
UNIVERSIDAD DE MONTERREY - …bibsrv.udem.edu.mx:8080/e-books/Tesis/000240206_IBI.pdf ·...
101
UNIVERSIDAD DE MONTERREY División de Ciencias de la Salud Departamento de Ingeniería “Incremento de Resistencia al Desgaste de Par de Fricción CoCrMo - UHMWPE con Aplicación en Prótesis de Rodilla” Autores 240206 Fiorella Canales Dieck 278144 Lorena García Pérez 330224 Mara Durán Rosillo Asesora Dra. Laura Peña Parás San Pedro Garza García, N.L., a 20 de mayo de 2016
Transcript of UNIVERSIDAD DE MONTERREY - …bibsrv.udem.edu.mx:8080/e-books/Tesis/000240206_IBI.pdf ·...

UNIVERSIDAD DE MONTERREY
División de Ciencias de la Salud
Departamento de Ingeniería
“Incremento de Resistencia al Desgaste de Par de Fricción CoCrMo -
UHMWPE con Aplicación en Prótesis de Rodilla”
Autores
240206 Fiorella Canales Dieck
278144 Lorena García Pérez
330224 Mara Durán Rosillo
Asesora
Dra. Laura Peña Parás
San Pedro Garza García, N.L., a 20 de mayo de 2016

2 Prólogo
Prólogo
El constante movimiento entre los materiales utilizados comúnmente para aplicaciones en
prótesis de rodillas ocasiona un desgaste en los mismos, lo cual disminuye la vida útil de la
prótesis, resulta en una segunda operación de manera prematura, y en algunos casos los
iones generados resultan en complicaciones a la salud de los pacientes. Así también, la
duración estimada de prótesis en condiciones ideales es de alrededor de 15 años, sin
embargo, de implantarse en pacientes jóvenes implica la realización de múltiples cirugías
de revisión.
Es debido a esta problemática que nace este proyecto, donde se busca desarrollar
lubricantes artificiales reforzados con nanopartículas para utilizarse en prótesis de
articulaciones, tales como la realizada en la rodilla. Esta investigación se enfocó en dos
ciencias en particular: la “Tribología”, ciencia que estudia la fricción, desgaste y
lubricación; y la Nanotecnología, ciencia que estudia la materia en una escala de 1-100 nm,
y donde se obtienen propiedades superiores que en la macroescala.
Después de un trabajo verdaderamente exhaustivo las alumnas Fiorella, Mara y Lorena han
logrado desarrollar innovadores lubricantes para prótesis de rodilla con propiedades
tribológicas superiores a los lubricantes convencionales. Los resultados han sido excelentes,
al mostrar incrementos en resistencia al desgaste de hasta el 260%, reduciendo también el
coeficiente de fricción en un 60%. Esto se traduciría en una mucha mayor vida útil de la
prótesis y principalmente una mayor calidad de vida para el paciente
A las alumnas les agradezco la confianza para de nuevo escogerme como su asesora, espero
podamos seguir colaborando en un futuro. ¡Les deseo el mayor de los éxitos!
Laura Peña Parás
Mayo de 2016

3 Agradecimientos
Agradecimientos
Dedicamos este trabajo a Dios, a nuestros padres y hermanas, a nuestra asesora Laura,
maestros y amigos. Que con su experiencia han contribuido en gran parte a la formación de
nuestra vida, y que desde el principio han fortalecido nuestro espíritu para andar en ella.
A ustedes, que depositaron en nosotras toda su confianza, que nos hicieron sentir todo su
apoyo y que nunca escatimaron esfuerzo alguno. Gracias por enseñarnos que un fracaso, no
es más que una nueva oportunidad para volver a empezar de nuevo.
A ustedes, que nos han acompañado en este largo camino, gracias por darnos las
herramientas para construir este sueño, por acompañarnos de la mano, y gracias por toda su
ayuda para animarnos a lograr lo que hoy se ha consumado.
Por todo el ayer, les dedicamos todo nuestro mañana.

4 Resumen
Resumen
La resistencia al desgaste de los biomateriales utilizados en la articulación artificial de
rodilla contribuye a la vida útil y al éxito del implante. El par de fricción de CoCrMo y
polietileno de ultra alto peso molecular (UHMWPE por sus siglas en inglés) son
comúnmente utilizados en prótesis de rodilla; su desempeño puede ser mejorado al agregar
lubricantes cuyas propiedades disminuyen el desgaste entre los materiales. En este estudio,
se prepararon nanolubricantes utilizando nanotubos de halloysita (HNTs) al 0.05 wt%
dispersos en polietilenglicol (PEG 600) por medio de ultrasonificación; ambos materiales
son biocompatibles. Las propiedades tribológicas de los lubricantes, HNTs-PEG, PEG 600
y solución de Hartmann fueron caracterizadas en la máquina tribológica T-05 block-on-
ring, donde se utilizó un tribopar de fricción: un anillo de CoCrMo y un bloque de
UHMWPE. La pérdida de masa, desplazamiento y coeficiente de fricción (COF por sus
siglas en inglés) fueron medidas en un periodo de 12, 24 y 36 horas. La rugosidad de la
superficie fue obtenida por medio de un sistema de medición óptica en 3D (Alicona). Los
resultados mostraron que utilizando el lubricante HNTs-PEG, disminuyó la pérdida de
masa del bloque y del anillo en un 260% y 75% respectivamente comparado con la
solución de Hartmann. Asimismo, el COF disminuyó un 60%. Dichas mejoras se
atribuyeron a que el lubricante PEG 600 actuó como plastificante y formó un tribofilm con
los bloques de UHMWPE gracias a su compatibilidad química y a que los HNTs rellenaron
valles en la superficie del anillo de CoCrMo, logrando una diminución en el COF. Los
resultados obtenidos en el estudio demostraron que el nanolubricante PEG 600 reforzado
con HNTs puede reducir efectivamente el desgaste del par de fricción CoCrMo-UHMWPE
y así incrementar la vida útil de la articulación artificial de rodilla.

5 Resumen
Tabla de Contenido
Prólogo .............................................................................................................................. 2
Agradecimientos ................................................................................................................ 3
Resumen ............................................................................................................................ 4
Índice de Figuras ................................................................................................................ 8
Índice de Tablas ............................................................................................................... 13
1 Introducción general ................................................................................................. 14
1.1 Planteamiento del problema y justificación. ....................................................... 14
1.2 Organización cliente .......................................................................................... 15
1.3 Objetivos ........................................................................................................... 15
1.3.1 Objetivo general ......................................................................................... 15
1.3.2 Objetivos específicos .................................................................................. 15
1.4 Impacto .............................................................................................................. 16
1.5 Alcances ............................................................................................................ 16
1.6 Metodología de investigación............................................................................. 16
2 Biomateriales para aplicaciones ortopédicas .............................................................. 17
2.1 ¿Qué son los biomateriales? ............................................................................... 17
2.2 Interacción con el cuerpo humano. ..................................................................... 17
2.2.1 Biocompatibilidad....................................................................................... 17
2.2.2 Propiedades físicas y mecánicas de biomateriales. ...................................... 18
2.2.3 Estabilidad mecánica y biológica. ............................................................... 18
2.2.4 Resistencia a la corrosión. ........................................................................... 19
2.2.5 Resistencia al desgaste y aflojamiento del implante. .................................... 19
2.3 Tipos de biomateriales (para aplicaciones ortopédicas) ...................................... 19
2.3.1 Biometales .................................................................................................. 19
2.3.2 Biopolímeros .............................................................................................. 22
2.3.3 Biocerámicos .............................................................................................. 23
2.4 Respuesta del cuerpo a implantes ....................................................................... 26
3 Biotribología ............................................................................................................. 28
3.1 ¿Qué es tribología? ............................................................................................ 28
3.2 Sistema tribológico ............................................................................................ 29

6 Resumen
3.3 Fundamentos de la tribología ............................................................................. 30
3.3.1 Fricción ...................................................................................................... 30
3.3.2 Desgaste ..................................................................................................... 32
3.3.3 Lubricación................................................................................................. 34
3.4 Tribofilm ........................................................................................................... 38
3.4.1 Clasificación de Tribofilms ......................................................................... 39
3.5 Rugosidad .......................................................................................................... 40
3.5.1 Medición de rugosidad ................................................................................ 41
4 Nanotecnología ......................................................................................................... 42
4.1 ¿Qué es la nanotecnología? ................................................................................ 42
4.2 Aplicaciones de la nanotecnología ..................................................................... 42
4.3 Nanomateriales y nanopartículas ........................................................................ 43
4.4 Nanolubricantes y nanofluidos ........................................................................... 45
4.4.1 Aplicaciones de los nanolubricantes y nanofluidos ...................................... 46
5 Prótesis de Rodilla .................................................................................................... 47
5.1 La rodilla ........................................................................................................... 47
5.1.1 Articulación de la Rodilla ........................................................................... 47
5.1.2 Biomecánica de la Rodilla .......................................................................... 48
5.1.3 Lubricación en la rodilla ............................................................................. 50
5.2 Causas del reemplazo total de rodilla ................................................................. 52
5.3 Componentes y materiales de la prótesis de rodilla ............................................. 54
5.3.1 Aleaciones a base de Cobalto ...................................................................... 55
5.3.2 UHMWPE .................................................................................................. 55
5.4 Avances tecnológicos en la prótesis de rodilla .................................................... 56
6 Metodología de investigación.................................................................................... 61
6.1 Materiales .......................................................................................................... 61
6.2 Caracterización de materiales ............................................................................. 64
6.2.1 Pruebas tribológicas .................................................................................... 64
6.2.2 Rugosímetro ............................................................................................... 67
6.2.3 Ensayo de proliferación celular ................................................................... 71
7 Resultados ................................................................................................................ 84
7.1 Rugosidad .......................................................................................................... 84
7.2 Pérdida de masa ................................................................................................. 86

7 Resumen
7.3 Coeficiente de fricción ....................................................................................... 89
7.4 Desplazamiento ................................................................................................. 91
7.5 Ensayo de proliferación celular .......................................................................... 91
8 Conclusiones y recomendaciones .............................................................................. 94
9 Bibliografía ............................................................................................................... 95

8 Índice de Figuras
Índice de Figuras
Figura 1.1. Desgaste presente en uno de los materiales de la prótesis de rodilla. [4].......... 14
Figura 1.2. Daño presente en rodilla por la presencia de partículas de desgaste que causan
inflamación, pérdida ósea y falla del implante. [4]............................................................ 15
Figura 2.1. Ilustración esquemática de la biocompatibilidad [5]. ...................................... 18
Figura 2.2. Proceso de sanación de fractura de hueso 22 semanas después de cirugía (la
flecha muestra la formación del callo) [10]....................................................................... 20
Figura 2.3. Fractura de cadera fijada con clavos de acero inoxidable grado médico [11] ... 21
Figura 2.4. Cabezas femorales y copas acetabulares para prótesis de cadera de CoCr [12] 22
Figura 2.5. Respuesta del tejido en contacto con un implante metálico deformado bajo
cargas cíclicas [12] ........................................................................................................... 26
Figura 2.6. Reacción celular de linfocitos debido a la presencia de iones tóxicos en el
sistema y acumulación de macrófagos conteniendo partículas metálicas [14] ................... 27
Figura 3.1. Métodos para prevenir la fricción y sus efectos. [18] ...................................... 28
Figura 3.2. Comparación de una articulación sinovial y un cojinete liso. [21] ................... 29
Figura 3.3. Asperezas microscópicas de dos cuerpos aparentemente lisos. [17] ............... 31
Figura 3.4. Ejemplos de coeficientes de fricción entre dos materiales. [17]....................... 32
Figura 3.5. Desprendimiento de partículas entre dos materiales. [27]................................ 33
Figura 3.6. Desgaste abrasivo a) a de los cuerpos y b) a tres cuerpos. [28] ........................ 33
Figura 3.7. Etapas del desgaste por fatiga. [29] ................................................................ 34
Figura 3.8. Diferencia entre dos superficies en contacto con y sin lubricante. [31] ............ 35
Figura 3.9. Tipos de lubricación a) lubricación límite, b) lubricación mixta y c)
lubricación hidrodinámica. [16]........................................................................................ 37
Figura 3.10.Ejemplificación de un Tribofilm. [34] .......................................................... 38
Figura 3.11. Irregularidades de la superficie de un material. [37]..................................... 40

9 Índice de Figuras
Figura 3.12. Análisis de datos de los perfiles de alturas en una superficie. [38] ............... 41
Figura 4.1. Algunos ejemplos en diferentes escalas manométricas. [1] ............................ 42
Figura 4.2. Clasificación de nanomateriales: a) 0-D, nanopartículas de oro; b) 1-D, fibras
poliméricas; c) 2-D, películas poliméricas y d) 3-D, superred obtenida por autoensamblaje
de nanopartículas de oro. [42] .......................................................................................... 44
Figura 4.3. Ejemplo de nanofluido con nanopartículas y estabilizador [11] ...................... 46
Figura 5.1.Anatomía de la rodilla. [49] ............................................................................ 47
Figura 5.2. Localización de la cápsula y el líquido sinovial. [19] ..................................... 48
Figura 5.3. Movimientos de flexión y extensión en la rodilla. [51] .................................. 48
Figura 5.4. Movimientos rotación interna con un ángulo de 30° y rotación externa con un
ángulo de 40° en la rodilla. [52] ....................................................................................... 49
Figura 5.5. Representación de las fuerzas actuantes en la rodilla; a) carga generada, b)
fuerza de reacción y c) fuerza producida por el músculo. [50] .......................................... 50
Figura 5.6. Representación de las partes lubricantes de la rodilla. [55] ............................ 51
Figura 5.7. Radiografía de la rodilla donde se puede apreciar el cojinete creado por el
líquido sinovial. [57] ........................................................................................................ 52
Figura 5.8. Fotografías de un cartílago normal, así como la de un cartílago desgastado. [58]
........................................................................................................................................ 53
Figura 5.9. a) Rodilla con daños estructurales en los meniscos, cartílago y parte de los
huesos y b) implante de rodilla para reparar los daños. [49] .............................................. 53
Figura 5.10. Partes de una prótesis de rodilla. [4] ............................................................ 54
Figura 5.11. Corrosión por picadura en componente de CoCr después de 2 millones de
ciclos en prueba de desgaste con lubricante BS+HA. [66] ................................................ 58
Figura 5.12. Corrosión por picadura en componente de CoCr después de 2 millones de
ciclos en prueba de desgaste con lubricante BS. [66] ........................................................ 59

10 Índice de Figuras
Figura 5.13. Imágenes del SEM de la superficie del UHMWPE con cada lubricante, en una
prueba de fricción bajo una carga de 200N. a) PEG, b) Líquido sinovial y c) PEG y líquido
sinovial. [63] .................................................................................................................... 60
Figura 5.14. Imágenes del SEM de la superficie del UHMWPE con cada lubricante, en una
prueba de fricción bajo una cargar de 500N. a) PEG, b) Líquido sinovial y c) PEG y líquido
sinovial. [63] .................................................................................................................... 60
Figura 6.1. Muestras de los anillos de CoCrMo (ASTM F75) y los bloques de UHMWPE.
........................................................................................................................................ 61
Figura 6.2. Lubricantes usados en las pruebas de tribología fueron la solución de
Hartmann, el PEG y HNTs (0.05 wt. %) para el nanolubricante........................................ 63
Figura 6.3.Estructura molecular del PEG. [63] ................................................................ 63
Figura 6.4.Estructura molecular y física de los nanotubos de Halloysita. [68] .................. 64
Figura 6.5. Esquema de la prueba tribológica Block-on-Ring. [69] .................................. 65
Figura 6.6. Muestras de la prueba tribológica Block-on-Ring. [69] .................................. 65
Figura 6.7. Procedimiento para las pruebas de desgaste (Block on Ring). ......................... 67
Figura 6.8. Procedimiento de pesaje del par fricción antes y después de cada prueba de
Block on Ring. ................................................................................................................. 67
Figura 6.9. Microscopio óptico InfiniteFocusSL. [70] ...................................................... 68
Figura 6.10. Superficie del anillo de CoCrMo a través de microscopio óptico 3D. ............ 69
Figura 6.11. Superficie del anillo de CoCrMo en una imagen 3D. .................................... 70
Figura 6.12. Toma del Ra de la superficie del anillo de CoCrMo. ..................................... 70
Figura 6.13. Diagrama del análisis de datos de los perfiles de alturas de la superficie del
anillo de CoCrMo para la obtención del Ra. ..................................................................... 71
Figura 6.14. Células de glioblastoma C6 de rata observada a través de un microscopio
óptico. .............................................................................................................................. 73
Figura 6.15. Materiales para cámara Neubauer/ Hematocitómetro. [74]........................... 76

11 Índice de Figuras
Figura 6.16. Detalle de la rejilla de la Cámara de Neubauer. [75] .................................... 76
Figura 6.17. Llenado del Hematocitómetro/Cámara de Neubauer. ................................... 78
Figura 6.18. Conteo Celular. Izquierda: Límite superior e izquierdo deben contabilizarse.
Límite inferior o derecho no se contabilizan. Derecha: Recuento con alta concentración
celular. [75]...................................................................................................................... 79
Figura 6.19. Muestra de un conteo celular. ..................................................................... 79
Figura 6.20. Procedimiento del ensayo CellTiter-Glo® Luminescent Cell Viability Assay.
........................................................................................................................................ 81
Figura 6.21. Reacción de la luciferasa en presencia de ATP y oxígeno. [76] ................... 81
Figura 6.22. Preparación y uso de CellTiter-Glo® Reagent. [76] .................................... 83
Figura 7.1. Perfiles de la superficie de los anillos antes y después de cada prueba de
desgaste para la obtención del Ra. .................................................................................... 85
Figura 7.2. Cambio de rugosidad de la superficie de los anillos de CoCrMo. ................... 85
Figura 7.3. Desgaste adhesivo generado en dos superficies en contacto provocando las
partículas de desgaste. [78] .............................................................................................. 86
Figura 7.4. Masa perdida de los bloques de UHMWPE en presencia de diferentes
lubricantes. La flecha roja indica masa perdida y la flecha verde masa ganada. ................ 87
Figura 7.5. Masa perdida de los anillos de CoCrMo en presencia de diferentes lubricantes.
........................................................................................................................................ 88
Figura 7.6. PEG actuando como plastificante y formando tribofilm en conjunto con HNTs
sobre la superficie del bloque de UHMWPE. ................................................................... 88
Figura 7.7. Representación de llenado de valles por parte de HNTs en la superficie de
CoCrMo. .......................................................................................................................... 89
Figura 7.8. Coeficiente de fricción presentado en el sistema tribológico. ......................... 90
Figura 7.9.Comportamiento de los HNTs entre las superficies en contacto. [85] .............. 90
Figura 7.10. Desplazamiento presentado en el sistema tribológico................................... 91

12 Índice de Figuras
Figura 7.11. Ensayo de proliferación celular con tratamientos de PEG y PEG-HNTs
(TMPS) a 24, 48 y 72 horas.............................................................................................. 92
Figura 7.12. Ensayo de proliferación celular con tratamiento a base de PEG-HNTs en
diferentes concentraciones por 24 horas. .......................................................................... 93

13 Índice de Tablas
Índice de Tablas
Tabla 2.1.Propiedades de metales y aleaciones utilizadas en implantes quirúrgicos [7]. .... 22
Tabla 2.2. Propiedades de biopolímeros. [7] ..................................................................... 23
Tabla 2.3 Propiedades de cerámicos inertes utilizados como biomateriales. [7] ................ 25
Tabla 2.4 Propiedades mecánicas de biomateriales ortopédicos de mayor uso. [7] ............ 25
Tabla 4.1. Aplicaciones de nanotecnología en el sector farmacéutico y médico. [40] ........ 43
Tabla 5.1 Propiedades del polietileno según su peso molecular. [62] ................................ 56
Tabla 5.2 Composición bioquímica de líquido sinovial y suero bovino [65] ..................... 59
Tabla 6.1 Tabla de experimentación. ................................................................................ 62
Tabla 6.2 Distribución de células en placa de 96 pocillos. ................................................ 72

14 Introducción general
1 Introducción general
1.1 Planteamiento del problema y justificación.
El movimiento constante entre los pares de fricción de la prótesis de rodilla genera un
desgaste considerable como se puede apreciar en la Figura 1.1. Y a su vez crea partículas de
desgaste que causan inflamación, pérdida ósea, falla del implante y cirugías de revisión [1],
como se observa en la Figura 1.2. Los pacientes que necesitan implantes son cada vez más
jóvenes, por lo que requieren materiales que cuenten con un mejor desempeño, ya que la
duración de articulaciones artificiales se ha estimado entre 10 y 15 años [2]. Sin embargo,
este tiempo de vida útil se puede ver reducido a 2 años debido a una mala selección de
materiales [3].
Teniendo en cuenta lo mencionado, es necesario incrementar las propiedades tribológicas
de materiales utilizados en el remplazo de articulaciones de rodilla, principalmente la
resistencia al desgaste.
Figura 1.1. Desgaste presente en uno de los materiales de la prótesis de rodilla. [4]

15 Introducción general
Figura 1.2. Daño presente en rodilla por la presencia de partículas de desgaste que causan inflamación,
pérdida ósea y falla del implante. [4]
1.2 Organización cliente
Para la realización de este proyecto, el área de ciencias de la salud y el departamento de
ingeniería de la Universidad de Monterrey, trabajaron en colaboración con la Facultad de
Ingeniería Mecánica de la Universidad Autónoma de Nuevo León y el Tecnológico de
Monterrey.
1.3 Objetivos
1.3.1 Objetivo general
Determinar la resistencia al desgaste del par de fricción CoCrMo - UHMWPE
(aleación a base de Cobalto - polietileno de ultra alto peso molecular) en prótesis de
rodilla con aplicación de lubricantes biocompatibles.
1.3.2 Objetivos específicos
Determinar los parámetros adecuados para realización de pruebas tribológicas.
Determinar la resistencia al desgaste de materiales con lubricantes.
Analizar la superficie y rugosidad de las muestras usadas.
Analizar proliferación celular en presencia de lubricantes.

16 Introducción general
1.4 Impacto
El impacto de este proyecto es mejorar el desempeño tribológico de la prótesis de rodilla a
través del uso de lubricantes biocompatibles, con el propósito de disminuir las partículas de
desgaste logrando así incrementar la vida útil de la prótesis y evitar una segunda operación.
1.5 Alcances
El presente trabajo tiene como alcance la preparación de un artículo técnico para su posible
publicación en una revista indexada, así como la preparación de una ponencia para un
congreso nacional y/o internacional.
1.6 Metodología de investigación
Para la realización de la investigación se llevaron a cabo los siguientes pasos:
Investigación del estado de arte.
La selección de materiales a utilizar.
La obtención de parámetros para las pruebas de desgaste.
La realización de las pruebas de desgaste y de rugosidad.
La realización de las pruebas de proliferación celular.
El análisis de resultados.
Conclusiones y trabajo futuro.

17 Biomateriales para aplicaciones ortopédicas
2 Biomateriales para aplicaciones ortopédicas
2.1 ¿Qué son los biomateriales?
Un biomaterial puede definirse como cualquier material utilizado en dispositivos para
reemplazar una parte anatómica, así como alguna función de manera segura, económica y
fisiológicamente aceptable debido a que se encontrará en contacto con sistemas biológicos
[5]. Los dispositivos utilizados en el campo de la ortopedia comúnmente son llamados
implantes [6]. De esta manera, el campo de los biomateriales tiene un gran impacto en la
salud humana y se han utilizado en aplicaciones como prótesis cardiovasculares,
ortopédicas, dentales, oftalmológicas, entre otras, así como en cirugía reconstructiva,
suturas, bioadhesivos y dispositivos con liberación controlada de fármacos [7].
2.2 Interacción con el cuerpo humano.
Es importante destacar que el éxito de un biomaterial o un implante depende de ciertos
factores: las propiedades y biocompatibilidad del implante, la condición de salud de quien
recibe el implante y las habilidades del cirujano que implanta y monitorea el progreso[5].
2.2.1 Biocompatibilidad
La biocompatibilidad es una de las principales características con las que deben
contar los dispositivos médicos aplicados en el área ortopédica. Esto significa que el
implante no debe afectar local ni sistémicamente al ambiente con el que interactúa
[6]. Lo anterior significa que el biomaterial no debe ser tóxico, alergénico,
trombogénico, antigénico ni carcinógeno. Sin embargo, éste puede ser inerte o
activar tejidos, pero no debe ocasionar cambios perjudiciales en el sistema biológico
con el que se encuentren en contacto [8]. En la Figura 2.1 se pueden observar
algunos aspectos que se ven involucrados en la biocompatibilidad.

18 Biomateriales para aplicaciones ortopédicas
Figura 2.1. Ilustración esquemática de la biocompatibilidad [5].
2.2.2 Propiedades físicas y mecánicas de biomateriales.
Cada biomaterial debe contar con ciertas propiedades dependiendo de su aplicación,
como lo son la resistencia a la tracción, la fuerza de cedencia, el módulo elástico, la
resistencia a la fatiga y a la corrosión, el acabado de superficie, la dureza, resistencia
al desgaste y la porosidad [6]. Además, el biomaterial debe resistir fuerzas
mecánicas, bioquímicas y químicas inducidas por el cuerpo humano [8].
2.2.3 Estabilidad mecánica y biológica.
El cirujano tiene un papel importante, ya que deberá lograr la estabilidad
biomecánica del implante, mientras que el cuerpo humano se encargará de la
estabilidad biológica [6].

19 Biomateriales para aplicaciones ortopédicas
2.2.4 Resistencia a la corrosión.
Representa un aspecto muy importante a tomar en cuenta, debido a que puede
ocasionar la liberación de iones que afectan de manera local y sistémica al ambiente
en el que se encuentren, principalmente con el uso de implantes metálicos [6].
2.2.5 Resistencia al desgaste y aflojamiento del implante.
El desgaste del implante, así como su aflojamiento son causas de falla que deben
considerarse, principalmente cuando se trata de dispositivos a largo plazo [6].
2.3 Tipos de biomateriales para aplicaciones ortopédicas.
Es de gran importancia entender las propiedades de los biomateriales utilizados en el área
de la ingeniería biomédica, así como su configuración estructural y su interacción con
tejidos, sangre y fluidos intracelulares y extracelulares del cuerpo humano [6]. Los
principales biomateriales utilizados se han clasificado dentro de tres categorías: biometales,
biopolímeros y biocerámicos [5], y cada grupo cuenta con determinadas ventajas,
desventajas y aplicaciones, las cuales se mencionarán a continuación.
2.3.1 Biometales
Debido a que la principal función de los huesos largos consiste en el soporte de
cargas, los primeros materiales utilizados para reemplazar articulaciones fueron de
origen metálico. Su aplicación en este tipo de función se debe a su alta resistencia a
la tracción, ductilidad, resistencia a la fractura, dureza y resistencia a la corrosión
[7]. Sin embargo, los biometales presentan ciertas desventajas ya que son propensos
a corroerse y cuentan con densidades altas. Debido a estas propiedades, se han
utilizado en aplicaciones como remplazo de articulaciones, implantes dentales,
marcapasos y placas y tornillos para fijación de fracturas [5] [8].

20 Biomateriales para aplicaciones ortopédicas
2.3.1.1 Titanio (Ti) y sus aleaciones
La adición de distintos elementos da lugar a aleaciones con distintas estructuras
debido a la estabilización de ciertas fases, y de igual manera se llegan a mejorar las
propiedades mecánicas del Ti puro (ASTM F67). El Ti y sus aleaciones cuentan con
una capa estable de óxido (TiO2) en la superficie, presentan buena
biocompatibilidad, resistencia a la corrosión y a la fatiga, así como bajo módulo
elástico en comparación con el acero inoxidable y aleaciones de CoCrMo. La
aleación mayormente utilizada en aplicaciones médicas es Ti6Al4V (ASTM F136).
Sin embargo, el Ti tiene un costo muy alto debido a su método de procesamiento, y
sus aleaciones cuentan con una resistencia al desgaste baja [8]. Otra desventaja del
uso de esta aleación es la liberación de Al, que provoca efectos epilépticos y
Alzhimer, y V, que también resulta muy tóxico [9]. Una de las aplicaciones
ortopédicas del Ti son las barras de fijación intramedulares, y se puede observar en
la Figura 2.2.
Figura 2.2. Proceso de sanación de fractura de hueso 22 semanas después de cirugía (la flecha muestra la
formación del callo) [10]
2.3.1.2 Acero inoxidable
Los aceros inoxidables se encuentran clasificados dentro de tres categorías:
austeníticos, martensíticos y ferríticos, dependiendo de sus fases estructurales.
Una de las principales características de estos biometales es su resistencia a la
corrosión debido al alto porcentaje de Cromo (Cr) con el que cuentan (mínimo 12%
de Cr) [6], lo que permite la formación de una capa de óxido en la superficie del

21 Biomateriales para aplicaciones ortopédicas
material (Cr2O3), previniendo así la presencia de corrosión. Dicha composición de
elementos también le brinda al acero inoxidable una alta resistencia y es
químicamente inerte.
Para aplicaciones médicas, el acero inoxidable de grado médico que más se utiliza
es el acero austenítico 316L (ASTM F138). Su bajo porcentaje de Carbón (C)
reduce la formación de carburos de cromo en los límites de grano, minimizando así
la corrosión in vivo. Su costo y su forma de procesar, convierten al acero inoxidable
316L es una buena opción para implantes con distintas formas, así como con un
rango de propiedades mecánicas. Sin embargo, dicho material es propenso a la
corrosión bajo ambientes de alto estrés, y combinado esto con su alto módulo, son
utilizados en dispositivos temporales [8]. También puede liberar iones de Níquel
(Ni) y Cr debido a la corrosión, y los cuales son tóxicos, generando problemas en la
piel y daños en el sistema nervioso central, respectivamente [9]. El acero inoxidable
316L es utilizado en fijación de fracturas a través de clavos como se muestra en la
Figura 2.3
Figura 2.3. Fractura de cadera fijada con clavos de acero inoxidable grado médico [11]
2.3.1.3 Aleaciones a base de Cobalto (Co)
Las aleaciones a base de Co cuentan con buena resistencia al desgaste y a la fatiga.
Existen dos tipos de implantes a base de Co: aleaciones CoCrMo por colado,
utilizadas principalmente en aplicaciones dentales y componentes de articulaciones,
y aleaciones CoNiCrMo y CoCrWNi por forjado en caliente, aplicadas en vástagos
para prótesis de cadera o rodilla, como se muestra en la Figura 2.4. Sin embargo, la
aleación a base de Co más utilizada en aplicaciones médicas es CoCrMo (ASTM

22 Biomateriales para aplicaciones ortopédicas
F75) [8], la cual fue utilizada en el presente trabajo y cuyas propiedades se
mencionan en el capítulo 5. Una de las desventajas de utilizar esta aleación es la
liberación de iones tóxicos de Cr y Co, que provocan daños en el sistema nervioso
central y anemia, respectivamente [9]. En la sección 2.4, se hablará más a detalle
sobre los efectos toxicológicos de dichos elementos. En la Tabla 2.1 se muestran
algunas propiedades mecánicas de materiales metálicos y sus respectivas aleaciones.
Figura 2.4. Cabezas femorales y copas acetabulares para prótesis de cadera de CoCr [12]
Tabla 2.1.Propiedades de metales y aleaciones utilizadas en implantes quirúrgicos [7].
2.3.2 Biopolímeros
Los biomateriales poliméricos son materiales orgánicos que forman largas cadenas
conformadas por unidades repetitivas y son extensamente utilizados en
componentes para remplazo de articulaciones [6]. Dichos polímeros cuentan con
una fuerza mecánica baja y se deforman y degradan con el tiempo. Son materiales
elásticos con densidades bajas (<2.2 g.cm-3
), buena biocompatibilidad y fáciles de

23 Biomateriales para aplicaciones ortopédicas
manufacturar. Representan la categoría de biomateriales más amplia y se sintetizan
o derivan de fuentes naturales [8]. Uno de los polímeros más utilizado en remplazo
de articulaciones es UHMWPE [6]. A continuación, se presentan dos polímeros con
aplicación ortopédica.
2.3.2.1 Polietileno de ultra alto peso molecular (UHMWPE)
El UHMWPE es un polímero cristalino (cristalinidad >80%) con un peso molecular
mayor a 2 x 106 g.mol
-1. Es muy utilizado en componentes ortopédicos ya que es
químicamente inerte, presenta una limitada reacción tisular, es bioestable, cuenta
con una alta dureza y buena resistencia al desgaste y a la fatiga [8]. Se hablará más
sobre este biopolímero en el capítulo 5.
2.3.2.2 Polimetilmetacrilato (PMMA)
Los poliacrilatos son utilizados en un amplio rango de aplicaciones biomédicas
debido a su buena procesabilidad y maquinabilidad. En cuanto a sus aplicaciones
ortopédicas, éstas consisten en la fijación de prótesis, así como prótesis dentales y
maxilofaciales. Una de sus ventajas como cemento para huesos es que puede
prepararse a temperatura ambiente y brinda una interface segura entre el hueso y el
implante [8]. En la
Tabla 2.2 se comparan algunas propiedades de biopolímeros.
Tabla 2.2. Propiedades de biopolímeros. [7]

24 Biomateriales para aplicaciones ortopédicas
2.3.3 Biocerámicos
Son materiales policristalinos conformados mayormente por elementos metálicos y
no metálicos y generalmente cuentan con enlaces iónicos o iónicos con algunos
covalentes. Sus principales características son la dureza y la fragilidad, algunas otras
se pueden apreciar en la Tabla 2.3 Trabajan principalmente bajo fuerzas de
compresión y los principales cerámicos con aplicación ortopédica son: Alúmina
(Al2O3) y Zirconia (ZrO2), utilizados en componentes acetabular y femoral [6]. Son
cerámicos bioinertes químicamente estables y cuya liberación de sustancias hacia
los tejidos es baja. No son tóxicos y presentan buena biocompatibilidad [8].
2.3.3.1 Alúmina
La alúmina cuenta con granos muy finos (<4𝜇m) y es químicamente puro con poca
cantidad de impurezas en las fronteras de grano. Debido a su pureza y alta
resistencia a la corrosión, cuenta con estabilidad a largo plazo y es utilizado en
implantes dentales. También tiene una alta fuerza mecánica y alta dureza, así como
un buen acabado superficial y bajo coeficiente de fricción. Sin embargo, su alto
módulo elástico provoca atrofia ósea y desprendimiento del implante, y su costo de
manufactura es muy elevado [8].
2.3.3.2 Zirconia
Su principal desventaja es el bajo módulo elástico. Sin embargo, puede existir en
distintas fases (monoclínica, tetragonal y cúbica), lo cual permite mejorar la dureza
y fuerza del material. La adición de óxidos (CaO, MgO y Y2O3) le brindan
estabilización y previene cambios en el volumen del material y agrietamiento en los
cambios de fase. En comparación con la alúmina, la zirconia en fase tetragonal y
con adición de Y2O3, cuenta con casi el doble de resistencia a la fractura, así como
un menor coeficiente de fricción y tamaño de grano más fino, lo que lo convierte en
un candidato para remplazar a la alúmina en aplicaciones ortopédicas o dentales. Sin
embargo, puede estar sujeto a degradación al encontrarse en ambientes acuosos [8].

25 Biomateriales para aplicaciones ortopédicas
Tabla 2.3 Propiedades de cerámicos inertes utilizados como biomateriales. [7]
Por último, es importante tomar en cuenta las propiedades mecánicas de los biomateriales,
ya que éstas deben encontrarse en algún rango similar a las del sistema biológico con el que
estarán en contacto o reemplazarán. En la Tabla 2.4 se muestran algunas propiedades
mecánicas de materiales aplicados en el área ortopédica comparados con las del hueso.
Tabla 2.4 Propiedades mecánicas de biomateriales ortopédicos de mayor uso. [7]

26 Biomateriales para aplicaciones ortopédicas
2.4 Respuesta del cuerpo a implantes
La fractura por fatiga y el desgaste se identifican como dos de los mayores problemas
asociados a la falla de implantes, siendo muy común la presencia de corrosión por fatiga y
desgaste, así como agrietamiento ocasionado por estrés. Cabe destacar que se considera de
gran importancia la respuesta del tejido hacia las partículas de desgaste generadas por los
procesos de fatiga. Generalmente, dichas partículas dan lugar a una respuesta inflamatoria e
inmunológica por parte del cuerpo humano. Esta respuesta provoca el inicio de procesos de
coagulación y que leucocitos, macrófagos, y en casos más severos, células gigantes, se
dirijan hacia las partículas de desgaste, generando problemas interfaciales entre el implante
y el tejido en contacto[12]
Asumiendo que las partículas generadas no son tóxicas, las células intentarían digerir los
cuerpos extraños y eliminarlos a través del sistema circulatorio o linfático. Sin embargo, de
no ser posible, el cuerpo intentará aislar las partículas y formará una cápsula fibrosa, lo cual
es de gran preocupación ya que la fuerza de la interface entre el implante y el tejido
disminuirá drásticamente. Esto da lugar a un micro-movimiento y aumenta la posibilidad de
presentar corrosión por fatiga, finalizando en la falla del implante [12]. En la Figura 2.5, se
puede observar una ilustración esquemática de una sección de un biometal deformado, así
como las interacciones entre la superficie del material y el ambiente fisiológico.
Figura 2.5. Respuesta del tejido en contacto con un implante metálico deformado bajo cargas cíclicas [12]

27 Biomateriales para aplicaciones ortopédicas
Se mencionó anteriormente que, debido al desgaste de los materiales y la formación de
partículas de desgaste, ciertos iones pueden ser liberados dentro del cuerpo humano,
generalmente Cr y Co. Los efectos adversos del Cr en la salud dependen principalmente del
estado de valencia al momento de la exposición. El Cr (III) presenta un papel importante en
la regulación del metabolismo de la glucosa y en el metabolismo lipídico. Sin embargo, el
Cr hexavalente (VI) trae consigo consecuencias negativas en la salud humana, ya que puede
generar un debilitamiento del sistema inmune, así como efectos cancerígenos [13] [14]. El
Cr (VI) también puede inducir cambios en los valores de hemoglobina y hematocrito,
efectos negativos en las células reproductivas, entre otros [15]. En la Figura 2.6 se puede
observar una reacción de hipersensibilidad causada por partículas de desgaste, lo cual
afecta la salud de la persona y puede ocasionar un aflojamiento del implante y cirugía de
revisión.
Figura 2.6. Reacción celular de linfocitos debido a la presencia de iones tóxicos en el sistema y acumulación
de macrófagos conteniendo partículas metálicas [14]

28 Biotribología
3 Biotribología
3.1 ¿Qué es tribología?
La palabra tribología proviene de los términos griegos tribos, que significa frotamiento o
deslizamiento y logía que significa ciencia [16]. Por lo cual Tribología es la ciencia o
técnica que estudia la interacción que hay entre dos o más superficies que se encuentran en
movimiento y los problemas que esto conlleva, por ejemplo la fricción, el desgaste, la
adhesión y la lubricación [17].
Con la tribología se puede llegar a analizar la fricción y sus efectos relacionados, como el
desgaste, de igual manera se analizan los métodos o técnicas de cómo prevenirlos, como los
sistemas de lubricación, selección de materiales o el diseño de la maquinaria [16]. Dichos
métodos se pueden observar en la Figura 3.1.
Figura 3.1. Métodos para prevenir la fricción y sus efectos. [18]
Si bien para el análisis y estudio de los movimientos mecánicos de los seres vivos, así como
sus fenómenos implicados tales como el desgaste o la fricción en las articulaciones, es
necesario hacer uso de la tribología. Al realizar un análisis más exacto y claro enfocado en
los seres vivos se le denomina Biotribología [19], en otras palabras, la biotribología es

29 Biotribología
usada para explicar y definir todos los aspectos de la tribología asociados a los sistemas
biológicos [20], como se puede ver en la Figura 3.2.
Algunos ejemplos más usuales de la tribología aplicada a los sistemas biológicos son el
desgaste en prótesis dentales, lentes de contacto, lubricación y desgaste en válvulas
cardiacas, desgaste en tornillos y placas de fijación. Sin embargo, es principalmente
aplicada para el estudio de la lubricación sinovial en las articulaciones humanas como
también en la lubricación de las articulaciones artificiales o prostéticas [20].
Figura 3.2. Comparación de una articulación sinovial y un cojinete liso. [21]
3.2 Sistema tribológico
El término sistema tribológico es el más usado dentro de los estudios de desgate y fricción.
Éste se identifica como un par mecánico que se caracteriza por varios parámetros como lo
son las formas geométricas de las superficies que se encuentran en contacto y las
propiedades de cada uno de los materiales presentes en el sistema. Es decir, los cuerpos
sólidos, el lubricante y el medio circundante; las velocidades, la carga y la fuerza de
fricción a las que están expuestas los cuerpos en contacto [4].

30 Biotribología
3.3 Fundamentos de la tribología
La tribología se centra en tres fenómenos principales que se presentan en la vida de los
elementos de las máquinas; la fricción que se genera entre dos sólidos en contacto que se
encuentran en movimiento, el desgaste que consiste en la pérdida de material de cualquiera
de los sólidos como resultado de lo anterior, y la lubricación que tiene como objetivo
minimizar o evitar a los otros fenómenos [17].
3.3.1 Fricción
La fricción se da a entender como la fuerza tangencial de resistencia a un movimiento
relativo de dos superficies en contacto. En otras palabras, la fricción es la resistencia de un
cuerpo al movimiento con respecto a otro [22]. Al tallar o frotar un cuerpo contra otro, se
genera una resistencia al deslizamiento lo que genera una fuerza de oposición a este
movimiento, mejor conocida como fuerza de fricción [17].
La fricción se encuentra presente en casi todo lo que nos rodea, y es debido a que, a escala
microscópica ninguna superficie de un sólido es completamente lisa. Por mínimo que sea,
todas llegan a presentar asperezas que logran interferir en el movimiento de las dos
superficies que entran en contacto, ya que no lo hacen con toda el área aparente de
contacto, sino con el contacto de estas asperezas la cual se le denomina el área real de
contacto[23][17]. En la Figura 3.3 se pueden observar estas asperezas que se encuentran en
los materiales supuestamente lisos.

31 Biotribología
Figura 3.3. Asperezas microscópicas de dos cuerpos aparentemente lisos.[17]
3.3.1.1 Tipos de Fuerza de Fricción
Existen dos tipos de fricción; la primera es la fuerza de fricción estática, que se hace
presente entre dos objetos que no están en movimiento y es necesaria para iniciarlo,
y la segunda es la cinética o dinámica, que es la fuerza requerida para mantener a
dos objetos en movimiento [22]. De igual manera, existen dos coeficientes de
fricción, el estático y el dinámico, que representan la oposición al deslizamiento que
generan las superficies de los cuerpos en contacto y dependen del material de cada
cuerpo u objeto[17][24]. Algunos ejemplos de coeficientes de fricción entre dos
materiales se pueden observar en la Figura 3.4.

32 Biotribología
Figura 3.4. Ejemplos de coeficientes de fricción entre dos materiales.[17]
3.3.2 Desgaste
El desgaste puede definirse como el daño en la superficie de dos cuerpos por el rozamiento
entre éstos, y se genera a causa de la interacción de la rugosidad de sus caras, dando como
resultado la pérdida de material. Al igual que la fatiga y la corrosión, ésta es una de las
maneras de degradación de los materiales de un sistema, máquina o equipo [25][17].
3.3.2.1 Tipos de Desgaste
Existen diferentes tipos de desgaste, de los cuales se han identificado algunos de los
que se presentan en las articulaciones sinoviales, los cuales de definirán a
continuación.

33 Biotribología
Desgaste por adherencia. Éste ocurre cuando las superficies interactúan
directamente con las de otra bajo una presión, ocasionando que las asperezas
se adhieren y se desgarren unas con otras, causando el desprendimiento de
partículas [26], como se muestra en la Figura 3.5.
Figura 3.5. Desprendimiento de partículas entre dos materiales. [27]
Desgaste por abrasión. Éste se genera por la presencia de partículas
extrañas, entre las superficies en movimiento, de igual o mayor dureza de los
materiales que están en uso [26]. Estas partículas pueden estar deslizándose
entre las dos superficies (Ver (b) Figura 3.6) o inclusive se pueden llegar a
incrustar a ellas (Ver (a) Figura 3.6), actuando como una herramienta de
corte y generando pérdida de material de la otra superficie[17].
Figura 3.6. Desgaste abrasivo a) a de los cuerpos y b) a tres cuerpos. [28]
Desgaste por fatiga. Ésta forma de desgaste se reserva únicamente para las
fallas en casos de rodamientos de bolas, rodillo, engranes, levas, etcétera
[29]. Esto es a causa de los esfuerzos cíclicos de tensión, compresión y
esfuerzos cortantes sobre una superficie, como los que se presentan en

34 Biotribología
algunas articulaciones del cuerpo. Esto genera profundas grietas de fatiga
dando como consecuencia la aparición de picaduras y escamas [26], como se
puede apreciar en la Figura 3.7.
Figura 3.7. Etapas del desgaste por fatiga. [29]
3.3.2.2 Problemas ocasionados por el desgaste.
El desgaste no solo genera una pérdida de material, sino que también implica
grandes complicaciones en el sistema, ya que se reduce la vida útil de las partes de
éste. Lo que significa un mayor consumo de piezas y reparaciones si se trata de
dentaduras, o en casos extremos más cirugías, generando mayores problemas.
3.3.3 Lubricación
La lubricación tiene como propósito separar dos superficies en contacto, a través de
una película fluida que soporte o sea resistente a la presión ejercida en ellas. Lo
anterior permite evitar que se produzca un daño, haciendo que el rozamiento entre sus
rugosidades sea el mínimo posible y no lleguen a romperse ni soldarse [30] [17],
como se puede ver en la Figura 3.8. Asimismo, ésta reduce la fricción e impide el
desgaste de las piezas, brinda un sistema de enfriamiento, limpia y aísla los
componentes de contaminantes y mejora la eficiencia de las piezas y la máquina[30]

35 Biotribología
Figura 3.8. Diferencia entre dos superficies en contacto con y sin lubricante. [31]
Dependiendo de las condiciones de trabajo de las piezas, como por ejemplo la
temperatura, la velocidad, la fuerza aplicada, etcétera; se aplicara el tipo de lubricante
que cumpla con las condiciones, en la mayoría de los casos estos suelen ser aceites,
sin embargo estos pueden ser gaseosos como el aire; los líquidos que por lo general
son los aceites; semi-sólidos como las grasas o sólidos como talco o grafito[16].
3.3.3.1 Tipos de lubricación
Hay cuatro tipos básicos de lubricación: límite, hidrodinámica, elasto-hidrodinámica
y mixta. Sin embargo, el tipo de lubricación necesario para cada sistema se determina
a través de la relación de sus componentes y las condiciones de trabajo de éstos,
como la carga, la presión y la velocidad. De igual manera, se toma en cuenta la
viscosidad del lubricante, entre otros factores [30]. A continuación, se explicará cada
una de los tipos de lubricación.
La lubricación límite o seca, ocurre cuando la velocidad y la temperatura de
trabajo son bajas, por lo cual la película de lubricante es muy delgada,
ocasionando un contacto parcial entre las rugosidades de los materiales. El
espesor de la película varía entre 1 y 10nm, dependiendo del tamaño
molecular del lubricante, y los resultados de ésta son insignificantes[16].

36 Biotribología
La lubricación hidrodinámica, se da cuando se genera un incremento en la
velocidad; creando una película de lubricante gruesa y fluida. Esto logra
prevenir que las superficies entren en contacto, evitando la fricción y
creando una alta resistencia al desgaste entre ellas[17].
La lubricación elasto-hidrodinamíca, se presenta en mecanismos donde las
rugosidades de las superficies en contacto empiezan a trabajar
entrelazadamente y nunca llegan a separarse debido a que éstas se deforman
elásticamente por la presión del lubricante que comienza a hacerse más
viscoso. Este tipo de lubricación es muy similar al de límite, sin embargo
éste llega a soportar cargas mayores y genera una elevada resistencia al
desgaste[16].
La lubricación mixta, como su nombre lo indica, es una combinación entre
las películas de límite y las hidrodinámicas, donde en algunas zonas las
rugosidades de las superficies entran en contacto, creando una película de
lubricación de límite. Y en otras partes, éstas se encuentran separadas
creando una película hidrodinámica [30].
Para tener más claro estos tipos de lubricación, se muestran en la Figura 3.9. En
el inciso a) se muestra la lubricación límite, en el b) se representa la lubricación
mixta, donde la masa principal del lubricante como la película límite tienen una
función; y por último el inciso c) muestra la hidrodinámica, donde las superficies
están separadas por la masa principal de la película lubricante.

37 Biotribología
Figura 3.9. Tipos de lubricación a) lubricación límite, b) lubricación mixta y c) lubricación
hidrodinámica. [16]
Si bien dentro de las articulaciones sinoviales, uno de los temas más importantes es la
lubricación debido a que ésta llega a desarrollar un papel esencial. Se encarga
principalmente de la protección del cartílago, así como de otras estructuras
importantes como se explica en la sección 5.1.3. Dentro de este tipo de articulaciones
se llegan a presentar la lubricación hidrodinámica, la elasto-hidrodinámica y por
último la mixta, debido a las diferentes cargas, presiones y velocidades presentes en
la rodilla, como se explica en la sección 5.1.2.
3.3.3.2 Viscosidad
La resistencia del fluido a moverse libremente, es mejor conocida como la viscosidad
de un fluido, por lo cual es una de las propiedades más importantes en un lubricante.
a) b) c)

38 Biotribología
Como ya se mencionó anteriormente, es de suma importancia que los lubricantes
tengan una viscosidad adecuada dependiendo de las condiciones de trabajo a las que
estarán expuestas las superficies de las piezas; ya que ésta es responsable de la
formación y espesor de la película de lubricación, y asimismo del desgaste presente
[30].
3.4 Tribofilm
Un tribofilm es uno de los muchos fenómenos importantes generados en un proceso de
deslizamiento. Es una delgada capa sólida, la cual está adherida a una de las superficies
desgastadas de los cuerpos, sin embargo su composición química, su estructura y el
comportamiento tribológico es diferente [32]. Estas capas trabajan como un tercer cuerpo e
influyen en el control de la fricción y el desgaste, bajo condiciones de cargas pesadas y
temperaturas elevadas. Funcionan como barreras térmicas y llevan a cabo algunas
funciones de lubricación mejorando el rendimiento del sistema tribológico [33], como se
puede observar en la Figura 3.10.
Figura 3.10.Ejemplificación de un Tribofilm. [34]

39 Biotribología
El espesor del tribofilm puede ir aumentando con el paso del tiempo del ensayo, debido a la
redeposición del material, el cual se encuentra como partículas de desgaste, o bien por
alguna reacción con el medio en el que se encuentran los materiales, esto durante el
contacto de las superficies. Sin embargo, ésta dejará de aumentar hasta que alcance el límite
de incrustabilidad del material usado [35].
3.4.1 Clasificación de Tribofilms
Los tribofilms pueden ser clasificados de acuerdo a su proceso de generación, es
decir, por mecanismos térmicos, mecánicos, químicos, oxidación, transformaciones
de fase o recristalización, los cuáles no solamente son generadas por el par de
superficies en contacto, sino también el entorno que rodea a éstas [32]. Sin
embargo, hoy en día no se tiene claro cuáles son los mecanismos más relevantes que
los crean [36].
Los tribofilms se clasifican en cuatro tipos. El primer tipo se genera a partir del
desgaste de las superficies del par en deslizamiento, debido a que hay una unión de
enlaces de los materiales, ya sean enlaces metálicos, iónicos o covalentes, lo que
provoca un incremento en el coeficiente de fricción[32]. El segundo tipo se genera a
partir del desgaste del material más blando o bien de los constituyentes del
lubricante o del material compuesto. El tercer tipo contiene una composición
química y/o una estructura cristalina diferente a la de las superficies desgastadas, a
consecuencia de cualquiera de las reacciones químicas o transformación de fase que
pueda tener alguno de los materiales[32] [33]. Por último, el cuarto tipo de tribofilm
se da como resultado de reacciones químicas entre las partículas de desgaste, las
superficies desgastadas y al ambiente donde se encuentra el par. Este tipo es uno de
los más populares dentro de un sistema tribológico, ya que la mayoría están
expuestos a ambientes que contienen agentes químicamente reactivos, como el
oxígeno, la humedad, el agua, componentes del lubricante u otros [32] [33].

40 Biotribología
3.5 Rugosidad
La rugosidad de una superficie se refiere a las irregularidades o asperezas que se presentan
en un material a escala microscópica (ver Figura 3.11), las cuales son provocadas por la
herramienta de corte en el proceso de producción [37].
Figura 3.11. Irregularidades de la superficie de un material.[37]
Como ya se había mencionado anteriormente en la sección 3.3.1, la rugosidad de los
materiales son las responsables de generar la fricción entre dos superficies que entran en
contacto. En ocasiones esta condición es indeseable, ya que a menor rugosidad el material
mejora su apariencia, aumenta el brillo y lo más importante disminuye su fricción y el
desgaste de la superficie al estar en contacto con otra. Sin embargo, en otras ocasiones se
requiere incrementar las rugosidades de las superficies con el fin de que éstas brinden
mayor fricción, la cual permite sujetar un objeto sin que se resbale. Por ejemplo, la
rugosidad de la suela de los zapatos que favorece la fricción entre el suelo, mejorando el
agarre y el avance al caminar[37]
Asimismo, la rugosidad es importante en el factor biológico, ya que ésta afecta a escala
molecular, la manera en que las bacterias se adhieren a las superficies de los biomateriales,
lo que evita problemas de infección. Por ejemplo en los materiales dentales, los cuales se

41 Biotribología
desean con la menor rugosidad para evitar la acumulación bacteriana, mejor conocida como
placa dental[37]
3.5.1 Medición de rugosidad
El método más usado hoy en día, para medir la rugosidad de las superficies se basa
en el análisis y toma de datos de perfiles de alturas a través de un rugosímetro o
perfilómetro, como se puede ver en la Figura 3.12. Estos datos requieren ser
analizados estadísticamente, lo que permitirá obtener parámetros como la rugosidad
promedio y la rugosidad rms [37].
Figura 3.12. Análisis de datos de los perfiles de alturas en una superficie. [38]

42 Nanotecnología
4 Nanotecnología
4.1 ¿Qué es la nanotecnología?
La nanotecnología se deriva del prefijo griego nano que significa enano y es el estudio de
los sistemas, ciencias o tecnologías en donde se controlan materiales o dispositivos en
escala nanométrica [1]. Un nanómetro equivale a la billonésima parte de un metro (10-9
metros) y lo que lo hace especial es su escala a nivel de átomos y moléculas en donde se
pueden influenciar propiedades mecánicas, térmicas, ópticas, eléctricas, entre otras. En la
Figura 4.1 se pueden observar ejemplos en diferentes escalas nanométricas [2] [3].
Figura 4.1. Algunos ejemplos en diferentes escalas manométricas. [1]
4.2 Aplicaciones de la nanotecnología
Con ayuda de la nanotecnología se pueden crear nuevos materiales y sustancias con
propiedades únicas y a la vez útiles en distintas áreas como: medicina, medio ambiente,
energía, electrónica, construcción, industria de alimentos, entre otras. En la Tabla 4.1 se
observan distintas aplicaciones de nanotecnología en el sector farmacéutico y médico. [39]
[40]

43 Nanotecnología
Tabla 4.1. Aplicaciones de nanotecnología en el sector farmacéutico y médico [40]
4.3 Nanomateriales y nanopartículas
Dentro del área de la nanotecnología, se derivan los nanomateriales y nanopartículas. Los
nanomateriales pueden ser cerámicos, metálicos, polímeros, semiconductores o
combinaciones de éstos. Se considera nano material cuando sus dimensiones están dentro
del rango de uno a cien nanómetros y sus propiedades son modificadas a nivel molecular y
atómico [41]. Los nanomateriales se clasifican según el número de dimensiones
nanométricas que tienen (como se observa en la Figura 4.2):
1. Materiales de dimensión cero: nanopartículas.
2. Materiales de una dimensión nanométrica: nanotubos y nanoalambres.

44 Nanotecnología
3. Materiales de dos dimensiones: tienen tamaño indefinido y tienen un espesor entre 1
a 100nm, por ejemplo, las películas delgadas.
4. Materiales de tres dimensiones: sólidos tridimensionales están formados por
unidades nanométricas [42]
Figura 4.2. Clasificación de nanomateriales: a) 0-D, nanopartículas de oro; b) 1-D, fibras poliméricas; c) 2-
D, películas poliméricas y d) 3-D, superred obtenida por autoensamblaje de nanopartículas de oro. [42]
Por otro lado, las nanopartículas son aquellas partículas de tamaño nanómetro,
específicamente entre 1 a 50nm, que presentan diferentes propiedades físicas y químicas a
las de su material en escala mayor o centímetros. Las nanopartículas se clasifican en:
semiconductores, metálicos y otros [43] [41].
Las primeras se refieren a las partículas que son desarrolladas a partir de oxígeno y un
precursor metálico, comúnmente entre los elementos del grupo III y V o elementos del
grupo IV y VI de la tabla periódica. Cuando las partículas semiconductoras son expuestas a
luz ultravioleta, éstas absorben la luz y la envían a una longitud de onda diferente, esta
propiedad es llamada fotoluminiscencia. Gracias a esta propiedad, las nanopartículas
semiconductoras tienen aplicación en el marcaje y detección biológica [39] [43]
Las nanopartículas metálicas tienen la propiedad de resonancia plasmónica, gracias a que
tienen varios electrones libres confinados en un espacio reducido. Esta propiedad permite el
cambio de color por la oscilación de los electrones al interactuar con la luz siempre y
cuando las nanopartículas sean mayor a 50nm, ya que de lo contrario éstas presentan dureza
extrema [43].

45 Nanotecnología
Los otros tipos de nanopartículas que existen pueden ser de uso magnético y/o dieléctrico
para incrementar la calidad de imágenes en diagnóstico médico [39]
4.4 Nanolubricantes y nanofluidos
La nanolubricación ha evolucionado a lo largo de los años en busca de mejorar propiedades
como: la resistencia al desgaste, llenado de superficies desgastadas, la fricción, reducción a
carga, etcétera. Como se mencionó en la sección 3.3.3, los lubricantes se utilizan para
separar dos superficies en contacto que resiste a la presión ejercida entre éstas. Los
nanolubricantes tienen el mismo fin pero se les añade nanopartículas para poder mejorar
sus propiedades y ser aplicadas a más áreas, por ejemplo la biomedicina o sector salud [44]
[45]. Existen distintos tipo de nanolubricantes [46] :
Nanolubricantes con base carbono
Nanolubricantes hechos de metal
Nanolubricantes sólidos base boro
Por otro lado, los nanofluidos son sistemas bifásicos en donde la fase sólida está en otra
fase líquida. Los nanofluidos tienen propiedades termofísicas como: viscosidad, difusión y
conducción térmica, las cuales incrementan, en comparación a fluidos comunes, gracias a
las nanopartículas que se le adicionan, como se puede apreciar en la Figura 4.3. Algunos
factores que ayudan a determinar la conductividad térmica en los nanofluidos son: tamaño
de las partículas, la temperatura, la dispersión y la estabilidad. Algunas ventajas de los
nanofluidos son [39] [47]:
Mayor superficie de transferencia de calor entre las partículas y fluidos.
Alta estabilidad de la dispersión de partículas predominantes.
Reducción de potencia de bombeo para lograr intensificación de transferencia de
calor.
Reducción de obstrucción de partículas.
Propiedades ajustables como conductividad térmica y humectación de superficie.

46 Nanotecnología
Figura 4.3. Ejemplo de nanofluido con nanopartículas y estabilizador [11]
4.4.1 Aplicaciones de los nanolubricantes y nanofluidos
Los nanofluidos tienen distintas aplicaciones hoy en día, entre ellas están las aplicaciones
de transferencia de calor, automotriz, electrónicas y biomédicas. Dentro de las aplicaciones
biomédicas, los nanofluidos se pueden utilizar para el tratamiento de cáncer con
nanofluidos magnéticos los cuales son utilizados para guiar a las partículas a un tumor con
imanes por el torrente sanguíneo. El nanofluido magnético ayudará a disminuir los efectos
secundarios del tratamiento de cáncer ya que éstos no dañarán a tejidos sanos cercanos.
Otra aplicación biomédica de los nanofluidos es en la nanocriocirugía. Esta cirugía utiliza
congelamiento para destruir tejidos no deseados. Las nanopartículas con alta conductividad
térmica pueden reducir la temperatura final e incrementar al máximo el grado de
congelación en la nanocriocirugía [47] [45].
Otra de las aplicaciones de los nanolubricantes es el remplazo del líquido sinovial en las
articulaciones del cuerpo humano, aplicación la cual no ha sido muy investigada ni
desarrollada, ya que la mayoría de los estudios, como se menciona en la sección 5.4,
utilizan lubricantes con composición química similar a la del líquido sinovial. Es
importante continuar con el desarrollo de nuevos nanolubricantes biocompatibles que
permitan disminuir el desgaste de los materiales utilizados en el reemplazo de
articulaciones, lo cual es uno de los objetivos de este trabajo. A continuación, se hablará
específicamente de la articulación de la rodilla y el remplazo de ésta.

47 Prótesis de Rodilla
5 Prótesis de Rodilla
5.1 La rodilla
5.1.1 Articulación de la Rodilla
Anatómicamente, la rodilla está conformada por tres huesos, el fémur, la tibia y la rótula.
Asimismo contiene ligamentos que brindan estabilidad y funcionamiento a la rodilla, así
como meniscos que son estructuras fibrocartilaginosas y ayudan a la transmisión de cargas
y a la absorción de impactos [48]. Dicha anatomía se puede ver en la Figura 5.1. Sin
embargo la rodilla suele ser propensa a lesiones y vulnerable al desarrollo de artrosis [4].
Figura 5.1.Anatomía de la rodilla. [49]
La rodilla es la articulación más grande del cuerpo y una de las más complejas. Es una
articulación de tipo sinovial (ver Figura 5.2), es decir, que está rodeada en una cápsula que
contiene líquido sinovial que funciona como un lubricante natural [48]. En la sección 5.1.3
se hablará más acerca de esta lubricación.

48 Prótesis de Rodilla
Figura 5.2. Localización de la cápsula y el líquido sinovial.[19]
5.1.2 Biomecánica de la Rodilla
La función mecánica principal de las articulaciones es permitir el movimiento y
soportar cargas a las que se expone el cuerpo [50]. La rodilla cuenta con dos grados
de libertad de movimiento, es decir, genera dos movimientos, el primero es la
flexión y extensión (ver Figura 5.3), y el segundo, aunque es muy limitado y solo se
presenta cuando la rodilla se encuentra en flexión, es la rotación interna y externa
(ver Figura 5.4) con cierto ángulo cada uno[48].
Figura 5.3. Movimientos de flexión y extensión en la rodilla.[51]

49 Prótesis de Rodilla
Figura 5.4. Movimientos rotación interna con un ángulo de 30° y rotación externa con un ángulo de
40° en la rodilla. [52]
Asimismo, la rodilla es una de las principales articulaciones que se encuentran
sometidas a cargas muy elevadas, derivadas de la fuerza de reacción que genera el
suelo en el pie (ver Figura 5.5 ) a ciertas velocidades por actividades físicas como
caminar, correr, subir y bajar escaleras, entre otras [50]. Sin embargo, esta fuerza de
reacción no solamente genera cargas en la rodilla, sino también produce presiones
muy grandes en ellas. Por ejemplo, al caminar a una velocidad lineal de 1.15m/s
aproximadamente[53], la carga a la que se somete la rodilla es de 1 a 3 veces el peso
corporal de la persona generando una presión de 100-500kPa [50] [54]. Ahora bien,
si el sujeto se encuentra trotando o corriendo a una velocidad lineal de 5.5m/s
aproximadamente [53], la carga que se produce llega a ser de 4 a 6 veces el peso
corporal de la persona lo cual puede generar presiones mayores de 500kPa dentro de
la rodilla [54] [21].

50 Prótesis de Rodilla
Figura 5.5. Representación de las fuerzas actuantes en la rodilla; a) carga generada, b) fuerza de
reacción y c) fuerza producida por el músculo. [50]
5.1.3 Lubricación en la rodilla
Dentro de las articulaciones normales y sanas, existe una capa firme y elástica que
recubre los extremos de cada hueso, llamada cartílago. Éste brinda una superficie lisa
y lubricada que permite el movimiento suave de las articulaciones [4]. Bajo
condiciones normales el cartílago ayuda a reservar y formar una capa de fluido que
ayuda a reducir la fricción entre los huesos de la rodilla. Este fluido, mejor conocido
como líquido sinovial, es sintetizado por la membrana sinovial, la cual cubre a la
articulación de la rodilla [21], como se puede ver en la Figura 5.6 .
a)
b)
c)

51 Prótesis de Rodilla
Figura 5.6. Representación de las partes lubricantes de la rodilla.[55]
El líquido sinovial es una sustancia de apariencia transparente o amarillo claro, suele
ser viscoso debido a la presencia de ácido hialurónico y cuenta con una densidad
aproximada de 1,010 g/ml [56].
El líquido sinovial presente en una rodilla es de 0.1 a 3.5 ml aproximadamente,
contribuye a la lubricación y reduce la fricción. Ayuda a amortiguar impactos que se
generan en los huesos de la rodilla al llevar a cabo actividades físicas, ya que genera
como un cojinete entre éstos (ver la Figura 5.7). Otra de las funciones de este líquido
es la aportación de oxígeno y nutrientes para el cartílago y otras partes de la
articulación, que permite el buen funcionamiento de ésta y evita la artrosis [38] [56].

52 Prótesis de Rodilla
Figura 5.7. Radiografía de la rodilla donde se puede apreciar el cojinete creado por el líquido
sinovial. [57]
5.2 Causas del reemplazo total de rodilla
Cuando la articulación es saludable se mueve con suavidad y facilidad permitiendo caminar
correr y voltear sin ningún dolor; esto gracias al cartílago que protege a los huesos. Sin
embargo, si éste se llega a dañar se pueden sufrir daños estructurales, desgastando el
cartílago y ocasionando osteoartritis o artrosis (ver Figura 5.8), lo que provoca dolores
intensos y rigidez en las articulaciones. Al principio, esta enfermedad puede ser tratada con
inyecciones de ácido hialurónico principalmente, para lubricar las articulaciones. Sin
embargo, a medida que la enfermedad empeora, el cartílago desaparece y los huesos
comienzan a rozar ente sí lo que conlleva a una cirugía de reemplazo total de rodilla [58]
[59], como se puede apreciar en la Figura 5.9.

53 Prótesis de Rodilla
Figura 5.8. Fotografías de un cartílago normal, así como la de un cartílago desgastado. [58]
Figura 5.9. a) Rodilla con daños estructurales en los meniscos, cartílago y parte de los huesos y b)
implante de rodilla para reparar los daños. [49]
A pesar de que la osteoartritis es una de las primeras causas del reemplazo total de rodilla,
existen otras enfermedades que con llevan a esto. Por ejemplo, la artritis reumatoide, que
consta de la producción de anticuerpos contra el líquido sinovial lo que ocasiona una
reacción inflamatoria aguda, dañando el cartílago; o bien la artrosis post-traumática que se
a) b)

54 Prótesis de Rodilla
refiere al daño del cartílago por alguna lesión sufrida durante alguna actividad física o
accidente, acelerando el desgaste normal de éste [59].
5.3 Componentes y materiales de la prótesis de rodilla
Una prótesis total de rodilla generalmente está compuesta por 4 partes, como se puede ver
en la Figura 5.10. En la parte inferior del fémur y en la parte superior de la tibia se colocan
unas piezas metálicas. Para sustituir los meniscos se usa una pieza de UHMWPE, la cual es
colocada entre las dos piezas metálicas y toma la función del cartílago. Y por último, una
pieza de UHMWPE sustituye la rótula, sin embargo ésta no siempre es sustituida, ya que
depende del daño que esta parte presente [4].
Figura 5.10. Partes de una prótesis de rodilla. [4]
Los materiales más utilizados para la prótesis de rodilla son comúnmente aleaciones de Co
y de Ti (Ti6Al4V) para el componente femoral y tibial. El Ti cuenta con una ventaja sobre
el Co, ya que éste tiene un módulo de elasticidad más cercano al hueso y presenta mayor
biocompatibilidad. Sin embargo las aleaciones de Co, que se explicarán más a detalle en la
sección 5.3.1, poseen menor rugosidad en su superficie lo que ayuda a reducir el desgaste y

55 Prótesis de Rodilla
genera un mejor deslizamiento sobre el polietileno [60]. Para la parte que sustituye al
cartílago se usa UHMWPE, el cual facilita el movimiento entre la parte femoral y tibial.
5.3.1 Aleaciones a base de Cobalto
Las aleaciones a base de Co que predominan en la aplicación para implantes son:
CoCrMo (ASTM F75) y CoNiCrMo (ASTM F562). Otras aleaciones que han sido
aprobadas para su uso en implantes incluyen W o Fe y son CoCrNiW (ASTM F90)
y CoNiCrMoWFe (ASTM 563) [7].
Como ya se mencionó, la aleación CoCrMo (ASTM F75) es la más utilizada en
aplicaciones médicas. Cuenta con una alta resistencia a la corrosión debido al alto
contenido de cromo (27-30%), lo cual da lugar a la presencia de una capa de
pasivación (Cr2O3) en la superficie del implante. Ahora bien, debido a su estructura
cuenta con regiones ricas en Cr, Mo y C, que intervienen en la formación de
carburos, principalmente de Cr (Cr23C6). Dichos carburos se deben también a la alta
concentración de C (0.35%), y se ven endurecidos al encontrarse bajo cargas,
brindándole así al material una alta resistencia al desgaste. Por último, la adición de
Mo (5-7%) ayuda a reducir el tamaño de grano y así obtener mayor dureza y
resistencia. Cabe destacar que las aleaciones CoCrMo son los biometales más
resistentes y duros [8].
5.3.2 UHMWPE
El polietileno es un polímero formado por cadenas lineales del monómero etileno o
eteno, unidos por enlaces covalentes. La longitud de las cadenas y el peso molecular
dependen del grado de polimerización. De esta manera, el polietileno de grado
quirúrgico o UHMWPE tiene un grado de polimerización de n=70,000-200-000 y
un peso molecular de 2.9-5 x 106 g.mol-1
. La estructura del UHMWPE presenta 3
fases simultáneas, cuyos cambios de cristalinidad modifican las propiedades de
deformación en tracción, la resistencia a la tracción y el alargamiento antes de la
rotura [61]

56 Prótesis de Rodilla
El UHMWPE tiene un peso molecular 10 veces más alto que los polietilenos de alta
densidad (HDPE), de igual manera cuenta con mejores propiedades, las cuales se
muestran en la Tabla 5.1. El UHMWPE tiene excelentes propiedades mecánicas
tales como la alta resistencia al desgaste, gran resistencia al impacto, resistencia a
ataques químicos, dureza y un bajo coeficiente de fricción. Debido a estas
propiedades especiales, este material polimérico es utilizado en aplicaciones de alto
rendimiento, tal como es el caso de la prótesis de rodilla [44]
Tabla 5.1 Propiedades del polietileno según su peso molecular.[62]
5.4 Avances tecnológicos en la prótesis de rodilla
Las aleaciones a base de Co han arrojado buenos resultados en aplicaciones biomédicas,
principalmente en el reemplazo de articulaciones de rodilla y cadera, siendo la aleación
CoCrMo (ASTM F75) una de las más comunes. En cuanto a las prótesis de rodilla,
actualmente se utilizan pares metal-polímero, es decir, CoCrMo con UHMWPE. Dicho
metal cuenta con una alta resistencia al desgaste debido a la formación de carburos y es
resistente a la corrosión gracias a la formación de una capa de pasivación [63]. Sin
embargo, a pesar de las buenas propiedades mecánicas de ambos materiales, uno de los
principales problemas de la prótesis de rodilla es el desgaste que se produce en el
UHMWPE. Lo anterior genera la necesidad de disminuir la presencia de partículas de
desgaste con el paso del tiempo, lo que implica una segunda cirugía [60].

57 Prótesis de Rodilla
Actualmente existen trabajos de investigación cuyo fin es incrementar la resistencia al
desgaste entre los componentes de la prótesis de rodilla a través de recubrimientos como
por ejemplo, el uso de una monocapa de TiN y una multicapa y superlattice de TiN y CrN.
En este trabajo realizado por Gallegos-Cantú et al. [64], se implementó el uso de capas de
TiN / CrN en escala nanométrica, las cuales fueron depositadas por medio de la técnica de
pulverización catódica reactiva utilizando dos tipos de sustratos de discos: Co-Cr (ASTM
F75) y aleaciones Co-Cr + 1 wt% B. Además de las pruebas de desgaste, se utilizaron
microscopía óptica y electrónica de barrido para analizar los resultados sobre los
mecanismos de desgaste implicados. Como resultado se obtuvo que los recubrimientos
aumentaron el endurecimiento de la superficie siendo la monocapa de TiN el más duro,
seguido por el sistema de superlattice y finalmente el sistema de varias capas. Asimismo, la
monocapa de TiN y multicapas y superlattice de TiN / CrN exhibieron menor coeficiente de
fricción con respecto a las condiciones de con y sin contenido de boro. Por último, se
observó que la estabilidad de los coeficientes de fricción depende de la resistencia a la
adherencia de los revestimientos.
En otro trabajo de investigación realizado por Ching et al. [2], se utilizaron
recubrimientos a base de diamond-like carbon, graphite-like carbon, Tantalio (Ta) y TiN
para mejorar propiedades de fricción y desgaste en articulaciones artificiales. En dicho
estudio, los recubrimientos de Ta mostraron los mejores resultados en cuanto a desgaste
comparados con el resto de las muestras. Sin embargo, los autores mencionan que la
mayoría de los estudios presentan números de ciclo muy bajos, por lo que es importante
seguir mejorando las pruebas de desgaste para lograr simular el comportamiento in vivo.
Otra manera de reducir las partículas de desgaste es a través del uso de lubricantes. Con
el fin de simular las condiciones reales de la articulación de rodilla, Aurora et al. [65]
llevaron a cabo un estudio donde se investigó el comportamiento del ácido hialurónico
(HA) y suero bovino (BS), utilizados como lubricantes para aumentar la resistencia a la
fatiga del UHMWPE. Como grupo de control se utilizó BS, y el resto de los lubricantes
consistieron de una combinación de HA y SB en concentraciones de 2.22, 1.55 y 1.5 g/l.
Dichas concentraciones ocasionaron un aumento en la viscosidad del lubricante, parecido a
la del líquido sinovial dañado y periprotésico. Como resultado se obtuvo un retardo en la

58 Prótesis de Rodilla
iniciación y crecimiento de grietas durante las pruebas de fatiga con el uso de los
lubricantes que contenían HA y SB.
De igual manera, DesJardins et al. [66] realizaron un estudio de investigación sobre el
desgaste de materiales en remplazo total de rodilla y utilizaron CoCr y UHMWPE como
par de fricción. En dicho estudio se pusieron a prueba dos lubricantes: BS y BS con adición
de HA (BS+HA) en una concentración de 1.5 g/l. Los resultados de las pruebas de desgaste
indicaron que el UHMWPE presentó una reducción de 85.5% en el desgaste en presencia
del lubricante de BS, comparado con el lubricante de BS+HA. También se observó mayor
presencia de corrosión por picaduras y rugosidad superficial en los componentes de CoCr
cuando el lubricante BS+HA se puso a prueba. Dicha corrosión se puede observar en la
Figura 5.11 y Figura 5.12, donde se muestran imágenes topográficas de la superficie del
componente metálico. Cabe destacar la deficiencia en el uso de suero bovino como
lubricante, comparado con el líquido sinovial debido a que no contiene ácido hialurónico.
La composición de dichos fluidos se puede observar en la Tabla 5.2.
Figura 5.11. Corrosión por picadura en componente de CoCr después de 2 millones de ciclos en
prueba de desgaste con lubricante BS+HA. [66]

59 Prótesis de Rodilla
Figura 5.12. Corrosión por picadura en componente de CoCr después de 2 millones de ciclos en
prueba de desgaste con lubricante BS. [66]
Tabla 5.2 Composición bioquímica de líquido sinovial y suero bovino [65]

60 Prótesis de Rodilla
Por último, el Kobayashi et al. [63] , proponen el uso de Polietilenglicol (PEG) como
lubricante para mejorar la resistencia al desgaste del tribopar CoCrMo-UHMWPE aplicado
en articulación artificial de rodilla. Este lubricante mostró buenos resultados en relación
con el volumen de desgaste y la superficie desgastada del UHMWPE que se puso a prueba,
como se puede observar en la Figura 5.13 y la Figura 5.14. Este estudio demuestra que el
lubricante PEG puede ser usado como un suplemento viscoso intra-articular, debido a que
tiene un gran potencial para prevenir el desgaste del UHMWPE, contribuyendo a la
prolongación de vida de la prótesis total de rodilla.
Figura 5.13. Imágenes del SEM de la superficie del UHMWPE con cada lubricante, en una prueba de
fricción bajo una carga de 200N. a) PEG, b) Líquido sinovial y c) PEG y líquido sinovial. [63]
Figura 5.14. Imágenes del SEM de la superficie del UHMWPE con cada lubricante, en una prueba de
fricción bajo una cargar de 500N. a) PEG, b) Líquido sinovial y c) PEG y líquido sinovial. [63]

61 Metodología de investigación
6 Metodología de investigación
6.1 Materiales
Para la selección de los materiales a utilizar, se realizó un análisis previo de los
antecedentes generales de las prótesis de rodilla, así como los nuevos avances que se han
desarrollado para dicha aplicación, esto a través de artículos técnicos y publicaciones en
revistas. De esta manera se seleccionaron los materiales y lubricantes biocompatibles con el
fin de mejorar la resistencia al desgaste entre el par de CoCrMo con UHMWPE.
Los anillos de CoCrMo (ASTM F75) fueron obtenidos por fundición y manufacturados
por el Dr. Marco Hernández de la Universidad Autónoma de Nuevo León (UANL). Éstos
cuentan con un diámetro de 35mm y un ancho de 8.7mm, como específica la norma ASTM
G77-98 que es usada en las pruebas block on ring. Asimismo el UHMWPE fue adquirido
en La Paloma Compañía de Metales S.A. de C.V.; el cual posteriormente fue maquinado
para manufacturar los bloques usados en la prueba de desgaste con las siguientes
dimensiones: 6.35 mm x 10.2 mm x 15.8 mm (ASTM G77-98) y con la geometría
correspondiente a la prueba de toda el área de contacto, como se puede apreciar en la
Figura 6.1.
Figura 6.1. Muestras de los anillos de CoCrMo (ASTM F75) y los bloques de UHMWPE.

62 Metodología de investigación
Los tres lubricantes usados (Figura 6.2) en las pruebas de tribología fueron la solución
de Hartmann, PEG y un nanolubricante conformado por HNTs (0.05 wt. %) dispersos en
PEG por un ultrasonificador de branson (PEG-HNTs), como se muestra en la Tabla 6.1. La
solución de Hartmann fue obtenida de Pisa Farmacéutica © y es mejor conocida como
solución lactato de Ringer Hartmann Braun. Es una solución isotónica, es decir, que
pertenece al grupo de los electrolitos y es utilizada como vehículo o soporte de fármacos
compatibles, para restablecer el fluido extracelular o bien para la reposición de volumen a
corto plazo[67]. Por otro lado, el Polietilenglicol 600 (PEG) y los nanotubos de halloysita
(HNTs) fueron adquiridos de Sigma Aldrich.
Tabla 6.1 Tabla de experimentación.
El PEG es un polímero compuesto de unidades repetitivas de etileno glicol y se utiliza
en aplicaciones, tales como lubricantes, adhesivos y cosméticos. También se ha utilizado
como formulaciones farmacéuticas, proteínas de cristalización y fusión de células [63]. La
estructura molecular del PEG se muestra en la Figura 6.3. Los HNTs son unidimensionales
con estructura hueca y nanotubular (Ver la Figura 6.4), adecuados para los polímeros
debido a su estructura en forma de barra y las actividades químicas.

63 Metodología de investigación
Figura 6.2. Lubricantes usados en las pruebas de tribología fueron la solución de Hartmann, el PEG y
HNTs (0.05 wt. %) para el nanolubricante.
Figura 6.3.Estructura molecular del PEG.[63]

64 Metodología de investigación
Figura 6.4.Estructura molecular y física de los nanotubos de Halloysita.[68]
6.2 Caracterización de materiales
6.2.1 Pruebas tribológicas
Se realizaron pruebas para determinar la resistencia al desgaste del par de fricción
CoCrMo-UHMWPE a través de la prueba tribológica Block-on-Ring (máquina T-05), la
cual se muestra en la Figura 6.5. Este método ayuda a determinar el desgaste por
deslizamiento de los materiales utilizando su geometría. Un ejemplar fijo se presiona con
una fuerza constante contra un anillo giratorio a 90º del eje del anillo de rotación, como se
puede observar en la Figura 6.6. La fricción entre las superficies de deslizamiento del
bloque y el anillo dan como resultado partículas de desgaste debido a la pérdida de material
de ambas piezas [6].

65 Metodología de investigación
Figura 6.5. Esquema de la prueba tribológica Block-on-Ring. [69]
Figura 6.6. Muestras de la prueba tribológica Block-on-Ring. [69]
Para llevar a cabo las pruebas de desgaste fue necesaria la obtención de algunos de los
parámetros que simularan las condiciones en las cuales los materiales serían usados, ya que
la prueba puede realizarse con diferentes cargas, velocidades y temperaturas. De igual
manera, se pueden utilizar diversos lubricantes. La norma no especifica parámetros de

66 Metodología de investigación
prueba tales como rpm, carga o duración de la prueba, pero las listas de parámetros típicos
de acuerdo con la norma ASTM G77-98 son:
Dimensiones del anillo 35 mm diámetro x 8.7 mm ancho
Dimensiones del bloque 6.35 mm x 10.2 mm x 15.8 mm
Carga Normal 134 N
Velocidad 180 rpm
Duración 30 min.
Sin embargo, para obtener los parámetros que simularan el funcionamiento de una prótesis
de rodilla, se llevaron a cabo pruebas iniciales para analizar el comportamiento de los
materiales, asimismo se revisó la literatura sobre la biomecánica de la rodilla, así como
parámetros utilizados anteriormente por otros autores. Finalmente se obtuvieron los
siguientes datos:
Carga Normal 500 N.
Velocidad 800 rpm.
Duración de cada prueba 36 horas (cada una dividida en 3 pruebas de 12 hrs, por
motivos de disponibilidad de la máquina)
Después de haber obtenido los parámetros se continuó con las pruebas de desgaste en la T-
05. En cada una de las pruebas fue necesario limpiar cuidadosamente todas las piezas
utilizadas a través de un baño de ultrasonido para evitar factores de contaminación en éstas.
Ya teniendo limpio todo, se procedió con el montaje del anillo, la roldana y la tuerca en el
eje de la máquina y asimismo el holder y el bloque es su lugar correspondiente. Después se
coloca la caja donde se vierte el lubricante para así poder continuar con los ajustes de los
sensores de desplazamiento y de fricción y activar la carga. Por último, se ajustaron los
parámetros dentro del software de la T-05 para así dar inicio a la prueba. En la Figura 6.7 se
puede apreciar el procedimiento descrito anteriormente.
Es importante mencionar que antes y después de cada prueba realizada se pesaron los
bloques de UHMWPE y de los anillos de CoCrMo en una báscula de precisión, como se
muestra en la Figura 6.8, para así llevar un registro detallado de los pesos y poder analizar
la masa perdida de ambos.

67 Metodología de investigación
Figura 6.7. Procedimiento para las pruebas de desgaste (Block on Ring).
Figura 6.8. Procedimiento de pesaje del par fricción antes y después de cada prueba de Block on Ring.
6.2.2 Rugosímetro
Para las pruebas y el análisis de la rugosidad de los materiales, se utilizó un microscopio
óptico 3D, el InfiniteFocusSL de la marca Alicona (ver en la Figura 6.9). Su principio de
funcionamiento consta de la combinación de la precisión de profundidad del foco del
68 Metodología de investigación
sistema óptico junto con la exploración vertical para proporcionar información topográfica
de las superficies de las muestras [70]. Este equipo se basa en cambios en el enfoque de la
luz monocromática, es decir, las diferencias de alturas de la superficie. Por lo tanto, para
cuantificar la rugosidad se utilizan las distribuciones de alturas de la superficie, las cuales
son promediados para obtener la rugosidad promedio (Ra), siendo ésta una de las técnicas
de no contacto [37].
Figura 6.9. Microscopio óptico InfiniteFocusSL. [70]
Para llevar a cabo estas pruebas fue necesario limpiar la superficie de cada uno de los
anillos, con el fin de evitar la presencia de partículas de contaminación que pudieran afectar
la imagen. Después se montó el anillo en la base del microscopio para así poder empezar a
tomar la imagen de su superficie. En cada toma de los diferentes anillos fue necesario hacer

69 Metodología de investigación
los ajustes del lente y también los ajustes de los focos LED para poder visualizar con
claridad las superficies de éstos, como se muestra en la Figura 6.10.
Figura 6.10. Superficie del anillo de CoCrMo a través de microscopio óptico 3D.
Después, con la ayuda del software del microscopio InfiniteFocusSL se crearon las
imágenes en 3D de las superficies de los anillos, como se muestra en la Figura 6.11, para
así poder generar las distribuciones de las alturas de éstas. Después de haber obtenido lo
anterior, se procedió con la toma de los diferentes perfiles de alturas de la superficie del
anillo de CoCrMo, para así poder generar el diagrama de los perfiles y analizar los datos,
con el fin de obtener el Ra de las superficies de cada uno, como se puede apreciar en la
Figura 6.12 y Figura 6.13.
La importancia del estudio de la rugosidad radica en que permite determinar los cambios
generados en la superficie de los anillos en presencia de distintos lubricantes. Esto ayuda a
comprobar los resultados obtenidos en cuanto a los cambios de masa y COF generados en
las pruebas de desgaste con la T-05.

70 Metodología de investigación
Figura 6.11. Superficie del anillo de CoCrMo en una imagen 3D.
Figura 6.12. Toma del Ra de la superficie del anillo de CoCrMo.

71 Metodología de investigación
Figura 6.13. Diagrama del análisis de datos de los perfiles de alturas de la superficie del anillo de CoCrMo
para la obtención del Ra.
6.2.3 Ensayo de proliferación celular
Un aspecto muy importante a tomar en cuenta al desarrollar nuevos lubricantes, destinados
a su uso dentro del cuerpo humano, es la reacción de los tejidos ante su presencia. Es decir,
investigar los efectos de lubricantes sobre determinados tipos celulares. Para este estudio,
tres protocolos fueron llevados a cabo: disgregación, conteo y proliferación celular. Se
explican de manera general a continuación.
La disgregación celular es realizada por métodos enzimáticos o mecánicos; se pierde la
interacción célula-célula y la interacción célula-matriz extracelular. A pesar de esto, las
células pueden proliferar y crecer de sobre manera [71]. El conteo celular es realizado en la
cámara de hematocitómetro o cámara de Neubauer en la cual se utiliza azul de tripano para
visualizar a las células muertas (el azul tripano tiene la capacidad de teñir a los tejidos y las
células muertas) y poder realizar un conteo de células más apropiado [72] [73]. La
proliferación celular es un parámetro que se utiliza para medir la salud de las células; es la
medida del número de células que se dividen en un cultivo. Para realizar la proliferación
celular, se siembran un número de células definidas en una gradilla y se enumeran las
colonias que son formadas durante el crecimiento [74], como se muestra en la Tabla 6.2.

72 Metodología de investigación
Tabla 6.2 Distribución de células en placa de 96 pocillos.
1 2 3 4 5 6 7 8 9 10 11 12
A C
on
tro
l cél
ula
s
Co
ntr
ol c
élu
las
PEG 600
HNTs (5 ul)
PEG 600
HNTs (10 ul)
PEG 600
HNTs (20 ul)
X X X X X X
Co
ntr
ol p
laca
B X X X X X X
C X X X X X X
D X X X X X X
E X X X X X X
F X X X X X X
G 100 k 50 k 25 k 12.5 k
H 6.25 k 3.125 k 1.56 k 0.78 k
Cabe destacar que, para llevar a cabo las pruebas de proliferación celular, se tomó en
cuenta un trabajo previo realizado en la Universidad de Monterrey. Dicho estudio consideró
una mezcla de HNTs y PEG modificada con trimetoxipropilsilano (TMPS) como posible
aplicación en remplazo de líquido sinovial. La adición de este último elemento se debió a
que podría representar una mejora en las propiedades tribológicas del lubricante. Se utilizó
la misma línea celular (C6 glioblastoma de rata), siendo sembrada con una densidad de
10,000 células por pozo. Sin embargo, el tratamiento con HNTs mencionado, fue aplicado
con una solución al 5% y el ensayo se dejó correr por 24, 48 y 72 horas.
Ahora bien, a diferencia del estudio mencionado, en el presente trabajo se midió la
viabilidad celular en presencia del lubricante PEG-HNTs, el cual no fue diluido, es decir, se
aplicó a manera de película. También el tiempo de prueba se disminuyó a 24 horas, debido
a que se pensó que, por ser más agresivo el tratamiento (película), sería un buen tiempo
para observar y medir resultados.
Para este estudio se utilizaron células de glioblastoma C6 de rata ya que son altamente
sensibles a los cambios de su entorno. Posteriormente, las células fueron cultivadas en
placas de Petri con medio celular DMEM a una temperatura de 37°C, las cuales se pueden
ver en la Figura 6.14. Se sembraron las células C6 en una placa de 96 pocillos a una
densidad de 30,000 células por pocillo. Después, se realizó un tratamiento con una solución
de 5µl, 10µl y 20µl de la mezcla de PEG y HNTs y se dejaron en reposo por 24 horas para
poder ser analizadas posteriormente.

73 Metodología de investigación
Figura 6.14. Células de glioblastoma C6 de rata observada a través de un microscopio óptico.
6.2.3.1 Disgregación celular.
Es importante tener en cuenta la seguridad biológica dentro del laboratorio. Es obligatorio
el lavado de manos después del trabajo de laboratorio para así evitar contaminación del
material biológico con el usuario. Todo el material biológico utilizado (incluyendo el
plástico desechable y vidrio), debe ser inactivado por hipoclorito o esterilizado antes de
tirarlo o deshacerse de él. Todas las mesas de trabajo y las campanas utilizadas con material
biológico deben ser descontaminadas antes y después de su uso [75].
A continuación, se muestran los pasos que se llevaron a cabo para realizar la disgregación
celular.
1. Limpiar la campana con SDS y E+OH
2. Introducir los siguientes componentes a la campana:
Medio celular (DMEM)
Tripsina
Pipeta (pipettor)
Pipetas de 5ml y 10ml
Vaso de precipitado (150ml) con cloro para los desechos

74 Metodología de investigación
Gradilla
Bolsa de tubos falcon de 15ml
Bolsa de petris de 10ml (cell treated)
Placa de 96 pocillos
3. Prender la centrífuga refrigerada a 4°C
4. Con una pipeta de 10ml, se remueve el medio celular y se vacía en el vaso de
precipitado. Es importante tirar la pipeta.
5. Agregar 4ml de tripsina con pipeta de 5ml y meter a la incubadora por dos minutos
y medio (2:30min). Se guarda la pipeta de 5ml.
6. Mientras son incubadas, sacar un tubo falcon de 15ml y una caja Petri de las bolsas
estériles. Resellar las bolsas con masking tape y sacar de la campana
7. Rotular las cajas Petri de la siguiente forma: Fecha/concentración/céulas C6/
iniciales de quien realizó el procedimiento/pasaje+1. Siempre revisar la caja de Petri
anterior.
8. Después de 2:30 minutos de incubación, sacar las células y moverlas orbitalmente
sobre la mesa hasta ver que se desprenden del fondo.
9. Poner E+OH a la base de la caja y volver a incubar por 2:30minutos más.
10. Sacar las células y meterlas a la campana
11. Con la misma pipeta de 5ml, remover la tripsina del Petri y vaciar en el tubo falcon
de 15ml.
12. Agregar 6ml de medio celular (DMEM) al Petri con una pipeta nueva de 10ml y
disgregar para atrapar las células restantes. Ese medio es agregado al tubo falcon de
15ml. No tirar la pipeta.
13. Centrifugar el tubo falcon a 1290 RPM x 10mm en la centrífuga. Es importante
poner un tubo falcon de contra peso.
14. Con la misma pipeta de 10ml, remover el medio de la campana cuidando dejar el
pellet de células en el tubo falcon. Es importante tirar el medio en el vaso de
desechos y tirar la pipeta.
15. Con una pipeta nueva de 10ml, agregar 10ml de medio celular al tubo falcon y
disgregar completamente el pellet. No tirar la pipeta.

75 Metodología de investigación
16. Centrifugar nuevamente a 1290 RPM x 10mm poniendo otro tubo falcon de
contrapeso.
17. Con la misma pipeta de 10ml, remover el medio de la campana cuidando dejar el
pellet de células en el tubo falcon. Es importante tirar el medio en el vaso de
desechos y tirar la pipeta.
18. Con una pipeta nueva de 10ml, agregar 10ml de medio al falcon y disgregar
completamente. Es muy importante que estén bien disgregadas y no tirar la pipeta.
19. Sembrar las células necesarias en el Petri (con la misma pipeta) dependiendo de
cuando deseen utilizarlas. Dentro de:
3 días = concentración 1:5 = 2ml
5 días = concentración 1:10 = 1ml
7 días = concentración 1:30 = 333µl
20. Agregar el medio correspondiente con una pipeta nueva para que el volumen final
sea de 7ml.
21. Sellar el medio celular y la tripsina con parafilm y almacenarlos a 4°C.
22. Sacar todos los componentes de la campana y limpiarla.
6.2.3.2 Conteo celular
Para el conteo celular, son requeridos los materiales que se muestran en la Figura 6.15 [76]:
a) Muestra celular a medir
b) Hematocitómetro o Cámara de Neubauer
c) Microscopio óptico
d) Cubre objetos
e) Pipeta o micropipeta con punta
f) Buffer o PBS

76 Metodología de investigación
Figura 6.15. Materiales para cámara Neubauer/ Hematocitómetro. [74]
La cámara de Neubauer o Hematocitómetro es una placa de cristal de 30 x 70 mm y 4mm
de grosor. Está dividida en tres partes y en la parte central es donde se realiza el conteo
celular con la ayuda de la retícula cuadrangular grabada. Ésta se divide en 25 cuadros
medianos de 0.2mm de lado y cada cuadro se subdivide en 16 cuadrados más pequeños. Por
lo tanto, el cuadrado central tiene 400 cuadrados pequeños (Figura 6.16) [76].
Figura 6.16. Detalle de la rejilla de la Cámara de Neubauer. [75]

77 Metodología de investigación
A continuación, se muestran los pasos a seguir para el conteo celular [76].
1. Preparación de la muestra: se prepara con una concentración adecuada para el
recuento. El rango normal para esta prueba es de 250,000 células a 2.5millones de
células por mililitro. La concentración óptima para conteo en hematocitómetro es de
1 millón de células por mililitro (ml); 106 células/ml [76]. Se le agrega la
concentración adecuada de azul tripán y se mezcla la suspensión celular con el azul
tripán de 5 a 8 veces por medio de pipeteo.
2. Introducción de la muestra en la Cámara de Neubauer: se toman 10µl de la mezcla
preparada en el paso anterior con la pipeta
2.1.Se coloca un cubreobjetos sobre la cámara de Neubauer.
2.2.Se introduce una punta desechable en el extremo de la pipeta, se ajusta (girando
el botón para seleccionar el volumen deseado) para succionar 10µl de líquido.
2.3.Se introduce la punta de la pipeta en la muestra
2.4.Se pulsa el pistón superior de la pipeta suavemente (hasta el tope)
2.5.Se saca la pipeta de la muestra y se lleva a la Cámara de Neubauer (se mantiene
en posición vertical)
2.6.Se coloca la punta de la pipeta en el borde del cubreobjetos, en el extremo de la
cámara de Neubauer.
2.7.Se suelta el pistón suavemente, supervisando que el líquido está entrando
correctamente y de forma uniforme en la cámara ( Figura 6.17). Al
terminar este paso, la cámara de Neubauer está lista para el recuento celular.

78 Metodología de investigación
Figura 6.17. Llenado del Hematocitómetro/Cámara de Neubauer.
2.8.Repetir el procedimiento sólo en caso de que aparezcan burbujas o el
cubreobjetos se haya movido [76] [73].
3. Preparación y Enfoque del Microscopio
3.1.Colocar la cámara de Neubauer en la bandeja del microscopio y fijarla en la
pinza de sujeción (opcional).
3.2.Encender la luz del microscopio y enfocarlo hasta que las células se vean
nítidas.
3.3.Buscar el primer cuadro donde vaya a realizarse el recuento y realizar el
recuento de células. Contar por separado las células azules (muertas) y las
células blancas (vivas) que son observadas en cada uno de los cuadros. Si las

79 Metodología de investigación
células tocan el límite superior o el límite izquierdo del cuadro, deben
contabilizarse. Pero si tocan el límite inferior o límite derecho, no se
contabilizan [76] [73]. En caso de que exista una alta concentración celular, se
cuenta en forma de zig-zag como se observa en la Figura 6.18, y en la Figura
6.19 se puede ver un ejemplo del uso del hematocitómetro para el conteo
celular.
Figura 6.18. Conteo Celular. Izquierda: Límite superior e izquierdo deben contabilizarse. Límite inferior o
derecho no se contabilizan. Derecha: Recuento con alta concentración celular. [75]
Figura 6.19. Muestra de un conteo celular.

80 Metodología de investigación
3.4.Anotar los resultados de cantidad de células que vamos obteniendo. Repetir el
proceso para el resto de los cuadrados [76].
4. Cálculo de la concentración. Para el cálculo de la concentración se realiza la
siguiente ecuación [76]:
𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 (𝑐𝑒𝑙
𝑚𝑙) =
𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑐é𝑙𝑢𝑙𝑎𝑠
𝑣𝑜𝑙𝑢𝑚𝑒𝑛 (𝑚𝑙)
En donde el número de células es la suma de todas las células contadas en los
cuadrados y el volumen es el volumen total de todos los cuadrados.
4.1.Para el recuento de los cuadros grandes, se utiliza la siguiente ecuación [76]:
𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 =𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑐é𝑙𝑢𝑙𝑎𝑠 𝑥 10,000
𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑐𝑢𝑎𝑑𝑟𝑜𝑠
Para esta prueba de conteo de células, existe un error del 20-30% por errores a la hora de
utilizar la pipeta, errores estadísticos en muestras poco representativas, por errores de
volumen de muestra, entre otras [76][73].
6.2.3.3 Ensayo de proliferación celular CellTiter-Glo® Luminescent Cell
Viability Assay
El método utilizado en este estudio es el CellTiter-Glo® Luminescent Cell Viability Assay,
que permite determinar el número de células basado en la cantidad de ATP presente, lo cual
es señal de existencia de células metabólicamente activas. El procedimiento de este ensayo,
mostrado en la Figura 6.20, implica la adición de un reactivo (CellTiter-Glo® Reagent)
directamente a las células cultivadas en un medio suplementado con suero. En este ensayo,
las células son lisadas y se genera una señal luminiscente proporcional a la cantidad de
ATP presente, la cual es directamente proporcional al número de células vivas. Por último,
dicho ensayo se basa en las propiedades de la luciferasa, que en presencia de ATP y
oxígeno, genera una señal luminiscente. Esta reacción se muestra en la Figura 6.21 [77]

81 Metodología de investigación
Figura 6.20. Procedimiento del ensayo CellTiter-Glo® Luminescent Cell Viability Assay.
Figura 6.21. Reacción de la luciferasa en presencia de ATP y oxígeno. [76]
Para la preparación del reactivo (CellTiter-Glo Reagent), se realizan los siguientes pasos
[77]:
1. Descongelar CellTiter-Glo Buffer y equilibrarla a temperatura ambiente antes de
utilizarla. Puede ser descongelada y almacenada a temperatura ambiente hasta 48
horas antes de su uso.
2. Equilibrar el substrato liofilizado CellTiter-Glo a temperatura ambiente antes de
utilizarlo.

82 Metodología de investigación
3. Transferir el volumen apropiado de CellTiter-Glo Buffer en la botella ámbar con el
Substrato CellTiter-Glo para reconstruir la mezcla enzima/substrato. Esto forma el
reactivo CellTiter-Glo (CellTiter-Glo Reagent).
4. Mezclar mediante agitación (suavemente) el contenido para obtener una solución
homogénea. Debe mezclarse fácilmente en menos de un minuto.
6.2.3.4 Protocolo para el ensayo de viabilidad celular [77].
1. Preparar la placa de 96 pocillos con células en un medio de cultivo, 100µl por
pocillo (en el caso de 96 pocillos). Es importante que las placas sean compatibles
con el luminómetro utilizado.
2. Preparar los pocillos que van a ser de control. Éstos contienen el medio sin células
para así poder obtener un valor de referencia a la luminiscencia.
3. Agregar el compuesto de ensayo a los pocillos experimentales. Incubarlos de
acuerdo al protocolo de cultivo celular.
4. Equilibrar la placa con el contenido a temperatura ambiente durante 30 minutos
aproximadamente.

83 Metodología de investigación
Figura 6.22. Preparación y uso de CellTiter-Glo® Reagent. [76]

84 Resultados
7 Resultados
Los resultados de la prueba de desgaste se presentarán como pérdida de masa en gramos,
tanto para el bloque como para el anillo. Además, se midió la profundidad de desgaste
dinámico, la fuerza de fricción y el coeficiente de fricción. De igual manera, se presentarán
los resultados obtenidos en el ensayo de proliferación celular mencionada para conocer el
comportamiento de las células en presencia de los lubricantes propuestos.
A continuación, se muestran los resultados obtenidos en las pruebas mencionadas, así como
los porcentajes de incremento en las propiedades medidas, para determinar qué lubricantes
presentaron un mejor comportamiento y aumentaron la resistencia al desgaste.
7.1 Rugosidad
Para el análisis de la rugosidad en la superficie de los anillos de CoCrMo se tomó una
imagen de cada una de las superficies de éstos, antes y después de haber completado las 36
horas de cada prueba de desgaste en la T-05. Dichas imágenes se muestran en la Figura 7.1.
Los resultados de este análisis se pueden apreciar en la Figura 7.2, donde muestra el cambio
de rugosidad de la superficie (∆𝜇).
Se observa que el mayor cambio de rugosidad en la superficie ocurrió en presencia de la
solución de Hartmann con un ∆Ra de 0.3121𝜇. Mientras que PEG y PEG-HNTs mostraron
cambios menores en la rugosidad de la superficie de los anillos de CoCrMo con un ∆Ra de
0.0243 y 0.0050𝜇, respectivamente. Estos resultados indican que los anillos con lubricantes
a base de PEG sufrieron un menor pulido a comparación de los anillos expuestos a la
solución de Hartmann, lo que genera una menor cantidad de partículas de desgaste
producidas, y por consecuencia, la resistencia al desgaste mejoró. En la Figura 7.3 se puede
observar una ejemplificación del comportamiento de la superficie del material en el proceso
de desgaste.

85 Resultados
Figura 7.1. Perfiles de la superficie de los anillos antes y después de cada prueba de desgaste para la
obtención del Ra.
Figura 7.2. Cambio de rugosidad de la superficie de los anillos de CoCrMo.
92%
98%

86 Resultados
Figura 7.3. Desgaste adhesivo generado en dos superficies en contacto provocando las partículas de
desgaste.[78]
7.2 Pérdida de masa
En la Figura 7.4 se muestran los resultados del cambio de masa en gramos de los bloques
de UHMWPE. Como se puede observar, el volumen de desgaste del bloque en presencia de
la solución de Hartmann aumentó hasta alcanzar 2.75 mg, siendo éste el lubricante que
generó mayor pérdida de material. A diferencia de los bloques utilizados con PEG y PEG-
HNTs, cuyas masas aumentaron 0.030 y 4.4 mg, respectivamente. Este incremento de masa
en los bloques de UHMWPE se debe a que el PEG se comportó como plastificante,
reforzando así al material [79] [80]. De igual manera, a dichos lubricantes se les atribuye la
formación de un tribofilm en la superficie del bloque, posiblemente a consecuencia de la
composición química de los materiales, así como las fuerzas de fricción en las superficies
en contacto [81] [82]. En la Figura 7.6 se puede ver una representación de la fusión del
PEG como plastificante y la creación de dicho tribofilm.
Asimismo, en la Figura 7.5 se muestran los resultados del cambio de masa de los anillos de
CoCrMo. La mayor pérdida de masa obtenida ocurrió en presencia de la solución de
Hartmann (3.47 mg). En cambio, con el uso de PEG y PEG-HNTs, la pérdida de masa de
los anillos fue menor, alcanzando 0.309 y 0.82 mg, respectivamente. Se sugiere que la
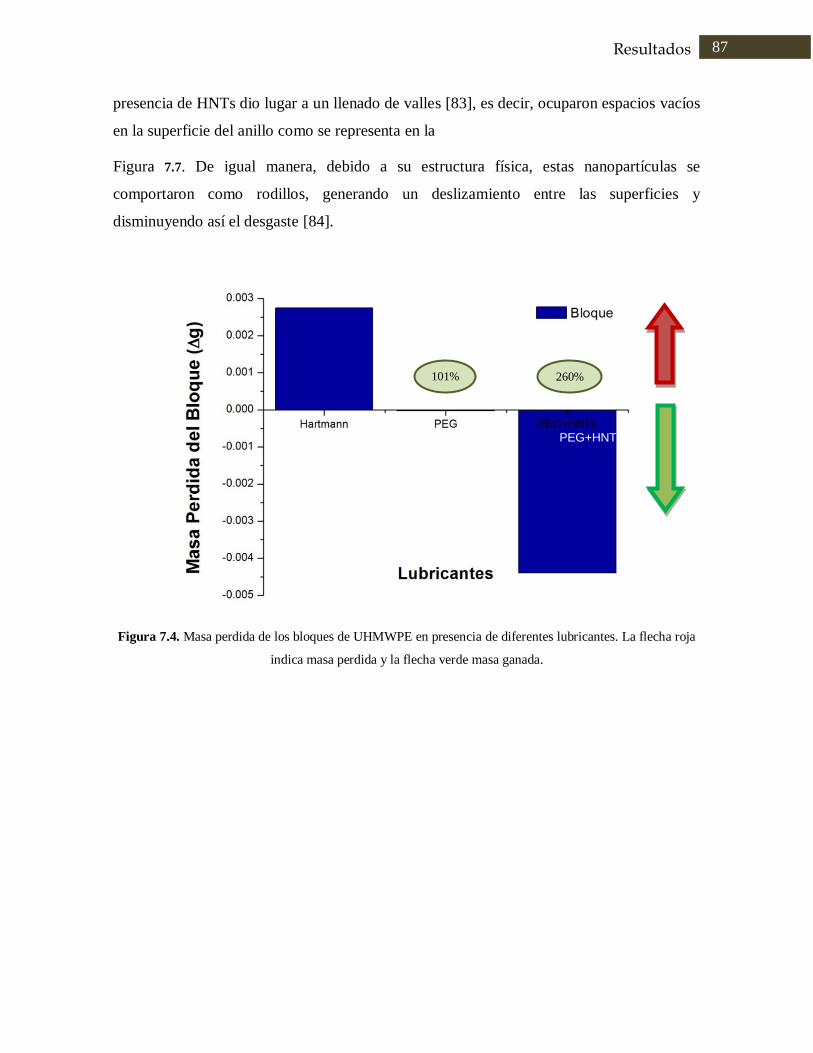
87 Resultados
presencia de HNTs dio lugar a un llenado de valles [83], es decir, ocuparon espacios vacíos
en la superficie del anillo como se representa en la
Figura 7.7. De igual manera, debido a su estructura física, estas nanopartículas se
comportaron como rodillos, generando un deslizamiento entre las superficies y
disminuyendo así el desgaste [84].
Figura 7.4. Masa perdida de los bloques de UHMWPE en presencia de diferentes lubricantes. La flecha roja
indica masa perdida y la flecha verde masa ganada.
PEG+HNTs
101% 260%

88 Resultados
Figura 7.5. Masa perdida de los anillos de CoCrMo en presencia de diferentes lubricantes.
Figura 7.6. PEG actuando como plastificante y formando tribofilm en conjunto con HNTs sobre la superficie
del bloque de UHMWPE.
91%
76%

89 Resultados
Figura 7.7. Representación de llenado de valles por parte de HNTs en la superficie de CoCrMo.
7.3 Coeficiente de fricción
Los resultados del coeficiente de fricción se muestran en la Figura 7.8. Se observa cómo el
COF disminuye en presencia del PEG y PEG-HNTs, comparado con la solución de
Hartmann. Estos resultados indican que al disminuir el COF, las fuerzas de fricción
presentes entre los materiales en contacto también disminuyen. Esto se debe al
comportamiento de los HNTs, ya que al tener una estructura cilíndrica, funcionan como
rodillos entre las dos superficies, ayudando así al deslizamiento entre ambas piezas, como
se puede apreciar en la Figura 7.9. Por lo tanto, la resistencia al desgaste del par de fricción
se ve aumentada, provocando una menor pérdida de material, y por consecuencia una
menor cantidad de partículas de desgaste, evitando así la liberación de iones tóxicos en el
cuerpo.

90 Resultados
Figura 7.8. Coeficiente de fricción presentado en el sistema tribológico.
Figura 7.9.Comportamiento de los HNTs entre las superficies en contacto.[85]
57%
55%
71%
61% 54%
60%

91 Resultados
7.4 Desplazamiento
Estos resultados consideran el desplazamiento de las superficies en contacto del sistema
tribológico, es decir, el anillo y el bloque durante las pruebas de desgaste. En la Figura 7.10
se muestran dichos resultados y se puede observar que los desplazamientos en presencia de
los lubricantes a base de PEG, son menores en comparación a los de la solución de
Hartmann. Esto se relaciona con la cantidad de masa perdida de ambos materiales, así como
la formación del tribofilm debido a la afinidad química entre el PEG y el UHMWPE [81]
[82], y el llenado de valles en la superficie del anillo en presencia de HNTs [83]
Figura 7.10. Desplazamiento presentado en el sistema tribológico.
7.5 Ensayo de proliferación celular
Los resultados obtenidos en el previo estudio mencionado en la sección 6.2.3, donde se
investigan los efectos de la mezcla PEG y HNTs modificada con TMPS, se muestran en la
Figura 7.11. Se observa que en las primeras 24 horas, la cantidad de células con tratamiento
34%
42% 59%
54%
66% 74%

92 Resultados
fue menor que la cantidad de células control. Sin embargo, a las 72 horas, el número de
células a las que se le aplicó el tratamiento aumentó, superando a las de control.
Concluyendo así que, el tratamiento conformado por PEG, HNTs y TMPS, no inhibe la
proliferación celular.
Ahora bien, los resultados del ensayo de proliferación del presente estudio se muestran en
la Figura 7.12. Se pueden observar los tres volúmenes de tratamiento que fueron aplicados
(5µl, 10µl y 20µl), así como el control y la cantidad de células presentes para cada caso,
después de 24 horas. Se ve claramente que las células de control se duplicaron, mientras
que las células a las que se aplicó el lubricante no mostraron crecimiento alguno. Sin
embargo, al comparar con el estudio en el que se añadió TMPS, es posible observar que a
las primeras 24 horas, las células muestran un comportamiento similar. Tomando en cuenta
lo anterior, no es posible concluir si el tratamiento PEG-HNTs inhibe o no el crecimiento
celular, por lo que es necesario realizar más estudios considerando el tratamiento en forma
de película y alargar el tiempo de prueba.
Figura 7.11. Ensayo de proliferación celular con tratamientos de PEG y PEG-HNTs (TMPS) a 24, 48 y 72
horas.

93 Resultados
Figura 7.12. Ensayo de proliferación celular con tratamiento a base de PEG-HNTs en diferentes
concentraciones por 24 horas.

94 Conclusiones y recomendaciones
8 Conclusiones y recomendaciones
Este estudio tribológico ha demostrado la influencia de tres diferentes lubricantes
propuestos: solución de Hartmann, PEG y el nanolubricante PEG-HNTs, en las propiedades
de desgaste del par de fricción CoCrMo-UHMWPE para implantes de rodilla.
La masa perdida del bloque y anillo fue disminuida en un 260% y 75% en presencia de
PEG-HNTs, respectivamente, en comparación con la solución de Hartmann. De igual
manera, el COF y la rugosidad disminuyeron un 60% 98%, respectivamente. Estas mejoras
se atribuyen al PEG, el cual se comportó como plastificante, infiltrándose a través de los
microporos del UHMWPE por medio de difusión, brindándole una mayor dureza en la
parte interna, y una mayor flexibilidad en la superficie. De igual manera, el PEG generó la
formación de un tribofilm en la superficie del bloque debido a su compatibilidad química.
Y al ser reforzado dicho lubricante con HNTs, éstos mejoraron las propiedades de
rugosidad superficial y COF debido al llenado de valles en la superficie de los materiales y
a su efecto de rodillo.
Los resultados obtenidos en este estudio demostraron que los nanolubricantes a base de
PEG y reforzados con HNTs tienen la capacidad de incrementar la resistencia al desgaste
de manera efectiva entre el par de fricción CoCrMo-UHMWPE, así como incrementar el
tiempo de vida útil de dichos biomateriales utilizados en el remplazo total de rodilla.
También, así como se ha demostrado en otros trabajos la biocompatibilidad de los
materiales utilizados en los lubricantes propuestos, es importante continuar con pruebas de
proliferación y citotoxicidad, ya que en un futuro se podrían funcionalizar los HNTs para la
liberación de fármacos en la articulación.
Cabe destacar que, así como existe un beneficio para el material, también lo hay para el
paciente. Al mejorar la resistencia al desgaste, se genera una menor pérdida de material y
de partículas de desgaste y por consecuencia disminuye la liberación de iones que resultan
tóxicos para la salud. Evitando así, reacciones alérgicas, disturbios en el sistema nervioso y
vascular y una segunda cirugía, lo cual representa mayores complicaciones y mayores
gastos económicos. Es por esto que el desarrollo de nuevos lubricantes permite mejorar la
calidad de vida de pacientes que recurren al remplazo total de rodilla.

95 Bibliografía
9 Bibliografía
[1] C. Nich, Y. Takakubo, J. Pajarinen, M. Ainola, A. Salem, T. Sillat, A. Rao, M.
Raska, Y. Tamaki, M. Takagi, Y. Konttinen, S. Goodman y J. Gallo, «Macrophages
– Key Cells in the Response to Wear Debris from Joint Replacements,» J Biomed
Mater Res, nº 10, pp. 3033-3045, 2013.
[2] H. A. Ching, D. Choudhury, M. J. Nine y N. Osman, «Effects of surface coating on
reducing friction and wear of orthopaedic implants,» Science and Technology of
Advanced Materials, vol. 15, 2014.
[3] P. H. Wooley, «The future of Orthopaedic Biomaterials,» Center of Innovation for
Biomaterials in Orthopaedic Research (CIBOR), [En línea]. Available:
http://webs.wichita.edu/depttools/depttoolsmemberfiles/academicaffairs/CIBOR/NA
C%20wooley.pdf. [Último acceso: 7 Diciembre 2015].
[4] A. López, Texturizado de UHMWPE para la reducción de desgaste y su aplicación
en prótesis de articulación de rodilla., Querétaro: CICATA-IPN, 2007.
[5] J. Park y L. R, Biomaterials: An Introduction, Springer Science & Business Media,
2007.
[6] F. Rodríguez, Biomaterials in Orthopedic Surgery, ASM International, 2009.
[7] B. Ratner, A. Hoffman, F. Schoen y J. Lemons, Biomaterials Science: An
Introduction to Materials in Medicine, Oxford: Academic Press, 2012.
[8] V. Migonney, Biomaterials (1), Wiley-ISTE, 2014.
[9] G. Manisavagam, D. Dhinasekaran y A. Rajamanickam, «Biomedical Implants:
Corrosion and its Prevention - A Review,» Recent Patents on Corrosion Science, vol.
2, pp. 40-54, 2010.
[10] M. Niinomi, «Recent research and development in titanium alloys for biomedical
applications and healthcare goods,» Science and Technology of Advanced Materials,
nº 4, pp. 445-454, 2003.
[11] S. Asnis y R. Kyle, Cannulated Screw Fixation: Principles and Operative
Techniques, Springer Science & Business Media, 2012.
[12] S. Teoh, «Fatigue of biomaterials: a review,» International Journal of Fatigue, nº 22,
pp. 825-837, 2000.
[13] A. Camean, Toxicología avanzada, Madrid: Ediciones Díaz de Santos, 1995.
[14] C. Delaunay, I. Petit, I. Learmonth, P. Oger y P. Vendittoli, «Metal-on-metal
bearings total hip arthroplasty: The cobalt and chromium ions release concern,»
Orthopaedics & Traumatology: Surgery & Research, vol. 96, p. 894–904, 2010.
[15] G. Keegan, I. Learmonth y C. Case, «Orthopaedic metals and their potential toxicity
in the arthroplasty patient,» The Bone & Joint Journal, Vols. %1 de %289-B, nº 5,

96 Bibliografía
pp. 567-573, 2007.
[16] O. Linares, «Tribología y mantenimiento proactivo,» ASME, 2005.
[17] F. Díaz, Tribología: Fricción, Desgaste y Lubricación, Cuautitlán, 2007.
[18] L. P. Parás, «Tribología,» Monterrey, 2014.
[19] E. Villa, Comportamiento Biomecanico de la Rodilla, Veracruz: Universidad
Veracruzana, 2014.
[20] J. A. Ortega, Estudio Biotribológico de Implantes de Cadera Metal-Metal
Modificafos Superficialmente, Nuevo León: Facultad De Ingeniería Mecánica Y
Eléctrica, 2013.
[21] Z. Jin y D. Dowson, «Bio-friction,» Friction, vol. 1, nº 2, pp. 100-113, 2013.
[22] W. Brostow, J.-L. Deborde, M. Jakleicz y P. Olszynski, «Tribología con énfasis en
polímeros: fricción, resistencia al rayado y al desgaste.,» The Journal of Materials
Education, pp. 119-132, 2003.
[23] D. Giancoli, Fisica: Principios con aplicaciones, México: Pearson Educación, 2006.
[24] F. Martínez, La tribología : ciencia y técnica para el mantenimiento, Limusa, 2002.
[25] M. P. Groover, Fundamentos de Manufactura Moderna: Materiales, Procesos Y
Sistemas, México: Pearson Educación, 1997.
[26] L. Sampén, «Pautas para el diseño de partes metálicas resistentes al desgaste,»
Industrial Data - Revistas de investigación UNMSM, pp. 74-78, 2003.
[27] S.A, «¿Qué es el desgaste?,» 17 Noviembre 2008. [En línea]. Available:
https://cadcamcae.wordpress.com/2008/11/17/%C2%BFque-es-el-desgaste/.
[28] R. Ybarra, «Abrasivos y Microabrasion,» 2006. [En línea]. Available:
http://www.raulybarra.com/notijoya/biblioteca_archivos_1.1/notijoya_1.1/archivosno
tijoya8/8abrasivos_pulido.htm.
[29] M. Vélez, Materiales industriales. Teoría y aplicaciones, Medellín: ITM, 2008.
[30] P. Albarracín, Tribología y Lubricación Industrial y Automotriz, Colombia: Talleres
Gráficos de Litochoa, 2001.
[31] C. Cucho, «Película interfacial: Caras de contacto sin lubricación,» 2010. [En línea].
Available: http://www.mailxmail.com/curso-bombas-centrifugas/pelicula-interfacial-
caras-contacto-lubricacion.
[32] Q. Luo, «Tribofilms in solid lubricants,» Sheffield Hallam University , pp. 4-12,
2013.
[33] I. Gershman, M. Hakim, M. Shalaby, J. Krzanowski y S. Veldhuis, «Tribofilm
Formation As a Result of Complex Interaction at the Tool/Chip Interface during
Cutting,» Lubricants, vol. 2, pp. 113-123, 2014.
[34] Millers Oils, «Nanotechnology in engine and gear oils,» 22 Junio 2012. [En línea].
Available:

97 Bibliografía
https://www.google.com.mx/search?q=tribofilm&espv=2&biw=1366&bih=623&tbm
=isch&imgil=Hz5YTbbvVIakGM%253A%253B0zwFpoAzSDsfkM%253Bhttp%25
253A%25252F%25252Frennlist.com%25252Fforums%25252Fracing-and-drivers-
education-forum%25252F703104-nanotechnology-in-engin. [Último acceso: 22
Abril 2016].
[35] A. Eguiluz, M. Ramírez, A. Ortiz y H. Durán, «Formación de una capa tribológica en
la aleación SAE-783,» Ingeniería mecánica tecnología y desarrollo, vol. 3, nº 3, pp.
85-90, 2009.
[36] M. Rosenberger, E. Forlerer y C. Schvezov, «Estabilidad de la capa tribologica en
materiales compuestos de matriz de aluminio,» CONAMET, vol. 259, pp. 896-901,
2007.
[37] M. Hinojosa y M. Reyes, «La rugosidad de las superficies: Topometría,» Ingenierías,
pp. 27-33, 2001.
[38] Universidad del País Vasco – Euskal Herriko Unibertsitatea, «Metrología del
acabado superficial,» 2009. [En línea]. Available:
http://www.ehu.eus/manufacturing/docencia/745_ca.pdf.
[39] M. Ashby, P. Ferreira y D. Schodek, Nanomaterials, Nanotechnologies and Design:
An Introduction for Engineers and Architects, London: Elsevier, 2009.
[40] C. Álvarez, «Visión General de la Nanotecnología y sus Posibilidades en la Industria
de Alimentos,» Revista Recitela, 2011.
[41] M. Schulenberg, La Nanotecnología: Inovaciones para el Mundo del Mañana, Berlin:
Comisión Europea, 2014.
[42] C. Gutiérrez, «Las Nanopartículas: pequeñas estructuras con gran potencial ¿Por qué
el interés en estos materiales? ¿Qué aplicaciones tienen?,» [En línea]. Available:
http://www.inin.gob.mx/publicaciones/documentospdf/39%20NANOPARTICULAS.
pdf. [Último acceso: 29 Abril 2016].
[43] M. Quintana, L. Hirschbein y E. Pérez, «Nanopartículas: Principios y Aplicaciones,»
Revista Ciencia y Desarrollo: Conacyt, vol. 34, nº 221, pp. 62-67, 2008.
[44] M. Akbulut, «Nanoparticle - based Lubrication Systems,» Journal of Powder
Metallurgy and Mining, nº 2168-9806, 2011.
[45] J. Mansot, Y. Bercion y L. Romana, «Nanolubrication,» Brazilian Journal of
Physics, vol. 39, nº 1A, pp. 186-197, 2009.
[46] J. Martin y N. Ohmae, Nanolubricants, vol. 13 , John Wiley and Sons, 2008.
[47] D. Bairwa, K. Upman y G. Kantak, «Nanofluids and its Applications,» International
Journal of Engineering, Management & Sciences, vol. 2, nº 1, 2015.
[48] M. Panesso, M. Trillos y I. Tolosa, Biomecánica clínica de la rodilla, Bogotá:
Universidad del Rosario, 2009.

98 Bibliografía
[49] D. Ogiela, «Artroscopia de rodilla,» American Accreditation HealthCare
Commission, 12 Enero 2016. [En línea]. Available:
https://www.nlm.nih.gov/medlineplus/spanish/ency/esp_presentations/100117_1.htm
. [Último acceso: 23 Abril 2016].
[50] I. Rodriguez, R. Navarro, R. Cabrera y F. Figueroa, «Anatomía y Biomecánica de la
rodilla,» III JornadaS Canarias de TraumatologÍa y CirugÍa OrtopÉdica, pp. 6-11,
2011.
[51] A. Gómez, «Rodilla y Tobillo,» 2015. [En línea]. Available:
http://slideplayer.es/slide/3274399/. [Último acceso: 24 Abril 2016].
[52] D. Escobar, «Fisiología de la rodilla,» 15 Julio 2009. [En línea]. Available:
http://es.slideshare.net/anityta/fisiologia-rodilla. [Último acceso: 24 Abril 2016].
[53] a. Braidot, g. Braidot, m. Crespo, J. Daniel, J. Gigli y E. Ledroz, «Estudio de la
dinámica postquirúrgica de la rodilla en pacientes con reconstrucción del ligamento
cruzado anterior,» Cátedra de Biomecánica, pp. 1-10, 2003.
[54] M. Whittle, Gait Analysis an Introductión, Philadelphia: Elsevier, 2007.
[55] E. González, «Líquido sinovial,» 24 Junio 2011. [En línea]. Available:
http://demedicina.com/liquido-sinovial/. [Último acceso: 24 Abril 2016].
[56] C. Rojas, «Liquido Sinovial,» 2011. [En línea]. Available:
http://www.asoreuma.org/publicacionesdetalle.php?opcDes=true&arc=publicacion_2
6.pdf.. [Último acceso: 24 Abril 2016].
[57] O. Benitez, «Nuevos lubricantes para la articulación. Viscosuplementación.,» 19
Febrero 2010. [En línea]. Available:
https://plus.google.com/photos/118233614730054628955/photo/5440126574657604
914?banner=pwa. [Último acceso: 24 Abril 2016].
[58] S.A, «Prótesis total de rodilla,» Cirugía en Traumatología, s.f. [En línea]. Available:
http://www.cirugiaentraumatologia.com/Procedimientos-cirugia/protesis-rodilla/.
[Último acceso: 24 Abril 2016].
[59] P. J. Llinás, «Reemplazo total de rodilla,» Fundación Valle del Lili, nº 152, pp. 1-4,
2009.
[60] M. Aguila, D. J. Ruiz Caballero, D. E. Brito Ojeda y D. J. Jiménez Díaz, «Prótesis de
rodilla. Biomecánica,» XXIV Jornadas Canarias De Traumatologia Y Cirugia
Ortopedica, pp. 124-131, 2010.
[61] L. Ferrández, Actualizaciones en cirugía ortopédica y traumatología, Barcelona:
Elsevier, 2003.
[62] M. Grossor, Efecto de la irradiación iónica en el polietileno de las prótesis articulares
de cadera, San Martín: Universidad Nacional de General San Martín, 2006.
[63] M. Kobayashi, T. Koide y H. Suong-Hyu, «Tribological characteristics of
polyethylene glycol (PEG) as a lubricat for wear resistance of ultra-high-molecular-

99 Bibliografía
weight polyethylene (UHMWPE) in artificial knee join.,» Journal of the mechanical
behavior of biomedical materials, vol. 38, pp. 33-38, 2014.
[64] S. Gallegos-Cantú, M. Hernández-Rodríguez, E. García-Sánchez, A. Juárez-
Hernández, J. Hernández-Sandoval y R. Cue-Sampedro, «Tribological study of TiN
monolayer and TiN/CrN (multilayer and superlattice) on Co-Cr alloy,» Wear, pp.
439-447, 2015.
[65] A. Aurora, J. DesJardins, P. Joseph y M. LaBerge, «Effect of lubricant composition
on the fatigue properties of ultra-high molecular weight polyethylene for total knee
replacement,» Proc. IMechE, vol. 220, pp. 541-551, 2006.
[66] J. DesJardins, A. Aurora, A. Tanner, T. Pace, K. Acampora y M. LaBerge,
«Increased total knee arthroplasty ultra-high molecular weight polyethylene wear
using a clinically relevant hyaluronic acid simulator lubricant,» Proc. IMechE, vol.
220, pp. 609-623, 2006.
[67] Ministerio de sanidad politica social e igualdad, «Agencia española de medicamentos
y productos sanitarios,» s.f. [En línea]. Available:
http://www.aemps.gob.es/cima/pdfs/es/p/39000/39000_p.pdf. [Último acceso: 04
Mayo 2016].
[68] C. DeArmitt, «Halloysite Clay Nanotubes,» Phantom Plastics, [En línea]. Available:
http://phantomplastics.com/functional-fillers/halloysite/. [Último acceso: 11 Mayo
2016].
[69] Institute for Susteanble Technologies, T-05 Block-on-Ring Wear Tester hor
Evaluation of Lubricants, Institute for Susteanble Technologies, 2008.
[70] Alicona, «InfiniteFocusSL,» s.f. [En línea]. Available:
http://www.alicona.com/en/products/infinitefocussl/. [Último acceso: 28 Abril 2016].
[71] EHU, «Introducción al Cultivo Celular,» [En línea]. Available:
http://www.ehu.eus/biofisica/juanma/mbb/pdf/cultivo_celular.pdf. [Último acceso: 8
Mayo 2016].
[72] Cultek, «Cultivos Celulares,» 2007. [En línea]. Available:
http://www.cultek.com/inf/otros/soluciones/Cultivos%20Celulares/Aplica_Cultivos_
Celulares_2007.pdf. [Último acceso: 8 Mayo 2016].
[73] UASLP, «Conteo y Evaluación de la Viabilidad de Células Mononucleares,» 18
Mayo 2011. [En línea]. Available:
http://www.genomica.uaslp.mx/Protocolos/Cell_counts_SPA.pdf. [Último acceso: 8
Mayo 2016].
[74] J. J. Acevedo, J. S. Ángeles, H. Rivera, V. Petricevich, N. Nolasco, D. Collí y J.
Santa-Olalla, «Modelos in vitro para la evaluación y caracterización de péptidos
bioactivos,» de Bioactividad de péptidos derivados de proteínas alimentarias,
Barcelona, OmniaScience, 2013, pp. 29-82.

100 Bibliografía
[75] M. Ramos y A. Martínez-Serrano, «Curso de Cultivos Celulares,» Junio 2008. [En
línea]. Available:
https://www.uam.es/personal_pdi/ciencias/ldesviat/_private/BIOQ%20EXPIII/Curso
cultivosUAM2008.pdf. [Último acceso: 7 Mayo 2016].
[76] O. Bastidas, «Conteo Celular con Hematocitómetro,» [En línea]. Available:
http://celeromics.com/es/resources/docs/Articles/Conteo-Camara-Neubauer.pdf.
[Último acceso: 8 Mayo 2016].
[77] Promega, «Technical Bulletin: CellTiter-Glo Luminescent Cell Viability Assay,»
2015. [En línea]. Available:
https://worldwide.promega.com/~/media/files/resources/protocols/technical%20bulle
tins/0/celltiter%20glo%20luminescent%20cell%20viability%20assay%20protocol.pd
f. [Último acceso: 7 May 2016].
[78] E. J. Domit, «Causes of Metal Conveyor Belt Failure,» s.f. [En línea]. Available:
http://www.wirebelt.co.uk/help-center/causes-of-metal-belt-failure. [Último acceso:
11 Mayo 2016].
[79] E. Immergut y H. Mark, «Principles of Plasticization,» 1 Enero 1965. [En línea].
Available: http://pubs.acs.org/doi/pdf/10.1021/ba-1965-0048.ch001. [Último acceso:
10 Mayo 2016].
[80] M.-D. Bermúdez, A.-E. Jiménez, J. Sanes y F.-J. Carrión, «Ionic Liquids as
Advanced Lubricant Fluids,» Molecules, nº 14, pp. 2888-2908, 2009.
[81] G. Fox-Rabinovich, I. Gershman, M. El Hakin, M. Shalaby, J. Krzanowski y S.
Veldhuis, «Tribofilm Formation As a Result of Complex Interaction at the Tool/Chip
Interface during Cutting,» Lubricants, nº 2, pp. 113-123, 2014.
[82] R. Andresen, Bravo, A, M. Ramírez, H. Durán, A. Ortiz y R. Schouwenaars,
«Formación de una capa tribológica en la aleación SAE-783,» Ingeniería mecánica
tecnología y desarrollo, vol. 3, nº 3, pp. 85-90, 2009.
[83] P. Dougherty, R. Pudjoprawoto y F. Higgs, «An investigation of the wear mechanism
leading to self-replenishing transfer films,» Wear, pp. 122-132, 2011.
[84] L. Wang, J. Tu, W. Chen, Y. Wang, X. Liu, C. Olk, D. Cheng y X. Zhang, «Friction
and wear behavior of electroless Ni-based CNT composite coatings,» Wear, nº 254,
p. 1289–1293, 2003.
[85] C. DeArmitt, «Halloysite Clay Nanotubes,» Phantom Plastic , [En línea]. Available:
http://phantomplastics.com/functional-fillers/halloysite/. [Último acceso: 11 Mayo
2016].
[86] S. Carrizo y C. Bello, «Modelo metalográfico para evaluar la resistencia al desgaste
en aceros austeníticos para máquinas hidráulicas,» Revista Latinoamericana de
Metalurgia y Materiales, pp. 16-23, 2012.
[87] N. Matusi, Y. Taneda y Y. Yoshida, Arthroplasty 2000: Recent Advances in Total

101 Bibliografía
Joint Replacement, Springer Science & Business Media, 2012.
[88] M. Teloken, G. Bisset, W. Hozack, P. Sharkey y R. Rothman, «Ten to fifteen-year
follow-up after total hip arthroplasty with a tapered cobalt-chromium femoral
compponent (tri-lock) inserted without cement,» The journal of bone and joint
surgery, Vols. %1 de %284-A, nº 12, pp. 2140-2144, 2002.
[89] J. Lewis, «About Nanotechnology,» Foresight Institute, 2016. [En línea]. Available:
https://www.foresight.org/nano/. [Último acceso: 22 Abril 2016].
[90] S. Bucak, «Importance of Defining when Applying,» Journal of Chemical
Engineering & Process Technology, nº 2157-7048, 2011.


















