
UNIVERSIDAD NACIONAL DE INGENIERÍAcybertesis.uni.edu.pe/bitstream/uni/8524/1/arana_dm.pdf · 2.6.2...
108
UNIVERSIDAD NACIONAL DE INGENIERÍA FACULTAD DE INGENIERÍA QUÍMICA Y TEXTIL "USO DE CARBON NACIONAL COMO ALTERNATIVA DE REEMPLAZO AL CARBON IMPORTADO EN LA PRODUCCION DE CEMENTO'' PARA OPTAR POR EL TÍTULO PROFESIONAL DE: INGENIERO QUÍMICO POR LA MODALIDAD DE ACTUALIZACIÓN DE CONOCIMIENTOS PRESENTADO POR: MAURICIO ANDRÉ ARANA DORADOR LIMA-PERÚ 2006
Transcript of UNIVERSIDAD NACIONAL DE INGENIERÍAcybertesis.uni.edu.pe/bitstream/uni/8524/1/arana_dm.pdf · 2.6.2...
UNIVERSIDAD NACIONAL DE INGENIERÍA
FACULTAD DE INGENIERÍA QUÍMICA Y TEXTIL
"USO DE CARBON NACIONAL COMO ALTERNATIVA DE REEMPLAZO
AL CARBON IMPORTADO EN LA PRODUCCION DE CEMENTO''
PARA OPTAR POR EL TÍTULO PROFESIONAL DE:
INGENIERO QUÍMICO
POR LA MODALIDAD DE ACTUALIZACIÓN DE CONOCIMIENTOS
PRESENTADO POR:
MAURICIO ANDRÉ ARANA DORADOR
LIMA-PERÚ
2006
Dedico este momento a,
A Dios que en compañía de la virgen Maria me dieron la fuerza para salir adelante en este caminar.
A Rosario Emilia y Marco Aurelio quienes fueron los pioneros de este momento, y a los cuales les agradeceré por siempre el darme la vida.
A mis Hermanos y Sobrinos quienes me brindaron su incondicional apoyo en todo momento para lograr este objetivo tan deseado.
A Mary mi gran Amor quien me da día a día su amor, comprensión y apoyo constante; mas que dedicatoria le doy las gracias por estar a mi lado SJ.
Al Ingeniero Edwin Pacheco por su ayuda en el desarrollo de este trabajo, y al Ingeniero Villanueva quien me dio la oportunidad de cumplir con mi objetivo.
RESUMEN
El presente informe de. suficiencia está basado en la descripción del proceso de
una industria cementera en La Libertad. En la descripción se detalla los procesos
para elaborar el cemento; desde la elaboración del Clinker, molienda de cemento,
almacenamiento y el control de calidad correspondiente.
Sin embargo el tema se centra en el combustible usado en el horno rotatorio,
CARBON; ya que la mezcla que actualmente se usa contiene un mayor porcentaje
del carbón importado. Se plantea la alternativa de sustituir el carbón importado
por el carbón nacional, obteniéndose ahorros importantes así como una calidad
adecuada del producto deseado. Indirectamente la utilización cada vez mayor de
carbón nacional desarrollaría la minería del carbón en el país junto con todas las
actividades conexas que esto involucra.
Dentro del informe se muestran datos reales de pruebas realizadas en la planta
cementera, donde se aprecia en un comienzo que al 9% de reemplazo de carbón
importado, el costo de elaboración de la mezcla de carbón por tonelada métrica de
clinker fue de US$ 12.01; finalmente se muestra que al 57% de reemplazo el costo
fue de US$ 9.93. Estos reemplazos fueron hechos como producto de un constante
estudio de la operación en el horno y un control de calidad estricto de los carbones
participantes en la mezcla combustible, así como de la evaluación de los
parámetros de las emisiones que de esta combustión generan.
INDICE
Página
INTRODUCCION 1
CAPITULO I: Ubicación y Localización 2
CAPITULO II: Química del Cemento y Proceso productiv_o 4
2.1 Resumen Histórico y definición
2.2 Tipos de cemento
2.2.1 Cemento Portland Normal
2.2.2 Moderada Resistencia a los Sulfatos
2.2.3 Alta Resistencia Inicial
2.2.4 Bajo Calor de Hidratación
2.2.5 Alta Resistencia a los Sulfatos
2.2.6 Cementos Po11land Modificados
2.2. 7 Cementos Portland Adicionados (Mezclados)
2.3 Materias primas y Crudo
2.3.1 Generalidades y orígenes
2.3.2 Utilización en la fabricación de cemento
2.3.3 Análisis de crudos
2.4 Procesos químicos, mineralógicos y fisicos en la producción de
cemento
4
7
7
8
8
8
9
9
9
12
12
16
18
20
2 .4. 1 Secado 23
2.4.2 Deshidratación de los minerales de la arcilla 23
2.4.3 Descomposición de los carbonatos 24
2.4.4 Reacciones entre fases sólidas 25
2.4.5 Reacciones en presencia de fase líquida fundida 26
2.4.6 Reacciones durante el enfriamiento 27
2.4.7 Factores que influyen en el proceso de cocción 29
2.5 Clinker del Cemento Pórtland
2.5.1 Fases del Clinker
2.5.1.1 Alita
2.5.1.2 Belita
32
32
35
35
2.5.1.3 Fase alumínica
2.5.1.4 Fase ferritica
2.5.1.5 Otras fases del Clinker
2.5.2 Apreciación de la calidad del Clinker
2.6 Molienda del Cemento
36
36
37
39
43
2.6.1 Materiales que intervienen en la molienda del cemento 43
2.6.1.1 Clinker del cemento portland
2.6.1.2 Escorias de alto horno
2.6.1.3 Puzolanas
2.6.1.4 Cenizas volantes
2.6.1.5 Sulfatos
2.6.2 Finura de molido y granulometría
2.6.3 Atmósfera de la molienda
2.6.4 Coadyuvantes de la molienda
2. 7 Almacenamiento del Cemento
2. 7.1 Almacenamiento en fábricas
2.7.2 Almacenamiento en obras
2.8 Control de Calidad
2.8.1 Análisis químicos
2.8.1.1 Vía Clásica
2.8.1.2 Fluorescencia de Rayos X (XRF)
2.8.2 Ensayos fisicos
CAPITULO ITI: Combustibles en la Industria del Cemento
3 .1 Generalidades
3.2 Combustibles sólidos
3.2.1 Carbón
3 .2.1. 1 Componentes volátiles
3 .2.1.2 Análisis del carbón
3.2.1.3 Poder calorífico
3 .2.1.4 Tipos de Carbón
3.2.2 Petcoke
43
43
45
46
46
48
51
53
54
54
56
56
57
57
58
58
60
60
62
62
64
65
66
66
67
3.2.2.1 Obtención
3 .2.2.2 Caracteristicas como combustible
3.3 Combustibles líquidos - Fuel oil
3. 3. 1 Viscosidad
3.3.2 Peso específico
3 .3 .3 Poder calorífico
3.3.4 Preparación previa del fuel-oil
3 .4 Combustibles gaseosos - Gas Natural
3 .4. 1 Poder calorífico
3.4.2 Volumen de los gases de combustión
68
69
70
71
72
72
73
74
75
76
3.4.3 Volumen de los gases de combustión del carbón, fuel-oil y
gas natural 7 6
3. 5 Combustibles alternativos
CAPITULO IV: Combustión en el Horno Rotatorio
4.1 Combustión con Carbón Importado y Petcoke
4.1.1 Datos Técnicos
4.1.1.1 Carbón Importado
4.1.1.2 Mezcla Carbón Importado y Petcoke
4.1.2 Cálculos
4.2 Combustión con mezcla de Carbón Importado, Carbón Nacional y
Petcoke
4.2.1 Datos Técnicos
4.2.1.1 Carbón Nacional
4.2.2 Cálculos
4.3 Emisiones en la combustión
CAPITULO V:
CAPITULO VI:
CAPITULO VII:
CONCLUSIONES Y RECOMENDACIONES
BIBLIOGRAFIA
Al\TEXOS
77
80
80
80
80
80
80
82
82
82
83
88
91
93
94
INTRODUCCION
El objetivo principal de este informe es presentar el empleo del carbón nacional
con alto contenido de cenizas, como alternativa de reemplazo al carbón importado
en la Industria del Cemento, indicando los beneficios a los que cpnlleva dentro de
un plan de ahorro en la empresa. Para esto debemos realizar diferentes diseños de
CRUDOS para elaborar un CLINKER el cual no altere las propiedades que lo
caracterizan.
La producción mundial de Carbón actualmente bordea los seis mil millones de
toneladas y la dependencia de combustibles importados puede hacer a una nación
vulnerable al no contar con recursos energéticos propios; tales situaciones no
afectaron a los países que usaron carbón para cubrir sus necesidades de energía.
La minería del carbón en el Perú no está muy difundida principalmente por la
lejanía de los yacimientos y por la dificil geografia de nuestro país, motivo por el
cual mediante este informe se quiere destacar que el uso de mas cantidad de
carbón nacional en nuestra industria implicaría un requerimiento de mano de obra
para la explotación de este recurso. De acuerdo a un estudio efectuado, se estima
que el rendimiento de 2TM de carbón por jornal de 8 horas, promedio sin
mecanización.
Con esta alternativa se abre una demanda real de carbón nacional, oportunidad
excelente para la pequeña minería de nuestro país.
2
CAPITULO I: UBICACIÓN Y LOCALIZACIÓN
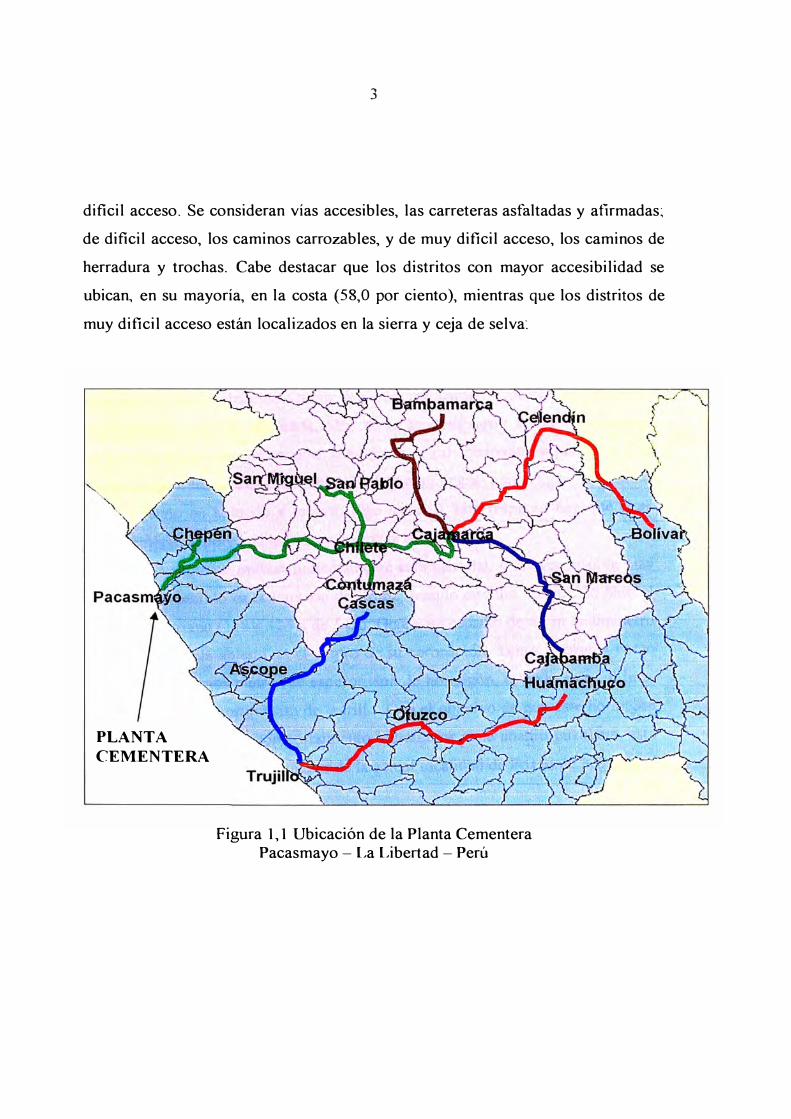
La Empresa opera en la región nor oriente del Perú, en la provincia de Pacasmayo,
666 Km. al norte de Lima (Figura 1, 1 ). Es la segunda empresa cementera del país;
ubicada en Pacasmayo, cubriendo la demanda en la zona norte y oriente del país.
Tiene significativa presencia en los departamentos de Tumbes, Piura,
Lambayeque, La Libertad, Cajamarca y Ancash.
El clima de La Libertad es complejo, la costa es semitropical con una temperatura
promedio de l 8ºC y precipitaciones inferiores a 50 ó 20 mm anuales. En la zona
andina existe un clima variado, cuyas temperaturas, lluvias y vegetación cambian
a medida que se asciende en altura. La gran variedad climática y ecológica ha
dado lugar a la formación de diversos espacios que van desde los desiertos
tropicales, en la costa, hasta la tundra pluvial andina tropical, en la sierra,
habiéndose identificado 27 tipos de clima, agrupados en 7 zonas agro ecológicas.
En estas zonas existen 2,5 mil especies vegetales silvestres identificadas.
El sistema hidrográfico está conformado principalmente por 6 ríos. Se forman en
la vertiente occidental de los Andes y riegan los valles costeros, los ríos
Jequetepeque, Chicama, Moche, Virú y Chao, cuyos caudales son variables
debido a que se alimentan de precipitaciones pluviales que estacionalmente se
registran en verano. En la vertiente amazónica se ubica el río Marañon que
dispone de agua todo el año. La costa es la zona que se encuentra relativamente
integrada por vías de comunicación articuladas al eje longitudinal que representa
la carretera Panamericana; pero la sierra y la ceja de selva, que comprenden el 62
por ciento del territorio de la región, no se encuentran adecuadamente vinculadas.
La ausencia de vías transversales y de carreteras que integren los pueblos de la
región, no sólo impiden la articulación de los diversos espacios, sino que generan
barreras que impiden a los pueblos insertarse en la economía de mercado y el
acceso a los servicios básicos. De acuerdo con el Mapa de Pobreza 2000
elaborado por Foncodes, el 60,3 por ciento de los distritos de la región tienen
accesibilidad vial, mientras que el 39, 7 por ciento restante tienen problemas de
accesibilidad; el 33, 7 por ciento son de dificil acceso y el 6 por ciento de muy
3
dificil acceso. Se consideran vías accesibles, las carreteras asfaltadas y afirmadas;
de dificil acceso, los caminos carrozables, y de muy dificil acceso, los caminos de
herradura y trochas. Cabe destacar que los distritos con mayor accesibilidad se
ubican, en su mayoría, en la costa (58,0 por ciento), mientras que los distritos de
muy dificil acceso están localizados en la sierra y ceja de selva:
PLANTA
CEMENTERA
Figura 1, 1 Ubicación de la Planta Cementera Pacasmayo - La Libertad - Perú
CAPITULO 11:
4
QUÍMICA DEL CEMENTO Y PROCESO
PRODUCTIVO
2.1 RESUMEN ffiSTÓRICO Y DEFINICIÓN
El nombre "Cemento" es de origen .romano. Los romanos llamaron "opus
caementitium" (obra cementicia) a ciertos elementos constructivos del tipo del
hormigón, los cuales obtenían a partir de piedra machacada y materiales similares,
conglomerados con cal calcinada. Mas tarde se designaron como "cementum"
aquellos materiales de adición que, añadidos a la cal calcinada, impartían a ésta
propiedades hidráulicas, es decir, capacidad de combinarse con el agua, fraguando
y endureciendo en húmedo e incluso bajo agua. A este respecto hay que citar
particularmente el polvo de ladrillo y las tobas volcánicas.
Los romanos supieron utilizar perfectamente este material, y tal vez la obra más
famosa en tal sentido es el Panteón de Roma, templo circular construido bajo el
imperio de Adriano (118 a 125 a de J.C.). Ocupa un espacio de 43 m de diámetro
y posee una cúpula abierta en el centro de su coronación. Tanto la cúpula como
las paredes, de varios metros de espesor, son de hormigón, estando estas últimas
recubiertas de uri revestimiento de ladrillo. Con el objetivo de que este hormigón
alcanzase propiedades y comportamiento hidráulicos se le añadió puzolana, esto
es, una toba volcánica, en particular de la actual localidad de Pozzuoli, próxin:ia al
Vesubio.
Hasta la segunda mitad del siglo XVIII hubo una falta absoluta de claridad acerca
de las causas responsables de las propiedades y del comportamiento hidráulico de
los conglomerantes. El ingeniero inglés John Smeaton (1724-1792) reconoció la
importancia del contenido de arcilla en la hidraulicidad, al tratar de encontrar en
1756 un conglomerante resistente al agua para la construcción del, nuevo faro
Eddystone, cerca de Plymouth. Se consideró que poseían buenas propiedades
hidráulicas aquellos conglomerantes que no se disolvían completamente en ácido
nítrico, dejando un residuo de arcilla y cuarzo.
5
En 1976 James Parker obtuvo en Inglaterra, a partir de nódulos de una marga
llamada septaría, de la región Londinense, un conglomerante hidráulico al que
llamó "cemento romano,,. Los primeros ensayos para producir cemento por
calcinación de una mezcla artificial de caliza y arcilla se llevaron a cabo en
Francia, particularmente por Vicat, a principios del siglo XIX. A pesar del éxito,
esta experiencia no fue aprovechada en dicho país; por el contrario, fue el Inglés
Joseph Aspdin quien, en 1824,. logró fabricar una excelente cal hidráulica, por
cocción a alta temperatura de una mezcla de cal y arcilla. Al conglomerante
obtenido lo llamó "cemento portland,,
si bien por su composición y propiedades
correspondía a lo que en la nomenclatura actual se designa como cal hidráulica.
La denominación de "cemento portland,, fue elegida por Aspdin para su producto
como consecuencia del parecido de los conglomerados artificiales pétreos hechos
con él (y con áridos), con la piedra de Portland, una caliza oolítica de la península
del mismo nombre, en el sur de Inglaterra. Sin embargo, fue su hijo W. Aspdin
quien por primera vez, en 1843, consiguió, por cocción a una temperatura aún
mayor, la obtención de un conglomerante que, junto a una masa de "incocido,,,
contenía una proporción considerable de material sinterizado (Sinterización
significa cocción a temperatura a las cuales parte del material está fundida,
mientras otra parte permanece en estado sólido.) Este conglomerante alcanzó
resistencias notablemente superiores a las de los precedentes, y fue utilizado, entre
otras construcciones, en la de los nuevos edificios del parlamento de Londres
( 1840-1852). Según la nomenclatura actual habría que designarlo como el primer
"cemento portland".
En la segunda mitad del siglo XIX se desarrolló rápidamente la industria del
cemento en varios países, incluida Alemania. La primera fábrica alemana de
cemento, la cual produjo durante varios decenios, fue construida en 1855 por H.
Bleibtreu (y el cónsul Gutike), en Züllchow, cerca de Stettin, y a ella le siguió la
segunda en Oberkassel, cerca de Bonn, en 1858. En 1889 existían ya 60 fábricas
de cemento en Alemania, y 83 en 1900. Al principio trabajaban sólo con hornos
verticales discontinuos o intermitentes, si bien más tarde utilizaron hornos
anulares. El primer horno rotatorio instalado en 1898.
6
En 1862 E. Langen descubrió las propiedades hidráulicas latentes de las escorias
granuladas del horno alto (rápidamente enfriadas y vítreas), al comprobar el
desarrollo de resistencias _altas en el endurecimiento de mezclas de cal cocida con
dichas escorias. La activación de las escorias granuladas de horno alto por medio
del cemento portland fue utilizada por vez primera por G. P�ssing en 1882,
dando lugar más tarde a los cementos siderúrgicos y/o de horno alto, o "de"
escorias, según denominaciones de distintos países. La activación por sulfatos fue
descubierta por H. Kühl en 1908, lo cual dio lugar posteriormente a los llamados
cementos sulfosiderúrgicos, supersulfatados o sobresulfatados, o de yeso y
esconas, de acuerdo con diferentes denominaciones. Junto a estos
descubrimientos alemanes, los primeros cementos aluminosos - de alto contenido
de alúmina - se obtuvieron en Francia entre 1914 y 1918, a base de las patentes de
J. Bied, los cuales constaban principalmente de una fase sólida de aluminato
monocálcico, cristalizada a partir de una fase fundida. Las primeras "Normas para
el Suministro Regular y Ensayos de Cemento Portland" aparecierón en Alemania
en 1878. Se trataba de la primera norma alemana relativa a un material, y al
mismo tiempo a un producto industrial masivo. En 1909 y 1917 se normal izaron,
respectivamente, los cementos siderúrgicos y los cementos portland de horno alto
(de menor y mayor contenido de escoria, en cada caso).
Según la actual definición alemana que da la norma DIN 1164, "cemento es un
conglomerante hidráulico para mortero y hormigón, finamente molido, constituido
esencialmente por compuestos de óxidos de calcio con óxidos de silicio, aluminio
y hierro, obtenidos por sinterización o fusión. El cemento amasado con agua
endurece tanto al aire como bajo agua, en la cual mantiene su resistencia; debe ser
estable - mantener constancia de volumen - y alcanzar una resistencia mínima a
compresión a 25 N/mm2 a 28 días".
El cemento portland se obtiene del clinker de cemento portland, al cual se le
añade sulfato cálcico (yeso o anhidrita naturales en proporción de 5 a 10% en
masa). Los cementos con escorias (siderúrgicos y de horno alto) contienen además
escoria siderúrgica, y los cementos puzolánicos contienen "trass" (puzolana
natural alemana de Rhenania) - y, en general, otras puzolanas naturales de origen
7
volcánico - corno adición. Aparte de estos cementos, en algunos países se
producen también cementos aluminosos y supersulfatados, si bien estos dos tipos
de' cemento no se fabrican ya, ni están normalizados en Alemania. Por el
contrario, en ella está permitida la fabricación, bajo vigilancia oficial, de cementos
esquistos, y de horno alto con trass (siderúrgico-puzolánicos), <? con esconas y
puzolanas simultáneamente.
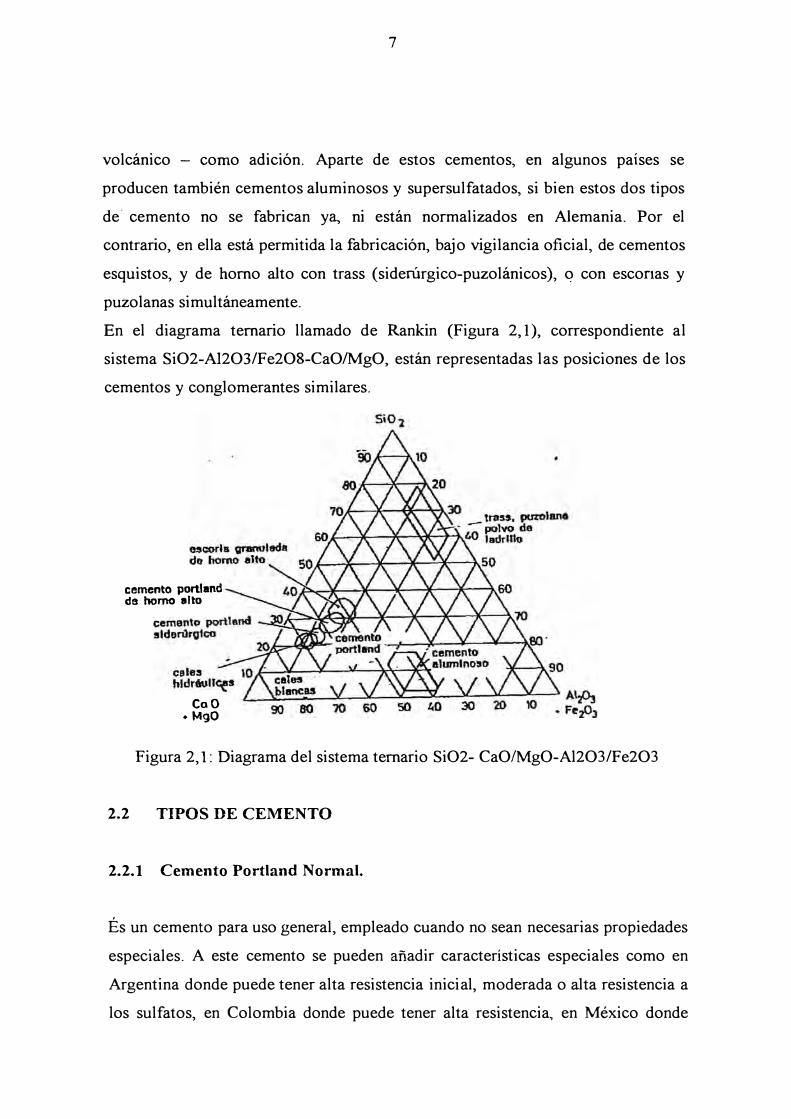
En el diagrama ternario llamado de Rankin (Figura 2, 1 ), correspondiente al
sistema Si02-Al203/Fe208-Ca0/Mg0, están representadas las posiciones de los
cementos y conglomerantes similares .
cemento portland de horno alto
Ca O • MgO
Figura 2, 1: Diagrama del sistema ternario Si02- Ca0/Mg0-Al203/Fe203
2.2 TIPOS DE CEMENTO
2.2.1 Cemento Portland Normal.
És un cemento para uso general, empleado cuando no sean necesarias propiedades
especiales. A este cemento se pueden añadir características especiales como en
Argentina donde puede tener alta resistencia inicial, moderada o alta resistencia a
los sulfatos, en Colombia donde puede tener alta resistencia, en México donde
8
puede tener resistencia a sulfatos, baja reactividad álcali-agregado, bajo calor de
hidratación o blanco y en el Perú donde puede presentar bajo contenido de á1ca1is.
Se' puede utilizar en concreto armado, pavimentos, prefabricados, mampostería,
concreto postensado y concreto pretensado.
2.2.2 Moderada Resistencia a los Sulfatos.
Ha sido diseñado para estructuras que necesiten moderada resistencia a los
sulfatos o bajo calor de hidratación. Se recomienda en edificios y construcciones
industriales, puentes, estructuras expuestas a suelos agresivos, al agua con
concentración moderada de sulfatos o el agua de mar, o estructuras con gran
volumen de concreto. En estos cementos el contenido de C3A se limita a 8%.
2.2.3 Alta Resistencia Inicial.
Normalmente se conoce como ARI. La alta resistencia inicial de este cemento
normalmente es resultado de la mayor área superficial Blaine y no de los
productos de hidratación del C3 A. En la mayoría de los países, este cemento se
compone de clínker e yeso, pero en Costa Rica puede recibir también pequeñas
cantidades de caliza. Se utiliza en estructuras de concreto que necesitan alta
resistencia a edades tempranas, tales como pavimentos "fast-track", concreto
prefabricado, concreto de alto desempeño, concreto colocado en tiempo frío,
concreto postensado y concreto pretensado.
2.2.4 Bajo Calor de Hidratación.
Esta es una propiedad encontrada en cementos indicados para estructuras de
concreto masivo. Como el C3A y el C3S producen alto calor de hidratación, el
contenido de estos compuestos se limita a 7% y 35%, respectivamente.
2.2.5 Alta Resistencia a los Sulfatos.
9
Se· usa cuando la estructura va a estar en contacto con ambientes con alto
contenido de sulfatos solubles, tales como cimentaciones en suelos agresivos,
pavimentos, estructuras en contacto con el agua del mar, plantas industriales,
plantas de tratamiento de agua potable y de aguas residuales.
Normalmente el contenido de C3A permitido es inferior al 5%, a excepción de
Argentina que limita el C3A a 4%.
2.2.6 Cementos Portland Modificados.
Estos cementos se producen por la molienda conjunta del clínker y pequeñas
cantidades de adiciones, tales como calizas, puzolanas y escorias. Son para uso
general, cuando el concreto no necesite desarrollar alta resistencia inicial, a
excepción del cemento ARl de Costa Rica. El área superficial Blaine de estos
cementos es, normalmente, mayor para compensar las modificaciones de algunas
propiedades (tasa de desarrollo de la resistencia, tiempo de fraguado).
Los cementos portland con filler calcáreo son cementos que reciben pequeñas
cantidades de caliza. En Costa Rica y Venezuela el contenido de caliza alcanza
valores del 15 %, en Bolvia 15%, en Argentina 20% y en Colombia 30%, en
porcentaje de masa. En los cementos portland modificados con escoria se
permiten cantidades mayores de adiciones: Argentina 35%, Chile 30% y Perú
25%. En los cementos portland modificados con puzolana la cantidad de puzolana
adicionada es de 15% en Perú y 30% en Chile, Bolivia y Venezuela.
2.2.7 Cementos Portland Adicionados (l\1czclados).
La diferencia entre un cemento adicionado y uno modificado es la mayor cantidad
de adición mineral en los adicionados, la cual influye en las principales
propiedades del concreto: menor calor de hidratación, desarrollo más lento de la
resistencia, menor permeabilidad y mayor durabilidad.
10
El cemento portland de escoria se usa en construcciones en general, cuando sea
necesaria resistencia a la reacción álcali-agregado o cuando se deseen baja
permeabilidad y bajo ca_lor de hidratación. Además, su uso es indicado en
estructuras expuestas al agua del mar o a sulfatos. Ejemplos de empleo de este
cemento son las presas y las estructuras de concreto masivo. Col?rnbia es el país
que permite el mayor contenido de escoria (85% ), seguido de México y Paraguay
(80%), Argentina y Chile (75%), Perú (70%) y Uruguay (65%).
El cemento portland puzolánico se usa en concretos expuestos a condiciones
severas, tales corno sulfatos y también cuando se van a emplear agregados
potencialmente reactivos. El concreto expuesto al agua del mar y el concreto
prefabricado sometido al curado térmico son ejemplos de utilización de este tipo
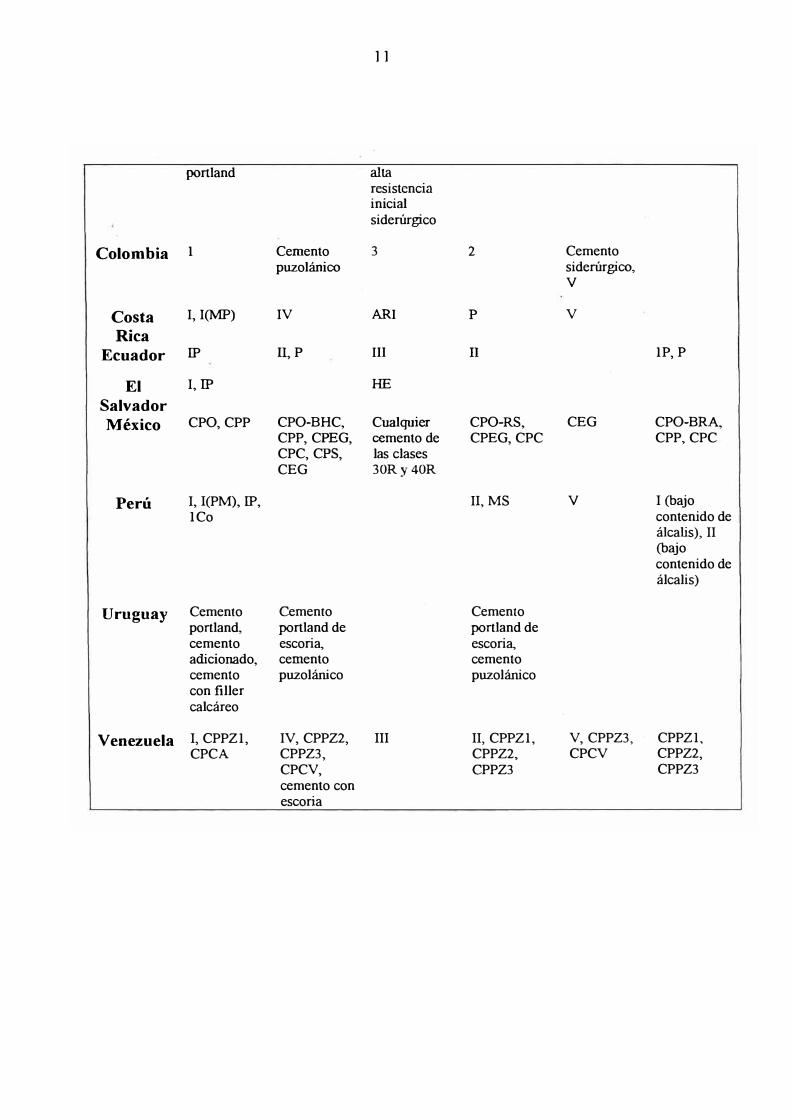
de cemento. En Argentina, Chile, Colombia y México el contenido de puzolana
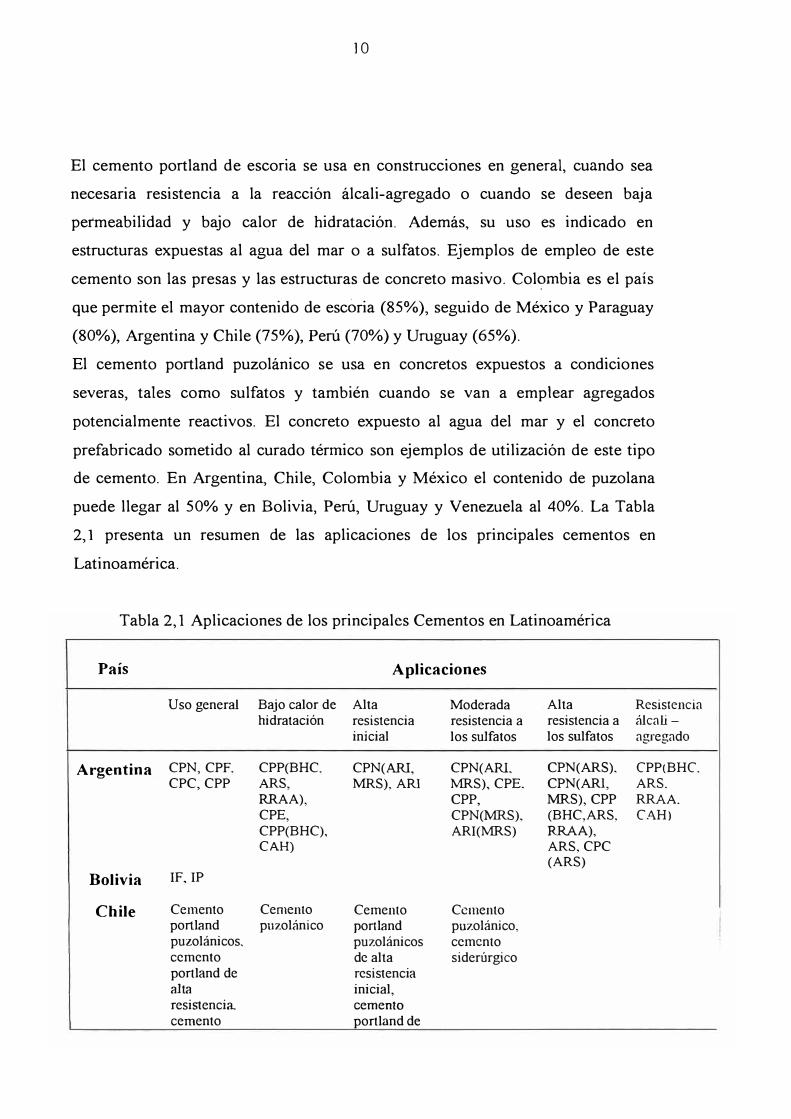
puede llegar al 50% y en Bolivia, Perú, Uruguay y Venezuela al 40%. La Tabla
2, 1 presenta un resumen de las aplicaciones de los principales cementos en
Latinoamérica.
Tabla 2, 1 Aplicaciones de los principales Cementos en Latinoamérica
País Aplicaciones
Uso general Bajo calor de Alta Moderada Alta Resistencia hidratación resistencia resistencia a resistencia a álcali -
inicial los sulfatos los sulfatos agregado
Argentina CPN, CPF, CPP(BHC. CPN(ARI, CPN(ARI, CPN(ARS), CPP(BHC. CPC,CPP ARS, MRS), ARl MRS), CPE, CPN(ARI, ARS.
RRAA), CPP, MRS), CPP RRAA. CPE, CPN(MRS), (BHC,ARS, CAH) CPP(BHC), ARI(MRS) RRAA), CAH) ARS, CPC
(ARS)
Bolivia IF, IP
Chile Cemento Cemento Cemento Cemento portland puzolánico portland puzolánico, puzolánicos, puzolánicos cemento cemento de alta siderúrgico portland de resistencia alta inicial, resi st enci� cemento
cemento portland de
11
portland alta
resistencia inicial siderúrgico
Colombia 1 Cemento 3 2 Cemento puzolánico siderúrgico,
V
Costa I, I(MP) IV ARI p V
Rica Ecuador IP 11, p III n IP,P
El I, IP HE
Salvador
México CPO,CPP CPO-BHC, Cualquier CPO-RS, CEG CPO-BRA, CPP, CPEG, cemento de CPEG,CPC CPP,CPC CPC, CPS, las clases CEG 30Ry40R
Perú I, l(PM), IP, Il, MS V I (bajo
ICo contenido de álcalis), II (bajo contenido de álcalis)
Uruguay Cemento Cemento Cemento portland, portland de portland de cemento escoria, escoria, adicionado, cemento cemento cemento puzolánico puzolánico con filler calcáreo
Venezuela I, CPPZI, IV, CPPZ2, III II, CPPZI, V, CPPZ3, CPPZI, CPCA CPPZ3, CPPZ2, CPCV CPPZ2,
CPCV, CPPZ3 CPPZ3
cemento con escoria
12
2.3 MATERIAS PRIMAS Y CRUDO
2.3.1 Generalidades y orígenes
La materia prima ideal para la fabricación del cemento seria una_ roca que en su
estado natural contiene la composición química necesaria para obtener de ella el
clinker de cemento. En lo posible debe ser abundante, homogénea y fácil de
explotar. Pero este caso es extraordinariamente raro. Por lo tanto, como
yacimientos de materias primas sólo - se tienen en cuenta, en general, los de
caliza y los de arcilla, por separado, los cuales contienen por lo común ciertas
proporciones de otros componentes. La caliza y la arcilla, geológicamente
consideradas, son sedimentos consolidados como rocas llamadas por ello
sedimentarias.
Estos sedimentos se pueden formar por vía inorgánica a partir de residuos de
alteración o de productos de disolución y precipitación de rocas ya preexistentes
(por ejemplo, granito y basalto, y también caliza, mármol arenisca), o bien, se
pueden presentar como nuevas formaciones ( en parte por vía inorgánica, como
por ejemplo las arcillas engendradas a partir de productos de descomposición por
meteorización; y en por vía orgánica, como por ejemplo las calizas formadas a
partir de conchas y caparazones de moluscos fósiles). Los depósitos sedimentarios
son principalmente de origen marino (por ejemplo, la mayoría de calizas), y
raramente de formación terrestre ( como por ejemplo los cantos rodados de río
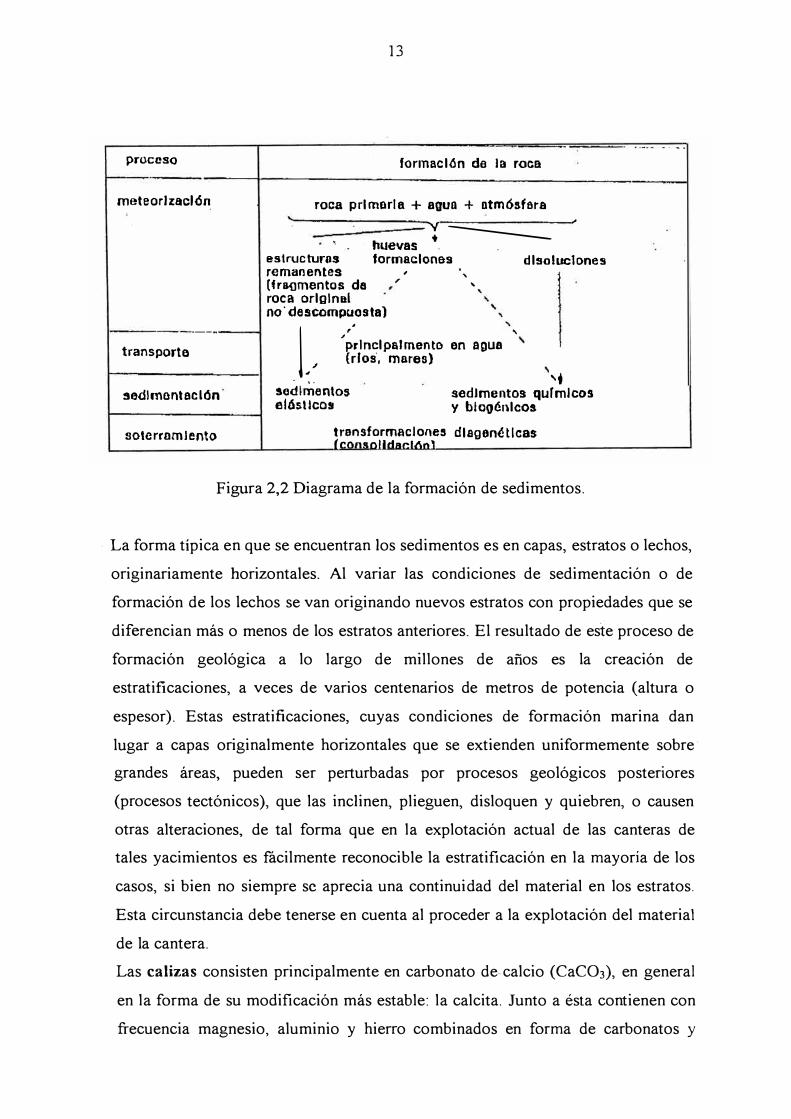
utilizados como áridos para hormigón). Algunos de estos sedimentos pueden
experimentar a continuación un proceso de consolidación - diagénesis (Figura
2,2)
13
- . ·--- - . .. �
proceso formacl6n de la roca
meteorización roca primaria + eguo + ntmósfeta •
1----' huevas
estn..1cturas formaciones dlsoluclones remanentes ,
'
(fra{Jmentos de ,"
roca orlgln&I no· descompuostal
¡_, , ·--- , '
�
transporte prlnclpalmento en agua (rfos', mares)
. . , .
sedl mont ac Ión !odlmentos sedimentos químicos elóstlcas y blooól\lCOS
soterramiento transformaciones dlagenétlcas ( rnn"""!ltf�r,IJ\n,
Figura 2,2 Diagrama de la formación de sedimentos.
· La forma típica en que se encuentran los sedimentos es en capas, estratos o lechos,
originariamente horizontales. Al variar las condiciones de sedimentación o de
formación de los lechos se van originando nuevos estratos con propiedades que se
diferencian más o menos de los estratos anteriores. El resultado de este proceso de
formación geológica a lo largo de millones de años es la creación de
estratificaciones, a veces de varios centenarios de metros de potencia (altura o
espesor). Estas estratificaciones, cuyas condiciones de formación marina dan
lugar a capas originalmente horizontales que se extienden uniformemente sobre·
grandes áreas, pueden ser perturbadas por procesos geológicos posteriores
(procesos tectónicos), que las inclinen, plieguen, disloquen y quiebren, o causen
otras alteraciones, de tal forma que en la explotación actual de las canteras de
tales yacimientos es fácilmente reconocible la estratificación en la mayoría de los
casos, si bien no siempre se aprecia una continuidad del material en los estratos.
Esta circunstancia debe tenerse en cuenta al proceder a la explotación del material
de la cantera.
Las calizas consisten principalmente en carbonato de-calcio (CaC03), en general
en la forma de su modificación más estable: la calcita. Junto a ésta contienen con
frecuencia magnesio, aluminio y hierro combinados en forma de carbonatos y
14
silicatos, así como Si02 ("ácido silícico" o sílice, en su mayor parte como cuarzo).
Se trata generalmente de compuestos calizos de procedencia biógena
( organógena) o de precipitación química.
Las calizas de origen químico se forman preferentemente en mares calientes, en
los que pueden existir aguas de bajo contenido de C02 y sobresaturadas de cal
(como, por eJemplo, en los actuales bancos de las Bahamas). Este proceso de
precipitación inorgánica transcurre según la ecuación:
disuelto en
el mar
precipitado
de caliza
+
agua desprendimiento
como gas
Una variedad especial, relativamente corriente de calizas, es la de las oolíticas,
. constituidas por los llamados oolitos (ovoides), esto es, gránulos rocosos más o
menos redondeados en forma de bola, de un tamaño del orden de 1 mm de
diámetro, los cuales se forman por crecimiento concéntrico alrededor de un núcleo
o germen de cristalización, en aguas marinas muy agitadas y de poco calado
(menos de 2m de profundidad), hasta que por gravedad se sumergen y depositan
en el fondo ( ejemplo, la caliza de Portland).
Las calizas biogénicas u organógenas representan una parte importante de las
calizas en general. Deben su origen a la formación de conchas, caparazones y
esqueletos duros por parte de diversos organismos animales y vegetales (algas,
foraminíferos, corales, moluscos, caracoles, etc.), y a su posterior sedimentación.
Cuando en una caliza sedimentaria predomina claramente una determinada clase
de restos de los organismos originarios, éstos sirven para dar nombre y clasificar a
dicha caliza (por ejemplo, calizas coralinas, de foraminíferos, conchíferas - si
bien esta última denominación ("Muschelkalk") sirve también para designar un
período geológico -). La creta o greda es una caliza constituida principalmente por
estos microscópicos, discoideos Q tubulares, de organismos unicelulares (los
llamados coccoliitopóridos), de magnitud comprendida entre 2 y 20um.
15
El mármol es as1m1smo, una caliza más densa, si bien de desarrollo
macrocristalino, consiste principalente en CaC03 (calcita). Se forma generalmente
a partir de caliza por metamorfosis de la misma a altas presiones y temperaturas,
particularmente en los procesos orogenéticos, esto es, de formación de las
montañas. A causa de su mayor dureza el mármol se emplea muy poco como
materia prima para la fabricación del cemento.
Entre los tipos de caliza mencionados existen otras variedades intermedias o de
transición.
Las arcillas son sedimentos elásticos (del griego: quebrados, desmenuzados), es
decir, constan principalmente de nuevas formaciones y de restos de rocas ya
existentes con anterioridad (rocas primarias). El tamaño de grano de sus
componentes minerales es menor de 0.002 mm y en su mayor parte proceden de
sedimentación marina. Los constituyentes más esenciales de las arcillas son los
minerales arcillosos (aluminosilicatos de estructura laminar, conteniendo a veces
agua de hidratación). Las arcillas constan en su mayor parte de varios minerales
arcillosos mezclados entre sí, como por ejemplo illita, montmorillonita, caolinita,
halloisita, de composición muy complicada, como ponen de manifiesto las dos
fórmulas estructurales de la montmorillonita y de la caolinita:
Montmorillonita:
Caolinita:
Ah(OH)iS4010-4H20
Al4(ÜH)&Si4010
Junto con los minerales arcillosos, las arcillas pueden contener tambien
proporciones apreciables de otros constituyentes: cuarzo (Si02 "arena), calcita
(CaC03), yeso (CaS04 2H20), hematites parda o limonita (FeOOH), pirita (FeS2),
feldespato (aluminosilicatos), componentes carbonosos, etc., pero siempre en
forma finamente dividida y dispersa.
Las arcillas con cantidades apreciables de arena y principalmente de hematites y
limonita, compuestos de hierro a los que deben su coloración pardo-amarillenta,
se denominan limos, mientras que las mezclas naturales de arcilla y cal son las
llamadas margas, de las cuales se hace más adelante una subdivisión más
detallada.
16
2.3.2 Utilización en la fabricación de cemento
Los componentes principales disponibles para la fabricación de cemento son,
generalmente, las calizas (aportadoras de CaO) y las arcillas (aportadoras de Si02,
Al2Ü3 y Fe2Ü3). Ambas deben mezclarse según sus propias ·composiciones
químicas y la composición requerida para la mezcla. Sin embargo, no solamente
es decisiva la composición global de esta última, sino también la finura y la
homogeneidad de las materias primas y de la mezcla de las mismas - el crudo-,
dado que las reacciones durante el proceso de cocción transcurren entre las fases
individuales presentes en dicho material crudo. Se establece algunas relaciones
como: a mayor área de interfase y mayor homogeneidad será mayor la velocidad
de reacción entre los sólidos al aumentar la difusión, comparado con el crudo de
menor finura y homogeneidad. Aún más propicias para la fabricación de cementos
. son, por su mejor comportamiento reactivo, aquellas materias primas en las cuales
la naturaleza ha dado una composición química próxima a la del cemento como
sucede con las margas calizas, puesto que en ellas preexiste ya una mezcla
homogénea de componentes de estructura cristalina fina. Por el contrario las
mezclas de materias primas extremas (por ejemplo, de caliza pura y de arcilla
pura), se comportan deficientemente en cuanto a su reactividad en el proceso de
cocción. El componente aportador de CaO es generalmente una roca de naturaleza
caliza, con lo cual aquellas que ya de por sí contienen de forma natural un
componente arcilloso mezclado, son preferibles por lo dicho anteriormente. La
denominación de estas rocas está basada, en general, en la clasificación siguiente:
Caliza pura: > de 95 % de CaC03 (en masa)
Caliza margosa: de 85 a 95 % de CaC03 (en masa)
Marga caliza: de 70 a 85 % de CaC03 ( en masa)
Marga: de 30 a 70 % de CaC03 (en masa)
Marga arcillosa:
Arcilla margsa:
Arcilla:
de 15 a 30 % de CaC03 (en masa)
de 5 a 15 % de CaC03 (en masa)
< de 5 % de CaC03 (en masa)
17
Las materias primas para el cemento poseen un contenido de CaC03 comprendido
entre 74 y 79 % en masa, aproximadamente. Las calizas contienen a veces
dolomita [CaMg(C03)2], �n lo cual aportan óxido magnésico (MgO) al crudo.
Para contenidos de MgO en el cemento superiores a 5% hay que tener en cuenta la
posibilidad de expansión por magnesita.
El componente que aporta Si02, Al2Ü3 y Fe203 es por lo general, de naturaleza
arcillosa (arcilla, arcilla margosa o marga arcillosa); y también materias primas
que contienen arena, como, por ejemplo, margas o calizas arenosas. Estos
componentes introducen en el crudo, en algunos casos, concentraciones
perjudiciales de compuestos, particularmente de álcalis (K20, Na20), expresados
en general como Na20 equivalente (Na20 + 0.658 K20); o de sulfatos (como por
ejemplo yeso CaS04 2H20); expresados usualmente como S03; y más raramente
de cloruros. Estos compuestos pueden ocasionar dificultades durante la cocción, a
causa de la intensificación de ciertos procesos cíclicos y de la formación de
anillos en el horno. Las arcillas influyen también de un modo decisivo en la
aptitud de los crudos para la granulación, y de la exigencia de agua por parte de la
pasta cruda en el proceso de fabricación por vía húmeda.
Cuando no es posible alcanzar la composición química deseada para el crudo con
los dos componentes antes mencionados, caliza y arcilla, es necesario añadir
pequeñas cantidades de otras materias primas de corrección. Estas deben contener
concentraciones relativamente alta de los óxidos particularmente precisos para
lograr aquella composición, y que son los que faltan en el crudo; pero no deben
introducir proporciones porcentuales apreciables de óxidos perjudiciales ( como
por ejemplo MgO y K20). Sirven así para ajustar la composición química de
crudo y para mejorar su aptitud para la sinterización. A este respecto se suelen
añadir, especialmente, los siguientes materiales: arena con un contenido mínimo
de Si02 de 80 % aproximadamente, para elevar la proporción de Si02 en el crudo;
cenizas procedentes de la tostación de piritas o mineral de hierro con un contenido
aproximado de Fe2Ü3 de 25 %, para aumentar la proporción de Fe2Ü3 del crudo.
También de añaden otros materiales correctores, según las necesidades y
disponibilidades locales. Y asimismo, en estos casos, hay que tener en cuenta la
18
presencia y proporción de elementos minoritarios en dichos materiales, los cuales
pueden ejercer influencias tanto positivas como negativas sobre las propiedades
del Clinker y/o del cemento, como también sobre la composición del polvo
emitido con los gases por la chimenea (siendo posible, a este respecto, un
enriquecimiento de dicho polvo en elementos tales como Na, K, F y TI).
Las escorias de alto horno sólo se emplean en casos especiales como componentes
del crudo para la fabricación del cemento.
Si se utilizan combustibles sólidos en el proceso de cocción es preciso tener en
cuenta las cenizas que se incorporan al crudo, al calcular la composición y
dosificación de éste.
2.3.3 Análisis de los crudos
Para el control de producción de mezclas crudas, de crudos de alimentación de
horno de cemento y de clinker, se emplea procedimientos analíticos. Además de
los métodos de análisis por vía_ húmeda, en las fábricas de cemento modernas se
utilizan con dicho fin los métodos de rayos X. Estos métodos analíticos "no
destructivo" se vienen utilizando en la industria del cemento desde hace más de
15 años, bien sea para el análisis elemental cuantitativo, por fluorescencia
( espectrometría de rayos X), o para la determinación cuantitativa de fases por
difracción (difractometría de rayos·X). Es evidente que también se pueden utilizar
determinaciones exclusivamente cualitativas. �1ientras que el análisis elemental
por florescencia de rayos X se utiliza ampliamente, tanto para el control del crudo
como del cemento, el análisis de fases por difracción de rayos X sólo se ha
empleado hasta ahora en el control de rutina de las fábricas para la determinación
del contenido de cal libre (CaO I)
En la industria cementera se utiliza el análisis por fluorescencia de rayos X basado
en el principio de dispersión de longitudes de onda ( con preferencia al basado en
el principio de dispersión de energía), ya que con él se consiguen_ mayores
intensidades y mayor poder de resolución, lo cual proporciona errores menores.
19
Los métodos de preparación de las muestras son decisivos en cuanto a la
fiabilidad de los resultados del análisis por rayos X.
El fundamento físico de este análisis es la ecuación de Braga:
n* .íl. = 2d.sen 0
en la que:
l = Longitud de onda de la radiación
0 = ángulo de incidencia y difracción
d = espaciado de los planos reticulares del cristal
n = número entero ( orden).
En el análisis por fluorescencia de rayos X se conocen d y O mediante los
dispositivos de que consta el equipo, mientras que .íl., esto es, la longitud de onda
característica de la radiación, es determinada por medición experimental. En el
caso de la difractometría de rayos X se conocen .íl. y O mediante el equipo, siendo
d el espaciado reticular característico de la sustancia cristalina que se analiza, lo
que se determina experimentalmente.
En el caso del análisis por fluorescencia, en el espectrómetro se irradia la muestra
con rayos X de alta energía, procedente de un tubo Rontgen. Por la radiación se
desalojan electrones de las "capas internas de los átomos, siendo inmediatamente
ocupadas las posiciones o plazas libres que dejan por electrones de las. "capas
externas". Estos electrones exteriores pasan así a un estado de menor energía,
emitiéndose simultáneamente la energía liberada como radiación X de longitud de·
onda característica y típica de cada clase de átomo o elemento. La intensidad de
esta radiación característica emitida la cual se medie, es proporcional las
cantidades de los respectivos elementos presentes en la muestra que s e analiza.
De la ecuación de Bragg se deduce que las radiaciones X características hay que
medirlas para ángulos determinados entre la muestra y el detector. A tal efecto
existen dos sistemas de medición: o bien el canal de medida constituido por el
cristal analizador y mide sucesivamente la radiación característica de los
elementos (sistema secuencial), o bien el aparato dispone de varios canales
20
medidores instalados de forma fija, uno por cada elemento que se desee detectar
(sistema simultáneo o multicanal). El sistema secuencial es de mayor flexibilidad,
al permitir la detección d� elementos muy diferentes. Por otra parte, el sistema
simultáneo es más rápido y contiene menos partes móviles, habiéndose mostrado
más ventajoso, particularmente en aquellos casos en los que se repiten programas
de rutina, en los cuales hay que de determinar siempre los mismos elementos. Por
ello este sistema es preferible para el control de producción en la industria del
cemento, pudiéndose llevar a cabo un análisis completo en pocos minutos ( el
tiempo real de medida y análisis es muy corto: por ejemplo, de 20 segundos).
Los espectrómetros de fluorescencia de rayos X se pueden utilizar aisladamente,
como equipos independientes ( ocasionalmente sin computador, para simples
programas de análisis), o bien incorporados a un equipo computador, como parte
integrante de sistemas para el control del proceso. Los datos de salida pueden
adoptar la forma de cal, o ser utilizados en otros casos para el control de proceso
en la preparación de materiales de una fábrica de cemento (por ejemplo, en la
dosificación de crudos).
2.4 PROCESOS QUÍMICOS� MINERALÓGICOS Y FÍSICOS EN LA
COCCIÓN DEL CEMENTO
Para fabricar clinker de cemento a partir de material crudo es preciso calcinar éste
hasta una temperatura de 1450ºC, alcanzando así la sinterización o clinkerización.
El proceso de cocción exige una atmósfera oxidante dentro del horno, ya que en
caso contrario se obtiene un clinker de color pardo ( en vez de verde grisáceo) y el
cemento resultante presenta un fraguado más rápido y resistencias más bajas.
Durante el calentamiento del crudo, y particularmente a la temperatura de cocción
( clinkerización o sinterización) tienen ya lugar importantes procesos
fisicoquímicos tales como la deshidratación de los minerales de la arcilla, la
descomposición de los carbonatos ( descarbonatación o expulsión del CO2,
corrientemente llamada calcinación), reacciones en estado sólido y reacciones con
participación de una fase liquida o fundida, así cristalizaciones. Estos procesos se
21
ven afectados sustancialmente, no sólo por factores químicos del crudo ( como su
composición química), sino también por factores mineralógico (su composición
mineralógica) y por factores fisicos (finura-tamaño de sus partículas-),
homogeneidad y otros. El transcurso completo de estas reacciones endotérmicas
juega un papel decisivo en la calidad del cemento resultante.
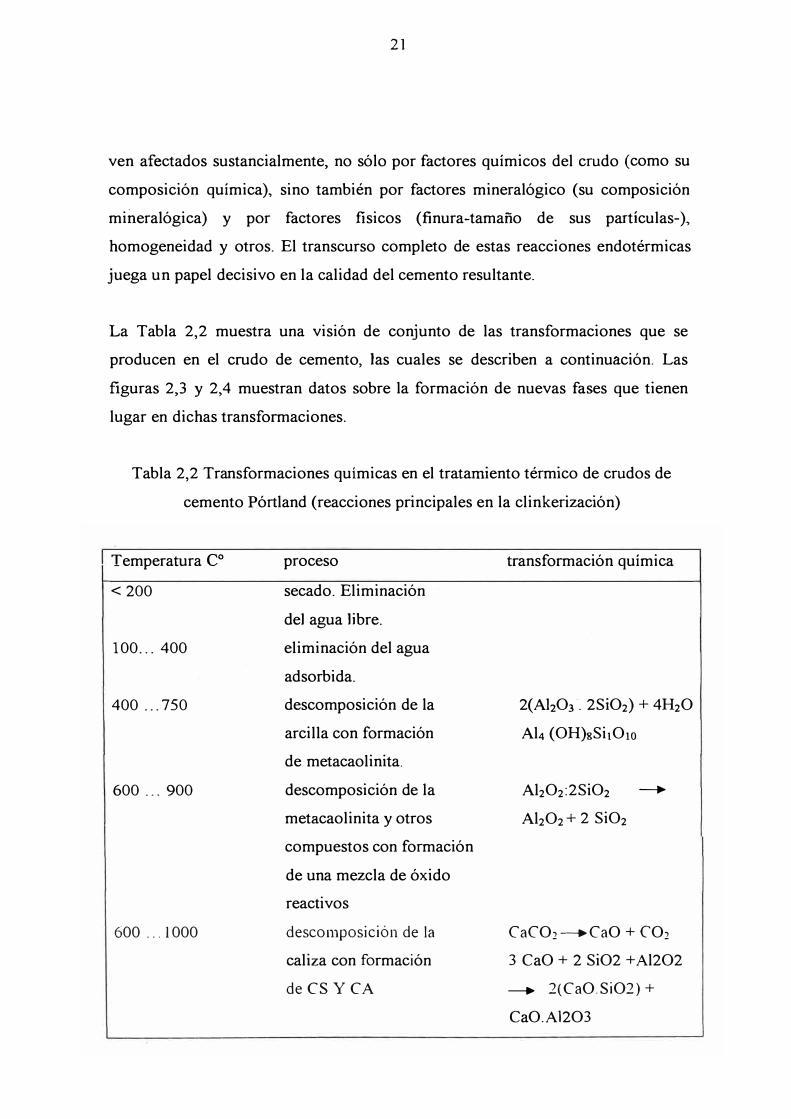
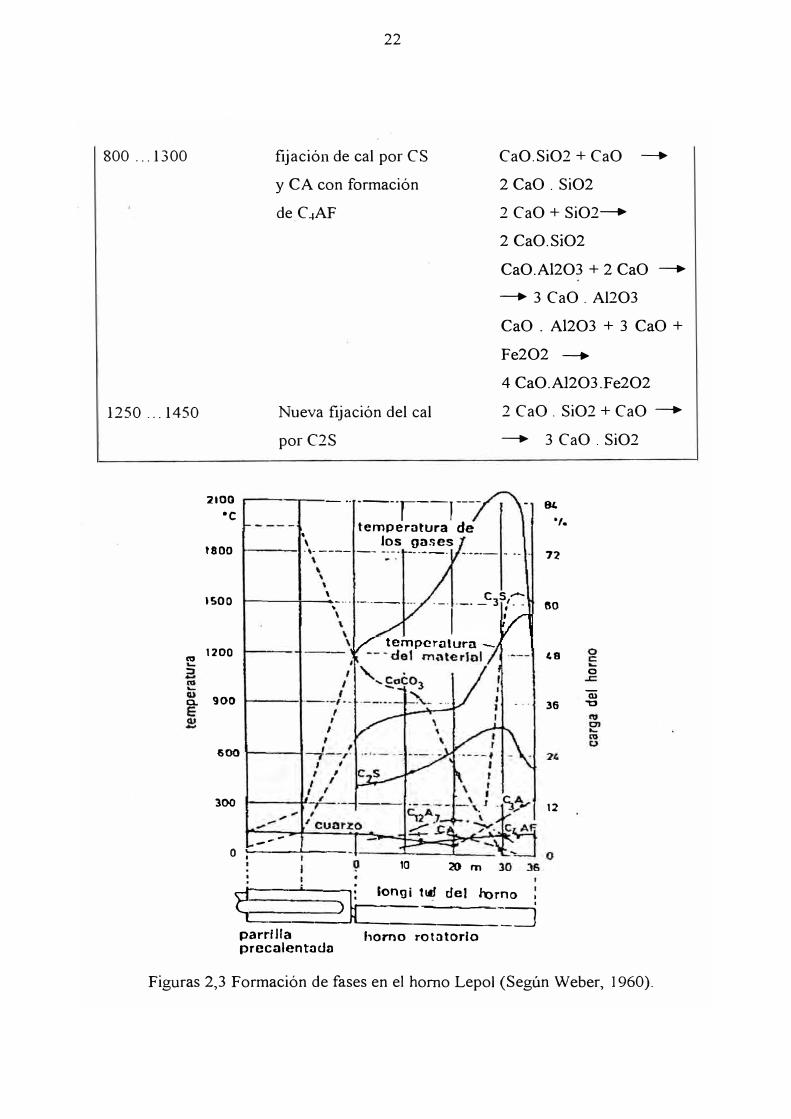
La Tabla 2,2 muestra una visión de conjunto de las transformaciones que se
producen en el crudo de cemento, las cuales se describen a continuación. Las
figuras 2,3 y 2,4 muestran datos sobre la formación de nuevas fases que tienen
lugar en dichas transformaciones.
Tabla 2,2 Transformaciones químicas en el tratamiento térmico de crudos de
cemento Pórtland (reacciones principales en la clinkerización)
Temperatura Cº proceso transformación química
<200 secado. Eliminación
de] agua Jibre.
100 ... 400 eliminación del agua
adsorbida.
400 ... 750 descomposición de la 2(AhO3 . 2SiO2) + 4H2O
arcilla con formación Al4 (OH)gSi1O10
de metacaolinita.
600 ... 900 descomposición de la Al2O2:2SiO2 -.
metacaolinita y otros Al2O2 + 2 SiO2
compuestos con formación
de una mezcla de óxido
reactivos
600 ... 1000 descomposición de la CaCO2-.CaO + CO2
caliza con formación 3 CaO + 2 SiO2 +Al2O2
deCSYCA -. 2(CaO.SiO2) +
CaO.Al2O3
800 ... 1300
1250 ... 1450
cu
::i
a.
2100
•e
t800
ISOO
1200
900
600
300
--
22
fijación de cal por es
y CA con formación
de C�AF
Nueva fijación del cal
por C2S
Ca0.Si02 + CaO --+
2 CaO. Si02
2 CaO + Si02--+
2 Ca0.Si02
Ca0.Al203 + 2 CaO --+
--+ 3 CaO . Al203
CaO . Al203 + 3 CaO +
Fe202 --+
4 Ca0.Al203.Fe202
2 CaO . Si02 + CaO --+
--+ 3 CaO . Si02
- .. ---·r--,---- -84
.,.
' ' ·\· ----
' ____,. ____
•
temperntura delos -- ---·
------
gases -----. ----.. - - ..
es---- . -· ·-· - 3 ' - -
1 :
72
M
"ª
o
m 36 ',:J
12
o , -__ __._ __
10 20 m
�r---'---)��--'º_n_g_it_u_d_d_e_l_h_o_rno :---------l-______ _=3
parr!Jla prccalentada
horno rotatorio
Figuras 2,3 Formación de fases en el horno Lepo) (Según Weber, 1960).
23
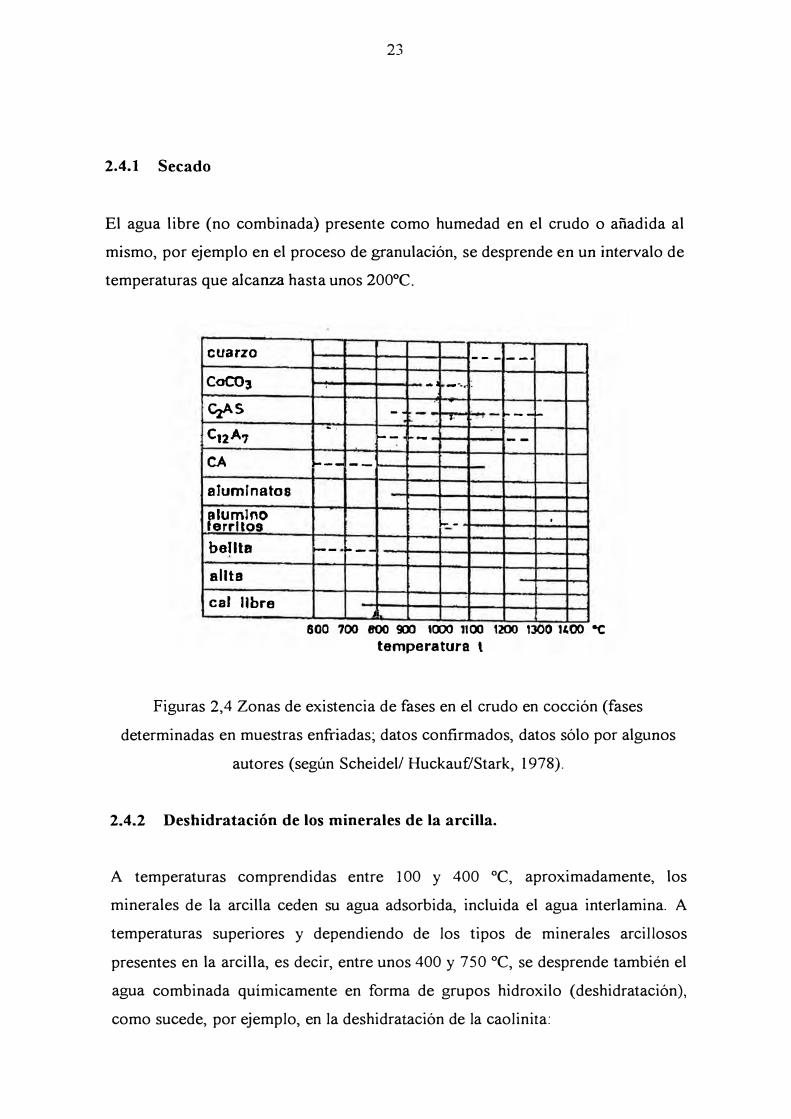
2.4.1 Secado
El agua libre (no combinada) presente como humedad en el crudo o añadida al
mismo, por ejemplo en el proceso de granulación, se desprende en un intervalo de
temperaturas que alcanza hasta unos 200ºC.
cuarzo
CoC03
�5 � .
C12A7
CA ---
aluminatos
alumlno terrltos
bellta --
allta
cal Ubre
--
--
__ ,
---
,,
-- -
.. i . ..., ...... :
.....
' · �
•·
... -
.· •
-
--·
----
--
'
800 700 800 900 ,ooo 1100 1200 1300 11.00 "C temperatura \
Figuras 2,4 Zonas de existencia de fases en el crudo en cocción (fases
determinadas en muestras enfriadas; datos confirmados, datos sólo por algunos
autores (según Scheidel/ Huckauf/Stark, 1978).
2.4.2 Deshidratación de los minerales de la arcilla.
A temperaturas comprendidas entre 100 y 400 ºC, aproximadamente, los
minerales de la arcilla ceden su agua adsorbida, incluida el agua interlamina. A
temperaturas superiores y dependiendo de los tipos de minerales arcillosos
presentes en la arcilla, es decir, entre unos 400 y 750 ºC, se desprende también el
agua combinada químicamente en forma de grupos hidroxilo ( deshidratación),
como sucede, por ejemplo, en la deshidratación de la caolinita:
. Al 4[OH)8Si4O1 O] Caolitina
24
2(Al2O3 2SiO2) + 4H2O Metacaolitina
El metacaolín se descompone parcialmente a las temperaturas señaladas, pero
también a temperaturas crecientes hasta unos 900 ºC, dando luga:r a mezclas de
óxidos reactivos, según la ecuación de reacción:
A12O3 .2SiO2 -+ Al2O3 + 2SiO2
En la deshidratación de las arcillas influyen diversos factores, tales como el tipo
de minerales arcillosos, la naturaleza y cantidad de las impurezas, e] tamaño de
las partículas, el grado de cristalización de las arcillas, la atmósfera gaseosa y
otros.
2.4.3 Descomposición de los carbonatos
El carbonato cálcico (CaCO3) contenido en el crudo en proporciones
comprendidas entre 74 y 79% en masa, se descompone (disociación,
descarbonatación, calcinación a temperaturas teóricamente iguales o superiores a
896º C, según la ecuación:
CaCO3 CaO + CO2
A estas temperaturas, la presión de disociación es igual o mayor que 1, es decir,
por lo menos igual a la presión externa. Para ello es necesaria una entalpía de
reacción IY,. H de 1660 kj/kg. La temperatura de 896º C sólo se refiere a la calcita
pura y sólo es válida para ella� al aumentar la proporción de impurezas o
adiciones mezcladas con ella ( como sucede en los crudos de cemento) la
disociación se desplaza hacia temperaturas más bajas. En la práctica, la
disociación comienza ya entre 550 y 600ºC. Ello es debido a procesos químicos
entre el CaO que se forma y las adiciones de SIO2 A12O3 y Fe2O2, por los cuales
se originan, por ejemplo y primer lugar, CaO. Al2O2 (CA)(*), 12CaO. 7 Al2O2
(Cl2A7), CaO. SiO2 (CS) y 2CaO. SiO2 (C2S), por reacción en estado sólido. El
25
contenido de cal libre CaO es, por lo tanto, escaso por debajo de 800º C (menor
de :Z¾ en masa), aumentado hasta alrededor del 20% a temperaturas mayores.
La disociación térmica del MgCO2 de mucha menor importancia en la
fabricación de cemento, transcurre de forma análoga, pero a temperaturas más
bajas.
2.4.4 Reacciones entre fases sólidas
(Reacciones a temperaturas inferiores a las de sinterización o
clinkerización)
Como ya queda indicado, a partir de temperaturas comprendidas entre 550 a
600ºC comienzan a producirse reacciones entre sólidos, por los cuales se
combinan los productos de descomposición del CaCO3 con los de la arcilla,
formándose primero y preferentemente compuestos de menor contenido del cal
(por ejemplo, aluminato monocálcico CA y silicato bicálcico C2S).La formación
de aluminato tricálcico (3CaO.Al2O3=C3A) y de la ferritoaluminato tetracálcico
[2CaO (Al2O. Fe2O3)=C2AF], también presentes en el clínker de cemento
portland, comienza aproximadamente a unos 800ºC. Ejemplos de estas reacciones
son los siguientes:
Las reacciones entre sólidos transcurren en general muy lentamente, pero se
pueden acelerar, en particular por:
• Reducción del tamaño de partículas (aumento de la superficie específica)
• Aumento de la temperatura de cocción.
• Distorsión de las redes cristalinas.
26
2.4.5 Reacciones en presencia de fase líquida - fundida
(Sinterización o clinkerización)
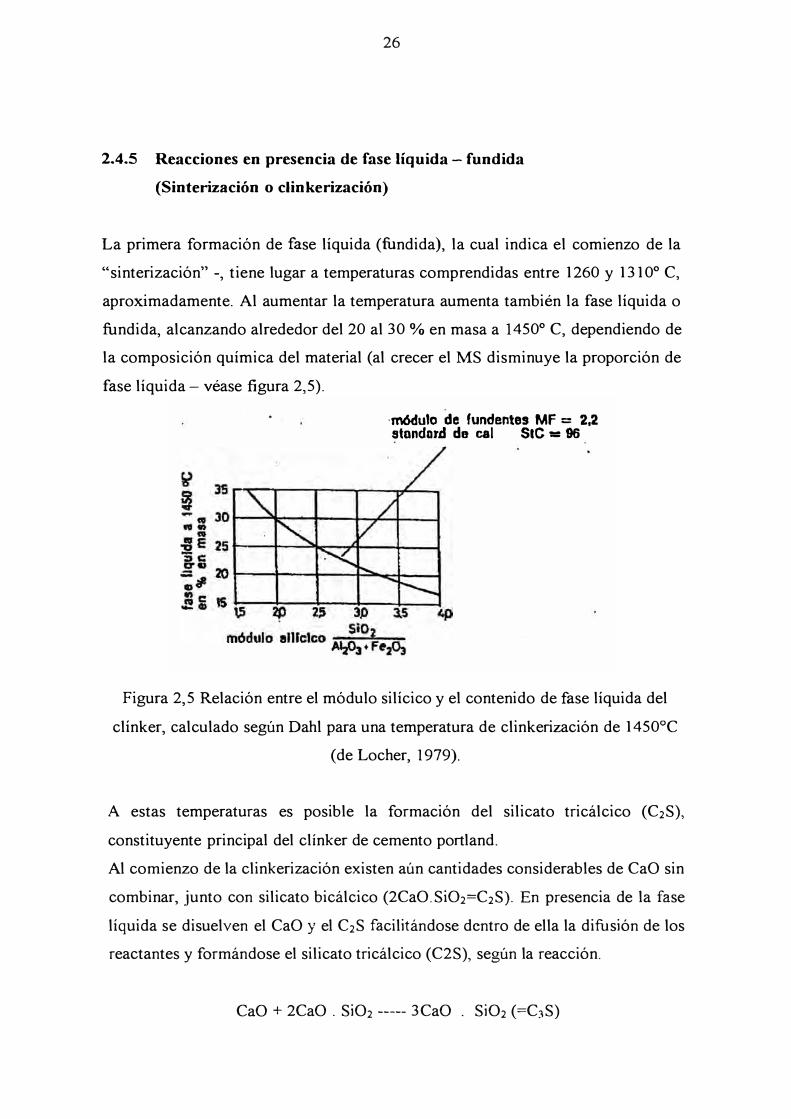
La primera formación de fase líquida (fundida), la cual indica el comienzo de la
"sinterización" -, tiene lugar a temperaturas comprendidas entre 1260 y 1310º C,
aproximadamente. Al aumentar la temperatura aumenta también la fase líquida o
fundida, alcanzando alrededor del 20 al 30 % en masa a 1450º C, dependiendo de
la composición química del material (al crecer el MS disminuye la proporción de
fase líquida - véase figura 2,5).
·módulo de fundentes MF = 2,2standard de cal StC = 96
Figura 2,5 Relación entre el módulo silícico y el contenido de fase líquida del
clínker, calculado según Dahl para una temperatura de clinkerización de 1450ºC
(de Locher, 1979).
A estas temperaturas es posible la formación del silicato tricálcico (C2S),
constituyente principal del clínker de cemento portland.
Al comienzo de la clinkerización existen aún cantidades considerables de CaO sin
combinar, junto con silicato bicálcico (2CaO.SiO2=C2S). En presencia de la fase
líquida se disuelven el CaO y el C2S facilitándose dentro de ella la difusión de los
reactantes y formándose el silicato tricálcico (C2S), según la reacción.
CaO + 2CaO . SiO2 ----- 3CaO . SiO2 (=C3S)
27
Con ,lo cual se cumple el objeto principal del proceso de clinkerización, a saber, la
formación del valioso silicato tricálcico. Esto justifica la necesidad de utilizar
altas y costosas temperaturas de clinkerización. Al mismo tiempo, la fase líquida
activa también otras reacciones, como por ejemplo las que afectan a las partículas
relativamente más gruesas de cuarzo o de caliza.
Los silicatos tricálcico y bicálcico .(C3S y C2S) se encuentran como fases sólidas
en el fundido. A temperaturas superiores a 1450º C éste contiene la totalidad de
Al2Ü3 y F e2Ü3 del clínker en formación, y su composición % en masa es,
aproximadamente, la siguiente: 56% CaO, 7% Si02, 23% Al203 y 14% Fe203. A la
temperatura de clinkerización se establece un estado de equilibrio.
La viscosidad de la fase líquida es tanto menor cuanto menor es el módulo
alumínico, férrico o de fundentes, es decir, cuanto mayor es el contenido de
Fe2Ü3. Los constituyentes secundarios o minoritarios influyen también en la
viscosidad de la fase líquida, aumentándola, por ejemplo, los álcalis; y
disminuyéndo, por el contrario, el S03 y MgO. Las reacciones en la fase líquida
se pueden acelerar, especialmente por:
• Aumento de la proporción de dicha fase;
• Disminución de su viscosidad;
• Reducción de la proporción de partículas gruesas (particularmente de
cuarzo) en el crudo.
2.4.6 Reacciones durante el enfriamiento
Si el clínker formado en el proceso de sinterización se enfría lentamente, puede
invertirse el sentido de las reacciones de equilibrio, con lo cual se puede disolver
en la fase líquida una parte de silicato tricálcico que tan decisiva influencia
favorable tiene en el desarrollo de las resistencias. Por consiguiente, un
enfriamiento demasiado lento produce una disminución de resistencias del
cemento.
28
En un enfriamiento rápido, el cual es deseable, se "congela" el equilibrio, y en
part�cular la fase líquida que participa en el mismo, con independencia de las
fases líquidas presentes en· él, de forma que la composición del clínker enfriado
técnicamente es prácticamente similar a la alcanzada a la temperatura de
clinkerización.
Al contrario que las fases líquidas ricas en Si02, las cuales en su mayor parte se
solidifican en forma vítrea, las fases líquidas alurnino - ferriticas del clínker
portland, ricas en cal, cristalizan totalmente en el proceso técnico de fabricación
del cemento, a pesar de su enfriamiento rápido. Por consiguiente, el clínker
técnico de cemento portland representa un equilibrio de fusión congelado a la
temperatura de sinterización.
El enfriamiento influye además en el estado de cristalización, y a través del
mismo en la reactividad de las fases del clínker, así como en la propia textura de
éste. Por ejemplo, un enfriamiento rápido da lugar a cristales muy finos e
íntimamente entremezclados de aluminato tricálcico (C3A) y de ferritoaluminato
tetracálcico (C2 [A1F]), los cuales reaccionan lentamente con agua.
Otros efectos producidos por el enfriamiento rápido son:
• Mejor molturabilidad por la existencia de fisuras tensiónales en el clínker.
• Menor proporción de alita disuelta y, por lo tanto, mayor cantidad de alita
en el clínker.
• Mayor estabilidad de volumen por menor expansión para contenidos de
MgO � 2,5% al haber una mayor proporción de MgO en disolución sólida
en las restantes fases del clínker permanecer mayor cantidad de MgO
libre (periclasa) en forma microcristalina.
Por otra parte, un enfriamiento excesivamente rápido en todo el intervalo de
temperaturas desde la de clinkerización hasta la temperatura ambiente (templado),
da lugar a disminuciones de la resistencia del cemento, si bien por otra parte se
han observado aumentos de resistencia al someter al clínker a un templado corto.
La velocidad de enfriamiento en la zona de temperaturas más elvadas parece ser
el factor más decisivo. En dicha zona un enfriamiento relativamente lento en
condiciones oxidantes, desde la temperatura de clinkerización hasta unos 1400º C
29
(en el caso de clínkeres ricos en álcalis), o hasta unos 1300º C (en el caso de
clínkeres pobres en álcalis) - en el horno -, da lugar a aumentos de resistencia
(Sylla, 1975), eventualmente atribuibles a dislocaciones de la red cristalina
producidas por una descomposición incipiente de la alita, si bien existen también
opiniones en contra de la validez de esta aplicación.
La velocidad de enfriamiento del clínker una vez que éste ha salido del horno- y,
por lo tanto, el tipo de enfriador: planetario o de satélites, o de parrilla, por
ejemplo, parece no tener una influencia apreciable en la resistencia del cemento.
2.4. 7 Factores que influyen en el proceso de cocción.
Las reacciones antes mencionadas se hallan condicionadas o influidas por
numerosos factores químicos, mineralógicos y físicos.
La composición química de los crudos de alimentación de los hornos tiene una
gran influencia en el tiempo requerido para la cocción de los mismos. Se puede
definir este tiempo como el necesario para que, a una temperatura determinada,
un crudo de finura prefijada se cueza en tal medida que sólo quede en él un 2% en
masa de cal libre. El tiempo de cocción se alarga al aumentar el StC (grado de
saturación), el MS (modulo de sílice) y el MF (modulo de fierro), si bien la .
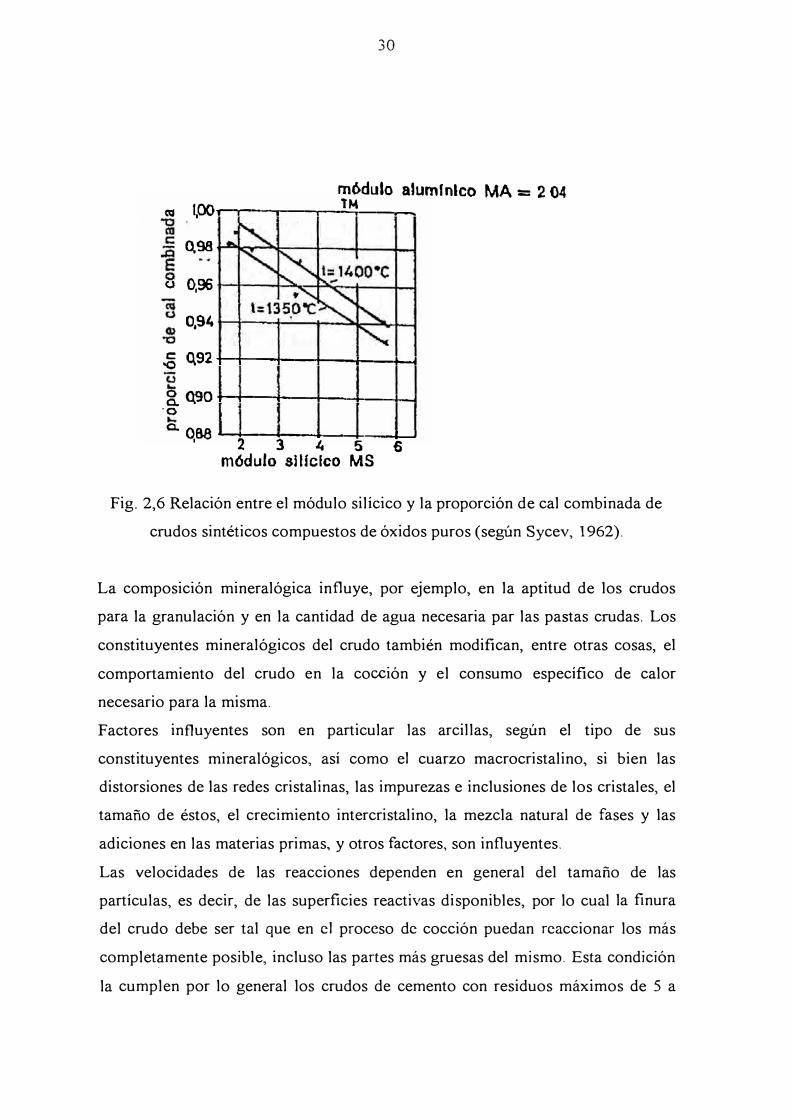
influencia de este último es escasa. La relación entre la cal combinada y el
módulo silícico MS se muestra como ejemplo en la figura 2,6.
Los valores numéricos de este ejemplo fueron obtenidos en el laboratorio, a partir
de crudos sintéticos, y sólo deben ser considerados como una aproximación,
desde el punto de vista de las condiciones reales de la fabricación industrial del
cemento.
Los óxidos alcalinos en proporciones supenores a 0,5 % en masa actúan
retrasando la combinación de la cal en el proceso de cocción, mientras que, por el
contrario, contenidos de MgO menores de 2% en masa, y de S03 menores de 1 %
en masa, actúan acelerándol�.
30
«I �00
módulo alumfnlco MA = 2 04TM
..,--y---,----,--.:..:...;---,,_
0,98
0,96 CJ
0,94
_g 0.92 t--r---t--t--+--�
g_ $0t--c---t---+---+--+--.I·o
c. 0681 -2±----13--44--4-5��61--'
módulo sJ Heleo MS
Fig. 2,6 Relación entre el módulo silícico y la proporción de cal combinada de
crudos sintéticos compuestos de óxidos puros (según Sycev, 1962).
La composición mineralógica influye, por ejemplo, en la aptitud de los crudos
para la granulación y en la cantidad de agua necesaria par las pastas crudas. Los
constituyentes mineralógicos del crudo también modifican, entre otras cosas, el
comportamiento del crudo en la cocción y el consumo específico de calor
necesario para la misma.
Factores influyentes son en particular las arcillas, según el tipo de sus
constituyentes mineralógicos, así como el cuarzo macrocristalino, si bien las
distorsiones de las redes cristalinas, las impurezas e inclusiones de los cristales, el
tamaño de éstos, el crecimiento intercristalino, la mezcla natural de fases y las
adiciones en las materias primas, y otros factores, son influyentes.
Las velocidades de las reacciones dependen en general del tamaño de las
partículas, es decir, de las superficies reactivas disponibles, por lo cual la finura
del crudo debe ser tal que en el proceso de cocción puedan reaccionar los más
complet�mente posible, incluso las partes más gruesas del mismo. Esta condición
la cumplen por lo general los crudos de cemento con residuos máximos de 5 a
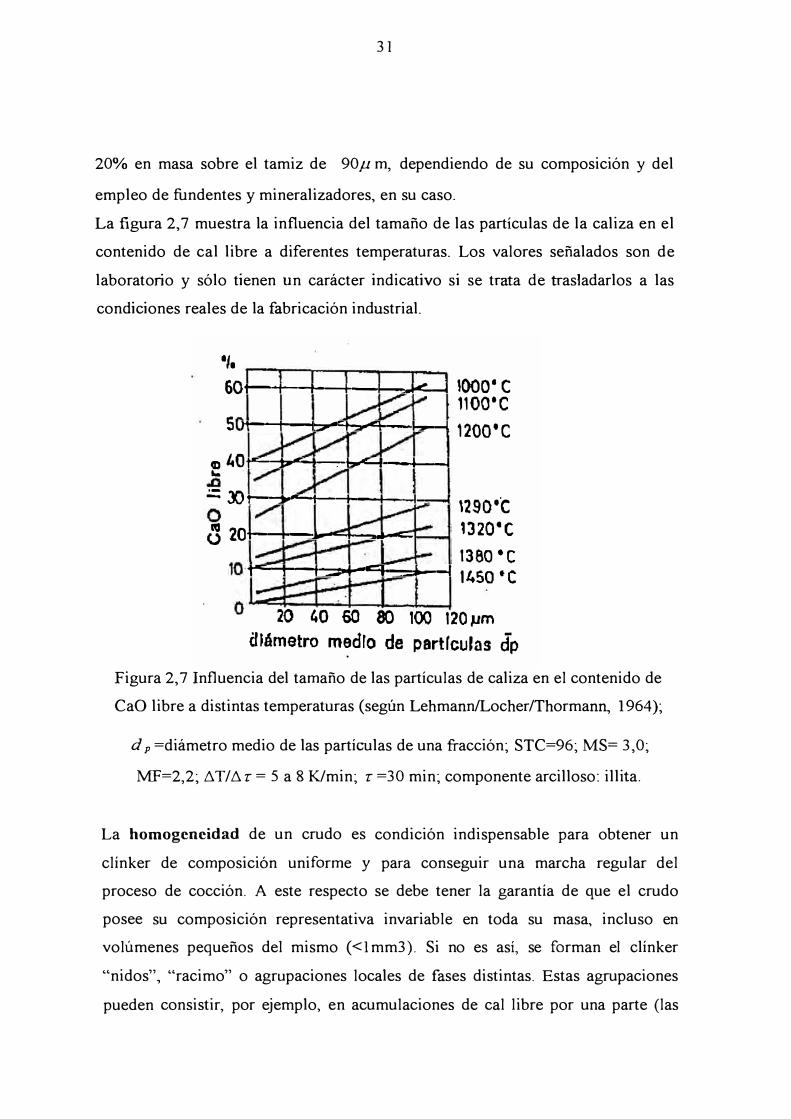
31
20% en masa sobre el tamiz de 90 µ m, dependiendo de su composición y del
empleo de fundentes y mineralizadores, en su caso.
La figura 2, 7 muestra la influencia del tamaño de las partículas de la caliza en el
contenido de cal libre a diferentes temperaturas. Los valores señalados son de
laboratorio y sólo tienen un carácter indicativo si se trata de trasladarlos a las
condiciones reales de la fabricación industrial.
.,.
GOt-----t---t--+--1�.,¡.c_� 1ooo·c 11oo·c
s n---t---1b--��--h,.---l 1200 • e
�40�-P.c-.t----:--t,,,-�--+-� ... .
.:.:: 30 t--:ti,,-t--+-1---1-� ,2so•c1320'C <'l 20t---r--:::� ................ ..-�
t3eo • e
F-t---t-::=iot-c:i.�.,_-t 1450 •e
20 40 60 80 100 120 µm cUámetro m�dr o de partículas dp
Figura 2, 7 Influencia del tamaño de las partículas de caliza en el contenido de
CaO libre a distintas temperaturas (según Lehmann/Locher/Thormann, 1964);
d P =diámetro medio de las partículas de una fracción; STC=96; MS= 3,0;
MF=2,2; /j,,_T//j,,_ r = 5 a 8 K/min; r =30 min; componente arcilloso: illita.
La homogeneidad de un crudo es condición indispensable para obtener un
clínker de composición uniforme y para conseguir una marcha regular del
proceso de cocción. A este respecto se debe tener la garantía de que el crudo
posee su composición representativa invariable en toda su masa, incluso en
volúmenes pequeños del mismo (<lmm3). Si no es así, se forman el clínker
"nidos", "racimo" o agrupaciones locales de fases distintas. Estas agrupaciones
pueden consistir, por ejemplo, en acumulaciones de cal libre por una parte (las
32
cuales pueden dar lugar a fenómenos expansivos en la hidratación), y por otra
parte en acumulaciones de silicato bicálcico (nidos de belita). Ambas
acumulaciones darían lugar, en el caso de un material crudo homogéneo, al
silicato tricálcico (alita), más valioso y conveniente.
Los llamados mineralizadores (como, por ejemplo, el fluoruro cálcico CaF2 -
espato flúor-) pueden afectar favorablemente al proceso de cocción.
En resumen, el comportamiento de un crudo en la cocción depende de los
siguientes factores:
• Composición química (Standard de cal, módulo silícico, módulo de
fundentes, fase líquida y mineralizadores).
• Composición mineralógica.
• Granulometría, en particular referida a los tamaños máximos de
partículas.
• Condiciones de la cocción (velocidad de calentamiento, especialmente
para temperaturas superiores a 1100º C, temperatura máxima de cocción y
tiempo de permanencia del crudo a dicha temperatura).
El resultado del proceso de cocción es el clínker de cemento portlant, formado
por las correspondientes fases del mismo.
2.5 EL CLINKER DE CEMENTO PORTLAND.
El clinker de cemento portland consta esencialmente de cuatro fases cristalinas:
alita, belita, aluminato cálcico y ferritoaluminato cálcico, íntimamente asociadas
entre sí. Contiene además poros, y en la mayor parte de los casos, cal libre (CaO
sin combinar), así como magnesia libre: periclasa).
2.5.1 Fases del clínker
La tabla 2,3 resume los datos _!Tiás importantes de las fases del clínker. La figura
2, 7 muestra el desarrollo de las resistencias de dichas fases. Junto a ellas, como
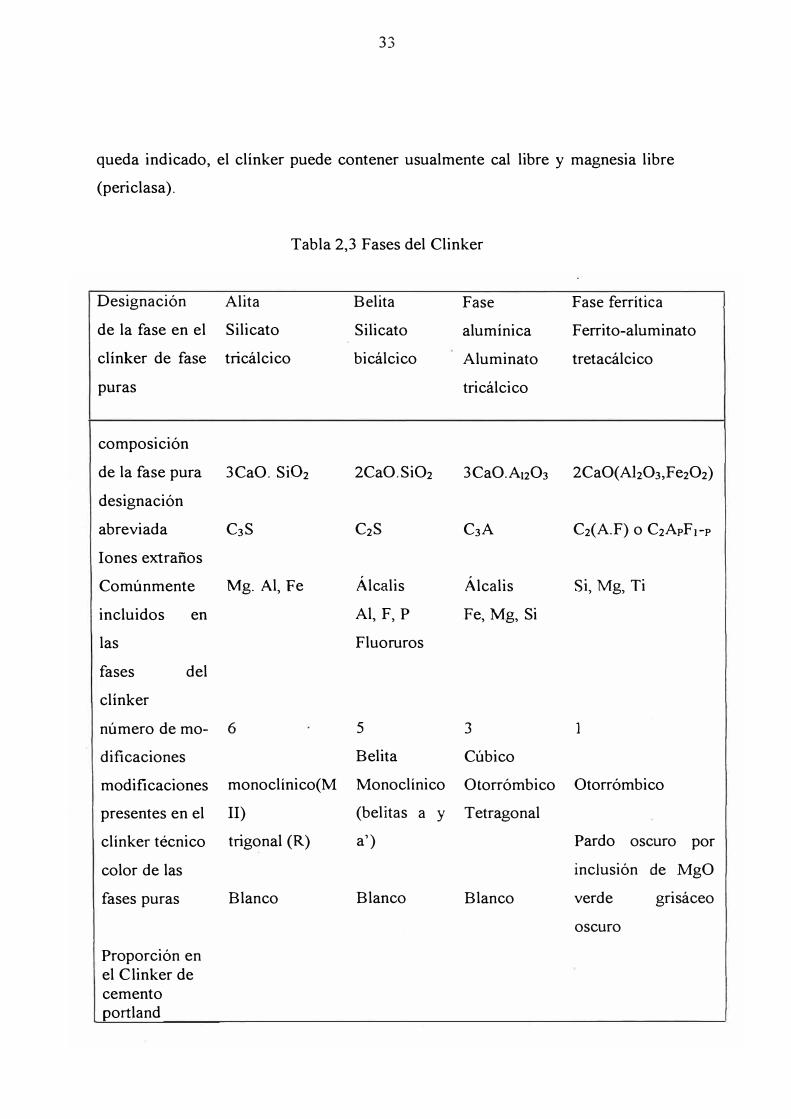
33
queda indicado, el clínker puede contener usualmente cal libre y magnesia libre
(periclasa).
Tabla 2,3 Fases del Clinker
Designación Al ita
de la fase en el Silicato
clínker de fase tricálcico
puras
composición
de la fase pura 3Ca0. Si02
designación
abreviada C3S
Iones· extraños
Comúnmente Mg. Al, Fe
incluidos en
las
fases del
clínker
número de mo- 6
dificaciones
modificaciones monoclínico(M
presentes en el II)
clínker técnico trigonal (R)
color de las
fases puras Blanco
Proporción en el Clinker de cemento portland
Belita
Silicato
bicálcico
2Ca0.Si02
C2S
Álcalis
Al,F,P
Fluoruros
5
Belita
Monoclínico
(belitas a y
a')
Blanco
Fase
alumínica
Aluminato
tricálcico
3Ca0.A1203
C3A
Álcalis
Fe, Mg, Si
3
Cúbico
Otorrómbico
Tetragonal
Blanco
Fase ferrítica
Ferrito-aluminato
tretacálcico
2Ca0( Al203,F e202)
C2(A.F) o C2ApF1-p
Si, Mg, Ti
1
Otorrómbico
Pardo oscuro por
inclusión de MgO
verde grisáceo
oscuro
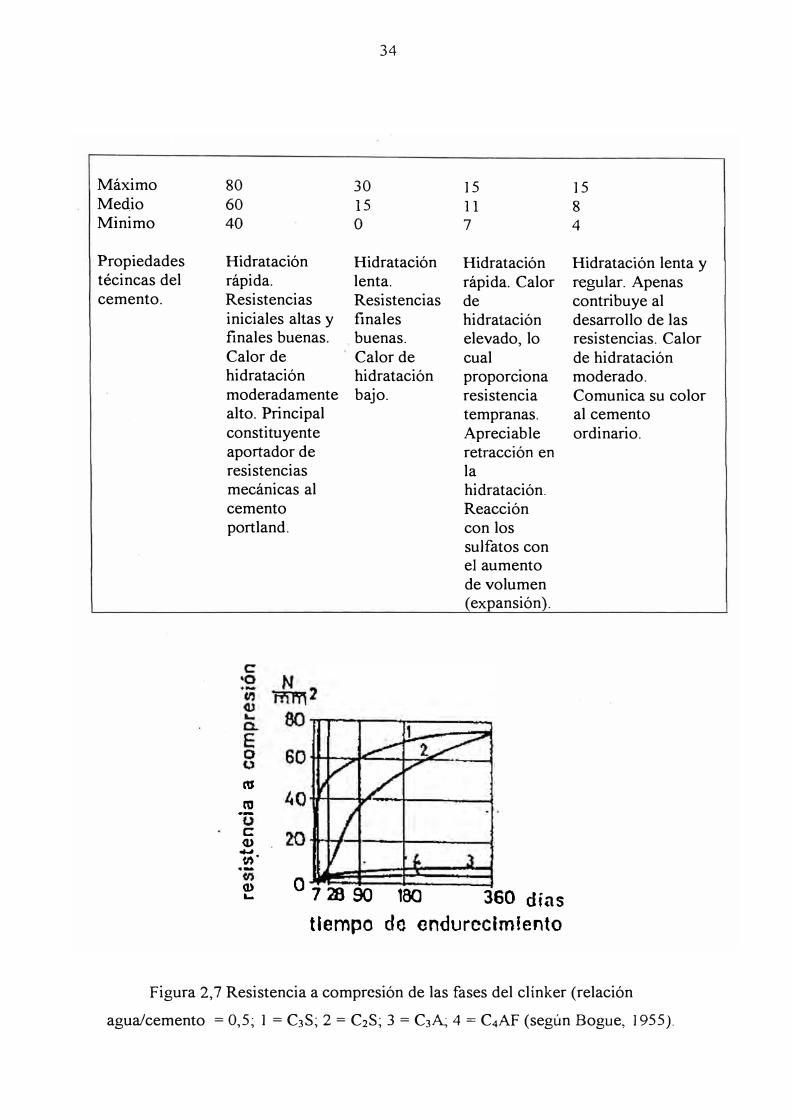
Máximo Med,io Mínimo
Propiedades técincas del cemento.
80
60
40
Hidratación rápida. Resistencias iniciales altas y finales buenas. Calor de hidratación moderadamente alto. Principal constituyente aportador de resistencias mecánicas al cemento portland.
ns
m ·-
e: <V
U). ·-
34
30
15 o
Hidratación lenta. Resistencias finales buenas. Calor de hidratación bajo.
15 11
7
Hidratación rápida. Calor de hidratación elevado, lo cual proporciona resistencia tempranas. Apreciable retracción en la hidratación. Reacción con los sulfatos con el aumento de volumen ( expansión).
Q) .... O 7 28 90 180 360 dias
tiempo do endurecimiento
15 8
4
Hidratación lenta y regular. Apenas contribuye al desarrollo de las resistencias. Calor de hidratación moderado. Comunica su color al cemento ordinario.
Figura 2,7 Resistencia a compresión de las fases del clínker (relación
agua/cemento = 0,5; 1 = C3S; 2 = C2S; 3 = C3A_; 4 = C4AF (según Bogue, 1955).
35
2.5.1.1 Alita (silicato tricálcico)
El silicato tricálcico puro no se encuentra como tal en el clínker, sino que incluye
otros óxidos ajenos a su composición, como, por ejemplo, hasta 2% en masa de
MgO, junto con Ah03 Fe2Ü3 Ti02 y otros. Las cantidades de estos óxidos
presentes en el silicato tricálcico dependen particularmente de la composición del
clínker, de la temperatura de cocción y del proceso de enfriamiento. La inclusión
de iones extraños en la alita modifica las propiedades de ésta; por �jemplo,
aumenta en general su resistencia. Enfriado lentamente por debajo de 1250º C, el
silicato tricálcico se puede descomponer en CaO y C2S1 especialmente si contiene
iones Fe2 como consecuencia de una cocción en condiciones reductoras. La alita
es cuantitativamente el constituyente más importante del cemento portland, pero
también lo es desde el punto de vista de las propiedades del cemento y en
particular de la más importante de ellas: el desarrollo de las resistencias. Para que
se forme alita en el proceso de cocción es preciso que tenga lugar la sinterización.
2.5.1.2 Belita (silicato bicálcico)
Tampoco se encuentra silicato bicálcico (C2S) puro en el clínker, ya que
asimismo contiene otros óxidos incorporados. La belita se halla principalmente en
estado sólido a la temperatura de clinkerización, y sólo en pequeñas proporciones
en los clínkeres con alto Standard de cal. El desarrollo de su resistencia es lento,
si bien a largo plazo llega a alcanzar resistencias tan grandes por lo menos como
las de la alita. La modificación /J de la belita, que es la que predomina en el
clínker, se puede transformar a la temperatura ambiente en la modificación r,
que es la más estable, pero que apenas es hidráulica (inversión /J - y). En esta
transformación se produce un aumento de volumen del 10% aproximadamente, el
cual es la causa de la desintegración del clínker. No obstante, esta inversión se
puede evitar, esto es, se puede estabilizar la belita /J mediante la inclusión de
10nes extraños dentro de su red, así como por enfriamiento rápido. Con la
36
tecnología actual de la fabricación de cemento no cabe esperar la desintegración
del clínker.
Las fases alumínicas .y ferríticas microcristalinas son consideradas
frecuentemente como "masa intersticial" o "matriz". Ambas se forman a partir de
la fase líquida o fundida del clínker, en el enfriamiento de éste.
2.5.1.3 Fase alumínica
También la fase alumínica (C3A en su estado puro) contiene iones extraños.
En ella es posible la inclusión de álcalis (Na2O, K2O) en proporciones que
exceden del 5 % en masa. La fase alumínica posee una capacidad de reacción
muy alta, la cual se incrementa aún más por la inclusión de álcalis. Se han
señalado y descrito las fases NCgA3 y KCgA3. A fin de "frenar" la reacción de la
fase alumínica al comienzo de la hidratación, es preciso añadir a cada cemento
algún sulfato (por ejemplo, yeso), para retardar el proceso del fraguado (véase
Sección VII. 2.1. ).
Junto con la alita y la belita la fase alumínica puede contribuir a aumentar
ligeramente la resistencia del cemento a corto plazo (a causa de su elevado calor
de hidratación). No obstante, sus propiedades hidráulicas intrínsecas son escasas.
También se puede presentar el compuesto C 12A1 en la fase alumínica.
2.5.1.4 Fase f errítica
La fase ferrítica no posee una composición química constante, sino que constituye
un miembro de una serie de disoluciones sólidas (cristales mixtos) que
teóricamente se extiende desde el C2A al C2F (si bien el C2A no existe):
C2A ... C6A2F ... C4AF ... C6AF2 ... C2F
Según sea la disponibilidad de hierro o de aluminio, respectivamente, los
miembros de la disolución sólida se sitúan más del lado de la serie rico en hierro
o del lado rico en aluminio. La composición de esta fase frecuentemente
37
corresponde más o menos al compuesto C4AF, en el caso del clínker de cemento
portland.
La fórmula general representativa de la serie es C2(�F), o C2ApF1-p.
La fase ferrítica contiene igualmente iones extraños incluidos. Es la fase que
comunica su color al cemento, ya que el C2 (A1F) puro es pardo, .Y el C2 (A1 F)
que contiene MgO es verde grisáceo oscuro.
La fase ferritica reacciona muy lentamente y carece de importancia significativa
directa a efectos de las propiedades del cemento.
2.5.1.5 Otras fases del clínker
La mayor parte de los clínkeres contienen cal libre CaO ( cal no combinada) en
proporción igual o menor de 2 % en masa. Es debida, bien sea a una inadecuada
preparación del crudo ( demasiado grueso o inhomogéneo ), bien a una cocción
insuficiente (tal que no permite su combinación con otros óxidos), bien a un
enfriamiento lento ( que posibilita la descomposición del C3S y del CA), o bien,
finalmente, a un contenido demasiado alto de cal (StC III > 100). La cal libre es
indeseable, ya que en concentraciones altas (aproximadamente superiores a 2,5%
en masa) puede causar expansión en los morteros y hormigones ( expansión por
cal):
CaO + H20
1 volumen
Ca (OH)2
2 volúmenes
Los clínkeres ricos en Mgü pueden contener l\1g0 libre (periclasa).
Dado que en las otras fases del clínker puede haber combinado aproximadamente
de un 2,0 a un 2,5 % de Mgü en disolución sólida, un cemento que cumpla con la
norma alemana puede contener hasta un 2,5-3 % como máximo de periclasa, ya
que según dicha norma (DIN 1164) el máximo total de Mgü permisible es del
5% en masa. La proporción de Mgü combinado con otras fases depende de la
composición química del clínker y de las condiciones de su fabricación. La
38
periclasa es indeseable, puesto que, en proporciones altas, puede producir una
expansión semejante a la de la cal (expansión por magnesia). Esta expansión es
más· maligna que la de la cal, pues a veces sus daños no son detectados sino al
cabo de años.
La periclasa microcristalina y uniformemente repartida produ� expansiones
menores que las causadas por cantidades iguales de la misma cuando se presenta
en forma macrocristalina y localmente acumulada en "nidos". Esto mismo es
igualmente válido por lo que respecta a la cal libre y a la expansión que produce.
En raros casos se pueden encontrar también en el clínker, si bien en muy
pequeñas cantidades, sulfatos alcalinos y fases vítrea.
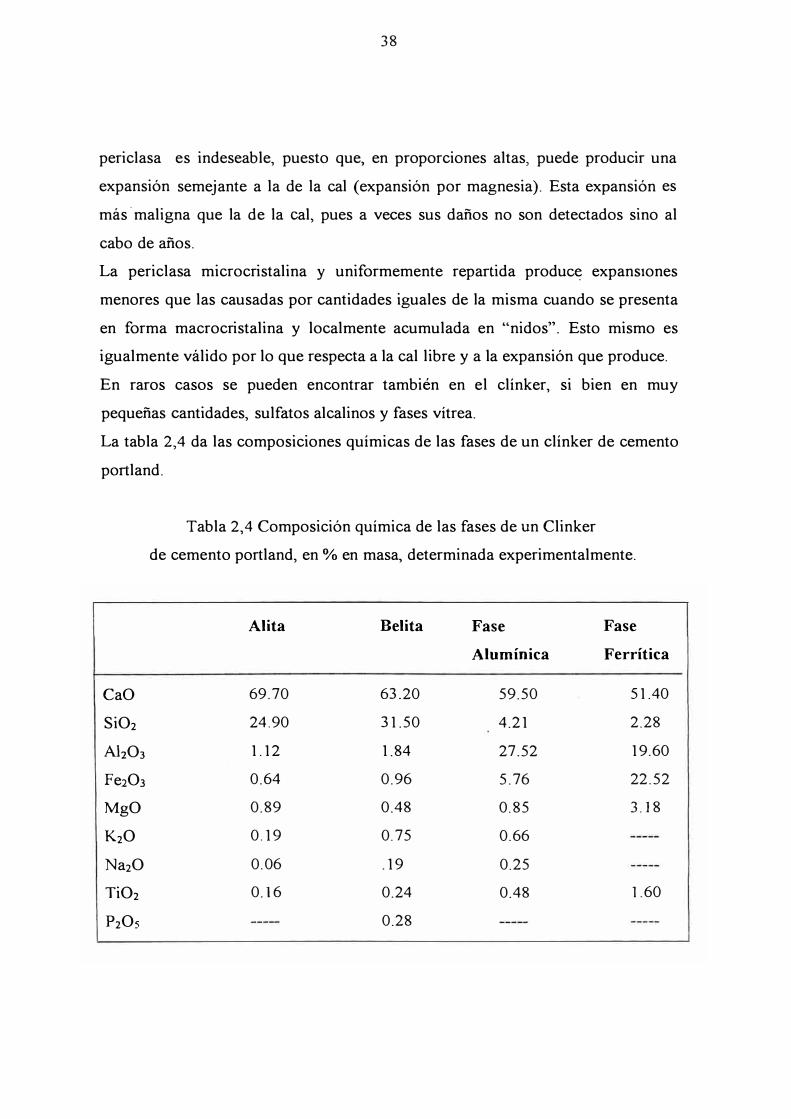
La tabla 2,4 da las composiciones químicas de las fases de un clínker de cemento
portland.
Tabla 2,4 Composición química de las fases de un Clinker
de cemento portland, en % en masa, determinada experimentalmente.
Alita Belita Fase Fase
Alumínica Ferrítica
CaO 69.70 63.20 59.50 51.40
Si02 24.90 31.50 4.21 2.28
A}i03 1.12 1.84 27.52 19.60
Fe203 0.64 0.96 5.76 22.52
MgO 0.89 0.48 0.85 3.18
K20 0.19 0.75 0.66
Na20 0.06 .19 0.25
Ti02 0.16 0.24 0.48 1.60
P20s 0.28
39
2.5.2 Apreciación de la calidad del Clinker
Existen diversos métodos para apreciar la calidad del clínker de cemento. En la
mayor parte de los casos se utilizan varios de ellos simultáneamente. El análisis
Químico completo (realizado por vía húmeda o por fluorescencia de rayos X) da
información acerca de la composición de conjunto. A partir del mismo se pueden
calcular los standards de cal StC y los módulos silícico MS y alumínico, férrico o
de fundentes MF, los cuales proporcionan una visión clara y sinóptica acerca de
la calidad del clínker (véase también la sección Il. 2.1.). También a partir de su
análisis completo se puede calcular la composición potencial de fases, según
Bogue.
Este cálculo presupone que la fase líquida (fundida) del clínker cristaliza en
equilibrio con las fases sólidas presentes en la clinkerización, y que las fases del
clínker son químicamente puras y responden a composiciones estequiométricas
(las de C3S, C2S, C2A y C4AF en cada caso). La primera hipótesis - la del
equilibrio de cristalización - no se cumple en la práctica, como ya se indicó en la
Sección IIT.6. Tampoco se cumple la segunda hipótesis, ya que la pureza química
y la correspondiente estequiometría de las fases se ven alteradas por la inclusión
de iones extraños en estas últimas. A pesar de todo, este cálculo proporciona
resultados indicativos útiles. En general, los valores reales correspondientes a la
alita son mayores que los calculados, y los de la belita menores, mientras que los
contenidos verdaderos de fases alumínicas y ferrítica en tantos por ciento difieren
muy poco de los contenidos calculados potencialmente (véase tabla 2,5).
40
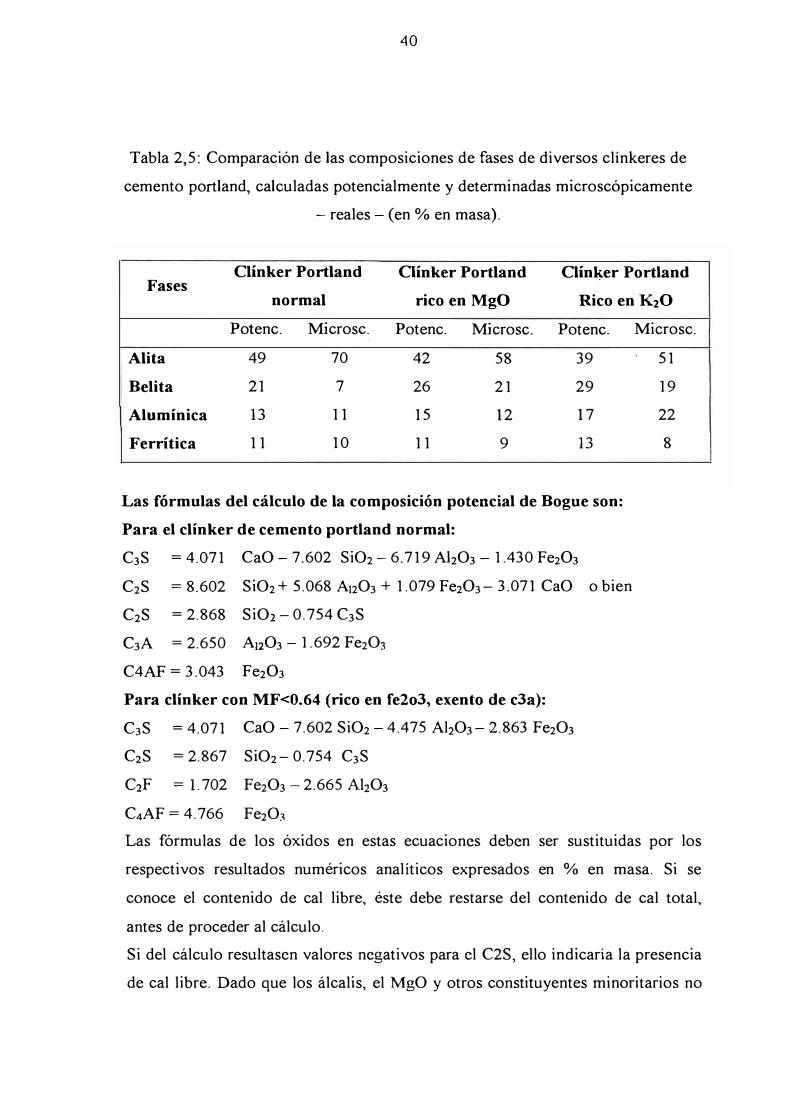
Tabla 2,5: Comparación de las composiciones de fases de diversos clínkeres de
cemento portland, calculadas potencialmente y determinadas microscópicamente
:- reales -(en% en masa).
Clínker Portland Oínker Portland Clín�er Portland Fases
normal rico en MgO Rico en K20
Potenc. Microsc. Potenc. Microsc. Potenc.
Alita 49 70 42 58 39
Belita 21 7 26 21 29
Alumínica 13 11 15 12 17
Ferrítica 11 10 11 9 13
Las fórmulas del cálculo de la composición potencial de Bogue son:
Para el clínker de cemento portland normal:
C3S = 4.071
C2S = 8.602
C2S = 2.868
C3A = 2.650
C4AF = 3.043
CaO-7.602 SiO2 - 6.719 AhO3 -1.430 Fe2Ü3
SiO2 + 5.068 A12O3 + 1.079 Fe2Ü3-3.071 CaO o bien
SiO2 -0.754 C3S
A-12O3 -1.692 Fe2O3
Fe2Ü3
Para clínker con MF<0.64 (rico en fe2o3, exento de c3a):
C3S = 4.071 CaO -7.602 SiO2 -4.475 AlzO3-2.863 Fe2O3
C2S =2.867 SiO2-0.754 C3S
C2F = l. 702 Fe2O3 - 2.665 AlzO3
C4AF = 4.766 Fe2O3
Microsc.
51
19
22
8
Las fórmulas de los óxidos en estas ecuaciones deben ser sustituidas por los
respectivos resultados numéricos analíticos expresados en % en masa. Si se
conoce el contenido de cal libre, éste debe restarse del contenido de cal total,
antes de proceder al cálculo.
Si del cálculo resultasen valores negativos para el C2S, ello indicaría la presencia
de cal libre. Dado que los álcalis, el MgO y otros constituyentes minoritarios no
41
se tienen en cuenta en el cálculo, siempre se obtiene un contenido potencial de
fases inferior a 100%.
Ejemplo de cálculo de la composición potencial de fases.
Se supone que el análisis químico de un Clínker normal de cement� portland da
los resultados siguientes, expresados en % en masa:
Pérdida por calcinación = 0.42 MgO = 2.00
Residuo insoluble en HCI = 0.15 K2O = 0.95
SiO2 = 20.90 Na2O = 0.21
AhO3 = 6.05 SO3 = 0.54
Fe2Ü3 = 3.20 CaOl =1.05
CaO = 64.55 Resto = 1.03
Cálculo:
C3 S = 4. 071 x63. 50-7.602x20. 90-6. 7 l 9x6. 05-1. 430x3 .20=54.4% (-54%)
C2S = 2.868x20.90-0.754x54.4=18.9% (-19%)
C3A = 2.650x6.05-l.692x3.20=10.6% (-11%)
C4AF = 3.043x3.20=9.7% (-10%)
Suma de las fases del clínker = 93.6% (-94%)
Otro importante criterio de calidad es el contenido de cal libre (no combinada) del
clínker, el cual se determina mediante análisis químico por vía húmeda o por
difracción de rayos X. En combinación con el Standard de cal StC, dicho
contenido da una referencia acerca de las condiciones de la producción, y más
particularmente acerca del grado de cocción. El contenido de cal libre en el
Clínker no debe rebasar un valor límite comprendido entre 2 y 3% en masa, el
cual depende de las condiciones de fabricación, ya que, en otro caso, puede
aparecer el fenómeno de la expansión por cal en los morteros u hormigones
hechos con el cemento correspondiente.
La masa volúmica aparente ("peso del litro") de una determinada fracción
granulométrica del clínker (por ejemplo, la comprendida entre 5 y 7mm),
obtenida por tamizado, permite ejercer un control del grado de cocción. Según la
composición química del crudo y las caracteristicas del horno (porosidad del
42
clínker, etc.), los valores del "peso del litro" de un clínker suficientemente cocido
oscilan entre 1,2 y 1.6 kg/dm3. El valor mínimo admisible debe ser determinado
experimentalmente de forma empírica, en cada caso particular.
La observación microscópica del clínker permite obtener información acerca de la
naturaleza, formación y distribución de sus fases.
Las proporciones cuantitativas de éstas dependen de la composición química del
clínker, mientras que, por el contrario, su formación y distribución están
determinadas por las condiciones de fabricación (finura, granulometría, tamaño
máximo de grano y homogeneidad del crudo, velocidad de calentamiento y de
enfriamiento del mismo, duración de la sinterización y otras). Mediante un
examen microscópico del clínker los técnicos experimentados pueden reconocer
defectos relativos a las condiciones de su fabricación, así como indicar los medios
de eliminarlos. En el estudio microscópico se trabaja en general con secciones
pulidas y atacadas, observadas con luz reflejada y aumentos comprendidos entre
50 y · 100. Propiedades tales como la forma, la reflectancia, la dureza, el
comportamiento frente a los medio de ataque (agua, disolución alcohólica de
ácido nítrico), etc., sirven para identificar las fases y para obtener otras
informaciones acerca de ellas.
Las fases constituyentes del clínker se pueden determinar cualitativamente y en
gran medida también cuantitativamente, mediante análisis difractométrico
(difractometria de rayos X). La determinación cuantitativa de cal libre por este
procedimiento ha alcanzado hasta ahora una gran importancia práctica, desde el
punto de vista del control de fabricación. En cambio, la determinación
cuantitativa de todas las fases del clínker mediante este método presenta
dificultades, ya que varias de las líneas de difracción más importantes coinciden
(por ejemplo, de algunas de la alita y de la belita), a causa de alteraciones
producidas por la inclusión de iones extraños, y de que el grado de desorden en
las redes cristalinas de diversas fases del clínker difiere muy notablemente al
variar las condiciones de fabricación.
2.6 MOLIENDA DE CE1\1ENTO
43
2.6.1 Materiales que intervienen en la molienda del cemento
2.6.1.1 Clínker de cemento portland.
Todos los c.ementos, a excepción del cemento aluminoso, contienen clínker de
cemento portland.
2.6.1.2 Escorias de horno alto.
La arena de escorias ( escoria granulada de horno alto) es un material hidráulico
latente, es decir, que necesita de un activador para su endurecimiento hidráulico.
En la práctica se utilizan como activadores hidróxido cálcico ( cal hidratada del
clínker de cemento portland) y sulfatos (yeso, anhidrita). Sólo son
hidráulicamente activas de forma latente las escorias de horno alto granuladas y
vítreas, rápidamente enfriadas, pero no las aterronadas y cristalinas, enfriadas
lentamente. Las primeras se obtienen por templado de la escoria fundida, en agua
(granulación). Estas deben contener la menor cantidad posible de agua residual,
siendo valores aceptables de ésta los inferiores a 1 O %. El tamaño de sus
partículas (granulometría) suele ser inferior a 3mm.
Las propiedades hidráulicas de las escorias están determinadas por su
composición química y por su contenido de fases vítrea, debiendo estar el
contenido de vidrio por encima de 90 %. Hoy día existen métodos implantados
que hace posible la obtención de escorias con 95 - 100% de contenido de vidrio.
La composición química de las escorias granuladas de horno alto utilizadas en la
fabricación de cemento está comprendida aproximadamente entre los límites
señalados en la tabla 2,6. A partir de la composición química se ha tratado de
estimar las propiedades hidr.áulicas de las escorias. Según la norma alemana DIN
1164 se considera que una escoria es apta para la fabricación de cementos
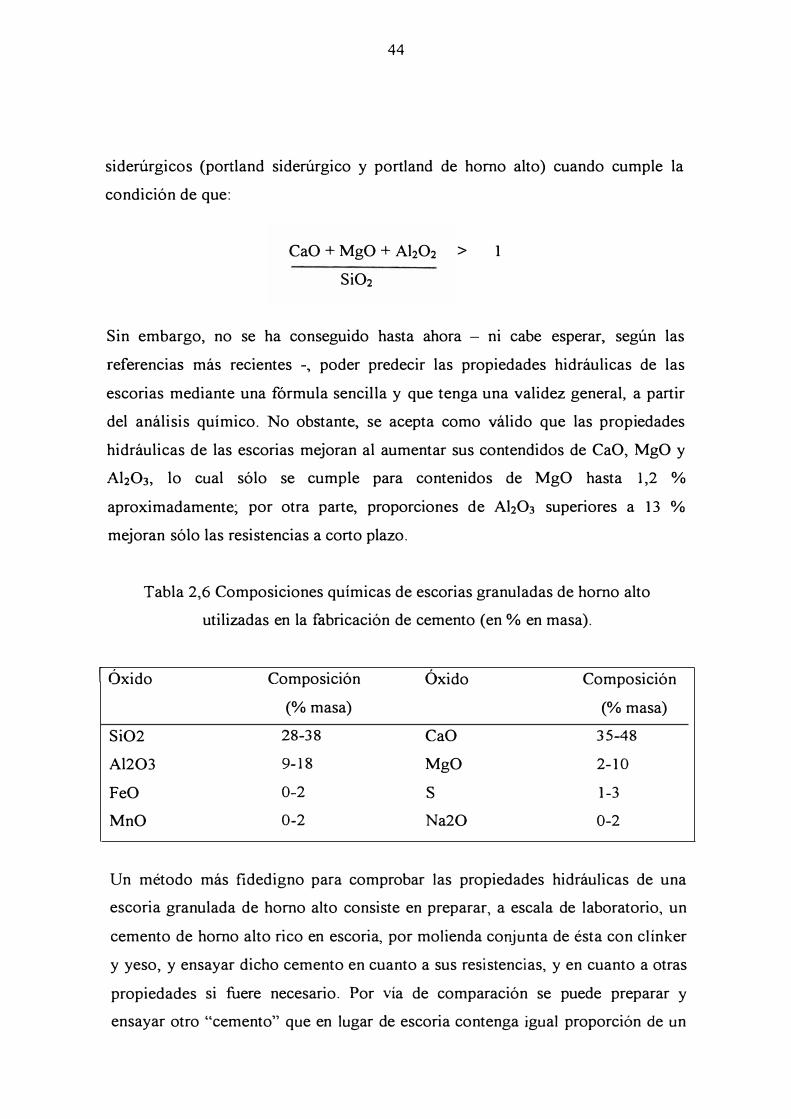
44
siderúrgicos (portland siderúrgico y portland de horno alto) cuando cumple la
condición de que:
CaO + MgO + AhO2 > 1
SiO2
Sin embargo, no se ha conseguido hasta ahora - ni cabe esperar, según las
referencias más recientes -, poder predecir las propiedades hidráulicas de las
escorias mediante una fórmula sencilla y que tenga una validez general, a partir
del análisis químico. No obstante, se acepta como válido que las propiedades
hidráulicas de las escorias mejoran al aumentar sus contendidos de CaO, MgO y
Al203, lo cual sólo se cumple para contenidos de MgO hasta 1,2 %
aproximadamente; por otra parte, proporciones de AhO3 superiores a 13 %
mejoran sólo las resistencias a corto plazo.
Tabla 2,6 Composiciones químicas de escorias granuladas de horno alto
utilizadas en la fabricación de cemento (en % en masa).
1 Óxido
Si02
Al203
FeO
MnO
Composición
(% masa)
28-38
9-18
0-2
0-2
Óxido
CaO
MgO
s
Na20
Composición
(% masa)
35-48
2-10
1-3
0-2
Un método más fidedigno para comprobar las propiedades hidráulicas de una
escoria granulada de horno alto consiste en preparar, a escala de laboratorio, un
cemento de horno alto rico en escoria, por molienda conjunta de ésta con clínker
y yeso, y ensayar dicho cemento en cuanto a sus resistencias, y en cuanto a otras
propiedades si fuere necesario. Por vía de comparación se puede preparar y
ensayar otro "cemento" que en lugar de escoria contenga igual proporción de un
45
material inerte (por ejemplo, arena cuarzosa), molido a 1 a misma finura; o bien se
pued� preparar y ensayar también un cemento portland con el mismo clínker pero
sin escoria, molido igualmente a la misma finura.
2.6.1.3 Puzolanas
Las puzolanas (y principalmente las naturales) son materiales que reaccionan con
el hidróxido de cálcico a temperaturas ordinarias, dando como resultado
productos capaces de desarrollar resistencias ( endurecimiento hidráulico). Las
puzolanas más comúnmente empleadas son las tobas volcánicas. Su nombre
proviene de las tobas volcánicas de Pozzuoli, cerca de Nápoles, ya utilizadas en la
antigüedad. En Alemania se emplean el "trass bávaro" (roca modificada por
impacto meteoritico, de la zona de Nordlinger Ries, unos 80 Km. al sur de
Nürenberg), como adiciones para la fabricación de cemento. El trass debe cumplir
la norma alemana DIN 51043. Cabe mencionar también como puzolana los
residuos de la calcinación de esquistos bituminosos, tales como los utilizados en
Dotternhausen, próximo a Donaueschingen. En otros países se utilizan como
puzolanas, aparte de las rocas volcánicas idóneas, rocas silíceas sedimentarias y,
en primer lugar, el kieselgur (una tierra porosa formada por los restos de
caparazones o esqueletos silícicos de organismos unicelulares, tales como las
algas diatomeas y los protozoos radiolarios). La condición esencial para la buena
calidad de los puzolanas es que contengan Si02 y Ah03 en gran proporción y en
la forma más reactiva posible, a fin de que puedan combinarse con la cal Ca
(OH)2. La idoneidad de las puzolanas para la fabricación de cemento se puede
determinar mediante ensayos comparativos ( como en el caso de las escorias de
horno alto), o bien por métodos químicos basados en su capacidad para
combinarse con la cal.
46
2.6.1.4 Cenizas volantes
Las 'cenizas volantes, más recientemente llamadas cenizas de combustible
pulverizadas (pulverized fuel ash: PF A), se obtienen por precipitación en las
instalaciones para la captación del polvo de los gases de hornos o calderas que
queman carbón pulverizado, y en particular en las de las centrales
termoeléctricas.
Constan principalmente de partículas vítreas procedentes de materiales fundidos,
en cuya composición predominan SiO2, AhO3 y Fe2O3.
Estos vidrios son activados por el hidróxido cálcico y experimentan un
endurecimiento hidráulico, por lo cual la proporción de los mismos en las cenizas
debe ser lo más alta posible, mientras que, por el contrario, las partículas de
carbón sin quemar, o incompletamente quemado, deben reducirse al mínimo, ya
que son perjudiciales para las propiedades del cemento, y particularmente para las
que afectan a la resistencia y a la estabilidad del hormigón.
La reactividad de las cenizas es tanto mayor cuanto mayor es su superficie
específica. En las cenizas usuales ésta suele oscilar entre 1000 y más de 4000
cmilg Blaine, si bien estos valores pueden ser falseados, y precisamente
desplazados hacia arriba, a causa de la presencia de partículas carbonosas. Los
tamaños de partículas de las cenizas están comprendidos, por lo general, entre 0,5
y 200 µ m. Las cenizas más gruesas se pueden mejorar por molienda, y
preferentemente por molturación conjunta con clínker y yeso para obtener el
correspondiente cemento. La cantidad de ceniza añadida al cemento, o molida
conjuntamente con el "clínker", puede llegar a ser hasta un 30 %
aproximadamente, dependiendo de la calidad de aquélla.
2.6.1.5 Sulfatos
En la molienda del cemento se añade siempre al clínker un sulfato (yeso o una
mezcla de yeso y anhidrita II), a fin de regular el tiempo de fraguado,
retardándolo adecuadamente. El retraso del fraguado es producido por una
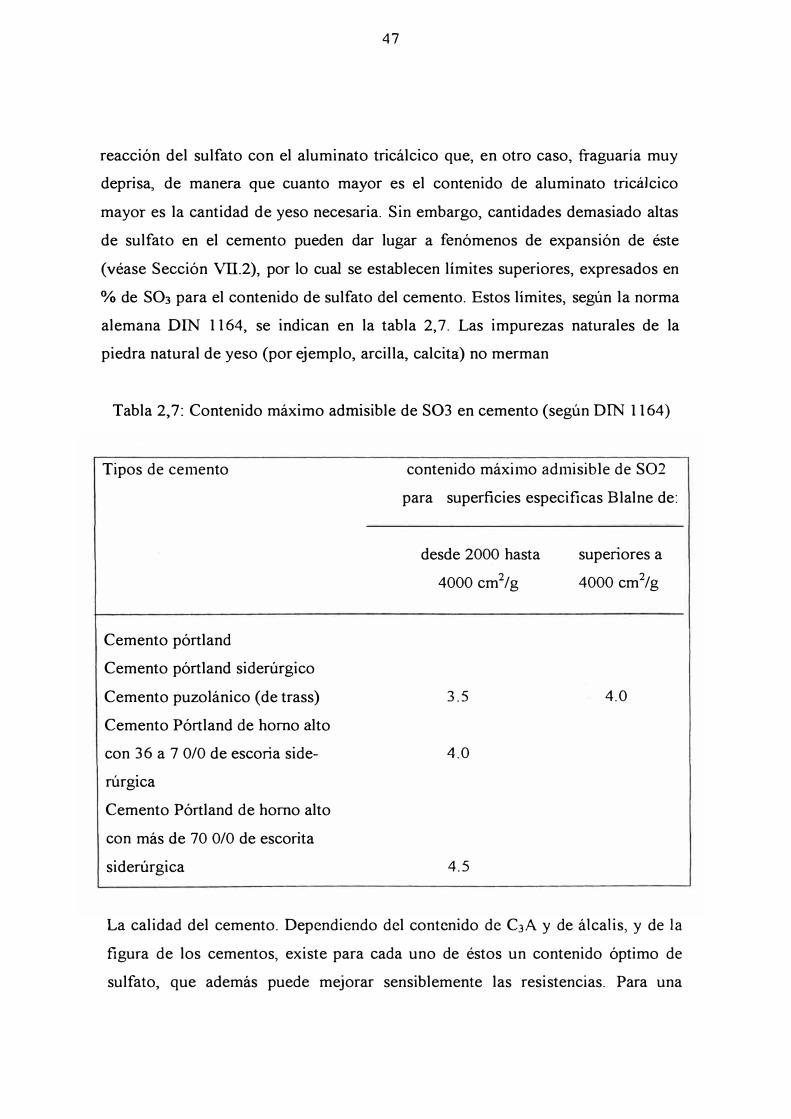
47
reacción del sulfato con el aluminato tricálcico que, en otro caso, fraguaría muy
deprisa, de manera que cuanto mayor es el contenido de aluminato tricálcico
mayor es la cantidad de yeso necesaria. Sin embargo, cantidades demasiado altas
de sulfato en el cemento pueden dar lugar a fenómenos de expansión de éste
(véase Sección VII.2), por lo cual se establecen límites superiores, expresados en
% de S03 para el contenido de sulfato del cemento. Estos límites, según la norma
alemana DIN 1164, se indican en la tabla 2,7. Las impurezas naturales de la
piedra natural de yeso (por ejemplo, arcilla, calcita:) no merman
Tabla 2, 7: Contenido máximo admisible de S03 en cemento (según DIN 1164)
Tipos de cemento
Cemento pórtland
Cemento pórtland siderúrgico
Cemento puzolánico ( de trass)
Cemento Pórtland de horno alto
con 36 a 7 0/0 de escoria side
rúrgica
Cemento Pórtland de horno alto
con más de 70 0/0 de escorita
siderúrgica
contenido máximo admisible de S02
para superficies especificas Blalne de:
desde 2000 hasta
4000 cm2/g
3.5
4.0
4.5
supenores a
4000 cm2/g
4.0
La calidad del cemento. Dependiendo del contenido de C3A y de álcalis, y de la
figura de los cementos, existe para cada uno de éstos un contenido óptimo de
sulfato, que además puede mejorar sensiblemente las resistencias. Para una
48
temperatura dada y constante de hidratación, este contenido óptimo aumenta al
aumentar dichas proporciones de C3A y de álcalis, así como también la finura.
A causa de las diferentes solubilidades en agua entre el himihidrato (alta), el yeso
- dihidrato - (media) y la anhidrita II (baja), la naturaleza del compuesto
aportador de sulfato influye también en el contenido óptimo de éste, siendo más
elevado cuando se emplea ·anhidrita II. Con el fin de evitar anomalías en el
fraguado es recomendable utilizar mezclas de yeso y anhidrita II en proporciones
respectivas de 1: 1 a 1 :8, aproximadamente. A este respecto hay que señalar que
para cementos ricos en C3A y álcalis, y al mismo tiempo molido muy finamente,
el contenido óptimo de sulfato suele estar alrededor de 5 % en masa. Los
cementos molidos gruesos, escasos o exentos de C3A y pobres en álcalis precisan
de un 2,5 a un 3 % en masa de S03, aproximadamente, para tener su óptimo de
sulfato.
2.6.2 Finura de molido y granulometría
(Distribución de partículas por tamaños).
En igualdad de condiciones una sustancia reacciona tanto más rápidamente
cuanto mayor sea su superficie referida a su masa (superficie específica expresada
en cm2/g). Por esta razón se muelen, tanto las materias primas para formar el
crudo, como el clínker con las eventuales adiciones. Así, un clínker determinado
alcanza un desarrollo más rápido de resistencias tanto más altas cuanto más
finamente se muela, es decir, cuanto mayor sea su superficie específica. Por cada
100 crn2/g de incremento de ésta el aumento correspondiente de resistencia a 28
días viene a ser de 0,5 a 2 N/mm2, y en promedio de 1 N/mm2. Esto mismo es
válido, cuando menos, para todas las edades de ensayo de los cementos según las
normas. Al cabo de un tiempo mucho mayor (algunos años) los cementos molidos
más gruesos llegan a alcanzar la misma resistencia que los molidos más finos, ya
que después de los 28 días los gránulos más gruesos de cemento reaccionan más
y más en masa, a partir -de su superficie, hasta su hidratación completa. La tabla
2 8 da valores orientativos en relación con las finuras de molido de los cementos. ,
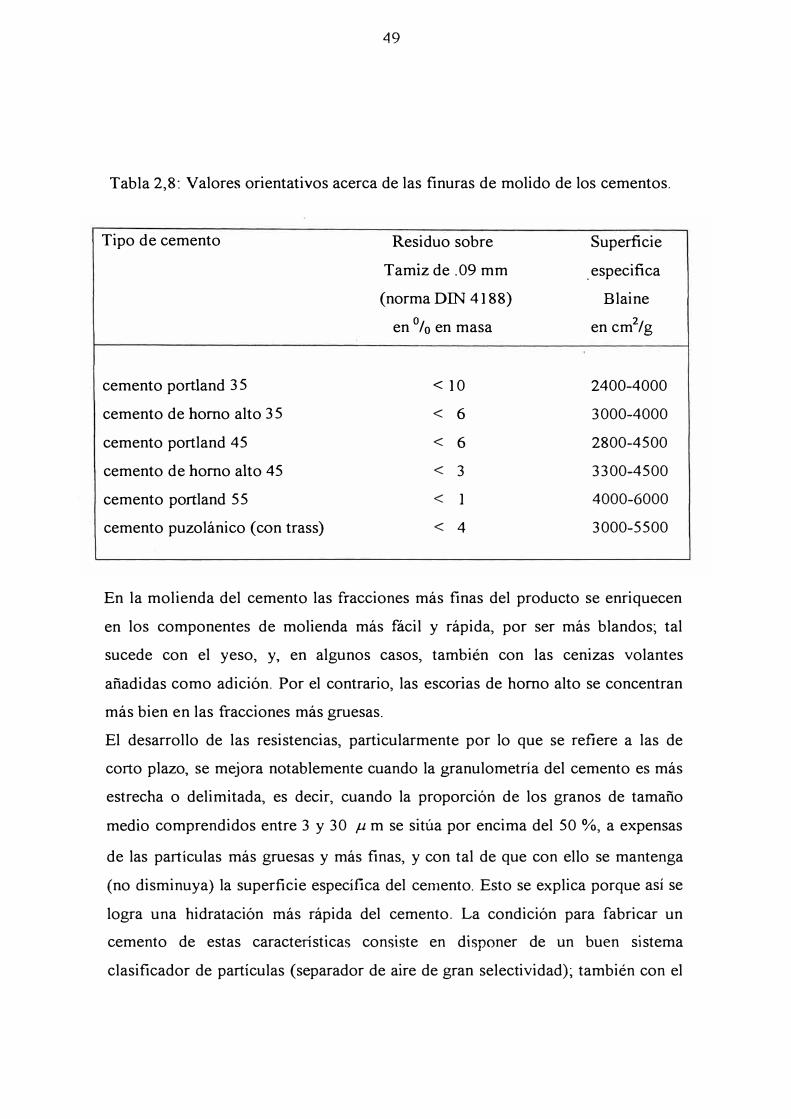
49
Tabla 2,8: Valores orientativos acerca de las finuras de molido de los cementos.
Tipo de cemento
cemento portland 3 5
cemento de horno alto 3 5
cemento portland 45
cemento de horno alto 45
cemento portland 5 5
cemento puzolánico (con trass)
Residuo sobre
Tamiz de .09 mm
(norma DIN 4188)
en °/o en masa
<10
< 6
< 6
< 3
< 1
< 4
Superficie
. especifica
Blaine
en cm2/g
2400-4000
3000-4000
2800-4500
3300-4500
4000-6000
3000-5500
En la molienda del cemento las fracciones más finas del producto se enriquecen
en los componentes de molienda más fácil y rápida, por ser más blandos; tal
sucede con el yeso, y, en algunos casos, también con las cenizas volantes
añadidas como adición. Por el contrario, las escorias de horno alto se concentran
más bien en las fracciones más gruesas.
El desarrollo de las resistencias, particularmente por lo que se refiere a las de
corto plazo, se mejora notablemente cuando la granulometría del cemento es más
estrecha o delimitada, es decir, cuando la proporción de los granos de tamaño
medio comprendidos entre 3 y 30 µ m se sitúa por encima del 50 %, a expensas
de las partículas más gruesas y más finas, y con tal de que con ello se mantenga
(no disminuya) la superficie específica del cemento. Esto se explica porque así se
logra una hidratación más rápida del cemento. La condición para fabricar un
cemento de estas características consiste en disponer de un buen sistema
clasificador de partículas (separador de aire de gran selectividad); también con el
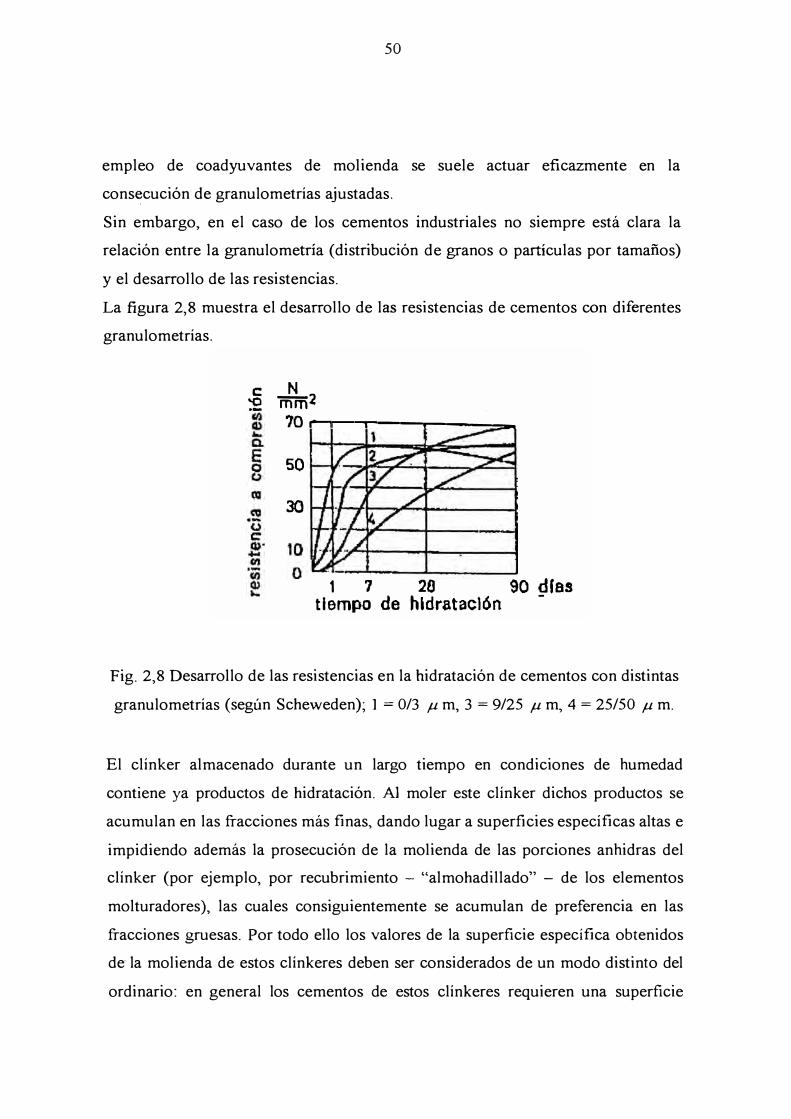
50
empleo de coadyuvantes de molienda se suele actuar eficazmente en la
const;cución de granulometrías ajustadas.
Sin embargo, en el caso de los cementos industriales no siempre está clara la
relación entre la granulometría (distribución de granos o partículas por tamaños)
y el desarrollo de las resistencias.
La figura 2,8 muestra el desarrollo de las resistencias de cementos con diferentes
granulometrías.
e N :E rñffi2
70r-,,--,---r----�
so
30
1 7 28 90 �ras tiempo de hldrataclón
Fig. 2,8 Desarrollo de las resistencias en la hidratación de cementos con distintas
granulometrías (según Scheweden); 1 = 0/3 µ m, 3 = 9/25 µ m, 4 = 25/50 µ m.
El clínker almacenado durante un largo tiempo en condiciones de humedad
contiene ya productos de hidratación. Al moler este clínker dichos productos se
acumulan en las fracciones más finas, dando lugar a superficies específicas altas e
impidiendo además la prosecución de la molienda de las porciones anhidras del
clínker (por ejemplo, por recubrimiento - "almohadillado" - de los elementos
molturadores), las cuales consiguientemente se acumulan de preferencia en las
fracciones gruesas. Por todo ello los valores de la superficie específica obtenidos
de- la molienda de estos clínkeres deben ser considerados de un modo distinto del
ordinario: en general los cementos de estos clínkeres requieren una superficie
51
específica mayor que la de los cementos obtenidos de clínkeres sm nmguna
hidratación previa.
La finura de los cementos se determina por tamizado o por arrastre con aire, con
el resultado de la separación de sus partículas por tamaños. En el primer caso el
dato de finura se expresa como residuo en % en masa, es decir, retenido por un
tamiz normalizado, de abertura o luz de malla dada. Sin embargo, en la mayoría
de los casos la finura se determina también por el método de Blaine, basado en la
permeabilidad al aire de un lecho de cemento, expresándose el resultado como
superficie especñifica en cm2/g (véase también la Sección X.1 ).
Otros procedimientos para la determinación de la finura, tales como los basados
en la sedimentación de partículas, sólo se utilizan muy raramente.
2.6.3 Atmósfera de la molienda
En la molienda del cemento se engendra calor, subiendo a veces la temperatura
por encima de los 120° C. El contenido de agua del yeso (CaSO4, 2H2O) se
desprende lentamente ya a unos 40 a 45º C, y rápidamente a 80º C, con el
resultado de la deshidratación parcial ( o total por encima de 11 Oº C) del yeso, el
cual se transforma en hemihidrato (CaSO4) (figura 2, 9).
Los sulfatos cálcicos más pobres en agua que así se forman son más fácilmente
solubles que el yeso y, por lo tanto, más reactivos. Esta circunstancia puede ser
ventajosa para el retraso del fraguado de los cementos ricos en C3A ( el C3A
reacciona con sulfatos para formar ettringita).
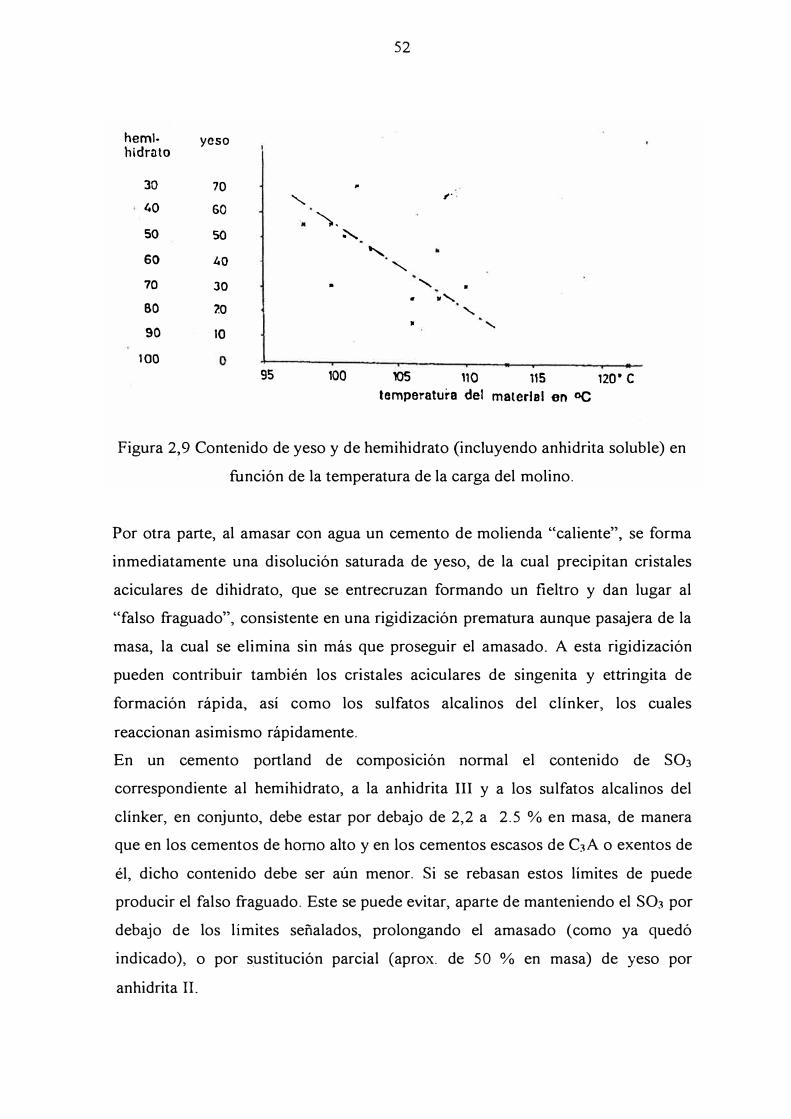
52
heml- yeso
hidrato
30 70 ,.
........ ,,. · .
40 60 ')._
so so �
' 60 40
........
70 JO . ' •
• .,
60 1.0 '
• ' 90 10
100
95 100 ,os 110 115 120· e
temperatura del material en oC
Figura 2,9 Contenido de yeso y de hernihidrato (incluyendo anhidrita soluble) en
función de la temperatura de la carga del molino.
Por otra parte, al amasar con agua un cemento de molienda "caliente", se forma
inmediatamente una disolución saturada de yeso, de la cual precipitan cristales
aciculares de dihidrato, que se entrecruzan formando un fieltro y dan lugar al
"falso fraguado", consistente en una rigidización prematura aunque pasajera de la
masa, la cual se elimina sin más que proseguir el amasado. A esta rigidización
pueden contribuir también los cristales aciculares de singenita y ettringita de
formación rápida, así como los sulfatos alcalinos del clínker, los cuales
reaccionan asimismo rápidamente.
En un cemento portland de composición normal el contenido de SO3
correspondiente al hernihidrato, a la anhidrita 111 y a los sulfatos alcalinos del
clínker, en conjunto, debe estar por debajo de 2,2 a 2.5 % en masa, de manera
que en los cementos de horno alto y en los cementos escasos de C3A o exentos de
él, dicho contenido debe ser aún menor. Si se rebasan estos límites de puede
producir el falso fraguado. Este se puede evitar, aparte de manteniendo el SO3 por
debajo de los límites señalados, prolongando el amasado ( corno ya quedó
indicado), o por sµstitución parcial (aprox. de 50 % en masa) de yeso por
anhidrita II.
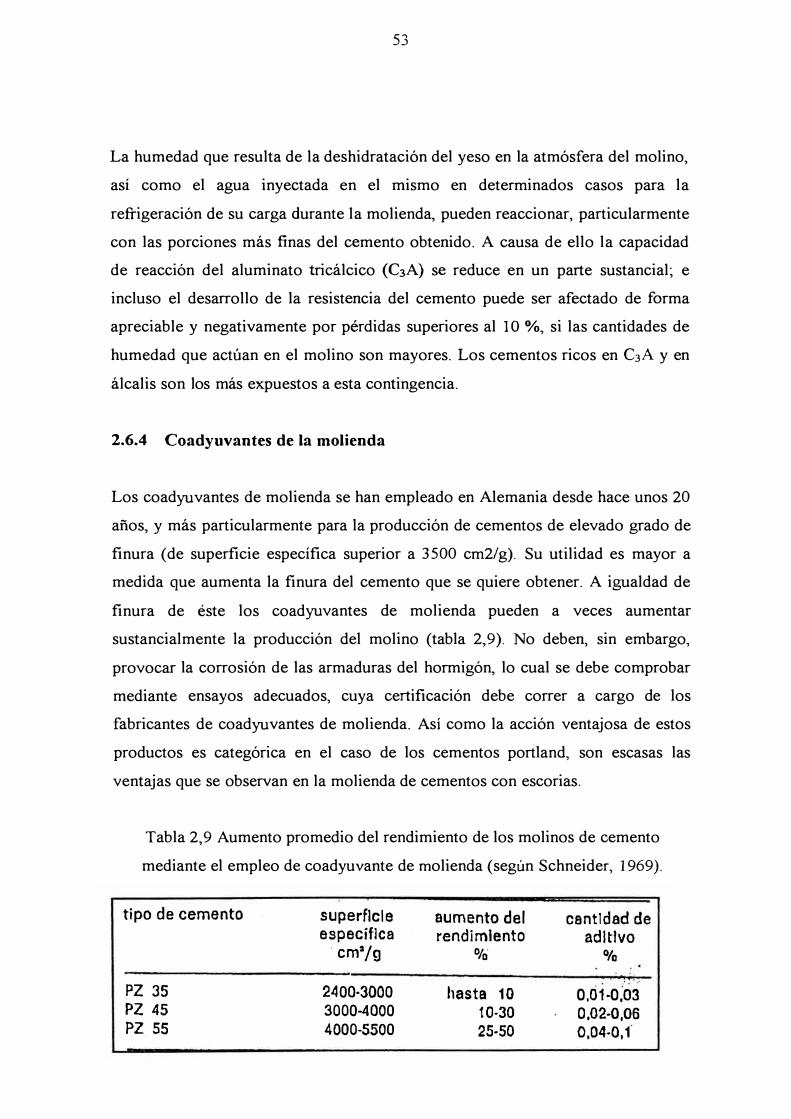
53
La humedad que resulta de la deshidratación del yeso en la atmósfera del molino,
así como el agua inyectada en el mismo en determinados casos para la
refrigeración de su carga durante la molienda, pueden reaccionar, particularmente
con las porciones más finas del cemento obtenido. A causa de ello la capacidad
de reacción del aluminato tricálcico (C3A) se reduce en un parte sustancial; e
incluso el desarrollo de la resistencia del cemento puede ser afectado de forma
apreciable y negativamente por pérdidas superiores al 1 O %, si las cantidades de
humedad que actúan en el molino son mayores. Los cementos ricos en C3A y en
álcalis son los más expuestos a esta contingencia.
2.6.4 Coadyuvantes de la molienda
Los coadyuvantes de molienda se han empleado en Alemania desde hace unos 20
años, y más particularmente para la producción de cementos de elevado grado de
finura (de superficie específica superior a 3500 cm2/g). Su utilidad es mayor a
medida que aumenta la finura del cemento que se quiere obtener. A igualdad de
finura de éste los coadyuvantes de molienda pueden a veces aumentar
sustancialmente la producción del molino (tabla 2,9). No deben, sin embargo,
provocar la corrosión de las armaduras del hormigón, lo cual se debe comprobar
mediante ensayos adecuados, cuya certificación debe correr a cargo de los
fabricantes de coadyuvantes de molienda. Así como la acción ventajosa de estos
productos es categórica en el caso de los cementos portland, son escasas las
ventajas que se observan en la molienda de cementos con escorias.
Tabla 2,9 Aumento promedio del rendimiento de los molinos de cemento
mediante el empleo de coadyuvante de molienda (según Schneider, 1969).
tipo de cemento
PZ 35 PZ 45 PZ 55
superficie específica
· cm2/g
2400-3000
3000--4000
4000-5500
aumento del cantidad de
rendimiento aditivo
% %
hasta 10 0,01.0;03 10-30 0,02-0,06 25-50 0,04-0,1
54
Coadyuvantes de molienda eficaces son los glicoles (por ejemplo el etilenglicol y
el propilengilicol) y las etanolaminas (por ejemplo, la trietanolamina). En general
se añaden en cantidades inferiores a 0,05% en masa. Adiciones mayores (por
encima de 0,2% en masa) de trietanolamina pueden rebajar las resistencias a corto
plazo, aunque sin afectar negativamente a las resistencias a 28 días: La utilización
durante largos años de los coadyuvantes de molienda ha demostrado que estos no
ejercen efectos negativos sobre el comportamiento del hormigón a largo plazo.
2.7 ALMACENAMIENTO DEL CEMENTO
2.7.1 Almacenamiento en fábricas
El cemento que sale de los molinos ya listo para su utilización se transporta a
silos en los cuales no debe experimentar cambios subsiguientes durante su
ensilado. Sin embargo, puede tener lugar ciertas influencias que ejercen efectos
negativos sobre el cemento.
El cemento debería ensilarse a temperaturas lo más bajas posible, para lo cual hay
que prestar atención urgente a su enfriamiento, ya durante el proceso de molienda
(por ejemplo, en los ciclones separadores), o bien a la salida del molino (mediante
enfriadores de cemento especiales). A temperaturas de 50-60° C la deshidratación
del yeso es escasa al cabo de 28 días de ensilado, pero sin embargo a 80-90º C es
ya muy considerable o total. Incluso a temperaturas de sólo 40° C y para tiempos
de ensilado de 28 a más días se puede observar ya un comienzo de deshidratación
del yeso. El agua que se desprende (así como también la humedad del aire o de
otros orígenes) reacciona en las zonas frías de los silos con el cemento, y en
particular con el C3A. Se forman ettringita y singenita aciculares y también
aluminato hidratado laminar. Estas nuevas formaciones cristalinas pueden
producir una consolidación (con formaciones de grumos o terrones en el cemento
y de "bóvedas" en los silos). Dado que en estos procesos de consolidación
("aterronamiento") toman parte principal el C3A y los sulfatos alcalinos (junto
con la humedad de la deshidratación del yeso y de otras procedentes), los
55
cementos neos en los compuestos citados son los más expuestos a ellos. La
absorción de agua por parte del cemento (sobre todo por íos cementos ricos en
C3A) da también lugar a retrasos de fraguado (a causa de ia disminución de ia
reactividad del C3A), como así mismo pérdidas de resistencia en relación con la
cantidad de agua absorbida ( por una hidratación prematura del C3S).En las
condiciones del ensilado del cemento puede estar también la causa del falso
fraguado-pasajero y evitable mediante un amasado más prolongado-(véase a este
respecto la Sección V.3). La sensibilidad del cemento frente a las condiciones del
ensilado disminuye con la finura creciente de aquél, lo cual puede parecer
paradójico, pero tiene una explicación: el radio medio de los poros entre los
gránulos del cemento es menor en el caso de los cementos más finos, por lo cual
la difusión del vapor de agua a través de una capa de cemento es asimismo, más
restringida en dicho caso.
Por todo lo anterior, en los silos de cemento debe penetrar la menor cantidad
posible de agua, para lo cual se puede reducir el contenido de yeso, o sustituir
parte de éste por anhidrita II en la molienda del clínker, así como controlar
debidamente la inyección de agua en el molino y evitar la utilización de clínker
y/o de escoria siderúrgica húmedos. Además, la temperatura del cemento ensilado
se debe mantener, si es posible, por debajo de 60º C.
Se puede dar el fraguado rápido en algunos cementos ensilados, los cuales recién
fabricados dan un fraguado normal. Se debe a las propias condiciones del
ensilado y se da preferentemente en los siguientes tipos de cemento:
l. En cemento procedentes de clínkeres con relación molar (K20+Na20):S03>l.
En este caso la causa del cambio del fraguado normal al fraguado rápido puede
ser la formación de carbonatos alcalinos ( eventualmente a través de un aluminato
alcalino).
2. En cemento pobres en C3S y consiguientemente neos en C3A y C1AF.
Después de un ensilado en condiciones de baja humedad relativa (menor de un 50
%), pueden coincidir una disminución de la capacidad de reacción del C3S-con
escasa formación de Ca(OH)2 al comienzo de la hidratación- con una intensa
reactividad del C3A mantenida incólume.
2. 7 .2 Almacenamiento en obras
56
El cemento absorbe humedad cuando se mantiene ensilado mucho tiempo y sin
protección. Esto trae consigo la formación de grumos y el "aterronamiento·, así
como pérdida de capacidad de endurecimiento. No obstante, mientras los grumos
sean deleznables fácilmente entre los dedos, la disminución de resistencia es
insignificante.
El cemento ensacado está más expuesto a esta contingencia que le cemento
ensilado, por lo cual se debe cuidar especialmente del almacenamiento de los
sacos en condiciones de sequedad en hangares cubiertos; o en depósitos al
descubierto, sobre apoyos de tablazón, separados del suelo y protegidos con hojas
de plástico. El cemento ensacado, almacenado de este modo, así como el ensilado
en obra, experimentan al cabo de tres meses una disminución de resistencias de
algo niás de 10 °/0, si bien esta disminución puede ser mayor por lo que respecta a
las resistencias iniciales, particularmente de los cementos molidos a gran finura.
Por esta razón la duración del almacenamiento debe ser lo más corta posible, y
preferentemente no rebasar un mes o a lo sumo dos, en el caso de cemento muy
finamente molidos.
2.8 CONTROL DE CALIDAD
El control de calidad del cemento se realiza por análisis químicos y por ensayos
físicos.
57
2.8.1 Analisis químico
2.8.1.1 Via clásica
La composición química del cemento es determinada por marchas analíticas,
siguiendo los procedimientos descritos en las Normas ASTM y las Normas
Técnicas Peruanas. Las determinaciones son las siguientes:
- Si02 (Dióxido de Silicio)
- A103 (Óxido de Aluminio)
- Fe203 (Óxido Férrico)
- CaO (Óxido de Calcio)
- MgO (Óxido de Magnesio)
- S03 (Anhídrido sulfürico)
- RI (Residuo Insoluble)
- FCaO (Cal Libre)
- Pérdida por Ignición
2.8.1.2 Fluorescencia de Rayos X
Esta técnica de naturaleza no destructiva y está basada en la medición de Rayos X
característicos emitidos por una muestra que ha sido excitada mediante una fuente
de radiación artificial. El análisis químico de los cementos, tiene por objeto
controlar la dosificación apropiada de sus componentes (Clinker - Puzolana -
Yeso). Los elementos que más interesa medir son: CaO total y S03 con cuyos
resultados se procede a orientar las dosificaciones con el fin de lograr las tareas
asignadas según el tipo de cemento. Apunta también a obtener productos más
estables y más homogéneos en su calidad.
58
2.8.2 Ensayos físicos
Superficie Específica Blaine:
Es el método por el cual se controla la fineza de los cementos. Siendo la fineza del
cemento un contribuyente importante en la calidad del producto (resistencias), es
de suma importancia controlarla en forma permanente durante su fabricación.
Granulometría (Mallas 45 y 90 mu)
Además del Blaine ( que es una medición global de la fineza o tamaño de
partículas) es necesario, conocer la fineza en relación a tamaños de partículas más
específicos, tal es el caso de partículas de 45 y 90 micrones, que se ha estimado,
son las más significativas para controlar el proceso de molienda y de esta forma
lograr un producto que cumple con las especificaciones de calidad asignadas a
cada uno de los cementos.
Resistencias a la Compresión:
Es necesano verificar que la calidad de los cementos corresponde a las
especificaciones asignadas para ellos. Las· resistencias son un parámetro muy
importante y las tareas a lograr para cada cemento están de acuerdo también a la
calidad de los productos fabricados por las Empresas de la Competencia.
Es importante que para cada cemento, se logre un producto equilibrado,
homogéneo y estable en el tiempo. También se debe considerar en este control de
resistencias, lograr productos que cumplan con las expectativas de costos, que,
para cada uno de ellos, se ha fijado. (En la práctica, los controles químicos y
fisicos, de materias primas y productos apuntan al logro de éste objetivo).
59
Consistencia Normal
Este ensayo tiene como finalidad determinar la trabajabilidad del cemento cuando
se mezcla con el agua de amasado (muy importante también cuando se preparan
los hormigones de cemento). Nos permite conocer cual es la cantidad de agua
apropiada que se debe agregar al cemento para obtener los mejores resultados.
Fraguado Inicial, Fraguado Final
Una vez conocida la cantidad de agua necesaria para el cemento en cuestión, se
debe medir el tiempo en que la mezcla cemento-agua pierde plasticidad y
comienza a adquirir cierto grado de rigidez.
Para estos ensayos existen valores de tiempo bien definidos para cada tipo de
cemento, por lo tanto cuando estos valores obtenidos escapan a los valores de
tarea, se deben hacer los ajustes pertinentes en la dosificación de % de Y eso, que
es el componente responsable o regulador de los tiempos de Fraguado de los
cementos.
Falso Fraguado:
Este ensayo nos permite verificar que, en el proceso de molienda los componentes
reguladores de los fraguados, no han sufrido cambios (químicos o fisicos) en su
atributos, ya sea por efecto de la temperatura alcanzada en la molienda, u otro
factor que los pueda afectar disminuyendo sus potencialidades.
Ensayo de Expansión
Tiene por objeto medir la expansión del cemento al mezclarlo con el agua. Uno de
los factores que contribuyen al fenómeno de expansión, es la presencia de CaO
libre en exceso, obviamente, proveniente del clinker usado en la fabricación. De
esta forma estamos comprobando el control de calidad del clinker de los hornos.
60
CAPITULO III: COMBUSTIBLES EN LA INDUSTRIA DEL
CEMENTO
3.1 GENERALIDADES
En cuanto a su estado de agregación los combustibles se clasifican en sólidos,
líquidos y gaseosos. En esto tres estados tienen aplicación en la industria del
cemento. Entre los combustibles sólidos hallamos el carbón de hull� los lignitos,
la turba, la madera y el cok. Tanto la hulla como el lignito se utilizan en los
hornos rotatorios y en los secaderos, el cok en los hornos verticales. De los
combustibles líquidos se emplean, ante todo, los distintos tipos de fuel. De los
combustibles gaseosos, en la industria de cemento la mayoría de las veces se usa
el gas natural: es de menor importancia la aplicación de otros combustibles
gaseosos.
El consumo de combustibles en las fábricas de cemento se distribuye en las
operaciones siguientes:
En el proceso por vía seca:
En la explotación del horno, aprox.
En el secado de materias primas
Para el secado del carbón
En el proceso por vía húmeda:
En la explotación del horno, aprox.
En el secado del carbón
83 %
14%
3 %'
96%
4%
Mientras que en los primeros tiempos de la producción del cemento se utilizó casi
exclusivamente el carbón de hulla, la tendencia moderna se ha orientado hacia el
gas natural, debido a la fuerte carga salarial que implica el carbón.
Los costes de inversión de las instalaciones de abastecimiento de carbón son
veinte veces más caras que las de fuel y de gas natural. Por su parte, los costes de
transporte gas natural son de tres a cinco veces menores que las del fue!. El envió
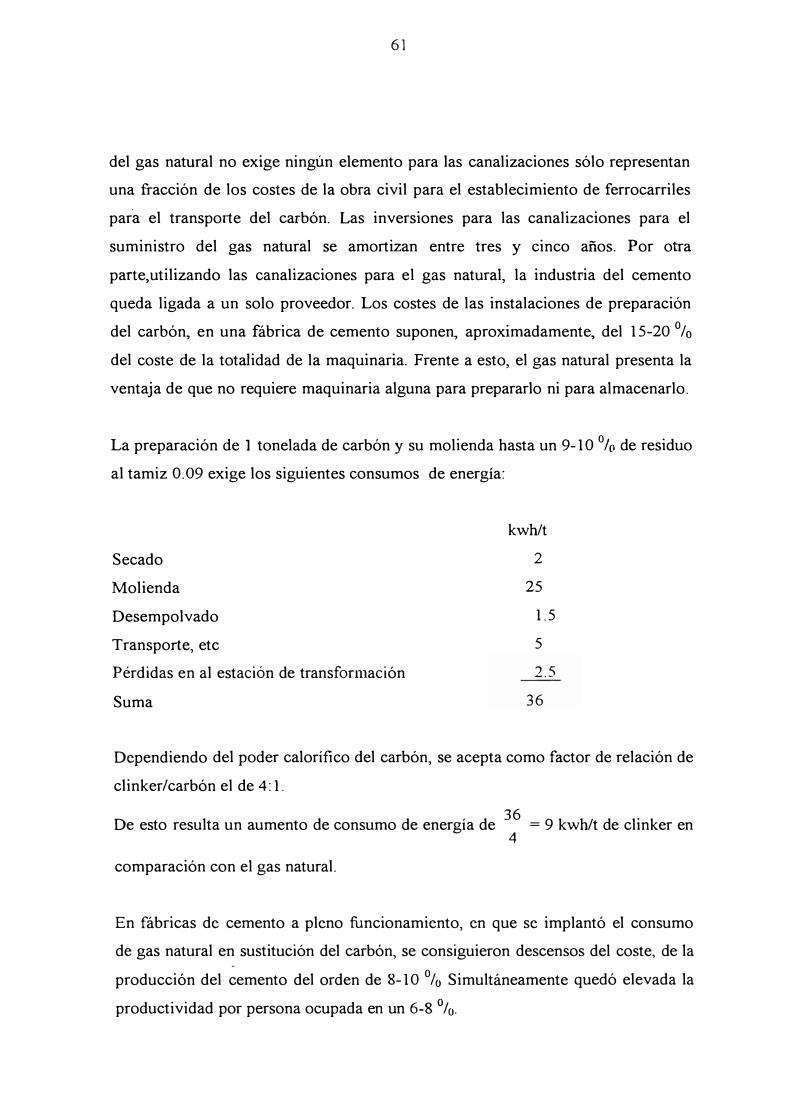
61
del gas natural no exige ningún elemento para las canalizaciones sólo representan
una fracción de los costes de la obra civil para el establecimiento de ferrocarriles
para el transporte del carbón. Las inversiones para las canalizaciones para el
suministro del gas natural se amortizan entre tres y cinco años. Por otra
parte,utilizando las canalizaciones para el gas natural, la industria del cemento
queda ligada a un solo proveedor. Los costes de las instalaciones de preparación
del carbón, en una fábrica de cemento suponen, aproximadamente, del 15-20 ºlo
del coste de la totalidad de la maquinaria. Frente a esto, el gas natural presenta la
ventaja de que no requiere maquinaria alguna para prepararlo ni para almacenarlo.
La preparación de l tonelada de carbón y su molienda hasta un 9-1 O O fe, de residuo
al tamiz O. 09 exige los siguientes consumos de energía:
kwh/t
Secado 2
Molienda 25
Desempolvado 1.5
Transporte, etc 5
Pérdidas en al estación de transformación 2.5
Suma 36
Dependiendo del poder calorífico del carbón, se acepta como factor de relación de
clinkerlcarbón el de 4: l.
De esto resulta un aumento de consumo de energía de 36 = 9 kwh/t de clinker en4
comparación con el gas natural.
En fábricas de cemento a pleno funcionamiento, en que se implantó el consumo
de gas natural en sustitución del carbón, se consiguieron descensos del coste, de la
producción del �emento del orden de 8-10 ºlo Simultáneamente quedó elevada la
productividad por persona ocupada en un 6-8 °/o.
62
Se facilita en gran manera la composición del crudo, puesto que el gas natural no
tiene cenizas y el fuel prácticamente tampoco. Las variaciones de la composición
química del cemento causadas por la diferente cantidad de cenizas del carbón se
elimina utilizando gas natural o fuel, con lo que se mejora la calidad del cemento.
3.2 COMBUSTIBLES SÓLIDOS
3.2.1 Carbón
Los combustibles sólidos se componen de partes orgánicas y minerales. A los
componentes orgánicos pertenecen el carbono (C), hidrógeno (H), oxígeno (O) y
el nitrógeno (N). A la parte mineral corresponden el azufre (S) y las cenizas. Las
cenizas del carbón pueden contener cuantitativamente los componentes siguientes:
del 15-21 °10 del Ah 03; del 25-40 ºlo Si02; del 20-45 ºlo Fe203; del 1-5 ºlo CaO;
del 0.5-1 010, MgO y del 2-8 ºlo S03. En algunos carbones, el contenido de
cloruros varía entre 0.01 y el 0.1 ºlo para carbones ricos en cenizas, hasta el 0.5 ºlo.
El contenido de fluoruros de los carbones es de 0.02 010 como máximo.
Las cenizas de los lignitos contienen un 25-40 ºlo de CaO; un 3-20 ºlo de Ah03, un
0.5-5 ºlo de MgO y hasta un 40 ºlo de S03. Aparte de los componentes minerales;
las cenizas del carbón contienen sales (cloruros y sulfatos), componentes volátiles,
tales como agua de cristalización en los minerales de la arcilla, en los sulfatos
(yeso) y en algunas sales; aparte de ella, también anhídrido carbónico en los
carbonatos y gas sulfuroso en los sulfatos.
En la tabla 3, 1 se indica la composición elemental del carbón y del coke.
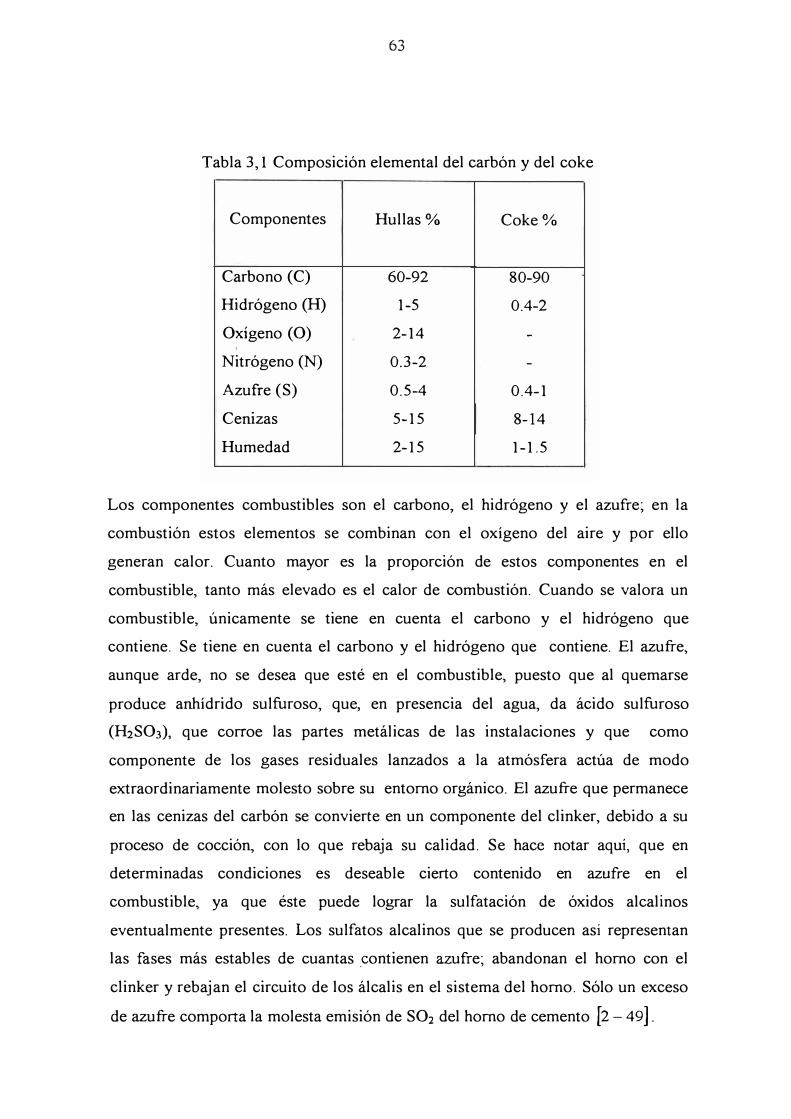
63
Tabla 3, 1 Composición elemental del carbón y del coke
Componentes Hullas% Coke¾
Carbono (C) 60-92 80-90
Hidrógeno (H) 1-5 0.4-2
Oxígeno (O) 2-14 -
Nitrógeno (N) 0.3-2 -
Azufre (S) 0.5-4 0.4-1
Cenizas 5-15 8-14
Humedad 2-15 1-1.5
Los componentes combustibles son el carbono, el hidrógeno y el azufre; en la
combustión estos elementos se combinan con el oxígeno del aire y por ello
generan calor. Cuanto mayor es la proporción de estos componentes en el
combustible, tanto más elevado es el calor de combustión. Cuando se valora un
combustible, únicamente se tiene en cuenta el carbono y el hidrógeno que
contiene. Se tiene en cuenta el carbono y el hidrógeno que contiene. El azufre,
aunque arde, no se desea que esté en el combustible, puesto que al quemarse
produce anhídrido sulfuroso, que, en presencia del agua, da ácido sulfuroso
(H2SO3), que corroe las partes metálicas de las instalaciones y que como
componente de los gases residuales lanzados a la atmósfera actúa de modo
extraordinariamente molesto sobre su entorno orgánico. El azufre que permanece
en las cenizas del carbón se convierte en un componente del clinker, debido a su
proceso de cocción, con lo que rebaja su calidad. Se hace notar aquí, que en
determinadas condiciones es deseable cierto contenido en azufre en el
combustible, ya que éste puede lograr la sulfatación de óxidos alcalinos
eventualmente presentes. Los sulfatos alcalinos que se producen así representan
las fases más estables de cuantas �ontienen azufre; abandonan el horno con el
clinker y rebajan el circuito de los álcalis en el sistema del horno. Sólo un exceso
de azufre comporta la molesta emisión de SO2 del horno de cemento [2 - 49].
64
Los componentes no deseados en el combustible son las cenizas y la humedad, a
las cuales se les llama componentes inertes. En el proceso de cocción el clinker
absorbe casi totalmente las cenizas. Se ha de tener en cuenta el quinismo de las
cenizas del carbón en el cálculo del crudo.
En el secado del carbón hay que considerar que cuando teóricamente está seco se
inflama con dificultad. El carbono no reacciona de modo inmediato con el
oxígeno del aire; la combustión a CO y a C02 discurre en cadena, durante la cual
el carbono reacciona en primer lugar con el radical OH muchos más activo. Para
que el combustible se inflame es menester la presencia de pequeñas cantidades de
vapor de agua. Debido a eso el secado del carbón no ha de ser extremo. Una
humedad del orden 1-1.5 °/o contribuyen con la combustión.
3.2.1.1 Componentes volátiles
Es importante para la clasificación de los carbones el contenido de volátiles. La
pérdida de peso por la desgasificación de los carbones fuera del contacto del aire
representa la suma de los componentes volátiles.
Los carbones de formaciones geológicas más jóvenes contienen mayor
proporción de oxígeno, hidrógeno y nitrógeno que los carbones de edades
geológicas más antiguas. Durante la combustión, esos elementos y sus
combinaciones producen más componentes volátiles que los carbones de
formaciones más antiguas.
La longitud de la llama por combustión del carbón. sobre hogar de parrilla
depende de los componentes volátiles que contiene los carbones, con alto
contenido de volátiles producen sobre aquélla una llama alargada� son, por tanto,
carbones de llama larga, mientras que los carbones con pocos volátiles queman
con llama de corta longitud y por ello se les designa como carbones de llama
corta.
65
Sin embargo, los carbones se comportan de otro modo, en la combustión, cuando
se queman en polvo en el horno rotatorio. Los carbones de llama larga, que se
inyectan como polvo de carbón en el horno ya caliente, se descomponen a gran
velocidad. Los componentes volátiles se gasifican y se queman inmediatamente y
los gránulos de coke segregados son muy porosos; esto hace posible un acceso
rápido y completo de oxígeno y, por tanto, la rápida· combustión del coke. Estas
circunstancias favorecen un proceso de combustión rápido, el cual queda limitado
a un tramo de corta longitud del horno rotatorio, por lo cual se produce una llama
corta.
Los carbones de llama corta contienen pocos componentes volátiles y se
descomponen sólo lentamente cuando se suministran al horno en fonna de polvo.
Los escasos componentes volátiles se queman lentamente, lo hacen en un tramo
largo del horno y los gránulos de coke compactos tienen una velocidad de
combustión pequeña. Esto da lugar a que los carbones de llama corta, cuando se
introducen en el horno, en forma de polvo, produzcan llama larga.
El contenido óptimo de componentes volátiles, para hogares de carbón
pulverizado, está situado en un 18-22 °/o. Por molienda adecuada, actualmente es
posible utilizar provechosamente en el horno rotatorio carbones con bajo
contenido de gases.
3.2.1.2 Análisis· del carbón
Para clasificar los carbones se utilizan dos tipos de análisis:
a. El análisis aproximado, que comprende las determinaciones cuantitativas
de la humedad, volátiles, carbono, y cenizas. Este análisis sirve para la evaluación
rápida, orientativa, de un carbón.
b. El análisis elemental, se emplea para el cálculo exacto de los procesos de
combustión y comprende la determinación cuantitativa de los siguientes
componentes: humedad, carbono, hidrógeno, oxígeno,_ azufre, nitrógeno y cenizas.
66
3.2.1.3 Poder calorífico
La propiedad más importante de los combustibles es su poder calorífico, es decir,
la cantidad de de calor desarrollado por 1 kg de combustible en su combustión en
el hogar. La determinación del poder calorífico se realiza exclusivamente por vía
calorimétrica; el cálculo del poder calorífico a partir del análisis elemental sólo
tiene valor de orientación.
3.2.1.4 Tipos de carbón
El carbón es un mineral de origen orgánico, de color negro, combustible y muy
rico en el elemento químico carbono. Se localiza normalmente bajo una capa de
pizarra y sobre una capa de arena. Se cree que la mayor parte de] carbón fue
formada durante la época carbonífera (hace 280 a 345 millones de años).
Las variaciones en la edad y en la historia geológica del carbón ocasionan
variaciones en el rango. La clasificación general y básica del carbón es por rango
o categoría, desde turba o lignitos en el extremo inferior de la escala, pasando por
los carbones bituminosos hasta llegar a la antracita en el ex-tremo superior. Por lo
general, cuanto mas alto sea el rango del carbón, mayor será su edad, contenido de
carbono y poder calorífico, de igual modo, más bajo será su contenido de
hidrógeno y materias volátiles.
Los distintos sistemas de clasificación de carbón se basan en distintas
propiedades, que en esencia buscan determinar el poder calorífico del carbón.
Las normas ASTM fijan un estándar en la clasificación de carbones (tabla 3,2).
Esta norma define como carbones de bajo rango aquellos cuyo poder calorífico
bruto en base húmeda sea menor a 6390 kcal/kg, en este rango están los carbones
denominados sub bituminosos y los lignitos. En los carbones de alto rango, con un
poder calorífico mayor a 6390 kcal/kg, se incluyen los bituminosos y antracíticos.
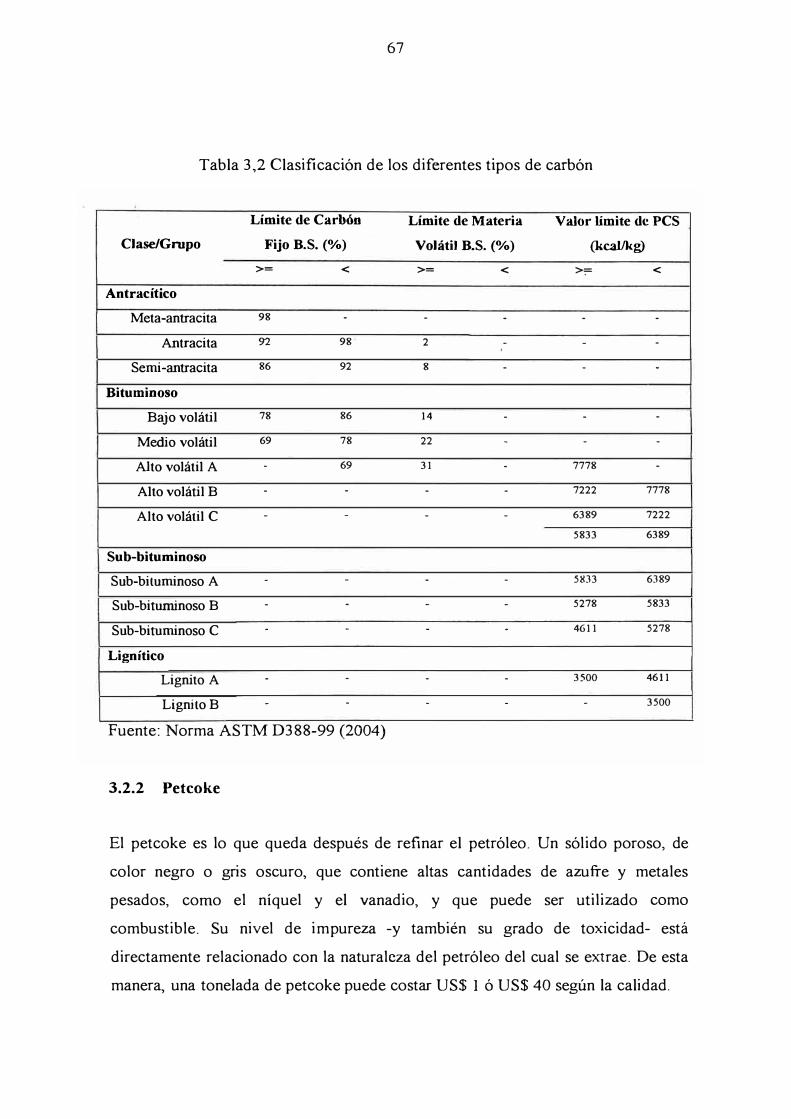
67
Tabla 3,2 Clasificación de los diferentes tipos de carbón
Límite de Carbón Límite de Materia Valor limite de PCS
Clase/Grupo Fijo B.S. (%) Volátil B.S. (%) (kcal/kg)
>= < >= < >:= <
Antracítico
Meta-antracita 98 - - - - -
Antracita 92 98 2 - - -
Semi-antracita 86 92 8 - - -
Bituminoso
Bajo volátil 78 86 14 - - -
Medio volátil 69 78 22 - - -
Alto volátil A - 69 31 - 7778 -
Alto volátil B - - - - 7222 7778
Alto volátil e - - - - 6389 7222
5833 6389
Sub-bituminoso
Sub-biluminoso A - - - - 5833 6389
Sub-bituminoso B - - - - 5278 5833
Sub-bituminoso C - - - - 4611 5278
Lignítico
Lignito A - - - - 3500 4611
Lignilo B - - - - - 3500
Fuente: Norma ASTM D388-99 (2004)
3.2.2 Petcoke
El petcoke es lo que queda después de refinar el petróleo. Un sólido poroso, de
color negro o gris oscuro, que contiene altas cantidades de azufre y metales
pesados, como el níquel y el vanadio, y que puede ser utilizado como
combustible. Su nivel de impureza -y también su grado de toxicidad- está
directamente relacionado con la naturaleza del petróleo del cual se extra�. De esta
manera, una tonelada de petcoke puede costar US$ 1 ó US$ 40 según la calidad.
68
El petcoke o coke de petróleo es una forma sólida de carbón, producido a partir de
la descomposición térmica y polimerización de los residuos que derivan de la
destilación del petróleo crudo (aceites pesados, alquitranes, asfalto, etc).
El coke de petróleo es insoluble en agua, y puede contener materia volátil
(hidrocarburos) entre un l O y 15%.
Químicamente es estable y nó reactivo bajo condiciones normales. Su
constituyente principal es el carbono, además de azufre (en mayor proporción),
nitrógeno, oxígeno e hidrógeno. También tiene trazas de hierro, magnesio, sodio,
calcio, níquel y vanadio.
La gran cantidad de impurezas que presenta el Petcoke se debe a que los países
están exigiendo cada vez más combustibles de mejor calidad, llámese "diesel
ciudad", "bencina baja en plomo o azufre", entre otros, obteniendo combustibles
libres de impurezas y elementos tóxicos. Y como el proceso de refinado deja
residuos, existen diversas calidades de Petcoke, acumulando aquellos elementos
que se le quitan al petróleo: azufre, níquel y vanadio.
3.2.3.1 Obtención
Los residuos del petróleo crudo pesado se utilizan como materia prima en un
proceso térmico conocido como coking para producir los combustibles más
ligeros. Es calentado a cerca de 475º a 520ºC en un horno, se descarga en un
tambor de coke para craqueo de forma extensa y controlada.
Los productos más ligeros del craqueo suben a la cima del tambor y son
desechados. El producto más pesado permanece y, a causa del calor retenido, el
proceso de craqueo forma finalmente el coke, una sustancia sólida semejante al
carbón, conocido como petcoke.
El enfriamiento se realiza mediante un chorro de agua a alta presión. Primero se
retiran las tapas superior e inferior del tambor de craqueo. Luego se taladra un
69
hoyo en el coke de la cima al fondo del tambor. Entonces un tubo que gira se baja
por el hoyo, rociando un chorro de agua girando. El chorro a alta presión corta el
coke en pedazos, que se cae para la carga subsiguiente en camiones o carritos para
su posterior transporte.
Este proceso no genera residuos líquidos pero entrega un 30 por ciento de petcoke
por unidad de peso. La mayoóa del coke de baja calidad se quema como
combustible en la mezcla con carbón.
Mientras más refinado sea el producto que se desea obtener del petróleo crudo,
mayor es la cantidad de residuos generados, por lo tanto, será mayor la cantidad
de petcoke que se produce.
3.2.3.2 Características como combustible
El coke de petróleo o petcoke, es un tipo de combustible bituminoso que bajo
condiciones normales es químicamente estable y no reactivo, pero su combustión
genera óxidos de carbono y azufre. El petcoke al ser quemado con carbón, resulta
una excelente alternativa para las plantas de generación eléctrica, principalmente
porque permite reducir los costos entre un 30% y un 45%.
El petcoke tiene un alto valor calorífico, un bajo contenido de productos volátiles
y generalmente, tiene contenidos de azufre y nitrógeno más elevados que los
combustibles tradicionales.
A continuación se presentan algunas diferencias entre el carbón y el petcoke en
cuanto a sus caracteósticas fisico-químicas:
Análisis de combustible sólido
Materia Volátil,%
Cenizas,%
Carbón,%
Hidrógeno, %
Petcoke
13.0
7.1
82.6
3.4
Carbón
36.8
11. 7
70.6
4.6
70
Azufre,%
Valor Calórico Neto, Kcal/kg
4.9
7759
0.7
6553
Los precios que se ofrecen de petcoke para 4 - 5 % de azufre y 45 HGI es de 25
dólares FOB. Para un azufre entre 5 - 6 % y 40 HGI el precio está_ entre 20 - 22
dólares. Las ventas C&F ( costo + transporte) en Brasil estuvo en un rango 28 - 3 1
dólares y en el Mediterráneo las ventas C&F fueron de 35 dólares.
Dependiendo de su grado de impurezas el petcoke se puede clasificar en 3 tipos:
• Petcoke de grado electrodo grafito o petcoke aguja: 1 % de azufre, 1 O ppm de
vanadio, 20-40 ppm de niquel, precio 30-40 dol/ton.
• Petcoke anodo para aluminio o coke esponja: 2.5% de asufre, 150 ppm de
vanadio, 150 ppm de niquel, precio 20-30 dol/ton.
• Petcoke grado combustible: 4-7% de asufre, 400 a 1300 ppm de vanadio, 120-
350 ppm de niquel, 1-4 dol/ton.
3.3 COMBUSTIBLES LÍQUIDOS - FUEL OIL
La propiedad más importante de los aceites combustibles es la de poder quemarse
en estado líquido. Parafinas, olefinas, naftenos y compuesto aromáticos son los
cuatro grupos principales de hidrocarburos componentes de los aceites
combustibles. De éstos, los tipos más importantes son:
Aceite combustible mineral ( obtenido a partir del petróleo).
Aceite de alquitrán de hulla ( obtenido por carbonización a baja temperatura de la
hulla).
Aceite de alquitrán de lignito ( obtenido por carbonización a baja temperatura de
carbones bituminosos).
71
En los combustibles hay algunos cientos de compuestos hidrocarburados. En
general los aceites combustibles están constituidos por un 85-90 °10 de carbono, 5-
10 ¾ de hidrógeno y unos 3-4 ºlo de oxígeno, azufre y nitrógeno.
En algunos tipos de aceites combustibles, el contenido en azufre llega hasta el 3
010. A pesar de las grandes diferencias de viscosidad los poderes caloríficos de los
aceites combustibles son muy próximos y se mueven entre los límites de 8500 a
1 O. 000 kcal/kg.
3.3.1 Viscosidad
La característica diferencial más importante para distinguir los aceites
combustibles es su viscosidad. Esta es una medida del rozamiento interno y
depende de la temperatura del aceite combustible.
La viscosidad se mide en dos tipos de unidades; la absoluta y la empírica. En
Europa se emplea la escala Engler; en Inglaterra la viscosidad se mide en
segundos Redwood y en los Estados Unidos en segundos Saybolt (Universal y
Furo}). En el sistema de unidades absolutas la viscosidad dinámica está dada en
poises, o cuando se trata de viscosidad cinemática en stokes. Por ejemplo 1
centistok corresponde a la viscosidad del agua a 15 ºC. Los grados Engler dan la
relación del tiempo de flujo del aceite, al correspondiente del agua; así un aceite
combustible con 100 grados Engler (E) exige 100 veces más tiempo d·e flujo que
el agua. Los grados Engler no son proporcionales, es decir, 1 O grados Engler no
significan el doble de centistokes representa el doble de viscosidad.
Los aceites combustibles con viscosidad alta son significativamente más baratos,
pero exigen instalaciones de preparación y de precalefacción para rebajar su
viscosidad. A pesar de estos gastos adicionales, el precio de coste del calor
obtenido con ellos es inferior al obtenido a partir de aceites combustibles ligeros.
72
3.3.2 Peso Específico
El peso específico de los aceites combustibles suele ser de lg/cm3
aproximadamente a 15 ºC. El peso específico medido a otras temperaturas hay que
refe�rlo a 15 ºC aplicando un coeficiente de dilatación cúbica de b.00065/grado
Celsius.
En los Estados Unidos el peso específico se expresa de la siguiente forma, Sp. Gr.
60ºF/60ºF. Esta es la relación del peso de cualquier volumen de aceite a 60°F
(15ºC al peso del mismo volumen de agua.
La industria petrolífero estadounidense mide el peso específico de los aceites en
grados API (American Petroleum Institute). Esta escala se transforma a peso
específico a 15 ºC (Sp. Gr. 60/60 F) mediante la expresión.
Sp. Gr. 60/60 F = l4l.5
13 l. 5 + Deg.AP 1
Los grados API se calculan con ayuda de la fórmula siguiente a partir de la Sp.
Gr.
ºAPI= l4I.5
-131.5Sp.Gr.60F / 60F
La designación usual en Alemania de Dichte ( densidad en los Estados Unidos no
se aplica en este campo. Referida a la densidad del agua a 4 ºC es numéricamente
igual al peso específico ..
3.3.3 Poder Calorífico
En los países con sistema m_étrico de unidades, el poder calorífico de los fueles se
da en kcal/kg con la designación HU. En América el poder calorífico se da un Btu
(British Termal Units) por galón a 60 ºF o en Btu/libra. El poder calorífico por
73
galón crece con el peso específico y para el fuel nº 6 es de alrededor de 150. 000
Btu.
El poder calorífico por libra de fuel varía con el peso específico; con peso
específico descendente se eleva el poder calorífico, porque los fueles ligeros
contienen más hidrógeno. El poder calorífico por libra es, en cifra redonda, 18.000
Btu y se designa con Ho. El poder calorífico de los aceites combustibles pesados
sólo varía entre límites estrechos.
El poder calorífico de los fueles pesados no se puede calcular con la fórmula de
Dulong, u otras parecidas, debido al calor de formación. Este representa la energía
que se requiere para dejar libres en estados reactivo los elementos
individualizados de las moléculas del fuel; es la diferencia entre la suma de los
calores de combustión de los elementos individuales contenidos en el fuel y el
calor de combustión de sus combinaciones.
3.3.4 · Preparación Previa del Fuel - Oil.
Una instalación de bombas lleva a los tanques de almacenamiento el fuel recibido
por diferentes medios de transporte. Cuando es necesario, esta estación final de
descarga está organizada de modo que pueda calentar el fuel contenido en las
cisternas para acelerar su salida. La capacidad del tanque de recepción y
almacenamiento de una fábrica de cemento depende del consumo de fuel y de las
condiciones locales de transporte. Están en uso tanques desde 1000 a 1 O, 000 m3
de capacidad. Cuando el tanque está muy separado del horno se establece entre
aquél y la instalación del horno un tanque intermedio cuyo contenido corresponde
aproximadamente al consumo de fuel durante 24 horas.
Para que sea apto para el bombeo así como para su atomización en el quemador,
el fuel debe tener la viscosidad adecuada que corresponda a tal fin, acerca de la
cual ya hemos tratado antes.
Para calentar el fuel se suelen utilizar tres medios diferentes: vapor de agua,
líquidos soportes de calor y energía eléctrica. No sería económico calentar todo el
contenido de los grandes tanques - almacén para hacerlo bombeable. Para ello
74
basta con proceder a calefacciones locales del fuel en la abertura de salida del '
tanque, para lo que sirven los llamados calentadores de salida.
3.4 COMBUSTIBLES GASEOSOS - GAS NATURAL
El gas natural es el combustible gaseoso más frecuentemente empleado en la
industria del cemento. Los principales componentes del gas natural son el metano,
C� y el etano, C2 a,. Los hidrocarburos más pesados, como el propano, C3 Hs,
butano, C4 H10, pentano Cs H12 y hexano, C6 H14 sólo están presentes en el gas
natural en cantidades pequeñas. Se designa como "húmedo" si el gas natural
contiene pentano y hexano.
Estas fracciones, a menudo, se eliminan por licuefacción, hasta el propano. El
propano se expende mucho en bombonas de acero para uso doméstico.
A veces los hidrocarburos se designan como normales (n), por ejemplo, n-butano,
mientras que otras como p. é. "iso", butano. En ambos casos la composición
química es la misma� el prefijo "iso" significa que la ordenación de los átomos en
la molécula es distinta de la normal. Las propiedades físicas y químicas de los
isómeros se diferencian de las modificaciones normales. Si el gas natural contiene
azufre, se presenta en forma de ácido sulfhídrico. El gaij natural contiene a veces
hasta el 10% de gases inertes, tales como el anhídrido carbónico, C02 nitrógeno,
N2 y helió, He. El poder calorífico del gas natural suele estar comprendido entre
los límites de 8000 - 10,000 Kcal/m3
a 16.5º C y 756 mm Hg (condiciones
normales para el gas natural en los Estados Unidos).
Para cubrir la demanda de gas para usos domésticos durante el invierno, el gas
natural es suministrado a los consumidores industriales de modo temporal, no de
forma continuada. Esta circunstancia hace necesaria una segunda fuente de c·alor,
fuel o carbón, para la explotación del horno durante el invierno.
75
3.4.1 Poder Calorífico
El poder calorífico de una mezcla de sustancias es igual a la suma de los calores
de combustión de las fracciones correspondientes a cada uno de los componentes.
Si el combustible se presenta en forma de combinación química, entonces el calor
de combustión consiste en la suma de los calores de combustión de cada uno de
los elementos, menos la energía término necesario para disociar aquella
combinación en sus elementos. En el gas natural, la energía técnica para la
disociación en carbono e hidrógeno de las moléculas de los hidrocarburos
presentes en forma de combinación química es, aproximadamente, el 9% del calor
total de combustión [ 17 4a].
CI-4 + 202 = C02 + 2H20 + 213,000 cal
Sin embargo, si el C y el H2 se queman por separado, se obtiene:
+
+
97,200 cal
136,800 cal
Total 234,000 cal
De acuerdo con la ley de Hess, de la constancia de las sumas de calor, en la
disociación de un molde metano se invierte.
C� = C + 2H2- 20,900 cal
Obtenemos, por tanto,
234,000 cal
- 20,900 cal
213,100 cal
76
Es decir, aproximadamente el mismo valor que el de la combustión del metano en
el calorímetro. En porcentaje, el calor de disociación es
20,900 X 100
234,000
3.4.2 Volumen de los gases de combustión
= 8.93 %
Los componentes del gas natural arden según las siguientes ecuaciones:
Metano CI-Li + 202 = CO2 + 2H2O
Etano 2C28'; + 7 02 4 CO2 + 6H2O
Propano 2 C3fü + 10 02 = 6 CO2 + 8H2O
Butano C4 H10+ 6½02 = 4CO2 + 5H2O
Pentano CsH12+ 8 02 = 5 CO2 + 6H2O
Hexano* C6H14
Con ayuda de estas ecuaciones se pueden calcular los volúmenes de los productos
de combustión del gas natural si se conoce su composición.
3.4.3 Volumen de los gases de combustión del carbón, fuel-oil y gas natural
La combustión de carbón, fuel y gas natural, para la misma cantidad de unidades
térmicas, suministran diferentes volúmenes de gases de combustión.
El resumen que a continuación se da, contiene los volúmenes de los gases de
combustión ( con un 1 O % de aire en exceso) generados en la producción de 1000
kcal., obtenidas por combustión de carbón, fuel y gas natural.
1000 kcal. obtenidas con carbón producen 1.24 m3 N de gases de combustión.
1000 kcal. obtenidas con fuel producen 1.31 m3 N de gases de comb�stión.
1000 kcal. obtenidas con gas natural producen 1.4 7 m3 N de gases de combustión.
77
De esos valores se deduce que el fuel produce, aproximadamente, un 6 % más de
gases que el carbón; y el gas natural, un 18.5 % más que el carbón. Esto se debe
tener en cuenta al dimensionar los equipos de combustión.
Los volúmenes de gases de combustión más elevados a partir del fuel y de gas
natural también explican el crecimiento de consumo de calor por aplicación de
fuel y especialmente de gas natural, frente al carbón. Esto significa que el
requerimiento de aire de combustión para generar 1000 Kcal. es mínimo a partir
del carbón, mayor para el fuel y máximo para el gas natural.
a. Temperatura de llama más baja con fuel y con gas natural que con carbón.
b. Mayores cantidades de gases residuales con lo que éstos dan lugar a pérdidas
de calor más altas.
c. Mayor velocidad de los gases en el horno rotatorio y con ella el
empeoramiento de las condiciones de transmisión del calor del gas al material que
está reaccionando.
d. Un caudal disminuido en el horno y por ello pérdidas específicas de calor
debido a la radiación de la chapa del horno.
3.5 COMBUSTIBLES ALTERNATIVOS
Actualmente, se usan otros tipos de combustibles, a parte de los típicos, carbón,
coke de petróleo, fuel oíl o gas natural, estos son: restos de pinturas, neumáticos,
residuos industriales de petróleo, aceites industriales.
El sector cementero ha decidido promover la utilización de combustibles
alternativos, en lugar del carbón o del petróleo, para reducir las emisiones
contaminantes. Esto soluciona varios problemas medioambientales: evita la
generación de residuos y, al mismo tiempo, reduce las emisiones frente al uso de
combustibles tradicionales.
78
La producción de cemento genera dióxido de carbono por dos motivos. El primero
se deriva de la combustión para producir energía dentro del horno, que es
responsable de un tercio de las em1s1ones de dióxido de carbono.
La segunda vía de generación de este gas es un efecto directo de la
descomposición de la caliza en cal y dióxido de carbono, dentro ·del proceso de
fabricación de cemento, lo que produce dos tercios de las emisiones
contaminantes.
Las cementeras han comenzado a adaptar sus instalaciones para usar como
combustible residuos urbanos o de sus fábricas, harinas cárnicas, lodos de
depuradoras o restos de disolventes.
En el ámbito europeo, países como Suiza, Austria, Alemania y Holanda son los
más avanzados, ya que están alcanzando porcentajes de sustitución de
combustibles tradicionales de más del 50%.
Entre los combustibles alternativos se encuentran los aceites reciclados, el petcoke
y los neumáticos.
La lista de materiales que pueden ser utilizados como combustibles alternativos es
grande, solo basta que tengan material orgánico como constituyente:
Una lista de combustibles autorizados se indicaq:
Aceite de esquisto
Lignito de bajo grado.
Grafito de la industria del aluminio.
Restos de carbón de madera.
Aserrín con líquidos varios
Restos de la industria agrícola.
Cubiertas de automotores.
Restos de la industria del caucho.
Cajas de baterías.
Desechos domésticos clasificados.
79
Plásticos varios (excepto PVC u órganos dorados).
Barros secos de plantas biológicas.
Aceites de automotores.
Aceites usados en la industria.
Fondo de tanque de hidrocarburos.
Fondos de columna de destilación.
Combustibles fuera de especificación.
Barros de estaciones de servicios.
Suelos contaminados con aceites de hidrocarburos.
Restos de la industria química, petroquímica y petrolera.
Restos de la industria de pinturas.
Solventes varios.
Barros de plantas de tratamiento fisico-quimico.
Tierras de filtración.
En los hornos clínker se presentan 4 características que hacen factible la
incineración:
• Altas temperaturas: 1400-1500 ºC
• Elevados tiempos de residencia: 6 seg. en horno, más tiempo en
precalentadores
• Intimo contacto de gases con materia prima: "Lavado de gases" por la
materia prima
• Acondicionamiento de gases: Paso de 340ºC a l 50ºC, y luego a filtro
electroestático de 99.9% de eficiencia.
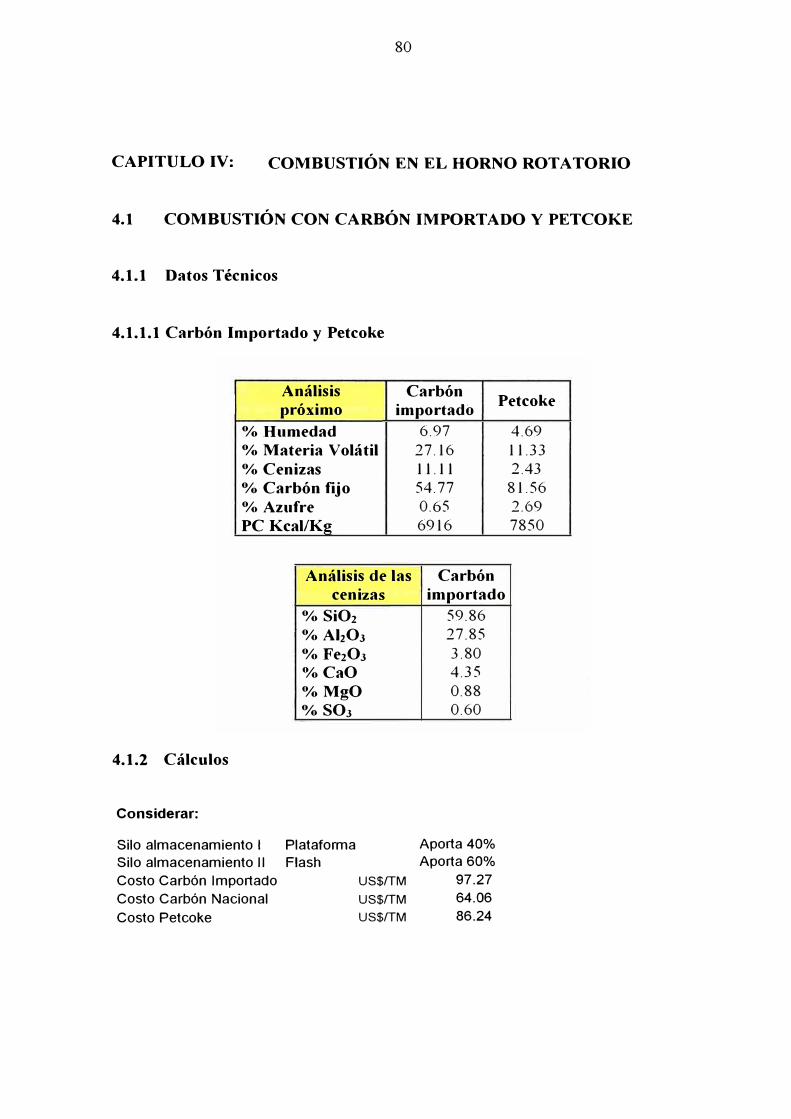
80
CAPITULO IV: COMBUSTIÓN EN EL HORNO ROTATORIO
4.1 COMBUSTIÓN CON CARBÓN IMPORTADO Y PETCOKE
4.1.1 Datos Técnicos
4.1.1.1 Carbón Importado y Petcoke
Análisis Carbón Petcoke
próximo importado
% Humedad 6.97 4.69
% Materia Volátil 27.16 11.33
% Cenizas 11.11 2.43
% Carbón fijo 54.77 81.56
% Azufre 0.65 2.69
PC Kcal/K� 6916 7850
Análisis de las Carbón ceniZias importado
% Si02 % Afi03 % Fe203 %Ca0 %Mg0 %S03
4.1.2 Cálculos
Considerar:
Silo almacenamiento I Plataforma
Silo almacenamiento II Flash
Costo Carbón Importado US$/TM
Costo Carbón Nacional US$/TM
Costo Petcoke US$/TM
59.86
27.85
3.80
4.35
0.88
0.60
Aporta 40%
Aporta 60%
97.27
64.06
86.24
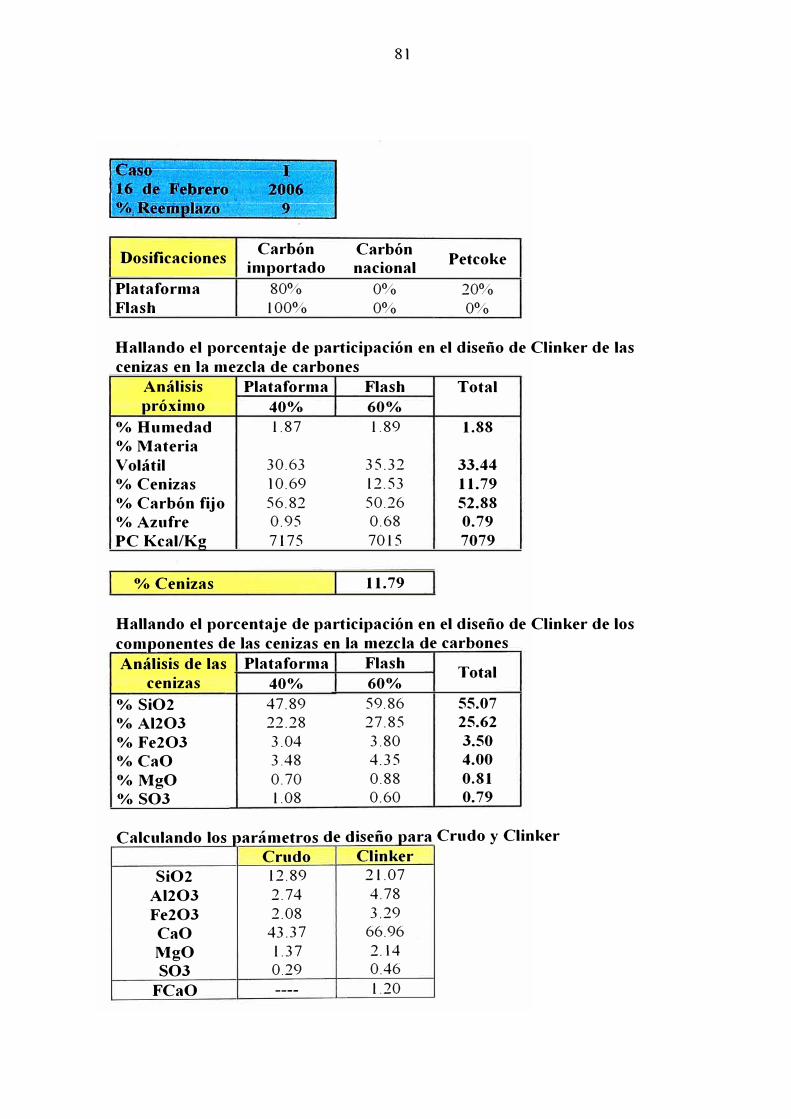
81
Dosificaciones Carbón Carbón
Petcoke importado nacional
Plataforma 80% 0% 20%
Flash 100% 0% 0%
Hallando el porcentaje de participación en el diseño de Clinker de las cenizas en la mezcla de carbones
Análisis Plataforma Flash Total próximo 40% 60%
% Humedad 1.87 1.89 1.88 % Materia Volátil 30.63 35.32 33.44
% Cenizas 10.69 12.53 11.79
% Carbón fijo 56.82 50.26 52.88 % Azufre 0.95 0.68 0.79
PC Kcal/Kj?; 7175 7015 7079
% Cenizas 11.79
Hallando el porcentaje de participación en el diseño de Clinker de los
componentes di . 1 Id b e as cemzas en a mezc a e car ones
.Análisis de las Plataforma Flash Total
cenizas 40% 60%
% SiO2 47.89 59.86 55.07
% Al2O3 22.28 27.85 25.62
% Fe2O3 3.04 3.80 3.50
%CaO 3.48 4.35 4.00
%MgO 0.70 0.88 0.81
%SO3 1.08 0.60 0.79
c alculando los ¡oarametros e 1seno para d d. Crudo y Clinker
Crudo Clinker
SiO2 12.89 21.07
Al2O3 2.74 4.78
Fe2O3 2.08 3.29
CaO 43.37 66.96
MgO 1.37 2.14
SO3 0.29 0.46
FCaO ---- 1.20
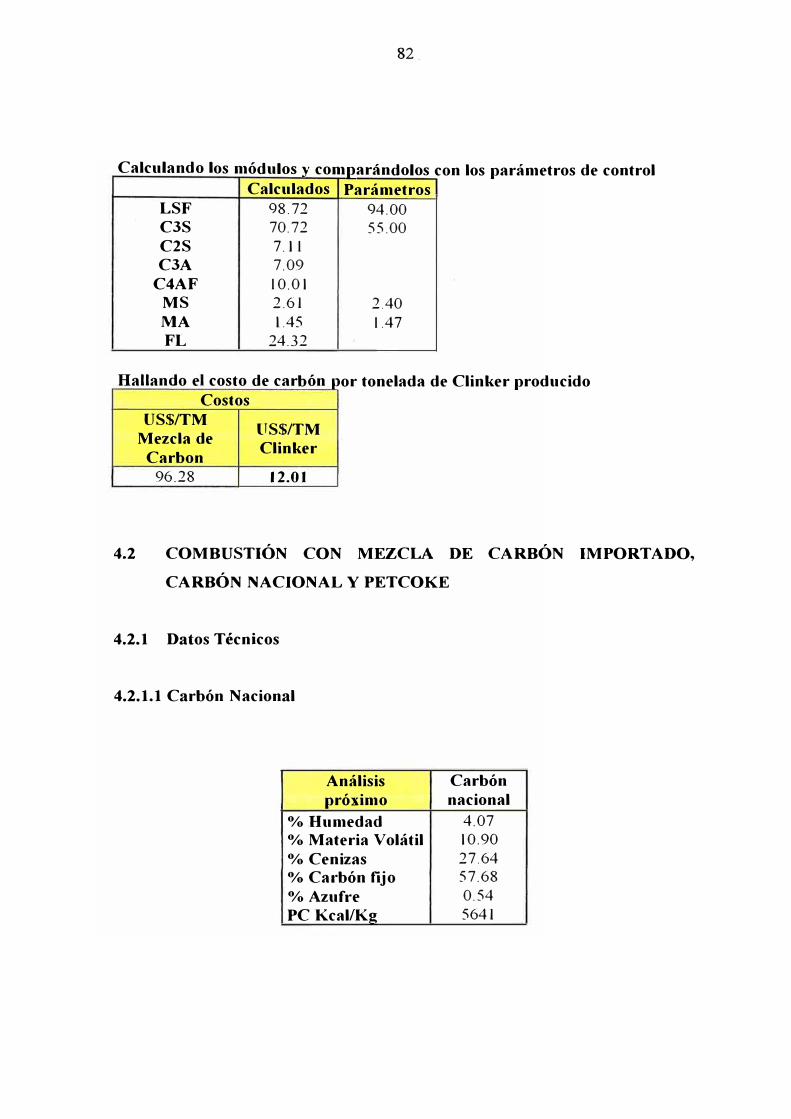
82,
Cal I d 1 cu an o os mo u os y comparan o os , d 1 ' d I con los parámetros de control Calculados Parámetros
LSF 98.72 94.00
C3S 70.72 55.00
C2S 7.11
C3A 7.09
C4AF 10.01
MS 2.61 2.40
MA 1.45 1.47
FL 24.32
H II d t d a an o e cos o b, or tonelada de Clinker producido e car on p Costos
US$/TM US$/TM
Mezcla de Clinker
Carbon 96.28 l2.01
4.2 COMBUSTIÓN CON MEZCLA DE CARBÓN IMPORTADO,
CARBÓN NACIONAL Y PETCOKE
4.2.1 Datos Técnicos
4.2.1.1 Carbón Nacional
Análisis Carbón pró-ximo nacional
% Humedad 4.07
% Materia Volátil 10.90
% Cenizas 27.64
% Ca1·bón fijo 57.68
% Azufre 0.54
PC Kcal/Kg 5641
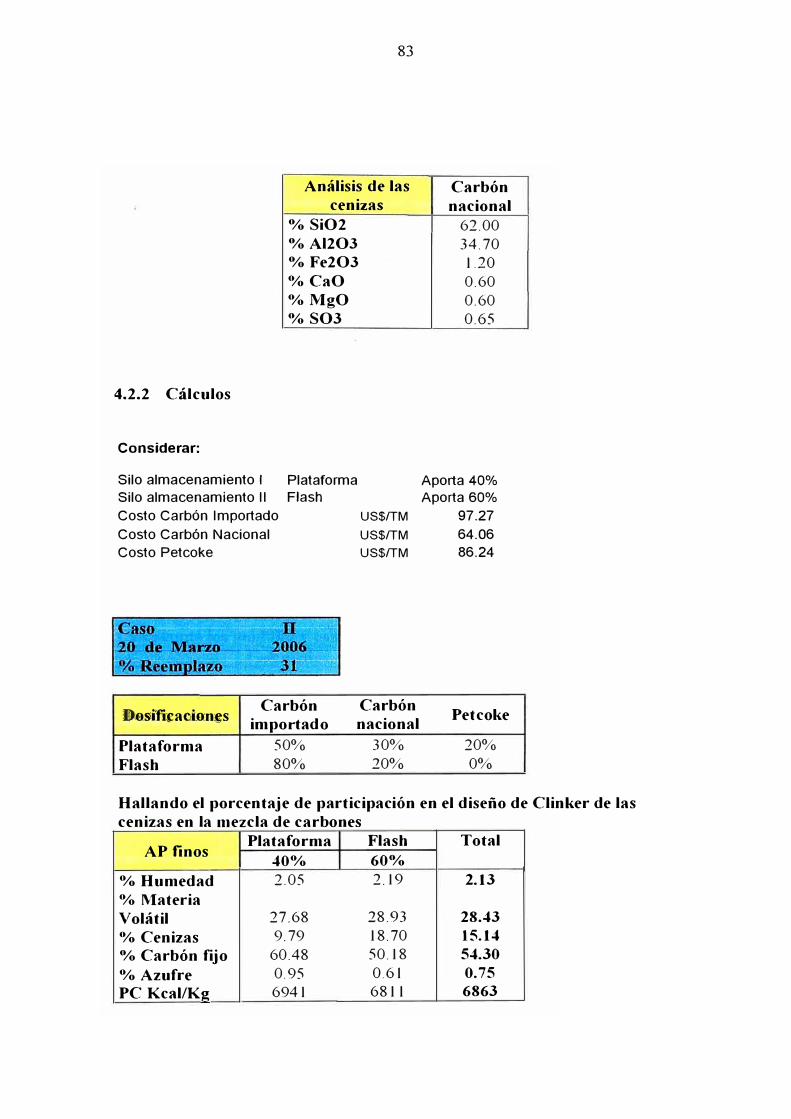
83
Análisis de las cenizas
% SiO2 % Al2O3 % Fe2O3 %CaO %MgO %SO3
4.2.2 Cálculos
Considerar:
Silo almacenamiento I Plataforma
Silo almacenamiento II Flash
Costo Carbón Importado US$/TM
Costo Carbón Nacional US$/TM
Costo Petcoke US$/TM
Dosificaciones Carbón Carbón
importado nacional
Plataforma 50% 30%
Flash 80% 20%
Carbón nacional
62.00
34.70
1.20
0.60
0.60
0.65
Aporta 40%
Aporta 60%
97.27
64.06
86.24
Petcoke
20%
0%
Hallando el porcentaje de participación en el diseño de Clinker de las cenizas en la mezcla de carbones
AP finos Plataforma Flash Total
40% 60% % Humedad 2.05 2.19 2.13 % Materia Volátil 27.68 28.93 28.43 % Cenizas 9.79 18.70 15.14 % Carbón fijo 60.48 50.18 54.30
% Azufre 0.95 0.61 0.75 PC Kcal/Kg 6941 6811 6863
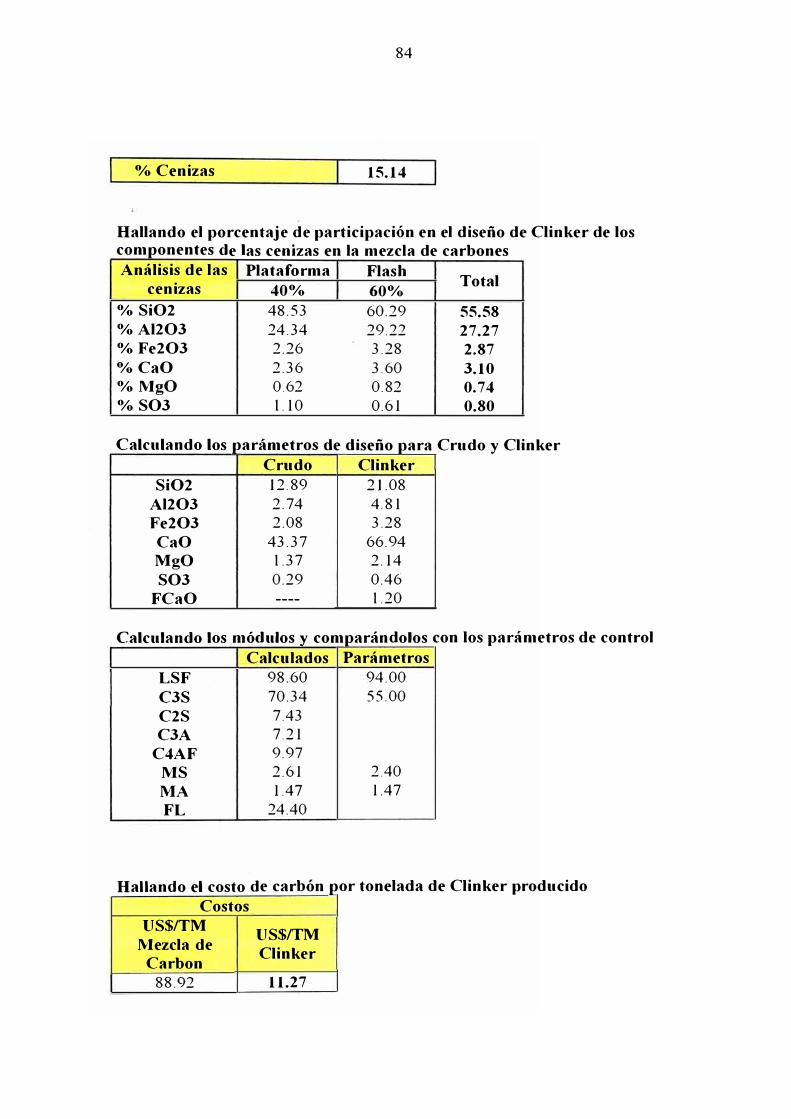
84
% Cenizas 15.14
Hallando el porcentaje de participación en el diseño de Clinker de los componentes d 1 e as cemzas en la mezcla de carbones Análisis de las Plataforma Flash
Total cenizas 40% 60% % SiO2 48.53 60.29 55.58 % Al2O3 24.34 29.22 27.27 % Fe2O3 2.26 3.28 2.87 %CaO 2.36 3.60 3.10 %MgO 0.62 0.82 0.74 %SO3 1.10 0.61 0.80
c 1 1 d 1 a cu an o os parametros e 1seno para d d. - Crudo y Clinker
Crudo Clinker
SiO2 12.89 21.08
Al2O3 2.74 4.81
Fe2O3 2.08 3.28
CaO 43.37 66.94
MgO 1.37 2.14
SO3 0.29 0.46
FCaO ---- 1.20
c 1 1 d 1 a cu an o 'd 1 os mo u os y comparan o os ' d I con los parámetros de control
Calculados Parámetros
LSF 98.60 94.00
C3S 70.34 55.00
C2S 7.43
C3A 7.21
C4AF 9.97
MS 2.61 2.40
MA 1.47 1.47
FL 24.40
H II d 1 a an o e costo d b' or tonelada de Clinker producido e car on p
Costos
US$/TM US$/TM
Mezcla de Clinker
Carbon 88.92 11.27
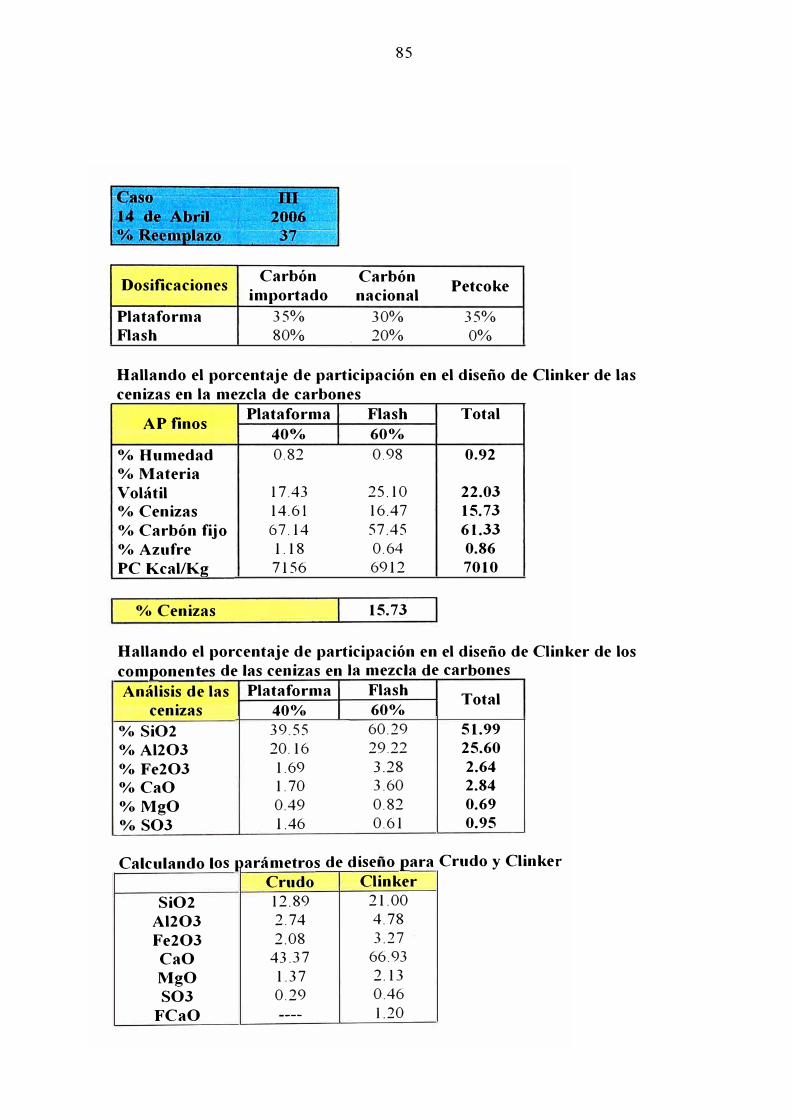
85
Dosificaciones Carbón Carbón
Petcoke importado nacional
Plataforma 35% 30% 35% Flash 80% 20% 0%
Hallando el porcentaje de participación en el diseño de Clinker de las cenizas en la mezcla de carbones
AP finos Plataforma Flash Total
40% 60%
% Humedad 0.82 0.98 0.92% Materia Volátil 17.43 25.10 22.03 % Cenizas 14.6 l 16.47 15.73
% Carbón fijo 67.14 57.45 61.33 % Azufre 1.18 0.64 0.86
PC Kcal/K2 7156 6912 7010
% Cenizas 15.73
Hallando el porcentaje de participación en el diseño de Clinker de los t di . 1 Id b componen es e as cemzas en a mezc a e car ones
Análisis de las Plataforma Flash Total
cenizas 40% 60%
% SiO2 39.55 60.29 51.99
% Al2O3 20. 16 29.22 25.60
% Fe2O3 1.69 3.28 2.64
%CaO 1.70 3.60 2.84
%MgO 0.49 0.82 0.69
%SO3 1.46 0.61 0.95
c 1 1 d 1 a cu an o os parametros e 1seno para d d. Crudo y Clinker
Crudo Clinker
SiO2 12.89 21.00 Al2O3 2.74 4.78
Fe2O3 2.08 3.27
CaO 43.37 66.93
MgO 1.37 2.13
SO3 0.29 0.46
FCaO ---- 1.20
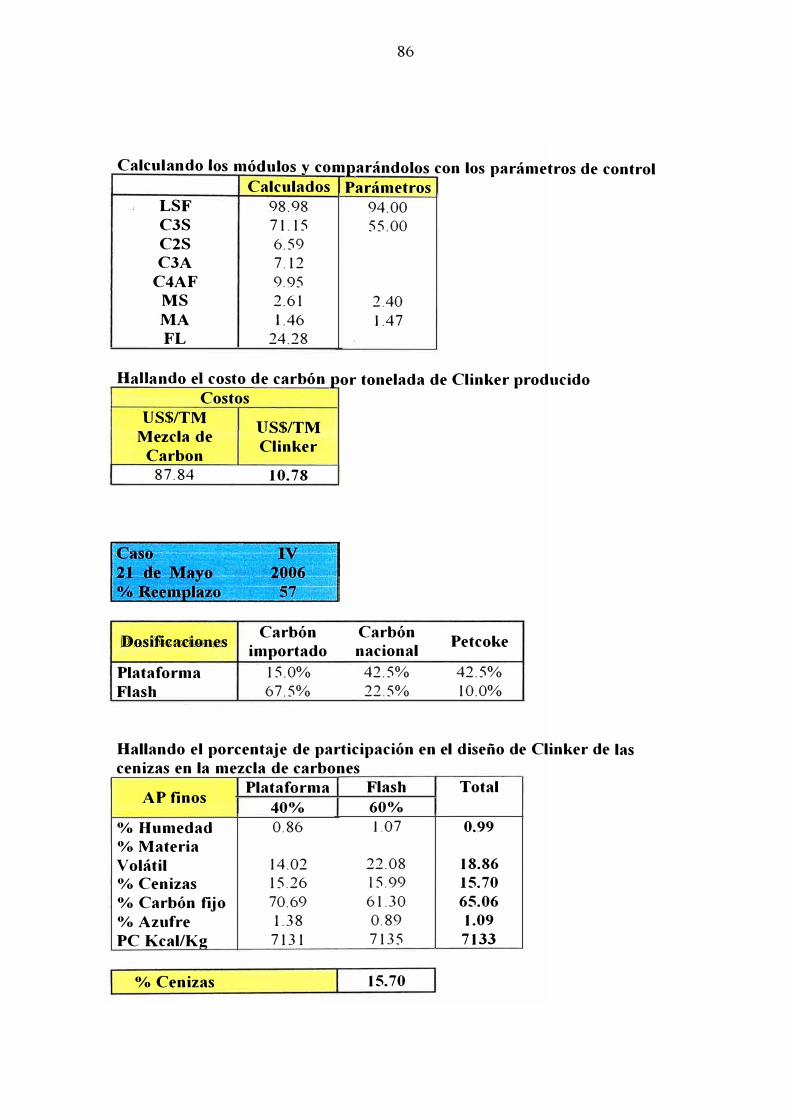
86
Cale la d 1 u n o os mo u os y comparan o os 'd 1 - d I con los parámetros de controlCalculados Parámetros
: LSF 98.98 94.00
C3S 71.15 55.00
C2S 6.59
C3A 7.12
C4AF 9.95
MS 2.61 2.40
MA 1.46 l.47
FL 24.28
H II d a an o e cos o t d b' or tonelada de Clinker producido e car on p Costos
US$/TM US$/TM
Mezcla de Carbon
Clinker
87.84 10.78
Dosificaciones Carbón Carbón
Petcoke importado nacional
Plataforma 15.0% 42.5% 42.5%
Flash 67.5% 22.5% 10.0%
Hallando el porcentaje de participación en el diseño de Clinker de las cenizas en la mezcla de carbones
AP finos Plataforma Flash Total
40% 60%
% Humedad 0.86 l.07 0.99 % Materia Volátil 14.02 22.08 18.86 % Cenizas 15.26 15.99 15.70
% Carbón fijo 70.69 61.30 65.06
% Azufre l.38 0.89 1.09
PC Kcal/K2 7131 7135 7133
% Cenizas 15.70
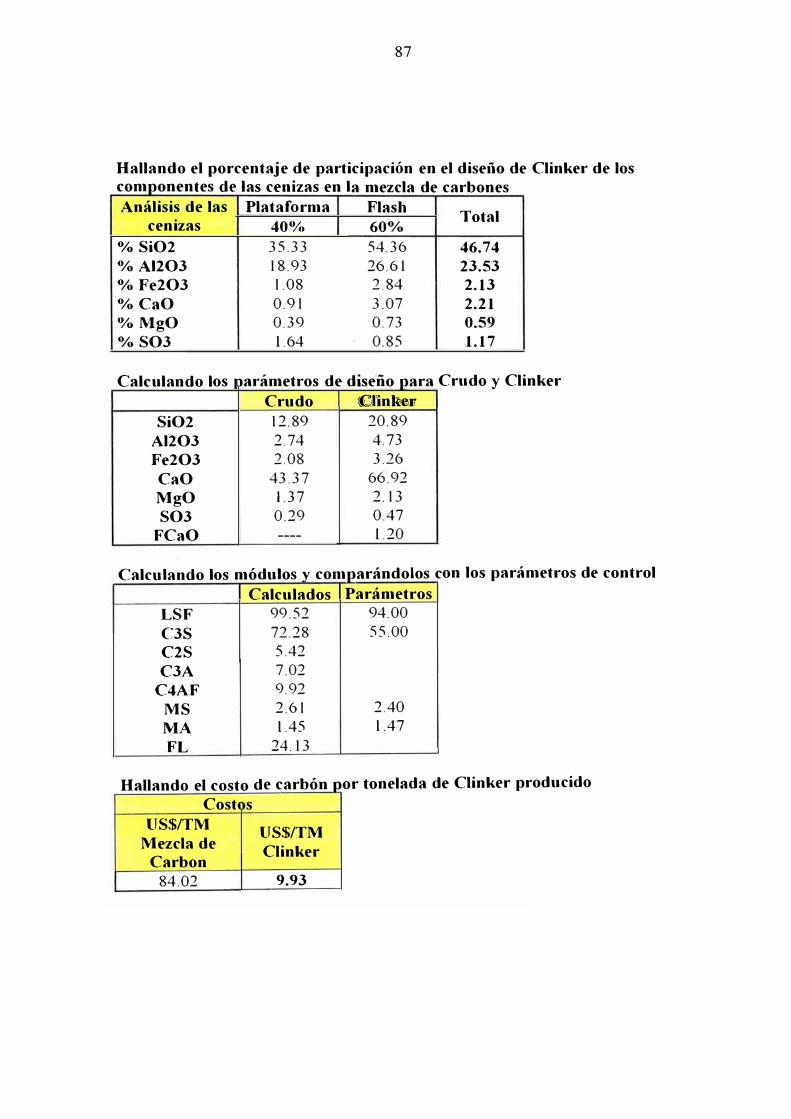
87
Hallando el porcentaje de participación en el diseño de Clinker de los t d 1 . 1 componen es e as cemzas en a mezcla de carbones
Análisis de las Plataforma Flash Total
cenizas 40% 60%
%SiO2 35.33 54.36 46.74 % A12O3 18.93 26.61 23.53 % Fe2O3 1.08 2.84 2.13 %CaO 0.91 3.07 2.21 ¾MgO 0.39 0.73 0.59
%SO3 1.64 0.85 1.17
c 1 1 d 1 a cu an o os 1oarametros de diseno para Crudo y Clinker
Crudo Clinker
SiO2 12.89 20.89
Al2O3 2.74 4.73
Fe2O3 2.08 3.26
CaO 43.37 66.92
MgO l .37 2.13
SO3 0.29 0.47
FCaO ---- 1.20
c 1 1 d 1 a cu an o 'd 1 , d 1 os mo u os y comparan o os c on los parámetros de control
Calculados Parámetros
LSF 99.52 94.00
C3S 72.28 55.00
C2S 5.42
C3A 7.02
C4AF 9.92
MS 2.61 2.40
MA 1.45 1.47
FL 24.13
Hallando el costo d b, or tonelada de Clinker producido e car on p
Costos
US$/TM US$/TM
Mezcla de Clinker
Carbon 84.02 9.93
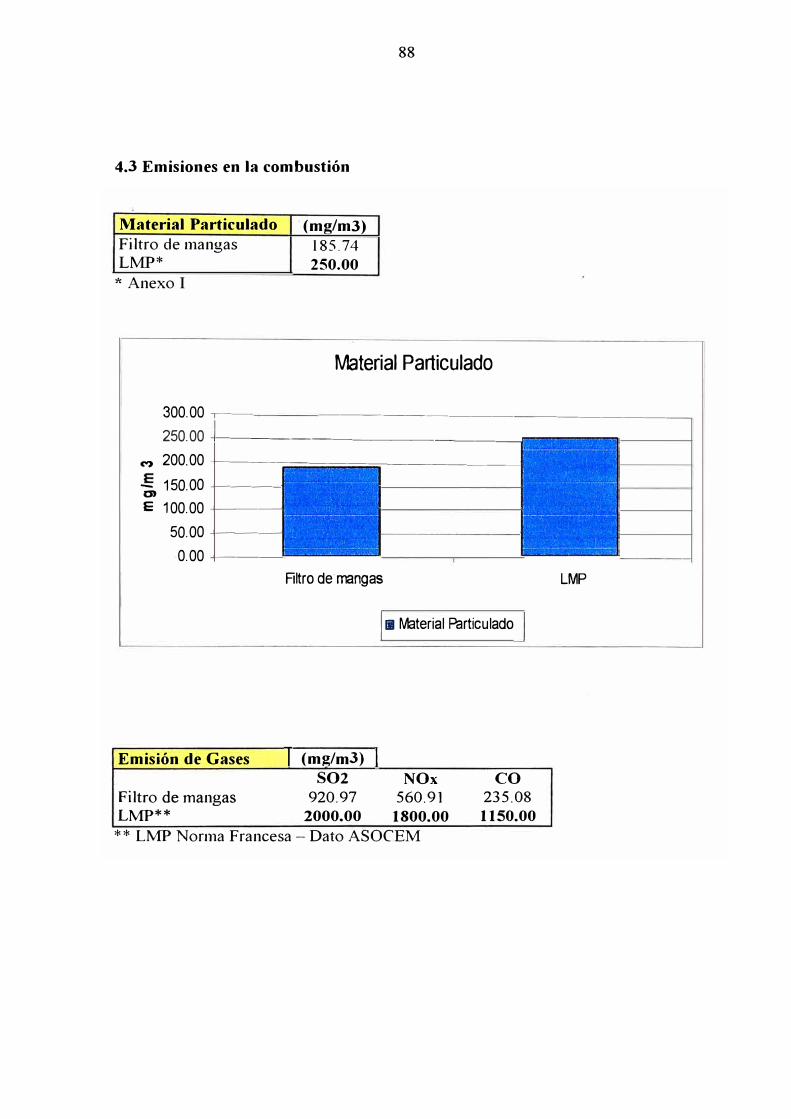
88
4.3 Emisiones en la combustión
Material Particulado (m2/m3) Filtro de mangas 185.74 LMP* 250.00
* Anexo I
fv1aterial Particulado
300.00 -,--- - -------------------,
250.00 ;---------------
<'? 200.00 +----------------
a, 150.00 +-----
E 100.00 _,___ __
50.00 _,___ __
0.00 _,___ __
Rltro de·mangas
l lil l'liaterial Particulado
Emisión de Gases 1 (m2/m3) 1 S02 NOx
Filtro de mangas 920.97 560.91 LMP** 2000.00 1800.00
* * LMP Norma Francesa - Dato ASOCEM
co
235.08 1150.00
LMP
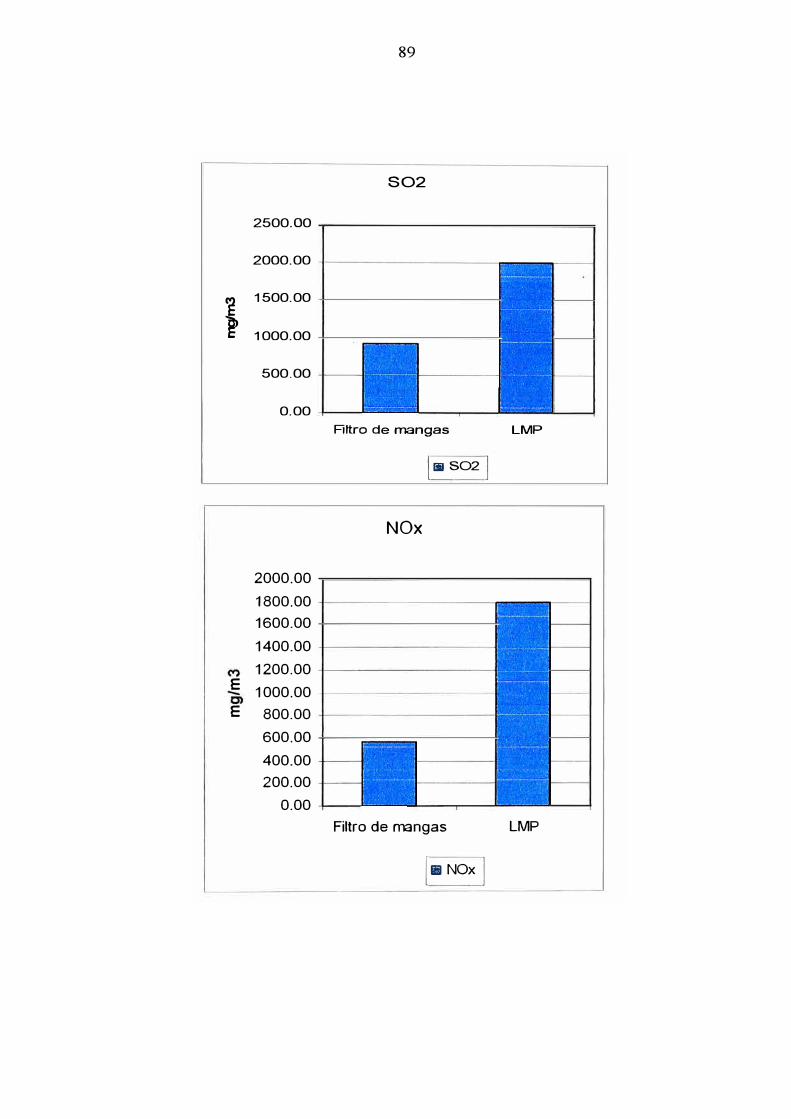
89
S02
2500.00
2000.00
i 1500.00
1000.00
500.00
0.00 Filtro de mangas LMP
j ril sO2 ¡
NOx
2000.00
1800.00
1600.00
1400.00
1200.00
E 1000.00
E 800.00
600.00
400.00
200.00
0.00
Filtro de mangas LMP
\ 1i1 NOx 1
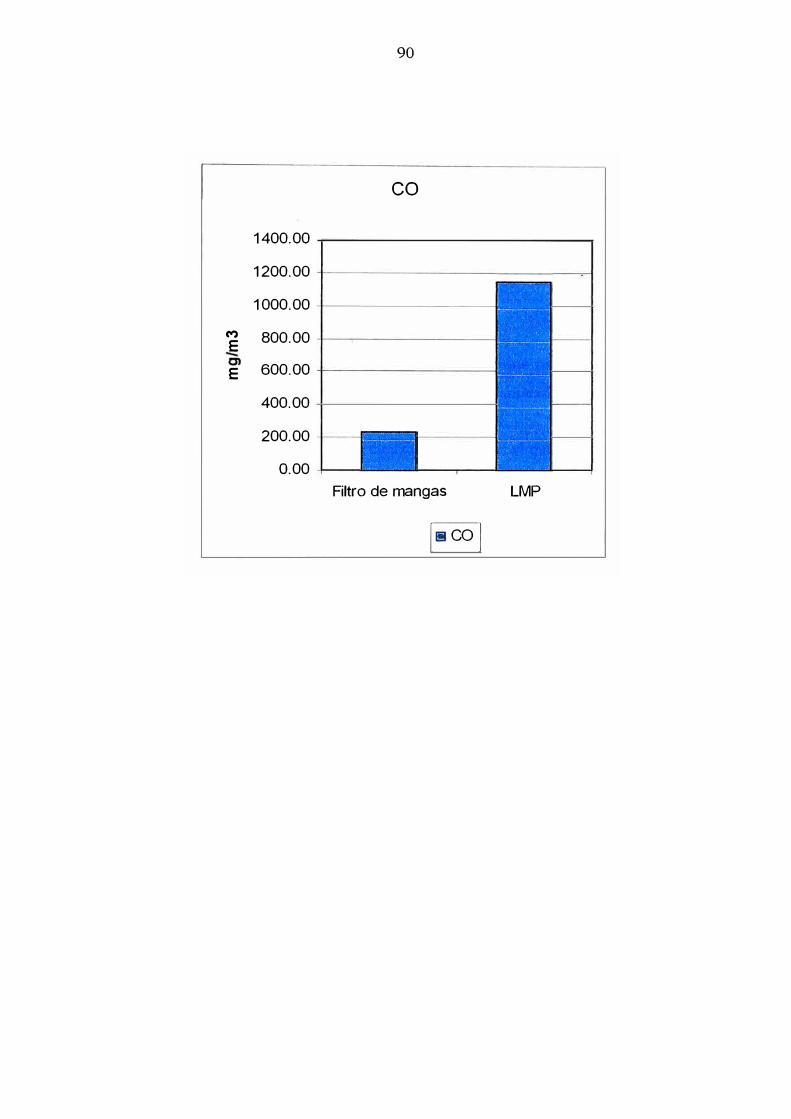
90
co
1400.00
1200.00
1000.00
M 800.00 E
600.00 E
400.00
200.00
0.00
Filtro de mangas LMP
ll!ICOI
91
CAPITULO V: CONCLUSIONES Y RECOMENDACIONES
1.- El hecho de que, las composiciones químicas de las materias primas estén
sometidas a constantes oscilaciones más o menos grandes, exige un control
analítico continuo de estas, a fin de recalcular, también de forma continua, la
dosificación del crudo.
2.- Luego de los estudios realizados se ha concluido que para la producción de
una cantidad determinada de Clinker se consume una cantidad menor de crudo.
3.- Debido a la incorporación de las cenizas, producidas al quemar el carbón, en la
producción de Clinker; se consigue un menor consumo de arcilla en la elaboración
del crudo.
4. - La presencia de carbón nacional en la mezcla de carbones demanda el control
de calidad de los componentes que participan en la mezcla así como la adecuada
dosificación de las materias primas.
5.- Se exige un control analítico permanente de la calidad del carbón que ingresa a
planta; con esto se puede definir las adecuadas composiciones de los carbones
para la obtención de la mezcla deseada.
6.- El control analítico de la mezcla de carbones utilizada en el horno es necesario
para predecir una buena operación del mismo.
7.- Se tiene como resultado de estos reemplazos un beneficio económico en la
producción de Clinker; un 9% de reemplazo de carbón importado, el costo de
elaboración de la mezcla de carbón por tonelada métrica de clinker fue de US$
12.01; finalmente se muestra que al 57% de reemplazo el costo fue de US$ 9.93.
92
8. - Como se puede apreciar en ANEXO II tenemos que con el aumento del
porcentaje de reemplazo desde el periodo iniciado en Enero, se consigue una
di'sminución en el costo de elaboración de la mezcla de carbón por tonelada
métrica de Clinker producido; hacia la fecha de abril donde se consiguió el
máximo reemplazo con el que se esta trabajando a la fecha según· la operación del
horno.
9.- La importancia de las dosificaciones de carbón radica en la contribución de las
cenizas de los respectivos carbones en la mezcla resultante; esto debido a las
diferentes propiedades químicas de los componentes.
10.- La presencia de carbón nacional, como reemplazo del carbón importado; en
la mezcla de carbones, resalta la importancia de los recursos naturales en el Perú y
más aún de aquellos recursos que no son explotados a gran escala. El desarrollo
de la minería de carbón en el Perú implicaría la necesidad de nuevas inversiones,
mas puestos de trabajo y contribuir a la descentralización de nuestro país.
93
CAPITULO VI: BIBLIOGRAFIA
•
•
•
•
•
•
•
•
•
Duda W., Manual Tecnológico del Cemento, 173
Labahn O., Prontuario del Cemento, 145
Fritz K., Cemento Fabricación - Propiedad - Aplicaciones, 40
Holderbannk, Manual de Molinos, 1
Annual Book of ASTM Standards 2005, section five, Volume 05.06, 218
http :/ /cipres. cec. uchile. cl/�me 65b/cementoweb2003/combustibles. htm
http ://www.condesan.org/memoria/jequetepeque/index. htm
http://www.bcrp.gob.pe/Espanol/WPublicaciones/seminarios/Conf 0406/
EncLib Libro 3 .pdf
http://www.oit.org.pe/portal/documentos/del conferencia lima 10 12 ag
osto 2005 javier bobadilla p.ppt
94
CAPITULO VII: ANEXOS
ANEXO 1: DECRETO SUPREMO Nº 003-2002-PRODUCE
EL PRESIDENTE DE LA REPUBLICA
CONSIDERANDO:
Que el articulo 2º inciso 22. de la Constitución Política del Perú establece que toda persona tiene derecho a gozar de un ambiente equilibrado y adecuado al desarrollo de su vida;
Que, el Código del Medio Ambiente y los Recursos Naturales, establece en el Articulo I de su Titulo Preliminar, que es obligación de todos la conservación del ambiente y, en particular del Estado, la prevención y control de la contaminación ambiental;
Que, de acuerdo con el Artículo 50º del Decreto Legislativo Nº 757, "Ley Marco para el Crecimiento de la Inversión Privada", las Autoridades Sectoriales Competentes para conocer sobre los asuntos relacionados con la aplicación de las disposiciones del Código del Medio Ambiente y los Recursos Naturales, son los Ministerios de los Sectores correspondientes a las actividades que desarrollan las Empresas;
Que, de conformidad con los Artículos 4º y 5º de la Ley Nº 27789, corresponde al Ministerio de la Producción proponer políticas y normas de protección del Medio Ambiente y recursos naturales aplicables a las actividades industriales manufactureras, supervisando su cumplimiento;
Que, mediante Decreto Supremo Nº 019-97-ITINCI, se aprobó el Reglamento de Protección Ambiental para el Desarrollo las Actividades de la Industria Manufacturera, el cual establece las obligaciones que deben cumplir las empresas Industriales Manufactureras para prevenir, controlar y mitigar la contaminación ambiental, para lo cual sin embargo se requiere determinar los limites máximos permisibles de contaminación ambiental;
Que, por Decreto Supremo Nº 044-98-PCM se aprobó el Reglamento Nacional para la Aprobación de Estándares de Calidad Ambiental y Limites Máximos Permisibles, el mismo que establece que el estudio parn definir la propuesta de LMP será desarrollado por el Sector Asignado en el Programa Anual de Estándares de Calidad Ambiental y Limites Máximos Permisibles, y sometido a consulta publica para su posterior aprobación mediante Decreto Supremo con el voto aprobatorio del Consejo de Ministros;
95
Que, la Resolución Presidencial Nº 088-99-CONAM/PCD que aprobó el Programa Anual 2000, autorizó la formulación de la propuesta de Limites M�ximos Permisibles aplicables, a las actividades industriales manufactureras de producción de cemento, cerveza, curtiembre y papel;
Que, se ha cumplido con los trámites y requisitos establecidos en la normatividad vigente, contándose con la recomendación de la Comis"ión Ambiental Transéctorial para su aprobación;
De conformidad con lo dispuesto en el inciso 8) del Articulo 118º de la Constitución Poética del Perú y el inciso 2) del Articulo 3° del Decreto Legislativo Nº 560, Ley del Poder Ejecutivo; y , con el voto aprobatorio del Consejo de Ministros;
DECRETA:
Articulo 1 º .- Alcance El presente Decreto Supremo es aplicable a todas las empresas nacionales o extranjeras, públicas o privadas con instalaciones existentes o por implementar, que se dediquen en el país a las actividades industriales manufactureras de producción de cemento, cerveza, curtiembre y papel.
Articulo 2º .- Glosario de Términos. Para los efectos de la presente norma se considera:
Limite 1\1áximo Permisible (LMP): Es la concentración o grado de elementos, sustancias o parámetros físicos, químicos y biológicos, que caracterizan a un efluente o a una emisión, que al ser excedido causa o puede causar daños a la salud, bienestar humano y al ambiente. Su cumplimiento es exigible legalmente. Dependiendo del parámetro en particular a que se refiera, la concentración o grado podrá ser expresado en máximos, mínimos o rangos. Limite Máximo Permisible de Efluentes para alcantarillado: Nivel de concentración o cantidad de uno o mas elementos o sustancias en los afluentes que se descargan al alcantarillado, que al ser excedido puede ocasionar daños a la Infraestructura del Sistema de Alcantarillado y procesos de tratamiento de las aguas servidas, y consecuentemente afectación a los ecosistemas acuáticos y salud de las personas. Limite l\1áximo Permisible de Efluentes para aguas superficiales: Nivel de concentración o cantidad de uno o mas elementos o sustancias en los efluentes que se descargan a las aguas superficiales, que al ser excedido causa o puede causar daños a la salud, los ecosistemas acuáticos y la infraestructura de saneamiento, que es fijado por la Autoridad Competente y es legalmente exigible. Limite Máximo Permisible para emisiones de los hornos: Nivel de concentración o cantidad de uno o mas elementos o compuestos de los hornos que se descargan al ambiente, que al ser excedido causa o puede causar daños a la
96
salud, bienestar humano y al ambiente. Es fijado por la Autoridad Competente y es legalmente exigible. D�agnostico Ambiental Preliminar (DAP) Es el estudio que se realiza antes de la elaboración del P AMA que contiene los resultados derivados del programa de monitoroo en función a los Protocolos de Monitoreo, con el objeto de evaluar los impactos e identificar los problemas que se estén generando en el ambiente por la actividad de la industria manufacturera. Programas de Adecuación y Manejo Ambiental (PAMA): Programa que contiene las acciones, políticas e inversiones necesarias para reducir prioritariamente la cantidad de sustancias peligrosas o contaminantes que ingresan al sistema o infraestructura de disposición de residuos o que se viertan o emitan al ambiente; realizar acciones de reciclaje y reutilización de bienes como medio para reducir los niveles de acumulación de desechos y prevenir la contaminación ambiental; y reducir o eliminar las emisiones y vertimientos para poder cumplir cono los patrones ambientales establecidos por la Autoridad Competente. Guía de Manejo Ambiental: Documento de orientación expedido por la Autoridad Competente sobre lineamientos aceptables para los distintos subsectores o actividades de la industria manufacturera con la finalidad de propiciar un desarrollo sostenible. En consideración a las características distintivas de cada subsector o actividad de la industria manufacturera, la Autoridad Competente podrá preparar Guías de Manejo Ambiental aplicables solamente a uno o mas de estos. Guía de Buenas Practicas: Documento que permite identificar oportunidades de mejoras asociadas a la industria manufacturera y describir métodos de operación y practicas industriales que pueden ser implementadas con el fin de utilizar mas eficientemente los recursos, gestionar adecuadamente los residuos y en general reducir los impactos ambientales ocasionados por la industria manufacturera. Valor referencial: Nivel de concentración de contaminantes o valor de parámetro físico y/o químico que debe ser monitoreado obligatoriamente para el establecimiento de los limites máximos permisibles.
Articulo3º .- Limites Máximos Permisibles y Valores Referenciales. Aprobar los Limites Máximos Permisibles (LMP) y Valores Referenciales aplicables por la Autoridad competente, a las actividades industriales manufactureras de cemento, cerveza, curtiembre y papel, en los términos y condiciones que se indican en el Anexo 1, Anexo 2 y Anexo 3, que forman parte integrante del presente Decreto Supremo.
Articulo 4º .- Limites Máximos Permisibles para Actividades en Curso o que
se inician. Los Limites Máximos Permisibles aprobados son de cumplimiento obligatorio e inmediato para el caso de las actividades o instalaciones industriales manufactureras de cemento, cerveza, curtiembre y papel que se _inicien a partir de la fecha de vigencia del presente Decreto Supremo. Tratándose de actividades en curso a la fecha de vigencia de la presente norma, los Limites Máximos Permisibles deberán ser cumplidos en un plazo no mayor de
97
(05) años, que excepcionalmente podrá ser extendido por un plazo adicional nomayor de (02) años, en los casos en los cuales los Programas de Adecuación yM�nejo Ambiental prioricen acciones destinadas a promover métodos deprevención de la contaminación y respondan a los objetivos de protecciónambiental contenidos en las Guías de Manejo Ambiental. El Ministerio de laProducción determinará en forma particular, los plazos que corresponde a cadatitular de la actividad manufacturera, al momento de la aprobación del respectivoDiagnostico Ambiental Preliminar o Programa de Adecuación y ManejoAmbiental, según corresponda.
Articulo 5º.- Valores Referenciales para curtiembre y papel Los Valores Referenciales establecidos para el caso de las actividades industriales manufactureras de curtiembre y papel, serán evaluados con la información generada a través de informes de monitoreo, a fin de determinar su idoneidad o necesidad de efectuar ajustes y darles posteriormente el carácter de Limites Máximos Permisibles. En la Revisión de los Valores referenciales se tomará en cuenta la información proveniente de los estudios ambientales presentados ante el Ministerio de la Producción y de las correspondientes acciones de fiscalización realizadas.
Articulo 6º .- Programas de Monitoreo para los subsectores cemento y papel. Las Empresas del Subsector Cemento deberán desarrollar un Programa de Monitoreo de dos años para el parámetro S02 , con una frecuencia semestral, según lo establecido en el Protocolo de Monitoreo de Emisiones Atmosféricas aprobado mediante Resolución Ministerial Nº 026 -2000- ITINCI-DM; a fin de contar con la línea base correspondiente que permita establecer el Limite Máximo Permisible para este parámetro. Las empresas del Subsector Papel, según corresponda de acuerdo a su proceso, deberán desarrollar un Programa de Monitoreo de dos años para- los parámetros H2S, Cloro y Amoniaco, con una frecuencia semestral, según lo establecido en el Protocolo de Monitoreo de Emisiones Atmosféricas aprobado mediante Resolución Ministerial Nº 026 -2000-ITINCI-DM; a fin de contar con la línea base correspondiente que permita determinar los Limites Máximos Permisibles para estos parámetros. El Ministerio de Producción en casos justificados podrá determinar una frecuencia trimestral para la realización de los monitoreos.
Articulo 7º .- Diagnostico Ambiental Preliminar Las Empresas industriales manufactureras en actividad de los Subsectores cemento, cerveza y papel, deberán presentar un Diagnostico Ambiental Preliminar al Ministerio de la Producción, para lo cual dentro del plazo de treinta (30) días útiles de publicado el presente Decreto Supremo, comunicaran a la autoridad competente el nombre de la empresa de consultaría ambiental debidamente registrada, a la que el titular de la actividad manufacturera hubiese contratado parda cumplir con lo dispuesto en la presente norma.
98
La referida comunicación deberá precisar de la fecha de inicio del monitoreo necesario para la formulación del correspondiente DAP, documento este ultimo qu� deberá ser presentado en un plazo no mayor de treinta (30) días útiles de concluido el monitoreo. La fecha de inicio del monitoreo a que se refiere el párrafo precedente deberá concretarse dentro del plazo máximo de noventa (90) días calendario de la fecha de vigencia del presente Decreto Supremo. Para el caso de las empresas pertenecientes al sub sector curtiembre, el Ministerio de la Producción propondrá posteriormente las medidas preventivas, de mitigación y/o correctivas a ser implementadas a corto plazo.
Articulo 8º.- Programas de Adecuación y Manejo Ambiental (PAMA). Las Empresas que en cumplimiento de lo dispuesto en el presente Decreto Supremo y que como resultado de la evaluación de su DAP deban ejecutar un P AMA u otras medidas de adecuación ambiental, están obligadas a presentar informes semestrales al Ministerio de la Producción, dando cuenta de los monitoreos efectuados y del cumplimiento de sus obligaciones de adecuación ambiental. El Ministerio de la Producción en función a la complejidad de los distintos casos, determinara el plazo para la formulación y presentación de los respectivos P AMA.
Artículo 9° .- Micro y Pequeña Empresa Industrial. De conformidad con lo establecido en el Articulo 8° del Decreto Supremo Nº O 19-97-ITINCI, la micro y pequeña empresa industrial esta obligada a cumplir lodispuesto en la presente norma, pudiendo hacerlo en forma colectiva por grupo deactividad industrial, por concentración geográfica u otros criterios similares,previa conformidad expresa del Ministerio de la Producción.
Artículo 10º.- Empresas con PAMA aprobados. Las empresas comprendidas en el presente Decreto Supremo que a la fecha tengan aprobado o se encuentren ejecutando un P AMA u otros estudios de adecuación ambiental similares, adecuaran sus LMP a los establecidos en la presente norma, se podrá obtener plazos especiales de adecuación.
Artículo 11 º .- Plazo de Adecuación. El plazo de adecuación no excederá de 5 años contados a partir de la aprobación del P AMA respectivo; pudiendo ser extendido por un plazo no mayor de 2 años, en el caso en que los P AMAs contengan acciones destinadas a promover métodos de prevención de la contaminación y respondan a los objetivos de protección ambiental contenidos en las guías de manejo ambiental. El P AMA contara con un cronograma detallado de cumplimiento para su respectivo seguimiento.
99
Articulo 12º .- Del incumplimiento de las disposiciones. Los casos de incumplimiento serán tratados conforme al Régimen de Sanciones e Incentivos del Reglamento de Protección· Ambiental para el Desarrollo de Actividades en la Industria Manufacturera, aprobado mediante Decreto Supremo Nº 025-2001-ITINCI.
Articulo 13º .- Refrendo. El presente Decreto Supremo será refrendado por el Presidente del Consejo de Ministros y por el Ministerio de la Producción y entrará en vigencia al día siguiente de su publicación.
DISPOSICION COMPLEMENTARIA: PRIMERA.- Los valores referenciales establecidos en el Anexo Nº2 para los subsectores de Curtiembre y papel, tendrán un periodo de vigencia de 2 años a partir de la fecha publicación de la presente norma, debiendo los titulares de dichas empresas realizar un programa de monitoreo de 2 años, con una frecuencia semestral. Posteriormente, entraran en vigencia los Limites Máximos Permisibles que durante este periodo el Ministerio de la Producción establezca en base a los monitoreos y estudios realizados. Para tal efecto, los titulares de las empresas deberán presentar reportes de medición de los parámetros establecidos, de acuerdo a lo dispuesto en el Protocolo de Monitoreo de Emisiones de Efluentes Líquidos aprobado mediante Resolución Ministerial Nº 026-2000-ITINCI/DM SEGUNDA.- Los LMP para el subsector papel, en cuanto a los parámetros de partículas, NOx, SOi y VOC, serán propuestos en coordinación con el Ministerio de Energía y Minas y demás sectores involucrados, a partir, entre otros, de la información resultante de la implementación del Proyecto "Eficiencia Energética de los Calderos Industriales", el cual comprende a todos los sectores que utilizan calderos en sus procesos productivos. TERCERA.- El Decreto Supremo No. 028-60 del 29.11.60 "Reglamento de Desagües Industriales" se mantiene vigente en todo lo que no se oponga a lo dispuesto en el presente Decreto Supremo. Dado en la Casa de Gobierno, en Lima a los tres días del mes de octubre del año dos mil dos.
ALEJANDRO TOLEDO Presidente Constitucional de la Republíca
LUIS SOLARI DE LA FUENTE Presidente del Consejo de Ministros
EDUARDO IRIARTE JIMÉNEZ Ministro de la Producción
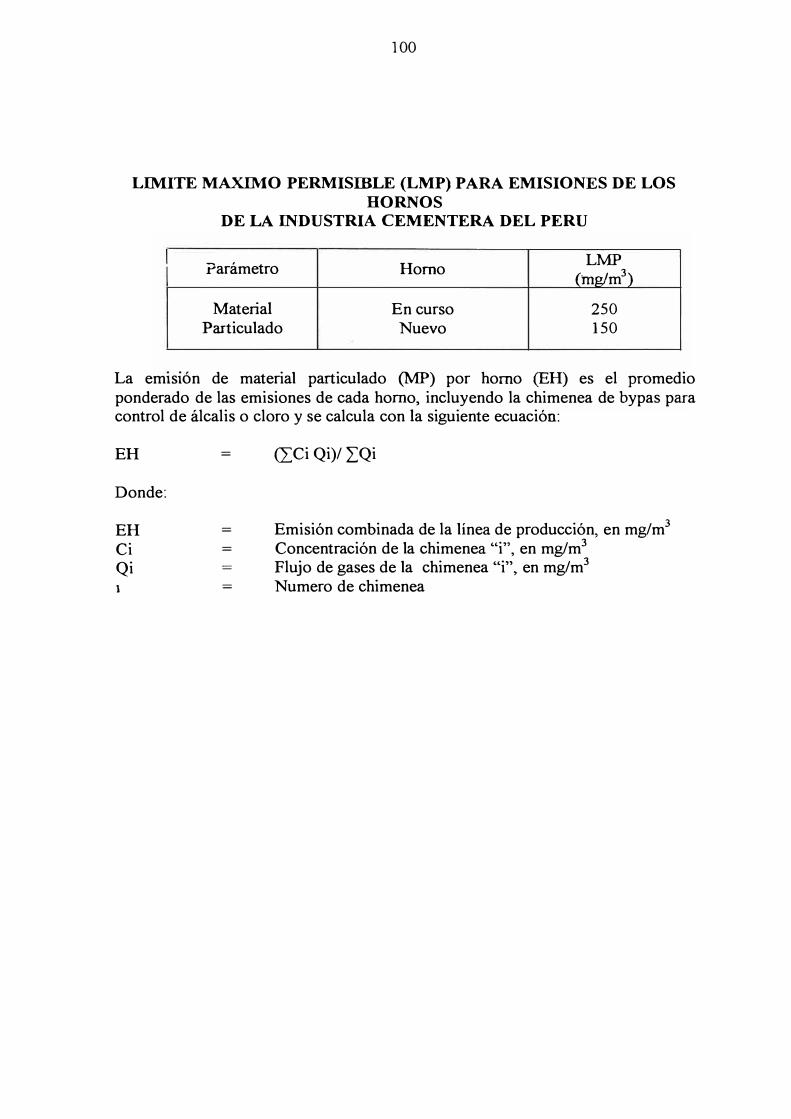
100
LIMITE MAXIMO PERMISIBLE (LMP) PARA EMISIONES DE LOS HORNOS
DE LA INDUSTRIA CEMENTERA DEL PERU
1 ?arámetro Horno
LMP (mg/m3
)
Material En curso 250
Particulado Nuevo 150
La em1s10n de material particulado (MP) por horno (EH) es el promedio ponderado de las emisiones de cada horno, incluyendo la chimenea de bypas para control de álcalis o cloro y se calcula con la siguiente ecuación:
EH
Donde:
EH Ci Qi 1
=
= = = =
(ICi Qi)/ ¿Qi
Emisión combinada de la línea de producción, en mg/m3
Concentración de la chimenea "i", en mg/m3
Flujo de gases de la chimenea "i", en mg/m3
Numero de chimenea
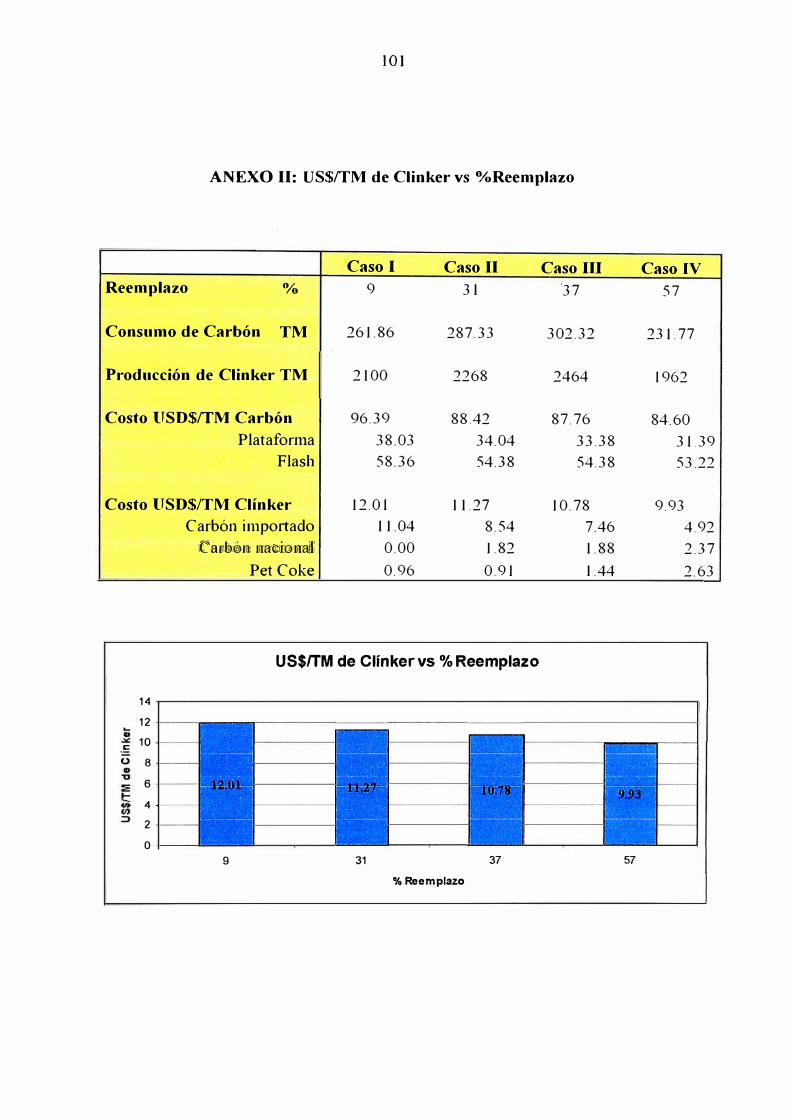
101
ANEXO 11: US$frM de Clinker vs %Reemplazo
Caso I Caso 11 Caso ID Caso IVReemplazo % 9 31 37 57
Consumo de Carbón TM 261.86 287.33 302.32 231. 77
Producción de Clinker TM 2100 2268 2464 1962
Costo USD$frM Carbón 96.39 88.42 87.76 84.60
Plataforma 38.03 34.04 33.38 31.39
!Flash 58.36 54.38 54.38 53.22
Costo USD$/TM Clínker 12.01 11.27 10.78 9.93
Carbón impo11ado 11.04 8.54 7.46 4.92
Carbón nacional 0.00 1.82 1.88 2.37
Pet Coke 0.96 0.91 1.44 2.63
US$/TM de Clínker vs % Reemplazo
14
12
10 -,!:
o
6
4-
2
o
9 31 37 57
% Reemplazo
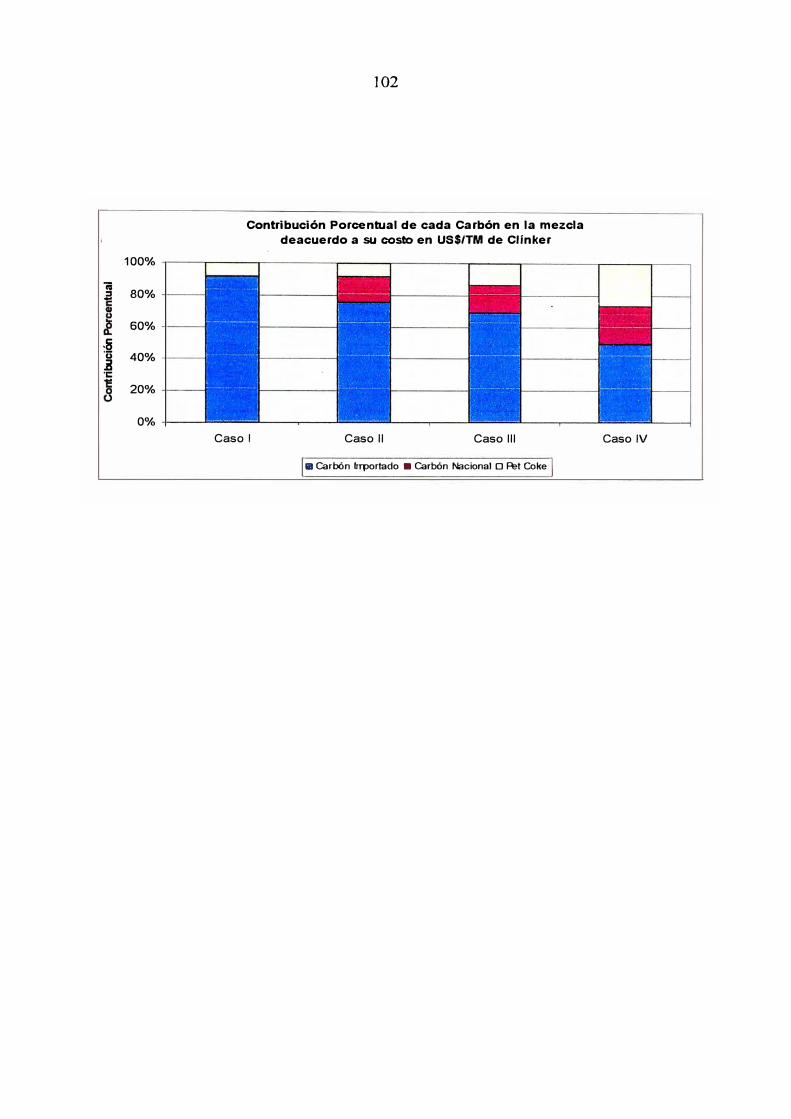
100%
¡¡ 80%
60%
-S'ü 40% .a ·e
20%
0%
102
Contribución Porcentual de cada Carbón en la mezcla
deacuerdo a su costo en US$/TM de Clínker
Caso 1 Caso 11 Caso 111
1 llil Carbón lrl'l)ortado • Carbón Nacional o Fet Coke 1
Caso IV


















