UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...
96
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS INTEGRADOS DE GESTIÓN SEGURIDAD INDUSTRIAL TEMA “IDENTIFICACIÓN DE PELIGROS Y EVALUACIÓN DE RIESGOS MEDIANTE LA MATRIZ IPER EN LA EMPRESA DE CONFECCIONES ALPHA Y OMEGA” AUTOR BUENO QUIMIS JOSÉ ALEJANDRO DIRECTOR DEL TRABAJO ING.IND. MONTERO FIERRO MARCIAL ARNULFO MSc. GUAYAQUIL, SEPTIEMBRE 2018
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...

i
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS INTEGRADOS DE GESTIÓN
SEGURIDAD INDUSTRIAL
TEMA
“IDENTIFICACIÓN DE PELIGROS Y EVALUACIÓN DE
RIESGOS MEDIANTE LA MATRIZ IPER EN LA EMPRESA
DE CONFECCIONES ALPHA Y OMEGA”
AUTOR
BUENO QUIMIS JOSÉ ALEJANDRO
DIRECTOR DEL TRABAJO
ING.IND. MONTERO FIERRO MARCIAL ARNULFO MSc.
GUAYAQUIL, SEPTIEMBRE 2018
ii
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA INGENIERÍA INDUSTRIAL
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado ING. IND. MONTERO FIERRO MARCIAL ARNULFO
MSc. tutor del trabajo de titulación certifico que el presente trabajo de titulación ha sido
elaborado por BUENO QUIMIS JOSE ALEJANDRO con C.C. 0923084628, con mi
respectiva supervisión como requerimiento parcial para la obtención del título de
INGENIERO INDUSTRIAL.
Se informa que el trabajo de titulación: “IDENTIFICACIÓN DE PELIGROS Y
EVALUACIÓN DE RIESGOS MEDIANTE LA MATRIZ IPER EN LA EMPRESA
DE CONFECCIONES ALPHA Y OMEGA” ha sido orientado durante todo el periodo
de ejecución en el programa anti plagio (indicar el nombre del programa anti plagio
empleado) quedando el 10 % de coincidencia.
https://secure.urkund.com/archive/download/40885172-306447-605253
_________________________________________________________
ING. IND. MONTERO FIERRO MARCIAL ARNULFO MSc.
C.C. 0200518165

iii
DEDICATORIA
El presente trabajo de titulación va dedicado primero a Dios como agradecimiento por
las bendiciones otorgadas. A mi amada madre Isabel Quimis por ser el pilar
fundamental de mi vida, a mis hermanos y de más familiares por siempre confiar en mí.
Además por motivarme para cumplir una de tantas metas que me he propuesto en mí
vida.

iv
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería
Industrial de la Universidad de Guayaquil”
Bueno Quimis José Alejandro
C.C.: 0923084628
v
Índice general
No. Descripción Pág.
Introducción 1
Capítulo I
Diseño de la investigación
1.1. Antecedentes de la investigación 2
1.2. Problema de investigación 3
1.2.1. Planteamiento del problema. 3
1.2.2. Formulación del problema de investigación. 4
1.2.3. Sistematización del problema de investigación. 4
1.3. Objetivos de la investigación 4
1.3.1. Objetivo general. 4
1.3.2. Objetivos específicos. 4
1.4. Justificación de la investigación. 4
1.5. Marco de referencia de la investigación 5
1.5.1. Marco teórico. 5
1.5.2. Marco histórico. 6
1.5.3. Marco de referencia. 8
1.5.4. Marco conceptual. 9
1.6. Aspectos metodológicos de la investigación. 12
1.6.1. Tipo de estudio. 12
1.6.2. Método de investigación. 12
1.6.2.1. Método cualitativo 12
1.6.2.2. Método descriptivo 13
1.6.3. Fuentes y técnicas para la recolección de información. 13
1.6.3.1. Evidencia fotográfica. 13
1.6.3.2. Observación de campo. 13
1.6.3.3. Test de evaluación. 13
1.6.4. Tratamiento de la información. 13
1.7. Resultados e impactos esperados 13
1.7.1. Resultado de la identificación y evaluación de riesgos 13
1.7.1.1. Identificar los peligros. 14
1.7.1.2. Evaluación y control de riesgos. 14

vi
No. Descripción Pág.
1.7.1.3. Impacto esperado. 17
Capítulo II
Análisis y diagnóstico del problema
2.1. Descripción general de la empresa. 18
2.1.1. Actividad económica 18
2.1.1.1. Misión. 18
2.1.1.2. Visión. 18
2.1.1.3. Política de la empresa. 18
2.1.1.4. Clasificación industrial uniforme ciuu. 18
2.1.1.5. Productos 19
2.1.1.6. Ubicación geográfica. 19
2.1.1.7. Organización 19
2.2. Recurso humano y tecnológico 19
2.2.1. Recurso humano. 19
2.2.2. Funciones generales. 19
2.2.2.1. Gerente general. 19
2.2.2.2. Supervisor de producción. 19
2.2.2.3. Contador. 19
2.2.2.4. Recursos humanos. 19
2.2.2.5. Bodega y despacho. 20
2.2.2.6. Diseño. 20
2.2.2.7. Operarios de sección de cortes. 20
2.2.2.8. Operadores de bordado. 20
2.2.2.9. Operadores de maquina o confección. 20
2.2.2.10. Operadores de deshilachado y planchado. 20
2.2.2.11. Operadores de deshilachado y planchado. 20
2.2.2.12. Operadores para etiquetado y empaque. 20
2.2.2.13. Despacho compras por menor. 21
2.2.3. Recurso tecnológico. 21
2.2.4. Distribución de planta. 21
2.2.5. Proceso operativo. 21
2.3. Situación actual de la empresa seguridad y salud laboral 21
2.3.1. Diagnóstico de la situación actual de la empresa en SSO 21

vii
No. Descripción Pág.
2.3.2. Diagrama de ishikawa. 22
2.3.3. Población y muestra. 22
2.3.1. Encuesta. 23
2.3.1.1. Resultado de encuesta. 36
2.3.2. Indicadores de gestión. 37
2.3.2.1. Indicadores de accidentabilidad 37
2.4. Presentación de resultados y diagnósticos 40
2.4.1. Resultado de la identificación y evaluación de los factores de riesgo. 40
2.4.2. Diagnósticos de los riesgos encontrados. 40
2.4.3. Priorización de riesgo 51
Capítulo III
Propuesta, recomendaciones y conclusiones
3.1. Objetivo 43
3.1.1. Estructura de la propuesta 43
3.1.1.1. Medidas de prevención 44
3.1.1.2. Programa de prevención de riesgos laborales 46
3.1.1.3. Programa de capacitación anual 46
3.1.2. Plan de orden y limpieza 5s 46
3.2. Costo beneficio. 46
3.3. Conclusiones 46
3.4. Recomendaciones 47
Anexos 48
Bibliografía
72

viii
Índice de tabla
N. Descripción Pág.
1. Determinación del nivel de deficiencia. 14
2. Determinación del nivel de exposición 15
3. Determinación del nivel de probabilidad. 15
4. Significado de los diferentes niveles de probabilidad. 15
5. Determinación del nivel de consecuencia 16
6. Significado del nivel de riesgo 16
7. Aceptabilidad del riesgo 16
8. Cantidad de trabajadores por sexo 23
9. Cantidad de trabajadores por edad. 23
10. Nomina de empleados por proceso. 23
11. Reglamento interno de seguridad 24
12. Planes para el control del programa de seguridad 25
13. Equipos de protección personal 26
14. Supervisión de equipos de protección personal 27
15. Accidentes dentro de la empresa 28
16. Conoce los pasos a seguir en una emergencia 29
17. Capacitaciones sobre seguridad en el trabajo 30
18. Alteraciones en la salud por el trabajo 31
19. Alteraciones en la salud por el trabajo 32
20. Riesgos actuales en la empresa 33
21. Procedimientos para alertar y comunicar una situación de emergencia 34
22. Implementación de un sistema de gestión 35
23. Porcentaje de resultado de encuesta 36
24. Tabla de accidentabilidad. 37
25 Condición de seguridad de administrativo 40
26. Condición de seguridad de operativos 42
27. Riesgo biomecánico administración 44
28. Riesgo biomecánico operativos 45
29. Riesgo físico administrativo. 46
30. Riesgo físico operacional . 47
31. Riesgo químico operativo. 48

ix
32. Riesgo psicosocial de administración 49
33. Riesgo psicosocial de operación 50
34. Medidas de prevención por causas de riesgo por herramientas manuales. 44
35. Medidas de prevención por causa de riesgo de corte por maquinarias. 45
36. Medida de prevención por sobresfuerzo ¡Error! Marcador no definido.

x
Índice de figura
N. Descripción Pág.
1. Información adaptada del Indicador 1. 24
2. Información adaptada del Indicador 2. 25
3. Información adaptada del Indicador 3. 26
4. Información adaptada del Indicador 4. 27
5. Información adaptada del Indicador 5. 28
6. Información adaptada del Indicador 6. 29
7. Información adaptada del Indicador 7. 30
8. Información adaptada del Indicador 8. 31
9. Información adaptada del Indicador 9. 32
10. Información adaptada del Indicador 10 33
11. Información adaptada del Indicador 11. 34
12. Información adaptada del Indicador 12. 35
13. Información adaptada del Resultado estadístico de la encuesta. 36
14. Nº de accidente por mes. 37
15. Nº de días perdidos por mes. 38
16. Nº de horas hombres trabajadas. 38
17. Índice de frecuencia por mes.. 38
18. Índice de severidad por mes. 39
19. Índice de lesiones incapacitantes por mes. 39
20. Tasa de incidencia por mes. 39
21. Condición de seguridad administrativo tomada en campo. 41
22. Condición de seguridad operativa tomada en campo. 43
23. Riesgo biomecánico administración tomada en campo. 44
24. Riesgo biomecánico operativo tomada en campo. 45
25. Riesgo físico administrativo tomada en campo. 46
26. Registro de físico tomada en campo. 47
27. Riesgo químico Registro de químico tomada en campo. 48
28. Registro de físico tomada en campo. 49
29. Nivel riesgo psicosocial tomada en acampo. 50
30. Indicador de nivel riesgos priorizados. 52

xi
Índice de anexos
N. Descripción Pág.
1 Clasificación industrial uniforme CIUU. 48
2 Línea de Producción. 49
3 Ubicación geográfica. 50
4 Organigrama de la empresa. 51
5 Nóminas de empleados. 52
6 Recursos tecnológicos. 53
7 Distribución de planta 55
8 Diagramas de flujo de procesos operativos. 56
9 Evidencia fotográficas de áreas de trabajo en la empresa 60
10 Diagrama de Ishikawa. 63
11 Condiciones de Trabajo 64
12 Trabajadores 65
13 Equipos y Herramientas de Trabajo 66
14 Encuesta de seguridad 66
14 Matriz de Riesgo 69
15 Cronograma de la Propuesta 71

xii
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL
CARRERA INGENIERIA INDUSTRIAL
‘‘IDENTIFICACIÓN DE PELIGROS Y EVALUACIÓN DE RIESGOS MEDIANTE LA
MATRIZ IPER EN LA EMPRESA DE CONFECCIONES ALPHA Y OMEGA’’
Autor: Bueno Quimis José Alejandro
Tutor: Ing. Ind. Montero Fierro Marcial Arnulfo Msc.
RESUMEN
El presente trabajo de investigación tiene como objetivo general la identificación y
evaluación de los riesgos mediante la Matriz IPER en la empresa de Confecciones Alpha y
Omega, esta empresa motivo de la investigación no consta con un Departamento de
Seguridad Industrial. La investigación de campo se realizó utilizando el método cualitativo
y descriptivo el cual contribuye con la Gestión a la Seguridad Laboral. El problema se
analizó mediante el diagrama de Ishikawa. El análisis de los riesgos permitió conocer que
existen debilidades en el área tanto administrativa como operativa, con mayor fuerza en lo
ergonómicos, debido a que el personal permanece largas horas de pie, produciendo esto
afectaciones musculo esqueléticas. La reducción de los riesgos laborales es una actividad
necesaria para la prevención cuidado del personal involucrado en las operaciones de la
empresa.
PALABRAS CLAVES: Matriz IPER, cualitativo, descriptivo, seguridad industrial,
análisis, afectaciones, riesgo laboral.

xiii
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL
CARRERA INGENIERIA INDUSTRIAL
‘‘HAZARD IDENTIFICATION AND RISK EVALUATION THROUGH THE
IPER MATRIX IN THE ALPHA AND OMEGA CLOTHING COMPANY’’
Author: Bueno Quimis José Alejandro
Advisor: Ind. Eng. Montero Fierro Marcial Arnulfo Msc.
ABSTRACT
The general objective of this research work is the identification and evaluation of the
risks through the IPER Matrix in the Alpha and Omega Clothing Company. This research
company does not have a Department of Industrial Safety. The field research was carried
out using the qualitative and descriptive method which contributes to the Management of
Labor Safety. The problem was analyzed using the Ishikawa diagram. The analysis of the
risks allowed to know that there are weaknesses in the administrative and operational area,
with greater force in the ergonomics, because the staff remains standing for long hours,
producing skeletal muscle affectations. The reduction of occupational risks is a necessary
activity for the prevention of the personnel involved in the operations of the company.
KEYWORDS: IPER Matrix, qualitative, descriptive, industrial Security, analysis,
affectations, occupational hazard.

Introducción
La evaluación de riesgos es el proceso mediante el cual la empresa tiene conocimiento
de su situación con respecto a la seguridad y la salud de sus trabajadores.
Es una de las actividades preventivas que legalmente deben llevar a cabo todas y cada
una de las empresas, independientemente de su actividad productiva o su tamaño. Pero no
es tan sólo una obligación legal de la que derivan responsabilidades relativas a la seguridad
y la salud de los trabajadores, sino que forma parte del ciclo de mejora continua que
cualquier empresa tiene que aplicar en su gestión.
En el primer capítulo hablamos del objetivo que es la identificación y evaluación de
riesgos: disponer de un diagnóstico de la prevención de los riesgos laborales en una
empresa determinada para que los responsables de esta empresa puedan adoptar las
medidas de prevención necesarias.
En la práctica, el concepto evaluación de riesgos incluye fases diferenciadas y
consecutivas, ya en el segundo capítulo nos acogemos del método de investigación a toda
la información recopilada tanto estadísticas como test de evaluación, dándonos la Matriz
IPER su identificación de los factores de riesgo y las deficiencias originadas por las
condiciones de trabajo.
En el tercer capítulo llegamos a la propuesta de medidas para controlar, reducir y
eliminar, siempre que sea posible, tanto los factores de riesgo como los riesgos asociados,
lo cual se solicitó buscar asesoría de seguridad para implementar un programa de
seguridad y salud.

Diseño de la investigación 2
Capítulo I
Diseño de la investigación
1.1. Antecedentes de la investigación
En los últimos años en la república del ecuador el tema de higiene, seguridad y salud en
el trabajo ha creado mayor preocupación por el cuidado de la integridad física y la salud de
los colaboradores ante los accidentes laborales en el entorno que les rodea, los cuales han
ocasionado graves consecuencias de orden económico y de producción.
Los riesgos laborales están presentes en todo el proceso que realiza la empresa de
confecciones de prendas de vestir desde el mismo momento en que entra la materia prima
que son los rollos de tela al departamento de corte, luego al de confección y pegado en
que los riesgo laborales no se pueden establecer fácilmente y en la empresa no cuenta con
una metodología adecuada para la eliminación de estos riesgos presentes en los procesos y
establecer los mecanismos que permitan identificar los peligros y evaluar los riesgos que
afectan a sus diferentes actividades y procesos de la empresa.
A raíz del incendio suscitado en la cámara de comercio el día 2 de julio del 2012 la cual
dejo cuatro fallecidos, tres mujeres y un neonato de ocho meses, la cultura de seguridad en
el Ecuador se vio forjada a retomar medidas de prevención de riesgo del trabajo
establecidas en la Constitución de la República mediante nuevos controles del Instituto
Ecuatoriano de Seguridad Social, nuevos Convenios y Tratados Internacionales, Leyes
Orgánicas, Decretos y Reglamentos, Los Acuerdos y Las Resoluciones, Demás Actos y
Decisiones de los Poderes Públicos (Pirámide De Kelsen aplicada al ecuador).
La empresa Alpha y Omega se ha ido posesionando en el mercado por más de 20 años
en las actividades de confección de prendas de vestir, con mucha satisfacción con sus
clientes pero sus colaboradores están expuestos a diferentes peligros y riesgos durante la
realización de sus labores, tareas de corte, bordados, reparación de camisas, planchado,
entre otros y dentro de los problemas que encontramos están las condiciones de las
máquinas de coser sin sus respectivas protecciones, trabajadores sin sus respectivos EPP
pero más por falta de capacitación en cómo usarlos y la supervisión constante de los
mismo, posturas inadecuadas por falta de una buena silla ergonómica, orden y limpieza en
todas las áreas de trabajo, esto sucede porque no se tiene un departamento de seguridad y
aun no se ha implementado un sistema de gestión de seguridad y salud laboral para el
cumplimiento de normativas y con clientes que solicitan documentación.

Diseño de la investigación 3
1.2. Problema de investigación
1.2.1. Planteamiento del problema.
Por la actividad que realiza la empresa la condición física y la salud de los trabajadores
estarán afectadas por accidentes y enfermedades laborales que probablemente son
ocasionados por actos y condiciones inseguras a raíz de la falta de un sistema de gestión de
seguridad e higiene industrial y salud laboral en la empresa, dentro de los riesgos más
frecuentes en la empresa tenemos los riesgos mecánicos que son ocasionados
principalmente por las máquinas y equipos que no cuentan con sus respectivas guardas de
seguridad, los riesgos químicos por el polvo y las pelusas de los textiles que están en
proceso, los riesgos ergonómicos por las posturas forzadas sentadas y trabajado repetitivo
de los operadores y operadoras de las máquinas de coser y los riesgos de incendio por la
acumulación de retazos o sobrantes de las materias primas y mal almacenadas.
Dentro de los principales riesgos a los que están expuestos los trabajadores de la
empresa están los atrapamientos por las partes móviles de las máquinas que están sin
protección, por la incorrecta operación de las máquinas, usar adornos, anillos, pulseras y el
pelo largo y suelto. Los riesgos de corte y amputaciones son los más comunes en la
empresa ya que se utiliza cortadoras eléctricas verticales lo que ocasiona cortes inclusive
amputaciones por la no utilización de guantes de acero tres dedos la falta de capacitación,
entre otros.
La iluminación es otro de los problemas detectados los mismos que no abastecen como
lo indica la legislación vigente en el país con respectos a los luxes que debería tener estos
centros de producción, el orden y limpieza tiene mucho que desear, el sistema eléctrico es
defectuoso, entre otros.
En conclusión la empresa y los trabajadores no tienen el conocimiento necesario en
prevención de riesgos laborales en lo que se manifiesta lo siguiente:
Síntomas: el personal de la empresa se encuentra inquieto por falta de conocimiento de
cómo actuar ante los peligros a los que se exponen diariamente
Causas: Atrapamientos por maquinas en movimiento, cortes por sierras verticales,
movimientos repetitivos, molestias por posturas forzadas, dolor de espalda, estrés laboral,
molestia auditiva.
Pronóstico: Al no ser analizados los riesgos de la empresa se incurre en multas pero
además se pueden producir enfermedades profesionales en los trabajadores y en algunos
casos pueden terminar en accidentes con lesiones graves.

Diseño de la investigación 4
Control de pronóstico: Es necesario analizar los riesgos a los que se enfrentan día a
día los trabajadores de forma adecuada, planteando mejoras en las deficiencias encontradas
permitiendo mejorar el ambiente laboral.
1.2.2. Formulación del problema de investigación.
¿Cuáles son los riesgos a que se exponen los trabajadores en sus labores, y su
evaluación mediante la matriz IPER en la empresa Alpha y Omega?
1.2.3. Sistematización del problema de investigación.
¿La matriz IPER garantiza la reducción de peligros y riesgos en la empresa Alpha y
Omega?
¿Estos peligros afectan el rendimiento de los trabajadores?
¿Una vez identificados los peligros y evaluados los riesgos generará un cambio en
cuanto al proceso de las actividades de la empresa Alpha y Omega?
1.3. Objetivos de la Investigación
1.3.1. Objetivo general.
Establecer la identificación y evaluación de los riesgos mediante la matriz IPER
focalizados en la empresa de confecciones Alpha y Omega.
1.3.2. Objetivos específicos.
Determinar los incidentes y accidentes más frecuentes que se presentan en el lugar de
trabajo.
Identificar los peligros y los factores de riesgos presentes en el lugar de trabajo.
Evaluar los riesgos encontrados mediante la matriz IPER.
Proponer un plan de acción y estrategias para minimizar los riesgos encontrados.
1.4. Justificación de la investigación.
La presente investigación se justifica porque se pretende demostrar a la empresa y los
trabajadores la importancia de la seguridad industrial y la salud laboral en el trabajo,
resultando beneficioso para los trabajadores y la misma empresa en la mejora del ambiente
laboral y la minimización de los accidentes y enfermedades laborales y lo que es más
preocupante bajar los índices de ausentismo de los trabajadores como consecuencia de los
accidentes y enfermedades laborales. Se va a promocionar mediante el estudio aportes
soluciones y beneficios para la empresa y los trabajadores.
También con los resultados obtenidos en la investigación permitirá mejora las

Diseño de la investigación 5
condiciones laborales y por ende la productividad de la empresa al tener una empresa sana
y saludable en cuestión de seguridad y salud ocupacional, mejorando sus indicadores de
gestión y cumpliendo con la normativa nacional e internacional vigente en el país.
En conclusión se justifica la investigación por que mediante un diagnóstico de la
situación actual en materia de seguridad y salud ocupacional se propondrá implementar
planes de prevención para los riesgos encontrados y de esta manera contribuir a la mejora
continua, productividad y oportunidad de crecimiento industrial.
1.5. Marco de referencia de la investigación
1.5.1. Marco Teórico.
Para realizar el marco teórico se utilizó información enfocada al tema de investigación
la misma que fue recopilada de páginas web y trabajos enfocados la Seguridad y Salud en
el Trabajo.
Eliminación de los riesgos evitables
Puede existir una serie de riesgos evitables, es decir, que se pueden eliminar, que se
pueden solucionar definitivamente con la adopción de unas medidas preventivas
determinadas. En cuanto a la consideración de lo que es evitable o no, hay que ser
restrictivo y considerar que un riesgo es evitable cuando, una vez se ha aplicado la medida
preventiva correspondiente, el riesgo en cuestión ha desaparecido. Así pues, si se ha
detectado el peligro de un agujero en el suelo de un pasillo de circulación, y esto puede
conllevar, entre otros, el riesgo de caídas a nivel, sólo calificaríamos de riesgo evitable la
desaparición del agujero.
Otra medida, como la colocación de barandillas y/o señalización, no evitaría el riesgo,
sino que lo controlaría o minimizaría e igual podríamos presentar un accidente ya que no
se eliminó totalmente el riesgo. Si es posible, la actuación por parte de la empresa debería
ser eliminar la causa del riesgo en cuestión, sencillamente por un principio de coherencia,
pero también por obligación legal.
Valoración de los riesgos no evitables.
La eliminación de los riesgos, tan deseable, no siempre es posible, y es entonces cuando
tenemos que recorrer a la segunda alternativa: la de la valoración de los riesgos que no se
han podido evitar.
Es decir que cada peligro detectado debe estimarse el riesgo y determinar la severidad
del daño y la probabilidad de que ocurra.

Diseño de la investigación 6
La finalidad de la valoración es determinar cuál es la magnitud y la gravedad del riesgo
para adoptar las medidas preventivas más adecuadas en función de su gravedad.
Para valorar la magnitud de estos riesgos, se pueden utilizar varias metodologías según
la tipología del riesgo. Actualmente se dispone de metodologías adecuadas para todo tipo
de riesgos, tanto si se trata de riesgos de seguridad como si se trata de riesgos higiénicos,
ergonómicos o psicosociales.
Asimismo, en determinados tipos de riesgos, las metodologías quedan establecidas por
la normativa, que es la que indica cómo se tiene que evaluar la magnitud del riesgo en
cuestión e, incluso, indica las medidas preventivas que se deben adoptar en función de esta
magnitud (por ejemplo, los casos de exposición a contaminantes químicos o el ruido). La
LPRL, en el artículo 4, nos da la definición de riesgo laboral y también de la calificación
(valoración) de la gravedad de dicho riesgo, y nos dice que la gravedad está en función de
posibilidades que se manifieste un daño o de consecuencias fatales.
La mayoría de métodos de evaluación de los riesgos de seguridad siguen este sistema
binominal, y están basados en los trabajos efectuados por William T. Fine.
Es necesario aclarar que esta metodología de valoración de la gravedad de un riesgo y
de otros aspectos similares sólo es aplicable a la valoración de los riesgos que no disponen
de una metodología propia (habitualmente, los de seguridad). Cuando lo que hay que
valorar son riesgos higiénicos, ergonómicos, psicosociales y otros de seguridad, como el
incendio, existen, como ya se ha dicho antes, metodologías específicas mucho más
adecuadas, como las que se aportan en los apartados del manual dedicados a los riesgos
mencionados.
Ya se ha comentado anteriormente que la evaluación de riesgos deben efectuarla
profesionales con conocimientos y experiencia en prevención de riesgos, es decir, personal
competente.
1.5.2. Marco Histórico.
Desde el momento de la oscuridad de los tiempos, cuando el hombre empieza a caminar
sobre sus dos extremidades aventurándose sobre el medio circundante y evoluciona de la
conciencia animal al homo-sapiens, el hombre ha sufrido un cambio revolucionario y
comienza a dominar el mundo que lo rodea. Aparecen la agricultura y la ganadería.
En el siglo IV antes de cristo por primera vez el padre de la medicina en ese entonces
Hipócrates describe por primera vez la intoxicación por plomo como una enfermedad de
origen ocupacional.

Diseño de la investigación 7
Galeno medico griego escriba también algo de las enfermedades ocupacionales, pero
Plinio el Viejo (23 -79 D.C.) describe el número de enfermedades ocupacionales a las que
clasifica como “enfermedades de los esclavos” al referirse a los trabajadores de la
manufactura y minería que en su mayor parte realizaba los esclavos estos trabajos.
Bernardo Ramazzini, 1700; publico el primer libro completo de enfermedades
ocupacionales, describiendo una gran variedad de enfermedades relacionadas con las
profesiones de esa época.
En cambio Avicena escribió el canon de la medicina, donde trata desde la definición de
la medicina y su campo de acción, hasta la dosificación y preparación de remedios.
En la edad moderna 1453 a 1914 se presentan hechos importantes en el desarrollo de la
humanidad como con Desarrollo de la Revolución Industrial, el comercio y el capitalismo.
En este tiempo se perfecciona los procesos tecnológicos, apareciendo nuevas ramas de la
industria y nuevos tipos de factores contaminantes que afectan la salud de los trabajadores,
pero también se caracteriza por la dignificación del trabajo expresado por la
REVOLUCIÓN INDUSTRIAL y en piases como Inglaterra se presentan adelantos en
seguridad industrial implementándose entre otras medidas las visitas a los centros de
trabajo por funcionarios del Estado (inspectores).
La revolución industrial.
Con la revolución industrial se incorporaron mayor número de
trabajadores, tanto hombre como mujeres y niños es decir que el desarrollo
ocasiona la utilización de mayor cantidad de mano de obra y de sistemas
mecánicos mucho más complicados y peligrosos para quienes los
manejaban, ocasionando accidentes de trabajo o enfermedades
profesionales. Es precisamente ahí, donde nace la necesidad de aumentar el
estudio preventivo de los infortunios laborales, que buscan antes que reparar
las causas de ellos, PREVENIRLOS para evitar que se produzcan. Se vela,
tanto por la seguridad como por la higiene del trabajo, de impedir los
accidentes. y de conservar en las mejores condiciones posibles al ser
humano, valorado como persona que merece toda la protección posible y
como irremplazable factor en el trabajo y en la producción (Katherin, p. 1).
Aparición del mecanismo
Con la revolución industrial los accidentes de trabajo y enfermedades
profesionales se multiplicaron, ya que apareció el maquinismo y la
aplicación de la fuerza motriz a la industria. Fue así como se vio la

Diseño de la investigación 8
necesidad de proteger a los trabajadores de los riesgos profesionales
(katherin, 2008, p. 1).
1.5.3. Marco de referencia.
Es un conjunto de convenciones usadas por un observador para poder medir la posición
y otras magnitudes físicas de un sistema físico y de mecánica. Como referencia contamos
con la experiencia del profesor Carlos Soto Hernández que manifiesta:
Al mencionar hábitos o costumbres seguras me estoy refiriendo a varias
normas y medidas de seguridad industrial. La seguridad industrial es el con
junto de normas, medidas y técnicas que deben seguirse en el trabajo, con el
fin de conservar la vida, como también la integridad física de los
trabajadores, al conservar la maquinaria, equipo, herramientas e
instalaciones en buenas condiciones de servicio. (Soto, pág. 35)
Según Ray, dice que un objetivo razonable.
La alta dirección a veces hace como que escucha los argumentos del
gerente de seguridad e higiene cuando defiende la necesidad de mejoras en
la planta. Pero este gerente suele defender su causa Con una visión
unilateral del problema. Cualquier gerente de seguridad e higiene que crea
que la eliminación de los riesgos en el lugar de trabajo es una meta
indiscutible es un ingenuo. En el mundo real, debemos escoger entre. (Ray,
2000, pág. 2)
Según la fundación Argentina YPF en su libro “La Seguridad y sus Trabajadores” nos
relata la historia de fundación y la importancia de la seguridad industrial:
En 1922 se fundó YPF, la empresa petrolera líder en la Argentina. Desde
ese momento formó parte del reducido núcleo de compañías que iniciaron en
el país una fuerte acción en pos de la seguridad en el trabajo. En el año
1937, se estructuraron en YPF los sectores de Seguridad Industrial en todas
las dependencias y se creó la División Prevención de Accidentes en su sede
central. Esta acción estaba en concordancia con los avances en materia de
legislación social, que comenzaban a aplicarse en el país y que se
consolidarían en la década de 1940, con la llegada de Juan Domingo Perón
al poder. (Anònimo, 2013, pág. 11)
Los accidentes de trabajo
El accidente suele ser el último eslabón de una cadena de anomalías del

Diseño de la investigación 9
proceso productivo a las que muchas veces solamente se presta la atención
necesaria cuando el accidente ya se ha producido. Entre estas anomalías
podemos encontrar los errores, a veces organizativos, los incidentes, las
averías, los defectos de calidad, etc. Para incorporar estas consideraciones a
la actividad preventiva, puede ser útil considerar esta otra definición del
accidente, que podemos denominar “técnico-preventiva”: “Accidente de
trabajo es todo suceso anormal, no querido ni deseado, que se produce de
forma brusca e inesperada, aunque normalmente es evitable, que rompe la
normal continuidad del trabajo y puede causar lesiones a las personas”.
(Cañada, 2009, pág. S/N Ficha 3)
También hacemos referencias de tesis de tercer y cuarto nivel de trabajos similares
enfocados a la valoración con la matriz IPER, los cuales aportan valides al trabajo
investigativo que estamos realizando:
“Identificación De Peligros y Evaluación de Riesgos En El Proceso De Aserrío De
Madera En La Corporación Informes Mc Sac. En La Ciudad De Iquitos” trabajo de
Juan Junior Ruck Lemos del año 2015. Trabajo enfocado a evidenciar los riesgos a los que
se afrontan los trabajadores y su forma de reducirlos.
En el trabajo “Identificación y evaluación de riesgos mecánicos y ergonómicos en el
personal de la empresa distribuidora Víctor Moscoso e hijo de la ciudad de Cuenca”
Del autor Santiago Paúl Martínez Berrezueta. Este trabajo se enfocó a la identificación de
los riegos a los que se exponían los trabajadores y se presentaron posibles mejoras que
permitan minimizar los riesgos.
Tesis de grado para obtener el Título de Ingeniero Industrial, realizada por: Vargas
Fajardo Jimmy Harry, cuyo Título es “Análisis y mejoramiento del sistema de
seguridad industrial en una empresa de Call Center mediante la aplicación de Iper”,
del año 2015, este trabajo permitió evaluar los principales factores de riesgos a los que
estaban expuestos los trabajadores, y planteando mejoras para mitigarlos.
1.5.4. Marco conceptual.
A continuación se definirán algunos conceptos básicos necesarios para un mejor
entendimiento de este trabajo.
Actividad: Es el conjunto de acciones que se llevan a cabo para cumplir las metas de
un programa o subprograma de operación, que consiste en la ejecución de ciertos procesos
o tareas y que queda a cargo de una entidad administrativa de nivel intermedio o bajo.

Diseño de la investigación 10
Es una categoría programática cuya producción es intermedia, y por tanto, es condición
de uno o varios productos terminales. La actividad es la acción presupuestaria de mínimo
nivel e indivisible a los propósitos de la asignación formal de recursos (DEFINICION
.ORG, 2018).
Actividades, procesos, operaciones o labores de alto riesgo: Aquellas que impliquen
una probabilidad elevada de ser la causa directa de un daño a la salud del trabajador con
ocasión o como consecuencia del trabajo que realiza. La relación de actividades calificadas
como de alto riesgo será establecida por la legislación nacional de cada País Miembro
(Bautista Garcia , 2018).
Actividades peligrosas: Operaciones o servicios en las que el objeto de manejar o
almacenar productos es susceptibles de originar riesgos graves por explosión, combustión,
inhalación u otros modos de contaminación que impacten sobre la salud de la persona o los
bienes (AELE, 2018).
Condiciones y medio ambiente de trabajo: Aquellos elementos, agentes o factores
presentes en el proceso de trabajo que tienen influencia en la generación de riesgos que
afectan la seguridad y salud de los trabajadores.
Quedan específicamente incluidos en esta definición:
- Las características generales de los locales, instalaciones, equipos, productos y demás
elementos materiales existentes en el centro de trabajo.
- La naturaleza, intensidades, concentraciones o niveles de presencia de los agentes
físicos, químicos y biológicos, presentes en el ambiente de trabajo y sus correspondientes
intensidades, concentraciones o niveles de presencia.
- Los procedimientos, métodos de trabajo, tecnología, establecidos para la utilización o
procesamiento de los agentes citados en el apartado anterior, que influyen en la generación
de riesgos para los trabajadores (AELE, 2018).
Control de riesgo: El concepto de prevención de riesgos puede asociarse a
la preparación de alguna medida defensiva para anticiparse y minimizar un daño que es
posible que ocurra. En otras palabras: ante una situación o actividad que es inherentemente
riesgosa por sus propias características, las personas toman ciertos recaudos por si el riesgo
se materializa y se convierte en un peligro para su integridad (Definicion.de, 2018).
Cultura de seguridad o cultura de prevención: Conjunto de valores, principios y
normas de comportamiento y conocimiento respecto a la prevención de riesgos en el
trabajo que comparten los miembros de una organización (AELE, 2018).
Enfermedad profesional u ocupacional: Es una enfermedad contraída como resultado

Diseño de la investigación 11
por la exposición a factores de riesgos relacionados al trabajo (SENATI, 2018).
Equipos de protección personal (EPP): Son dispositivos, materiales, e indumentaria
específicos, personales, destinados a cada trabajador, para protegerlo de uno o varios
riesgos presentes en el trabajo que puedan amenazar su seguridad y salud (RIMAC, 2014).
Ergonomía: Es la ciencia que busca optimizar la interacción entre el trabajador,
máquina y ambiente de trabajo con el fin de adecuar los puestos, ambientes y la
organización del trabajo a las capacidades y limitaciones de los trabajadores, con el fin de
minimizar el estrés y la fatiga y con ello incrementar el rendimiento y la seguridad del
trabajador (Ceprit, 2015).
Evaluación de riesgo: Proceso posterior a la identificación de los peligros, que permite
valorar el nivel, grado y gravedad de los mismos, proporcionando la información necesaria
para que la empresa esté en condiciones de tomar una decisión apropiada sobre la
oportunidad, prioridad y tipo de acciones preventivas que debe adoptar (Rimac, 2014).
Exposición: Presencia de condiciones y medio ambiente de trabajo que implica un
determinado nivel de riesgo para los trabajadores (AELE, 2018).
Gestión de riesgo: Es el procedimiento que permite, una vez caracterizado el riesgo, la
aplicación de las medidas más adecuadas para reducir al mínimo los riesgos determinados
y mitigar sus efectos, al tiempo que se obtienen los resultados esperados (RIMAC , 2014).
Identificación de peligros: Proceso mediante el cual se localiza y reconoce que existe
un peligro y se definen sus características (AELE, 2018).
Lesión: Alteración física u orgánica que afecta a una persona como consecuencia de un
accidente de trabajo o enfermedad ocupacional (AELE, 2018).
Lugar de trabajo: Todo sitio o área donde los trabajadores permanecen y desarrollan
su trabajo o adonde tienen que acudir para desarrollarlo (RIMAC, 2014).
Medidas de prevención: Acciones que se adoptan con el fin de evitar o disminuir los
riesgos derivados y que se encuentran dirigidas a proteger la salud de los trabajadores
contra aquellas condiciones de trabajos que generan daños durante el cumplimiento de sus
labores (RIMAC, 2014).
Seguridad Industrial: La seguridad industrial se define como un conjunto de normas y
procedimientos para crear un ambiente seguro de trabajo, a fin de evitar pérdidas
personales y/o materiales.
Otros autores la definen como el proceso mediante el cual el hombre, tiene como
fundamento su conciencia de seguridad, minimiza las posibilidades de daño de sí mismo,
de los demás y de los bienes de la empresa. Otros consideran que la seguridad es la

Diseño de la investigación 12
confianza de realizar un trabajo determinado sin llegar al descuido. Por tanto, la empresa
debe brindar un ambiente de trabajo seguro y saludable para todos los trabajadores y al
mismo tiempo estimular la prevención de accidentes fuera del área de trabajo. Si las causas
de los accidentes industriales pueden ser controladas, la repetición de éstos será reducida
(Kayser, 2011).
Salud Ocupacional: Rama de la Salud Pública que tiene como finalidad promover y
mantener el mayor grado de bienestar físico, mental y social de los trabajadores en todas
las ocupaciones; prevenir todo daño a la salud causado por las condiciones de trabajo y por
los factores de riesgo; y adecuar el trabajo al trabajador, atendiendo a sus aptitudes y
capacidades (RIMAC, 2014).
Según la OIT: La OIT determina que Cada 15 segundos, un trabajador muere a causa
de accidentes o enfermedades relacionadas con el trabajo. Cada 15 segundos, 153
trabajadores tienen un accidente laboral.
Cada día mueren 6.300 personas a causa de accidentes o enfermedades relacionadas con
el trabajo más de 2,3 millones de muertes por año. Anualmente ocurren más de 317
millones de accidentes en el trabajo, muchos de estos accidentes resultan en absentismo
laboral. El coste de esta adversidad diaria es enorme y la carga económica de las malas
prácticas de seguridad y salud se estima en un 4% del PIB global de cada ano (OIT, 2O18).
1.6. Aspectos metodológicos de la investigación.
1.6.1. Tipo de estudio.
Esta investigación enfocará una modalidad cualitativa, accediendo a los inmersos de
este, facilitando el conocimiento y la descripción de las incidencias presentes dentro de la
empresa.
1.6.2. Método de investigación.
Para este estudio se estará trabajando por medio del método cualitativo y descriptivo, a
su vez, se aplicará la matriz IPER GTC45, por recopilación de información del flujograma
de proceso, para tener claramente las actividades que se desarrollan, y determinar las
medidas de control en el área de Seguridad y Salud Ocupacional en la empresa
Confecciones Alpha y Omega.
1.6.2.1. Método Cualitativo

Diseño de la investigación 13
Es el tipo de método de investigación de base lingüístico- semiótica usada
principalmente en ciencias sociales. Se suele considerar técnicas cualitativas todas
aquellas distintas a la encuesta y al experimento.
1.6.2.2. Método Descriptivo.
El objetivo de la investigación descriptivo consiste en llegar a conocer las situaciones,
costumbres y actitudes predominantes a través de la descripción exacta de las actividades
que realizan los trabajadores en los procesos productivos.
1.6.3. Fuentes y técnicas para la recolección de información.
Las fuentes de información a utilizar serán la información primaria que será recopilada
por el investigador en campo de forma directa, e información secundaria como datos
históricos facilitada por la empresa, para tener claramente las actividades.
1.6.3.1. Evidencia fotográfica.
Es una metodología que indagara y permitirá reflejar en detalles las condiciones
existentes en Alpha y Omega que pudieran escaparse de la vista del observador.
1.6.3.2. Observación de Campo.
Es una metodología que consiste en la visita de cada una de las áreas en forma
presencial con la ayuda de un cuaderno de notas, búsqueda en archivo y documentación ya
existentes sobre temas de seguridad.
1.6.3.3. Test de evaluación.
Este test consiste en aplicar un formato llamado evaluación inicial la cual consta de una
serie de preguntas relacionada a los riesgos y peligros presente, adicional para constatar
cuanto saben de seguridad y saber a qué nos enfrentamos. Estas preguntas se formularán
en forma aleatoria y anónima al trabajador que conforma la nómina de la empresa de
Confecciones Alpha y Omega.
1.6.4. Tratamiento de la información.
La información será recopilada y analizada para identificar datos relevantes que
permitan aportar a la solución de la problemática de estudio, para lo cual se analizara con
métodos de valoración ya establecidos como la Matriz IPER GTC45.
1.7. Resultados e impactos esperados
1.7.1. Resultado de la Identificación y evaluación de riesgos
La herramienta que se va a utilizar en la investigación es la matriz IPER GTC45.
Identificación de Peligros y Evaluación de Riesgos. Una matriz de este tipo es una

Diseño de la investigación 14
herramienta de gestión que permite identificar peligros y evaluar los riesgos asociados a
los procesos de cualquier organización.
1.7.1.1. Identificar los peligros.
Para implementación de la Matriz IPER, se le llamará peligro a la fuente que ocasione
daño o potenciales accidentes.
El peligro en una empresa, sobre todo en giros industriales, suele ser de una máquina,
de un objeto mal instalado o incluso desde fuentes como el ruido, la gravedad, radiación,
calor entre otros factores.
1.7.1.2. Evaluación y control de riesgos.
Una vez que los procesos han sido inspeccionados a profundidad y se ha reconocido el
tipo de riesgo que representan y la fuente de peligro que los ocasiona, es hora de evaluar su
probabilidad y consecuencia.
Estos son las tablas de valoraciones para evaluar la probabilidad de riesgo y severidad
del peligro según la Matriz IPER GTC45.
Tabla 1. Determinación del nivel de deficiencia.
Nivel de
deficiencia
Valor de
ND Significado
Muy Alto (MA) 10
Se han detectado peligros que determina como posible
la generación de incidentes o consecuencias muy
significativas, o la eficacia del conjunto de medidas
preventivas existentes respecto al riesgo es nula o no
existe, o ambas.
Alto (A) 6
Se han detectada algunos peligros que pueden dar
lugar a consecuencias significativas, o la eficacia del
conjunto de medidas preventivas existentes es baja, o
ambas.
Medio (M) 2
Se han detectado peligros que pueden dar lugar a
consecuencias poco significativas o de menor
importancia, o la eficacia del conjunto de medidas
preventivas existentes es moderada, o ambas.
Bajo (B)
No se
asigna
valor
No se ha detectado consecuencia alguna, o la eficacia
del conjunto de medidas preventivas existentes es alta,
o ambas. El riesgo está controlado.
Información tomada de la Guía Técnica Colombiana GTC 45. Elaborado por el autor.

Diseño de la investigación 15
Tabla 2. Determinación del nivel de exposición
Nivel de
exposición Valor de NE Significado
Continua (EC) 4
La situación de exposición se presenta sin
interrupción o varias veces con tiempo
prolongado durante la jornada laboral
Frecuente (EF) 3
La situación de exposición se presenta varias
veces durante la jornada laboral por tiempos
cortos
Ocasional (EO) 2
La situación de exposición se presenta alguna
vez durante la jornada laboral y por un período
de tiempo corto
Esporádica (EE) 1 La situación de exposición se presenta de
manera eventual
Información tomada de la Guía Técnica Colombiana GTC 45. Elaborado por el autor.
Tabla 3. Determinación del nivel de probabilidad.
Información tomada de la Guía Técnica Colombiana GTC 45. Elaborado por el autor.
Tabla 4. Significado de los diferentes niveles de probabilidad.
Nivel de
probabilidad Valor de NP Significado
Muy Alto (MA) Entre 40 y
24
Situación deficiente con exposición continua o muy
deficiente con exposición frecuente. Normalmente la
materialización del riesgo ocurre con frecuencia
Alto (A) Entre 20 y
10
Situación deficiente con exposición frecuente u
ocasional, o bien situación muy deficiente con
exposición ocasional o esporádica. La materialización
del riesgo es posible que suceda varias veces en la vida
laboral.
Medio (M) Entre 8 y 6
Situación deficiente con exposición esporádica o bien
situación mejorada con exposición continuada o
frecuente. Es posible que suceda el daño alguna vez.
Bajo (B) Entre 4 y 2
Situación mejorable con exposición ocasional o
esporádica, o situación sin anomalía destacable con
cualquier nivel de exposición. No es esperable que se
Nivel de probabilidad Nivel de exposición (NE)
4 3 2 1
Nivel de
deficiencia (ND)
10 MA-40 MA-30 A-20 A-10
6 MA-24 A-18 A-12 M-6
2 M-8 M-6 B-4 B-2

Diseño de la investigación 16
materialice el riesgo, aunque puede ser concebible.
Información tomada de la Guía Técnica Colombiana GTC 45. Elaborado por el autor.
Tabla 5. Determinación del nivel de consecuencia
Nivel de
consecuencias
Valor
NC
Significado
Daños personales
Mortal o
catastrófico (M) 100 Muerte (s)
Muy grave (MG) 60 Lesiones o enfermedades graves irreparables
(incapacidad permanente parcial o invalidez)
Grave (G) 25 Lesiones o enfermedades con incapacidad laboral
temporal (ILT)
Leve (L) 10 Lesiones o enfermedades que no requieren
incapacidad Información tomada de la Guía Técnica Colombiana GTC 45. Elaborado por el autor.
Tabla 6. Significado del nivel de riesgo
Nivel de riesgo Valor de NR Significado
I 400 – 600
Situación crítica. Suspender actividades hasta
que el riesgo esté bajo control. Intervención
urgente
II 500 – 150
Corregir y adoptar medidas de control de
inmediato. Sin embargo, suspenda actividades
si el nivel de riesgo está por encima o igual de
360
III 120 – 40 Mejorar si es posible. Sería conveniente
justificar la intervención y su rentabilidad.
IV 20
Mantener las medidas de control existentes,
pero se deberían considerar soluciones o
mejoras y se deben hacer comprobaciones
periódicas para asegurar que el riesgo aún es
aceptable. Información tomada de la Guía Técnica Colombiana GTC 45. Elaborado por el autor.
Tabla 7. Aceptabilidad del riesgo
Nivel de riesgo Significado
I No aceptable
II No aceptable o aceptable con control específico
III Aceptable

Diseño de la investigación 17
IV Aceptable
Información tomada de la Guía Técnica Colombiana GTC 45. Elaborado por el autor.
Efectos posibles: describa los efectos que reflejen las consecuencias de cada peligro
identificado, es decir que se tengan en cuenta consecuencias a corto plazo como los de
seguridad (accidente de trabajo), y las de largo plazo como las enfermedades.
Condiciones de higiene: son los peligros físicos, químicos, y biológicos que puedan
generar enfermedades.
Condiciones psicosociales: comprenden los aspectos intralaborales, los extra laborales
o externos de la organización y las condiciones individuales o características intrínsecas
del trabajador, los cuales en una interrelación dinámica, mediante percepciones y
experiencias, influyen en la salud y el desempeño de las personas. Para el objeto de este
instrumento no se incluirá la identificación de factor de riesgo sicosocial pues esta requiere
el uso de otras herramientas especializadas.
Condiciones biomecánicas: son los peligros de carga dinámica o estática que pueden
desencadenar incidentes y enfermedades.
Condiciones de seguridad: son los peligros mecánicos, eléctricos, locativos,
tecnológicos y de tránsito que puedan desencadenar incidentes.
Rendimientos naturales: son los fenómenos naturales que afectan la seguridad y
bienestar de las personas en el desarrollo de una actividad.
1.7.1.3. Impacto esperado.
El impacto esperado es la identificación de los peligros y la valoración de los riesgos en
Seguridad y Salud Ocupacional (S y SO), es entender los peligros que se pueden generar
en el desarrollo de las actividades, con el fin de que la organización pueda establecer los
controles necesarios, al punto de asegurar que cualquier riesgo sea aceptable.
Los empleadores tienen el deber legal de evaluar los riesgos de las actividades
laborales, y así determinar los controles necesarios que eviten y prevengan daños a la
salud en cada área de trabajo.

Capítulo II
Análisis y diagnóstico del problema
2.1. Descripción general de la empresa.
2.1.1. Actividad económica
En la empresa de manufacturas Confecciones ALPHA & OMEGA está dedicada a la
confección de uniformes empresariales, contamos con una vasta experiencia en la
confección de uniformes tales como: Faldas, pantalones, chalecos, blusas, camisas, polos,
pantalones de parada, sacos de lana, accesorios entre otros.
2.1.1.1. Misión.
Fabricar ropa de excelente calidad y precios accesibles asegurando la disponibilidad y
el servicio manteniendo costos competitivos a través del aprovechamiento de nuestros
recursos. Fortaleciendo la imagen corporativa de sus empresas así mismo colabore con el
cuidado de la integridad física de todo su personal permitiéndonos competir en el mercado
Nacional.
2.1.1.2. Visión.
Ser y sostenernos como una empresa líder siendo competitiva para la satisfacción de
nuestros clientes a través de un producto que satisfaga y cumpla con sus exigencias, deseos
y necesidades. Por medio de personal capacitado y motivado que nos permita tener un
crecimiento con rentabilidad sostenida. Cumplir con las normativas legales y salvaguardar
siempre la salud de los trabajadores.
2.1.1.3. Política de la Empresa.
Es política de Confecciones ALPHA &OMEGA, participar con un Sistema de Gestión
de seguridad y Salud en el Trabajo y de establecer en todas sus áreas operativas y de
oficina un entorno de trabajo seguro y saludable, tanto a nuestros trabajadores, clientes,
proveedores y público en general, con la finalidad de prevenir accidentes laborales,
enfermedades ocupacionales y daños al medio ambiente, en base a la implementación,
mantenimiento y mejora continua del Sistema de Seguridad y Salud.
Esta Política se revisara periódicamente, se dará a conocer y estará disponibles para las
partes interesadas. La misma cumplirá con las Normativas Técnicas y Legales en Materia
de Seguridad Y Salud.
2.1.1.4. Clasificación Industrial Uniforme CIUU.
C1410.04 Actividades de confección a la medida de prendas de vestir, (Ver Anexo N° 1).

Análisis y diagnóstico del problema 19
2.1.1.5. Productos
(Ver Anexo N° 2)
2.1.1.6. Ubicación Geográfica.
Km 5 ½ Vía Daule Ciudadela Prosperina Av. 3era #308 entre la calle 3ra y 4ta.
(Ver Anexo N° 3)
2.1.1.7. Organización
(Ver Anexo N° 4)
2.2. Recurso humano y tecnológico
2.2.1. Recurso Humano.
Confecciones Alpha y Omega como empresa cuenta con 22 trabajadores, distribuido
desde personal administrativo como operativo, y se encuentran distribuidos de la siguiente
forma: administración de empresas' que organiza y maximiza el desempeño de los
funcionarios, o capital humano, en una empresa u organización con el fin de aumentar su
productividad, (Ver Anexo N° 5).
2.2.2. Funciones Generales.
2.2.2.1. Gerente General.
Es el encargado de planificar los objetivos generales y específicos de la empresa a corto
y largo plazo, Organizar la estructura de la empresa actual y a futuro; como también de las
funciones y los cargos. Dirigir la empresa, tomar decisiones, supervisar y ser un líder
dentro de ésta. Controlar las actividades planificadas comparándolas con lo realizado y
detectar las desviaciones o diferencias.
2.2.2.2. Supervisor de Producción.
Encargado de dirigir toda la operación tanto de manufactura como de logística.
También de organizar turnos, vigilar cumplimientos operativos del personal de
manufactura, su puesto es dual, parte del tiempo en área operativa y otra parte en la oficina
administrativa.
2.2.2.3. Contador.
El contador es el profesional dedicado a aplicar, manejar e interpretar la contabilidad de
una organización o persona, con la finalidad de producir informes para la gerencia y para
terceros. Verifica las horas de trabajo para realizar el rol de pago, genera los cheques para
pago del personal, cumple con las normativas del SRI.
2.2.2.4. Recursos Humanos.
La incorporación del personal en la empresa, la administración de sueldos, beneficios y
Análisis y diagnóstico del problema 20
prestaciones, con todo lo que ello conlleva y procurando la satisfacción de los trabajadores
en pro de la empresa, así como las regulaciones de seguridad y salud ocupacional.
2.2.2.5. Bodega y despacho.
El encargado de todos y cada uno de los artículos, productos existentes dentro de la
bodega. Debe de tener control total de todas las actividades relacionadas con la misma así
como responsabilizarse del control de la calidad de los productos finales, hacer el conteo
de prendas y tener listo para sus respectivas entregas a los clientes.
2.2.2.6. Diseño.
Toman medidas y plasman en los moldes, pasan por su respectiva supervisión y
aprobación para luego enviar a su siguiente proceso el corte, y se almacena los moldes.
2.2.2.7. Operarios de sección de cortes.
Trasladan desde bodega a mesa de trabajo los rollos de tela, tienden la tela en la mesa
de trabajo, hacen el tizado de los moldes en la tela y su respectivo corte manual con tijera o
con la cortadora circular o recta.
2.2.2.8. Operadores de bordado.
Estos son encargados de bordar los logos o nombres en bolsillo o en alguna parte de la
prenda y realizan el diseño predestinado por el cliente. Coordinan los trabajos con
supervisores y gerencia.
2.2.2.9. Operadores de maquina o confección.
Realizan la unión de las piezas cortadas en diferentes maquinas como la de costura
recta, overlock, ojala, recubridora de manga, cerradora de codo, multi aguja, entre otros.
Dándole la forma al producto final, la prenda de vestir.
2.2.2.10. Operadores de deshilachado y planchado.
Una vez confeccionado la prenda de vestir se corta las hilachas sobrantes y se revisa
detalles, se coloca en mesa de planchar las prendas y se plancha a cierta temperatura, se
dobla la prenda y va a etiquetado y empaque.
2.2.2.11. Operadores de deshilachado y planchado.
Una vez confeccionado la prenda de vestir se corta las hilachas sobrantes y se revisa
detalles, se coloca en mesa de planchar las prendas y se plancha a cierta temperatura, se
dobla la prenda y va a etiquetado y empaque.
2.2.2.12. Operadores para etiquetado y empaque.
Se vuelve hacer una revisión de los productos finales para su control de calidad y se les
coloca las respectivas etiquetas, se empaca en fundas plásticas y se guarda en cartones para
luego su despacho.

Análisis y diagnóstico del problema 21
2.2.2.13. Despacho compras por menor.
Adquirir las materias primas, accesorios, suministros y demás servicios necesarios,
conforme a relaciones preestablecidas, realizar las compras según programa, o
cuando haga falta, comprar en un precio ajustado a los tipos referidos, que no sean superior
al corriente de mercado según las cantidades.
2.2.3. Recurso tecnológico.
En la empresa de Confecciones Alpha y Omega, se constan de equipos industriales
tecnológicos, las cuales son las necesarias para las tareas diarias de confección en las
diversas áreas de trabajo, estas son maquinarias utilizadas para coser tela y otros materiales
con hilo. Fueron inventadas durante la primera revolución industrial para disminuir la
cantidad de trabajo de costura en las empresas textiles, a continuación mencionaremos
algunas de ellas. (Ver Anexo N° 6).
2.2.4. Distribución de Planta.
La empresa Confecciones Alpha y Omega presenta una distribución de planta conforme
a lo que presenta, respectivamente en cada una de sus áreas. Ésta ordenación comprende
los espacios necesarios para los movimientos, el almacenamiento, los colaboradores
directos o indirectos y todas las actividades que tengan lugar en dicha instalación, (Ver
Anexo N° 7).
2.2.5. Proceso operativo.
Los diferentes diagrama de flujo de procesos mostrados en el (Anexo N°8) representan
la consecución de actividades y procesos alineados a función de producción que ejecuta la
empresa Confecciones Alpha y omega, pudiendo de esta manera, mostrar las diferentes
actividades operativa que van desde el diseño de los productos solicitados por sus clientes,
hasta el producto final entregado.
2.3. Situación actual de la empresa seguridad y salud laboral
2.3.1. Diagnóstico de la situación actual de la empresa en SSO
La gerencia es consiente que tiene mucho por hacer en lo que a prevención de riesgos se
refiere, en este tipo de industria textil los accidentes e incidentes son frecuentes, ya sea por
los actos o por las condiciones subestándar existentes; sin embargo, esta situación podría
ser diferente, todo está en decidir y generar mejoras en las condiciones de trabajo. En el
Anexo N° 9 ver el entorno de trabajo.
La empresa cuenta con un Reglamento Interno de Seguridad e Higiene Industrial, cual

Análisis y diagnóstico del problema 22
fue aprobado el año 2016, pero lamentablemente no es puesto en práctica, también cuenta
con un Comité de Seguridad, pero no se está siguiendo los procedimientos ni lineamientos,
quizás por falta de tiempo o decisión. El presupuesto asignado para cada departamento es
reducido, y el de seguridad no es la excepción. Actualmente dicho departamento no existe
solo se cumple con documentación que requiere los clientes y el ministerio de relaciones
laborales, se contrata a asesores para la elaboración de dichos informes que se requieran de
actualización y presentación.
2.3.2. Diagrama de Ishikawa.
En base a lo descrito en sus operaciones, definió que al realizarse diversas actividades
en cada uno de sus puestos de trabajo y en las distintas instalaciones, están propensos a
sufrir accidentes laborales, debido a muchas fallas son las que se presentan a diario, es por
ello que en este trabajo de grado se está buscando determinar cada una de estas, para así
adoptar o tomar algunas medidas preventivas que permitan reducir los riesgos a las
actividades desarrolladas en las zonas de trabajo y poder reconocer los agentes de peligro;
donde se identificaron sus causas y fallas, a continuación en el (Ver Anexo N° 10) se
presenta el diagrama Causa-Efecto con los factores más relevantes que evidencian las
diferencias en la empresa.
Basado en lo descrito en el diagrama causa-efecto, se tomó como referencia los factores
que originaban fallas en el área de seguridad industrial, donde se podrán describir
ampliamente a continuación:
Condiciones de Trabajo, (Ver Anexo N° 11).
Trabajadores, (Ver Anexo N°12).
Equipos y Herramientas de Trabajo, (Ver Anexo N° 13)
2.3.3. Población y Muestra.
Este estudio permitirá un continuo análisis de las características y factores de riesgos
que evidencian sus 22 empleados, tanto en el área administrativa como operativa,
pudiendo con esto determinar datos necesarios para el proceso investigativo.
n= tamaño de la muestra
N= tamaño de la población
d= Desviación estándar, constante 0.5
Z= Nivel de confianza 95%, 1.96
e= Limite aceptable 1% y 9%
Análisis y diagnóstico del problema 23
El autor de este trabajo para evitar tomar una pequeña muestra, decide llevar a cabo la
encuesta para el 100% de los trabajadores del taller de Confecciones Alpha y Omega.
Tabla 8. Cantidad de trabajadores por sexo
Empleados Sexo
Femenino 14
Masculino 8 Información tomada en campo. Elaborada por el autor.
Tabla 9. Cantidad de trabajadores por edad.
Empleados Sexo
Entre 18-32 6
Entre 33-52 12 Información tomada en campo. Elaborada por el autor.
Tabla 10. Nomina de empleados por proceso.
N° de Perfil Empleado
Área de
proceso Empleados
1 Gerente Administrativo
2 Auxiliar Administrativo
2 Ayudante en general Administrativo
1 Supervisor Operativo
1 Ejecutivo de ventas Administrativo
1 Mensajero / chofer Operativo
1 Bodeguero Operativo
13 Operario Operativo
Información tomada en campo. Elaborada por el autor.
2.3.1. Encuesta.
El autor de este trabajo para evitar tomar una pequeña muestra, decide llevar a cabo la
encuesta (Ver Anexo N°14), para el 100% de los trabajadores de Confecciones Alpha y
Omega. Por medio de la encuesta efectuada al personal de la empresa en estudio, se
derivaron los siguientes resultados a continuación.

Análisis y diagnóstico del problema 24
ENCUESTA DE SEGURIDAD Y SALUD OCUPACIONAL
1-¿Ha podido ver y conocer la información contenida en el reglamento interno de
Seguridad y Salud Ocupacional de la empresa?
Tabla 11. Reglamento Interno De Seguridad
Informacion tomada en campo. Elaborado por el autor.
Figura 1. Información adaptada del Indicador 1. Elaborado por el autor.
En el gráfico anterior, de acuerdo con la encuesta realizada al personal de la empresa y
respondiendo a la primera interrogante, afirman que si conocen los 22 empleados de la
organización el reglamento interno de Seguridad y Salud Ocupacional, donde un 72, 73%
dijo que sí y el otro 27,27% dijo que no.
Indicadores Frecuencia Porcentaje
Si 16 72,73%
No 6 27,27%
A veces -- --
Total 22 100%
0
10
20
30
40
50
60
70
80
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 25
2-¿Conoce usted si hay Planes para el Control del Programa de Seguridad
Industrial, Higiene Ocupacional y Ambiente?
Tabla 12. Planes Para El Control Del Programa De Seguridad
Indicadores Frecuencia Porcentaje
Si 0 0%
No 22 100%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 2. Información adaptada del Indicador 2. Elaborado por el autor.
Los resultados arrojados en el gráfico anterior, expresan en un 100 por ciento que en la
empresa no hay Planes para el Control del Programa de Seguridad Industrial, Higiene
Ocupacional y Ambiente. Se deduce que el incumplimiento se deriva por la ausencia de
claridad ante estas actividades, evidenciando la falta de dirección y supervisión por el
inspector de seguridad de la empresa.
0
10
20
30
40
50
60
70
80
90
100
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 26
3-¿Cuentan con equipos de protección personal?
Tabla 13. Equipos De Protección Personal
Informacion tomada en campo. Elaborado por el autor..
Figura 3. Información adaptada del Indicador de respuesta 3. Elaborado por el autor.
Según los datos arrojados en el ítems anterior, un 81,82% de la población encuestada
expresó que si cuentan con equipos de protección personal, mientras que el 18,18%
manifestó que no poseen dichos equipos. Siendo así un peligro para los empleados de la
empresa, ya que no todos se encuentran protegidos.
Indicadores Frecuencia Porcentaje
Si 18 81,82%
No 4 18,18%
A veces -- --
Total 22 100%
0
10
20
30
40
50
60
70
80
90
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 27
4- ¿Existe supervisión en la utilización de los equipos de protección personal?
Tabla 14. Supervisión De Equipos De Protección Personal
Indicadores Frecuencia Porcentaje
Si 16 72,73%
No 6 27,27%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 4. Información adaptada del Indicador 4. Elaborado por el autor.
Los trabajadores mencionan que en un 72,73% si existe supervisión en la utilización de
los equipos de protección personal, mientras que el 27,27% dijo que no. Dejando en
evidencia que falta más control para ésta área.
0
10
20
30
40
50
60
70
80
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 28
5- ¿Ha tenido accidentes dentro de la empresa?
Tabla 15. Accidentes Dentro De La Empresa
Indicadores Frecuencia Porcentaje
Si 4 18,18%
No 18 81,82%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 5. Información adaptada del Indicador 5. Elaborado por el autor.
En respuesta a la pregunta N° 5 de la encuesta, que se refiere a que si los trabajadores
han tenido accidentes dentro de la empresa, donde la mayoría dijo que no, con una
frecuencia de 18 empleados, siendo éste un 81, 82%, por otra parte un 18,18% expresó que
si han tenido accidentes laborales. De acuerdo a los resultados, se deja claro que la
organización se encuentra a salvo de un índice alto de ocurrencia de accidentes en el área
de trabajo.
0
10
20
30
40
50
60
70
80
90
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 29
6- ¿Sabe usted que hacer en caso de una emergencia?
Tabla 16. Conoce Los Pasos A Seguir En Una Emergencia
Indicadores Frecuencia Porcentaje
Si 2 9,09%
No 20 90,91%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 6. Información adaptada del Indicador 6. Elaborado por el autor.
En relación a la pregunta 6, de la encuesta realizada a los 22 empleados de la empresa,
donde solo 2 dijeron que sí, con un porcentaje de 9,09% mientras que el resto de la
población encuesta manifestó que no conocen lo que deben hacer en el momento de una
emergencia. Es por esta razón que la organización debe prepararse para esas situaciones de
sucesos laborales.
0
10
20
30
40
50
60
70
80
90
100
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 30
7- ¿Se han realizado capacitaciones sobre seguridad en el trabajo?
Tabla 17. Capacitaciones Sobre Seguridad En El Trabajo
Indicadores Frecuencia Porcentaje
Si 18 81,82%
No 4 18,18%
A veces -- --
Total 22
100%
Informacion tomada en campo. Elaborado por el autor.
Figura 7. Información adaptada del Indicador 7. Elaborado por el autor.
En respuesta a la pregunta anterior el 81,82% de los trabajadores reflejan que si se han
realizado capacitaciones sobre seguridad en el trabajo, por otro lado con un 18,18% dijeron
que no se han realizado ningún tipo de capacitaciones en cuanto a seguridad laboral.
Dejando en evidencia la deficiencia de conocimiento que poseen los 22 empleados de la
organización.
0
10
20
30
40
50
60
70
80
90
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 31
8- ¿A causa del trabajo, usted ha sentido o tenido alteración en su salud?
Tabla 18. Alteraciones En La Salud Por El Trabajo
Indicadores Frecuencia Porcentaje
Si 4 18,18%
No 18 81,82%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 8 Información adaptada del Indicador 8. Elaborado por el autor.
El 81,82% de los trabajadores no sufren de alteraciones en su salud mientras que el
resto, un 18,18% sí, estos valores corresponden a la respuesta de los trabajadores al ítems 9
de la encuesta realizada. Reflejando que a pesar de las deficiencias en la gestión de
seguridad la mayoría de los trabajadores se encuentran a salvo.
0
10
20
30
40
50
60
70
80
90
Indicador
SI NO A VECES

Análisis y diagnóstico del problema 32
9- ¿Conoce usted el significado de emergencia, accidente de trabajo y/o siniestros?
Tabla 19. Alteraciones En La Salud Por El Trabajo
Indicadores Frecuencia Porcentaje
Si 17 77,27%
No 5 22,73%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 9. Información adaptada del Indicador 9. Elaborado por el autor.
El resultado arrojado en el gráfico anterior, expresa que según el 77,27% de los
encuestados poseen conocimientos de lo que significa un siniestro, emergencia o accidente
de trabajo, mientras que el 22,73% no conoce el significado de una emergencia. Se infiere
que una emergencia mayor produce una catástrofe de grandes magnitudes, donde existen
pérdidas materiales y humanas; debido a esto es imperativo que todo el personal al
disponer de la guía donde se describe el plan para el control de emergencias, conozca las
normas aplicable, los estándares, las reglas, las guías y procedimientos descritos, lo que
permitirá una actuación efectiva y oportuna.
0
10
20
30
40
50
60
70
80
Indicador
SI NO A VECES

Análisis y diagnóstico del problema 33
10- ¿Cree usted que los Riesgos actuales en la empresa, son originados por la
Ausencia de una buena gestión de Seguridad Industrial, Higiene Ocupacional y
Ambiente?
Tabla 20. Riesgos Actuales En La Empresa
Indicadores Frecuencia Porcentaje
Si 17 77,27%
No 5 22,73%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 10. Información adaptada del Indicador 10. Elaborado por el autor.
En el gráfico anterior, se observa que el 77.27 por ciento de los encuestados expresan
que los riesgos actuales vienen dados por la ausencia de una buena gestión de Seguridad
Industrial, Higiene Ocupacional y Ambiente. Se deduce que existe una gran posibilidad de
que ocurran eventos no deseados, todo esto, como consecuencia de acciones que suelen
verse como peligrosas, constituyendo así un riesgo para el personal.
0
10
20
30
40
50
60
70
80
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 34
11- ¿Conoce usted los procedimientos para Alertar y Comunicar una Situación de
Emergencia?
Tabla 21. Procedimientos para alertar y comunicar una situación de emergencia
Indicadores Frecuencia Porcentaje
Si 17 77,27%
No 5 22,73%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 11. Información adaptada del Indicador 11. Elaborado por el autor.
El 77,27% de los encuestados opinaron que el procedimiento para alertar y comunicar
una situación de emergencia, deberá ser claro y definido, el otro 22,73% opinó, que con
algunos avisos e indicadores. Según las regulaciones tipifica como uno de los elementos
importantes proceder a elaborar un procedimiento para alertar y comunicar una situación
de emergencia.
0
10
20
30
40
50
60
70
80
Indicador
SI NO A VECES
Análisis y diagnóstico del problema 35
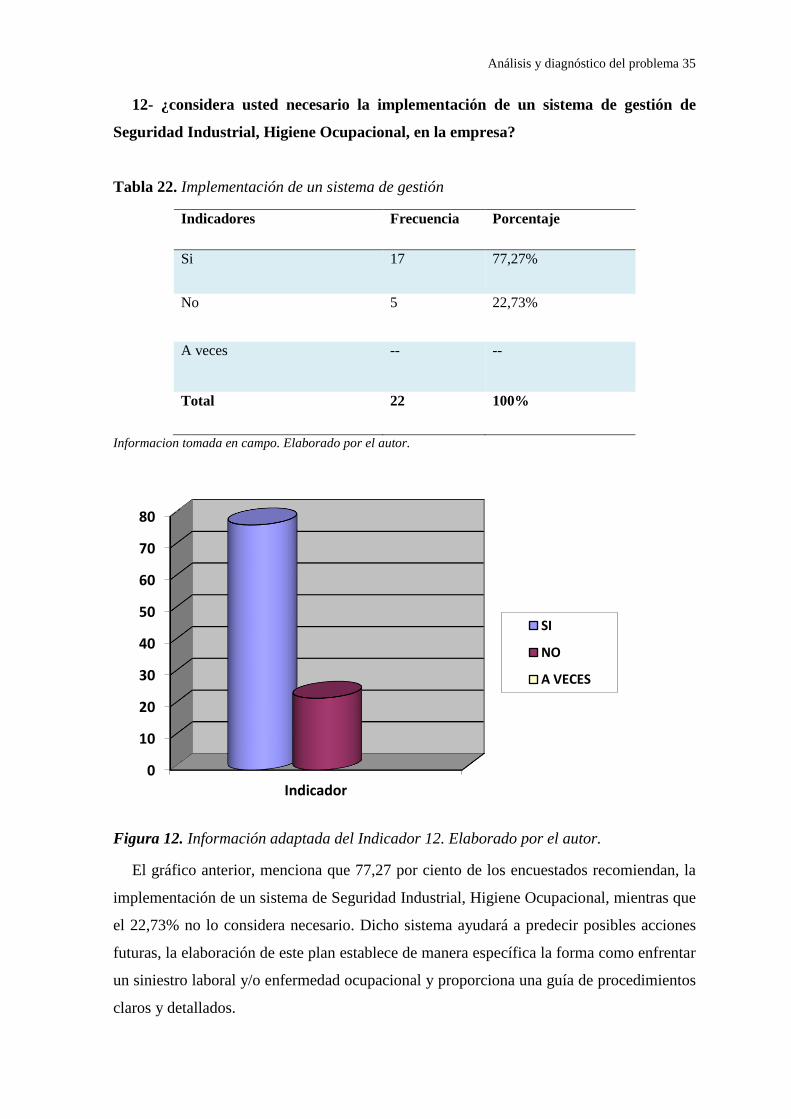
12- ¿considera usted necesario la implementación de un sistema de gestión de
Seguridad Industrial, Higiene Ocupacional, en la empresa?
Tabla 22. Implementación de un sistema de gestión
Indicadores Frecuencia Porcentaje
Si 17 77,27%
No 5 22,73%
A veces -- --
Total 22 100%
Informacion tomada en campo. Elaborado por el autor.
Figura 12. Información adaptada del Indicador 12. Elaborado por el autor.
El gráfico anterior, menciona que 77,27 por ciento de los encuestados recomiendan, la
implementación de un sistema de Seguridad Industrial, Higiene Ocupacional, mientras que
el 22,73% no lo considera necesario. Dicho sistema ayudará a predecir posibles acciones
futuras, la elaboración de este plan establece de manera específica la forma como enfrentar
un siniestro laboral y/o enfermedad ocupacional y proporciona una guía de procedimientos
claros y detallados.
0
10
20
30
40
50
60
70
80
Indicador
SI
NO
A VECES

Análisis y diagnóstico del problema 36
2.3.1.1. Resultado de encuesta.
Tabla 23. Porcentaje de resultado de encuesta
SI NO A VECES
72,73% 27,27% 0%
72,73% 27,27% 0%
0,00% 100% 0%
18,18% 81,82% 0%
81,82% 18,18% 0%
9,09% 90,91% 0%
81,82% 18,18% 0%
18,18% 81,82% 0%
77,27% 22,73% 0%
77,27% 22,73% 0%
77,27% 22,73% 0%
77,27% 22,73% 0%
55,30% 44,70% 0,00% Informacion tomada en campo. Elaborado por el autor.
Se obtuvo un promedio del 44% de respuestas negativas de los encuestados. El 100%
de los trabajadores de Confecciones Alpha y Omega no conocen de los planes para el
control del programa de seguridad y cuidado del medio ambiente de trabajo y un 77,27%
implementación de un sistema de gestión de Seguridad Industrial, Higiene Ocupacional, en
la empresa.
Figura 13. Información adaptada del Resultado estadístico de la encuesta.
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
1 2 3 4 5 6 7 8 9 10 11 12 13
Resultados estadísticos de encuesta
si NO A VECES

Análisis y diagnóstico del problema 37
2.3.2. Indicadores de gestión.
2.3.2.1. Indicadores de accidentabilidad
Con estos indicadores de accidentabilidad que fueron tomados desde el 2017 al 2018
buscamos reflejar la situación, ya que las variables nos permitirán observar la situación
actual que tiene la empresa de Confecciones Alpha y Omega, en relación con los objetivos
ya mencionados.
Tabla 24. Tabla de accidentabilidad.
Información de campo. Elaborada por el autor.
Figura 14. Nº de accidente por mes. Elaborada por el autor.
S.I. C.I. Total
Junio 0 0 0 19 0 0 0 4.560 0,00 0,00 0,00 0,00
Julio 1 0 1 19 1 0 1 4.560 0,00 43,86 0,00 5,26
Agosto 0 0 0 19 0 0 0 4.560 0,00 0,00 0,00 0,00
Septiembre 0 0 0 21 0 0 0 5.040 0,00 0,00 0,00 0,00
Octubre 0 1 1 21 1 0 1 5.040 39,68 39,68 1,57 4,76
Noviembre 2 0 2 21 2 0 2 5.040 0,00 79,37 0,00 9,52
Diciembre 0 0 0 20 0 0 0 4.800 0,00 0,00 0,00 0,00
Enero 0 0 0 22 0 0 0 5.280 0,00 0,00 0,00 0,00
Febrero 1 0 1 22 1 0 1 5.280 0,00 37,88 0,00 4,55
Marzo 0 0 0 22 0 0 0 5.280 0,00 0,00 0,00 0,00
Abril 0 0 0 22 0 0 0 5.280 0,00 0,00 0,00 0,00
Mayo 0 0 0 22 0 0 0 5.280 0,00 0,00 0,00 0,00
TOTAL 4 1 5 250 5 0 5 60.000 16,67 16,67 0,28 2,00
MESNº de Accidentes No.
Trabajadores
Dias
Perdidos
Dias De
ProrrogaH.H.T. I.F. I.S. I.L.I.
Tasa De
Incidencia
Total dias
perdidos
0
0,5
1
1,5
2
2,5
Jun
io
Juli
o
Ag
ost
o
Sep
tiem
bre
Oct
ub
re
No
vie
mbre
Dic
iem
bre
En
ero
Feb
rero
Mar
zo
Ab
ril
May
o
Nº de accidentes por mes

Análisis y diagnóstico del problema 38
Figura 15. Nº de días perdidos por mes. Elaborada por el autor.
Figura 16. Nº de horas hombres trabajadas. Elaborada por el autor.
Figura 17. Índice de frecuencia por mes. Elaborada por el autor.
0
1
0 0
1
2
0 0
1
0 0 0 0
0,5
1
1,5
2
2,5
Jun
io
Juli
o
Ag
ost
o
Sep
tiem
bre
Oct
ub
re
No
vie
mbre
Dic
iem
bre
En
ero
Feb
rero
Mar
zo
Ab
ril
May
o
Nº de dias perdidos por mes
4.560 4.560 4.560
5.040 5.040 5.040
4.800
5.280 5.280 5.280 5.280 5.280
4.200
4.400
4.600
4.800
5.000
5.200
5.400
Jun
io
Juli
o
Ag
ost
o
Sep
tiem
bre
Oct
ub
re
No
vie
mbre
Dic
iem
bre
En
ero
Feb
rero
Mar
zo
Ab
ril
May
o
Nº horas hombres trabajadas
0,00 0,00 0,00 0,00
39,68
0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,005,00
10,0015,0020,0025,0030,0035,0040,0045,00
Jun
io
Juli
o
Ag
ost
o
Sep
tiem
bre
Oct
ub
re
No
vie
mbre
Dic
iem
bre
En
ero
Feb
rero
Mar
zo
Ab
ril
May
o
Índice de frecuencia por mes

Análisis y diagnóstico del problema 39
Figura 18. Índice de severidad por mes. Elaborada por el autor
Figura 19. Índice de lesiones incapacitantes por mes. Elaborada por el autor
Figura 20. Tasa de incidencia por mes. Elaborada por el autor.
0,00
43,86
0,00 0,00
39,68
79,37
0,00 0,00
37,88
0,00 0,00 0,00 0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00Ju
nio
Juli
o
Ag
ost
o
Sep
tiem
bre
Oct
ub
re
No
vie
mbre
Dic
iem
bre
En
ero
Feb
rero
Mar
zo
Ab
ril
May
o
Índice de severidad por mes
0,00 0,00 0,00 0,00
1,57
0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,000,200,400,600,801,001,201,401,601,80
Jun
io
Juli
o
Ag
ost
o
Sep
tiem
bre
Oct
ub
re
No
vie
mbre
Dic
iem
bre
En
ero
Feb
rero
Mar
zo
Ab
ril
May
o
Índice de lesiones incapacitantes por mes
0,00
5,26
0,00 0,00
4,76
9,52
0,00 0,00
4,55
0,00 0,00 0,00 0,001,002,003,004,005,006,007,008,009,00
10,00
Jun
io
Juli
o
Ag
ost
o
Sep
tiem
bre
Oct
ub
re
No
vie
mbre
Dic
iem
bre
En
ero
Feb
rero
Mar
zo
Ab
ril
May
o
Tasa de incidencia por mes

Análisis y diagnóstico del problema 40
2.4. Presentación de resultados y diagnósticos
2.4.1. Resultado de la Identificación y evaluación de los factores de riesgo.
Se realizó la identificación de los peligros y la valoración del riesgo mediante la Matriz
IPER GTC45, para estimar la magnitud de los riesgos que no hayan podido evitarse
obteniendo la información necesaria para tomar decisiones apropiadas y adoptar medidas
preventivas. Se hizo la valoración de riesgo en las áreas administrativa y de operaciones de
la empresa Confecciones Alpha Y Omega S.A. (Ver Anexo N°15).
2.4.2. Diagnósticos de los riesgos encontrados.
Luego de aplicarse la Matriz de Riesgos GTC 45 en las instalaciones de la Planta de
Beneficio se logró determinar y clasificar que tipos de riesgos existen, y cuáles de los
mismos son de mayor relevancia a repercusiones posteriores en la Seguridad y Salud de los
obreros de dicha empresa.
Tabla 25 Riesgo condición de seguridad personal administrativo
Descripción del peligro
% p
erso
nal
exp
ues
to
N p
erso
nal
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo
e in
terv
enci
ón
Mecánico: manipulación de herramientas de
oficina como: cosedora, grapadora,
perforadora, tijera.
83% 5 6 25 150
Locativo: superficies y desplazamiento en
sitios de trabajo, irregularidades, deslizantes,
con diferencia del nivel. Escaleras
100% 6 6 25 150
Eléctrico: contacto con electricidad de baja
tensión (110v). Conexión y desconexión de
equipos.
33% 2 6 60 360
Públicos (robos, atracos, asaltos, atentados,
etc): por el tipo de actividades realizadas,
ubicación distante de la empresa puede
presentarse robos y asaltos.
67% 4 6 25 150
Accidentes de tránsito: desplazamientos fuera
de oficina 33% 2 24 25 600
Informacion tomada en campo. Elaborado por el autor
Se apreció a través de los resultados dados por la matriz de riesgo que fueron cuatro los
factores con mayor importancia dentro de los riesgos de condiciones de seguridad, los
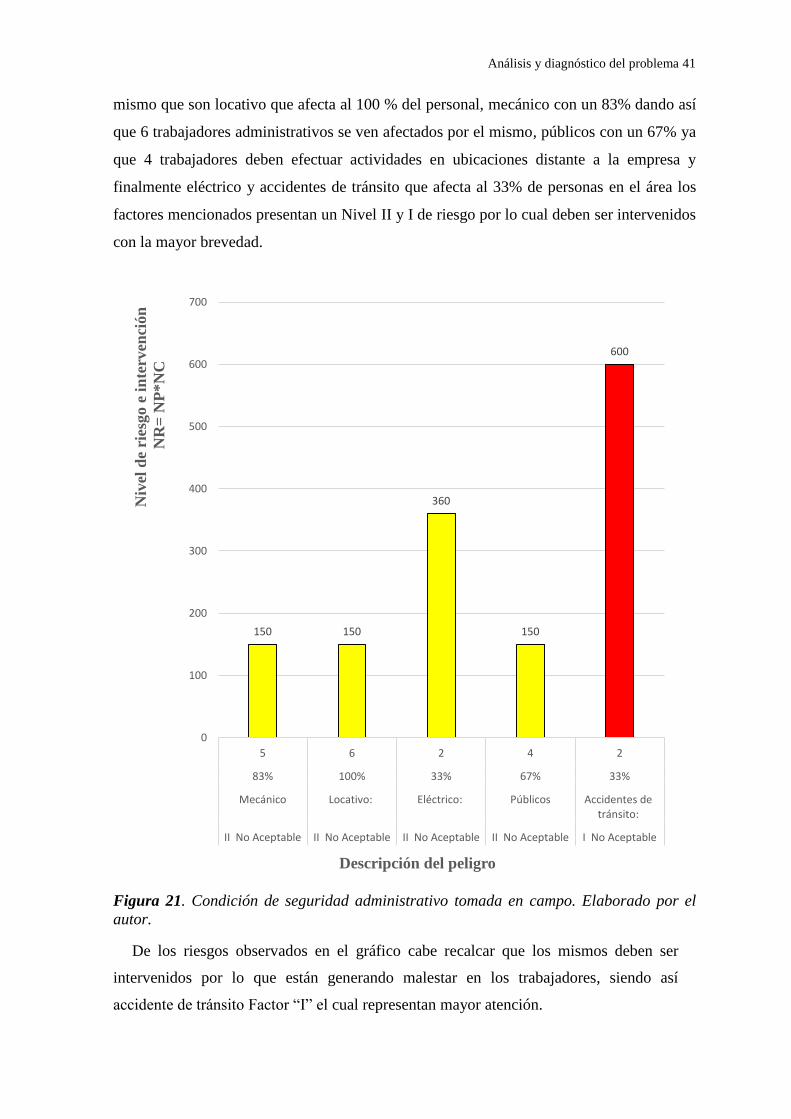
Análisis y diagnóstico del problema 41
mismo que son locativo que afecta al 100 % del personal, mecánico con un 83% dando así
que 6 trabajadores administrativos se ven afectados por el mismo, públicos con un 67% ya
que 4 trabajadores deben efectuar actividades en ubicaciones distante a la empresa y
finalmente eléctrico y accidentes de tránsito que afecta al 33% de personas en el área los
factores mencionados presentan un Nivel II y I de riesgo por lo cual deben ser intervenidos
con la mayor brevedad.
Figura 21. Condición de seguridad administrativo tomada en campo. Elaborado por el
autor.
De los riesgos observados en el gráfico cabe recalcar que los mismos deben ser
intervenidos por lo que están generando malestar en los trabajadores, siendo así
accidente de tránsito Factor “I” el cual representan mayor atención.
150 150
360
150
600
0
100
200
300
400
500
600
700
5 6 2 4 2
83% 100% 33% 67% 33%
Mecánico Locativo: Eléctrico: Públicos Accidentes detránsito:
II No Aceptable II No Aceptable II No Aceptable II No Aceptable I No Aceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Análisis y diagnóstico del problema 42
Tabla 26. Condición de seguridad personal operativos.
Descripción del peligro
% p
erso
nal
exp
ues
to
N n
° p
erso
na
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo e
inte
rven
ción
Locativo: superficies de desplazamiento en
sitios de trabajo, irregularidades, deslizantes,
con diferencia del nivel. Escaleras.
100% 16 8 25 200
Mecánicos: manipulación de herramientas y de
equipos cosedoras, tijera, cortadora circular y
recta, entre otros
81% 13 24 25 600
Eléctrico: contacto con electricidad de baja
tensión (110v). Conexión y desconexión de
equipos.
81% 13 6 25 150
Tecnológico (máquinas de coser): todas las
máquinas de manipulación pueden provocar
accidentes, aunque la frecuencia no es elevada.
81% 13 6 25 150
Públicos (robos, atracos, asaltos, atentados,
etc): por el tipo de actividades realizadas,
ubicación distante de la empresa puede
presentarse robos y asaltos.
38% 6 6 60 360
Accidentes de tránsito: por imprudencia al
conducir vehículos 13% 2 8 25 200
Tecnológico: por la clase de materiales textil
puede presentarse un incendio, igualmente por
atentados.
81% 13 8 100 800
Informacion tomada en campo. Elaborado por el autor
Con respecto a los valores obtenidos en la matriz de riesgos se pudo cerciorar que el
tecnológico por incendio y mecánico por manipulación de máquinas y herramientas se
obtuvieron 81% representando así a 13 operarios con un nivel de riesgo I dando a
conocer que el mismo debe ser intervenido de manera inmediata por parte del
Departamento de Seguridad y Salud Ocupacional.

Análisis y diagnóstico del problema 43
Figura 22. Condición de seguridad operativa tomada en campo. Elaborado por el autor.
De los riesgos observados cabe recalcar que los mismos deben ser intervenidos por
lo que están generando malestar en los trabajadores, siendo así dos de Factor “I” los
cuales representan mayor atención.
200
600
150 150
360
200
800
0
100
200
300
400
500
600
700
800
900
200 600 150 150 360 200 800
16 13 13 13 6 2 13
100% 81% 81% 81% 38% 13% 81%
Locativo: Mecánico Eléctrico: Tecnológico Publico Accidentesde tránsito:
Tecnológico
II NoAceptable
I NoAceptable
IIAceptable
II NoAceptable
II NoAceptable
II NoAceptable
I NoAceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Análisis y diagnóstico del problema 44
Tabla 27. Riesgo biomecánico personal administrativo.
Descripción del peligro
% p
erso
nal
exp
ues
to
N°
per
son
a
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo e
inte
rven
ción
Postura prolongada mantenida: las
actividades de procesamiento de información
implican posición sedentaria prolongada
67% 4 8 25 200
Movimiento repetitivo: las actividades de
procesamiento de información implican
digitación de información y manipulación de
mouse.
83% 5 6 60 360
Informacion tomada en campo. Elaborado por el autor.
Referente a los riesgos biomecánicos se observó un factor relevante de intervención
de Nivel II este es el movimiento repetitivo que afecta al 67 % esto representa a 4
trabajadores del área administrativa.
Figura 23. Riesgo biomecánico administración tomada en campo. Elaborada por el
autor.
De acuerdo a los resultados obtenidos se puede evidenciar que este tipo de riesgo
requiere ser atendido porque pueden provocar a futuro riesgos de otro tipo.
200
360
0
50
100
150
200
250
300
350
400
200 360
4 6
67% 83%
Postura prolongada mantenida Movimiento repetitivo
II No Aceptable II No Aceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Análisis y diagnóstico del problema 45
Tabla 28. Riesgo biomecánico personal operativo.
Descripción del peligro
% p
erso
nal
exp
ues
to
N°
per
son
a
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo
e in
terv
enci
ón
Movimiento repetitivo: las actividades de
procesamiento de información implican
digitación de información y manipulación de
mouse.
81% 13 24 25 600
Postura prolongada mantenida: las actividades de
procesamiento de información implican posición
sedentaria prolongada
88% 14 8 60 480
Levantamiento de carga: Debido a la necesidad
de mover materiales y equipos para distribución y
acomodación en bodega
25% 4 6 25 150
Informacion tomada en campo. Elaborado por el autor.
Los factores que pertenecen a los riesgos biomecánicos son de gran relevancia porque
al no existir un ambiente laboral adecuado se presentan lesiones o bajas en el personal, por
lo cual al realizar la verificación de los mismos pudimos notar que movimiento repetitivo
con un 81% de afectación dando a un total de 13 operarios que se ven relacionados con
este tipo de factor que es de Nivel I, por lo cual necesita ser intervenido de manera
inmediata. En tanto la postura prolongada y levantamiento de materiales poseen 88% y
25% con un nivel de riesgo II.
Figura 24. Riesgo biomecánico operativo tomada en campo. Elaborada por el autor.
600
480
150
0
100
200
300
400
500
600
700
13 14 4
81% 88% 25%
Movimiento repetitivo Postura prolongadamantenida
Levantamiento de carga
I No Aceptable II No Aceptable II No Aceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Análisis y diagnóstico del problema 46
De acuerdo a los resultados obtenidos se puede evidenciar que este tipo de riesgo
requiere ser atendido de manera inmediata porque pueden provocar lesiones a futuro.
Tabla 29. Riesgo físico personal administrativo.
Descripción del peligro
% p
erso
nal
exp
ues
to
N°
per
son
a
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo
e in
terv
enci
ón
Ruido: cercanía de máquina bordadora 33% 2 8 60 480
Iluminación deficiente 67% 6 6 10 60
Informacion tomada en campo. Elaborado por el autor.
Con respecto a los valores de la matriz de riesgos se pudo identificar que la iluminación
deficiente obtuvo el 67% y el Ruido obtuvo 33% representando así a 6 personas
respectivamente con un Nivel III dando a conocer que el mismo se encuentra en niveles
aceptables y no afecta a los trabajadores del área administrativa.
Figura 25. Riesgo físico administrativo tomada en campo. Elaborada por el autor.
Este tipo de riesgo no requiere mayor atención a diferencia de los anteriores es por eso
que los datos obtenidos se mantienen en los límites permisibles.
480
60
0
100
200
300
400
500
600
2 4
33% 67%
Ruido Iluminacion insuficiente
II No Aceptable III Aceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Análisis y diagnóstico del problema 47
Tabla 30. Riesgo físico personal operativo.
Descripción del peligro
% p
erso
nal
exp
ues
to
N°
per
son
a
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo e
inte
rven
ción
Ruido: cercanía a las maquinarias de confección 88% 14 24 25 600
Altas temperaturas: cambios de temperatura en
periodos cortos, y por la permanencia de máquinas
encendidas 88% 14 6 25 150
Informacion tomada en campo. Elaborado por el autor.
A través de los resultados se determinó dos factores de riesgo, los mismo que son:
ruido con un 88 % de 14 operarios respectivamente que se ven afectados por el mismo,
teniendo un riesgo tipo I. Tenemos con altas temperaturas con un 25% dando así a 14
operarios este se encuentra en niveles tipo II.
Figura 26. Registro de físico tomada en campo. Elaborado por el autor.
Este tipo de riesgo no requiere mayor atención a diferencia de los anteriores es por eso
que los datos obtenidos se mantienen en los límites permisibles.
600
150
0
100
200
300
400
500
600
700
14 14
88% 88%
Ruido Altas temperaturas
I No Aceptable II No Aceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Análisis y diagnóstico del problema 48
Tabla 31. Riesgo químico personal operativo.
Descripción del peligro
% p
erso
nal
exp
ues
to
N°
per
son
a
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo
e in
terv
enci
ón
Presencia de material particulado fibra de
algodón 88% 14 24 60 1440
Informacion tomada en campo. Elaborado por el autor.
El resultado dados por la matriz de riesgo fue el factor con mayor importancia dentro de
los riesgos químicos, este es presencia de material particulado con un 81% dando así 13
obreros se ven afectados por el mismo, el factor mencionado presentan un Nivel I de
riesgo por lo cual deben ser intervenidos con la mayor brevedad.
Figura 27. Riesgo químico Registro de químico tomada en campo. Elaborado por el
autor.
Este tipo de riesgo requiere atención inmediata ya que al ser de factor I nos da un alto
grado de riesgo
1440
0
200
400
600
800
1000
1200
1400
1600
14
88%
Material particulado fibra
I No Aceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Análisis y diagnóstico del problema 49
Tabla 32. Riesgo psicosocial personal administración
Descripción del peligro
% p
erso
nal
exp
ues
to
N°
per
son
a
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo e
inte
rven
ción
Condiciones de la tarea: carga mental,
contenido de la tarea, demandas
emocionales, sistemas de control,
definiciones de roles; exigencias del cliente.
Alta responsabilidad.
83% 5 8 25 200
Informacion tomada en campo. Elaborado por el autor.
Dentro de los riesgos ergonómicos por condiciones de la tarea se pudo identificar que
este tiene un 83% que equivale a 5 obreros que se ven afectados por el mismo, al ser un
factor de Nivel II se debe realizar la intervención lo más pronto posible a dicho factor.
Figura 28. Registro de físico tomada en campo. Elaborado por el autor.
El factor que se encuentran en la tabla posee un porcentaje importante en la afectación
de los trabajadores del área administrativa el mismo requiere de una mejora.
200
0
50
100
150
200
250
5
83%
Condiciones de la tarea
II Aceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Análisis y diagnóstico del problema 50
Tabla 33. Riesgo psicosocial de operación.
Descripción del peligro
% p
erso
nal
exp
ues
to
N°
per
son
a
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo e
inte
rven
ción
Condiciones de la tarea: carga
mental, contenido de la tarea,
demandas emocionales, sistemas
de control, definiciones de roles;
exigencias del cliente. Alta
responsabilidad.
88% 14 8 25 200
Informacion tomada en campo. Elaborado por el autor.
Referente a los riesgos psicosociales se observó un factor relevante de intervención
de Nivel II este es la condición de la tarea que afecta al 88 % esto representa a 14
trabajadores del área operacional.
Figura 29. Nivel riesgo psicosocial tomada en acampo.
El factor que se encuentran en la tabla posee un porcentaje importante en la afectación
de los trabajadores del área operacional el mismo requiere de una mejora.
200
0
50
100
150
200
250
14
88%
Condiciones de la tarea
II Aceptable
Niv
el d
e ri
esgo e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro
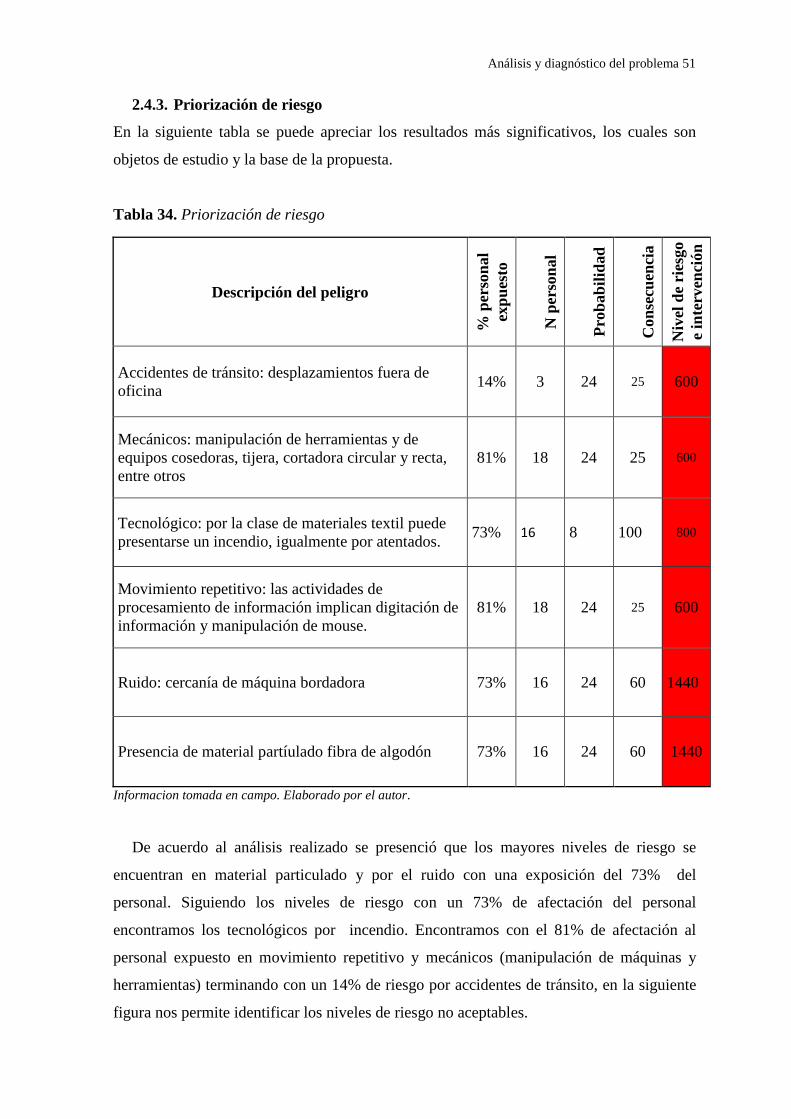
Análisis y diagnóstico del problema 51
2.4.3. Priorización de riesgo
En la siguiente tabla se puede apreciar los resultados más significativos, los cuales son
objetos de estudio y la base de la propuesta.
Tabla 34. Priorización de riesgo
Descripción del peligro
% p
erso
nal
exp
ues
to
N p
erso
nal
Pro
bab
ilid
ad
Con
secu
enci
a
Niv
el d
e ri
esgo
e in
terv
enci
ón
Accidentes de tránsito: desplazamientos fuera de
oficina 14% 3 24 25 600
Mecánicos: manipulación de herramientas y de
equipos cosedoras, tijera, cortadora circular y recta,
entre otros
81% 18 24 25 600
Tecnológico: por la clase de materiales textil puede
presentarse un incendio, igualmente por atentados. 73% 16 8 100 800
Movimiento repetitivo: las actividades de
procesamiento de información implican digitación de
información y manipulación de mouse.
81% 18 24 25 600
Ruido: cercanía de máquina bordadora 73% 16 24 60 1440
Presencia de material partíulado fibra de algodón 73% 16 24 60 1440
Informacion tomada en campo. Elaborado por el autor.
De acuerdo al análisis realizado se presenció que los mayores niveles de riesgo se
encuentran en material particulado y por el ruido con una exposición del 73% del
personal. Siguiendo los niveles de riesgo con un 73% de afectación del personal
encontramos los tecnológicos por incendio. Encontramos con el 81% de afectación al
personal expuesto en movimiento repetitivo y mecánicos (manipulación de máquinas y
herramientas) terminando con un 14% de riesgo por accidentes de tránsito, en la siguiente
figura nos permite identificar los niveles de riesgo no aceptables.

Análisis y diagnóstico del problema 52
Figura 30. Indicador de nivel riesgos priorizados.
Factores a evaluar una vez identificado los peligro y evaluado los riesgo
No hay registro de charlas de sensibilización de manejo defensivo.
No se hacen las revisiones y/o actualizaciones de la identificación, medición y
evaluación de los factores de riesgos
Los equipos utilizados no se le han realizado la medición de los factores de riesgo.
No se han realizado evaluación de riesgos por puesto de trabajo a los expuestos.
No se da a conocer a los trabajadores sobre temas de seguridad de los riesgos a los
que están expuestos en su puesto de trabajo.
No cuenta con la información necesaria de utilización de los EPP y ropa de
trabajo.
No hay un procedimientoto de uso de maquinarias y herramientas.
No hay un plan de orden y limpieza.
600 600
800
600 600
1440
0
200
400
600
800
1000
1200
1400
1600
600 600 800 600 600 1440
3 18 16 18 16 16
14% 82% 73% 82% 73% 73%
Accidentes
de tránsito
Mecánico
uso de
máquinas
herramientas
Tecnológico
por incendio
Movimiento
repetitivo
Ruido: Material
particulado
fibra
I No
Aceptable
I No
Aceptable
I No
Aceptable
I No
Aceptable
I No
Aceptable
I No
Aceptable
Niv
el d
e ri
esg
o e
in
terv
enci
ón
NR
= N
P*N
C
Descripción del peligro

Capítulo III
Propuesta, recomendaciones y conclusiones
3.1. Objetivo
Aportar con estrategias para la implementación y desarrollo de un Programa de
prevención adaptado a sus requerimientos, actividades y riesgos encontrados en la
identificación y evaluación de riesgo en la empresa de Confecciones Alpha y Omega.
Plantear medidas de control e intervención de los riesgos en las áreas de mayor impacto
hacia los obreros.
3.1.1. Estructura de la Propuesta
Para ser una empresa no basta solo con cumplir documentación solicitado por el
Ministerio del Trabajo y Riesgos del Trabajo del IESS, sino por el contrario deberá la
empresa Desarrollar un programa en Prevención de riesgos laborales y estrategias de
acuerdo con la actividad económica de la empresa y de acuerdo a las actividades que
realizan los trabajadores en ella, para promover ambientes seguros, para ello se identificó
los factores de riesgos que influyen negativamente en el ambiente de trabajo por medio de
la Matriz IPER, los cuales se busca tratar de controlarlos o eliminarlos con medidas
preventivas. Para lo cual en el programa de Prevención de Riesgo Laborales nos
enfocaremos en ver las medidas de prevención sobre los riesgos más altos, realizar un
programa de capacitación mensual, y las 5S (Orden y Limpieza).
Esta propuesta beneficiará a la empresa Confecciones Alpha y Omega S.A, y
respectivamente a sus empleados mejorando la gestión de seguridad y salud en el trabajo,
lo cual también tendremos en cuenta los siguientes puntos:
a) Determinar los procesos necesarios para el sistema de gestión en prevención de
riesgos laborales y su aplicación en la organización
b) Determinar la secuencia e interacción de los procesos dentro de la organización
c) Establecer los criterios y métodos necesarios para asegurarse de que tanto la
operación como el control de estos procesos sean eficaces, esto incluye: Procedimientos,
instructivos, formatos, métodos de trabajo.
d) Revisar la disponibilidad de recursos (humanos, infraestructura, económicos) e
información Necesaria para apoyar la operación y el seguimiento de estos procesos.

Propuesta 44
e) Determinar acciones necesarias para alcanzar resultados planificados y la mejora
continua de estos procesos.
3.1.1.1. Medidas de prevención
Tabla 35. Medidas de prevención por Causas de riesgo por herramientas manuales.
Causas de riesgo de cortes y
amputaciones por herramientas
manuales
Medidas de prevención
Herramientas defectuosas. Selección y cuidado de las herramientas
manuales.
Falta de concentración. Entrenamiento.
Falta de conocimiento. Usar elementos de protección personal.
No usar elementos de protección
personal. Generar procedimiento de trabajo.
Falta de concentración.
En la operación de corte de telas, mediante
cortadoras eléctricas verticales y circulares,
siempre se debe ajustar la prensa-tela según el
espesor del material a cortar, de manera que la
cuchilla sobresalga lo menos posible durante el
corte.
Tabla 36. Medidas de prevención por riesgo de sobreesfuerzo
Causas de riesgo por sobreesfuerzos Medidas de prevención
Incapacidad física. Posibilitar cambios de postura
Manejo inadecuado de materiales. Generar procedimiento de manejo de
materiales.
Posturas incorrectas de trabajo. Usar calzado cómodo.
Movimientos repetitivos. Utilizar mobiliario ergonómico.
Trabajo de pie durante largos períodos. Pausas activas
Informacion tomada en campo. Elaborado por el autor.
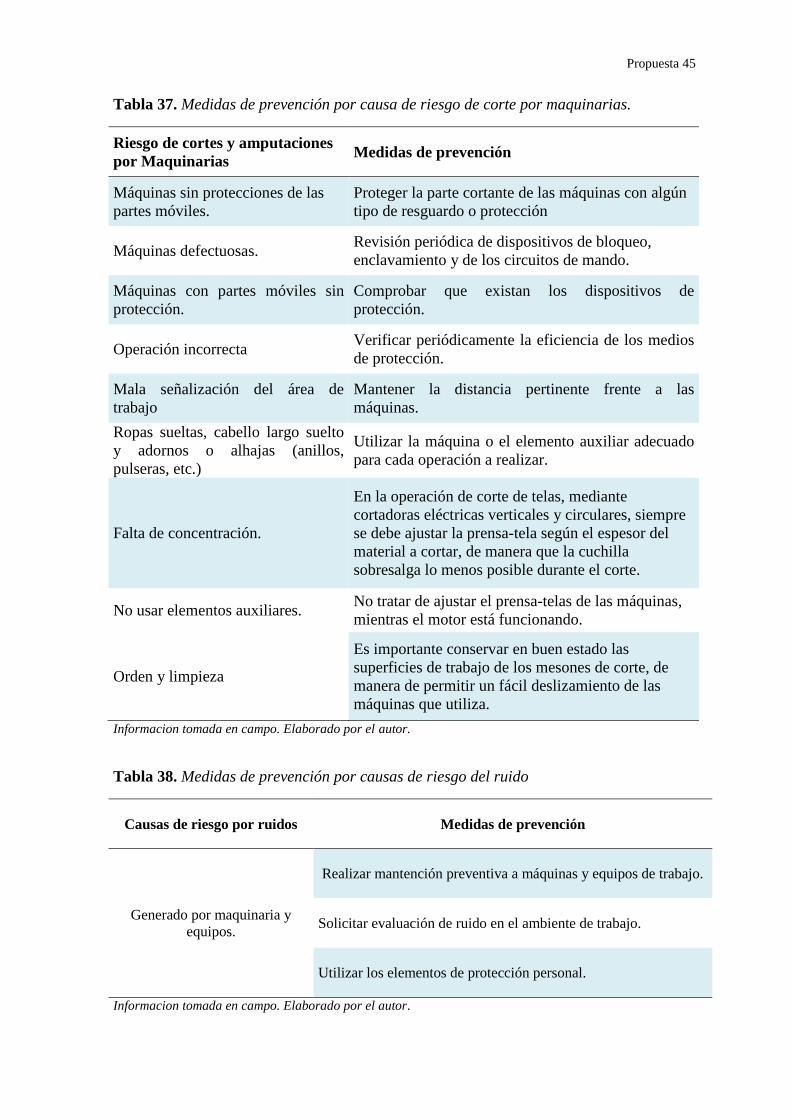
Propuesta 45
Tabla 37. Medidas de prevención por causa de riesgo de corte por maquinarias.
Riesgo de cortes y amputaciones
por Maquinarias Medidas de prevención
Máquinas sin protecciones de las
partes móviles.
Proteger la parte cortante de las máquinas con algún
tipo de resguardo o protección
Máquinas defectuosas. Revisión periódica de dispositivos de bloqueo,
enclavamiento y de los circuitos de mando.
Máquinas con partes móviles sin
protección.
Comprobar que existan los dispositivos de
protección.
Operación incorrecta Verificar periódicamente la eficiencia de los medios
de protección.
Mala señalización del área de
trabajo
Mantener la distancia pertinente frente a las
máquinas.
Ropas sueltas, cabello largo suelto
y adornos o alhajas (anillos,
pulseras, etc.)
Utilizar la máquina o el elemento auxiliar adecuado
para cada operación a realizar.
Falta de concentración.
En la operación de corte de telas, mediante
cortadoras eléctricas verticales y circulares, siempre
se debe ajustar la prensa-tela según el espesor del
material a cortar, de manera que la cuchilla
sobresalga lo menos posible durante el corte.
No usar elementos auxiliares. No tratar de ajustar el prensa-telas de las máquinas,
mientras el motor está funcionando.
Orden y limpieza
Es importante conservar en buen estado las
superficies de trabajo de los mesones de corte, de
manera de permitir un fácil deslizamiento de las
máquinas que utiliza.
Informacion tomada en campo. Elaborado por el autor.
Tabla 38. Medidas de prevención por causas de riesgo del ruido
Causas de riesgo por ruidos Medidas de prevención
Generado por maquinaria y
equipos.
Realizar mantención preventiva a máquinas y equipos de trabajo.
Solicitar evaluación de ruido en el ambiente de trabajo.
Utilizar los elementos de protección personal.
Informacion tomada en campo. Elaborado por el autor.

Propuesta 46
3.1.2. Programa de Prevención de Riesgos Laborales
La idea de establecer un Programa de Prevención de Riesgos Laborales consiste en
plantear el cumplimiento de sus actividades de forma adecuada, donde se evidencien los
responsables en cada área, así como su interacción en dicho programa, para lo cual ver en
(Anexo N° 16).
3.1.2.1. Programa de Capacitación Anual
Este programa de capacitación evidencia la necesidad de atención que debe tener cada
aspecto vinculado en los requerimientos establecidos por la norma, en relación a la
seguridad y salud en el trabajo, como se presenta a continuación ver
3.1.2.2. Plan de orden y limpieza 5S
Se efectuarán acciones orientadas a la mejora del ambiente del trabajo, para ver detalles
de este plan de limpieza. Se verifico la falta se orden y limpieza en las áreas de trabajo por
lo consiguiente se elaboró en este proceso de titulación plan de orden y limpieza.
3.2. Costo beneficio.
Como costo de inversión se revisa la propuesta que envió los asesores de la empresa JZ
& ASESORES sobre la Planificación para implementar un Programa de Prevención de
Riesgos Laborales y Salud Ocupacional.
Como beneficio obtenido tenemos que al implementar este programa de prevención el
personal entre en cotización de los peligros existentes y los riesgos que pueden provocar
accidentes lamentables.
(Ver Anexo N° 17)
3.3. Conclusiones
En relación a lo que se concluye en materia de seguridad para la empresa Confecciones
Alpha y Omega S.A, se tiene lo siguiente:
(a) El análisis de los riesgos permitió conocer que existen debilidades en el área
tanto administrativa como operativa, con mayor fuerza en lo ergonómicos, debido a
que el personal permanece largas horas de pie, produciendo esto afectaciones musculo
esqueléticas.
(b) La formulación y análisis de las medidas preventivas en correspondencia de
la seguridad e higiene en la empresa, demostró que es requerida una atención más
personalizada a las condiciones del trabajo del personal involucrado.
(c) Tomar la atención adecuada a la prevención de accidentes y buscar las
mejoras operativas de la producción van a la par, debido a que una empresa viene

Propuesta 47
estructurada con los lineamientos de seguridad y salud, permitirán una ambiente
trabajo más seguro y responsables.
(d) La reducción de los riesgos laborales es una actividad necesaria para la
prevención cuidado del personal involucrado en las operaciones de la empresa, a través
de identificación y evaluación de los riesgos por las diferentes matrices.
(e) Las debilidades detectadas en las áreas de trabajo, nos evidencia realizar
una mejor gestión y aplicar a la ejecución de los procedimientos.
3.4. Recomendaciones
(a) Implementar un Sistema de gestión y dar seguimiento a temas de SSO
(b) Realizar actividades de capacitación para todo el personal.
(c) Con el plan de orden y limpieza ya elaborado comenzar a ejecutarlo la
persona que corresponda en materia de prevención de riesgos.
(d) Elaborar reglamentos, programas, registros y planes de emergencia.
(e) Corregir desviaciones a fin de que se realicen las mejoras y evaluación de la
seguridad industrial.
(f) Dar seguimiento a los uso de los EPP.
(g) Llevar a cabo simulacros de evacuación de todo el personal.
(h) Poner en práctica el plan anual de capacitación presentado, así la
incorporación y puesta en funcionamiento del plan de orden y limpieza para la
organización.

Propuesta 48
Anexos

Anexos 48
Anexo 1
Clasificación industrial uniforme CIUU.
Información basada del instituto nacional de censo. Elaborado por Autor.

Anexos 49
Anexo 2
Línea de Producción.
.
Investigación de campo. Elaborado por Autor.
JEANS MANDILES PARA MECANICOS
CAMISETA POLO MANDILES TIPO MEDICO
CAMISETAS CUELLO REDONDO CALENTADORES
CAMISETAS CUELLO EN V COFIAS
BUZOS DE JERSEY / TELA PIQUE MASCARILLA TEXTIL
CHOMPAS GUANTES TEXTIL
OVEROLES CINTURONES
LINEA SPORT Y DE TRABAJO
Anexos 50
Anexo 3
Ubicación geográfica
Información de Google maps. Elaborado por Autor.

Anexos 51
Anexo 4
Organigrama de la empresa
Investigación de campo. Elaborado por Autor.

Anexos 52
Anexo 5
Nóminas de empleados
Investigación de campo. Elaborado por Autor.
NOMINA DE EMPLEADOS ALPHA Y OMEGA
EVALUACION DE PERSONAL
PERIODO: jun-18
CEDULA PRIMER
APELLIDO
SEGUNDO
APELLIDONOMBRES CARGO EDAD
1 0924526585 ALVEAR ARICHABALA FANNY ALEXANDRA
AUXILIAR
ADMINISTRATIVO 32
2 0950888933 BAQUE LEON KAREN MICHELLE OPERARIO 20
3 0916802929 BAQUE TUMBACO CARLOS IGNACIO OPERARIO 39
4 0923084628 BUENO QUIMIS JOSE ALEJANDRO PASANTE 33
5 0913240099 BUENO RODRIGUEZ ALBA MATILDE SUPERVISOR 52
6 0920797461 BURGOS PEÑAFIEL WENDY JACQUELINE SUPERVISOR 38
7 0906243530 CASTILLO PONCE ANGELITA IRLANDA OPERARIO 58
8 0919864447 GUARANDA CASTILLO LIDIA LILIANA OPERARIO 36
9 0925839623 GUARANDA SANCHEZ WILPER ELIAS AYUDANTE EN GENERAL 30
10 0924647324 LUCAS PILAY DOLORES JESUS OPERARIO 34
11 0906777552 LUCIN CHALEN MARINA VIRGINIA OPERARIO 56
12 0930998356 MEJIA TORRES JAVIER AUX ADMINISTRATIVO 24
13 0910229731 MERCHAN ALVARADO DOUGLAS GILBERTO GERENTE 52
14 0926601907 MERCHAN BUENO ALBA KATHERINE BODEGUERO 22
15 0974629845 MERCHAN BUENO SAMUEL BORDADOR 26
16 1720149812 MERO GAVILANEZ VENESSA ELIZABETH OPERARIO 27
17 1202900195 PARRAGA GANCHOZO FANNY MONSERRATE AYUDANTE EN GENERAL 48
180919380642 RIVAS AGUILAR ANA LUCIA
AUXILIAR
ADMINISTRATIVO23
19 0916518855 RIVERA VERA ERWIN NIXON OPERARIO 42
20 0927196337 SANCHEZ BUENO JORGE ANIBAL OPERARIO 29
21 09465839576 ZAMBRANO MACIAS ANDREA JANINA OPERARIO 30
22 0925053605 ZAMBRANO MEDRANDA GLENDA ELIZABETH OPERARIO 35

Anexos 53
Anexo 6
Recursos tecnológicos.
FOTO EVIDENCIA IDENTIFICACIÓN DE MAQUINAS
PEGADORAS DE MANGA
Máquina para el formado de manga termoencogible,
diseñada para convertidores que requieren
producciones altas y optimización del tiempo.
OJALADORA
La máquina ojaladora está diseñada para hacer ojales
de diferentes tamaños y formas, en el caso del jean el
ojal se hace en forma de lágrima.
Se acciona manualmente y el pedal solo se usa para
frenar el ciclo.
OVERLOCK
Denomina a un tipo de costura que se realiza sobre el
borde de una o dos piezas de tela para definir el borde
o encapsularlo, o bien para unir las dos piezas. Por lo
general una máquina de coser overlock corta los
bordes de la tela a la vez que le son insertados, existen
algunas máquinas que no poseen cortadoras.
RECUBRIDORA
Se trata unir tejidos de diferentes piezas de material
textil u otros tipos de prendas que requieran una unión
de dos o más piezas textiles para cobrar su forma final,
estos artefactos usan generalmente cuatro agujas en
lugar de una, cumplen con la función de cortar la
cantidad de tela sobrante de la pieza haciendo puntadas
y acabados directamente afectados por la cantidad de
agujas que use el producto en cuestión.

Anexos 54
Investigación de campo. Elaborado por Autor.
FOTO EVIDENCIA IDENTIFICACION DE MAQUINARIA
COSTURA RECTA
La máquina de costura recta de puntada permite unir,
pegar, pespuntar y realizar puntadas internas de
seguridad con la ayuda de la formación de puntadas
enlazadas
CERRADORA DE CODOS
Son las maquinas que hacen las costuras dobles en los
jeans, chaquetas, camisas. Generalmente se usan para
coser piezas en forma tubular como cerrar entrepierna
en los jeans, unir tiro trasero en los pantalones, cerrar
mangas largas en chaquetas, colocar cotillas en los
jeans etc.
DOBLE Y MULTI AGUJA
Esta máquina es de tecnología electrónica. Permite
simultáneamente dos costuras rectas, lo que permite
optimizar los tiempos de producción. Por ser
electrónica no tiene rodillero funciona con solo pedal.
BOTONERA
Máquinas utilizadas para pegar botones las existen
mecánicas y asistidas por ordenador. Los botones se
cosen usualmente con entre 8 y 32 puntadas,
generalmente los botones decorativos se cosen con la
mitad de puntadas que los botones funcionales.

Anexos 55
Anexo 7
Distribución de planta (planta baja).
Distribución de planta (primer piso).
Investigación de campo. Elaborado por Autor.

Anexos 56
Anexo 8
Diagramas de flujo de procesos operativos
Sección: Diseño.
Sección: Tizado y corte.

Anexos 57
Sección: Bordado.
Sección: Cocido

Anexos 58
.
Sección: Deshilachado y Planchado
Sección: Etiquetado

Anexos 59
Selección: De Muestra.
Investigación de campo. Elaborado por Autor.

Anexos 60
Anexo 9
Evidencia fotográficas de áreas de trabajo en la empresa
Área administrativa

Anexos 61
Área de confección
Área de Desilachado

Anexos 62
Área de bodega
Área de bodega

Anexos 63
Anexo 10
Diagrama de Ishikawa
Investigación de campo. Elaborado por Autor.

Anexos 64
Anexo 11
Condiciones de Trabajo
Factor de riesgo Descripción
Altos Niveles de Ruido
La aglomeración de personas en los lugares de
trabajo y de los ruidos que generan los equipos
que interviene de manera negativa en la
concentración y atención de los trabajadores
restando eficiencia a la actividad que
desempeñan.
Posturas de trabajo
de pie y sentado
Las posturas de trabajo son uno de los factores
asociados a los trastornos musculo esqueléticos,
cuya aparición depende de varios aspectos: en
primer lugar de lo forzada que sea la postura, pero
también, del tiempo que se mantenga de modo
continuado, de la frecuencia con que ello se haga, o
de la duración de la exposición a posturas similares a
lo largo de la jornada.
Falta de Orden y Limpieza
La concentración inadecuada de mobiliario y la
consciencia de la población afectan el desarrollo
normal de las actividades puesto que reducen el
espacio físico y aumentan la existencia de
agentes causantes de riesgo.
Falta de iluminación
La iluminación de seguridad por sí sola tiene un
valor que debe considerarse como parte de un
paquete integral; cámaras, monitores, alumbrado
público, enrejados, etc. Además de proporcionar una
medida de disuasión, la iluminación de seguridad
puede aumentar la incertidumbre y la vulnerabilidad
de un intruso mientras aporta confianza a los
particulares.
Riesgos psicosociales
La Ley de Prevención de Riesgos Laborales
considera que la organización del trabajo forma
parte de las condiciones de trabajo que influyen en la
salud y seguridad de los y las trabajadoras, entre
otros mecanismos a través de la exposición nociva a
los riesgos psicosociales. Por ello, las características
de la organización del trabajo deben ser evaluadas,
controladas y modificadas si generan riesgos.
Investigación de campo. Elaborado por Autor.

Anexos 65
Anexo 12
Trabajadores
Factor de riesgo Descripción
EPP en Mal Estado
Esto es debido a que la mayoría de los
trabajadores no practican el buen uso de los
equipos de protección personal, esto por la
ausencia del sentido de pertenencia que poseen
ellos con la empresa, aunado a esto se ha
limitado la adquisición de nuevos productos
que permita a la organización surtir a los
empleados en tiempos determinados.
Manejo Inadecuado de los
Equipos y Herramientas
El personal que labora con los diversos
equipos que existen en el área de operaciones
se ven en la necesidad de improvisar por las
condiciones en la que se encuentran las
herramientas y que no son inspeccionados por
el personal adecuado.
Ejecución de las Actividades
Inadecuadamente
Se debe a que los trabajadores conecten actos
inseguros en sus puestos de trabajo como no
usar los equipos de protección personal, ya sea
por falta de conocimientos de las normas de las
normas de seguridad o por incomodidad al
usarlos, operar inadecuadamente bien sea por
falta de capacitación, violar las normas;
haciendo caso omiso a las instrucciones de
operación de los equipos, operar sin
autorización o desobedecer a los supervisores,
adoptar posturas inadecuadamente.
Investigación de campo. Elaborado por Autor.

Anexos 66
Anexo 13
Equipos y Herramientas de Trabajo
Factor de riesgo Descripción
Equipos de Poca Protección
Se puede detectar en la práctica diaria que los
equipos utilizados no cuentan con las
características necesarias para ejecutar las
actividades para las que fueron destinadas, pues
poseen poca resistencia y rápido desgaste.
Falta de Actualización de Equipos
de Protección
Se pudo observar el uso de equipos obsoletos.
Herramientas en Mal Estado
Es una de las causas más notorias y comunes de
accidentes en el área de trabajo, muchas de ellas
presentan defectos tales como: bordes cortantes,
desgastes por uso, son uniformes y se tiene que
improvisar poniendo en riesgo la salud del
personal que labora en estas herramientas en
malas condiciones.
Falta de Transporte de
Herramientas
Los operadores se ven en la necesidad de
transportar las piezas y herramientas de trabajo
por su propio medio o improvisando maniobras
para su traslado y esto conlleva a lesiones serias
por la acción incorrecta de sus labores.
Investigación de campo. Elaborado por Autor.

Anexos 67
Anexo 14
Encuesta de seguridad y salud ocupacional
1-¿Ha podido ver y conocer la información contenida en el reglamento interno de
Seguridad y Salud Ocupacional de la empresa?
SI NO A VECES
2-¿Conoce usted si hay Planes para el Control del Programa de Seguridad
Industrial, Higiene Ocupacional y Ambiente?
SI NO A VECES
3-¿Cuentan con equipos de protección personal?
SI NO A VECES
4- ¿Existe supervisión en la utilización de los equipos de protección personal?
SI NO A VECES
5- ¿Ha tenido accidentes dentro de la empresa?
SI NO A VECES
6- ¿Sabe usted que hacer en caso de una emergencia?
SI NO A VECES
7- ¿Se han realizado capacitaciones sobre seguridad en el trabajo?
SI NO A VECES
8- ¿A causa del trabajo, usted ha sentido o tenido alteración en su salud?
SI NO A VECES
9- ¿Conoce usted el significado de emergencia, accidente de trabajo y/o siniestros?
SI NO A VECES

Anexos 68
10- ¿Cree usted que los Riesgos actuales en la empresa, son originados por la
Ausencia de una buena gestión de Seguridad Industrial, Higiene Ocupacional y
Ambiente?
SI NO A VECES
11- ¿Conoce usted los procedimientos para Alertar y Comunicar una Situación de
Emergencia?
SI NO A VECES
12- ¿considera usted necesario la implementación de un sistema de gestión de
Seguridad Industrial, Higiene Ocupacional, en la empresa? SI
SI NO A VECES

Anexos 69
Anexo 15
Matriz de Riesgo GTC 45

Anexos 70
Anexo 16
Cronograma de la propuesta

Anexos 71
Anexo 17
Costo de la propuesta

Anexos 72
`
Bibliografía
Guía GTC45 para la identificación de los peligros y la valoración de los riesgos
Higiene y Seguridad Industrial, Kayser, Beatriz, (Kayser, 2011).
Manual de Seguridad y salud Ocupacional, del Profesor Cañada, Clé
Jorge, (Cañada, 2009, pág. S/N Ficha 3)
Seguridad, Libro de Carlos Soto Hernández, (Soto, pág. 35).
Seguridad Industrial y Salud, Ray Asfahl, (Ray, 2000, pág. 2)
Definición De Actividades, (DEFINICION .ORG, 2018).
https://definicion.org/actividad
Día Mundial de la Seguridad y Salud en el Trabajo, OIT, (OIT, 2O18).
www.ilo.org
Fundamentos De La Seguridad Y Salud En El Trabajo, SENATI, (SENATI,
2018), http://virtual.senati.edu.pe/pub/cursos/sstr/UNIDAD_1/MANUAL-U1.pdf
Historia De La Salud Ocupacional, (katherin, 2008, p. 1).
http://katerin-historiadelasaludocupacional.blogspot.com/
Riesgo Laborales, RIMAC (RIMAC, 2014).
http://www.prevencionlaboralrimac.com/Herramientas/Glosario-
terminos/?PageIndex=3
Seguridad Y Salud En El Trabajo, AELE (AELE, 2018).
http://www.aele.com/node/5192