UNIVERSIDAD DE GUAYAQUIL FACULTAD DE …repositorio.ug.edu.ec/bitstream/redug/4000/1/3985..DEMERA...
127
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE GRADUACIÓN SEMINARIO TRABAJO DE GRADUACIÓN PREVIO A LA OBTENCIÓN DEL TITULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS PRODUCTIVOS TEMA “ANÁLISIS DE MEJORA EN LAS ENVOLTURAS Y EMPAQUES DE CHOCOLATES DE LA FÁBRICA NESTLÉ GUAYAQUIL S.A.” AUTOR: DEMERA JAIME SANTIAGO MANUEL DIRECTOR DE TESIS ING. IND. CAICEDO CARRIEL WALTER. 2010 – 2011 GUAYAQUIL - ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE …repositorio.ug.edu.ec/bitstream/redug/4000/1/3985..DEMERA...

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE GRADUACIÓN
SEMINARIO
TRABAJO DE GRADUACIÓN PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS PRODUCTIVOS
TEMA
“ANÁLISIS DE MEJORA EN LAS ENVOLTURAS Y EMPAQUES DE CHOCOLATES DE LA FÁBRICA
NESTLÉ GUAYAQUIL S.A.”
AUTOR: DEMERA JAIME SANTIAGO MANUEL
DIRECTOR DE TESIS
ING. IND. CAICEDO CARRIEL WALTER.
2010 – 2011 GUAYAQUIL - ECUADOR

ii
“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta
Tesis corresponden exclusivamente al autor”.
Firma…………………………………
Demera Jaime Santiago Manuel
C.I. 0915841720

iii
DEDICATORIA
Esta tesis es una parte de mi vida y el comienzo de nuevas metas, por
eso dedico este triunfo a Dios dador de vida por haberme regalado a las
persona que más amo, también se la dedico a mis padres y hermanos
que me animaron a culminar esta carrera profesional.

iv
AGRADECIMIENTO
Agradezco principalmente a Dios, que me ha dado la vida, salud y
fuerza para lograr terminar esta carrera, también por haberme dado a los
mejores padres que con sus consejos me supieron guiar a lo largo de mi
existir, en el cual he cosechado éxitos entre el que esta convertirme en un
profesional.
También agradezco al tutor de mi tesis el Ing. Ind. Walter Caicedo
Carriel, que con sus conocimientos supieron guiar el desarrollo de este
trabajo.

v
ÍNDICE GENERAL
Pág.
Prólogo 1
CAPÍTULO I
GENERALIDADES
1.1. Antecedentes 3
1.2. Datos generales de la Empresa 4
1.2.1. Localización de la Empresa 4
1.2.2. Identificación según Código Internacional Industrial
Uniforme (CIIU) 5
1.2.3. Estructura Organizacional 5
1.2.4. Descripción de los Productos (Servicios) 6
1.3. Filosofía estratégica 8
1.3.1. Misión de la Empresa 8
1.3.2. Visión de la Empresa 8
1.4. Descripción general de los problemas 9
1.5. Objetivos 9
1.5.1. Objetivo general de los problemas 9
1.5.2. Objetivos específicos de los problemas 9
1.6. Justificativo 10
1.7. Delimitación de la Investigación 10
1.8. Marco Teórico 10
1.9. Metodología 16
1.10. Mercado 18
1.10.1. Incursión en el mercado 18
1.10.2. Canales de distribución 19

vi
CAPÍTULO II
SITUACIÓN ACTUAL
2.1. Recursos Productivos 20
2.1.1. Terreno Industrial 20
2.1.2. Máquinas y Equipos 21
2.1.3. Recursos Humanos 23
2.1.4. Recursos Financieros 24
2.2. Capacidad de Producción 24
2.3. Distribución de la Planta 30
2.4. Descripción del Proceso 32
2.4.1. Procesos del Semielaborado del cacao 32
2.4.2. Procesos de la obtención del chocolate 36
2.4.3. Diagrama de flujo del proceso 41
2.4.4. Diagrama de flujo de operaciones 41
2.4.5. Diagrama de recorrido 42
2.5. Planificación de la producción 44
2.5.1. Programación de la producción 45
2.5.2. Ejecución de la producción 46
2.5.3. Control de la producción 47
2.5.4. Análisis de la eficiencia 48
2.6. Análisis de las 5 Fuerzas de Porter 49
2.7. Análisis del FODA 52
CAPÍTULO III
ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS
3.1. Registro del problema 54
3.2. Análisis de los problemas que afectan al proceso
productivo 55
3.2.1. Índice de tiempos improductivos en el proceso 56
3.2.2. Análisis de la Restricción del Proceso de Chocolate 58
3.2.3. Análisis del Diagrama de Pareto 61

vii
3.2.4. Análisis del Diagrama Causa y Efecto 63
3.3. Impacto económico de los problemas 63
3.4. Diagnostico 66
CAPÍTULO IV
PROPUESTA
4.1. Solución del problema aplicando la Teoría de las
Restricciones TOC 67
4.1.1. Metodología del TOC 67
4.2. Costos de la solución del problema por el Método
del TOC 73
4.2.1. Costos de la reparación y adaptación de envolvedoras
Zapal de otro formato 73
4.2.2. Costos por Compra de máquina Envolvedora de
Bombones Flow Pack (elevar la restricción) 74
4.3. Evaluación de la solución del problema 75
CAPÍTULO V
EVALUACIÓN ECONÓMICA Y FINANCIERA
5.1. Plan de Inversión y Financiamiento de reparación de la
Envolvedora Zapal 76
5.1.1. Balance Económico y Flujo de Caja de reparación de la
Envolvedora Zapal 76
5.1.2. Valor Actual Neto de reparación de la Envolvedora
Zapal 78
5.1.3. Tasa Interna de Retorno (TIR) de reparación de la
Envolvedora Zapal 79
5.1.4. Tiempo de Recuperación de la Inversión de Reparación
de la Envolvedora Zapal 79
5.1.5. Análisis Beneficio/Costo de Reparación de la
Envolvedora Zapal 80

viii
5.2. Plan de Inversión y Financiamiento de compra de la
Envolvedora Flow Pack 81
5.2.1. Amortización de la Inversión de Compra de la
Envolvedora Flow Pack 82
5.2.2. Flujo de Caja de Compra de la Envolvedora
Flow Pack 83
5.2.3. Valor Actual Neto de Compra de la Envolvedora
Flow Pack 84
5.2.4. Tasa Interna de Retorno (TIR) de Compra de la
Envolvedora Flow Pack 85
5.2.5. Tiempo de Recuperación de la Inversión de Compra
de la Envolvedora Flow Pack 85
5.2.6. Análisis Beneficio/Costo de Compra de la Envolvedora
Flow Pack 86
CAPÍTULO VI
PROGRAMACIÓN PARA PUESTA EN MARCHA
6.1. Planificación y Cronograma de Implementación de
Reparación de Máquina Envolvedora Zapal 87
6.1.1. Propuesta para la Implementación de Reparación de
Máquina Envolvedora Zapal 87
6.1.2. Cronograma de Implementación de Reparación de
Máquina Envolvedora Zapal con la Aplicación
Microsoft Project 89
6.2. Planificación y Cronograma de Implementación de
Compra de Máquina Envolvedora Flow Pack 89
6.2.1. Propuesta para la Implementación de Compra de
Máquina Envolvedora Flow Pack 89
6.2.2. Cronograma de Implementación de Compra de
Máquina Envolvedora Flow Pack con la Aplicación
Microsoft Project 91

ix
CAPÍTULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones 92
7.2. Recomendaciones 93

x
ÍNDICE DE CUADROS
Pág.
Cuadro Nº 1 Participación en mercado actual 18
Cuadro Nº 2.1 Equipos de semielaborados de cacao 21
Cuadro Nº 2.2 Equipos de chocolatería 22
Cuadro Nº 2.3 Equipos de culinarios (Maggi) 22
Cuadro Nº 2.4 Equipos de salsas frías 23
Cuadro Nº 3.1 Estándar de preparación de masas 28
Cuadro Nº 3.2 Estándar de Cavemil 28
Cuadro Nº 3.3 Estándar de Cavanna 29
Cuadro Nº 3.4 Estándar de Envolvedora HPN 29
Cuadro Nº 4 Programa de producción semanal 46
Cuadro Nº 5 Ejecución de la Producción 47
Cuadro Nº 6 Control de Producción 48
Cuadro Nº 7 Análisis de eficiencia 49
Cuadro Nº 8 Análisis del FODA 53
Cuadro Nº 9 Problemas del Área de chocolatería 54
Cuadro Nº 10 Moldes faltantes 56
Cuadro Nº 11 Resumen de tiempos de paros en área
de chocolatería 57
Cuadro Nº 12 Tiempo perdido de los equipos en horas 57
Cuadro Nº 13 Capacidad real utilizada de equipos de
chocolatería 58
Cuadro Nº 14.1 Detalle de las causas de pérdida de rendimiento
Con tiempo de la Envolvedora HPN # 1 59
Cuadro Nº14.2 Detalle de las causas de pérdida de rendimiento
Con tiempo de la Envolvedora HPN # 2 60
Cuadro Nº14.3 Detalle de las causas de pérdida de rendimiento
Con tiempo de la Envolvedora HPN # 3 60

xi
Cuadro Nº15 Causa de pérdida de tiempo total de las 3
Envolvedoras 61
Cuadro Nº 16 Diagrama de Pareto tiempos improductivos 62
Cuadro Nº 17 Causas de pérdida de tiempo total de las 3
Envolvedoras 64
Cuadro Nº 18 Cuantificación de pérdidas 65
Cuadro Nº 19 Capacidad real utilizada de equipos de
Chocolatería 67
Cuadro Nº 20 Envolvedoras HPN Condición actual y
Propuesta 68
Cuadro Nº 21 Envolvedoras HPN Reparación de Envolvedora
Zapal Condición actual y Propuesta 69
Cuadro Nº 22 Envolvedoras HPN Compra de Envolvedora
Flow Pack Condición actual y Propuesta 71
Cuadro Nº 23 Costo de Mano de Obra 72
Cuadro Nº 24 Costo por Reparación de Envolvedora 73
Cuadro Nº 25 Costo por Compra de Envolvedora Flow Pack 74
Cuadro Nº 26 Evaluación de las Alternativas 75
Cuadro Nº 27 Beneficios y Gastos de Reparación de la
Envolvedora Zapal 77
Cuadro Nº 28 Flujo de Caja de Reparación de la Envolvedora
Zapal 78
Cuadro Nº 29 Cálculo del VAN 78
Cuadro Nº 30 Calculo del TIR 79
Cuadro Nº 31 Tabla de Recuperación de la Inversión 80
Cuadro Nº 32 Tabla de Amortización 82
Cuadro Nº 33 Beneficios y Gastos de Compra de la
Envolvedora Flow Pack 83
Cuadro Nº 34 Flujo de Caja de Compra de la Envolvedora
Flow Pack 84
Cuadro Nº 35 Calculo del VAN 84
Cuadro Nº 36 Calculo del TIR 85
Cuadro Nº 37 Tabla de Recuperación de la Inversión 85

xii
ÍNDICE DE GRÁFICOS
Pág.
Gráfico Nº 1 Organigrama de Oficina Central (Quito) 5
Gráfico Nº 2 Porcentaje participación en el mercado 19
Gráfico Nº 3 Distribución de la Planta 30
Gráfico Nº 4 Diagrama de flujo de operaciones Proceso
de preparación de masa de chocolate 41
Gráfico Nº 5 Diagrama de flujo de operaciones Proceso de
Fabricación de chocolate 42
Gráfico Nº 6 Diagrama de Recorrido de la Preparación de
masa de chocolate 42
Gráfico Nº 7 Diagrama de recorrido de moldeados de
Tabletas 43
Gráfico Nº 8 Diagrama de recorrido de empacadoras de
tabletas de chocolate 43
Gráfico Nº 9 Diagrama de recorrido de envolvedoras de
Bombones y platillos 44
Gráfico Nº 10 Tiempo perdido de los equipos en horas 58
Gráfico Nº 11.1 Detalle de las causas de pérdida de rendimiento
con tiempo de la Envolvedora HPN # 1 59
Gráfico Nº 11.2 Detalle de las causas de pérdida de rendimiento
con tiempo de la Envolvedora HPN # 2 60
Gráfico Nº 11.3 Detalle de las causas de pérdida de rendimiento
con tiempo de la Envolvedora HPN # 3 61
Gráfico Nº 12 Causa de pérdida de tiempo total de las 3
Envolvedoras. 62
Gráfico Nº 13 Diagrama de Pareto tiempos improductivos 62
Gráfico Nº 14 Diagrama de Causa y Efecto de Máquinas
Envolvedoras de bombones 63

xiii
ÍNDICE DE ANEXOS
Pág.
Anexo Nº 1 Localización de Fábrica Nestlé 96
Anexo Nº 2 Organigrama de la Empresa 97
Anexo Nº 3 Diagrama de flujo de nivel de procesos
de Semielaborados 98
Anexo Nº 4 Diagrama de flujo de nivel de procesos
de Semielaborados 99
Anexo Nº 5 Diagrama de flujo de nivel de procesos
de Preparación de masas 100
Anexo Nº 6 Diagrama de flujo de nivel de procesos
de Chocolatería 101
Anexo Nº 7 Detalle de eventos de paro del Área
de Chocolatería 102
Anexo Nº 8 Detalle de eventos de paro de máquinas
Envolvedoras 104
Anexo Nº 9 Clasificación y descripción de causas de las
Paradas 108
Anexo Nº 10 Proforma de Reparación de Envolvedora
Zapal 109
Anexo Nº 11 Proforma de Compra de Envolvedora
Flow Pack 110
Anexo Nº 12 Puesta en Marcha de Reparación
Envolvedora Zapal 111
Anexo Nº 13 Puesta en Marcha de Compra de Envolvedora
Flow Pack 112

xiv
RESUMEN Tema: Análisis de Mejoras para Envolturas y Empaques de Chocolates de la Fabrica Nestlé Guayaquil S.A. Autor: Demera Jaime Santiago Manuel. Este trabajo se lo realizó en la fábrica Nestlé Guayaquil S.A., la que se dedica a la elaboración de productos derivados del cacao, el presente estudio tiene como objetivo plantear una solución al problema existente en el área de envolturas y empaques de bombones de chocolate, mediante la aplicación de la teoría de restricciones (TOC). También se aplican las técnicas de Ingeniería Industrial: diagramas de planta, de bloque, de recorrido, de operaciones; herramientas de diagnostico como el diagrama de Ishikawa y de Pareto, con las que se detecto que el principal problema que afecta el área de chocolatería son las obsoletas máquinas envolvedoras de bombón HPN siendo las que generan perdidas de eficiencia por causas de paradas técnicas, organizacionales, calidad, reprocesos y humana. Al concluir este estudio se observo que la empresa está perdiendo $ 36,500 al año en esta etapa del proceso de producción, mediante la TOC se realizan 2 propuestas de solución al problema de la empresa una a corto plazo y otra a mediano plazo: 1era Reparación de una envolvedora ZAPAL de otro formato descontinuado la que tiene un costo de inversión $ 31,318.00 teniendo un incremento en su eficiencia del 46% al 60%, con sus índices económicos (TIR del 69% , costo-beneficio $ 2.11 por cada dólar invertido); 2do compra de una envolvedora Flow pack equipo de mayor capacidad para conseguir remplazar a las 3 existentes envolvedoras obsoletas con un costo $ 167,800.00, incrementando su eficiencia del 46% al 88%, con sus índices económicos de (TIR del 80%; costo-beneficio $2.33 por cada dólar invertido). Lo que demuestra la factibilidad técnica – económica de las propuestas para el problema identificado. __________________________ __________________________
Elaborado por Dirigido por Demera Jaime Santiago Manuel Ing. Ind. Caicedo Carriel Walter

PRÓLOGO
Esta tesis se desarrollo en Nestlé S.A. Fábrica Guayaquil en el área de
producción, con la finalidad de mejorar la productividad en el proceso de
envolturas y empaques de bombones de chocolates; para esto se han
desarrollado siete capítulos, en los cuales se describe la situación actual
de la Empresa y su mejoramiento con la propuesta a los problemas.
En el Capítulo I, se menciona las generalidades como son los
antecedentes de la Empresa, descripción del problema, objetivos
generales y específicos, justificativos, marco teórico, metodología de la
investigación y el mercado.
El Capítulo II, muestra la situación actual de la Empresa, recursos
productivos, capacidad de producción, distribución de la planta,
descripción del proceso y la planificación de producción.
En el Capítulo III, trata el análisis de datos e identificación de los
problemas como es el análisis de los problemas que afectan al proceso
productivo, el impacto económico que generan y así obtener el
diagnostico.
Sigue el Capítulo IV, en el se desarrollará la propuesta de la solución
al problema, aplicando el método de la Teoría de las Restricciones, se
presentan los costos de la solución implementando las TOC y la
evaluación de la solución.
En el Capítulo V, se analiza y demuestra la evaluación económica y el
análisis financiero que tendrá la propuesta al llevarse a cabo por medio de
las TOC, como son la tasa interna del retorno, el valor actual neto, la

PRÓLOGO 2
recuperación de la inversión y la relación costo beneficio para presentar el
informe a la Empresa.
Continúa el Capítulo VI, en el se presenta las actividades que se
realizará para la programación de la puesta en marcha del proyecto, así
como también los recursos a utilizar.
Finalmente en el Capítulo VII, se exponen las conclusiones y
recomendaciones de las propuestas expuestas por el Autor de la tesis.

CAPITULO I
GENERALIDADES
1.1. Antecedentes.
En 1867 Henry Nestlé, crea en Vervey – Suiza, una fábrica que se
dedicaba a la elaboración de una harina a base de leche y pan tostado,
destinada para los bebes que no podían ser alimentados por su madre.
Las operaciones en Ecuador se inician en 1955, con la apertura de una
oficina de importación en Guayaquil, en 1970 Nestlé compra la mayor
parte de las acciones de INEDECA, Industria Ecuatoriana de Elaborados
de Cacao, situada en Guayaquil. En 1975 se produjo el traslado de sus
oficinas administrativas de Guayaquil a Quito, la idea de realizar esta
mudanza fue que en un País con una administración estatal tan
centralizada, era necesario estar cerca de los centros de decisión y
oficinas de tramité. Para atender la Región Costa en el 2000 se inaugura
el Centro de Distribución y Ventas, ubicado en el kilómetro 11 ½.vía a
Daule, en el 2005 Nestlé cumple 50 años de vida en Ecuador sistemas de
ventas en confiterías, en el 2006 se establece un negocio matricial para
Confectionery Go Live de Globe para el alineamiento con Nestlé Brasil.

GENERALIDADES 4
1.2. Datos generales de la Empresa.
FÁBRICA GUAYAQUIL
Nombre: NESTLÉ DEL ECUADOR *Fábrica Guayaquil*
Ubicación: Sector Norte de la Ciudad de Guayaquil
Actividad: Procesos Derivados del Cacao.
Dirección: Km. 6 ½ Vía a la Costa.
Número de Empleados: 365 Trabajadores.
Turnos: 3 Turnos de 8 Horas.
Apartado Postal: 09-01-4521.
Teléfono: (5934) 2851-512.
Fax: (5394) 2851-519
1.2.1. Localización de la Empresa.
En la provincia del Guayas se encuentra operando Nestlé del Ecuador
está ubicado en el Km. 6 1/2 vía a la Costa en Guayaquil – Guayas –
Ecuador.
Este es un sitio adecuado que le favorece logísticamente, ya que
cuenta con diferentes vías de acceso que facilitan la movilización para los
clientes solicitantes de los servicios y es de fácil acceso para el sector
norte, sur y centro de la ciudad.
Ver Anexo Nº 1 Localización de Fabrica Nestlé.

GENERALIDADES 5
1.2.2. Identificación según Código Internacional Uniforme (CIIU)
El CIIU tiene por finalidad establecer una clasificación uniforme de las
actividades económicas productivas, ofreciendo un conjunto de categorías
de actividades que se pueden utilizar cuando se diferencian las
estadísticas de acuerdo con esas actividades, información necesaria para
la compilación de las cuentas nacionales desde el punto de vista de la
producción.
Nestlé fabrica Guayaquil tiene la clasificación en el CIIU 3119, la cual
comprende las Industrias Alimenticias que se dedican a procesar o
elaborar productos derivados del cacao.
1.2.3. Estructura Organizacional.
La empresa Nestlé presenta una estructura organizacional de forma
horizontal tanto en oficina central de Quito, como en la Planta de Fabrica
Guayaquil, donde cada una de sus áreas funcionales, están distribuidas
de tal forma que la información fluya entre departamentos.
GRAFICO Nº 1
ORGANIGRAMA DE OFICINA CENTRAL (QUITO)
Fuente: Fábrica Guayaquil Dpto. RR. HH. Elaborado por: Santiago Demera J.
Ver anexo Nº 2: Organigrama de la Empresa.
Presidente Ejecutivo
Jefe de Marketing (Merchandising)
Dep. Marketing
SIM Inteligencia de Mercado
Gerente de Ventas Zona Central
Fuerza de Ventas Zona Central
Analisis de Clientes
Servicios al Cliente
Gerente de Negocios Regional
Jefe de Ventas Regional
Fuerza de Ventas Regional
Gerente de Administracion y
Finanzas
Dep. de Administración
Dep. de Finanzas
Dep. de Logistica

GENERALIDADES 6
1.2.4. Descripción de los productos (servicios).
Nestlé del Ecuador, es una empresa que sus actividades se basan a la
transformación de materias primas perecederas en productos alimenticios
perecederos como son los siguientes:
Semielaborados de cacao
Saco de polvo de cacao 50 Kg
Bloques de manteca de cacao 50 Kg.
Torta soluble.
Bebidas solubles instantáneas
Ricacao 50 g.
Nesquik 250 g.
Nescafé 7 g.
Ricacao Canela.
Ricacao repostero.
Chocolates
Bombones 4g.
Platillos 5g.
Nestlé sorpresa Tableta 12 g.
Mini Galak Tableta 14g.
Mini Manicero Tableta 14g.
Classic Tableta 23g.
Galak Tableta 23g.
Crunch Tableta 23g.
Manicero Tableta 23g.
Classic Tableta 100g.
Galak Tableta 100g.

GENERALIDADES 7
Crunch Tableta 100g.
Manicero Tableta 100g.
Abuelita Tableta 100g.
Ricacao Tableta 100g.
Familiar Blanco Tableta 200g.
Familiar Oscuro Tableta 200g.
Cobertura Gotas 200g.
Licor de cacao Kibbles.
Culinarios (maggi)
Sopas
Cremas
Caldo para menestras.
Caldo de vegetales 10.5g.
Caldo de gallina 8g y 24g.
Caldo de costilla.
Doña criollita.
Salsas frías
Frascos de mostaza
Frascos de mayonesa
Frasco de mayonesa ajo y perejil.
Frasco de mayonesa Light.
Frasco de mayonesa limón.
Frascos de salsa de tomate
Frascos de la sazón.
Salsa BBQ.
Ketchup picante.

GENERALIDADES 8
Aderezo salsa de tomate.
Aderezo mayonesa.
Sachet de mostaza, mayonesa y salsa de tomate.
1.3. Filosofía estratégica
Se centran como bases principales en los actuales sistemas de
calidad, los mismos que determinan una cultura de calidad establecida
dentro de la Institución y estas son:
1.3.1. Misión de la Empresa.
Las Fábricas de Nestlé tienen por misión:
Ser la compañía líder en Nutrición, Salud y Bienestar en el Ecuador,
reconocida por nuestros Consumidores por ofrecer productos alimenticios
innovadores y de alta calidad en todas las etapas de su vida, generando
un crecimiento rentable y sostenible del negocio en beneficio de
colaboradores, accionistas, clientes y proveedores.
1.3.2. Visión de la Empresa.
Las Fábricas de Nestlé tienen por visión:
Evolucionar de una respetada y confiable Compañía de alimentos a
una respetada y confiable Compañía de alimentos, nutrición, salud y
bienestar.

GENERALIDADES 9
1.4. Descripción general de los problemas.
En Nestlé mediante la planificación estratégica anual, por parte de los
que forman la directiva analizaron los siguientes problemas, para resolver
los mismos en un corto o mediano plazo, para hacer crecer el negocio.
Falta de capacidad de producción en obsoletas máquinas
envolvedoras de bombón.
Falta de porta-moldes y moldes en moldeadoras de chocolates.
Excesivas cantidad de desperdicios y reprocesos de productos
terminado que generan los equipos de chocolaterías.
Falta de personal capacitado en equipos de chocolatería.
1.5. Objetivos.
El presente proyecto de mejoramiento busca alcanzar objetivos claros
que evidencien un mejor esquema productivo, enmarcado a los fines que
persigue la empresa.
1.5.1. Objetivos generales del problema.
Implementar sistemas de producción en la línea de envolvedoras de
chocolate (bombón), basado en la teoría de las restricciones, para
aumentar la capacidad de producción de la línea y así lograr satisfacer la
demanda del mercado interno y externo.
1.5.2. Objetivos específicos del problema.
Identificar las causas porque las envolvedoras de bombón no
satisfacen el pedido de ventas.

GENERALIDADES 10
Incrementar la productividad y eficiencia de los equipos para disminuir
los costos de producción y mantener los precios de los chocolates
competitivos en el mercado.
Disminuir las cantidades de desperdicios y reprocesos en máquinas
envolvedoras.
1.6. Justificativos.
El desarrollo de este trabajo de investigación tiene como finalidad
resolver el problema que se está presentando en el proceso de envoltura
de bombón; debido al aumento de la demanda de ventas navideñas en el
último trimestre del año, las máquinas envolvedoras de chocolate
(bombón) no logran abastecer el mercado, por su bajo rendimiento de
producción y por su estado de obsolescencia; por lo tanto Nestlé tiene
como política, producto que no se fabrica, se deja de vender, dando
ventajas a otras empresas para que satisfagan esta necesidad.
1.7. Delimitación de la Investigación.
En vista que en la planta existen 4 áreas de producción, como son
semielaborados, chocolatería, culinarios y salsas frías, donde se registran
diferentes problemas, que son generados por los mismos procesos de
fabricación, maquinarias, personal y otras causas que generan estos
problemas. En la fábrica se realizan reuniones informativas de resultados
de producción diarias, semanales y mensuales por áreas de fabricación,
debido a esto realizaremos nuestro estudio en el área de producción de
Chocolatería.
1.8. Marco Teórico.
Este trabajo se va a desarrollar bajo la modalidad del TOC (Teoría de
las Restricciones) la cual fue descrita la primera vez por Eli Goldratt al

GENERALIDADES 11
principio de los 80 y desde entonces ha sido ampliamente utilizada en la
industria.
Es un conjunto de proceso de pensamiento que utiliza la lógica de la
causa y efecto para entender lo que sucede y así encontrar maneras de
mejorar.
Está basada en el simple hecho de que los procesos multitarea, de
cualquier ámbito, solo se mueven a la velocidad del paso más lento. La
manera de acelerar el proceso es utilizar un catalizador en el paso más
lento y lograr que trabaje hasta el límite de su capacidad para acelerar el
proceso completo. La teoría enfatiza la dificultad, los hallazgos y apoyos
del principal factor limitante. En la descripción de diversas variantes de
esta teoría a estos factores limitantes se denominan restricciones o
“cuello de botella”.
Por supuesto las restricciones pueden ser un individuo, un equipo, una
pieza de un aparato, una política local, o la ausencia de alguna
herramienta o pieza de algún aparato.
Justamente el libro La Meta, de E. Goldratt, resalta la aplicación de la
Teoría de las Restricciones (TOC – Theory of Constraints-), donde la idea
medular es que en toda empresa hay, por lo menos, una restricción. Si
así no fuera, generaría ganancias limitadas.
Siendo las restricciones factores que bloquean a la empresa en la
obtención de más ganancias, toda gestión que apunte a ese objetivo debe
gerenciar focalizando en las restricciones.
Lo cierto de que TOC es una metodología sistémica de gestión y
mejora de una empresa. En pocas palabras, se basa en las siguientes
ideas: La Meta de cualquier empresa con fines de lucro es ganar dinero
de forma sostenida, esto es, satisfaciendo las necesidades de los clientes,

GENERALIDADES 12
empleados y accionistas. Si no gana una cantidad ilimitada es porque
algo se lo está impidiendo: sus restricciones.
Contrariamente a lo que parece, en toda empresa existen unas pocas
restricciones que le impiden ganar más dinero. Restricciones no es
sinónimo de recurso escaso. Es imposible tener una cantidad infinita de
recursos. Las restricciones, lo que le impide a una organización alcanzar
su más alto desempeño en relación a su Meta, son en general criterios de
decisiones erróneos.
Producción: Como mejorar con TOC.
La Teoría de las Restricciones desarrollada a partir de su “Programa
de Optimización de la Producción”. El punto de partida de todo el análisis
es que la meta es ganar dinero y para hacerlo es necesario elevar el
throughput; pero como este está limitado por los cuellos de botella, E.
Goldratt concentra su atención en ellos, dando origen a su programa
“OPT” que deriva en “La Teoría de las Restricciones”. Producir para
lograr un aprovechamiento integral de la capacidad instalada, lleva a la
planta industrial en sentido contrario a la meta si esas unidades no
pueden ser vendidas.
La Meta E. Goldratt (1999) “Una planta en la que todos trabajan todo el
tiempo es muy ineficiente” (Pág. 84).
La razón dentro del esquema de E. Goldratt es muy sencilla: se elevan
los inventarios, se elevan los gastos de operación y permanece constante
el throughput; exactamente lo contrario a lo que se definió como meta.
E. Goldratt sostiene que todo el mundo cree que una solución a esto
sería tener una planta balanceada; entendiendo por tal, una planta donde
la capacidad de todos y cada uno de los recursos está en exacta
concordancia con la demanda del mercado.

GENERALIDADES 13
Pareciera ser la solución ideal; cada recurso genera costos por una
capacidad de 100 unidades, que se absorben plenamente porque cada
recurso necesita fabricar 100 unidades que es la demanda del mercado.
A partir de esta teórica solución, las empresas intentan por todos los
medios balancear sus plantas industriales, tratando de igualar la
capacidad de cada uno de los recursos con la demanda del mercado.
Chase Aquilano (2005) en su obra Administración de la Producción
manifiesta.
Desde el punto de vista de la producción sincronizada se dice
que igualar todas las capacidades es una mala decisión. Este
equilibrio solo sería posible si los tiempos de producción de
todas las estaciones fueran constantes o tuvieran una
distribución muy estrecha. Una variación normal en los
tiempos de producción provoca que las estaciones que están
corriente abajo tengan tiempo muerto cuando las que están
corriente arriba tardan más tiempo en procesar algo. (Pág. 752).
Suponiendo que sea posible, se reduce la capacidad de producción del
recurso productivo uno, de 150 unidades a 100 unidades. De esta
manera, disminuyen los gastos de operación y supuestamente
permanecen constantes los inventarios y el throughput.
Pero según E. Goldratt todo esto constituye un gravísimo error. Igualar
la capacidad de cada uno de los recursos productivos a la demanda del
mercado implica inexorablemente perder throughput y elevar los
inventarios.
Las razones expuestas son las siguientes: E. Goldratt distingue dos
fenómenos denominados:

GENERALIDADES 14
Eventos Dependientes: Un evento o una serie de eventos deben
llevarse a cabo antes de que otro pueda comenzar. Para atender una
demanda de 100 unidades, previamente es necesario que el recurso
productivo número dos fabrique 100 unidades y antes que este, es
necesario que lo mismo haga el recurso productivo número uno.
Fluctuaciones Estadísticas: Suponer que los eventos dependientes
se van a producir sin ningún tipo de alteración es una utopía. Existen
fluctuaciones que afectan los niveles de actividad de los distintos recursos
productivos, como son: calidad de la materia prima, ausentismo del
personal, rotura de máquinas, corte de energía eléctrica, faltante de
materia prima e incluso disminución de la demanda.
La combinación de estos dos fenómenos, genera un desajuste
inevitable cuando la planta está balanceada, produciendo la pérdida de
throughput y el incremento de inventarios.
Siguiendo con el análisis de E. Goldratt, veamos cuál es el camino
propuesto por él que deriva en lo que a nuestro juicio es la parte más
rescatable de todo el desarrollo:
El Programa de Optimización de la Producción. E. Goldratt distingue
dos tipos de recursos productivos:
Recurso cuello de botella: Es aquel cuya capacidad es menor o igual
a la demanda que hay de él.
Recurso no cuello de botella: Es aquel cuya capacidad es mayor que
la demanda que hay de él.
Los cuellos de botella no son ni negativos ni positivos, son una
realidad y hay que utilizarlos para manejar el flujo del sistema productivo
de la empresa.

GENERALIDADES 15
Tipos de Restricción: Restricción es cualquier elemento que limita al
sistema en el logro de su meta de generar dinero. Todo sistema o
empresa tiene restricciones.
Restricción de Mercado: La demanda máxima de un producto está
limitada por el mercado.
Restricción de Materiales: El Throughput se limita por la
disponibilidad de materiales en cantidad y calidad adecuada.
Restricción de Capacidad: Es el resultado de tener equipo con
capacidad que no satisface la demanda requerida de ellos.
Restricción Logística: Restricción inherente en el sistema de
planeación y control de producción.
Restricción Administrativa: Estrategias y políticas definidas por la
empresa que limitan la generación de Throughput.
Restricción de Comportamiento: Actitudes y comportamientos del
personal. La actitud de “ocuparse todo el tiempo” y la tendencia a trabajar
lo fácil.
El DBR (Tambor-Amortiguador-Cuerda) es una metodología de la
ejecución industrial, nombrada por sus tres componentes. El tambor es la
restricción física de la planta: el centro de trabajo, máquina u operación
que limitan la capacidad del sistema entero para producir más. El resto de
la planta sigue el ritmo del tambor. Ellos se aseguran que el tambor tenga
trabajo y lo que este ha procesado no se desperdicie.
El amortiguador protege al tambor, para que siempre tenga trabajo que
fluye hacia él. Los amortiguadores en DBR tienen tiempo como su unidad
de medida, en lugar de la cantidad de material. Esto hace que la prioridad

GENERALIDADES 16
del sistema sea operar estrictamente basado en el tiempo que se espera
que un pedido u orden de producción esté al funcionamiento del buffer, el
DBR normalmente requiere los amortiguadores (buffers) en varios puntos
del sistema: en la restricción, el sitio de ensamble y el lugar de entrega, la
cuerda es el mecanismo de salida de trabajo para la planta, solo un buffer
de tiempo en frente de una orden hace la debida liberación a la planta.
Pasos a seguir para su Implementación:
Paso 1 – Identificar las restricciones de la empresa.
Paso 2 – Decidir cómo explotar las restricciones.
Paso 3 – Subordinar todo lo demás a la decisión anterior.
Paso 4 – Elevar las restricciones de la empresa.
Paso 5 – Volver al Paso 1.
Para realizar la evaluación económica en cualquier tipo de inversión
existen dos métodos básicos que son la TIR y el VAN y en su utilización
se debe contar con una TMAR (Tasa Mínima Referencial).
Gabriel Baca Urbina (1999) en su obra Fundamentos de Ingeniería
Económica al referirse a los métodos manifiesta:
“El VAN (Valor Actual Neto) significa traer del futuro al presente
cantidades monetarias a su valor equivalente, se lo denomina
también como la tasa de descuento”.
“La TIR (Tasa Interna de Retorno) es la tasa de descuento que
hace que el VAN sea igual a 0”
VAN >= 0 Acepte TIR >= TMAR Acepte
1.9. Metodología.
Para esta investigación se utilizaran los siguientes métodos:

GENERALIDADES 17
Método Descriptivo.- Para los cuales se detallan a continuación los
métodos más importantes:
Método Investigativo.- A través de las consultas bibliográficas para
enmarcarnos en el tema de lo que describir registro y documentos que
nos puedan servir en adelante para el desarrollo del presente trabajo
investigativo.
Para desarrollar un diagnóstico se ha de utilizar los siguientes métodos
y técnicas:
Método Histórico Lógico.- A través de la recopilación de información
en la empresa.
Método Deductivo Inductivo.- Por medio de la técnica de la
entrevista se puede establecer un razonamiento de lo que existe y lo
que debería existir para poder obtener una mejor calidad en los
productos.
Método Evaluativo.- Se ha de utilizar para la evaluación de los
problemas que se tengan por resolver.
Para el desarrollo de elaboración de la propuesta se ha de utilizar los
siguientes métodos y técnicas.
Método Investigativo.- A través de consultas de expertos de las
materias y la recopilación de textos. Además de los métodos de
investigación se ha hecho uso de las herramientas de Ingeniería
Industrial como son:
Recolección de Información.- Se la realiza de forma directa
haciendo encuestas a los trabajadores y solicitando información a los
mandos medios y altos.

GENERALIDADES 18
Diagrama de Operaciones de Procesos.- Para lograr la extracción
de los tiempos, mediante este diagrama se lograra la estandarización
de los mismos.
Diagrama de Recorrido.- Este tipo de diagrama se lo utiliza para
verificar las distancias que hay entre operaciones que se realizan para
el proceso de producción.
1.10. Mercado.
La marca Nestlé está considerada en el mercado como una Empresa
Líder en la elaboración de productos alimenticios, de excelente calidad y
precio, tanto en el mercado local como en los demás países donde están
presentes los productos con la marca Nestlé.
Pero a pesar de esto en el País, todos los productos elaborados por
Nestlé mantienen una agresiva competencia con los productos de otras
marcas, para tratar de quitarle participación en el sector del mercado, es
así que Nestlé realiza estudios como Benchmarking y también estudios
como el 60/40 de los productos que son su competencia, para mejorar
ventas.
1.10.1. Incursión en el Mercado.
En el cuadro representamos la sectorización del mercado nacional
actual, con respecto a sus competidores.
CUADRO Nº 1
PARTICIPACIÓN EN EL MERCADO ACTUAL
Producto Descripción del Producto Marca
% Participación
en el Mercado
Samba Bombones Rellenos Surtidos Arcor 10
Dark Chocolate 100 gr Chocolate oscuro Valor 5
Chocolina Mani Mani cubierto con chocolate Ecuacocoa 6
Manicero Chocolate oscuro Nestlé 28
Noggy 84 gr Bombón con Avellanas Ferrero 17
Bombones 300 GR Bombón con Almendras La Universal 20
Dark Arriba Chocolate Los Rios 50 gr Bombón oscuro sabor Arriba Caoni 3
Jet 12 gr Chocolate de Leche Nacional de Chocolates 11
Fuente: Fábrica Guayaquil Dpto. de Ventas Elaborado por: Santiago Demera J.

GENERALIDADES 19
GRAFICO Nº 2
PORCENTAJE PARTICIPACIÓN EN EL MERCADO
Fuente: Fábrica Guayaquil Dpto. de Ventas Elaborado por: Santiago Demera J.
1.10.2. Canales de Distribución.
Los productos Nestlé se distribuyen por medio de los siguientes
canales:
Autoservicios y Clientes Directos: Ej. Supermaxi, Mi Comisariato,
Farcomed, Santa María.
Retail o Distribuidores: DSD, venta directa a tiendas (camiones
distribuidores de chocolates y galletas).
Nestlé Professional: son los Food Services. Ej. Hoteles y máquinas
de Nescafé, dispensadores de Nestea.
105
6
2817
20
311
Arcor
Valor
Ecuacocoa
Nestle
Ferrero
La Universal
Caoni
Nacional de Chocolates

CAPITULO II
SITUACIÓN ACTUAL
2.1. Recursos Productivos.
La Empresa Nestlé Fábrica Guayaquil, cuenta con los recursos
necesarios para realizar sus diversas operaciones, entre los cuales
señalaremos las siguientes.
2.1.1. Terreno Industrial.
Las instalaciones se encuentran situadas en el Sector industrial Norte
las que cuentan con un total de terreno 68022 m², repartidos de la
siguiente forma:
Área de Edificios 11800 m²
Áreas Rellenas 10000 m²
Áreas para Construcción 10300 m²
Áreas no Disponibles 35922 m²
Oficinas Administrativas, 320 m²
Oficinas de Recursos Humanos, 890 m²
Área de recepción de cacao, 270 m²
Área de semielaborados, 1800 m²
Área de pulverización, 510 m²
Área de chocolatería, 1350 m²
Área de culinarios, 1280 m²
Área de salsas frías, 709 m²
Bodega de materia prima, 2285 m²
Bodega de producto terminado, 1410 m²
Taller de Mantenimiento 203 m²

SITUACIÓN ACTUAL 21
El terreno de la empresa se encuentra ocupado casi en su totalidad,
debido que ha ido creciendo en los últimos cinco años por la demanda de
sus productos y sobre todo por el cierre de la planta de Ecuajugos, por lo
que la línea de salsa de tomate se traslado a la fabrica Guayaquil al área
de salsas frías; esta área es la que tiene mayor proyección en volumen de
ventas. Solo existe un sector que no está ocupada que es el sitio actual
de una cancha de Indoor y de Fútbol, en la cual se tiene proyectado
construir un galpón para instalar una nueva línea de semielaborados de
cacao de Exportación; o realizar el otro proyecto a largo plazo que es el
traslado de las 2 Fábricas la de los Ceibos y la del Sur a un complejo
Industrial ubicado en el sector de la Vía a Durán.
2.1.2. Máquinas y Equipos.
Para la fabricación de sus productos la empresa cuenta con los
siguientes equipos, ubicados de acuerdo a las áreas de fabricación:
CUADRO Nº 2.1
EQUIPOS DE SEMIELABORADOS DE CACAO
CANTIDAD DESCRIPCIÓN CAPACIDAD
1 Limpiadora 2 ton/h
1 Despiedradora 2200 kg/h
1 Presecador 1 ton/h
1 Descascaradora 1100 kg/h
1 Tostador 1000 kg/h
2 Molinos de rotores 1000 kg/h
3 Molinos de piedra 750 kg/h
2 Molinos de bolas 350 kg/h
11 Tanques de almacenamiento 10 ton
1 Solubilizador 850 kg/h
1 Pasteurizador 250 kg/h
3 Prensas de licor 130 kg/h
2 Pulverizador 400 kg/h
1 Centrífuga 1000 kg/h
1 Mezclador 400 kg/h
1 Filtros 1000 kg/h
2 Envasadoras de polvo 36 cjas/h
4 Detectores de metales
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.

SITUACIÓN ACTUAL 22
CUADRO Nº 2.2
EQUIPOS DE CHOCOLATERÍA
CANTIDAD DESCRIPCIÓN CAPACIDAD
1 Tanques de almacenamiento de leche 2000 kg
1 Tanques de almacenamiento de azúcar 6000 kg
1 Mezclador de ingredientes 1500 kg/h
1 Pre-refinador
2 Refinador
1 Concha Frisse 5 ton
1 Concha BM3000 3 ton
1 Concha Thoguet 3 ton
1 Concha BM1000 1 ton
8 Tanques de almacenamiento de chocolate 3 ton – 10 ton
1 Temperadora Assted 3000 3000 kg/h
1 Temperadora Assted 1000 1000 kg/h
2 Dosificadora 150 kg/h-600 kg/h
1 Moldeadoras 6000 kg/h
5 Envolvedora 130 – 146 bom/m
2 Empaquetadora 325 tab/m
2 Detector de metal
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
CUADRO Nº 2.3
EQUIPOS DE CULINARIOS (MAGGI).
CANTIDAD DESCRIPCIÓN CAPACIDAD
3 Llenadoras y moldeadoras 300 cub/m
1 Llenadora de sobres 220 sob/m
1 Mezclador 600 kg/h
1 Autoclave 1100Kg/h
1 Separador de grasas
2 Ollas Lee 378.5Lt
1 Deshuesadora
2 Balanzas
1 Picadora
1 Molino de sal
1 Molino de especies
1 Secador 840 Kg/h
1 Detector de Metales
2 Tanques de Almacenamiento
1 Fundidor de grasas
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.

SITUACIÓN ACTUAL 23
CUADRO Nº 2.4
EQUIPOS DE SALSAS FRÍAS.
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
2.1.3. Recursos Humanos.
En Nestlé del Ecuador la Administración de R.R.H.H. la dirige el Ing.
Juan Ruiz, el cual está encargado de la selección del personal,
capacitando al personal nuevo con charlas de inducción sobre los temas
de las políticas de la empresa, como son: las de seguridad, calidad, las
metas de la empresa, y al proceso de fabricación del área a la que van a
ser asignados.
Actualmente laboran en la empresa 365 personas, repartidas en las
diferentes áreas de producción y demás departamentos, siendo los
horarios laborables para las personas de producción de 7:00 a.m. – 15:00
p.m., de 15:00 p.m. – 23:00 p.m. y de 23:00 p.m. – 7:00 am. El horario
para los empleados de Administración es desde 8:00 a.m. – 16:30 p.m.
CANTIDAD DESCRIPCION CAPACIDAD
6 Tanques de preparación 2 Toneladas
2 Homogenizadores 500 Litros/hora
1 Lavadora de frascos
3 Llenadora de sobres 5000 Sobres/hora
1 Llenadora de frascos 3000 Frascos/hora
1 Tapadora de frascos
1 Etiquetadota de frascos
3 Selladoras de cajas
1 Empaquetadora de termoformado
1 Olla lee 1000 Litros
1 Tanque Pulmón 1 Tonelada
1 Pasteurizador
1 Desairador
1 Llenadora de botellas
1 Tapadora de botellas
1 Túnel de enfriamiento
1 Etiquetadita de frascos
2 Molinos de semillas

SITUACIÓN ACTUAL 24
2.1.4. Recursos Financieros.
Los recursos financieros de Nestlé pueden ser medidos, en base a su
poder de endeudamiento en los proyectos de activos, así como los
pasivos y patrimonios que posee la Empresa, mediante los cuales se
pueden demostrar que es una empresa solvente y económicamente
estable. Con estos criterios la Empresa se enfrenta al ejercicio
económico del presente año.
2.2. Capacidad de producción
La planta en sus instalaciones cuenta con diferentes equipos para el
proceso de fabricación, en sus diversas áreas de producción, la planta
tiene una capacidad instalada de 90 toneladas/diarias. En los siguientes
cuadros de estándares se muestra la capacidad de producción de los
equipos del área de Chocolatería.
Capacidad de Producción de los Equipos de Chocolatería:
Capacidad Instalada de la Moldeadora de Chocolate Cavemil
Disponible Bruta
Velocidad Nominal 642 Kg/hora
642 Kg/hora x 24 horas/ 1día = 15408 Kg/día
15408 Kg/día x 364 días/ 1año = 5608512 Kg/año
Total Cap. Disponible Bruta = 5608512 Kg/año
Disponible Neta
Se utilizan 4 semanas para el mantenimiento anual.
Se dispone 8 horas x mes del programa mensual para su mantenimiento
preventivo

SITUACIÓN ACTUAL 25
52 semanas
4 semanas x 7 días = 28 días
Total de semanas = 52 – 4 = 48 semanas
8 horas x 12 meses = 96 horas x 1 día/24 horas = 4 días
48 semanas x 7 días/1 semana = 336 días – 4 días = 332 días
15408 Kg/días x 332 días/1año = 5115456 Kg/año
Total Cap. Disponible Neta= 5115456 Kg/año
Real Utilizada
22 golpes/min x 48 bombones x 4.5 gr/bombón = 4752 gr/min
4752 gr/min x 60 min/1 hora = 285120 gr/horas x 1 Kg/1000 gr =
285.12 Kg/hora
3 turnos de 8 horas 24 horas
Se programan 6 días en la semana = 6 días x 24 horas/1día = 144 horas
Arranque 2 horas x semana = 2 horas
Cambio de formato 2 horas x semana = 2 horas
Total de horas = 144 horas – 4 horas = 140 horas
140 horas x 1 día/24 horas = 5.833 días
Total de días = 332 días – 5.833 días = 326.16 días
285.12 Kg/hora x 24 horas/1día x 326.16 días/1año = 2231873.74 Kg/año
Total Cap. Real Utilizada = 2231873.74 Kg/año
Capacidad Instalada de la Empacadora de Tabletas de Chocolate
Cavanna.
Disponible Bruta
Velocidad Nominal 320 golpes/min
Peso de la tableta 10 gr
320 golpes/min x 10 gr = 3200 gr/min
3200 gr/min x 60 min/1 hora x 1 Kg/1000 gr = 192 Kg/hora
192 Kg/hora x 24 horas/1 día = 4608 Kg/días
4608 Kg/días x 7 días/1 semana = 32256 Kg/semana

SITUACIÓN ACTUAL 26
4608 Kg/días x 364días/1 año = 1677312 Kg/año
Total Cap. Disponible Bruta = 1677312 Kg/año
Disponible Neta
Se utilizan 3 semanas para el mantenimiento anual.
Se dispone 8 horas C/15 días para su mantenimiento preventivo
52 semanas
Total de semanas = 52 – 3 = 49 semanas
8 horas x 2 x 12 meses = 192 horas
192 hora x 1 día/24 horas = 8 días
49 semanas x 7 días/1 semana = 343 días – 8 días = 335 días
Total de días = 335 días
4608 Kg/días x 335 días/1 año = 1543680 Kg/año
Total Cap. Disponible Neta = 1543680 Kg/año
Real Utilizada
280 golpes/min
3 turnos de 8 horas 24 horas
Se programan 6 días en la semana = 6 días x 24 horas/1día = 144 horas
Arranque 1 hora x semana = 1 hora
Cambio de formato 120 minutos x semana = 120 minutos
280 golpes/min x 10 gr/golpe = 2800 gr/min
2800 gr/min x 60 min/1 hora x 1 Kg/1000 gr = 168 Kg/hora
Total de horas = 144 horas – 3 horas = 141 horas
141 horas x 1 día/24 horas = 5.875 días
Total de días = 335 días – 5.875 días = 329.125 días
168 Kg/hora x 24 horas/1día x 329.125 días/1año = 1327032 Kg/año
Total Cap. Real Utilizada = 1327032 Kg/año
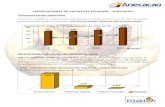
Capacidad de Producción de las Envolvedoras HPN
Disponible Bruta
Velocidad Nominal 180 Bombones/minuto

SITUACIÓN ACTUAL 27
Peso del bombón 4.5 gr
180 bom/min x 4.5 gr/bom = 810 gr/min
810 gr/min x 60 min/H = 48600 gr/H
48600 gr/H x 1 kg/1000gr = 48.6 kg/H
48.6 Kg/H x 24 H/día = 1166.4 Kg/día
1166.4 Kg/día x 364 días/año = 424569.6 Kg/año
Disponible Neta
Se utilizan 4 semanas para el mantenimiento anual.
Se dispone 8 horas del programa semanal para mantenimiento preventivo
52 semanas
4 semanas x 7 días = 28 días
Total de semanas = 52 – 4 = 48 semanas
8 horas x 48 semanas = 384 horas x 1 día/24 horas = 16 días
28 días + 16 días = 44 días
Total de días = 364 – 44 = 320 días
1166.4 Kg/días x 320 días/año = 373248 Kg/año
Real Utilizada
110 bom/min
3 turnos de 8 horas 24 horas
1/2 hora de comida en solo 2 turnos 1 hora
1/2 hora de limpieza en los 3 turnos 1.5 hora
Total de horas 21.5 horas
Se programan solo 6 días en la semana
Total de días programados 320 – 52 = 268 días
110 boom/min x 4.5 gr/boom = 495 gr/min
495 gr/min x 60 min/hora = 29700 gr/hora
29700 gr/hora x 1 Kg/1000gr = 29.7 Kg/hora
29.7 Kg/hora x 21.5 horas/1día = 638.55 Kg/día
638.55 Kg/día x 268 días/1año = 171131.4 Kg/año
Eficiencia = 171131.4 / 373248 = 0.46 x 100 =
Eficiencia = 46%.

SITUACIÓN ACTUAL 28
CUADRO Nº 3.1
ESTÁNDAR DE PREPARACIÓN DE MASAS
CUADRO # 8
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
CUADRO Nº 3.2
ESTÁNDAR DE MOLDEADORA CAVEMIL
Elaborado por: Santiago Demera Jaime
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
ESTANDARES DE LINEA
Fabrica Guayaquil
PREPARACION DE MASAS
Descripción Código Variante Formato Por Hora #
Pers.
X Min
Kilos Cajas 1
Compound Blanco 43152484 0
Granel
850.00
1 14.2 Compound Oscuro 43152486 0
Compound Oscuro C/Retrab 43152486 1
Compound Oscura 43147201 0
1000.00
2
16.7
Compound Oscuro C/Retrab 43147201 1
Masa Leche Classic 43147202 0
Masa Leche Manicero 43147203 0
Masa Chocolate Fondant 43147205 0
Masa Conchada Blanca 43147207 0
900.00
15.0 Masa Conchada Blanca C/R 43147207 1
Masa Compound Blanco 43147200 0
Masa Conchada Familiar 43147204 0 1077.00
18.0
Masa Familiar 43147206 0
Productos en Kilos Productos en Cajas
Nota: (01) Variante que diferencia los productos o máquinas.
ESTANDARES DE LINEA
Fabrica Guayaquil
CAVEMIL
Descripción Código Variante Formato Kilos Cajas #
Pers. X Min.
1
Tab.Leche 43147231 0
100 Gr.
648.00
4
10.8
Tableta Familiar 43147242 0
Tab.Crunch 43147232 0
576.00
9.6 Tab.Galak 43147234 0
Tab.Manicero 43147241 0
Tab. Familiar 43147239 0 200 Gr.
1224.00 20.4
Barra Mini Galak 43147222 0 10 Gr.
360.00
5
6.0 Barra Mini Galak C/ Retrabajo 43147222 1
10 Gr.
Barra Classic 43147223 0
Nestle Sorpresa 43147235 0
Barra Manicero GG MOL 43147220 0 350.00 5.8
Galak Chispas 43147237 0 23 Gr.
331.20
5.5
Galak Smarties Mold. 43147230 0
Barra Galak Smarties 43147233 0
14 Gr.
Barra Galak 43147224 0
Galak Chispas 43147238 0
Cobertura Blanca 43147240 0 200 Gr. 792.00 4 13.2

SITUACIÓN ACTUAL 29
CUADRO Nº 3.3
ESTÁNDAR DE EMPACADORA CAVANNA
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
CUADRO Nº 3.4
ESTÁNDAR DE ENVOLVEDORAS HPN
Elaborado por: Santiago Demera Jaime
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
ESTANDARES DE LINEA
Fabrica Guayaquil
CAVANNA
Descripción Código Variante Formato Por Hora #
Pers.
X Min.
Kilos Cajas 1 Familiar 11495250 0
44x200 Gr. 1,008.04 114.55 6 1.9 Familiar 11495047 0
Tableta Manicero Display 11495265 0
6x10x100 Gr. 480.00 80.00
7
1.3 Crunch 11495292 0
Crunch 8401143 0
Galak Arroz 11495293 0
Tableta Familiar 12043028 0 6x12x100 Gr. 482.40 67.00 1.1
Tableta Leche (Classic) 11495294 0
Productos en Kilos Productos en Cajas
Nota: (01) Variante que diferencia los productos o máquinas.
ESTANDARES DE LINEA
Fabrica Guayaquil
HPN
Descripción Código Variante Formato Por Hora #
Pers.
X Min.
Kilos Cajas 1 Bombon Leche 43146928 0
Granel 40.00
1.666
67 0.67
Bombon Leche C/Retrabajo 43146928 1 Bombon Coco 43146929 0 Bombon Coco C/Retrabajo 43146929 1 Bombon Naranja 43146990 0 Bombon Naranja C/Retrabajo 43146990 1 Bombon Cereza 43146991 0 Bombon Cereza C/ Retrabajo 43146991 1
SAPAL Platillo Leche 43147275 0
Granel 79.20
2.00 1.32 Platillo Crunch 43146926 0 Platillo Concorde 43146927 0 Platillo Galak Arroz 43147276 0
Productos en Kilos Productos en Cajas
Nota: (01) Variante que diferencia los productos o máquinas.

SITUACIÓN ACTUAL 30
2.3. Distribución de la planta.
La planta industrial de Nestlé del Ecuador, se encuentra distribuida
según sus áreas de producción que son las siguientes:
Área de recepción de cacao,
Área de semielaborados,
Área de pulverización,
Área de chocolatería,
Área de culinarios,
Área de salsas frías,
Área de servicios generales,
Bodega de materia prima,
Bodega de producto terminado,
Taller de mantenimiento,
Oficinas Administrativas,
Bodega de Repuestos.
GRAFICO Nº 3
DISTRIBUCIÓN DE LA PLANTA
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.

SITUACIÓN ACTUAL 31
A continuación realizaremos una breve descripción de las áreas más
importantes que intervienen en el proceso de producción.
Área de Recepción de Cacao.- Área donde se receptan los camiones
provenientes de diferentes provincias, aquí se escoge el cacao, siendo
esta su principal materia prima para su proceso.
Bodega de Materia Prima.- Bodega donde se almacena la materia
prima y todos los materiales que se utilizan en el proceso de producción
de los diferentes productos.
Área de Semielaborados.- En esta área comienza a ser procesado el
cacao en sus diferentes etapas, del cual obtendremos el licor de cacao,
polvo de cacao y manteca de cacao.
Área de Pulverización.- Aquí se pulverizan las tortas obtenidas del
prensado del licor por medio de molinos de pines, el polvo obtenido del
pulverizado, se lo vacía en un mezclador, con otros ingredientes, azúcar,
vitaminas, luego la mezcla se envasa en formatos de fundas de 250 gr. y
500 gr.
Área de Chocolatería.- Área que procesara el licor de cacao y
agregándole otros ingredientes como son: azúcar, lecitina, manteca de
cacao, del cual se obtienen productos terminados como son: bombones,
platillos, tabletas, etc.
Bodega de Producto Terminado.- De las áreas de fabricación de
semielaborado, chocolatería y maggi son trasladados los productos
terminados a estas bodegas.
Desde aquí se despachan los pedidos de los productos para el
abastecimiento del mercado Nacional e internacional para su exportación
a otros Países.

SITUACIÓN ACTUAL 32
2.4. Descripción del Proceso(S).
En la fábrica se procesa el cacao para obtener dos gamas de
productos como lo son: los semielaborados y los chocolates.
2.4.1. Proceso del Semielaborados del Cacao.
Recepción y limpieza del cacao.- Características de la pepa de
cacao: Llega con humedad del 10%
Limpieza del cacao.- Separación de granza, tierra, piedras, metales,
del cacao.
Luego del proceso de limpieza, la pepa de cacao es transportada por
medio de ductos metálicos a fabricación. El área de fabricación consta de
2 secciones que son: Semielaborados y Chocolatería.
Pre-Secado del cacao.- El Pre-secador es una torre rectangular que
consta de un canal en el centro por donde desciende la pepa de cacao, a
unas cámaras tipos panales de acumulación. En el pre-secador entra el
haba de cacao entera, la cual es secada por el calor suministrado de 3

SITUACIÓN ACTUAL 33
baterías de vapor: la 1era esta a 110°C, la 2da a 105°C y la 3ra a 100°C;
luego la pepa de cacao es trasladada por medio de un tornillo sin fin a un
ducto soplado por aire comprimido, para luego caer a la descascaradora.
Descascarados del cacao.- El cacao pre-tostado o pre-secado es
triturado por el equipo quebrantador, el descascarado consiste en la
ruptura de la pepa por medio del zarandeo y vibración del equipo. El
cacao y las cascaras son machacados, estos descienden a una zaranda
formada por tamices de diferentes calibres, donde las cascaras por su
forma, tamaño y menor peso especifico son arrastrados por una corriente
de aire, separándose de esta manera el cacao y cascara, el cacao
triturado libre de cascara es conocido como NIBS.
Torrefactor o tostador del cacao.- El cacao quebrantado es sometido
a calentamiento, como en el anterior proceso del pre-secado, a una
temperatura de 125°C – 150°C, la misma que sirve para reducir su
contenido de humedad y para desarrollar toda la belleza de su color y la
plenitud de su aroma una vez tostado. El cuidado que se tenga en esta
parte del proceso tendrá incidencia muy grande en la calidad final del
chocolate. El proceso es muy delicado y requiere mucha habilidad del
Descascaradora Parte Inferior
Pre secador

SITUACIÓN ACTUAL 34
operador, una vez evaporada la humedad hay un punto óptimo de
torrefacción. Esta operación se hace a ritmo lento de 20 a 30 minutos.
Molienda del cacao (Molinos Bühler).- La molienda tiene por objeto
reducir el tamaño de las partículas a 75. Por el contenido graso de
cacao que es superior al 51% y por el calor generado por la fricción
durante la molienda, el cacao se transforma en una pasta fluida llamada
licor de cacao. El licor de cacao es almacenado en tanques, aquí también
se somete a un tratamiento de esterilización para reducir la carga
bacteriana a niveles inferiores a los máximos establecidos en las Normas
Internacionales.
Solubilizador del cacao.- En el solubilizador se extraen los gases al
licor del cacao, el solubilizador es una tina mezcladora, a esta se le
inyecta vapor directo a temperaturas de 125°C – 130°C, para seguir
eliminando gérmenes y baterías. En esta máquina se obtiene Licor
Soluble y Licor Pasteurizado. La diferencia que hay entre estos 2 licores,
es el tipo de ingredientes que se utilizan al realizar la mezcla en el
solubilizador:
LS: Licor soluble + vapor + (carbonato de potasio diluido en agua
caliente).
LP: Licor pasteurizado + vapor + agua caliente.
Molinos

SITUACIÓN ACTUAL 35
Prensado del licor de cacao.- El licor almacenado en los tanques de
reposo es bombeado luego a 2 ollas de presión denominadas GDO, aquí
se mantiene el licor a altas temperaturas entre 95ºC a 99ºC para realizar
mejor el proceso de prensado. La prensa también debe de estar a
temperaturas de 95ºC a 99ºC para disminuir el tiempo de prensado y
minimizar los problemas en el equipo.
El objetivo del prensado es separar la fase liquida (Manteca de
Cacao), de los sólidos (Torta de Cacao), que mezclados constituyen el
licor de cacao.
La prensa consta de 12 cámaras, el tiempo de prensado dura
aproximadamente 20 minutos, mientras más tiempo el licor de cacao este
prensando, se obtendrá mayor cantidad de manteca de cacao.
Manteca de cacao.- La manteca extraída del prensado se la deposita
en los tanques de almacenamiento de manteca turbia (MN1) y manteca
limpia (ML1).
GDO Prensa CM
Prensa CM Prensa BM
GDO Prensa BM

SITUACIÓN ACTUAL 36
La manteca turbia se filtra por una centrifuga para extraer o eliminar
los sólidos residuales que contiene, luego del centrifugado se obtiene una
manteca limpia, la misma que después pasa por un filtro prensa, con el fin
de aclarar la manteca, luego se la tempera y envasa en cajas de cartón
para su exportación, la manteca de cacao es una de las principales
materias primas en el proceso de la obtención de chocolate.
2.4.2. Proceso de la obtención del chocolate.
Vaciado y mezclado de ingredientes.- Para obtener la masa de
chocolate se agregan 20% de licor de cacao, 30% de manteca de cacao,
30% de leche en polvo y 20% de azúcar, en el mezclador CM., aquí los
ingredientes pasaran amasándose por un tiempo de 15 minutos, hasta
transformar estos ingredientes en una masa muy homogénea, la misma
que tendrá un sabor agradable, pero su textura todavía será granulosa.
Dosificador de Manteca
Balanza
Panel de Control

SITUACIÓN ACTUAL 37
Pre-refinado de masa de chocolate.- Para este proceso se utiliza la
masa homogénea obtenida del mezclador, esta es transportada al pre-
refinador (2 rodillos rotativos superpuestos), por medio de un tornillo sin
fin. La pre-refinación es un proceso importante, ya que aquí se generan
condiciones óptimas de la masa para el siguiente proceso que es la
refinación. La mezcla entra con una granulometría de 320 en los
rodillos, para luego en la salida de los mismos obtener una finura de masa
de 180 a 150, de esta forma se aumenta el rendimiento y se disminuye
el desgaste de los refinadores.
Refinado de masa de chocolate.- Los refinadores son alimentados
con la masa obtenida del pre-refinador, por medio de un transportador de
banda metálica. Este equipo a diferencia del pre-refinador cuenta con 5
rodillos sucesivos, que giran a rápidas velocidades (150 rpm.) y con
presiones entre cilindros de 30 bar., obteniéndose una hojuela de masa
de 25 - 30.

SITUACIÓN ACTUAL 38
Conchado del chocolate.- A esta etapa del proceso se le da este
nombre porque antiguamente, el recipiente en que se amasaba
manualmente la pasta, tenía forma de concha. Existen 4 conchas de
diferentes capacidades: 5 toneladas, 4 toneladas, 3 toneladas y de 1.5
toneladas. La concha es un gran agitador que posee un sistema de
calentamiento y enfriamiento para cuidar la temperatura de la masa
durante el proceso. Con el lento y potente movimiento de los agitadores,
la pasta se mantiene a una temperatura de 50°C a 70°C, para el
chocolate blanco y de 60°C a 85°C para el chocolate oscuro. El agitador
con su movimiento ventila continuamente la masa, esta oxidación da el
aire para que penetre la masa, para favorecer el perfecto desarrollo del
aroma. La humedad queda eliminada, así como los ácidos volátiles que
dan cierta amargura al chocolate. Durante el conchado se añade
manteca de cacao, lecitina y amul, para aumentar su fluidez. En el
conchado se liga perfectamente la pasta, destruyendo por fricción toda
partícula arenosa, se logra el aspecto y la textura aterciopelada del
chocolate, un mayor tiempo de conchado dará origen a un producto de
mayor calidad, este proceso dura de 16 a 24 horas.
Temperado del chocolate.- La masa de chocolate re-circula por unas
cámaras de doble camisa, las que le ingresan en su interior agua fría a
temperaturas de 12°C, para enfriar la masa, lo que permite a la manteca
de cacao cristalizarse y convierte al chocolate en una masa fina y
Conchas

SITUACIÓN ACTUAL 39
homogénea. Si no se toma precaución en este proceso, el producto
moldeado desarrollara grandes cristales de grasa, que le darían una
consistencia granulosa, por este motivo la masa debe salir de la
temperadora con 28°C a 29°C.
Moldeado del chocolate.- Una vez temperada la masa pasa al
proceso del moldeado, donde existen diversos moldes de varias formas y
dimensiones, como son los de tabletas, barras y bombones. Los moldes
vacios de plástico, se calientan ligeramente y se llenan después con la
masa de chocolate, estos moldes se deslizan por un túnel de
enfriamiento. Una vez enfriado el producto se le aplica vibración en el
último tramo del túnel para el desmolde de las barras de chocolate.

SITUACIÓN ACTUAL 40
Empacadora de tabletas de chocolates.- La Cavanna Lógica se
encarga de colocar la envoltura a las tabletas de distintos formatos: 14gr,
25gr, 100gr y 200gr, de esta máquina se obtiene 320 upm.
Envolvedoras de bombón y platillos de chocolate.- El producto
moldeado es colocado en charoles plásticos y almacenados en coches
metálicos, para luego ser llevados al área de envoltura donde se
encuentran las maquinas HPN y ZAPAL que son las que realizan la
envoltura al bombón con el papel laminado.
Pantalla de Operación
Codificadora de empaque
Sistema de Cruce de Bobinas
Formador de Empaque

SITUACIÓN ACTUAL 41
2.4.3. Diagrama de Flujo del Proceso.
En el diagrama de flujo se puede observar detalladamente, todo el
proceso de producción, desde la llegada de la materia prima a la planta
hasta la obtención del producto terminado.
Ver Anexos Nº 3, 4, 5 Y 6 Diagrama de Flujo del Proceso.
2.4.4. Diagrama de Flujo de Operaciones.
En el diagrama de Operaciones, se encuentra la secuencia de cada
operación que se lleva a efecto, observando los parámetros establecidos
para la fabricación del chocolate.
GRAFICO Nº 4
DIAGRAMA DE FLUJO DE OPERACIONES
PROCESO DE REPARACIÓN DE MASA DE CHOCOLATE
Fuente: Fábrica Guayaquil Dpto. Técnico Elaborado por: Santiago Demera J.

SITUACIÓN ACTUAL 42
GRAFICO Nº 5
DIAGRAMA DE FLUJO DE OPERACIONES
PROCESO DE FABRICACIÓN DE CHOCOLATE
Fuente: Fábrica Guayaquil Dpto. Técnico Elaborado por: Santiago Demera J.
2.4.5. Diagrama de Recorrido.
GRAFICO Nº 6
DIAGRAMA DE RECORRIDO DE PREPARACIÓN DE MASAS
Fuente: Fábrica Guayaquil Dpto. Técnico Elaborado por: Santiago Demera J.

SITUACIÓN ACTUAL 43
GRAFICO Nº 7
DIAGRAMA DE RECORRIDO DE MOLDEADO DE TABLETAS
Fuente: Fábrica Guayaquil Dpto. Técnico Elaborado por: Santiago Demera J.
GRAFICO Nº 8
DIAGRAMA DE RECORRIDO DE EMPACADORA DE TABLETAS DE
CHOCOLATE
Fuente: Fábrica Guayaquil Dpto. Técnico Elaborado por: Santiago Demera J.

SITUACIÓN ACTUAL 44
GRAFICO Nº 9
DIAGRAMA DE RECORRIDO DE ENVOLVEDORAS DE
BOMBONES Y PLATILLOS
Fuente: Fábrica Guayaquil Dpto. Técnico Elaborado por: Santiago Demera J.
2.5. Planificación de la producción
Los volúmenes de producción para la fábrica no son constantes. Esto
depende del plan de producción que se envía desde Quito. El plan de
producción semanal se elabora tomando en cuenta los datos estadísticos
históricos, los cuales presentan determinado volumen de producción
dependiendo la temporada o mes en que se esté trabajando. Sin
embargo estos volúmenes de producción presentan variaciones, los que
se relacionan con la oferta-demanda del mercado actual, presupuesto de
la empresa, situaciones económicas y factores ambientales. El flujo para
lanzar una producción es el siguiente:
a.- El planificador de oficina central planifica la demanda base. Los
eventos comerciales son creados por la gente de Marketing.
b.- El planificador de oficina central planifica la distribución en fábricas y
centros de distribución.

SITUACIÓN ACTUAL 45
c.- El planificador de oficina central elabora el plan maestro de
producción.
d.- La fábrica Guayaquil ejecuta y libera la producción para que se
realicen las actividades en la planta.
e.- El planificador o comprador de fábrica Guayaquil planifica los
requerimientos de materias primas y material de empaque.
f.- El planificador de fábrica Guayaquil planifica la producción detallada.
g.- El operario de bodega en fábrica Guayaquil recibe, mantiene, controla
y despacha el producto terminado.
h.- El transportista entrega el producto terminado en los centros de
distribución CD.
i.- En el CD el operario de bodega hace la recepción.
2.5.1. Programación de la producción.
Se revisan los inventarios disponibles de producto terminado en los
centros de distribución y define las necesidades de fabricación de
productos, así crea el programa de producción que con el SAP se está
anticipando diez y ocho meses, las proyecciones de las ventas.
El programa de producción se envía a las fábricas donde se
determinan si tienen o no la capacidad de producción de acuerdo con la
disponibilidad de colaboradores en planta y la confirmación de llegada de
las materias primas.
La empresa cuenta con un programa de producción semanal, el cual
es el siguiente:

SITUACIÓN ACTUAL 46
CUADRO Nº 4
PROGRAMACIÓN DE LA PRODUCCIÓN
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
2.5.2. Ejecución de la producción.
Todos los datos han sido ingresados al sistema y verificados por los
responsables, con esta información se crea una orden de producción que
se libera para ser ejecutada, teniendo en cuenta que todos los materiales
deben estar disponibles y liberados por calidad de lo contrario no es
posible iniciar la producción. Cuando los materiales se encuentran en
producción, se inicia la etapa de ejecución de la orden de proceso y cada

SITUACIÓN ACTUAL 47
vez que se genera un pallet de producto terminado los operarios de los
equipos deben reportar la producción, el consumo de los materiales y las
horas de parada por producción, el registro exacto y oportuno de esta
información es responsabilidad de cada colaborador durante su turno, la
declaración de producción se llama entrada de mercaderías y el consumo
de materiales se llama salida de mercaderías.
CUADRO Nº 5
EJECUCIÓN DE LA PRODUCCIÓN
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
2.5.3. Control de la producción.
Una vez terminado el turno y con los reportes obtenidos de los
operadores, se ingresan los datos en el sistema SAP, para tener así un
registro de toda la información de fabricación, esta información se
compara con lo programa de producción tentativo o lanzado.

SITUACIÓN ACTUAL 48
CUADRO Nº 6
CONTROL DE LA PRODUCCIÓN
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
2.5.4. Análisis de la eficiencia
Mediante los resultados obtenidos en el dia anterior se presentan los
informes que pueden ser diarios semanales o mensuales, en las
reuniones intervienen el Jefe de Producción del área, técnicos,
operadores, personal de calidad, personal de programación, para evaluar
y analizar los indicadores de producción, esto se lo compara con la
producción efectiva y la programada.
Para hacer el calculo se utiliza la siguiente formula:
En el siguiente cuadro se presenta un ejemplo de analisis y eficiencia
del área.
Lanz Efec Lanz Efec Lanz Efec Lanz Efec Lanz Efec Lanz Efec Lanz Efec Total Lanzlun 11 mart 12 mier 13 juev 14 vier 15 sab 16 dom 17
WLLENAJE1
11495444 MAGGI Caldo Gallina 24(24x21g) EC 285 265 285 280 190 279 285 288 285 183 285 233 1615
WLLENAJE2
11495445 MAGGI Caldo Gallina 180x84g EC 225 230 225 232 225 111 150 217 225 235 225 198 1275
WLLENAJE3
11495445 MAGGI Caldo Gallina 180x84g EC Mantenimiento anual
WLLENAJE4
11495449 DONA CRIOLLITA Caldo 72x100g EC 27 120 95 120 135 120 131 360
11495451 DONA CRIOLLITA Caldo 108x50g EC 168 171 168 188 168 150 504
11495452 MAGGI Dona Criollita Dis 25(50x5g) EC 0
WMEZCKRE1
43147251 MAGGI Mezcla Curry 500 500
43147249 MAGGI Caldo Vegetales 3600 3600
43147247 MAGGI Caldo Costilla 5400 6600 3600 3600
43147246 MAGGI Caldo Gallina Polvo 0
43147245 MAGGI Caldo Gallina Criollita 3600 3600 3600 3600 3600 10800
40301022 Caldo MAGGI Pollo 10800 10200 10800 6600 10800 3600 10800 5400 10800 3600 57600
WLLENADYP 27.8%
11495497 MAGGI Mayonesa 40x200g EC 600 452 600 831 1200
WLLENAEVI 74.5%
11495474 MAGGI Mayonesa 6(12x100g) EC 1455 1129 1455 1503 970 854 3880
11495481 MAGGI Mostaza 6(12x100g) EC 1455 1155 1455 1538 2910
12042973 MAGGI Aderezo Mayonesa 6(12x80g) EC 485 290 213 485
WLLENAFAC 45.3%
11495499 MAGGI Mayonesa 12x1kg EC 400 400 400
11495498 MAGGI Mayonesa 24x550g EC 400 352 400 450 800
11495479 MAGGI Mostaza 4kg EC 3000 3064 3000 3120 6000
11495473 MAGGI Mayonesa 4kg EC 1200 1200 1200
SEMANA 33

SITUACIÓN ACTUAL 49
CUADRO Nº 7
ANÁLISIS DE LA EFICIENCIA
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
Aplicando la formula tendriamos el siguiente valor:
Como resultado tenemos un 94% de la eficiencia de la fábrica
2.6. ANÁLISIS DE LAS 5 FUERZAS DE PORTER.
Fuente: Monografías. com. Elaborado por: Santiago Demera J.
PROG.TOTAL
Ton
MES MES
TONNELADAS PROG. PROG. LANZ. EFECT. EFECT.
CHOCOLATES 208 14 14 14 193
BEBIDAS ACHOCOLATADAS 275 22 22 10 252
SEMIELABORADO 391 39 39 39 361
Choco. interfabricas c 35 0 0 0 34
Semi interfabricas c 10 0 0 0 14
TOTAL CHOCOLATE 919 74 74 63 854
CALDOS 231 19 19 18 212
SALSAS 256 19 19 19 251
SALSA TOMATE 202 10 10 12 211
TOTAL MAGGI 689 48 48 49 674
TOTAL FABRICA 1609 122 122 113 1528
% CUMPLIM. ESTRICTO (R605) PROG. LANZ. PROG.
Semanal Enero 2010
DEL 29 Al 31
SEMANA 05

SITUACIÓN ACTUAL 50
Este modelo determina la rentabilidad a largo plazo del mercado.
Afirma Michell Porter que estas cinco fuerzas rigen la competencia
industrial.
Amenaza de Entrada de Nuevos Competidores.
La primera fuerza de Porter analiza quienes son nuestros nuevos
competidores.
Según visitas realizadas a los Supermercados, como Supermaxi y Mi
Comisariato, vemos que estan vendiendo productos maquilados bajo su
propia marca, entre ellos estan: chocolate, fundas de cacao en polvo,
mayonesa, mostaza, salsa de tomate, sopas, que son productos del
mismo tipo que se elaboran en Nestlé Fábrica Guayaquil, esto afectará
directamente a las ventas, por quitarle una parte del sector del mercado.
La Rivalidad Entre Competidores.
Esta fuerza analiza quien es nuetra competencia, número de
competidores, su posición en el mercado, entre otros.
La principal competencia en estos momentos es la Empresa La
Universal Sweet, que reabrio sus instalaciones en el 2006, con productos
que estaban posicionados en el mercado y en la mente de los
consumidores. La empresa igualmente tiene sus instalaciones en
Guayaquil.
En estos 4 últimos años a hido creciendo en ventas, debido a que ha
renovado sus equipos e instalaciones y al asociarse con el grupo
alimenticio ARCOR.
Los productos son de buena calidad y precio, entre los principales
estan:

SITUACIÓN ACTUAL 51
Manicho 25 centavos / unidad
Fundas de huevitos 2.50 dólares
Funda de caramelo Zumo 1.5 dólares
Platillos 15 centavos /unidad
Entre otros principales competidores estan:
Ferrero, Arcor, Ecuacocoa, Nacional de Chocolate, otras.
Poder de Negociación de los Proveedores.
La tercera Fuerza de Porter analizá los proveedores existentes en el
mercado, si es que existen más proveedores que nos pueden ofrecer sus
productos o servicios y la diferencia de proveedores en calidad y precio.
En Nestlé la adquisición de la principal materia que es el cacao, estos
la obtienen de sus propias plantaciones que estan ubicadas en ciertos
sectores del pais, por lo tanto ellos manejan sus propios precios internos
de la pepa del cacao, esto es una ventaja para Nestle a diferencia a otras
empresas que se dedican a la elaboración de productos de cacao, ya que
ellos tienen que manejar otro tipo de negociación con los productores de
la pepa del cacao, por el precio que se maneja en la bolsa del mercado.
Con respecto a las demas materias primas y otros materias que se
utilizan en el proceso, entre ellas estan la azúcar, leche, lecitina, material
de empaque, cartones, varios, estos se manejan por convenios
establecidos por la empresa que es de dos a tres proveedores por
materiales.
Ingenio San Carlos, Sigmaplas, Tecniplas, Procarsa, Danec, La Fabril,
entre otros.

SITUACIÓN ACTUAL 52
Poder de Negociación de los Compradores.
La cuarta fuerza examina los clientes en su mercado y su negociación.
Sabiendo que de esto depende el precio, la calidad y exigencias en el
mecardo.
Asi como en la anterior fuerza de Porter, en este punto es el mismo
caso, los convenios que Nestlé realiza con los compradores son anuales,
es decir fijan los precios de los diferentes productos, cantidad de
toneladas anuales, que van a comprar, calidad, variedad de productos y
fidelidad. Entre las principales empresas que Nestlé vende sus productos
son:
Supermercados La Favorita, Supermaxi, Supermercados El Rosado,
Tiendas Industriales Asociadas S.A., Mega Santamaria S.A.,
Hipermercados del Valle, Comisariato El Conquistador, Distribuidores
Mercantil Sudamericano.
Amenaza de Ingreso de Productos Sustitutos.
Esta es la última Fuerza de Porter, examina los productos sustitutos
existentes en el mercado. Entre estos productos estan:
Los caramelos blandos y duros, las gomitas dulces, los snacks, doritos,
los cereales, el yogurt, otros. Son productos que no fabrica Nestlé y que
son de preferencia de consumidores niños y adultos.
2.7. ANÁLISIS DEL FODA
Esta técnica permite analizar de forma general a la empresa, tanto
interna como externamente, donde se podrá conocer las Fortalezas,
Debilidades, Oportunidades y las Amenazas. Con esta técnica no se
pretende buscar soluciones a todos los problemas, sino a los que tienen
mayor incidencia e importancia para la empresa.

SITUACIÓN ACTUAL 53
CUADRO Nº 8
ANÁLISIS DEL FODA
MATRIZ FODA
FORTALEZAS DEBILIDADES
Posee marcas reconocidas a nivel Internacional y Nacional. Además da un buen servicio al cliente. Lanza al mercado nuevos productos constantemente. Implementa su propio Sistema de Calidad NQS (Sistema de Calidad Nestlé), pero en un corto plazo trata de alinearse a las normas ISO de calidad. También aplica sus propias normas de Seguridad Operacional, Salud y Medio Ambiente (OSHR y NEMS de Nestlé), trata de alinearse a las normas ISO 14001 y a las 18001.
Poseer cierta maquinaría que ha cumplido su ciclo de trabajo y no renovarla por una maquinaría de más eficiencia. Realizar maquilas. Falta de conocimiento técnicos de ciertos equipos. Tener situadas sus instalaciones en un sector que el Municipio lo tiene como zona regenerada y no como sector Industrial.
OPORTUNIDADES ESTRATEGIAS F – O ESTRATEGIAS D – O
Asegurar una posición en la lucha competitiva que a de intensificarse aún más en los cursos de los años debido a la globalización. Innovación y renovación de los procesos y productos. Puesto que esto lo hace más competitivo para ganar un poco más de mercado. Lanzar nuevos productos que representen mínimo 2 % del volumen de producción.
Seguir realizando promociones y propagandas como la del programa El Familión. Seguir posicionando en la mente del consumidor la marca Nestlé, por todo los medios de comunicación, ya que Nestlé Gala en el Ecuador significa en la mente de sus consumidores “lo divertido de comer la leche”, la marca Maggi en el Ecuador está posicionada en la mente de sus consumidores como “ayuda culinaria”.
Adquirir nuevos equipos que sean más eficientes y puedan realizar una diversidad de formatos de productos. Mejorar el proceso para poder optimizar su producción al 100% y utilizar todos sus recursos para no mandar a maquilar su producción.
AMENAZAS ESTRATEGIAS F – A ESTRATEGIAS D – A
Incursión en el mercado de nuevos productos similares a los fabricados por la empresa a un bajo costo, como son los productos Supermaxi Con la apertura al mercado nuevamente de la Fábrica La Universal se le ha llevado una parte del sector del mercado.
Desarrollar productos con la misma calidad pero con un menor costo. Capacitar a los agricultores sobre nuevas técnicas de cultivo. Seguir incrementando sus propias plantaciones en la siembra de cacao.
Capacitar a técnicos y operadores en nuevos equipos que no se tiene mucha información. Difundir en todas las áreas y a todo Nivel el Sistema SAP, para que exista una mejor Administración de los Recursos.
Fuente: Fábrica Guayaquil Dpto. de Logística Elaborado por: Santiago Demera J.

CAPITULO III
ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS.
3.1. Registro del problema.
En la empresa Nestlé S.A. se ha podido determinar mediante las
observaciones, entrevistas, a Jefes de área, operadores de máquinas y al
personal de mantenimiento, la existencia de algunos problemas que
afectan al desarrollo del proceso de fabricación del cacao,
específicamente en el área de chocolatería.
Área de chocolatería.- En esta área hemos encontrado diferentes
problemas entre los más significativos tenemos los siguientes:
CUADRO Nº 9
PROBLEMAS DEL ÁREA DE CHOCOLATERÍA
PROBLEMA # 1
Definición Máquinas Envolvedoras Obsoletas
Causas
Técnicas
Organizacional
Calidad
Humana
Reflejo
Efecto Perdida de eficiencia en envolvedoras de bombón.
PROBLEMA # 2
Definición Falta de porta moldes y moldes en moldeadoras de chocolates
Causas
Técnicas
Organizacional
Calidad
Humana
Reflejo
Efecto Perdida de eficiencia en moldeado de bombones.
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 55
3.2. Análisis de los problemas que afectan al proceso productivo.
Una vez registrados los problemas que afectan al proceso de
producción, el siguiente paso es realizar el análisis de los mismos,
teniendo como propósito determinar qué tipo de problema es el que se
presenta con mayor frecuencia en la empresa; para ello se procede a
registrar información que permita describir con mayor certeza el objetivo
propuesto.
Problema # 1
Máquinas envolvedoras obsoletas.
Estas envolvedoras de bombón están obsoletas, las que fueron
fabricadas en 1964, en la actualidad tienen algunos mecanismos
desgastados y reconstruidos, por estos motivos generan paros
imprevistos, reprocesos, problemas de calidad, no cumplen con los
objetivos de producción. Estas máquinas están por debajo de su
velocidad real de 180glp/minuto, en la actualidad trabajan a 110glp/min.,
por los problemas anteriormente mencionados. Los repuestos dejaron de
importarse desde hace 12 años atrás, por motivo que las maquinas son
de procedencia Alemana, la fábrica donde se construían estas
envolvedoras descontinuaron este modelo de maquinas y por
consiguiente los repuestos también dejaron de fabricarse.
Problema # 2
Falta de porta moldes y moldes en moldeadoras de chocolates.
La falta de porta moldes y moldes para la elaboración de los diferentes
formatos y productos, es la principal causa de pérdida de eficiencia en el
proceso de moldeado.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 56
Porta molde.- Es una estructura metálica la que va alojada en la
moldeadora específicamente en la cadena, aquí también se colocan los
diferentes moldes plásticos. Existen un faltante de 68 porta moldes de
560 que van en todo el tramo de la cadena. El motivo del faltante de los
porta moldes se da por no haberse realizado el pedido de importación en
los últimos 8 años y reemplazar los dañados, debido a esto se los
construyen localmente en talleres pero no duran mucho tiempo, debido a
la calidad de material y de soldadura con lo que se lo fabrica. También
otras de las razones por las que se deterioran los porta-moldes son la
excesiva vibración en el tapoteo y desmoldeo.
Moldes de 4gr., 12gr. Y 23gr.- Son moldes plásticos que se utilizan
dependiendo del producto a moldear.
CUADRO Nº 10
MOLDES FALTANTES
FORMATOS PRODUCTOS MOLDES FALTANTES
4gr. Bombón 300 unid.
12gr. Barra 100 unid.
23gr. Barra 154 unid.
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
Los motivos del faltante de los moldes se dan por no realizar el pedido
de importación a tiempo o se piden muy pocas cantidades, la mala
manipulación en el lavado de los moldes y la excesiva vibración en el
tapoteo y desmoldeo.
3.2.1. Índice de tiempos improductivos en el proceso.
Los datos han sido obtenidos del sistema SAM análisis de paros desde
01 Enero 2010 hasta el 31 Julio 2010, para el análisis de los problemas
que afectan a los equipos.
Ver Anexos Nº 7 Detalles de Eventos de Paro del Área de Chocolatería

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 57
Detalles de los Eventos de Paro (Resumen)
Línea(s): 68101 - PREMASAS (68101), 68201 - MOLDCAVE (68201), 68401 -
ENVOLSAP (68401), 68402 - ENVOLHPN (68402), 68403 - EMPCAVAN (68403)
Fecha: Desde 01/01/2010 A 31/07/2010
CUADRO Nº 11
RESUMEN DE TIEMPOS DE PARO EN ÁREA DE CHOCOLATERÍA
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
Según los datos obtenidos del SAM, observamos en el cuadro Nº 11
que las envolvedoras de bombón HPN es el equipo con mayor tiempo en
minutos de paradas programadas, DH (Down time) con un total de 47387
minutos y con una duración de 21942 minutos en pérdida de eficiencia EL
en los últimos 6 meses. Hay que tener en cuenta que en la línea de
envoltura existen 3 máquinas envolvedoras de bombón (HPN1, HPN2,
HPN3).
En el cuadro Nº 12 se detalla el tiempo perdido de los equipos en
minutos y horas por pérdidas de eficiencia (E.L.) en base a los datos
obtenidos del cuadro Nº 11.
CUADRO Nº 12
TIEMPO PERDIDO DE LOS EQUIPOS EN HORAS
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
DH Duración en Min. EL Duración en Min.
SubTotal 68101 - PREMASAS 12559,00 5828,00
SubTotal 68201 - MOLDCAVE 29686,00 16606,54
SubTotal 68401 - ENVOLSAP 4518,00 2702,87
SubTotal 68402 - ENVOLHPN 47387,00 21942,85
SubTotal 68403 - EMPCAVAN 19728,00 18751,29
Total 113878,00 65831,54
Líneas
LINEAS
PERDIDA DE
EFICIENCIA EN MIN.
PERDIDA DE
EFICIENCIA EN HRS.
ENVOLVEDORAS HPN1, HPN2, HPN3 21942,85 366
EMPACADORA CAVANNA 18751,29 313
MOLDEADORA CAVEMIL 16606,54 277
PREPARACION DE MASAS 5828 97
TOTAL hrs. 1052

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 58
GRAFICO Nº 10
TIEMPO PERDIDO DE LOS EQUIPOS EN HORAS
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
CUADRO Nº 13
CAPACIDAD REAL UTILIZADA DE EQUIPOS DE CHOCOLATERÍA
PREPARACIÓN DE MASAS 1000 KG./HR.
MOLDEADORA CAVEMIL 285 KG./HR.
ENVOLVEDORAS HPN 1 40 KG./HR.
ENVOLVEDORAS HPN 2 40 KG./HR.
ENVOLVEDORAS HPN3 40 KG./HR.
EMPACADORA CAVANNA 168 KG./HR. Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
Para realizar un mejor análisis de los problemas que afectan el área de
chocolatería, nos ayudamos del cuadro Nº 13 donde se muestran la
capacidad real de los equipos, en el que observamos que las
envolvedoras de bombón (HPN1, HPN2, HPN3), son los cuellos de botella
en el proceso de fabricación del chocolate, por tener la capacidad de
producción limitante del área 40 kg/h por máquina envolvedora.
3.2.2. Análisis de la Restricción del Proceso de Chocolate.
Del sistema SAM recopilamos los datos de causas de paradas de las
envolvedoras (HPN1, HPN2, HPN3), para realizar un mejor análisis que

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 59
está afectando al rendimiento de las mismas, en estos últimos 6 meses de
fabricación. Estos datos nos servirán para elaborar los cuadros y
gráficos, para poder apreciar el total de tiempo de paradas de cada
equipo.
Ver Anexos Nº 8 Detalles de Eventos de Paro de Máquinas Envolvedoras.
Ver Anexos Nº 9 Clasificación y Descripción de Causas de las Paradas.
CUADRO Nº 14.1
DETALLE DE LAS CAUSAS DE PÉRDIDA DE RENDIMIENTO
CON TIEMPO DE LA ENVOLVEDORA HPN # 1
CAUSAS MIN. PERDIDOS EN 6 MESES HRS PERDIDAS EN 6 MESES
Técnicas 2801 47
Organizacional 1484 25
Calidad 384 6
Humano 1254 21
Reflejo 216 4
Re-trabajo 202 3
TOTAL 6341 106
Tiempo en % No Disponible 29 Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
GRAFICO Nº 11.1
DETALLE DE LAS CAUSAS DE PÉRDIDA DE RENDIMIENTO
CON TIEMPO DE LA ENVOLVEDORA HPN # 1
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 60
CUADRO Nº 14.2
DETALLE DE LAS CAUSAS DE PÉRDIDA DE RENDIMIENTO
CON TIEMPO DE LA ENVOLVEDORA HPN # 2
CAUSAS MIN. PERDIDOS EN 6 MESES HRS PERDIDAS EN 6 MESES
Técnicas 3670 61
Organizacional 2299 38
Humano 560 9
Reflejo 208 3
Calidad 182 3
Retrabajo 103 2
TOTAL 7022 117
Tiempo en % No Disponible 32
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
GRAFICO Nº 11.2
DETALLE DE LAS CAUSAS DE PÉRDIDA DE RENDIMIENTO
CON TIEMPO DE LA ENVOLVEDORA HPN # 2
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
CUADRO Nº 14.3
DETALLE DE LAS CAUSAS DE PÉRDIDA DE RENDIMIENTO
CON TIEMPO DE LA ENVOLVEDORA HPN # 3
CAUSAS MIN. PERDIDOS EN 6 MESES HRS PERDIDAS EN 6 MESES
Organizacional 2818 47
Técnicas 2644 44
Humano 2504 42
Calidad 241 4
Reflejo 205 3
Retrabajo 167 3
TOTAL 8579 143
Tiempo en % No Disponible 39
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 61
GRAFICO Nº 11.3
DETALLE DE LAS CAUSAS DE PÉRDIDA DE RENDIMIENTO
CON TIEMPO DE LA ENVOLVEDORA HPN # 3
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
Analizando los cuadros y gráficos se observa que las causas técnicas
y organizacionales son las de más incidencia en las envolvedoras en la
perdida de rendimiento.
3.2.3. Análisis del Diagrama de Pareto.
Con los datos obtenidos en los anteriores cuadros podremos realizar el
diagrama de Pareto el cual nos mostrará los principales causa que
afectan la eficiencia del proceso de envoltura del chocolate.
CUADRO Nº 15
CAUSAS DE PÉRDIDA DE TIEMPO TOTAL DE LAS 3 ENVOLVEDORAS
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 62
GRAFICO Nº 12
CAUSAS DE PÉRDIDA DE TIEMPO TOTAL DE LAS 3 ENVOLVEDORAS
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
CUADRO Nº 16
DIAGRAMA DE PARETO TIEMPOS IMPRODUCTIVOS
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
GRAFICO Nº 13
DIAGRAMA DE PARETO TIEMPOS IMPRODUCTIVOS
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 63
3.2.4. ANÁLISIS DEL DIAGRAMA CAUSA Y EFECTO.
La aplicación del Diagrama Causa y Efecto o Ishikawa, en este
estudio tiene como fin, filtrar de forma rápida y visual, aquellos factores
que inciden en el origen y desarrollo de los problemas planteados.
GRAFICO Nº 14
DIAGRAMA DE CAUSA Y EFECTO DE
MÁQUINAS ENVOLVEDORAS DE BOMBONES
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
3.3. IMPACTO ECONÓMICO DEL PROBLEMA.
Para cuantificar las pérdidas económicas ocasionadas por el problema
de las máquinas envolvedoras obsoletas que se encuentran en el área de
Chocolatería, que afectan la eficiencia de la línea, se tomará como
referencia la cantidad de horas que se ha dejado de producir las
envolvedoras de bombón.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 64
CUADRO Nº 17
CAUSAS DE PÉRDIDA DE TIEMPO TOTAL DE LAS 3 ENVOLVEDORAS
Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
Tiempo Real Disponible.
3 turnos de 8 Horas
6 días/semana
24 días/mes
24 Horas X 6 días/semana = 144 Horas/semana
144 Horas/semana X 4 semanas = 576 Horas/mes
576 Horas/mes X 12 meses = 6.912 Horas/año
6 meses X
24 horas
1 día = 3456 horas X 3 máq. = 10368 horas/máq.
Pérdida de Eficiencia de las Máquinas.
Hora máquina pérdidas 366 Horas X 100 = X 100 = 3.53%
Horas disponible / mes 10368 Hora/máq
Capacidad de Producción de las Envolvedoras HPN.
Capacidad Real, 40 Kg. / Hora de producto terminado.
40 Kg. / Hora X 24 Hora = 960 Kg. / día
Capacidad Nominal, 0,96 Toneladas diarias de producto terminado
0,96 Tn. /diarias.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 65
Producción Real Utilizada Mensual.
960 Kg. / día X 24 días/mes = 23040 Kg. / mensuales
23,4 Tn. / mes.
Producción Real Utilizada por Hora
23,4 Tn. / mes
= 0,04 TN. / Hora 576 Horas / mes
Producción Real.
40 Kg. / Hora X 6912 Hora / año = 276480 Kg. / año.
Producción anual utilizada = 276,48 Tn. / año.
Para calcular las pérdidas económicas, se tomará en cuenta el costo
de 1kg. de masa de chocolate. Este dato fue proporcionado por la
Empresa la cual tiene un precio $ 4,70 por kilogramo, pero la utilidad
percibida por cada kg. es de $ 1,25.
En el siguiente cuadro se detallan las toneladas no producidas y
pérdidas económicas de las 3 Envolvedoras HPN.
CUADRO Nº 18
CUANTIFICACIÓN DE PÉRDIDAS
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.

ANÁLISIS DE DATOS E IDENTIFICACIÓN DE LOS PROBLEMAS 66
3.4. Diagnóstico.
Una vez analizada la información proporcionada por la empresa, luego
de haber registrado los diferente problemas que perjudican al área de
Chocolatería, se puede manifestar en términos generales que existe
exceso en pérdida de eficiencia en los equipos de Chocolatería siendo los
principales la Moldeadora, Empacadora y las Envolvedoras de
Chocolates. Para estas últimas las causas organizacionales, técnicas,
reflejo, calidad y humana, han generado pérdidas económicas en los
primeros 6 meses la cantidad de 18250 dólares las mismas que
proyectadas hasta el final del año ascenderían a $36500; para minimizar
estas pérdidas, se procederá hacer una re-ingeniería por medio de la
metodología del TOC, con su respectivo estudio económico y
programación de la puesta en marcha del proyecto utilizando Project. En
el último trimestre del año la demanda tiende aumentar según las
proyecciones de la empresa por la época navideña, es por esto que las
máquinas tienen que ser más eficiente para satisfacer la demanda
Nacional.

CAPITULO IV
PROPUESTA
4.1. Solución del problema aplicando la Teoría de las Restricciones
TOC.
En Nestlé el sector de estudio escogido es el proceso de fabricación
de chocolates, aquí se encuentran las máquinas de preparación de
masas, moldeo, empacado y envoltura de chocolates. El levantamiento de
la información permite identificar las restricciones teniendo como variables
principales la capacidad instalada de los equipos.
CUADRO Nº 19
CAPACIDAD REAL UTILIZADA DE EQUIPOS DE CHOCOLATERÍA
PREPARACIÓN DE MASAS 1000 KG. /HR.
MOLDEADORA CAVEMIL 285 KG. /HR.
ENVOLVEDORAS HPN 1 40 KG. /HR.
ENVOLVEDORAS HPN 2 40 KG. /HR.
ENVOLVEDORAS HPN3 40 KG. /HR.
EMPACADORA CAVANNA 168 KG. /HR. Fuente: Fábrica Guayaquil Dpto. de Fabricación Elaborado por: Santiago Demera J.
4.1.1. Metodología del TOC.
a. Identificación de la Restricción.- Se detectó como cuello de
botella las envolvedoras de bombón, máquinas que limitan la capacidad
de producción del área, como se muestra en el cuadro Nº 19, además
estos equipos de encontrarse en estado obsoleto tienen interiormente su
mecanismo desgastados, los que ocasionan pérdida de velocidad, paros
imprevistos, generan reprocesos y desperdicios; por bombones no
envueltos y mal envueltos, por lo que se tiene que utiliza mayor cantidad
de tiempo por turno en la limpieza de los equipos.

PROPUESTA 68
b. Explotar la Restricción.- Tratar de mejorar la productividad con
los medios que están en nuestro alcance:
- Para la mejora momentánea se programará los 7 días de la semana,
ya que las envolvedoras trabajan 6 días.
- Aprovechar la ½ hora por turno que dejan de producir cuando los
operadores se van al lunch, para esto se planificarán que se realice el
relevo con la persona que está de apoyo en el transportador de salida de
bombones envueltos. Con esto obtendremos el siguiente beneficio.
CUADRO Nº 20
ENVOLVEDORAS HPN
CONDICIÓN ACTUAL PROPUESTA
PROGRAMADA 6 DÍAS A LA SEMANA PROGRAMADA 7 DÍAS A LA SEMANA
(CON LA ½ HORA DEL LUNCH) (SIN LA ½ HORA DEL LUNCH)
110 glp/min x 3 envol. HPN = 330 glp/min 110 glp/min x 3 gr c/bombón = 330 glp/min
330 glp/min x 4.5 gr. c/bombón = 1485 gr/min 330 glp/min x 4.5 gr c/bombón = 1485 gr/min
1485 gr/min x 60 min = 89100 gr/hora 1485 gr/min x 60 min = 89100 gr/hora
89100 gr/hora / 1000 Kg = 89.1 Kg/hora 89100 gr/hora / 1000 Kg = 89.1 Kg/hora
89.1 Kg/hora x 21.5 días = 1915.65 Kg/día 89.1 Kg/hora x 22.5 días = 2004.75 Kg/día
1915.65 Kg/día x 268 año = 513394.2 Kg/año 2004.75 Kg/día x 320 año = 641520 Kg/año
Total del Aumento de Producción
Aumento de Eficiencia = 11 %
641520 Kg/año – 513394.2 Kg/año =
128125.8 Kg/año = 24.8%
Margen de utilidad x c/Kg = $ 1.25 128125.8 Kg/año x $ 1.25 = $ 160157.25
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
* 22.5 horas/1 día = Tiempo total obtenido utilizando la ½ hora del lunch en 2 turnos.
* 320 = Tiempo total obtenido programando los 7 días de la semana.
- Reparación de Envolvedora Zapal, para aumentar la producción se
propone utilizar una envolvedora abandonada en la bodega de equipos en

PROPUESTA 69
desuso, la cual se utilizaba en otro formato de envoltura, con este equipo
obtendremos el siguiente beneficio.
CUADRO Nº 21
ENVOLVEDORAS HPN REPARACIÓN DE ENVOLVEDORA ZAPAL
CONDICIÓN ACTUAL PROPUESTA
110 glp/min x 3 envol. HPN = 330 glp/min 80 glp/min x 4.5 gr c/bombón = 360 gr/min
330 glp/min x 4.5 gr. c/bombón = 1485 gr/min 360 gr/min x 60 min = 21600 gr/hora
1485 gr/min x 60 min = 89100 gr/hora 21600 gr/hora / 1000 Kg = 21.6 Kg/hora
89100 gr/hora / 1000 Kg = 89.1 Kg/hora 21.6 Kg/hora x 22.5 días = 486 Kg/día
89.1 Kg/hora x 21.5 días = 1915.65 Kg/día 486 Kg/día x 320 año = 155520 Kg/año
1915.65 Kg/día x 268 año = 513394.2 Kg/año Aumento de Eficiencia= 13.8%
Total del Aumento de Producción 155520 Kg/año = 30.3%
Margen de utilidad x c/Kg = $ 1.25 155520 Kg/año x $ 1.25 = $ 194400
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
c. Subordinar la Restricción.- Los recursos que necesitan las
envolvedoras HPN primordialmente para su flujo en el proceso, antes del
empaque son tres: charoles, coches de almacenamiento de bombones y
material de envoltura (bobinas).
Los charoles son recipientes donde se ubican los bombones para su
traslado o movimiento del des-moldeado al proceso de envoltura; estos
deben estar limpios y disponibles, de no cumplirse esto retrasan el flujo
del proceso. Para lograr el objetivo se necesita tener un stock mayor a
1000 charoles, para no perder tiempo en su lavado.

PROPUESTA 70
Los coches de almacenamientos son donde se colocan los charoles
con los bombones en forma de apilado, una vez llenos se trasladan al
área de envoltura; estos coches se les dañan las ruedas por el peso que
soportan llenos de bombones.
Cuando existe más de un coche dañado paran el proceso del
moldeado al no poder evacuar el túnel de la moldeadora debido que los
otros coches se encuentran en el área de envoltura abasteciendo a las
tres HPN, por lo que se recomienda tener tres coches de repuestos, hasta
que el técnico repare el coche dañado.
El material de envoltura (bobinas), calidad lo debe liberar con
anticipación para que sean trasladados de la bodega de materia prima
hasta el área de empaque; debido que se ha dado el caso de que no hay
bobinas para envolver los bombones por no estar liberadas.
d. Elevar la Restricción.- Con la compra de una nueva máquina
envolvedora se balanceará la línea de proceso de fabricación de
chocolate, esta nos permitirá aumentar la capacidad de producción para
abastecer la demanda proyectada de ventas.

PROPUESTA 71
Con la adquisición de la máquina envolvedora de bombón Flow Pack
se obtiene los siguientes beneficios:
Aumento de Producción.- Este equipo tiene como dato técnico una
velocidad nominal de 450 glp/min., con la que 1 sola máquina tipo Flow
Pack podríamos reemplazar a las 3 envolvedoras HPN, debido que cada
una tiene una velocidad real utilizada de 110 glp/min.
CUADRO Nº 22
ENVOLVEDORAS HPN COMPRA DE ENVOLVEDORA FLOW PACK
CONDICIÓN ACTUAL PROPUESTA
110 glp/min x 3 envol. HPN = 330 glp/min 450 glp/min x 4.5 gr c/bombón = 2025 gr/min
330 glp/min x 4.5 gr. c/bombón = 1485 gr/min 2025 gr/min x 60 min = 121500 gr/hora
1485 gr/min x 60 min = 89100 gr/hora 121500 gr/hora / 1000 Kg = 121.5 Kg/hora
89100 gr/hora / 1000 Kg = 89.1 Kg/hora 121.5 Kg/hora x 23.67 días = 2875.9kgr/día
89.1 Kg/hora x 21.5 días = 1915.65 Kg/día 2875.9 Kg/día x 342 año = 983559.5 Kg/año
1915.65 Kg/día x 268 año = 513394.2 Kg/año 983559.5 Kg/año - 513394.2 Kg/año =
Total del Aumento Producción 470165.3 Kg/año
Total del Aumento de Eficiencia 88%
Margen de utilidad x c/Kg = $ 1.25 470165.3 Kg/año x $ 1.25 = $ 587706.6
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
* 23.67 horas/1 día = Tiempo total obtenido utilizando 20 min. X día
* 342 días/1 año = Tiempo total obtenido programando 7 días x semana.
Mantenimiento preventivo 2 veces x mes; 2 sem. x mantenimiento anual.

PROPUESTA 72
Reducción de Mano de Obra.- La máquina envolvedora tipo Flow
Pack necesita 2 personas por turno para operarla, mientras que en la
línea de envoltura existen 4 personas por turno, 1 operador por cada HPN
y 1 persona que está en la banda de salida de bombones envueltos.
CUADRO Nº 23
COSTO DE MANO DE OBRA
COSTO MENSUAL M.O.
Sueldo Básico $ 280
Aporte Patronal $ 34,02
Décimo Tercero $ 23,3
Vacaciones $ 11,7
Décimo Cuarto $ 23,3
Sobre tiempo $ 149,3
Costo de un operario $ 521,59
COSTO ANUAL M.O.
Costo Anual de 6 empleados $ 521.59 x 6 x 12 meses = $ 37554.48
Costo Anual de 12 empleados $ 521.59 x 12 x 12 meses = $ 75108.96
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
Con los resultados obtenidos en el cuadro observamos que se reduce
en un 50% el costo de mano de obra anual.
Reducción de Desperdicios y Reprocesos.- Este equipo es
semiautomático, posee un sensor óptico de productos defectuosos (altura
del bombón), el cual detecta y acciona un brazo neumático el que separa
al producto no conforme; la máquina es alimentada por una banda
automática el cual minimiza que el producto se maltrate y se parta en la
etapa de envoltura.
Reducción de Limpieza.- Por la minimización de reprocesos y
desperdicios, se reducen los tiempos de limpiezas de los equipos que son
de ½ hora en los 3 turnos; a 20 minutos una sola vez por día.

PROPUESTA 73
4.2. Costos de la Solución aplicando la Teoría de las Restricciones.
Para la obtención de los costos de la solución del problema se
elaboraron los siguientes cuadros:
4.2.1. Costos de la Reparación y Adaptación de envolvedora Zapal de
otro formato (explotar la restricción).
En el siguiente cuadro se detalla la cotización solicitada por Nestlé
del Ecuador al Proveedor Taller Industrial TACOSI, el cual entregó los
siguientes precios por la construcción de partes mecánicas de la
envolvedora.
Ver Anexo Nº 10 Proforma de Reparación de Envolvedora Zapal.
CUADRO Nº 24
COSTO POR REPARACIÓN DE ENVOLVEDORA
DESCRIPCIÓN COSTOS
Reparación y Adaptación de Envolvedora
Construcción de Plato de aluminio
Construcciones de excéntricas y brazos de levas
Construcción de bocines
Construcción de piñones
Construcción de ejes inoxidables
Construcción de banda alimentadora Inoxidable
Costo de mano de obra técnica x(2) $ 581,25
$ 4200
$ 4900
$ 2800
$ 2100
$ 5500
$ 7300
$ 1162,5
Subtotal
+ IVA (12%)
$ 27962,5
$ 3355,5
Total con IVA $ 31.318,00

PROPUESTA 74
COSTO TOTAL DE EXPLOTAR LA RESTRICCIÓN
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
4.2.2. Costos por Compra de Máquina Envolvedora de Bombones
Flow Pack (elevar la restricción).
En el cuadro Nº 25 se detallan los precios cotizados por Nestrade
Empresa Importadora de Equipos para el grupo Nestlé, la cual fue
solicitada por Nestlé del Ecuador. Este envió la proforma con el precio
de la Máquina Envolvedora de Bombón Flow Pack Modelo ACMA
semiautomática; con la que obtendríamos los beneficios antes
mencionados.
Ver Anexo Nº 11 Proforma de Compra de Envolvedora Flow Pack.
CUADRO Nº 25
COSTOS POR COMPRA DE ENVOLVEDORA FLOW PACK
DESCRIPCIÓN COSTOS
Compra de Máquina
Envolvedora de bombón Flow Pack ACMA
Montaje e instalación (puesta en marcha)
Capacitación del personal
120000 € x $ 1.38
$ 165600
$ 1200
$ 1000
Total $ 167800,00
DESCRIPCIÓN COSTO ANUAL
Costo de M.O. de 3 operarios de la ZAPAL
$ 521.59 x 3 = $ 1564.77
$ 1564.77 x 12 = $ 18.777,24
Costo de M.O. de 12 operarios (sobre tiempos)
Envolvedora s HPN
= 2.33 hora al 100%
2.33 x 8 horas x 4 semanas= $ 74.6 x mes
$ 74.6 x 12 meses x 12 operarios =
$ 10751.04
Costos por reparación de envolvedoras $ 31318
Total $ 60.846,28

PROPUESTA 75
DESCRIPCIÓN COSTO ANUAL
Costo de M.O. de 2 operarios
$ 521.59 x 6 = $ 3.129,54
$ 3.129,54 x 12 = $ 37.554,48
Costos por compra de envolvedora Flow Pack
$ 167800,00
Total $ 205.354,48
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
4.3. Evaluación de la Solución del Problema.
Para la mejora de los problemas Nestlé tendrá que invertir en un corto
plazo, en la programación de la producción de 7 días a la semana en las 3
envolvedoras; coordinar para que no exista la parada de las envolvedoras
por la ½ de lunch y la reparación, adaptación de la Envolvedora Zapal que
se utilizaba en otro formato, con la que se obtendrá los beneficios que se
observan en el cuadro Nº 26.
Mientras que realizando una inversión a mediano plazo que es la
compra de una Envolvedora Flow Pack, se obtendrá los beneficios que se
observan en el cuadro # 26.
CUADRO Nº 26
EVALUACIÓN DE LAS ALTERNATIVAS
REPARACIÓN DE ENVOLVEDORA ENVOLVEDORA FLOW PACK
% Aumento de Eficiencia = 13.8% % Aumento de Eficiencia = 42%
Total producción 283.645,8 Kg/año Total producción 983559.5 Kg/año
Ganancia $ 354.557,25 Ganancia $ 587.706,63
Inversión $ 31.318,00 Inversión $ 167.800,00
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.

CAPITULO V
EVALUACIÓN ECONÓMICA Y FINANCIERA
5.1. Plan de Inversión y Financiamiento de Reparación de la
Envolvedora Zapal.
El análisis económico de la propuesta requiere del cálculo de la
inversión en activos fijos y los costos de operación que son realizados
anualmente.
Obteniendo todos los costos necesarios para hacer frente a la
inversión requerida se realiza la respectiva evaluación financiera, a través
de los indicadores financieros como son: Tasa Interna de Retorno (TIR),
Valor Actual Neto (VAN) y tiempo de recuperación de la Inversión.
Para esta propuesta será necesario que fabrica Nestlé Guayaquil
realice una inversión directa utilizando los fondos de la empresa, para
cubrir el costo de la reparación y adaptación de la Envolvedora Zapal que
envolvía otro formato, es decir que vaya a la cuenta de M&R
(Mantenimiento y Reparaciones). La Inversión para la implementación
de la propuesta es de $ 31.318, los Costos Financieros no se aplican para
esta propuesta, por lo tanto son igual a cero.
5.1.1. Balance Económico y Flujo de Caja de Reparación de la
Envolvedora Zapal.
El balance económico para la obtención del flujo de caja, se refiere a
los ahorros que se obtendrían con la implementación de la propuesta y a
la inversión total requerida, separando la inversión fija y los costos.

EVALUACIÓN ECONÓMICA Y FINANCIERA 77
Las pérdidas anuales en el área de envoltura en el capítulo 3
obtuvimos $ 36.500, este valor lo consideraremos como ahorro para hacer
la tabulación del Flujo de Caja. Para los años 2011 al 2013 se estima un
incremento del 2% en pérdidas de producción. Estos cálculos fueron
realizados en una hoja en Excel.
CUADRO Nº 27
BENEFICIOS Y GASTOS DE REPARACIÓN DE LA ENVOLVEDORA
ZAPAL
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
Producción kgr/mes
Participación del
proyecto en el
precio de ventas Ventas
513394,2 $ 0,24 123.214,61$
155520 $ 0,24 37.324,80$
37.324,80$
Operadores Costo Mensual Costo Anual
3 $ 520 18.720,00$
Consumo/hora Costo Kw/hora
Horas promedio
/mes Costo Anual
Energía 20 kw $ 0.06 572 $ 8.236,80
Costo Anual
$ 20.000
18.720,00$
8.236,80$
20.000,00$
46.956,80$
GASTOS DE MANO DE OBRA
GASTOS DE OPERACIÓN
Anual
MANTENIMIENTO
Mano de Obra
Operación
Mantenimiento
TOTAL
COSTOS TOTALES
Máquinas
HPN 1, 2, 3
Reparación
Beneficio anual
BENEFICIOS EN VENTAS

EVALUACIÓN ECONÓMICA Y FINANCIERA 78
CUADRO Nº 28
FLUJO DE CAJA DE REPARACIÓN DE LA ENVOLVEDORA ZAPAL
DESCRIPCIÓN PERIODOS
2010 2011 2012 2013
Ahorro $ 36.500,00 $ 37.230,00 $ 37.960,00
Ventas $ 37.324,80 $ 37.324,80 $ 37.324,80
Beneficio Total $ 73.824,80 $ 74.554,80 $75.284,80
Inversión fija -$ 31.318,00
Gastos Anuales
Costos M.O. $ 18.720,00 $ 18.720,00 $ 18.720,00
Costos financieros $ 0,00 $ 0,00 $ 0,00
Mantenimiento $ 20.000,00 $ 20.000,00 $ 20.000,00
Energía $ 8.236,80 $ 8.236,80 $ 8.236,80
Total de Gastos Anuales $46.956,80 $46.956,80 $46.956,80
Flujo Operativo $ 26.868,00 $ 27.598,00 $ 28.328,00
Flujo de caja -$ 31.318,00 -$ 4.450,00 $ 23.148,00 $ 51.476,00
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
5.1.2. Valor Actual Neto de Reparación de la Envolvedora Zapal.
El Valor Actual Neto (VAN) se refiere al beneficio de la propuesta, este
nos permite actualizar todos los flujos futuros del periodo inicial (cero)
para luego comparar si los beneficios son mayores a los costos. Para
cálculo del VAN se utiliza la tasa mínima de rentabilidad exigida por la
empresa que en este caso es del 12%. Estos cálculos fueron realizados
en una hoja en Excel.
CUADRO Nº 29
CÁLCULO DEL VAN
Nº Año Inversión Flujo Operativo Tasa Valor Actual Neto
0 -$ 31.318,00 -$ 31.318,00
1 2011 $ 26.868,00 12% $ 23.989,29
2 2012 $ 27.598,00 12% $ 22.000,96
3 2013 $ 28.328,00 12% $ 20.163,31
TOTAL $ 66.153,55
UTILIDAD EN EL VAN $ 34.835,55
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
El resultado del cálculo del VAN dio un valor positivo, lo que indica que
la inversión es conveniente.

EVALUACIÓN ECONÓMICA Y FINANCIERA 79
5.1.3. Tasa Interna de Retorno (TIR) de Reparación de la Envolvedora
Zapal.
La Tasa Interna de Retorno (TIR) nos indica aquella tasa que nos
permite igualar los valores presentes del flujo de efectivo con el costo de
la inversión del proyecto. Estos cálculos fueron realizados en una hoja en
Excel.
CUADRO Nº 30
CÁLCULO DEL TIR
MOVIMIENTOS DE FONDOS
Descripción Inversión Inicial Año 1 Año 2 Año 3
Flujo Operativo -$ 31.318,00 $ 26.868,00 $ 27.598,00 $ 28.328,00
TIR 69%
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
La TIR es interpretada de la siguiente manera:
TIR > i realizar el proyecto
TIR < i no realizar el proyecto
En este caso la TIR es de 69% y el Interés Bancario es de 12%, se
deduce que es conveniente realizar la Inversión.
5.1.4. Tiempo de Recuperación de la Inversión de Reparación de la
Envolvedora Zapal.
Para la determinación del periodo de recuperación de la inversión se
ha utilizado la siguiente ecuación:
F = P (I + i)n
P Es la inversión inicial de la propuesta, mientras que F son los flujos
de caja obtenidas desde el primer año de aplicación de la propuesta.

EVALUACIÓN ECONÓMICA Y FINANCIERA 80
Nuestra tasa de interés anual es la obtenida en el TIR expuesta en el
cuadro Nº 30 que es del 69 %.
Con esta información se tabulará los datos para determinar el tiempo
de recuperación de la inversión. Estos cálculos fueron realizados en una
hoja en Excel.
CUADRO Nº 31
TABLA DE RECUPERACIÓN DE LA INVERSIÓN
Año
Inversión
Inicial
Flujo
Anual
Tasa del
TIR Fórmula
Flujo Anual
Descontado
Flujo
Acumulado
0 -$ 31.318,00
1 $ 26.868,00 69 % F/(1+i)n $ 15.898,22 $ 15.898,22
2 $ 27.598,00 69 % F/(1+i)n $ 9.662,83 $ 25.561,05
3 $ 28.328,00 69 % F/(1+i)n $ 5.868,89 $ 31.429,93
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
La recuperación de la Inversión se la obtendrá en el tercer año, una
vez implementada la propuesta.
5.1.5. Análisis Beneficio/Costo de Reparación de la Envolvedora
Zapal.
Para determinar el índice de factibilidad de la propuesta planteada, es
necesario confrontar el beneficio a recibir con el costo de la propuesta.
Para ello el valor a tomar como beneficio es el del VAN (Valor Actual
Neto) proyectado a tres años, ya que ese es el tiempo que se estima
durarán los mecanismos reparados y reemplazados en la máquina
envolvedora de bombones.
El valor de los costos que se generarán con la implementación de las
propuestas será básicamente la inversión inicial ($ 31.318,00).

EVALUACIÓN ECONÓMICA Y FINANCIERA 81
Aplicando la fórmula de factibilidad de la propuesta se detalla lo
siguiente:
Factibilidad =
Factibilidad =
Factibilidad = $ 2.11
Lo que significa que por cada dólar de inversión en la propuesta la
empresa obtendrá como beneficio $ 2.11, dando como resultado un
retorno de dinero positivo mayor a 1.
5.2. Plan de Inversión y Financiamiento de Compra de la
Envolvedora Flow Pack.
Para esta propuesta la alternativa que se eligió en el capitulo anterior
será necesario que fabrica Nestlé Guayaquil escoja de dos formas para
realizar la inversión
Inversión Directa.- Utilizando los fondos de la empresa, es decir
incluir los gastos de la compra, en la cuenta de proyectos.
Préstamo Bancario.- Por medio de alguna financiera que operan en el
país.
El monto de la inversión por la compra de la máquina es de
$ 167.800,00. Nestlé para financiar este monto realizará un préstamo al
Produbanco.
Los datos para el financiamiento son los siguientes:
P = Préstamo = $ 167.800,00
I = Interés = 12%
M = Meses = 36

EVALUACIÓN ECONÓMICA Y FINANCIERA 82
5.2.1. Amortización de la Inversión de Compra de la Envolvedora
Flow Pack.
Con los datos del financiamiento del préstamo por Compra de
Envolvedora Flow Pack se realizó en una hoja de Excel la siguiente tabla.
CUADRO Nº 32
TABLA DE AMORTIZACIÓN
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
Importe del préstamo $ 167.800,00 Pago programado $ 5.573,36
Interés anual 12,00 % Número de pagos programados 36
Período del préstamo en años 3 Número real de pagos 36
Número de pagos anuales 12 Total de adelantos $ 0,00
Fecha inicial del préstamo 15/01/2011 Interés total $ 32.841,00
Pagos extra opcionales
Capital Total Interés Balance Inicial
$ 200.641,00 $ 167.800,00 $ 32.841,00 $ 200.641,00
Pago Nº Fecha del pago Pago total Capital Intereses Saldo final0 00/01/1900 0 0 0 0
1 15/02/2011 $ 5.573,36 $ 3.895,36 $ 1.678,00 $ 163.904,64
2 15/03/2011 $ 5.573 $ 3.934 $ 1.639 $ 159.970
3 15/04/2011 $ 5.573 $ 3.974 $ 1.600 $ 155.997
4 15/05/2011 $ 5.573 $ 4.013 $ 1.560 $ 151.983
5 15/06/2011 $ 5.573 $ 4.054 $ 1.520 $ 147.930
6 15/07/2011 $ 5.573 $ 4.094 $ 1.479 $ 143.836
7 15/08/2011 $ 5.573 $ 4.135 $ 1.438 $ 139.701
8 15/09/2011 $ 5.573 $ 4.176 $ 1.397 $ 135.524
9 15/10/2011 $ 5.573 $ 4.218 $ 1.355 $ 131.306
10 15/11/2011 $ 5.573 $ 4.260 $ 1.313 $ 127.046
11 15/12/2011 $ 5.573 $ 4.303 $ 1.270 $ 122.743
12 15/01/2012 $ 5.573 $ 4.346 $ 1.227 $ 118.397
13 15/02/2012 $ 5.573 $ 4.389 $ 1.184 $ 114.008
14 15/03/2012 $ 5.573 $ 4.433 $ 1.140 $ 109.574
15 15/04/2012 $ 5.573 $ 4.478 $ 1.096 $ 105.097
16 15/05/2012 $ 5.573 $ 4.522 $ 1.051 $ 100.574
17 15/06/2012 $ 5.573 $ 4.568 $ 1.006 $ 96.007
18 15/07/2012 $ 5.573 $ 4.613 $ 960 $ 91.393
19 15/08/2012 $ 5.573 $ 4.659 $ 914 $ 86.734
20 15/09/2012 $ 5.573 $ 4.706 $ 867 $ 82.028
21 15/10/2012 $ 5.573 $ 4.753 $ 820 $ 77.275
22 15/11/2012 $ 5.573 $ 4.801 $ 773 $ 72.474
23 15/12/2012 $ 5.573 $ 4.849 $ 725 $ 67.626
24 15/01/2013 $ 5.573 $ 4.897 $ 676 $ 62.729
25 15/02/2013 $ 5.573 $ 4.946 $ 627 $ 57.783
26 15/03/2013 $ 5.573 $ 4.996 $ 578 $ 52.787
27 15/04/2013 $ 5.573 $ 5.045 $ 528 $ 47.742
28 15/05/2013 $ 5.573 $ 5.096 $ 477 $ 42.646
29 15/06/2013 $ 5.573 $ 5.147 $ 426 $ 37.499
30 15/07/2013 $ 5.573 $ 5.198 $ 375 $ 32.300
31 15/08/2013 $ 5.573 $ 5.250 $ 323 $ 27.050
32 15/09/2013 $ 5.573 $ 5.303 $ 270 $ 21.747
33 15/10/2013 $ 5.573 $ 5.356 $ 217 $ 16.391
34 15/11/2013 $ 5.573 $ 5.409 $ 164 $ 10.982
35 15/12/2013 $ 5.573 $ 5.464 $ 110 $ 5.518
36 15/01/2014 $ 5.518 $ 5.463 $ 55 $ 0
Resumen del Préstamo
Datos del Préstamo Resumen del Préstamo
Entidad Financiera : PRODUBANCO

EVALUACIÓN ECONÓMICA Y FINANCIERA 83
El monto total a pagar por la Inversión de la Compra de Envolvedora
Flow Pack, en un periodo de 3 años es de $ 200.641,00.
5.2.2. Flujo de Caja de Compra de la Envolvedora Flow Pack.
Para realizar este Flujo de Caja, también se estiman las pérdidas
anuales del área de envoltura que son de $ 36.500, este valor lo
consideraremos como ahorro para hacer la tabulación. Para los años
2011 al 2013 se estima un incremento del 2% en pérdidas de producción.
Estos cálculos fueron realizados en una hoja en Excel.
CUADRO Nº 33
BENEFICIOS Y GASTOS DE COMPRA DE LA ENVOLVEDORA FLOW PACK
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
Producción kgr/año
Participación del
proyecto en el
precio de ventas Ventas
513394,2 $ 0,24 123.214,61$
983559,5 $ 0,24 236.054,28$
236.054,28$
Operadores Costo Mensual Costo Anual
6 $ 520 37.440,00$
Consumo/hora Costo Kw/hora
Horas promedio
/mes Costo Anual
Energía 10 kw $ 0.06 572 $ 4.118,40
Costo Anual
$ 2.000
37.440,00$
4.118,40$
2.000,00$
43.558,40$
Mantenimiento
TOTAL
GASTOS DE OPERACIÓN
MANTENIMIENTO
Preventivo
COSTOS TOTALES
Mano de Obra
Operación
GASTOS DE MANO DE OBRA
BENEFICIOS EN VENTAS
Máquinas
HPN 1, 2, 3
Envolvedora Flow Pack
Beneficio anual

EVALUACIÓN ECONÓMICA Y FINANCIERA 84
CUADRO Nº 34
FLUJO DE CAJA DE COMPRA DE LA ENVOLVEDORA FLOW PACK
DESCRIPCIÓN PERIODOS
2010 2011 2012 2013
Ahorro $ 36.500,00 $ 37.230,00 $ 37.960,00
Ventas $ 236.054,16 $ 236.054,16 $ 236.054,16
Beneficio Total $ 272.554,16 $ 273.284,16 $ 274.014,16
Inversión fija -$ 167.800,00
Gastos Anuales
Costos M.O. $ 37.440,00 $ 37.440,00 $ 37.440,00
Costos financieros $ 66.880,32 $ 66.880,32 $ 66.880,32
Mantenimiento $ 2.000,00 $ 2.000,00 $ 2.000,00
Energía $ 4.118,40 $ 4.118,40 $ 4.118,40
Total de Gastos Anuales $ 110.438,72 $ 110.438,72 $ 110.438,72
Flujo Operativo $ 162.115,44 $ 162.845,44 $ 163.575,44
Flujo de caja -$ 167.800,00 -$ 5.684,56 $ 157.160,88 $ 320.736,32
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
5.2.3. Valor Actual Neto de Compra de la Envolvedora Flow Pack.
Para cálculo del VAN se utiliza la tasa mínima de rentabilidad exigida
por la empresa que en este caso es del 12%.
CUADRO Nº 35
CÁLCULO DEL VAN
Nº Año Inversión Flujo
Operativo Tasa Valor Actual Neto
0 -$ 167.800,00 -$ 167.800,00
1 2011 $ 162.115,44 12% $ 144.745,93
2 2012 $ 162.845,44 12% $ 129.819,,39
3 2013 $ 163.575,44 12% $ 116.429,77
TOTAL $ 390.995,08
UTILIDAD EN EL VAN $ 223.195,08
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.
El resultado del cálculo del VAN dio un valor positivo, lo que indica
que la inversión es conveniente.

EVALUACIÓN ECONÓMICA Y FINANCIERA 85
5.2.4. Tasa Interna de Retorno (TIR) de Compra de la Envolvedora
Flow Pack.
Estos cálculos fueron realizados en una hoja en Excel.
CUADRO Nº 36
CÁLCULO DEL TIR
MOVIMIENTOS DE FONDOS
Descripción Inversión Inicial Año 1 Año 2 Año 3
Flujo Efectivo -$ 167.800,00 $ 162.115,44 $ 162.845,44 $ 163.575,44
TIR 80% Fuente: Fábrica Guayaquil
Elaborado por: Santiago Demera J.
En este caso la TIR es de 80% y el Interés Bancario es de 12%, se
interpreta que es conveniente realizar la Inversión.
5.2.5. Tiempo de Recuperación de la Inversión de Compra de la
Envolvedora Flow Pack.
Nuestra tasa de interés anual es la obtenida en el TIR expuesta en el
cuadro Nº 36 que es del 80 % y con la información del Flujo Operacional
se tabulará los datos para determinar el tiempo de recuperación de la
inversión. Estos cálculos fueron realizados en una hoja en Excel.
CUADRO Nº 37
TABLA DE RECUPERACIÓN DE LA INVERSIÓN
Año
Inversión
Inicial Flujo Anual
Tasa del
TIR Fórmula
Flujo Anual
Descontado
Flujo
Acumulado
0 -$ 167.800,00
1 $ 162.115,44 80 % F/(1+i)n $ 90.064,20 $ 90.064,20
2 $ 162.845,44 80 % F/(1+i)n $ 50.260,97 $ 140.325,17
3 $ 163.575,44 80 % F/(1+i)n $ 28.047,93 $ 168.373,11
Fuente: Fábrica Guayaquil Elaborado por: Santiago Demera J.

EVALUACIÓN ECONÓMICA Y FINANCIERA 86
La recuperación de la Inversión se la obtendrá en el tercer año, una
vez implementada la propuesta.
5.2.6. Análisis Beneficio/Costo de Compra de la Envolvedora Flow
Pack.
El valor de los costos que generarán por la implementación de la
propuesta será la inversión inicial ($ 167.800,00). Como beneficio es el
valor obtenido en el VAN.
Aplicando la fórmula de factibilidad de la propuesta se detalla lo
siguiente:
Factibilidad =
Factibilidad =
Factibilidad = $2,33
Esto nos indica que por cada dólar invertido por la empresa en esta
propuesta, Nestlé recupera $ 2,33.

CAPITULO VI
PROGRAMACIÓN PARA PUESTA EN MARCHA
6.1. Planificación y Cronograma de Implementación de Reparación
de Máquina Envolvedora Zapal.
Para llevar a cabo las propuestas de solución al problema analizado,
se debe realizar un cronograma de actividades, ya que las mismas deben
ir vinculadas de tal forma que a medida que se realicen unas actividades,
también se puedan realizar otras, para llegar de una manera óptima a la
conclusión e implementación de la propuesta.
6.1.1. Propuesta para la Implementación de Reparación de Máquina
Envolvedora Zapal.
Inicialmente se necesita:
Planteamiento de la Propuesta.
- 06 de Diciembre de 2010: Presentación de la Propuesta a Gerencia.
- Del 07 al 08 de Diciembre de 2010: Análisis, aprobación o rechazo de la
Propuesta.
- 09 de Diciembre de 2010: Informe escrito a los diferentes
Departamentos involucrados en la propuesta.
La aceptación de la propuesta se informará por escrito a los
Departamentos involucrados con el fin de que los mismos realicen cada
cual sus labores asignadas en las fechas establecidas.

PROGRAMACIÓN PARA PUESTA EN MARCHA 88
Los Departamentos implicados son los siguientes:
- Departamento de Producción.
- Departamento de Recursos Humanos.
- Departamento de Mantenimiento.
Reparación y Adaptación de la Envolvedora Zapal.
- 10 de Diciembre del 2010: Traslado de la máquina Envolvedora de la
bodega en desuso al Taller de Mantenimiento, para realizarle limpieza y
revisión de los mecanismos que se encuentran desgastados o faltantes y
a la vez ir observando el nuevo mecanismo para su adaptación.
- Del 13 al 16 de Diciembre del 2010: Desmontaje de todos los
mecanismos para realizarle un mantenimiento total a la envolvedora.
- Del 17 al 20 de Diciembre del 2010: Montaje y acoplamiento de
mecanismos construidos en los Talleres TACOSI.
- Del 21 al 22 de Diciembre del 2010: Adaptación del plato y banda de
alimentación para que envuelva bombones. Pintada de toda la estructura
de la envolvedora.
Construcción de Mecanismos.
- Del 13 al 16 de Diciembre del 2010: Construcción de banda para que
pueda alimentar automáticamente a la envolvedora; construcción del plato
de aluminio alimentador para que exista una menor distribución del
bombón hacia la máquina; construcción de bocines, piñones y ejes
desgastados que se encontraron en la envolvedora.

PROGRAMACIÓN PARA PUESTA EN MARCHA 89
Instalación de Envolvedora.
- 23 de Diciembre del 2010: Traslado de la envolvedora del Taller de
Mantenimiento al área de envoltura; instalación eléctrica con prueba de
giro del motor; calibración por parte de los técnicos de envoltura de
bombones.
- 24 de Diciembre del 2010: Capacitación a los operadores que laboran en
el área de envoltura sobre como manipular el nuevo equipo; liberación y
puesta en marcha de la envolvedora en producción en línea.
6.1.2. Cronograma de Implementación de Reparación de Máquina
Envolvedora Zapal con la Aplicación Microsoft Project.
La programación expuesta en el punto anterior se va a plasmar
gráficamente en un Diagrama de Gantt, mediante la utilización del
Programa Computacional Microsoft Project.
Ver Anexo Nº 12 Puesta en Marcha de Reparación de Envolvedora Zapal.
6.2. Planificación y Cronograma de Implementación de Compra de
Máquina Envolvedora Flow Pack.
6.2.1. Propuesta para la Implementación de Compra de Máquina
Envolvedora Flow Pack.
Inicialmente se necesita:
Planteamiento de la Propuesta
- 14 de Febrero del 2011: Presentación de la Propuesta a Gerencia.
- Del 15 al 22 de Febrero del 2011: Análisis, aprobación o rechazo de la
Propuesta.

PROGRAMACIÓN PARA PUESTA EN MARCHA 90
- 23 de Febrero del 2011: Informe escrito a los diferentes Departamentos
involucrados en la propuesta.
La aceptación de la propuesta se informará por escrito a los
Departamentos involucrados con el fin de que los mismos realicen cada
cual sus labores asignadas en las fechas establecidas.
Los Departamentos implicados son los siguientes:
- Departamento de Producción.
- Departamento de Recursos Humanos.
- Departamento de Mantenimiento.
Adquisición de Envolvedora de Bombón Flow Pack
- 24 de Febrero del 2011: Solicitud de Compra y pago de la maquinaría.
- 17 de Marzo del 2011: Llegada de maquinaría a Nestrade.
Transportación y Llegada del Equipo a Nestlé.
- 07 de Marzo del 2011: Pago de Costo del flete.
- Del 08 al 09 de Marzo del 2011: Transportación de envolvedora.
- 10 de Marzo del 2011: Llegada de envolvedora a Nestlé.
Instalación del Equipo.
- 11 de Marzo del 2011: Instalación Civil de la Maquinaría.
- Del 14 al 15 de Marzo del 2011: Trabajos Eléctricos.

PROGRAMACIÓN PARA PUESTA EN MARCHA 91
- 16 de Marzo del 2011: Calibración de Envolvedora y Prueba de
Producción.
Adicional a esto se necesita también de la capacitación del nuevo
personal a operar la máquina, que implica lo siguiente.
- Del 17 al 21 de Marzo del 2011: Solicitud, entrevista y selección del
trabajador para operar la envolvedora.
- 22 de Marzo del 2011: Capacitación del operador sobre la manipulación
de la envolvedora Flow Pack.
- 23 de Marzo del 2011: Inicio de Producción.
6.2.2. Cronograma de Implementación de Compra de Máquina
Envolvedora Flow Pack con la Aplicación Microsoft Project.
La programación expuesta en el punto anterior se va a plasmar
gráficamente en un Diagrama de Gantt, mediante la utilización del
Programa Computacional Microsoft Project.
Ver Anexo Nº 13 Puesta en Marcha de Compra de Envolvedora Flow Pack.

CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones.
La producción del Área de Chocolatería está limitada por las máquinas
envolvedoras de bombón (HPN 1, HPN 2, HPN 3), equipos obsoletos, que
generan paradas imprevistas (recursos humanos, técnicas, de calidad,
fallas organizacionales y reprocesos). En el capítulo 3 dio como
resultado una pérdida de $ 31.318,00 por estas causas, los equipos no
son confiables y entorpecen la programación de la producción.
La proyección de las ventas de chocolate se incrementa en el último
trimestre del año por las ventas Navideñas, por consiguiente se debe
aumentar la capacidad de producción de bombones, de manera urgente
en este periodo. La aplicación del TOC nos llevo a implementar 2
mejoras sustanciales, una a corto plazo y la otra a mediano plazo.
Corto Plazo.
- Programar las 3 Envolvedoras HPN, los 7 días de la semana debido que
en la actualidad solo trabajan 6 días.
- Utilizar la ½ hora de parada de las Envolvedoras a la hora de ir al lunch,
realizando relevos de operadores en este tiempo. Con esto se obtiene el
aumento de eficiencia del 46% a 57% es decir un 11%.
- Reparación y Adaptación de la Envolvedora Zapal que se la utilizaba en
otro formato. Aumento de eficiencia del 46% a 60% o sea un14%.

CONCLUSIONES Y RECOMENDACIONES 93
Mediano Plazo.
Consiste en la compra de una nueva Envolvedora de bombón Flow
Pack; esta máquina reemplaza y supera en un 36% la capacidad de
Producción de las 3 Envolvedoras HPN; también disminuirá los paros
imprevistos, lo que nos permitirá satisfacer la demanda del Mercado
Interno y ser más competitivo. Aumento de eficiencia del 46% a 88% es
decir un 42% y la reducción de desperdicios en un 80% por ser una
maquina semiautomática.
7.2. Recomendaciones.
El análisis realizado en el área de Chocolatería por medio de la Teoría
de las Restricciones (TOC), en el paso 5 nos dice que cuando se ha
satisfecho la restricción hay que regresar al paso 1. Lo cual nos indica
que el otro tema a analizar es la línea de moldeo de bombones, por el
aumento realizado en la capacidad de producción del Área de envoltura
de bombones en un 42%; por lo que la siguiente línea cuello de botella
pasaría a hacer la de moldeo.

GLOSARIO DE TÉRMINOS
CAVANNA.- Modelo de Empacadora de Chocolates.
CAVEMIL.- Modelo de Moldeadora de Chocolates.
CD.- Centro de Distribución.
CIIU.- Clasificación Industrial Internacional Uniforme.
DH.- Down Time Paradas Programadas.
EL.- Pérdida de Eficiencia.
FLOW PACK.- Modelo de Envolvedora de Chocolates.
HPN.- Modelo de Envolvedoras del fabricante Otto Hansell.
INEDECA.- Industria Ecuatoriana de Elaborados de Cacao.
NESTLÉ.- Empresa dedicada a la elaboración de productos
alimenticios.
SAM.- Programa de Sistema de Análisis de Paros.
SAP.- Sistemas, Aplicaciones y Productos en Procesamiento
de datos. Establece e integra el Sistema Productivo en
las Empresas.
TOC.- Teoría de las Restricciones.


ANEXOS 96
ANEXO Nº 1
LOCALIZACIÓN DE FÁBRICA NESTLÉ

ANEXOS 97
ANEXO Nº 2
ORGANIGRAMA DE LA EMPRESA
GERENTE DE PLANTA
JEFE DE MANTENIMIENTO
COORDINADOR MANTENIMIENTO
CULINARIOS &SERVICIOS
INDUSTRIALES
MECANICOS &ELECTRICOS
COORDINADOR MANTENIMIENTO SEMIELABORADO
MECANICOS & ELECTRICOS
COORDINADOR MANTENIMIENTO
CHOCOLATERIA
MECANICOS & ELECTRICOS
JEFE DE CHOCOLATERIA
COORDINADOR DE PRODUCCION
OPERADORES & AYUDANTES
JEFE DE SEMIELABORAO
COORDINADOR DE PRODUCCION
OPERADORES & AYUDANTES
JEFE DE PRODUCCION DE CULINARIOS &SALSAS FRIAS
COORDINADOR DE PRODUCCION
OPERADORES & AYUDANTES
JEFE DE ASEGURAMIENTO DE
LA CALIDAD
HIGIENISTAS
LABORATORISTA
JEFE DE ADMINISTRACION
ALMACENISTA
MONTACARGISTAS
JEFE DE RECURSOS HUMANOS
TRABAJADORA SOCIAL
JEFE DE SEGURIDAD INDUSTRIAL
SALUD OCUPACIONAL & MEDIO AMBIENTE
MEDICO

ANEXOS 98
ANEXO Nº 3
Diagrama de Flujo a Nivel de Procesos con
Unidades
Semielaborados
Recepción
de Cacao
Limpieza
01.01
Despiedrado
Descascarado
Tostación
Molienda
Gruesa 01
Molienda
Gruesa 02
Presecado Condensado
Vapor
HUMEDAD
8%
Condensado
Vapor
HUMEDAD 1- 1.5%
HUMEDAD
4 - 5.5%
1300 kg/h
Impureza entrada no > 3%
Impurezas salida no > 1%
humedad 7-8%, presión
aspiración aire < 70mm CA
1200 Kg/h
Piedras/metales
Cascarilla1250 Kg/h
1200 Kg/h
60 Kg/h90 Amp.
60 Kg/h50 Amp.
Licor corriente
Cascarilla molida
Molienda Cascarilla
1Ton/hPresión vapor 8 - 9 bar
velocidad 90-100 %Temperatura C #1 100-105°CTemperatura C # 2 105-115°CTemperatura C # 3 115-120°C
Ventilador 14-16 Amp.
Humedad 2,5 - 4 %
Veolocidad quebrantador 70 %
Velocidad alimentación 90-100 %
Regulación de aire 70 %
Ventilador # 1: vacio ducto: 0.3 mm H2O
vacio exp. : 1.3 mm H2O
Ventilador # 2: Vacio ducto: 2.9 mm H2O
vacio exp.: 4.8 mm H2O
Ventilador # 3: Vacio ducto: 3.1 mm H2O
vacio exp. : 0.5
Ventilador # 4 : Vacio ducto : 5 mm H2O
Vacio exp. : 0.5 mm H2O
Ventilador # 5 : vacio Ducto: 7.5 mm H2O
vacio exp.: 0 mm H2O
Ventilador # 6 : vacio ducto: 25 mm H2O
vacio exp.: 0 mm H2O
Ajuste de valvula ducto: 1
Ventilador : 28 Amp.
150 PSI
Aire torrefacción : 20 Amp.
Aire Enfriamiento : 19 Amp.
Temperatura tostación # 1: 170° C
Temperatura tostación # 2: 110° C
Temperatura tostación # 3 : 130° - 140 ° C
Reg. Calent. : 170 ° C
Alimentación de los rodillos : 4 - 6
Tiempo por capa 6- 8 PCC ( >5)
Consumo vapor/condensado 300 Kg/h
Sedimentacion no > 4 ml Sedimentacion no > 4 ml
Iman
Aspirador
Separador
Granza/Tierra
Piedras/Vidrio

ANEXOS 99
ANEXO Nº 4
Presión vapor principal : 10 Kg/cm2
Inyección : 9.5 bar
Temp. Solución (K2CO2): 140° C
Presión mezcla sol-vapor: 130PSI
Presión entrada de licor: 2-3 bar
Temp. tubo de reacción: 135 ° C
Presión de tubo de reacción: 42 PSI
Apertura valv. tubo de reacción: 35%
Temperatura de Tina # 1 : 145° C
Temperatura de tina # 2 : 145° C
Ph Solido : 6.9 - 7.3
Humedad de salida max.: 1.5 %
850 kg/h130°C.
Vapor
Molienda
Fina 01
Temp. piedras 100 ° C
55 Amp.
150 Kg/h
10Ton
Licor templado
70° C.
Agua Caliente Tanques
Almacenamiento
Licor LFS3
Agua Fria
Agua Caliente
Molienda
Fina 02
Licor exp.
microtamizado > 98 %
0.3 de sedimentacion
Licor Fino
Licor Soluble
Molienda
Fina 03
280 Kg/h
10Ton
Potacio
70° C.
Agua Caliente
Solubilización
Continua
Tanques
Almacenamiento
Licor -corriente
01.01
Licor corriente
Condensado
Diagrama de Flujo a Nivel de Procesos con
Unidades
Semielaborados
Molienda
Fina 04
900 Kg/h
Agua Caliente
150 Kg de BalinesAgua de TorreAgua de Torre
Agua Caliente
Agua de Torre
Agua Caliente850 Kg/h
Molienda
Fina 05
700 Kg de Balines
1500 -2000
Kg/h
Agua Caliente
Tanques
Almacenamiento
Licor Fino10Ton
Agua Caliente
70° C.
1200
kg/h400
mm/min
0.3 de sedimentacionTemp. piedras 110 ° C
55 Amp.0.3 de sedimentacion
Temp. piedras 100 ° C
55 Amp. 0.3 de sedimentacionTemp. piedras 98 ° C
55 Amp.

ANEXOS 100
ANEXO Nº 5
Diagrama de Flujo a Nivel de Procesos con Unidades
Preparación de Masas
Leche - Azúcar
Almacenamiento
Leche
07.01
Almacenamiento
Azúcar
07.01
Dosificado
Leche
Mezclado
Ingredientes
Pre-Refinado
Refinado 01 Refinado 02
Conchaje 01
Masa Oscura
Conchaje 02
Masa Blanca
Conchaje 01
Masa Oscura
Conchaje 02
Masa Oscura
Almacenamiento
Masa Blanca
Almacenamiento
Masa Oscura
Agua Caliente 60° C
Agua Caliente 60° C Agua Caliente 60° C
Agua Caliente 60° C Agua Caliente 60° C Agua Caliente 60° C Agua Caliente 60° C
(2) 2000 Kg 5000 Kg
1500 kg/h
Polvo/Licor
Manteca
3 Ton - 10 Ton
60° C
3 Ton - 10 Ton
60° C
Agua Caliente 60° C
5 Ton 3 Ton 3 Ton 1.7 Ton
Masa blanca Masa oscura
Temp. rodillos 30-40 °
C
Temp. 45°CMotor 40 Amp.
Presión en cilindro # 1: 2.6 bar
Presión en cilindro # 1: 2.6 bar
Tamaño de masa: 177-180
Temp.: Presión rodillo:
C.# 1: 28° C Inf. Izq.: 20 bar
C.# 2: 30° C Inf. Der.: 20 bar
C.# 3: 45° C Sup. Izq.: 20 bar
C.# 4: 50° C Sup. der.: 20 bar
C.# 5: 30° C Cuchilla: 20 bar
Aceite: 1.1 bar
Dosificado
Azucar

ANEXOS 101
ANEXO Nº 6
Diagrama de Flujo a Nivel de Procesos con Unidades
Chocolatería
Temperado
Masa Blanca
08.01
Temperado
Masa Oscura
08.01
Dosificado 01 Dosificado 02
Moldeo/Desmoldeo
Detección
de Metal
Envolvedora # 1
bombón
40.02
Envoltura de
tabletas
40.05
Embalaje
Embalaje
Masa Blanca Masa Oscura
Agua Caliente 60°C
Agua Helada 10°C
Agua
Agua Caliente 60°C
Agua Helada 10°C
Agua Caliente 60° C
Platillos
Tabletas
Bombones
maní/arroz crocante
AguaAgua Caliente 60° C
8°C - 10°C
Agua Helada 10° C
1000 Kg/h 3000 Kg/h
146 Bom/min 130 Plat/min325 Tab/min
150 Kg/h
Ingredientes
Mezclado
07.02
Tanque
almacenamiento
Envolvedora # 2
bombón
40.02
Envolvedora # 3
bombón
40.02
Envolvedora # 4
bombón
40.02
Envolvedora # 5
platillos
40.01
Envolvedora # 6
platillos
40.01
Envoltura de
tabletas familiar
40.06
Polvo soluble
grasa vegetal
azúcar, MSK, DWP
Cap.: 600 Kg/Hr
600 Kg/h
146 Bom/min 146 Bom/min 100 Bom/min 130 Plat/min
Masa Abuelita
Agua Temperado
Tan 10
3000 Kg/h
Agua
Agua Helada 10°C
Agua Caliente 60°C
Dosificado 03
Esmartir
600 Kg/h

ANEXOS 102
ANEXO Nº 7
DETALLE DE EVENTOS DE PARO DEL ÁREA DE CHOCOLATERÍA
Detalles de los Eventos de Paro
Fecha: Desde 01/01/2010 A 31/07/2010
CCLI Máquina Ubicación TécnicaMáquina(s) Cuello BotellaParos Imprevistos DH Duración EL Duración
SubTotal 01 - Preparación 11244,00 -
SubTotal 02 - Limpiezas 980,00 -
SubTotal 04 - Personal 335,00 -
SubTotal 08 - Técnico - 72,00
SubTotal 11 - Humano - 18,00
SubTotal 12 - Reflejo - 4102,00
SubTotal 681010001 - Linea Preparacion Masas 12559,00 4192,00
SubTotal 08 - Técnico - 252,00
SubTotal 681010025 - Bomba Descarga Concha Bm3000 - 252,00
SubTotal 08 - Técnico - 240,00
SubTotal 681010028 - Concha Bm3000 - 240,00
SubTotal 08 - Técnico - 120,00
SubTotal 681010034 - Mezclado Azucar Lpm - 120,00
SubTotal 08 - Técnico - 60,00
SubTotal 681010036 - Mezclado Masa Lpm - 60,00
SubTotal 08 - Técnico - 30,00
SubTotal 681010044 - Prerefinador 1 Lpm - 30,00
SubTotal 08 - Técnico - 85,00
SubTotal 681010046 - Refinado Lpm - 85,00
SubTotal 08 - Técnico - 369,00
SubTotal 09 - Organizacional - 240,00
SubTotal 681010049 - Refinador 1 Lpm - 609,00
SubTotal 08 - Técnico - 240,00
SubTotal 681010057 - Tolva Carga 1 Lpm - 240,00
12559,00 5828,00
SubTotal 68101 - PREMASAS 12559,00 5828,00
SubTotal 01 - Preparación 22203,00 -
SubTotal 02 - Limpiezas 5273,00 -
SubTotal 04 - Personal 1970,00 -
SubTotal 08 - Técnico - 2107,00
SubTotal 09 - Organizacional - 2756,00
SubTotal 10 - Calidad - 928,00
SubTotal 11 - Humano - 104,00
SubTotal 12 - Reflejo - 3793,00
SubTotal 14 - Barredura & Retrabajo - 221,67
SubTotal 682010002 - Linea Moldeo Barras Bombones(Toda Linea) 29446,00 9909,67
SubTotal 08 - Técnico - 251,00
SubTotal 682010006 - Depositadora Mlr-3A - 251,00
SubTotal 09 - Organizacional - 330,00
SubTotal 682010008 - Tolva Carga 1 Lmb - 330,00
SubTotal 08 - Técnico - 82,00
SubTotal 682010011 - Depositadora Mlp - 82,00
SubTotal 09 - Organizacional - 222,00
SubTotal 682010017 - Moldeado Lmb - 222,00
SubTotal 08 - Técnico - 16,00
SubTotal 682010018 - Compresor 1 - 16,00
SubTotal 08 - Técnico - 40,00
SubTotal 682010020 - Condensador 1 Lmb - 40,00
SubTotal 03 - Paros Operacionales 240,00 -
SubTotal 08 - Técnico - 2311,00
SubTotal 09 - Organizacional - 2559,00
SubTotal 11 - Humano - 569,00
SubTotal 12 - Reflejo - 135,00
SubTotal 14 - Barredura & Retrabajo - 36,87
SubTotal 682010024 - Moldeadora Cavemil 1 240,00 5610,87
SubTotal 08 - Técnico - 78,00
SubTotal 682010027 - Temperadora Aasted 1000 - 78,00
SubTotal 08 - Técnico - 67,00
SubTotal 682010029 - Temperado Masa Oscura - 67,00
29686,00 16606,54
SubTotal 68201 - MOLDCAVE 29686,00 16606,54

ANEXOS 103
SubTotal 01 - Preparación 233,00 -
SubTotal 02 - Limpiezas 1156,00 -
SubTotal 03 - Paros Operacionales 287,00 -
SubTotal 04 - Personal 987,00 -
SubTotal 08 - Técnico - 229,00
SubTotal 09 - Organizacional - 255,00
SubTotal 10 - Calidad - 406,00
SubTotal 11 - Humano - 382,00
SubTotal 12 - Reflejo - 293,00
SubTotal 14 - Barredura & Retrabajo - 17,07
SubTotal 684010001 - Empacadora Sapal 1 2663,00 1582,07
SubTotal 01 - Preparación 306,00 -
SubTotal 02 - Limpiezas 854,00 -
SubTotal 03 - Paros Operacionales 200,00 -
SubTotal 04 - Personal 495,00 -
SubTotal 08 - Técnico - 586,00
SubTotal 10 - Calidad - 114,00
SubTotal 11 - Humano - 38,00
SubTotal 12 - Reflejo - 308,00
SubTotal 14 - Barredura & Retrabajo - 31,83
SubTotal 684010002 - Empacadora Sapal 2 1855,00 1077,83
SubTotal 684010004 - Transportador Entrada 2 Lec - 43,00
4518,00 2702,87
SubTotal 68401 - ENVOLSAP 4518,00 2702,87
SubTotal 01 - Preparación 336,00 -
SubTotal 02 - Limpiezas 7659,00 -
SubTotal 03 - Paros Operacionales 1399,00 -
SubTotal 04 - Personal 6655,00 -
SubTotal 05 - Mantenimiento 960,00 -
SubTotal 08 - Técnico - 2801,00
SubTotal 09 - Organizacional - 1484,00
SubTotal 10 - Calidad - 384,00
SubTotal 11 - Humano - 1254,00
SubTotal 12 - Reflejo - 216,00
SubTotal 14 - Barredura & Retrabajo - 202,30
SubTotal 684020001 - Empacadora Hpn 1 17009,00 6341,30
SubTotal 01 - Preparación 254,00 -
SubTotal 02 - Limpiezas 6028,00 -
SubTotal 03 - Paros Operacionales 1008,00 -
SubTotal 04 - Personal 5284,00 -
SubTotal 05 - Mantenimiento 3540,00 -
SubTotal 08 - Técnico - 3670,00
SubTotal 09 - Organizacional - 2299,00
SubTotal 10 - Calidad - 182,00
SubTotal 11 - Humano - 560,00
SubTotal 12 - Reflejo - 208,00
SubTotal 14 - Barredura & Retrabajo - 103,10
SubTotal 684020002 - Empacadora Hpn 2 16114,00 7022,10
SubTotal 01 - Preparación 250,00 -
SubTotal 02 - Limpiezas 5823,00 -
SubTotal 03 - Paros Operacionales 1042,00 -
SubTotal 04 - Personal 5709,00 -
SubTotal 05 - Mantenimiento 1440,00 -
SubTotal 08 - Técnico - 2644,00
SubTotal 09 - Organizacional - 2818,00
SubTotal 10 - Calidad - 241,00
SubTotal 11 - Humano - 2504,00
SubTotal 12 - Reflejo - 205,00
SubTotal 14 - Barredura & Retrabajo - 167,72
SubTotal 684020003 - Empacadora Hpn 3 14264,00 8579,72
47387,00 21942,85
SubTotal 68402 - ENVOLHPN 47387,00 21942,85
SubTotal 01 - Preparación 7144,00 -
SubTotal 02 - Limpiezas 5640,00 -
SubTotal 03 - Paros Operacionales 1543,00 -
SubTotal 04 - Personal 4926,00 -
SubTotal 05 - Mantenimiento 474,00 -
SubTotal 08 - Técnico - 3161,00
SubTotal 09 - Organizacional - 1679,00
SubTotal 10 - Calidad - 5538,00
SubTotal 11 - Humano - 28,00
SubTotal 12 - Reflejo - 3798,00
SubTotal 14 - Barredura & Retrabajo - 265,55
SubTotal 684030002 - Empaque Barras Chocolate Lec 19727,00 14469,55
SubTotal 03 - Paros Operacionales 1,00 -
SubTotal 08 - Técnico - 3913,00
SubTotal 11 - Humano - 17,00
SubTotal 14 - Barredura & Retrabajo - 1,77
SubTotal 684030003 - Empacadora Cavanna 1,00 3931,77
SubTotal 08 - Técnico - 45,00
SubTotal 684030004 - Selladora Cajas 1 Ebc - 45,00
SubTotal 684030006 - Transportador Multiple Aliment 1 Lec - 125,00
SubTotal 684030007 - Transportador Pequeno Display - 180,00
19728,00 18751,29
SubTotal 68403 - EMPCAVAN 19728,00 18751,29
Gran Total 113878,00 65831,54Santiago Demera Jaime

ANEXOS 104
ANEXO Nº 8
DETALLE DE EVENTOS DE PARO DE MAQUINAS ENVOLVEDORAS
CCLI Grupos de Paros Imprevistos
DH
Duración
EL
Duración Hora Inicio Turno Comentarios
68402 - E NVO L HP N 01 - P reparac ión 1.00 - 14/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 52.00 - 08/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 20/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 05/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 13/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 14/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 24/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 15.00 - 09/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 11.00 - 21/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 30/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 07/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 28/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 12/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 08/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 10/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 26/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 30.00 - 23/04/2010 2
68402 - E NVO L HP N 02 - L impiez as 20.00 - 27/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 26/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 12/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 07/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 21/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 30/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 21/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 12/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 10/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 09/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 08/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 6.00 - 05/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 13/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 20/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 06/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 28/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 6.00 - 27/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 23/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 21/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 14/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 4.00 - 24/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 14/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 13/04/2010 2
68402 - E NVO L HP N 03 - P aros O perac ionales 2.00 - 12/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 28/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 60.00 - 14/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 05/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 08/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 10/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 20.00 - 12/04/2010 2 R eunion en el c omedor
68402 - E NVO L HP N 04 - P ers onal 15.00 - 23/04/2010 2 D egus tac ion
68402 - E NVO L HP N 04 - P ers onal 50.00 - 28/04/2010 2 S eguridad Indus trial
68402 - E NVO L HP N 04 - P ers onal 60.00 - 13/04/2010 2
C apac itac ion s obre el c odigo
de c onduc ta
68402 - E NVO L HP N 04 - P ers onal 30.00 - 13/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 14/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 19/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 23/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 20/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 07/04/2010 2
68402 - E NVO L HP N 04 - P ers onal 30.00 - 24/04/2010 2
68402 - E NVO L HP N 08 - T éc nic o - 40.00 28/04/2010 2 C alibrac ión de pinz a interior
68402 - E NVO L HP N 08 - T éc nic o - 40.00 26/04/2010 2 P as ador de pinz a roto
68402 - E NVO L HP N 08 - T éc nic o - 5.00 24/04/2010 2 ajus te de pinz as
68402 - E NVO L HP N 08 - T éc nic o - 10.00 14/04/2010 2
68402 - E NVO L HP N 08 - T éc nic o - 2.00 09/04/2010 2
68402 - E NVO L HP N 08 - T éc nic o - 11.00 10/04/2010 2

ANEXOS 105
6 8 4 0 2 - E N V O L H P N 0 9 - O r g a n i z a c i o n a l - 1 1 . 0 0 2 3 /0 4 /2 0 1 0 2
S e p a r a p a r a r e u n i o n
i n f o r m a t i v a
6 8 4 0 2 - E N V O L H P N 1 0 - C a l i d a d - 3 . 0 0 1 2 /0 4 /2 0 1 0 2
L i m p i e z a d e b a n d a p o r
a c u m u l a c i o n d e p r o d u c t o
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 1 6 . 0 0 2 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 7 . 0 0 1 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 6 . 0 0 2 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 8 . 0 0 3 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 2 . 7 0 2 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 4 5 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 8 . 9 5 2 1 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 3 8 2 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 0 3 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 3 8 2 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 4 0 2 1 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 2 0 2 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 1 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 0 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 1 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 1 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 0 5 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 0 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 0 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 0 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 0 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 1 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 1 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 1 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 1 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 0 5 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 1 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 6 0 . 0 0 - 1 4 /0 4 /2 0 1 0 2 C a p a c i t a c i o n d e c a l i d a d
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 0 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 1 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 0 5 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 6 0 . 0 0 - 1 3 /0 4 /2 0 1 0 2
C a p a c i t a c i o n s o b r e e l c o d i g o d e
c o n d u c t a
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 5 6 . 0 0 - 0 8 /0 4 /2 0 1 0 2 R E U N I Ó N C O N J U A N O R T I Z
6 8 4 0 2 - E N V O L H P N 0 5 - M a n t e n i m i e n t o 4 8 0 . 0 0 - 1 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 3 1 . 0 0 0 9 /0 4 /2 0 1 0 2
C a m b i o d e c u c h i l l a s ,
r e g u l a c i ó n d e l e l e v a d o r y
c o n t r a e l e v a d o r
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 8 . 0 0 1 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 1 2 . 0 0 1 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 1 1 . 0 0 0 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 9 - O r g a n i z a c i o n a l - 2 2 . 0 0 0 7 /0 4 /2 0 1 0 2 S e r e m p l a z o e n l a c a v a n a
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 7 . 0 0 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 7 5 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 5 8 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 1 - P r e p a r a c i ó n 9 . 0 0 - 2 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 1 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 1 0 . 0 0 - 0 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 3 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 3 0 . 0 0 - 2 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 1 0 . 0 0 - 2 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 1 4 . 0 0 - 2 1 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 4 0 . 0 0 - 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 2 0 /0 4 /2 0 1 0 2

ANEXOS 106
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 1 5 . 0 0 - 2 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 0 5 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 1 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 6 0 . 0 0 - 0 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 2 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 3 0 . 0 0 - 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 2 - L i m p i e z a s 2 0 . 0 0 - 1 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 1 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 2 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 2 1 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 7 . 0 0 - 0 5 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 2 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 2 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 0 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 2 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 1 0 . 0 0 - 2 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 6 . 0 0 - 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 1 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 6 . 0 0 - 0 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 1 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 4 . 0 0 - 3 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 2 1 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 3 - P a r o s O p e r a c i o n a l e s 2 . 0 0 - 1 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 1 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 2 1 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 2 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 2 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 1 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 2 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 0 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 6 0 . 0 0 - 1 3 /0 4 /2 0 1 0 2
C a p a c i t a c i o n s o b r e e l c o d i g o d e
c o n d u c t a
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 1 5 . 0 0 - 2 3 /0 4 /2 0 1 0 2 D e g u s t a c i o n
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 6 0 . 0 0 - 1 4 /0 4 /2 0 1 0 2 C a p a c i t a c i o n d e c a l i d a d
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 6 0 . 0 0 - 2 8 /0 4 /2 0 1 0 2 S e g u r i d a d I n d u s t r i a l
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 1 0 . 0 0 - 2 8 /0 4 /2 0 1 0 2 D e g u s t a c i ó n
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 2 0 . 0 0 - 1 2 /0 4 /2 0 1 0 2 C h a r l a e n e l c o m e d o r
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 6 0 . 0 0 - 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 2 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 0 5 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 4 - P e r s o n a l 3 0 . 0 0 - 1 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 1 8 . 0 0 1 3 /0 4 /2 0 1 0 2
S e r o m p e r e s o r t e d e l
e m p u j a d o r d e l b o m b o n
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 2 0 . 0 0 3 0 /0 4 /2 0 1 0 2 S e p a r t e r e s o r t e d e l e m p u j a d o r
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 1 . 0 0 2 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 3 . 0 0 0 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 7 0 . 0 0 0 5 /0 4 /2 0 1 0 2 R ó t u l a d a ñ a d a
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 1 1 . 0 0 0 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 2 0 . 0 0 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 8 - T é c n i c o - 2 . 0 0 0 8 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 0 9 - O r g a n i z a c i o n a l - 2 8 . 0 0 2 3 /0 4 /2 0 1 0 2
S e p a r a p a r a r e u n i o n
i n f o r m a t i v a
6 8 4 0 2 - E N V O L H P N 0 9 - O r g a n i z a c i o n a l - 1 8 . 0 0 0 7 /0 4 /2 0 1 0 2 s e r e m p l a s o e n l a c a v a n a
6 8 4 0 2 - E N V O L H P N 0 9 - O r g a n i z a c i o n a l - 2 6 . 0 0 2 2 /0 4 /2 0 1 0 2 l i m p i e z a d e l c o r t e d e l f i l o

ANEXOS 107
6 8 4 0 2 - E N V O L H P N 1 0 - C a l i d a d - 2 . 0 0 1 2 /0 4 /2 0 1 0 2
L i m p i e z a d e b a n d a p o r
a c u m u l a c i o n d e p r o d u c t o
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 5 . 0 0 2 4 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 7 . 0 0 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 1 2 . 0 0 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 2 1 . 0 0 2 8 /0 4 /2 0 1 0 2 A j u s t e d e v a r i a c o n e s
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 2 6 . 0 0 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 7 . 0 0 2 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 6 . 0 0 2 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 3 4 . 0 0 2 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 1 3 . 0 0 3 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 1 6 . 0 0 2 0 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 1 - H u m a n o - 4 . 0 0 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 1 . 2 3 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 2 . 1 3 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 2 . 2 3 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 2 . 3 3 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 1 . 0 7 2 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 4 5 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 1 7 2 3 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 2 . 0 5 2 2 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 1 7 0 6 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 1 2 1 9 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 1 7 0 7 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 0 . 2 5 2 1 /0 4 /2 0 1 0 2
6 8 4 0 2 - E N V O L H P N 1 4 - B a r r e d u r a & R e t r a b a j o - 1 0 . 6 7 0 7 /0 4 /2 0 1 0 2
Elaborado por: Santiago Demera J.

ANEXOS 108
ANEXO Nº 9
CLASIFICACIÓN Y DESCRIPCIÓN DE CAUSAS DE LAS PARADAS

ANEXOS 109
ANEXO Nº 10
PROFORMA DE REPARACIÓN DE ENVOLVEDORA ZAPAL

ANEXOS 110
ANEXO Nº 11
PROFORMA DE COMPRA DE ENVOLVEDORA FLOW PACK

ANEXOS 111
ANEXO Nº 12
PUESTA EN MARCHA DE REPARACIÓN DE ENVOLVEDORA ZAPAL

ANEXOS 112
ANEXO Nº 13
PUESTA EN MARCHA DE COMPRA DE ENVOLVEDORA FLOW PACK

BIBLIOGRAFÍA
Baca Urbina, Evaluación de Proyectos, 2da Edición, Editorial Mc Graw Hill,
México, 2007.
E. Goldratt, La Meta – Teoría de las Restricciones, 2da Edición, (1999)
García Criollo, Estudio del trabajo, Vol. II 1ra Edición, Editorial Mc Graw
Hill, México, 1998.
Nievel – Freivalds, Métodos estándares y decisión del trabajo, 10ma
Edición, Editorial Alfa Omega, México 2001.
Nievel, Freivalds, Ingeniería Industrial de Métodos, estándares y diseño,
10ma Edición, Editorial Alfa Omega, México 2003.
www.monografías.com
www.sidel.com