acero paralelos entre sí, y
perpendiculares a la base. La máquina debe ser anclada teniendo especial cuidado
de no alterar las condiciones de paralelismo y perpendicularidad, sobre las cuales se
diseñó la máquina.
Péndulo: Es la parte más delicada. Debe ser accionada solamente al liberar el sistema
de seguridad. A este péndulo si es necesario se le pueden añadir pesas para que la
energía que libere en el golpe a la probeta sea mayor.

Página 75 de 134
Soporte para la probeta: Las mordazas deben sujetar la probeta por uno de sus
extremos, dejando espacio en voladizo, para que el golpe suceda en el medio de la
muesca realizada en la probeta.
Sistema de medición y registro: Compuesto por un visor de aguja donde nos marca
la lectura del péndulo, es decir el ángulo en el cual el péndulo choca con la probeta
y por consiguiente la rompe. Debemos comprobar que antes de soltar el péndulo en
cada ensayo la aguja está en el cero del marcador. [26]
9B.2.3. Ecuaciones y cálculos
En primer lugar, es necesario conocer la energía del péndulo, el cual tendrá distintos valores
si se le añaden distintas pesas, en función del tipo de material.
Tabla 9: Energías del péndulo en el ensayo de impacto
TIPO DE PÉNDULO ENERGÍA
Péndulo vacío 1,36 J
Péndulo con pesa de 3 ft lb 4,07 J
Péndulo con pesa de 10 ft lb 13,6 J
La fórmula de la resistencia al impacto, expresada en kJ/m2 es la siguiente:
𝑅𝑖𝑚𝑝𝑎𝑐𝑡𝑜 =𝐸𝑐
ℎ · 𝑏· 103 (
𝑘𝐽
𝑚2)
Dónde:
Ec es la energía corregida, expresada en julios, absorbida en la rotura de la probeta h es el espesor de la probeta, en milímetros b es la anchura de la probeta, en milímetros
La ecuación para obtener la energía corregida es la siguiente:
𝐸𝑐 =𝐿𝑒𝑐𝑡𝑢𝑟𝑎 𝑚á𝑞𝑢𝑖𝑛𝑎 · 𝐸𝑛𝑒𝑟𝑔í𝑎 𝑝é𝑛𝑑𝑢𝑙𝑜
10 (𝐽)
En esta ocasión, el péndulo usado ha sido el de energía 4,07 J, ya que al realizar los ensayos
sin la pesa, las probetas no se rompían.
9B.3. Ensayo de flexión
9B.3.1. Características y generalidades
La resistencia a la flexión es el esfuerzo máximo que un material determinado puede soportar
justo antes de que se agriete o se rompa.
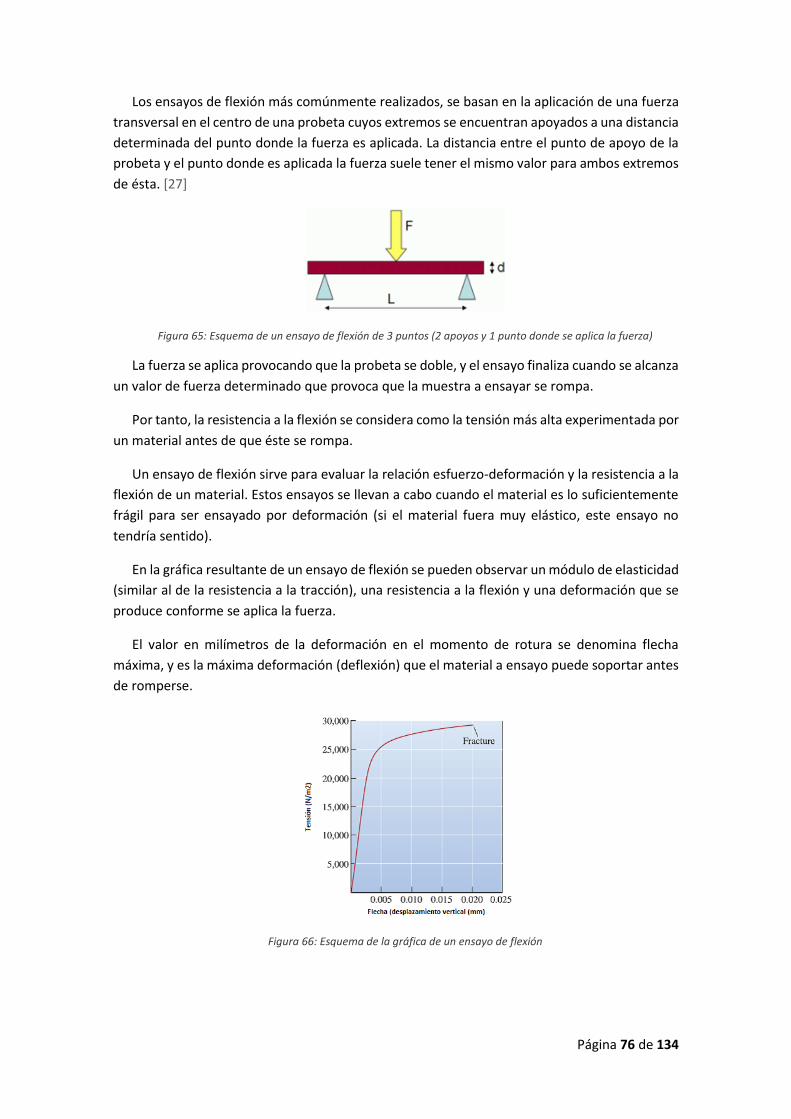
Página 76 de 134
Los ensayos de flexión más comúnmente realizados, se basan en la aplicación de una fuerza
transversal en el centro de una probeta cuyos extremos se encuentran apoyados a una distancia
determinada del punto donde la fuerza es aplicada. La distancia entre el punto de apoyo de la
probeta y el punto donde es aplicada la fuerza suele tener el mismo valor para ambos extremos
de ésta. [27]
Figura 65: Esquema de un ensayo de flexión de 3 puntos (2 apoyos y 1 punto donde se aplica la fuerza)
La fuerza se aplica provocando que la probeta se doble, y el ensayo finaliza cuando se alcanza
un valor de fuerza determinado que provoca que la muestra a ensayar se rompa.
Por tanto, la resistencia a la flexión se considera como la tensión más alta experimentada por
un material antes de que éste se rompa.
Un ensayo de flexión sirve para evaluar la relación esfuerzo-deformación y la resistencia a la
flexión de un material. Estos ensayos se llevan a cabo cuando el material es lo suficientemente
frágil para ser ensayado por deformación (si el material fuera muy elástico, este ensayo no
tendría sentido).
En la gráfica resultante de un ensayo de flexión se pueden observar un módulo de elasticidad
(similar al de la resistencia a la tracción), una resistencia a la flexión y una deformación que se
produce conforme se aplica la fuerza.
El valor en milímetros de la deformación en el momento de rotura se denomina flecha
máxima, y es la máxima deformación (deflexión) que el material a ensayo puede soportar antes
de romperse.
Figura 66: Esquema de la gráfica de un ensayo de flexión

Página 77 de 134
9B.3.2. Equipo
Para éste ensayo el equipo empleado ha sido el mismo que en el ensayo de tracción. La
diferencia reside en que se ha utilizado la parte superior en lugar de las mordazas de la parte
inferior, empleadas en el ensayo de tracción.
9B.3.3. Ecuaciones y cálculos
Los parámetros calculados en este ensayo son similares a los del ensayo de tracción, con la
salvedad del cálculo de la flecha máxima. A continuación se nombran los parámetros calculados:
TENSIÓN
La tensión aplicada es la fuerza aplicada en cada momento dividida entre el área o sección
inicial:
𝜎 =𝐹
𝐴𝑜
Donde:
σ Tensión aplicada F Fuerza aplicada en un momento determinado Ao Sección inicial
Se mide en N/m2 o Pa
MÓDULO DE FLEXIÓN
El módulo de Young o módulo de flexión es un valor constante para cada material. Este valor
nos da la proporción entre la tensión y la deformación de un material. Es el valor de la pendiente
(inicial) de la parte lineal de la curva esfuerzo-deformación. Da una idea de la rigidez que puede
tener un material
Por tanto:
𝐸 =𝜎
휀=
𝐹/𝐴𝑜
Δ𝑒/𝑒𝑜
Donde:
E Módulo de Young σ Tensión aplicada ε Deformación unitaria o alargamiento F Fuerza aplicada en cualquier momento Ao Área inicial, en m2 Δe Deflexión o flecha (deformación vertical), en mm eo Espesor inicial de la probeta, en mm
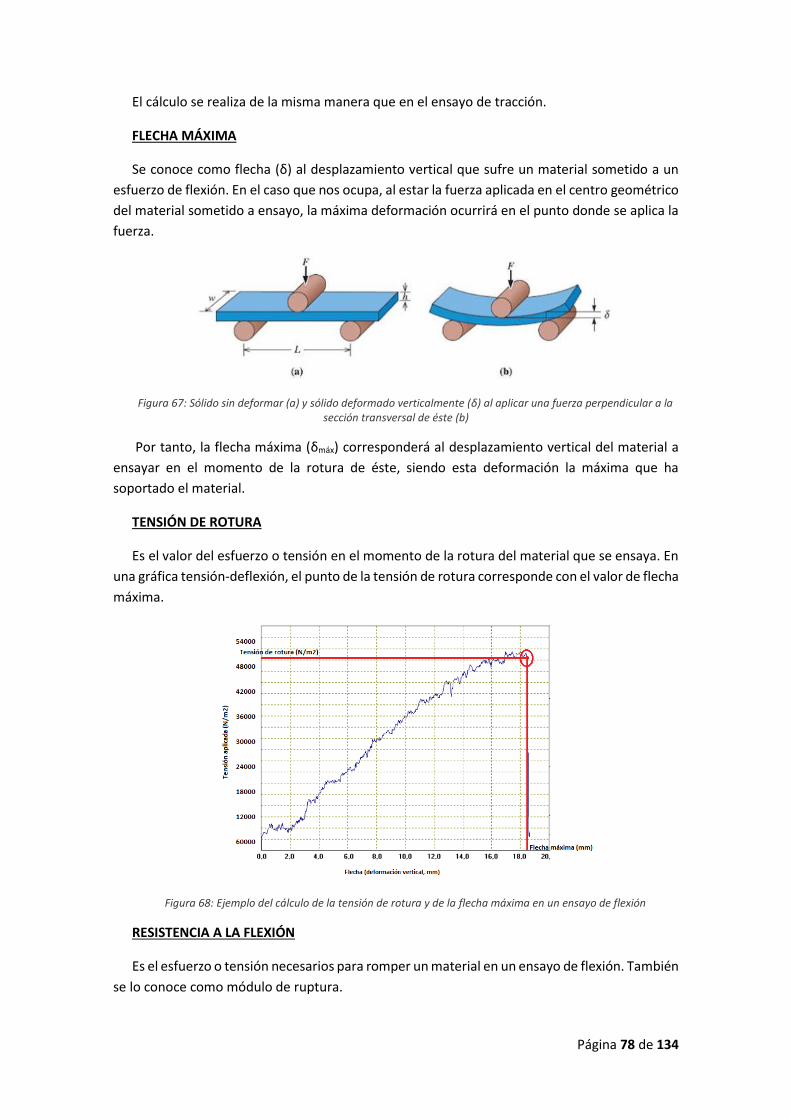
Página 78 de 134
El cálculo se realiza de la misma manera que en el ensayo de tracción.
FLECHA MÁXIMA
Se conoce como flecha (δ) al desplazamiento vertical que sufre un material sometido a un
esfuerzo de flexión. En el caso que nos ocupa, al estar la fuerza aplicada en el centro geométrico
del material sometido a ensayo, la máxima deformación ocurrirá en el punto donde se aplica la
fuerza.
Figura 67: Sólido sin deformar (a) y sólido deformado verticalmente (δ) al aplicar una fuerza perpendicular a la sección transversal de éste (b)
Por tanto, la flecha máxima (δmáx) corresponderá al desplazamiento vertical del material a
ensayar en el momento de la rotura de éste, siendo esta deformación la máxima que ha
soportado el material.
TENSIÓN DE ROTURA
Es el valor del esfuerzo o tensión en el momento de la rotura del material que se ensaya. En
una gráfica tensión-deflexión, el punto de la tensión de rotura corresponde con el valor de flecha
máxima.
Figura 68: Ejemplo del cálculo de la tensión de rotura y de la flecha máxima en un ensayo de flexión
RESISTENCIA A LA FLEXIÓN
Es el esfuerzo o tensión necesarios para romper un material en un ensayo de flexión. También
se lo conoce como módulo de ruptura.
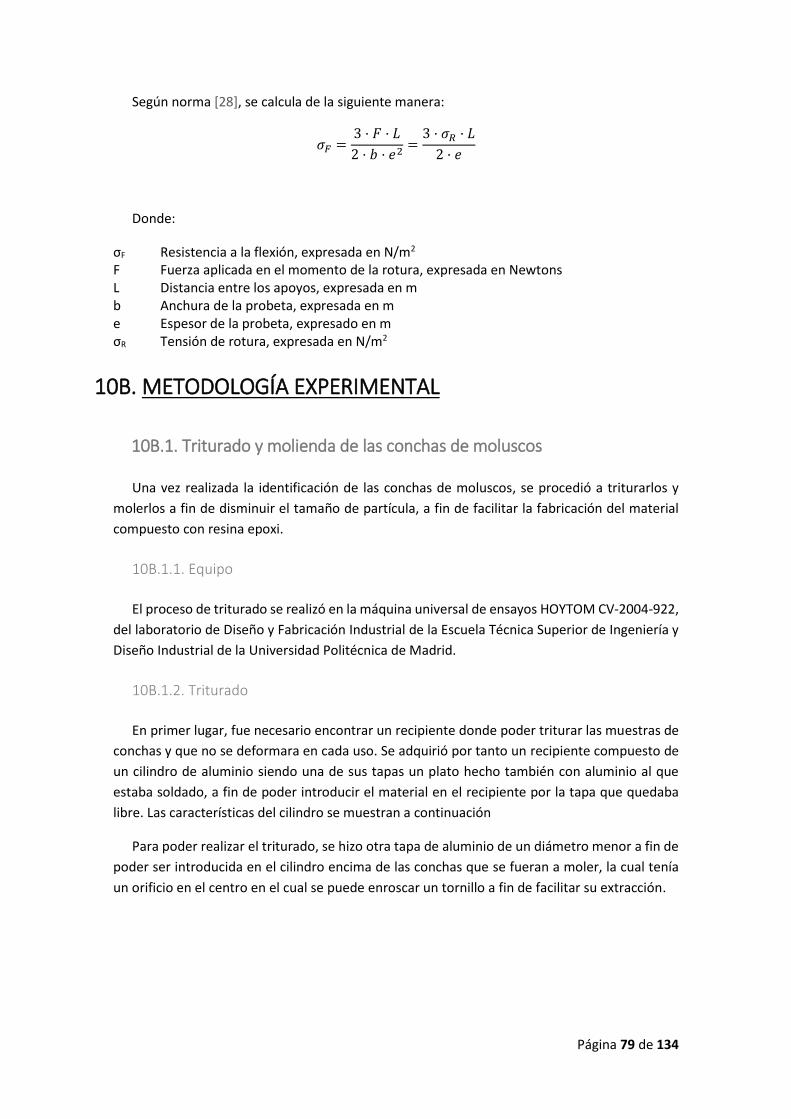
Página 79 de 134
Según norma [28], se calcula de la siguiente manera:
𝜎𝐹 =3 · 𝐹 · 𝐿
2 · 𝑏 · 𝑒2=
3 · 𝜎𝑅 · 𝐿
2 · 𝑒
Donde:
σF Resistencia a la flexión, expresada en N/m2 F Fuerza aplicada en el momento de la rotura, expresada en Newtons L Distancia entre los apoyos, expresada en m b Anchura de la probeta, expresada en m e Espesor de la probeta, expresado en m σR Tensión de rotura, expresada en N/m2
10B. METODOLOGÍA EXPERIMENTAL
10B.1. Triturado y molienda de las conchas de moluscos
Una vez realizada la identificación de las conchas de moluscos, se procedió a triturarlos y
molerlos a fin de disminuir el tamaño de partícula, a fin de facilitar la fabricación del material
compuesto con resina epoxi.
10B.1.1. Equipo
El proceso de triturado se realizó en la máquina universal de ensayos HOYTOM CV-2004-922,
del laboratorio de Diseño y Fabricación Industrial de la Escuela Técnica Superior de Ingeniería y
Diseño Industrial de la Universidad Politécnica de Madrid.
10B.1.2. Triturado
En primer lugar, fue necesario encontrar un recipiente donde poder triturar las muestras de
conchas y que no se deformara en cada uso. Se adquirió por tanto un recipiente compuesto de
un cilindro de aluminio siendo una de sus tapas un plato hecho también con aluminio al que
estaba soldado, a fin de poder introducir el material en el recipiente por la tapa que quedaba
libre. Las características del cilindro se muestran a continuación
Para poder realizar el triturado, se hizo otra tapa de aluminio de un diámetro menor a fin de
poder ser introducida en el cilindro encima de las conchas que se fueran a moler, la cual tenía
un orificio en el centro en el cual se puede enroscar un tornillo a fin de facilitar su extracción.
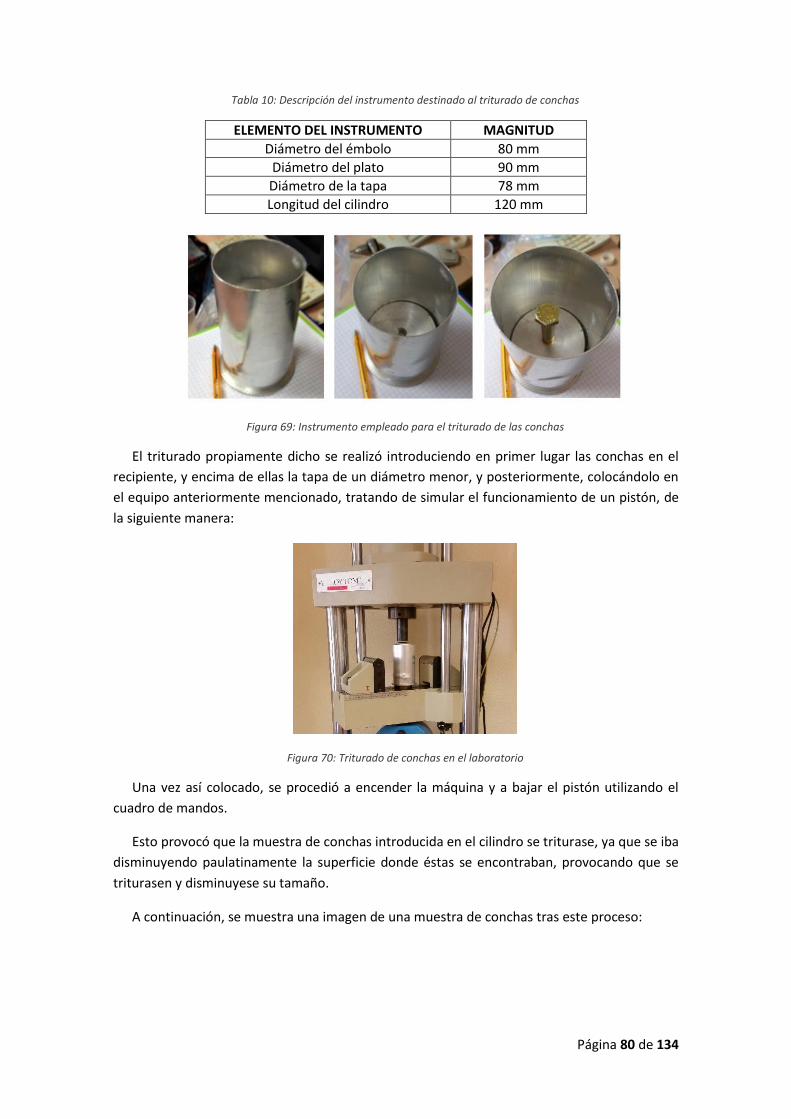
Página 80 de 134
Tabla 10: Descripción del instrumento destinado al triturado de conchas
ELEMENTO DEL INSTRUMENTO MAGNITUD
Diámetro del émbolo 80 mm
Diámetro del plato 90 mm
Diámetro de la tapa 78 mm
Longitud del cilindro 120 mm
Figura 69: Instrumento empleado para el triturado de las conchas
El triturado propiamente dicho se realizó introduciendo en primer lugar las conchas en el
recipiente, y encima de ellas la tapa de un diámetro menor, y posteriormente, colocándolo en
el equipo anteriormente mencionado, tratando de simular el funcionamiento de un pistón, de
la siguiente manera:
Figura 70: Triturado de conchas en el laboratorio
Una vez así colocado, se procedió a encender la máquina y a bajar el pistón utilizando el
cuadro de mandos.
Esto provocó que la muestra de conchas introducida en el cilindro se triturase, ya que se iba
disminuyendo paulatinamente la superficie donde éstas se encontraban, provocando que se
triturasen y disminuyese su tamaño.
A continuación, se muestra una imagen de una muestra de conchas tras este proceso:
Página 81 de 134
Figura 71: Recipiente con una muestra de conchas tras el proceso de triturado
Este proceso se repitió para cada tipo de concha, siendo necesaria la limpieza del
instrumento empleado después de la finalización del triturado de un tipo determinado, a fin de
evitar la mezcla de un tipo con otro de conchas.
10B.1.3. Molienda
Tras triturarse las muestras de cada tipo de conchas, fue necesario molerlas ya que el tamaño
de partícula que se obtuvo tras el triturado fue mayor del esperado, por lo que este proceso fue
necesario.
Figura 72: Muestra de conchas del tipo 2 (izq) y del tipo 3 (dcha) tras el proceso de triturado
Para la molienda se empleó un mortero de cerámica, el cual se muestra en la siguiente
imagen:
Figura 73: Mortero de cerámica
En dicho mortero se fueron moliendo paulatinamente los distintos tipos de muestras de
conchas, hasta que la textura de la mezcla fuese pulverulenta.

Página 82 de 134
Figura 74: Muestra de conchas molidas con el mortero
Este proceso se repitió con cada tipo de conchas, hasta que todas quedasen con una textura
parecida.
En este proceso de molienda, la dificultad para moler cada tipo de concha fue parecida salvo
en el caso de los mejillones, los cuales presentaron más dificultad para ser molidos y la muestra
pulverulenta de éstos se obtuvo en un tiempo mucho mayor que el resto.
10B.2. Análisis de composición
10B.2.1. Fluorescencia de Rayos X
Tras el proceso de reducción del tamaño de partícula realizado mediante el triturado y la
molienda, la siguiente etapa fue la de analizar la composición de los distintos tipos de conchas
obtenidos.
Este proceso se realizó mediante fluorescencia de rayos X, en el que se introdujeron muestras
de los distintos tipos de conchas molidas en el equipo, en el que, seleccionando el modo de
funcionamiento adecuado, se realizaron los análisis indicados.
10B.2.2. Difracción de Rayos X
Para el estudio de difracción de rayos X, se requiere que la muestra sea un polvo fino y
homogéneo, por lo que se realiza una última molienda de la fracción de muestra que se vaya a
someter a ensayo.
Una vez molida, se coloca la muestra en el portamuestras y se introduce en el equipo de
rayos X para iniciar la medición.
Figura 75: Muestra colocada en el portamuestras para su análisis por difracción de rayos X
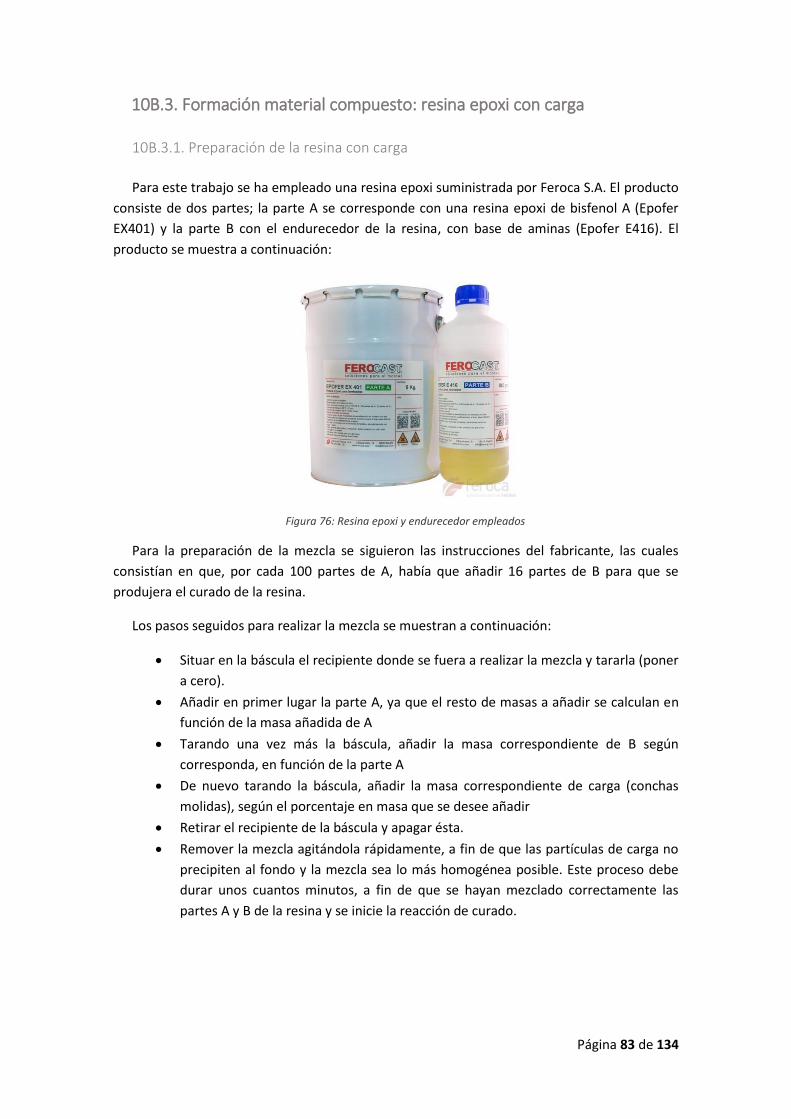
Página 83 de 134
10B.3. Formación material compuesto: resina epoxi con carga
10B.3.1. Preparación de la resina con carga
Para este trabajo se ha empleado una resina epoxi suministrada por Feroca S.A. El producto
consiste de dos partes; la parte A se corresponde con una resina epoxi de bisfenol A (Epofer
EX401) y la parte B con el endurecedor de la resina, con base de aminas (Epofer E416). El
producto se muestra a continuación:
Figura 76: Resina epoxi y endurecedor empleados
Para la preparación de la mezcla se siguieron las instrucciones del fabricante, las cuales
consistían en que, por cada 100 partes de A, había que añadir 16 partes de B para que se
produjera el curado de la resina.
Los pasos seguidos para realizar la mezcla se muestran a continuación:
Situar en la báscula el recipiente donde se fuera a realizar la mezcla y tararla (poner
a cero).
Añadir en primer lugar la parte A, ya que el resto de masas a añadir se calculan en
función de la masa añadida de A
Tarando una vez más la báscula, añadir la masa correspondiente de B según
corresponda, en función de la parte A
De nuevo tarando la báscula, añadir la masa correspondiente de carga (conchas
molidas), según el porcentaje en masa que se desee añadir
Retirar el recipiente de la báscula y apagar ésta.
Remover la mezcla agitándola rápidamente, a fin de que las partículas de carga no
precipiten al fondo y la mezcla sea lo más homogénea posible. Este proceso debe
durar unos cuantos minutos, a fin de que se hayan mezclado correctamente las
partes A y B de la resina y se inicie la reacción de curado.
Página 84 de 134
Figura 77: Recipiente con mezcla preparada para verter en el molde
10B.3.2. Ejemplo de cálculo de las masas añadidas a la mezcla
Para una mezcla con el 10% de peso en carga, las masas a añadir se calculan de la siguiente
manera:
Suponiendo que se tienen 30 gramos de la parte A y que por cada 100 partes de A hay que
añadir 16 partes de B, la masa que hay que añadir del endurecedor B es la siguiente:
30 𝑔𝑟𝑎𝑚𝑜𝑠 𝐴 ·16 𝑔𝑟𝑎𝑚𝑜𝑠 𝐵
100 𝑔𝑟𝑎𝑚𝑜𝑠 𝐴= 4,8 𝑔𝑟𝑎𝑚𝑜𝑠 𝑑𝑒 𝐵
Tendrían que añadirse 4,8 gramos de B para que se produjese el curado de la resina.
Como se sabe que la carga ha de ser el 10% en masa, la mezcla de A y B será por tanto el 90%
del peso. Por lo que la masa a añadir de conchas molida es la siguiente:
(30 + 4,8)𝑔 𝑑𝑒 𝐴 + 𝐵 ·10 𝑔 𝑐𝑎𝑟𝑔𝑎
90 𝑔 𝐴 + 𝐵= 3,867 𝑔 𝑐𝑎𝑟𝑔𝑎
Por lo tanto, el 10% en peso de la mezcla se corresponde a 3,867 gramos de conchas molidas,
y a 34,8 gramos de resina epoxi, constituida por 30 gramos de resina y 4,8 de endurecedor.
10B.3.3. Realización de las probetas
Antes de verter la mezcla preparada sobre el molde, es conveniente untar éstos con una cera
desmoldeante. Esto es necesario para que una vez se hayan curado las probetas, no se adhieran
en exceso al molde, y sea fácil su extracción de éste.
En este caso se ha empleado la cera desmoldeante 34D de Feroca, la cual se muestra en la
siguiente imagen.
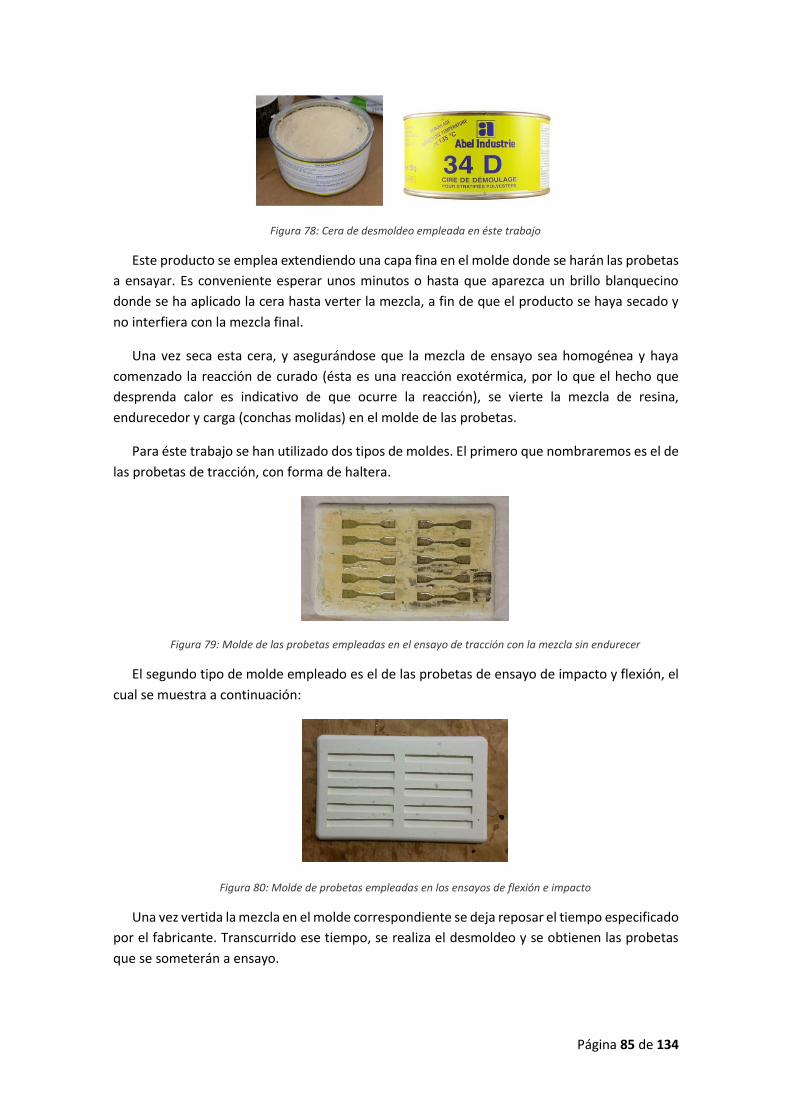
Página 85 de 134
Figura 78: Cera de desmoldeo empleada en éste trabajo
Este producto se emplea extendiendo una capa fina en el molde donde se harán las probetas
a ensayar. Es conveniente esperar unos minutos o hasta que aparezca un brillo blanquecino
donde se ha aplicado la cera hasta verter la mezcla, a fin de que el producto se haya secado y
no interfiera con la mezcla final.
Una vez seca esta cera, y asegurándose que la mezcla de ensayo sea homogénea y haya
comenzado la reacción de curado (ésta es una reacción exotérmica, por lo que el hecho que
desprenda calor es indicativo de que ocurre la reacción), se vierte la mezcla de resina,
endurecedor y carga (conchas molidas) en el molde de las probetas.
Para éste trabajo se han utilizado dos tipos de moldes. El primero que nombraremos es el de
las probetas de tracción, con forma de haltera.
Figura 79: Molde de las probetas empleadas en el ensayo de tracción con la mezcla sin endurecer
El segundo tipo de molde empleado es el de las probetas de ensayo de impacto y flexión, el
cual se muestra a continuación:
Figura 80: Molde de probetas empleadas en los ensayos de flexión e impacto
Una vez vertida la mezcla en el molde correspondiente se deja reposar el tiempo especificado
por el fabricante. Transcurrido ese tiempo, se realiza el desmoldeo y se obtienen las probetas
que se someterán a ensayo.
Página 86 de 134
El proceso de curado es muy importante en la correcta obtención de las probetas, ya que en
este trabajo ha sido comprobado que si el curado no es adecuado, los resultados obtenidos no
se corresponden con las propiedades que, a priori, puede tener un material compuesto por
resina epoxi. En el apartado de conclusiones se nombran con más detalle los aspectos
relacionados con este proceso.
10B.4. Ensayos
10B.4.1. Tracción
La metodología seguida para realizar este ensayo fue la siguiente:
1. Encender el equipo, la máquina de ensayos universales HOYTOM CV-2004-922, desde su
cuadro de mandos.
2. Encender el ordenador e iniciar el programa HOYWIN, en el cual se recogerán los datos
de los ensayos.
3. Medir con un calibre las dimensiones de las probetas: ancho, espesor y longitud
equivalente.
4. Introducir los datos de nombre y dimensiones de las probetas en el programa HOYWIN,
pulsando en la pestaña “Probeta”.
5. Configurar las condiciones de partida del ensayo, la velocidad a la que se mueven las
mordazas (2 mm/min en el caso del ensayo de tracción), fuerza máxima… pulsando en la
pestaña “Máquina”.
6. Introducir la probeta entre las mordazas de la máquina de tal forma que la longitud a
ensayar sea la medida como longitud equivalente, y en la posición más recta posible.
7. Ajustar al cero el equipo.
8. Comenzar el proceso de medición pulsando en la pestaña “Ensayo”.
9. Una vez finalizado el ensayo y tras la rotura de la probeta, se recoge ésta de las mordazas
y se guardan los resultados del ensayo en el ordenador.
10. Repetir este proceso para el ensayo de cada probeta.
Los resultados de todos los ensayos se obtenían a partir del programa HOYWIN, exportando
los datos de dichos ensayos a un fichero Excel para su posterior análisis.
La interfaz del programa HOYWIN se muestra a continuación tras la realización de un ensayo
de tracción:
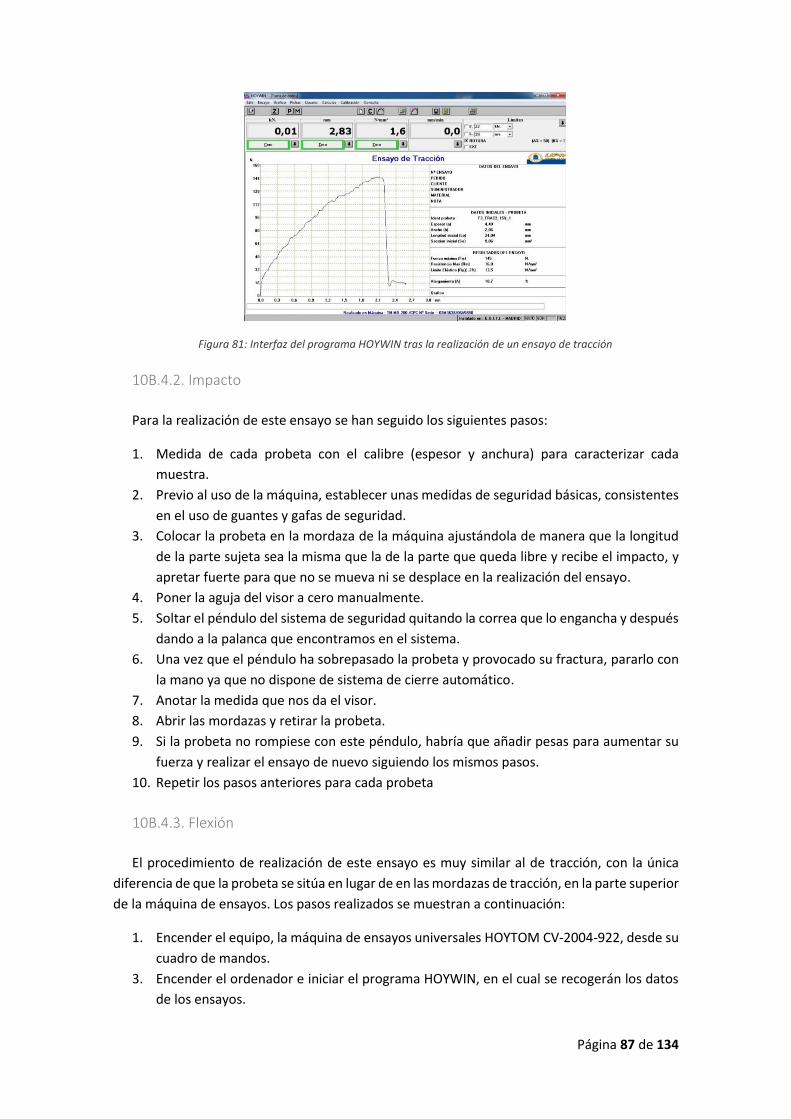
Página 87 de 134
Figura 81: Interfaz del programa HOYWIN tras la realización de un ensayo de tracción
10B.4.2. Impacto
Para la realización de este ensayo se han seguido los siguientes pasos:
1. Medida de cada probeta con el calibre (espesor y anchura) para caracterizar cada
muestra.
2. Previo al uso de la máquina, establecer unas medidas de seguridad básicas, consistentes
en el uso de guantes y gafas de seguridad.
3. Colocar la probeta en la mordaza de la máquina ajustándola de manera que la longitud
de la parte sujeta sea la misma que la de la parte que queda libre y recibe el impacto, y
apretar fuerte para que no se mueva ni se desplace en la realización del ensayo.
4. Poner la aguja del visor a cero manualmente.
5. Soltar el péndulo del sistema de seguridad quitando la correa que lo engancha y después
dando a la palanca que encontramos en el sistema.
6. Una vez que el péndulo ha sobrepasado la probeta y provocado su fractura, pararlo con
la mano ya que no dispone de sistema de cierre automático.
7. Anotar la medida que nos da el visor.
8. Abrir las mordazas y retirar la probeta.
9. Si la probeta no rompiese con este péndulo, habría que añadir pesas para aumentar su
fuerza y realizar el ensayo de nuevo siguiendo los mismos pasos.
10. Repetir los pasos anteriores para cada probeta
10B.4.3. Flexión
El procedimiento de realización de este ensayo es muy similar al de tracción, con la única
diferencia de que la probeta se sitúa en lugar de en las mordazas de tracción, en la parte superior
de la máquina de ensayos. Los pasos realizados se muestran a continuación:
1. Encender el equipo, la máquina de ensayos universales HOYTOM CV-2004-922, desde su
cuadro de mandos.
3. Encender el ordenador e iniciar el programa HOYWIN, en el cual se recogerán los datos
de los ensayos.
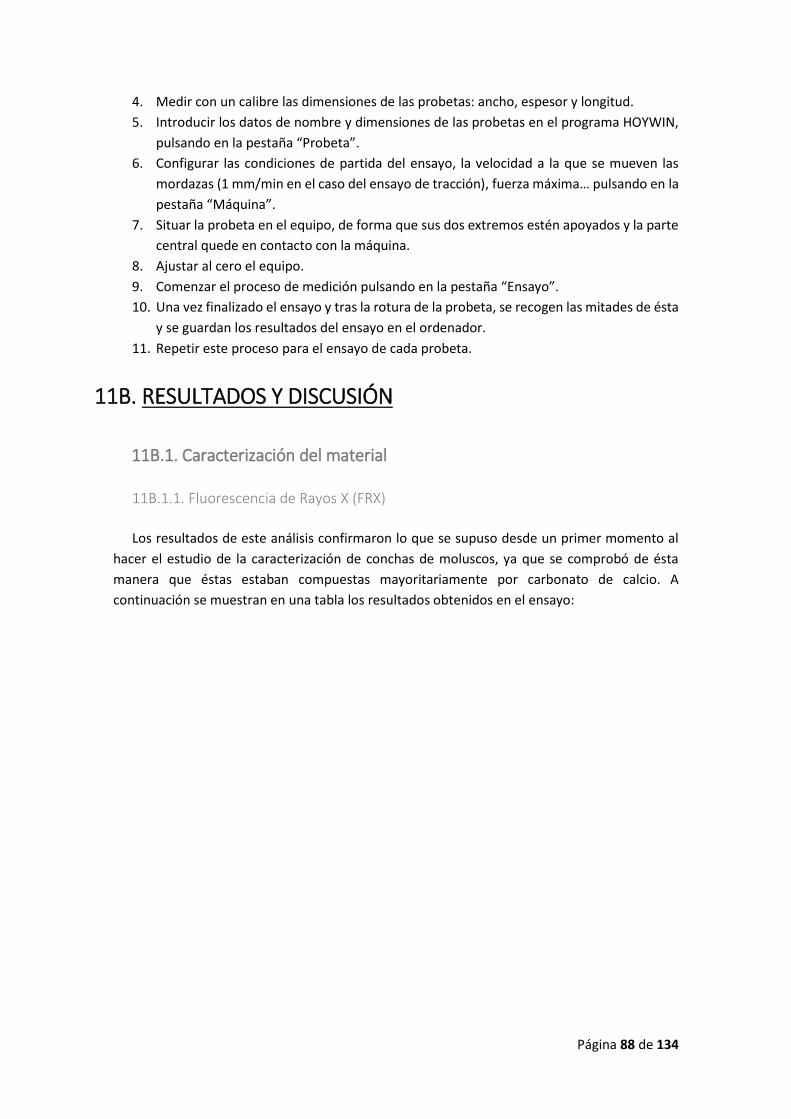
Página 88 de 134
4. Medir con un calibre las dimensiones de las probetas: ancho, espesor y longitud.
5. Introducir los datos de nombre y dimensiones de las probetas en el programa HOYWIN,
pulsando en la pestaña “Probeta”.
6. Configurar las condiciones de partida del ensayo, la velocidad a la que se mueven las
mordazas (1 mm/min en el caso del ensayo de tracción), fuerza máxima… pulsando en la
pestaña “Máquina”.
7. Situar la probeta en el equipo, de forma que sus dos extremos estén apoyados y la parte
central quede en contacto con la máquina.
8. Ajustar al cero el equipo.
9. Comenzar el proceso de medición pulsando en la pestaña “Ensayo”.
10. Una vez finalizado el ensayo y tras la rotura de la probeta, se recogen las mitades de ésta
y se guardan los resultados del ensayo en el ordenador.
11. Repetir este proceso para el ensayo de cada probeta.
11B. RESULTADOS Y DISCUSIÓN
11B.1. Caracterización del material
11B.1.1. Fluorescencia de Rayos X (FRX)
Los resultados de este análisis confirmaron lo que se supuso desde un primer momento al
hacer el estudio de la caracterización de conchas de moluscos, ya que se comprobó de ésta
manera que éstas estaban compuestas mayoritariamente por carbonato de calcio. A
continuación se muestran en una tabla los resultados obtenidos en el ensayo:
Página 89 de 134
Tabla 11: Resultados del análisis por fluorescencia de rayos X
Nombre del compuesto
Formulación Tipo 1
(%) Tipo 2
(%) Tipo 3
(%) Tipo 4
(%) Tipo 5
(%)
Calcium Oxide CaO 98,30 97,03 98,16 96,54 95,73
Strontium Oxide SrO 0,58 0,40 0,57 0,50 0,64
Aluminum Oxide Al2O3 0,46 0,63 0,38 0,63 0,57
Sulfur Oxide SO2 0,18 0,77 0,17 0,31 0,31
Silicon Oxide SiO2 0,17 0,38 0,40 1,13 1,11
Barium Oxide BaO 0,11 0,12 0,11 0,11 0,11
Cesium Oxide CsO 0,08 0,08 0,08 0,08 0,08
Antimony Oxide Sn2O3 0,03 0,03 0,03 0,03 0,03
Tin Oxide SnO 0,03 0,03 0,03 0,04 0,05
Iron Oxide FeO 0,02 0,02 0,03 0,10 0,12
Nickel Oxide NiO 0,01 0,01 0,01 0,01 0,01
Tantalum Oxide Ta2O5 0,01 0,01 0,01 0,01 0,01
Copper Oxide CuO 0,01 0,30 0,01 0,30 0,77
Cobalt Oxide CoO 0,00 0,01 0,00 0,00 0,00
Arsenic Oxide As2O3 0,00 0,01 0,00 0,01 0,01
Zinc Oxide ZnO 0,00 0,09 0,00 0,09 0,22
Óxido de magnesio MgO 0,00 0,00 0,00 0,09 0,22
Lead Oxide PbO 0,00 0,00 0,00 0,00 0,01
Phosphorus Oxide P2O5 0,00 0,06 0,00 0,00 0,00
Tabla 12: Leyenda tabla 11
ORDEN SOMBREADO
Primer elemento mayoritario
Segundo elemento mayoritario
Tercer elemento mayoritario
Cuarto elemento mayoritario
Quinto elemento mayoritario
Estos resultados son consecuencia de la interpretación de un espectro de fluorescencia de
rayos X, donde se puede comprobar como en cada tipo de muestra, el pico más señalado es el
que corresponde al calcio.
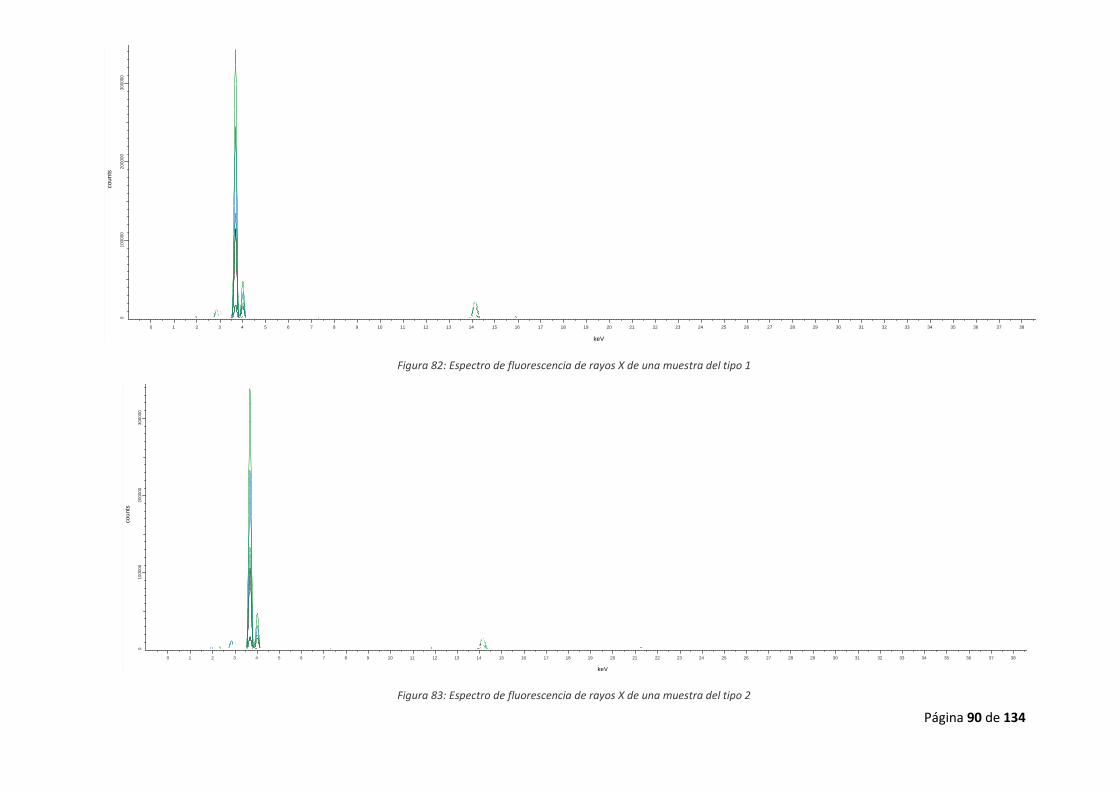
Página 90 de 134
Figura 82: Espectro de fluorescencia de rayos X de una muestra del tipo 1
Figura 83: Espectro de fluorescencia de rayos X de una muestra del tipo 2
0100000
200000
300000
co
un
ts
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
keV
0100000
200000
300000
co
un
ts
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
keV
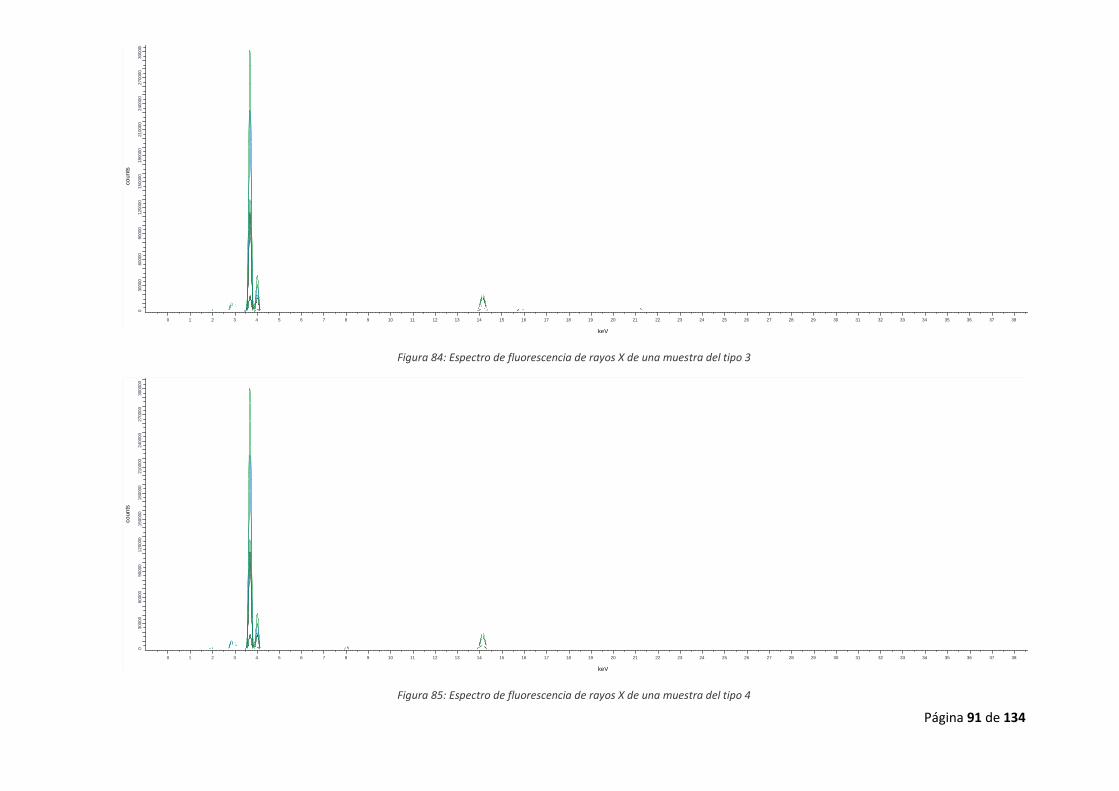
Página 91 de 134
Figura 84: Espectro de fluorescencia de rayos X de una muestra del tipo 3
Figura 85: Espectro de fluorescencia de rayos X de una muestra del tipo 4
030000
60000
90000
120000
150000
180000
210000
240000
270000
300000
co
un
ts
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
keV
030000
60000
90000
120000
150000
180000
210000
240000
270000
300000
co
un
ts
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
keV
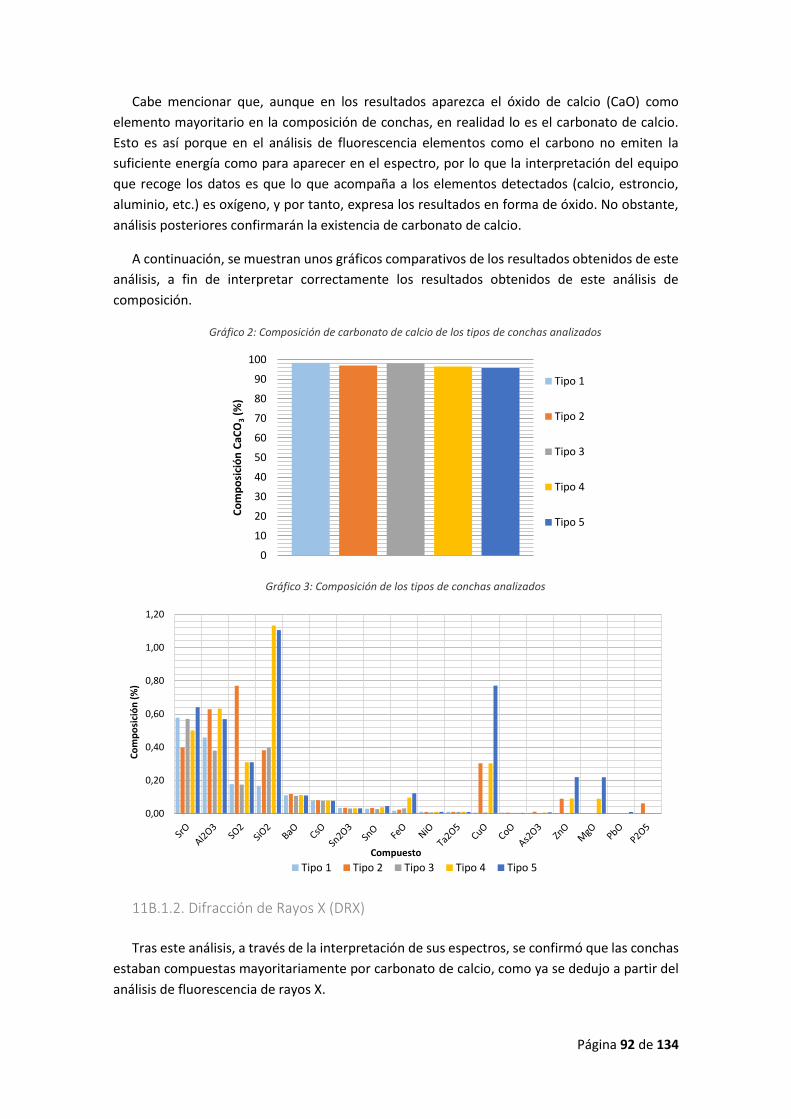
Página 92 de 134
Cabe mencionar que, aunque en los resultados aparezca el óxido de calcio (CaO) como
elemento mayoritario en la composición de conchas, en realidad lo es el carbonato de calcio.
Esto es así porque en el análisis de fluorescencia elementos como el carbono no emiten la
suficiente energía como para aparecer en el espectro, por lo que la interpretación del equipo
que recoge los datos es que lo que acompaña a los elementos detectados (calcio, estroncio,
aluminio, etc.) es oxígeno, y por tanto, expresa los resultados en forma de óxido. No obstante,
análisis posteriores confirmarán la existencia de carbonato de calcio.
A continuación, se muestran unos gráficos comparativos de los resultados obtenidos de este
análisis, a fin de interpretar correctamente los resultados obtenidos de este análisis de
composición.
Gráfico 2: Composición de carbonato de calcio de los tipos de conchas analizados
Gráfico 3: Composición de los tipos de conchas analizados
11B.1.2. Difracción de Rayos X (DRX)
Tras este análisis, a través de la interpretación de sus espectros, se confirmó que las conchas
estaban compuestas mayoritariamente por carbonato de calcio, como ya se dedujo a partir del
análisis de fluorescencia de rayos X.
0
10
20
30
40
50
60
70
80
90
100
Co
mp
osi
ció
n C
aCO
3(%
)
Tipo 1
Tipo 2
Tipo 3
Tipo 4
Tipo 5
0,00
0,20
0,40
0,60
0,80
1,00
1,20
Co
mp
osi
ció
n (
%)
Compuesto
Tipo 1 Tipo 2 Tipo 3 Tipo 4 Tipo 5
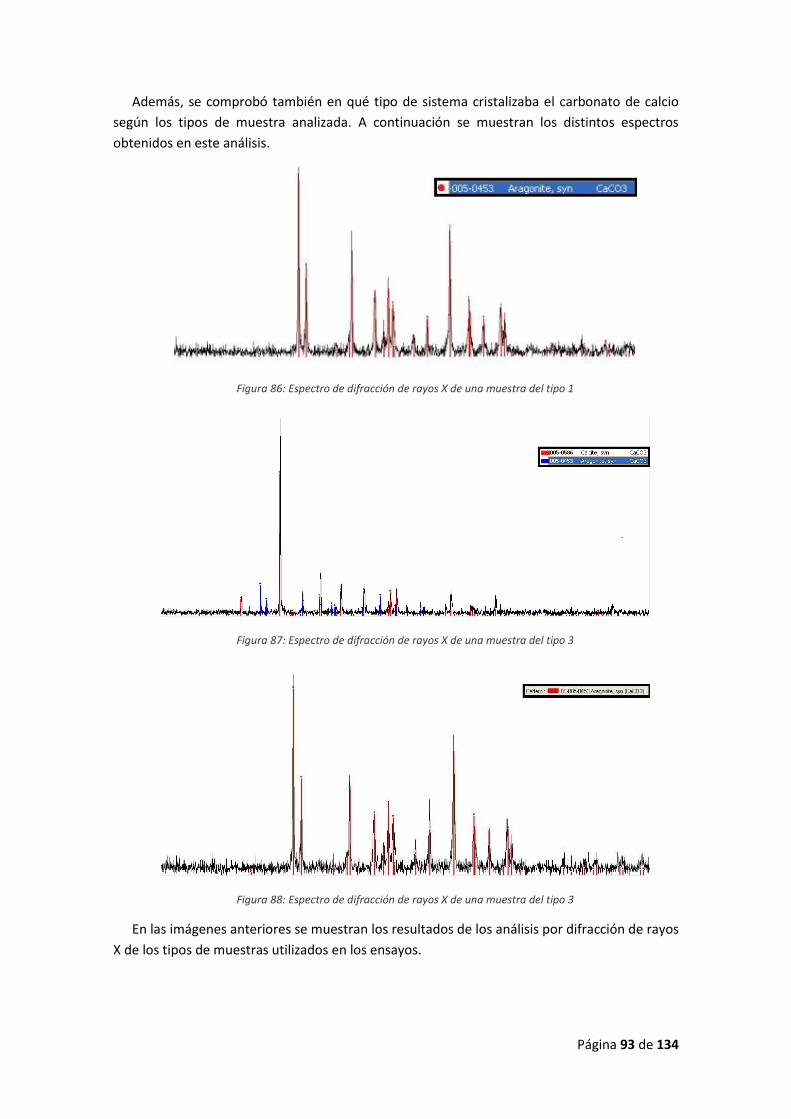
Página 93 de 134
Además, se comprobó también en qué tipo de sistema cristalizaba el carbonato de calcio
según los tipos de muestra analizada. A continuación se muestran los distintos espectros
obtenidos en este análisis.
Figura 86: Espectro de difracción de rayos X de una muestra del tipo 1
Figura 87: Espectro de difracción de rayos X de una muestra del tipo 3
Figura 88: Espectro de difracción de rayos X de una muestra del tipo 3
En las imágenes anteriores se muestran los resultados de los análisis por difracción de rayos
X de los tipos de muestras utilizados en los ensayos.
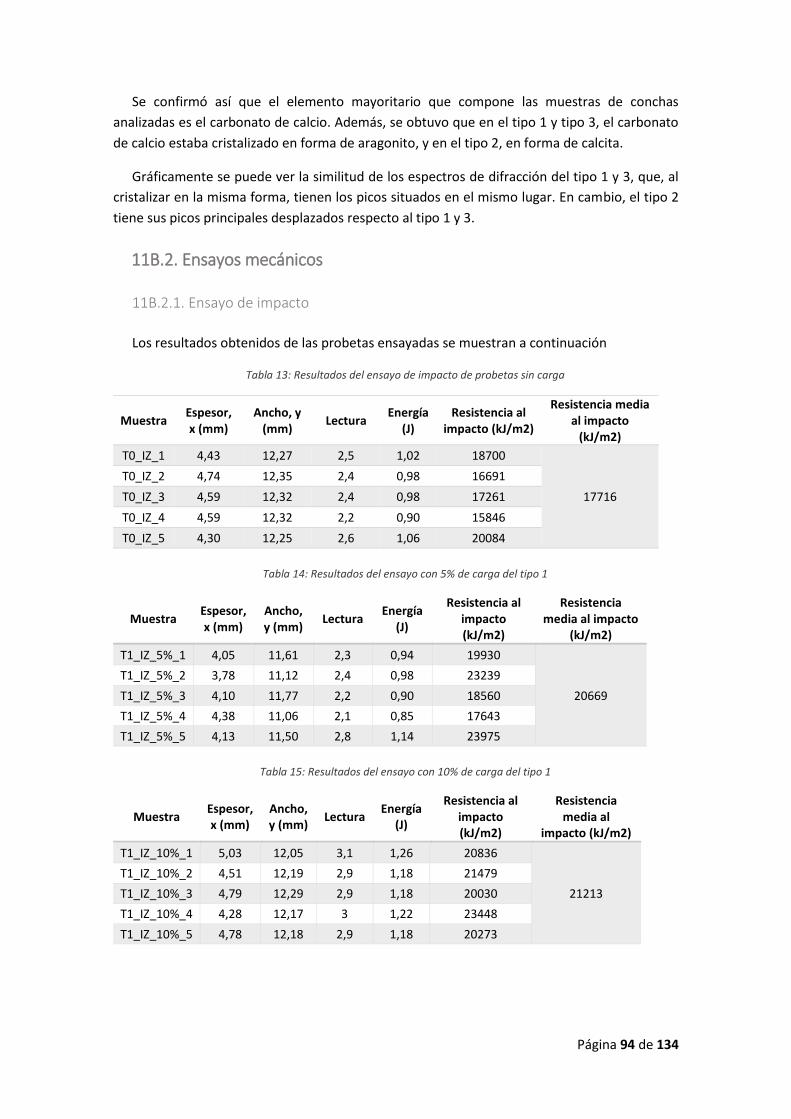
Página 94 de 134
Se confirmó así que el elemento mayoritario que compone las muestras de conchas
analizadas es el carbonato de calcio. Además, se obtuvo que en el tipo 1 y tipo 3, el carbonato
de calcio estaba cristalizado en forma de aragonito, y en el tipo 2, en forma de calcita.
Gráficamente se puede ver la similitud de los espectros de difracción del tipo 1 y 3, que, al
cristalizar en la misma forma, tienen los picos situados en el mismo lugar. En cambio, el tipo 2
tiene sus picos principales desplazados respecto al tipo 1 y 3.
11B.2. Ensayos mecánicos
11B.2.1. Ensayo de impacto
Los resultados obtenidos de las probetas ensayadas se muestran a continuación
Tabla 13: Resultados del ensayo de impacto de probetas sin carga
Muestra Espesor, x (mm)
Ancho, y (mm)
Lectura Energía
(J) Resistencia al
impacto (kJ/m2)
Resistencia media al impacto
(kJ/m2)
T0_IZ_1 4,43 12,27 2,5 1,02 18700
17716
T0_IZ_2 4,74 12,35 2,4 0,98 16691
T0_IZ_3 4,59 12,32 2,4 0,98 17261
T0_IZ_4 4,59 12,32 2,2 0,90 15846
T0_IZ_5 4,30 12,25 2,6 1,06 20084
Tabla 14: Resultados del ensayo con 5% de carga del tipo 1
Muestra Espesor, x (mm)
Ancho, y (mm)
Lectura Energía
(J)
Resistencia al impacto (kJ/m2)
Resistencia media al impacto
(kJ/m2)
T1_IZ_5%_1 4,05 11,61 2,3 0,94 19930
20669
T1_IZ_5%_2 3,78 11,12 2,4 0,98 23239
T1_IZ_5%_3 4,10 11,77 2,2 0,90 18560
T1_IZ_5%_4 4,38 11,06 2,1 0,85 17643
T1_IZ_5%_5 4,13 11,50 2,8 1,14 23975
Tabla 15: Resultados del ensayo con 10% de carga del tipo 1
Muestra Espesor, x (mm)
Ancho, y (mm)
Lectura Energía
(J)
Resistencia al impacto (kJ/m2)
Resistencia media al
impacto (kJ/m2)
T1_IZ_10%_1 5,03 12,05 3,1 1,26 20836
21213
T1_IZ_10%_2 4,51 12,19 2,9 1,18 21479
T1_IZ_10%_3 4,79 12,29 2,9 1,18 20030
T1_IZ_10%_4 4,28 12,17 3 1,22 23448
T1_IZ_10%_5 4,78 12,18 2,9 1,18 20273
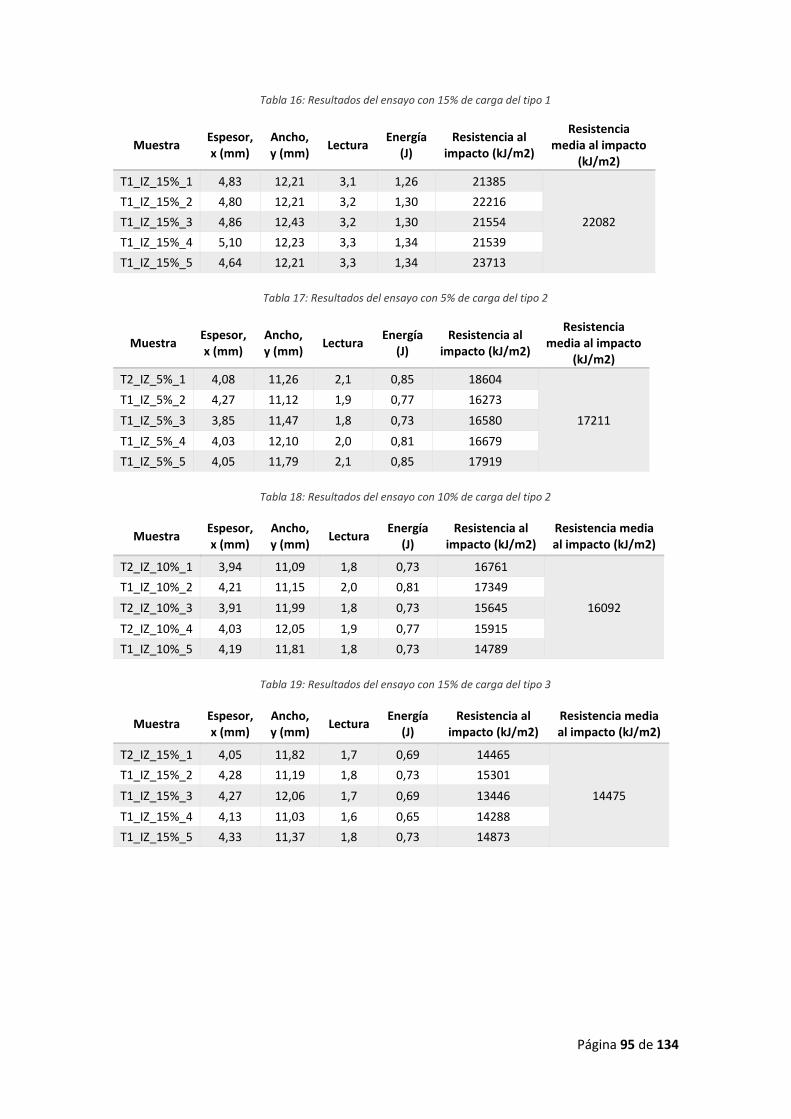
Página 95 de 134
Tabla 16: Resultados del ensayo con 15% de carga del tipo 1
Muestra Espesor, x (mm)
Ancho, y (mm)
Lectura Energía
(J) Resistencia al
impacto (kJ/m2)
Resistencia media al impacto
(kJ/m2)
T1_IZ_15%_1 4,83 12,21 3,1 1,26 21385
22082
T1_IZ_15%_2 4,80 12,21 3,2 1,30 22216
T1_IZ_15%_3 4,86 12,43 3,2 1,30 21554
T1_IZ_15%_4 5,10 12,23 3,3 1,34 21539
T1_IZ_15%_5 4,64 12,21 3,3 1,34 23713
Tabla 17: Resultados del ensayo con 5% de carga del tipo 2
Muestra Espesor, x (mm)
Ancho, y (mm)
Lectura Energía
(J) Resistencia al
impacto (kJ/m2)
Resistencia media al impacto
(kJ/m2)
T2_IZ_5%_1 4,08 11,26 2,1 0,85 18604
17211
T1_IZ_5%_2 4,27 11,12 1,9 0,77 16273
T1_IZ_5%_3 3,85 11,47 1,8 0,73 16580
T1_IZ_5%_4 4,03 12,10 2,0 0,81 16679
T1_IZ_5%_5 4,05 11,79 2,1 0,85 17919
Tabla 18: Resultados del ensayo con 10% de carga del tipo 2
Muestra Espesor, x (mm)
Ancho, y (mm)
Lectura Energía
(J) Resistencia al
impacto (kJ/m2) Resistencia media al impacto (kJ/m2)
T2_IZ_10%_1 3,94 11,09 1,8 0,73 16761
16092
T1_IZ_10%_2 4,21 11,15 2,0 0,81 17349
T2_IZ_10%_3 3,91 11,99 1,8 0,73 15645
T2_IZ_10%_4 4,03 12,05 1,9 0,77 15915
T1_IZ_10%_5 4,19 11,81 1,8 0,73 14789
Tabla 19: Resultados del ensayo con 15% de carga del tipo 3
Muestra Espesor, x (mm)
Ancho, y (mm)
Lectura Energía
(J) Resistencia al
impacto (kJ/m2) Resistencia media al impacto (kJ/m2)
T2_IZ_15%_1 4,05 11,82 1,7 0,69 14465
14475
T1_IZ_15%_2 4,28 11,19 1,8 0,73 15301
T1_IZ_15%_3 4,27 12,06 1,7 0,69 13446
T1_IZ_15%_4 4,13 11,03 1,6 0,65 14288
T1_IZ_15%_5 4,33 11,37 1,8 0,73 14873
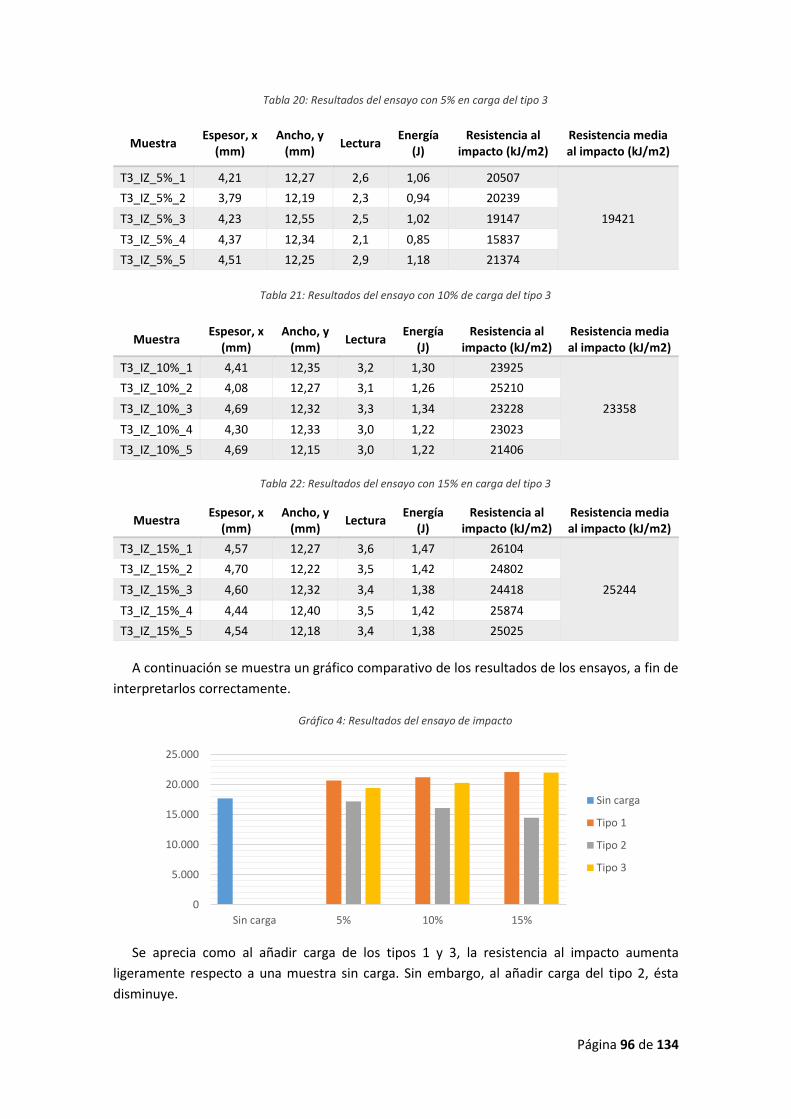
Página 96 de 134
Tabla 20: Resultados del ensayo con 5% en carga del tipo 3
Muestra Espesor, x
(mm) Ancho, y
(mm) Lectura
Energía (J)
Resistencia al impacto (kJ/m2)
Resistencia media al impacto (kJ/m2)
T3_IZ_5%_1 4,21 12,27 2,6 1,06 20507
19421
T3_IZ_5%_2 3,79 12,19 2,3 0,94 20239
T3_IZ_5%_3 4,23 12,55 2,5 1,02 19147
T3_IZ_5%_4 4,37 12,34 2,1 0,85 15837
T3_IZ_5%_5 4,51 12,25 2,9 1,18 21374
Tabla 21: Resultados del ensayo con 10% de carga del tipo 3
Muestra Espesor, x
(mm) Ancho, y
(mm) Lectura
Energía (J)
Resistencia al impacto (kJ/m2)
Resistencia media al impacto (kJ/m2)
T3_IZ_10%_1 4,41 12,35 3,2 1,30 23925
23358
T3_IZ_10%_2 4,08 12,27 3,1 1,26 25210
T3_IZ_10%_3 4,69 12,32 3,3 1,34 23228
T3_IZ_10%_4 4,30 12,33 3,0 1,22 23023
T3_IZ_10%_5 4,69 12,15 3,0 1,22 21406
Tabla 22: Resultados del ensayo con 15% en carga del tipo 3
Muestra Espesor, x
(mm) Ancho, y
(mm) Lectura
Energía (J)
Resistencia al impacto (kJ/m2)
Resistencia media al impacto (kJ/m2)
T3_IZ_15%_1 4,57 12,27 3,6 1,47 26104
25244
T3_IZ_15%_2 4,70 12,22 3,5 1,42 24802
T3_IZ_15%_3 4,60 12,32 3,4 1,38 24418
T3_IZ_15%_4 4,44 12,40 3,5 1,42 25874
T3_IZ_15%_5 4,54 12,18 3,4 1,38 25025
A continuación se muestra un gráfico comparativo de los resultados de los ensayos, a fin de
interpretarlos correctamente.
Gráfico 4: Resultados del ensayo de impacto
Se aprecia como al añadir carga de los tipos 1 y 3, la resistencia al impacto aumenta
ligeramente respecto a una muestra sin carga. Sin embargo, al añadir carga del tipo 2, ésta
disminuye.
0
5.000
10.000
15.000
20.000
25.000
Sin carga 5% 10% 15%
Sin carga
Tipo 1
Tipo 2
Tipo 3
Página 97 de 134
No obstante, el aumento se aprecia más al añadir carga respecto a no añadirla, que al
aumentar el porcentaje de dicha carga, ya que al añadir el 5%, 10% y 15% los resultados no
varían demasiado, aunque sí que aumentan conforme lo hace el porcentaje de carga añadida.
En cuanto al tipo 2, el valor de resistencia al impacto disminuye conforme aumenta el
porcentaje de carga, aunque el cambio apreciable no es muy significativo.
Si la tendencia de resultados seguida en el ensayo de impacto se hubiera correspondido con
los resultados de los ensayos de tracción y flexión, sus resultados podrían ser más
determinantes.
Estos resultados podrían relacionarse con el tipo de carga añadida, ya que los resultados del
ensayo de impacto del tipo 1 y 3 tienen una tendencia similar (al aumentar la carga aumenta el
valor de resistencia al impacto), al contrario que al añadir carga del tipo 2 (disminuye la
resistencia al impacto conforme se aumenta la carga).
Estas tendencias distintas coinciden con el tipo de sistema en el que cristaliza el carbonato
de calcio, ya que en los tipos 1 y 3 lo hace en forma de aragonito y en el tipo 2 en forma de
calcita. No obstante, como se ha dicho antes, estos resultados obtenidos no son plenamente
determinantes al no corresponderse demasiado con los resultados de los ensayos de flexión y
tracción.
11B.2.2. Ensayo de tracción
Los resultados de los ensayos de tracción realizados a todas las probetas del tipo
correspondiente se muestran a continuación:
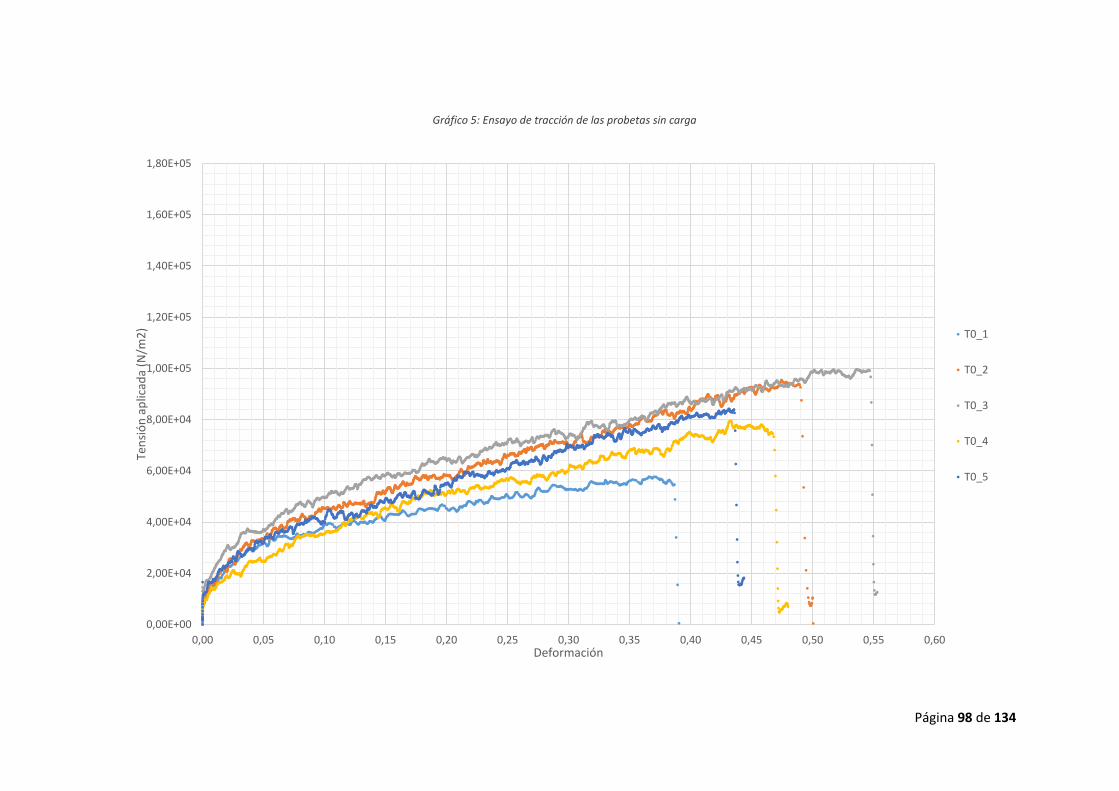
Página 98 de 134
Gráfico 5: Ensayo de tracción de las probetas sin carga
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T0_1
T0_2
T0_3
T0_4
T0_5
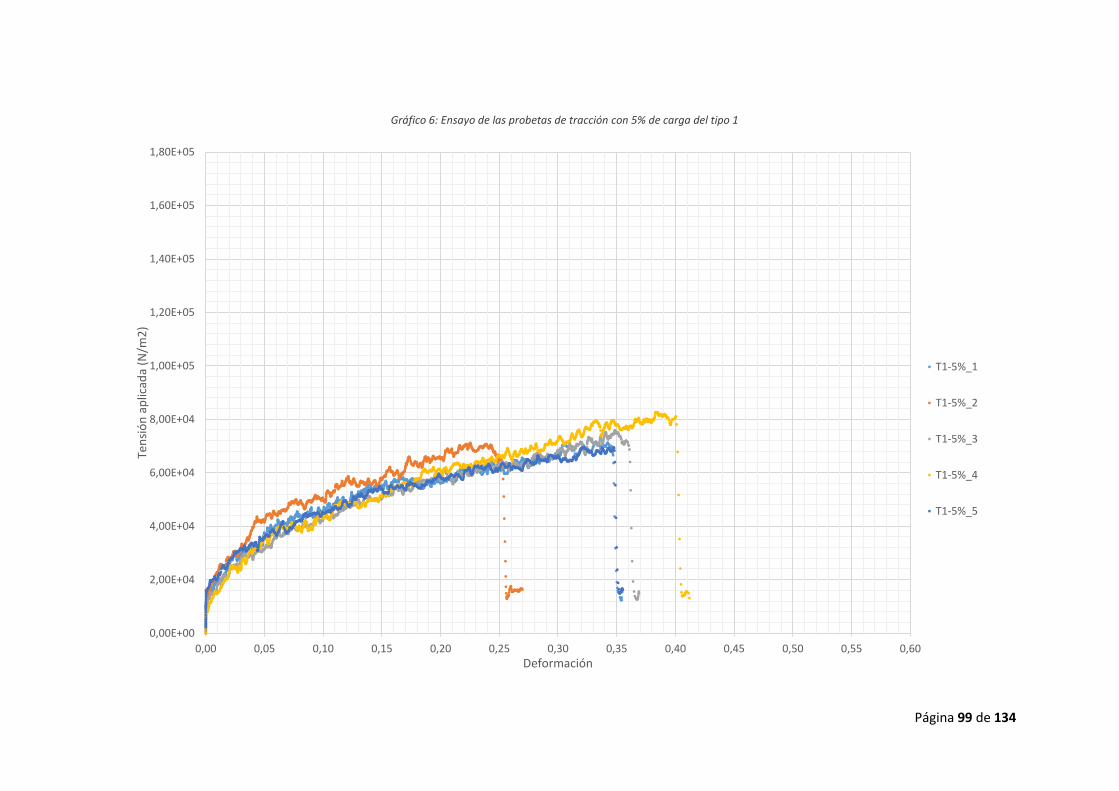
Página 99 de 134
Gráfico 6: Ensayo de las probetas de tracción con 5% de carga del tipo 1
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T1-5%_1
T1-5%_2
T1-5%_3
T1-5%_4
T1-5%_5
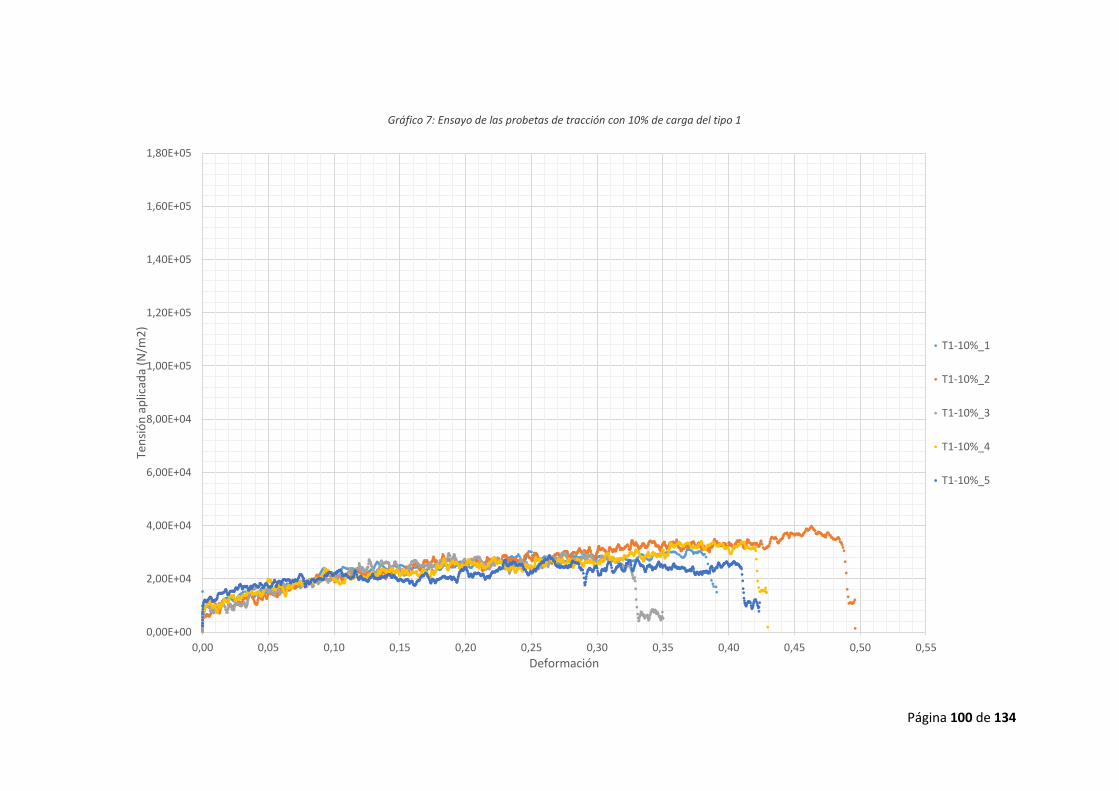
Página 100 de 134
Gráfico 7: Ensayo de las probetas de tracción con 10% de carga del tipo 1
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T1-10%_1
T1-10%_2
T1-10%_3
T1-10%_4
T1-10%_5
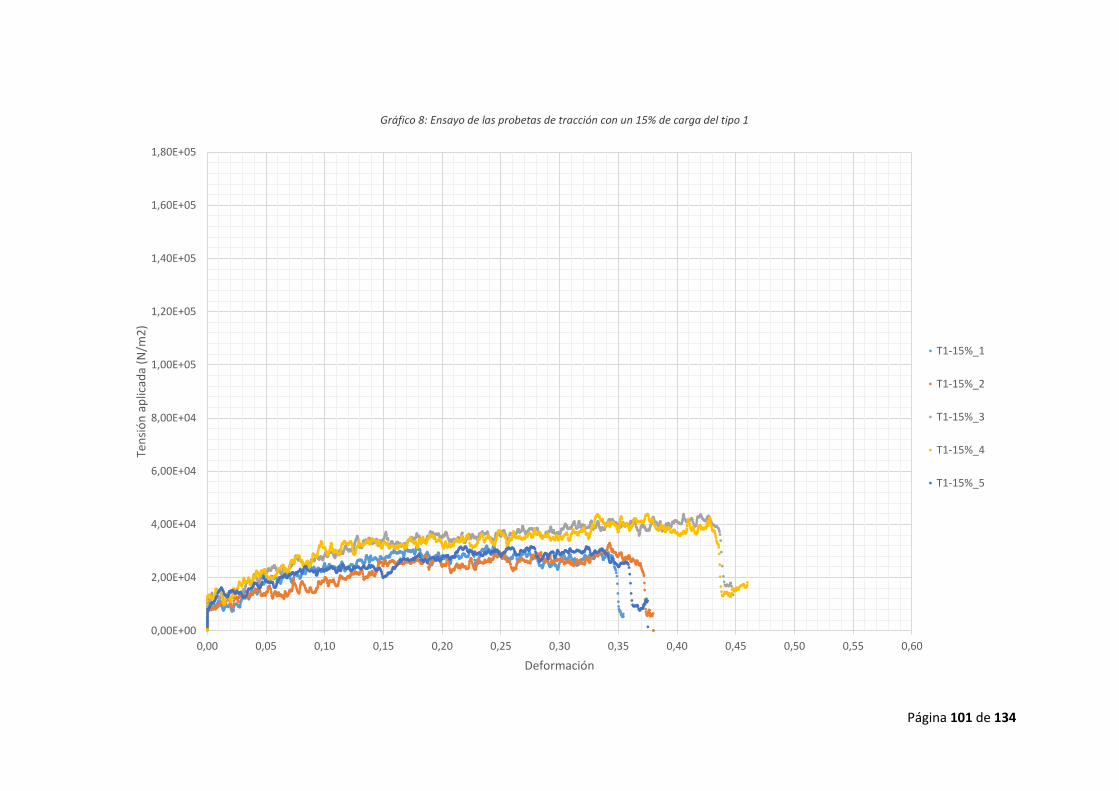
Página 101 de 134
Gráfico 8: Ensayo de las probetas de tracción con un 15% de carga del tipo 1
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T1-15%_1
T1-15%_2
T1-15%_3
T1-15%_4
T1-15%_5
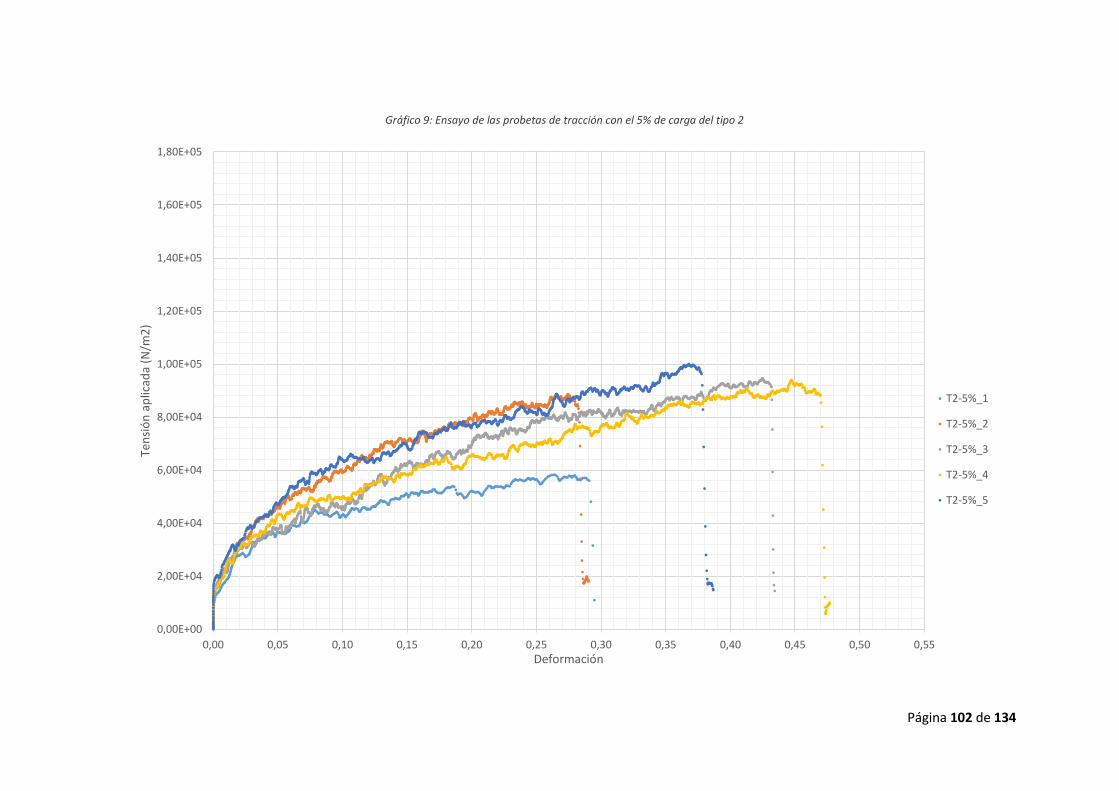
Página 102 de 134
Gráfico 9: Ensayo de las probetas de tracción con el 5% de carga del tipo 2
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T2-5%_1
T2-5%_2
T2-5%_3
T2-5%_4
T2-5%_5
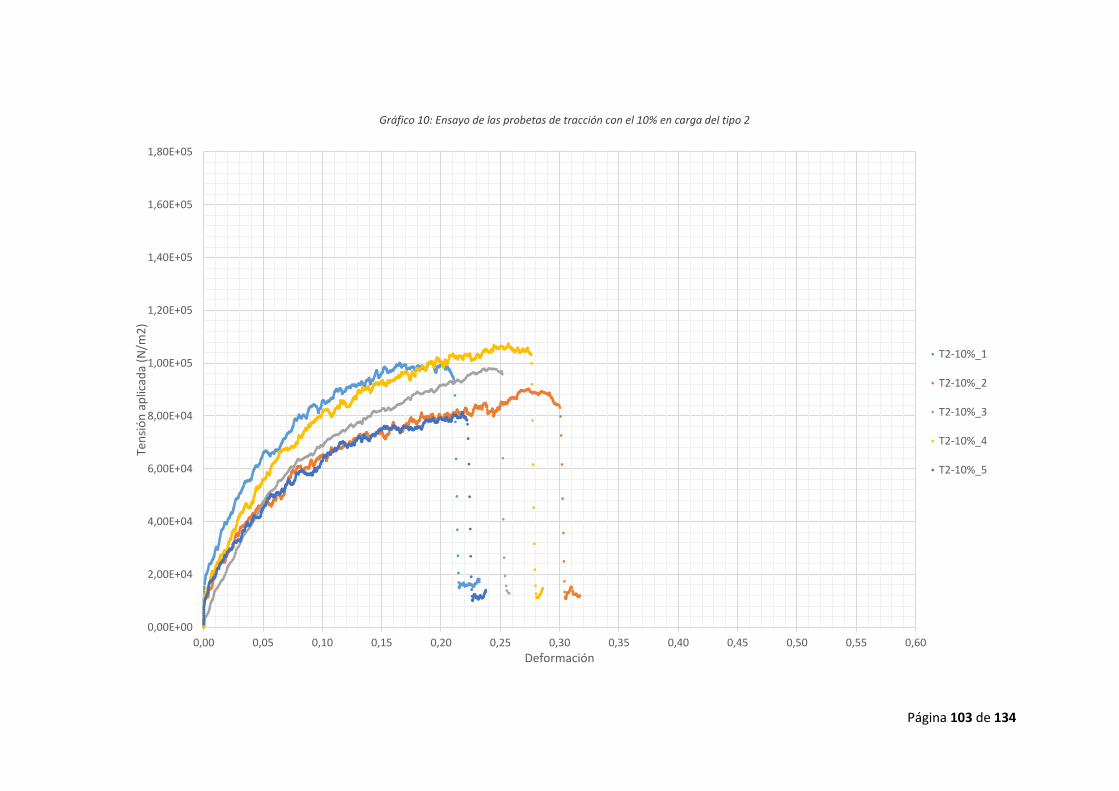
Página 103 de 134
Gráfico 10: Ensayo de las probetas de tracción con el 10% en carga del tipo 2
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T2-10%_1
T2-10%_2
T2-10%_3
T2-10%_4
T2-10%_5
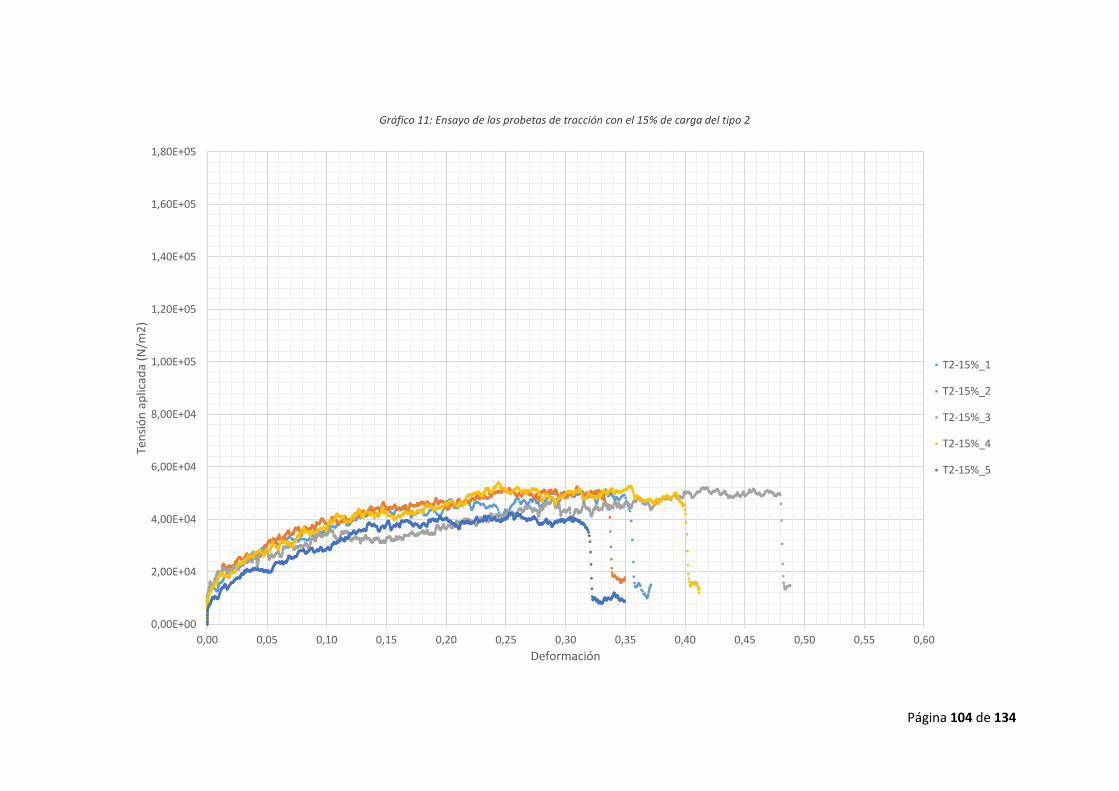
Página 104 de 134
Gráfico 11: Ensayo de las probetas de tracción con el 15% de carga del tipo 2
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T2-15%_1
T2-15%_2
T2-15%_3
T2-15%_4
T2-15%_5
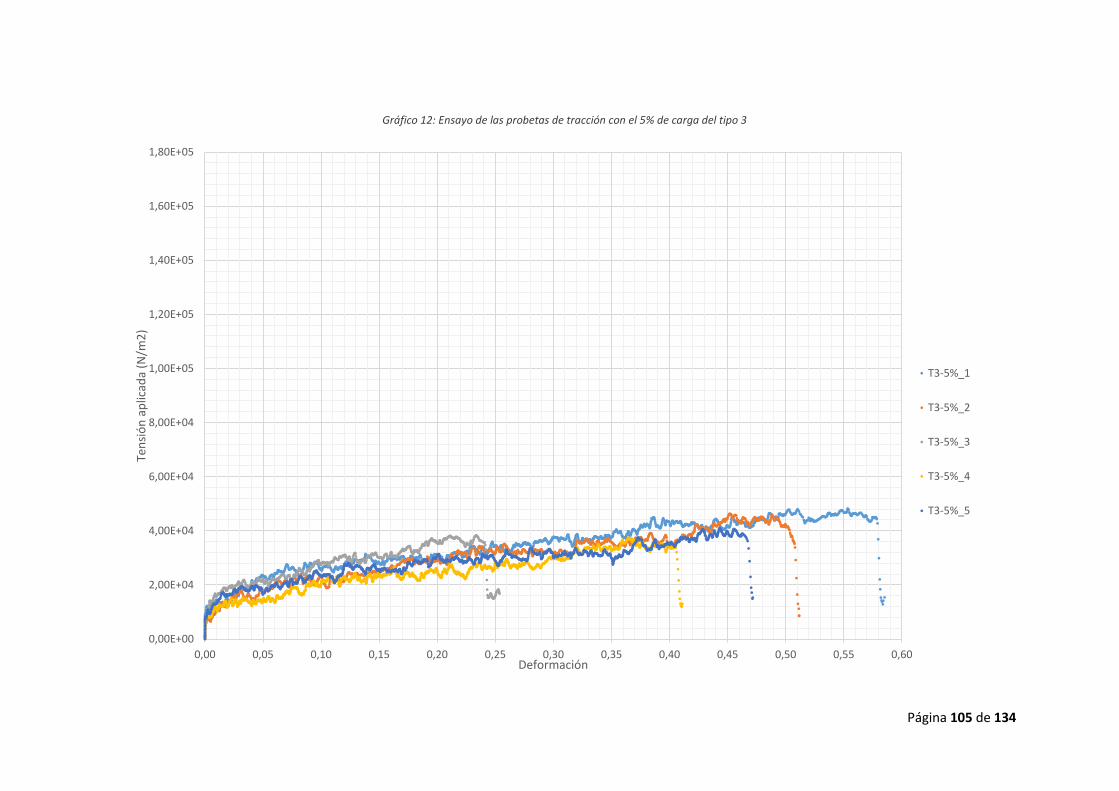
Página 105 de 134
Gráfico 12: Ensayo de las probetas de tracción con el 5% de carga del tipo 3
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T3-5%_1
T3-5%_2
T3-5%_3
T3-5%_4
T3-5%_5
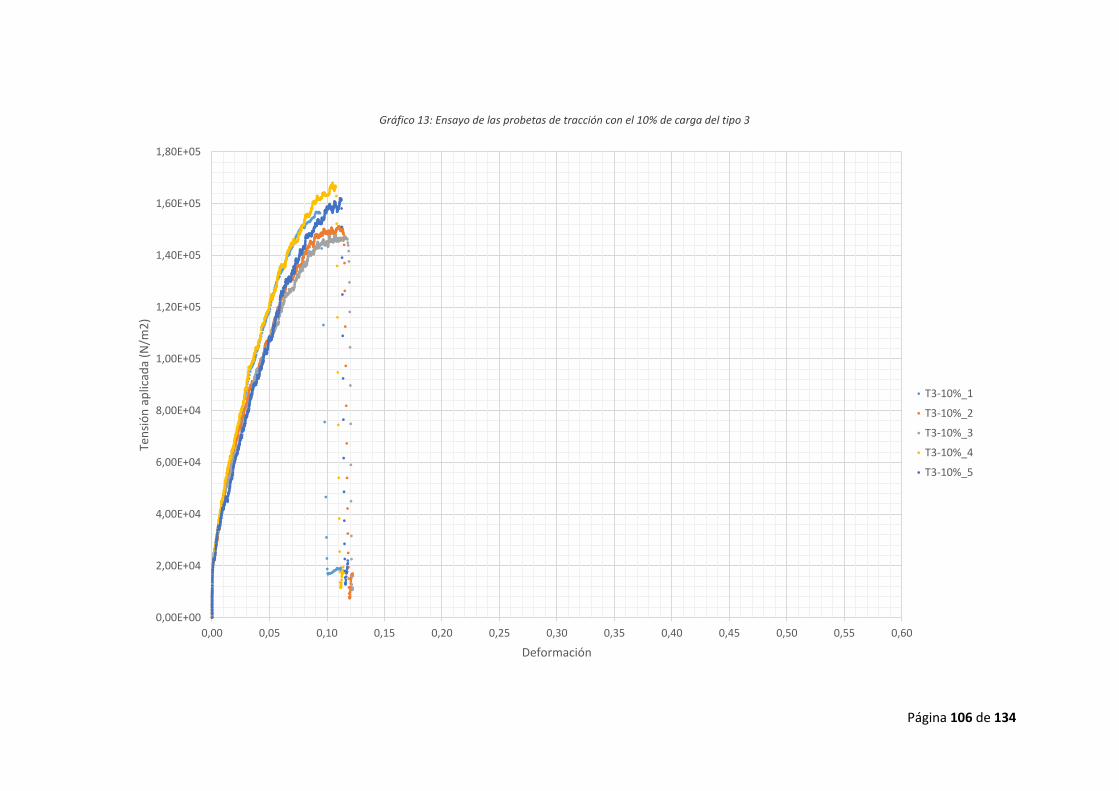
Página 106 de 134
Gráfico 13: Ensayo de las probetas de tracción con el 10% de carga del tipo 3
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T3-10%_1
T3-10%_2
T3-10%_3
T3-10%_4
T3-10%_5
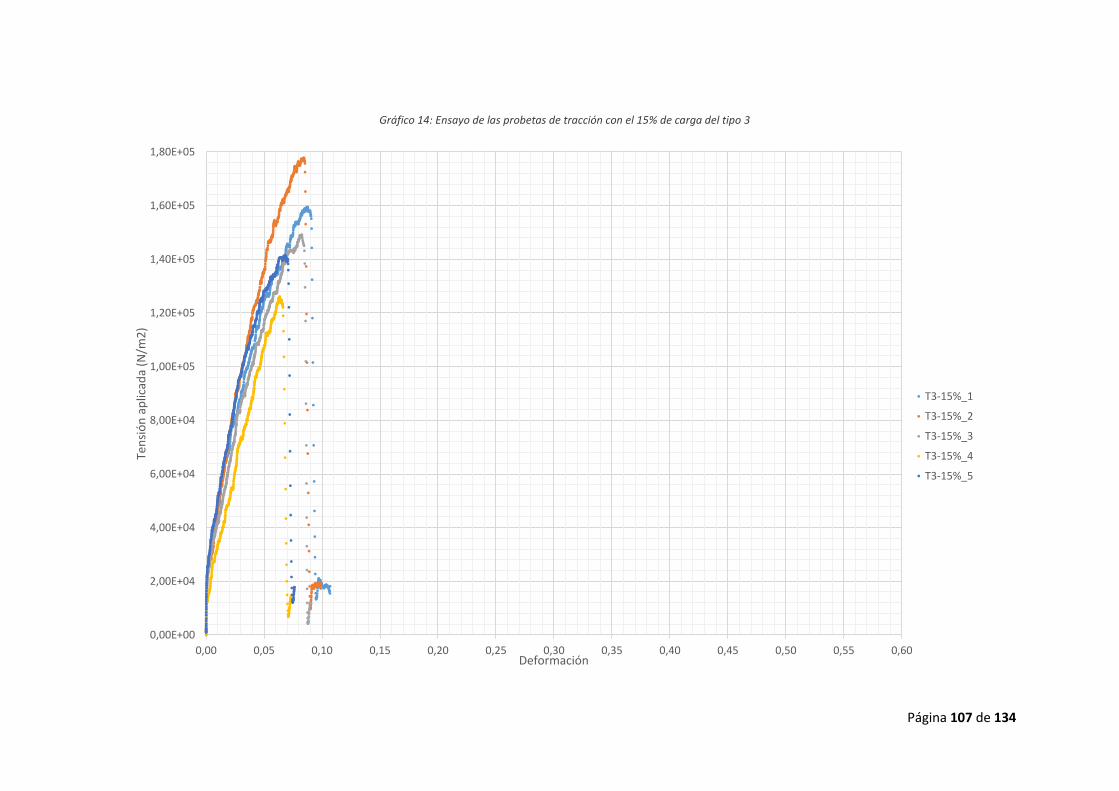
Página 107 de 134
Gráfico 14: Ensayo de las probetas de tracción con el 15% de carga del tipo 3
0,00E+00
2,00E+04
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
Ten
sió
n a
plic
ada
(N/m
2)
Deformación
T3-15%_1
T3-15%_2
T3-15%_3
T3-15%_4
T3-15%_5
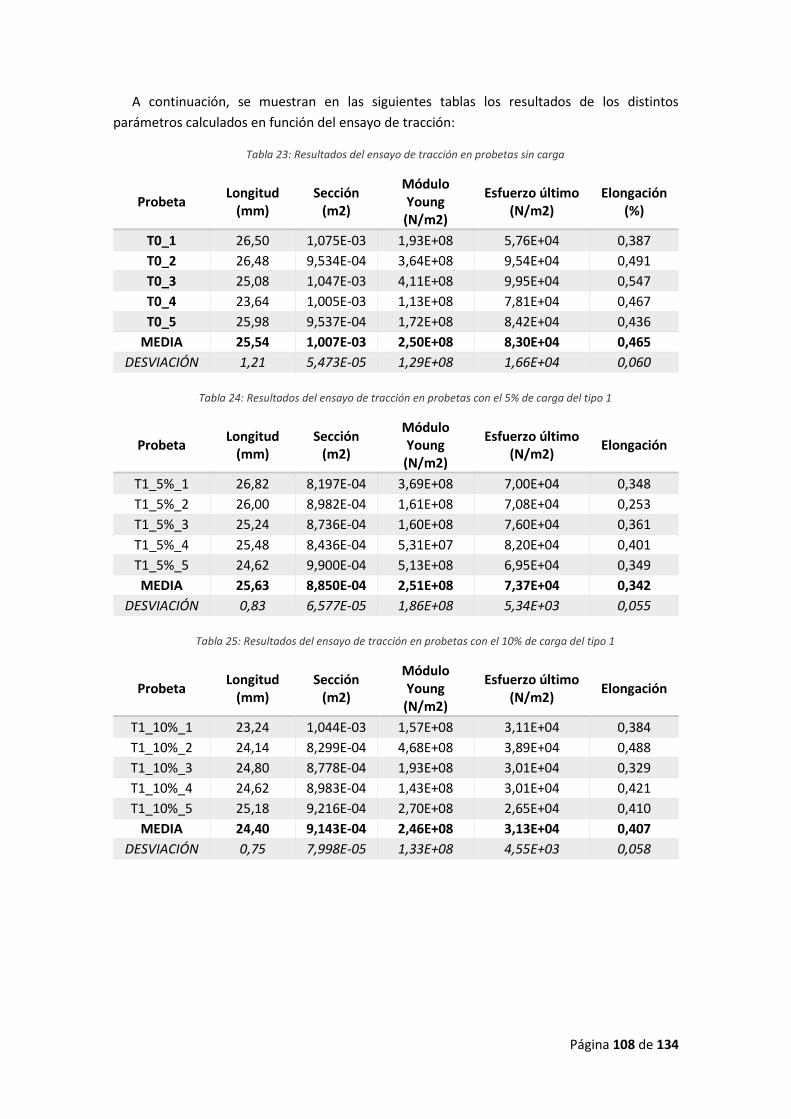
Página 108 de 134
A continuación, se muestran en las siguientes tablas los resultados de los distintos
parámetros calculados en función del ensayo de tracción:
Tabla 23: Resultados del ensayo de tracción en probetas sin carga
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación (%)
T0_1 26,50 1,075E-03 1,93E+08 5,76E+04 0,387
T0_2 26,48 9,534E-04 3,64E+08 9,54E+04 0,491
T0_3 25,08 1,047E-03 4,11E+08 9,95E+04 0,547
T0_4 23,64 1,005E-03 1,13E+08 7,81E+04 0,467
T0_5 25,98 9,537E-04 1,72E+08 8,42E+04 0,436
MEDIA 25,54 1,007E-03 2,50E+08 8,30E+04 0,465
DESVIACIÓN 1,21 5,473E-05 1,29E+08 1,66E+04 0,060
Tabla 24: Resultados del ensayo de tracción en probetas con el 5% de carga del tipo 1
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T1_5%_1 26,82 8,197E-04 3,69E+08 7,00E+04 0,348
T1_5%_2 26,00 8,982E-04 1,61E+08 7,08E+04 0,253
T1_5%_3 25,24 8,736E-04 1,60E+08 7,60E+04 0,361
T1_5%_4 25,48 8,436E-04 5,31E+07 8,20E+04 0,401
T1_5%_5 24,62 9,900E-04 5,13E+08 6,95E+04 0,349
MEDIA 25,63 8,850E-04 2,51E+08 7,37E+04 0,342
DESVIACIÓN 0,83 6,577E-05 1,86E+08 5,34E+03 0,055
Tabla 25: Resultados del ensayo de tracción en probetas con el 10% de carga del tipo 1
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T1_10%_1 23,24 1,044E-03 1,57E+08 3,11E+04 0,384
T1_10%_2 24,14 8,299E-04 4,68E+08 3,89E+04 0,488
T1_10%_3 24,80 8,778E-04 1,93E+08 3,01E+04 0,329
T1_10%_4 24,62 8,983E-04 1,43E+08 3,01E+04 0,421
T1_10%_5 25,18 9,216E-04 2,70E+08 2,65E+04 0,410
MEDIA 24,40 9,143E-04 2,46E+08 3,13E+04 0,407
DESVIACIÓN 0,75 7,998E-05 1,33E+08 4,55E+03 0,058
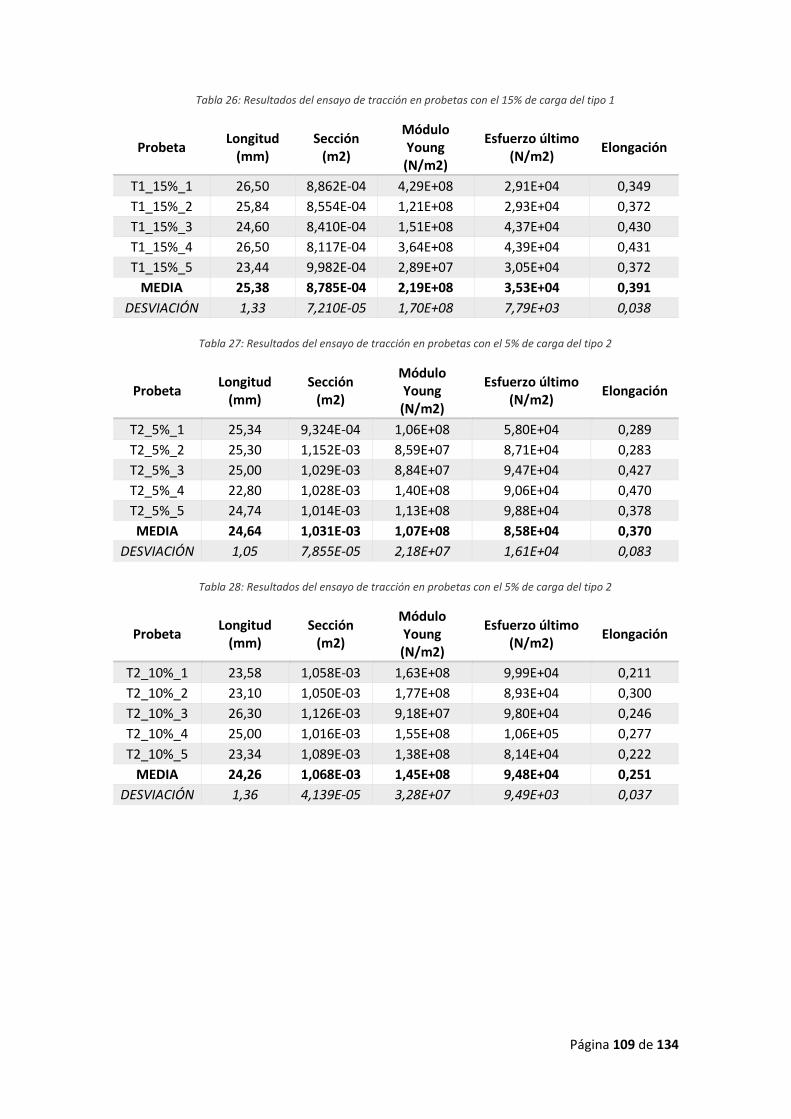
Página 109 de 134
Tabla 26: Resultados del ensayo de tracción en probetas con el 15% de carga del tipo 1
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T1_15%_1 26,50 8,862E-04 4,29E+08 2,91E+04 0,349
T1_15%_2 25,84 8,554E-04 1,21E+08 2,93E+04 0,372
T1_15%_3 24,60 8,410E-04 1,51E+08 4,37E+04 0,430
T1_15%_4 26,50 8,117E-04 3,64E+08 4,39E+04 0,431
T1_15%_5 23,44 9,982E-04 2,89E+07 3,05E+04 0,372
MEDIA 25,38 8,785E-04 2,19E+08 3,53E+04 0,391
DESVIACIÓN 1,33 7,210E-05 1,70E+08 7,79E+03 0,038
Tabla 27: Resultados del ensayo de tracción en probetas con el 5% de carga del tipo 2
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T2_5%_1 25,34 9,324E-04 1,06E+08 5,80E+04 0,289
T2_5%_2 25,30 1,152E-03 8,59E+07 8,71E+04 0,283
T2_5%_3 25,00 1,029E-03 8,84E+07 9,47E+04 0,427
T2_5%_4 22,80 1,028E-03 1,40E+08 9,06E+04 0,470
T2_5%_5 24,74 1,014E-03 1,13E+08 9,88E+04 0,378
MEDIA 24,64 1,031E-03 1,07E+08 8,58E+04 0,370
DESVIACIÓN 1,05 7,855E-05 2,18E+07 1,61E+04 0,083
Tabla 28: Resultados del ensayo de tracción en probetas con el 5% de carga del tipo 2
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T2_10%_1 23,58 1,058E-03 1,63E+08 9,99E+04 0,211
T2_10%_2 23,10 1,050E-03 1,77E+08 8,93E+04 0,300
T2_10%_3 26,30 1,126E-03 9,18E+07 9,80E+04 0,246
T2_10%_4 25,00 1,016E-03 1,55E+08 1,06E+05 0,277
T2_10%_5 23,34 1,089E-03 1,38E+08 8,14E+04 0,222
MEDIA 24,26 1,068E-03 1,45E+08 9,48E+04 0,251
DESVIACIÓN 1,36 4,139E-05 3,28E+07 9,49E+03 0,037

Página 110 de 134
Tabla 29: Resultados del ensayo de tracción en probetas con el 15% de carga del tipo 2
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T2_15%_1 26,08 8,118E-04 2,77E+08 5,14E+04 0,353
T2_15%_2 24,92 9,673E-04 1,29E+08 5,08E+04 0,336
T2_15%_3 25,72 9,461E-04 2,03E+08 5,16E+04 0,477
T2_15%_4 26,28 9,370E-04 1,31E+08 5,27E+04 0,400
T2_15%_5 28,66 1,172E-03 1,77E+08 4,23E+04 0,319
MEDIA 26,33 9,668E-04 1,83E+08 4,98E+04 0,377
DESVIACIÓN 1,40 1,298E-04 6,13E+07 4,21E+03 0,063 Tabla 30: Resultados del ensayo de tracción en probetas con el 5% de carga del tipo 3
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T3_5%_1 25,00 9,540E-04 1,77E+08 4,65E+04 0,579
T3_5%_2 26,92 9,944E-04 1,68E+08 4,48E+04 0,503
T3_5%_3 26,58 1,028E-03 1,44E+08 3,83E+04 0,239
T3_5%_4 25,26 9,840E-04 8,41E+07 3,49E+04 0,405
T3_5%_5 25,96 1,048E-03 9,89E+07 4,06E+04 0,467
MEDIA 25,94 1,002E-03 1,34E+08 4,10E+04 0,439
DESVIACIÓN 0,82 3,707E-05 4,13E+07 4,74E+03 0,128
Tabla 31: Resultados del ensayo de tracción en probetas con el 10% de carga del tipo 3
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T3_10%_1 26,28 1,092E-03 2,50E+08 1,57E+05 0,098
T3_10%_2 23,88 1,020E-03 2,45E+08 1,51E+05 0,116
T3_10%_3 26,70 9,418E-04 2,14E+08 1,47E+05 0,118
T3_10%_4 25,60 8,928E-04 1,82E+08 1,68E+05 0,109
T3_10%_5 26,06 8,726E-04 3,95E+08 1,62E+05 0,114
MEDIA 25,70 9,638E-04 2,57E+08 1,57E+05 0,111
DESVIACIÓN 1,09 9,134E-05 8,19E+07 8,42E+03 0,008
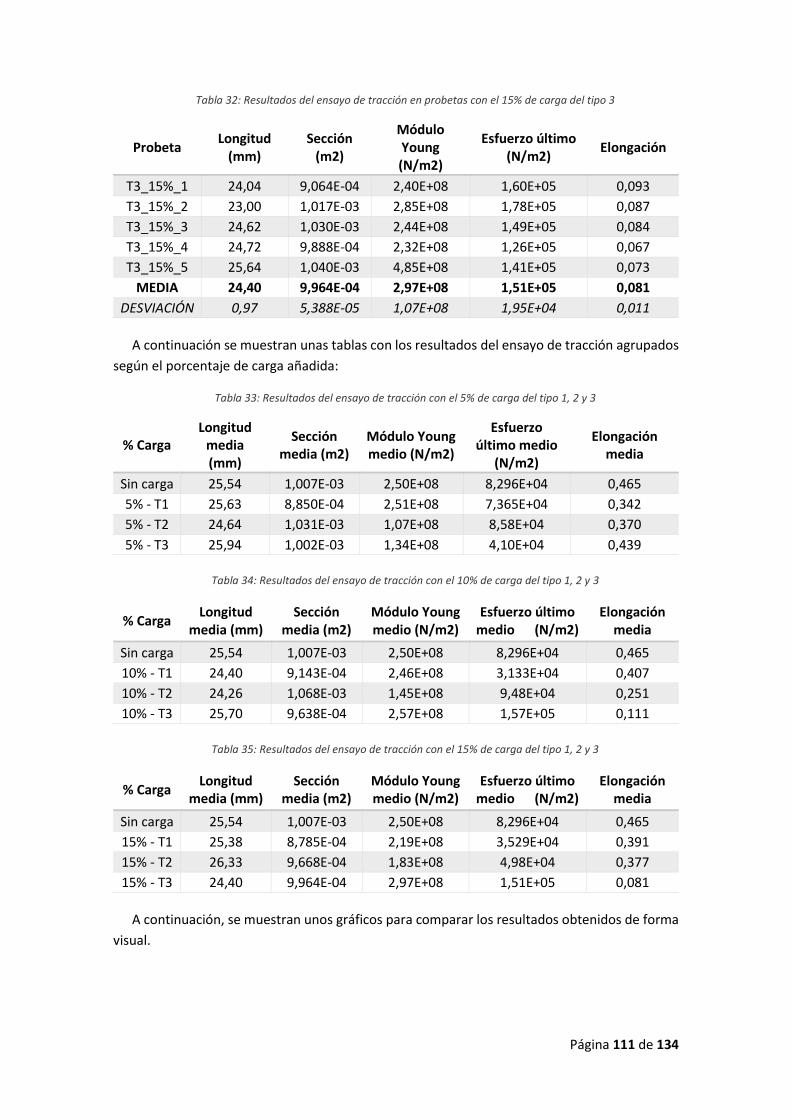
Página 111 de 134
Tabla 32: Resultados del ensayo de tracción en probetas con el 15% de carga del tipo 3
Probeta Longitud
(mm) Sección
(m2)
Módulo Young (N/m2)
Esfuerzo último (N/m2)
Elongación
T3_15%_1 24,04 9,064E-04 2,40E+08 1,60E+05 0,093
T3_15%_2 23,00 1,017E-03 2,85E+08 1,78E+05 0,087
T3_15%_3 24,62 1,030E-03 2,44E+08 1,49E+05 0,084
T3_15%_4 24,72 9,888E-04 2,32E+08 1,26E+05 0,067
T3_15%_5 25,64 1,040E-03 4,85E+08 1,41E+05 0,073
MEDIA 24,40 9,964E-04 2,97E+08 1,51E+05 0,081
DESVIACIÓN 0,97 5,388E-05 1,07E+08 1,95E+04 0,011
A continuación se muestran unas tablas con los resultados del ensayo de tracción agrupados
según el porcentaje de carga añadida:
Tabla 33: Resultados del ensayo de tracción con el 5% de carga del tipo 1, 2 y 3
% Carga Longitud
media (mm)
Sección media (m2)
Módulo Young medio (N/m2)
Esfuerzo último medio
(N/m2)
Elongación media
Sin carga 25,54 1,007E-03 2,50E+08 8,296E+04 0,465
5% - T1 25,63 8,850E-04 2,51E+08 7,365E+04 0,342
5% - T2 24,64 1,031E-03 1,07E+08 8,58E+04 0,370
5% - T3 25,94 1,002E-03 1,34E+08 4,10E+04 0,439
Tabla 34: Resultados del ensayo de tracción con el 10% de carga del tipo 1, 2 y 3
% Carga Longitud
media (mm) Sección
media (m2) Módulo Young medio (N/m2)
Esfuerzo último medio (N/m2)
Elongación media
Sin carga 25,54 1,007E-03 2,50E+08 8,296E+04 0,465
10% - T1 24,40 9,143E-04 2,46E+08 3,133E+04 0,407
10% - T2 24,26 1,068E-03 1,45E+08 9,48E+04 0,251
10% - T3 25,70 9,638E-04 2,57E+08 1,57E+05 0,111
Tabla 35: Resultados del ensayo de tracción con el 15% de carga del tipo 1, 2 y 3
% Carga Longitud
media (mm) Sección
media (m2) Módulo Young medio (N/m2)
Esfuerzo último medio (N/m2)
Elongación media
Sin carga 25,54 1,007E-03 2,50E+08 8,296E+04 0,465
15% - T1 25,38 8,785E-04 2,19E+08 3,529E+04 0,391
15% - T2 26,33 9,668E-04 1,83E+08 4,98E+04 0,377
15% - T3 24,40 9,964E-04 2,97E+08 1,51E+05 0,081
A continuación, se muestran unos gráficos para comparar los resultados obtenidos de forma
visual.
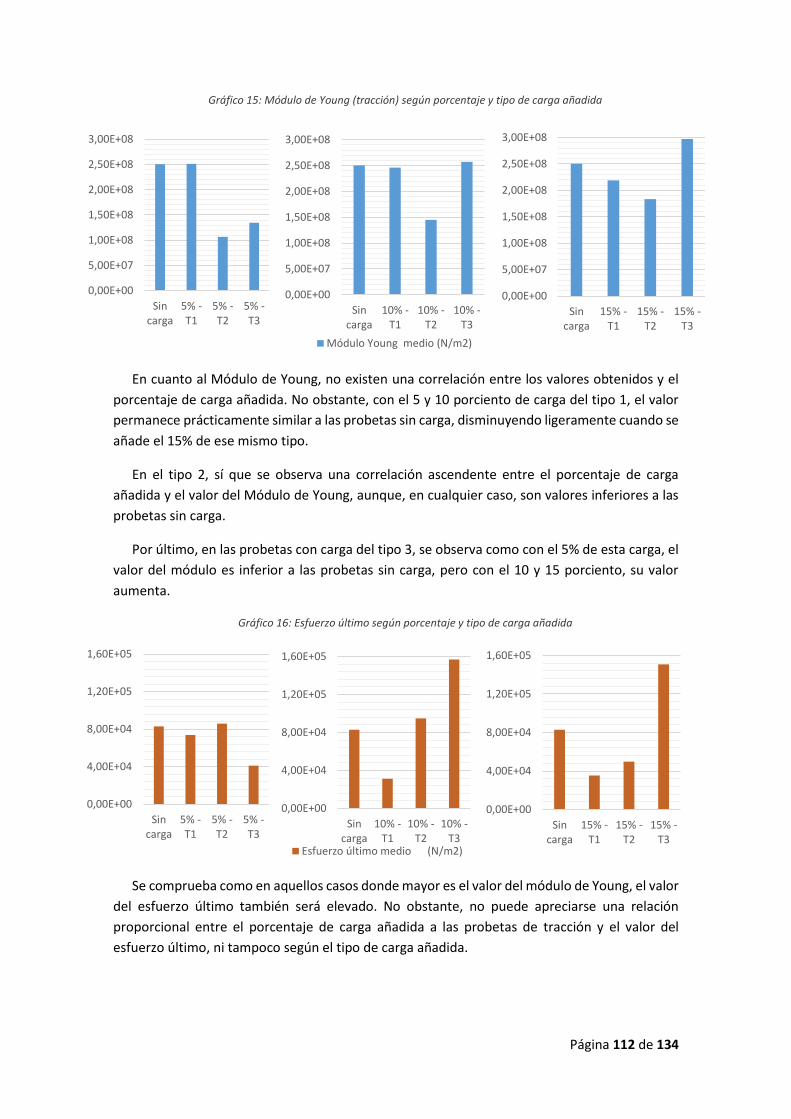
Página 112 de 134
Gráfico 15: Módulo de Young (tracción) según porcentaje y tipo de carga añadida
En cuanto al Módulo de Young, no existen una correlación entre los valores obtenidos y el
porcentaje de carga añadida. No obstante, con el 5 y 10 porciento de carga del tipo 1, el valor
permanece prácticamente similar a las probetas sin carga, disminuyendo ligeramente cuando se
añade el 15% de ese mismo tipo.
En el tipo 2, sí que se observa una correlación ascendente entre el porcentaje de carga
añadida y el valor del Módulo de Young, aunque, en cualquier caso, son valores inferiores a las
probetas sin carga.
Por último, en las probetas con carga del tipo 3, se observa como con el 5% de esta carga, el
valor del módulo es inferior a las probetas sin carga, pero con el 10 y 15 porciento, su valor
aumenta.
Gráfico 16: Esfuerzo último según porcentaje y tipo de carga añadida
Se comprueba como en aquellos casos donde mayor es el valor del módulo de Young, el valor
del esfuerzo último también será elevado. No obstante, no puede apreciarse una relación
proporcional entre el porcentaje de carga añadida a las probetas de tracción y el valor del
esfuerzo último, ni tampoco según el tipo de carga añadida.
0,00E+00
5,00E+07
1,00E+08
1,50E+08
2,00E+08
2,50E+08
3,00E+08
Sincarga
5% -T1
5% -T2
5% -T3
0,00E+00
5,00E+07
1,00E+08
1,50E+08
2,00E+08
2,50E+08
3,00E+08
Sincarga
10% -T1
10% -T2
10% -T3
Módulo Young medio (N/m2)
0,00E+00
5,00E+07
1,00E+08
1,50E+08
2,00E+08
2,50E+08
3,00E+08
Sincarga
15% -T1
15% -T2
15% -T3
0,00E+00
4,00E+04
8,00E+04
1,20E+05
1,60E+05
Sincarga
5% -T1
5% -T2
5% -T3
0,00E+00
4,00E+04
8,00E+04
1,20E+05
1,60E+05
Sincarga
10% -T1
10% -T2
10% -T3
Esfuerzo último medio (N/m2)
0,00E+00
4,00E+04
8,00E+04
1,20E+05
1,60E+05
Sincarga
15% -T1
15% -T2
15% -T3
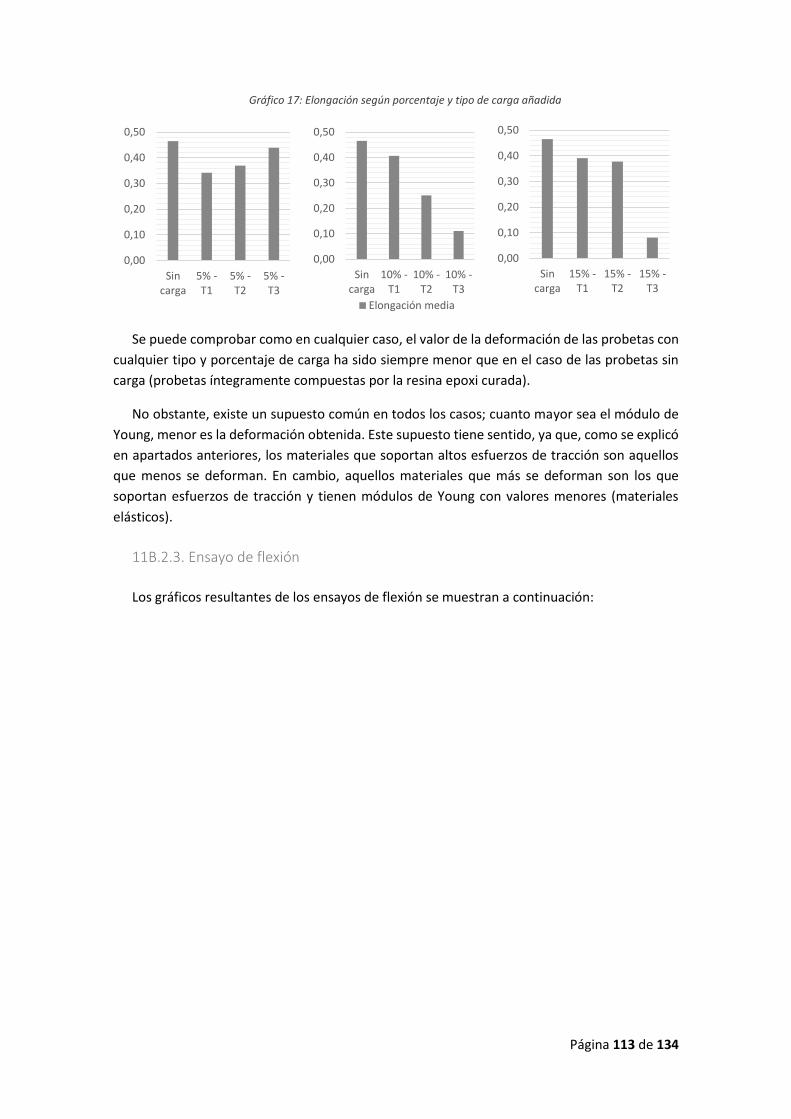
Página 113 de 134
Gráfico 17: Elongación según porcentaje y tipo de carga añadida
Se puede comprobar como en cualquier caso, el valor de la deformación de las probetas con
cualquier tipo y porcentaje de carga ha sido siempre menor que en el caso de las probetas sin
carga (probetas íntegramente compuestas por la resina epoxi curada).
No obstante, existe un supuesto común en todos los casos; cuanto mayor sea el módulo de
Young, menor es la deformación obtenida. Este supuesto tiene sentido, ya que, como se explicó
en apartados anteriores, los materiales que soportan altos esfuerzos de tracción son aquellos
que menos se deforman. En cambio, aquellos materiales que más se deforman son los que
soportan esfuerzos de tracción y tienen módulos de Young con valores menores (materiales
elásticos).
11B.2.3. Ensayo de flexión
Los gráficos resultantes de los ensayos de flexión se muestran a continuación:
0,00
0,10
0,20
0,30
0,40
0,50
Sincarga
5% -T1
5% -T2
5% -T3
0,00
0,10
0,20
0,30
0,40
0,50
Sincarga
10% -T1
10% -T2
10% -T3
Elongación media
0,00
0,10
0,20
0,30
0,40
0,50
Sincarga
15% -T1
15% -T2
15% -T3

Página 114 de 134
Gráfico 18: Ensayo de las probetas de flexión sin carga
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0 5 10 15 20 25
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T0_1
T0_2
T0_3
T0_4
T0_5
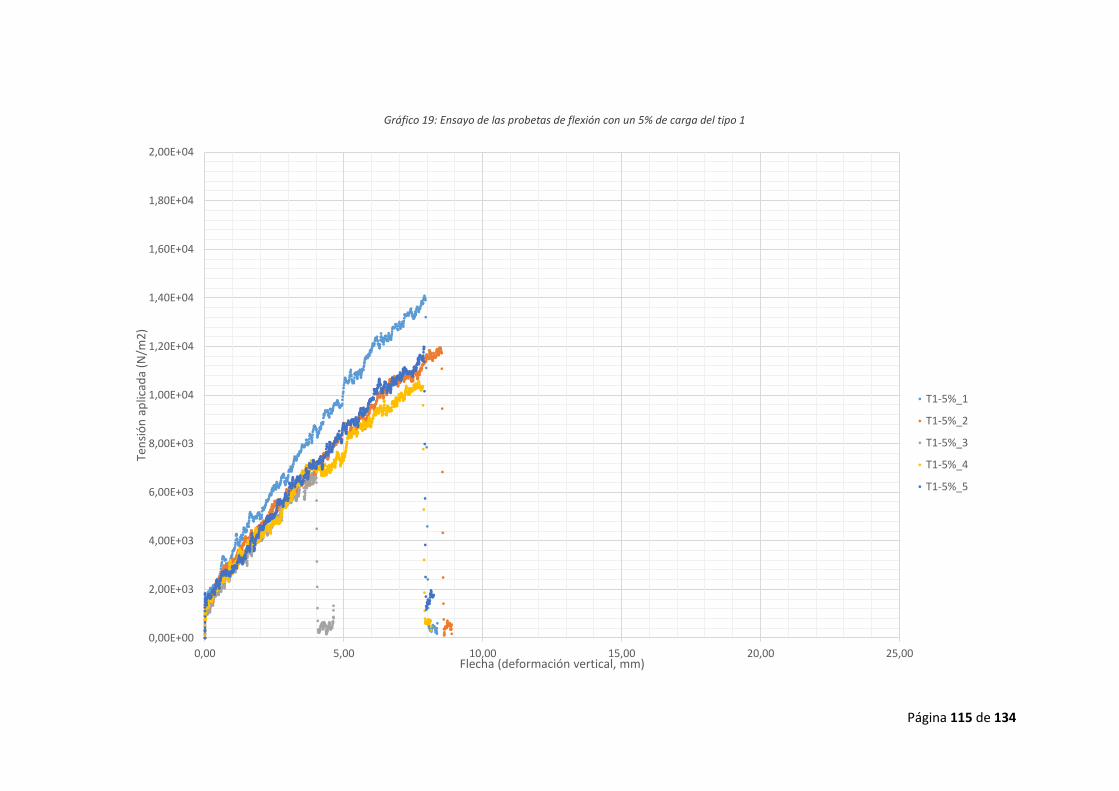
Página 115 de 134
Gráfico 19: Ensayo de las probetas de flexión con un 5% de carga del tipo 1
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T1-5%_1
T1-5%_2
T1-5%_3
T1-5%_4
T1-5%_5
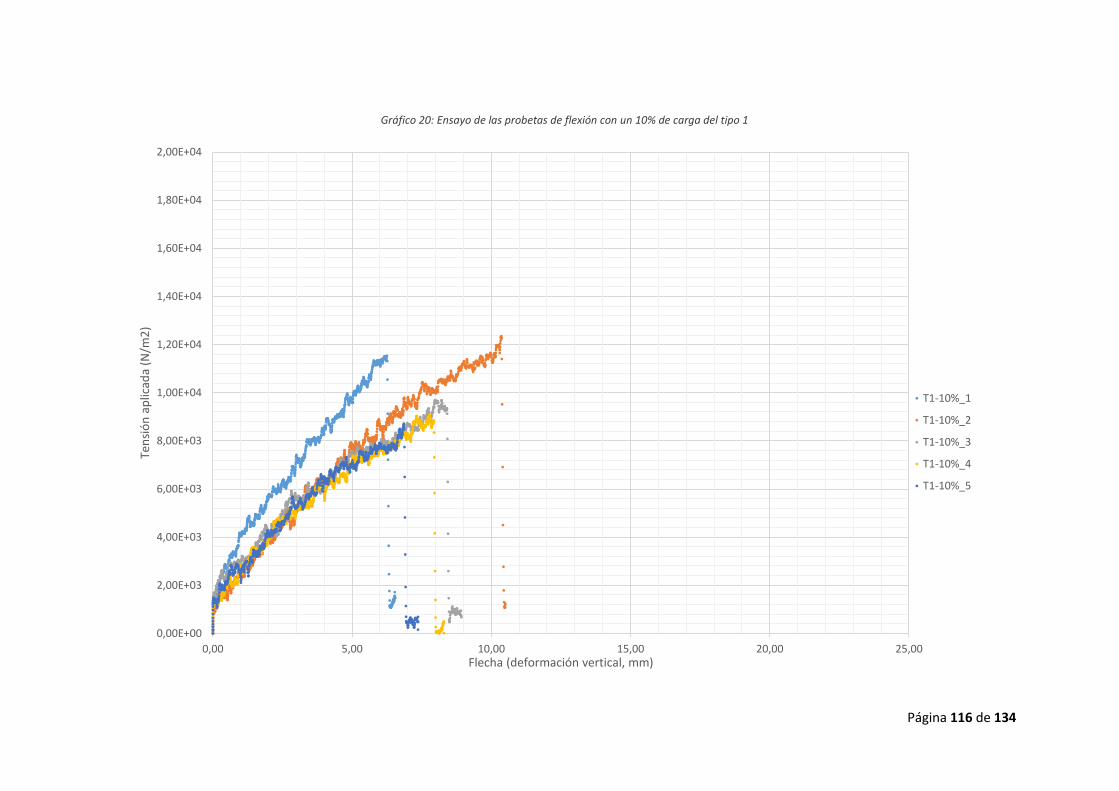
Página 116 de 134
Gráfico 20: Ensayo de las probetas de flexión con un 10% de carga del tipo 1
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T1-10%_1
T1-10%_2
T1-10%_3
T1-10%_4
T1-10%_5
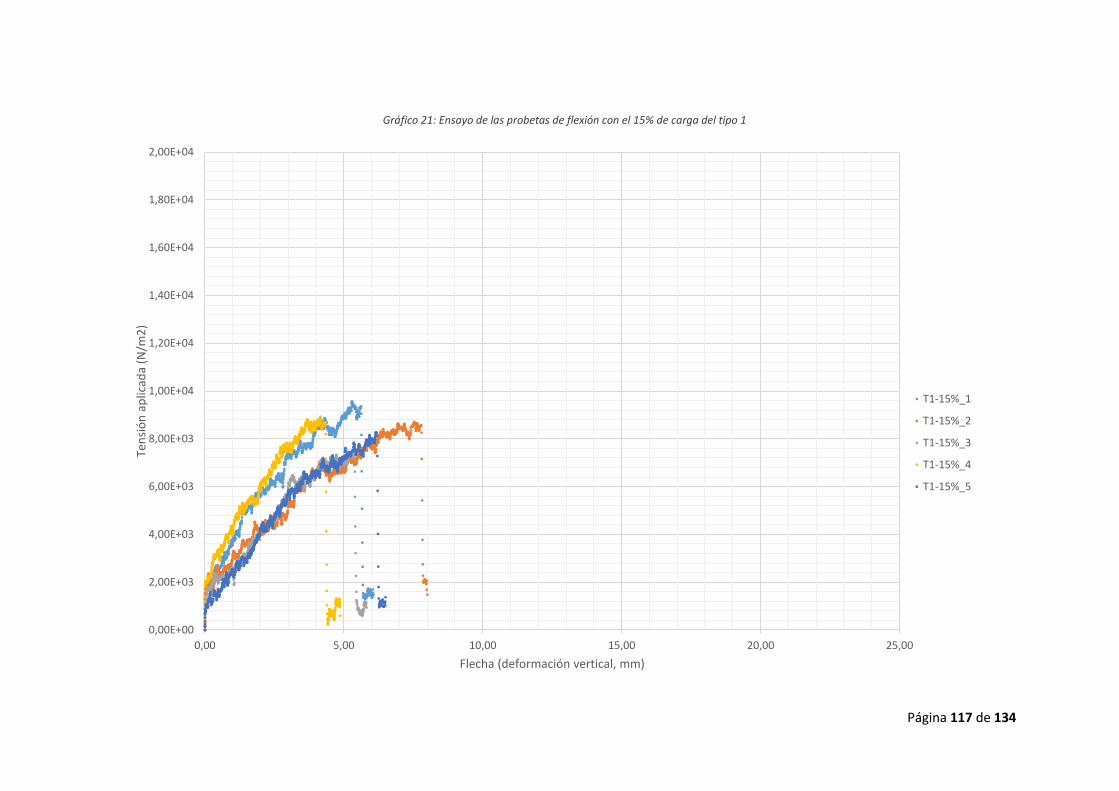
Página 117 de 134
Gráfico 21: Ensayo de las probetas de flexión con el 15% de carga del tipo 1
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T1-15%_1
T1-15%_2
T1-15%_3
T1-15%_4
T1-15%_5
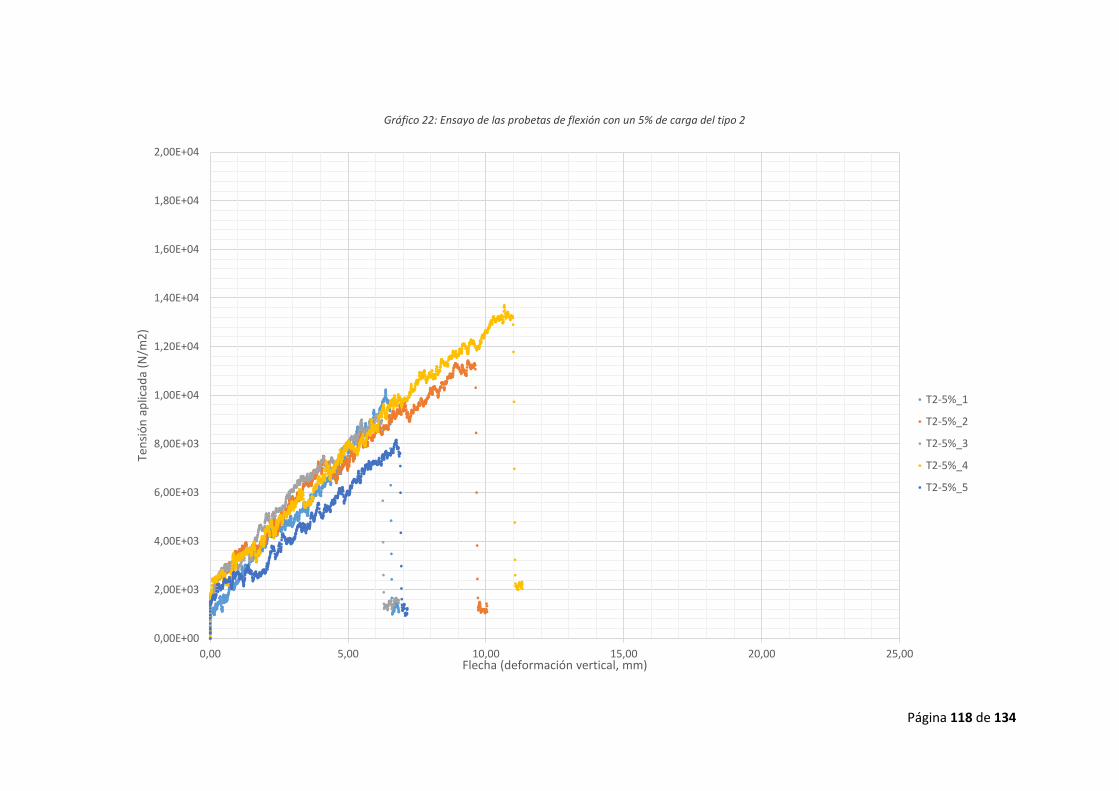
Página 118 de 134
Gráfico 22: Ensayo de las probetas de flexión con un 5% de carga del tipo 2
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T2-5%_1
T2-5%_2
T2-5%_3
T2-5%_4
T2-5%_5
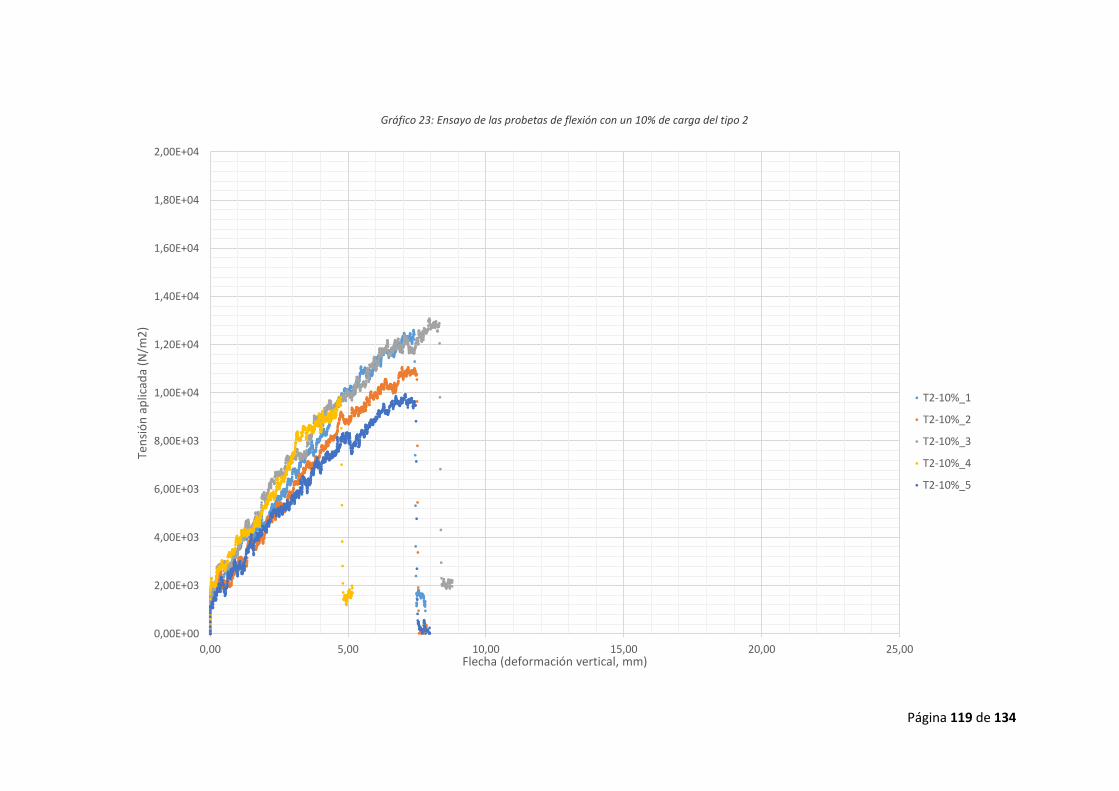
Página 119 de 134
Gráfico 23: Ensayo de las probetas de flexión con un 10% de carga del tipo 2
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T2-10%_1
T2-10%_2
T2-10%_3
T2-10%_4
T2-10%_5
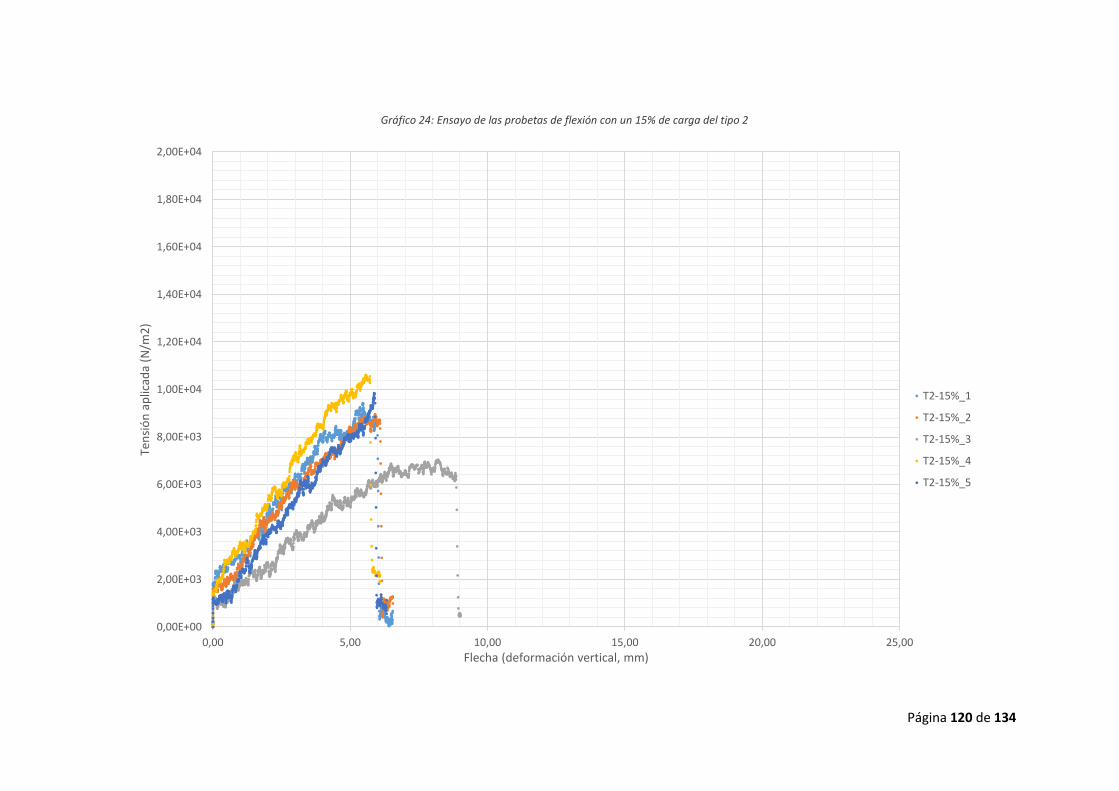
Página 120 de 134
Gráfico 24: Ensayo de las probetas de flexión con un 15% de carga del tipo 2
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T2-15%_1
T2-15%_2
T2-15%_3
T2-15%_4
T2-15%_5
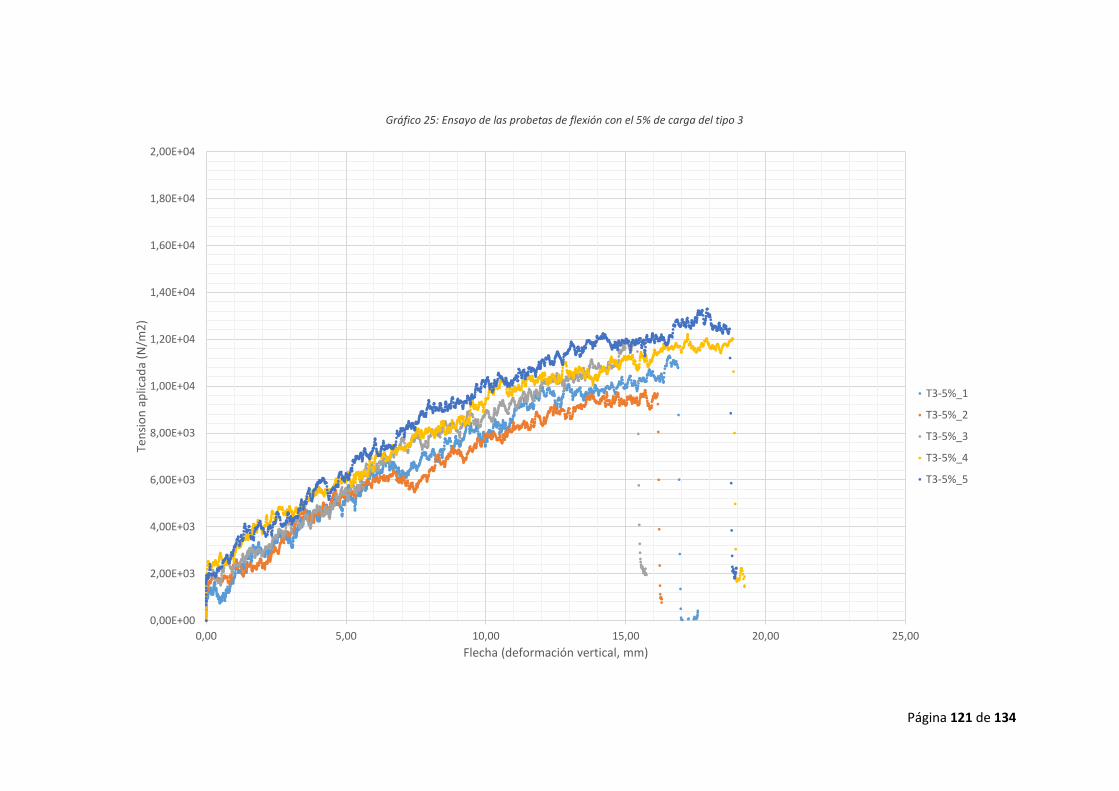
Página 121 de 134
Gráfico 25: Ensayo de las probetas de flexión con el 5% de carga del tipo 3
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sio
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T3-5%_1
T3-5%_2
T3-5%_3
T3-5%_4
T3-5%_5
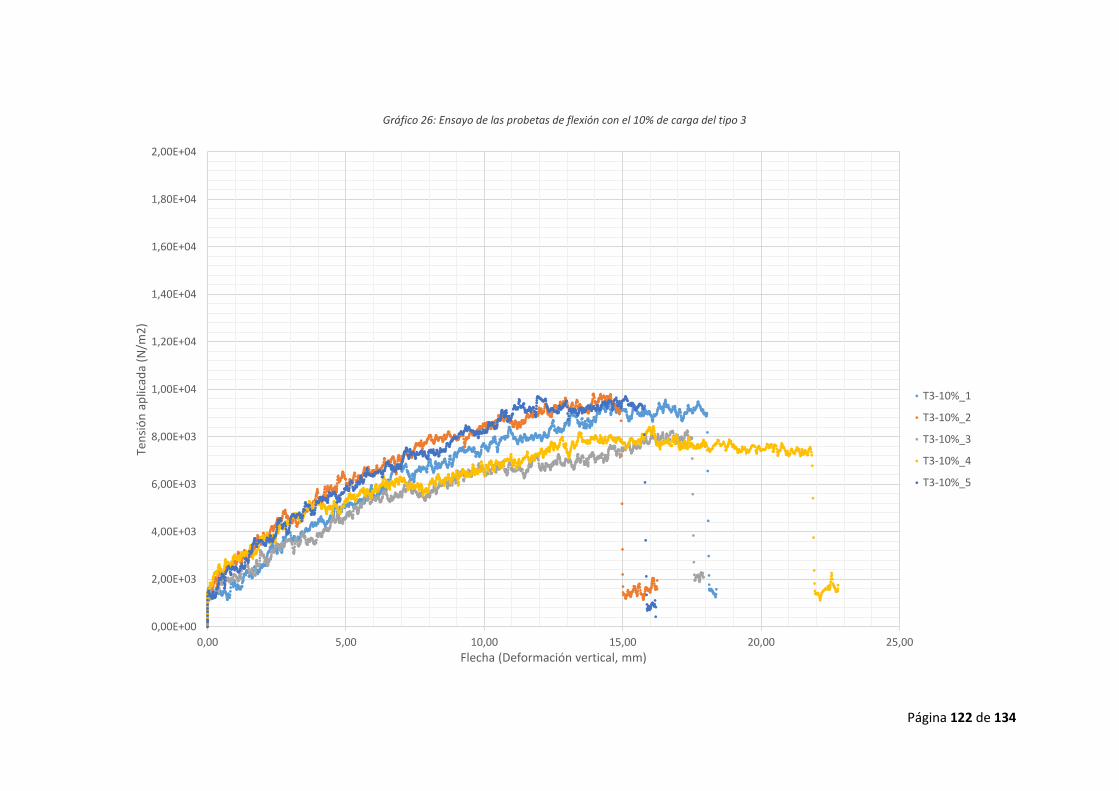
Página 122 de 134
Gráfico 26: Ensayo de las probetas de flexión con el 10% de carga del tipo 3
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (Deformación vertical, mm)
T3-10%_1
T3-10%_2
T3-10%_3
T3-10%_4
T3-10%_5
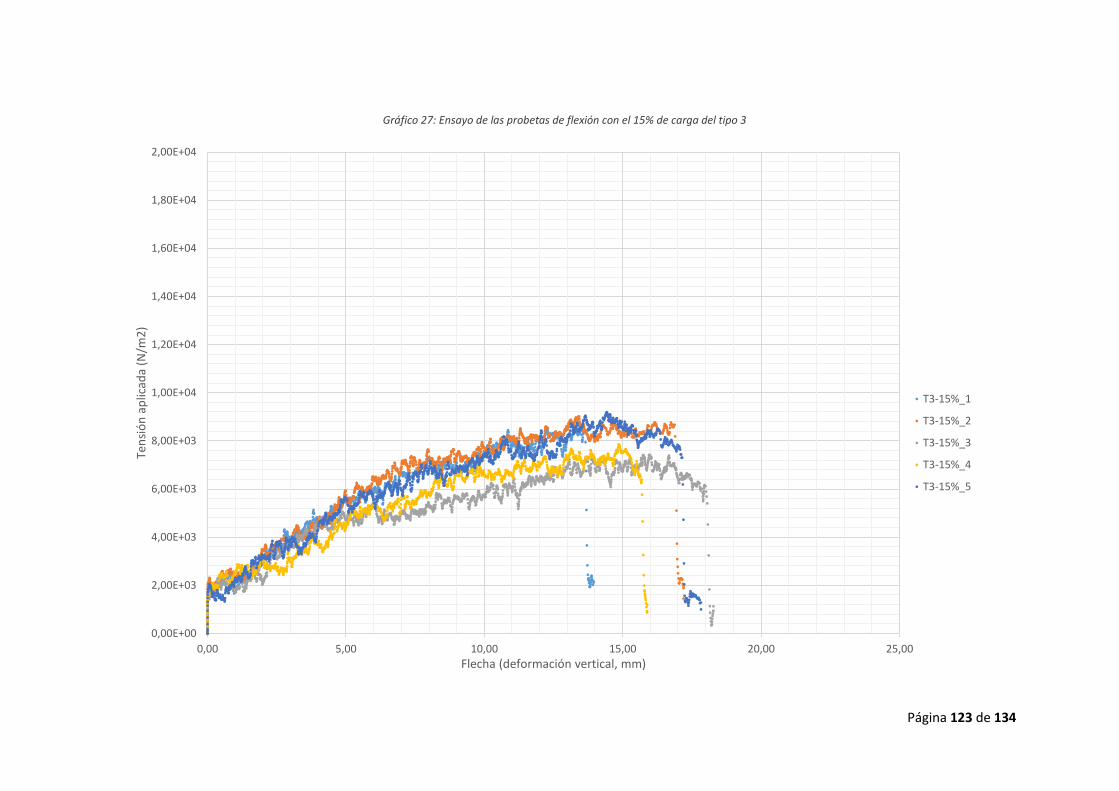
Página 123 de 134
Gráfico 27: Ensayo de las probetas de flexión con el 15% de carga del tipo 3
0,00E+00
2,00E+03
4,00E+03
6,00E+03
8,00E+03
1,00E+04
1,20E+04
1,40E+04
1,60E+04
1,80E+04
2,00E+04
0,00 5,00 10,00 15,00 20,00 25,00
Ten
sió
n a
plic
ada
(N/m
2)
Flecha (deformación vertical, mm)
T3-15%_1
T3-15%_2
T3-15%_3
T3-15%_4
T3-15%_5
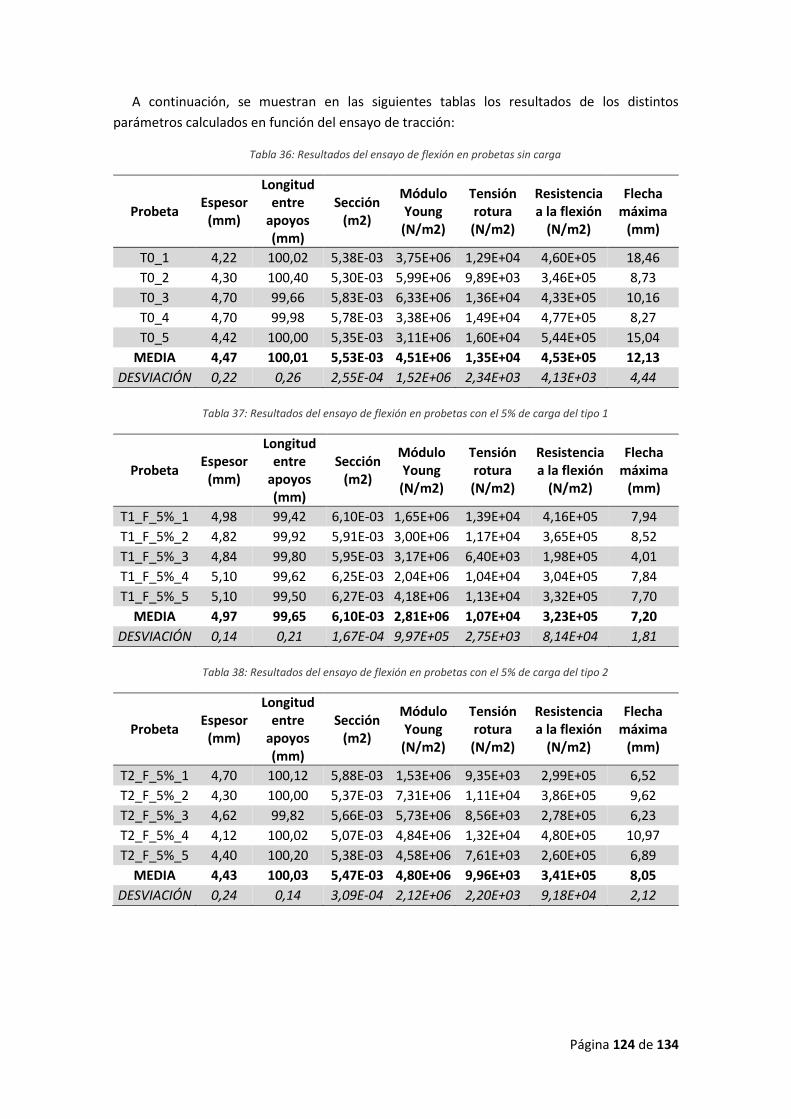
Página 124 de 134
A continuación, se muestran en las siguientes tablas los resultados de los distintos
parámetros calculados en función del ensayo de tracción:
Tabla 36: Resultados del ensayo de flexión en probetas sin carga
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T0_1 4,22 100,02 5,38E-03 3,75E+06 1,29E+04 4,60E+05 18,46
T0_2 4,30 100,40 5,30E-03 5,99E+06 9,89E+03 3,46E+05 8,73
T0_3 4,70 99,66 5,83E-03 6,33E+06 1,36E+04 4,33E+05 10,16
T0_4 4,70 99,98 5,78E-03 3,38E+06 1,49E+04 4,77E+05 8,27
T0_5 4,42 100,00 5,35E-03 3,11E+06 1,60E+04 5,44E+05 15,04
MEDIA 4,47 100,01 5,53E-03 4,51E+06 1,35E+04 4,53E+05 12,13
DESVIACIÓN 0,22 0,26 2,55E-04 1,52E+06 2,34E+03 4,13E+03 4,44
Tabla 37: Resultados del ensayo de flexión en probetas con el 5% de carga del tipo 1
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T1_F_5%_1 4,98 99,42 6,10E-03 1,65E+06 1,39E+04 4,16E+05 7,94
T1_F_5%_2 4,82 99,92 5,91E-03 3,00E+06 1,17E+04 3,65E+05 8,52
T1_F_5%_3 4,84 99,80 5,95E-03 3,17E+06 6,40E+03 1,98E+05 4,01
T1_F_5%_4 5,10 99,62 6,25E-03 2,04E+06 1,04E+04 3,04E+05 7,84
T1_F_5%_5 5,10 99,50 6,27E-03 4,18E+06 1,13E+04 3,32E+05 7,70
MEDIA 4,97 99,65 6,10E-03 2,81E+06 1,07E+04 3,23E+05 7,20
DESVIACIÓN 0,14 0,21 1,67E-04 9,97E+05 2,75E+03 8,14E+04 1,81
Tabla 38: Resultados del ensayo de flexión en probetas con el 5% de carga del tipo 2
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T2_F_5%_1 4,70 100,12 5,88E-03 1,53E+06 9,35E+03 2,99E+05 6,52
T2_F_5%_2 4,30 100,00 5,37E-03 7,31E+06 1,11E+04 3,86E+05 9,62
T2_F_5%_3 4,62 99,82 5,66E-03 5,73E+06 8,56E+03 2,78E+05 6,23
T2_F_5%_4 4,12 100,02 5,07E-03 4,84E+06 1,32E+04 4,80E+05 10,97
T2_F_5%_5 4,40 100,20 5,38E-03 4,58E+06 7,61E+03 2,60E+05 6,89
MEDIA 4,43 100,03 5,47E-03 4,80E+06 9,96E+03 3,41E+05 8,05
DESVIACIÓN 0,24 0,14 3,09E-04 2,12E+06 2,20E+03 9,18E+04 2,12
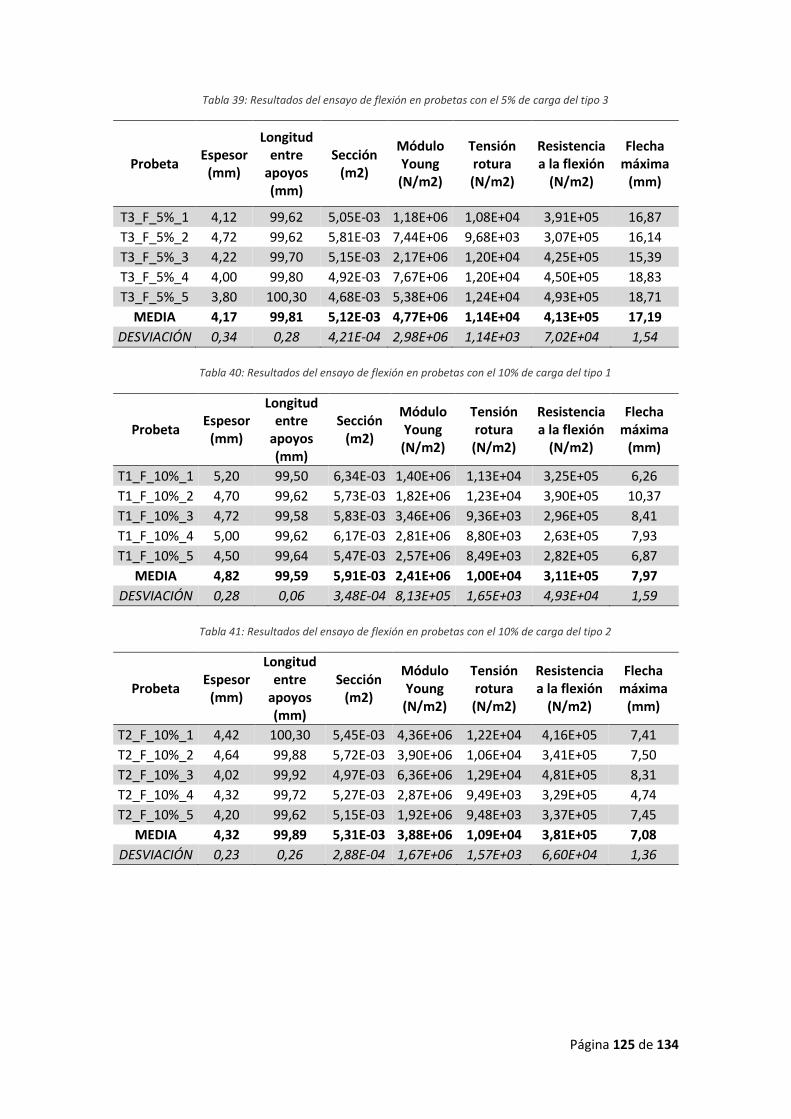
Página 125 de 134
Tabla 39: Resultados del ensayo de flexión en probetas con el 5% de carga del tipo 3
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T3_F_5%_1 4,12 99,62 5,05E-03 1,18E+06 1,08E+04 3,91E+05 16,87
T3_F_5%_2 4,72 99,62 5,81E-03 7,44E+06 9,68E+03 3,07E+05 16,14
T3_F_5%_3 4,22 99,70 5,15E-03 2,17E+06 1,20E+04 4,25E+05 15,39
T3_F_5%_4 4,00 99,80 4,92E-03 7,67E+06 1,20E+04 4,50E+05 18,83
T3_F_5%_5 3,80 100,30 4,68E-03 5,38E+06 1,24E+04 4,93E+05 18,71
MEDIA 4,17 99,81 5,12E-03 4,77E+06 1,14E+04 4,13E+05 17,19
DESVIACIÓN 0,34 0,28 4,21E-04 2,98E+06 1,14E+03 7,02E+04 1,54
Tabla 40: Resultados del ensayo de flexión en probetas con el 10% de carga del tipo 1
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T1_F_10%_1 5,20 99,50 6,34E-03 1,40E+06 1,13E+04 3,25E+05 6,26
T1_F_10%_2 4,70 99,62 5,73E-03 1,82E+06 1,23E+04 3,90E+05 10,37
T1_F_10%_3 4,72 99,58 5,83E-03 3,46E+06 9,36E+03 2,96E+05 8,41
T1_F_10%_4 5,00 99,62 6,17E-03 2,81E+06 8,80E+03 2,63E+05 7,93
T1_F_10%_5 4,50 99,64 5,47E-03 2,57E+06 8,49E+03 2,82E+05 6,87
MEDIA 4,82 99,59 5,91E-03 2,41E+06 1,00E+04 3,11E+05 7,97
DESVIACIÓN 0,28 0,06 3,48E-04 8,13E+05 1,65E+03 4,93E+04 1,59
Tabla 41: Resultados del ensayo de flexión en probetas con el 10% de carga del tipo 2
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T2_F_10%_1 4,42 100,30 5,45E-03 4,36E+06 1,22E+04 4,16E+05 7,41
T2_F_10%_2 4,64 99,88 5,72E-03 3,90E+06 1,06E+04 3,41E+05 7,50
T2_F_10%_3 4,02 99,92 4,97E-03 6,36E+06 1,29E+04 4,81E+05 8,31
T2_F_10%_4 4,32 99,72 5,27E-03 2,87E+06 9,49E+03 3,29E+05 4,74
T2_F_10%_5 4,20 99,62 5,15E-03 1,92E+06 9,48E+03 3,37E+05 7,45
MEDIA 4,32 99,89 5,31E-03 3,88E+06 1,09E+04 3,81E+05 7,08
DESVIACIÓN 0,23 0,26 2,88E-04 1,67E+06 1,57E+03 6,60E+04 1,36
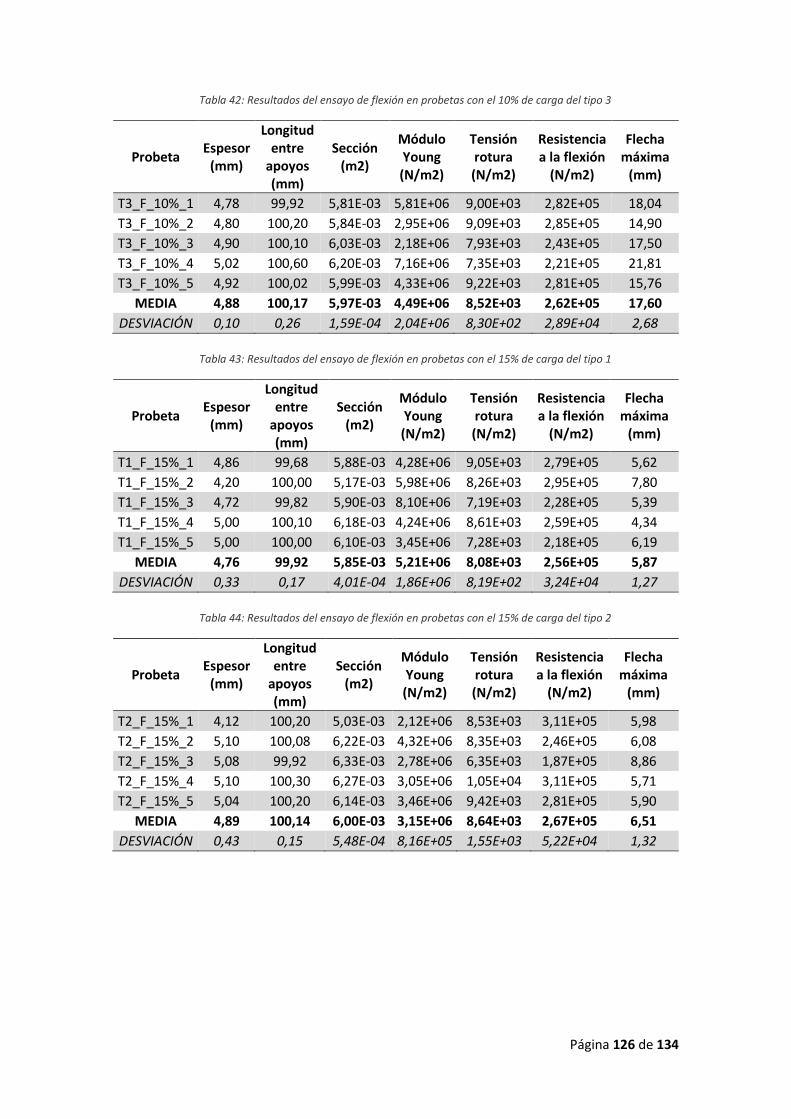
Página 126 de 134
Tabla 42: Resultados del ensayo de flexión en probetas con el 10% de carga del tipo 3
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T3_F_10%_1 4,78 99,92 5,81E-03 5,81E+06 9,00E+03 2,82E+05 18,04
T3_F_10%_2 4,80 100,20 5,84E-03 2,95E+06 9,09E+03 2,85E+05 14,90
T3_F_10%_3 4,90 100,10 6,03E-03 2,18E+06 7,93E+03 2,43E+05 17,50
T3_F_10%_4 5,02 100,60 6,20E-03 7,16E+06 7,35E+03 2,21E+05 21,81
T3_F_10%_5 4,92 100,02 5,99E-03 4,33E+06 9,22E+03 2,81E+05 15,76
MEDIA 4,88 100,17 5,97E-03 4,49E+06 8,52E+03 2,62E+05 17,60
DESVIACIÓN 0,10 0,26 1,59E-04 2,04E+06 8,30E+02 2,89E+04 2,68
Tabla 43: Resultados del ensayo de flexión en probetas con el 15% de carga del tipo 1
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T1_F_15%_1 4,86 99,68 5,88E-03 4,28E+06 9,05E+03 2,79E+05 5,62
T1_F_15%_2 4,20 100,00 5,17E-03 5,98E+06 8,26E+03 2,95E+05 7,80
T1_F_15%_3 4,72 99,82 5,90E-03 8,10E+06 7,19E+03 2,28E+05 5,39
T1_F_15%_4 5,00 100,10 6,18E-03 4,24E+06 8,61E+03 2,59E+05 4,34
T1_F_15%_5 5,00 100,00 6,10E-03 3,45E+06 7,28E+03 2,18E+05 6,19
MEDIA 4,76 99,92 5,85E-03 5,21E+06 8,08E+03 2,56E+05 5,87
DESVIACIÓN 0,33 0,17 4,01E-04 1,86E+06 8,19E+02 3,24E+04 1,27
Tabla 44: Resultados del ensayo de flexión en probetas con el 15% de carga del tipo 2
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T2_F_15%_1 4,12 100,20 5,03E-03 2,12E+06 8,53E+03 3,11E+05 5,98
T2_F_15%_2 5,10 100,08 6,22E-03 4,32E+06 8,35E+03 2,46E+05 6,08
T2_F_15%_3 5,08 99,92 6,33E-03 2,78E+06 6,35E+03 1,87E+05 8,86
T2_F_15%_4 5,10 100,30 6,27E-03 3,05E+06 1,05E+04 3,11E+05 5,71
T2_F_15%_5 5,04 100,20 6,14E-03 3,46E+06 9,42E+03 2,81E+05 5,90
MEDIA 4,89 100,14 6,00E-03 3,15E+06 8,64E+03 2,67E+05 6,51
DESVIACIÓN 0,43 0,15 5,48E-04 8,16E+05 1,55E+03 5,22E+04 1,32
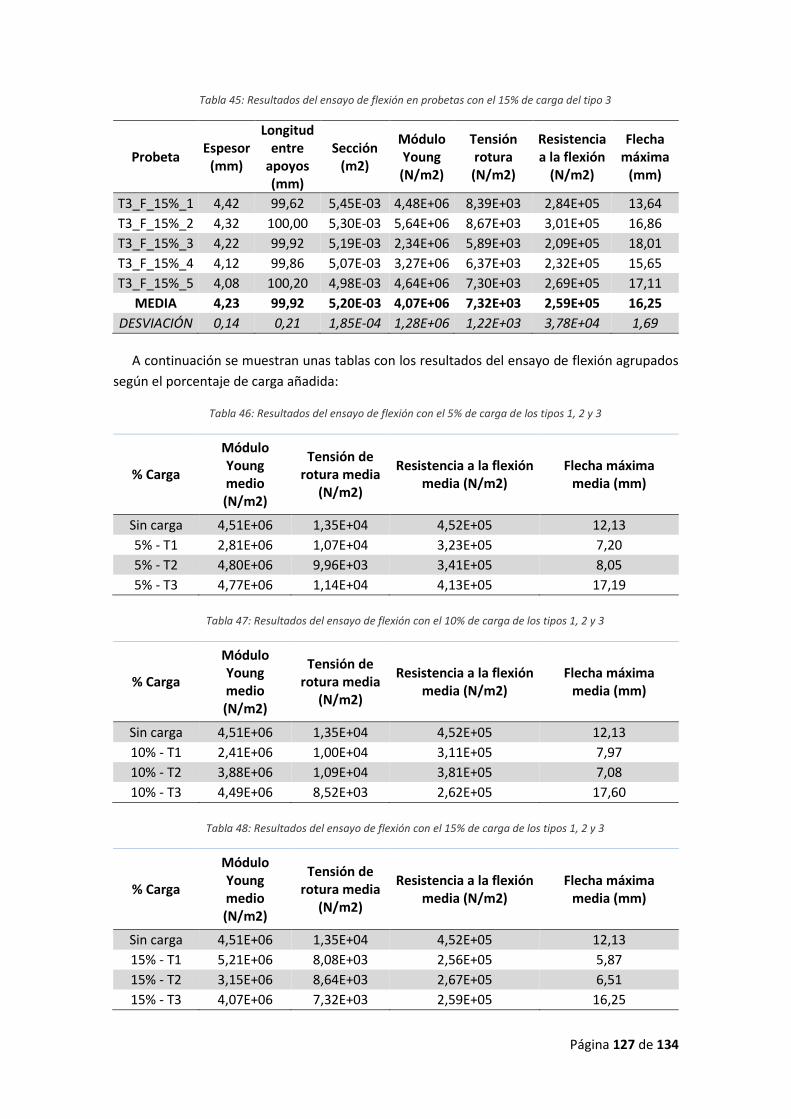
Página 127 de 134
Tabla 45: Resultados del ensayo de flexión en probetas con el 15% de carga del tipo 3
Probeta Espesor
(mm)
Longitud entre
apoyos (mm)
Sección (m2)
Módulo Young (N/m2)
Tensión rotura (N/m2)
Resistencia a la flexión
(N/m2)
Flecha máxima
(mm)
T3_F_15%_1 4,42 99,62 5,45E-03 4,48E+06 8,39E+03 2,84E+05 13,64
T3_F_15%_2 4,32 100,00 5,30E-03 5,64E+06 8,67E+03 3,01E+05 16,86
T3_F_15%_3 4,22 99,92 5,19E-03 2,34E+06 5,89E+03 2,09E+05 18,01
T3_F_15%_4 4,12 99,86 5,07E-03 3,27E+06 6,37E+03 2,32E+05 15,65
T3_F_15%_5 4,08 100,20 4,98E-03 4,64E+06 7,30E+03 2,69E+05 17,11
MEDIA 4,23 99,92 5,20E-03 4,07E+06 7,32E+03 2,59E+05 16,25
DESVIACIÓN 0,14 0,21 1,85E-04 1,28E+06 1,22E+03 3,78E+04 1,69
A continuación se muestran unas tablas con los resultados del ensayo de flexión agrupados
según el porcentaje de carga añadida:
Tabla 46: Resultados del ensayo de flexión con el 5% de carga de los tipos 1, 2 y 3
% Carga
Módulo Young medio (N/m2)
Tensión de rotura media
(N/m2)
Resistencia a la flexión media (N/m2)
Flecha máxima media (mm)
Sin carga 4,51E+06 1,35E+04 4,52E+05 12,13
5% - T1 2,81E+06 1,07E+04 3,23E+05 7,20
5% - T2 4,80E+06 9,96E+03 3,41E+05 8,05
5% - T3 4,77E+06 1,14E+04 4,13E+05 17,19
Tabla 47: Resultados del ensayo de flexión con el 10% de carga de los tipos 1, 2 y 3
% Carga
Módulo Young medio (N/m2)
Tensión de rotura media
(N/m2)
Resistencia a la flexión media (N/m2)
Flecha máxima media (mm)
Sin carga 4,51E+06 1,35E+04 4,52E+05 12,13
10% - T1 2,41E+06 1,00E+04 3,11E+05 7,97
10% - T2 3,88E+06 1,09E+04 3,81E+05 7,08
10% - T3 4,49E+06 8,52E+03 2,62E+05 17,60
Tabla 48: Resultados del ensayo de flexión con el 15% de carga de los tipos 1, 2 y 3
% Carga
Módulo Young medio (N/m2)
Tensión de rotura media
(N/m2)
Resistencia a la flexión media (N/m2)
Flecha máxima media (mm)
Sin carga 4,51E+06 1,35E+04 4,52E+05 12,13
15% - T1 5,21E+06 8,08E+03 2,56E+05 5,87
15% - T2 3,15E+06 8,64E+03 2,67E+05 6,51
15% - T3 4,07E+06 7,32E+03 2,59E+05 16,25
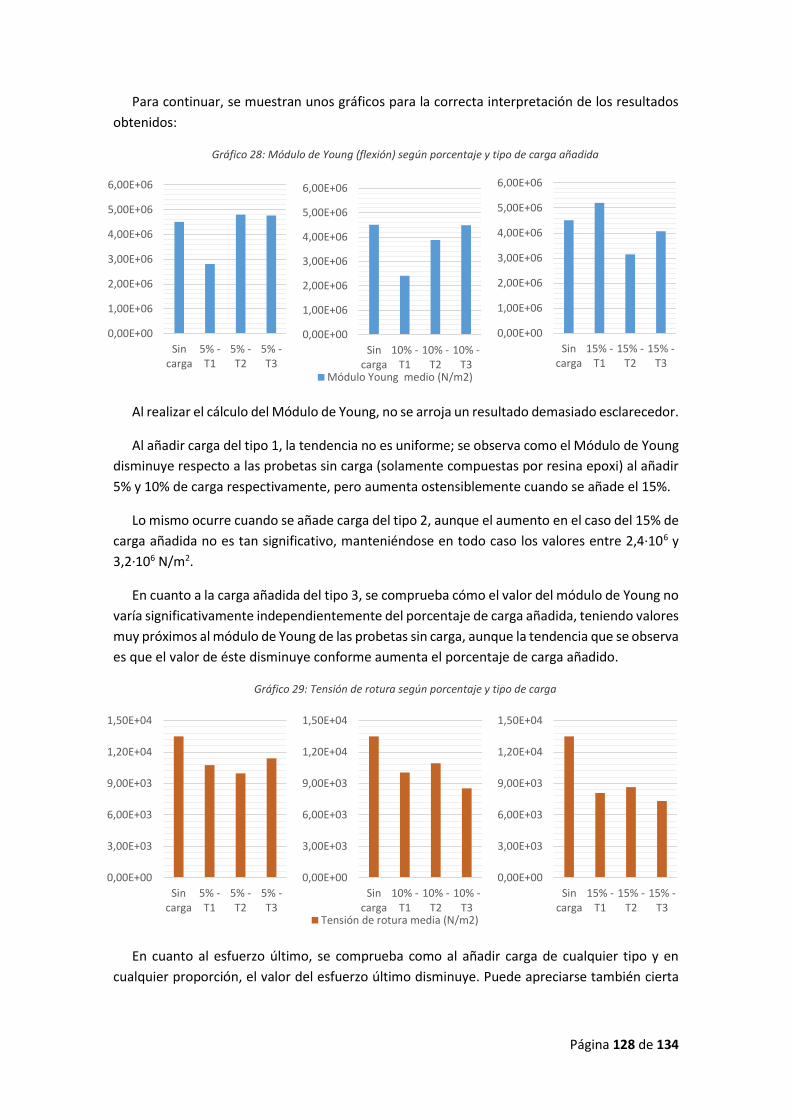
Página 128 de 134
Para continuar, se muestran unos gráficos para la correcta interpretación de los resultados
obtenidos:
Gráfico 28: Módulo de Young (flexión) según porcentaje y tipo de carga añadida
Al realizar el cálculo del Módulo de Young, no se arroja un resultado demasiado esclarecedor.
Al añadir carga del tipo 1, la tendencia no es uniforme; se observa como el Módulo de Young
disminuye respecto a las probetas sin carga (solamente compuestas por resina epoxi) al añadir
5% y 10% de carga respectivamente, pero aumenta ostensiblemente cuando se añade el 15%.
Lo mismo ocurre cuando se añade carga del tipo 2, aunque el aumento en el caso del 15% de
carga añadida no es tan significativo, manteniéndose en todo caso los valores entre 2,4·106 y
3,2·106 N/m2.
En cuanto a la carga añadida del tipo 3, se comprueba cómo el valor del módulo de Young no
varía significativamente independientemente del porcentaje de carga añadida, teniendo valores
muy próximos al módulo de Young de las probetas sin carga, aunque la tendencia que se observa
es que el valor de éste disminuye conforme aumenta el porcentaje de carga añadido.
Gráfico 29: Tensión de rotura según porcentaje y tipo de carga
En cuanto al esfuerzo último, se comprueba como al añadir carga de cualquier tipo y en
cualquier proporción, el valor del esfuerzo último disminuye. Puede apreciarse también cierta
0,00E+00
1,00E+06
2,00E+06
3,00E+06
4,00E+06
5,00E+06
6,00E+06
Sincarga
5% -T1
5% -T2
5% -T3
0,00E+00
1,00E+06
2,00E+06
3,00E+06
4,00E+06
5,00E+06
6,00E+06
Sincarga
10% -T1
10% -T2
10% -T3
Módulo Young medio (N/m2)
0,00E+00
1,00E+06
2,00E+06
3,00E+06
4,00E+06
5,00E+06
6,00E+06
Sincarga
15% -T1
15% -T2
15% -T3
0,00E+00
3,00E+03
6,00E+03
9,00E+03
1,20E+04
1,50E+04
Sincarga
5% -T1
5% -T2
5% -T3
0,00E+00
3,00E+03
6,00E+03
9,00E+03
1,20E+04
1,50E+04
Sincarga
10% -T1
10% -T2
10% -T3
Tensión de rotura media (N/m2)
0,00E+00
3,00E+03
6,00E+03
9,00E+03
1,20E+04
1,50E+04
Sincarga
15% -T1
15% -T2
15% -T3
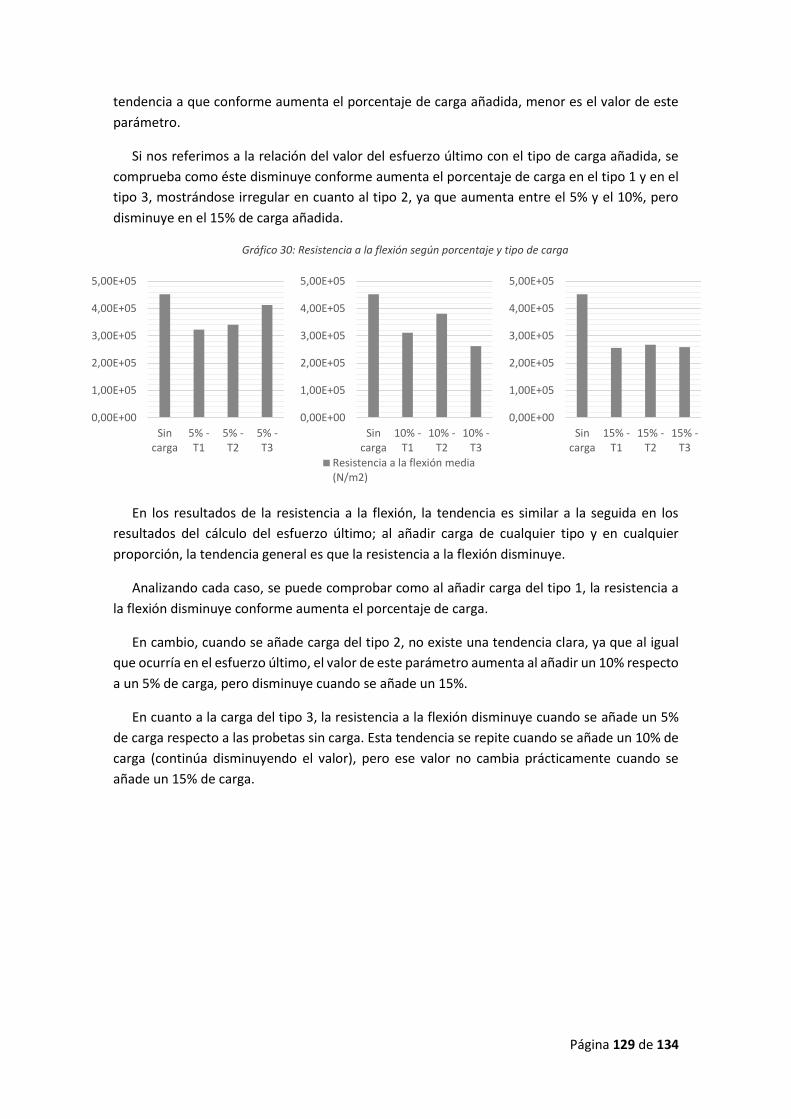
Página 129 de 134
tendencia a que conforme aumenta el porcentaje de carga añadida, menor es el valor de este
parámetro.
Si nos referimos a la relación del valor del esfuerzo último con el tipo de carga añadida, se
comprueba como éste disminuye conforme aumenta el porcentaje de carga en el tipo 1 y en el
tipo 3, mostrándose irregular en cuanto al tipo 2, ya que aumenta entre el 5% y el 10%, pero
disminuye en el 15% de carga añadida.
Gráfico 30: Resistencia a la flexión según porcentaje y tipo de carga
En los resultados de la resistencia a la flexión, la tendencia es similar a la seguida en los
resultados del cálculo del esfuerzo último; al añadir carga de cualquier tipo y en cualquier
proporción, la tendencia general es que la resistencia a la flexión disminuye.
Analizando cada caso, se puede comprobar como al añadir carga del tipo 1, la resistencia a
la flexión disminuye conforme aumenta el porcentaje de carga.
En cambio, cuando se añade carga del tipo 2, no existe una tendencia clara, ya que al igual
que ocurría en el esfuerzo último, el valor de este parámetro aumenta al añadir un 10% respecto
a un 5% de carga, pero disminuye cuando se añade un 15%.
En cuanto a la carga del tipo 3, la resistencia a la flexión disminuye cuando se añade un 5%
de carga respecto a las probetas sin carga. Esta tendencia se repite cuando se añade un 10% de
carga (continúa disminuyendo el valor), pero ese valor no cambia prácticamente cuando se
añade un 15% de carga.
0,00E+00
1,00E+05
2,00E+05
3,00E+05
4,00E+05
5,00E+05
Sincarga
5% -T1
5% -T2
5% -T3
0,00E+00
1,00E+05
2,00E+05
3,00E+05
4,00E+05
5,00E+05
Sincarga
10% -T1
10% -T2
10% -T3
Resistencia a la flexión media(N/m2)
0,00E+00
1,00E+05
2,00E+05
3,00E+05
4,00E+05
5,00E+05
Sincarga
15% -T1
15% -T2
15% -T3
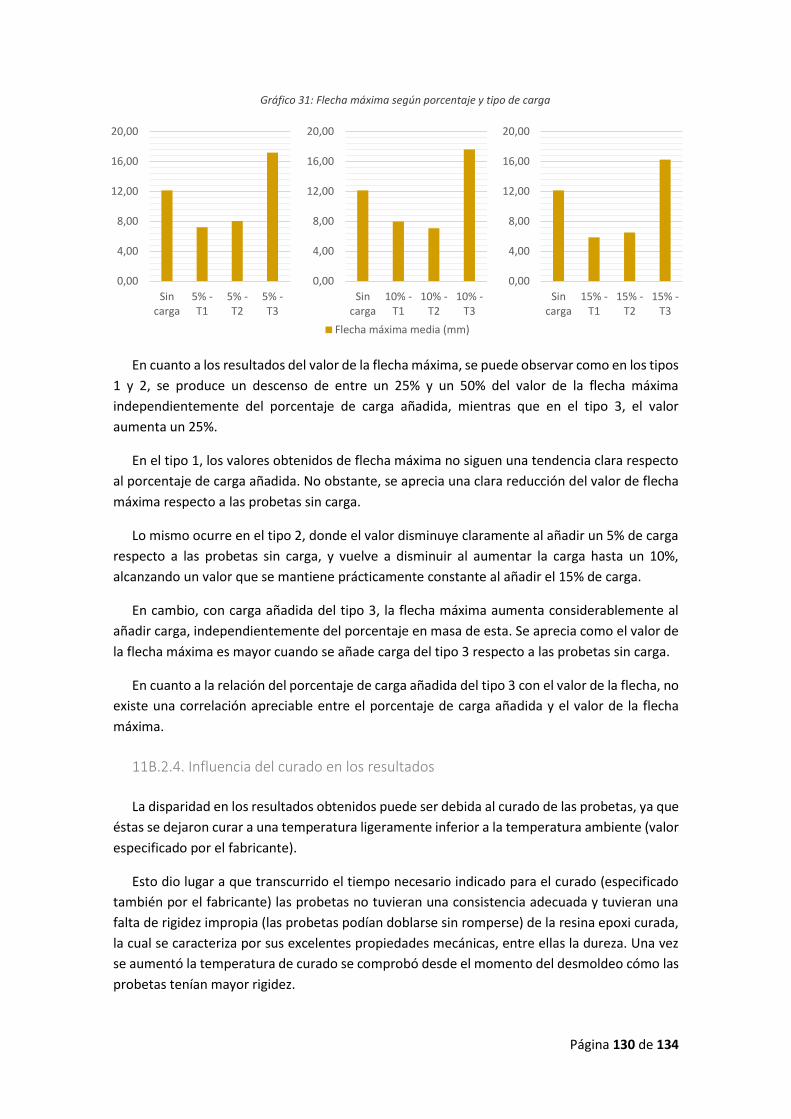
Página 130 de 134
Gráfico 31: Flecha máxima según porcentaje y tipo de carga
En cuanto a los resultados del valor de la flecha máxima, se puede observar como en los tipos
1 y 2, se produce un descenso de entre un 25% y un 50% del valor de la flecha máxima
independientemente del porcentaje de carga añadida, mientras que en el tipo 3, el valor
aumenta un 25%.
En el tipo 1, los valores obtenidos de flecha máxima no siguen una tendencia clara respecto
al porcentaje de carga añadida. No obstante, se aprecia una clara reducción del valor de flecha
máxima respecto a las probetas sin carga.
Lo mismo ocurre en el tipo 2, donde el valor disminuye claramente al añadir un 5% de carga
respecto a las probetas sin carga, y vuelve a disminuir al aumentar la carga hasta un 10%,
alcanzando un valor que se mantiene prácticamente constante al añadir el 15% de carga.
En cambio, con carga añadida del tipo 3, la flecha máxima aumenta considerablemente al
añadir carga, independientemente del porcentaje en masa de esta. Se aprecia como el valor de
la flecha máxima es mayor cuando se añade carga del tipo 3 respecto a las probetas sin carga.
En cuanto a la relación del porcentaje de carga añadida del tipo 3 con el valor de la flecha, no
existe una correlación apreciable entre el porcentaje de carga añadida y el valor de la flecha
máxima.
11B.2.4. Influencia del curado en los resultados
La disparidad en los resultados obtenidos puede ser debida al curado de las probetas, ya que
éstas se dejaron curar a una temperatura ligeramente inferior a la temperatura ambiente (valor
especificado por el fabricante).
Esto dio lugar a que transcurrido el tiempo necesario indicado para el curado (especificado
también por el fabricante) las probetas no tuvieran una consistencia adecuada y tuvieran una
falta de rigidez impropia (las probetas podían doblarse sin romperse) de la resina epoxi curada,
la cual se caracteriza por sus excelentes propiedades mecánicas, entre ellas la dureza. Una vez
se aumentó la temperatura de curado se comprobó desde el momento del desmoldeo cómo las
probetas tenían mayor rigidez.
0,00
4,00
8,00
12,00
16,00
20,00
Sincarga
5% -T1
5% -T2
5% -T3
0,00
4,00
8,00
12,00
16,00
20,00
Sincarga
10% -T1
10% -T2
10% -T3
Flecha máxima media (mm)
0,00
4,00
8,00
12,00
16,00
20,00
Sincarga
15% -T1
15% -T2
15% -T3
Página 131 de 134
Otro factor importante en el curado fue el tiempo de curado, ya que aquellas probetas
ensayadas tras un mayor tiempo de curado han obtenido mejores resultados mecánicos.
Estas probetas fueron las probetas sin carga y las probetas con el 10% y 15% de carga del
tipo 3. El tiempo de curado especificado por el fabricante era de entre 18 y 24 horas, por lo que
en un primer momento las probetas que se vertían en el molde un día, se ensayaban al día
siguiente al encontrarse este intervalo de tiempo comprendido en el tiempo de curado
especificado por el fabricante, pero aquellas probetas que se ensayaban transcurridos 2 o 3 días
desde que se vertían en el molde obtuvieron unos valores mayores en algunos parámetros
calculados.
También cabe destacar que al preparar la mezcla de resina y polvo de conchas y verterla en
los moldes se comprobó visualmente cómo la carga se depositaba en el fondo y no se mantenía
repartida homogéneamente en toda la probeta, por lo que las muestras obtenidas no tenían la
carga repartida proporcionalmente sino tan sólo en una de sus caras, donde se depositaba por
gravedad. Esto puede ser debido a que el tamaño y el peso de partícula eran demasiado elevados
como para mantenerse en suspensión en la mezcla sin curar, y por ello se depositaban en el
fondo.
12B. CONCLUSIONES
Tras la finalización del presente proyecto experimental y posterior interpretación de los
resultados obtenidos se nombran a continuación los aspectos más influyentes que pueden
deducirse tras la realización de los análisis realizados a las muestras.
En primer lugar, la información más relevante extraída de la caracterización química de las
muestras analizadas es la siguiente:
Las conchas de moluscos analizadas están compuestas prácticamente en su totalidad,
por carbonato de calcio, CaCO3 (composición porcentual en peso mayor del 95% en
todos los tipos analizados). El resto de la composición corresponde a otros compuestos,
principalmente óxidos metálicos, entre los cuales los mayoritarios son el óxido de
aluminio (Al2O3), el óxido de estroncio (SrO), el trióxido de azufre (SO3) y el dióxido de
silicio (SiO2).
De los análisis mediante difracción de rayos X se confirmó que el carbonato de calcio era
el elemento principal, ya que en los análisis de fluorescencia de rayos X los resultados
obtenidos eran en forma de óxidos, ya que el carbono no emite suficiente energía que
pueda recogerse en los resultados del análisis de fluorescencia, y por tanto el equipo
interpreta que lo que está unido al calcio es sólo oxígeno.
Antes de comentar los resultados de los ensayos y extraer conclusiones de ellos, es necesario
mencionar que el proceso de curado de la resina ha sido determinante en dichos resultados. A
continuación, se nombran los aspectos más relevantes:
Página 132 de 134
La temperatura ha tenido una influencia directa en los resultados de los ensayos; una
primera tanda de probetas tuvo que ser desechada al comprobarse en el momento de
la realización de los ensayos que el curado no se había realizado adecuadamente.
El tiempo que se ha dejado curar las probetas también ha influido en los resultados
finales de los ensayos; aquellas probetas ensayadas tras un mayor tiempo de curado han
obtenido mejores resultados mecánicos (tanto en flexión como en tracción) que
aquellas que lo han hecho un tiempo menor.
La disposición física de la carga en las probetas también ha tenido una importancia
reseñable.
En cuanto a los ensayos mecánicos, debido a que se obtienen resultados bastante dispares
no se pueden obtener conclusiones demasiado veraces. No obstante, a continuación se comenta
la información más relevante extraída de cada ensayo:
Ensayo de impacto: el ensayo de impacto es el único en el que se aprecia una tendencia
significativa en todos los casos, ya que al añadir carga del tipo 1 y 3, (coincidentes con
una cristalización en forma de aragonito) la resistencia al impacto aumenta. En cambio,
cuando se añade carga del tipo 2 (cristalizado en forma de calcita), ésta disminuye.
Ensayo de tracción: los resultados que arroja el ensayo de tracción no son muy
concluyentes ya que los datos obtenidos no muestran una clara relación entre el
porcentaje y/o tipo de carga y los parámetros calculados. No obstante, se cumple cuanto
mayor es el módulo de Young, menor es la deformación obtenida, y viceversa. Por tanto,
se confirma que los materiales que soportan altos esfuerzos de tracción son aquellos
que menos se deforman.
Ensayo de flexión: al igual que en el ensayo de tracción, los resultados no son demasiado
concluyentes, a falta de una correlación notable entre el porcentaje y/o tipo de carga
añadida y los parámetros calculados.
Página 133 de 134
13B. REFERENCIAS BIBLIOGRÁFICAS
[1] Atelgraphics, «Deneb Help,» 2014. [En línea]. [Último acceso: Julio 2017].
[2] E. Artacho, A. García, J. Junquera, J. M. Cela, R. M. Martin, P. Ordejón, D. Sánchez-Portal y J. M. Soler, «Siesta 4.0 User's Guide,» 23 Junio 2016. [En línea]. Available: https://departments.icmab.es/leem/siesta/Documentation/Manuals/siesta-4.0.pdf.
[3] Atelgraphics, «How to turn your Win-PC into a Graphical MD machine,» [En línea]. Available: https://www.youtube.com/watch?v=maRc1vYg-3s. [Último acceso: Agosto 2017].
[4] M. Yamada, T. Tatsuno, H. Sano y K. Tanabe, «A study on stabilization effect of the acid sulfate soil by using crushed oyster shell,» J-Stage, vol. 54, nº 11, pp. 1117-1122, 2005.
[5] S. Ataoka, T. Yamamoto, S. Hayakawa y S. Kondo, «Removal of hydrogen sulfide using crushed oyster shell from pore water to remediate organically enriched coastal marine sediments,» Bioresource Technology, 2009.
[6] J. H. Jung, G. W. Lee, J. J. Lee y B. H. Son, «Reuse of Waste Shells as a SO2/NOx Removal Sorbent,» de Material Recycling - Trends and Perspectives, 2012.
[7] H. L. Ma, C. Cui, X. Li y S. L. Hu, «Study on mechanical properties of steel fiber reinforced autoclaved lightweight shell-aggregate concrete,» Materials and Design, 2013.
[8] Y. Zhitong, L. Haiyan y H. Zheng, «Bivalve Shell: Not an Abundant Useless Waste but a Functional and Versatile Biomaterial,» Critical Reviews in Environmental Science and Technology, vol. 44, pp. 2502-2530, 2014.
[9] V. Fombuena, L. Bernardi, O. Fenollar Gimeno y R. Balart, «Characterization of green composites from biobased epoxy matrices and bio-fillers derived from seashell wastes,» Materials and Design, pp. 168-174, 2014.
[10] H. He, Z. Zhang y J. Wang, «Compressive properties of nano-calcium carbonate/epoxy and its fibre composites,» Composites Part B Engineering, 2013.
[11] Y. Lu y E. Chen, «Study on nanometer calcium carbonate/epoxy resin composite,» 2003.
[12] H. P. Pham y M. J. Marks, «Epoxy Resins,» de Encyclopedia of Polymer Science and Technology, Freeport, Texas, 2004.
[13] J. A. Gannon, «High Performance Polymers: Their Origin and Development,» vol. History and Development of Epoxy Resins, pp. 299-307.
[14] C. Negoita, N. Cristache y B. Marius, «The Epoxy Resin -History and Perspectives,» MATERIALE PLASTICE, 2016.
[15] M. Dornbusch, U. Christ y R. Rasing, Epoxy Resins: Fundamentals and Applications, Hannover: Vincentz Network, 2016.
[16] «SpecialChem. Adhesives,» [En línea]. Available: http://adhesives.specialchem.com/selection-guide/epoxy-resins-for-adhesives-and-sealants/epoxy-resin-types#content. [Último acceso: Julio 2017].
[17] C. Augustsson, NM Epoxy Handbook, 3 ed., 2004.
[18] A. Gupta, A. K. Nagpal y R. Shingal, «rosslinking reaction of epoxy resin (diglycidyl ether of bisphenol A) by anionically polymerized polycaprolactam: I. Mechanism and optimization,» Journal of Applied Polymer Science, vol. 89, pp. 3237 - 3247, 2003.

Página 134 de 134
[19] E. Gosling, «Morphology of Bivalves,» de Bivalve Molluscs: Biology, Ecology and Culture, Blackwell Publishing, 2003.
[20] E. Vaqueiro Cárdenas y D. Aldana Aranda, «Mecanismo de formación de conchas de moluscos,» Avance y Perspectiva, vol. 14, 1995.
[21] P. Dalbeck, J. England, M. Cusack y A. E. Falick, European Journal of Mineralogy, vol. 18, nº 5, pp. 601-609, Septiembre 2006.
[22] D. A. Skoog, F. J. Holler y T. A. Niem, Principios de Análisis Instrumental, Capítulo 12-C: Métodos de Fluorescencia de Rayos X, 5ª ed.
[23] Universidad Politécnica de Cartagena, «Aplicaciones de la Difracción de Rayos X,» [En línea]. Available: http://www.upct.es/~dimgc/webjoseperez/DOCENCIA_archivos/Aplicaciones_DRX_Apuntes_y_ejercicios.pdf. [Último acceso: Julio 2017].
[24] J. F. Shackelford, Introducción a la ciencia de materiales para ingenieros, 6 ed.
[25] AENOR, «Determinación de la resistencia al impacto Izod,» 2001.
[26] AENOR, «Verificación de la máquina de ensayo por impacto del péndulo. Ensayos de impacto Charpy, Izod y en tracción,» 2016.
[27] D. R. Askeland, Ciencia e Ingeniería de los Materiales, Thomson Editores, 2001.
[28] «Placas de materiales estratificados con resinas termoestables. Parte III: Determinación de la resistencia a flexión. UNE – EN 53-189-77.».









![UNIVERSIDAD POLITECNICA DE MADRIDoa.upm.es/43383/1/PFC_JAVIER_DIEZ_MARTINEZ_2016.pdfJavier D[PleaseinsertPrerenderUnicode{Ã }intopreamble]ez Mart[PleaseinsertPrerenderUnicode{Ã }intopreamble]nez](https://static.fdocuments.mx/doc/165x107/600acf734de65952f35895e9/universidad-politecnica-de-javier-dpleaseinsertprerenderunicodef-intopreambleez.jpg)