UNIVERSIDAD NACIONAL DE INGENIERÍA FACULTAD DE...
185
UNIVERSIDAD NACIONAL DE INGENIERÍA FACULTAD DE CIENCIAS ESCUELA PROFESIONAL DE QUÍMICA TESIS PARA OPTAR EL TÍTULO PROFESIONAL DE: LICENCIADO EN QUÍMICA TÍTULO: DISEÑO DE EXPERIMENTOS EN LA REMOCIÓN DE METALES PESADOS EN AGUAS RESIDUALES DE LA INDUSTRIA MINERA POR PROCESOS DE COAGULACIÓN CON SULFATO FERROSO PRESENTADA POR: HUGO JOEL CUEVA CLEMENTE ASESOR: PATRICIA LOPEZ PINO LIMA-PERÚ 2014
Transcript of UNIVERSIDAD NACIONAL DE INGENIERÍA FACULTAD DE...

UNIVERSIDAD NACIONAL DE INGENIERÍA
FACULTAD DE CIENCIAS
ESCUELA PROFESIONAL DE QUÍMICA
TESIS PARA OPTAR EL TÍTULO PROFESIONAL DE:
LICENCIADO EN QUÍMICA
TÍTULO:
DISEÑO DE EXPERIMENTOS EN LA REMOCIÓN DE METALES PESADOS EN AGUAS RESIDUALES DE LA INDUSTRIA MINERA POR
PROCESOS DE COAGULACIÓN CON SULFATO FERROSO
PRESENTADA POR:
HUGO JOEL CUEVA CLEMENTE
ASESOR:
PATRICIA LOPEZ PINO
LIMA-PERÚ
2014
ATIZ02
Nuevo sello
DEDICATORIA
Esta tesis la dedico a mis padres que estuvieron siempre a mi
lado brindándome su mano amiga dándome a cada instante una
palabra de aliento para llegar a culminar mi profesión.
Tabla de contenidos
Tabla de contenidos
Lista de figuras
Lista de tablas
Resumen
Objetivos
l. CAPÍTULO 1: INTRODUCCIÓN
1.1 Antecedentes
2. CAPÍTULO ll: BASE TEÓRICA
2.1 Los coloides
2.1.1 Afinidad de las Partículas Coloidales por el Agua
2.1.2 Propiedades de los coloides
2.1.3 Estabilidad y desestabilización de los coloides
2.2 Proceso de coagulación
2.2.1 Mecanismos de la coagulación
2.2.1.1 Compresión de la Doble Capa
2.2.1.2 Adsorción y Neutralización de la Carga
2.2.1.3 Captura en un Precipitado de Hidróxido metálico o
captura por barrido
2.2.1.4 Adsorción y Puente Interparticular
2.2.2 Etapas o Fases de la Coagulación
i
vü
X
xii
xiv
1
1
3
3
4
4
5
6
7
8
9
10
11
13

2.2.3 Tipos de Coagulación
2.2.3.1 Coagulación por Adsorción
2.2.3.2 Coagulación por Barrido
2.2.4 Coagulantes Utilizados
2.2.4.1 Clases
2.2.4.2 Sulfato ferroso
2.2.5 Factores que Influyen en la Coagulación
2.2.5.1 Influencia del pH
2.2.5.2 Influencia de las Sales Disueltas
2.2.5.3 Influencia de la temperatura del agua
2.2.5.4 Influencia de la Turbiedad
2.2.5.5 Tipo de Coagulante
2.2.5.6 Dosis del Coagulante
2.2.5. 7 Concentración del Coagulante
2.2.5.8 Punto y Forma de Aplicación del Coagulante
2.2.5.9 Intensidad y tiempo de mezcla rápida
2.2.6 Clasificación del agua según su comportamiento en la
coagulación
2.3 Proceso de floculación
2.3 .1 Tipos de floculación
2.3 .1.1 Floculación pericinética
2.3.1.2 Floculación ortocinética
¡¡
15
15
15
16
16
17
18
18
18
19
19
20
20
21
21
21
22
23
23
23
23
2.3 .2 Parámetros de la floculación 24
2.3.3 Tipos de floculantes 24
2.3.3.1 Floculantes minerales 24
2.3.3.2 Floculantes Orgánicos Naturales 25
2.3 .3 .3 Floculantes orgánicos de síntesis 25
2.4 Pruebas de jarras (Jar-Test) 26
2.4.1 Definición 26
2.4.2 Objetivo 26
2.4.3 Descripción del equipo de prueba de jarras utilizado 27
2.4.4 Análisis de los componentes más importantes de la prueba 28
2.4.4.1 Sistema de dosificación 28
2.4.4.2 Sistemas de agitación 29
2.4.4.3 Descripción de jarras 29
2.4.4.4 Sistema de toma de muestra 29
2.4.4.5 lluminación 30
2.4.5 Consideraciones generales para la ejecución de ensayos en la
prueba de jarras 30
2.5 Sedimentación 32
2.5.1 Sedimentación por zonas 32
3. CAPÍTULO ID: GENERACIÓN DEL EFLUENTE ÁCIDO RESIDUAL
DE LA INDUSTRIA MINERA 36
3.1 Diagrama de la generación del efluente en la concentración de minerales
por flotación 36
¡¡¡
3.2 Características de los efluentes de la industria minera
3.3 Drenajes ácidos
3.3 .1 Mecanismos de formación de aguas ácidas
3.3 .2 Etapas en la formación de aguas ácidas
3.4 Generación de la acidez y contaminación por metales pesados en los
38
40
42
44
efluentes de mina 4 7
3.4.1 Generación ácida 47
3.4.2 Generación de los contaminantes metálicos 49
3.4.3.1 Generación del hierro 50
3.4.3.2 Generación del plomo 52
3.4.3.3 Generación del cobre 53
3.4.3.4 Generación del zinc 54
3.5 Principales impactos ambientales de la actividad minera 56
3.5.1 Impactos mineros sobre el agua 57
3.5.2 Impactos mineros sobre el suelo 59
3.5.3 Impactos mineros sobre la atmósfera 61
3.5.4 Impactos mineros sobre aspectos sociales y culturales 65
3.6 Control de los drenajes ácidos 66
3.6.1 Prevención y control del proceso de generación de aguas ácidas 67
3.6.1.1 Métodos de barrera
3.6.1.2 Métodos químicos
3.6.1.3 Métodos de inhibición bacteriana
iv
67
69
70
3.6.2 Control de la migración de las aguas ácidas 70
3.6.3 Sistemas disponibles para el tratamiento de aguas ácidas 72
4. CAPÍTULO IV: TRABAJO EXPERIMENTAL 76
4.1 Caracterización del efluente de mina 77
4.1.1 Análisis del pH 78
4.1.2 Análisis de los sólidos suspendidos totales 79
4.1.3 Análisis de aceites y grasas 80
4.1.4 Análisis de cianuro total 81
4.1.5 Análisis de los metales totales 82
4.1.6 Análisis de los metales disueltos 83
4.1.7 Análisis de la conductividad 84
4.1.8 Análisis de los sólidos sedimentables 85
4.1.9 Análisis de la turbidez 86
4.1.1 O Análisis de la Demanda química de oxígeno (DQO) 87
4.2 Descripción de la prueba de jarras para el tratamiento por coagulación 88
4.2.1 Preparación de soluciones químicas
4.2.2 Procedimiento de la prueba de jarras
4.3 Descripción del procedimiento para la determinación de las curvas de
sedimentación
4.4 Resultados
5. CAPÍTULO V: DISCUSIÓN DE RESULTADOS
5.1 Ajuste factorial para el plomo
V
88
88
90
91
98
103

5.2 Ajuste factorial para el plomo 112
5.3 Ajuste factorial para el cobre 122
5.4 Ajuste factorial para el zinc 132
5.5 Ajuste factorial para el hierro 142
5.6 Ajuste factorial para los metales totales 151
6. CAPÍTULO VI: CONCLUSIONES 158
7. CAPÍTULO VII: RECOMENDACIONES 160
8. BIBLIOGRAFÍA 161
9. GLOSARIO 163
vi
Lista de Figuras
Figura 2.1 Doble capa de una partícula coloidal
Figura 2.2 Esquema del fenómeno de la coagulación
Figura 2.3 Fuerzas de atracción y repulsión
Figura 2.4 Reestabilización de partículas
Figura 2.5 Atrapamiento de las partículas en un floc
Figura 2.6 Esquema del mecanismo de la adsorción de polímeros y partículas
coloidales para producir puentes entre las partículas
Figura 2. 7 Fases de la coagulación
Figura 2.8 Coagulación por adsorción
Figura 2.9 Coagulación por barrido
Figura 2.1 O Equipo de prueba de jarras
Figura 2.11 Proceso de sedimentación por zonas
Figura 2.12 Representación gráfica de la altura frente al tiempo
Figura 3.1 Diagrama de flotación
Figura 3.2 Formación de aguas ácidas de mina
Figura 3.3 Formación de aguas ácidas
Figura 3.4 Reacciones que caracterizan la oxidación de un sulfuro en la generación
de aguas ácidas
Figura 3.5 Comparación de constantes de velocidad en función al pH
Figura 3.6 Diagrama Eh-pH mostrando los dominios teóricos para el sistema Fe-0-
H-S
Figura 3.7 Diagrama logC -pH para Pb(II) 10"2
Figura 3.8 Diagrama logC-pH para Cu (II) 10-2M
Figura 3.9 Diagrama E-pH del zinc, C=10-2 M
Figura 3.10 Esquema de las posibles afecciones de una mina a cielo abierto a las
aguas subterraneas
Figura 4.1 Diagrama de análisis del pH
Figura 4.2 Diagrama de análisis de los SST
Figura 4.3 Diagrama de análisis de los aceites y grasas
vii
Figura 4.4 Diagrama de análisis de cianuros totales
Figura 4.5 Diagrama de análisis de los metales totales
Figura 4.6 Diagrama de análisis de los metales disueltos
Figura 4.7 Diagrama de análisis de la conductividad
Figura 4.8 Diagrama de análisis de los sólidos sedimentables
Figura 4.9 Diagrama de análisis de la turbidez
Figura 4.1 O Diagrama de análisis del DQO
Figura 4.11 Equipo de prueba de jarras
Figura 4.12 Mediciones para la construcción de la curva de sedimentación
Figura4.13 Curvas de sedimentación
Figura 4.14 trazado del tiempo crítico para la curva PI
Figura 5.1 Captura en un precipitado de hidróxido férrico
Figura 5.2 Diagrama de Pareto de efectos estandarizados para el plomo
Figura 5.3 Gráfico de probabilidad normal de los efectos estandarizados para el
plomo
Figura 5.4 Gráfica de efectos principales para el plomo
Figura 5.5 Gráfica de interacción para el plomo
Figura 5.6 Gráfica de cubos para el plomo
Figura 5.7 Gráfica de contornos para el plomo
Figura 5.8 Gráfica de superficies para el plomo
Figura 5.9 Diagrama de Pareto de efectos estandarizados para el cobre
Figura 5.1 O Gráfico de probabilidad normal de los efectos estandarizados para el
cobre
Figura 5.11 Gráfica de efectos principales para el cobre
Figura 5.12 Gráfica de interacción para el cobre
Figura 5.13 Gráfica de cubos para el cobre
Figura 5.14 Gráfica de contornos para el cobre
Figura 5.15 Gráfica de superficies para el cobre
Figura 5.16 Diagrama de Pareto de efectos estandarizados para el zinc
Figura 5.17 Gráfico de probabilidad normal de los efectos estandarizados para el zinc
Figura 5.18 Gráfica de efectos principales para el zinc
Figura 5.19 Gráfica de interacción para el zinc
viii
Figura 5.20 Gráfica de cubo para el zinc
Figura 5.21 Gráfica de contornos para el zinc
Figura 5.22 Gráfica de superficies para el zinc
Figura 5.23 Diagrama de Pareto de efectos estandarizados para el hierro
Figura 5.24 Gráfico de probabilidad normal de los efectos estandarizados para el
hierro
Figura 5.25 Gráfica de efectos principales para el hierro
Figura 5.26 Gráfica de interacción para el hierro
Figura 5.27 Gráfica de cubos para el hierro
Figura 5.28 Gráfica de contornos para el hierro
Figura 5.29 Gráfica de superficies para el hierro
Figura 5.30 Diagrama de Pareto de efectos estandarizados para los metales totales
Figura 5.31 Gráfico de probabilidad normal de los efectos estandarizados para los
metales totales
Figura 5.32 Gráfica de efectos principales para los metales totales
Figura 5.33 Gráfica de interacción para los metales totales
Figura 5.34 Gráfica de cubos para los metales totales
Figura 5.35 Gráfica de contornos para los metales totales
Figura 5.36 Gráfica de superficies para los metales totales
Figura 5.3 7 Diagrama de Pareto de efectos estandarizados para el tiempo crítico de
sedimentación
Figura 5.38 Gráfico de probabilidad normal de los efectos estandarizados para el
tiempo crítico de sedimentación
Figura 5.39 Gráfica de efectos principales para el tiempo crítico de sedimentación
Figura 5.40 Gráfica de interacción para el tiempo crítico de sedimentación
Figura 5.41 Gráfica de cubos para el tiempo crítico de sedimentación
Figura 5.42 Gráfica de contornos para el tiempo crítico de sedimentación
ix

Lista de tablas
Tabla 2.1 Clasificación del agua según su comportamiento en la coagulación.
Tabla 3.1 Características de las aguas residuales de circuitos de flotación de
minerales concentración de iones (más frecuentes) en mg/L.
Tabla 3.2 Características de las aguas residuales de circuitos de flotación.
Propiedades químicas y fisicoquímicas.
Tabla 3.3 Reactivos utilizados en plantas concentradoras de minerales por flotación.
Tabla 3.4 Tipos de drenajes de mina.
Tabla 3.5 Oxidación de minerales sulfurosos comunes en el Perú.
Tabla 3.6 Métodos de control de generación ácida de mina.
Tabla 3.7 Técnicas de tratamiento potencialmente aplicables para los efluentes
mineros.
Tabla 4.1 Métodos utilizados para los análisis de caracterización
Tabla 4.2 Características del efluente de mina santa Luisa
Tabla 4.3 Valores asumidos para el diseño experimental
Tabla 4.4 Resultados de las concentraciones residuales del agua tratada contra los
factores del proceso
Tabla 4.5 Valores asignados para las curvas de sedimentación
Tabla 4.6 Valores para las alturas de la separación de las fases en el tiempo
Tabla 4.7 Resultados del tiempo crítico de sedimentación contra los factores del
proceso
Tabla 5.1 Decreto Supremo 010-2010-MINAM
Tabla 5.2 Evaluación de las respuestas del experimento frente a los factores del
proceso
Tabla 5.3 Concentración de metales en la muestra de agua ácida
Tabla 5.4 Efectos y coeficientes estimados para el Plomo.
Tabla 5.5 Medias de mínimos cuadrados para el Plomo.
Tabla 5.6 Efectos y coeficientes estimados para el Cobre.
Tabla 5.7 Medias de mínimos cuadrados para el cobre.
Tabla 5.8 Efectos y coeficientes estimados para el zinc.
X
Tabla 5.9 Medias de mínimos cuadrados para el zinc.
Tabla 5.10 Efectos y coeficientes estimados para el hierro.
Tabla 5.11 Valores de los factores que cumplen con la norma.
Tabla 5.12 Medias de mínimos cuadrados para hierro.
Tabla 5.13 Efectos y coeficientes estimados para los metales totales.
Tabla 5.14 Medias de mínimos cuadrados para los metales totales.
Tabla 5.15 Efectos y coeficientes estimados para el tiempo critico de sedimentación.
Tabla 5.16 Concentración del agua tratada permitida por el DS 010-2010.
xi

Resumen
En la presente tesis se informa de los resultados obtenidos en el estudio del
tratamiento en la reducción del carácter contaminante en aguas residuales de la
industria minera. Se han estudiado los procesos fisico-químicos de coagulación y
sedimentación. A partir de los ensayos de laboratorio, se han buscado las condiciones
de tratamiento óptimas de cada uno de los procesos estudiados.
Las aguas residuales han sido recogidas de la empresa Cía minera Santa Luisa unidad
de Huanzalá, situada en la provincia de Bolognesi Ancash.
En la fase previa, antes de aplicar el tratamiento, se ha realizado la caracterización de
las aguas residuales, cuantificando todos los parámetros fisico-químicos
fundamentales (pH, sólidos totales en suspensión, aceites y grasas, cianuro total,
metales totales, metales disueltos, conductividad, sólidos sedimentables, turbidez,
DQO). Una vez caracterizadas las aguas residuales, se aplico el tratamiento de
coagulación. En los experimentos de coagulación, se ha procedido a la búsqueda de
las condiciones óptimas de operación, mediante el procedimiento denominado
"prueba de jarras". Para ello se utilizó el efluente de mina el cual contiene distintas
concentración de metales, cuya contaminación oscila según el tratamiento de la
concentración del mineral. Con este método se realizan una serie de ensayos para la
determinación de la dosis óptima de coagulante (sulfato ferroso), la velocidad de
agitación y el tiempo de agitación.
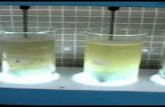
La instalación experimental está constituida por una serie de vasos de precipitado a
los que se adicionan distintas dosis de coagulante. Una serie de agitadores se ponen
en marcha simultáneamente en los vasos de precipitado, produciendo una agitación
fuerte durante un cierto tiempo, que genera una mezcla íntima. Después del ensayo
de coagulación, se lleva a cabo el ensayo de sedimentación. En todos los
experimentos realizados se toman muestras del agua residual al fmalizar el proceso
de coagulación, para después realizar los análisis de parámetros representativos como
metales totales. Con los datos experimentales obtenidos, se estableció la influencia
de las variables operativas: dosis de coagulante, velocidad de agitación y tiempo de
agitación sobre los niveles de reducción de metales totales, además de ver la
influencia de estas variables sobre el parámetro de sedimentabilidad (tiempo crítico
xii

de sedimentación). Aplicándose la parte estadística mediante el programa Minitab
para hallar la correlación entre las variables de operación y las respuestas del
proceso. El resultado del presente trabajo ofrece las condiciones óptimas de
operación del proceso integrado.
xiii
OBJETIVOS
• Determinar las mejores condiciones de tratamiento para el experimento que
se diseño en la remoción de los iones metálicos Pb+2, zn+2
, Cu+2 y Fe+3 del
agua residual de mina.
• Determinar que las características del agua ácida tratada al final del proceso
de coagulación con sulfato ferroso se encuentren dentro de los límites
máximos permisibles del Decreto supremo 010-2010-MINAM.
xiv

1
INTRODUCCIÓN
1.1 Antecedentes
1
No se encuentran antecedentes de procesos de coagulación-floculación en el
tratamiento de efluentes de la industria minera en el Perú que solo empleen el sulfato
ferroso para la eliminación de contaminantes, debido a que se tienen que realizar
diversas pruebas y evaluaciones para encontrar la dosificación exacta, actualmente se
emplean polímeros orgánicos sintéticos debido a su rango amplio de pH y fácil
aplicación, los cuales son vendidos por empresas que incluso dan la dosificación de
sus productos.
El proceso de tratamiento de aguas residuales contaminadas con metales pesados es
estudiado ampliamente y existen diversas metodologías para su tratamiento, tales
como procesos biotecnológicos, de adsorción, intercambio iónico y otros, no obstante
algunos métodos como la biosorción no puede ser aplicada para soluciones que
contienen altos contenidos metálicos en solución además de presentar algunas
problemáticas para la separación de las fases acuosa y sólida (Purakin y Paknikar,
1999).
Huang et. al. (1999) muestra una metodología por precipitación química para
remover cobre, níquel y zinc utilizando cal como agente floculante, se trabajó con
disoluciones de hasta 5 mg/L.
Guillard y Lewis, (2001) desarrollaron un proceso de optimización para remover
níquel en un proceso continuo de precipitación química, obteniendo hasta un 99.6%
de remoción.
2
Por otro lado, se estudió la remoción de zinc de una disolución de hasta 31 O mg/L
utilizando sulfito de sodio y un polielectolito dónde se encontraron condiciones
óptimas de tratamiento, 60 minutos de tiempo de agitación y 20 rpm de velocidad de
agitación, en este estudio se logró reducir hasta 20 mg/L la concentración de zinc en
la disolución estudiada (Subbiah, et al., 2000).
Soto y Ramírez (2004) estudiaron la remoción de metales en efluentes de la industria
galvánica evaluando la eficiencia de cuatro coagulantes a base de hierro y aluminio,
entre ellos el sulfato ferroso encontrando que los coagulantes a base de hierro
presentaban mayor remoción.
Soto y Miranda (2006) estudiaron las condiciones óptimas requeridas para remover
metales pesados del agua residual de una industria galvánica, que contenía cromo
(435 mg/L), zinc (720 mg/L), hierro (168 mg/L) y níquel (24 mg/L), utilizando como
coagulante cloruro férrico, como medida de respuesta para el proceso se midió el
tiempo crítico y la velocidad de sedimentación.
Nájera, H y Castañón, J (2009) caracterizaron el lixiviado producido en la zona
clausurada del sitio de disposición final de residuos sólidos, de la Ciudad de Tuxtla
Gutiérrez, Chiapas, México. Realizaron ensayos con el proceso de coagulación
floculación para su tratamiento. Empleando como coagulantes: cloruro férrico
(FeCb) y sulfato ferroso (FeS04) a diferentes dosis (1.4, 1.6 y 1.8 giL) con valores
de pH ( 4, 5 y 6), cuantificaron la carga orgánica medida como demanda química de
oxígeno (DQO). Los resultados mostraron que el FeCh fue por mucho más efectivo
que el FeS04 en la remoción de materia orgánica.
En general los coagulantes a base de hierro presentan mayor remoción de
contaminantes siendo más efectivo el cloruro férrico sobre el sulfato ferroso en
muestras altamente contaminadas, debido a que las aguas residuales de mina que se
han estudiado presentan valores bajos de contaminantes en comparación de los
valores que presentan los lixiviados, esta diferencia en la eficiencia del FeCh y
FeS04 se hace mínima, a diferencia del costo el precio del cloruro férrico es mayor al
del sulfato ferroso es por estas razones que se eligió al sulfato ferroso como
coagulante en este estudio.
3
2
BASE TEÓRICA
2.1. Los coloides !ll
El agua consta de tres tipos principales de impurezas: fisicas, químicas y biológicas.
Desde el punto de vista fisico se puede decir que los sólidos totales que son
impurezas del agua se pueden clasificar como partículas no filtrables o en
suspensión, filtrables o disueltas y una tercera posibilidad es el caso intermedio que
corresponde a los coloides. En general los coloides no tienen un límite fijo de tamaño
y se suelen estudiar bajo un enfoque fisicoquímico desde el punto de vista de sus
propiedades. Un material coloidal puede tardar 755 días en sedimentar; por tanto es
importante cambiar esta condición. Los coloides forman suspensiones estables, por
lo que es imposible su sedimentación natural; también son sustancias responsables de
la turbiedad y del color del agua. Los sistemas coloidales presentan una superficie de
contacto inmensa entre la fase sólida y la fase líquida; éstas poseen normalmente una
carga eléctrica negativa situada sobre su superficie. Estas cargas llamadas cargas
primarias, atraen los iones positivos del agua, los cuales se adhieren fuertemente a las
partículas y atraen a su alrededor iones negativos acompañados de una débil cantidad
de iones positivos.
4
.. "'.\.. ~---"<\-,_ --Capa Comprimida
...,._ __ Capa Difusa
...-·/• ---IPiano de cizallamiento ,/ (separa del resto de la
_.r
_ .. -----·-·,·· dispersión).
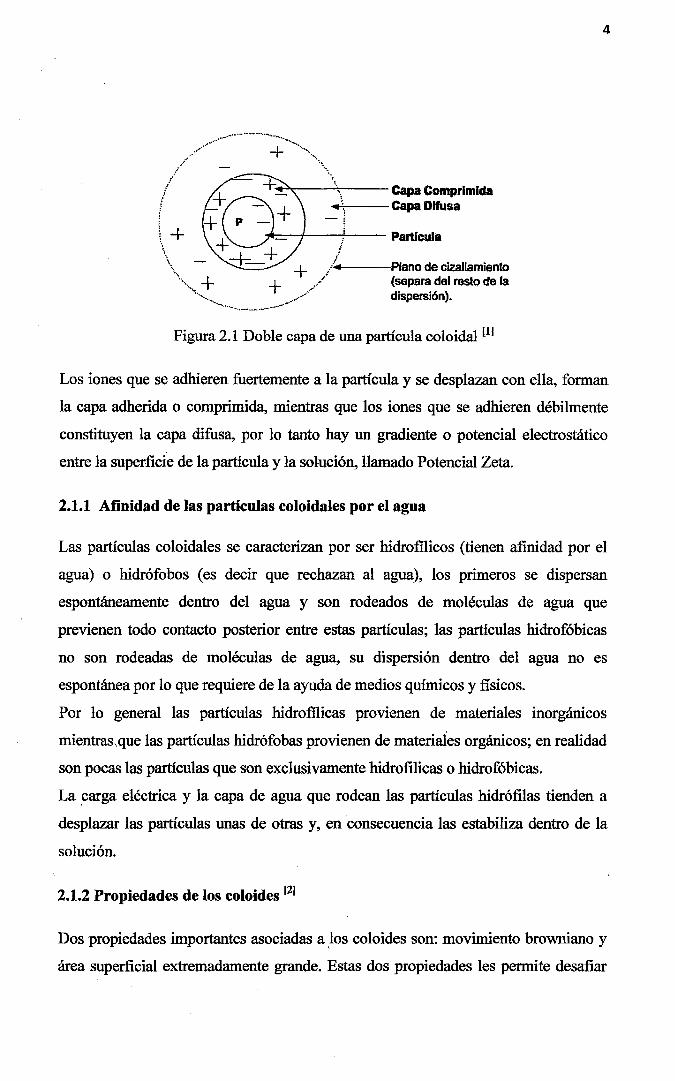
Figura 2.1 Doble capa de una partícula coloidal lll
Los iones que se adhieren fuertemente a la partícula y se desplazan con ella, forman
la capa adherida o comprimida, mientras que los iones que se adhieren débilmente
constituyen la capa difusa, por lo tanto hay un gradiente o potencial electrostático
entre la superficie de la partícula y la solución, llamado Potencial Zeta.
2.1.1 Afinidad de las partículas coloidales por el agua
Las partículas coloidales se caracterizan por ser hidrofilicos (tienen afmidad por el
agua) o hidrófobos (es decir que rechazan al agua), los primeros se dispersan
espontáneamente dentro del agua y son rodeados de moléculas de agua que
previenen todo contacto posterior entre estas partículas; las partículas hidrofóbicas
no son rodeadas de moléculas de agua, su dispersión dentro del agua no es
espontánea por lo que requiere de la ayuda de medios químicos y fisicos.
Por lo general las partículas hidrofilicas provienen de materiales inorgánicos
mientras,que las partículas hidrófobas provienen de materiales orgánicos; en realidad
son pocas las partículas que son exclusivamente hidrofilicas o hidrofóbicas.
La ,carga eléctrica y la capa de agua que rodean las partículas hidrófilas tienden a
desplazar las partículas unas de otras y, en consecuencia las estabiliza dentro de la
solución.
2.1.2 Propiedades de los coloides 121
Dos propiedades importantes asociadas a _los coloides son: movimiento browniano y
área superficial extremadamente grande. Estas dos propiedades les permite desafiar
S
la ley de la gravedad, y por tanto, impiden su remoción por sedimentación simple.
Debido a su inmensa área superficial, los coloides adsorben iones en cantidades
desiguales, originando la formación de una carga eléctrica que contribuye a su
estabilidad. El resultado de la formación de esa carga eléctrica y del movimiento
browniano es una colisión constante entre partículas. La tasa de coagulación puede
tomarse entonces como una medida de la cantidad de partículas que se adhieren
durante la colisión en un periodo determinado.
2.1.3 Estabilidad y desestabilización de los coloides
Los coloides son normalmente estables en solución. En general priman los factores
estabilizantes sobre los desestabilizantes. Entre los factores estabilizantes se cuentan
a todas las fuerzas o fenómenos que generan repulsión entre ellos y por tanto, las
fuerzas electrostáticas y la hidratación son favorables. Las fuerzas de atracción, en
cambio, cumplen un papel opuesto y desestabilizan. Entre ellas la gravedad, el
movimiento Browniano y las fuerzas de Van der W aals. Obviamente algunos
fenómenos afectan el sistema mucho más que otros. Por ejemplo la influencia de la
gravedad es despreciable. La estabilidad de una dispersión coloidal está relacionada
con la teoría de la interacción energética entre las partículas como una función de su
distancia. Además, las fuerzas electrostáticas de repulsión entre los coloides, pueden
actuar las fuerzas de Van der W aals, que son fuerzas de atracción originadas por
acción de dipolos permanentes o inducidos, en las partículas. Las fuerzas de Van der
Waals son independientes de la carga neta de los coloides y no varían con el pH o
con otras características de la fase acuosa, pero sólo actúan a distancias muy
pequeñas. Al acercarse dos partículas la fuerza de repulsión aumenta para
mantenerlas separadas. Si se acercan lo suficiente y sobrepasan la barrera de energía,
entonces la fuerza de atracción de Van der W aals predominará y las partículas
podrán unirse. Cuando se obtiene esta condición se dice que el coloide se ha
desestabilizado.

6
2.2 Proceso de coagulación (JJ
Es un proceso de desestabilización química de las partículas coloidales que se
producen al neutralizar las fuerzas que los mantienen separados, por medio de la
adición de los coagulantes químicos y la aplicación de la energía de mezclado, (ver
figura 2.2).
El término coágulo se refiere a las reacciones que suceden al agregar un reactivo
químico (coagulante) en agua, originando productos insolubles. La coagulación
comienza al agregar el coagulante al agua y dura fracciones de segundo. En esta
figura se muestra como las sustancias químicas anulan las cargas eléctricas sobre la
superficie del coloide, permitiendo que las partículas coloidales se aglomeren
formando flóculos.
Radio efectivo .. ...
-+ _ -_ +-+ + Coloide
_:¡.+.~ - ¡
\--+- + +/ "'i:_ - + -;/ ........ __ ._,__..; A
d 1
e 1
ó n
d e 1
e o a g u 1 a n t e
Figura 2.2 Esquema del fenómeno de la coagulación 131
7
La adición del coagulante neutraliza las cargas, produciendo un colapso de la "nube
de iones" que rodean los coloides de modo que puedan aglomerarse.
Este tratamiento de aguas residuales, tanto domésticas como industriales, es un
proceso fisicoquímico que elimina o reduce principalmente sales metálicas y/o
polielectrolitos, sólidos suspendidos o disueltos. Los productos de este tipo de
tratamiento son aguas relativamente libres de materia orgánica suspendida y lodos no
estabilizados que son la suma de la materia orgánica, suspendida y disuelta,
removida del agua y los coagulantes añadidos. Los coagulantes químicos además
son usados para inducir la floculación y obtener una buena sedimentación.
La coagulación es el tratamiento más eficaz pero también es el que representa un
gasto elevado cuando no está bien realizado. Es el método universal porque elimina
una gran cantidad de sustancias de diversa naturaleza y de peso de materia que se
elimina al menor costo, en comparación con otros métodos.
El proceso de coagulación mal realizado también puede conducir a una degradación
rápida de la calidad del agua y representa gastos de operación no justificadas. Por lo
que se considera que la dosis del coagulante condiciona el funcionamiento de las
unidades de decantación y que es imposible de realizar una clarificación, si la
cantidad de coagulante está mal ajustada. [IJ
2.2.1 Mecanismos de la coagulación l41
La adición de coagulantes produce la desestabilización de los coloides de diferentes
maneras.
La desestabilización se puede obtener por los mecanismos fisicoquímicos
siguientes:
l. Compresión de capa difusa
2. Adsorción y neutralización
3. Captura en un precipitado de hidróxido metálico o captura por barrido
4. Adsorción y formación del puente

8
2.2.1.1 Compresión de la Doble Capa
Este modelo fisico de doble capa puede explicar el fenómeno de la desestabilización
de un coloide por un coagulante y la figura ayuda a explicar el fenómeno de
desestabilización: la curva de atracción de Van der Walls es fija mientras que la de
repulsión eléctrica disminuye si se incrementan en la solución los iones de carga
opuesta. En consecuencia, si se reduce el potencial repulsivo, decrece también la
curva resultante de interacción. Por lo tanto, las partículas pueden acercarse
suficientemente para ser desestabilizadas por la energía atractiva de Van der W aals.
L : Distancia a la cual Comienza la Floculación
Ea Fueaa de Atracción de Van der Walls.
Figura 2.3 Fuerzas de atracción y repulsión [l]
La introducción de un electrolito diferente en un sistema coloidal causa un
incremento de la densidad de cargas en la capa difusa y disminución de la "esfera" de
influencia de las partículas, y ocurre la coagulación por compresión de la capa difusa.
Concentraciones elevadas de iones positivos y negativos (fuerza iónica grande) en el
agua acarrean un incremento del número de iones en la capa difusa que, para
mantenerse eléctricamente neutra, necesariamente tiende a reducir su volumen, de
modo tal que las fuerzas de Van der W aals sean dominantes, y se elimine la
estabilización electrostática. Un ejemplo típico de este mecanismo ocurre cuando
aguas dulces con fuerza iónica pequeña se mezclan con agua de mar, lo que
promueve la formación de depósitos en las desembocaduras. Cabe destacar dos
aspectos interesantes sobre ese mecanismo de coagulación:

9
a) La concentración del electrolito que causa la coagulación es prácticamente
independiente de la concentración de coloides en el agua.
b) Es imposible causar la reestabilización de las partículas coloidales con la adición
de mayores cantidades de electrolitos debido a que ha ocurrido una reversión de la
carga de las mismas, que pasa a ser positiva.
2.2.1.2 Adsorción y Neutralización de la Carga
Las partículas coloidales poseen carga negativa en su superficie, estas cargas
llamadas primarias atraen los iones positivos que se encuentran en solución dentro
del agua y forman la primera capa adherida al coloide.
El potencial en la superficie del plano de cizallamiento es el potencial electrocinético
- potencial ZETA, este potencial rige el desplazamiento de coloides y su interacción
mutua.
Después de la teoría de la doble capa de la coagulación es considerada como la
anulación del potencial obtenido por adición de productos de coagulación -
floculación, en la que la fuerza natural de mezcla debido al movimiento browniano
no es suficiente requiriéndose una energía complementaria necesaria; por ejemplo
realizar la agitación mecánica o hidráulica.
Cuando se adiciona un exceso de coagulante al agua a tratar, se produce la
reestabilización de la carga de la partícula; esto se puede explicar debido a que el
exceso de coagulante son absorbidos en la superficie de la partícula, produciendo
una carga invertida a la carga original. (Ver Fig. 2.4)
10
Particula Desestabilizada Exceso de Coaaulantes.
+
AGITACIÓN
INTENSA
FRAGMENTOS DE FLOC REESTABLECIDO
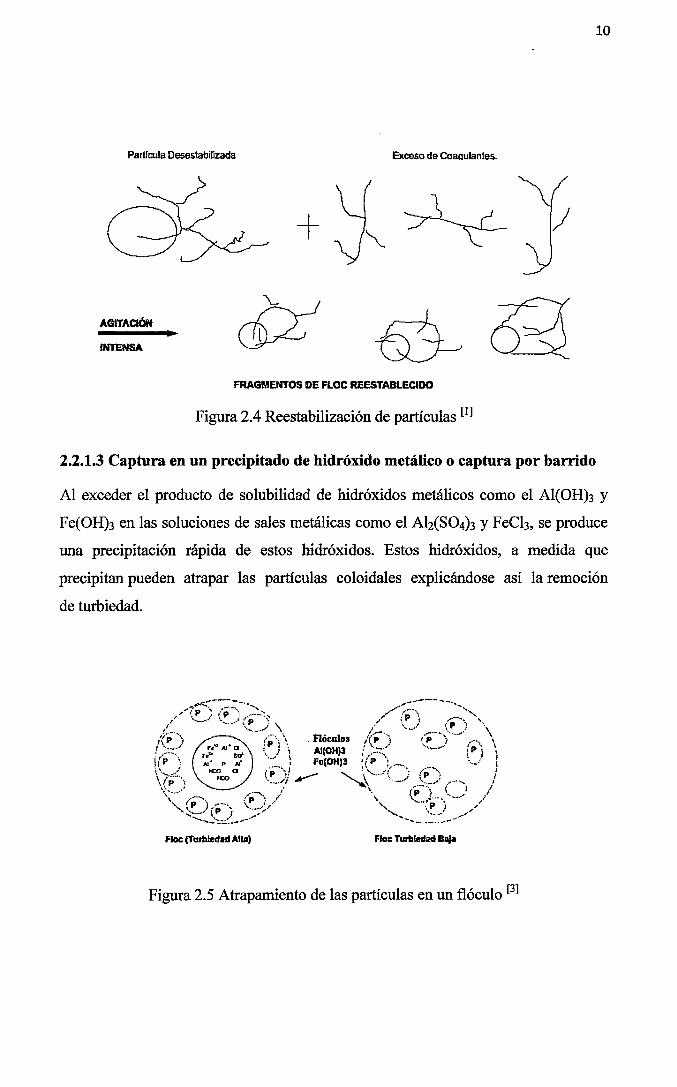
Figura 2.4 Reestabilización de partículas [I]
2.2.1.3 Captura en un precipitado de hidróxido metálico o captura por barrido
Al exceder el producto de solubilidad de hidróxidos metálicos como el Al(OH)3 y
Fe(OH)3 en las soluciones de sales metálicas como el Al2(S04)3 y FeCl3, se produce
una precipitación rápida de estos hidróxidos. Estos hidróxidos, a medida que
precipitan pueden atrapar las partículas coloidales explicándose así la remoción
de turbiedad.
Floc Turbiedad Ba,la
Figura 2.5 Atrapamiento de las partículas en un flóculo l31
11
Se ha encontrado que las partículas coloidales pueden servir como núcleos para
formar precipitados, por lo cual la velocidad de precipitación aumenta con un
aumento en la concentración de partículas coloidales.
2.2.1.4. Adsorción y Puente Interparticular
V arias investigaciones han demostrado que la repulsión electrostática puede
interferir en la adsorción de un ión sobre la superficie de un electrodo que tenga una
carga de igual signo que la del ión. Sin embargo, varias reacciones químicas
espontáneas se presentan entre iones del mismo signo. De lo anterior se deduce que
en estos casos la energía de interacción es más de tipo químico que coulómbico.
,. ACCIO~ 1
AOSORC:IÓH INICIAL CON LA DOSIS Óf'TIMA 0[ POL.III!IERO
,. PAft'fiC:Ul.A DIESE STAiiLil AO.&
, PARTJC:UL.AS DESESTA .. II.IZADAS
ACCIÓN 2
fORMACIÓN OI!L noc ,
f"LOCULACION
r ACCION 3
r
> ,.
PARTJCUL.AS AG\.UTINAC)As;, FLOCUL.OS
·~ AOSORCION HCUNDARIA DE POLINERO
, SIN CONTACTOS CON SITIOS VACANTES
EH OTRAS PARTÍCü"LAS
¡ PARTICUt.A DESESTAIIUZAOA
1 ACCION 4
,. PAATICUI.A REESTAIIII.IZAOA
,. . ~ AOSORCION INICIAL hceso D< DOSIS
,l',: -1 7~ \t\ + o POLIMERO? ~ PARTICULA ESTA8LE
, EXCUO DE "OL.IMEROS ~ART(CULA 1 No noy •itln "oeoM .. l
PARTféULA DE Fl.OC
ACCt6H.' .RUPTURA 0(1.
AGITACIÓN Pl'tOt.DNGAOA O INTENSA
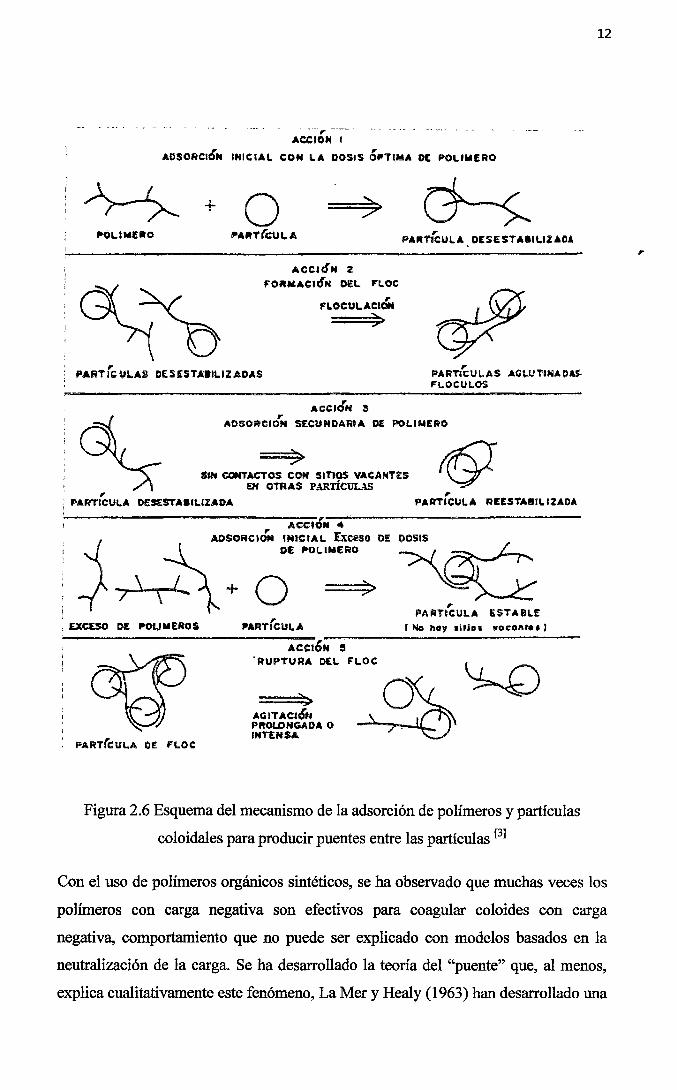
Figura 2.6 Esquema del mecanismo de la adsorción de polímeros y partículas
coloidales para producir puentes entre las partículas f3J
12
Con el uso de polímeros orgánicos sintéticos, se ha observado que muchas veces los
polímeros con carga negativa son efectivos para coagular coloides con carga
negativa, comportamiento que no puede ser explicado con modelos basados en la
neutralización de la carga. Se ha desarrollado la teoría del "puente" que, al menos,
explica cualitativamente este fenómeno, LaMer y Healy (1963) han desarrollado una
,.

13
teoría de enlace de puente que da un modelo cualitativo aceptable que explica la
capácidad de los polímeros de elevado peso molecular para desestabilizar las
dispersiones coloidales
La figura 2.6 describe gráficamente la teoría de LaMer:
Reacción l. Para una desestabilización eficaz, la molécula de polímero debe contener
grupos químicos que puedan interaccionar con los lugares de la superficie de la
partícula coloidal. Algunos de estos grupos se adsorben en la superficie de la
partícula dejando el resto de la molécula prolongada hacia la disolución.
Reacción 2. Si una segunda partícula con algunos sitios de adsorción vacíos entra en
contacto con los segmentos extendidos, puede realizarse una unión. De este modo, se
forma un complejo partícula-polímero-partícula en el cual el polímero sirve de
puente.
Reacción 3. Si no se dispone de una segunda partícula, los segmentos dispersos del
polímero pueden eventualmente adsorberse en otros lados de la partícula original, lo
que hace imposible que el polímero sirva de puente y se produce la reestabilización
de las partículas.
Reacción 4. Las dosificaciones de polímero suficientemente grandes como para
saturar las superficies coloidales producen un coloide reestabilizado, ya que no se
dispone de lugares para la formación de puente entre partículas.
Reacción 5. En algunos casos, los sistemas coloidales desestabilizados pueden ser
reestabilizados por medio de agitación intensa, debido a que se rompen las uniones
polímero-superficie, y ocurre una adsorción secundaria de los fragmentos de los
flóculos. [SJ
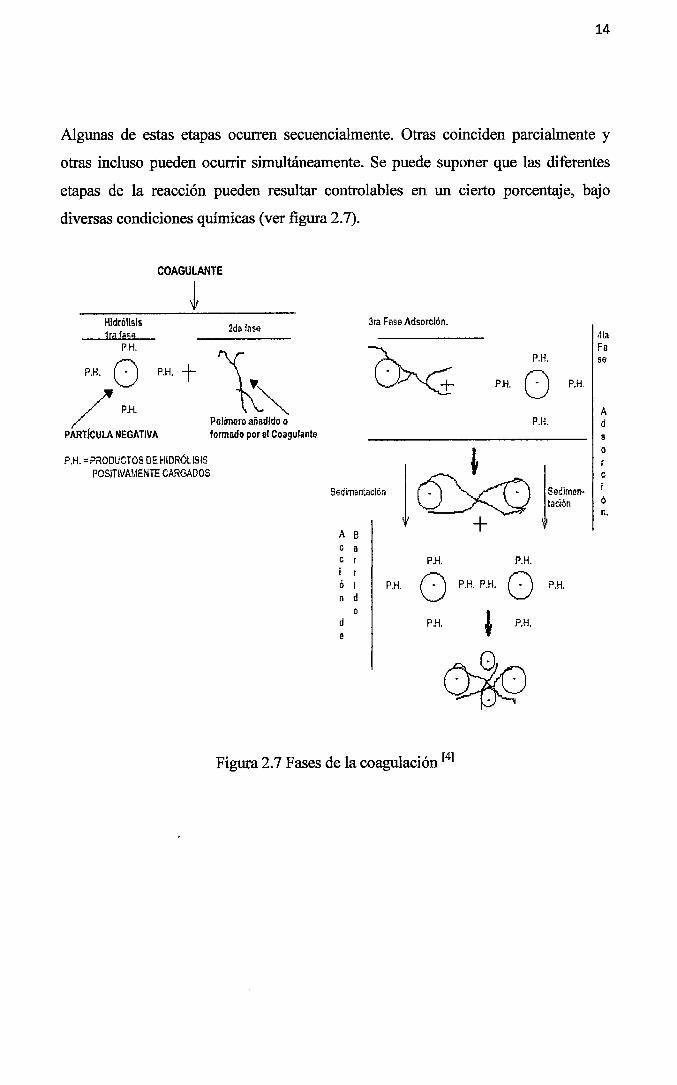
2.2.2 Etapas o Fases de la Coagulación 131
El proceso de coagulación se desarrolla en un tiempo muy corto (casi instantáneo),
en el que se presenta las siguientes etapas:
1) Hidrólisis de los coagulantes y desestabilización de las partículas en suspensión.
2) Formación de compuestos químicos polimericos .
3) Adsorción de cadenas poliméricas por los coloides.
4) Adsorción mutua de los colides.
5) Acción de barrido.
14
Algunas de estas etapas ocurren secuencialmente. Otras coinciden parcialmente y
otras incluso pueden ocurrir simultáneamente. Se puede suponer que las diferentes
etapas de la reacción pueden resultar controlables en un cierto porcentaje, bajo
diversas condiciones químicas (ver figura 2.7).
COAGULANTE
Hidrólisis l[i!b§!l
P.H.
~
P.H. o P.H. + /PH
2da fas.;¡
Po limero añadido o PARTicULA NEGATIVA formado por el Coagulante
P.H. =PRODUCTOS OE HIDRÓLISIS POSITNAMENTE CARGADOS
3m Fase Adsorción.
Sedimentación
A B e a e i ó i n d
d e
o
P.H.
P.H. o P.H.
P.H.
' j~ 1 + lSedimen-
tación
P.H. P.H.
P.H o P.H. P.H. o P.H.
P.H. ' P.H.
o (}69
Figura 2. 7 Fases de la coagulación [41
4ta Fa se
A d S
o
e
6 n.
15
2.2.3. Tipos de Coagulación [JJ
Se presentan dos tipos básicos de coagulación la coagulación por adsorción y la
coagulación por barrido
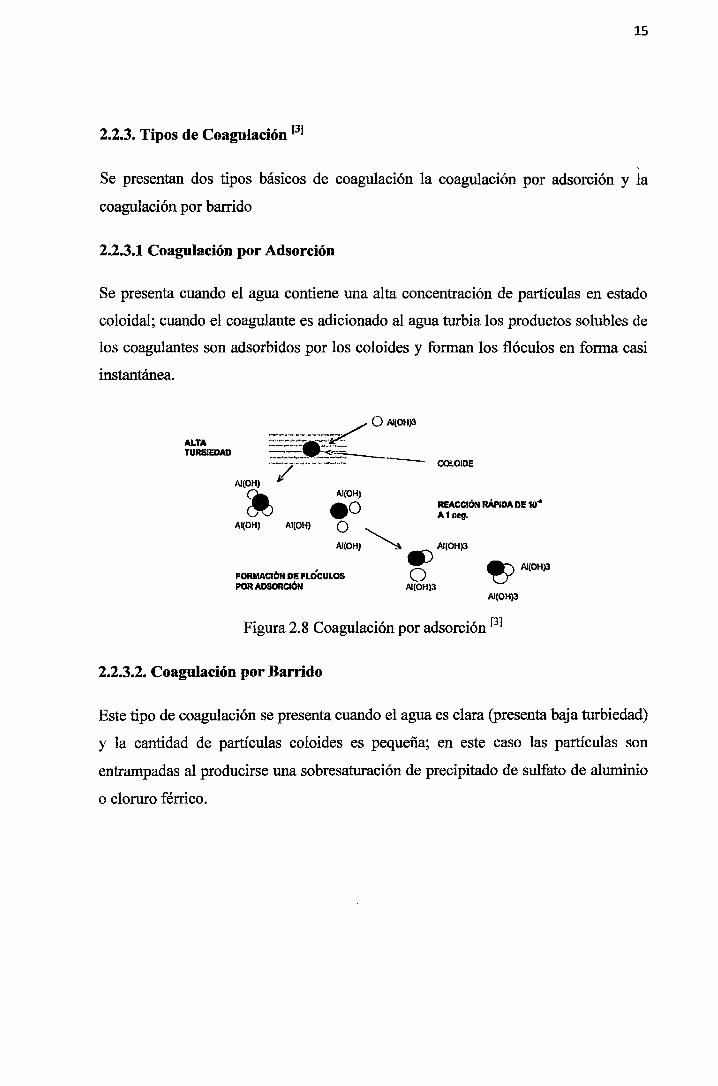
2.2.3.1 Coagulación por Adsorción
Se presenta cuando el agua contiene una alta concentración de partículas en estado
coloidal; cuando el coagulante es adicionado al agua turbia los productos solubles de
los coagulantes son adsorbidos por los coloides y forman los flóculos en forma casi
instantánea.
ALTA TURIIIEDAD
Al( OH) Al( OH)
FORMACI6N OE FLÓCULOS POR ADSORCIÓN
OOlOIOE
~ AI(OH)3
AI(OH)3
Figura 2.8 Coagulación por adsorción [3]
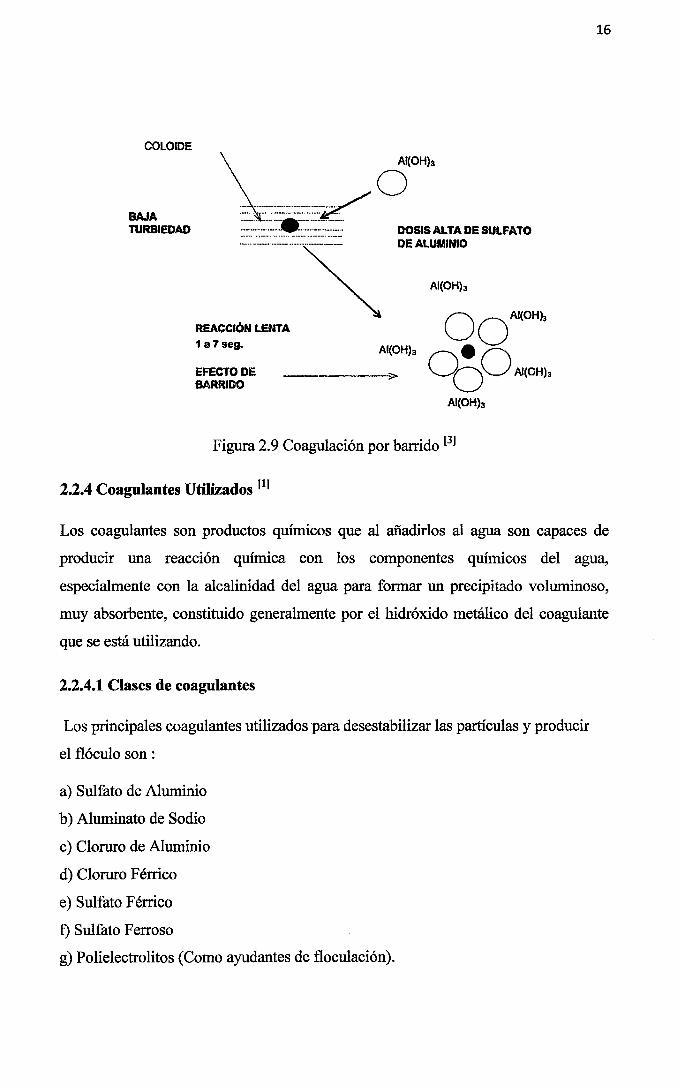
2.2.3.2. Coagulación por Barrido
Este tipo de coagulación se presenta cuando el agua es clara (presenta baja turbiedad)
y la cantidad de partículas coloides es pequeña; en este caso las partículas son
entrampadas al producirse una sobresaturación de precipitado de sulfato de aluminio
o cloruro férrico.
COLOIDE
BAJA TURBIEDAD
REACCIÓN LENTA
1 a7seg.
EFECTO DE BARRIDO
AI(OH)3
Figura 2.9 Coagulación por barrido [JI
2.2.4 Coagulantes Utilizados lll
16
Los coagulantes son productos químicos que al añadirlos al agua son capaces de
producir una reacción química con los componentes químicos del agua,
especialmente con la alcalinidad del agua para formar un precipitado voluminoso,
muy absorbente, constituido generalmente por el hidróxido metálico del coagulante
que se está utilizando.
2.2.4.1 Clases de coagulantes
Los principales coagulantes utilizados para desestabilizar las partículas y producir
el flóculo son :
a) Sulfato de Aluminio
b) Aluminato de Sodio
e) Cloruro de Aluminio
d) Cloruro Férrico
e) Sulfato Férrico
f) Sulfato Ferroso
g) Polielectrolitos (Como ayudantes de floculación).
17
Siendo los más utilizados las sales de Aluminio y de Hierro; cuando se añaden estas
sales al agua se produce una serie de reacciones muy complejas donde los productos
de hidrólisis son más eficaces que los iones mismos; estas sales reaccionan con la
alcalinidad del agua y producen los hidróxidos de aluminio o hierro que son
insolubles y forman los precipitados.
2.2.4.2 Sulfato ferroso (FeS04 . 7 H20)
El sulfato ferroso usado en el tratamiento de agua es un polvo de color verde muy
soluble y tiene una masa volumétrica aparente próxima a 900 kg/m3. Su contenido
en hierro es de aproximadamente 19%. Por su naturaleza ácida, el pH de una
solución al 10% es de 2,8 aproximadamente. Por esta razón, para su almacenamiento
y preparación se usa material plástico.
El sulfato ferroso se utiliza como coagulante debido a la formación de un hidróxido
férrico insoluble que forma un flóculo gelatinoso y voluminoso de color pardo rojizo.
El ion ferroso es un catión poco ácido que sería muy estable en disolución acuosa si
se impidiese su oxidación a catión férrico. Precipita el hidróxido ferroso a valores de
pH próximos a 8 y no presenta un marcado carácter anfótero. Si la alcalinidad del
agua residual es debida a carbonato o bicarbonato, precipitara el carbonato ferroso,
que es más estable que el hidróxido, aunque este se oxida, en presencia de oxigeno
disuelto o ambiental, a hidróxido férrico. Como consecuencia de la mayor estabilidad
del carbonato ferroso frente al hidróxido ferroso, en aguas residuales que contenga
iones carbonato o bicarbonato, será necesaria la precipitación de este en forma de
carbonato de cálcico, en estos casos resulta prácticamente indispensable añadir
hidróxido cálcico.
Las reacciones que tienen lugar son las siguientes (a pH >8):

18
2.2.5 Factores que Influyen en la Coagulación llJ
Es necesario tener en cuenta los siguientes factores con la finalidad de optimizar el
proceso de coagulación:
• pH
• Turbiedad
• Sales disueltas
• Temperatura del agua
• Tipo de coagulante utilizado
• Condiciones de Mezcla
• Sistemas de aplicación de los coagulantes
• Tipos de mezcla y el color
La interrelación entre cada uno de ellos permite predecir cuáles son las cantidades
de los coagulantes a adicionar al agua.
2.2.5.1 Influencia del pB
El pH es una medida de la actividad del ion hidrógeno en una solución, y es igual a:
pH = -log{H+}
El pH es la variable más importante a tener en cuenta al momento de la coagulación,
para cada agua existe un rango de pH óptimo para el cual la coagulación tiene lugar
rápidamente, ello depende de la naturaleza de los iones y de la alcalinidad del agua.
El rango de pH es función del tipo de coagulante a ser utilizado y de la naturaleza del
agua a tratar; si la coagulación se realiza fuera del rango de pH óptimo entonces se
debe aumentar la cantidad del coagulante; por lo tanto la dosis requerida es alta.
Para sales de aluminio el rango de pH para la coagulación es de 6.5 a 8.0 y para las
sales de hierro, el rango de pH óptimo es de 5.5 a 8.5 unidades.
2.2.5.2 Influencia de las Sales Disueltas
Las sales contenidas dentro del agua ejercen las influencias siguientes sobre la
coagulación y floculación:
19
• Modificación del rango de pH óptimo.
• Modificación del tiempo requerido para la floculación.
• Modificación de la cantidad de coagulantes requeridos.
• Modificación de la cantidad residual del coagulante dentro del efluente.
2.2.5.3 Influencia de la Temperatura del Agua
La variación de 1 °C en la temperatura del agua conduce a la formación de corrientes
de densidad (variación de la densidad del agua) de diferentes grados que afectan a la
energía cinética de las partículas en suspensión, por lo que la coagulación se hace
más lenta; temperaturas muy elevadas desfavorecen igualmente a la coagulación.
Una disminución de la temperatura del agua en una unidad de decantación conlleva a
un aumento de su viscosidad; esto explica las dificultades de la sedimentación de
un floc.
2.2.5.4 Influencia de la Turbiedad
La turbiedad es una forma indirecta de medir la concentración de las partículas
suspendidas en un líquido; mide el efecto de la dispersión que estas partículas
presentan al paso de la luz; y es función del número, tamaño y forma de partículas.
La turbiedad del agua superficial es gran parte debido a partículas de lodos de sílice
de diámetros que varían entre 0.2 a 5 Jilll· La coagulación de estas partículas es muy
fácil de realizar cuando el pH se mantiene dentro del rango óptimo. La variación de
la concentración de las partículas permite hacer las siguientes predicciones:
• Para cada turbiedad existe una cantidad de coagulante, con el que se obtiene
la turbiedad residual más baja, que corresponde a la dosis óptima.
• Cuando la turbiedad aumenta se debe adicionar no mucho coagulante debido
a que la probabilidad de colisión entre las partículas es muy elevada; por lo
que la coagulación se realiza con facilidad; por el contrario cuando la
turbiedad es baja la coagulación se realiza muy difícilmente, y la cantidad del
coagulante es igual o mayor que si la turbiedad fuese alta.

20
• Cuando la turbiedad es muy alta, conviene realizar una presedimentación
natural o forzada, en este caso con el empleo de un polímero aniónico. (En la
Planta de la Atarjea, se realiza esto último, en época de alta turbiedad).
• Es siempre más fácil coagular las aguas de baja turbiedad y aquellas
contaminadas por desagües domésticos industriales, porque requieren mayor
cantidad de coagulante que los no contaminados.
2.2.5.5 Tipo de Coagulante
Cada coagulante, dependiendo de la calidad y característica del agua, actúa de modo
diferente. Por tanto, la selección del tipo de coagulante deberá hacerse mediante
trabajo a nivel de laboratorio. Las sales de hierro pueden tener ventaja sobre las sales
de aluminio en algunos casos porque forman flóculos pesados y porque su margen de
acción con relación al pH es más amplio. Sin embargo, su manejo a nivel de planta
es más complejo que el de las sales de aluminio.
2.2.5.6 Dosis de Coagulante
La cantidad del coagulante a utilizar tiene influencia directa en la eficiencia de la
coagulación, así:
• Poca cantidad del coagulante, no neutraliza totalmente la carga de la
partícula, la formación de los microflóculos es muy escasa, por lo tanto la
turbiedad residual es elevada.
• Alta cantidad de coagulante puede producir la inversión de la carga de la
partícula, conduce a la formación de gran cantidad de microflóculos con
tamaños muy pequeños cuyas velocidades de sedimentación son muy bajas,
por lo tanto la turbiedad residual es igualmente elevada.
• La selección del coagulante y la cantidad óptima de aplicación se determina
mediante los ensayos de pruebas de jarra.
La dosis de coagulante requiere determinarse experimentalmente. Muchos autores
dan diversas opiniones acerca de los factores que afectan o determinan el
21
establecimiento de la dosis de coagulante, aunque están de acuerdo que existe para
cada tipo de agua una dosis óptima de coagulante.
2.2.5. 7 Concentración del Coagulante
Un problema que se presenta está ligado a que las cantidades de coagulante aplicadas
son pequeñas comparadas con el volumen de agua que se somete a tratamiento. Si
existe buena turbulencia, se conseguirá una dispersión más efectiva cuanto más
diluida sea la solución.
Sin embargo, soluciones muy diluidas pueden hidrolizarse antes de su aplicación
formando productos que no son efectivos para la coagulación.
2.2.5.8 Punto y forma de aplicación del coagulante
En ensayos se ha encontrado que se requiere mayor cantidad de coagulante cuando
éste se agrega sobre la superficie del agua que cuando el coagulante se agrega a nivel
de la paleta agitadora. Cuantos más puntos de aplicación existan se tendrá mayor
dispersión del coagulante.
Debe seleccionarse siempre el lugar donde se produzca mayor turbulencia y no debe
aplicarse en un solo punto.
Con la utilización de dispersores se puede producir una buena mezcla de los
coagulantes. Los dispersores se basan en el uso de varios puntos de aplicación.
2.2.5.9 Intensidad y tiempo de mezcla rápida
Se requiere una mezcla adecuada para que el coagulante sea distribuido
uniformemente a través del agua. Por tanto se debe realizar la mezcla lo más
rápidamente que sea posible ya que las reacciones se completan en tiempos menores
que un segundo cuando la coagulación se realiza por adsorción y en menos de 8
segundos cuando se efectúa por precipitación de hidróxidos.
La intensidad de agitación o de mezcla se relaciona con el gradiente de velocidad, el
cual se deriva de la cantidad media de trabajo aplicado por unidad de tiempo a un
volumen unitario bajo una determinada viscosidad.
22
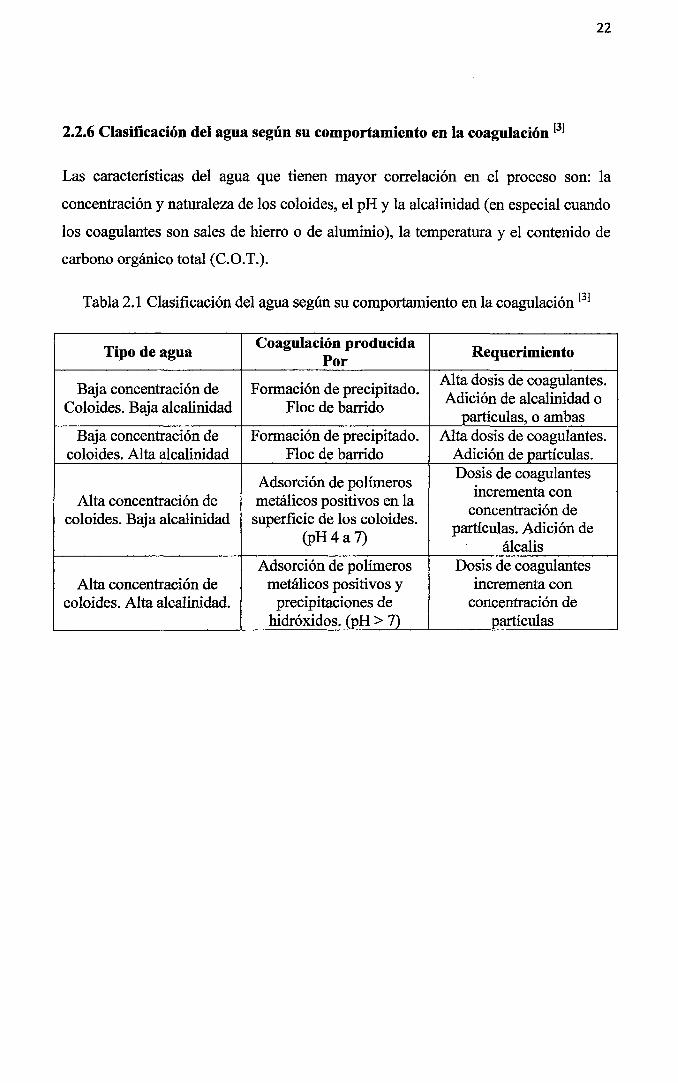
2.2.6 Clasificación del agua según su comportamiento en la coagulación lll
Las características del agua que tienen mayor correlación en el proceso son: la
concentración y naturaleza de los coloides, el pH y la alcalinidad (en especial cuando
los coagulantes son sales de hierro o de aluminio), la temperatura y el contenido de
carbono orgánico total (C.O.T.).
Tabla 2.1 Clasificación del agua según su comportamiento en la coagulación l31
Tipo de agua Coagulación producida
Requerimiento Por
Baja concentración de Formación de precipitado. Alta dosis de coagulantes. Adición de alcalinidad o
Coloides. Baja alcalinidad Floc de barrido partículas, o ambas
Baja concentración de Formación de precipitado. Alta dosis de coagulantes. coloides. Alta alcalinidad Floc de barrido Adición de partículas.
Adsorción de polímeros Dosis de coagulantes
incrementa con Alta concentración de metálicos positivos en la
concentración de coloides. Baja alcalinidad superficie de los coloides.
partículas. Adición de (pH 4 a 7)
álcalis Adsorción de polímeros Dosis de coagulantes
Alta concentración de metálicos positivos y incrementa con coloides. Alta alcalinidad. precipitaciones de concentración de
hidróxidos. (pH > 7) partículas

23
2.3 Proceso de floculación (tJ
La floculación es el proceso que sigue a la coagulación, que consiste en la agitación
de la masa coagulada que sirve para permitir el crecimiento y aglomeración de los
flóculos recién formados con la finalidad de aumentar el tamaño y peso necesarios
para sedimentar con facilidad (mejor cohesión).
Estos flóculos inicialmente pequeños, crean al juntarse, aglomerados mayores que
son capaces de sedimentar.
Sucede que los flóculos formados por la aglomeración de varios coloides no sean lo
suficientemente grandes como para sedimentar con la rapidez deseada, por lo que el
empleo de un floculante es necesario para reunir en forma de red, formando puentes
de una superficie a otra, enlazando las partículas individuales en aglomerados.
La floculación es favorecida por el mezclado lento que permite juntar poco a poco
los flóculos, un mezclado demasiado intenso los rompe y raramente se vuelven a
formar en su tamaño y fuerza óptimos. La floculación no sólo incrementa el tamaño
de las partículas del flóculo, sino que también aumenta su peso.
La floculación puede ser mejorada por la adición de un reactivo de floculación o
ayudante de floculación.
2.3.1 Tipos de floculación
Hay 2 tipos de floculación:
2.3.1.1 Floculación pericinética
Está producida por el movimiento natural de las moléculas del agua y está inducida
por la energía térmica. Este movimiento es conocido como el movimiento
browniano.
2.3.1.2 Floculación ortocinética
Se basa en las colisiones de las partículas debido al movimiento del agua, el que es
inducido por una energía exterior a la masa de agua y que puede ser de origen
mecánico o hidráulico.
24
Después que el agua es coagulada, es necesario que se produzca la aglomeración de
los microflóculos; para que esto suceda se produce primero la floculación
pericinética luego se produce la floculación ortocinética
2.3.2 Parámetros de la floculación
Los parámetros que caracterizan la floculación son los siguientes:
• Grado de agitación proporcionada: Mecánica o Hidráulica (floculación
ortocinética).
• Gradiente de Velocidad (energía necesaria para producir la mezcla).
• Número de colisiones (choque entre microflóculos ).
• Tiempo de retención (tiempo que permanece el agua en la unidad de
floculación).
• Densidad y tamaño del flóculo.
• Volumen de lodos (los flóculos formados no deben sedimentar en las
unidades de floculación).
2.3.3 Tipos de floculantes
Los floculantes son polímeros o polielectrolitos con pesos moleculares muy
elevados, moléculas orgánicas solubles en agua, formadas por bloques denominados
monómeros, repetidos en cadenas largas.
Estos floculantes pueden ser de naturaleza: mineral y orgánica (natural o sintética)
2.3.3.1 Floculantes minerales
Se encuentra la sílice activada, que es el primer floculante empleado, que debe ser
preparado antes de emplear, su preparación es tan delicada que presenta el riesgo de
la gelatinización. Produce la neutralización parcial de la alcalinidad del silicato de
sodio en solución. (Caso Atarjea en los años 70- 80, se utilizó en el tratamiento de
agua).
2.3.3.2 Floculantes Orgánicos Naturales
Son polímeros naturales extraídos de sustancias animales o vegetales.
Los alginatos, cuya estructura polimérica son:
• Los ácidos manuránicos
• Los ácidos glucónicos
2.3.3.3 Floculantes Orgánicos de Síntesis
25
Son los más utilizados y son macromoléculas de una gran cadena, obtenidos por
asociación de monómeros sintéticos con masa molecular elevada de 106 a 107 g/mol,
estos se clasifican de acuerdo a la ionicidad de los polímeros:
• Aniónicos (generalmente copolímeros de la acrilamida y del ácido acrílico).
• Neutros o no iónicos (poliacrilamidas).
• Catiónicos ( copolímero de acrilamidas + un monómero catiónico ).
26
2.4 Ensayo de Prueba de jarras (Jar-Test) 161
Las pruebas más representativas para determinar el comportamiento de los
coagulantes y floculantes a escala pequeña es el Ensayo de la Prueba de Jarras.
2.4.1 Dermición
Es un método de simulación de los procesos de Coagulación y floculación, realizado
a nivel de laboratorio que permite obtener agua de buena calidad, fácilmente
separable por decantación; los flóculos formados con diferentes dosis del coagulante
dan como resultado valores de turbiedad diferentes.
2.4.2 Objetivo
El ensayo de jarras es uno de los más importantes en el control del proceso de
coagulación química de aguas. Se realiza, entre otros, con los siguientes
propósitos:
• Selección del tipo de coagulación más efectivo.
• Determinación del pH óptimo de coagulación.
• Evaluación de la dosis óptima de coagulante.
• Determinación de la dosis de ayuda de coagulación.
• Determinación del orden más efectivo de adición de los diferentes productos
químicos.
• Determinación de los niveles óptimos de mezcla, gradientes de velocidad y
tiempos de mezcla.
• Evaluación de la necesidad de proveer floculación y sedimentación previa a
la filtración o factibilidad de filtración directa.
Este ensayo se ha usado ampliamente; sus resultados tienen gran aplicabilidad en el
diseño y la operación real de las unidades de tratamiento, así como en la
optimización de plantas existentes. El procedimiento requiere como datos previos
mínimos los valores de pH, turbiedad, color y alcalinidad del agua cruda.
27
2.4.3 Descripción del equipo de prueba de jarras utilizado
Para efectuar los ensayos de simulación de procesos, existen algunas variaciones en
el equipo tradicional, que son descritas en la literatura [6J. Aunque no es un requisito
indispensable, estas pruebas, en la mayor parte de los casos, son realizadas en
equipos comerciales y uno de los más conocidos es el equipo de velocidad variable
fabricado por la empresa Phipps & Bird, para el cual se ha desarrollado un ábaco que
relaciona el gradiente de velocidad con la velocidad de rotación de las paletas.
Normalmente estos equipos constan de los siguientes elementos:
• Un agitador mecánico provisto con tres a seis paletas, capaz de operar a
velocidades variables (de O a 100 revoluciones por minuto; actualmente
pueden obtenerse equipos que operan con velocidades de hasta 400
revoluciones por minuto).
• Un iluminador de flóculos localizado en la base del agitador del equipo.
• Vasos de precipitado de 2 litros de capácidad.
Figura 2.1 O Equipo de prueba de jarras
Marca: PHIPPS & BIRD. Modelo: PB-900TM Programmable Jar Tester
Laboratorio de Befesa - Planta Chilca
28
2.4.4 Análisis de los componentes más importantes de la prueba
A continuación se muestran los componentes principales del equipo de prueba de
jarras.
2.4.4.1 Sistema de dosificación
Las unidades de agitación múltiple usadas en las pruebas de coagulación deben ser
equipadas con las facilidades necesarias para la adición de coagulantes químicos en
forma rápida y simultánea a cada vaso o jarra Este equipo es importante cuando una
sola persona realiza la prueba
La práctica usual de añadir coagulantes a cada vaso mediante el uso de una pipeta
graduada no puede ser desechada en forma radical, pero la velocidad de adición del
reactivo químico es muy lenta y pueden presentarse diferencia considerable en el
tiempo de adición y en la rapidez requerida para avanzar con la dosificación.
Una manera simple de evitar éstas dificultades es medir las cantidades de coagulante
que se van a aplicar a cada jarra con una pipeta y verterlos en vasitos, de los cuales se
succiona mediante jeringas hipodérmicas desechables, provistas de su aguja. Se llena
cada jeringa con la dosis respectiva, se retira la aguja y se le coloca delante la jarra
correspondiente, en un soporte de madera especialmente acondicionado que se
instala en el puente superior del equipo, en el cual se han horadado de 6 a 12
agujeros en los que se colocan las jeringas hipodérmicas. Al momento de aplicar el
coagulante, con el equipo funcionando y programado con los tiempos y gradientes
adecuados, se aplasta una banda de madera que presiona los émbolos de todas las
jeringas lo más rápido posible (máximo: 5 segundos). Esto permite la aplicación
simultánea e instantánea en todas las jarras.
Este equipo auxiliar permite que una sola persona ejecute toda la prueba Si no se
dispone de este equipo, se requiere de por lo menos tres personas para efectuar una
aplicación correcta, considerando que cada una aplica a dos jarras, una de ellas da la
voz del tiempo de inicio de la prueba y la otra acciona el equipo.
En general, se recomienda aplicar la dosis de coagulante muy cerca del agitador, con
el equipo operando con el gradiente de mezcla y aplicando exactamente lo que se

29
debe efectuar en el mezclador de la planta. Los equipos de pruebas de jarras
automáticos que permiten velocidades de hasta 300 revoluciones por minuto, son
ideales para efectuar simulación de procesos, y en ellos la bondad de los resultados
depende mucho de la exactitud con la que se ejecuta la prueba.
Utilizando estos equipos y estatores o deflectores en las jarras, se pueden obtener
gradientes dentro del rango recomendable para mezcla rápida, con muchos tiempos
tan breves como 5 segundos, al cabo de los cuales el equipo automáticamente cambia
para el gradiente de floculación programado.
2.4.4.2 Sistemas de agitación
La variable que más importancia tiene en la prueba de jarras es la intensidad de
agitación expresada como gradiente de movimiento del agua. Se utilizan paletas o
rotores, accionados en fonna mecánica o magnética, y pueden utilizarse una o más
paletas.
2.4.4.3 Descripción de las jarras
Las jarras o vasos que se van a usar deben poder ser acomodados en el aparato y
tener 2000 mL de capácidad; en caso de no tenerse vasos de este tamaño, podría
optarse por vasos de 1000 mL. Se debe evitar usar vasos más pequeilos debido a la
dificultad en la adición de pequeilos volúmenes de coagulantes y ayudantes para
obtener muestras satisfactorias del agua tratada. Podrían usarse botellas cuadradas,
pero antes deben asegurarse las modificaciones producidas por cambio de secciones
para el cálculo de gradientes.
En lo posible, debe evitarse el lavado de las jarras con detergentes, ya que muchos de
estos tienen compuestos aniónicos que son fuertemente absorbidos por las paredes de
las jarras de vidrio. Si estos no son completamente removidos, pueden afectar los
resultados de las pruebas en forma significativa.
2.4.4.4 Sistema de toma de muestras
Después de la mezcla rápida y la floculación, se tiende a sedimentar en condiciones
adecuadas. Luego se succiona el sobrenadante con una pipeta volumétrica de 50 mL

30
a la misma profundidad en todos los vasos o por medio de un sifón de 3 mm del tubo
de vidrio. Este sifón debe ser torcido en dirección horizontal en el punto de muestreo
para que sea representativo de una profundidad determinada. El sifón debe ser
construido como para dar iguales velocidades de flujo en cada vaso y así disminuir la
posibilidad de arrastre de sedimentos. El flujo puede ser regulado mediante una pinza
de presión. El sifón está sostenido por un flotador de tecnopor, que va a ayudar a
mantener constante la altura de toma de la muestra y el nivel del agua.
Antes de tomar la muestra, se debe descartar, a través del sifón, aproximadamente 1 O
mL de agua y luego tomar algo más de 30 mL de muestra para la determinación de la
turbiedad. Se debe tener un abastecimiento de más o menos 50 vasitos para tomar las
muestras. Con algo de práctica y la ayuda de un cronómetro, se pueden obtener
controles precisos del tiempo.
2.4.4.5 Dominación
Para observar el flóculo formado en los vasos, es conveniente, aunque no esencial,
una buena iluminación.
Idealmente, los vasos deben estar provistos con una base blanca y una iluminación en
ángulo recto a la dirección del observador; por ejemplo, arriba o debajo de los vasos.
Se deben evitar fuentes de luz que generen mucho calor y con un efecto significativo
en la coagulación y sedimentación, lo que ocasiona diferencias de temperaturas entre
el modelo y la realidad. Ello redunda en la obtención de resultados erróneos.
2.4.5 Consideraciones generales para la ejecución de ensayos en la prueba de
jarras
En los ensayos experimentales se imponen ciertos controles que sirven para evaluar
los efectos producidos al variar el valor del parámetro que está siendo medido.
Cuando los ensayos se efectúan con el equipo de prueba de jarras, se deben tomar en
cuenta los siguientes aspectos:
• Equipo usado para la prueba
• Análisis de laboratorios requeridos
• Dosis de coagulante
31
s Concentración del coagulante
• Sistema de adición de coagulante
• Dosis del floculante
• Sistema de adición del ayudante de floculación
• Tiempo de duración y gradiente de velocidad de la mezcla rápida
• Tiempo de duración y gradiente de velocidad de la mezcla lenta
• Sistema de toma de muestra
Entre las observaciones generales que se deben tener en cuenta al ejecutar la prueba
de jarras, se tiene:
a) El tiempo y secuencia de dosificación: en algunas oportunidades el coagulante se
añade a cada vaso (muestra) a diferentes tiempos según su tumo. Tal procedimiento
es inefectivo, particularmente cuando se usan ayudantes de coagulación, debido a
que el tiempo entre la adición del coagulante y el ayudante siempre es crítico.
b) En todos los casos, después de dosificados y mezclados los c?agulantes con el
agua, se deben tener en cuenta las siguientes observaciones:
• Soluciones químicas empleadas:
Las soluciones de coagulantes, ayudantes de coagulación y otros productos
químicos que se van a usar en las pruebas de coagulación deben ser
preparados en concentraciones tales que puedan ser medidas de manera
conveniente y precisa.
• Determinación de pH, alcalinidad, coagulante y turbiedad o color Residuales:
La determinación de estos parámetros se hace 1 O a 20 minutos después de
suspendida la agitación.
32
2.5 Sedimentación l7J
La sedimentación es una operación unitaria consistente en la separación por la acción
de la gravedad de las fases sólida y líquida de una suspensión diluida para obtener
una suspensión concentrada y un líquido claro.
Se pueden distinguir dos tipos de sedimentación, atendiendo al movimiento de las
partículas que sedimentan:
• Sedimentación libre: se produce en suspensiones de baja concentración de
sólidos. La interacción entre partículas puede considerarse despreciable, por
lo que sedimentan a su velocidad de caída libre en el fluido.
• Sedimentación por zonas: se observa en la sedimentación de suspensiones
concentradas. Las interacciones entre las partículas son importantes,
alcanzándose velocidades de sedimentación menores que en la sedimentación
libre. La sedimentación se encuentra retardada o impedida. Dentro del
sedimentador se desarrollan varias zonas, caracterizadas por diferente
concentración de sólidos y, por lo tanto, diferente velocidad de
sedimentación.
Dependiendo de cómo se realice la operación, la sedimentación puede clasificarse en
los siguientes tipos:
• Sedimentación intermitente: el flujo volumétrico total de materia fuera del
sistema es nulo, transcurre en régimen no estacionario. Este tipo de
sedimentación es la que tiene lugar en una probeta de laboratorio, donde la
suspensión se deja reposar.
• Sedimentación continua: la suspensión diluida se alimenta continuamente y
se separa en un líquido claro y una segunda suspensión de mayor
concentración. Transcurre en régimen estacionario.
2.5.1 Sedimentación por zonas
En la figura 2.11 se representa el proceso de sedimentación por zonas en una probeta.
Este proceso consta de las siguientes etapas: en un principio el sólido, que se
encuentra con una concentración inicial x (figura 2.1la), comienza a sedimentar o

33
(figura 2.1lb), estableciéndose una interfase 1 entre la superficie de la capa de
sólidos que sedimentan y el líquido clarificado que queda en la parte superior (zona
A). La zona por debajo del líquido clarificado se denomina zona interfacial (zona B).
La concentración de sólidos en esta zona es uniforme, sedimentando toda ella como
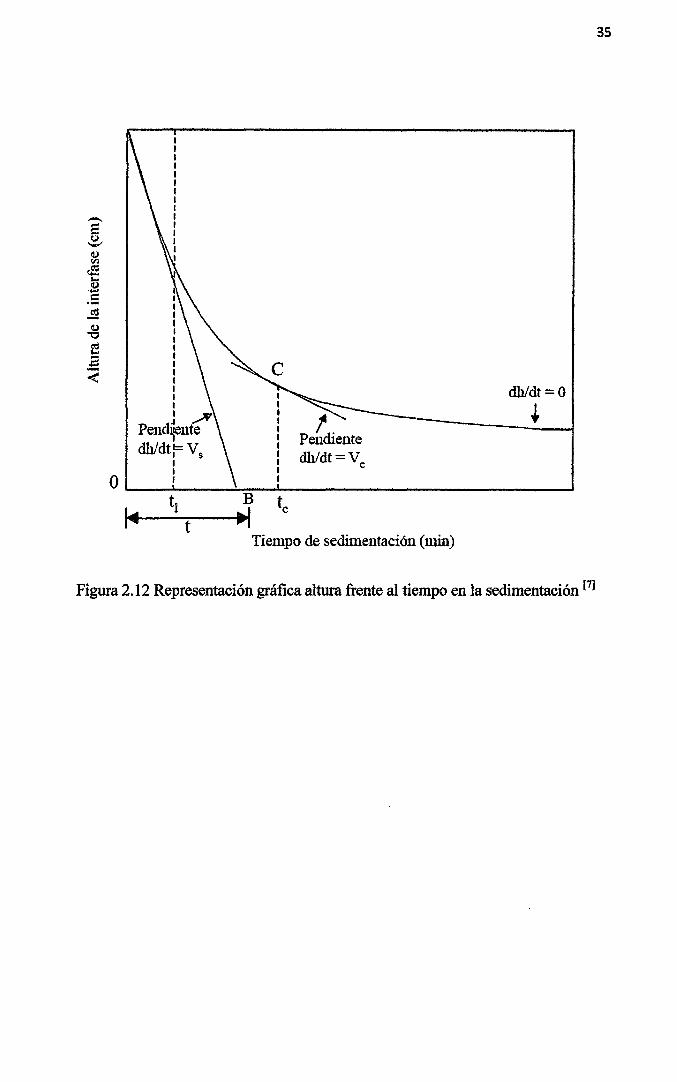
una misma capa de materia a velocidad constante V . Esta velocidad de S
sedimentación puede calcularse a partir de la pendiente de la representación de la
altura de la interfase 1 frente al tiempo, tal y como se muestra en la figura 2.12.
Simultáneamente a la formación de la interfase 1 y de la zona interfacial, se produce
una acumulación y compactación de los sólidos en suspensión en el fondo de la
probeta, dando lugar a la denominada zona de compactación (zona D). En esta zona
la concentración de sólidos en suspensión es también uniforme y la interfase que
bordea esta zona, interfase 2, avanza en sentido ascendente en el cilindro con una
velocidad constante V.
a) b) Interfase 1
AJ /
B .B
/ ..... / '\.
t=O tc>t >O
Clarificación
e)
A
t=t e
d)
A
~-----.!~ Espesatniento
Figura 2.11 Proceso de sedimentación por zonas [?l
Entre la zona interfacial y la zona de compactación se encuentra la zona de transición
(zona C). En esta zona la velocidad de sedimentación de los sólidos disminuye
34
debido al incremento de la viscosidad y de la densidad de la suspensión, cambiando
la concentración del sólido gradualmente, entre la correspondiente a la zona
interfacial y la de la zona de compactación.
El punto en que se confunden las dos interfases se denomina punto crítico. Como
puede observarse en la figura mencionada, a partir del punto crítico, la operación se
reduce a una "compresión " lenta de la zona D. En esta zona el líquido pasa a través
de los canales del lecho de sólidos hacia la zona de líquido claro. [S]
Las zonas de compactación e interfacial pueden llegar a encontrarse, produciéndose
la coalescencia de las dos interfases anteriormente citadas, en el denominado
momento crítico t, desapareciendo la zona de transición (figura 2.llc). En este e
momento el sólido sedimentado tiene una concentración uniforme Xc o
concentración crítica, comenzando la compactación y alcanzándose, posteriormente,
la concentración final Xu (figura 2.lld). La velocidad de sedimentación en el
momento te corresponde a un valor V e dado por la pendiente de la tangente a la
curva de sedimentación en el punto C, tal y como se indica en la figura 2.12 donde
Vc<Vs.
_.,1f1 Pend1rente
1
dhldt:= vs 1 1
dh/dt=O
+
0~--~~----~~--._----------------------------~ 1~ t
Tiempo de sedimentación (min)
Figura 2.12 Representación gráfica altura frente al tiempo en la sedimentación l7J
35

36
3
GENERACIÓN DEL EFLUENTE ÁCIDO RESIDUAL EN LA INDUSTRIA MINERA
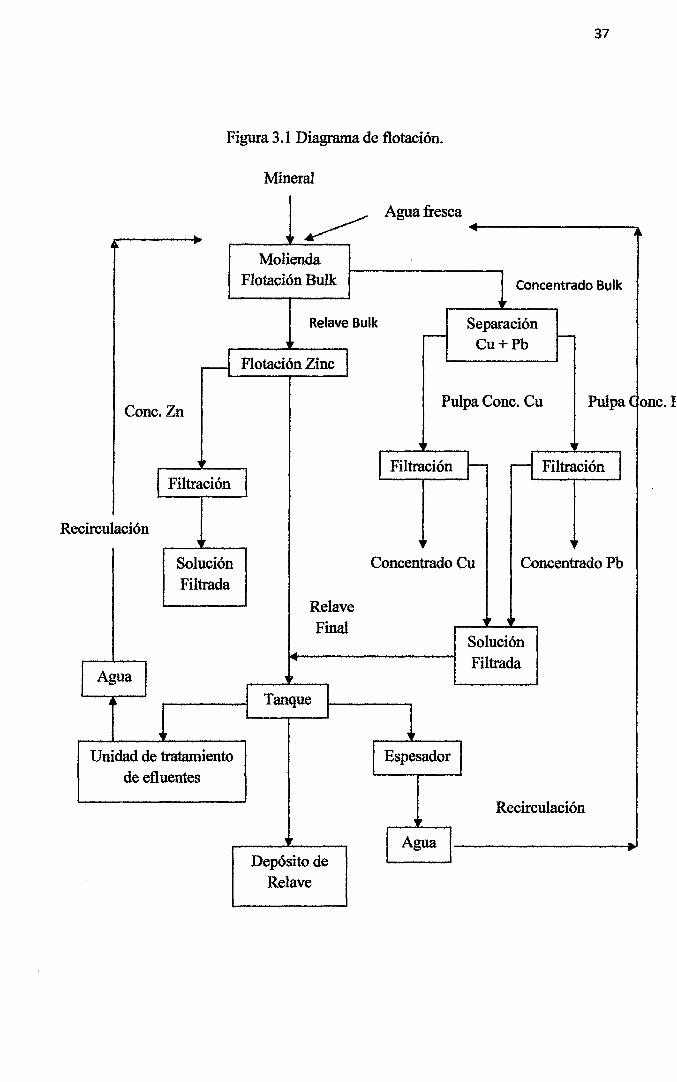
3.1 Diagrama de la generación del efluente en la concentración de minerales por
flotación l'l
La flotación en espuma utiliza las diferentes propiedades superficiales de los
minerales e indudablemente es el método de concentración más importante.
Ajustando las propiedades químicas de las partículas de la pulpa mediante varios
reactivos quúnicos.
37
Figura 3.1 Diagrama de flotación.
Conc.Zn
Recirculación
j Filtración
Solución Filtrada
Unidad de tratamiento de efluentes
Mineral
Molienda Flotación Bulk
Agua :fresca
Concentrado Bulk
Relave Bulk Separación Cu+Pb
Flotación Zinc
Relave Final
- 1--
Pulpa Conc. Cu Pulpa onc. I
1 Filtración 1- rl_ Filtración J
~
Concentrado Cu
¡, ,
Concentrado Pb
Solución Filtrada
Tanque lt------. 1
Depósito de Relave
1 Espesador 1
Recirculación

38
3.2. Caracteristicas de los efluentes de la industria minera [tOJ
Los efluentes líquidos o aguas efluentes contienen, en la mayoría de los casos,
sólidos en suspensión, sólidos coloidales, iones disueltos (cationes y aniones), (ver
Tablas 3.1 y 3.2) y una variada gama de reactivos residuales utilizados en la mayoría
de los procesos industriales (ver Tabla 3.3).
El grado de toxicidad de los reactivos químicos varía, desde muy tóxicos a no
tóxicos. Son considerados como muy tóxicos los colectores tiólicos, sulfonatos y
aminas, como tóxicos los espumantes elaborados a partir de alcohol y como no
tóxicos el polipropileno glicol y los jabones. Con relación a los iones disueltos, el ión
CN-, sin duda es el de mayor grado de toxicidad, se han informado muchos casos de
mortalidad de peces cuando la concentración de este ión en un cauce natural supera
los O, 1 mg/L. Los efectos de los iones de metales pesados sobre la salud de las
personas y el medio ambiente se han estudiado bastante y su remoción constituye un
vasto campo de investigación.
Tabla 3.1 Características de las aguas residuales de circuitos de flotación de
minerales, concentración de iones (valores promedios aproximados más frecuentes)
en mg/L [IO]
Iones Sulfuros metálicos Ag+I 0,02-0,1 Cd+2 0,05-17 Cr+J 0,03-40 Pb+:t 0,01-560 Mn-r;¿ 0,007-570 Fe+j 15-3000 Al+j 10-2500 Mo -rq. (Moo4r' 0,05-5 zn-r¿ 0,02-3000 so4-¿ 5-12500 eN· 0,01-0,45
39
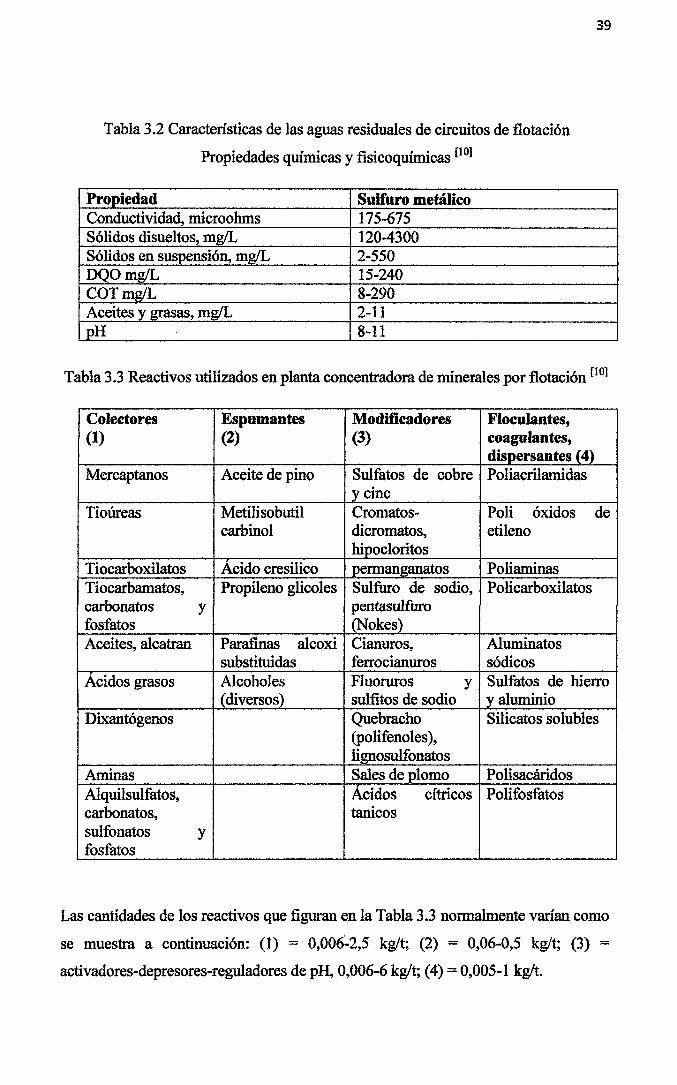
Tabla 3.2 Características de las aguas residuales de circuitos de flotación
Propiedades químicas y :fisicoquímicas [101
Propiedad Sulfuro metálico Conductividad, microohms 175-675 Sólidos disueltos, mg/L 120-4300 Sólidos en suspensión, mg!L 2-550 DQOmg/L 15-240 COTmg/L 8-290 Aceites y grasas, mg/L 2-11 pH 8-11
Tabla 3.3 Reactivos utilizados en planta concentradora de minerales por flotación [101
Colectores Espuman tes Modificadores Floculantes, (1) (2) (3) coagulantes,
dispersantes (4) Mercaptanos Aceite de pino Sulfatos de cobre Poliacrilamidas
y cinc Ti o úreas Metilisobutil Cromatos- Poli óxidos de
carbinol dicromatos, etileno hipocloritos
Tiocarboxilatos Acido cresilico permanganatos Poliaminas Tiocarbamatos, Propileno glicoles Sulfuro de sodio, Policarboxilatos carbonatos y pentasulfuro fosfatos (Nokes) Aceites, alcatran Parafinas alcoxi Cianuros, Aluminatos
substituidas ferrocianuros sódicos Acidos grasos Alcoholes Fluoruros y Sulfatos de hierro
(diversos) sulfitos de sodio y aluminio Dixantógenos Quebracho Silicatos solubles
(polifenoles ), lignosulfonatos
Aminas Sales de plomo Polisacáridos Alquilsulfatos, Ácidos cítricos Polifosfatos carbonatos, tanicos sulfonatos y fosfatos
Las cantidades de los reactivos que figuran en la Tabla 3.3 normalmente varían como
se muestra a continuación: (1) = 0,006~2,5 kg/t; (2) = 0,06-0,5 kg/t; (3) =
activadores-depresores-reguladores de pH, 0,006-6 kg/t; (4) = 0,005-1 kg/t.

40
3.3 Drenajes ácidos lUJ
Durante la explotación de determinados yacimientos (carbón, sulfuros metálicos,
hierro y otros) quedan expuestos a la meteorización grandes cantidades de minerales
sulfurosos que pueden llegar a formar drenajes ácidos y para que éstos tengan lugar
son necesarias condiciones aerobias, es decir la cantidad suficiente de agua, oxigeno
y simultáneamente la acción catalizadora de bacterias.
Nordstrom y Alpers (1998) describen el proceso de oxidación de la pirita como
principal responsable de la formación de aguas ácidas y, afirman que estas reacciones
geoquimicas se aceleran en áreas mineras debido a que el aire entra en contacto con
mayor facilidad con los sulfuros a través de las labores de acceso, unido al cambio de
composición química y el incremento de la superficie de contacto de las partículas.
También afinnan que los procesos fisicos, químicos y biológicos tienen gran
influencia en la generación ácida, pero los factores que más influyen son el volumen,
la concentración, el tamaño de grano y la distribución de la pirita.
Los drenajes de los entornos mineros, por lo general tienen unos valores de pH entre
2 a 9, contienen cationes y aniones en disolución (de <1 a 100.000 mg/L),
predominando elevadas concentraciones de sol·, Fe, Mn, Al, y otros iones, pueden
tener o no bajo pH, pero la presencia de Fe, Al, y Mn disueltos pueden generar iones
It por hidrólisis (alta concentración de iones It) y bajar el pH. En cambio en los
drenajes de mina neutros o alcalinos (alcalinidad igual o mayor que la acidez)
también pueden tener elevadas concentraciones de Sol·, Fe, Mn y otros solutos,
pero la disolución de los minerales carbonatados neutralizan la acidez y remueven
Fe, Al, y otros iones metálicos, y sin embargo no afecta significativamente la
concentración de so/·, esto se debe a que la disolución de estos minerales generan
carbonatos o bicarbonatos (COl", HC03}, los cuales en contacto con los iones
metálicos precipitan, ya que fonnan los hidróxidos de estos metales bajando sus
concentraciones elevadas.
41
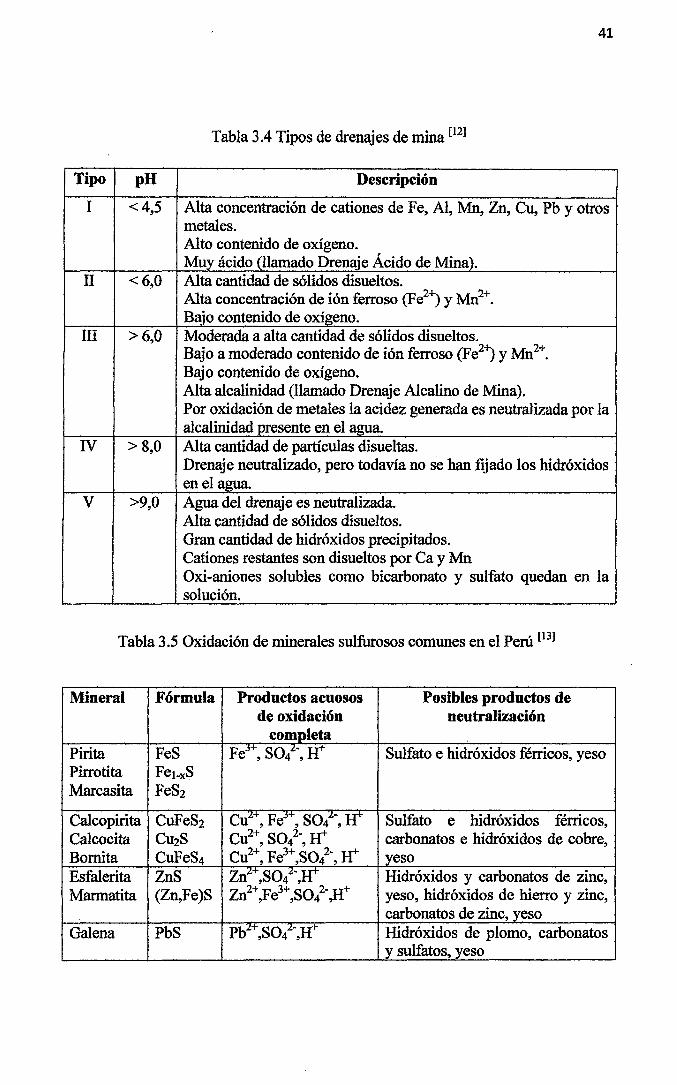
Tabla 3.4 Tipos de drenajes de mina [I2l
Tipo pH Descripción
I <4,5 Alta concentración de cationes de Fe, Al, Mn, Zn, Cu, Pb y otros metales. Alto contenido de oxígeno. Muy ácido (llamado Drenaje Ácido de Mina).
n <6~0 Alta cantidad de sólidos disueltos. Alta concentración de ión ferroso (Fe2l y Mn2+. Bajo contenido de oxig~no.
m >6,0 Moderada a alta cantidad de sólidos disueltos. Bajo a moderado contenido de ión ferroso (Fe2i y Mn2+. Bajo contenido de oxígeno. Alta alcalinidad (llamado Drenaje Alcalino de Mina). Por oxidación de metales la acidez generada es neutralizada por la alcalinidad presente en el agua.
IV > 8,0 Alta cantidad de partículas disueltas. Drenaje neutralizado, pero todavía no se han fijado los hidróxidos en el agua.
V >9,0 Agua del drenaje es neutralizada. Alta cantidad de sólidos disueltos. Gran cantidad de hidróxidos precipitados. Cationes restantes son disueltos por Ca y Mn Oxi-aniones solubles como bicarbonato y sulfato quedan en la solución.
Tabla 3.5 Oxidación de minerales sulfurosos comunes en el Perú [l3J
Mineral Fórmula Productos acuosos Posibles productos de de oxidación neutralización
completa Pirita FeS Fe-11-, SO/", W Sulfato e hidróxidos férricos, yeso Pirro tita Fe¡.xS Marcasita FeS2
Calcopirita CuFeS2 Cu:t+ Fe.;+ SO/- Ir Sulfato e hidróxidos férricos, ' ' ' Calcocita Cu2S Cu2+, sol·, .1-t carbonatos e hidróxidos de cobre, Bornita CuFeS4 Cu2+, Fe3+,soj·, .1-t yeso Esfalerita ZnS Zn¿+,so4:l·,w Hidróxidos y carbonatos de zinc, Marmatita (Zn,Fe)S Zn2+ ,Fe3+,soj·,.I-t yeso, hidróxidos de hierro y zinc,
carbonatos de zinc, yeso Galena PbS Pbz+,so/·,w Hidróxidos de plomo, carbonatos
y sulfatos, yeso

42
3.3.1 Mecanismos de formación de aguas ácidas 1141
Los principales elementos que intervienen en la formación de aguas ácidas son: los
sulfuros reactivos, el oxígeno, el agua y como elemento catalizador las bacterias.
La velocidad de reacción es una variable muy importante, pues si el proceso ocurre muy
lentamente el efecto sobre el medio puede ser despreciable. Sin embargo, si la
generación de aguas ácidas es rápida el problema se agrava, ya que se producirá la
contaminación del entorno.
Aunque la velocidad de reacción depende de numerosos factores como temperatura,
cantidad de sulfuros, granulometría, presencia de agua, aire y bacterias; ciertas especies
mineralógicas son más reactivas que otras; por ejemplo, la marcasita, que tiene la misma
fórmula química que la pirita, es muy inestable y puede generar rápidamente aguas
ácidas.
Figura 3.2 Formación de aguas ácidas de mina [I4l
+02
-~•so4 - + Fe(II)
Lento (Mecanismo
directo)
Fe(III)
Rápido (Mecanismo
indirecto)
-.:~ ==~"' Fe(OH)3 (s)
43
La cantidad y el tamaño de los granos del mineral influyen en la velocidad de reacción.
Las texturas finas con variedades mal cristalizadas se oxidan más rápidamente que los
granos cristalinos gruesos.
Como el agua y el oxígeno son dos componentes esenciales en la reacción, la exclusión
de cualquiera de ellos paralizará el proceso de formación de aguas ácidas. Sin embargo,
se precisan grandes cantidades de oxígeno en relación con el volumen de agua necesario.
Por ejemplo, sumergiendo los sulfuros en agua se suele parar la reacción, debido a la
baja difusión del oxígeno en el agua. Sin embargo, la presencia de aire conteniendo una
pequeña cantidad de humedad induce la oxidación. La temperatura también ejerce un
efecto de control importante, pues en ambientes fríos la velocidad de reacción
disminuye.
También ciertas bacterias actúan como catalizadoras de las reacciones. Su importancia
depende intensamente de las condiciones de pH y temperatura, así como de la existencia
de concentraciones críticas de elementos como el molibdeno, que puede ser tóxico para
las bacterias.
Mecanismos de Lixiviación
Los principales mecanismos involucrados en el proceso de lixiviación bacteriana son:
directa e indirecta.
• Lixiviación Indirecta :
Dos reacciones importantes mediadas por T. ferrooxidans son:
Pirita FeSz + 3.5 Oz + HzO ~ FeS04 + H2S04 ................. reacción 1
2 FeS04 + 0.5 0z + H2S04 ~ F~(S04)3 + HzO ................. reacción 2
El sulfato férrico es un oxidante fuerte capaz de disolver una amplia variedad de
minerales sulfurados. La lixiviación con Fe2(S04)3 recibe el nombre de lixiviación
indirecta porque se realiza en ausencia de oxígeno o de bacterias y, es responsable de la
disolución o lixiviación de varios minerales sulfurados de cobre de importancia
económica:
Chalcopirita CuFeS2+ 2 Fe2(S04)3 ~ CuS04 + 5 FeS04 + 2 so ............... reacción 3
Chalcocita Cu2S + 2 F~(S04)3 ~ 2 CuS04 + 4 FeS04 + 2 so .............. reacción4

44
El mecanismo de lixiviación indirecta depende de la regeneración biológica del sulfato
férrico (reacción 2). El azufre (8°) generado en las reacciones 3 y 4 puede ser convertido
en ácido sulfúrico (H2S04) por T. ferrooxidans según:
2 so + 3 02 + 2 H20 -+ 2 H2S04 ................. reacción 5
Este ácido sulfúrico, así generado, mantiene el pH del sistema a niveles favorables para
el desarrollo de la bacteria.
• Lixiviación Directa:
Las bacterias ferrooxidantes también pueden lixiviar sulfuros metálicos directamente sin
la participación del sulfato férrico producido biológicamente. El proceso se describe en
la siguiente reacción :
MS + 2 Ü2 -+ MS04 .................. reacción 6
donde M representa un metal bivalente.
Pirita: 2 FeS2 + H20 + 1.5 Ü2 -+ Fe2(S04)3 + H2S04 ...... reacción 7
Chalcopirita: 2 CuFeS2 + 8.5 Ü2 + H2S04 -+ 2CuS04 + F~(S04)3+ H20 .. reacción 8
Dado que el fierro siempre está presente en ambientes de lixiviación natural, es posible
que tanto la lixiviación indirecta como la directa ocurran de manera simultánea.
3.3.2 Etapas en la formación de aguas ácidas liSJ
Una fonna de evitar la contaminación de aguas ácidas es la neutralización de las mismas,
en este sentido la oxidación de una tonelada de pirita produce casi una tonelada de
hidróxido férrico y cerca de tonelada y media de ácido sulfúrico. Este proceso de
fonnación de aguas ácidas, en su conjunto, se puede explicar en tres etapas:
18 Etapa: La oxidación de minerales sulfurosos libera hierro ferroso que bajo
condiciones neutras se oxida químicamente y se transforma a hierro férrico que precipita
como hidróxido y aporta acidez al medio. En esta etapa del proceso la velocidad de
oxidación es baja en los dos mecanismos de generación ácida (directa e indirecta) y la
fonnación de aguas ácidas por oxidación debida al aire y a las bacterias
(ftm.damentalmente Thiobacillus ferrooxidans) se producen a un ritmo semejante. Por lo
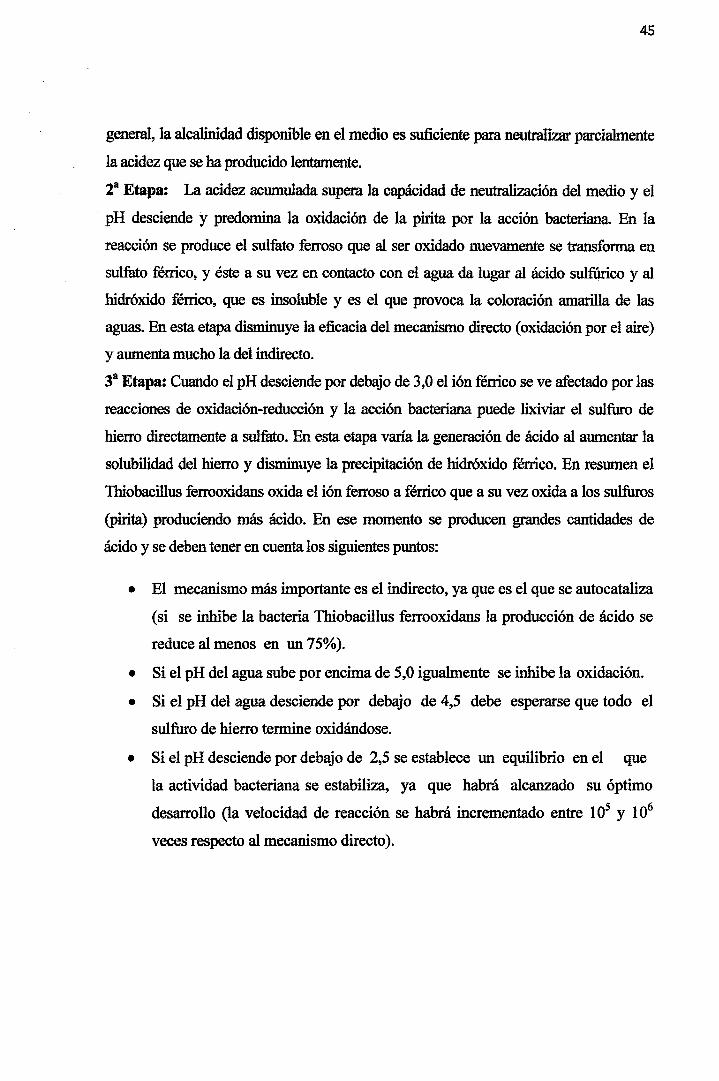
45
general, la alcalinidad dispoml>le en el medio es suficiente para neutralizar parcialmente
la acidez que se ha producido lentamente.
28 Etapa: La acidez acumulada supera la capácidad de neutralización del medio y el
pH desciende y predomina la oxidación de la pirita por la acción bacteriana. En la
reacción se produce el sulfato ferroso que al ser oxidado nuevamente se transfonna en
sulfato férrico, y éste a su vez en contacto con el agua da lugar al ácido sulft)rico y al
lúdróxido férrico, que es insoluble y es el que provoca la coloración amarilla de las
aguas. En esta etapa disminuye la eficacia del mecanismo directo (oxidación por el aire)
y aumenta mucho la del indirecto.
38 Etapa: Cuando el pH desciende por debajo de 3,0 el ión férrico se ve afectado por las
reacciones de oxidación-reducción y la acción bacteriana puede lixiviar el sulfuro de
lúerro directamente a sulfato. En esta etapa varía la generación de ácido al aumentar la
solubilidad dellúerro y disminuye la precipitación de lúdróxido férrico. En resumen el
Thiobacillus ferrooxidans oxida el ión ferroso a férrico que a su vez oxida a los sulfuros
(pirita) produciendo más ácido. En ese momento se producen grandes cantidades de
ácido y se deben tener en cuenta los siguientes puntos:
• El mecanismo más importante es el indirecto, ya que es el que se autocataliza
(si se inhibe la bacteria Thiobacillus ferrooxidans la producción de ácido se
reduce al menos en un 75%).
• Si el pH del agua sube por encima de 5,0 igualmente se inlúbe la oxidación.
• Si el pH del agua desciende por debajo de 4,5 debe esperarse que todo el
sulfuro de lúerro termine oxidándose.
• Si el pH desciende por debajo de 2,5 se establece un equilibrio en el que
la actividad bacteriana se estabiliza, ya que habrá alcanzado su óptimo
desarrollo (la velocidad de reacción se habrá incrementado entre 105 y 106
veces respecto al mecanismo directo).
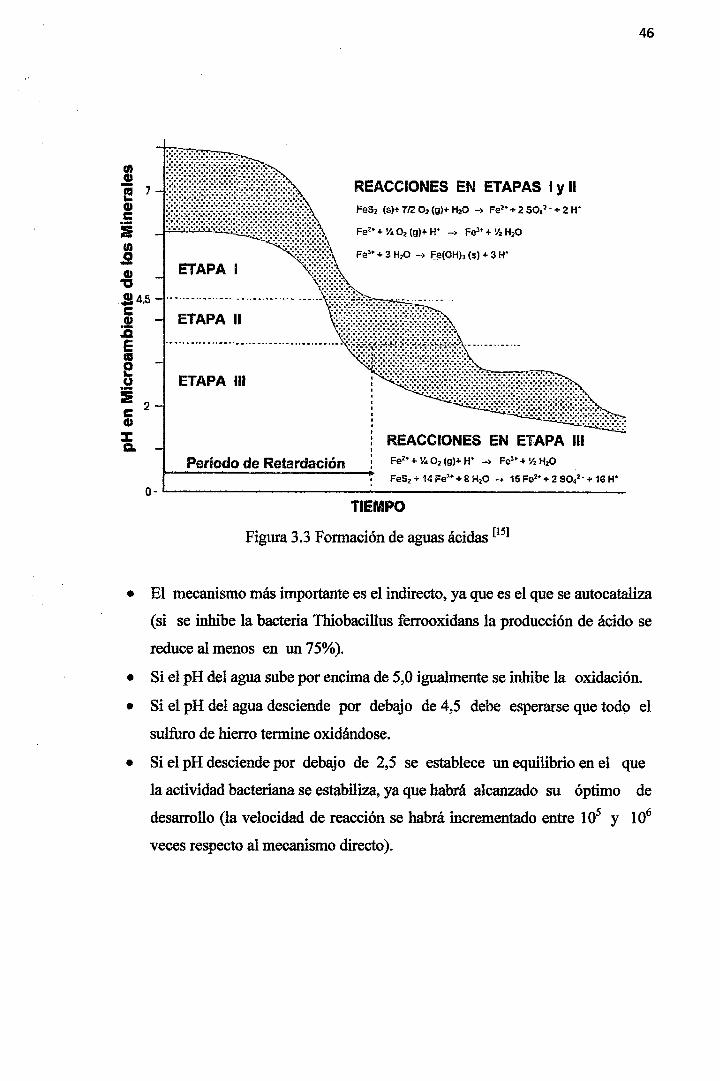
,!4.5 e CD :a E ca e u i e 2 CD
::1: a.
ETAPA 111
Periodo de Retardación Fe2• .¡. y. 02 (g).¡. H' -> Fe3• .¡. y, H20
FeS2 + 14 Fe'• + 8 H;¡O -> 15 Fe•• + 2 SOl·+ 16 W
0-~--------------------------------------------------nEMPO
Figura 3.3 Fonnación de aguas ácidas [IS]
46
• El mecanismo más importante es el indirecto, ya que es el que se autocataliza
(si se inhibe la bacteria Thiobacillus ferrooxidans la producción de ácido se
reduce al menos en un 75% ).
• Si el pH del agua sube por encima de 5,0 igualmente se inhibe la oxidación.
• Si el pH del agua desciende por debajo de 4,5 debe esperarse que todo el
sulfuro de hierro tennine oxidándose.
• Si el pH desciende por debajo de 2,5 se establece un equilibrio en el que
la actividad bacteriana se estabiliza, ya que habrá alcanzado su óptimo de
desarrollo (la velocidad de reacción se habrá incrementado entre 105 y 106
veces respecto al mecanismo directo).
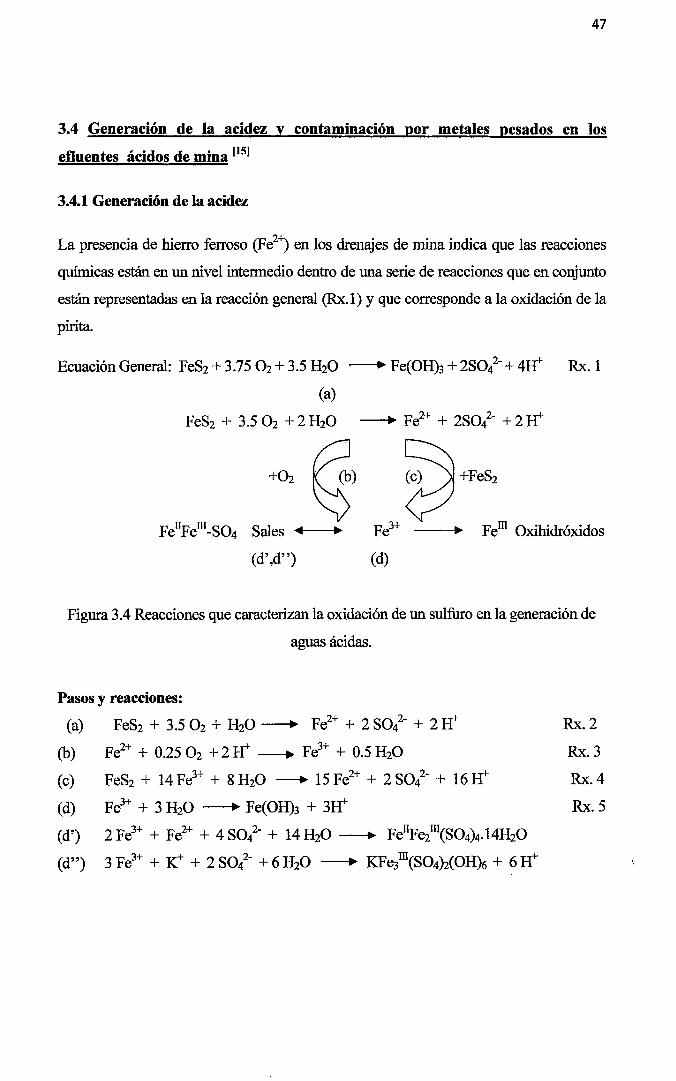
47
3.4 Generación de la acidez y contaminación por metales pesados en los
efluentes ácidos de mina IISJ
3.4.1 Generación de la acidez
La presencia de hierro ferroso (Fe2l en los drenajes de mina indica que las reacciones
químicas están en un nivel intermedio dentro de una serie de reacciones que en conjunto
están representadas en la reacción general (Rx.1) y que corresponde a la oxidación de la
pirita.
Ecuación General: FeS2 + 3.75 02 + 3.5 H20 ---+ Fe(OH)3 + 2Sol- + 4W Rx. 1
(a)
FeS2 + 3.5 02 + 2 H20 ---+ Fe2+ + 2SOl + 2 W
Fe11Fem-S04 Sales •4----+
(d',d")
Fem Oxihidróxidos
(d)
Figura 3.4 Reacciones que caracterizan la oxidación de un sulfuro en la generación de
aguas ácidas.
Pasos y reacciones:
(a) FeS2 + 3.5 02 + H20 ---+ Fe2+ + 2 SOl + 2 W
(b) Fe2+ + 0.25 02 +2 W ---+ Fe3+ + 0.5 H20
(e)
(d)
FeS2 + 14 Fe3+ + 8 H20 -----+ 15 Fe2+ + 2 sol- + 16 W
Fe3+ + 3 H20 ---+ Fe(OH)3 + 3W (d') 2 Fe3
+ + Fe2+ + 4 sol + 14 H20 ---+ Fe11F~m(S04)4.l4H20
(d") 3 Fe3+ + K+ + 2 sol + 6 H20 ---+ KF~m(S04)2(0H)6 + 6 Ir
Rx.2
Rx.3
Rx.4
Rx.5

48
Donde:
Los pasos a, b, e y d corresponden con las reacciones típicas del 2 al 5 del proceso
global de formación de aguas ácidas, y los pasos d' y d" corresponden a la fonnación de
minerales de hierro-sulfato como lajarosita (d").
En la reacción 2 (Rx2) la pirita es oxidada por oxigeno y genera 2 moles de acidez por
cada mol de pirita, el azufre es oxidado a sulfato y se libera Fe2+. La Rx.3 puede ser
guiada por varias especies de bacterias oxidantes de Fe y S (Thiobacillus ferrooxidans,
Leptospirillum ferrooxidans y otras), que convierten el Fe2+ a Fe3+; esta reacción se
produce a pH bajos y consume un mol de acidez.
La hidrólisis del Fe3+ se produce fundamentalmente a pH 2, 7 y precipita en fonna de
hidróxido. férrico, generando 3 moles de acidez (Rx.S). A pH bajo, el ratio de oxidación
de la pirita es controlado por la concentración de Fe3+ porque interactúa con las
superficies reactivas de los sulfuros con mayor eficacia que el oxígeno, por tanto, en la
Rx.4 el Fe3+ producido en la Rx.3 oxida a la pirita en ausencia de oxígeno y forma 16
moles de acidez.
La oxidación secuencial del átomo de azufre se inicia con la formación del anión
tiosulfato, que es liberado en la solución junto con Fe2+ y finaliza en la oxidación a
sulfato por el Fe3+. Esto se refleja en la Rx. 6 y 7 en vez de la Rx. 4 (la Rx. 6 se produce
en la superficie del sulfuro y la Rx. 7 en la solución):
FeS2 + 6 Fe3+ + 3 H20--+ 7 Fe2+ + S20l" + 6 H+
s2ol + 8 Fe3+ +? H20 ----+- 8 Fe2+ + 2 sol·+ 10ft
(Rx.6)
(Rx.7)
Si la reacción de pirita a azufre es dominante y el azufre acumulado no limita
el ratio de oxidación en la superficie del sulfuro, la reacción de la pirita puede escribirse
así:
(Rx. 8)
En este caso, 1 mol de pirita oxidada consume solo 2 moles de Fe3+ comparado con los
14 que requiere en la Rx. 4; esto es importante porque el ratio de oxidación de la pirita
está controlado por la presencia de Fe3+. Además, en la Rx. 8 hay ausencia de iones ft
comparada con los 16 de la Rx. 4, por tanto, en este caso la acidez es generada por la
oxidación del azufre (Rx. 9):
(Rx. 9)
49
Los estudios de cinética muestran que a pH ácidos, las velocidades de oxidación de la
pirita por el Fe3+ son mucho más rápidas que la oxidación por~ (representada por la
reacción 2 de la Figura 3.4). Aunque, en entornos generadores de acidez estables, la
secuencia típica es la oxidación de la pirita por Fe3+ para producir Fe2+, como sucede en
la reacción 4 (Rx.4). El Oz que no es consumido directamente en éste paso de oxidación
de la pirita, sí es necesario para la regeneración del Fe3+ a partir del Fe2+ y para continuar
con el ciclo de oxidación de la pirita.
l! Fe!IJ Oaid. par Fc1
" Fe"" Oxldaclon
¡~-4 (ABIOTICA)
Rx.3 o
Logk Fe~* Oxidaolon (1/día) (MlCRO_!liANA)
-2 Rx.3 FeSi Olrid. Por 011
Rx.2 -4
..so 1
" 4 li 1 10 pH
Figura 3.5 Comparación de constantes de velocidad en función al pH [161
Como paso final, una parte del Fierro puede precipitar como ferrihidrita Fe(OH)3
(reacción 5). Este hidróxido es el precursor de una serie de minerales típicos del
ambiente oxido-reductor de menas sulfuradas, que otorgan un color amarillento-rojizo al
medio circundante.
3.4.2 Generación de los contaminantes metálicos
Otros sulfuros metálicos (MeS), pueden contribuir a la disolución de iones metálicos
(Me: Fe, Zn, Cd, Pb, Cu, etc).
MeS(s) + 2 Oz(ac) ~ Me+2 + S04-2
MeS(s) + 3 Fez(S04)3 + 4 HzO ~ Me +2 + 6 FeS04 + 4 HzS04
Las bacterias también pueden catalizar estas reacciones haciéndolas más rápidas.
so
Hidrólisis de iones metálicos
Los iones metálicos pueden generar acidez protónica, si el Me+2 se hidroliza, de
acuerdo a:
Me+2 +2H20 ~ Me(OlJh(s) +2W
Por lo tanto, los iones metálicos pueden producir:
Iones_hidrógeno por hidrólisis (pH superiores, y disminuyendo el pH).
Contaminación, si se disuelven (pH entre 4.5 a 7)
3.4.2.1 Generación del hierro ll71
La total exclusión de la humedad o del oxidante detendrá la generación ácida.
Un oxidante, particularmente oxígeno proveniente del aire o de procedencia química
En la mayoría de los casos, la actividad bacteriana juega un papel importante en la
aceleración de la velocidad de generación ácida, la inhibición de éstas disminuirá la
velocidad de formación de efluentes ácidos.
Estas reacciones son:
FeS2 + 7/2 02 + H20 --+ Fe2+ + 2 sol·+ 2 W
En ésta primera reacción debido a la oxidación del sulfuro mineral se forma hierro (ión
ferroso), sulfato e hidrógeno.
Los compuestos disueltos Fe2+, sol· e W representan un incremento en el total de
sólidos disueltos y de la acidez del agua
Si el ambiente circundante es suficientemente oxidante, mucho de los iones ferrosos
se oxidarán a iones férricos.
Fé+ + 114 Ü2 + W--+ Fe3+ + 112 H20
A valores de pH entre 3,5 a 4,5 el ion férrico es catalizado por la bacteria
Metallogenium y a pH por debajo de 3,5 la reacción es catalizada por la bacteria
Thiobacillus ferrooxidans. Por lo general, a pH entre 2,3 a 3,5 el ion férrico por hidrólisis
precipita como hidróxido Fe(OH)3 (sólidos de color amarillo, naranja o rojo), lo que
provoca un descenso del pH
Fe(OH)J (sólido)+ 3 W
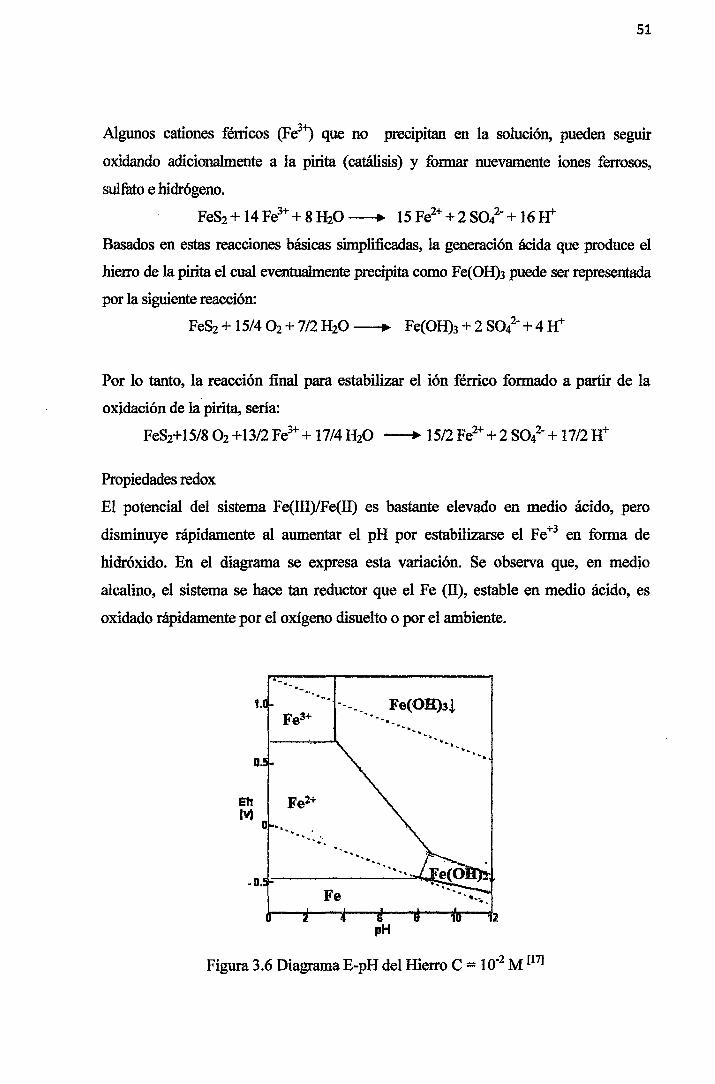
51
Algunos cationes fénicos (Fe31 que no precipitan en la solución, pueden seguir
oxidando adicionalmente a la pirita (catálisis) y fonnar nuevamente iones ferrosos,
sulfato e hidrógeno.
FeS2 + 14 Fe3+ + 8 H20 ---+ 15 Fe2+ + 2 soi· + 16 W
Basados en estas reacciones básicas simplificadas, la generación ácida que produce el
hierro de la pirita el cual eventualmente precipita como Fe(OH)3 puede ser representada
por la siguiente reacción:
FeSz + 15/4 Oz + 7/2 H20---+ Fe(OH)3 + 2 sol·+ 4 W
Por lo tanto, la reacción final para estabilizar el ión férrico formado a partir de la
oxidación de la pirita, sería:
FeSz+l5/8 Oz +13/2 Fe3+ + 17/4 H20 ---+ 1512 Fe2+ + 2 SO{+ 17/2 W
Propiedades redox
El potencial del sistema Fe(III)/Fe(II) es bastante elevado en medio ácido, pero
disminuye rápidamente al aumentar el pH por estabilizarse el Fe+3 en forma de
hidróxido. En el diagrama se expresa esta variación. Se observa que, en medio
alcalino, el sistema se hace tan reductor que el Fe (II), estable en medio ácido, es
oxidado rápidamente por el oxígeno disuelto o por el ambiente .
Eh M
Fe1+
,.. ..... ...... · .. ..
Fe
... ··.
pH
... ..... .. . . . . . -. . . ..
2
Figura 3.6 Diagrama E-pH del Hierro C == 10·2 M [l7J

52
3.4.2.2 Generación del plomo 1171
PbS(s)+ 3/2 02(aq) + H20(l)--+ Pb2++ SO/"+ 2ft
En ésta primera reacción debido a la oxidación del sulfuro mineral se plomo (ión
plumboso ), sulfato e hidrógeno.
Los compuestos disueltos Pb2+, sol· y ft representan un incremento en el total de
sólidos disueltos y de la acidez del agua.
Si el ambiente circundante es suficientemente oxidante, mucho de los iones ferrosos
se oxidarán a iones férricos.
Fe2+ + l/402(aq) + ft--+ Fe3++ 112 H20(l)
Algunos cationes férricos (Fé1 que no precipitan en la solución, pueden seguir
oxidando adicionalmente a la galena (catálisis) y formar nuevamente iones ferrosos,
sulfato e hidrógeno.
PbS(s) + 8Fe3+ + 4H20(1)--+ Pb2+ + 8Fe2+ +sol·+ 8ft
Comportamiento ácido-base
El catión Pb2+ es bastante estable en medio acuoso. Cuando disminuye la acidez del
medio se hidroliza parcialmente originando PbOft y una pequefia cantidad de la
especie soluble Pb(OH)2 (véase diagrama de la figura 3.7). A un pH alrededor de 7,8
y para una concentración de Pb2+=10"2 M, comienza a precipitar el hidróxido,
Pb(OH)2, blanco. Este precipitado es anfótero y se disuelve a un pH superior a 12,4
para originar el anión plumbito, HPb02-, que , en ocasiones, se formula Pb(OH)3- ó
Pbol-.
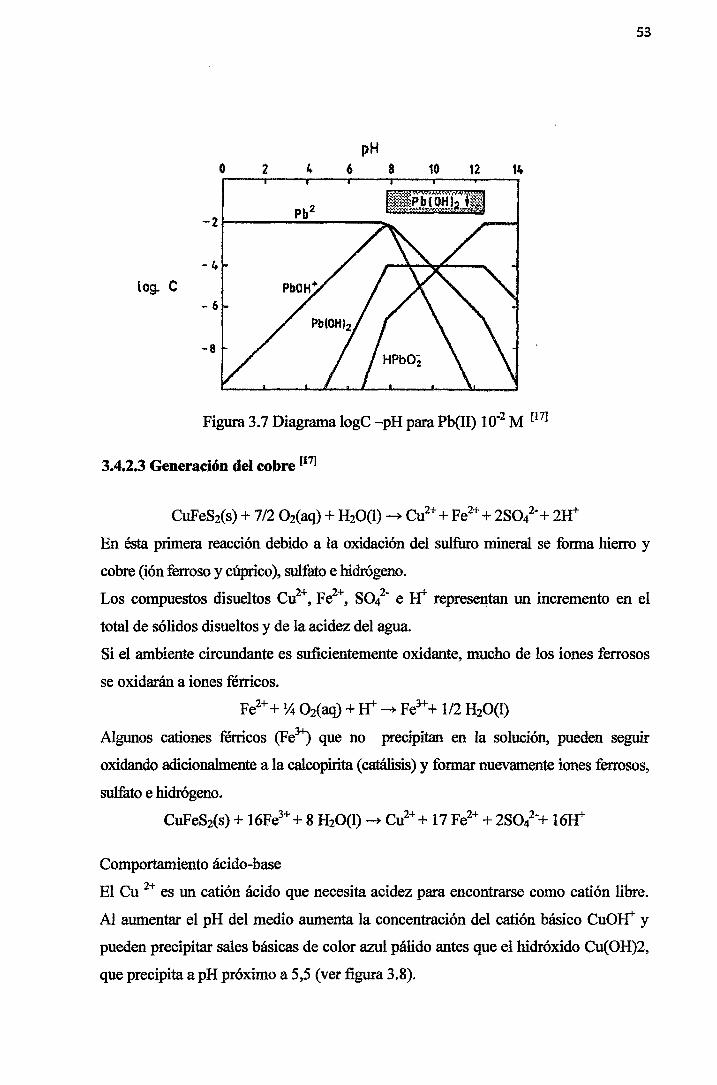
53
pH o 2 4 6 8 10
-4
tog. e
-8
Figura 3.7 Diagrama logC -pH para Pb(II) 10"2 M [I7l
3.4.2.3 Generación del cobre ll71
CuFeS2(s) + 7/2 02(aq) + H20(l) ~ Cu2+ + Fe2+ + 2SOl" + 2W
En ésta primera reacción debido a la oxidación del sulfuro mineral se forma hierro y
cobre (ión ferroso y cúprico), sulfato e hidrógeno.
Los compuestos disueltos Cu2+, Fe2+, sol· e W representan un incremento en el
total de sólidos disueltos y de la acidez del agua.
Si el ambiente circundante es suficientemente oxidante, mucho de los iones ferrosos
se oxidarán a iones férricos.
Fe2+ + '14 0 2( aq) + W ~ Fe3+ + 112 H20(l)
Algunos cationes férricos (Fe31 que no precipitan en la solución, pueden seguir
oxidando adicionalmente a la calcopirita (catálisis) y formar nuevamente iones ferrosos,
sulfato e hidrógeno.
CuFeS2(s) + 16Fe3+ + 8 H20(l) ~ Cu2+ + 17 Fe2+ + 2SO/"+ 16W
Comportamiento ácido-base
El Cu 2+ es un catión ácido que necesita acidez para encontrarse como catión libre.
Al aumentar el pH del medio aumenta la concentración del catión básico CuOW y
pueden precipitar sales básicas de color azul pálido antes que el hidróxido Cu(OH)2,
que precipita a pH próximo a 5,5 (ver figura 3.8).
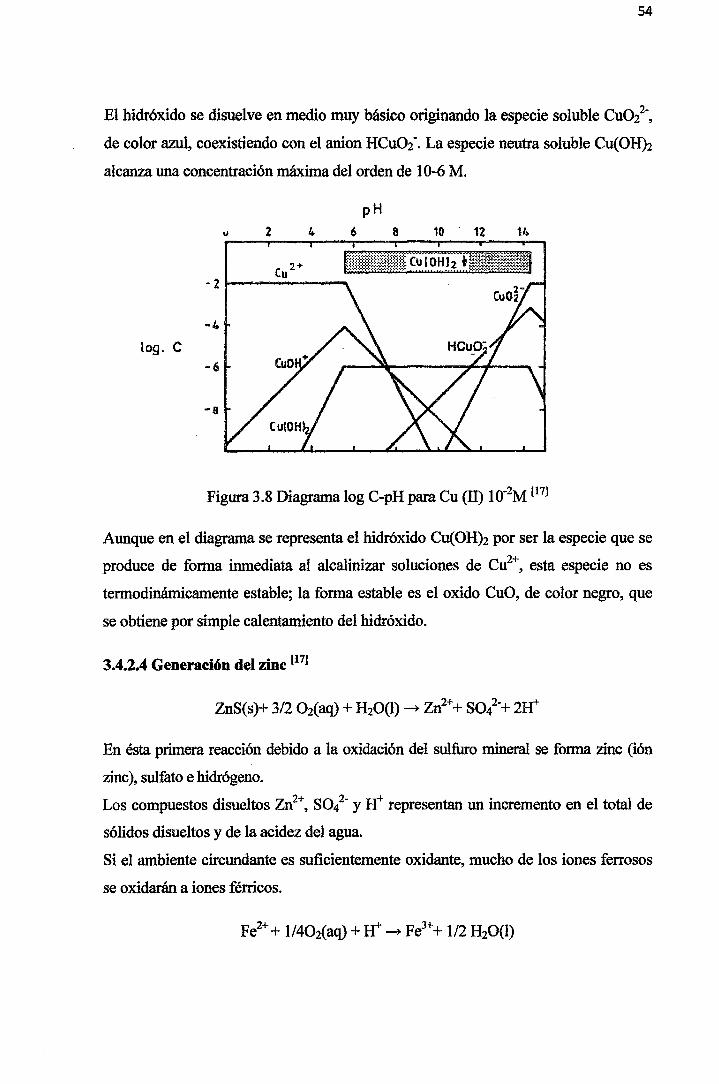
54
El hidróxido se disuelve en medio muy básico originando la especie soluble Cuül,
de color azul, coexistiendo con el anion HCu02·· La especie neutra soluble Cu(OH)2
alcanza una concentración máxima del orden de 10-6 M.
pH 4 6 8 10 12 14
-2 ,__ _____ ""\
-4 log. e
-6
-a
Figura 3.8 Diagrama log C-pH para Cu (TI) 10-2M [t7J
Aunque en el diagrama se representa el hidróxido Cu(OH)2 por ser la especie que se
produce de fonna inmediata al alcalinizar soluciones de Cu2+, esta especie no es
tennodinámicamente estable; la fonna estable es el oxido CuO, de color negro, que
se obtiene por simple calentamiento del hidróxido.
3.4.2.4 Generación del zinc 1171
En ésta primera reacción debido a la oxidación del sulfuro mineral se fonna zinc (ión
zinc), sulfato e hidrógeno.
Los compuestos disueltos Zn2+, sol· y W representan un incremento en el total de
sólidos disueltos y de la acidez del agua.
Si el ambiente circundante es suficientemente oxidante, mucho de los iones ferrosos
se oxidarán a iones férricos.
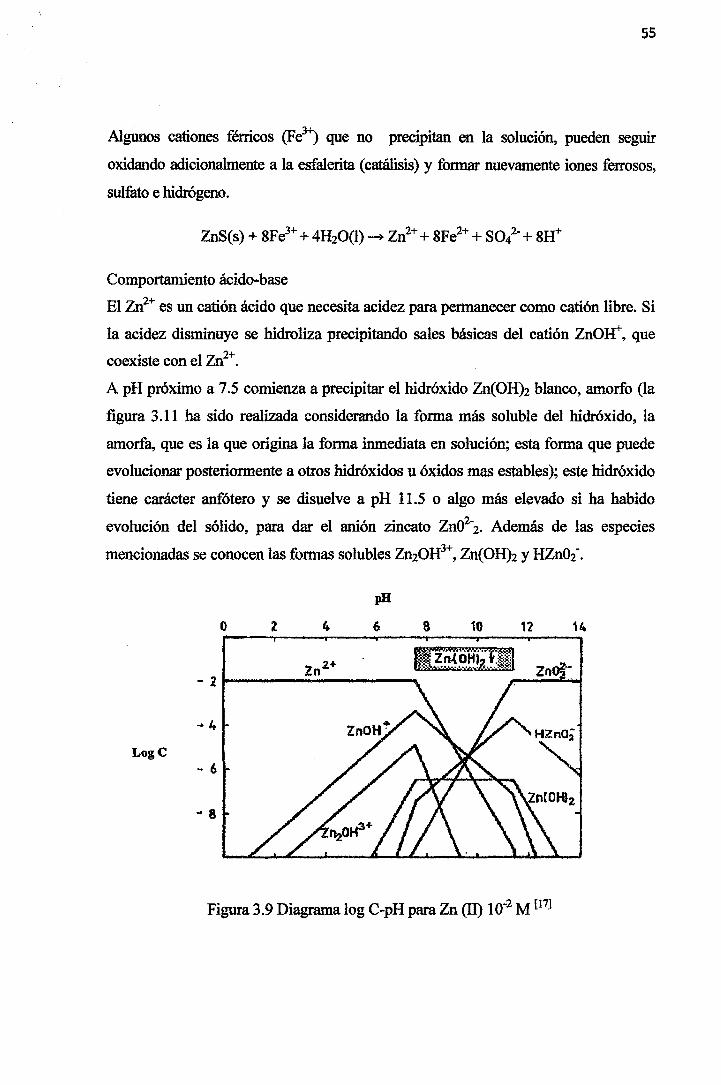
55
Algunos cationes férricos (Fe~ que no precipitan en la solución, pueden seguir
oxidando adicionalmente a la esfalerita (catálisis) y fonnar nuevamente iones ferrosos,
sulfato e hidrógeno.
ZnS(s) + 8Fe3+ + 4Hz0(1) ~ Zn2+ + 8Fe2+ + sol·+ 8W
Comportamiento ácido-base
El Zn2+ es un catión ácido que necesita acidez para permanecer como catión libre. Si
la acidez disminuye se hidro liza precipitando sales básicas del catión ZnOW, que
coexiste con el Zn2+.
A pH próximo a 7 .S comienza a precipitar el hidróxido Zn(OH)2 blanco, amorfo (la
figura 3.11 ha sido realizada considerando la forma más soluble del hidróxido, la
amorfa, que es la que origina la forma inmediata en solución; esta forma que puede
evolucionar posteriormente a otros hidróxidos u óxidos mas estables); este hidróxido
tiene carácter anfótero y se disuelve a pH 11.5 o algo más elevado si ha habido
evolución del sólido, para dar el anión zincato Zno2-2• Además de las especies
mencionadas se conocen las formas solubles Zn20H3+, Zn(OH)z y HZnOz-.
LogC
o 2 4
Znz+
pH
6
- 2 ~-----------""""
.. 4
- 6
.. 8
8 10 1'2
Zn~-
Figura 3.9 Diagrama log C-pH para Zn (JI) 10"2 M [l?J
14
56
3.5 Principales impactos ambientales de la actividad minera liSJ
La actividad minera, como la mayor parte de las actividades que el hombre realiza
para su subsistencia, crea alteraciones en el medio natural, desde las más
imperceptibles hasta las que representan claros impactos sobre el medio en que se
desarrollan.
Esto nos lleva a definir el concepto de impacto ambiental de una actividad: la
diferencia existente en el medio natural entre el momento en que la actividad
comienza, el momento en que la actividad se desarrolla, y, sobre todo, el momento
en que cesa.
Estas cuestiones, que hace algunos años no se percibían como un factor de riesgo
para el futuro de la humanidad, hoy se contemplan con gran preocupación, que no
siempre está justificada, pues el hombre viene alterando el medio desde que ha sido
capaz de ello, pero ciertamente los abusos cometidos en este campo han hecho que
crezca la conciencia de la necesidad de regular estos impactos. De cualquier manera,
también debe quedar claro que el hombre necesita los recursos mineros hoy, y los
necesitará en el futuro. Otro punto a destacar es que la actividad minera es
infinitamente menos impactante que otras actividades industriales, como el
desarrollo de obras civiles (impacto visual, modificación del medio original) y la
agricultura (uso masivo de productos químicos: pesticidas, fertilizantes).
Así, en el momento actual existen normativas muy estrictas sobre el impacto que
puede producir una explotación minera, que incluyen una reglamentación de la
composición de los vertidos líquidos, de las emisiones de polvo, de ruidos, de
restitución del paisaje, etc, que ciertamente a menudo resultan muy problemáticos de
cumplir por el alto costo económico que representan, pero que indudablemente han
de ser asumidos para llevar a cabo la explotación.
Por otra parte, hay que tener en cuenta que la actividad minera no solo produce un
impacto ambiental, es decir, sobre el medio ambiente. También produce lo que se
denomina Impacto Socioeconómico, es decir, una alteración sobre los modos de vida
y la economía de la región en la que se implanta, que pueden ser en unos casos
positivos y en otros, negativos.
57
· El impacto que produce la minería, en función de los aspectos del medio que
modifican, pueden ser:
e Acciones que modifican el uso del suelo
• Acciones que implican la emisión de contaminantes (sólidos, líquidos, gases
y otros: ruidos, onda aérea)
• Acciones que implican sobreexplotación de recursos (agua)
• Acciones que implican la modificación del paisaje (casi todos)
• Acciones que repercuten en las infraestructuras
• Acciones que modifican el entorno social, económico y cultural (impacto
socioeconómico ).
3.5.1 Impactos mineros sobre el agua
La minería, como cualquier otro proceso industrial, produce problemas en la calidad
del agua en varios aspectos:
• Contaminación de aguas debidas a la propia naturaleza de los materiales
explotados, por ejemplo los metales (Cu, Zn-(Cd), Hg, etc) y aniones
asociados (sulfatos, carbonatos, etc).
• Contaminación de aguas debidas al uso de técnicas de lixiviación en pila
(heap leaching) de metales, donde el agente lixiviante puede ser el ácido
sulfúrico (para el cobre) o el cianuro de sodio (para el oro).
• Contaminación de aguas debido a su empleo en procesos post-mineros (por
ejemplo: lavado por flotación).
• Contaminación de las aguas debido a factores indirectos: arrastre de
partículas por el viento u otros mecanismos a aguas de áreas más o menos
alejadas de la explotación.
En cualquier caso, los efectos de la minería sobre las aguas se traducen en:
• Movilización de partículas sólidas, ya sean procedentes del arrastre por las
aguas superficiales de polvo de escombreras o labores, o traídas hasta la
superficie por el agua de lluvia, a partir del polvo en suspensión.
58
• Adición de sales al agua, ya sea por procesos naturales (disolución de
minerales que la minería pone a disposición de las aguas superficiales), o por
mecanismos industriales (vertido de aguas de plantas de flotación u otro
tipo).
• Adición de metales pesados a las aguas. Naturalmente, la minería metálica
pone a disposición de los agentes externos unos elementos metálicos que
pueden movilizarse hacia las aguas bien por la formación de compuestos
solubles, o bien por mecanismos de sorción en la fracción sólida arrastrada
por el agua.
• Cambio del pH de las aguas. Especialmente significativa suele ser la
acidificación, consecuencia de la oxidación e hidrólisis de sulfuros con
formación de sulfatos y sulfatos ácidos: el drenaje ácido de mina, del que
vamos a hablar con mayor detalle.
La minería también produce problemas hidrogeológicos en las aguas subterráneas
(ver figura 3.10). La presencia de agua en la mina, sobre todo a ciertas
profundidades, constituye un problema que solamente puede resolverse produciendo
de forma controlada un descenso del nivel de los acuíferos de la zona, para que
queden por debajo del nivel de laboreo. Ello puede implicar la desecación de pozos
próximos, a distancias variables en función de la litología de las rocas que
constituyan cada acuífero: si se trata de rocas poco permeables y transmisivas, el
problema afectará solamente al entorno inmediato de las labores, pero si se trata de
rocas muy porosas y permeables, el problema puede alcanzar distancias
considerables. También podrá afectar a parámetros fisico-químicos, pues a menudo
por el fondo de la explotación a cielo abierto se podrán infiltrar aguas afectadas por
la problemática específica de cada mina: turbidez (siempre), cambios
composicionales, de acidez, de condiciones redox, etc.

Cavidad minera
Figura 3.1 O Esquema de las posibles afecciones de una mina a cielo abierto a las
aguas subterráneas
3.5.2 Impactos mineros sobre el suelo
59
La minería en su conjunto produce toda una serie de contaminantes gaseosos,
líquidos y sólidos, que de una forma u otra van a parar al suelo. Esto sucede ya sea
por depósito a partir de la atmósfera como partículas sedimentadas o traídas por las
aguas de lluvia, por el vertido directo de los productos líquidos de la actividad
minera y metalúrgica, o por la infiltración de productos de lixiviación del entorno
minero: aguas provenientes de minas a cielo abierto, escombreras, etc.
La presencia de gases contaminantes de origen minero en la atmósfera constituye sin
duda un problema menor frente a los de origen industrial o urbano. Esto es debido a
que sus volúmenes, comparados con los emitidos por otro tipo de actividades, suelen
ser limitados. Las excepciones son las relacionadas con la actividad metalúrgica
(sobre todo de sulfuros) o de procesos de combustión directa de carbón. En estos
casos, las emisiones gaseosas suelen ser ricas en SOz-S03, lo que implica, como
vimos en su momento, la formación de la denominada "lluvia ácida", cargada en
ácidos fuertes como el sulfúrico o el sulfuroso (pasos secuenciales):
SOz (g) + HzO(l) <=> S02(1)
SOz(l) + 2Hz0(1) <=> H30+ + HS03-
HS03. + H20(l) <=> H30+ + sol·

60
Al llegar estos ácidos al suelo producen efectos devastadores sobre la vegetación,
infiltrándose en el suelo. Cabe destacar también la acción sobre las aguas
continentales (lagos), que puede ocasionar la muerte de peces y otros habitantes de
esos ecosistemas.
La disposición de elementos mineros sólidos sobre el suelo puede tener sobre éste
efectos variados:
• La de escombreras (mineral dumps) puede inducir la infiltración de aguas de
lixiviación, más o menos contaminadas en función de la naturaleza de la
mena presente en la escombrera en cuestión. Por ejemplo, mientras hay
minerales fácilmente lixiviables (por ejemplo: pirita, esfalerita), otros son
mucho más estables (por ejemplo: galena). De esta manera, es más fácil
introducir en las aguas Zn2+, Cu2+, Fe3+, Fe2+ que Pb2+. También produce un
importante efecto de apelmazado del suelo, relacionado con el peso de los
materiales acumulados, que cambia completamente el comportamiento
mecánico de éste incluso después de retirada la escombrera. Otro efecto es el
de recubrimiento, que evita la formación y acumulación de la materia
orgánica, y el intercambio de gases con la atmósfera.
• La de talleres de mina es una de las que tienen un mayor potencial
contaminante, derivado de la presencia de hidrocarburos en grandes
cantidades: depósitos de combustible para repostar, aceites pesados
lubricantes, etc. Cuyo vertido accidental suele ser bastante común, y tienen
una gran facilidad de flujo y de infiltración en el suelo.
• Otros edificios mineros (lavaderos, polvorines, oficinas, etc.) pueden producir
efectos más o menos importantes, en función de factores diversos: existencia
de instalaciones anexas, empleo de reactivos más o menos tóxicos,
condiciones de ahnacenamiento de éstos, etc.
En definitiva, la minería puede producir sobre el suelo alteraciones más o menos
importantes de carácter fisico, fisico-químico y químico, que en general ocasionan su
infertilidad, o en el peor de los casos, mantienen su fertilidad pero permiten el paso
de los contaminantes a la cadena alimenticia, a través del agua, o de la incorporación
de los contaminantes a los tejidos de animales o vegetales comestibles.
61
3.5.3 Impactos mineros sobre la atmósfera
La minería produce una serie de emisiones a la atmósfera, en diferentes formas, tanto
sólidas (polvo, fundamentalmente durante las voladuras, pero también durante la
carga y el transporte), gases (pirometal\lrgia, escapes de vehículos, gases liberados
durante algunos procesos concretos), ruidos (voladuras, maquinaria, lanza térmica), y
onda aérea.
Emisiones sólidas:
El polvo emitido por la minería tiene su origen en la disgregación de las rocas
durante su preparación, o en el levantamiento de partículas de los caminos durante
los procesos de transporte (camiones pesados).
En el primer caso, el origen del polvo a su vez puede variado:
• Puede ser producido durante una voladura. A su vez, si procede de minería
subterránea, se emitirá a la atmósfera a partir de uno o varios puntos
definidos: las chimeneas de ventilación y los pozos de circulación de aire. Si
procede de explotaciones a cielo abierto, provendrá de todo un frente de
explotación, más o menos extenso (decenas de metros de longitud). En
cualquier caso, es prácticamente imposible evitar su emisión, puesto que
afectará, por principio básico, a roca seca, sin posibilidad de un
· humedecimiento rápido que evite la dispersión. Solo en la minería
subterránea podría evitarse su salida, mediante filtros en los puntos de
salida. Desafortunadamente tales filtros tienden a ser evitados para favorecer
la rapidez de la limpieza del polvo generado en el interior de la mina durante
la voladura. La composición de este polvo será la misma que la de la roca
. volada, con lo que a menudo se tratará de roca con componentes minerales
problemáticos, ya que contiene minerales oxidables con metales pesados.
• Puede ser el polvo generado durante el proceso de carga. En este caso puede
ser más sencillo su retención, simplemente mediante el regado de los frentes
de carga durante el proceso. La composición es la misma que en el caso
anterior, es decir, la correspondiente a la de la mineralización.
62
• Otra posibilidad corresponde al polvo generado durante el proceso de
transporte, en su doble vertiente de polvo que pueda escaparse del elemento
de transporte (camión o cinta transportadora, fundamentalmente) y polvo
levantado por el medio de transporte (solo en el caso de los camiones). En el
caso de los camiones, se produce una mezcla entre partículas procedentes del
yacimiento y las procedentes de la pista, aunque en ambos casos es
relativamente sencillo evitar parcialmente el problema, cubriendo
adecuadamente la caja del camión (problemático en los de mayores
dimensiones), o regando la carga, así como mediante el riego continuo de la
pista de rodadura. En el caso de las cintas, hay que trabajar también con
material humedecido, o recurrir a instalaciones de mayor costo, cerradas para
evitar los escapes de polvo.
• Otra fuente muy importante de polvo son los procesos de molienda. Aquí es
fundamental disponer de una instalación adecuada que evite en lo posible los
escapes de polvo, puesto que no suele ser posible trabajar con material
húmedo, al menos en las instalaciones convencionales.
Gases:
Las emisiones mineras de gases a la atmósfera pueden ser de varios tipos:
• Gases de combustión de la maquinaria implicada en el proceso minero. Son
los gases habituales ligados a la combustión de hidrocarburos: gasolinas,
diesel, pero que al implicar a maquinaria pesada, suelen ser de gran volumen.
En algunos casos, se minimiza a través de la utilización de grandes equipos
eléctricos, con el inconveniente de su menor autonomía ( dúmpers tipo
trolebús, palas eléctricas, LHDs ). En otros casos, el problema se puede
minimizar a través de un mantenimiento adecuado de los motores, para
disminuir en lo posible las emisiones.
• Gases liberados durante el proceso de extracción. Los más comunes son los
. que se liberan en la explotación del carbón, fundamentalmente co2 y co y el
famoso grisú, mezcla altamente explosiva de metano y aire. También entran
en esta categoría los gases contenidos en las aguas que se explotan para la
63
obtención de energía geoténnica, aunque puede haber otros, correspondientes
a gases contenidos en determinadas mineralizaciones, siempre en cantidades
poco significativas, por lo general.
• Gases implicados en las voladuras. Son consecuencia de la deflagración del
explosivo, aunque su volumen no suele ser tan importante como para
producir efectos de consideración.
• Gases implicados en procesos directamente relacionados con la actividad
minera: combustión de carbón (COx, NOx, SOx), pirometalurgia (S02).
Aerosoles:
Como ya se ha indicado, la formación de aerosoles cargados en compuestos que
puedan representar un riesgo ambiental puede darse durante la explotación, pero
sobre todo, durante procesos de hidrometalurgia. Estos procesos implican el riego
por aspersión de pilas de mineral con compuestos a menudo de alta toxicidad
(sulfúrico para la extracción de algunos elementos, como el cobre; cianuro para la
extracción del oro), con lo cual la presencia de viento puede favorecer la dispersión
de estos aerosoles a grandes distancias. Actualmente se empieza a emplear sistemas
de riego que eviten este fenómeno: sistemas tipo "gota a gota", a través de
conducciones internas de la pila de lixiviación, más que mediante riego por
aspersión.
Ruido:
El ruido es otra forma de contaminación: la contaminación acústica. Los efectos que
pueden llegar a producir son los siguientes:
a) Efectos sobre las personas:
• Fisiológicos, como la sordera que se produce en personas sometidas a fuertes
niveles de ruido durante tiempos prolongados.
• Psicológicos, provocados por la interferencia sobre las comunicaciones y el
descanso.
• Empeoramiento de las condiciones de trabajo, con el consiguiente aumento
del riesgo de accidentes y disminución del rendimiento.
64
• Efectos subjetivos, provocados por la molestia que produce estar sometido a
ruidos.
• Sobre la salud: el ruido puede provocar desorganización visual, taquicardias,
e incluso puede afectar a los procesos digestivos.
b) Efectos sobre la fauna:
• Sobresaltos y movimientos bruscos provocados por ruidos intensos y
puntuales.
• Alteración de las costumbres de apareamiento (ruidos durante la época del
celo)
• Abandono de nidos durante la cría por parte de los progenitores.
La minería contribuye a este tipo de contaminación mediante diversos mecanismos:
• Voladuras. Las explosiones implicadas en éstas producen un ruido de
intensidad muy alta, aunque de escasa duración, que solamente puede ser
evitado como molestia a las personas localizando las poblaciones a distancia
suficiente de las explotaciones mineras, lo cual a veces no es posible. Dado el
''valor localizado" de la minería: "el yacimiento está donde está y punto", la
situación inversa (traslado de la mina) no es posible.
• Tráfico pesado. Los vehículos implicados en la minería a cielo abierto
producen ruidos continuos de cierta intensidad, que es necesario atenuar
mediante medidas de protección individuales para los trabajadores en
proximidad inmediata al proceso de carga y transporte.
• Otra maquinaria. La maquinaria de preparación de menas (plantas de
flotación, fundamentalmente) es también a menudo fuente de ruidos
importantes. En este caso, un diseño adecuado de las instalaciones, con
pantallas acústicas entre ellas y las áreas más pobladas, así como la
utilización de medidas adecuadas de protección individual atenúan esta
problemática.
• Otros ruidos. En determinados casos pueden existir otras fuentes de ruido:
martilleo en cantería, corte con lanza térmica, etc. En cada caso, el estudio de
su problemática debe permitir su atenuación en lo posible.
65
3.5.4 Impactos mineros sobre aspectos sociales y culturales l19l
El desarrollo de la actividad minera provoca un flujo de trabajadores y sus familias
hacia áreas que, a menudo, estaban escasamente pobladas. Esto es seguido por el
desarrollo de empresas e instalaciones de apoyo que causan un gran aumento en la
actividad económica y demanda de todos los recursos, lo cual con frecuencia es
considerado como algo positivo. Algunos de los impactos potencialmente negativos
más comunes son:
• Presión sobre los gobiernos locales y la infraestructura educacional.
• Aumento de delitos.
• Aumento de tránsito por caminos locales, congestión, accidentes.
• Aumento en costos de mantención de caminos.
• Inflación respecto de costos de bienes, trabajo, propiedad, e impuestos
• Gran aumento en los costos del agua.
• Impactos potencialmente negativos sobre el turismo.
• Impactos en áreas o actividades que son importantes o sagradas para
grupos indígenas.
Históricamente, la minerfa ha tenido ciclos económicos de auge y depresión que son
considerados ínsostenibles. Una vez que comienza la caída económica, el área local
inevitablemente es incapaz de proveer los fondos necesarios para pagar por los
impactos. Lo anterior generalmente lleva a caídas económicas y ambientales severas,
y/o a peticiones de financiamiento externo para poder manejar los problemas.
Los accidentes derivados del transporte de desechos mineros y químicos de los
procesos, puede obligar a las empresas a efectuar pagos en efectivo a ciudadanos
locales que reclamen por daños.
66
3.6 Control de los drenaJes ácidos ll41
El control de los dremijes ácidos comprende dos col\iuntos de actuaciones, uno de
tipo preventivo y otro de carácter correctivo. Los preventivos se refieren a la
adopción de medidas antes del comienzo de las labores extractivas y que son
programadas en función al conocimiento del potencial contaminante que poseen los
materiales a tratar. Mientras los correctivos son todas aquellas actuaciones que se
llevan a cabo en el momento en que se comprueba que las medidas preventivas no
han tenido el efecto deseado y existe la posibilidad de que se generen aguas ácidas.
En la actualidad las medidas de control de la generación ácida se agrupan en tres
niveles de actuación:
• Prevención y control del proceso de generación de las aguas ácidas.
• Control de la migración de las aguas ácidas.
• Recogida y tratamiento de las aguas ácidas.
3.6.1 Prevención y control del proceso de generación de aguas ácidas
Una forma efectiva de evitar la generación ácida es mediante el control y la
eliminación de los parámetros y las condiciones que favorecen la formación de aguas
ácidas, mediante la aplicación de las siguientes medidas:
• Restringiendo el mgreso del agua en los residuos expuestos a la
meteorización.
• Minimizando la penetración de oxígeno a través del aire o del agua, mediante
el empleo de materiales impermeabilizantes.
• Controlando el pH del medio, mediante la adición de materiales alcalinos.
• Empleando bactericidas para inhibir la acción bacteriana a los minerales
sulfurosos.
Los métodos y las técnicas de control de la generación ácida de mina se pueden
clasificar en tres grupos:
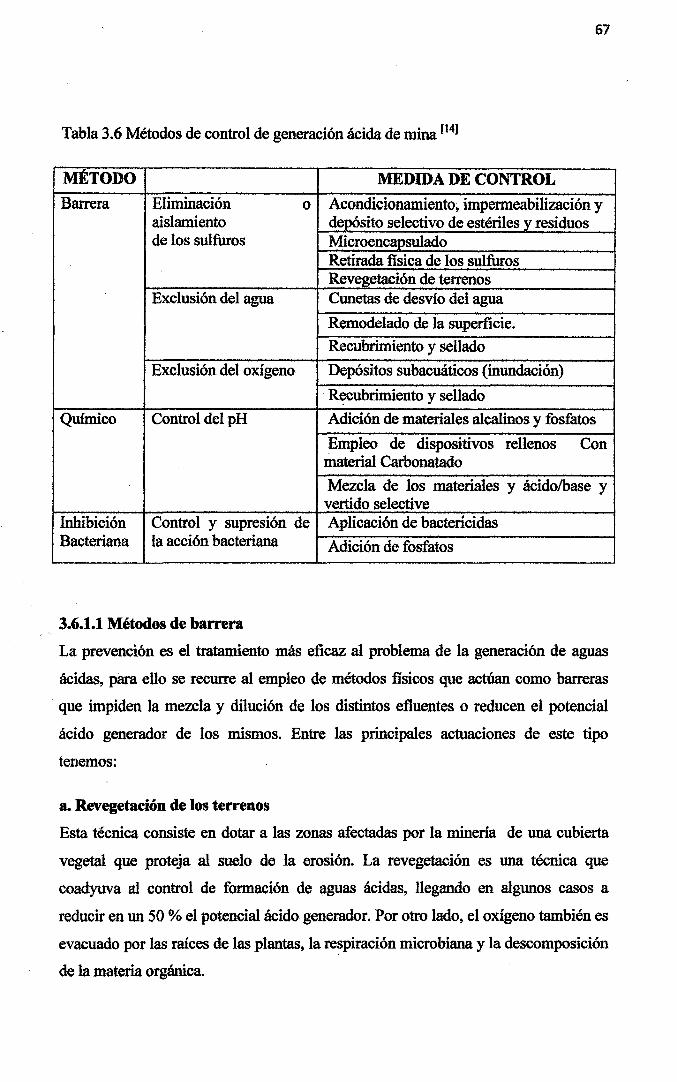
67
Tabla 3.6 Métodos de control de generación ácida de mina [I41
MÉTODO MEDIDA DE CONTROL Barrera Eliminación o Acondicionamiento; impenneabilización y
aislamiento depósito selectivo de estériles y residuos de los sulfuros Microencapsulado
Retirada fisica de los sulfuros Revegetación de terrenos
Exclusión del agua Cunetas de desvío del agua
Remodelado de la superficie.
Recubrimiento y sellado
Exclusión del oxígeno Depósitos subacuáticos (inundación)
· Recubrimiento y sellado
Químico Control del pH Adición de materiales alcalinos y fosfatos
Empleo de dispositivos rellenos Con material Carbonatado
Mezcla de los materiales y ácido/base y vertido selective
Inhibición Control y supresión de Aplicación de bactericidas Bacteriana la acción bacteriana Adición de fosfatos
3.6.1.1 Métodos de barrera
La prevención es el tratamiento más eficaz al problema de la generación de aguas
ácidas, para ello se recurre al empleo de métodos fisicos que actúan como barreras
· que impiden la mezcla y dilución de los distintos efluentes o reducen el potencial
ácido generador de los mismos. Entre las principales actuaciones de este tipo
tenemos:
a. Revegetación de los terrenos
Esta técnica consiste en dotar a las zonas afectadas por la minería de una cubierta
vegetal que proteja al suelo de la erosión. La revegetación es una técnica que
coadyuva al control de formación de aguas ácidas, llegando en algunos casos a
reducir en un 50% el potencial ácido generador. Por otro lado, el oxigeno también es
evacuado por las raíces de las plantas, la respiración microbiana y la descomposición
de la materia orgánica.
68
b. Aeondieionamiento y depósito seleetivo de materiales
Esta técnica consiste en separar el material potencialmente ácido y se evite o
minimice su contacto con el oxígeno y el agua
c. Eneapsulado
El almacenamiento de los estériles y residuos en depósitos impermeables es una de
las técnicas de tipo barrera que impide el contacto con el agua o la zona saturada, se
basa en un vertido selectivo que en algunos casos se aprovecha en los huecos de la
eXplotación.
El objetivo es lograr el "encapsulamiento" de las partículas de mineral reactivo con
un recubrimiento de precipitado inerte, de manera que queden aisladas del agua y del
oxígeno.
d. Aislamiento del agua
Este tipo de tratamiento está orientado a la construcción de barreras físicas que
impiden el contacto entre los estériles y residuos contaminantes, con el agua,
evitando de esta forma las reacciones de formación ácida y el transporte de los
productos.
e. Aislamiento del oxigeno
El oxígeno es el responsable directo de la oxidación de los sulfuros y es necesario
para la actividad bacteriana. Por lo que, cualquier medida de control o exclusión del
oxígeno tendrá gran influencia en la reducción del potencial generador de aguas
ácidas.
La mejor forma de evitar la oxidación de los materiales piríticos es su
almacenamiento en condiciones anóxicas, es decir: bajo agua (al menos a 1.20 m de
profundidad). Al no estar en contacto con el aire cesa la producción de agua ácida, al
evitarse la oxidación de la pirita.
f. Recubrimiento y sellado
Es otro método de la exclusión del oxígeno en escombreras de estériles. Consiste en
la. colocación de una capa de material impermeable o materiales consumidores de
oxígeno como compost sobre la superficie de esta.
69
3.6.1.2. Métodos qufmicos
Una forma de inhibir la generación ácida es manteniendo el pH de los efluentes de
mina dentro de un rango alcalino, esto se consigue en algunos casos afiadiendo a las
soluciones ácidas, materiales alcalinos como roca caliza en polvo, cal, fosfatos y
otros.
a. Adición de materiales alcalinos
La adición de sustancias alcalinas o rocas básicas es una medida de control adecuada
a corto plazo, dependiendo de la cantidad, tipo y grado de reacción de los minerales
sulfurosos.
El objetivo de mezclar o afiadir material alcalino es controlar el pH en el rango
cercano al neutro, limitando así la oxidación química de los sulfuros y la actividad
bacteriana Se puede añadir piedra caliza, cal e hidróxido de sodio, durante el
procesamiento; o bien se puede colocar estos materiales en capas dentro de la roca
que genera ácido, durante la acumulación.
Las sustancias más utilizadas suelen ser: hidróxido sódico (NaOH), caliza (CaC03),
cal (CaO, Ca(OH)2), hidróxido de aluminio (Al(OH)3) y carbonato sódico (Na2C03).
La adición de estas sustancias, además de producir la neutralización de las aguas
ácidas, crean un ambiente desfavorable para la oxidación de los materiales
sulfurosos.
Primero, porque las bacterias que participan en el proceso de oxidación del hierro
requieren un medio ácido para que su actividad sea óptima y, segundo, porque con
pH cercanos al neutro el hidróxido férrico precipita y tiende a depositarse sobre la
superficie de los sulfuros, recubriéndolos y rompiendo el mecanismo de oxidación.
Por lo común, se requiere de exhaustivas ·pruebas de laboratorio con el objeto de
demostrar la efectividad de la mezcla; además, se podría requerir otras medidas de
control suplementarias.
b. Adición de fosfatos
La adición de fosfatos a los estériles y residuos de mina ralentiza la oxidación de los
sulfuros, debido a la formación de fosfatos de hierro insolubles como Fe3(P04)2 y
FeP04 que hacen disminuir la concentración de hierro férrico disponible para la
70
reacción con los sulfuros como la pirita.
3.6.1.3. Métodos de inhibición bacteriana
La presencia de bacterias como el Thiobacillus ferrooxidans y otras que contribuye a
la oxidación del hierro influyen fuertemente en la generación ácida, pero, si se logra
eliminar estos microorganismos se puede llegar a reducir hasta en un 50 % el proceso
de acidificación. Entre los bactericidas de mayor efectividad para inhibir la bacteria
Thiobacillus ferrooxidans, se encuentran los surfactantes aniónicos y los ácidos
orgánicos.
El detergente aniónico más eficaz y económico utilizado es el sodio lauril sulfato
(SLS), que se aplica sobre la superficie de la escombrera en forma de solución
diluida en unas concentraciones del orden de 25 ppm, con la que se saturan los
primeros 20 o 30 cm de profundidad que es la zona de oxidación de los sulfuros
almacenados en la escombrera.
El empleo de bactericidas puede ser interesante como medida a corto plazo. Los
bactericidas tienen una vida limitada .Además, no debe olvidarse que actúan
únicamente sobre los procesos de oxidación biológicos pero no sobre la oxidación
química de los sulfuros. Por lo que, es aconsejable aplicar siempre medidas
complementarias para neutralizar los efluentes ácidos generados por vía química.
3.6.2 Control de migración de las aguas ácidas
Cuando la generación ácida no ha podido ser evitada, el siguiente grupo de medidas
es el constituido por aquellas que intentan impedir la llegada de los efluentes ácidos
al medio natural. En este caso es preciso impedir la entrada del agua a las fuentes de
contaminación y evitar la circulación de los elementos contaminantes.
Entre las medidas de este tipo de control que suelen tomarse, tenemos las siguientes:
• Desviación del agua de escorrentía alejándola de la fuente de acidez. Para ello
se construyen canales perimetrales o diques de interceptación que impiden la
entrada del agua a las labores de explotación o el contacto con los estériles de
las escombreras. A largo plazo es tal vez la medida más efectiva.
71
• Prevención sobre la entrada de aguas subterráneas a la fuente de acidez. En el
caso de explotaciones en operación podrá realizarse mediante labores de
drenaje desde pozos o sondeos, creación de muros pantalla, instalación de
cierres impenneables temporales y otros, que sólo son de utilidad durante la
fase de funcionamiento. Para el caso de depósitos de estériles la mejor
medida será la elección de un emplazamiento que no presente surgencias de
aguas subterráneas, bien naturales o captadas por antiguas labores de interior.
• Prevención de la infiltración de las precipitaciones sobre la fuente
contaminante. Esto se consigue mediante el empleo de cubiertas o sellados
por medio de suelos naturales o materiales sintéticos, o una combinación de
ambos. El sellado con geomembranas es más eficaz pero también su costo es
más elevado. Las cubiertas de suelos, aunque no evitan la infiltración
totalmente, constituyen un soporte para la vegetación, por lo que deberán
contemplarse en los planes de actuación.
• Prevención del control del ascenso por capilaridad. Durante la estación seca,
el agua asciende por capilaridad desde el interior de las balsas y escombreras
hacia la superficie. Para controlar esta vía de movimiento del agua, puede
actuarse de dos fonnas. Creando una barrera que frene el ascenso del agua,
son las barreras capilares, o confinando el movimiento por capilaridad a una
zona específica, la zona capilar, de manera que las aguas ácidas del interior
no alcancen los recubrimientos y suelos aportados en superficie.
• Localización controlada de las estructuras de estériles generadores de aguas
ácidas. La ubicación adecuada de esos materiales debe contemplarse siempre
junto a otras medidas complementarias (como los descritos anterionnente:
control de las aguas de escorrentía superficial, control e intercepción de las
aguas subterráneas, control de la infiltración, control del ascenso por
capilaridad).

72
3.6.3 Sistemas disponibles para el tratamiento de aguas ácidas ll4J
Los sistemas de recogida dependen de si las aguas ácidas son superficiales o
subterráneas. En las primeras se utilizan cunetas, diques y pequeños embalses en los
fondos de las explotaciones, mientras que para las segundas se recurre a zanjas de
drenaje, muros de intercepción, pozos, galerías y otros. La mayoría de estos sistemas
requieren de un cierto mantenimiento a largo plazo para garantizar su
funcionamiento.
Generalmente los procesos de tratamientos de dreruóes ácidos se basan en la
eliminación y el aislamiento de metales y aniones metálicos de las aguas. Algunos de
ellos incluyen las técnicas de precipitación que suelen ser bastante efectivas para
conseguir la calidad deseada de los efluentes. Sin embargo, si existen metales
pesados disueltos en la solución en forma de complejos orgánicos, su retirada
mediante precipitación directa resulta muy dificil si no imposible. En estos casos, el
complejo debería descomponerse antes de añadir el agente precipitante.
Otras técnicas son las de oxidación clásica, ozonización y oxidación bacteriana,
aunque previamente a realizar cualquier tipo de tratamiento es siempre recomendable
determinar cuáles son los metales y su estado químico en los efluentes.
Cualquier tipo de vertido de efluentes de mina debe garantizar que éstos sean
estables, que no reaccionarán ni química ni biológicamente con los elementos
naturales del entorno y que no producirán daños al medio ambiente.
En general los métodos de tratamiento de aguas ácidas de mina se clasifican en dos
grandes grupos:
Métodos activos, que precisan de una operación continuada, como sucede en una
planta química de tratamiento de aguas ácidas.
El tratamiento de aguas de mina utilizando métodos químicos mediante la adición de
sustancias alcalinas, tiene un costo elevado, sobre todo cuando se trata de grandes
volúmenes. Además requiere un control y mantenimiento de las instalaciones de
aireación y mezclado, así como de un almacenamiento adecuado de los lodos con
carga metálica.

73
Métodos pasivos, en los que la intervención del hombre es mínima, tal como sucede
con los humedales, drenajes anóxicos calizos, sistemas de producción de alcalinidad
y otros.
El objetivo principal de los métodos de tratamiento de las aguas ácidas es la
supresión de la acidez, la precipitación de los metales pesados y la eliminación de
sustancias contaminantes como sólidos en suspensión, arseniatos, antimoniatos y
otros.
Un resumen de algunas de las técnicas que se pueden emplear como tratamiento de
los efluentes es el que viene dado en la Tabla 3.7. La combinación de dos o más de
estos procesos suele ser necesaria para conseguir la calidad deseada en los efluentes.
Tabla 3. 7 Técnicas de tratamiento potencialmente aplicables para los efluentes
mineros [l4J
Descripción
Electrodiálisis
Ósmosis inversa
Intercambio Iónico
Aplicaciones
Movilización iónica producida gracias a fuerzas de transferencia eléctricas a través de membranas permeables.
La intensidad de corriente necesaria depende de la concentración de la solución.
Flujo del disolvente a través de membranas semi permeables gracias a la presión osmótica.
Resinas aniónicas y catiónicas reemplazan los contaminantes
Requerimientos Desventajas
Desalinización Tratamiento aguas ácidas
Desalinización
Problemas de mantenimiento de las celdas
Límite de concentración de Fe en solución
de entrante = 1 mg/L Necesario tratamiento previo de la solución
Problemas por la evacuación del Concentrado Sedimentación de CaS04 en la Membrana
Tratamiento de aguas ácidas
Desalinización
Ablandamiento del
Problemas de evacuación del Concentrado Selectividad de las Resinas
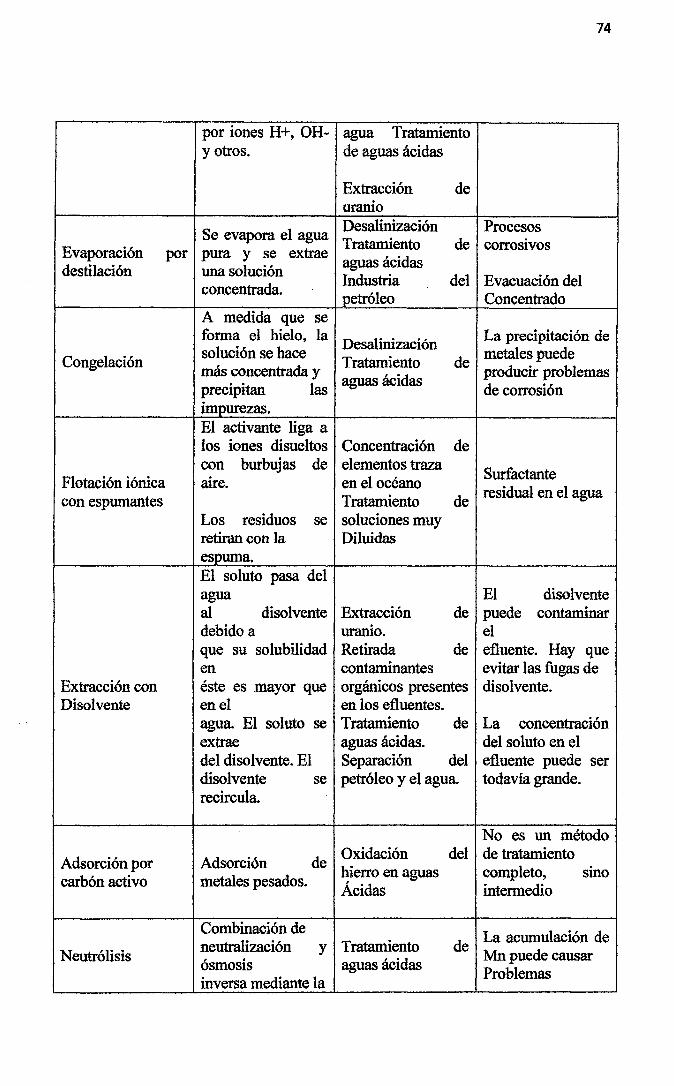
Evaporación destilación
Congelación
Flotación iónica con espumantes
Extracción con Disolvente
Adsorción por carbón activo
Neutrólisis
por
74
por iones H+, OH- agua Tratamiento y otros. de aguas ácidas
Extracción de
Se evapora el agua pura y se extrae una solución concentrada.
A medida que se forma el hielo, la solución se hace más concentrada y precipitan las impurezas. El activante liga a los iones disueltos con burbujas de aire.
uranio Desalinización Tratamiento aguas ácidas Industria petróleo
Desalinización Tratamiento aguas ácidas
Concentración elementos traza en el océano Tratamiento
Los residuos se soluciones muy retiran con la Diluidas e~uma.
El soluto pasa del agua al disolvente Extracción debido a uranio. que su solubilidad Retirada
Procesos de corrosivos
del Evacuación del Concentrado
La precipitación de de metales puede
producir problemas de corrosión
de
Surfactante de residual en el agua
El disolvente de puede contaminar
el
en éste es mayor que en el agua. El soluto se extrae
de efluente. Hay que evitar las fugas de disolvente.
contaminantes orgánicos presentes en los efluentes. Tratamiento de La concentración
del soluto en el efluente puede ser todavía grande.
aguas ácidas. del disolvente. El disolvente recircula.
Separación del se petróleo y el agua.
Adsorción de Oxidación hierro en aguas
metales pesados. Ácidas
Combinación de neutralización ósmosis
y Tratamiento aguas ácidas
inversa mediante la
No es un método del de tratamiento
completo, sino intermedio
La acumulación de de Mn puede causar
Problemas

Oxidación por Ozono
Técnicas de control biológico
recirculación del concentrado del proceso de ósmosis a través de la etapa de neutralización.
Oxidación de ión ferroso a férrico seguida de neutralización.
Existen distintos métodos. Su aplicabilidad depende de la naturaleza de la solución a tratar y de la disponibilidad de nutrientes. Trabajan en rangos del pH comprendidos entre 6 y 8. En algunos casos con pH entre 3 y 4,5.
75
Mejor control y menores costes que
Tratamiento de ~~elación efluentes ferrosos convencional Y aguas ácidas Suplementaria al
Dependiendo de la técnica escogida pueden ser: Reducción de la acidez del medio aumentando su pH. Reducción de la concentración de
proceso de Neutralización Algunos de métodos empleados son: Circulación
los
de aguas ácidas a través de humedales artificiales shagnumo
con
typhas. ion ferroso. Adsorción metales. Eliminación compuestos nitrogenados.
Procesos de de bioadsorción o de
adsorción de de metales en turba.
Eliminación del cianuro empleado en la concentración del oro.
Barreras biológicas. Nitrificación desnitrificación bacteriana. Neutralización reducción bacteriana.
y
y
4
TRABAJOEXPERUWENTAL
76
En el presente capítulo se describe los experimentos de coagulación con el FeS04,
los cuales han sido llevado a cabo en un:
• Sistema de prueba de jarras
• Sistema de sedimentación
Previamente se detallan los procedimientos analíticos realizados para caracterizar el
efluente minero y determinar así los principales contaminantes que serán tratados,
presentándose los datos y resultados hallados. Los procedimientos incluyen un
objetivo y un diagrama de flujo que resume el proceso.

77
4.1 Caracterización del efluente de mina
Se ha realizado la detenninación de los parámetros fisico-químicos que exige el
decreto supremo 010-2010 para el efluente de la mina Santa Luisa Unidad de
Huanzalá, para ello se han empleado métodos de análisis normalizados los cuales se
describen en la siguiente tabla:
Tabla 4.1 Métodos utilizados para los análisis de caracterización
Parámetro Método de ensayo
pH SM 4500-H + B Edición 2lava. Afio 2005
Sólidos totales en suspensión SM 2540-D Edición 21ava. Afio 2005
Aceites y grasas SM 5520-B Edición 21ava. Afio 2005
Cianuro total SM 4500-CN Edición 2lava. Año 2005
Metales SM 3500-B Edición 21ava. Afio 2005
Conductividad SM 2510-B Edición 21ava Año 2005
Sólidos sedimentables SM 2540-F (a) Edición 21ava Año 2005
Turbidez SM 2130-B Edición 21ava Año 2005
DQO SM 5220-D Edición 2lava. Año 2005
A continuación se describe el procedimiento de cada método de análisis utilizado en
la caracterización del efluente.

78
4.1.1 Análisis del pH
Objetivo: Determinar el pH para medir la acidez del agua ya que el pH de las aguas
es determinado por la cantidad de ácidos y bases en ellas así como las sales que allí
se disuelven, el valor del pH influye tanto en las plantas como el metabolismo de los
peces. Cuando el pH disminuye a menos de 5,5, o se eleva a más de 9, son pocas las
posibilidades de vida.
El análisis de pH sigue el siguiente procedimiento:
pH~metro
Medir estándar de pH dentro 7,00 ± 0,05 ;
10,00 ± 0,05
Sí
No Calibrar
' En lOOmLde
muestra Medir pH
Anotar
~-------~
Figura 4.1 Diagrama de análisis del pH l20l
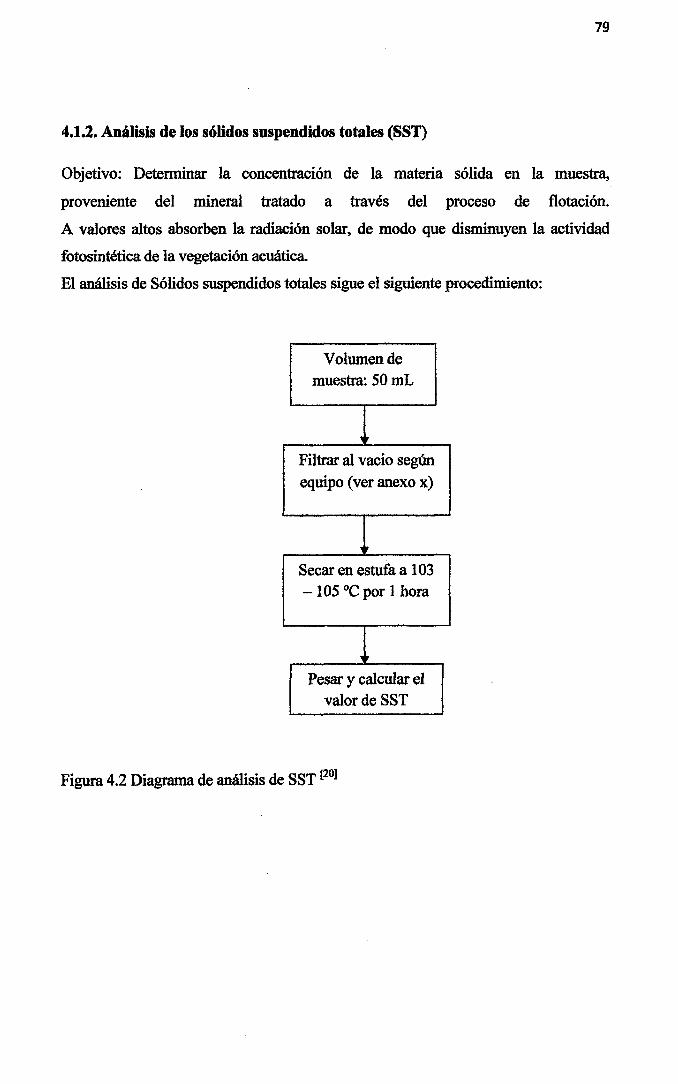
79
4.1.2. Análisis de los sólidos suspendidos totales (SST)
Objetivo: Detenninar la concentración de la materia sólida en la muestra,
proveniente del mineral tratado a través del proceso de flotación.
A valores altos absorben la radiación solar, de modo que disminuyen la actividad
fotosintética de la vegetación acuática
El análisis de Sólidos suspendidos totales sigue el siguiente procedimiento:
Volumen de muestra: 50 mL
,~
Filtrar al vacio según equipo (ver anexo x)
,, Secar en estufa a 103 -105 °C por 1 hora
~
Pesar y calcular el valor de SST
Figura 4.2 Diagrama de análisis de SST [20]

80
4.1.3 Análisis de aceites y grasas
Objetivo: Determinar la concentración de materia orgánica en la muestra, los valores
altos de estos componentes reducen la oxigenación a través de la interfase aire-agua,
disminuyendo el oxígeno disuelto y absorbiendo la radiación solar, afectando a la
actividad fotosintética.
El análisis de aceites y grasas sigue el siguiente procedimiento:
Volumen de muestra: 1 L J j_
1 Acidular a pH $ 2
1 j_
En pera de separación aíiadir 20 mL de hexano. Agitar
l 1 Dejar reposar. Separar la fase acuosa
• Hacer pasar la fase orgánica por uil
filtro con NaS04 anhidro, hacia un balón previamente pesado
• Repetir la operación 3 veces
l Llevar a bafío maria a
T=85°C
+ Llevar a la estufa 20 minutos
• Pesar y calcular el valor de los aceites y grasas
Figura 4.3 Diagrama de análisis de aceites y grasas llOJ

81
4.1.4 Análisis de cianuros totales
Objetivo: Detenninar la cantidad de cianuros libres y complejo (W AD y SAD) que
provienen de insumos que son utilizados en la extracción de minerales por
lixiviación, como cianuros totales, mediante el proceso de destilación y volumetrla.
El cianuro es una sustancia altamente toxica.
El análisis de cianuros totales sigue el siguiente procedimiento:
Volumen de muestra: 100 m.L, en el equipo de destilación
+ Agregar 1 g de polvo de
zinc. Mezclar por 5 minutos
~ Agregar 20 mL de HgCh
(240g/L) y 1 O mL de MgCh (68g/L). Mezclar por 3 minutos
¡ Agregar 15 mL de H3P04 85
%. Mezclar por 5 minutos
+ Calentar por 2 horas T:
¡ Trasladar hacia un matraz la
solución absorbedora (50 mL de NaOH 1M)
• Agregar 5 mL de Cd(N03)2 0,5 M
+ Filtrar la solución y titular
con AgN03 0,0102 M hasta color amarillo
Figura 4.4 Diagrama de análisis de cianuros totales [lOJ

82
4.1.5 Análisis de los metales totales
Objetivo: Determinar la cantidad de cationes metalicos que provienen de la
lixiviación de los minerales, que contaminan y afectan al medio acuático.
El análisis de Metales totales sigue el siguiente procedimiento:
Medir 45 mL de muestra homogenizada previamente en
un agitador magnético
! Trasvasar al vaso de
extracción, afiadir 4 mL HN03 ce y 1 mL HCl ce.
l Colocar el recipiente en el
sistema de microondas. Condiciones T=170°C;
t= 20 minutos
1 Llevar la solución digerida a fiola a fiola de 100 mL.
Añadir 1 O mL HCl ce.
¡ Realizar la lectura de los
metales totales por absorción atómica y anotar
Figura 4.5 Diagrama de análisis de metales totales l201

83
4.1.6 Análisis de metales disueltos
Objetivo: Determinar la cantidad de sales metálicas solubles, cuya presencia afecta
al medio acuático.
El análisis de Metales disueltos sigue el siguiente procedimiento:
Filtrar aproximadamente 100 mL de muestra en un equipo de vacio (filtro de 0,45 J.UD)
~ Medir 45 mL de muestra filtrada y horoogenizada
J Trasvasar al vaso de
extracción, afiadir 4 mL HN03 ce y 1 mLHClcc
l Colocar el recipiente en el
sistema de microondas. Condiciones T= 170°C ;
t= 20 minutos
l Llevar la solución digerida a fiola a fiola de 100 mL.
Afíadir 1 O mL HCl ce.
~ Realizar la lectura de los
metales totales por absorción atómica y anotar
Figura 4.6 Diagrama de análisis de metales disueltos [201

84
4.1.7 Análisis de la conductividad
Objetivo: Determinar la concentración aproximada de los iones presentes en el
efluente. Un gran contenido de sales deteriora el medio acuoso debido a la
disminución de la OD.
El análisis de Conductividad sigue el siguiente procedimiento:
Calibración de conductímetro con solución estándar de
conductividad 1413 J!Sicm y 12,88 mS/cm
En muestra de efluente (V= 100 mL ). Medir
conductividad y anotar
Figura 4.7 Diagrama de análisis de la conductividad [201
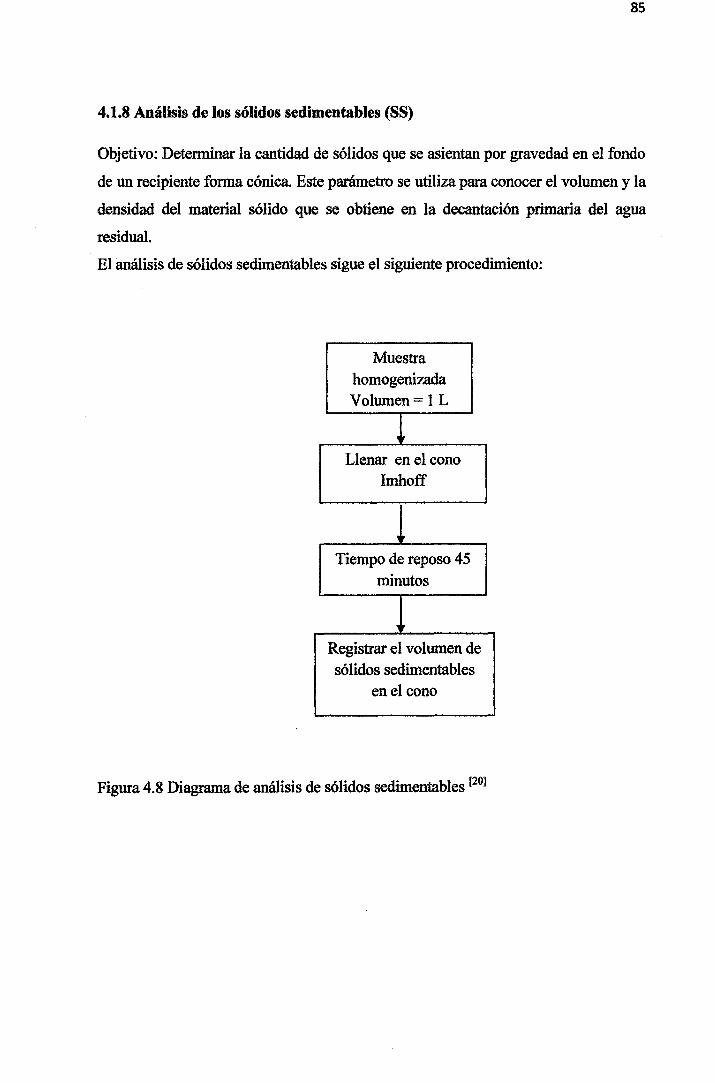
85
4.1.8 Análisis de los sólidos sedimentables (SS)
Objetivo: Determinar la cantidad de sólidos que se asientan por gravedad en el fondo
de un recipiente forma cónica. Este parámetro se utiliza para conocer el volumen y la
densidad del material sólido que se obtiene en la decantación primaria del agua
residual.
El análisis de sólidos sedimentables sigue el siguiente procedimiento:
Muestra homogenizada Volumen= 1 L
Llenar en el cono Imhoff
Tiempo de reposo 45 minutos
Registrar el volumen de sólidos sedimentables
en el cono
Figura 4.8 Diagrama de análisis de sólidos sedimentables [ZOJ

86
4.1.9 Anátisis de la turbidez
Objetivo: Detenninar la concentración de las partículas suspendidas que enturbian el
liquido. Estas partículas absorben calor de la luz del sol, elevan la temperatura del
agua y reducen así la concentración de oxígeno disuelto en la misma.
El análisis de Turbidez sigue el siguiente procedimiento:
Muestra homogenizada (Volumen = 50 mL)
Calibrar el turbidímetro con soluciones de
turbidez conocida 1000, 100, 1 O, 0.2 NTU
, Medir la turbidez de la muestra y anotar
Figura 4.9 Diagrama de análisis de la turbidez f20J
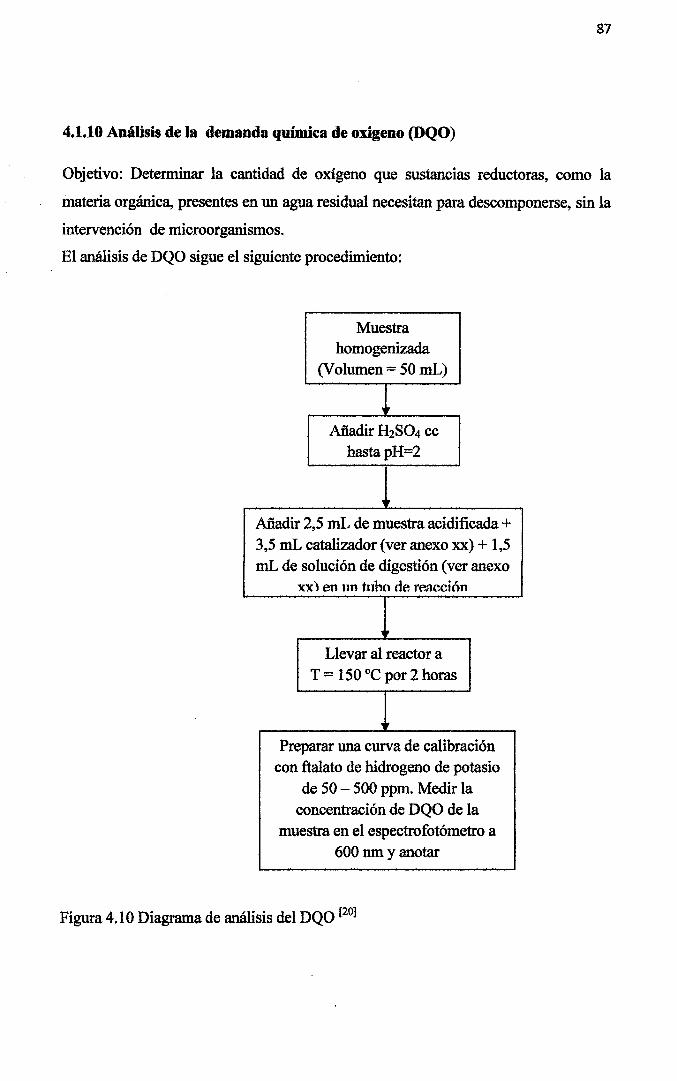
87
4.1.10 Análisis de la demanda químiea de oxigeno (DQO)
Objetivo: Determinar la cantidad de oxígeno que sustancias reductoras, como la
materia orgánica, presentes en un agua residual necesitan para descomponerse, sin la
intervención de microorganismos.
El análisis de DQO sigue el siguiente procedimiento:
Muestra homogenizada
(Volumen= 50 mL)
Añadir HzS04 ce hastapH=2
Añadir 2,5 mL de muestra acidificada+ 3,5 mL catalizador (ver anexo xx) + 1,5 mL de solución de digestión (ver anexo
xx) en un tuho de reacción
• Llevar al reactor a
T = 150 oc por 2 horas
, Preparar una curva de calibración
con ftalato de hidrogeno de potasio de 50 - 500 ppm. Medir la
concentración de DQO de la muestra en el espectrofotómetro a
600 nm y anotar
Figura 4.1 O Diagrama de análisis del DQO [ZOJ
88
4.2 Descripción de la prueba en jarras para el tratamiento por coagulación
4.2.1 Preparación de soluciones qufmicas
· Se prepara las siguientes soluciones de reactivos en las cantidades necesarias.
Reactivo químico Concentración
Sulfato de ferroso 5%
Hidróxido de sodio 20%
Acido sulfúrico lN
4.2.2 Procedimiento de la prueba de jarras
Las pruebas de jarras con coagulantes requieren un agitador de laboratorio de 6
plazas o aparato para la prueba así como también seis vasos de 600 mL (ver figura
4.11). El procedimiento para llevar a cabo la prueba es:
l. Colocar un vaso de 600 mililitros debajo de cada una de las paletas de agitación.
2. Colocar en cada vaso exactamente 400 mililitros medidos con una probeta
graduada, de una muestra de agua ácida de mina.
3. Anotar en la hoja de datos la cantidad de coagulante que se debe añadir a cada
vaso. Esta cantidad variará de vaso a vaso (Ver Tabla 4.3)
4. Con cada pipeta, añadir el coagulante en cantidades crecientes en vasos sucesivos.
5. Colocar las paletas de agitación dentro de los vasos, arrancar el agitador y operarlo
durante 1 mina 150 rpm con la adición de hidróxido de sodio para aumentar el pH de
la disolución de trabajo hasta lograr un pH =10.
6. Añadir el coagulante FeS04 al S% WN, agitar vigorosamente a 150 rpm durante 1
minuto.
7. Reducir la velocidad de agitación y permitir que la agitación continúe de acuerdo a
las condiciones de operación que se indica en la Tabla 4.3.
8. En las hojas de registro se deben anotar las dosis, tiempo y velocidad de mezclado,
pH y análisis del sobrenadante.
9. Después de permitir que el flóculo se asiente en el fondo durante 30 min., filtrar el
sobrenadante a través de un papel filtro.

10. Filtrar otros 100 a 150 mL de muestra.
11. Determinar la turbiedad, pH, metales totales y disueltos.
~- ' J
; ,' 1\
l
Figura 4.11 Equipo de prueba de jarras
Marca: PHIPPS & BIRD. Modelo: PB-900TM Programmable Jar Tester
Laboratorio de Befesa - Planta Chilca
89
90
4.3 Descripción del procedimiento para las pruebas de sedimentación
El procedimiento para llevar a cabo la determiilación de las curvas de sedimentación
es:
l. Una vez que transcurre el periodo de agitación, detener el agitador y anotar la
altura de la separación de fases sólida y líquida en el tiempo utilizando una escala
métrica graduada en centímetros y milímetros (ver figura 4.12)
2. Las mediciones se realizan durante 90 minutos totales hasta llegar a la etapa de
compresión, para esto se mide la interfase sólido-líquido desde el fondo del vaso. Se
anota las distancias cada 1 O minutos.
Figura 4.12 Mediciones para la construcción de la curva de sedimentación
Laboratorio de Befesa - Planta Chilca
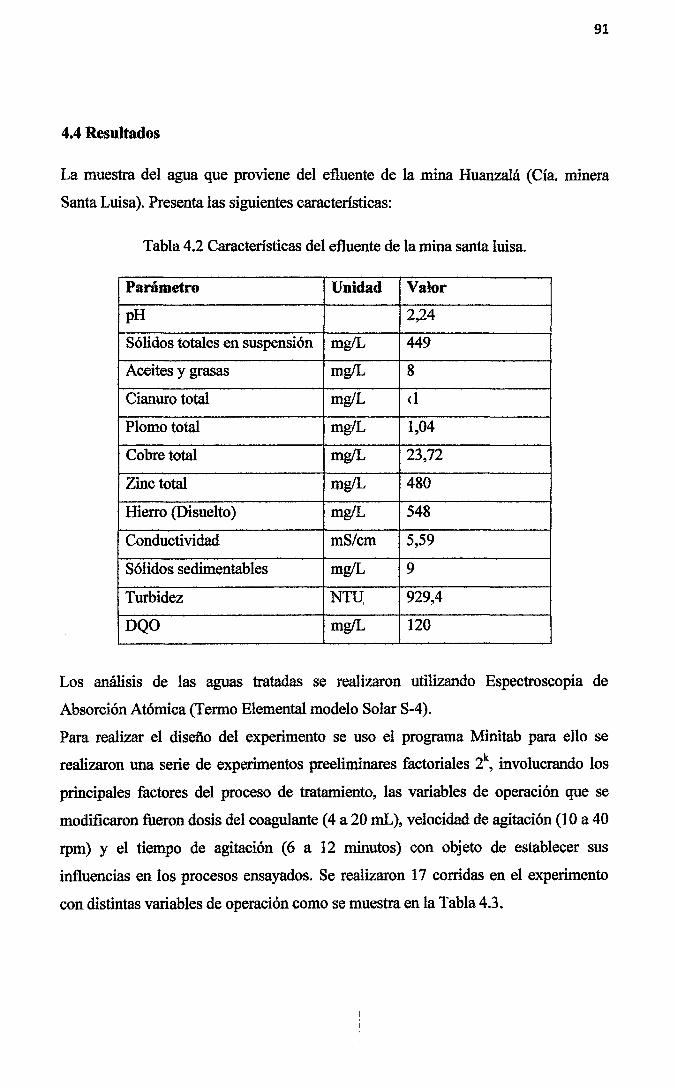
91
4.4 Resultados
La muestra del agua que proviene del efluente de la mina Huanzalá (Cía. minera
Santa Luisa). Presenta las siguientes características:
Tabla 4.2 Características del efluente de la mina santa Iuisa.
Parámetro Unidad Valor
pH 2,24
Sólidos totales en suspensión m giL 449
Aceites y grasas m giL 8
Cianuro total m giL <1
Plomo total m giL 1,04
Cobre total m giL 23,72
Zinc total m giL 480
Hierro (Disuelto) m giL 548
Conductividad mS/cm 5,59
Sólidos sedimentables m giL 9
Turbidez NTU 929,4
DQO m giL 120
Los análisis de las aguas tratadas se realizaron utilizando Espectroscopia de
Absorción Atómica (Termo Elemental modelo Solar S-4).
Para realizar el diseño del experimento se uso el programa Minitab para ello se
realizaron una serie de experimentos preeliminares factoriales 2k, involucrando los
principales factores del proceso de tratamiento, las variables de operación que se
modificaron fueron dosis del coagulante (4 a 20 mL), velocidad de agitación (10 a 40
rpm) y el tiempo de agitación (6 a 12 minutos) con objeto de establecer sus
influencias en los procesos ensayados. Se realizaron 17 corridas en el experimento
con distintas variables de operación como se muestra en la Tabla 4.3.
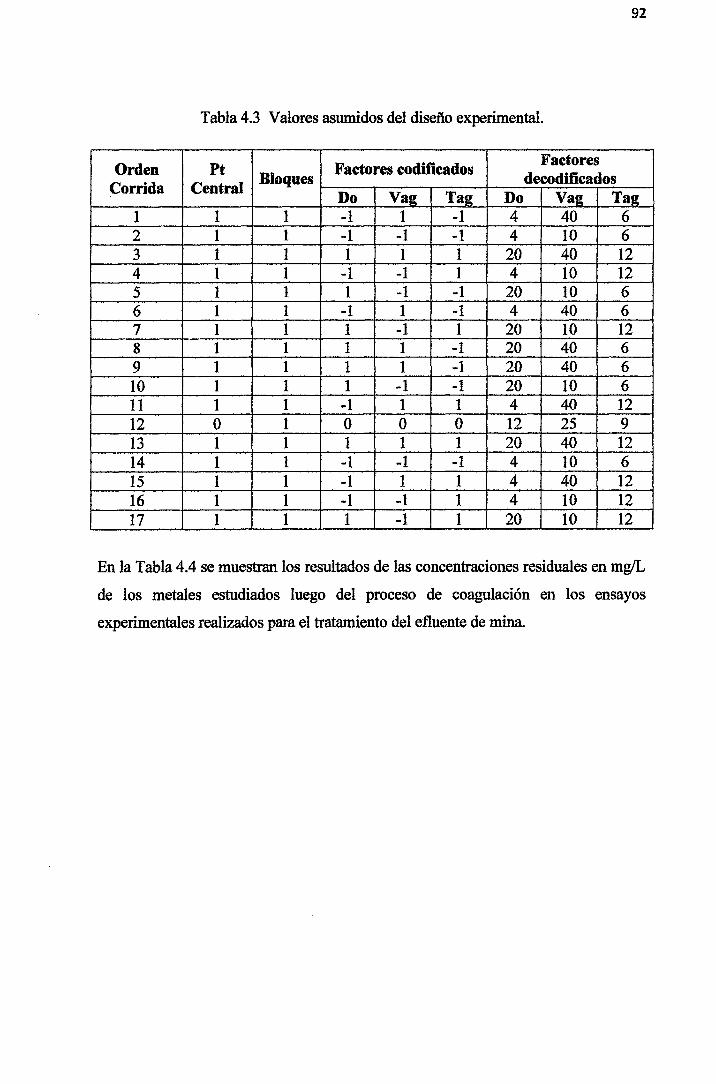
92
Tabla 4.3 Valores asumidos del diseño experimental.
Orden Pt Factores codificados Factores
Corrida Central Bloques decodificados
Do Va~ Ta~ Do Va~ Ta~ 1 1 1 -1 1 -1 4 40 6 2 1 1 -1 -1 -1 4 10 6 3 1 1 1 1 1 20 40 12 4 1 1 -1 -1 1 4 10 12 5 1 1 1 -1 -1 20 10 6 6 1 1 -1 1 -1 4 40 6 7 1 1 1 -1 1 20 10 12 8 1 1 1 1 -1 20 40 6 9 1 1 1 1 -1 20 40 6 10 1 1 1 -1 -1 20 10 6 11 1 1 -1 1 1 4 40 12 12 o 1 o o o 12 25 9 13 1 1 1 1 1 20 40 12 14 1 1 -1 -1 -1 4 10 6 15 1 1 -1 1 1 4 40 12 16 1 1 -1 -1 1 4 10 12 17 1 1 1 -1 1 20 10 12
En la Tabla 4.4 se muestran los resultados de las concentraciones residuales en mg/L
de los metales estudiados luego del proceso de coagulación en los ensayos
experimentales realizados para el tratamiento del efluente de mina.

93
Tabla 4.4 Resultados de las concentraciones residuales del agua tratada contra los
factores del proceso.
Factores Concentración residual del
Orden decodificado agua tratada (mgiL)
corrida Met. Do Vag Tag Pb Cu Zn Fe
Tot
1 4 40 6 0,001 0,016 13,6 2,4 16,017
2 4 10 6 0,003 0,031 0,5 0,1 0,634
3 20 40 12 0,002 0,013 1 0,1 1,115
4 4 10 12 0,002 0,017 1,7 1,1 2,819
5 20 10 6 0,002 0,201 2,7 1,5 4,403
6 4 40 6 0,002 0,018 16,6 6,8 23,42
7 20 10 12 0,002 0,224 31 14,9 46,126
8 20 40 6 0,001 0,118 5,1 4,3 9,519
9 20 40 6 0,001 0,112 8,4 4,8 13,313
10 20 10 6 0,003 0,188 1,9 1,2 3,291
11 4 40 12 0,002 0,003 39 18 57,005
12 12 25 9 0,001 0,014 1 0,1 1,115
13 20 40 12 0,002 0,015 4,4 1,1 5,517
14 4 10 6 0,003 0,032 1,1 0,5 1,635
15 4 40 12 0,002 0,003 33,8 15 48,805
16 4 10 12 0,002 0,02 1,2 1,1 2,322
17 20 10 12 0,003 0,243 27 22,4 49,646
Ahora se evalúa el proceso en la etapa de sedimentación, es decir en la separación
por gravedad de las fases solido-liquido, luego del proceso de coagulación por el
equipo de jarras.
Las curvas de sedimentación se determinaron utilizando una escala métrica graduada
en centímetros y milímetros (ver Figura 4.12), observando la altura de la separación
de fases sólida y líquida en el tiempo.
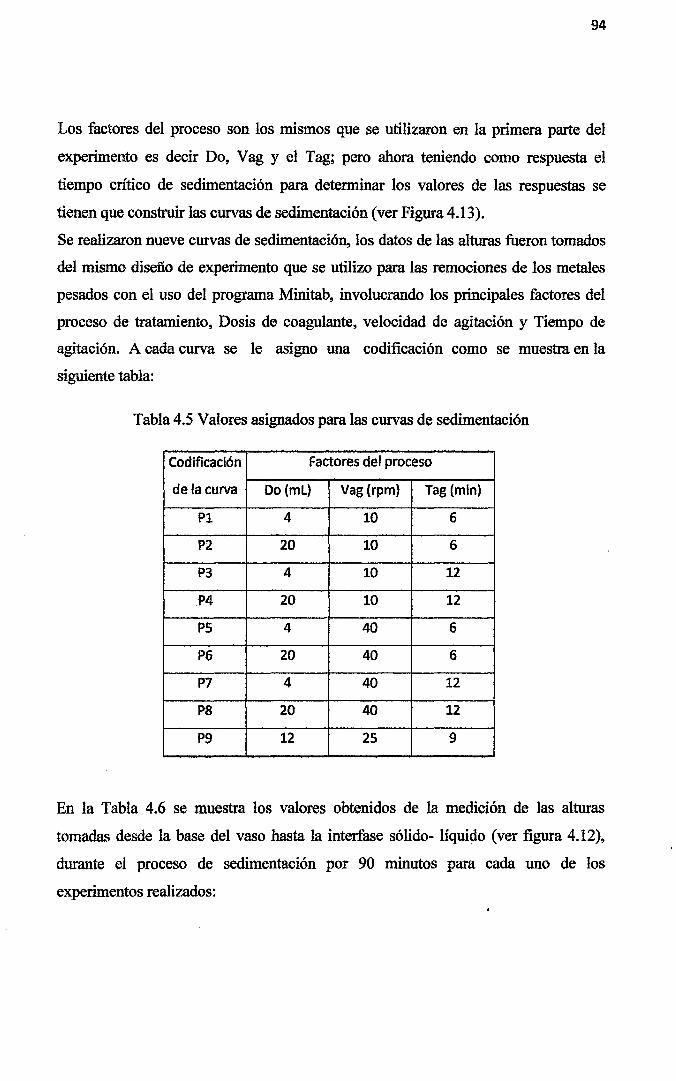
94
Los factores del proceso son los mismos que se utilizaron en la primera parte del
experimento es decir Do, Vag y el Tag; pero ahora teniendo como respuesta el
tiempo crítico de sedimentación para determinar los valores de las respuestas se
tienen que construir las curvas de sedimentación (ver Figura 4.13).
Se realizaron nueve curvas de sedimentación, los datos de las alturas fueron tomados
del mismo diseño de experimento que se utilizo para las remociones de los metales
pesados con el uso del programa Minitab, involucrando los principales factores del
proceso de tratamiento, Dosis de coagulante, velocidad de agitación y Tiempo de
agitación. A cada curva se le asigno una codificación como se muestra en la
siguiente tabla:
Tabla 4.5 Valores asignados para las curvas de sedimentación
Codificación Factores del proceso
de la curva Do (mL) Vag (rpm) Tag (min)
Pl 4 10 6
P2 20 10 6
P3 4 10 12
P4 20 10 12
PS 4 40 6
P6 20 40 6
P7 4 40 12
PB 20 40 12
pg 12 25 9
En la Tabla 4.6 se muestra los valores obtenidos de la medición de las alturas
tomadas desde la base del vaso hasta la interfase sólido- líquido (ver figura 4.12),
durante el proceso de sedimentación por 90 minutos para cada uno de los
experimentos realizados:
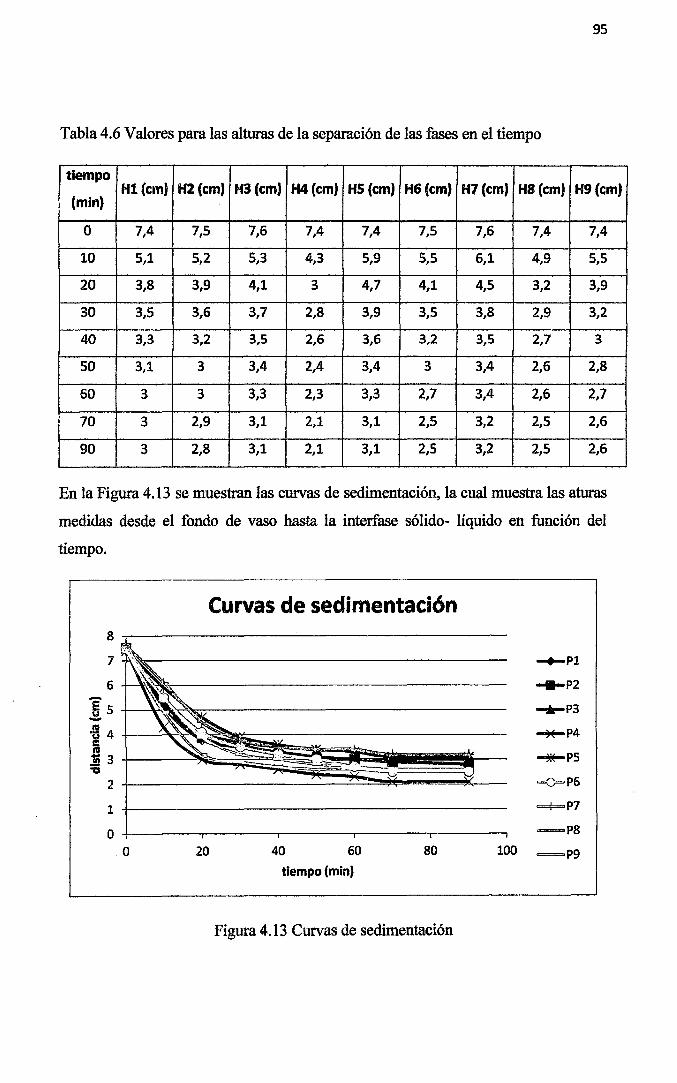
95
Tabla 4.6 Valores para las alturas de la separación de las fases en el tiempo
tiempo Hl(cm}
(min) HZ(cm) H3 (cm) H4(cm) HS (cm) H6(cm} H7(cm) H8 (cm) H9(cm)
o 7,4 7,5 7,6 7,4 7,4 7,5 7,6 7,4 7,4
10 5,1 5,2 5,3 4,3 5,9 5,5 6,1 4,9 5,5
20 3,8 3,9 4,1 3 4,7 4,1 4,5 3,2 3,9
30 3,5 3,6 3,7 2,8 3,9 3,5 3,8 2,9 3,2
40 3,3 3,2 3,5 2,6 3,6 3,2 3,5 2,7 3
so 3,1 3 3,4 2,4 3,4 3 3,4 2,6 2,8
60 3 3 3,3 2,3 3,3 2,7 3,4 2,6 2,7
70 3 2,9 3,1 2,1 3,1 2,5 3,2 2,5 2,6
90 3 2,8 3,1 2,1 3,1 2,5 3,2 2,5 2,6
En la Figura 4.13 se muestran las curvas de sedimentación, la cual muestra las aturas
medidas desde el fondo de vaso hasta la interfase sólido- líquido en función del
tiempo.
Curvas de sedimentación 8
7 -+-Pl
6 -P2
§s _._P3 -·~ 4 ~P4 e
~3 ~PS ., 2 =O=P6
1 =t=P7
o =PB
.O 20 40 60 80 100 =P9 tiempo {min)
Figura 4.13 Curvas de sedimentación
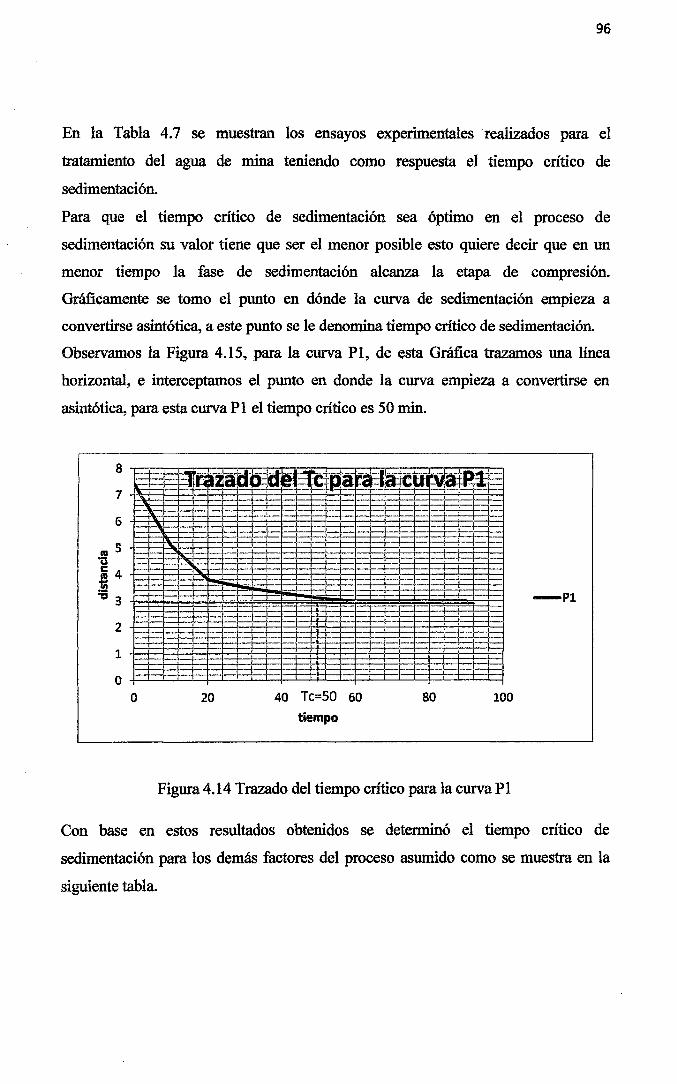
96
En la Tabla 4. 7 se muestran los ensayos experimentales realizados para el
tratamiento del agua de mina teniendo como respuesta el tiempo crítico de
sedimentación.
Para que el tiempo crítico de sedimentación sea óptimo en el proceso de
sedimentación su valor tiene que ser el menor posible esto quiere decir que en un
menor tiempo la fase de sedimentación alcanza la etapa de compresión.
Gráficamente se tomo el punto en dónde la curva de sedimentación empieza a
convertirse asintótic~ a este punto se le denomina tiempo crítico de sedimentación.
Observamos la Figura 4.15, para la curva Pl, de esta Gráfica trazamos una línea
horizontal, e interceptamos el punto en donde la curva empieza a convertirse en
asintóti~ para esta curva Pl el tiempo crítico es 50 min.
8
7
6
ca S ü ~ 4 ! "' 3
2
1
o
r--l-
~
o
- ¡-1-"1 --rz-a r- -·f• ' f--
1 --
r= -- --
20
tlo!d ~~fl a ~a:: la -
-
--
-¡-
,____
r-- - - :-- .
-!
+- 1
- -t- -- r-• 1
+- -40 Tc=SO 60
tiempo
'
1
-
!__ 1--
:-...-· e tE ~\i a11Ut= -+-
-1
' -
=e
-
80 100
Figura 4.14 Trazado del tiempo crítico para la curva Pl
-P1
Con base en estos resultados obtenidos se determinó el tiempo crítico de
sedimentación para los demás factores del proceso asumido como se muestra en la
siguiente tabla.
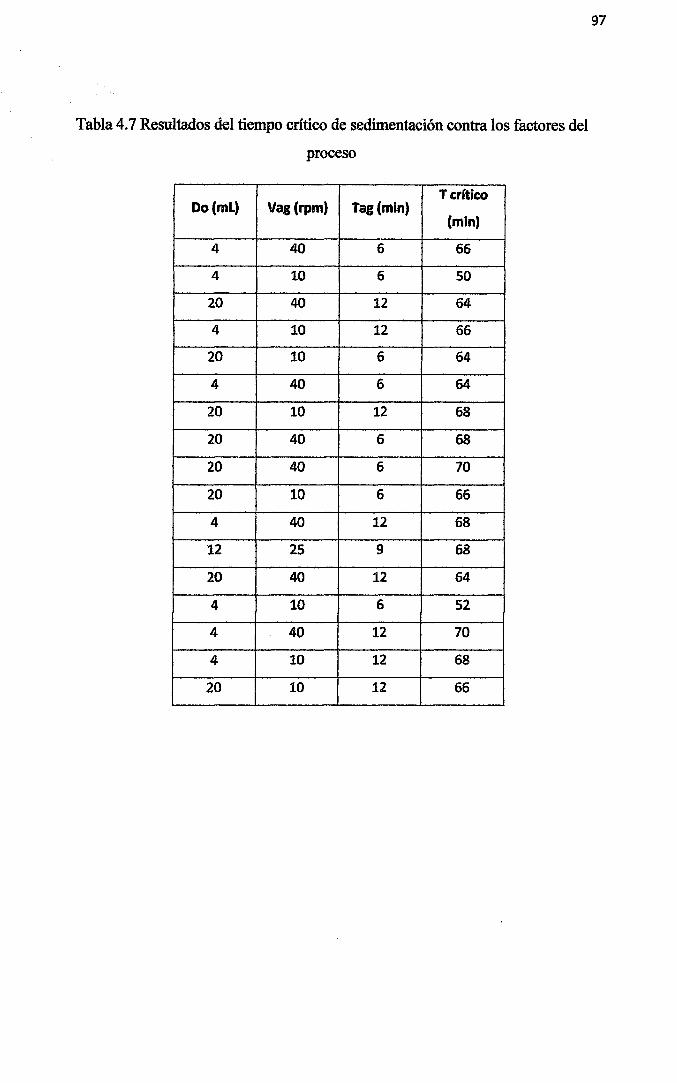
Tabla 4.7 Resultados del tiempo crítico de sedimentación contra los factores del
proceso
T c:rftico Do(ml) Vag(rpm) Tag(min)
(m in)
4 40 6 66
4 10 6 50
20 40 12 64
4 10 12 66
20 10 6 64
4 40 6 64
20 10 12 68
20 40 6 68
20 40 6 70
20 10 6 66
4 40 12 68
12 25 9 68
20 40 12 64
4 10 6 52
4 40 12 70
4 10 12 68
20 10 12 66
97

98
5
DISCUSIÓN DE RESULTADOS
En este capítulo se analiza el efecto de las variables del proceso de coagulación con
sulfato ferroso aplicándose la parte estadística mediante Diagramas de Pareto,
gráficas de probabilidades y efectos principales para identificar que variable es la de
mayor significancia en la remoción de los metales estudiados, también se realiza el
análisis para determinar el punto óptimo en el cual el proceso de coagulación tiene
mayor eficiencia en la remoción de los metales aplicando gráficas de interacciones,
cubos, contornos y superficies.
De los resultados obtenidos en la parte experimental de la caracterización del
efluente de la mina Cía. Santa Luisa unidad de Huanzalá (ver tabla 4.2), se observa
que el principal problema es la contaminación por metales pesados, por ello el
estudio se basa en encontrar las mejores condiciones empleando el diseño de
experimentos por proceso de coagulación empleando el sulfato ferroso para la
remoción de los contaminantes y así el efluente de la mina pueda cumplir con el DS
010-2010 MINAM (ver Tabla 5.1). Donde se observa los valores con los que
comienza el efluente y hasta que punto se tiene que realizar la remoción de los
metales para cumplir con los límites máximos permisibles.
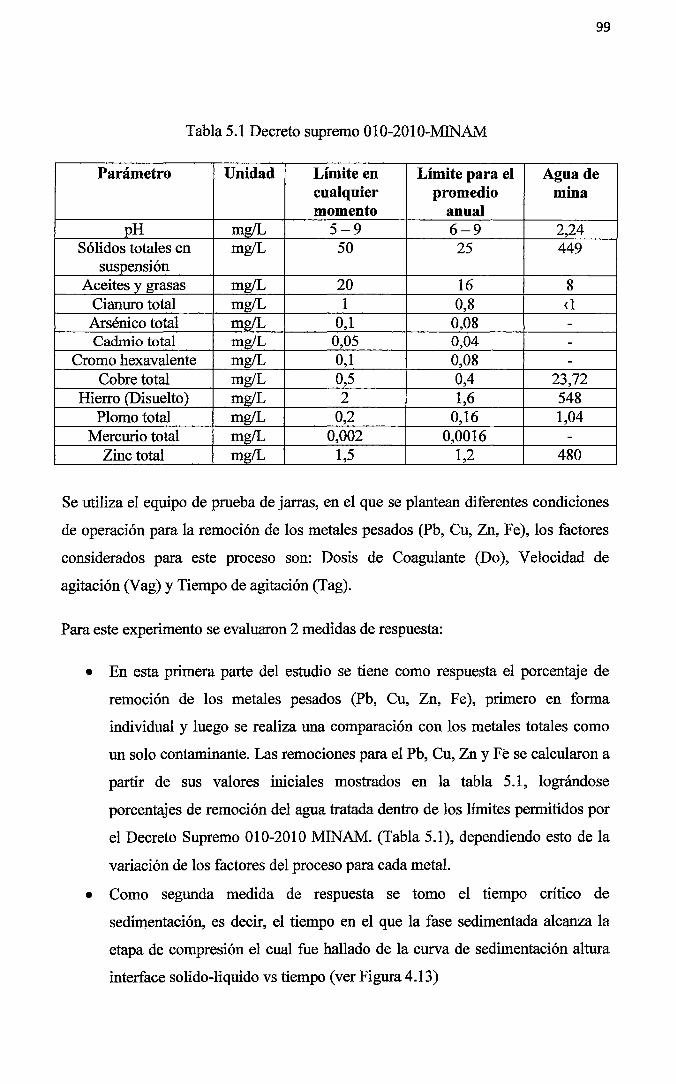
99
Tabla 5.1 Decreto supremo 010-2010-MINAM
Parámetro Unidad Límite en Límite para el Agua de cualquier promedio mina momento anual
pH m giL 5-9 6-9 2,24 Sólidos totales en m giL 50 25 449
suspensión Aceites y grasas m giL 20 16 8
Cianuro total m giL 1 0,8 <1 Arsénico total mg/L 0,1 0,08 -Cadmio total mg/L 0,05 0,04 -
Cromo hexavalente m giL 0,1 0,08 -Cobre total m giL 0,5 0,4 23,72
Hierro (Disuelto) mg/L 2 1,6 548 Plomo total m giL 0,2 0,16 1,04
Mercurio total mg/L 0,002 0,0016 -Zinc total m giL 1,5 1,2 480
Se utiliza el equipo de prueba de jarras, en el que se plantean diferentes condiciones
de operación para la remoción de los metales pesados (Pb, Cu, Zn, Fe), los factores
considerados para este proceso son: Dosis de Coagulante (Do), Velocidad de
agitación (Vag) y Tiempo de agitación (Tag).
Para este experimento se evaluaron 2 medidas de respuesta:
• En esta primera parte del estudio se tiene como respuesta el porcentaje de
remoción de los metales pesados (Pb, Cu, Zn, Fe), primero en forma
individual y luego se realiza una comparación con los metales totales como
un solo contaminante. Las remociones para el Pb, Cu, Zn y Fe se calcularon a
partir de sus valores iniciales mostrados en la tabla 5.1, lográndose
porcentajes de remoción del agua tratada dentro de los límites permitidos por
el Decreto Supremo 010-2010 MINAM. (Tabla 5.1), dependiendo esto de la
variación de los factores del proceso para cada metal.
• Como segunda medida de respuesta se tomo el tiempo crítico de
sedimentación, es decir, el tiempo en el que la fase sedimentada alcanza la
etapa de compresión el cual fue hallado de la curva de sedimentación altura
interface solido-liquido vs tiempo (ver Figura 4.13)

100
etapa de compresión el cual fue hallado de la curva de sedimentación altura
interface solido-liquido vs tiempo (ver Figura 4.13)
En la Tabla 5.2 se presentan los valores que toman las dos respuestas (remoción de
metales y tiempo crítico de sedimentación) para cada factor del proceso que ha sido
evaluado en el experimento.
Tabla 5.2 Evaluación de las respuestas del experimento frente a los factores del
proceso
Factores Tiempo critico
Orden decodificado Remoción de metales (%,) de
corrida sedimentación
Do Vag Tag Pb Cu Zn Fe Met. (mio) Tot
1 4 40 6 99,904 99,933 97,167 99,562 98,479 32 2 4 10 6 99,712 99,869 99,896 99,982 99,940 22 3 20 40 12 99,808 99,945 99,792 99,982 99,894 26 4 4 10 12 99,808 99,928 99,646 99,799 99,732 25 5 20 10 6 99,808 99,153 99,438 99,726 99,582 24 6 4 40 6 99,808 99,924 96,542 98,759 97,775 34 7 20 10 12 99,808 99,056 93,542 97,281 95,619 23 8 20 40 6 99,904 99,503 98,938 99,215 99,096 30 9 20 40 6 99,904 99,528 98,250 99,124 98,735 32 lO 20 10 6 99,712 99,207 99,604 99,781 99,687 25 11 4 40 12 99,808 99,987 91,875 96,715 94,585 34 12 12 25 9 99,904 99,941 99,792 99,982 99,894 31 13 20 40 12 99,808 99,937 99,083 99,799 99,476 28 14 4 10 6 99,712 99,865 99,646 99,909 99,845 20 15 4 40 12 99,808 99,987 92,958 97,263 95,364 32 16 4 10 12 99,808 99,916 99,750 99,799 99,779 23 17 20 10 12 99,712 98,976 94,375 95,912 95,284 24
Se realizan estudios de correlación del porcentaje de remoción contra los factores del
tratamiento (dosificación del coagulante, velocidad de agitación y tiempo de
agitación) encontrándose buena correlación entre los datos los cuales son
representados para cada metal estudiado de esta investigación. Para hallar esta
correlación se utilizo un ajuste factorial utilizando el programa Minitab, en el cual se
determina para cada metal cuales son las mejores condiciones experimentales, para
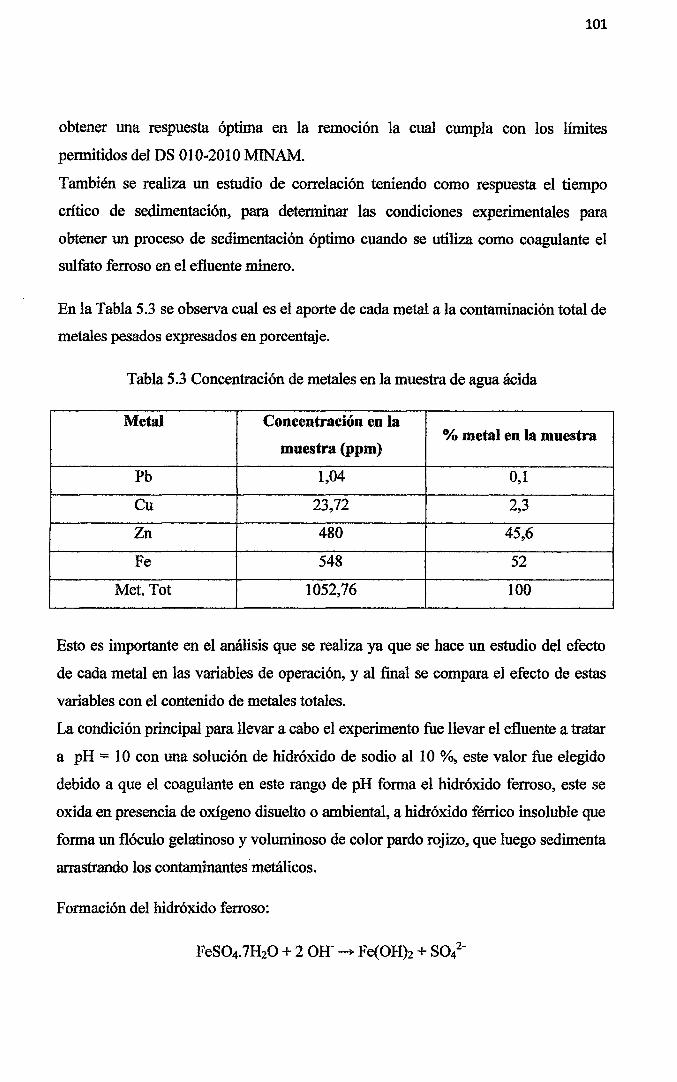
101
obtener una respuesta óptima en la remoción la cual cumpla con los límites
pennitidos del DS 010·2010 MINAM.
También se realiza un estudio de correlación teniendo como respuesta el tiempo
crítico de sedimentación, para determinar las condiciones experimentales para
obtener un proceso de sedimentación óptimo cuando se utiliza como coagulante el
sulfato ferroso en el efluente minero.
En la Tabla 5.3 se observa cual es el aporte de cada metal a la contaminación total de
metales pesados expresados en porcentaje.
Tabla 5.3 Concentración de metales en la muestra de agua ácida
Metal Concentración en la % metal en la muestra
muestra (ppm)
Pb 1,04 0,1
Cu 23,72 2,3
Zn 480 45,6
Fe 548 52
Met. Tot 1052,76 lOO
Esto es importante en el análisis que se realiza ya que se hace un estudio del efecto
de cada metal en las variables de operación, y al final se compara el efecto de estas
variables con el contenido de metales totales.
La condición principal para llevar a cabo el experimento fue llevar el efluente a tratar
a pH = 1 O con una solución de hidróxido de sodio al 1 O %~ este valor fue elegido
debido a que el coagulante en este rango de pH forma el hidróxido ferroso, este se
oxida en presencia de oxígeno disuelto o ambiental, a hidróxido férrico insoluble que
forma un flóculo gelatinoso y voluminoso de color pardo rojizo, que luego sedimenta
arrastrando los contaminantes· metálicos.
Formación del hidróxido ferroso:

102
Formación del hidróxido férrico:
Otra razón importante para trabajar en este rango de pH es que los contaminantes
metálicos del efluente de mina (Pb, Cu, Zn, Fe) forman hidróxidos insolubles los
cuales sedimentan con mayor facilidad en el proceso de coagulación.
Pb2+ + 20H" ~ Pb(OH)ú
Cu2+ + 20H-~ Cu(OH)ú
Zn2+ + 20H-~ Zn(OH)2i
Fe3+ + 30H-~ Fe(OH)3i
Kps Pb(Oflñ = 1,2 xl0-15
Kps Cu(OHh = 2,2 xlO "20
Kps Zn(OH)2 = 1,2 xi0-17
Kps Fe(OH)3 = 4,0 xi0-38
Teniendo en cuenta los valores de los Kps, el hidróxido férrico es el que precipita
primero, además de estar en mayor cantidad que los otros hidróxidos metálicos
presentes (ver Tabla 5.3).
En este caso como la dosis del coagulante excede el producto de solubilidad del
hidróxido metálico Fe(OH)3, se produce una precipitación rápida del hidróxido
gelatinoso que explica el fenómeno de remoción tanto de la turbidez como de los
metales contaminantes, en este caso, las partículas coloidales y los hidróxidos
metálicos que se encuentran en menor proporción son envueltas y físicamente
arrastradas por el precipitado de hierro. Como se muestra en la siguiente figura
Figura 5.1 Captura en un precipitado de hidróxido férrico
Los resultados de los estudios de correlación para cada metal estudiado se muestran
en el ítem 5.1.
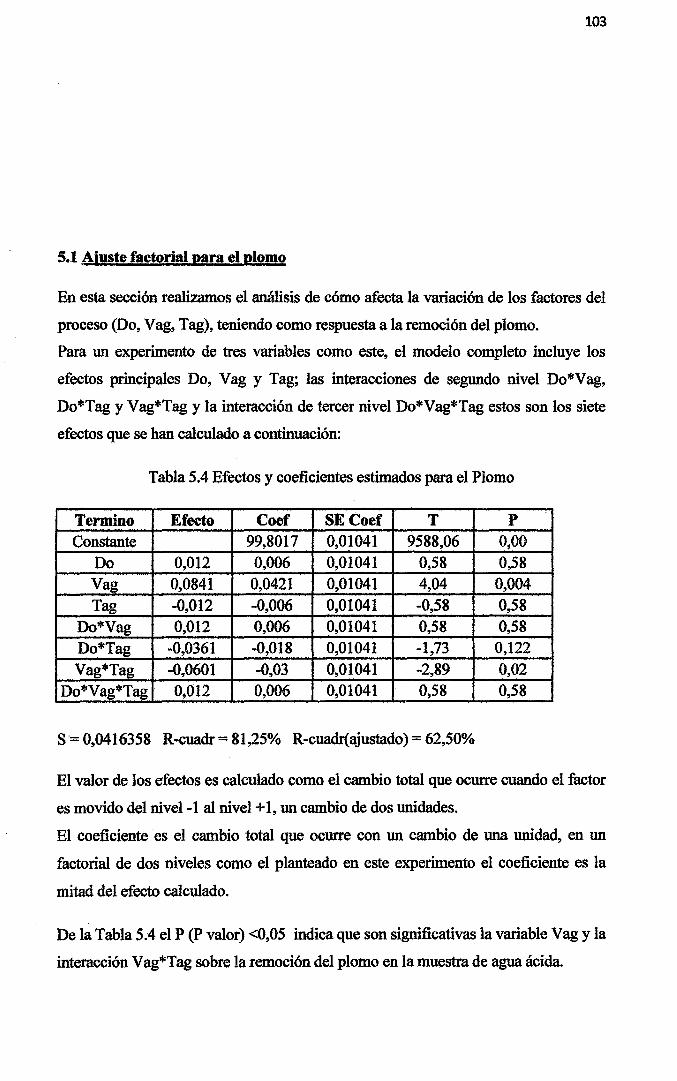
103
S.l Ajuste factorial para el plomo
En esta sección realizamos el análisis de cómo afecta la variación de los factores del
proceso (Do, Vag, Tag), teniendo como respuesta a la remoción del plomo.
Para un experimento de tres variables como este, el modelo completo incluye los
efectos principales Do, Vag y Tag; las interacciones de segundo nivel Do*Vag,
Do*Tag y Vag*Tag y la interacción de tercer nivel Do*Vag*Tag estos son los siete
efectos que se han calculado a continuación:
Tabla 5.4 Efectos y coeficientes estimados para el Plomo
Termino Efecto Coef SECoef T p
Constante 99,8017 0,01041 9588,06 0,00 Do 0,012 0,006 0,01041 0,58 0,58 Vag 0,0841 0,0421 0,01041 4,04 0,004 Tag -0,012 -0,006 0,01041 -0,58 0,58
Do*Vag 0,012 0,006 0,01041 0,58 0,58 Do*Tag -0,0361 -0,018 0,01041 -1,73 0,122 Vag*Tag -0,0601 -0,03 0,01041 -2,89 0,02
Do*Vag*Tag 0,012 0,006 0,01041 0,58 0,58
s·= 0,0416358 R-cuadr= 81,25% R-cuadr(ajustado) = 62,50%
El valor de los efectos es calculado como el cambio total que ocurre cuando el factor
es movido del nivel -1 al nivel + 1, un cambio de dos unidades.
El coeficiente es el cambio total que ocurre con un cambio de una unidad, en un
factorial de dos niveles como el planteado en este experimento el coeficiente es la
mitad del efecto calculado.
De la Tabla 5.4 el P (P valor) <0,05 indica que son significativas la variable Vag y la
interacción Vag*Tag sobre la remoción del plomo en la muestra de agua ácida
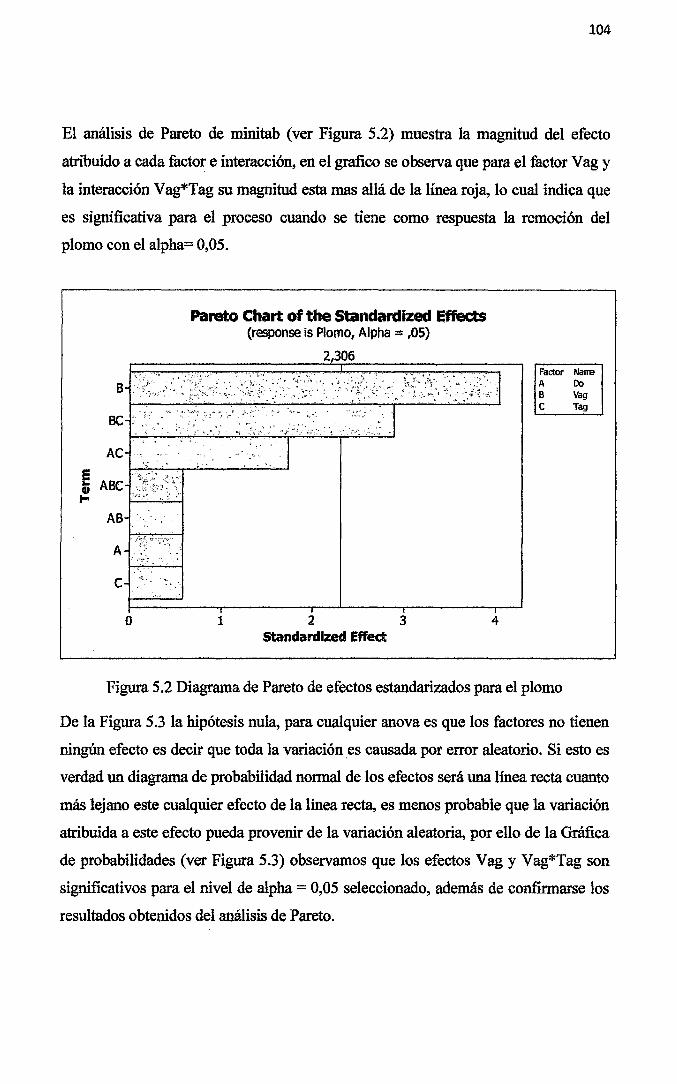
104
El análisis de Pareto de minitab (ver Figura 5.2) muestra la magnitud del efecto
atribuido a cada factor e interacción, en el grafico se observa que para el factor Vag y
la interacción Vag*Tag su magnitud esta mas allá de la línea roja, lo cual indica que
es significativa para el proceso cuando se tiene como respuesta la remoción del
plomo con el alpha= 0,05.
B
Pareto Chart of the Standardized Effects (response is Plomo, Alpha = ,05)
2,306
BC ~:--''"_-~ ·- .·.:·:?_.:-:·--,- >,':.~: ::_,"_ .. :·"·--"-- ... ~- .;
e .-, ____ ""--
o 1 2 3 Standardlzed Effect
Factor Narre A Do B Yag e Tag
4
Figura 5.2 Diagrama de Pareto de efectos estandarizados para el plomo
De la Figura 5.3 la hipótesis nula, para cualquier anova es que los factores no tienen
ningún efecto es decir que toda la variación es causada por error aleatorio. Si esto es
verdad un diagrama de probabilidad normal de los efectos será una línea recta cuanto
más lejano este cualquier efecto de la línea recta, es menos probable que la variación
atribuida a este efecto pueda provenir de la variación aleatoria, por ello de la Gráfica
de probabilidades (ver Figura 5.3) observamos que los efectos Vag y Vag*Tag son
significativos para el nivel de alpha = 0,05 seleccionado, además de confirmarse los
resultados obtenidos del análisis de Pareto.
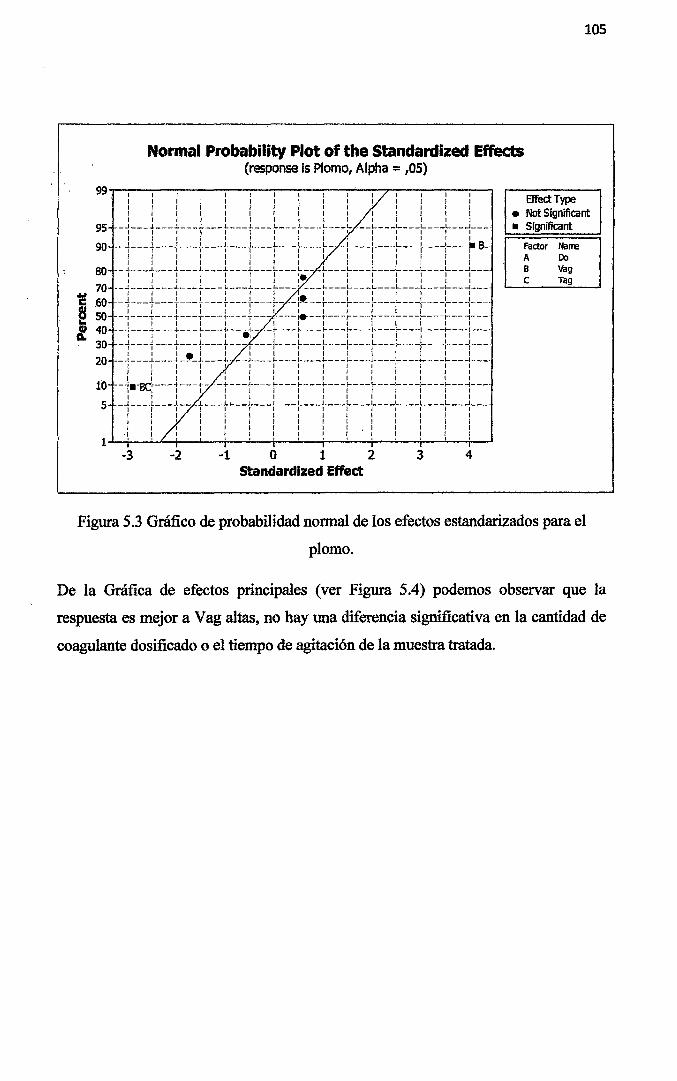
99.
95
90
80 70
t! 60
~ 50
l. 40 30
20
10
S
1
Normal Probability Plot of the Standardlzed Effects (response is Plomo, Alpha =,OS)
ElfectType
105
1 1 1 1 1
1 1 1 1 1 t 1 1 1 1 1 1 1 1 J • Not Significant __ J---~---~--~L---L--_L ___ L ___ L ___ L---L~--~---~---L---L--~---·
1 1 1 1 1 1 1 1 1 r 1 1 1 1 1 • Significant
1 1 1 1 1 1 1 1 1 ! 1 1 1 1 1
---f---+---+---+---+---+---t----t----t-- -~--+--+--+--+---11a- Factor Narre l 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
__ J---~---~---L---L--_L ___ L ___ L__ L---L---L---L---L---L--~---: : : : : [ : :• ~ : : ¡ : l 1
--~---~---~---~---~---~---~---' ---~---~---~---~---~---~--~---
A Do B Vag e Tag
[ : ¡ : : : ¡ :. : : : : : i : -¡---~---~---,---~---y---r- --r---r---~---r---r---r---r---,---·
l 1 1 1 1 1 j 1 1 1 ' 1 1 1 1 --¡----r---T---¡----1·---T--- ·---¡·--r---¡----,....---r----r----¡---¡---
1 1 1 1 1 1 ! 1 1 t 1 1 1 1 1 -4-- -+---+---+--- -!~- --+- - .... -- -!---- t- ---J- ---1----1--- -!---- -1------!- --.
1 1 1 1 1 e1 r 1 t 1 1 1 1 1 1 _J ___ J ___ J ___ L ___ L ___ . ___ L ___ L ___ L ___ L ___ L ___ L ___ L---L--~---1 1 1 1 1 1 1 1 1 1 1 r 1 1 1 1 1 1 • 1 1 1 1 1 1 1 1 1 1 1 1
---1.---..l.---+----1-----l.. --J----~---f.- ___ .¡.. ___ ~---l----l----1----1----1---· ¡ 1 1 1 1 1 1 1 1 l 1 1 1 1 1 1 1 1 1 j 1 1 1 1 1 1 1 ' 1 1 1 1 1 1 1 1 ' 1 1 1 1 1 1 1 1
--i·-oc~---t---1·- --t---t---¡---¡---¡---¡---¡----¡---¡---¡--"4---· 1 1 1 1 1 1 1 1 1 1 1 1 1 1
_J ___ ~ ___ J __ L---L~--~---L---L---L---L---L---L---L---L--~---· 1 1 1 ! 1 1 1 1 1 l J 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ' 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ' l 1 1 1 1 1 r 1 1 ' 1 1 1 1 ' 1 1 1 1 1 1 1 1 1 ' 1 1 ' 1 1
-3 -2 ~1 o 1 2 3 4 Standardized Effect
Figura 5.3 Gráfico de probabilidad nonnal de los efectos estandarizados para el
plomo.
De la Gráfica de efectos principales (ver Figura 5.4) podemos observar que la
respuesta es mejor a Vag altas, no hay una diferencia significativa en la cantidad de
coagulante dosificado o el tiempo de agitación de la muestra tratada.
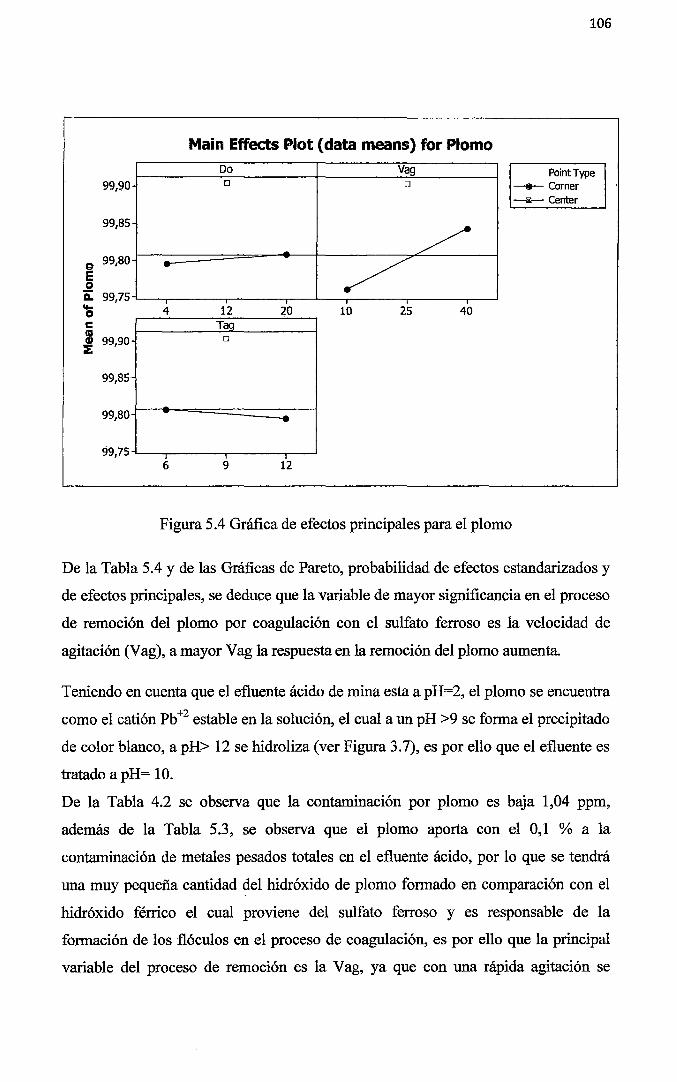
99,90
99,85
o 99,80 E o ii: 99,75 111-o e 10 Q1 99,90 :E
99,85
99,80
99,75
Main Effects Plot (data means) for Plomo
Do Vag o D
/ ... / 4 12 20 10 25 40
Tag D
6 9 12
Figura 5.4 Gráfica de efectos principales para el plomo
106
PointType -.- Corner
- Center
De la Tabla 5.4 y de las Gráficas de Pareto, probabilidad de efectos estandarizados y
de efectos principales, se deduce que la variable de mayor significancia en el proceso
de remoción del plomo por coagulación con el sulfato ferroso es la velocidad de
agitación 01 ag), a mayor Vag la respuesta en la remoción del plomo aumenta.
Teniendo en cuenta que el efluente ácido de mina esta a pH=2, el plomo se encuentra
como el catión Pb +Z estable en la solución, el cual a un pH >9 se forma el precipitado
de color blanco, a pH> 12 se hidroliza (ver Figura 3.7), es por ello que el efluente es
tratado a pH= 1 O.
De la Tabla 4.2 se observa que la contaminación por plomo es baja 1,04 ppm,
además de la Tabla 5.3, se observa que el plomo aporta con el 0,1 % a la
contaminación de metales pesados totales en el efluente ácido, por lo que se tendrá
una muy pequeña cantidad del hidróxido de plomo formado en comparación con el
hidróxido férrico el cual proviene del sulfato ferroso y es responsable de la
formación de los flóculos en el proceso de coagulación, es por ello que la principal
variable del proceso de remoción es la Vag, ya que con una rápida agitación se
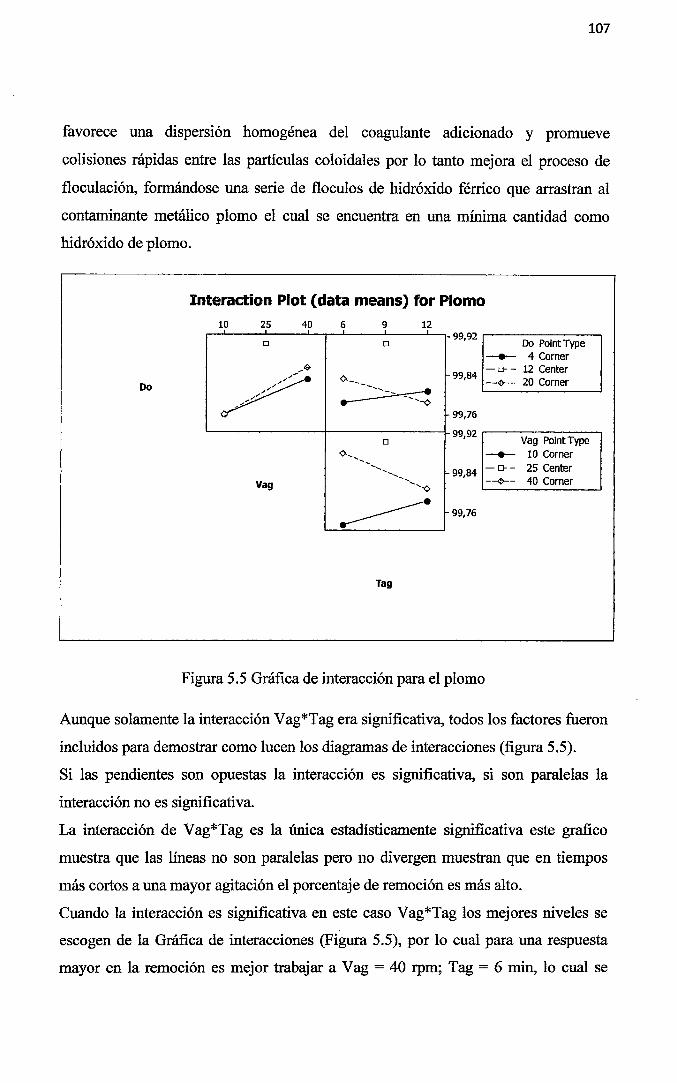
107
favorece una dispersión homogénea del coagulante adicionado y promueve
colisiones rápidas entre las partículas coloidales por lo tanto mejora el proceso de
floculación, formándose una serie de floculos de hidróxido férrico que arrastran al
contaminante metálico plomo el cual se encuentra en una mínima cantidad como
hidróxido de plomo.
Do
Interaction Plot (data means) for Plomo 10 25 40
¡;¡
~~
/ /
/ /
Vag
6 9 12
o
<>---
~ ---<>
o <>--_
------------o
.-----------Tag
99,92.-----------. Do Point Type
--e- 4 Corner - o- - 12 Center
99'84 --~- 20 Corner
99,76
99,92 r--------, Vag Point Type
--e- 10 Corner
99,84 - o- - 25 Center --4>--- 40 Corner
99,76
Figura 5.5 Gráfica de interacción para el plomo
Aunque solamente la interacción Vag*Tag era significativa, todos los factores fueron
incluidos para demostrar como lucen los diagramas de interacciones (figura 5.5).
Si las pendientes son opuestas la interacción es significativa, si son paralelas la
interacción no es significativa.
La interacción de Vag*Tag es la única estadísticamente significativa este grafico
muestra que las líneas no son paralelas pero no divergen muestran que en tiempos
más cortos a una mayor agitación el porcentaje de remoción es más alto.
Cuando la interacción es significativa en este caso Vag*Tag los mejores niveles se
escogen de la Gráfica de interacciones (Figura 5.5), por lo cual para una respuesta
mayor en la remoción es mejor trabajar a Vag = 40 rpm; Tag = 6 min, lo cual se
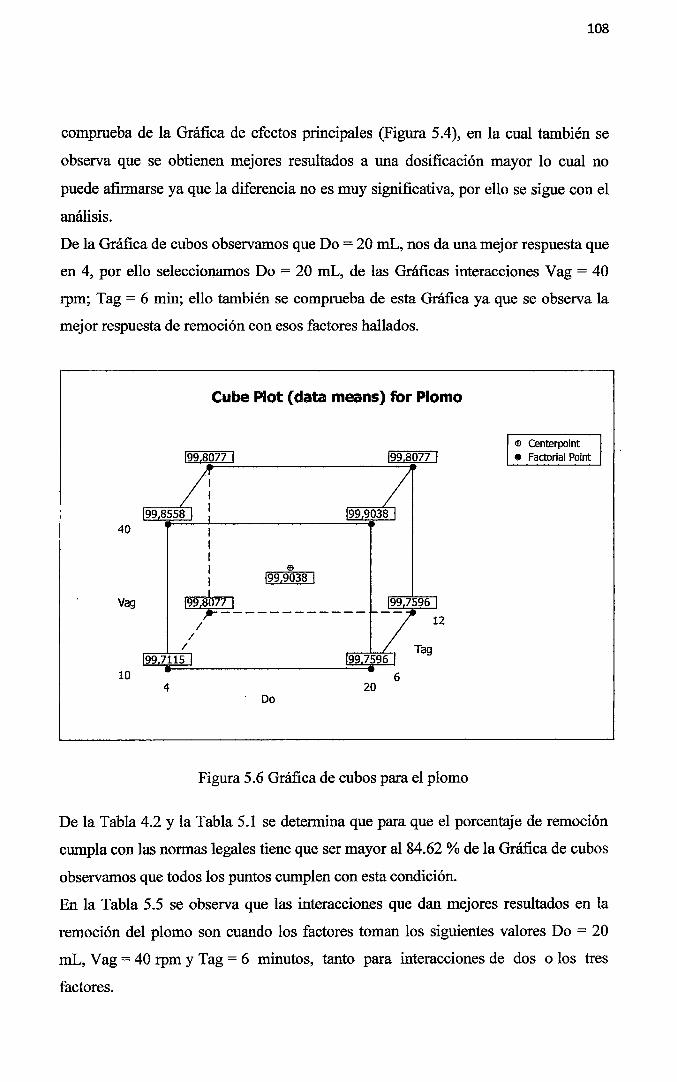
108
comprueba de la Gráfica de efectos principales (Figura 5.4), en la cual también se
observa que se obtienen mejores resultados a una dosificación mayor lo cual no
puede afirmarse ya que la diferencia no es muy significativa, por ello se sigue con el
análisis.
De la Gráfica de cubos observamos que Do = 20 m.L, nos da una mejor respuesta que
en 4, por ello seleccionamos Do = 20 mL, de las Gráficas interacciones Vag = 40
rpm; Tag = 6 min; ello también se comprueba de esta Gráfica ya que se observa la
mejor respuesta de remoción con esos factores hallados.
Cube Plot (data means) for Plomo
e Cent.erpoint • Factnrial Point
40
E!l
199,9038 1
Vag
Tag
10 4 20
Do
Figura 5.6 Gráfica de cubos para el plomo
De la Tabla 4.2 y la Tabla 5.1 se determina que para que el porcentaje de remoción
cumpla con las normas legales tiene que ser mayor al 84.62 % de la Gráfica de cubos
observamos que todos los puntos cumplen con esta condición.
En la Tabla 5.5 se observa que las interacciones que dan mejores resultados en la
remoción del plomo son cuando los factores toman los siguientes valores Do = 20
mL, Vag = 40 rpm y Tag = 6 minutos, tanto para interacciones de dos o los tres
factores.
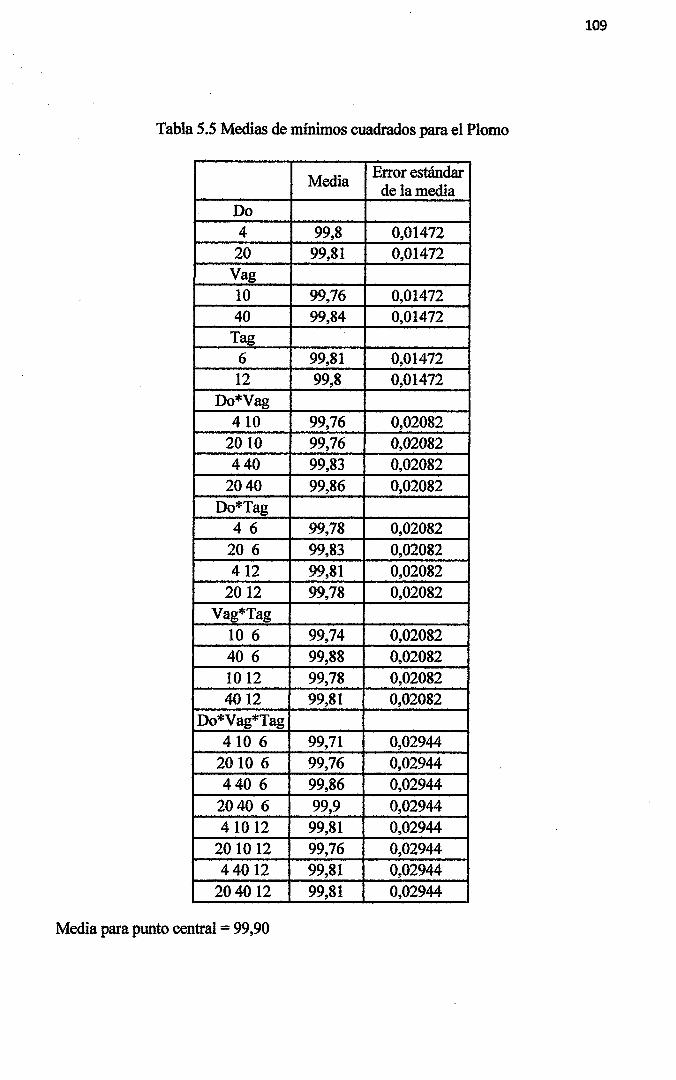
109
Tabla 5.5 Medias de mínimos cuadrados para el Plomo
Media Error estándar
de la media Do 4 99,8 0,01472 20 99,81 0,01472
Vag 10 99,76 0,01472 40 99,84 0,01472
Tag 6 99,81 0,01472 12 99,8 0,01472
Do*Vag 410 99,76 0,02082
2010 99,76 0,02082 440 99,83 0,02082
2040 99,86 0,02082 Do*Tag
4 6 99,78 0,02082 20 6 99,83 0,02082 412 99,81 0,02082
2012 99,78 0,02082 Vag*Tag
10 6 99,74 0,02082 40 6 99,88 0,02082 10 12 99,78 0,02082 4012 99,81 0,02082
Do*Vag*Tag 410 6 99,71 0,02944
2010 6 99,76 0,02944 440 6 99,86 0,02944
2040 6 99,9 0,02944 41012 99,81 0,02944
2010 12 99,76 0,02944 44012 99,81 0,02944
20 40 12 99,81 0,02944
Media para punto central = 99,90

110
De la primera Gráfica de contornos para la interacción Vag*Do se puede observar
que cuando van aumentando los valores de la Vag y Do, la respuesta es mayor. De la
Gráfica para la interacción Tag*Do no puede decirse con precisión como varia la
respuesta en función de estos factores ya que el cambio no es muy significativo. En
la Gráfica de contornos para la interacción Tag*Vag, se observa que cuando el
tiempo es menor a una Vag mayor la respuesta es la mejor, por lo tanto para obtener
una r~oción optima en el proceso se tiene que trabajar con los valores más altos de
Vag y Do en el menor Tag propuesto en el experimento.
Contour Plots of Plomo
40 12,0
10,5 30
9,0
20 7,5
10 6,0 5 10 15 20 S 10 15 20
12,0
10,5
9,0
7,5
Figura 5. 7 Gráfica de contornos para el plomo
Plomo ~ < 99,75 • 99,75 - 99,80 • 99,80 - 99,85 • 99,85 - 99,90 • > 99,90
HotdValues Do 4 Vag 10 Tag 6
De la Gráfica de superficies (Figura 5.8) se pueden obtener las mismas conclusiones
que de las Gráficas de contorno que la respuesta optima de remoción se obtiene a
Vag = 40 rpm, Do= 20 mL y Tag = 6 minutos, lo cual concuerda con el análisis
realizado de las Gráficas de efecto, interacciones y de cubos.

99,90
Plomo 99,8580 99,
99,75
99,85
Plomo99,80
99,75
99,70 15""~--,-1..-
Surface Plots of Plomo
99,81
Plomo 99•78
99,75
99,72
Figura 5.8 Gráfica de superficies para el plomo
111
HoldValues Do 4 Vag 10 Tag 6
Del análisis realizado para el plomo puede observarse que el proceso de coagulación
con el sulfato ferroso es efectivo ya que indistintamente de los valores que tomen las
variables del proceso, la respuesta de remoción cumple con el DS 010-2010
MINAM, siendo la variable que afecta más al proceso la V ag.

112
5.2 Aiuste factorial para el ~obre
En esta sección realizamos el análisis de cómo afecta la variación de los factores del
proceso (Do, Vag, Tag), teniendo como respuesta solo a la remoción del cobre.
Para un experimento de tres variables como este, el modelo completo incluye los
efectos principales Do, Vag y Tag; las interacciones de segundo nivel Do*Vag,
Do*Tag y Vag*Tag y la interacción de tercer nivel Do*Vag*Tag estos son los siete
efectos que se han calculado a continuación:
Tabla 5.6 Efectos y coeficientes estimados para el Cobre
Termino Efecto Coef SECoef T p
Constante 99,6696 0,006368 15652,76 0,00 Do -0,5133 -0,2566 0,006368 -40,3 0,00 Vag 0,3468 0,1734 0,006368 27,23 0,00 Tag 0,0938 0,0469 0,006368 7,37 0,00
Do*Vag 0,2835 0,1418 0,006368 22,26 0,00 Do*Tag 0,0369 0,0184 0,006368 2,9 0,02 Vag*Tag 0,1486 0,0743 0,006368 11,67 0,00
Do*Vag*Tag 0,1465 0,0733 0,006368 11,5 0,00
S= 0,0254702 R-Sq = 99,76% R-Sq(adj) = 99,52%
El valor de los efectos es calculado como el cambio total que ocurre cuando el factor
es movido del nivel -1 al nivel + 1, un cambio de dos unidades.
El coeficiente es el cambio total que ocurre con un cambio de una unidad, en un
factorial de dos niveles como el planteado en este experimento el coeficiente es la
mitad del efecto calculado.
De la Tabla 5.6 el P (P valor) <0,05 indica que todas las variables e interacciones
son significativas sobre la respuesta remoción del cobre en la muestra de agua ácida
El análisis de Pareto de minitab (ver Figura 5.9) se muestra la magnitud del efecto
atribuido a cada factor e interacción, en el grafico se observa que la mayoría de los
factores e interacciones están por encima de la línea roja como el factor Do, Vag; las
interacciones Do*Vag, Vag*Tag y Do*Vag*Tag, lo cual indica que todas ellas son
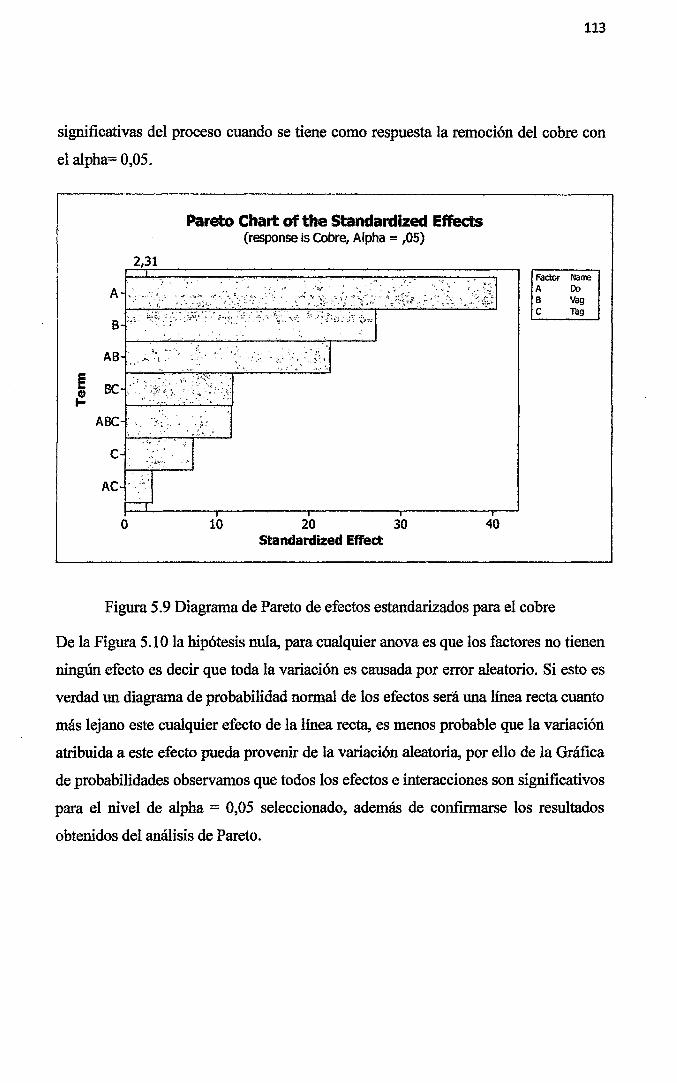
113
significativas del proceso cuando se tiene como respuesta la remoción del cobre con
el alpha= 0,05.
ABC '· '::
e
AC
o
Pareto Chart of the Standardized Effects (response is Cobre, Alpha = ,OS)
10 20 30 Standardized Effect
Factor Narre A 1))
B Vag e Thg
40
Figura 5.9 Diagrama de Pareto de efectos estandarizados para el cobre
De la Figura 5.1 O la hipótesis nula, para cualquier ano va es que los factores no tienen
ningún efecto es decir que toda la variación es causada por error aleatorio. Si esto es
verdad un diagrama de probabilidad normal de los efectos será una línea recta cuanto
más lejano este cualquier efecto de la línea recta, es menos probable que la variación
atribuida a este efecto pueda provenir de la variación aleatoria, por ello de la Gráfica
de probabilidades observamos que todos los efectos e interacciones son significativos
para el nivel de alpha = 0,05 seleccionado, además de confirmarse los resultados
obtenidos del análisis de Pareto.
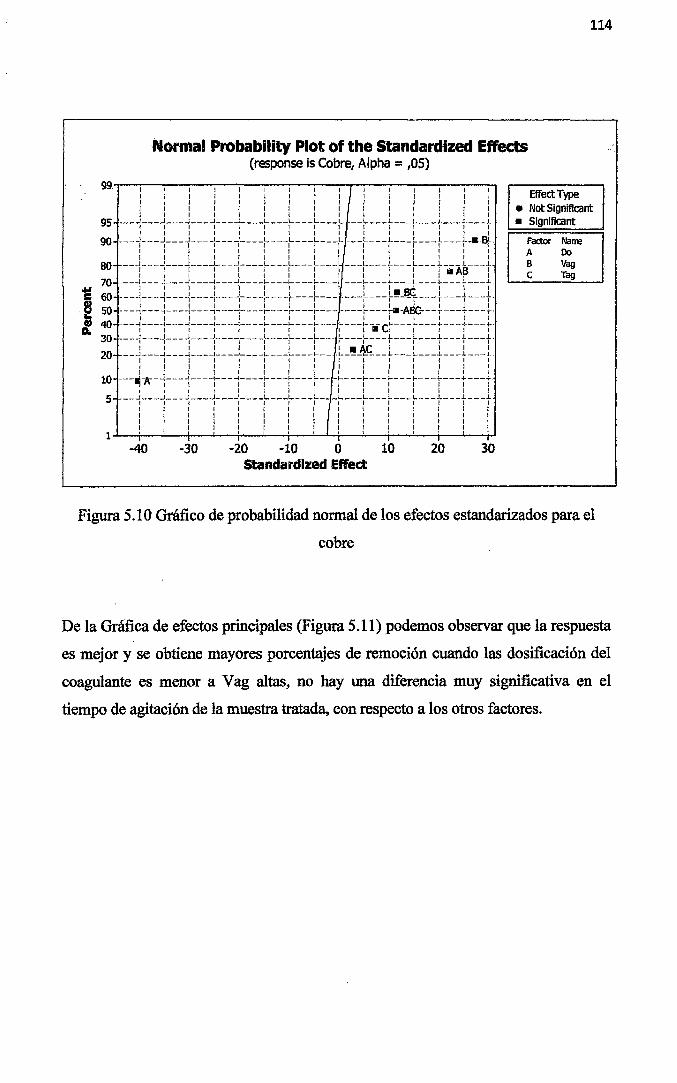
Normal Probability Plot of the Standardized Effects (response is Cobre, Alpha = ,05)
99~~~--~--~--~~~~--~--~--~------------------~ 1
114
EffectType 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
• Not Significant
9s --~---~---~---~---~----~---~---~---~ ---~---r---r---t---t---t-, 1 1 1 1 1 1 1 1 1 1 1 1 1 1
90 ---+--+--+--+--+--+--+--+--+ --+---1----f----t---t--B¡--1 1 1 1 1 1 l 1 1 1 1 1 1 1 1
so __ j ___ j ___ j ___ j ____ :_ ___ l_ ___ l_ ___ L ___ ~ ___ L ___ L_ __ L ___ L_ __ i_ __ L l l l l i i i i l l l ¡ ¡lilA~ i
70 --~---~---~---~---~----~---~---~---1 ---~---~---~---~---L---L.
t! 60 --~---~---~---~---~----!----~---~---~----~---~~-~---+---+---+· § 50 ---~---~-----~----1-----i----l-----l-----~--- ----~---~•-ABc---i----\----+-cu 1 1 1 1 1 1 1 1 1 1 1 1 1 1 A. 403o --4----:---4----:---¡----:----:----¡--- ~---:--.-c~---¡---¡---¡---¡-
----{----{---i----:----1----~---:----r--- ~---r---t----r---+---+---+· 20 __ J ___ J ___ J ____ :_ __ j ____ L_ ___ L_ ___ l_ __ U~A~ __ L ___ L_ __ L __ l ___ l_
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 t 1 r 1 1 r 1 1 1 1 1 1 1 1 1 J 1 1 1 1 1 1 1 1 1 1 1 1 1
10 --~-Pr--¡---¡---¡----:----:----:----:----¡---:----¡---¡---t---¡---¡-1 1 1 1 1 l ¡ 1 1 1 1 1 1 J 1
S --~---~---~---~---~----~---~---~---~---~---t---t---t---t---t· : ¡ 1 1 1 1 1 1 1 1 1 1 1 l 1
1 i 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 [ 1 1 l 1 1 1 1 1
1~_,~~~--~~~~!--~Jr-~1---rJ --~J~-rJ--~J---+J--~!---+! ___ :~-;J! -40 -30 -20 -10 o 10 20 30
Standardlzed Effect
• Slgnlficant
Factor Narre A Do B Vag e Tag
Figura 5.10 Gráfico de probabilidad normal de los efectos estandarizados para el
cobre
De la Gráfica de efectos principales (Figura 5.11) podemos observar que la respuesta
es mejor y se obtiene mayores porcentajes de remoción cuando las dosificación del
coagulante es menor a · Vag altas, no hay una diferencia muy significativa en el
tiempo de agitación de la muestra tratada, con respecto a los otros factores.

115
Main Effects Plot (data means) for Cobre
Do Vag PointType 100,0 ......--Comer []
--EJ-- Center
99,8
99,6
~ o 99,4 u 'a 4 12 20 10 25 40 e: 1i ca 100,0 CD 2 o
99,8
99,6
99,4 6 9 12
Figura 5.11 Gráfica de efectos principales para el cobre
De la Tabla 5.6 observamos que todas las variables son significativas por igual, pero
cuando analizamos las Gráficas de Pareto, probabilidad de efectos estandarizados y
efectos principales se observa que las variables de mayor significancia son la
dosificación (Do) y la velocidad de agitación (V ag), a menor Do y mayor V ag la
respuesta en la remoción del cobre es mejor.
Teniendo en cuenta que el efluente ácido de mina esta a pH=2, por lo que el cobre se
encuentra como el catión Cu +l estable en la solución ácida, el cual a un pH > 5,5 se
forma el precipitado Cu(OH)2, el cual se disuelve en medios muy básicos pH> 12
formándose la especie soluble Cual· (ver Figura 3.8), es por ello que el efluente es
tratado a pH= 1 O.
De la Tabla 4.2 se observa que la contaminación por cobre es baja 23,72 ppm en
comparación por los metales totales, además de la Tabla 5.3, se observa que el cobre
aporta con el 2,3 % a la contaminación de metales pesados totales en el efluente
ácido, por lo que se tendrá una pequefía cantidad del hidróxido de cobre formado en
comparación con el hidróxido férrico el cual proviene del sulfato ferroso y es
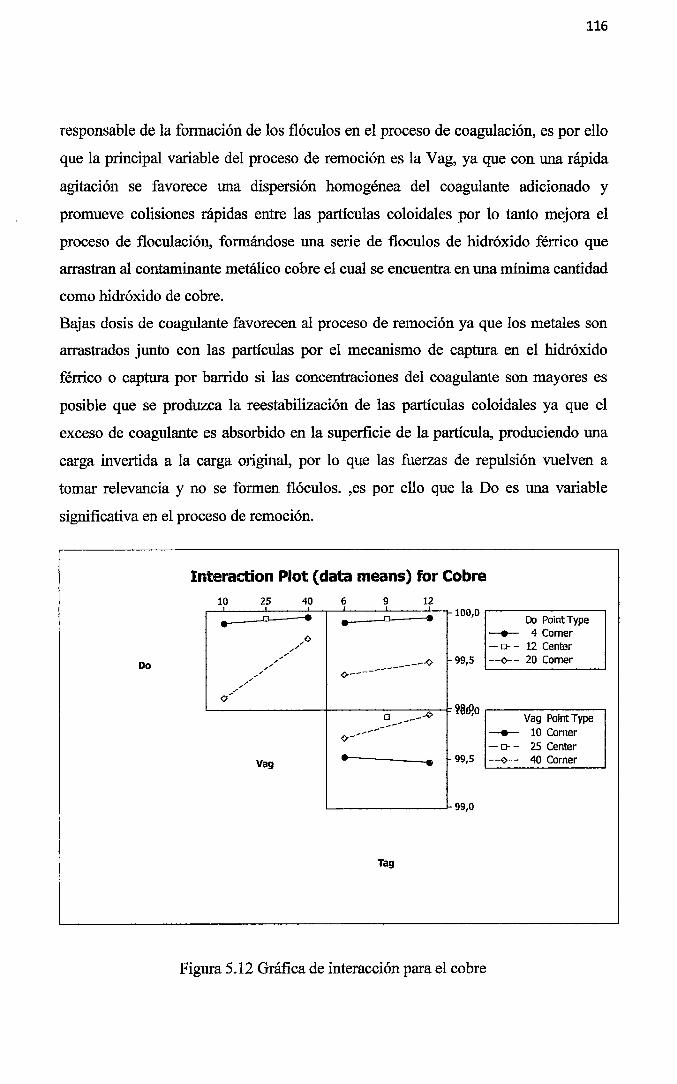
116
responsable de la formación de los flóculos en el proceso de coagulación, es por ello
que la principal variable del proceso de remoción es la Vag, ya que con una rápida
agitación se favorece una dispersión homogénea del coagulante adicionado y
promueve colisiones rápidas entre las partículas coloidales por lo tanto mejora el
proceso de floculación, formándose una serie de floculos de hidróxido férrico que
arrastran al contaminante metálico cobre el cual se encuentra en una mínima cantidad
como hidróxido de cobre.
Bajas dosis de coagulante favorecen al proceso de remoción ya que los metales son
arrastrados junto con las partículas por el mecanismo de captura en el hidróxido
férrico o captura por barrido si las concentraciones del coagulante son mayores es
posible que se produzca la reestabilización de las partículas coloidales ya que el
exceso de coagulante es absorbido en la superficie de la partícula, produciendo una
carga invertida a la carga original, por lo que las fuerzas de repulsión vuelven a
tomar relevancia y no se formen flóculos. ,es por ello que la Do es una variable
significativa en el proceso de remoción.
Do
Interaction Plot (data means) for Cobre
10 25 40 6 9 12 .---.'----....Jn'----:'-e'----;.---•'----....JJJ'----....J•-,_ 100'0 .-----Do-P-o-int_T_yp_e---,
----------<> <>----99,5
-e- 4 Comer - a- - 12 Cen!Er --<>--- 20 Comer
'--------~~----~~~o~o.---------. -~-------<> Vag Point Type
<>_,--- -e- 10 Comer - a- - 25 Center
Vag .. • 99,5 --<>--- 40 Comer
,__ _____ ___,... 99,0
Tag
Figura 5.12 Gráfica de interacción para el cobre

117
En la Figura 5.12 observaremos como lucen los diagramas de interacciones, si las
pendientes son opuestas la interacción es significativa, si son paralelas la interacción
no es significativa.
La interacción Do*Vag es estadísticamente significativa este grafico muestra que a
menor dosificación agitándolo a una mayor velocidad el porcentaje de remoción es
más alto.
La interacción de Vag*Tag es también estadísticamente significativa este grafico
muestran que en tiempos más largos a una mayor agitación el porcentaje de remoción
es más alto.
De la interacción Do*Tag se observa que son líneas paralelas por lo cual no es
significativa, lo cual se puede corroborar del grafico de Pareto.
Cuando las interacciones son significativas en este caso Do*Vag y Vag*Tag los
mejores niveles se escogen de la Gráfica de interacciones (figura 5.12), por lo cual
para una respuesta mayor en la remoción es mejor trabajar a Do = 4 mL; Vag = 40
rpm; Tag = 12 min, lo cual se comprueba de la Gráfica de efectos principales (Figura
5.11).
De la Gráfica de cubos observamos que a Do = 4 mL; Vag = 40 rpm; Tag = 12 min,
nos da una mejor respuesta lo cual coincide con el análisis realizado anteriormente en
los gráficos de interacciones y efectos principales.
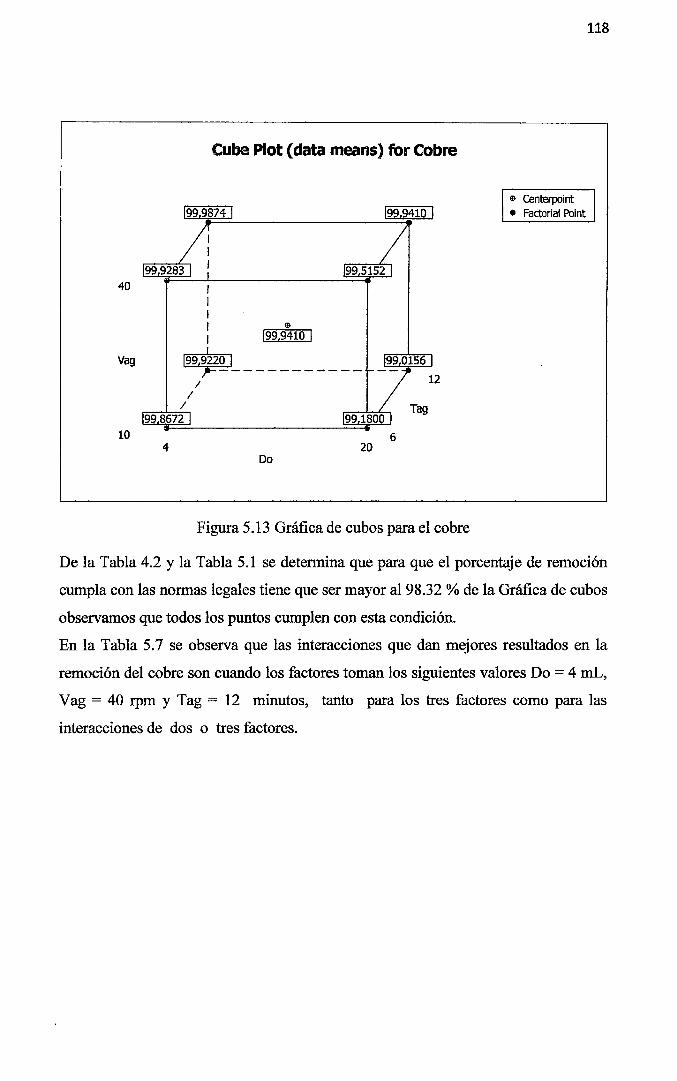
118
Cube Plot (data means) for Cobre
e. Centerpoint 199,9874 1 199.9410 1 • Factorial Point
40
$
199,9410 1
Vag
Tag
10 6 4 20
Do
Figura 5.13 Gráfica de cubos para el cobre
De la Tabla 4.2 y la Tabla 5.1 se determina que para que el porcentaje de remoción
cumpla con las normas legales tiene que ser mayor al 98.32 % de la Gráfica de cubos
observamos que todos los puntos cumplen con esta condición.
En la Tabla 5.7 se observa que las interacciones que dan mejores resultados en la
remoción del cobre son cuando los factores toman los siguientes valores Do = 4 mL,
Vag = 40 rpm y Tag = 12 minutos, tanto para los tres factores como para las
interacciones de dos o tres factores.
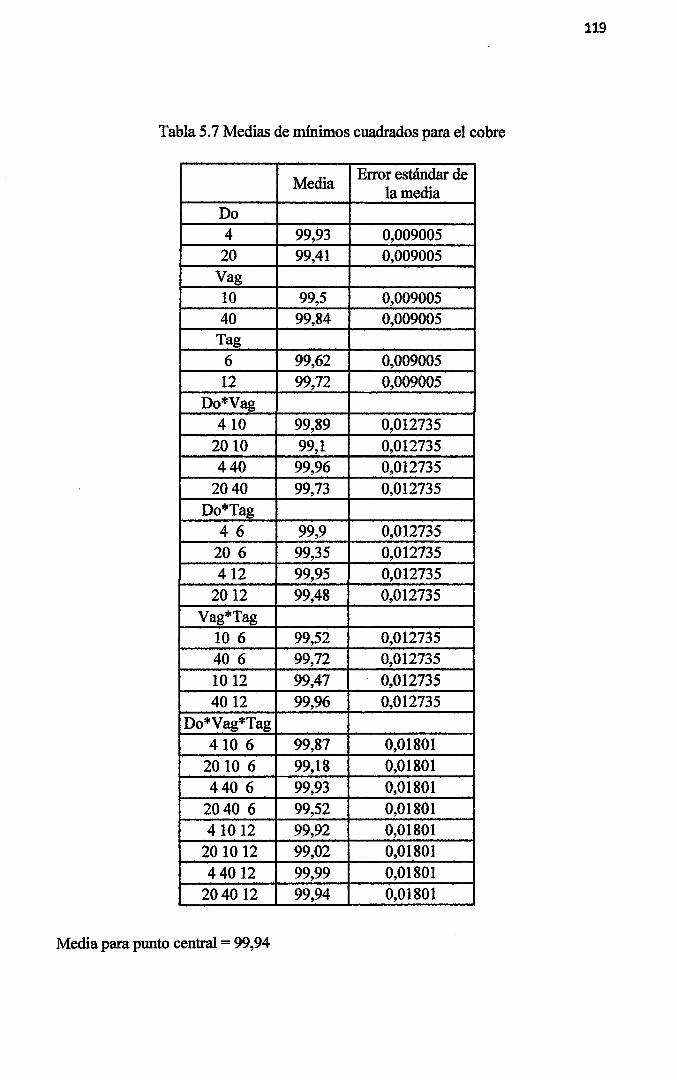
119
Tabla 5. 7 Medias de mínimos cuadrados para el cobre
Media Error estándar de
la media Do 4 99,93 0,009005 20 99,41 0,009005
Vag 10 99,5 0,009005 40 99,84 0,009005
Tag 6 99,62 0,009005 12 99,72 0,009005
Do*Vag 410 99,89 0,012735
2010 99,1 0,012735 440 99,96 0,012735
2040 99,73 0,012735 Do*Tag
4 6 99,9 0,012735 20 6 99,35 0,012735 412 99,95 0,012735
2012 99,48 0,012735 Vag*Tag
10 6 99,52 0,012735 40 6 99,72 0,012735 10 12 99,47 0,012735 4012 99,96 0,012735
Do*Vag*Tag 410 6 99,87 0,01801
2010 6 99,18 0,01801 440 6 99,93 0,01801
2040 6 99,52 0,01801 41012 99,92 0,01801
20 10 12 99,02 0,01801 44012 99,99 0,01801
204012 99,94 0,01801
Media para pWlto central = 99,94
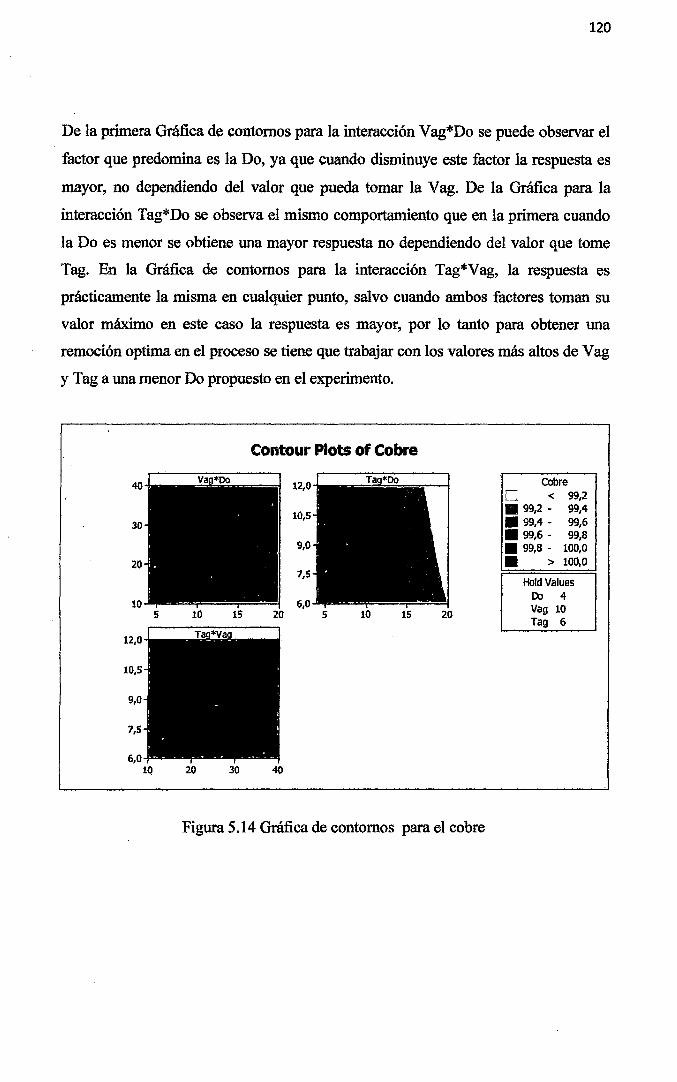
120
De la primera Gráfica de contornos para la interacción V ag*Do se puede observar el
factor que predomina es la Do, ya que cuando disminuye este factor la respuesta es
mayor, no dependiendo del valor que pueda tomar la V ag. De la Gráfica para la
interacción Tag*Do se observa el mismo comportamiento que en la primera cuando
la Do es menor se obtiene una mayor respuesta no dependiendo del valor que tome
Tag. En la Gráfica de contornos para la interacción Tag*Vag, la respuesta es
prácticamente la misma en cualquier punto, salvo cuando ambos factores toman su
valor máximo en este caso la respuesta es mayor, por lo tanto para obtener una
remoción optima en el proceso se tiene que trabajar con los valores más altos de Vag
y Tag a una menor Do propuesto en el experimento.
Contour Plots of Cobre
12,0 Cobre e < 99,2
10,5 • 99,2- 99,4 • 99,4- 99,6 • 99,6- 99,8
9,0 • 99,8- 100,0 • > 100,0 7,5
HoldValues Do 4
6,0 S 10 15 20 Vag 10
Tag 6
Figura 5.14 Gráfica de contornos para el cobre

121
De la Gráfica de superficies se pueden obtener las mismas conclusiones que de las
Gráficas de contorno que la respuesta optima de remoción se obtiene a Do = 4 mL,
Vag = 40 rpm y Tag = 12 minutos, lo cual concuerda con el análisis realizado de las
Gráficas de efecto, interacciones y de cubos.
99,8 Cobre 99,6
99,4 99,2
Cobre 99,95
99,90
Surface Plots of Cobre
99,75 Cobre 99,50
99,25
99,00
Figura 5.15 Gráfica de superficies para el cobre
HoldValues [b 4 Vag 10 Tag 6
Del análisis realizado para el cobre puede observarse que el proceso de coagulación
con el sulfato ferroso es efectivo ya que indistintamente de los valores que tomen las
variables del proceso, la respuesta de remoción cumple con el DS 010-2010
MINAM, teniendo como variables principales del proceso a la Vag y la Do.
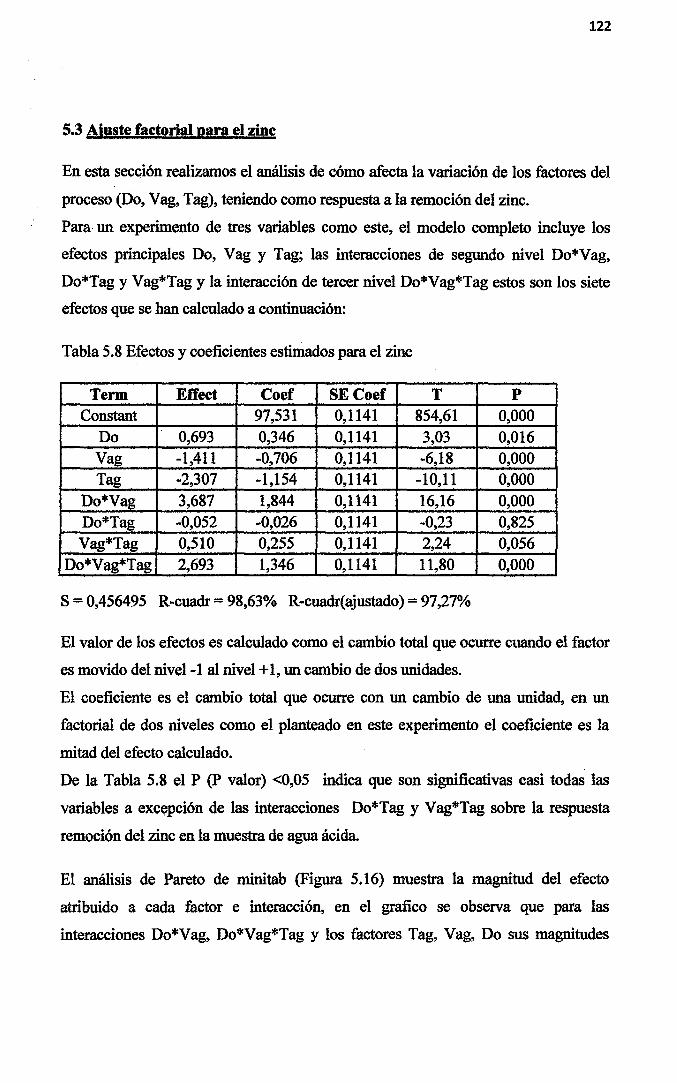
122
5.3 Ajuste factorial para el zinc
En esta sec~ión realizamos el análisis de cómo afecta la variación de los factores del
proceso (Do, Vag, Tag), teniendo como respuesta a la remoción del zinc.
Para un experimento de tres variables como este, el modelo completo incluye los
efectos principales Do, Vag y Tag; las interacciones de segundo nivel Do*Vag,
Do*Tag y Vag*Tag y la interacción de tercer nivel Do*Vag*Tag estos son los siete
efectos que se han calculado a continuación:
Tabla 5.8 Efectos y coeficientes estiniados para el zinc
Term Effect Coef SE Coef T p
Constant 97,531 0,1141 854,61 0,000 Do 0,693 0,346 0,1141 3,03 0,016 Vag -1,411 -0,706 0,1141 -6,18 0,000 Tag -2,307 -1,154 0,1141 -10,11 0,000
Do*Vag 3,687 1,844 0,1141 16,16 0,000 Do*Tag -0,052 -0,026 0,1141 -0,23 0,825 Vag*Tag 0,510 0,255 0,1141 2,24 0,056
Do*Vag*Tag 2,693 1,346 0,1141 11,80 0,000
S= 0,456495 R-cuadr = 98,63% R-cuadr(ajustado) = 97,27%
El valor de los efectos es calculado como el cambio total que ocurre cuando el factor
es movido del nivel -1 al nivel + 1, un cambio de dos unidades.
El coeficiente es el cambio total que ocurre con un cambio de una unidad, en un
factorial de dos niveles como el planteado en este experimento el coeficiente es la
mitad del efecto calculado.
De la Tabla 5.8 el P (P valor) <0,05 indica que son significativas casi todas las
variables a excepción de las interacciones Do*Tag y V ag*Tag sobre la respuesta
remoción del zinc en la muestra de agua ácida.
El análisis de Pareto de minitab (Figura 5.16) muestra la magnitud del efecto
atribuido a cada factor e interacción, en el grafico se observa que para las
interacciones Do*Vag, Do*Vag*Tag y los factores Tag, Vag, Do sus magnitudes

123
están mas allá de la línea roja, lo cual indica que todas ellas son significativas del
proceso cuando se tiene como respuesta la remoción del zinc con el alpha= 0,05.
Pareto Chart of the Standardized Effects (response is Zinc, Alpha = ,05)
4 6 8 10 12 14 16 Standardized Effect
Factor Name A Do B Vag e Tag
18
Figura 5.16 Diagrama de Pareto de efectos estandarizados para el zinc
De la Figura 5.17 la hipótesis nula, para cualquier anova es que los factores no tienen
ningún efecto es decir que toda la variación es causada por error aleatorio. Si esto es
verdad un diagrama de probabilidad normal de los efectos será una línea recta cuanto
más lejano este cualquier efecto de la línea recta, es menos probable que la variación
atribuida a este efecto pueda provenir de la variación aleatoria, por ello de la Gráfica
de probabilidades observamos que los efectos para las interacciones Do*Vag,
Do*Vag*Tag y los factores Tag, Vag son significativos para el nivel de alpha = 0,05
seleccionado, además de confirmarse los resultados obtenidos del análisis de
Pareto.

99
95
90
80 70
\1 60
~ 50 cu 40 D.
30 20
10
5
t
Normal Probability Plot of the Standardized Effects (response is Zinc, Alpha = ,OS)
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
----1-----'-----L----.I.. ____ J. ___ -..1-----L----L ____ ,L _____ ¡_ ___ _¡ _____ l 1 1 1 1 1 1 1 . 1 1 1 1 1 1 1 1 1 1 1 1 1 1 r 1 1
---~-----:----+----+----+-- -+---+---+----+-----!----+--~ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ___ .J ____ _¡ _____ L ____ J.. ____ J. ___ .J _____ L ____ L ____ J _____ J ____ _¡ ____ _
! ! ! : : : : : : •J,\BC : : --~----~-----~----~----~----~-----~----~----L----~----~-----
1 ¡ l ¡ : l11A l l l ¡ l ¡ ---~----~-----r----T----~ ---,-----r----r----r----,----~-----r
---~----~---- -~---- ~---- ' ____ ~-----l-----~----+----~----~-----' 1 1 t 1 1 1 l 1 1 1 1
---~----~-----~----+---- -~--~-----~----~----~----4----~-----1 1 1 1 1 1 1 l 1 1 1
---~----~-----r----+--- -1----~-----r----f----+----i----~-----~ 1 1 •BI 1 1 1 1 1 1 1 1 1
--~----~-----~----L----~----~-----~----~----L----~----~----~ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 j 1 1 1 1 J J
---~-c--¡-----¡----t- --t----¡-----¡----¡----t----¡----¡-----; 1 1 1 1 f ! 1 1 1 1 1 1
__ J----~-----L----L- --~----J-----L----L----~----~----~----~ 1 1 ! 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 t 1 1 1 1 1 1 [ 1 1 1 1 1 1 1 1
! ! 1 ! ! ! 1 ! ! ! !
-10 -5 O S 10 1S Standardlzed Effect
EffectType • Not Significant • Slgnlficant
Factor Narre A Do 8 vag e Tag
124
Figura 5.17 Gráfico de probabilidad normal de los efectos estandarizados para el zinc
De la Gráfica de efectos principales (ver Figura 5.18) podemos observar que la
respuesta es mejor a Vag bajas y Tag cortos, no hay una diferencia significativa en la
cantidad de coagulante dosificado en la muestra tratada.
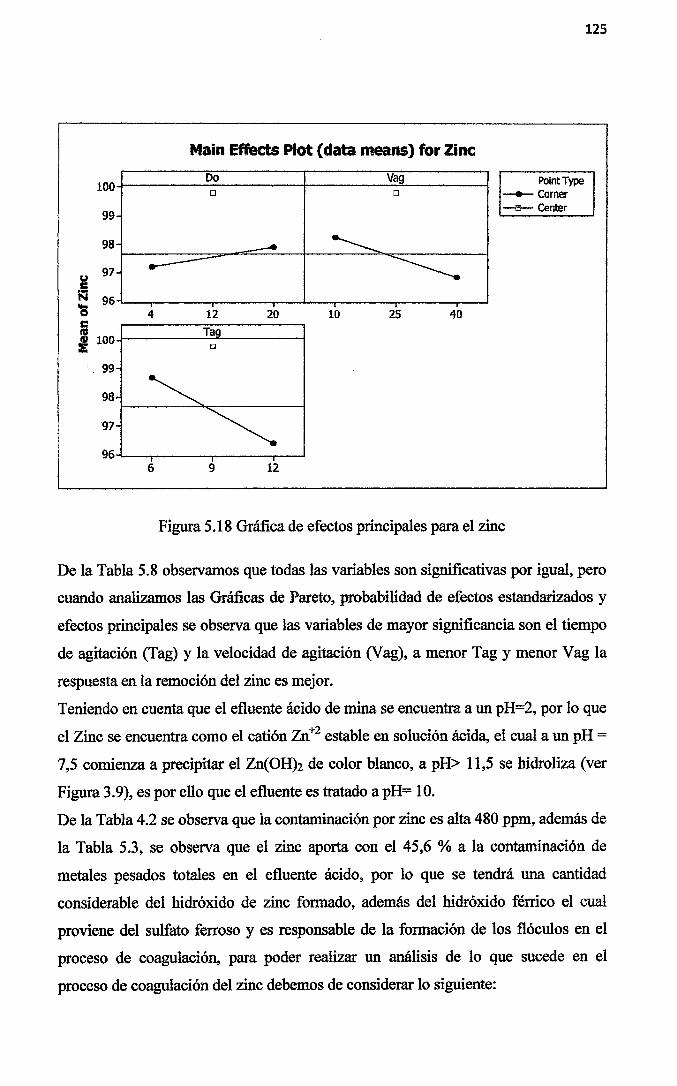
125
Main Effects Plot {data means) for Zinc
100 Do Vag PolntType
D D -corner
99 -a-- Center
98
~ 97
Ñ 96 .... o 4 12 20 10 25 40 1:
Ta i 100 D
. 99
98
97
96 6 9 12
Figura 5.18 Gráfica de efectos principales para el zinc
De la Tabla 5.8 observamos que todas las variables son significativas por igual, pero
cuando analizamos las Gráficas de Pareto, probabilidad de efectos estandarizados y
efectos principales se observa que las variables de mayor significancia son el tiempo
de agitación (Tag) y la velocidad de agitación (Vag), a menor Tag y menor Vag la
respuesta en la remoción del zinc es mejor.
Teniendo en cuenta que el efluente ácido de mina se encuentra a un pH=2, por lo que
el Zinc se encuentra como el catión zn+2 estable en solución ácida, el cual a un pH =
7,5 comienza a precipitar el Zn(OH)z de color blanco, a pH> 11,5 se hidroliza (ver
Figura 3.9), es por ello que el efluente es tratado a pH= 1 O.
De la Tabla 4.2 se observa que la contaminación por zinc es alta 480 ppm, además de
la Tabla 5.3, se observa que el zinc aporta con el 45,6 % a la contaminación de
metales pesados totales en el efluente ácido, por lo que se tendrá una cantidad
considerable del hidróxido de zinc formado, además del hidróxido férrico el cual
proviene del sulfato ferroso y es responsable de la formación de los flóculos en el
proceso de coagulación, para poder realizar un análisis de lo que sucede en el
proceso de coagulación del zinc debemos de considerar lo siguiente:

Zn2+ + 20H-~ Zn(OH)ú
Fe3+ + 30H-~ Fe(OH)3~
Kps Zn(OH)2 = 1,2 xi0-17
Kps Fe(OH)3 = 4,0 xi0-38
126
Teniendo en cuenta los valores de los Kps, el hidróxido férrico es el que precipita
primero, además de estar en mayor cantidad que el hidróxido de zinc, ambos
hidróxidos son insolubles por lo que sedimentan con mayor facilidad en el proceso
de coagulación.
Al haber una gran cantidad de precipitado es necesario que la agitación sea la más
baja posible para no romper los flóculos que han sido formados esto en el menor
tiempo del proceso de coagulación, ya que un excesivo tiempo de mezcla puede
llevar a la rotura de los flóculos ya formados, resultando, como consecuencia de ello,
una perdida en la eficiencia del proceso todo ello favorece a la remoción optima del
zinc.
Interaction Plot (data means) for Zinc 10 25 40 6 9 12
o o 100,0 Do Polnt Type
~~Á> <:>., - 4 Corner
~ ~'' ' - o- - 12 Center ,~
,~~ ' 97,5 --<>--- 20 Corner Do <:¡¡~' "$
95,0
~ 100,0
Vag PointType - 10 Corner -o-- 25 Center
97,5 --<>--- 40 Corner Vag '-, ''-,,,<>
95,0
Tag
Figura 5.19 Gráfica de interacción para el zinc
Aunque solamente la interacción Do*Vag era significativa, todos los factores fueron
incluidos para demostrar como lucen los diagramas de interacciones (ver Figura
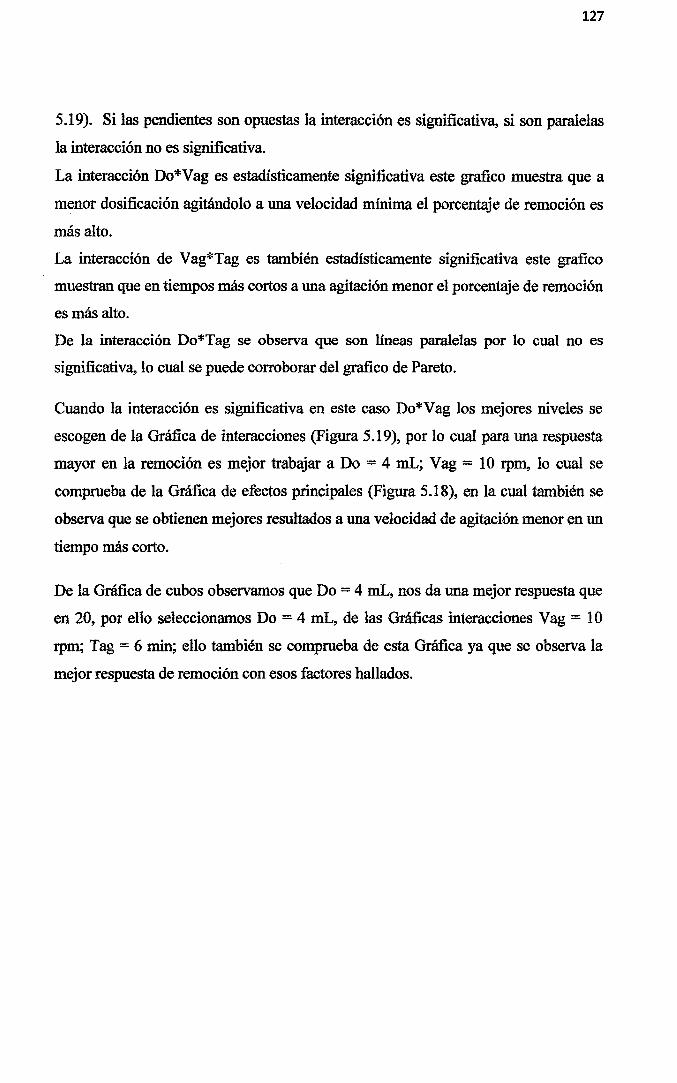
127
5.19). Si las pendientes son opuestas la interacción es significativa, si son paralelas
la interacción no es significativa.
La interacción Do*Vag es estadísticamente significativa este grafico muestra que a
menor dosificación agitándolo a una velocidad mínima el porcentaje de remoción es
más alto.
La interacción de Vag*Tag es también estadísticamente significativa este grafico
muestran que en tiempos más cortos a una agitación menor el porcentaje de remoción
es más alto.
De la interacción Do*Tag se observa que son líneas paralelas por lo cual no es
significativa, lo cual se puede corroborar del grafico de Pareto.
Cuando la interacción es significativa en este caso Do*Vag los mejores niveles se
escogen de la Gráfica de interacciones (Figura 5.19), por lo cual para una respuesta
mayor en la remoción es mejor trabajar a Do = 4 mL; Vag = 1 O rpm, lo cual se
comprueba de la Gráfica de efectos principales (Figura 5.18), en la cual también se
observa que se obtienen mejores resultados a una velocidad de agitación menor en un
tiempo más corto.
De la Gráfica de cubos observamos que Do = 4 mL, nos da una mejor respuesta que
en 20, por ello seleccionamos Do = 4 mL, de las Gráficas interacciones Vag = 1 O
rpm; Tag = 6 min; ello también se comprueba de esta Gráfica ya que se observa la
mejor respuesta de remoción con esos factores hallados.
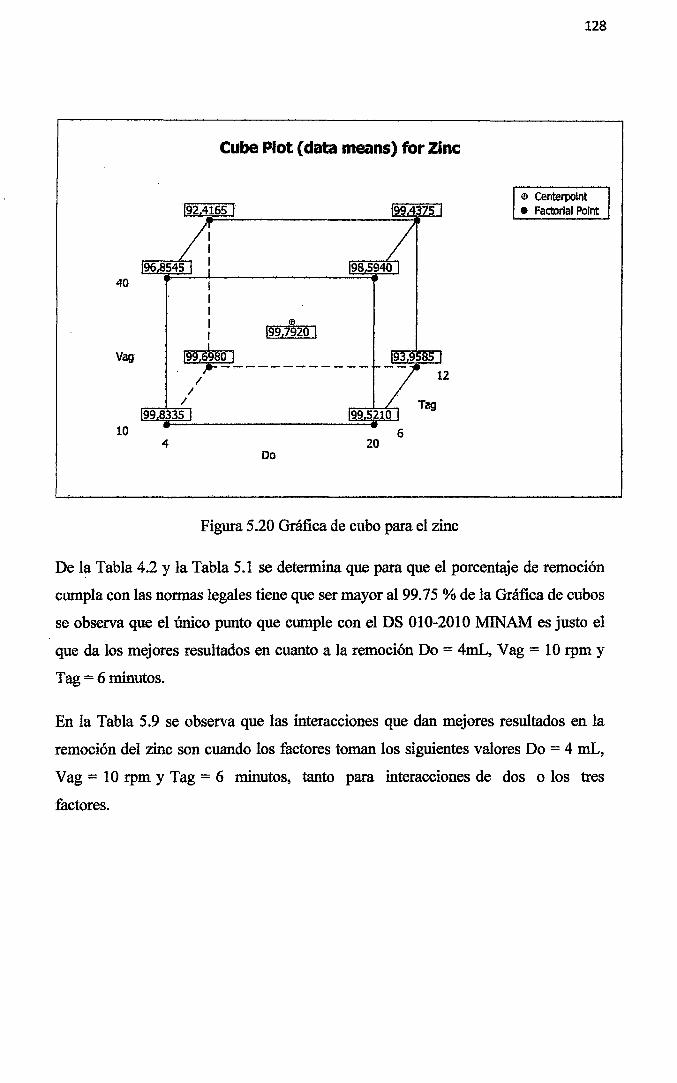
128
Cube Plot (data means) for Zinc
e Centerpoint • Factorial Point
40
EB 199,7920 1
Vag
Tag
10 4 20
Do
Figura 5.20 Gráfica de cubo para el zinc
De la Tabla 4.2 y la Tabla 5.1 se determina que para que el porcentaje de remoción
cumpla con las normas legales tiene que ser mayor al 99.15 % de la Gráfica de cubos
se observa que el único punto que cumple con el DS 010-2010 MINAM es justo el
que da los mejores resultados en cuanto a la remoción Do = 4mL, Vag = 1 O rpm y
Tag = 6 minutos.
En la Tabla 5.9 se observa que las interacciones que dan mejores resultados en la
remoción del zinc son cuando los factores toman los siguientes valores Do = 4 mL,
Vag = 10 rpm y Tag = 6 minutos, tanto para interacciones de dos o los tres
factores.
129
Tabla 5.9 Medias de mínimos cuadrados para el zinc
Media Error estándar de la media
Do 4 97,18 0,1614
20 97,88 0,1614 Vag 10 98,24 0,1614 40 96,83 0,1614
Tag 6 98,68 0,1614 12 96,38 0,1614
Do*Vag 410 99,73 0,2282
2010 96,74 0,2282
440 94,64 0,2282
2040 99,02 0,2282
Do*Tag 4 6 98,31 0,2282
20 6 99,06 0,2282
412 96,06 0,2282 2012 96,70 0,2282
Vag*Tag 10 6 99,65 0,2282 40 6 97,72 0,2282 10 12 96,83 0,2282 4012 95,93 0,2282
Do*Vag*Tag 410 6 99,83 0,3228
2010 6 99,52 0,3228 440 6 96,85 0,3228
2040 6 98,59 0,3228 41012 99,70 0,3228
20 10 12 93,96 0,3228 44012 92,42 0,3228
20 4012 99,44 0,3228
Media para punto central= 99,79

130
De la primera Gráfica de contornos para la interacción V ag*Do se puede observar el
factor que predomina es la V ag, ya que cuando disminuye este factor la respuesta es
mayor, no dependiendo del valor que pueda tomar la Do. De la Gráfica para la
interacción Tag*Do se observa que cuando la Do y el Tag son los menores se obtiene
una mayor respuesta. En la Gráfica de contornos para la interacción Tag*Vag, el
factor que predomina es la Vag ya que cuando esta disminuye la respuesta aumenta
no dependiendo del valor que tome el Tag, por lo tanto para obtener una remoción
optima en el proceso se tiene que trabajar con los valores más bajos de Vag y Tag a
una menor Do propuesto en el experimento.
Contour Plots of Zinc
S 15 20
10 20 30 40
Figura 5.21 Gráfica de contornos para el zinc
Zinc • < 93 • 93- 94 • 94- 95 .95-96 .96· 97 .97-98 .98- 99 • > 99
HoldValues Do 4 Vag 10 Tag 6
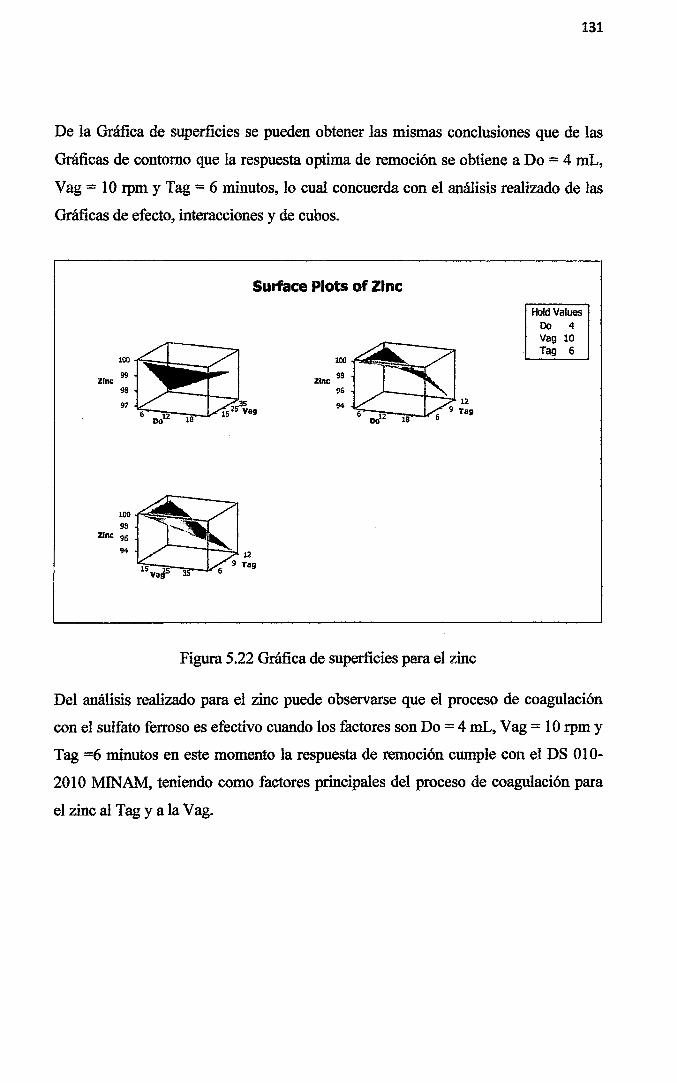
131
De la Gráfica de superficies se pueden obtener las mismas conclusiones que de las
Gráficas de contorno que la respuesta optima de remoción se obtiene a Do = 4 mL,
Vag = 10 rpm y Tag = 6 minutos, lo cual concuerda con el análisis realizado de las
Gráficas de efecto, interacciones y de cubos.
100
Zinc 99
98
'17
Surface Plots of Zinc
100
Zinc 98
96
94
Figura 5.22 Gráfica de superficies para el zinc
Hold Values Do 4 Vag 10 Tag 6
Del análisis realizado para el zinc puede observarse que el proceso de coagulación
con el sulfato ferroso es efectivo cuando los factores son Do = 4 mL, Vag = 1 O rpm y
Tag =6 minutos en este momento la respuesta de remoción cumple con el DS 010-
2010 MINAM, teniendo como factores principales del proceso de coagulación para
el zinc al Tag y a la V ag.
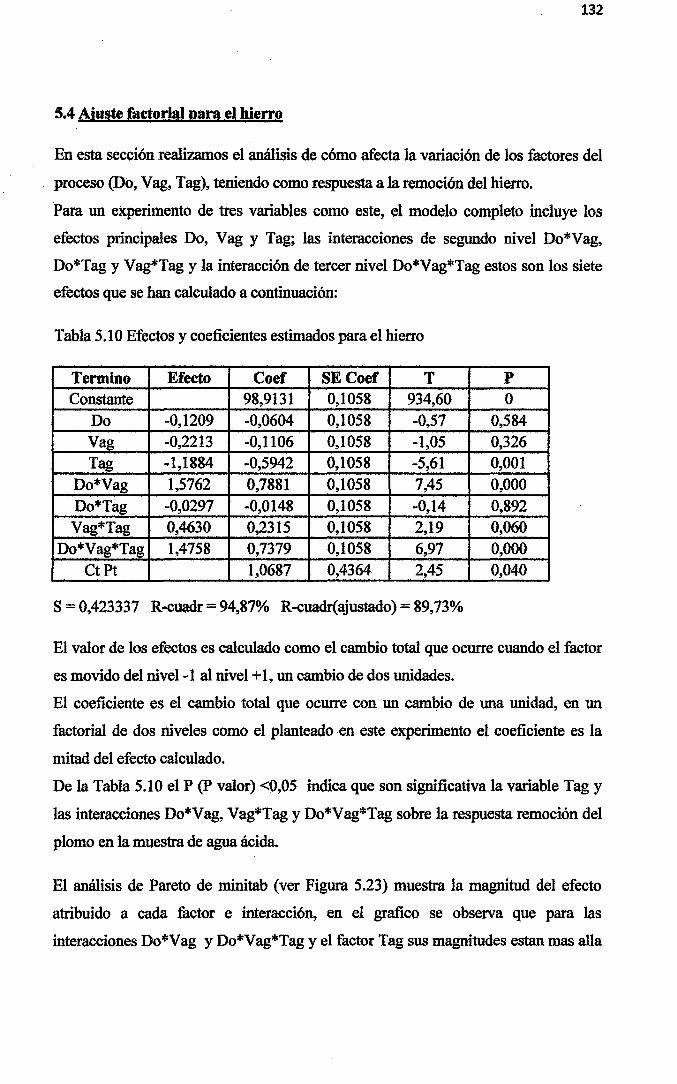
132
5.4 Aiuste factorial para el hierro
En esta sección realizamos el análisis de cómo afecta la variación de los factores del
proceso (Do, V ag, Tag), teniendo como respuesta a la remoción del hierro.
Para un experimento de tres variables como este, el modelo completo incluye los
efectos principales Do, Vag y Tag; las interacciones de segundo nivel Do*Vag,
Do*Tag y V ag*Tag y la interacción de tercer nivel Do*Vag*Tag estos son los siete
efectos que se han calculado a continuación:
Tabla 5.1 O Efectos y coeficientes estimados para el hierro
Termino Efecto Coef SE Coef T p
Constante 98,9131 0,1058 934,60 o Do -0,1209 -0,0604 0,1058 -0,57 0,584 Vag -0,2213 -0,1106 0,1058 -1,05 0,326 Tag -1,1884 -0,5942 0,1058 -5,61 0,001
Do*Vag 1,5762 0,7881 0,1058 7,45 0,000 Do*Tag -0,0297 -0,0148 0,1058 -0,14 0,892 Vag*Tag 0,4630 0,2315 0,1058 2,19 0,060
Do*Vag*Tag 1,4758 0,7379 0,1058 6,97 0,000 CtPt 1,0687 0,4364 2,45 0,040
S= 0,423337 R-cuadr = 94,87% R-cuadr(ajustado) = 89,73%
El valor de los efectos es calculado como el cambio total que ocurre cuando el factor
es movido del nivel -1 al nivel + 1, un cambio de dos unidades.
El coeficiente es el cambio total que ocurre con un cambio de una unidad, en un
factorial de dos niveles como el planteado en este experimento el coeficiente es la
mitad del efecto calculado.
De la Tabla 5.10 el P (P valor) <0,05 indica que son significativa la variable Tag y
las interacciones Do*Vag, Vag*Tag y Do*Vag*Tag sobre la respuesta remoción del
plomo en la muestra de agua ácida
El análisis de Pareto de minitab (ver Figura 5.23) muestra la magnitud del efecto
atribuido a cada factor e interacción, en el grafico se observa que para las
interacciones Do*Vag y Do*Vag*Tag y el factor Tag sus magnitudes estan mas alla

133
de la línea roja, lo cual indica que son significativas para el proceso cuando se tiene
como respuesta la remoción del hierro con el alpha= 0,05.
ABC
e
BC
B
A
AC
o 1
Pareto Chart of the Standardized Effects (response is Hierro, Alpha = ,05)
2,306
- ,... ' ' ~ d • • "";• ' •••• ~~ • ·'•
- ,<· •' '. ·~- ~-' "'
2 3 4 5 6 7 Standardized Effect
Factor Nane A Do e vag e Tag
8
Figura 5.23 Diagrama de Pareto de efectos estandarizados para el hierro
De la Figura 5.24la hipótesis nula, para cualquier anova es que los factores no tienen
ningún efecto es decir que toda la variación es causada por error aleatorio. Si esto es
verdad un diagrama de probabilidad normal de los efectos será una línea recta cuanto
más lejano este cualquier efecto de la linea recta, es menos probable que la variación
atribuida a este efecto pueda provenir de la variación aleatoria, por ello de la Gráfica
de probabilidades observamos que las interacciones DoVag y DoVag*Tag y el factor
Tag son significativos para el nivel de alpha = 0,05 seleccionado, además de
confirmarse los resultados obtenidos del análisis de Pareto.

99
95
90
80 70
~ 60 § so :. 40
30 20
10
S
1
134
Normal Probability Plot of the Standardized Effects (response is Hierro, Alpha = ,OS)
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1
J-----L----L----~----~-----L----L ---~---~J-----L----L----~---1 1 1 1 1 l 1 1 1 1 1 1
Effed:Type • Not Significant • Slgnlficant
1 1 1 1 1 1 1 1 1 1 1 1
1----+----t-----t----+----:-----' ----t----+---+----1-----lf AB Factor Narre 1 1 1 1 1 1 1 ' 1 1 1 1 1 1 1 1 ¡ 1 1 1 1 1 1 1
A r.o J-----L----L----~----J _____ L ___ -L----~----~-----L----L----~---1 l i l l l l i l i i •A~ J-----~----~----~----~-----~----L----~----~-----~----L----~---
B Vag e Tag
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ., 1 1 1 1 r----,-----,----,----.,-----,. ---,----,----.,-----r----,----T--· r 1 ' ' 1 ' t 1 t , '· , 1-----r-----~~---- 'i----...,---- --- --r----'1'----;- ----r----r-- ---r--' 1 1 f 1 1 l 1 1 1 1 1 -----~----~----+----~--- -~----~----~----~-----~----~----*--
' 1 1 1 1 e r 1 1 1 r 1 1
,-----r----t-----+----l-- --(----t-----+----l-----r----t-----+--· '-----L----~----1-___ J~ ___ L ____ L ____ l ____ J _____ L ____ L ____ j __ _ 1 1 1 ·1 1 1 1 1 f 1 1 1 1 1 1 1 1 1 1 1 1 1 f 1 1 1 1 1 r 1 1 1 1 1 1 1 , --·-e:-----¡----¡----·,-----¡----¡----¡---- i -----¡----r----¡--· 1 1 1 1 1 1 1 1 1 ¡ t 1
J-----~----L----~--- J-----L-~--L----~----~-----L----L----~---1 1 1 1 1 1 1 1 1 1 1 1 r 1 1 1 1 1 r 1 1 1 a r 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 l 1 1 1 E 1 ~ 1 1 ! ! 1 l 1 ! ! 1
-5,0 -2,5 0,0 2,5 5,0 7,5 Standardized Effect
Figura 5.24 Gráfico de probabilidad normal de los efectos estandarizados para el
hierro
De la Gráfica de efectos principales (Figura 5 .25}, podemos observar que la
respuesta es mejor a Tag cortos, no hay una diferencia significativa en la cantidad de
coagulante dosificado o en la velocidad de agitación de la muestra tratada.
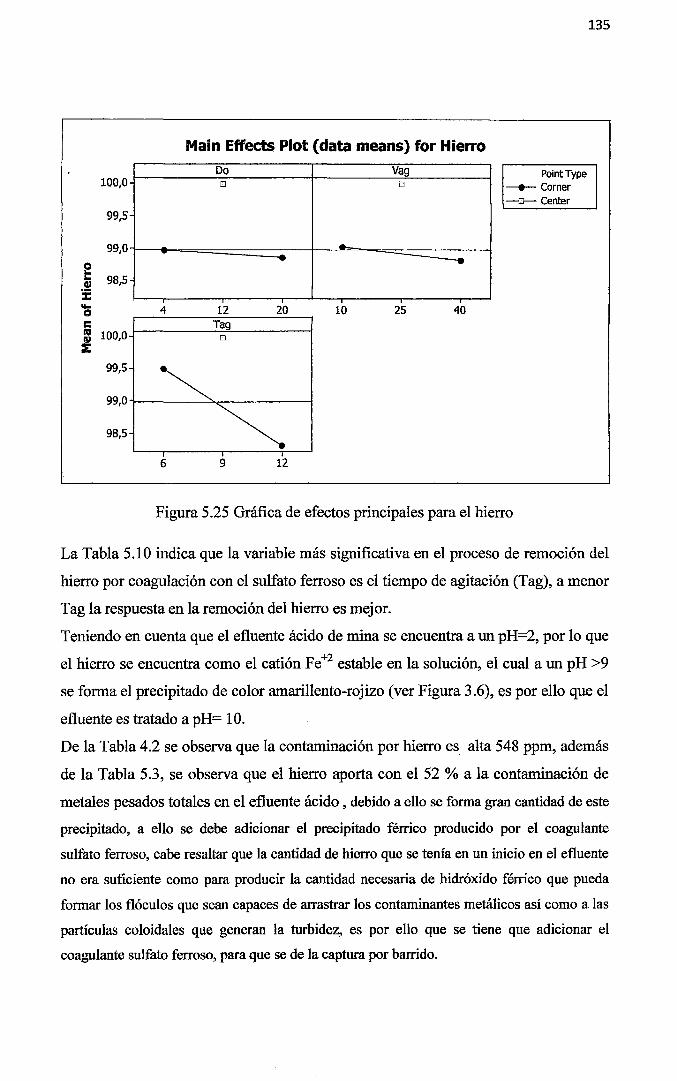
135
Main Effects Plot (data means} for Hierro
Do Vag PointType 100,0 D D ---e- Corner
-a--- Center
99,5
99,0 .. ~
~ 98,5 CP %! '5 4 12 20 10 25 40 e Tag lg 100,0 D CP %
99,5
~ 99,0
~ 98,5
6 9 12
Figura 5.25 Gráfica de efectos principales para el hierro
La Tabla 5.10 indica que la variable más significativa en el proceso de remoción del
hierro por coagulación con el sulfato ferroso es el tiempo de agitación (Tag), a menor
Tag la respuesta en la remoción del hierro es mejor.
Teniendo en cuenta que el efluente ácido de mina se encuentra a un pH=2, por lo que
el hierro se encuentra como el catión Fe+2 estable en la solución, el cual a un pH >9
se forma el precipitado de color amarillento-rojizo (ver Figura 3.6), es por ello que el
efluente es tratado a pH= 10.
De la Tabla 4.2 se observa que la contaminación por hierro es_ alta 548 ppm, además
de la Tabla 5.3, se observa que el hierro aporta con el 52% a la contaminación de
metales pesados totales en el efluente ácido , debido a ello se forma gran cantidad de este
precipitado, a ello se debe adicionar el precipitado férrico producido por el coagulante
sulfato ferroso, cabe resaltar que la cantidad de hierro que se tenía en un inicio en el efluente
no era suficiente como para producir la cantidad necesaria de hidróxido férrico que pueda
formar los flóculos que sean capaces de arrastrar los contaminantes metálicos así como a las
partículas coloidales que generan la turbidez, es por ello que se tiene que adicionar el
coagulante sulfato ferroso, para que se de la captura por barrido.
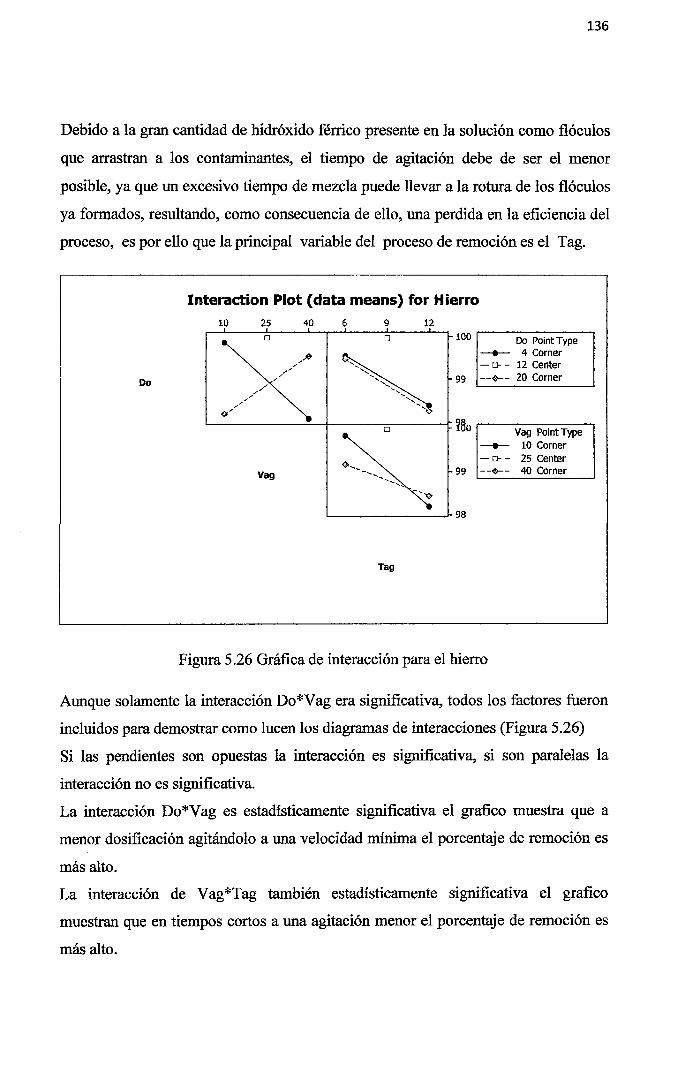
136
Debido a la gran cantidad de hidróxido férrico presente en la solución como flóculos
que arrastran a los contaminantes, el tiempo de agitación debe de ser el menor
posible, ya que un excesivo tiempo de mezcla puede llevar a la rotura de los flóculos
ya formados, resultando, como consecuencia de ello, una perdida en la eficiencia del
proceso, es por ello que la principal variable del proceso de remoción es el Tag.
Do
Interaction Plot (data means) for Hierro 10 25 40 6 9
o o 12
100 Do Peint Type ---.- 4 Cerner - o- - 12 Center
99 --~- 20 Cerner
L---------~~~----~o~-----t~Ho~----------~ Vag Peint Type
---.- 10 Cerner - o- - 25 Center
Vag 99 --~- 40 Cerner
¡___ __________ ..}- 98
Tag
Figura 5.26 Gráfica de interacción para el hierro
Aunque solamente la interacción Do*Vag era significativa, todos los factores fueron
incluidos para demostrar como lucen los diagramas de interacciones (Figura 5.26)
Si las pendientes son opuestas la interacción es significativa, sí son paralelas la
interacción no es significativa.
La interacción Do*Vag es estadísticamente significativa el grafico muestra que a
menor dosificación agitándolo a una velocidad mínima el porcentaje de remoción es
más alto.
La interacción de Vag*Tag también estadísticamente significativa el grafico
muestran que en tiempos cortos a una agitación menor el porcentaje de remoción es
más alto.

137
La interacción de Vag*Tag también estadísticamente significativa el grafico
muestran que en tiempos cortos a una agitación menor el porcentaje de remoción es
más alto.
De la interacción Do*Tag se observa que son líneas paralelas por lo cual no es
significativa, lo cual se puede corroborar del gra:fico de Pareto.
Cuando la interacción es significativa en este caso Do*Vag los mejores niveles se
escogen de la Gráfica de interacciones, por lo cual para una respuesta mayor en la
remoción es mejor trabajar a Do= 4 mL; Vag = 10 rpm, lo cual se comprueba de la
Gráfica de efectos principales, en la cual también se observa que se obtienen mejores
resultados a una velocidad de agitación menor.
De la Gráfica de cubos (ver Figura 5.27) observamos que Do= 4 mL, nos da una
mejor respuesta que en 20, por ello seleccionamos Do = 4 mL, de las Gráficas
interacciones Vag = 1 O rpm; Tag = 6 min; ello también se comprueba de esta Gráfica
ya que se observa la mejor respuesta de remoción con esos factores hallados.
Cube Plot (data means) for Hierro
e Centerpolnt • Factorial Point
40
Vag
10 4
Do
Figura 5.27 Gráfica de cubos para el hierro

138
De la Tabla 4.2 y la Tabla 5.1 se determina que para que el porcentaje de remoción
cumpla con las normas legales tiene que ser mayor al99.71 %de la Gráfica de cubos
se observa que los puntos que cumple con el DS 010-2010 MlNAM son los
mostrados en la Tabla 5.11.
Tabla 5.11 valores de los factores que cumplen con la norma
Do(mL) Vag(rpm) Tag (minutos)
4 10 6
4 10 12
10 10 6
En la Tabla 5.12 se observa que las interacciones que dan mejores resultados en la
remoción del hierro son cuando los factores toman los siguientes valores Do = 4 mL,
Vag = 10 rpm y Tag = 6 minutos, tanto para interacciones de dos o los tres
factores.
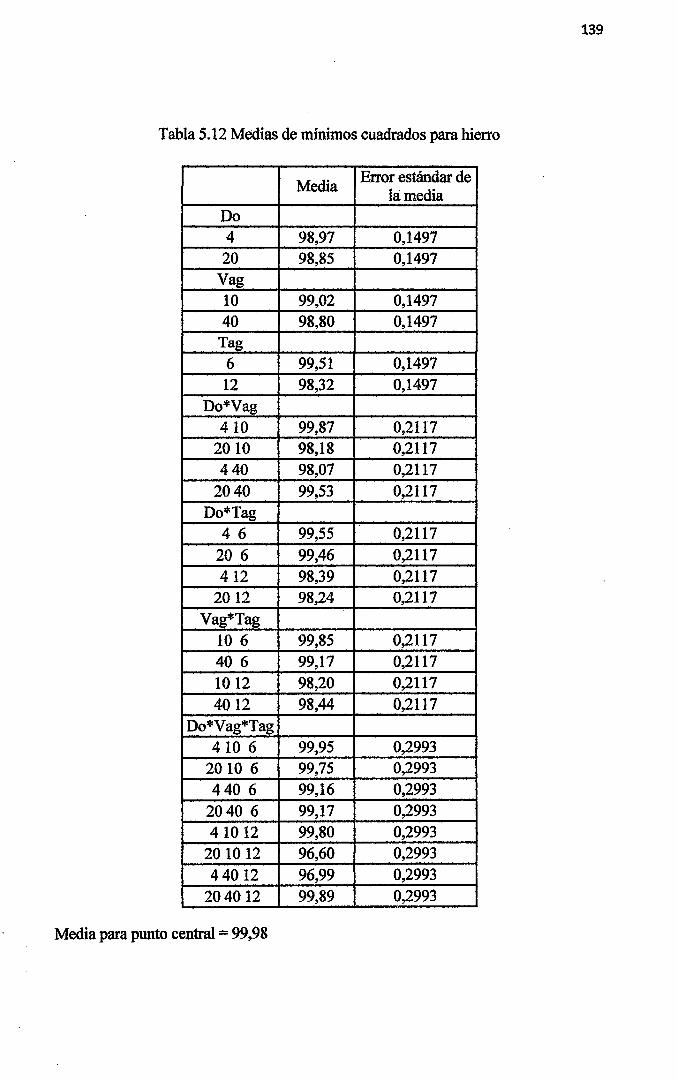
139
Tabla 5.12 Medias de mínimos cuadrados para hierro
Media Error estándar de
la media Do 4 98,97 0,1497 20 98,85 0,1497
Vag 10 99,02 0,1497 40 98,80 0,1497
Tag 6 99,51 0,1497 12 98,32 0,1497
Do*Vag 410 99,87 0,2117
2010 98,18 0,2117 440 98,07 0,2117
2040 99,53 0,2117 Do*Tag
4 6 99,55 0,2117 20 6 99,46 0,2117 412 98,39 0,2117
2012 98,24 0,2117 Vag*Tag
10 6 99,85 0,2117 40 6 99,17 0,2117 1012 98,20 0,2117 4012 98,44 0,2117
Do*Vag*Tag 410 6 99,95 0,2993
2010 6 99,75 0,2993 440 6 99,16 0,2993
2040 6 99,17 0,2993 41012 99,80 0,2993
20 10 12 96,60 0,2993
44012 96,99 0,2993 204012 99,89 0,2993
Media para punto central = 99,98
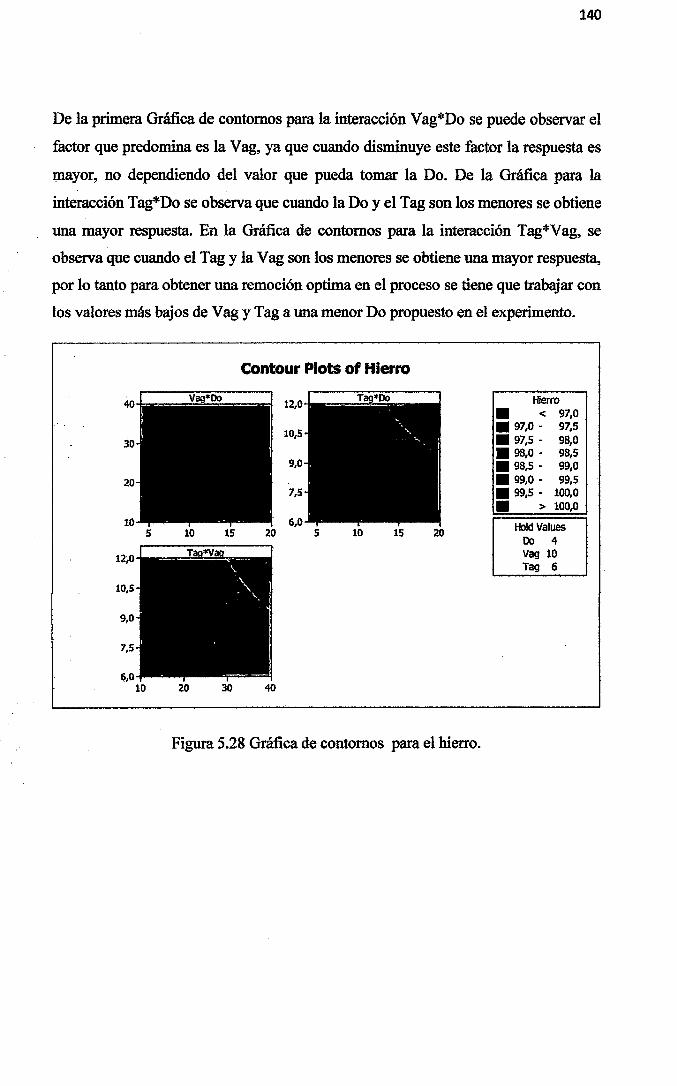
140
De la primera Gráfica de contornos para la interacción Vag*Do se puede observar el
factor que predomina es la Vag, ya que cuando disminuye este factor la respuesta es
mayor, no dependiendo del valor que pueda tomar la Do. De la Gráfica para la
interacción Tag*Do se observa que cuando la Do y el Tag son los menores se obtiene
una mayor respuesta. En la Gráfica de contornos para la interacción Tag*Vag, se
observa que cuando el Tag y la V ag son los menores se obtiene una mayor respuesta,
por lo tanto para obtener una remoción optima en el proceso se tiene que trabajar con
los valores más bajos de Vag y Tag a una menor Do propuesto en el experimento.
Contour Plots of Hierro
12,0 Hierro
• < 97,0
10,5 • 97,0- 97,5 • 97,5- 98,0 • 98,0- 98,5
9,0 • 98,5- 99,0 • 99,0- 99,5
7,5 • 99,5- 100,0
• > 100,0 6,0
S 10 15 20 Hold Values Do 4 Vag 10 Tag 6
Figura 5.28 Gráfica de contornos para el hierro.
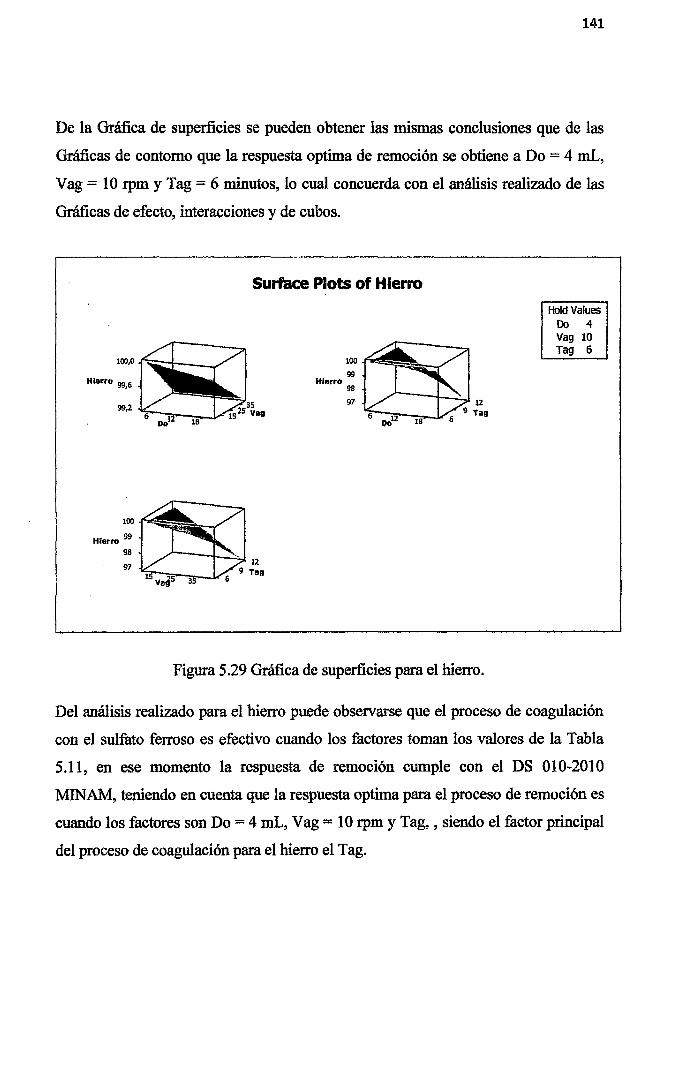
141
De la Gráfica de superficies se pueden obtener las mismas conclusiones que de las
Gráficas de contorno que la respuesta optima de remoción se obtiene a Do = 4 mL,
Vag = 1 O rpm y Tag = 6 minutos, lo cual concuerda con el análisis realizado de las
Gráficas de efecto, interacciones y de cubos.
Hklrro 99,6
99,2
100
Hierro 99
98
'11
Surface Plots of Hierro
lOO
99 Hierro
98
'11
Figura 5.29 Gráfica de superficies para el hierro.
HoldValues Do 4 Vag 10 Tag 6
Del análisis realizado para el hierro puede observarse que el proceso de coagulación
con el sulfato ferroso es efectivo cuando los factores toman los valores de la Tabla
5.11, en ese momento la respuesta de remoción cumple con el DS 010-2010
MINAM, teniendo en cuenta que la respuesta optima para el proceso de remoción es
cuando los factores son Do = 4 mL, Vag = 1 O rpm y Tag, , siendo el factor principal
del proceso de coagulación para el hierro el Tag.

142
S.S Ajuste factorial para los metales totales
Primero debemos de tener en cuenta que el efluente ácido de mina se encuentra a un
pH=2, por lo que los metales estudiados se encuentra como cationes estables en la
solución, los cuales a un pH >9 empiezan a precipitar en sus respectivos hidróxidos.
En esta sección realizamos el análisis de cómo afecta la variación de los factores del
proceso (Do, Vag, Tag), teniendo como respuesta a la remoción de los metales en
conjunto, es decir cómo un total para ello simplemente se realizo la suma de sus
masas (Pb, Cu, Zn, Fe) con esto se realizara una comparación con el análisis que se
realizo para cada metal en los estudios anteriores.
Para un experimento de tres variables como este, el modelo completo incluye los
efectos principales Do, Vag y Tag; las interacciones de segundo nivel Do*Vag,
Do*Tag y Vag*Tag y la interacción de tercer nivel Do*Vag*Tag estos son los siete
efectos que se han calculado a continuación:
Tabla 5.13 Efectos y coeficientes estimados para los metales totales
Termino Efecto Coef SECoef T p Constante 98,3050 0,0771 1275,44 o
Do 0,2350 0,1175 0,0771 1,52 0,166 Vag -0,7550 -0,3775 0,0771 -4,90 0,001 Tag -1,6775 -0,8387 0,0771 -10,88 0,000
Do*Vag 2,5150 1,2575 0,0771 16,32 0,000 Do*Tag -0,0325 -0,0162 0,0771 -0,21 0,838 Vag*Tag 0,4825 0,2412 0,0771 3,13 0,014
Do*Vag*Tag 1,9925 0,9963 0,0771 12,93 0,000 CtPt 1,5850 0,3178 4,99 0,001
S= 0,3083 R-cuadr = 98,71% R-cuadr(ajustado) = 97,42%
De la Tabla 5.13 el P (P valor) <0,05 indica que son significativas casi todas las
variables e interacciones a excepción de la Do y Do*Tag sobre la respuesta
remoción de los metales totales en la muestra de agua ácida.
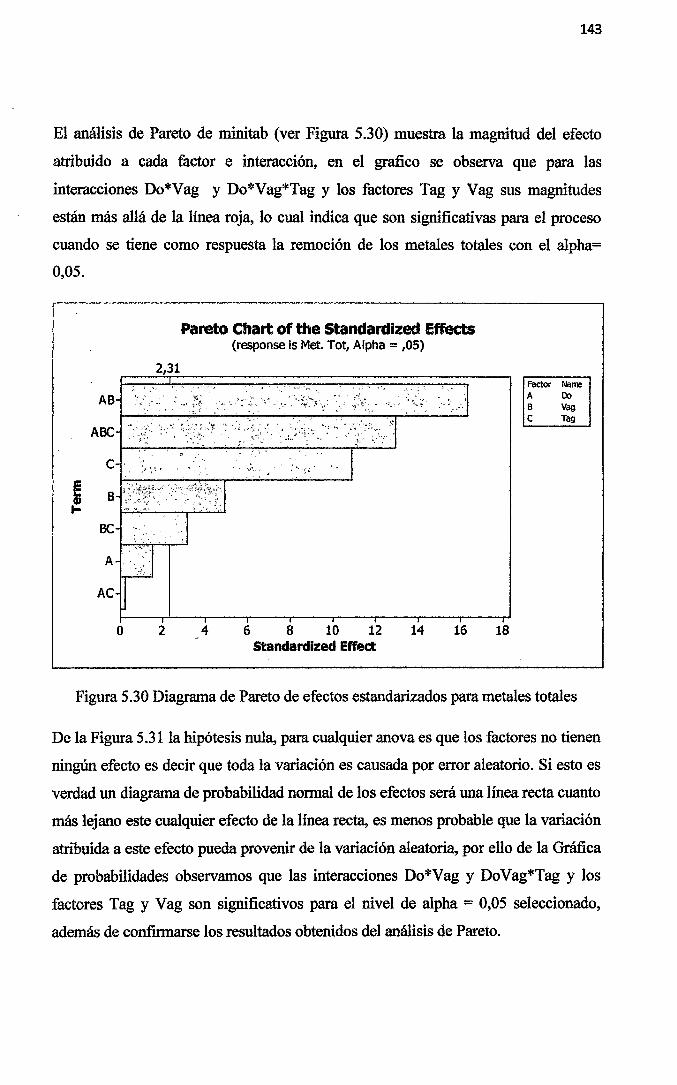
143
El análisis de Pareto de minitab (ver Figura 5.30) muestra la magnitud del efecto
atribuido a cada factor e interacción, en el grafico se observa que para las
interacciones Do*Vag y Do*Vag*Tag y los factores Tag y Vag sus magnitudes
están más allá de la línea roja, lo cual indica que son significativas para el proceso
cuando se tiene como respuesta la remoción de los metales totales con el alpha=
0,05.
AB
ABC
e
e B CP ... BC
A
AC
o 2
Pareto Chart of the Standardized Effects (response is Met. Tot, Alpha = ,05)
4 6 8 10 12 14 16 Standardized Effect
Factor Name A Do B Vag e Tag
18
Figura 5.30 Diagrama de Pareto de efectos estandarizados para metales totales
De la Figura 5.31la hipótesis nula, para cualquier anova es que los factores no tienen
ningún efecto es decir que toda la variación es causada por error aleatorio. Si esto es
verdad un diagrama de probabilidad normal de los efectos será una línea recta cuanto
más lejano este cualquier efecto de la línea recta, es menos probable que la variación
atribuida a este efecto pueda provenir de la variación aleatoria, por ello de la Gráfica
de probabilidades observamos que las interacciones Do*Vag y DoVag*Tag y los
factores Tag y Vag son significativos para el nivel de alpha = 0,05 seleccionado,
además de confirmarse los resultados obtenidos del análisis de Pareto.

99
95
90
80
70 ~ 60
~ 50 ID 40 Q.
30
20
10
S
1
Normal Probability Plot of the Standardized Effects (response is Met. Tot, Alpha = ,05)
1 1 1 1
1 1 1 1 1 1 f 1 1 J 1 1 1
----~----~----L---~----L--.-L---J----L----L---J----L---~----~· t 1 1 1 1 1 1 1 1 1 1 1 r 1 1 1 1 1 1 1 1 1 1 1 r 1
----~----+----r---~----t----t---1----+----t---~----t-~A~---+ 1 1 1 1 1 1 1 ! 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
----~----~----L---~----L --L---~----L----L---~----L---~----~-l l l : J : l 1 J :¡JJABq ¡ : ----~----~----~---~----k ---~---4----~----~---~----L---~----~-
r : : : : : • a:~ : : : : : : ----,----,----r---,----¡----r---,----y----r---,----r---,----,. -- --~--- ... ~---~~~--~-- --. -~~· -:----~---- ~--~-~---~-- ~ -~ ---~~-- ... ~
1 1 r 1 1 1 1 1 1 1 1 1 1 -- ---1--- -+----!--- ·- -f---- +---- _,_-- --t----+----1-----+ --- -~------1- -- -+-
1 1 1 1 1 j i 1 1 1 J 1
-----:----+----:----l--- +----r----1----+----:----i----t-----:-----t ____ J ____ l----~~--J__ _l ____ L ___ J ____ l ____ L ___ J ____ L ___ j ____ l
1 1 1 1 1 1 J 1 1 1 ! 1 1 1 ' 1 1 1 ' 1 1 1 1 1 1 1 J 1 1 J 1 1 1 1 1 1 1 1 1
~--.-~---t----:----~1-- -¡----:----1----¡----¡---¡----¡----¡----¡ 1 1 1 1 1 1 1 1 1 r 1 r r
---~----i----L---J-~--L----L---~----~----L---~----L---~----~-1 1 1 1 1 J 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ! 1 1 1 l 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
! ! ! ! ! ! ' ! ! 1 ! ! 1
-10 -5 O S 10 15 20 standardized Effect
EffectType
• Not Significant • Signitlcant
Factor Na n-e A Do 6 Yag e Tag
Figura 5.31 Gráfico de probabilidad normal de los efectos estandarizados para
metales totales
144
De la Gráfica de efectos principales (Figura 5.32) podemos observar que la respuesta
es mejor a Tag cortos, no hay una diferencia significativa en la cantidad de
coagulante dosificado o en la velocidad de agitación de la muestra tratada.

100
99
99
98
.. 4
6
Main Effec:ts Plot (data means) for Met. Tot
Do Vag o o
..... ---- --------. 20 10 25 40
9 12
PolntType --.- Corner -w-- Center
Figura 5.32 Gráfica de efectos principales para los metales totales
145
De la Tabla 5.13, las Gráficas de Pareto, probabilidad de efectos estandarizados y
efectos principales se observa que las variables de mayor significancia son el tiempo
de agitación (Tag) y la velocidad de agitación (Vag), a menor Tag y menor Vag la
respuesta en la remoción del zinc es mejor.
Recordemos que la solución es tratada a pH=l O, por lo que los metales estudiados se
encuentran como precipitados formando su respectivo hidróxido, realizando una
comparación con los estudios de los metales anteriores se observa que estas Gráficas
coinciden con las del Zn y el Fe, teniendo como principal variable al tiempo de
agitación esto quiere decir que debido a la alta concentración de estos metales en el
agua ácida, se forma una gran cantidad del precipitado por ello es necesario que la
agitación sea la más baja posible para no romper los flóculos que han sido formados
esto en el menor tiempo del proceso de coagulación, todo ello favorece a la remoción
de los metales totales.
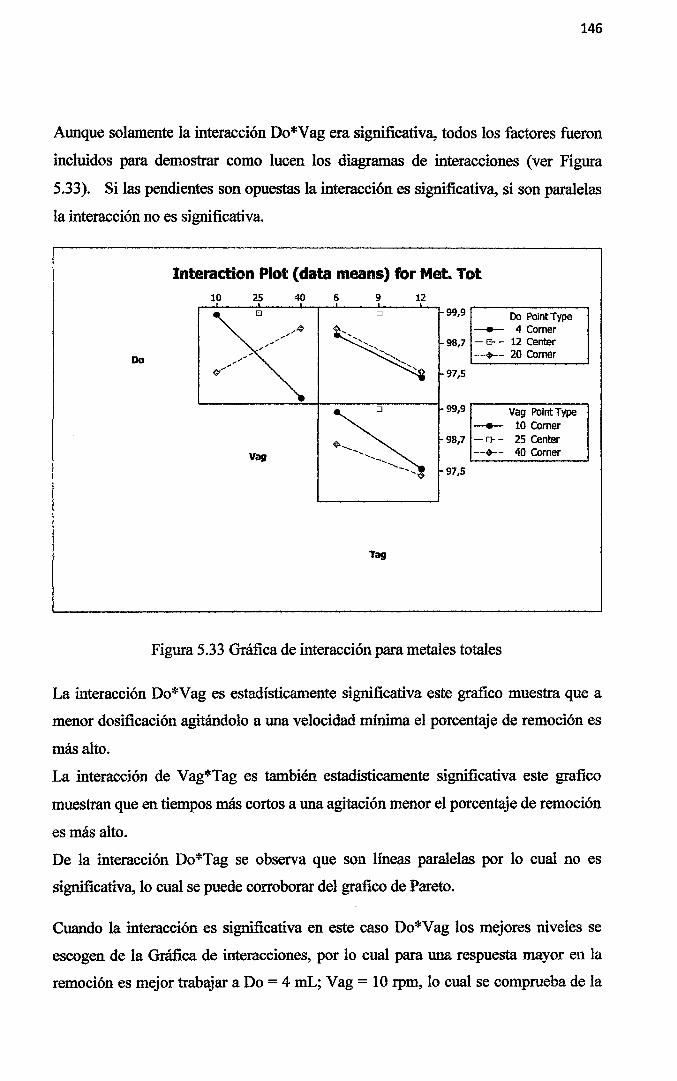
146
Aunque solamente la interacción Do*Vag era significativa, todos los factores fueron
incluidos para demostrar como lucen los diagramas de interacciones (ver Figura
5.33). Si las pendientes son opuestas la interacción es significativa, si son paralelas
la interacción no es significativa.
Interaction Plot (data means) for Met. Tot 10 25 40 6 9 12
Q D 99,9 Do Point Type /~
' - 4 Corner
, ,.,. - o- - 12 Center .,..,. 98,7
Do ,-"' , --+--- 20 Corner
<!7~ ,
97,5
~ 99,9 Vag Polnt Type - 10 Corner 98,7 -o-- 25 Center
Vag ,, --+--- 40 Comer -............ _ ........ 97,5
Tag
Figura 5.33 Gráfica de interacción para metales totales
La interacción Do*Vag es estadísticamente significativa este grafico muestra que a
menor dosificación agitándolo a una velocidad mínima el porcentaje de remoción es
más alto.
La interacción de Vag*Tag es también estadísticamente significativa este grafico
muestran que en tiempos más cortos a una agitación menor el porcentaje de remoción
es más alto.
De la interacción Do*Tag se observa que son líneas paralelas por lo cual no es
significativa, lo cual se puede corroborar del grafico de Pareto.
Cuando la interacción es significativa en este caso Do*Vag los mejores niveles se
escogen de la Gráfica de interacciones, por lo cual para una respuesta mayor en la
remoción es mejor trabajar a Do= 4 mL; Vag = 10 rpm, lo cual se comprueba de la
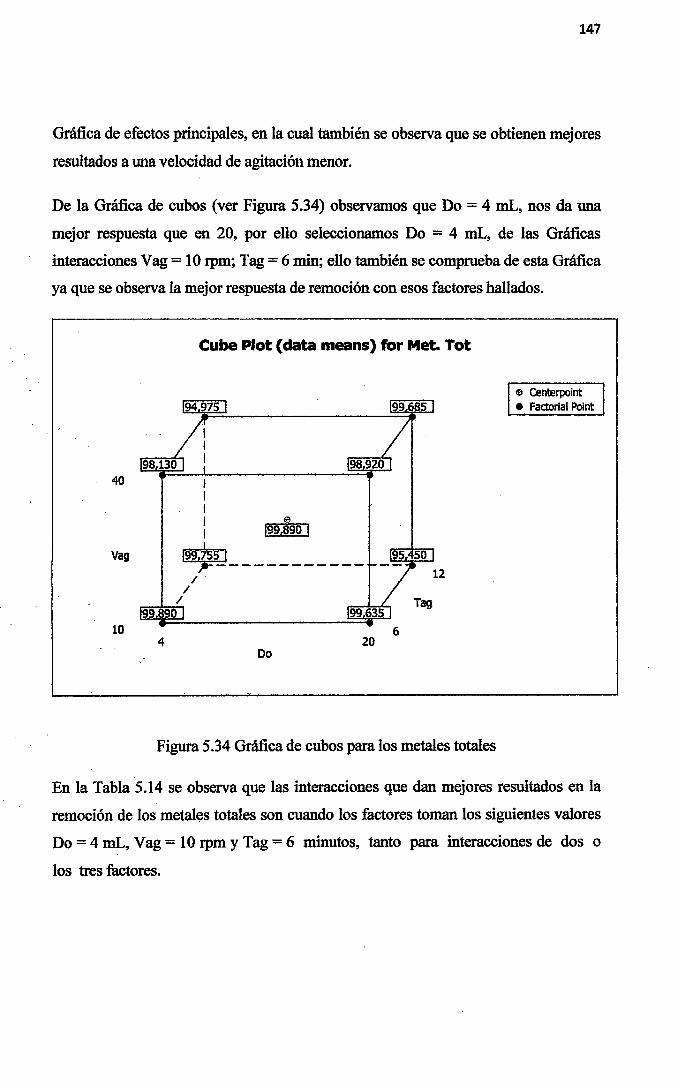
147
Gráfica de efectos principales, en la cual también se observa que se obtienen mejores
resultados a una velocidad de agitación menor.
De la Gráfica de cubos (ver Figura 5.34) observamos que Do= 4 mL, nos da una
mejor respuesta que en 20, por ello seleccionamos Do = 4 mL, de las Gráficas
interacciones Vag = 10 rpm; Tag = 6 min; ello también se comprueba de esta Gráfica
ya que se observa la mejor respuesta de remoción con esos factores hallados.
Cuba Plot (data means) for Met. Tot
e Centerpoint • Factorial Point
40
Vag
10 4 20
Do
Figura 5.34 Gráfica de cubos para los metales totales
En la Tabla ·5.14 se observa que las interacciones que dan mejores resultados en la
remoción de los metales totales son cuando los factores toman los siguientes valores
Do= 4 mL, Vag = 10 rpm y Tag = 6 minutos, tanto para interacciones de dos o
los tres factores.

148
Tabla 5.14 Medias de mínimos cuadrados para los metales totales
Media Error estándar de
la media Do 4 98,19 0,1090
20 98,42 0,1090 Vag 10 98,68 0,1090 40 97,93 0,1090
Tag 6 99,14 0,1090 12 97,47 0,1090
Do*Vag 410 99,82 0,1542
2010 97,54 0,1542 440 96,55 0,1542
2040 99,30 0,1542 Do*Tag
46 99,01 0,1542 20 6 99,28 0,1542 412 97,37 0,1542
2012 97,57 0,1542 Vag*Tag
10 6 99,76 0,1542 40 6 98,53 0,1542 10 12 98,60 0,1542 4012 97,33 0,1542
Do*Vag*T_~
410 6 99,89 0,2180 2010 6 99,64 0,2180 440 6 98,13 0,2180
2040 6 98,92 0,2180 41012 99,76 0,2180
201012 95,45 0,2180
44012 94,98 0,2180 20 40 12 99,69 0,2180
Media para punto central = 99,89
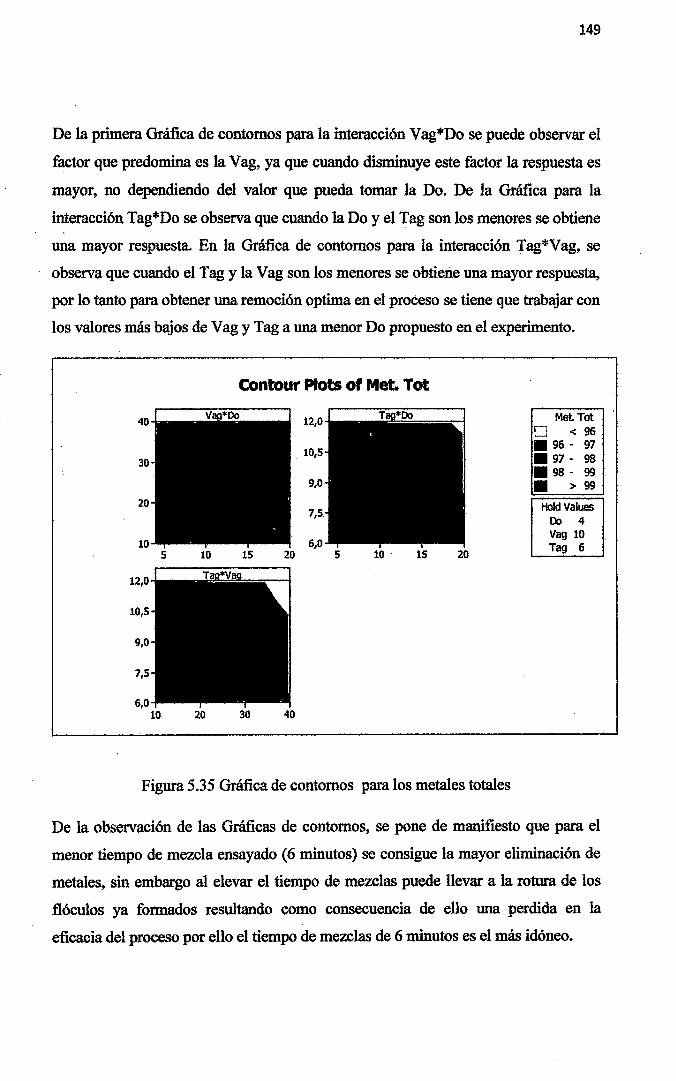
149
De la primera Gráfica de contornos para la interacción Vag*Do se puede observar el
factor que predomina es la Vag, ya que cuando disminuye este factor la respuesta es
mayor, no dependiendo del valor que pueda tomar la Do. De la Gráfica para la
interacción Tag*Do se observa que cuando la Do y el Tag son los menores se obtiene
una mayor respuesta. En la Gráfica de contornos para la interacción Tag*Vag, se
observa que cuando el Tag y la Vag son los menores se obtiene una mayor respuesta,
por lo tanto para obtener una remoción optima en el proceso se tiene que trabajar con
los valores más bajos de Vag y Tag a una menor Do propuesto en el experimento.
Contour Plots of Met. Tot
40 12,0
10,S 30
9,0
. . . . . ·~
Met Tot D < 96 .96-97 .97-98 ·98-99 • >99
20 7,S HoldValues
Do 4
10 6,0 S 10 1S 20 S 10 . 1S 20
Vag 10 Tag 6
12,0
10,5
9,0
7,S
6,0 10 20 30 40
Figura 5.35 Gráfica de contornos para los metales totales
De la observación de las Gráficas de contornos, se pone de manifiesto que para el
menor tiempo de mezcla ensayado ( 6 minutos) se consigue la mayor eliminación de
metales, sin embargo al elevar el tieinpo de mezclas puede llevar a la rotura de los
flóculos ya formados resultando como consecuencia de ello una perdida en la
eficacia del proceso por ello el tiempo de mezclas de 6 minutos es el más idóneo.
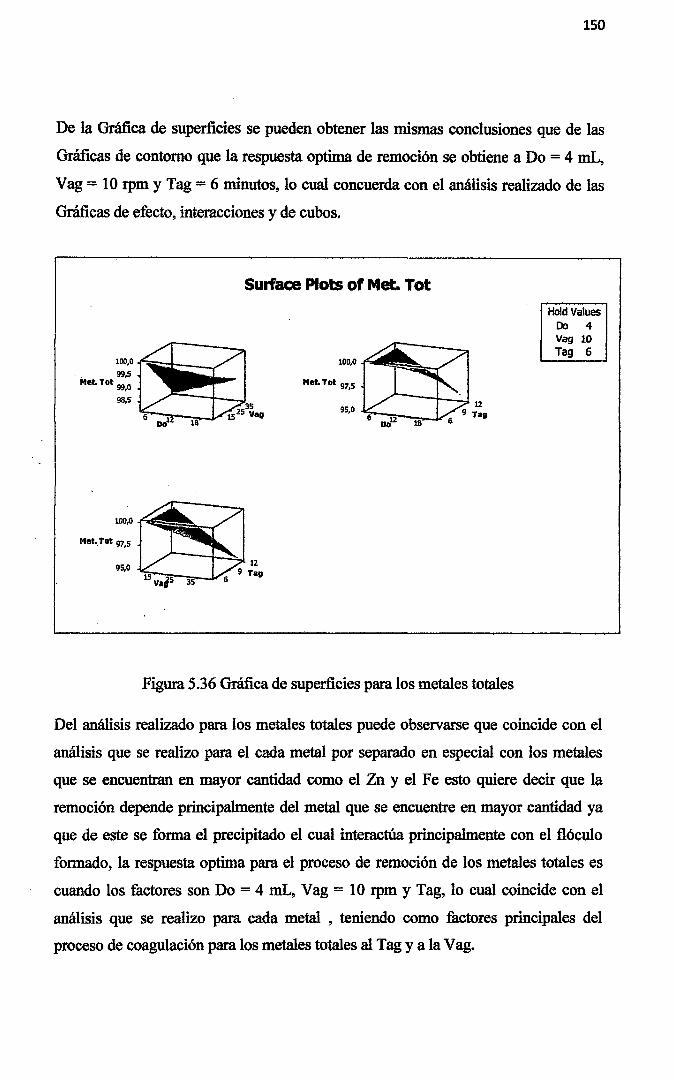
150
De la Gráfica de superficies se pueden obtener las mismas conclusiones que de las
Gráficas de contorno que la respuesta optima de remoción se obtiene a Do = 4 mL,
Vag = 1 O rpm y Tag = 6 minutos, lo cual concuerda con el análisis realizado de las
Gráficas de efecto, interacciones y de cubos.
100,0
99,5 Met. Tot
99,0
98,5
100,0
Mtlt..Tot 97,5
95,0
Surface Plots of Met. Tot
Met. Tot 97,5
Figura 5.36 Gráfica de superficies para los metales totales
HoldValues Do 4 Vag 10 Tag 6
Del análisis realizado para los metales totales puede observarse que coincide con el
análisis que se realizo para el cada metal por separado en especial con los metales
que se encuentran en mayor cantidad como el Zn y el Fe esto quiere decir que la
remoción depende principalmente del metal que se encuentre en mayor cantidad ya
que de este se forma el precipitado el cual interactúa principalmente con el tlóculo
formado, la respuesta optima para el proceso de remoción de los metales totales es
cuando los factores son Do = 4 mL, Vag = 1 O rpm y Tag, lo cual coincide con el
análisis que se realizo para cada metal , teniendo como factores principales del
proceso de coagulación para los metales totales al Tag y a la V ag.

151
5.6. Tiempo critico de sedimentación
Se realizaron estudios de correlación del tiempo crítico de sedimentación contra los
factores del tratamiento (dosificación del coagulante, velocidad de agitación y tiempo
de agitación) encontrándose buena correlación entre los datos. Para hallar esta
correlación se utilizo el programa Minitab utilizando los datos de la Tabla 4.7.
Los resultados del estudio teniendo como respuesta del proceso al tiempo crítico de
sedimentación se detallan a continuación:
Primero realizamos el análisis de cómo afecta la variación de los factores del proceso
(Do, Vag, Tag), teniendo como respuesta al tiempo crítico de sedimentación, es
decir, el tiempo en el que la fase sedimentada alcanza la etapa de compresión, para
un experimento de tres variables como este, el modelo completo incluye los efectos
principales Do, Vag y Tag; las interacciones de segundo nivel Do*Vag, Do*Tag y
Vag*Tag y la interacción de tercer nivel Do*Vag*Tag estos son los siete efectos que
se han calculado a continuación:
Tabla 5.15 Efectos y coeficientes estimados para el tiempo crítico de sedimentación
Termino Efedo Coef SECoef T p
Constante 64,625 0,3307 195,41 o Do 3,250 1,625 0,3307 4,91 0,001 Vag 4,250 2,125 0,3307 6,43 0,000 Tag 4,250 2,125 0,3307 6,43 0,000
Do*Vag -3,750 -1,875 0,3307 -5,67 0,000 Do*Tag -5,750 -2,875 0,3307 -8,69 0,000 Vag*Tag -4,750 -2,375 0,3307 -7,18 0,000
Do*Vag*Tag 1,250 -0,625 0,3307 1,89 0,095 CtPt 3,375 1,3636 2,48 0,038
S= 1,3228 R-cuadr = 97,18% R-cuadr(ajustado) = 94,36%
De la Tabla 5.15 el P (P valor) <0,05 indica que casi todas las variables e
interacciones son significativas a excepción de Do*Vag*Tag sobre la respuesta
tiempo crítico de sedimentación en la muestra de agua ácida.
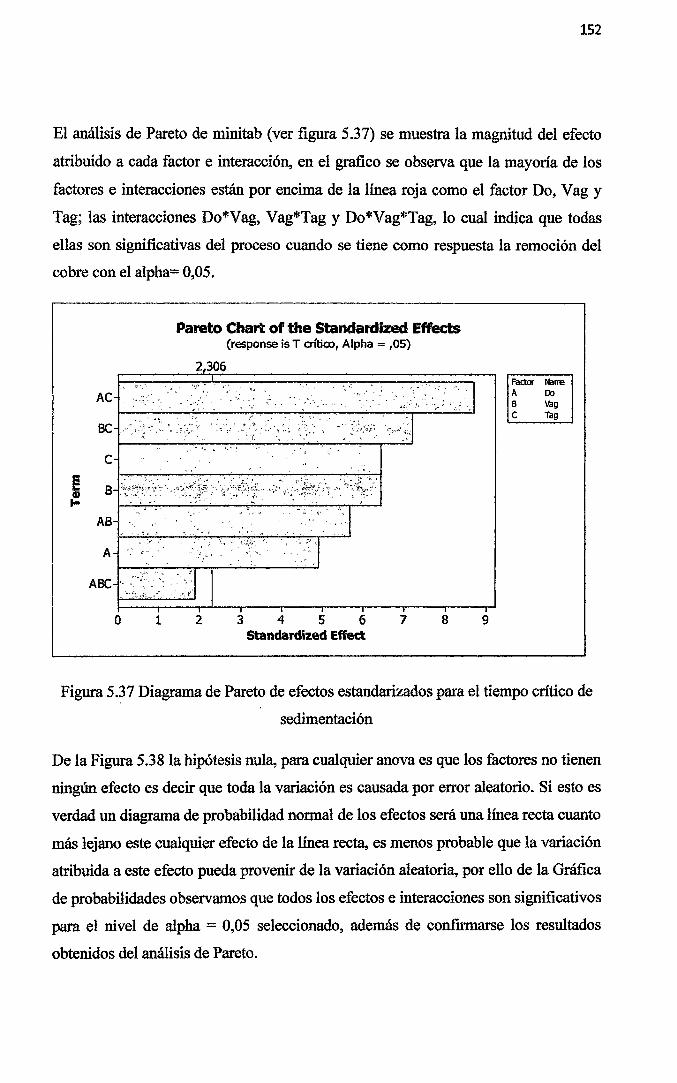
152
El análisis de Pareto de minitab (ver figura 5.3 7) se muestra la magnitud del efecto
atribuido a cada factor e interacción, en el grafico se observa que la mayoría de los
factores e interacciones están por encima de la linea roja como el factor Do, Vag y
Tag; las interacciones Do*Vag, Vag*Tag y Do*Vag*Tag, lo cual indica que todas
ellas son significativas del proceso cuando se tiene como respuesta la remoción del
cobre con el alpha= 0,05.
~ GJ ...
AC ... ·3.'~
BC
e
B
AB
A
Pareto Chart of the Standardized Effects (response is T crítico, Alpha == ,OS)
2,306
' . '·.~' ' ' ' \ .. _',
<.." '\ ··; • ·-· ".
. ' ·~ ' ' . .
' .. , ~ ~- ~ .. :'. .
ABC ··- · --- c.-
o 1 2 3 4 S 6 7 8 standarclized Effed:
Factor Narre A Do B vag e Tag
9
Figura 5.37 Diagrama de Pareto de efectos estandarizados para el tiempo crítico de
sedimentación
De la Figura 5.38 la hipótesis nula, para cualquier anova es que los factores no tienen
ningún efecto es decir que toda la variación es causada por error aleatorio. Si esto es
verdad un diagrama de probabilidad normal de los efectos será una linea recta cuanto
más lejano este cualquier efecto de la linea recta, es menos probable que la variación
atribuida a este efecto pueda provenir de la variación aleatoria, por ello de la Gráfica
de probabilidades observamos que todos los efectos e interacciones son significativos
para el nivel de alpha = 0,05 seleccionado, además de confirmarse los resultados
obtenidos del análisis de Pareto.
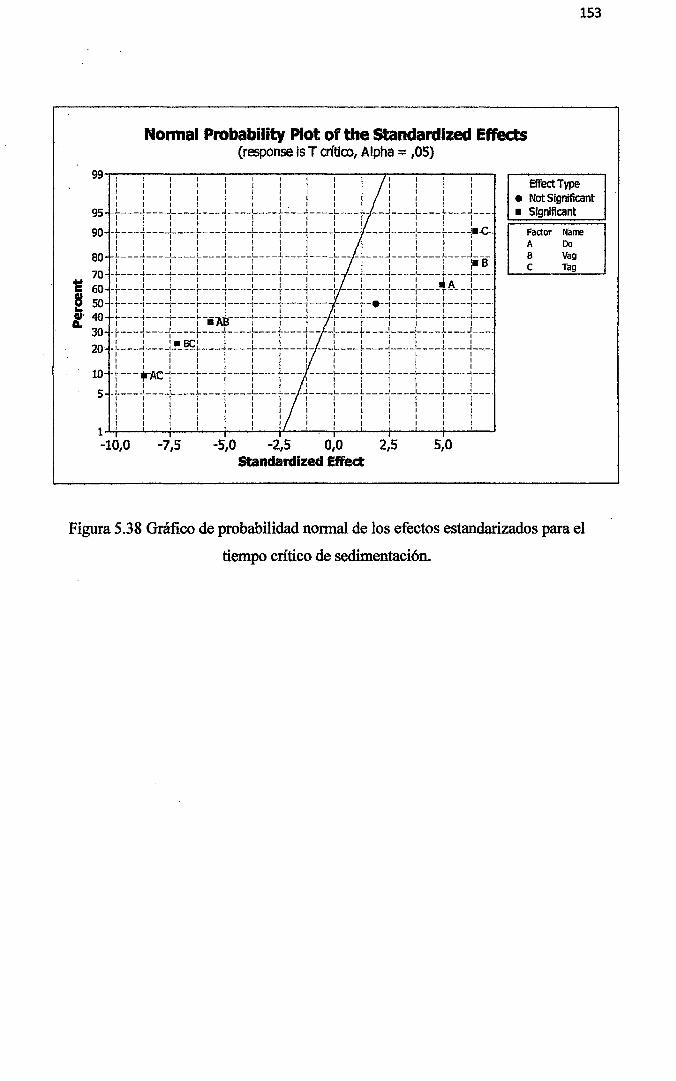
153
Normal Probability Plot of the Standardized Effects (response ls T crftico, Alpha = ,OS)
99~~--~--~--~---~~--~--~--;---~--~---r.~--~~--~--~-, 1 1 1 1 1 1
1 1 1 ! 1 1 1. 1 1 1 1 1 1 1
95 ~----¡---i----r---1----~---t----¡----~---t --~----~---t---~---
EffectType
• Not s lgnificant • Signlficant
1 1 1 1 1 1 1 1 1 1 1 1 1 1
90 -t-----t---+---t-----t---+---t----{---+---.'---~---+---t---~·-C- Factor Narre 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 l 1
A Do 80 -L---2---~----L---2----L ___ L ___ J ____ L ___ L---~----L---L---~---
: l l l l l l l l l l l l i•B 70 _,_ ___ ..¡ ___ _, ____ ,_ ___ ..¡ ____ I----J-----1----l- __ J_ ___ ..¡ ____ ,_ ___ J_ ____ , ___ _
1!f 60 -~---4----!----~---4----!----+---4----! ---+---~----~---~~--~---~ 50 -~---~ ---~----~---~ ----i-----t----~----~--- -.:----~----:--- --t----~---- 1 1 1 1 1 1 1 1 1 t 1 1 1 1 ~ 40 ¡----:---l----¡-i~B----¡---¡---¡----¡---¡---¡----¡---¡---¡---
30 -t-----{---i----t-----¡----~---t---1-- -~---t---~----~---t---~---·
B Vag e Tag
20 _L ___ J_ __ J~~L-_J ____ :__ ___ L __ _¡_ ___ :__ ___ L __ J ____ :__ ___ L __ J ___ _ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ¡ 1 1 1 1 r 1 1 1 ' 1 t r 1 1 1
10 -¡---.-Ac¡----¡----:----¡---¡---·, ----¡---¡---¡----¡---¡---¡---' t 1 r 1 r 1 1 1 r r 1 1 1
S -¡----1---i----L----¡---+----¡--- ·-1----r-----t---i----:----t---i---· 1 1 1 1 r t 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 i 1 ! l ! ! ! ! 1 1 1 ! !
-10,0 -7,5 -5,0 -2,5 0,0 2,5 5,0 Standardized Effect
Figura 5.38 Gráfico de probabilidad normal de los efectos estandarizados para el
tiempo critico de sedimentación.
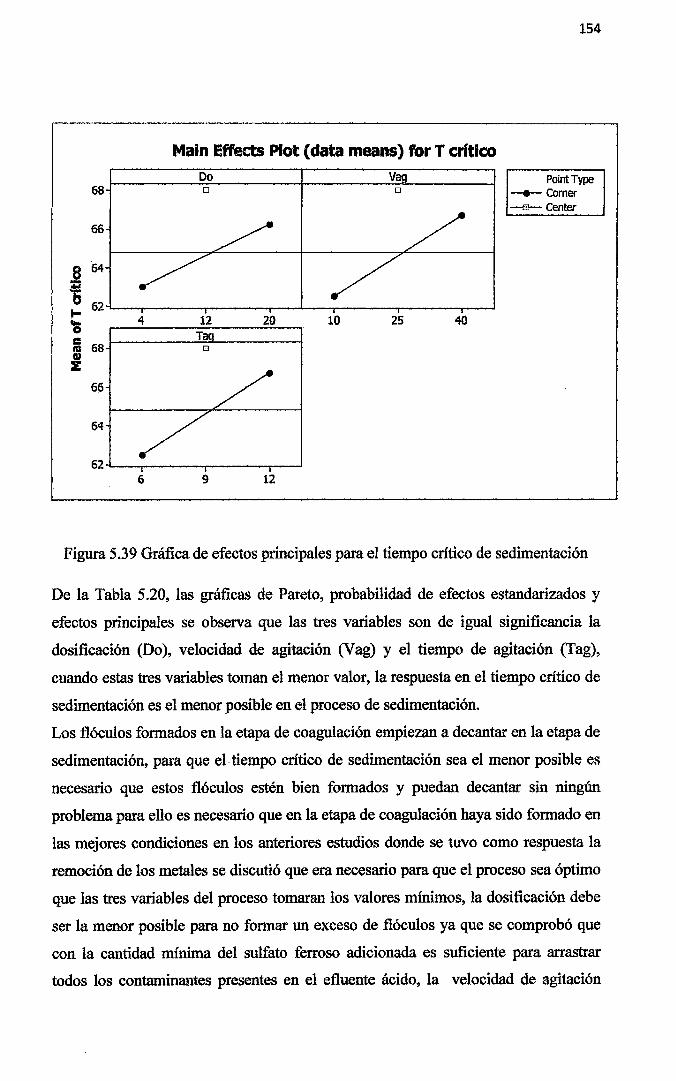
154
Main Effects Plot (data means) for T crítico Do V, PointType
68 D D ---- Corner -a-- Center
66
8 '64
= '6 62
1-4 12 20 10 25 40 'S
~ e m 68 o ID ::e:
66
64
62 6 9 12
Figura 5.39 Gráfica de efectos principales para el tiempo crítico de sedimentación
De la Tabla 5.20, las gráficas de Pareto, probabilidad de efectos estandarizados y
efectos principales se observa que las tres variables son de igual significancia la
dosificación (Do), velocidad de agitación (V ag) y el tiempo de agitación (Tag),
cuando estas tres variables toman el menor valor, la respuesta en el tiempo crítico de
sedimentación es el menor posible en el proceso de sedimentación.
Los flóculos formados en la etapa de coagulación empiezan a decantar en la etapa de
sedimentación, para que el. tiempo crítico de sedimentación sea el menor posible es
necesario que estos flóculos estén bien formados y puedan decantar sin ningún
problema para ello es necesario que en la etapa de coagulación haya sido formado en
las mejores condiciones en los anteriores estudios donde se tuvo como respuesta la
remoción de los metales se discutió que era necesario para que el proceso sea óptimo
que las tres variables del proceso tomaran los valores mínimos, la dosificación debe
ser la menor posible para no formar un exceso de flóculos ya que se comprobó que
con la cantidad mínima del sulfato ferroso adicionada es suficiente para arrastrar
todos los contaminantes presentes en el efluente ácido, la velocidad de agitación
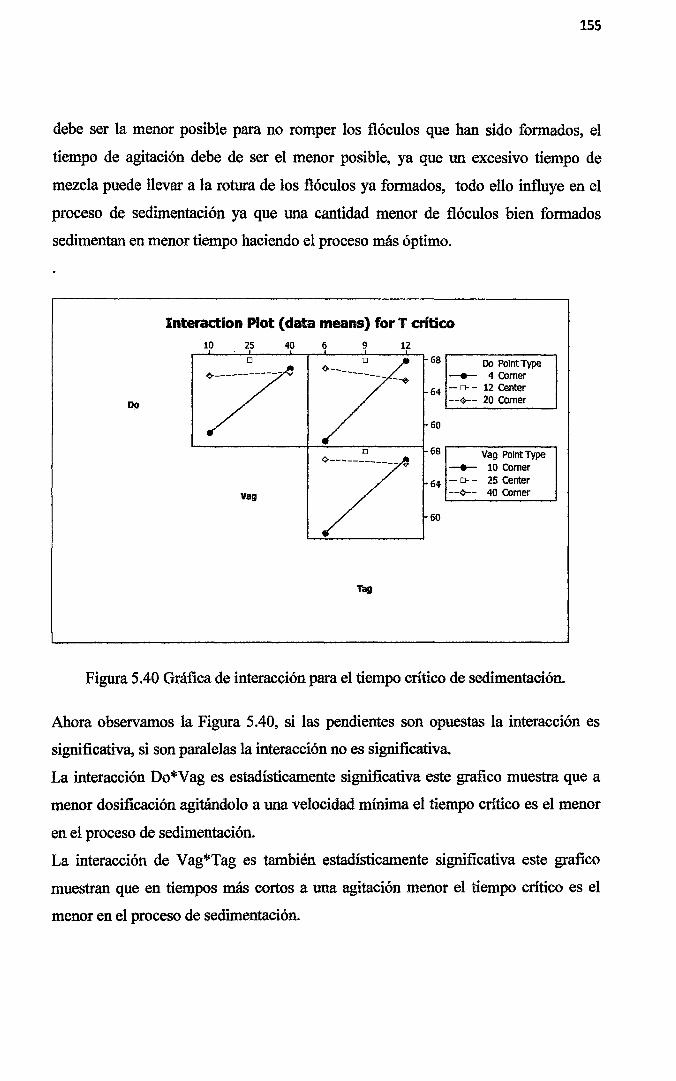
155
debe ser la menor posible para no romper los flóculos que han sido formados, el
tiempo de agitación debe de ser el menor posible, ya que un excesivo tiempo de
mezcla puede llevar a la rotura de los flóculos ya formados, todo ello influye en el
proceso de sedimentación ya que una cantidad menor de flóculos bien formados
sedimentan en menor tiempo haciendo el proceso más óptimo.
Interaction Plot (data means) for T critico 10 25 40 6 9
D D
7 <>-------
Vag
12 68 Do PolntType
---.-- 4 Comer
64 - o- - 12 Center __ ...__ 20 Comer
60
68 Vag Polnt Type ---.-- 10 Comer
64 - o- - 25 Center __ ...__ 40 Comer
60
Figura 5.40 Gráfica de interacción para el tiempo crítico de sedimentación.
Ahora observamos la Figura 5.40, si las pendientes son opuestas la interacción es
significativa, si son paralelas la interacción no es significativa
La interacción Do*Vag es estadísticamente significativa este grafico muestra que a
menor dosificación agitándolo a una velocidad mínima el tiempo crítico es el menor
en el proceso de sedimentación.
La interacción de Vag*Tag es también estadísticamente significativa este grafico
muestran que en tiempos más cortos a una agitación menor el tiempo crítico es el
menor en el proceso de sedimentación.

156
De la interacción Do*Tag se observa que es estadísticamente significativa este
grafico muestra que a menor dosificación agitándolo en el menor tiempo el tiempo
crítico es el menor en el proceso de sedimentación
Cuando la interacción es significativa en este caso Do*Vag los mejores niveles se
escogen de la Gráfica de interacciones, por lo cual para una respuesta mayor en la
remoción es mejor trabajar a Do= 4 mL; Vag = 10 rpm y Tag= 6 min, lo cual se
comprueba de la Gráfica de efectos principales (ver figura 5.39), en la cual también
se observa que se obtienen mejores resultados cuando las variables asumen los
valores más bajos.
De la Gráfica de cubos (ver figura 5.41) observamos que cuando los factores toman
los siguientes valores: Do= 4 mL, Vag = 10 rpm y Tag = 6 min; nos da una mejor
respuesta ya que el tiempo crítico de sedimentación es el menor posible en el disefio
experimental planteado.
Cube Plot (data means) for T cñtico
40 1 1 1
1 t6sl
Vag ~------------
51 10
4
/ 1
1
Do 20
12
Tag
6
Figura 5.41 Gráfica de cubos para el tiempo crítico de sedimentación
e Centerpoint • Factorial Point
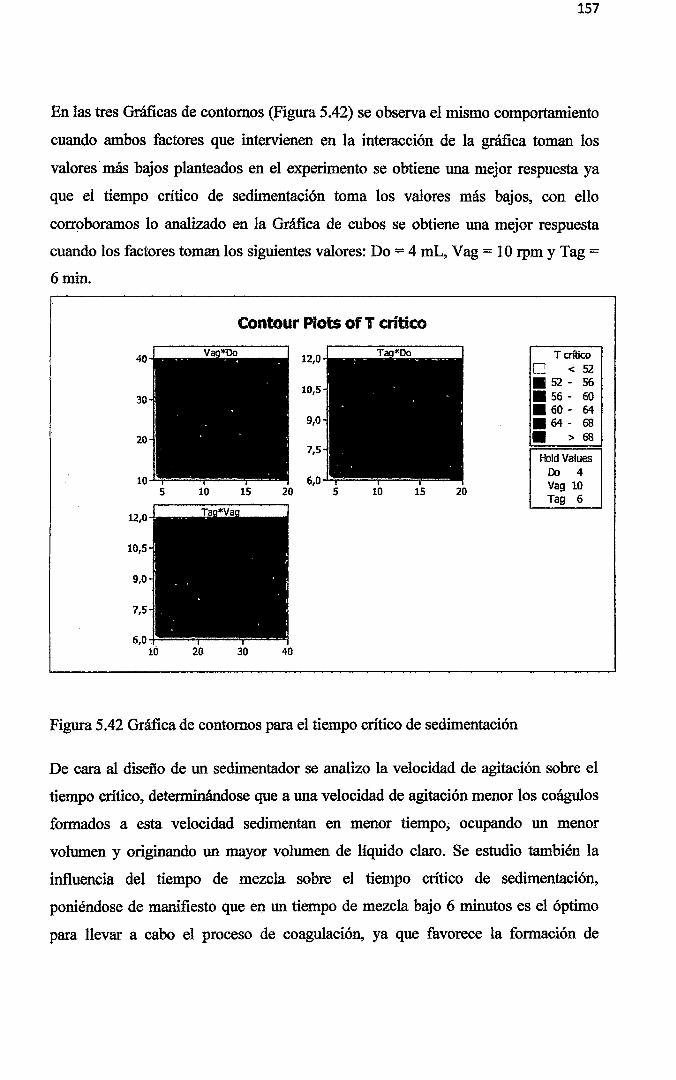
157
En las tres Gráficas de contornos (Figura 5.42) se observa el mismo comportamiento
cuando ambos factores que intervienen en la interacción de la gráfica toman los
valores· más bajos planteados en el experimento se obtiene una mejor respuesta ya
que el tiempo crítico de sedimentación toma los valores más bajos, con ello
corroboramos lo analizado en la Gráfica de cubos se obtiene una mejor respuesta
cuando los factores toman los siguientes valores: Do = 4 mL, Vag = 1 O rpm y Tag = 6min.
12,0
10,5
9,0
7,5
6,0
Contour Plots of T critico
¡ ;
S 10 15 20
1 .
L·¡
' ' '
-----··1 10 20 30 40
1 . .. 1 •• ; ... ~ .. . ... " -····-- -
1 1 . . '
·~L·• ·: • 1 . . ' .
5 10 15 20
Figura 5.42 Gráfica de contornos para el tiempo crítico de sedimentación
Toítico Q <52 • 52- 56 • 56- 60 • 60- 64 ·64- 68 • > 68
HoldValues Do 4 Vag 10 Tag 6
De cara al diseño de un sedimentador se analizo la velocidad de agitación sobre el
tiempo crítico, determinándose que a una velocidad de agitación menor los coágulos
formados a esta velocidad sedimentan en menor tiempo; ocupando un menor
volumen y originando un mayor volumen de líquido claro. Se estudio también la
influencia del tiempo de mezcla sobre el tiempo crítico de sedimentación,
poniéndose de manifiesto que en un tiempo de mezcla bajo 6 minutos es el óptimo
para llevar a cabo el proceso de coagulación, ya que favorece la formación de

158
coágulos fuertes (de tamaño adecuado) y resistentes a la agitación, resultando un
liquido clarificado de buenas características.
Con este tiempo se consigue que los coágulos arrastren gran cantidad de metales con
una velocidad de sedimentación aceptable.

159
7
CONCLUSIONES
De acuerdo a los resultados mostrados, se establecen las siguientes conclusiones:
l. En función del análisis que se realizo por medio del minitab, teniendo como
respuesta la mayor la remoción de los metales, se logró encontrar:
la) El punto con las mejores condiciones para el tratamiento de remoción de los
iones metálicos Pb+2, Cu+2
, zn+2, Fe+3 en el efluente minero son:
Do = 4 mL; V ag = 1 O rpm; Tag = 6 minutos
lb) Teniendo como respuesta el menor tiempo crítico de sedimentación, se logró
encontrar un punto con las mejores condiciones para el tratamiento del agua de mina:
Do = 4 mL; Vag = 1 O rpm; Tag = 6 minutos
Por tanto el punto con las mejores condiciones que se hallo para este diseño de
experimento en el proceso de coagulación es con las siguientes condiciones:
Do= 4 mL; Vag = 10 rpm; Tag = 6 minutos
Ya que favorecen a un proceso de remoción de metales óptimo, a un tiempo crítico
de sedimentación menor.
2. Se lograron concentraciones residuales en el agua tratada que satisfacen el DS
010-2010 MINAM de límites máximos permisibles para la descarga de efluentes
líquidos de actividades mineras.
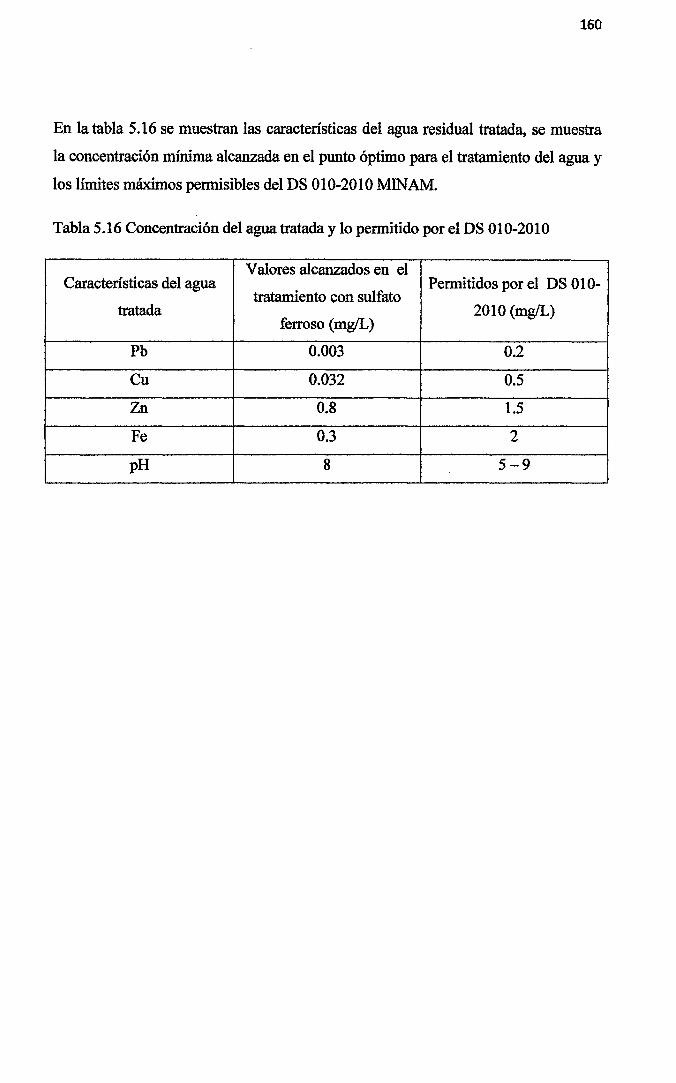
160
En la tabla 5.16 se muestran las características del agua residual tratada, se muestra
la concentración mínima alcanzada en el punto óptimo para el tratamiento del agua y
los límites máximos permisibles del DS 010-2010 MINAM.
Tabla 5.16 Concentración del agua tratada y lo permitido por el DS 010-2010
Valores alcanzados en el Características del agua
tratamiento con sulfato Permitidos por el DS 010-
tratada 2010 (mg!L) ferroso (mg!L)
Pb 0.003 0.2
Cu 0.032 0.5
Zn 0.8 1.5
Fe 0.3 2
pH 8 5-9

8
RECOMENDACIONES
161
l. Evaluar la viabilidad del proceso de remoción utilizando el sulfato ferroso como
coagulante a nivel escala para utilizarlo en la industria, empleando las condiciones
óptimas halladas en este estudio.
2. Realizar pruebas con efluentes de otras industrias para reducir sus contaminantes
empleando el disefio experimental y el análisis que se ha llevado a cabo en el
presente estudio para hallar las condiciones óptimas para su tratamiento.
162
BIBLIOGRAFÍA
[1] Andía Cárdenas, Y o landa. Tratamiento de agua: Coagulación y floculación. Evaluación de plantas y Desarrollo tecnológico. Sedapal. Lima. 2000. p. 8-28
[2] Soto, A. Coagulación y floculación de contaminantes del agua. Revista: Ciencia abierta Vol. 15. Universidad de Chile. Disponible en: http:/ /cabierta.uchi1e.cllrevista/15/home.html.
[3) Gómez Puente, Alejandro. Remoción de materia orgánica por Coagulación -Floculación. Universidad Nacional de Colombia. Manizales. 2005. p. 13-46
[4] Vargas, Lidia. Barrenechea, Ada. Tratamiento de agua para consumo humano. Plantas de filtración rápida. Manual I: Teoría. Centro Panamericano de Ingeniería Sanitaria y Ciencias del Ambiente. Lima. 2004. p. 177-198
[5] AguiJar, M. Tratamiento Físico-químico de aguas residuales Coagulaciónfloculación. Universidad de Murcia. Servicio de publicaciones. 2002. p. 41-42
[6] Rodríguez Salcedo, Carlos. Uso y control del proceso de coagulación en plantas de tratamiento de agua potable. Universidad de Sucre. 2008. p. 43-53
[7] Gilarranz, Redondo. Hemández, Calvo. Operación de flujos de fluidos: Sedimentación. Universidad Autónoma de Madrid. Área de ingeniería química. p. 1-4 Disponible en: http:/ /www.uam.es/personal _pdilciencias/mgilarra!Fluid/Sedimentacion%202006-2007.pdf
[8] I. Martín, R. Salcedo. Mecánica de fluidos tema 5: Operaciones separación sólido- fluido. Universidad de Alicante. 2011. p. 5
[9] Cortés Ruíz, Velasco. Procesos de extracción y concentración de minerales. Universidad Nacional Autónoma de México. 2010. p. 10. Disponible en: http://galeon.com/quimica3ccb!MINEROMET /Sepycon.pdf
[10] Santander, M. Paiva, M. Tratamiento de riles del sector minero-metalúrgico y reutilización de las aguas. Universidad de Atacama. Revista de la facultad de ingeniería. 2011. p. 11-15
[11] Zumaran Farfán, Jesús. Barbosa Filho. Predicción del potencial de drenaje ácido de mina en relaves mineros. Centro de Tecnología Mineral, CETEM-Met.-Brasil. Revista el Ingeniero de Minas Edición N° 27. Rio de Janeiro. 2004. p. 24-27
[12] Skousen, J. Simmons, J. Acid-base accounting to predict pot-mining drainage quality on surface mines. Journal Environmental Quality 2002 Tomo 6 cap. (31 ). p. 2034-2044
163
[13] Carlos J. Pérez, Honores. Gestión del riesgo en medio ambiente drenaje ácido de Roca (DAR). CJP - Ingenieros Asociados Servicios de Ingeniería y Consultoría Octubre 2003. p. 1-6
[14] Osvaldo Aduvire. Drenaje Ácido de Min~ generación y Tratamiento. Instituto Geológico y Minero de España Dirección de Recursos Minerales y Geoambiente Madrid 2006. p. 6-29
[15] Aduvire, O. y Aduvire, H. "Aguas Ácidas de mina: Caracterización, mineralogía y microbiología. Revista INGEOPRES 141 España 2005. p. 52-62
[16] Cravotta, C. Rose, A. Frequency distribution ofthe pH of coal mine drainage in Pennsylvania Contamination from hard-rock mining. waste-resources USA, Vol. 1, sección D. p. 313-325
[ 17] Burriel Martí. Química analítica cualitativa. Thomson editores Spain. 18° edición, 5° impresión. 2008.
[18] Higueras, Pablo. Minería y medio ambiente. Departamento de Ingeniería Geológica y Minera. Universidad de Castilla-La Mancha, Almadén (Ciudad Real), España. Disponible en: http://www.uclm.es/users!higueras!MAM!Index.htm
[19] Robert Moran. Impactos ambientales en la minería, algunas notas sobre su costo económico. Asociación Interamericana para la Defensa del Ambiente (AIDA). Disponible en: http://www.aida-americas.org/es/mineria#Recursos _Ambientales _y_ T _ cnicos
[20] American Public Health Association (APHA), 2005. Eaton, A.D, Clesceri, L.S, Rice, E.W, and Greenberg, A.E (eds), Standard Methods for the Examination of Water and W astewater. 21 st ed, American Water Works Association, Water Pollution Control Federation. Washington, DC.
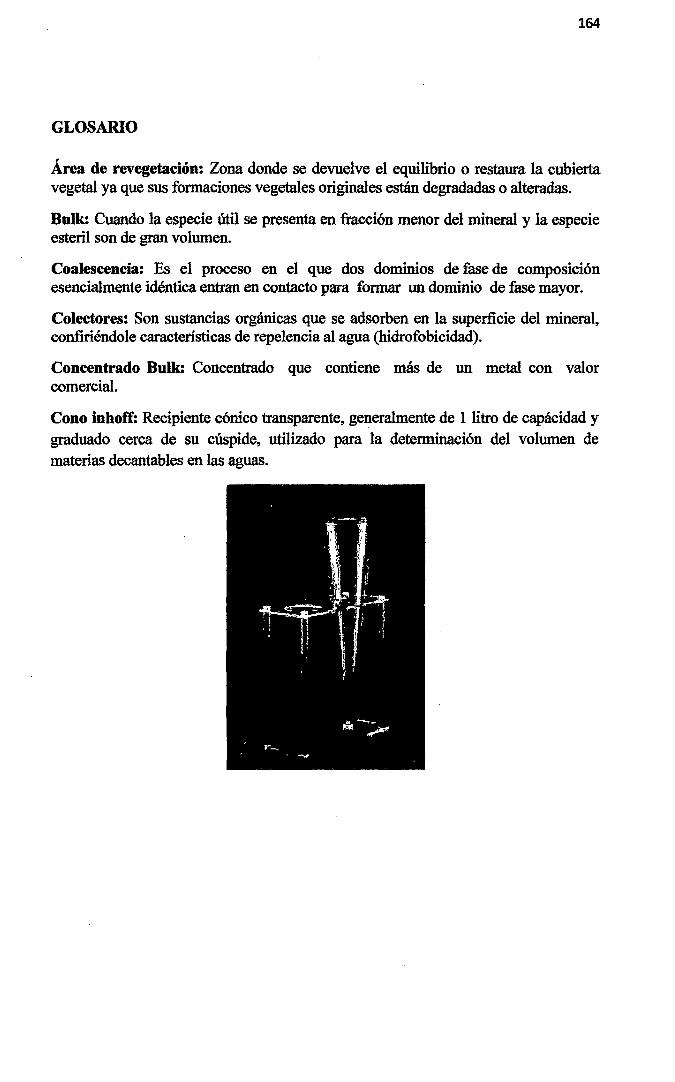
164
GLOSARIO
Área de revegetación: Zona donde se devuelve el equilibrio o restaura la cubierta vegetal ya que sus formaciones vegetales originales están degradadas o alteradas.
Bulk.: Cuando la especie útil se presenta en fracción menor del mineral y la especie esteril son de gran volumen.
Coalescencia: Es el proceso en el que dos dominios de fase de composición esencialmente idéntica entran en contacto para formar un dominio de fase mayor.
Colectores: Son sustancias orgánicas que se adsorben en la superficie del mineral, confiriéndole características de repelencia al agua (hid.rofobicidad).
Concentrado Bulk: Concentrado que contiene más de un metal con valor comercial.
Cono inhoff: Recipiente cónico transparente, generalmente de 1 litro de capácidad y graduado cerca de su cúspide, utilizado para la determinación del volumen de materias decantables en las aguas.

165
Cuneta: Zanja o canal dispuestos a los lados de las vías de circulación para recoger y evacuar las aguas de lluvia.
p---.---:.¡ .. !.'. ¡·''-1 ' !;'"".
~-· ',
Dispersante: es un aditivo que se utiliza para lograr que un soluto tenga distribución y dispersión en un disolvente.
Dique: Es un muro que se utiliza para evitar el paso del agua, puede ser natural o artificial, por lo general de tierra y paralelo al curso de un río o al borde del mar.
Dique rio grande- Y anacocha
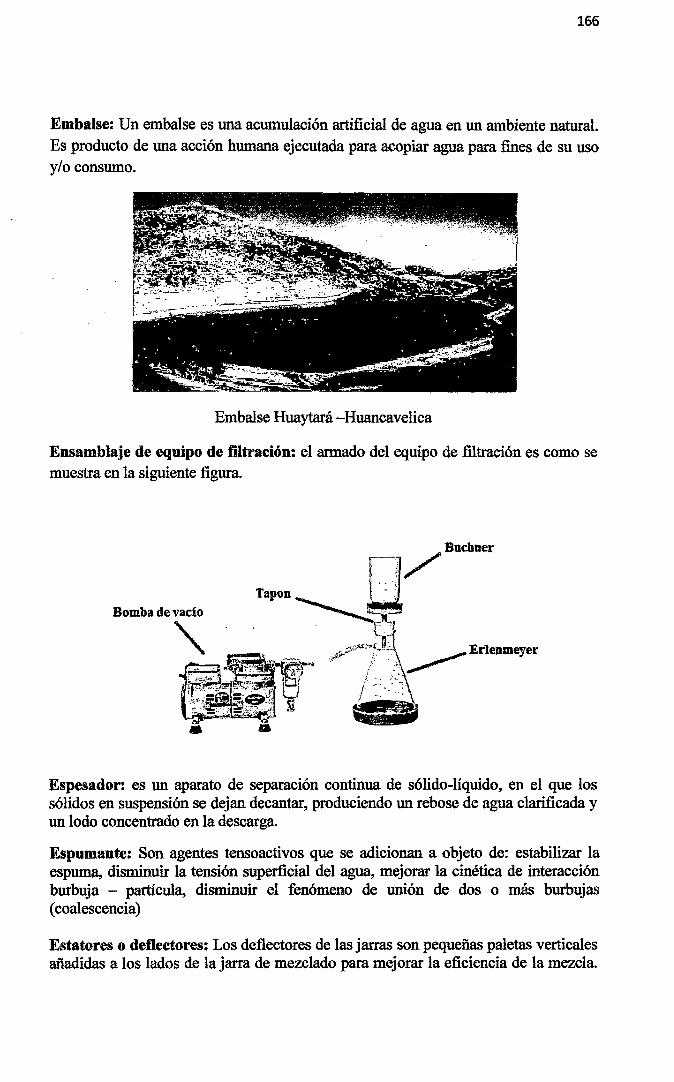
166
Embalse: Un embalse es una acumulación artificial de agua en un ambiente natural. Es producto de una acción humana ejecutada para acopiar agua para fines de su uso y/o consumo.
Embalse Huaytará -Huancavelica
Ensamblaje de equipo de filtración: el armado del equipo de filtración es como se muestra en la siguiente figura.
Bomba de vacio
" Espesador: es un aparato de separación continua de sólido-líquido, en el que los sólidos en suspensión se dejan decantar, produciendo un rebose de agua clarificada y un lodo concentrado en la descarga.
Espumante: Son agentes tensoactivos que se adicionan a objeto de: estabilizar la espuma, disminuir la tensión superficial del agua, mejorar la cinética de interacción burbuja - partícula, disminuir el fenómeno de unión de dos o más burbujas ( coalescencia)
Estatores o deflectores: Los deflectores de las jarras son pequeñas paletas verticales añadidas a los lados de la jarra de mezclado para mejorar la eficiencia de la mezcla.

167
Evitan que se forme un vórtice en el centro del depósito, que no es la forma más efectiva de mezclado. Los deflectores de las jarras son generalmente paletas planas que se colocan de manera uniforme en los lados de las jarras.
Estériles o residuos: Es todo material sin valor económico extraído para permitir la explotación del mineral útil.
Filtraciones: son aquellas causadas por la penetración directa de agua en el interior de las construcciones a través de los muros.
Galería: Una galería es una excavación en forma de túnel generalmente de suave pendiente y sección apreciable (1,5 a 2 metros de alto por 0,6 a 1,2 metros de ancho), con un nivel de agua libre que discurre por su fondo.
Meteorización: Se llama meteorización a la desintegración y descomposición de una roca en la superficie de la tie1Ta, o en su defecto, próxima a la misma, como resultado de la exposición a agentes atmosféricos y con participación de agentes biológicos.
Modificadores: Pueden ser activadores, depresores o modificadores de pH, se usan para intensificar o reducir la acción de los colectores sobre la superficie del material.
Muros pantalla: constituyen un tipo de cimentación profunda, que actúa como un muro de contención y brinda muchas ventajas por ahorro de costes y mayor desarrollo en superficies.
Preparación del catalizador para el análisis de DQO: añádanse A~S04, a H2S04 concentrado en la proporción de 5.5 g de Ag2S04/ Kg de H2S04. Déjese reposar 1 o 2 días para disolver A~S04.
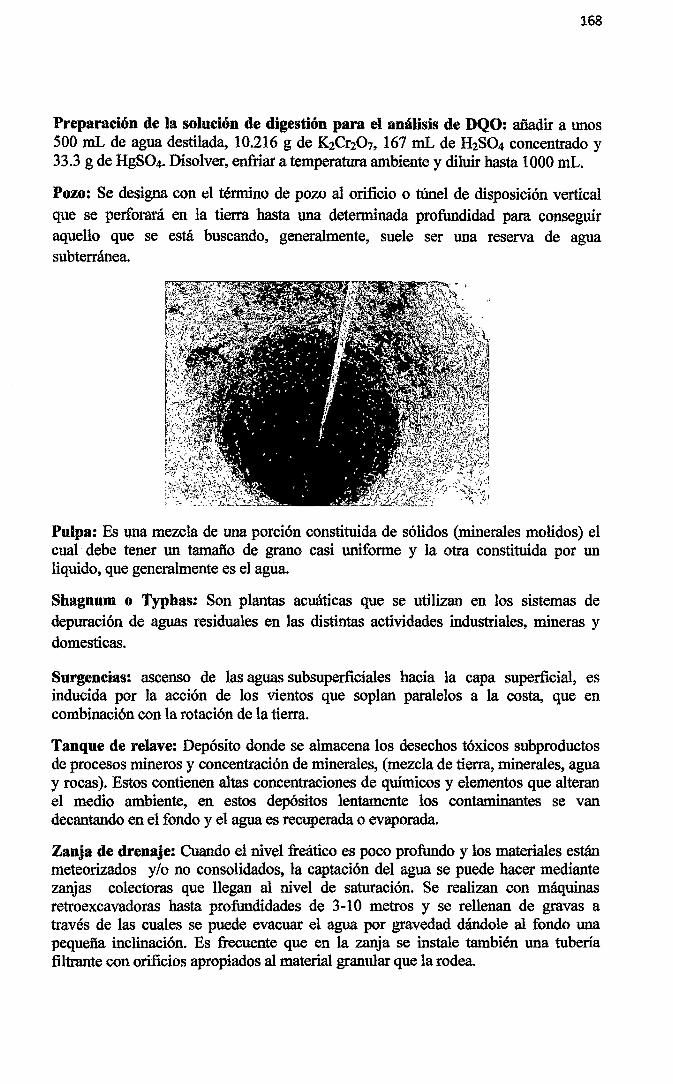
168
Preparación de la solución de digestión para el análisis de DQO: añadir a unos 500 mL de agua destilada, 10.216 g de K2Cr201, 167 mL de H2S04 concentrado y 33.3 g de HgS04. Disolver, enfriar a temperatura ambiente y diluir hasta 1000 mL.
Pozo: Se designa con el término de pozo al orificio o túnel de disposición vertical que se perforará en la tierra hasta una determinada profundidad para conseguir aquello que se está buscando, generalmente, suele ser una reserva de agua subterránea.
Pulpa: Es una mezcla de una porción constituida de sólidos (minerales molidos) el cual· debe tener un tamaño de grano casi uniforme y la otra constituida por un liquido, que generalmente es el agua.
Shagnum o Typhas: Son plantas acuáticas que se utilizan en los sistemas de depmación de aguas residuales en las distintas actividades industriales, mineras y domesticas.
Surgencias: ascenso de las aguas subsuperficiales hacia la capa superficial, es inducida por la acción de los vientos que soplan paralelos a la costa, que en combinación con la rotación de la tierra.
Tanque de relave: Depósito donde se almacena los desechos tóxicos subproductos de procesos mineros y concentración de minerales, (mezcla de tierra, minerales, agua y rocas). Estos contienen altas concentraciones de químicos y elementos que alteran el medio ambiente, en estos depósitos lentamente los contaminantes se van decantando en el fondo y el agua es recuperada o evaporada.
Zanja de drenaje: Cuando el nivel freático es poco profundo y los materiales están meteorizados y/o no consolidados, la captación del agua se puede hacer mediante zanjas colectoras que llegan al nivel de saturación. Se realizan con máquinas retroexcavadoras hasta profundidades de 3-1 O metros y se rellenan de gravas a través de las cuales se puede evacuar el agua por gravedad dándole al fondo una pequefia inclinación. Es frecuente que en la zanja se instale también una tubería filtrante con orificios apropiados al material granular que la rodea
169
vista later~l vista frontal