UNIVERSIDAD DE COSTA RICA ESCUELA DE INGENIERÍA...
255
UNIVERSIDAD DE COSTA RICA FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA QUIMICA Desarrollo del Sistema de Inocuidad para una Planta de Separación de Gases del Aire para el producto Nitrógeno, siguiendo los requisitos que corresponden de Normas ISO 22000:2005 y la ISO/TS 22002-1. Práctica Dirigida sometida a consideración de la Escuela de Ingeniería Química como requisito final para optar al grado de Licenciatura en Ingeniería Química María de los Ángeles Solano Sánchez Ciudad Universitaria “Rodrigo Facio” San José, Costa Rica 2019
Transcript of UNIVERSIDAD DE COSTA RICA ESCUELA DE INGENIERÍA...

UNIVERSIDAD DE COSTA RICA
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA QUIMICA
Desarrollo del Sistema de Inocuidad para una Planta de Separación de Gases del Aire
para el producto Nitrógeno, siguiendo los requisitos que corresponden de Normas ISO
22000:2005 y la ISO/TS 22002-1.
Práctica Dirigida sometida a consideración de la Escuela de Ingeniería Química como
requisito final para optar al grado de Licenciatura en Ingeniería Química
María de los Ángeles Solano Sánchez
Ciudad Universitaria “Rodrigo Facio”
San José, Costa Rica
2019

Práctica Dirigida sometida a consideración de la Escuela de Ingeniería Química como requisito final para optar al grado de Licenciatura en Ingeniería Química
Sustentante: María de los Ángeles Solano Sánchez
M.Sc. Randall Ramírez Loría Profesor Escuela de Ingeniería Química
~
~JJ M.Sc. Pauta Solano Sánchez Profesora Escuela de Ingeniería\Química
~ /1 ·\ 1 '
Ing. L, ... · , .................. Profesora Escuela de Ingeniería Química
lng. Lilliana Marcela Orjuela Rodríguez Ingeniera Química Planta de Separación de Gases
Ing. Esteban Gamboa Gamboa Profesor Escuela de Ingeniería Química
Presidente
Directora de Práctica
Lectora de Práctica
Lectora de Práctica
Lector de Objetivos
Ciudad Universitaria "Rodrigo Facio" San José, Costa Rica
2019

DEDICATORIA
A Dios por guiarme y darme fortaleza para llegar hasta el final del camino.
A mi Padre que ha sido mi ejemplo de lo que es el esfuerzo y perserverancia para lograr los
resultados.
Mi Madre que incondicionalmente y con amor siempre a mi lado dando un soporte hasta al
final.
Mi Esposo que me apoya y es mi soporte en las decisiones de la vida.

i
INDICE GENERAL
Página
CAPÍTULO 1.SEGURIDAD ALIMENTARIA ..................................................................... 1
1.1 Términos y definiciones, según la Norma ISO 22000:2005 ............................................. 1
1.2 La inocuidad alimentaria .................................................................................................. 2
1.3 Sistemas de Gestión de Inocuidad de los alimentos ......................................................... 3
1.4 Iniciativa global de la inocuidad de alimentos (GFSI) ..................................................... 4
1.5 Enfermedades transmitidas por los alimentos (ETA) ....................................................... 5
1.6 Generalidades de la Norma ISO 22000, ISO 22002-1 ...................................................... 6
1.7 Sistema HACCP ............................................................................................................. 12
1.7.1 Pasos preliminares de un plan HACCP (FAO-OMS) .............................................. 13
1.8 Normas AIB .................................................................................................................... 15
CAPÍTULO 2.PROCESO DE SEPARACIÓN DE GASES DEL AIRE ............................. 16
2.1 Composición del aire ...................................................................................................... 16
2.2 Proceso de Separación del Aire ...................................................................................... 17
2.3 Descripción del gas Nitrógeno ........................................................................................ 17
2.4 Características del Nitrógeno de grado alimentario ........................................................ 17
2.5 Aplicación de Nitrógeno en la industria Alimentaria ..................................................... 19
CAPITULO 3.DIAGNOSTICO INICIAL DE CONDICIONES ACTUALES DE PLANTA
SEPARACIÓN DE AIRE ..................................................................................................... 22
3.1 Herramienta de Diagnóstico para la evaluación de los programas prerrequisitos en la
Planta de Separación de Aire para el producto Nitrógeno. ................................................... 22
3.1.1 Objetivos de la Auditoría ......................................................................................... 22
3.1.2 Definición de las categorías a evaluar ...................................................................... 23
3.2 Metodología de evaluación ............................................................................................. 23
3.3 Muestra de Cálculo ......................................................................................................... 23
3.4 Conclusiones del Diagnóstico en Planta Separación de aire. ......................................... 23
CAPITULO 4.GUÍA DE IMPLEMENTACIÓN DEL SISTEMA DE GESTIÓN DE
INOCUIDAD DE LOS ALIMENTOS ................................................................................. 31
CAPÍTULO 5.DESARROLLO DE LA DOCUMENTACIÓN DE LOS PROGRAMAS DE
PRERREQUISITO DEL SISTEMA HACCP ...................................................................... 35
5.1 Formato para la redacción de los programas de prerrequisito ........................................ 35
5.2 Redacción de los programas de prerrequisitos ............................................................... 35
5.2.1 Construcción y Distribución de las edificaciones .................................................... 35
5.2.2 Distribución de las instalaciones y áreas de trabajo ................................................. 41
5.2.3 Servicios: aire, agua y energía ................................................................................. 40
5.2.4 Disposición de residuos............................................................................................ 42

ii
5.2.5 Idoneidad, limpieza y mantenimiento de los equipos .............................................. 44
5.2.6 Gestión de materiales comprados ............................................................................. 46
5.2.7 Medidas para prevenir la contaminación cruzada .................................................... 50
5.2.8 Limpieza y Sanitización ........................................................................................... 52
5.2.9 Control de Plagas ..................................................................................................... 53
5.2.10 Higiene del personal e instalaciones para los empleados ....................................... 56
5.2.11 Reproceso ............................................................................................................... 61
5.2.12 Retiro de producto .................................................................................................. 62
5.2.13 Almacenamiento .................................................................................................... 63
5.2.14 Información sobre el producto y toma de conciencia del consumidor ................... 65
5.2.15 Protección de los alimentos, biovigilancia y bioterrorismo ................................... 66
CAPITULO 6.DOCUMENTACIÓN DE LOS 7 PRINCIPIOS DEL SISTEMA HACCP
PARA UNA PLANTA DE SEPARACIÓN DE AIRE, NITRÓGENO Y DIAGRAMAS DE
FLUJO PARA ETAPAS DE PROCESO ............................................................................. 69
6.1 Etapas Preliminares del Sistema HACCP ....................................................................... 69
6.1.1 Formación del Equipo de Inocuidad de los alimentos ............................................. 70
6.1.2 Características del producto ..................................................................................... 71
6.1.3 Descripción y uso previsto ....................................................................................... 73
6.1.4 Diseño de los diagramas de flujo ............................................................................. 70
6.1.5 Verificación de los diagramas de flujo ..................................................................... 71
6.2 Principios del Sistema HACCP ...................................................................................... 71
6.2.1 Principio 1 del Sistema HACCP: análisis de peligros ............................................. 72
6.2.2 Principio 2 del Sistema HACCP: identificación de los puntos críticos de control .. 74
6.2.3 Principio 3 del Sistema HACCP: límites críticos de control ................................... 75
6.2.4 Principio 4 del Sistema HACCP: Monitoreo ........................................................... 76
6.2.5 Principio 5 del Sistema HACCP: acciones correctivas ............................................ 80
6.2.6 Principio 6 del Sistema HACCP: Verificación ........................................................ 81
6.2.7 Principio 7 del Sistema HACCP: documentación .................................................... 82
CAPÍTULO 7.ANÁLISIS DE PELIGROS PARA LA PLANTA DE SEPARACIÓN DE
AIRE. .................................................................................................................................... 80
7.1 Metodología de análisis de HACCP para la elaboración de una matriz ......................... 80
7.2 Matriz de Análisis de Peligros y Puntos Críticos de Control de los materiales en
contacto con el Nitrógeno ..................................................................................................... 82
7.2.1 Aire: Materia Prima .................................................................................................. 82
7.2.2 Tuberías, tanque de almacenamiento y acero inoxidable ......................................... 83
7.2.3 Alúmina .................................................................................................................... 84
7.2.4 Blue Gard, material de empaque .............................................................................. 84
7.2.5 Gylon 3500 ............................................................................................................... 85
7.2.6 Cobre ........................................................................................................................ 85
7.2.7 Acero al carbón ........................................................................................................ 89
7.2.8 Fibra de Vidrio ......................................................................................................... 89

iii
7.2.9 Bolas de cerámica .................................................................................................... 90
7.2.10 Malla Molecular ..................................................................................................... 90
7.2.11 Conclusiones de análisis de peligros de materiales.............................................. 101
7.3 Matriz de Análisis de Peligros y Puntos Críticos de proceso de Nitrógeno ................. 101
7.3.1 Succión de Aire ...................................................................................................... 102
7.3.2 Compresión del Aire .............................................................................................. 102
7.3.3 Enfriamiento ........................................................................................................... 103
7.3.4 Purificación ............................................................................................................ 104
7.3.5 Licuefacción ........................................................................................................... 105
7.3.6 Destilación .............................................................................................................. 105
7.3.7 Almacenamiento .................................................................................................... 106
7.3.8 Despacho ................................................................................................................ 106
7.3.8 Conclusiones de análisis de peligros de proceso .................................................... 107
CAPÍTULO 8.DOCUMENTACIÓN DE LOS PROGRAMAS DE PRERREQUISITO
OPERATIVOS (PPR OPERATIVOS) ............................................................................... 112
8.1 PPR operativo para controlar la contaminación física: Filtro de polvos ...................... 112
8.2 PPR operativo para controlar la contaminación química: compuestos químicos (CO, O2)
............................................................................................................................................ 114
CAPÍTULO 9.DOCUMENTACIÓN PARA VALIDACIÓN DE LAS MEDIDAS DE
CONTROL RELACIONADOS CON LOS PELIGROS DEL NITRÓGENO EN EL
PROCESO DE SEPARACIÓN DEL AIRE. ...................................................................... 118
9.1 Validación de las medidas de control ........................................................................... 119
9.2 Control de seguimiento y la medición .......................................................................... 126
9.3 Verificación del sistema de gestión de la inocuidad de los alimentos .......................... 126
9.4 Evaluación de los resultados individuales de verificación ........................................... 127
CAPÍTULO 10.DISEÑO E IMPLEMENTACIÓN DE LOS DOCUMENTOS
REQUERIDOS POR LA NORMA ISO 22000:2005 ......................................................... 131
CAPÍTULO 11 BENEFICIOS Y LIMITACIONES .......................................................... 132
CAPÍTULO 11 CONCLUSIONES Y RECOMENDACIONES ........................................ 136
BIBLIOGRAFIA ................................................................................................................ 139
APENDICE ......................................................................................................................... 139

iv
INDICE DE FIGURAS
Página
Figura 1.1. Estructura de apartado 4 de ISO 22000. _______________________________ 8
Figura 1.2. Estructura de apartado 5 de ISO 22000. _______________________________ 9
Figura 1.3. Estructura de apartado 6 de ISO 22000. ______________________________ 10
Figura 1.4. Estructura de apartado 7 de ISO 22000. ______________________________ 11
Figura 1.5. Estructura de apartado 8 de ISO 22000. ______________________________ 12
Figura 2.1. Composición de la Mezcla del Aire _________________________________ 16
Figura 2.2. Estructura de Nitrógeno diatómico.__________________________________19
Figura 3.1. Resultados por categoría __________________________________________ 29
Figura 6.1. Diagrama de flujo para la producción de Nitrógeno. ____________________ 74
Figura 6.2. Modelo de evaluación de riesgo a la salud ____________________________ 75
Figura 6.3. Árbol de decisión, Codex Alimentarius ______________________________ 78

v
INDICE DE CUADROS
Página
Cuadro 2.1. Especificaciones de Nitrógeno grado alimenticio ............................................. 17
Cuadro 3.1 Evaluación de Riesgos (Normas Consolidadas de AIB International para
Inspección ...................................................................................................................... 23
Cuadro 3.2. Múltiples observaciones, decremento en cinco en el puntaje inicial de cada
categoría ........................................................................................................................ 23
Cuadro 3.3. Puntuación total, reconocimiento y otorgamiento. ........................................... 23
Cuadro 3.4. Resultado final de la Auditoría en la Planta de Separación de Aire ................. 23
Cuadro 4.1. Plan de Implementación de SGIA ..................................................................... 32
Cuadro 5.1. Criterios Evaluación de Proveedores ................................................................ 52
Cuadro 6.1. Miembros del Equipo de los alimentos ............................................................. 70
Cuadro 6.2. Características de los productos finales ............................................................ 72
Cuadro 6.3. Límite Crítico .................................................................................................... 79
Cuadro 6.4. Monitoreo de los límites críticos de control ...................................................... 80
Cuadro 6.5. Plan de Medidas correctivas para aplicar en caso de desviación de LCC. ....... 81
Cuadro 7.1. Listado de Materiales en contacto con el Nitrógeno ......................................... 84
Cuadro 7.2. Peligros en la materia prima .............................................................................. 91
Cuadro 7.3. Peligros Tubería, tanques de almacenamiento y equipos en Acero Inoxidable 92
Cuadro 7.4. Peligros Alúmina (Al2O3*H2O) ..................................................................... 93
Cuadro 7.5. Peligros Blue Gard, material de empaque para aire .......................................... 94
Cuadro 7.6. Peligros Gylon 3500 (Fibra Sintética para el sellado de juntas de expansión) . 95
Cuadro 7.7. Peligros Cobre ................................................................................................... 96
Cuadro 7.8. Peligros Acero al Carbón .................................................................................. 97
Cuadro 7.9. Peligros Fibra de Vidrio .................................................................................... 96
Cuadro 7.10. Peligros Bolas de Cerámica ............................................................................ 99
Cuadro 7.11. Peligros Molécula Sieve (Molsiv) ................................................................. 100
Cuadro 7.12. Peligros identificados en etapa de succión del aire ....................................... 109
Cuadro 7.13. Peligros identificados en etapa de compresión del aire ................................ 111
Cuadro 7.14. Peligros identificados en etapa de Enfriamiento ........................................... 110
Cuadro 7.15. Peligros identificados en etapa de Purificación ............................................ 110
Cuadro 7.16. Peligros identificados en etapa de Licuefacción ........................................... 111
Cuadro 7.17. Peligros Identificados en la etapa destilación ............................................... 113
Cuadro 8.1. Límites críticos previos a la carga y producto terminado ............................... 115
Cuadro 9.1. Corrida I de Validación de Medidas de control .............................................. 120
Cuadro 9.2. Corrida II de Validación de Medidas de control ............................................. 122

vi
Cuadro 9.3. Corrida III de Validación de Medidas de control ........................................... 122
Cuadro 9.4. Actividades de Verificación ............................................................................ 127
Cuadro 10.1. Listado de Documentos ................................................................................. 130

vii
RESUMEN
El Objetivo principal de este trabajo es desarrollar un Sistema de Gestión de Inocuidad para
una Planta de Separación de Gases, para el producto Nitrógeno regulado por Normas
Internaciones ISO 22000:2005, ISO 22002-1 para garantizar la Inocuidad del Gas. Esto con
el fin de reducir el riesgo de transmitir alguna contaminación al Nitrógeno, debido a la
creciente demanda de Gases Grado alimenticio en las distintas aplicaciones de los alimentos.
Para lograr este objetivo inicialmente se realiza una investigación de las condiciones actuales
de la Planta para llevar a cabo la planificación de las actividades e implementación del
Sistema de Gestión de la inocuidad, seguidamente se utiliza la metodología de análisis de
peligros y puntos críticos de control (HACCP) tanto en el proceso de producción del
nitrógeno como en los materiales en contacto con el gas, para determinar si existe un punto
crítico.
Se cumplen con las etapas preliminares del sistema HACCP y principalmente con la
confección del diagrama de flujo, posteriormente se verifica en sitio y de esta forma
confirmar que se describen y analizan todas las etapas de la operación. Seguidamente se
realiza el análisis de peligros para determinar cuáles son los peligros que requieren ser
controlados, el nivel de control requerido para asegurar la inocuidad del Nitrógeno y qué
combinación de medidas de control se requiere.
Del análisis se concluye que no existen puntos críticos de control, sin embargo, se
documentan los programas de Prerrequisitos Operativos para el control de los peligros
asociados, principalmente en la carga y descarga de los isocontenedores.
Finalmente se implemente el proceso para validar las medidas de control y verificar la mejora
del Sistema de Gestión de la Inocuidad relacionados con los peligros del Nitrógeno en el
proceso de Separación del Aire.

1
CAPÍTULO 1.
SEGURIDAD ALIMENTARIA
Los productos alimenticios o ingredientes se pueden contaminar, el peligro asociado a la
inocuidad de los alimentos puede ocurrir en cualquier punto de la cadena alimentaria, por lo
que es esencial un control adecuado a través de todos los participantes tales como,
productores primarios, operadores de transporte, almacenaje, servicios subcontratados e
inclusive los proveedores que brinden un bien o servicio a la empresa, por lo que es de vital
importancia analizar algunos conceptos esenciales entorno a la inocuidad de los alimentos.
1.1 Términos y definiciones, según la Norma ISO 22000:2005
En esta sección se va introducir conceptos básicos que se van a discutir a lo largo de este
Documento ya que son parte del Sistema de Gestión de la Inocuidad de los alimentos.
(INTECO, 2005)
Cadena alimentaria: secuencia de las etapas y operaciones involucradas en la producción,
procesamiento, distribución, almacenamiento y manipulación de un alimento y sus
ingredientes, desde la producción primaria hasta el consumo.
Peligro relacionado con la inocuidad de los alimentos: agente biológico, químico o físico
presente en un alimento, o la condición en que éste se halla, que puede ocasionar un efecto
adverso para la salud.
Producto terminado: producto que no será objeto de ningún tratamiento o transformación
posterior por parte de la organización.
Diagrama de flujo: presentación esquemática y sistemática de la secuencia de etapas y de
su interacción.

2
PPR, programa de prerrequisito: condiciones y actividades básicas que son necesarias
para mantener a lo largo de toda la cadena alimentaria un ambiente higiénico apropiado para
la producción, manipulación y provisión de productos finales inocuos y alimentos inocuos
para el consumo humano.
PPR operativo, programa de prerrequisitos de operación: identificado por el análisis de
peligros como esencial para controlar la probabilidad de introducir peligros relacionados con
la inocuidad de los alimentos y/o la contaminación o proliferación de peligros relacionados
con la inocuidad de los alimentos en los productos o en el ambiente de producción.
PCC, punto crítico de control: etapa en la que puede aplicarse un control y que es esencial
para prevenir o eliminar un peligro relacionado con la inocuidad de los alimentos o para
reducirlo a un nivel aceptable.
1.2 La inocuidad alimentaria
La inocuidad alimentaria es un concepto que implica que los alimentos no causarán daño al
consumidor cuando se preparen y/o consumen de acuerdo al uso previsto y es relativa a la
presencia de agentes biológicos, químicos y físicos presentes en un alimento y no incluye
otros aspectos relativos a la salud humana, por ejemplo, la desnutrición (INTECO, 2005).
La inocuidad alimentaria tiene como objetivo proteger la salud del consumidor disminuyendo
de la manera más efectiva los posibles riesgos asociados con los alimentos. La
responsabilidad de la inocuidad alimentaria recae en el productor, el procesador y el
comercializador de los alimentos. Todos ellos deben de garantizar que el producto que
produce, procesan y manipulan no represente ningún riesgo para la salud pública (Reñazco,
2005, p.16).

3
La inocuidad alimentaria es regulada a través de normativas de distintos organismos. El de
mayor reconocimiento internacional es la comisión de la FAO/OMS denominada Codex
Alimentarius. Está comisión publicó en 1969 el Código Internacional de Prácticas-Principios
Generales de Higiene de los alimentos, el cual establece los requisitos mínimos con los que
debe contar una industria alimentaria (Codex Alimentarius, 1997).
Las tendencias en la producción, el procesamiento, la distribución y la preparación global de
los alimentos presentan nuevos desafíos para la inocuidad alimentaria. Hoy por hoy, los
alimentos que se cultivan en un país pueden ser transportados y consumidos en el resto del
mundo, lo que representa un reto importante (Monge, 2010, p.13).
En Costa Rica se aprobó el decreto N° 35960, el cual define la política nacional de inocuidad
de los alimentos. Este documento tiene como propósito definir y establecer explícitamente
los lineamientos generales a seguir en materia de inocuidad alimentaria con el objeto de
garantizar que los alimentos producidos, elaborados, importados y comercializados en el
país, no representen un peligro para la salud humana (MAG, MEIC y COMEX, 2010).
1.3 Sistemas de Gestión de Inocuidad de los alimentos
Los sistemas de gestión se establecen con el fin de generar una cultura en la empresa para
velar por ciertos objetivos. Cuando un sistema se encuentra enfocado a la inocuidad se
denomina sistema de gestión de la inocuidad y cuando se encuentra enfocado a la calidad es
cuando se llama sistema de gestión de la calidad. La Real Academia Española define calidad
como “la propiedad o conjunto de propiedades inherentes a algo, que permiten juzgar su
valor” (RAE, 2012).
Existen distintos sistemas de gestión que se pueden adoptar en la empresa, a continuación,
se desglosan los principales estándares para los Sistemas de gestión:

4
SQF 1000/ SQF 2000 Certificación en cada paso de la cadena alimentaria.
BRC Estándar de Seguridad Alimentaria, fomentando las mejores prácticas BRC es
considerado como el punto de referencia para las mejores prácticas en la industria de
los alimentos.
IFS International Food Standard, es una norma creada en el 2003 por las grandes
empresas de distribución alemanas y francesas, que establece requisitos para los
sistemas de gestión de calidad en empresas del sector de alimentos.
FSSC/FS 22000 (Food Safety System Certification) la Certificación del Sistema de
Seguridad Alimenticia 22000 es el nuevo esquema de certificación para productores
de alimentos, basado en la integración del estándar de seguridad de alimentos ISO
22000 y ISO 22002-1.
GMA-SAFE el programa de GMA-SAFE fue creado en 2001 por los principales
profesionales de la industria de alimentos de calidad y los miembros de la Asociación
de Fabricantes de Comestibles.
GLOBAL GAP GLOBAL GAP (originalmente EUREP G.A.P) se ha establecido en
el mercado global como referente clave en cuanto a las Buenas Prácticas Agrícolas
(BPA), logrando que los requisitos del consumidor se vean reflejados en la
producción agrícola. (SAI GLOBAL).
1.4 Iniciativa global de la inocuidad de alimentos (GFSI)
La Iniciativa Mundial de Seguridad Alimentaria (GFSI por su sigla en inglés) reúne a los
actores principales de la industria alimenticia y se creó en el año 2000 con una visión
de Alimentos seguros para los consumidores en todas partes, particularmente para reducir
los riesgos de seguridad alimentaria, la duplicación de auditoría y costos, al mismo tiempo
que se construye confianza en toda la cadena de suministro.

5
Una parte esencial de ese objetivo es crear una comprensión común y ampliamente aceptada
sobre qué es lo que constituye un buen sistema de inocuidad alimentaria. Y es eso
precisamente lo que han estado realizando los requerimientos de evaluación comparativa de
GFSI, anteriormente conocidos como Documento guía de GFSI. Esta herramienta se ha
convertido en el documento de referencia sobre requerimientos de inocuidad alimentaria más
ampliamente aceptado en todo el mundo.
Una vez cotejados exitosamente con los requerimientos de evaluación comparativa de GFSI,
los programas de certificación de inocuidad alimentaria (CPO, por su sigla en inglés)
obtienen el reconocimiento de GFSI, que les confiere una placa de identificación de
autoridad a estas certificaciones y funciona como un tipo de pasaporte de inocuidad
alimentaria en todo el mercado mundial (GFSI, 2019).
Los Objetivos de la GFSI son (GFSI, 2019):
1. Reducir los riesgos de seguridad alimentaria brindando equivalencia y convergencia
entre sistemas efectivos de gestión de seguridad alimentaria.
2. Gestionar costos en el sistema global alimentario eliminando la redundancia y mejorando
la eficiencia operativa.
3. Desarrollar competencias y fortalecer capacidades en la seguridad alimentaria para crear
sistemas globales de alimentación efectivos y consistentes.
4. Brindar una plataforma internacional y única de interesados para la colaboración,
intercambio de conocimientos y red de contactos.
1.5 Enfermedades transmitidas por los alimentos (ETA)
Las enfermedades transmitidas por alimentos son enfermedades provocadas por el consumo
de alimentos contaminados. (McSwane, Rue y Linton, 2006)

6
Las enfermedades transmitidas por los alimentos por lo general se clasifican como
infecciones, intoxicaciones o infecciones mediadas por toxinas. Cuando un microorganismo
vivo, causante de enfermedades es ingerido junto con alimentos, puede provocar una
infección transmitida por alimentos. Después de la ingestión, el organismo penetra en la
pared interna del tracto digestivo de la víctima y comienza a reproducirse. Esto puede
provocar los síntomas más usuales de las enfermedades transmitidas por alimentos como la
diarrea (McSwane et al., 2006).
Existen tres tipos de peligros a los que están expuestos los seres humanos mediante el
consumo de alimentos. Un peligro de origen alimenticio se refiere a peligros biológicos,
químicos y físicos. Los peligros biológicos son bacterias, virus, parásitos, hongos. Peligros
químicos son sustancias toxicas que pueden estar presentes de manera natural o añadirse
durante el procesamiento de los alimentos. Los peligros físicos son objetos extraños, tanto
duros como blandos, que están presentes en los alimentos y pueden provocar enfermedades
y lesiones (McSwane et al., 2006).
Los síntomas más comunes de este tipo de enfermedades son gastrointestinales, como
vómitos, dolor abdominal, náuseas, diarrea, así como dolor de cabeza y fiebre. Algunas ETA
pueden provocar enfermedades más graves como daños renales, síntomas neurológicos y en
los casos más extremos, la muerte. Los síntomas, así como la probabilidad del desarrollo de
una ETA, van a depender del microorganismo, de la dosis consumida, del huésped y el
ambiente alrededor del alimento (Ramírez, 2014, p.9).
1.6 Generalidades de la Norma ISO 22000, ISO 22002-1
La norma ISO 22000:2005 aborda todos los requisitos que garantizan la capacidad de
suministrar alimentos inocuos de manera continua (CACIA, 2006). Está basada en la
implementación del sistema HACCP, siguiendo los principios establecidos en el CODEX
ALIMENTARIUS y teniendo en cuenta los requisitos de la Norma ISO 9001:2008 y su

7
estructura. Esta directriz considera los requisitos de un sistema de gestión de inocuidad y
combina elementos clave para el aseguramiento de la inocuidad alimentaria como lo son:
comunicación interactiva, sistema de gestión, programas de prerrequisitos y principios del
HACCP (INTECO, 2005).
La norma ISO 22000:2005 está compuesta por ocho capítulos. Los primeros tres hacen
referencia al objeto y campo de aplicación, las normas de referencia y los términos y
definiciones relacionados. El capítulo cuatro define el Sistema de Gestión de la Inocuidad de
los alimentos. Los capítulos cinco y seis describen lo relacionado a requisitos de
responsabilidad de la dirección y gestión de los recursos. El capítulo siete describe la
planificación y realización de productos inocuos y finalmente el capítulo ocho se refiere a la
validación y mejora del sistema de gestión de inocuidad de los alimentos (INTECO, 2005).
La ISO 22002-1, es la especificación técnica que define los requisitos para establecer,
implementar y mantener programas prerrequisitos (PPR) para ayudar a controlar los peligros
para la inocuidad de los alimentos. Esta especificación técnica es aplicable a todas las
organizaciones, independientemente de su tamaño o complejidad, que están comprometidas
en la etapa de manufactura de la cadena alimentaria y desean implementar PPR de manera
que se aborden los requisitos especificados en la norma INTE/ISO 22000, capítulo 7
(INTECO, 2013).
Esta especificación técnica define requisitos detallados que van a ser considerados
específicamente en relación con la norma INTE/ISO 22000, apartado 7.2.3: a) construcción
y distribución de edificaciones, y servicios asociados, b) distribución de instalaciones,
incluido el espacio de trabajo e instalaciones para los empleados, c) suministro de aire, agua,
energía y otros servicios, d) servicios de soporte, incluida la disposición de residuos y aguas
residuales, e) la idoneidad del equipo y su accesibilidad para limpieza, mantenimiento y
mantenimiento preventivo, f) gestión de materiales comprados, g) medidas para prevenir la
contaminación cruzada, h) limpieza y sanitización, i) control de plagas, j) higiene del

8
personal, Además, esta especificación técnica adiciona otros aspectos que se consideran
relevantes para las operaciones de manufactura: 1) reproceso, 2) procedimientos de retiro de
productos, 3) almacenamiento, 4) información sobre el producto y toma de conciencia del
consumidor, 5) defensa alimentaria, biovigilancia y bioterrorismo (INTECO, 2013).
1.6.1 Estructura de un Sistema de Gestión e Inocuidad Alimentaria (SGIA)
basada en la norma ISO 22000:2005 (INTECO, 2005)
El Objetivo de Desarrollar un Sistema de Gestión de Inocuidad para los Gases basado en la
norma ISO 22000:2005 permite disponer de un sistema estandarizado y basado en los
Requerimientos de Normas Internacionales para asegurar la integridad y la seguridad de cada
eslabón dentro del proceso de fabricación del producto.
El sistema de gestión de la inocuidad de los alimentos estructura una serie de requisitos para
la cadena la alimentaria, en los diagramas de bloques siguientes se presenta la estructura de
la Norma, en la Figura 1.1 se presenta el Sistema de Gestión de la Inocuidad de los alimentos.
1.6.1.1 Sistema de Gestión de la Inocuidad de los alimentos
Figura 1.1 Estructura de apartado 4 de ISO 22000

9
En el diagrama de bloques de la Figura 1.2 se presenta el capitulo 5, Responsabilidad de la
Dirección.
1.6.1.2 Responsabilidad de la Dirección
Figura 1.2. Estructura de apartado 5 de ISO 22000.

10
En el diagrama de bloques de la Figura 1.3 se presenta el capítulo 6, Gestión de los recursos,
capítulo importante de la norma donde se incluye la selección y reclutamineto del personal,
ya que se debe garantizar que el personal que realice actividades que afectan la inocuidad del
producto es competente.
1.6.1.3 Gestión de los recursos
Figura 1.3. Estructura de apartado 6 de ISO 22000

11
Para la estructura de la norma de Planificación y Realización de Productos Inocuos se
presenta la Figura 1.4.
1.6.1.4 Planificación y realización de productos inocuos
Figura 1.4. Estructura de apartado 7 de ISO 22000.

12
Para la estructura de la norma de Planificación y Realización de Productos Inocuos se
presenta la Figura 1.5.
1.6.1.5 Validación, verificación y mejora del sistema de gestión de la inocuidad de los
alimentos
Figura 1.5. Estructura de apartado 8 de ISO 22000.
1.7 Sistema HACCP
Uno de los sistemas que se ha convertido en un requisito de la industria de los alimentos a
nivel global es el Sistema de análisis de peligros y Puntos Críticos de Control (HACCP por
sus siglas en inglés). Este sistema permite disminuir y prevenir los peligros posibles de
contaminación del alimento. Montville & Mattews (2009) afirman que “identifica puntos del

13
sistema de procesado que pueden ser vulnerables a contaminación microbiana y a peligros
físicos y químicos”.
El HACCP se comenzó a utilizar en los alimentos producidos para los programas espaciales
de la NASA, ya que necesitaban asegurarse que estuvieran totalmente inocuos para evitar
enfermedades transmitidas por los alimentos (ETA) en el espacio. Más adelante, como en los
años setentas comenzó a introducirse a las empresas de los alimentos, y hoy en día, es
utilizado en empresas de alimentos y en servicios de alimentación (Montville & Mattews,
2009).
El sistema HACCP comprende las siguientes etapas secuenciales, según lo afirma Ducar
(1991):
Identificar los peligros, análisis de peligros según su gravedad y probabilidad.
Determinar los puntos críticos de control (PCCs), en los que pueden ser controlados
los peligros.
Establecer de los límites críticos de control.
Establecer de los procedimientos de vigilancia, comprobar que cada PCC funciona
correctamente.
Establecer las medidas correctivas, que sean necesarias cuando los resultados de la
comprobación determinan que el PCC no se encuentra bajo control.
Establecer los procedimientos de verificación.
Establecer el control documental para procedimientos y registros
1.7.1 Pasos preliminares de un plan HACCP (FAO-OMS)
La aplicación de los principios del sistema de HACCP consta de las siguientes operaciones,
que se identifican en la secuencia lógica para la aplicación del sistema de HACCP:

14
1. Formación de un equipo de HACCP
La empresa alimentaria deberá asegurar que se disponga de conocimientos y competencia
específicos para los productos que permitan formular un plan de HACCP eficaz. Para
lograrlo, lo ideal es crear un equipo multidisciplinario. Cuando no se disponga de servicios
de este tipo in situ, deberá recabarse asesoramiento técnico de otras fuentes e identificarse el
ámbito de aplicación del plan del Sistema de HACCP. Dicho ámbito de aplicación
determinará qué segmento de la cadena alimentaria está involucrado y qué categorías
generales de peligros han de abordarse (por ejemplo, indicará si se abarca toda clase de
peligros o solamente ciertas clases) (FAO-OMS, 1997).
2. Descripción del producto
Deberá formularse una descripción completa del producto que incluya información
pertinente sobre su inocuidad, por ejemplo: composición, estructura física/química (incluido
pH, etc.), tratamientos estáticos para la destrucción de los microbios (tales como los
tratamientos térmicos, de congelación, salmuera, ahumado, etc.), envasado, durabilidad,
condiciones de almacenamiento y sistema de distribución (FAO-OMS, 1997).
3. Determinación del uso al que ha de destinarse
El uso al que ha de destinarse deberá basarse en los usos previstos del producto por parte del
usuario o consumidor final. En determinados casos, como en la alimentación en instituciones,
habrá que tener en cuenta si se trata de grupos vulnerables de la población. (FAO-OMS,
1997)
4. Elaboración de un diagrama de flujo
El diagrama de flujo deberá ser elaborado por el equipo de HACCP y cubrir todas las fases
de la operación. Cuando el sistema de HACCP se aplique a una determinada operación,

15
deberán tenerse en cuenta las fases anteriores y posteriores a dicha operación. (FAO-OMS,
1997)
5. Confirmación in situ del diagrama de flujo
El equipo de HACCP deberá cotejar el diagrama de flujo con la operación de elaboración en
todas sus etapas y momentos, y enmendarlo cuando proceda (FAO-OMS, 1997).
1.8 Normas AIB
AIB International fue fundado en 1919 como un centro de información y tecnología para
panificadores y procesadores de alimentos. La misión original consistía en “poner a la ciencia
al servicio del panificador”. Esta misión actualmente se ha expandido a otras especialidades,
y al mismo tiempo se mantiene como parte de los programas, productos, y servicios.
Misión: consiste en empoderar a la industria alimentaria global a fin de elevar sus
capacidades en seguridad alimentaria y producción de alimentos elaborados con granos.
AIB International agrupa a expertos en el campo de la producción de pan, panificación
experimental, ciencias de los cereales, nutrición, seguridad alimentaria e inocuidad. Al contar
con oficinas y personal alrededor del mundo, están en una posición conveniente para ser
considerados como el mejor socio estratégico en la cadena alimentaria global (AIB, 2018).
Organización: la casa matriz está ubicada en Manhattan, Kansas y con oficinas y empleados
alrededor del mundo. Posicionados internacionalmente a fin de convertirse en un socio
estratégico dentro de la cadena global alimentaria. Ofrecen capacitación y servicios, a fin de
obtener entrenamiento de clase mundial, programar una inspección en la planta, o desarrollar
soluciones para los productos.

16
CAPÍTULO 2. PROCESO DE SEPARACIÓN DE GASES DEL AIRE
Desarrollar un Sistema de Gestión de Inocuidad para la Industrial de Gases con el fin de
prevenir alguna contaminación al gas Nitrógeno en el proceso de separación del aire y en las
etapas posteriores incluyendo la carga de isocontenedores para la distribución del producto;
ya que puede ser un riesgo para la seguridad pública debido a las múltiples aplicaciones y la
creciente demanda del nitrógeno en la industria alimentaria. Para desarrollar el sistema de
inocuidad se debe iniciar con la descripción del proceso de separación de gases del aire.
2.1 Composición del aire
El aire atmosférico es una mezcla de gases, los compuestos químicos mayoritarios en la
mezcla del aire son el Nitrógeno y el Oxígeno, aunque haya compuestos mayoritarios, el aire
contiene trazas de Neón, Helio, Metano, Kriptón, Hidrógeno, Óxido de nitrógeno, Xenón,
Dióxido de azufre, Dióxido de nitrógeno, amonio, Monóxido de carbono, yodo y agua
(Barahona, 2017, p.4).
En una representación gráfica se puede observar los componentes mayoritarios, ver Figura
2.1
Figura 2.1. Composición de la Mezcla del Aire (Cerrada, 2017)
78%
21%
1%
Nitrógeno Oxigeno Argón

17
Practicamente todos los gases que conforman el aire tienen diversas aplicaciones, ya sea
como mezcla de gases o puros, tanto para la industria química como alimenticia.
Debido a las bajas concentraciones de ciertos gases no es tan rentable económicamente su
separación, por lo tanto, se obtienen en mayor volumen el nitrógeno, el oxígeno y el argón,
es una razón del caso en estudio.
2.2 Proceso de Separación del Aire
El aire de alimentación se filtra y después se comprime en un compresor a una presión de
aproximadamente 5 bar. El aire se enfría en un intercambiador de tubos y carcasa para
eliminar el calor generado en la compresión y es nuevamente enfriado hasta
aproximadamente 15 °C con agua enfriada en un refrigerador posterior, el agua es eliminada
del aire en un separador de agua (Barahona, 2017, p.5).
La corriente de aire refrigerado se alimenta a un sistema de purificación previa de doble
cama. El diseño de la cama pre-purificador utiliza como adsorbente, una capa de tamices
moleculares y una capa de alúmina activada.
Como el proceso de corriente de aire se alimenta a una cama, todo el vapor de agua restante,
dióxido de carbono, hidrocarburos pesados y algunos hidrocarburos más ligeros se retiran,
mientras que el segundo lecho se regenera simultáneamente con gas nitrógeno residual
previamente calentado en un calentador de regeneración. Las camas se conmutan a un tiempo
de ciclo predeterminado (Barahona, 2017, p.5).
Descarbonatado y secado, el aire entra en un intercambiador de calor llamado “caja fría”, se
encuentra en contracorriente con productos fríos que salen de la separación de aire de la
columna y de la turbina. Todo el aire que sale del extremo frío del intercambiador primario
entra en la columna inferior como corriente de alimentación principal (Barahona, 2017, p.6)

18
El aire que entra a la columna inferior se separa en nitrógeno puro en la parte superior; y el
oxígeno enriquecido, aire líquido (ketle) en la parte inferior. Una porción del gas de nitrógeno
en la parte superior de la columna inferior se caliente a temperatura ambiente en el
intercambiador primario y es enviado a la succión del compresor de reciclo. El gas de
nitrógeno restante se condensa contra el oxígeno líquido en el condensador principal. Parte
del nitrógeno líquido producido en la parte inferior es subenfriado y transferido a la columna
superior como reflujo y al tanque de almacenamiento (Barahona, 2017, p.6).
El aire líquido enriquecido se retira de la parte inferior de la columna inferior y es subenfriado
en el recalentador de nitrógeno para luego ser alimentado directamente a la columna superior.
En la columna superior tiene lugar la separación final de oxígeno y el nitrógeno. El oxígeno
líquido se produce en el condensador principal, este se bombea hacia el tanque de
almacenamiento de oxígeno después de pasar a través del sobrecalentador de nitrógeno. El
nitrógeno puro y de residuos se toman de la parte superior de la columna superior y después
de haberse calentado en el recalentador e intercambiador primario se desechan a la atmósfera
(Barahona, 2017, p.6).
2.3 Descripción del gas Nitrógeno
El nitrógeno fue descubierto en 1722 por el botánico D. Rutherford, cuyo análisis demostró
que la capacidad de sostener la vida o la combustión con este elemento se pierde. Sin
embargo, fue hasta 1823, que J.A. Chaptal denominó a este elemento incapaz de sostener la
vida con el nombre de Nitrógeno (Barrantes, 2014, p.1).
El nitrógeno es un gas inerte que apenas se disuelve en agua y no es combustible. Por ello es
un gas ideal para inertizaciones en las diferentes industrias. Su bajo punto de ebullición
(-196 ºC) lo convierte en el agente frigorífico idóneo para procesos de congelación y
refrigeración (Messer, 2018).

19
El nitrógeno es un compuesto químico que, en condiciones normales a presión atmosférica y
temperatura ambiente, 1 atm y 20 °C, está en estado gas. Este gas es diatómico, es decir la
molecula de gas que está en el aire está formada por dos átomos de nitrógeno, los cuales están
unidos por un enlace triple muy estable, como se muestra en la Figura 2.2.
.
2.4 Características del Nitrógeno de grado alimentario
El nitrógeno utilizado en la industria de alimentos debe cumplir con ciertas características
con el fin de ser apto para el consumo humano específicamente debe de estar libre de
contaminantes físicos, químicos y biológicos. En cuanto a lo que se refiere a los
contaminantes químicos debe cumplir especificaciones que se muestran en el cuadro 2.1.
Cuadro 2.1. Especificaciones de Nitrógeno grado alimenticio (CGA, 2016)
Características Límite Concentraciones
Nitrógeno (%) 99.0 %
Oxigeno (ppm) 10
Monóxido de Carbono (ppm) 10
Olor Ninguno
2.5 Aplicación de Nitrógeno en la industria Alimentaria
Debido al aumento de plantas exportadoras de alimentos, a la distribución del mercado
mundial y a las exigencias del consumidor, se hace necesario emplear nuevas formas de
𝑵 ≡ 𝑵
Figura 2.2. Estructura de Nitrógeno diatómico (Cerrada, 2017).

20
alargar la vida de los alimentos, así como conservar su imagen y procurar incorporar la
menor cantidad posible de agentes químicos, es entonces cuando nace la idea de emplear
distintos gases o mezclas de ellos para procurar el efecto deseado, utilizando las propiedades
de inercia de los mismos (Barrantes, 2014, p.4).
El nitrógeno (N2) como se sabe es el gas más común en la atmósfera. Es un gas inerte, usado
comúnmente en contacto con productos alimenticios para evitar la oxidación o el crecimiento
de microrganismos.
En estado líquido, es el fluido criogénico más usado para enfriar, congelar o almacenar
productos. Por otro lado, la forma más natural de proteger los alimentos de los efectos no
deseados del oxígeno, ha sido mediante la utilización de gases inertes y en forma particular
el nitrógeno ya que cumple con los requisitos de disponibilidad, manejo y propiedades físicas
y químicas para la preservación de las características organolépticas (Toralva, 2009).
En la Industria de Alimentos el nitrógeno se aplica en la producción de aceites vegetales y
de pescados, grasas animales, carnes, productos lácteos. En granos como el café, maní,
almendras, nueces, pastelerías y alimentos preparados. En jugos y pulpas de frutas y
vegetales, conservación de vinos, entre otros (Toralva, 2009).
Dentro de las principales aplicaciones:
Conservación:
La aplicación del nitrógeno como gas inerte, permite mantener las características
organolépticas de los alimentos por largos períodos. Estas características son alteradas
normalmente por la utilización de los métodos convencionales (Toralva, 2009).

21
Bebidas:
Como agente criogénico es importante para la refrigeración y congelación de aimentos. La
presurización de las bebidas no carbonatadas como jugos, té, agua.
Envasado en atmosfera modificada:
El envasado en atmósfera modificada (EAM o MAP en sus siglas inglesas, modified
atmosphere packaging) implica la eliminación del aire del interior del envase y su sustitución
por un gas o mezcla de gases, generalmente CO2, O2 y N2, en materiales con barrera a la
difusión de los gases. Esta modificación en el ambiente gaseoso disminuye el grado de
respiración, reduce el crecimiento microbiano y retrasa el deterioro enzimático con el
propósito de alargar la vida útil del producto.
Nitrógeno líquido:
Para presurizar envases de PET para bebidas y productos alimentarios (Praxair, 2018).
Congelación y refrigeración criogénica:
El dióxido de carbono y el nitrógeno líquido se pueden almacenar a temperaturas muy bajas
(CO2 a -78 ºC; N2 a -196 ºC). Cuando estos líquidos se evaporan en contacto con materiales
más calientes absorben de ellos una gran cantidad de calor y se convierten en gases muy fríos.
Estos gases pueden utilizarse a su vez para eliminar calor de otros materiales, antes de
descargarlos a la atmósfera con total seguridad (Linde Group, 2019).

22
CAPÍTULO 3.
DIAGNOSTICO INICIAL DE CONDICIONES ACTUALES DE PLANTA
SEPARACIÓN DE AIRE
Para iniciar con la implementación y desarrollo de un Sistema de Gestión e inocuidad
Alimentaria (SGIA) para una Planta de Separación de Aire, se realizó un diagnóstico
exhaustivo de las condiciones iniciales en las cuales opera la planta en términos de inocuidad
y seguridad alimentaria, para ello se realizó una Auditoría-Diagnóstico utilizando la
metodología planteada en las Normas Consolidadas de AIB Internacional.
3.1 Herramienta de Diagnóstico para la evaluación de los programas prerrequisitos en la
Planta de Separación de Aire para el producto Nitrógeno.
Para el diagnóstico se utilizó el método planteado en las Normas AIB Internacional con
ciertas modificaciones según los requisitos de la Especificación Técnica INTE/ISO/TS 22002-
1:2013, esta especificación define los requisitos para establecer, implementar y mantener
programas de prerrequisitos (PPR), con el fin de controlar los peligros para la inocuidad de
los alimentos.
Para determinar en que estado se encuentra la Planta de Separación de Gases del aire, se lleva
a cabo la Auditoría inicial para determinar las necesidades y requerimientos para definir el
Sistema de Gestión de la Inocuidad basado en los requerimientos de la especificación técnica
INTE/ISO/TS 22002-1:2013.
3.1.1 Objetivos de la Auditoría
Inspeccionar física, minuciosa e imparcial las operaciones a nivel de la Planta para
determinar la efectividad de los programas y revelar las prácticas o problemas reales.

23
Determinar la severidad de las observaciones más significativas para la seguridad del
Nitrógeno.
Centralizar las causas posibles y no solamente los síntomas.
Revisar los programas escritos para determinar las áreas de oportunidad.
Prevenir el retiro del producto del mercado.
Cumplir con las regulaciones gubernamentales en cuanto a la seguridad del alimento.
Mantener un ambiente higiénico para el manejo de alimentos inocuos.
3.1.2 Definición de las categorías a evaluar
Se utiliza la metodología planteada en la Norma Consolidada de AIB, por lo tanto se definen
cinco categorías que agrupan los requerimientos para las instalaciones de manufactura de
alimentos y de cumplimiento para la Planta de Separación de gases del aire con el fin de
mantener gases inocuos; las categorías son: Métodos Operativos y Prácticas del Personal,
Mantenimiento para la seguridad del producto, Prácticas de Limpieza, Manejo Integrado de
Plagas, Adecuación de los programas de prerrequisitos y de seguridad del producto.
3.1.2.1 Métodos Operativos y prácticas del personal
Esta categoría tiene alcance desde recepción, almacenamiento, monitoreo, manejo y
procesamiento de materias primas para elaborar y distribuir Nitrógeno inocuo, ya que el
enfoque de la categoría es asegurar que en las instalaciones tanto el personal como los
procesos y condiciones no generan problemas de inocuidad en el producto. Los métodos
operativos y procedimientos previenen que la Planta no sufra de contaminación cruzada.
3.1.2.2 Mantenimiento para la seguridad del producto
En la categoría de mantenimiento para la seguridad del Nitrógeno se incluye el diseño,

24
mantenimiento y manejo de equipos, edificios y terrenos, para brindar un ambiente de
producción higiénico, eficiente y confiable ya que son críticos para suministrar y conservar
un ambiente seguro para el gas, además optimizar el diseño y cuidado de la instalación y de
los equipos con el fin de que sean factibles de manejar y no causen problemas de inocuidad.
3.1.2.3 Prácticas de Limpieza
En esta categoría la limpieza y sanitización de equipos, utensilios y edificios son requisito
para mantener un ambiente de procesamiento sano y seguro para el Nitrógeno. Los métodos
de limpieza y sanitización, los tipos de productos químicos utilizados, la frecuencia de las
actividades de limpieza, todo ello tiene que realizarse en forma idónea para proteger al gas y
prevenir contaminación cruzada.
3.1.2.4 Manejo Integrado de Plagas
En la categoría número cuatro se incluye la evaluación, monitoreo y manejo de la actividad
de las plagas para identificar, prevenir y eliminar las condiciones que puedan estimular una
población de plagas, para evitar que las plagas tengan la oportunidad de desarrollarse en la
Planta de producción del Nitrógeno.
3.1.2.5 Adecuación de los programas de prerrequisitos y de seguridad del
producto
Finalmente, la categoría número cinco está relacionada con la gestión y trabajo en equipo,
por lo tanto, tiene como alcance la coordinación de sistemas de apoyo gerencial, equipos
multifuncionales (equipo de inocuidad), documentación, educación, capacitación y
monitoreo, para garantizar que todos los departamentos de la Planta trabajen juntos en forma
eficaz para ofrecer el Gas inocuo. Las normas de adecuación garantizan que los programas

25
de prerrequisitos estén diseñados e implementados minuciosamente para que tengan
coherencia a través de todo el ámbito de la Planta.
3.2 Metodología de evaluación
En está Práctica Dirigida se realizó un diagnóstico inicial para determinar las condiciones en
las cuales opera la planta en términos de inocuidad y seguridad alimentaria, para ello se lleva
a cabo una auditoría.
Lo primero que se realizó fueron observaciones de las operaciones a nivel de Planta para
determinar la efectividad de los programas y determinar las áreas de oportunidad. La
evaluación de riesgos basada en las observaciones para las cinco categorías definidas como
se muestra en el cuadro 3.1, donde se desglosa el puntaje de según el riesgo.
Cuadro 3.1. Evaluación de Riesgos (Normas Consolidadas de AIB International para
Inspección AIB, 2011).
Evaluación de Riesgos
Descripción
Rango de
Puntaje de la
Categoría
Ningún problema
observado (N)
Ningún riesgo identificado
200
Problemas menores
observados (PM)
Sin potencial de Contaminación
180-195
Mejora necesaria
(MN)
Un peligro potencial, una omisión
parcial en el programa o un hallazgo
sobre la seguridad de los alimentos
que no es coherente con las normas,
podría llevar al fracaso del programa.
160-175

26
Cuadro 3.1 Continuación. Evaluación de Riesgos
Evaluación de Riesgos
Descripción
Rango de
Puntaje de la
Categoría
Serio
(S)
Un riesgo significativo para la
seguridad de los alimentos o riesgo de
una falla en el programa
140-155
Insatisfactorio
(I)
Un peligro inminente para la seguridad
de los alimentos, falla del programa o
desviación de las Buenas Prácticas de
Manufactura (BPMs)
≤ 135
Se determinó el puntaje total de las categorías según el número de observaciones realizadas
y evaluación de riesgo en cada categoría como se describe en el cuadro 3.2.
Cuadro 3.2. Múltiples observaciones, decremento en cinco en el puntaje inicial de cada
categoría (AIB, 2011).
1Se reduce puntos adicionales por cada observación adicional
Se tabularon los resultados obtenidos en la Planta de Separación de Aire para las distintas
categorías, con el fin de asignar una puntuación total que permitió clasificar el estado inicial
de la Planta.
Se realiza la matriz para incluir los datos de la inspección y cantidad de observaciones, como
se muestra en el cuadro 3.4.
Número de
Observaciones
Problemas
menores
observados
(PM)
Mejora
necesaria
(MN)
Serio
(S)
Insatisfactorio
(I)
1 195 175 155 135
2 190 170 150 130
3 185 165 145 125
4 180 160 140 120
5+ 180 160 140 1151

27
El reconocimiento otorgado a la Planta está acorde a la puntuación total obtenida como se
muestra en el cuadro 3.3.
Cuadro 3.3. Puntuación total, reconocimiento y otorgamiento.
Puntuación Reconocimiento Otorgamiento
900-1000 Superior Otorgamiento del certificado
800-895 Excelente Otorgamiento del certificado
700-795 Aprobado Es necesaria una segunda auditoria
<700 Insatisfactorio No hay otorgamiento de certificado
3.3 Muestra de Cálculo
Con la finalidad de mostrar los resultados de la Auditoría en la Planta de Separación de Aire
se tabularon los resultados obtenidos para las distintas categorías.
Se desarrolló la lista de verificación de los requisitos a evaluar en la Planta de
Separación de Aire, descrita en el cuadro 4.1, Plan de Implementación de SGIA.
Se tabularon los datos obtenidos para contabilizar la evaluación de riesgos en las
categorías según el cuadro 3.1.
Se analizaron los datos de la inspección para marcar las casillas que requieren
acciones.
Se colocó el puntaje de cada categoría para obtener el estado final.
En la muestra de cálculo se presentan los resultados obtenidos según la metodología y
herramienta de evaluación utilizada en la Planta de Separación de Aire, el desglose de los
datos se presenta en el cuadro 3.4.

28
Los riesgos que influyen en el puntaje final son los riesgos con observaciones de: Mejoras
necesarias, serias e insatisfactorio, el puntaje es relacionado con la cantidad de
observaciones según el cuadro 3.2 de múltiples observaciones.
Cuadro 3.4. Resultado final de la Auditoría en la Planta de Separación de Aire
Puntaje/Categoría
200
180-195
160-175
140-155
≤ 135
Puntaje
Final
Categoría N PM MN S I
Método
Operativo y
Práctica del
Personal
35 16 2 1 0
155
Mantenimiento
para la seguridad
de los alimentos
47 10 1 10 0
140
Prácticas de
limpieza 6 4 1 0 0
160
Manejo
Integrado de
Plagas
16 3 0 0 0
0
Adecuación de los
programas 19 1 1 2 0
150
Total 605
Estado I

29
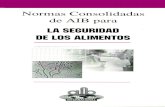
Se realizó el desglose de cada una de las categorías según el puntaje obtenido y la
clasificación de problemas menores, mejoras necesarias, serias e insatisfactorias, esto se
muestra en la Figura 3.1 como el resultado es menor a 700 puntos se obtiene un estado de
Insatisfactorio.
Figura 3.1 Resultados por Categoría
3.4 Conclusiones del Diagnóstico en Planta Separación de aire.
Con base a los resultados obtenidos y detallados en el cuadro 3.4 y la figura 3.1, se
documentan las acciones correctivas para los requisitos que se incumplen según la
especificación.
El resultado final de la Auditoría en la Planta de Separación de Aire es insatisfactorio, se
obtuvo 7 % de observaciones serias, 3 % de mejoras necesarias, 19 % de problemas menores
las cuales se deben de atender con prioridad.
0
2
4
6
8
10
12
14
16
18
Método
Operativo y
Práctica del
Personal
Mantenimiento
para la
seguridad de los
alimentos
Prácticas de
limpieza
Manejo
Integrado de
Plagas
Adecuación de
los programas
Ca
nti
da
d d
e O
bse
rv
aci
on
es
Categorías
PM
MN
S
I

30
Una observación seria en esta evaluación, es la falta de análisis de vulnerabilidad del proceso
en la Planta de Separación de Aire, el cual debe ser llevado a cabo por expertos en la materia
de vulnerabilidad, este requisito es fundamental para la seguridad alimentaria, por lo tanto,
se recomienda realizar el análisis de vulnerabilidad.
Finalizada la auditoría la siguiente etapa es desarrollar e implementar los documentos
necesarios para el sistema de inocuidad de una Planta de Separación de Aire.
En los apartados siguientes se detalla cada uno de los documentos requeridos la
implementación del SGIA.

31
CAPITULO 4.
GUÍA DE IMPLEMENTACIÓN DEL SISTEMA DE GESTIÓN DE INOCUIDAD
DE LOS ALIMENTOS
Con el diagnóstico realizado en el capítulo 3 y recopilada la información de las condiciones
actuales de la Planta se realiza un plan que describe las etapas para el desarrollo del Sistema
de Inocuidad para la Planta de Separación de Aire, según los requisitos de la norma INTE-
ISO 22000:2005.
Se contemplan requisitos de la norma como, requerimientos documentales (procedimientos,
formatos, políticas, protocolos), actividades requeridas por capítulos de la norma, tiempo
establecido para el Plan de Sistema y los responsables por área según el capítulo de la norma.
Una vez realizado el análisis y valorado la idoneidad de implantar este sistema de gestión de
inocuidad, se determinó el alcance que va a tener, analizando todos los procesos que se llevan
a cabo y los recursos disponibles.
Seguido del análisis inicial, se diseña y planifican las estrategias que se van a llevar a cabo.
Esta etapa tiene como objetivo analizar los posibles peligros y determinar aquellos que se
necesitan controlar y las medidas de control más apropiadas para este fin.
Esta estrategia se desarrolla contemplando al equipo de inocuidad para el seguimiento
oportuno de las etapas. El plan describe el tiempo para cada actividad, áreas o responsables
de cada requirimiento de la norma.
En la tercera columna del cuadro 4.1 (área o responsables) se detalla cual va a ser el proceso
o personal que debe asegurar que el requisito requerido sea implementado y continuo en el
Sistema de gestión de la inocuidad de los alimentos para la Planta Separación de aire, ya que
estos requisitos son obligatorios de la norma, como se muestran en el cuadro 4.1

32
Cuadro 4.1. Plan de Implementación de SGIA
N°
Requisito Requisito
Área
Responsable Fecha
inicio
Fecha
final
1 Procedimiento documentado para control de documentos Calidad
05/06/2018 07/06/2018
2 Procedimiento documentado para control de los registros Calidad
07/06/2018 09/06/2018
3
Establecer cuáles son las evidencias que se requieren para demostrar
el compromiso con el Sistema de Gestión de Inocuidad de los
alimentos
Calidad
09/06/2018 11/06/2018
4 Comunicar, implementar y mantener a todos los niveles de la
organización la Política de Inocuidad
Calidad
11/06/2018 13/06/2018
5 Planificación del sistema de gestión de la inocuidad de los alimentos Calidad
13/06/2018 15/06/2018
6 Evidencia de cómo se mantiene la integridad del sistema de gestión
de la inocuidad cuando hayan cambios en el sistema
Calidad
15/06/2018 16/06/2018
7 Responsabilidades y autoridades están definidas y comunicadas
dentro de la organización
Recursos
Humanos 16/06/2018 19/06/2018
8 Designación de un líder del equipo de la inocuidad de los alimentos Calidad
19/06/2018 22/06/2018
9
Establecer, implementar y mantener las disposiciones para la
comunicación con proveedores, contratistas, clientes, autoridades
legales y reglamentarias,
Calidad
22/06/2018 25/06/2018
10 Definir el personal con responsabilidad y autoridad para comunicar
externamente cualquier información concerniente a la inocuidad
Calidad 25/06/2018 28/06/2018
11
Establecer, implementar y mantener las disposiciones para la
comunicación con el personal sobre las cuestiones que afectan la
inocuidad de los alimentos
Calidad
28/06/2018 30/06/2018
12 Procedimiento para gestionar potenciales situaciones de emergencia y
accidentes que pueden afectar la inocuidad de los alimentos
Calidad 30/06/2018 02/07/2018
13 Definición de los intervalos para la revisión por la dirección
Calidad 02/07/2018 02/07/2018

33
Cuadro 4.1 Continuación. Plan de Implementación de SGIA
N°
Requisito Requisito Área
Responsable
Fecha
inicio
Fecha
final
14 Definir los documentos para la revisión por la dirección
Calidad 02/07/2018 02/07/2018
15
Equipo de inocuidad y demás personal competente que realice
actividades que afecten a la inocuidad de los alimentos debe der
competente, debe tener educación, formación, habilidades y
experiencia.
Calidad
02/07/2018 02/07/2018
16 Definir los controles en caso de contratar externos para el
desarrollo, implementación, operación o evaluación del SGI
Calidad 02/07/2018 04/07/2018
17 Identificar la competencia para el personal cuyas actividades
afectan la inocuidad de los alimentos
Calidad/Recursos
Humanos 04/07/2018 06/07/2018
18 Proporcionar formación para asegurar la competencia del
personal
Calidad/Recursos
Humanos 06/07/2018 07/07/2018
19 Evaluar la implementación y eficacia de la competencia y
formación del personal
Calidad/Recursos
Humanos 07/07/2018 08/07/2018
20
Asegurar que el personal es consciente de la pertinencia e
importancia de sus actividades individuales para contribuir a la
inocuidad de los alimentos
Producción/Calidad
08/07/2018 09/07/2018
21 Mantener los registros de la formación
Recursos Humanos 09/07/2018 09/07/2018
22 Los recursos para establecer y mantener la infraestructura
necesaria
Gerencia General 09/07/2018 10/07/2018
23
Establecer, implementar y mantener uno o más PPR para
controlar la probabilidad de introducir peligros para la
inocuidad de los alimentos
Producción/Calidad
10/07/2018 20/07/2018
24 PPR deben ser aprobados por el equipo de la inocuidad de los
alimentos
Producción/Calidad 10/07/2018 28/08/2018
25 Construcción y la distribución de los edificios y las
instalaciones relacionadas
Producción 10/07/2018 28/08/2018

34
Cuadro 4.1 Continuación. Plan de Implementación de SGIA
N°
Requisito Requisito
Área
Responsable
Fecha
inicio
Fecha
final
26 Distribución de los locales, incluyendo el espacio de trabajo e
instalaciones para los empleados
Producción
10/07/2018 28/08/2018
27 Suministros de aire, agua y energía Producción
10/07/2018 28/08/2018
28 Manejo de residuos
Producción, Salud
Ocupacional 10/07/2018 28/08/2018
29 Idoneidad de los equipos, accesibilidad para la limpieza, el
mantenimiento y el mantenimiento preventivo
Mantenimiento 10/07/2018 28/08/2018
30 Gestión de los materiales comprados Compras
10/07/2018 28/08/2018
31 Medidas para prevenir la contaminación cruzada Calidad
10/07/2018 28/08/2018
32 Limpieza y desinfección Calidad
10/07/2018 28/08/2018
33 Control de plagas Salud Ocupacional
10/07/2018 28/08/2018
34 Higiene del personal Calidad
10/07/2018 28/08/2018
35 Verificaciones de los PPRs debe ser planificadas Calidad
10/07/2018 28/08/2018
36 Designar el equipo de la inocuidad de los alimentos Recursos Humanos
01/06/2018 07/06/2018
37 Demostrar que el equipo de la inocuidad de los alimentos tiene
los conocimientos y experiencia requerida
Recursos Humanos 28/08/2018 31/08/2018
38 Describir todas las materias primas, los ingredientes y los
materiales en contacto con el producto
Producción 31/08/2018 03/09/2018
39
Identificar los requisitos legales y reglamentarios de inocuidad
de los alimentos con relación a las características de los
productos
Calidad
03/09/2018 06/09/2018
40 Describir las características de los productos finales Producción
06/09/2018 09/09/2018
41 Identificar los requisitos legales y reglamentarios de inocuidad Calidad
09/09/2018 12/09/2018

35
Cuadro 4.1 Continuación. Plan de Implementación de SGIA
N°
Requisito
Requisito
Área
Responsable
Fecha
inicio
Fecha
final
42 Describir en documentos el uso previsto, manipulación
esperada, inapropiada y no intencionada
Calidad
12/09/2018 13/09/2018
43 Realizar los diagramas de flujo para los productos Calidad
13/09/2018 13/09/2018
44 Verificación in situ de los diagramas de flujo por parte del
equipo de inocuidad
Calidad
01/06/2018 07/06/2018
45 Realizar la descripción de las etapas del proceso y de las
medidas de control
Producción
13/09/2018 23/09/2018
46 Descripción de los requisitos externos que pueden afectar la
rigurosidad de las medidas de control
Producción/Calidad
23/09/2018 26/09/2018
47
Realizar el análisis de peligros para determinar cuáles son los
peligros que deben ser controlados, el nivel de control para
asegurar la inocuidad de los alimentos
Producción/Calidad
23/09/2018 26/09/2018
48 Identificación de peligros y determinación de los niveles
aceptables
Producción/Calidad
23/09/2018 26/09/2018
49
Evaluar los peligros relacionados con la inocuidad de los
alimentos de acuerdo con la severidad de los efectos adversos
para la salud y la probabilidad de ocurrencia
Producción/Calidad
23/09/2018 26/09/2018
50 Seleccionar y evaluar las medidas de control, para prevenir,
eliminar o reducir los peligros
Producción/Calidad
23/09/2018 28/09/2018
51 Describir en los documentos la metodología y parámetros para
la clasificación de plan HACCP o PPR Operativo
Calidad
23/09/2018 26/09/2018
52 Documentar los programas de prerrequisitos operativos Calidad
23/09/2018 28/09/2018
53 El plan HACCP, debe estar documentado Calidad
23/09/2018 28/09/2018
54 Identificación de los PCC y las medidas de control Calidad
23/09/2018 28/09/2018
55 Determinar los límites críticos para el seguimiento establecido
en cada PCC
Calidad 23/09/2018 28/09/2018

36
Cuadro 4.1 Continuación. Plan de Implementación de SGIA
N°
Requisito
Requisito
Área
Responsable
Fecha
inicio
Fecha
final
56 Determinar el sistema de seguimiento para cada PCC Calidad
23/09/2018 28/09/2018
57 Determinar las acciones correctivas para cuando se superan los
límites críticos
Calidad
23/09/2018 28/09/2018
58 Definir el propósito de las actividades de verificación
Calidad
23/09/2018 28/09/2018
59
Establecer un sistema de trazabilidad para la identificación de
lotes de productos, con lotes de materias primas, registros de
procesamiento y entrega
Producción/Calidad
28/09/2018 03/10/2018
60
Documentar un procedimiento para determinar correcciones
cuando se superan los límites críticos para los PCC y PPR
operativos
Calidad
03/10/2018 08/10/2018
61
Documentar el manejo de los productos no conformes tomando
acciones para prevenir el ingreso del producto no conforme en
la cadena alimentaria antes de su análisis
Calidad
03/10/2018 08/10/2018
62 Documentar la evaluación para la liberación cuando algún
producto éste afectado por no conformidad
Calidad
03/10/2018 08/10/2018
63 Documentar la disposición de productos no conformes Calidad
03/10/2018 08/10/2018
64 Documentar un procedimiento para el retiro de producto e
incluir la práctica para la retirada de productos
Calidad/Gerencia
General 03/10/2018 08/10/2018
65 Validación de las combinaciones de medidas de control
Calidad 03/10/2018 08/10/2018
66 Determinar cómo los métodos y equipos de seguimiento y
medición son adecuados
Calidad 03/10/2018 08/10/2018
67 Documentar un procedimiento para llevar a cabo la Auditoría
Interna
Calidad 03/10/2018 08/10/2018

37
Cuadro 4.1 Continuación. Plan de Implementación de SGIA
N°
Requisito
Requisito
Área
Responsable
Fecha
inicio
Fecha
final
68 Evaluar los resultados individuales de verificación por parte del
equipo de inocuidad
Calidad 03/10/2018 08/10/2018
69 Analizar los resultados de las actividades de verificación por
parte del equipo de inocuidad
Calidad 03/10/2018 08/10/2018
70 Mejora
Calidad 03/10/2018 08/10/2018

38
CAPÍTULO 5.
DESARROLLO DE LA DOCUMENTACIÓN DE LOS PROGRAMAS DE
PRERREQUISITO DEL SISTEMA HACCP
Para las industrias de grado alimenticio es importante desarrollar e implementar los
programas de apoyo o prerrequisito ya que involucra todas las condiciones básicas de una
empresa relacionadas con la producción y manipulación del alimento y que garantizan el
cumplimiento de las normas legales de inocuidad de los alimentos.
5.1 Formato para la redacción de los programas de prerrequisito
Para el Sistema de Inocuidad de la Planta de Separación de Aire se establece un
procedimiento documentado para el control de documentos y registros del Sistema, esto con
el fin de estandarizar los documentos y asegurar la adecuación antes de su emisión. Según el
procedimiento de "Control de Documentos y Registros” del apéndice 1, los documentos
deben contar con: encabezado, objetivo, alcance, definiciones, responsabilidades, contenido,
registros, referencia y anexos.
5.2 Redacción de los programas de prerrequisitos
5.2.1 Construcción y Distribución de las edificaciones
Objetivo: Asegurar que los niveles de los peligros asociados a las instalaciones para la
producción, inspección, almacenamiento y, el ambiente donde se elabora el producto, no
representen riesgo para la inocuidad del mismo.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este Programa.

39
Es responsabilidad de la Gerencia de Operaciones aprobarlo y de la Gerencia de
Calidad e Inocuidad revisarlo y es responsabilidad del Encargado del Sistema de
Gestión liberar y difundirlo.
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales:
En las Operaciones de la Planta de Separación de Aire se diseñan y construyen los
edificios de acuerdo al manejo de los gases, por lo tanto, son Plantas abiertas.
La Instalación se define un área específica para que el personal pueda ingerir
alimentos, un área de comedor con cámaras de refrigeración para el resguardo de los
alimentos, solamente en el comedor se puede comer alimentos.
Se dispone del espacio suficiente y separación entre los equipos para cumplir
satisfactoriamente con todas las operaciones de producción, flujo de procesos y
realización de las tareas de limpieza.
Se realiza una identificación de potenciales peligros y riesgos existentes en las áreas
circundantes a la instalación registrando el resultado en la Revisión de prerrequisitos
de la Instalación.
Se confecciona un plano de ubicación de la instalación, en donde se indican las
áreas/instalaciones aledañas.

40
Se diseña un plano General de la Instalación, en donde se indican las áreas de
producción, análisis/ensayos, equipos, almacenamiento de producto y los accesos a
la instalación.
El acceso a las plantas es controlado, y se cuenta con un procedimiento para el control
del acceso a la instalación y una Declaración Jurada para el control de ingreso a
personas y así como también para controlar el ingreso de sustancias químicas o
alérgenos.
Los visitantes deben estar identificados como visitantes y acompañados en todo
momento por personal quien recibe la visita, de acuerdo al procedimiento de control
de visitantes de la localidad.
Dentro de las instalaciones de producción de nitrógeno grado alimenticio, deben
evitarse las siguientes condiciones:
Equipo mal almacenado.
Basura, desperdicios y chatarra fuera de los lugares asignados.
Formación de maleza o hierba silvestre
Drenaje insuficiente o inadecuado.
Iluminación inadecuada.
Lodos.
Caminos, patios y áreas de estacionamiento con baches o grietas
profundas.
Caminos, patios y áreas de estacionamiento con evidente falta de
mantenimiento.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.

41
5.2.2 Distribución de las instalaciones y áreas de trabajo
Objetivo: Mantener el control en la distribución de las instalaciones y lugares de trabajo para
la producción, envasado, análisis/ensayo y almacenamiento de nitrógeno, a fin de prevenir la
contaminación de estas áreas y disminuir la probabilidad de introducir peligros relacionados
con la inocuidad.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia de Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
La distribución de la instalación se realiza con espacio suficiente para cumplir con las
buenas prácticas de higiene y manufactura.

42
Se diseñan los patrones de movimiento de materiales, productos, personas y
distribución de los equipos.
Los pisos de las instalaciones son de concreto, para su fácil limpieza. Los mismos son
impermeables, lavables y antideslizantes y no tienen efectos tóxicos sobre el producto
final. Además, los pisos no tienen grietas ni irregularidades en su superficie o uniones.
Los pisos ubicados alrededor de los equipos de producción tienen desagües, cubiertos
por una parrilla, para una evacuación rápida del agua y se evite la formación de
charcos.
Los techos están construidos con metal para favorecer la reducción al mínimo de la
acumulación de suciedad, la condensación y la formación de mohos y costras.
La instalación está abierta al ambiente, por lo que cuenta con iluminación natural. Las
instalaciones eléctricas están entubadas y no se permiten cables colgantes en ningún
lugar de la instalación. Se cuenta con luminarias para el turno nocturno. Son plantas
abiertas al ambiente para proveer una ventilación adecuada, que evite el calor
excesivo y permita la circulación continua de aire fresco.
Los equipos se ubican dentro de la planta con separación suficiente para llevar a cabo
el programa de limpieza y el seguimiento determinado en el plan de mantenimiento
preventivo.
Para el manejo de las instalaciones temporales se define que se debe realizar
Gestiones de Cambio según el formato del apéndice 2 de este documento, para
determinar el riesgo y las medidas de control para evitar la contaminación potencial
del producto.
Se define un área específica para el almacenamiento de empaques, esta área está
custodiada por el responsable de empaque, se establece un programa de limpieza para
proteger el empaque (sello) contra el polvo.
Las bodegas cuentan con un programa de limpieza con frecuencia y metodología para
asegurar áreas secas y limpias.
Las bodegas de almacenamiento de materiales cuentan con espacios definidos para el
producto en proceso, producto no conforme y producto terminado. Las bodegas están

43
equipadas con estantes metálicos separadas a una distancia mínima de 15 cm sobre el
piso, 50 cm de la pared y mínimo 1.5 cm del techo.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.3 Servicios: aire, agua y energía
Objetivo: Establecer los controles para los servicios de agua, aire y energía que garanticen
la eficiencia y operatividad en los procesos y se disminuya la probabilidad de introducir
peligros, preservando la inocuidad en el nitrógeno.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia de Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales

44
Elementos de verificación, documentación
Requerimientos generales
El agua para uso de las instalaciones sanitarias y procesos de producción es agua
potable proveniente del AYA, por lo que el agua debe cumplir con lo establecido en
el Reglamento Nacional para la Calidad del Agua Potable, Decreto 32327-S.
Se cuenta con un sistema de abastecimiento de agua no potable para el sistema contra
incendio. Este sistema, cuenta con un sistema de suministro separado que está
señalizado y que no esta conectado al sistema de agua potable.
La luminación debe ser suficiente para la producción de gases, por lo que se establece
un programa de medición de la intensidad de la luz.
Cada lámpara dentro del proceso productivo está protegida por tratarse de material
quebradizo, ver formato del apéndice.
La calidad del aire es controlada considerando: la utilización de filtros en el proceso
los cuales están especificados en el diseño de la Planta, así como en el análisis de
peligros y puntos críticos de control.
Con respecto a otros controles como: temperatura, humedad, sistemas de ventilación,
no se consideran críticos por las características en el proceso, las instalaciones están
ubicadas en zonas abiertas y con ventilación natural.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.

45
5.2.4 Disposición de residuos
Objetivo: Establecer, implementar y mantener los controles para asegurar que los materiales
de desecho son identificados, recopilados, retirados y dispuestos de manera que se previene
la contaminación del producto y se disminuye la probabilidad de introducir peligros
relacionados con la inocuidad y seguridad del mismo.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia de Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
El programa para la disposición de residuos incluye la identificación de los
recipientes, se recolectan semanalmente por un proveedor autorizado, el mismo

46
dispone los residuos de acuerdo a lo establecido por la regulación nacional, los
desechos reciclables son entregados a una empresa recicladora para su manejo.
Para la identificación de los recipientes para las sustancias no comestibles o
peligrosas, se define un código de colores (ver apéndice) para los recipientes, las
sustancias no comestibles se colocan en un recipiente color blanco, de pedal y con
una bolsa negra por dentro y con tapa, para las sustancias peligrosas se introducen en
una recipiente color rojo, los mismos se localizan en el área designada para su uso de
acuerdo al Plano de ubicación y flujo de residuos peligrosos y sustancias peligrosas,
bajo llave y en custodia del personal de mantenimiento, con el fin de impedir la
contaminación accidental o el mal uso de los mismos. Ambos recipientes son de
material impermeable y fácil limpieza, se incluyen en el programa de limpieza de las
Instalaciones (ver apéndice).
Para el manejo de residuos se considera la segregación y el almacenamiento realizado
en contenedores adecuados al tipo de residuo. El almacenamiento se lleva a cabo en
el área indicada en el plano de ubicación y flujo de residuos peligrosos y sustancias
peligrosas. Es responsabilidad del personal de producción mantener los almacenes
limpios. Los depósitos temporales y contenedores generales están identificados con
tapa y fuera del área de producción.
Todos los residuos ordinarios, especiales y peligrosos son manejados con un Gestor
Autorizado por el Ministerio de Salud.
La disposición final de los residuos peligrosos y no peligrosos se realiza evitando el
riesgo de contaminación, se cuenta con una bitácora de disposición de residuos
peligrosos y no peligrosos, proveedores autorizados por el Ministerio de Salud,
listado de los residuos peligrosos y un manifiesto de disposición de residuos
peligrosos.
Para los materiales utilizados en la Operación que contienen en forma impresa la
marca se destruyen para impedir que la marca sea reutilizada. La destrucción es
realizada por el personal de producción y se conserva el registro “Control de Etiquetas
y sellos” (ver apéndice).

47
El sistema sanitario y pluvial de evacuación se encuentran libres de reflujos, fugas,
residuos, desechos y fauna nociva se ubica el plano de Ubicación de Drenaje Sanitario
y Pluvial. El sistema de desagüe tiene la capacidad suficiente para eliminar el flujo
esperado de descargas de acuerdo a las operaciones realizadas en la Organización y
está construido de manera que no hay forma de contaminación de la red de agua
potable ni de alguna línea de proceso.
Para evitar plagas provenientes del drenaje, éste se encuentra provisto de trampas
contra olores y coladeras o canaletas con rejillas, las cuales se mantienen libres de
basura, sin estancamiento y en buen estado. Se realiza el servicio de limpieza de
drenaje, caños y se encuentra indicada su frecuencia, así como el responsable de llevar
a cabo la actividad en el programa de Mantenimiento de Instalaciones.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.5 Idoneidad, limpieza y mantenimiento de los equipos
Objetivo: Mantener el control sobre equipos, limpieza y mantenimiento, a fin de prevenir la
contaminación del producto y disminuir la probabilidad de introducir peligros relacionados
con la calidad, inocuidad y seguridad del producto.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.

48
Es responsabilidad de la Gerencia de Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
Los equipos se instalan de manera que el espacio entre la pared, techo, piso y otros
equipos permitan el mantenimiento, construidas con superficies lisas, fáciles de
limpiar y con materiales compatibles con los productos que se producen y los agentes
de limpieza o lavado.
Las líneas donde fluye el producto se construyen con materiales compatibles con el
producto y son herméticas, las manos del operador no tienen contacto con el producto.
Los materiales que están en contacto con el producto son fáciles de limpiar, libres de
corrosión, no son tóxicos, son de superficies lisas y no reaccionan con el producto.
Los equipos de medición, control de presión y temperatura se mantiene en
condiciones de operación de acuerdo a los procedimientos de calibración y
mantenimiento (ver apéndice).

49
Se define un programa de mantenimiento preventivo para los equipos de la Planta, es
administrado por el personal de mantenimiento según el tipo del proceso,
mantenimiento y disponibilidad de planta.
El mantenimiento correctivo se realiza con base a las fallas que se presenten en los
equipos y a las condiciones de operación en los procesos, para ello se documentan
ordenes de mantenimiento correctivo para su debida atención.
El mantenimiento se realiza alejado del área de producción. Las reparaciones
temporales son permitidas siempre y cuando se evalué por el Equipo de Inocuidad y
se identifique los peligros potenciales.
Los lubricantes y fluidos para enfriamiento y transferencia de calor son incluidos en
el análisis de control de peligros y puntos críticos, para evaluar el uso del producto
en grado alimenticio y medidas de control especificas con que se cuentan o deben
implementar para evitar riesgos de calidad e inocuidad.
Posteriormente de un mantenimiento se debe realizar una liberación de los equipos
antes de su uso, se completa un formato “Liberación de equipos Post Mantenimiento”,
(ver apéndice).
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
atraves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.6 Gestión de materiales comprados
Objetivo: Asegurar que las materias primas, coadyuvantes, envases y los materiales en
contacto con el Nitrógeno, cumplan con las especificaciones requeridas, con la finalidad de
evitar introducir peligros potenciales a los procesos internos de manufactura.

50
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia de Compras aprobar este programa y de la Gerencia
de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación
Alcance: Es aplicable a las actividades de compras, evaluación de proveedores, recepción e
inspección de materias primas, coadyuvantes, envases y los materiales en contacto con el
producto en la Planta de Separación del aire.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
Se evalua la capacidad de los proveedores para satisfacer los requerimientos
especificados de acuerdo a lo indicado en el procedimiento Selección, evaluación y
re-evaluación de proveedores (Ver apéndice). Se verifica la conformidad de los
materiales recibidos contra los requerimientos de compra especificados en el
procedimiento Verificación de materiales, (Ver apéndice).
Para la selección y gestión de proveedores, en el procedimiento se indica los criterios
para la selección tales como: proveedores corporativos son aquellos que han sido
evaluados por tercera parte, contar con sistemas de certificación GFSI, inspección
satisfactoria en campo y contar con referencias comerciales, evaluación de muestras

51
comerciales, proveedor especializado, tiempos de entrega, condiciones de
negociación y precios.
Para la evaluación del desempeño del proveedor se realiza una matriz
Categorización de Proveedores, la categorización depende de la frecuencia de uso
y gravedad (impacto) al producto, para lo que se define una matriz de riesgo de
proveedores. El Gestor de Calidad realiza el análisis del riesgo y lo comunica al
personal de Compras, una vez definido el riesgo del proveedor se establecen las
medidas preventivas para cada proveedor y se establece un Listado de Proveedores.
La Evaluación de proveedores se lleva a cabo por el usuario, se completa un “Formato
de Evaluación de Proveedores” (ver apéndice), éste formato se completa cada vez que
se realice una compra o contratación de servicios. El personal de compras anualmente
realiza la sumatoria de las evaluaciones de proveedores para establecer la condición
de los proveedores:
Condición Aprobada (A): Proveedor con calificación anual de mayor de 90%, no
requiere plan de acción.
Condición condicionada (C): Proveedor con calificación anual 70-89%, el proveedor
debe enviar un plan de acción correctivo en un tiempo menor de un mes posterior de
la entrega de la evaluación. Las acciones son evaluadas y aprobadas por el Gestor de
Calidad. Durante el mes de tiempo se puede seguir adquiriendo bienes o servicios del
proveedor; si el proveedor no envía el plan de acción en el tiempo establecido se
detienen las compras.
Condición Rechazada (R): Proveedor con Calificación menor a 69%, proveedor se da
de baja de la Lista de proveedores.

52
Los proveedores con riesgo crítico se les realizan una auditoría Anual por el
departamento de Calidad, se lleva un plan de Auditorías a proveedores, ver formato
(ver apéndice).
Los criterios para la ev evaluación se muestran en el cuadro 5.1.
Cuadro 5.1. Criterios Evaluación de Proveedores
Criterios Porcentaje
Cumple en Tiempo 25 %
Cumple con lo solicitado en Pedido 25 %
Producto/Servicio Conforme (Calidad) 25 %
Precio 25 %
Total 100 %
Cumple en tiempo: Este criterio evalúa el cumplimiento del proveedor en cuanto a
la puntualidad en la entrega, teniendo en cuenta las fechas y/o el tiempo pactado.
Además, califica la capacidad de respuesta que tiene el proveedor ante los
inconvenientes o improvistos que se puedan presentar en la empresa.
Cumple con lo solicitado en Pedido: Este criterio evalúa el cumplimiento del
proveedor en cuando a la entrega de la totalidad de los productos solicitados o del
servicio requerido.
Producto y/o Servicio Conforme: Este criterio evalúa la conformidad de los
productos y/o servicios requeridos, es decir, si los productos fueron entregados con
la calidad especificada o si por el contrario el producto fue devuelto. Aquí se evalúa
si el bien o servicio cumplió o no cumplió con las especificaciones.

53
Precio: Este criterio evalúa la oferta económica del proveedor, su comportamiento
durante las últimas adjudicaciones y los descuentos que ofrece.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.7 Medidas para prevenir la contaminación cruzada
Objetivo: Asegurar que se identifiquen las rutas y recorridos de todos los elementos que
participan en el proceso productivo, así como, la adopción de prácticas preventivas desde la
recepción de las materias primas hasta la entrega al cliente, con la finalidad de evitar la
contaminación cruzada.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia de Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:

54
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
Los productos Químicos que se utilizan en la Planta deben contar con la aprobación
del Producción y Calidad, ya que se debe verificar que los productos cuentan con los
requisitos especiales de grado ingrediente.
Previo al ingreso de los Productos Químicos a la Planta se debe cumplir con el
procedimiento de Recepción de Productos Químicos, procedimiento de Verificación
de Materiales.
Todos los productos químicos que ingresen a la Plantas deben ser almacenados e
Identificados según su manejo.
Para controlar la cantidad de productos químicos que ingresan y se almacenan se ha
diseñado un formato para control de inventario y se debe designar un responsable de
actualizar el inventario de productos químicos y se revisa anualmente su vigencia.
Los lugares en donde se almacenan productos químicos se mantienen bajo llave y el
acceso a estos lugares se podrá realizar únicamente al solicitar las llaves al
responsable de custodiar el inventario.
En el programa de contaminación cruzada se considera la contaminación física, en la
Planta se tiene un inventario de materiales quebradizos (ver apéndice), acorde a las
características de la infraestructura constructivas de la planta, en base en la evaluación
de peligros. En caso de ruptura de vidrio se debe seguir los lineamientos del
procedimiento para recolección de vidrio y material quebradizo (ver apéndice).
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.

55
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.8 Limpieza y Sanitización
Objetivo: Asegurar que las instalaciones y equipos de procesamiento de producto sean
mantenidas en condiciones higiénicas, a fin de prevenir su contaminación y disminuir así la
probabilidad de introducir peligros relacionados con la inocuidad, calidad y seguridad del
producto.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia de Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
En la planta se implementa un Programa de limpieza a las instalaciones el cual
asegura las condiciones higiénicas de la planta.

56
Se define un procedimiento para el control de los productos químicos (ver apéndice),
donde se define la identificación y almacenamiento de acuerdo a las instrucciones del
fabricante.
El programa de limpieza de la instalación definido incluye un cronograma, las áreas,
equipos y equipos que se van a limpiar, el personal responsable de las tareas, los
métodos y frecuencia de limpieza, métodos de seguimiento y verificación,
inspecciones posteriores a la limpieza y antes de iniciar la producción.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
atraves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.9 Control de Plagas
Objetivo: Asegurar prácticas y controles eficaces para prevenir la entrada y establecimiento
de plagas y otros animales indeseables que puedan implicar un peligro de contaminación o
represente un riesgo para la inocuidad del producto.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia de Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.

57
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación.
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
El programa de control de plagas es administrado por un proveedor, sin embargo, la
planta tiene asignado una persona responsable del seguimiento.
El proveedor realiza una identificación de las plagas a combatir para definir los
planes, métodos y cronogramas.
La documentación definida en el programa:
o Personal responsable,
o Identificación de las plagas objetivos,
o Métodos,
o Itinerarios,
o Procedimiento de aplicación y control,
o Listado de productos químicos utilizado en el control de plagas,
o Registros sanitarios aprobados por el Ministerio de Salud y el MAG,
o Hojas de seguridad,
o Mapa actualizado de la ubicación de trampas,
o Reporte de los resultados del proveedor de las incidencias,
o Gráficos de tendencias,
o Licencia sanitaria vigente expedida por el Ministerio de Salud de Costa Rica

58
o Registros de entrenamiento del personal que realiza la fumigación.
El programa contempla las medidas para la prevención de acceso a través del
programa de limpieza a instalaciones y ordenes de trabajo de Mantenimiento se
mantienen los edificios y drenaje en buen estado, los drenajes están provistos de tapas
y rejillas para evitar entrega o salida de plagas. Para evitar que los patios e
instalaciones existan condiciones que puedan ocasionar el ingreso o proliferación de
plagas se evitan condiciones de equipo mal almacenado, basura, desperdicios y
chatarra fuera de los lugares asignados, formación de maleza o hierbas, iluminación
inadecuada, lodos, encharcamientos e ingreso de animales domésticos.
Para evitar la aparición de plagas se prohíbe almacenar alimentos en el proceso,
casilleros, solamente se permite el ingreso de botellas de agua. Al ingreso de la Planta
se colocan las ayudas visuales que indican las prohibiciones de ingreso de alimentos
y bebidas.
El monitoreo y aplicación del programa de control de plagas se realiza mensualmente
por el proveedor autorizado para verificar las posibles infestaciones, esto incluye la
verificación de las condiciones de las trampas ubicadas en el exterior e interior de la
instalación, además se debe verificar la identificación con el número de trampa y
rombo de seguridad.
En caso de presentarse alguna infestación de plaga el responsable del control de
plagas solicita al proveedor se combata de forma inmediata la plaga identificado sin
afectar la inocuidad del producto. Además, se debe analizar las posibles causas de la
presencia de la plaga para evitar la recurrencia.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.

59
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.10 Higiene del personal e instalaciones para los empleados
Objetivo: Establecer, documentar, implementar y asegurar que se mantienen los requisitos
de higiene y comportamientos del personal de acuerdo al riesgo que representan para el área
de proceso o producto, de manera que se previene la contaminación del producto y se
disminuye la probabilidad de introducir peligros relacionados con la inocuidad y seguridad
del mismo.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia de Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación.
Alcance: Aplica a la Planta de Separación de Aire que produzca, envase, analice y almacene
producto grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
Para asegurar que el grado de higiene del personal es mantenido se tienen vestidores
adecuados para el cambio del personal, baños en un número adecuado a las

60
necesidades de higiene del personal, con separaciones físicas que evitan la
comunicación directa, provistos de agua potable para el lavado de manos, retretes,
papel higiénico, jabón, jabonera y secador de manos.
Los baños y vestidores están limpios y secos y no se utilizan como bodega, están con
rótulos o ilustraciones que promueven la higiene del personal. Los depósitos para
basura con bolsa y tapadera oscilante o accionada por el pedal. El programa de
limpieza incluye baños.
Los comedores del personal se encuentran situados fuera de las áreas de producción,
envasado, análisis y almacén, de manera que se minimiza el potencial de
contaminación cruzada. Los alimentos propiedad de los empleados son almacenados
y consumida en los lugares designados para ello.
El personal operativo utiliza ropa de algodón (pantalón y camisa de manga larga)
dedicada a las actividades que realiza, se verifica que la ropa se encuentre limpia y
en buenas condiciones, libre de rasgaduras, roturas o desgaste del material, cada
personal es responsable de la limpieza. Los zapatos son totalmente cerrados y de
materiales no absorbentes.
Para el caso de una planta de Separación de Aire el personal no tiene en contacto con
el producto por lo que las condiciones de ropa con botones, bolsas extremas en las
camisas, cabello, barba y bigote sin cubierta, uso de guantes y el uso de joyería no
representan un contaminante físico para el producto.
El lavado de los uniformes de los colaboradores es responsabilidad de cada uno de
ellos, se utiliza un código de colores para evitar el uso consecutivo del uniforme; se
utiliza verde para los días lunes, miércoles, viernes, y azul para martes, jueves y
sábado. El lavado de los uniformes se realiza de forma individual no se mezcla con
otras prendas para evitar la contaminación.
La condición de salud del personal no afecta la calidad ni la inocuidad del producto,
considerando que las Plantas de Separación de Aire los procesos son cerrados y
herméticos, sin embargo, se solicita a los visitantes, contratistas realizar una
declaración Jurada para su estado de Salud ver (apéndice 14).

61
En caso de que el personal presente alguna sintomatología como ictericia, diarrea,
vomito, fiebre, dolor de garganta con fiebre, lesiones cutáneas, secreciones de la
nariz, reportan inmediatamente al Jefe de Calidad y al Jefe de Producción por medio
de un formato de Reportes de estado de salud, (ver apéndice).
En las áreas de Producción el personal con heridas o quemaduras deben reportarse
inmediatamente a Jefe de producción para colocar el vendaje específico.
Las personas que entren en contacto con materias primas, producto terminado y
equipos deben cumplir con los hábitos de higiene del personal como presentarse
aseados a trabajar, usar ropa limpia de algodón, usar calzado, lavarse las manos
después de haber utilizado los servicios sanitarios, no fumar, comer, beber, mascar
en las áreas de proceso, no estornudar ni toser sobre el producto.
Además, en el comportamiento del personal no se permite el almacenamiento de ropa,
accesorios u objetos de personales en el área de proceso. El personal operativo cuenta
con casilleros en los vestidores en los cuales no se permite el almacenamiento de
alimentos o bebidas, medicamentos tampoco herramientas o equipo de trabajo; para
verificar estas condiciones se realizan auditorías no anunciadas a los casilleros del
personal.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
atraves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.11 Reproceso
En la industria de gases no son aplicables las actividades de re-trabajo.

62
5.2.12 Retiro de producto
Objetivo: Asegurar que los productos que no cumplen con los requerimientos puedan ser
identificados, localizados y recuperados de la cadena de abastecimiento.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia General aprobar este programa y de la Gerencia de
Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación.
Alcance: Este prerrequisito incluye las actividades relacionadas con el retiro del mercado,
de cualquier lote identificado de un producto que represente un peligro para la salud del
consumidor.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
Se define un procedimiento para el retiro de producto, (ver apéndice 16) para
garantizar que los productos que no cumplen con los requerimientos sean
identificados, localizados y retirados del mercado

63
El procedimiento indica los nombres y contactos del equipo de retiro,
responsabilidades y funciones, métodos para identificar, almacenar y retirar los
productos de las instalaciones del cliente y la evaluación de la eficacia del retiro.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
atraves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.13 Almacenamiento
Objetivo: Asegurar que los productos, materias primas, envases y coadyuvantes sean
almacenados en espacios limpios, secos, bien ventilados, protegidos de polvo, condensación,
humos, olores u otras fuentes de contaminación de manera que se previene la contaminación
del producto y se disminuye la probabilidad de introducir peligros relacionados con la
inocuidad y seguridad del mismo
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia Operaciones aprobar este programa y de la
Gerencia de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación.

64
Alcance: Es aplicable a las instalaciones de Planta de Separación de aire que almacenen
materias primas, productos, coadyuvantes, materiales y envases empleados en la manufactura
de los productos.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
En el caso de una planta de separación de aire, la temperatura y humedad en las áreas
de almacenamiento no representan un riesgo para la inocuidad del gas.
Los tanques estacionarios de almacenamiento de líquidos criogénicos son diseñados
y construidos con dos recipientes, el primario es de acero inoxidable y el exterior de
acero al carbono, con un espacio anular entre ellos, que ha sido rellenado con un
aislante de alto vacío, el cual mantiene en estado líquido los productos criogénicos.
Su limpieza externa se contempla en el programa de limpieza de equipos.
Los coadyuvantes utilizados son almacenados respetando el sistema PEPS, se verifica
la fecha de caducidad. Se mantienen identificados y en su lugar de almacenamiento.
En caso de la detección de un producto no inocuo el mismo se debe identificar y
segregar de acuerdo al procedimiento de producto no conforme, (ver apéndice).
Para mantener los camiones de distribución de producto limpios se mantiene un
programa de mantenimiento de las Unidades de Distribución, (ver apéndice) es
administrado por el Jefe de Distribución. Para mantener la protección del producto,
se coloca un marchamo con un código numérico que debe ser removido antes de la
descarga en el cliente. Los contenedores son exclusivos para nitrógeno tipo
alimenticio.

65
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.14 Información sobre el producto y toma de conciencia del consumidor
Objetivo: Asegurar que se proporciona información suficiente a los clientes sobre los temas
referentes a la inocuidad del producto suministrado, de tal forma que les permita entender su
importancia y tomar las decisiones necesarias.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia Comercial aprobar este programa y de la Gerencia
de Calidad e Inocuidad revisar este programa.
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación.
Alcance: Es aplicable a la instalación de Planta de Separación de aire que comercialicen
nitrógeno grado alimenticio.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación

66
Requerimientos generales
Se establece un programa para definir los medios de comunicación con el cliente que
incluyen los canales adecuados para mantener la información relacionada con sus
productos. Se define un centro para atender las solicitudes, consultas de información,
retroalimentación, quejas, también se cuenta con medios electrónicos como la página
web para que el cliente consulta lo requerido.
El etiquetado del producto contiene la información sobre el manejo y
almacenamiento, número de lote y fecha de fabricación del mismo.
Además, el conductor lleva en el camión un ampo con las hojas de seguridad del
producto que se transporta.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos.
5.2.15 Protección de los alimentos, biovigilancia y bioterrorismo
Objetivo: Definir los controles para la defensa alimentaria, biovigilancia y bioterrorismo, a
fin de prevenir la contaminación intencionada del producto y disminuir la probabilidad de
introducir peligros para los clientes por acciones maliciosas, criminales o terroristas que
pudieran atentar contra el Nitrógeno.
Responsabilidades:
Es responsabilidad del equipo de inocuidad revisar e implementar este programa.
Es responsabilidad de la Gerencia Seguridad aprobar este programa y de la Gerencia
de Calidad e Inocuidad revisar este programa.

67
Y es responsabilidad del Encargado del Sistema de Gestión liberar y difundir este
programa.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas las
actividades como son descritas, a fin de asegurar su efectiva implementación.
Alcance: Es aplicable a las instalaciones de Planta de Separación de aire que almacenen
materias primas, productos, coadyuvantes, materiales y envases empleados en la manufactura
de los productos.
Elementos del Programa: en esta sección se incluyen aspectos como:
Requerimientos Generales
Elementos de verificación, documentación
Requerimientos generales
El programa de defensa alimentaria incluye análisis de vulnerabilidad para el
producto, y se determinan las medidas de control proporcionales.
En el análisis se identifican, evalúan los riesgos de seguridad de la planta y los
productos por actos potenciales de sabotaje y terrorismo, en el formato Evaluación de
riesgos para la defensa alimentaria biovigilancia y bioterrorismo, (ver apéndice).
Como medida de control se define un procedimiento de reclutamiento y selección del
personal para el personal de nuevo ingreso. En el caso de los contratistas que
suministran servicios o trabajan en la planta y que tienen acceso a las diferentes áreas,
son capacitados en los lineamientos y requisitos a cumplir en la Planta. Se define un
procedimiento de acceso a las instalaciones (ver apéndice).
Las instalaciones están delimitadas por malla perimetral con el objetivo de asegurar
que únicamente ingrese el personal autorizado. Además, se cuenta con personal de
seguridad en los puntos de acceso al personal.

68
El programa define controles de acceso, para ello se defne contar con inventario de
llaves, los lugares definidos como almacenes de productos químicos, bodega,
residuos peligrosos y resposables de los mismos lugares, se cuenta con un formato
para la Asignación de llaves de la Instalación (ver apéndice).
El acceso a las áreas operativas como cuartos de control, Planta, cuartos de análisis,
llenado están restringidos al personal no autorizado.
Los vehículos utilizados para la distribución del producto, se resguardan para evitar
que sean mal utilizados, como estacionarlos en lugares asignados, las llaves deben
permanecer en la oficina de seguridad, las puertas y ventanas deben permanecer
cerradas.
Todas las unidades de distribución de producto se les coloca un marchamo
identificado con un número, para que el momento de la descarga el cliente verifique
el número contra el certificado de calidad y la integridad del marchamo, para
garantizar que no hubo adulteraciones de producto.
Elementos de verificación, documentación
Verificación: la revisión de prerrequisitos por parte del equipo de inocuidad mensualmente,
a traves del formato de Revisión de Programas de prerrequisitos.
Documentación: formato Revisión de Programas de prerrequisitos

69
CAPITULO 6.
DOCUMENTACIÓN DE LOS 7 PRINCIPIOS DEL SISTEMA HACCP PARA UNA
PLANTA DE SEPARACIÓN DE AIRE, NITRÓGENO Y DIAGRAMAS DE FLUJO
PARA ETAPAS DE PROCESO
El sistema HACCP se diferencia de otros tipos de control por estar basado en la ciencia y ser
de carácter sistemático. El objetivo principal es identificar peligros específicos y desarrollar
medidas de control apropiadas para controlarlos, garantizando, de ese modo, la inocuidad de
los alimentos.
Cualquier sistema HACCP bien elaborado debe ser capaz de analizar los cambios como
sustitución de equipos, incorporación tecnológica, personal, etc., para determinar las medidas
de control necesarias para el Sistema.
En un sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) de una Planta
de Separación de Aire de Nitrógeno, los 7 principios HACCP se aplican a las etapas de la
cadena de producción del nitrógeno. Para la aplicación de los principios del sistema de
HACCP previamente se debe cumplir con las etapas preliminares y finalmente asegurar los
7 principios.
6.1 Etapas Preliminares del Sistema HACCP
Las etapas preliminares se establecen según los requisitos del sistema HACCP, con la
finalidad de entender el proceso de separación de aire y producción del Nitrógeno ya que se
pretende someter a un sistema HACCP, de esta forma se conoce cuál es el producto, de dónde
proviene, cómo se produce, cuáles son las características específicas con las que cuenta el gas,
mismas que deben tomarse en cuenta para realizar el Análisis de Peligros. Así mismo, las tareas
preliminares permiten conocer al personal responsable de llevar a cabo todas estas actividades.

70
6.1.1 Formación del Equipo de Inocuidad de los alimentos
La primera etapa establece la formación del Equipo de la Inocuidad de los alimentos. Para
cumplir con esta primera etapa se tomó en cuenta los conocimientos y experiencias de todo
el personal interesado en formar parte del equipo y a los que se invitó a formar parte del
mismo, de tal forma se conforma un equipo multidisciplinario: Aseguramiento de Calidad,
Producción, Compras, Desarrollo Humano, Mantenimiento y Comercial, dando como
resultado un equipo de 6 miembros, según el cuadro 6.1.
Para demostrar que el equipo de la inocuidad de los alimentos cumple con los conocimientos
y experiencia requerida se define un perfil del equipo (ver apéndice) donde se describe cuáles
son los conocimientos mínimos que debe tener el equipo y con la fecha de capacitación.
Cuadro 6.1 Miembros del Equipo de los alimentos
Miembro Departamento Funciones
Jefe Calidad
Calidad
Líder del equipo de Inocuidad, dirige al equipo,
coordina la formación y educación, actualiza el
Sistema de Inocuidad y comunica a la alta dirección el
desempeño del Sistema. Lidera los análisis de peligros
para la confección del HACCP.
Jefe de
Mantenimiento
Mantenimiento Coordina y mantiene el programa de mantenimiento de
las Instalaciones
Jefe de
Operaciones
Operaciones
Confección de los Diagramas de Flujo.
Aprobación de los programas de prerrequisitos.
Verificar el cumplimiento de los programas de
prerrequisitos. Describir todas las materias primas, los
ingredientes y los materiales en contacto con el
producto. Coordina con compras materiales comprados
asegurando la inocuidad del producto. Realiza el
análisis de peligros en conjunto con el departamento de
calidad.

71
Cuadro 6.1. Continuación Miembros del Equipo de los alimentos
Miembro Departamento Funciones
Jefe de
Comercial
Comercial Asegura comunicación con los clientes en los temas
referentes a la inocuidad de los productos,
instrucciones de uso previsto, almacenamiento,
contratos, atención de pedidos, retroalimentación de
los clientes e incluyendo quejas.
Jefe de
Compras
Proveeduría Asegura la comunicación eficaz con los proveedores.
Selección y aprobación de proveedores que cumplan
con los requisitos del sistema de Inocuidad.
Coordinador
de Recursos
Humanos
Desarrollo
Humano
Asegura la formación y educación del equipo de
inocuidad. Coordina las capacitaciones en temas de
inocuidad para el personal.
6.1.2 Características del producto
Materias Primas, ingredientes y materiales en contacto con el producto
Todas las materias primas, los ingredientes y los materiales en contacto con el nitrógeno se
describen a detalle tales como las características biológicas, químicas y físicas, composición
de los ingredientes, origen, método de producción de embalaje y distribución, condiciones
de almacenamiento, la preparación y tratamiento previo a su uso y los criterios de aceptación
relacionada con la inocuidad.
En las propiedades fisicoquímicas:
Formula química: N2
Peso molecular: 28.01 g/mol
Punto de ebullición: -195.8 °C.

72
Temperatura crítica: -146.9 °C
Presión critica: 492.9 psia
Volumen específico: 0.8615 m3/kg
Capacidad calorífica 6.97 BTU/lbmol °F
Propiedades peligrosidad límites de inflamabilidad: no inflamable – gas inerte
propiedad toxicológica asfixiante simple compatibilidad no corrosivo.
Características de los productos finales
Las características de los productos terminados se describen con el grado necesario para el
gas líquido Nitrógeno, en el cuadro 6.2.
Cuadro 6.2. Características de los productos finales
Item Características
Nombre del producto Nitrógeno Líquido
Composición N2
Vida útil prevista 1 año
Embalaje
El nitrógeno líquido se almacena y
distribuye a granel en tanques de
almacenamiento y isocontenedores de acero
inoxidable adecuados para la conservación
del producto.

73
Cuadro 6.2. Continuación. Tabla 10. Características de los productos finales
Item Características
Etiquetado Etiqueta impresa con la información del
producto
Métodos de distribución Por medio de camiones cisternas
6.1.3 Descripción y uso previsto
Uso previsto: El nitrógeno líquido es un gas criogénico y tiene diversas aplicaciones en la
industria de los alimentos, tales como la conservación de los alimentos, alargamiento de la
vida útil de los mismos por la exigencia de los mercados y consumidores; también la
refrigeración, el enfriamiento y congelación de alimentos debido a sus temperaturas
extremadamente frías, el congelamiento por inmersión en Nitrógeno líquido es el método de
congelación más rápido conocido para la producción de alimentos congelados
individualmente (IQF). El Nitrógeno también juega un papel clave en la reducción del
deterioro, decoloración y sabor desagradable.
6.1.4 Diseño de los diagramas de flujo
El diagrama de flujo se diseñó individualmente según el proceso productivo de la Planta de
Separación de Aire: Nitrógeno, se realiza un diagrama de bloques como se muestra en la
Figura 6.1.
La obtención del Nitrógeno se fundamenta en el método de la destilación criogénica del aire,
por lo tanto, se parte como materia prima el aire de la atmósfera.

74
Se contemplan las etapas desde la succión del aire hasta el despacho del producto terminado
de Nitrógeno líquido en los isocontenedores exclusivos para grado alimenticio.
Figura 6.1. Diagrama de flujo para la producción de Nitrógeno.
6.1.5 Verificación de los diagramas de flujo
El diagrama de flujo elaborado para el proceso productivo de Separación del aire, descrito en
el apartado 6.1.4, es el que verifica el equipo de Inocuidad, se realizó una revisión en sitio de
la operación para verificar la exactitud del diagrama, incluyendo todos los turnos de trabajo
involucrados en la producción.
6.2 Principios del Sistema HACCP
Para establecer, aplicar y mantener un plan de HACCP son necesarias siete actividades, las
cuales son denominadas los 7 principios, es posible aplicar medidas que garanticen un control
eficiente, por medio de la identificación de puntos o etapas donde se puede controlar el
peligro.

75
6.2.1 Principio 1 del Sistema HACCP: análisis de peligros
El principio 1 del sistema HACCP consiste en realizar análisis para identificar los posibles
peligros asociados con la producción del Nitrógeno en todas sus fases, desde la Separación
de Aire hasta la distribución y descarga del producto. Con los conocimientos que posee el
equipo de Inocuidad y el estudio de las operaciones unitarias se realiza el análisis
contemplando los tres tipos de peligros físicos, químicos y biológicos en todas las etapas del
proceso y materias primas en contacto con el nitrógeno.
Para cada tipo de peligro detectado se realiza una descripción y evaluación del peligro,
utilizando la metodología que relaciona la gravedad y probabilidad de ocurrencia según la
Figura 6.2, con el objetivo de determinar si representa un riesgo significativo o no para la
inocuidad del producto.
Figura 6.2. Modelo bidimensional de evaluación de riesgo
La matriz se aplica en función del diagrama del proceso productivo evaluando en cada etapa
los peligros que pudieran estar presentes y en las materias primas incluidas en el proceso. El
equipo de Inocuidad revisa la bibliografía disponible y las diferentes etapas del proceso, los
equipos y máquinas empleadas para la producción del producto final y los métodos de
almacenamiento y distribución.

76
Una vez definidos los peligros potenciales en cada etapa, el equipo de Inocuidad evalúa cada
peligro y determina si aplica analizar con el árbol de decisión.
Cada peligro se evalúa según su tipo, la probabilidad de ocurrencia y la severidad de las
consecuencias según el formato de identificación y análisis de peligros (ver apéndice).
Los criterios considerados en la evaluación de los peligros son:
Tipo de peligro: según el origen o la fuente de la contaminación o peligro, se pueden
encontrar:
Peligros biológicos: peligros originados por agentes biológicos o virales.
Peligros químicos: peligros asociados a sustancias químicas y la reacción de estas con
los consumidores.
Peligros físicos: peligros derivados de la presencia de radiaciones, sustancias no
reactivas, partículas, etc.
Probabilidad:
En función de la frecuencia de ocurrencia del peligro se consideran los siguientes grados de
probabilidad:
Alta: el peligro se presenta con una frecuencia más de una vez al mes.
Media: el peligro se presenta con una frecuencia de máximo una vez al mes.
Baja: el peligro se presenta con una frecuencia de una vez al año a lo sumo.
Gravedad:
Según el impacto de la ocurrencia del peligro, se definen los siguientes grados de severidad:
Peligro crítico: cuando se presenta contaminación que podría ser peligrosa para la
salud, contaminación por materia ofensiva o nociva o deterioro del producto que lo
convierte en inutilizable.

77
Peligro mayor: cuando el producto se contamina por materia extraña o se presenta
efecto perjudicial sobre la calidad organoléptica.
Peligro menor: cuando la presencia del peligro provoca un producto mal presentado
o producto no conforme.
Se realiza el análisis de peligros de Nitrógeno Líquido, donde se detalla la metodología de
evaluación de los peligros asociados con el Nitrógeno y su clasificación en peligros
significativos o no.
En cada etapa tanto en materia prima o de proceso, se justifican las decisiones en cuanto la
significancia y las medidas de control para definir si se elimina o reduce los peligros a niveles
aceptables.
El análisis de peligros tanto para materias primas como para el proceso se realizan en los
capítulos 7, donde se detallarán los resultados.
6.2.2 Principio 2 del Sistema HACCP: identificación de los puntos críticos de control
El principio 2 del Sistema HACCP consiste en la identificación de los puntos críticos de
control (PCC). Esta identificación se realiza después de haber aplicado la evaluación de los
peligros detectados en el proceso de Separación de Aire en cada Operación Unitaria.
Todos los peligros relacionados con un riesgo crítico o mayor se someten a evaluación por
el árbol de decisión, todos los riesgos menores o insignificante no se consideran significantes
de evaluación.
Las cuatro preguntas formuladas en el árbol de decisión, son para definir si los peligros son
o no un PCC según la Figura 6.3.

78
Figura 6.3. Árbol de decisión, (Codex Alimentarius, 1997)
Como resultado del análisis de peligros se arroja que no hay puntos críticos de control, sin
embargo, se consideran los riesgos que dieron como resultados mayores como Prerrequisito
Operativo, los cuales se detallan en el capítulo 8.
6.2.3 Principio 3 del Sistema HACCP: límites críticos de control
El principio 3 del Sistema HACCP consiste en determinar los límites críticos de control para
el seguimiento establecido para cada PCC, para el caso de una planta de Separación no se

79
cuenta con PCC, pero se establecen límites a los programas de prerrequisito operativo (PPR
Operativo).
Se determinó como límite crítico de control al cambio en el diferencial de presión de los
filtros de polvos debe ser menor que 0,5 psig para prevenir la contaminación con partículas
sólidas, es decir peligro físico.
Como otro límite de control se establece el análisis de pureza de los iso-contenedores que
contienen el gas antes y después de cada carga realizado por parte del Operador de la Planta
y aseguramiento de calidad, debe ser mayor o igual a 99,995 %, esto con el fin de garantizar
desde el inicio del proceso de carga que se cumple con las especificaciones del nitrógeno
grado alimenticio, ver cuadro 6.3.
Cuadro 6.3. Límite Crítico
N°
Etapa del Proceso
PPR Operativo
Límite Crítico
1
Filtro de polvos
después de los
prepurificadores
Medición de presión diferencial a
la salida del prepurificador.
≤ 0.5 psig
2
Verificación de Pureza en
Isocontenedores Vacíos
Se ejecutan análisis previos a la
carga.
≤ 10 ppm de O2
3
Liberación de
isocontenedores
Liberación de producto
terminado
≤ 10 ppm de CO,
≤ 10 ppm de O2
Pureza ≥ 99,998 %
6.2.4 Principio 4 del Sistema HACCP: Monitoreo
El principio 4 del Sistema HACCP, consiste en un sistema de monitoreo o vigilancia, es la
medición u observación programada de un PCC o un PPROp, con el fin de evaluar si la etapa
está bajo control, es decir, dentro del límite o límites críticos especificados en el Principio 3,
en el cuadro 6.4 se muestran los resultados del monitoreo.

80
Cuadro 6.4. Monitoreo de los límites críticos de control
N°
PPR Operativo
Límite Crítico
Monitoreo
Responsable
1
Medición de presión
diferencial a la salida del
prepurificador.
≤ 0.5 psig Lectura del
diferencial de
presión
Operador en
Turno
2
Se ejecutan análisis previos
a la carga del nitrógeno
≤ 10 ppm de O2
Análisis de
impurezas
Aseguramiento
de Calidad
4
Liberación de producto
terminado
≤ 10 ppm de CO,
≤ 10 ppm de O2
Pureza ≥ 99.998 %
Análisis de
impurezas
Aseguramiento
de Calidad
6.2.5 Principio 5 del Sistema HACCP: acciones correctivas
El principio 5 del Sistema HACCP, refiere a las medidas correctivas cuando el monitoreo o
vigilancia de un PCC o PPROp indique una desviación respecto a un límite crítico
establecido. Este principio es de suma importancia ya que según lo establecido en la INTE-
ISO 22000:2005 se deben definir las correcciones y acciones correctivas para cuando se
superan los límites críticos.
Las medidas correctivas para el PPR operativo del cambio en el Diferencial de
Presión de los filtros de polvos, como corrección inmediata se tiene el paro de la
Planta hasta solventar problema y detectar alcance del producto afectado. Se
reemplaza el filtro dañado y ejecutar una revisión de los restantes filtros para verificar
sus condiciones de integridad y funcionamiento mecánico.
Para la pureza de los contenedores se adopta como medida correctiva realizar un
barrido con nitrógeno limpio. Se ventea el producto y se analiza el contenedor hasta
lograr las especificaciones requeridas y se evalúa si está libre de contaminantes, una
vez determinado y verificado que el contenedor cumple con la especificación.

81
En el cuadro 6.5 se muestran las medidas de correctivas en caso de alguna desviación.
Cuadro 6.5. Plan de Medidas correctivas para aplicar en caso de desviación de LCC.
Punto
de
Control
Etapa del
Proceso
Peligro
Significativo
Límite
Control Medidas Correctivas
1
Filtro de polvos
después de los
prepurificadores
Contaminación
con partículas
sólidas
Diferencial
de Presión
debe ser
menor que
0.5 psig
Corrección: Paro de la Planta
hasta solventar problema y
detectar alcance del producto
afectado.
Plan de Acción Correctiva:
reemplazar el filtro dañado y
ejecutar una revisión de los
restantes filtros.
2
Verificación de
Pureza de
isocontenedores
vacios
Isocontenedores
contaminados
con compuestos
químicos (CO,
O2)
≤ 10 ppm
de O2
Corrección: Realizar un
barrido de la pipa con N2
limpio.
Plan de Acción: se Ventea el
producto y se analiza el
isocontenedor.
3
Liberación de
isocontenedores
llenos
Liberación de
producto
contaminado
(Monóxido de
Carbono)
(Peligro
Químico)
≤ 10 ppm
de CO, ≤ 10
ppm de O2,
Pureza ≥
99.998 %
Corrección: no liberar como
producto grado alimenticio
6.2.6 Principio 6 del Sistema HACCP: Verificación
La verificación del sistema HACCP se realiza para cada uno de los programas de
prerrequisitos, la inspección de filtros de polvos es verificada por el Jefe de Operaciones, ya
que realiza la revisión de los formatos que registran los datos del monitoreo de la pureza de

82
los isocontenedores vacios y el registro para el purgado de las mangueras para la liberación
de alguna partícula.
Para asegurar la inocuidad del producto el Jefe de Calidad revisa la liberación de los equipos
al menos una vez al día, para verificar que los parámetros se encuentran los límites
establecidos y aceptables.
6.2.7 Principio 7 del Sistema HACCP: documentación
El Sistema HACCP y el sistema documental requerido para conservar y controlar todos los
registros, procedimientos, se define como procedimiento interno “Control de documentos y
registros, PG-SG-001”.
De acuerdo las bases documentales solicitadas en el procedimiento PG-SG-001 y según lo
solicitado en INTE-ISO 22000, se debe aprobar los documentos antes de su emisión, revisión
y actualización de los documentos, las últimas versiones están disponibles en el punto de uso,
documentos legibles y fácilmente identificables, control de documentos de origen externo y
se controla su distribución, prevención del uno no intencionado de documentos obsoletos.
En el procedimiento de control de documentos, se define el periodo de almacenamiento de
los registros y documentos del sistema de inocuidad, así como el medio para la conservación
de los documentos con el fin de evitar la pérdida de información del Sistema, así como la
información de los registros que evidencian los programas de prerrequisito Operativos.
Deben mantenerse cuatro tipos de registros como parte del plan HACCP:
Documentación de apoyo para el desarrollo del plan HACCP
Documentación de métodos y procedimientos y capacitación.

83
CAPÍTULO 7.
ANÁLISIS DE PELIGROS PARA LA PLANTA DE SEPARACIÓN DE AIRE.
El análisis de peligros es un elemento clave en el desarrollo del plan HACCP, es esencial que
este proceso se conduzca de manera apropiada, pues la aplicación de los otros principios
implica tareas que utilizan los resultados del análisis de los peligros. De ese modo, el análisis
de peligros representa la base para la elaboración del plan HACCP.
En las Directrices para aplicación del Sistema de Análisis de Peligros y Puntos Críticos de
Control (HACCP), el análisis de peligros se describe como "la colecta y evaluación de las
informaciones sobre los peligros y las circunstancias que contribuyen a su presencia, para
decidir cuáles son significativos para la inocuidad del alimento y que, por lo tanto, deben ser
abordados en el plan HACCP" (OMS, 2017).
7.1 Metodología de análisis de HACCP para la elaboración de una matriz
Para iniciar con el análisis de peligros de puntos críticos de control y generar una matriz es
necesario que se haya verificado detalladamente el diagrama de flujo descrito en el capítulo
6, con el fin de considerar en el análisis todos los materiales que se encuentran en contacto
con el nitrógeno y etapas de procesos.
Seguido se realiza un listado en el cuadro 7.1 de todos los materiales en contacto con el
Nitrógeno, para determinar cuáles son los tipos de peligros físicos, químicos y biológicos
presentes según su origen o fuente de contaminación.
Una vez identificados los peligros son seleccionados en función de la posibilidad de
ocurrencia y gravedad, los cuales pueden ser riesgos significativos para el Nitrógeno.

84
Cuadro 7.1. Listado de Materiales en contacto con el Nitrógeno
Material Función
Alúmina (Al2O3*H2O) Material de relleno en prepurificadores
Blue Gard 3000 Fibra para sellado de las juntas de expansión
Gylon 3500 Fibra para sellado de las juntas de expansión
Cobre Válvula para trasiego
Tubería de Acero al Carbón Tubería anterior a la columna de destilación
Fibra de Vidrio Material de los filtros
Bolas de Cerámica Material de relleno en prepurificadores
Molécula Sieve Material de relleno en prepurificadores
Una vez realizado el listado de materiales y procesos, se determinan cuáles son los peligros
en cada una de las etapas y materiales, es importante que cada peligro sea respaldado con la
justificación pertinente.
Determinados los peligros se evalúan la probabilidad con que ocurren contra la severidad.
Cada análisis de peligros y las definiciones de nivel de probabilidad depende del tipo de
industria a la cual pertenece, para está Práctica, se utiliza la referencia de Barrantes (2014)
que define la probabilidad alta es la que ocurre más de una vez al mes, probabilidad media
cuando se presenta máximo una vez al mes, probabilidad baja cuando se presenta una vez al
año a lo sumo y probabilidad insignificante cuando el peligro no es posible que ocurra.
Seguidamente se evalúa la severidad, como la magnitud de ocurrencia del peligro en la salud
de las personas. Y Barrantes (2014) define como peligro crítico cuando al presentarse
provoca la muerte a las personas, peligro mayor cuando al presentarse ocurre una
contaminación peligrosa para la salud pero no ocasiona la muerte es decir se presenta como
un producto no inocuo, peligro menor cuando se provoca un producto no apto para el
consumo humano, pero acepta la reclasificación para otra aplicación desde el punto de vista

85
de calidad y el peligro satisfactorio cuando no afecta las especificaciones de calidad e
inocuidad del producto.
Ya definidas la probabilidad y severidad de cada material y etapas de proceso, se determina
el riesgo según la siguiente matriz.
Análisis de peligros
Alta SA ME MA CR
Media SA ME MA MA
Bajo SA ME ME ME
Insignificante SA SA SA SA
Satisfactorio Menores Mayores Críticos
(SA) (Me) (Ma) (Cr)
7.2 Matriz de Análisis de Peligros y Puntos Críticos de Control de los materiales en
contacto con el Nitrógeno.
La metodología HACCP establece que se debe hacer un análisis de peligros, el cual incluye
las materias primas en contacto con el Nitrógeno. Se consideran materias primas a todos los
materiales y sustancias que se emplean en la producción de Nitrógeno, están incluidos todos
los ingredientes y ayudas de procesamiento utilizados.
7.2.1 Aire: Materia Prima
Se considera el aire el elemento fundamental del proceso ya que se encuentra en todos los
equipos anteriores a la destilación, se trata del método de destilación criogénica y se parte
del aire como materia prima.
7.2.1.1 Justificación de los peligros identificados en la materia prima
Probabilidad
Gravedad

86
El peligro físico porque el aire se obtiene del medio ambiente por lo que existe la
posibilidad de contener partículas sólidas (polvo, humo y demás componentes del
entorno).
Los peligros químicos identificados como el monóxido de carbono, dióxido de
carbono, dióxido de azufre, óxido nítrico, vapores de aceite, humedad y oxígeno, ya
que el aire es succionado del medio ambiente por lo que puede arrastrar estos
componentes químicos provocando efectos adversos a la salud.
Peligros Biológicos, el aire se toma del medio ambiente y puede arrastrar cualquier
tipo de microorganismo.
En el cuadro 7.2 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.2 Tuberías, tanque de almacenamiento y acero inoxidable
El fluido del Nitrógeno Líquido se realiza a través de una tubería de acero inoxidable, la
columna de destilación y tanques de almacenamiento se encuentran diseñados de éste
material, porque los aceros inoxidables son resistentes a la corrosión en muchos medios y de
ese modo pueden estar con los alimentos sin sufrir degradación en su composición química.
7.2.2.1 Justificación de los peligros identificados en acero inoxidable
El peligro físico identificado es desprendimiento de partículas, el material está
expuesto a esfuerzos intrínsecos debido al paso del fluido por lo que existe la
posibilidad del desprendimiento de partículas debido al desgaste o esfuerzo del
material.
El peligro químico es asociado a los componentes de la aleación, si los materiales que
están en contacto con los alimentos (N2) sufren desgaste por el paso del flujo, podría
existir el riesgo de contaminación cruzada con alimentos y las partículas del material.

87
El peligro biológico, el material de acero inoxidable no presenta ningún riesgo
biológico, porque es considerado material higiénico para los alimentos.
En el cuadro 7.3 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.3 Alúmina
La alúmina activada se encuentra en las dos camas intermedias de los pre purificadores, de
diferentes tamaños.
La alúmina es un óxido de aluminio, que se presenta hidratado, con fórmula química
Al2O3*H2O, la activación consiste en la calcinación de dicha alúmina para eliminar
prácticamente el agua de la molécula. Sus propiedades la hacen una gran especie desecante
(Cerrada, 2017)
7.2.3. Justificación de los peligros identificados en la Alúmina
El peligro físico identificado es el desprendimiento de partículas de tamaño mayor a
7 mm (límite crítico) e incorporación en el proceso, ya que, si se diera una ruptura del
filtro se permitiría el paso en el proceso de la alúmina.
El peligro químico por la misma naturaleza de la alúmina, la cual es una mezcla de
componentes químicos Al2O3*H2O, en caso de ruptura del filtro se puede dar arrastre
de alúmina al proceso.
El peligro biológico, no representa ningún riesgo biológico.
En el cuadro 7.4 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.4 Blue Gard, material de empaque

88
Es el material con el que se diseñan los sellos de empaque para la tubería por donde pasa el
aire.
7.2.4.1 Justificación de los peligros identificados en Blue Gard
El peligro físico, se identifica el desprendimiento de alguna fibra, si existe algún
desgaste en el empaque el material puede pasar al flujo de aire.
El peligro químico, contaminación química debido a la naturaleza del producto, la
composición del material puede existir contaminación cruzada con la fibra.
El peligro biológico, no representa un riesgo biológico asociado.
En el cuadro 7.5 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.5 Gylon 3500
Gylon 3500 es el material con que se diseñan los sellos de empaque para la tubería por la que
pasa el nitrógeno.
7.2.5.1 Justificación de los peligros identificados en Gylon 3500
El peligro físico, se identifica el desprendimiento de alguna fibra, si existe algún
desgaste en el empaque, el material puede pasar al flujo de aire.
El peligro químico, contaminación química debido a la naturaleza del producto, la
composición del material puede existir contaminación cruzada con la fibra.
El peligro biológico, no representa un riego biológico asociado.
En el cuadro 7.6 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.6 Cobre
Material utilizado en la confección de la válvula de conexión entre la manguera de la unidad
de transporte criogénico y la tubería de trasiego.

89
7.2.6.1 Justificación de los peligros identificados en el Cobre
Peligro físico, se identifica el desprendimiento de partículas debido al desgaste o
esfuerzo del material.
El peligro químico, contaminación química asociada a los componentes de la
aleación, esto debido al contacto con el Nitrógeno pueden alcanzar la fatiga o
desgaste.
El peligro biológico, no representa un riego biológico asociado.
En el cuadro 7.7 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.7 Acero al carbón
El acero al carbón se encuentra en la tubería.
7.2.7.1 Justificación de los peligros identificados en el Acero al carbón
Peligro físico, se identifica el desprendimiento de partículas debido al desgaste o
esfuerzo del material.
El peligro químico, contaminación química asociada a los componentes de la
aleación, esto debido al contacto con el Nitrógeno pueden alcanzar la fatiga o
desgaste.
El peligro biológico, no representa un riego biológico asociado.
En el cuadro 7.8 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.8 Fibra de Vidrio
La fibra de vidrio se encuentra en el filtro primario y en el filtro de polvos.
7.2.8.1 Justificación de los peligros identificados en Fibra de vidri

90
Peligro físico, se identifica el peligro físico por el desprendimiento de la fibra por
desgaste del material o un contraflujo.
Peligro químico, el peligro asociado al material de la fibra de vidrio y en caso de
ruptura de la fibra puede haber arrastre en el gas.
Peligro biológico, no peligro identificado.
En el cuadro 7.9 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.9 Bolas de cerámica
Las bolas de cerámica se encuentran en la cama inferior de los pre-purificadores.
7.2.9.1 Justificación de los peligros identificados en bolas de cerámica:
Peligro físico, se identifica el peligro físico por el desprendimiento de partículas, en
caso de ruptura del filtro.
Peligro químico, el peligro asociado al material de las bolas de cerámica.
Peligro biológico, no peligro identificado.
En el cuadro 7.10 se desglosa la probabilidad y severidad con su respectiva justificación.
7.2.10 Malla Molecular
La malla molecular se encuentra en la cama superior del pre-purificador.
7.2.10.1 Justificación de los peligros identificados en Malla Molecular
Peligro físico, se identifica el peligro físico por el desprendimiento de partículas, en
caso de ruptura de la malla.
Peligro químico, el peligro asociado a la naturaleza de la molécula de Sieve.
Peligro biológico, no peligro identificado
En el cuadro 7.11 se desglosa la probabilidad y severidad con su respectiva justificación.

91
Cuadro 7.2. Peligros en la materia prima
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Contaminación
con Partículas
sólidas
Alta
El aire se toma del
ambiente y el
mismo contiene
partículas.
Satisfactorio
El tamaño de las partículas de polvo
de (10 a 2,5) µm, no afectan ni la
calidad ni la inocuidad, si tuvieran
un diámetro mayor serían pesadas
con lo que se dificulta la
permanencia en el aire.
Satisfactorio
Químico
Monóxido de
Carbono
Alta Dado que la
materia prima se
toma del ambiente
ubicada en el Área
de la Gran Zona
Metropolitana
donde se
encuentra el 57%
de la población y
el consumo del
58% del
combustible total
de Costa Rica,
contaminación
con estos
componentes.
Satisfactorio En la evaluación del aire de la zona
se obtiene que este parámetro se
detecta bajo nivel de concentración.
Satisfactorio
Dióxido de
Carbono
Alta
Satisfactorio En la evaluación del aire de la zona
se obtienen 200 ppm, por lo que
está debajo del límite.
Satisfactorio
Dióxido de
Azufre
Alta
Satisfactorio En la evaluación del aire de la zona
se obtiene un resultado de menor de
5 ppm.
Satisfactorio
Óxido Nítrico Alta Satisfactorio En la evaluación del aire de la zona
se obtiene que este parámetro se
detecta bajo nivel de concentración.
Satisfactorio
Vapores de
Aceite
Alta Satisfactorio En la evaluación del aire de la zona
se obtiene que este parámetro se
detecta bajo nivel de concentración.
Satisfactorio
Humedad
Alta
Satisfactorio El ingreso de humedad al cuerpo
humano por medio de las vías
respiratorias no es un componente
que produzca riesgo.
Satisfactorio
Porcentaje de
Oxígeno
Alta
Satisfactorio El ingreso del Oxígeno en el cuerpo
humano en una concentración
normal del ambiente no provoca
ningún efecto adverso.
Satisfactorio

92
Cuadro 7.2. Continuación. Peligros en la materia prima
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Biológico
Contaminación
con
microorganismos
Alta
El aire se toma del
medio ambiente
por lo que existe
microorganismo.
Crítico
La afectación a la salud por
bacterias, virus y hongos que se
pueden transmitir en el ambiente y
son nocivos para la salud
Crítico
Cuadro 7.3. Peligros Tubería, tanques de almacenamiento y equipos en Acero Inoxidable
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento
de partículas
debido al desgaste
o esfuerzo del
material.
Incluyendo la
fragilidad del
material.
Baja
La tubería está diseñada
para soportar las
condiciones de trabajo.
Se realizan
mantenimientos
preventivos donde se
evalúa el desgaste del
material.
Satisfactorio
La única medición
encontrada de estas
partículas indica un
diámetro menor a 2,5 µm Satisfactorio
Químico
Contaminación
Química asociada
a los
componentes de
la aleación.
Baja
Tubería está diseñada de
Acero Inoxidable
(aleación), la cual
representa un material
estable para contacto con
Nitrógeno
Mayor
Se toma la referencia el
componente de la
aleación con menor LD50,
(Cromo 80 mg/kg), se
puede considerar un
elemento moderadamente
tóxico
Menor

93
Cuadro 7.4. Peligros Alúmina (Al2O3*H2O)
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento
de partículas.
Insignificante
El Filtro que contiene al
producto se encuentra
dentro de un Programa
de mantenimiento
Preventivo. Así mismo
debido a la posición de
la Alúmina se tendría
que romper la fuerza de
gravedad para arrastrarla
al sistema.
Adicionalmente se tiene
un filtro posterior para
retención de partículas.
Satisfactorio
La
granulometría
del producto
es menor a < 7
mm por lo que
su ingesta no
provocaria
ningún riesgo
físico.
Satisfactorio
Químico
Contaminación
química asociada a
la naturaleza del
componente, es una
mezcla de
compuestos
químicos
(Al2O3 * H2O).
Insignificante
La posición de la
Alúmina en el pre
purificador produce que
la probabilidad de que
este se introduzca en el
sistema sea muy baja.
Adicionalmente se tiene
un filtro en la parte
superior del pre
purificador y un filtro de
polvos.
Menor
De acuerdo a
la definición
de toxicología
LD lo clasifica
como un
componente
prácticamente
no tóxico
Satisfactorio

94
Cuadro 7.5. Peligros Blue Gard, material de empaque para aire
Tipo de
Peligro
Peligro Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento de alguna
fibra.
Baja
El material de
empaque está
diseñado para las
condiciones de
trabajo, es un
empaque probado
y de alta
resistencia.
Satisfactorio
En caso de que se
incorpore una fibra
en el flujo la
partícula menor
debe ser 7 mm.
Satisfactorio
Químico
Contaminación Química
debido a la naturaleza del
producto.
Baja
El material es un
conjunto de fibras
comprimidas
libres de asbestos
y está diseñado
para varios tipos
de fluidos por lo
que se ha probado
en campo para los
mismos.
Químicamente los
componentes no
son reactivos con
el aire.
Menor
En caso de que una
fibra se desprenda
el daño a la salud
es menor ya que
según Repetto el
LD50 implica que
es un compuesto
con baja toxicidad.
Menor

95
Cuadro 7.6. Peligros Gylon 3500 (Fibra Sintética para el sellado de juntas de expansión)
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento
de alguna fibra
Baja
El material de empaque
está diseñado para las
condiciones de trabajo, se
realizaron las pruebas
respectivas de
funcionamiento bajo las
circunstancias de trabajo.
Crítico
Por el
desprendimiento
mayor a 7 mm
puede ocasionar
una lesión.
Menor
Químico
Contaminación
Química debido
a la naturaleza
del producto.
Baja
La cantidad instalada es
muy inferior a la cantidad
de producción, se tienen
filtros de malla 2 mm que
retendrían el material.
Menor
En caso de que
se incluya una
fibra de Gylon
en el sistema
este no afecta ni
la calidad ni
pone en riesgo el
LD indica 10
mg/kg por lo
que tiene un
riesgo menor.
Menor

96
Cuadro 7.7 Peligros Cobre
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento de
partículas debido al
desgaste o esfuerzo del
material. Inclusive a la
fragilidad del material.
Baja
Material diseñado para
soportar las condiciones de
trabajo y está probado para
las mismas. En el caso de
que exista roce metal metal
el desprendimiento de
partículas no se incorporan
en el flujo, quedan externas
al flujo.
Menor
En caso de que
esto ocurra, no
se puede
garantizar que la
granulometría
sea de menor a 7
mm.
Menor
Químico
Contaminación
Química asociada a los
componentes de la
aleación.
Baja
La válvula está diseñada
para soportar las
condiciones de trabajo.
Adicionalmente es una
aleación de Cobre con Zn y
en algún porcentaje Al, Fe o
Mn por lo que es muy
estable.
Menor
Tomando como
referencia la
MSDS de una
aleación de
Cobre se tiene
que es un
producto
altamente tóxico
por ser LD 50 de
3,5 mg/kg
altamente
tóxico.
Menor

97
Cuadro 7.8 Peligros Acero al Carbón
Tipo de
Peligro
Peligro Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento de
partículas debido al
desgaste o esfuerzo del
material, incluyendo la
fragilidad del material.
Baja
Las tuberías se
verifican para
eliminar
residuos.
Satisfactorio
En caso de ocurrir la
granulometría del
producto es menor a
6mm por lo que su
ingesta no provocaría
ningún riesgo físico ni
atenta con la calidad
del producto.
Satisfactorio
Químico
Contaminación Química
asociada a los
componentes de la
aleación.
Baja
La Tubería está
diseñada de la
aleación de
Acero al Carbón
(Hierro,
Carbón, Silicio,
Manganeso y
Cromo), la cual
representa un
material estable
para contacto
con N2.
Mayor
La referencia el
componente de la
aleación con menor
LC 50, que comprende
al Cromo 80 mg/kg
por lo que en la
clasificación según se
puede considerar un
elemento
moderadamente tóxico
por lo que ante esto se
considera como un
riesgo mayor en caso
de la ingesta por parte
del consumidor final.
Menor

98
Cuadro 7.9. Peligros Fibra de Vidrio
Tipo de
Peligro
Peligro Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento de
fibra
Baja
Se tiene un medidor
de presión diferencial
con el fin de detectar
si existe alguna
ruptura del filtro. En
el caso del filtro
primario si se
desprende una fibra
quedará retenida en el
filtro de polvos o
prepurificador.
Crítico
En caso de
ocurrir la
granulometría
no se puede
asegurar sea
de menos de
7 mm.
Menor
Químico
Asociado a la naturaleza
de la fibra de vidrio.
Baja
Si existiera el paso de
una fibra del filtro
primario quedaría
retenido en los
prepurificadores y en
el filtro de polvos. En
el caso del filtro de
polvos tiene un
medidor de presión
diferencial con el fin
de detectar la ruptura
del mismo y nunca a
ocurrido.
Menor
De acuerdo
con la
información
toxicología
del material se
tiene un LD 50
de 3160 mg/kg
por lo que se
considera
como un
elemento
ligeramente
tóxico.
Menor

99
Cuadro 7.10. Peligros Bolas de Cerámica
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento de
partículas
Insignificante
Se tiene un filtro
posterior para
retención de
partículas.
Adicionalmente
para que una bola de
Cerámica logre salir
debe vencer dos
fases o camas de
Alúmina.
Crítico
La
granulometría
de este
producto es
mayor a 7 mm
por lo que su
ingesta
provocaría una
afectación a la
salud.
Satisfactorio
Químico
Contaminación
asociada a la
naturaleza química de
las bolas de cerámica.
Insignificante
La cama inicial del
prepurificador
contiene las bolas de
cerámica por lo que
es improbable que
pueda vencer la
fuerza de las tres
camas de material
encima de ellas.
Adicionalmente en
caso de superar estas
barreras se
encuentra con un
filtro superior,
además del filtro de
polvos.
Mayor
El riesgo que se
representa las
bolas de
cerámica como
un todo es un
compuesto
ligeramente
tóxico
Satisfactorio

100
Cuadro 7.11. Peligros Molécula Sieve (Molsiv)
Tipo de
Peligro
Peligro Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Desprendimiento de
partículas.
Insignificante
Debe vencer la
fuerza de
gravedad y el
filtro superior del
equipo.
Satisfactorio
La
granulometría
de este
producto es
menor a 7 mm
por lo que su
ingesta no
provocaría
una afectación
a la salud.
Satisfactorio
Químico
Contaminación asociada a
la naturaleza química de la
Molécula Sieve.
Insignificante
Es un producto
que no reacciona,
su composición es
de zeolitas y
cuarzos productos
no tóxicos.
Adicionalmente
pasa por dos
filtros de
retención.
Satisfactorio
La
composición
de la mezcla
implica un LD
50 de 3200
mg/kg por lo
que es
relativamente
inocuo.
Satisfactorio

101
Una vez realizado el análisis de peligros de Materias Primas según el listado descrito, se
determina que existen un riesgo crítico en la materia prima de aire ya que puede arrastrar
cualquier tipo de microorganismo, por lo tanto, se requiere pasar por el árbol de decisiones
por lo que se realizan las cuatro preguntas:
P1. ¿Existe medidas preventivas de control?
Sí
P2. ¿Ha sido específicamente concebida la fase para eliminar o reducir a un nivel aceptable
la posible presencia del peligro?
No
P3. ¿Podría producirse una contaminación con peligros identificados en niveles superiores a
los aceptables o podrían estos aumentar hasta niveles inaceptables?
Sí
P4. ¿Se eliminarán los peligros identificados o se reducirá a un nivel aceptable la
probabilidad de que se produzcan en una fase posterior?
Sí
7.2.11 Conclusiones de análisis de peligros de materiales
Una vez analizado por el árbol de decisiones se detecta que no es un punto crítico de control,
por lo tanto, se descarta que el aire en el proceso de separación del nitrógeno produzca un
efecto adverso a la salud de los consumidores, ya que se cuentan con fases posteriores para
eliminar o reducir la presencia del peligro.
Sin embargo, se definen medidas correctivas para prevenir el peligro en las materias primas
en contacto con el nitrógeno, debido a que se trata de grado alimenticio.
Para prevenir el peligro físico en el aire como materia prima, existen filtros para
retener cualquier impureza desde la entrada del aire al sistema, se cuentan con la
presencia de filtros a la entrada del compresor, pre-purificador.

102
Para prevenir el peligro físico en los tanques de acero inoxidable cuando se realiza la
soldadura se realiza una inspección tanto interna como externa de la tubería.
Adicionalmente se realiza un barrido con Nitrógeno para eliminar partículas sueltas.
Para prevenir el peligro físico con la alúmina, los filtros se encuentran dentro del Plan
de mantenimiento Preventivo de la Planta, se revisa su estado y condiciones de trabajo
que son documentados en las órdenes de trabajo del sistema. Adicionalmente los
diseños de los pre purificadores se realizaron con el fin de evitar la pérdida de la
alúmina y se tiene el filtro de polvos en un paso posterior.
Para prevenir contaminación con Blue Gard existen diferentes tamices a lo largo del
sistema como el filtro de polvos que contendrían las partículas.
La medida de control para prevenir contaminación con Gylon 3500 es un
procedimiento de limpieza de las tuberías (posterior al mantenimiento).
Con el material de cobre, en el plan de mantenimiento se realiza la inspección de las
piezas para determinar el deterioro y en caso de que ocurra se realiza el cambio de la
pieza.
Para la fibra de vidrio se tiene una frecuencia de cambio del filtro con el fin de realizar
el recambio antes de que se dé la fatiga el material. Debido a las condiciones de la
planta no existe posibilidad de un reflujo que llegue a provocar la ruptura.
Para las bolas de cerámica, los filtros se encuentran dentro del Plan de mantenimiento
Preventivo de la Planta, se revisa su estado y condiciones de trabajo que son
documentados en las ordenes de trabajo del sistema.

103
7.3 Matriz de Análisis de Peligros y Puntos Críticos de proceso de Nitrógeno
El sistema de HACCP tiene fundamentos científicos y permite identificar peligros
específicos y medidas preventivas en el proceso de separación de aire y producción del
nitrógeno con el fin de garantizar la inocuidad del gas.
Inicialmente como parte de las etapas preliminares se verifica el diagrama de flujo para
realizar el análisis de peligros de todas las etapas presentes en el proceso, con el fin de
determinar las medidas para los puntos críticos de control.
Las etapas descritas en el diagrama de flujo son las siguientes:
1. Succión del Aire
2. Compresión del aire
3. Enfriamiento
4. Purificación
5. Licuefacción
6. Destilación
7. Almacenamiento
8. Despacho
En cada etapa se identifican los peligros y su debida justificación. Seguido se evalúa la
probabilidad y la severidad de cada uno de los peligros. Al realizar la intersección entre la
probabilidad y la gravedad, siendo el resultado CR (crítico) o MA (mayor) se somete
posteriormente al árbol de decisión, para determinar si corresponde o no a un punto crítico
de control.

104
7.3.1 Succión de Aire
La primera etapa para producir Nitrógeno grado alimenticio es la succión del aire del
ambiente. El compresor Succión del Aire genera una fuerza que absorbe aire a presión
ambiental a través de un sistema de filtrado.
7.3.1.1 Identificación de Peligros en etapa de Succión del Aire
Peligro físico, partículas sólidas que ingresan con la corriente de aire.
Peligro químico, contaminantes presentes en el aire (Monóxido de Carbono,
Hidrocarburos Totales).
Peligro biológico, no se presenta ningún peligro asociado.
En el cuadro 7.12, se describe la probabilidad y severidad asociados a los peligros
identificados previamente con el fin de determinar el riesgo y si es necesario pasar por el
árbol de decisiones.
7.3.2 Compresión del Aire
La compresión del aire se lleva a cabo en un compresor de tres etapas en las cuales se tiene
intercambio de calor. Existe una primera etapa, que es la compresión del aire por medio del
compresor de aire de Tubo Air 6000 y una segunda etapa donde se da intercambio de calor.
7.3.2.1 Identificación de Peligros en etapa de Compresión del Aire
Peligro físico, contaminación debido a la liberación de partículas metálicas por
desgaste de partes móviles, esto debido a esfuerzos, desgaste normal y fragilidad.

105
Peligro químico, incorporación de agua del sistema de enfriamiento hacia el lado del
aire, existen empaques que separan el agua de enfriamiento del proceso, en caso
de un fallo de un empaque podría pasar agua del sistema de enfriamiento hacia el
proceso.
Peligro biológico, no se presenta ningún peligro asociado.
En el cuadro 7.13 se describe la probabilidad y severidad asociados a los peligros
identificados previamente.
7.3.3 Enfriamiento
El intercambio de calor en la destilación del aire es un proceso fundamental, proceso que
cede el calor en distintas corrientes para el licuado de gases cuyas temperaturas son
criogénicas.
7.3.3.1 Identificación de Peligros en etapa de Enfriamiento
Peligro Físico, incorporación de agua en el flujo del aire conteniendo partículas
sólidas producto del arrastre de los depósitos o sedimentos de la planta de tratamiento,
esto debido a que el agua utilizada en el intercambiador de calor se encuentra en la
pileta donde se realiza el tratamiento de aguas por lo que se podrían depositar
sedimentos con el tiempo por el arrastre en tuberías, equipos, el ambiente, y producto
del mismo tratamiento químico.
Peligro químico, incorporación de agua al flujo del aire conteniendo biocida, el agua
utilizada en el enfriamiento es tratada; uno de los componentes de tratamiento es el
biocida el cual regula la inserción de microorganismos en el sistema. En caso del paso
de agua al flujo del aire se puede contaminar con los componentes químicos de éste.
Peligro biológico, no se presenta ningún peligro asociado.

106
En el cuadro 7.14 se describe la probabilidad y severidad asociados a los peligros
identificados previamente, con el fin de determinar el riesgo y si es necesario pasar por el
árbol de decisiones.
7.3.4 Purificación
Una vez que el aire se encuentra seco y frío se realiza el proceso de purificación. En la torre
se hace pasar el flujo de aire por las camas de materiales de distintos tamaños, con el fin de
que se queden retenidos los contaminantes del aire.
7.3.4.1 Identificación de Peligros en etapa de Purificación
Peligro Físico, ruptura del filtro superior del pre-purificador donde haya arrastre de
partículas, la contaminación física podría darse si se llegará a producir la ruptura del
filtro permitiéndose el paso de los elementos filtrantes.
Peligro Químico, no se detecta peligro químico.
Peligro biológico, no se detecta peligro biológico.
En el cuadro 7.15, se describe la probabilidad y severidad asociados a los peligros
identificados previamente, con el fin de determinar el riesgo y si es necesario pasar por el
árbol de decisiones.

107
7.3.5 Licuefacción
El licuador de nitrógeno es un sistema de reciclo utilizado para mantener la continuidad del
nitrógeno líquido en el sistema. Lo anterior, ya que el aire entra a la columna, en donde el
nitrógeno al tener un punto de ebullición menor se evapora, mientras que el oxígeno
permanece en la parte inferior de la columna.
7.3.5.1 Identificación de peligro en etapa de Licuefacción
Peligro físico, contaminación debido a la liberación de partículas metálicas por
desgaste de partes móviles y/o rompimiento de la hélice e incorporación de las misma
en la línea del aire, el equipo se encuentra sometido a esfuerzos y al degaste normal
por la operación puede provocar la fragilidad del material y rompimiento del mismo.
Peligro químico, contaminación química asociada a la incorporación del aceite de
Lubricación al flujo del aire debido a la ruptura del equipo. Se presentaría en caso de
que existiera algún problema con el equipo (empaques o sellos) y se fugará el aceite,
contaminando la fuente del Nitrógeno.
Peligro biológico, no se detecta peligro biológico.
En el cuadro 7.16 se describe la probabilidad y severidad asociados a los peligros
identificados previamente, con el fin de determinar el riesgo y si es necesario pasar por el
árbol de decisiones.
7.3.6 Destilación
La columna de destilación, es donde se realiza la separación de gases, el nitrógeno
componentes del aire.

108
7.3.5.2 Identificación de peligros en etapa de Destilación
Peligro físico, rompimiento del plato de la columna, debido a que el equipo se
encuentra sometido a esfuerzos y desgaste de la operación.
Peligro químico, no se presenta contaminación química.
Peligro biológico, no se detecta biológico.
En el cuadro 7.17, se describe la probabilidad y severidad asociados a los peligros
identificados previamente, con el fin de determinar el riesgo y si es necesario pasar por el
árbol de decisiones.
7.3.7 Almacenamiento
Una vez realizado la etapa de destilación los gases se almacenan en tanques, el nitrógeno en
su estado líquido en su respectivo tanque de almacenamiento.
7.3.5.3 Identificación de peligro en etapa de Almacenamiento
Peligro físico, la contaminación física se daría si se diera por desgaste o fragilidad la
ruptura del material. Evaluación se da en la sección 8.3.
Peligro químico, está presente en caso de rompimiento de las partículas contaminando
con acero inoxidable el nitrógeno. Evaluación se da en la sección 8.3.
Peligro biológico, no se presenta.
7.3.8 Despacho
En la etapa del despacho del producto, se deben de pasar etapas previas para asegurar la

109
inocuidad del producto antes de ser cargado el nitrógeno líquido alimenticio en el Iso
contenedor.
Las etapas de despacho:
Verificación del Isocontenedor vacío, con el fin de asegurar que no se encuentre
contaminado ese equipo y de esta forma no haya una contaminación cruzada.
Verificación de pureza de Nitrógeno líquido contenido en el Tanque de
almacenamiento.
Carga del Isocontenedor, con producto proveniente del Tanque de almacenamiento
de Nitrógeno.
Verificación de pureza del nitrógeno líquido alimenticio contenido en el Iso
contenedor.
7.3.8 Conclusiones de análisis de peligros de proceso
Una planta de separación de aire es un sistema cerrado y automatizado, donde la intervención
del personal es mínima. El proceso más complejo es la destilación de las columnas por lo que
el diseño debe ser el óptimo para su funcionamiento y separación de los gases.
En las secciones anteriores se demuestra el análisis de puntos críticos de control de las etapas
del proceso, dando como resultado riesgo menores y satisfactorios no se detecta ningún punto
crítico de control, por lo que el proceso de separación del aire y producción de Nitrógeno
grado alimenticio no presenta ningún riesgo de inocuidad del producto y no presenta efectos
adversos para la salud del consumidor.
Sin embargo, se toman medidas preventivas con el fin de garantizar controlar los peligros
asociados al proceso:

110
En la etapa de succión del aire, el principal control es al monitoreo de contaminantes
presentes en el aire como el Monóxido de Carbono, debido a esto se analizan los
tanques de almacenamiento y los Iso contenedores que se cargan para los clientes.
En el proceso de compresión del aire, se encuentra un medidor de diferencial de
presión, bajo un programa de Mantenimiento esto con el fin de control el peligro
físico. Además, para prevenir contaminación química existen dos tipos de filtros
diferentes antes de la entrada del agua en el intercambiador de calor. Se realiza un
monitoreo del nivel de aceite de los compresores, por lo que, si se pierde el Aceite, la
planta detiene su funcionamiento y existe una medición en línea de la presión de
aceite de los compresores.
Para la etapa de enfriamiento y para control del peligro físico existen dos tipos de
filtros diferentes antes de la entrada del agua en el intercambiador de calor.
Adicionalmente el flujo del aire posee mayor presión que el flujo del agua,
en caso de que el sistema de alguna manera presente las condiciones para que se dé
el paso del agua al aire y arrastre partículas sólidas en el separador de aguas, pre-
purificadores o filtro de polvos quedarían retenidas las partículas, por lo que no
llegaría al consumidor final.
El proceso de pre-purificación del aire es fundamental para controlar los peligros
físico, por lo que se cuenta con el filtro superior del pre-purificador el cual se
encuentra bajo mantenimiento preventivo. En caso de que las partículas pasaran al
flujo, quedarían retenidas en el paso siguiente que es el filtro de polvos.
Se resalta en las medidas de control para prevenir un peligro, que las acciones van
orientadas especialmente a los peligros físicos, ya que puede presentarse algún tipo
de desgaste del material y generar algún contaminante o partículas sólidas.

111
Detalle del análisis de peligros para el proceso de Planta Seperación de Aire
Cuadro 7.12. Peligros identificados en etapa de succión del aire
Cuadro 7.13. Peligros identificados en etapa de compresión del aire
Tipo Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Liberación de
partículas
metálicas por
desgaste de
partes móviles
Baja
Partículas que
estén presenten
serán removidas
en la etapa de
purificación.
Mayor
El
contaminar el
Nitrógeno
con partículas
metálicas
provoca
adversos de
salud
Menor
Químico
Incorporación
de agua del
sistema de
enfriamiento
hacia el lado
del aire.
Baja
Falla de empaques
no es norma en la
operación
Satisfactorio
Agua
presenta un
problema de
calidad y no
de inocuidad
Satisfactorio
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Partículas sólidas
que ingresan en la
corriente de aire
Baja
Es baja porque
pueden ser
removidas en
la compresión
y etapas de
enfriamiento
Mayor
Si una
partícula no es
removida, el
producto final
puede
contener
partículas
Menor
Químico
Contaminantes
químicos del aire
Baja
No hay
antecedentes
de
contaminación
de gases
Mayor
Si hay
contaminación
química se
puede
contaminar
alimentos
cunado está en
contacto con
N2
Menor

112
Cuadro 7.14. Peligros identificados en etapa de Enfriamiento
Cuadro 7.15. Peligros identificados en etapa de Purificación
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Incorporación de
agua en el flujo
del aire
conteniendo
partículas
sólidas
Baja
La probabilidad
es baja ya que en
la fase final del
tratamiento de
aguas pasa por un
filtro que retiene
las partículas
sólidas.
Mayor
Si el aire se
llegará a
contaminar con
partículas
sólidas
provocaría
efectos
adversos a la
salud.
Menor
Químico
Incorporación de
agua al flujo del
aire conteniendo
Biocida
Baja
La probabilidad
es baja ya que si
existiera la
ruptura del
equipo la presión
más alta se
encuentra en la
línea del flujo del
aire
Menor
Según la
información
toxicológica de
2250 mg/kg, es
un compuesto
ligeramente
toxico.
Menor
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Ruptura del filtro
superior del pre-
purificador donde
haya arrastre de
partículas
Baja
El filtro está
diseñado para
soportar las
condiciones de
trabajo, Se
encuentra
además en
mantenimientos
preventivos.
Mayor
Dado que hay
partículas
filtrantes de
más de 7 mm
Menor

113
Cuadro 7.16. Peligros identificados en etapa de Licuefacción
Cuadro 7.17. Peligros Identificados en la etapa destilación
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Contaminación
debido a la
liberación de
partículas
metálicas por
desgaste de partes
móviles
Baja
El equipo se
encuentra con
lubricación
constante y vigilada.
Se realiza un
mantenimiento
preventivo el cual
elimina o reduce el
peligro
Mayor
El contaminar el
Nitrógeno con
partículas
metálicas puede
provocar efectos
adversos a la
salud.
Menor
Químico
Contaminación
química asociada
a la incorporación
del Aceite de
Lubricación al
flujo del aire
debido a la ruptura
del equipo.
Insignificante
Se determina como
insignificante pues
el nitrógeno tiene
una mayor presión
que el aceite por lo
que físicamente no
es posible.
Menor
Se considera
menor ya que la
información
toxicológica
indica que
compone el
aceite por lo que
es componente
no tóxico
Satis-
factorio
Tipo de
Peligro
Peligro
Identificado
Probabilidad
Justificación
Severidad
Justificación
Riesgo
Físico
Contaminación
debido a la
liberación de
partículas
metálicas por
desgaste de partes
móviles
Baja
El equipo se
encuentra con
lubricación
constante y
vigilada. Se
realiza un
mantenimiento
preventivo el
cual elimina o
reduce el peligro
Mayor
El contaminar
el Nitrógeno
con partículas
metálicas puede
provocar
efectos
adversos a la
salud si fueran
ingeridos por el
consumidor.
Menor

114
CAPÍTULO 8.
DOCUMENTACIÓN DE LOS PROGRAMAS DE PRERREQUISITO
OPERATIVOS (PPR Operativos)
Como requerimiento de la INTE-ISO 22000:2005 se deben de establecer los programas de
prerrequisitos operativos (PPR Operativos) con la finalidad de controlar la probabilidad de
introducir peligros relacionados con la inocuidad de los alimentos y contaminación
relacionados con el nitrógeno líquido o al proceso de producción.
Como se determinó, no existen Puntos Críticos de Control, sin embargo, los peligros de
inocuidad presentes en la carga y descarga del producto se van a controlar mediante un
programa operativo. Para ello se requieren las medidas de control, procedimientos de
seguimiento que demuestren que el PPR operativo se encuentra correctamente implementado
y se toman las correcciones y acciones correctivas cuando el PPR operativo no se encuentre
bajo control, además de las responsabilidades y autoridades, finalmente se debe mantener
registros de seguimiento.
La estructura que se mantiene para los programas de prerrequisito operativo es:
1. Límite Control,
2. Medidas Correctivas,
3. Monitoreo: ¿qué hacer, ¿cómo y dónde documentar, cuando hacer,
quien ejecuta?
4. Verificación
8.1 PPR operativo para controlar la contaminación física: Filtro de polvos
Durante el capítulo 7 se analiza que el peligro en varias etapas del proceso más predominante
es la contaminación física, porque desde el inicio del proceso donde se da la succión del aire
podrían ingresar partículas sólidas por la corriente de aire, posteriormente podría haber
desprendimiento de partículas metálicas por el esfuerzo o desgaste de los equipos o tuberías.

115
y todos los contaminantes físicos que sean mayor a 7 mm podrían presentar un riesgo
adverso a la salud del consumidor.
Por lo tanto, se analizan las etapas del diagrama de flujo y se determina que el filtro que se
encuentra después de los pre-purificadores denominado filtros de polvos es considerado
como un PPR operativo ya que se elimina el peligro físico de partículas sólidas.
Como parte del programa se cuenta con:
1) Medición de presión diferencial a la salida del pre-purificador se requiere control
en este punto para prevenir un posible atascamiento o ruptura de este filtro que pueda
dejar pasar al sistema partículas.
8.1.1 Límite de Control del PPR operativo
El límite de control establecido como criterio que diferencia la aceptabilidad de la
inaceptabilidad es que el cambio en el Diferencial de Presión debe ser menor que 0.5 psig.
8.1.2 Medidas Correctivas
Con base a la evaluación de peligro realizada previamente se seleccionan ciertas medidas de
control con el fin de prevenir o reducir los peligros a los niveles aceptables, por lo que se
definen como medidas de control y acción inmediata el paro de la Planta hasta solventar
problema y detectar alcance del producto afectado.
Si llegara a ocurrir la ruptura del filtro, se cuenta con un plan de revisiones periódicas para
determinar falla por ruptura para evitar el que el N2 continúe al resto del proceso.
Así mismo se define como acción correctiva reemplazo del filtro dañado y ejecutar una
revisión de los restantes filtros para verificar sus condiciones de integridad mecánica.

116
8.1.3 Monitoreo
El monitoreo como actividad de realizar una secuencia planificada de observaciones o
medidas de parámetros de control para evaluar si el PPR operativo se encuentra bajo control,
se considera:
¿Qué Hacer?
Realizar monitoreo de la lectura del diferencial de presión en el filtro DF-5000
¿Cómo y dónde Documentar?
Se realiza mediante el procedimiento de lectura de diferencial de presión, y se
documenta en formato de Diferencial de presión.
¿Cuándo Hacer?
4 Veces por semana
¿Quién Ejecuta?
Jefe de Turno
8.1.4 Verificación
Finalmente, con la actividad de verificación se confirma mediante la evidencia que se está
cumpliendo y se mantiene bajo control el PPR operativo. En este caso la verificación del
diferencial de presión lo realiza el Jefe de Producción, semanalmente para solicitar las
acciones correctivas que se requieran.
8.2 PPR operativo para controlar la contaminación química: compuestos químicos (CO,
O2)
Como contaminación química principal se puede presentar desde la succión de aire en la
primera etapa analizada, el aire (materia prima) es succionado directamente de la atmósfera
y contiene compuestos tales como Monóxido de Carbono, Hidrocarburos Totales.

117
Por lo tanto, para controlar este peligro desde el inicio del proceso se considera un Programa
prerrequisito operativo, al analizar los isocontenedores vacíos y posteriormente a la carga del
producto realizar una liberación para determinar la pureza del Nitrógeno líquido, con el fin
de garantizar la inocuidad del nitrógeno grado alimenticio.
Es considerado como un PPR operativo ya que se elimina el peligro químico, parte del
programa cuenta con dos etapas:
1. Se ejecutan análisis previos a la carga. Estos análisis están dispuestos para
eliminar la posibilidad de cargar isocontenedores contaminados y evitar contaminación
cruzada.
2. Análisis de producto terminado: Estos análisis están dispuestos para eliminar
la posibilidad de despachar producto contaminado hacia el cliente.
8.2.1 Límite de Control del PPR operativo
El límite de control establecido como criterio que diferencia la aceptabilidad de la
inaceptabilidad, para análisis previos a la carga y de producto terminado se muestran en
cuadro 8.1.
Cuadro 8.1. Límites críticos de PPR operativo químico
Parámetros Especificación
Previos a la carga
Oxígeno < 10 ppm
Liberación de producto terminado
Monóxido de Carbono < 10 ppm
Oxígeno < 10 ppm
Olor Ninguno

118
8.2.2 Medidas Correctivas
Las medidas correctivas en este programa, en caso de detectar desviación en el análisis previo
no se procede con la carga del isocontenedor. Y como acciones correctivas se debe realizar
un barrido del isocontenedor con N2 limpio sin igualar las presiones, es decir solo conectando
la manguera de líquido, ventear el producto y analizar el isocontenedor hasta lograr las
especificaciones requeridas. Finalmente se evalúa y se determina si está libre de
contaminantes a controlar.
Para la liberación de producto terminado, como corrección o acción inmediata se declara el
isocontenedor como producto No Inocuo/No Conforme, aislarlo y rotularlo como producto
en cuarentena. Y como acción correctiva seguir el procedimiento de producto no conforme
en el capítulo 10.
8.2.3 Monitoreo
¿Qué Hacer?
Previo a la carga se debe de analizar las partes por millón del O2.
En la liberación de producto terminado analizar las partes por millón de O2,
CO y sensorial de olor.
¿Cómo y dónde Documentar?
Para el análisis del O2, se utiliza un analizador de pureza electroquímico por
ejemplo Servomex. Se conecta el regulador de presión al Isocontenedor,
verificar que la válvula se encuentre abierta, ya que esta válvula le da paso a
la entrada del equipo en el analizador. Una vez que las conexiones están listas
se abre la válvula del isocontenedor. Esperar a que se estabilice la lectura del
analizador y anotar el resultado en el formato de Análisis de producto.

119
Para el análisis de CO, se utilizan tubos colorimétricos marca Dräger de rango
corto siendo la solución más económica y fiable para medidas puntuales de
gases.
¿Cuándo Hacer?
En cada contenedor que se debe cargar con Nitrógeno grado alimenticio.
¿Quién Ejecuta?
Jefe de Turno (Isocontenedores vacíos)
Analista de Calidad (Liberación de producto terminado)
8.2.4 Verificación
Y finalmente con la actividad de verificación se confirma mediante la evidencia que se está
cumpliendo y se mantiene bajo control el PPR operativo.
Para el análisis previo a la carga del Nitrógeno el Jefe de Producción debe verificar los
resultados obtenidos, para asegurar la ausencia de contaminantes químicos, en el caso de la
liberación de producto terminado es el Jefe de Calidad que debe verificar que todos los
Isocontenedores llenos son inocuos y aptos para el consumidor.
En caso de la detección de alguna desviación se debe seguir el procedimiento no conforme
descrito en el capítulo 10

120
CAPÍTULO 9.
DOCUMENTACIÓN PARA VALIDACIÓN DE LAS MEDIDAS DE CONTROL
RELACIONADOS CON LOS PELIGROS DEL NITRÓGENO EN EL PROCESO
DE SEPARACIÓN DEL AIRE.
En el apartado 8 de la INTE-ISO 22000:2005 de Validación, Verificación y Mejora del
Sistema de Gestión de la Inocuidad de los alimentos, hace referencia a los principios de
validación, verificación y mejora continua tal como se indica en el enunciado, en él se
especifican los requerimientos y principios relacionados con la validación de las medidas de
control, el control de seguimiento, verificación y mejora de sistema de gestión de la inocuidad
de los alimentos (INTECO, 2005).
La validación de las combinaciones de medidas de control debe ser capaz de alcanzar el
control de los peligros relacionados con la inocuidad de los alimentos, en este caso para
asegurar la inocuidad del Nitrógeno alimenticio, utilizado en grandes industrias de los
alimentos.
Si por el contrario el resultado de la validación muestra que uno o ambos de los elementos
no pueden ser confirmados, la medida de control y/o sus combinaciones deber ser
modificadas y evaluadas de nuevo (INTECO, 2005).
Para realizar la verificación del sistema de gestión de la INTE–ISO 22000:2005 solicita que
se lleve a cabo Auditoría Interna en intervalos planificados para determinar si el sistema de
gestión es conforme con las disposiciones planificadas por la Organización y la norma
internacional. Además, se requiere evaluar los resultados individuales de verificación, esta
evaluación debe ser sistemática y realizada por el equipo de inocuidad.

121
En caso de que el equipo de inocuidad detecte que existe no conformidad con lo planificado
se deben de tomar las acciones correctivas.
El proceso de mejora continua debe ser una iniciativa de la alta dirección, utilizando todos
los medios para evidenciar la mejora, tales como las auditorías internas, revisión por la
dirección, evaluación y análisis de las actividades de verificación, validación de las medidas
de control, así como las acciones correctivas para el caso de la detección de no conformidades
o desviaciones dentro del Sistema de Gestión.
9.1 Validación de las medidas de control
El proceso de validación se debe llevar antes de implementar las medidas de control de los
PPR operativos y posteriormente si hubiese un cambio en ellos que indican la necesidad de
revalidación, con el fin de confirmar que las que las medidas cumplen según lo previsto.
La validación se concentra en la recolección y la evaluación de información científica,
técnica y de observación, para determinar si las medidas de control son o no capaces de lograr
su propósito específico en función del control de peligros. La validación implica la medición
del rendimiento frente a un resultado u objetivo deseado de inocuidad de los alimentos, con
respecto a un nivel requerido del control del peligro (FAO.2008).
Los Sistemas de Gestión de Inocuidad son cambiantes y flexibles, la tendencia a cambiar las
medidas de control para los peligros identificados puede representar un riesgo para el sistema
de ahí la relevancia especial de la validación. Por lo tanto, los aspectos relacionados con
Buenas Prácticas de Manufactura, programas de limpieza y mantenimiento de los equipos
deben ser sometidos a este análisis, porque además es útil para que el Equipo de Inocuidad
tome decisiones sobre las frecuencias mínimas aceptables.
La validación de las medidas de control se muestra en el cuadro 9.1, 9.2, 9.3.

122
Cuadro 9.1. Corrida I de Validación de Medidas de control
Validación de las Medidas de Control
Consecutivo de
Análisis
I-VMC Fecha: 3/07/2018
N°
Medidas de
Control
Descripción de
la Prueba
realizada
Frecuencia
Responsable
Resultado
Método de Validación
1
Diferencial de
presión de filtro
de polvos
después de los
prepurificadores
Se realiza la
medición del
diferencial de
presión para
evitar que
ingrese
partículas
sólidas en el
producto,
eliminar el
peligro físico
4 veces por
semana
Jefe de Turno
No se ha
detectado falla
en el filtro de
polvos antes de
su
mantenimiento
preventivo.
No se ha
identificado
partículas
sólidas en el
producto
terminado.
1. Comprobación de los
Mantenimientos preventivos
realizados a los filtros de
polvos.
2. Comprobación del camb
io de los filtros de polvos.

123
Cuadro 9.1 Continuación Corrida I de Validación de Medidas de control
N°
Medidas de
Control
Descripción de
la Prueba
realizada
Frecuencia
Responsable
Resultado
Método de Validación
2
Pureza de
Isocontenedores
Vacíos
Existe la
probabilidad
que ingresen
Isocontenedores
vacías
contaminadas
con compuesto
como CO, O2,
esto para
eliminar el
peligro químico
Por lote
Jefe de
Turno
1. Se analizan 10
Isocontenedores
vacíos de los
cuales 0%
contienen
contaminantes
superiores a las
especificaciones.
Comprobación del análisis
de pureza de los
isocontenedores vacíos,
según el procedimiento de
análisis
3
Liberación de
Isocontenedores
llenos
Se realiza la
liberación de los
isocontenedores
para asegurar
que el producto
que se despacha
para el cliente
es producto
inocuo
En cada
carga
Analista de
Calidad
1. Se liberan 15
Isocontenedores
llenos 100% se
aprueban por el
analista de
calidad para
entrega al cliente
Comprobación del análisis
de pureza de producto
terminado según el
procedimiento de análisis.

124
Cuadro 9.2. Corrida II de Validación de Medidas de control
Validación de las Medidas de Control
Consecutivo de
Análisis
I-VMC Fecha: 31/7/2018
N°
Medidas
de
Control
Justificación de
la prueba
Frecuencia Responsable Resultado Método de Validación
1
Diferencia
l de
presión de
filtro de
polvos
después de
los
prepurifica
dores
Se realiza la
medición del
diferencial de
presión para
evitar que
ingrese
partículas
sólidas en el
producto,
eliminar el
peligro físico
4 veces por
semana
Jefe de Turno
1. No se ha detectado
falla en el filtro de
polvos antes de su
mantenimiento
preventivo.
2. No se ha
identificado partículas
sólidas en el producto
terminado
1. Comprobación de los
Mantenimientos
preventivos realizados a
los filtros de polvos. 2.
Comprobación del cambio
de los filtros de polvos.

125
Cuadro 9.2 Continuación Corrida II de Validación de Medidas de control
N°
Medidas
de
Control
Justificación de
la prueba
Frecuencia
Responsable
Resultado
Método de Validación
2
Pureza de
Isocontene
dores
Vacíos
Existe la
posibilidad que
ingresen
Isocontenedores
contaminados,
con compuesto
como CO, O2, esto
para eliminar el
peligro químico,
se realiza una
prueba de pureza
con analizador
electroquímico,
que determinar las
partes por millón
de O2 y tubo
colimetrico el CO
Por lote Jefe de Turno 1. Se analizan 15
Isocontenedores
vacíos de los cuales
6,66 % contiene
contaminantes
superiores a las
especificaciones.
2. Se aplica el
procedimiento de
limpieza.
3. Se verifica la
limpieza por parte de
Aseguramiento de
Calidad y se aprueba
para su carga
Comprobación del análisis
de pureza de los
isocontenedores vacíos,
según el procedimiento de
análisis
3 Liberación
de
Isocontene
dores
llenos
Se realiza la
liberación de los
isocontenedores
para asegurar que
el producto que se
despacha para el
cliente es
producto inocuo
En cada
carga
Analista de
Calidad
1. Se liberan 20
Isocontenedores
llenos 100% se
aprueban por el
analista de calidad
para entrega al
cliente
Comprobación del análisis
de pureza de producto
terminado según el
procedimiento de análisis.

126
Cuadro 9.3. Corrida III de Validación de Medidas de control
Validación de las Medidas de Control
Consecutivo de
Análisis
I-VMC
Fecha:
03/8/2018
N°
Medidas de
Control
Descripción de
la Prueba
realizada
Frecuencia
Responsable
Resultado
Método de Validación
1
Diferencial de
presión de filtro
de polvos DF-
5000 después de
los
prepurificadores
Se realiza la
medición del
diferencial de
presión para
evitar que
ingrese
partículas
sólidas en el
producto,
eliminar el
peligro físico
4 veces por
semana
Jefe de Turno
1. No se ha
detectado falla en el
filtro de polvos
antes de su
mantenimiento
preventivo.
2. No se ha
identificado
partículas sólidas en
el producto
terminado
Comprobación de los
Mantenimientos
preventivos realizados a los
filtros de polvos.
Comprobación del cambio
de los filtros de polvos.

127
Cuadro 9.3. Continuación. Corrida III de Validación de Medidas de control
N°
Medidas de
Control
Descripción de
la Prueba
realizada
Frecuencia
Responsable
Resultado
Método de Validación
2
Pureza de
Isocontenedores
Vacíos
Existe la
probabilidad
que ingresen
Isocontenedores
vacías
contaminadas
con compuesto
como CO, O2,
esto para
eliminar el
peligro químico
Por lote
Jefe de Turno
1. Se analizan 20
Isocontenedores
vacíos de los cuales
0 % contiene
contaminantes
superiores a las
especificaciones
Comprobación del análisis
de pureza de los
isocontenedores vacíos,
según el procedimiento de
análisis
3
Liberación de
Isocontenedores
llenos
Se realiza la
liberación de los
isocontenedores
para asegurar
que el producto
que se despacha
para el cliente
es producto
inocuo
En cada
carga
Analista de
Calidad
1. Se liberan 20
Isocontenedores
llenos 100 % se
aprueban por el
analista de calidad
para entrega al
cliente
Comprobación del análisis
de pureza de producto
terminado según el
procedimiento de análisis.

128
9.2 Control de seguimiento y la medición
Según el requerimiento de la norma INTE-ISO 22000:2005 en este apartado se debe
mantener la evidencia de que los métodos y los equipos de seguimiento y medición son los
adecuados y se asegura el desempeño de los mismos.
Para demostrar resultados válidos los equipos de medición deben ser calibrados y verificados
en intervalos especificados comparados con patrones de medición trazables. Cuando sea
necesario deben ser ajustados. Y en caso que se encuentre que los equipos no son conformes
con los requisitos se deben de tomar las acciones apropiadas.
Para el control y medición se cuenta con el procedimiento de calibración detallado en el
capítulo 10
9.3 Verificación del sistema de gestión de la inocuidad de los alimentos
Dentro de las actividades de verificación en el SGIA se debe llevar a cabo la auditoría interna
a intervalos planificados para determinar la conformidad de las disposiciones planificadas y
los requisitos del sistema, así como los requisitos de la norma INTE-ISO 22000:2005.
El SGIA debe planificar un programa de auditorías enfocadas en la importancia de los
procesos y en los resultados de las auditorías previas. Para ello se define un procedimiento,
en el cual se indican las responsabilidades, requisitos, realización, informe de resultados y
registros.
Para el proceso de Auditoría interna se define un procedimiento detallado en el capítulo 10.

129
9.4 Evaluación de los resultados individuales de verificación
Las actividades de verificación deben ser planificadas en el SGIA y el equipo de inocuidad
es el responsable del análisis de los resultados, en el caso de no detectarse conformidad de
las actividades se deben tomar acciones correctivas. Es requerido por el sistema que los
análisis y los resultados se registren y se informen de manera apropiada a la alta Gerencia
para la toma de decisiones, por lo tanto, se definen las actividades de verificación como se
muestra en el cuadro 9.4.
Cuadro 9.4 Actividades de Verificación
Tema
Método Frecuencia Responsable Registro
Programa de
Prerequisitos
A través de un recorrido
por la planta se revisa
que se encuentren los
prerrequisitos
implementados en
campo y que se cuente
con la documentación
soporte de la actividad
realizada.
Mensual Equipo de
Inocuidad
Formato
Revisión de
Pre-requisitos
de la
Instalación.
Elementos de
entrada al
Análisis de
Peligros
A través de la revisión
de la lista de
verificación que se
encuentren actualizados
cada uno de los
elementos de entrada
Anual Equipo de
Inocuidad
Lista de
Verificación de
Validación de
las medidas de
control
Recuperación de
producto
Ejecución de
Simulacros Anual
Gerencia de
Calidad,
Líder de
Inocuidad
Formato para
retiro de
producto

130
Cuadro 9.4 Continuación Actividades de Verificación
Tema
Método Frecuencia Responsable Registro
Plan de
Actuación en
Caso de
Emergencias
Ejecución de
Simulacros Anual
Gerencia de
Calidad /
Líder de la
Inocuidad
Reporte de
Simulacro
Procedimientos
requeridos por la
organización
Auditorías Internas Anual
Auditores
Sistemas de
Inocuidad
Reportes de
Auditoría
Niveles de
peligro: Análisis
Químico y de
material extraño
en producto
terminado
Análisis de Calidad Por lote Jefe de
producción
Registros de
Liberación de
Isocontenedor

131
CAPÍTULO 10.
DISEÑO E IMPLEMENTACIÓN DE LOS DOCUMENTOS REQUERIDOS POR
LA NORMA ISO 22000:2005
El presente capítulo presenta el diseño de los documentos requeridos por la Norma ISO
22000, se complementa y estructura mediante procedimientos, formatos y toda aquella
documentación considerada en los programas de prerrequisitos de la INTE/ISO/TS 22002-1,
que son considerados necesarios para prevenir o evitar efectos adversos sobre la inocuidad
del Nitrógeno alimenticio y servicios prestados.
Al estar estructurado a través de procedimientos, se ha definido los requisitos del Sistema en
dichos documentos. El Sistema de Gestión de Inocuidad definido en este capítulo permite
demostrar:
Su capacidad para controlar los peligros de inocuidad de alimentos para
asegurar que el nitrógeno es inocuo en el momento del consumo humano.
Cumplimiento con los requerimientos legales y reglamentarios aplicables de
inocuidad alimentaria.
Informar y comunicar, tanto a nivel interno (Organización) como externo
(Clientes, Consumidores, Proveedores, Colaboradores…), que las acciones
acometidas en el Sistema de Gestión de Inocuidad son eficaces para denotar
cualquier desviación.
Evaluar y calificar los requerimientos del cliente y demostrar conformidad con
los mismos en relación con la seguridad alimentaria.
Comunicar de manera efectiva los problemas de inocuidad a los proveedores,
clientes y partes interesadas relevantes en la cadena alimentaria

132
10.1 Listado de Documentos
En este capítulo se documenta un Manual de Inocuidad de los Alimentos basado en Normas
ISO 22000:2005 definiendo el alcance del Sistema de Inocuidad, requisitos generales y
requisitos de la documentación, requisitos de la Alta dirección como el compromiso,
objetivos y metas de inocuidad, Política de Inocuidad.
Se confeccionan procedimientos de manejo los clientes y quejas, responsabilidad, autoridad
y comunicación y la revisión por la dirección, además procedimientos para el manejo de la
gestionar y proporcionar los recursos adecuados para establecer, implementar, mantener y
actualizar el sistema de gestión de la inocuidad de los alimentos y definir la competencia
educación, formación, habilidades y experiencia apropiadas; documentos que se describen
en el cuadro 10.1.
Cuadro 10.1. Listado de Documentos
N° Documento Apéndice
1 Control de documentos y registros Apendice 1
2 Gestión de cambio Apendice 2
3 Formato para material quebradizo Apendice 3
4 Código de colores para recipientes Apendice 4
5 Programa de limpieza de la Planta Apendice 5
6 Formato para control de etiquetas y sellos Apendice 6
7 Procedimientos de calibración y mantenimiento Apendice 7
8 Formato para la Orden Preventivo y Correctivo Apendice 7.1
9 Formato para Calibración Apendice 7.2
10 Liberación de equipos Post Mantenimiento Apendice 8
11
Procedimiento Selección, evaluación y re-evaluación de
proveedores. Apendice 9
12 Registro de Inscripción de proveedores Apendice 9.1

133
Cuadro 10.1 Continuación Listado de Documentos
N° Documento Apéndice
13 Selección de proveedores Apendice 9.2
14 Formato de Evaluación de Proveedores Apendice 9.3
15 Verificación de materiales Apendice 10
16 Formato Verificación de materiales Apendice 10.1
17 Formato para plan de Auditorías a proveedores Apendice 11
18 Inventario de Material quebradizo Apendice 12
19 Procedimiento para el control de los productos químicos Apendice 13
20 Declaración Jurada para su estado de Salud Apendice 14
21 Formato de Reportes de estado de salud Apendice 15
22 Procedimiento para el retiro de producto Apendice 16
23 Formato para retiro de producto Apendice 16.1
24 Protocolo para retiro de producto Apendice 16.2
25 Procedimiento de producto no conforme Apendice 17
26 Formato de Producto No Conforme Apendice 17.1
27 Programa de mantenimiento de las Unidades de Distribución,
anexo 18 Apendice 18
28 Formato Evaluación de riesgos para la defensa alimentaria
biovigilancia y bioterrorismo Apendice 19
29 Procedimiento de acceso a las instalaciones, Apendice 20
30 Formato para la Asignación de llaves de la Instalación Apendice 20.1
31 Perfil del equipo de Inocuidad Apendice 22
32
Formato identificación y el análisis de peligros de materias
primas y etapas de proceso
Apendice 23
33 Procedimiento de Auditoría Interna Apenndice 24

134
CAPÍTULO 11.
BENEFICIOS Y LIMITACIONES
11.1 Beneficios
1) Desarrollo de conocimientos teóricos en seguridad alimentaria y destrezas para
interpretación y adecuación de las Normas en la Organización.
2) Conocimiento de las condiciones actuales de la Planta de Separación de Aire y los
procesos definidos en la Norma.
3) El conocimiento y experiencia en el manejo de Normas de Seguridad Alimentaria y
la habilidad para interpretar Normas ISO y la relación de cada uno de los requisitos
específicos con las etapas del proceso de Separación del Aire.
4) Conocimientos de los requerimientos específicos de Inocuidad para las
Organizaciones del sector Alimenticio, en base a la especificación técnica ISO/TS
22002-1.
5) Manejo de herramientas para desarrollar los programas de prerrequisitos con el fin de
controlar los riesgos de inocuidad.
6) Conocimiento del proceso productivo del Nitrógeno y metodologías de análisis de
Peligros en el proceso productivo de Separación del Aire.
7) Conocimiento en manejo de programas de prerrequisitos Operativos detectados para
el proceso del Nitrógeno y validación y verificación de un Sistema de Gestión de la
Inocuidad.

135
11.2 Limitaciones
1) En la Organización no se considera prioridad los temas de seguridad alimentaria, por
considerar que el sistema es cerrado y automatizado, y el personal no tiene contacto
con el Nitrógeno.
2) Definir un equipo de Inocuidad que incluya personal dedicado a las actividades que
afectan la inocuidad del producto y su participación activa como miembros, para
llevar a cabo las actividades planificadas para el Sistema de Inocuidad.
3) Selección de una herramienta adecuada para cuantificar el estado inicial en seguridad
alimentaria en la Planta de Separación de Aire.
4) Falta de referencias científicas para justificar los peligros presentes en un proceso de
Separación del Aire

136
CAPÍTULO 12.
CONCLUSIONES Y RECOMENDACIONES
12.1 Conclusiones
1) El diagnóstico inicial de la Planta de Separación de Aire es insatisfactorio, mostró 7
% de observaciones serias, las cuales se deben de atender con prioridad, 3% de
mejoras necesarias y 19% de problemas menores. La mayoría de prácticas del
personal son las que interfieren en los problemas menores.
2) Existe una falta de análisis de vulnerabilidad del proceso en la instalación donde se
encuentra la Planta de Separación de Aire, el cual debe ser llevado a cabo por expertos
en la materia de vulnerabilidad, este requisito es fundamental para garantizar la
seguridad alimentaria.
3) Una vez realizado el análisis de peligros de Materias Primas se determina que existe
un peligro crítico, sin embargo, no se detecta puntos críticos de control por lo tanto
se descarta que los materiales en contacto con el nitrógeno produzcan un efecto
adverso a la salud de los consumidores. Sin embargo, se determinan medidas de
control para los peligros, el enfoque principal en el mantenimiento preventivo de los
filtros de los equipos para eliminar el principal peligro físico.
4) Se determina que una Planta de Separación de Aire es un sistema cerrado y
automatizado, donde la intervención del personal es mínima, y no se detecta ningún
punto crítico de control, por lo que el proceso de separación del aire y producción de
Nitrógeno grado alimenticio no presenta ningún riesgo de inocuidad del producto

137
5) Se establecen Programas de Prerrequisitos Operativos (PPR Operativos) con la
finalidad de controlar la probabilidad de introducir peligros y contaminación en el
proceso de separación del aire y producto terminado Nitrógeno, principalmente para
prevenir contaminación física proveniente de partículas sólidas del aire y química por
los componentes del aire.
12.2 Recomendaciones
1) A pesar que el proceso de Separación del Aire es un sistema cerrado y el personal no
tiene mucho contacto con el Nitrógeno como producto terminado se debe
implementar un programa robusto de Buenas Prácticas de Manufactura que incluye
vestidores y uniforme que utiliza el personal diariamente, optar por codificación de
colores de uniforme que permita asegurar la rotación (camisa y pantalón) de manera
que se logre diferenciar el adecuado uso de los mismos.
2) Para robustecer el Programa Prerrequisito Defensa Alimentaria, Biovigilancia y
Bioterrosismo se debe mantener un plan de Food Defense escrito para registrar las
actividades implementadas para controlar y/o reducir el potencial de ocurrencia de un
evento de contaminación intencional que incluya controles de personal, instalaciones,
materiales, procesos, almacenamiento, transportes y sistemas.
3) Aunque la documentación del Sistema HACCP se encuentra actualizada, la Planta de
Separación de Aire debe asegurar el proceso de seguimiento y control de la
información descrita en el Plan HACCP, además de realizar gestiones de cambio
cuando existan cambios en el proceso, materias primas, porque de lo contrario vuelve
obsoleto al Sistema.

138
4) Se recomienda un especial cuidado con las mangueras de trasiego del Nitrógeno, para
la carga y descarga de los isocontenedores, estos equipos pueden resultar vulnerables
se sugiere colocar filtros internos con el fin de prevenir algún peligro físico.
5) Se recomienda reforzar la cultura de inocuidad con programas de capacitación tanto
al personal operativo como al administrativo, ya que al tratarse de un sistema cerrado
el personal considera no haber afectación del producto final.
6) Se recomienda investigación futura en la nueva versión ISO 22000:2018 que
mantiene y refuerza los elementos claves para garantizar la seguridad alimentaria
como responsabilidad de la dirección, comunicación interactiva a lo largo de toda la
cadena, programa de prerrequisitos y sistemas APPCC (Análisis de Peligros y Puntos
Críticos de Control), pero principalmente se enfoca en una estructura de alto nivel.

139
BIBLIOGRAFIA
AIB (2018). Las Normas consolidadas de AIB Internacional para Inspección. Recuperado
de https://www.aibonline.org/aibOnline_/...aibonline.org
Barrantes, A. (2014). Implementación del Sistema de Análisis de peligros y Puntos Críticos
de control (HACCP) en una planta de producción de Nitrógeno (Tesis de
Licenciatura). Universidad de Costa Rica, San José, Costa Rica
CACIA. (2006). ISO 22000 la Nueva Exigencia del Mercado. Alimentaria (83), p.12-18
Cerrada, P. (2017). Diseño y análisis de una Planta de Separación de Aire (tesis de
licenciatura). Universidad Politécnica de Madrid, Madrid, España.
CGA (2016). Commodity Especification for Nitrogen. Edición 8.
CODEX ALIMENTARIUS, (1997). Recommendades international code of practice general
principles of food hygiene. www.codexalimentarius.net
Ducar, P. (1991). El Sistema de análisis de riesgos y puntos críticos. Zaragoza: Editorial
Acribia
Falomir, V, Segarra, J.A (2006). El Sistema de Gestión de Calidad (Norma ISO 9001:2000)
en la Biblioteca de la Universidad Jaume I de Castellón. Boletín LVI (2006), NÚM.
1 de Federación Española de Asociaciones de Archiveros, Bibliotecarios,
Arqueólogos, Museólogos y Documentalistas ANABAD, Madrid

140
FAO-OMS. (1997). Sistema de Análisis de Peligros y de Puntos Críticos de control (haccp)
y directrices para su aplicación. Recuperado de:
http://www.fao.org/docrep/005/y1579s/y1579s03.htm#TopOfPage
FAO. (2003). Manual Sobre la Aplicación del Sistema de Análisis de Peligros y de Puntos
Críticos de Control (APPCC) en la Prevención y Control de las Micotoxinas.
Recuperado de: http://www.fao.org/docrep/005/Y1390S/y1390s00.htm#Contents
FAO. (2008). Directrices para la validación de medidas de control de la inocuidad de los
alimentos CAC/GL 69-2008. Recuperado de:
http//www.fao.org/input/download/standards/11022/CXG_069s.pdf
GFSI. (2019) https://www.mygfsi.com/es/acerca-de-nosotros/acerca-de-gfsi/que-es-
gfsi.html
INTECO. (2005). Norma INTE –ISO 22000:2005. Sistema de Gestión de la Inocuidad de
los Alimentos, requisitos para cualquier organización de la cadena alimentaria. San
José, INTECO.
LINDE GROUP. (2019). Gases Industriales.
https://www.abellolinde.es/es/products_and_supply/food_grade_gases/
MAC, MEIC Y COMEX. (2010). Decreto N°35960: Política Nacional de Inocuidad de los
alimentos.www.cnaacr.com/.../REGLAMENTO-DE-35960-POLITICA-
NACIONAL-DE-INOCUIDAD
McSwane, D. (ED). (2006). Conceptos esenciales de seguridad e higiene de los alimentos.
México: Pearson

141
Messer. (2018). Gases del aire. https://www.messer.es/gases-aire
Monge, M. (2010). Diseño de seis procedimientos requisito de los capítulos 7 y 8 de la
norma ISO 22000:2005 y validación, por métodos microbiológicos, del
procedimiento de limpieza y desinfección del piso de la bodega de materia prima
utilizando una solución de hipoclorito de sodio en la empresa Alserro S.A (tesis de
licenciatura). Universidad de Costa Rica, San José, Costa Rica.
OMS (2017). 3. ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP),
https://www.paho.org/hq/dmdocuments/2017/food-safety-hacpp-cha-analisis-peligros-
puntos-criticos-control.pdf
Parker. (2012). Nitrógeno de alta calidad para el sector alimentario.
https://www.parker.com/literature/domnick%20hunter%20Industrial%20Division/Literature
%20&%20Documents/174004712_ES_NITROGEN_FOR_THE_FOOD_INDUSTRY_MS
B.PDF
Praxair. (2018). Nitrógeno líquido para presurización. http://blogs.praxair.es/blog/nitrogeno-
liquido-para-presurizacion/
RAE. (2012). Diccionario de la Lengua Española. 23 ed. http://dle.rae.es/
Ramírez, S. (2014). Diseño de los procedimientos estándar de limpieza y desinfección, de
dos procedimientos Estándar de Operación, validación de la limpieza y desinfección
de distintas superficies y determinación de la concentración de recambio del
desinfectante en el pediluvio de la Planta Piloto del CITA (tesis de licenciatura).
Universidad de Costa Rica, San José, Costa Rica.

142
Reñazco, L. (2005). Diseño de la Documentación de los requisitos y programas de soporte
del sistema de Análisis de Riesgos y Puntos Críticos de Control (HACCP) en la línea de
producción de una galleta dulce con coco en industria MAFAM S.A. (tesis de licenciatura).
Universidad de Costa Rica, San José, Costa Rica.
SAI GLOBAL (2018). Seguridad Alimentaria
http://assuranceblog.saiglobal.com.mx/espanol/auditoria-y-certificacion/seguridad-alimentaria/
Toralva, A. (2009). Gases usados en la Industria Alimentaria. Recuperado de http://dionel-
tecnologiaybiotecnologia.blogspot.com/2009/04/gases-usados-en-la-industria.html

143
APENDICE

144
Apéndice 1
Procedimiento de Control de Documentos y Registros

145
Objetivo
Este documento define los lineamientos el control, actualización y almacenamiento de los
documentos del Sistema de Gestión.
1. Alcance
Aplica a todos los documentos relacionados al Sistema de Gestión considerados en el alcance
del sistema.
2. Referencias
ISO 9001.
3. Responsabilidades
4. Equipo de Protección Personal
No aplica
5. Instrucciones
5.1. Aprobación de los documentos
Todo documento relacionado al alcance de este procedimiento debe ser revisado por el
encargado del Sistema de Gestión y aprobado por la Jefatura o Gerencia para su distribución.
En el caso de modificaciones, estas deben revisar y aprobar de nuevo por los responsables y
documentar la evidencia respectiva al cambio en archivo de evidencias del SGI.
El responsable de generar el documento del SGC, emite el documento en borrador
y se lo envía al encargado del SGC
LOGO
Nombre del proceso
GESTIÓN DE CALIDAD
Código: PG-SG-001
Versión:1
Nombre del documento
CONTROL DE DOCUMENTOS Y
REGISTROS
Fecha Aprobación:
Páginas:

146
El encargado del SGC recibe el documento y lo codifica según el consecutivo del
área y se lo remite por correo electrónico al colaborador que debe aprobar el
documento.
El responsable de aprobar el documento da Visto Bueno al documento y da
respuesta por medio de correo electrónico o de forma manual con una lista de
asistencia aprobando el documento, con “aprobado” o “rechazado” con las
observaciones del rechazo.
El encargado del SGC recibe la aprobación y libera el documento con la fecha de
aprobación por parte de la jefatura o Gerencia.
El encargado del SGC notifica al personal correspondiente y definido en el
procedimiento liberado.
El personal notificado debe emitir evidencia de la revisión de los Documentos ya
sea por correo electrónico o con una lista de asistencia.
El encargado del SGC resguarda estas evidencias impresas o electrónicas en una
Carpeta que se denomina “Control Documental de Notificaciones”.
Todos los documentos del SGC se reguardan en un servidor para su protección y
se guardan en versión pdf y las versiones obsoletas se mantienen en una carpeta
de Control de Documentos Obsoletos.
En el siguiente cuadro se desglosa las autoridades desde la elaboración hasta la liberación de
los Documentos del Sistema de Gestión de Calidad (SGC).
Cuadro 1. Responsables de la Documentación del SGC
Responsables Elaboración Revisión Aprobación Liberación
Personal x
Jefaturas x x x
Gerencias x x x
Gestor de calidad x x

147
5.2 Distribución de documentos
Una vez aprobados los documentos, el encargado del Sistema de Gestión debe controlar su
distribución. Para esto se clasifican los documentos en dos categorías: Documento
Controlado (DC) y Documento No Controlado (DNC).
5.2.1 Documento Controlado (DC)
Corresponde a una copia fiel de la base de la documentación del Sistema de Gestión. Por lo
tanto, si se realiza un cambio de versión se debe retirar la versión anterior, destruirla y
sustituir de inmediato por la nueva versión.
Para los DC está prohibida la copia parcial o total sin la debida aprobación de la Gerencia o
encargado del Sistema de Gestión. Sera posible causal de despido justificado la difusión de
la información contenida en DC sin la autorización respectiva.
El encargado del SGC distribuye los documentos al colaborador que requiera su
uso, si el documento se requiere impreso, la jefatura o la Gerencia debe solicitarlo
por medio de correo electrónico al SGC, el documento se imprime y se coloca
“Copia Controlada #” y el nombre de la persona responsable. Si el documento se
requiere digital el personal debe tener acceso al Servidor Documental donde se
encuentran las versiones vigentes.
En el caso de formatos el usuario se los debe de pedir al encargado del SGC o la
jefatura inmediata para que imprima el documento del Servidor Documental
vigente.
El encargado del SGC controla la entrega de los documentos impresos por medio
de un control de Copias Contraladas del SGC.
Cuando el procedimiento cambia de versión por actualización, el encargado del
SGC revisa el control de copias controladas y retira las obsoletas y se destruyen
las mismas, y se entrega la versión vigente.
5.2.2 Documentos No Controlado
Las copias no controladas pueden ser emitidas a colaboradores, clientes o interesados sujetos
a previa solicitud por medio de correo electrónico al encargado del Sistema de Gestión quien

148
emite el DNC, en el documento se debe de colocar la leyenda “Documento válido para el día
de hoy”.
5.3 Lista maestra de documentos
El encargado del Sistema de Gestión debe crear y mantener actualizado el Listado Maestro
de Documentos de manera física y con respaldo digital. En el que se deben incluir todos los
documentos relacionados al Sistema de Gestión para disponer de la información respecto a
la última revisión y actualización de los mismos. Esta Lista debe contener:
a) Código del documento
b) Nombre del documento
c) Versión vigente
d) Fecha de revisión y aprobación
5.4 Archivo
5.4.1 Documentos físicos
Los documentos originales en formato físico deben archivarse en un ampo, carpeta o medio
necesario con el nombre de su contenido en un lugar visible. Junto a estos se debe colocar el
Listado Maestro y el Control de Distribución. Así mismo se debe mantener una copia
controlada en el punto donde sea necesario.
5.4.2 Documentos electrónicos
Para el caso de los documentos electrónicos estos deben nombrarse con el Código del
Documento seguido del Nombre. Estos documentos deben guardarse en un consecutivo de
carpetas de la siguiente manera:
Organización > Área > Tipo de documento > Documento

149
Debido a la naturaleza de estos documentos se recomienda realizar un respaldo semanal ya
sea en el servidor de la empresa, una nube autorizada por la Gerencia o departamento de TI
o en algún dispositivo de almacenamiento masivo.
En caso de existir el mismo documento en diferentes formatos (por ejemplo, PDF, TXT,
DOCX) se debe procurar siempre almacenar el archivo que permita editar su contenido bajo
las condiciones de seguridad pertinentes en caso de contener información sensible. El acceso
a estos documentos se controla por medio de un servidor donde solo el personal autorizado
cuenta con acceso.
5.5 Periodo de almacenamiento
5.5.1 Documentos físicos
Los documentos originales deben almacenarse por un periodo de un año posterior a la fecha
de caducidad del producto. Cumplido este plazo de puede disponer de los documentos físicos
y se recomienda hacer un respaldo digital para mantener los datos históricos que sean
necesarios.
5.5.2 Documentos electrónicos
Para documentos electrónicos se hace la misma recomendación que para documentos físicos,
es decir, mantenerlos por un periodo no menor a un año a partir de la fecha de producción.
En caso se tener la necesidad de liberar espacio en el ordenador, se recomienda hacer el
traspaso de los documentos a una nube o dispositivo de almacenamiento masivo.
5.6 Revisión y Cambios
Se deben hacer revisiones al menos una vez al año para identificar posibles mejoras y
actualizaciones de los documentos del Sistema de Gestión. Al identificar un cambio se debe
detallar en Control de Cambios y posterior realizar el cambio en el documento. Una vez que
se revisa y aprueba la nueva versión se debe actualizar el (Código) Listado Maestro y si es
un DC realizar el debido cambio de las copias en los puntos de uso y se realiza la notificación
al personal involucrado.

150
Al cambiar de versión, el documento anterior se convierte en obsoleto y se debe de informar
sobre su discontinuación y retirar las copias respectivas.
5.10 Documentos Obsoletos (DO)
Los documentos obsoletos (DO) originales deben permanecer en un archivo separado al de
los documentos en uso por el responsable del Sistema de Gestión. Las copias de los DC
obsoletos se deben destruir en un periodo de una semana posterior a su actualización.
Los DO originales archivados deben de identificarse con la identificación “DOCUMENTO
OBSOLETO”. Estos documentos deben archivarse por un periodo no menor a los tres años
posterior a la fecha en la que sacan de circulación.
5.11Control de cambios
En la tabla 2 se registran los cambios
Cuadro 2. Control de cambios en los documentos.
Fecha Consecutivo del (Código)
Registro de cambios
Observaciones de los
cambios Responsable
Final.

151
Apéndice 2
Gestiones de Cambio

152
Logo
Gestión de Cambio
Código:
Vigente
desde: Versión:
Empresa Última
revisión: Pag.
Líder del
cambio: _____________________
Departamento ___________
Nombre del
cambio: _____________________
N° de Cambio ___________
Fecha del
cambio: _____________________
A que aplica el cambio
Materiales
Proveedores
Requisitos legales y reglamentarios
Programas de limpieza y desinfección
Materias Primas, ingredientes y
servicios
Sistemas de embalaje, almacenamiento
y distribución
Consultas pertinentes de las partes
interesadas externas
Ubicación de equipos, entorno
circundante
Requisitos del cliente, del sector y otros
requisitos que la organización tiene en
cuenta
Niveles de calificación del personal y/o
asignación de responsabilidades y
autorizaciones
Quejas indicando peligros relacionados
con la inocuidad de los alimentos,
asociados al producto
Conocimientos relativos a los peligros
para la inocuidad de los alimentos y las
medidas de control

153
Diseño de áreas de trabajo, procesos,
instalaciones, maquinaria/equipos,
procedimientos operativos y trabajo de
la organización
Otras condiciones que tengan un
impacto en la inocuidad de los alimentos
Razón del cambio
Productividad
Nuevo Proyecto
Cumplimiento de requisitos (clientes,
estándares internos y regulaciones
legales locales e internacionales
aplicables)
Otros, especifique
Descripción del cambio
Resultado de Análisis de peligros por el Equipo HACCP Y SSO
PPR:____________________________ Maquina:________________________
PCC:____________________________ Controles Operacionales:____________
PPRO:___________________________ Procedimiento(s):___________________
Proceso:_________________________
Planes de acción
Responsable Actividades asignadas Firma límite Estatus
Verificación de Gestión:
____________________________

154
Apéndice 3
Formato de Material Quebradizo

155
Logo
Control de Material Quebradizo
Código:
Vigente
desde: Versión
Empresa Última
revisión:
P. 1 de
1
Área: Laboratorio Fecha:
Material a
evaluar Inventario
Resultado Inspección
Observaciones Acción Correctiva Conforme
No
Conforme
Apagadores
Basureros
Cajas Plásticas
Cámara de
seguridad
Cargador de
balanzas
Carpetas
plásticas
(tablas)
Beakers
Probetas
Buretas
Lámparas
Ventanas
Reloj
Sillas plásticas
Dispensador de
Toalla
Dispensador de
Alcohol
Rotulación de
emergencia
Trampas para
roedores y
respectivos
rótulos
Utensilios de
limpieza
Responsable:

156
Apéndice 4
Código de colores para recipientes

157
Logo Código de Colores de
Recipientes
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1
Área: Fecha:
Color de
Contenedor Tipo de residuos Residuos
Azul Reciclables Envase de comida plásticos, botellas lavadas
Verde No reciclables Servilletas, papel sucio, utensilios de comida
Gris Orgánicos o
Biodegradables Papel, cartón
Rojo Peligrosos Trapos con aceites, aceites
Blanco Vidrios Vidrio
Café Metálicos Herramientas, equipos
Responsable: Revisado por:

158
Apéndice 5
Programa de limpieza de la Planta

159
Logo Programa de Limpieza
de la Instalación
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1
Área
Código Frecuencia Responsable
EDIFICIOS
Limpieza de Utensilios de Limpieza
Cada vez que
se utilicen Contratista/RRHH
Limpieza y Pintura de estructuras de Planta Anual Contratista
Limpieza de Baños Diaria RRHH
Limpieza Comedores Diaria RRHH
Limpieza de Vestidores, Caseta Vigilancia,
Cuartos de Operaciones, Cuarto QA y Laboratorio Diaria RRHH
Limpieza de pisos de Planta Envasados Diaria Contratista
Limpieza de Baños
Limpieza CCM's, Subestación Trimestral Contratista
Limpieza Edificio Administrativo Diaria RRHH
Limpieza externa de vidrios Quincenal RRHH
Limpieza de caños, desagües y cajas de registro de
aguas pluviales.
Revisión y reparación de canoas de Planta
Anual Contratista
Limpieza Área Sistema Contra Incendio Mensual Mantenimiento
Limpieza de trampas de aceites Semestral Contratista
Limpieza área Planta Tratamiento de aguas
residuales Mensual Contratista
Disposición de desechos Semanal Contratista (WPP)
AREAS VERDES
Áreas alrededor de oficinas administrativas Mensual Contratista
Área alrededor de edificios de Planta Mensual Contratista
AREA DE TANQUES
Lavado de tanques (Incluye tuberías y pisos) Anual Contratista
Limpieza y pintura de unidades de refrigeración
Trimestral Contratista
Semestral Contratista
Anual Contratista
AREA DE LLENADO
Lavado y mantenimiento de báscula Semestral Contratista

160
SISTEMA DE CONTROL DE PLAGAS
Inspección de lámparas de luz UV Mensual Contratistas
Fumigación general de planta, edificio
administrativo y almacenes Mensual Proveedor Control de Plagas
Fumigación de planta de aguas residuales Mensual Proveedor Control de Plagas
Monitoreo de estaciones de control de roedores e
insectos Mensual Proveedor Control de Plagas

161
Apéndice 6
Formato para control de sellos y etiquetas

162
Logo Control de Sellos y
Etiquetas
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1
Área: Fecha:
Cantidad Inicial
Sellos Cantidad de Etiquetas Entregado a:
Revisado por:

163
Apéndice 7
Procedimiento de Calibración y Mantenimiento

164
1. Objetivo
El objetivo del presente documento es describir las actividades a seguir para un
mantenimiento preventivo, correctivo y calibración de equipo de medición.
2. Alcance
Inicia con el proceso de generar órdenes de trabajo para los respectivos mantenimientos y
concluye con la aceptación del trabajo realizado.
3. Referencias
ISO 9001, ISO 9000.
4. Responsabilidades
Es responsabilidad del Jefe de Operaciones de revisar y aprobar el procedimiento.
Es responsabilidad del Jefe de Operaciones liberar y asignar las órdenes de trabajo de
mantenimiento preventivo y correctivo a los respectivos Técnicos.
Es responsabilidad del encargado de calidad llevar a cabo la calibración del dispositivo y
completar el registro respectivo.
Es responsabilidad del Jefe de operaciones y del encargado de calidad aprobar el registro de
calibración.
LOGO
Nombre del proceso
Mantenimiento
Código: PG-SG-001
Versión:1
Nombre del documento
PROCEDIMIENTO DE CALIBRACIÓN Y
MANTENIMIENTO
Fecha Aprobación:
Páginas

165
5. Equipo de Protección Personal
El equipo de protección personal depende de las actividades asignadas y a las áreas
específicas donde se realice el trabajo. Por ejemplo, se puede requerir:
Zapatos de seguridad
Orejeras
Chaleco reflectivo
Lentes de seguridad
6. Instrucciones
Mantenimiento Preventivo:
Se cuenta con un Sistema que incluye todos los equipos para realizar mantenimiento.
6.1. El encargado del sistema debe revisar al final de cada mes las órdenes de trabajo
que se generen en el sistema para los respectivos equipos.
6.2. Se asigna las órdenes de trabajo a los respectivos técnicos, según la índole de la
actividad. Si es calibración se encarga a los instrumentistas.
6.3. Cada técnico realiza el cronograma para cada mes según las órdenes de trabajo
asignadas.
6.4. Se realizan las actividades y se completa el Formato de orden preventivo y
correctivo, la cual debe ser aprobada por el dueño del proceso, tal como Jefe de
Operaciones o Jefe de Planta.
Mantenimiento Correctivo:
6.5. Jefe de Operaciones completa el formato de Solicitud de Orden de
Mantenimiento Correctivo y se entrega al Jefe de Mantenimiento.
6.6. Jefe de Mantenimiento asigna el personal para atender la corrección solicitada.

166
6.7. Se realizan las actividades y se completa el Formato de la orden preventivo y
correctivo, la cual debe ser aprobada por el dueño del proceso, tal como Jefe de
Operaciones o Jefe de Planta.
Calibración de Equipos:
6.8. Previamente se asignan por parte del Sistema cuales son los equipos que requieren
calibración.
6.9. Seleccionar el dispositivo a calibrar.
6.10. Anotar en el formato de calibración el código del equipo, el equipo a calibrar y la
fecha de la última calibración.
6.11. Realizar una inspección física del equipo en busca de señales que evidencien
caídas. Anotar las observaciones de esta inspección en el Registro de Calibración.
En caso de encontrar alguna señal que evidencie que el equipo puede estar
comprometido indicarlo y colocar una etiqueta para su revisión o disposición.
6.12. Completar en el Formato de Calibración la información relacionada al patrón o
referencia a utilizar.
6.13. Si el dispositivo pasa exitosamente la calibración, se le debe colocar una etiqueta
que índice la fecha de calibración, la próxima calibración y quien la realizo. Se
debe anotar en el registro de calibración cual fue el resultado de la calibración y
cualquier observación pertinente.
6.14. Se debe aprobar el registro por parte del encargado de calidad y el jefe de
operaciones.
7. Registros
7.1. Formato Orden de Preventivo y Correctivo
7.2. Formato de Calibración

167
Apéndice N° 7.1
Formato para Orden de Preventivo y Correctivo

168
N° de Orden: _____________________
Mantenimiento: Preventivo Correctivo
Tipo de servicio:
Asignado a:
Fecha de realización:
Trabajo Realizado:
Verificado y Liberado por:
Fecha y Firma:
Aprobado por:
Fecha y Firma:
Logo Orden de Preventivo y
Correctivo
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

169
Apéndice N° 7.2
Formato para Calibración de Equipos

170
N° de Orden: _________________________ Fecha:
___________________________
Equipo y
Serie
Operación:
Cal/Verif
Patrón
Periocidad
Últ.
Calibración
Prox.
Calibración
Responsable________________ Aprobado por__________________
Logo Calibración de Equipos
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

171
Apéndice 8
Formato para Liberación de Equipos Post-Mantenimiento

172
Equipos/serie
Verificación de
Mantenimiento
Cumple
SI
Cumple
NO
Observaciones
Funcionamiento del
Equipo
Ruidos extraños
Goteo de Fluidos
Estado en general
Condiciones de aseo
Cantidad de
Herramientas
Responsable________________ Aprobado por__________________
Logo Post-Mantenimiento
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

173
Apéndice 9
Procedimiento Selección, evaluación y re-evaluación de proveedores

174
1. Objetivo
Este documento define los lineamientos para la selección, aprobación y evaluación de
proveedores.
2. Alcance
Aplica a todos los proveedores que afectan el Sistema de Gestión de Inocuidad.
3. Referencias
ISO 9001
4. Responsabilidades:
Gestor de Calidad: es el responsable de elaborar las instrucciones del procedimiento, y liberar
el mismo una vez aprobado por el Gerente.
Jefe de Compras: Seleccionar, evaluar los proveedores, además de revisar el procedimiento
antes de su liberación.
Es responsabilidad de los usuarios realizar las evaluaciones de proveedores según el bien
adquirido.
5. Términos y definiciones
Proveedor: organización o persona que proporciona un producto.
Contrato: acuerdo vinculante.
No conformidad: incumplimiento de un requisito.
LOGO
Nombre del proceso
COMPRAS
Código:
Versión:1
Nombre del documento
SELECCIÓN, EVALUACIÓN Y RE-
EVALUACIÓN DE PROVEEDORES
Fecha Aprobación:
Páginas

175
Verificación: confirmación mediante la aportación de evidencia objetiva de que se han
cumplido los requisitos especificados.
Registro de Inscripción de proveedores: documento interno donde se recopila la información
general y básica para identificar a los proveedores, su especialidad y el servicio o bien que
ofrece.
Proveedores aprobados: son los que cumplen con los requerimientos del SGC y de la
Compañía.
Proveedor crítico: proveedor que afecta directamente a la calidad del producto.
6. Protección y equipo especial
No aplica
7. Instrucciones
Selección de Proveedores
7.1 El usuario detecta una necesidad de un bien y/o servicio por lo que se requiere ingresar
un proveedor a la Compañía.
7.2 Para ingresar un proveedor se debe de completar el Registro de Inscripción de
proveedores.
7.3 El Jefe de Compras verifica la información consignada en el Registro de Inscripción de
proveedores. Si la información es veraz, se selecciona una vez completado los criterios
de selección en el formato de Selección de Proveedores.

176
7.4 Una vez seleccionado el proveedor, el Jefe de Compras comunica al departamento de
Gestión de Calidad para la categorización del proveedor según su impacto a la calidad e
inocuidad del producto.
Categorización de Proveedores
7.5 El Gestor de Calidad recibe el Formato de Selección de Proveedores para categorizar el
riesgo del proveedor.
7.6 La categorización depende de la frecuencia de uso y gravedad (impacto) al producto, para
lo que se define una matriz de riesgo de proveedores.
7.7 El Gestor de Calidad realiza el análisis del riesgo y lo comunica al Jefe de Compras.
7.8 Una vez definido el riesgo del proveedor se establecen las medidas preventivas para cada
proveedor y se establece un Listado de Proveedores.
Evaluación de Proveedores
7.9 La Evaluación de proveedores se lleva a cabo por el usuario.
7.10 La evaluación de proveedores se completa un “Formato de Evaluación de
Proveedores”, éste formato se completa cada vez que se realice una compra o contratación
de servicios.
7.11 El Jefe de compras anualmente realiza la sumatoria de las evaluaciones de
proveedores para establecer la condición de los proveedores:
7.11.1 Condición Aprobada (A): Proveedor con calificación anual de mayor de 90%, no
requiere plan de acción.
7.11.2 Condición condicionada (C): Proveedor con calificación anual 70-89%, el proveedor
debe enviar un plan de acción correctivo en un tiempo menor de un mes posterior de
la entrega de la evaluación. Las acciones son evaluadas y aprobadas por el Gestor de
Calidad. Durante el mes de tiempo se puede seguir adquiriendo bienes o servicios del

177
7.11.3 proveedor; si el proveedor no envía el plan de acción en el tiempo establecido se
detienen las compras.
7.11.4 Condición Rechazada (R): Proveedor con Calificación menor a 69%, proveedor se da
de baja de la Lista de proveedores.
Nota: Los proveedores con riesgo muy grave se les realiza una auditoría Anual por el
departamento de Calidad. Para ello se lleva un plan de Auditorías a proveedores.
Criterio para Evaluación de proveedores
7.12 Los criterios para la evaluación son los siguientes:
Cuadro 1. Criterios Evaluación de Proveedores
Criterios Porcentaje
Cumple en Tiempo 25 %
Cumple con lo solicitado en Pedido 25 %
Producto/Servicio Conforme (Calidad) 25 %
Precio 25 %
Total 100 %
Cumple en tiempo: Este criterio evalúa el cumplimiento del proveedor en cuanto a
la puntualidad en la entrega, teniendo en cuenta las fechas y/o el tiempo pactado.
Proveedor Calificación
Condición Aprobada (A) ≥ 90%
Condición condicionada (C) 70 ≤ x ≤ 89 %
Condición Rechazada (R) ≤ 69 %

178
Además, califica la capacidad de respuesta que tiene el proveedor ante los inconvenientes o
improvistos que se puedan presentar en la empresa.
Cumple con lo solicitado en Pedido:
Este criterio evalúa el cumplimiento del proveedor en cuando a la entrega de la totalidad de
los productos solicitados o del servicio requerido.
Producto y/o Servicio Conforme: Este criterio evalúa la conformidad de los
productos y/o servicios requeridos, es decir, si los productos fueron entregados con
la calidad especificada o si por el contrario el producto fue devuelto. Aquí se evalúa
si el bien o servicio cumplió o no cumplió con las especificaciones.
Precio: Este criterio evalúa la oferta económica del proveedor, su comportamiento
durante las últimas adjudicaciones y los descuentos que ofrece.
Detección de Producto No conforme de Materiales:
7.13 La detección del producto no conforme se da en el momento de verificación del
material por parte del usuario.
7.14 Inmediatamente se comunica al encargado al Jefe de Compras para su identificación
como producto no conforme y la colocación en cuarentena, para definir la disposición
con el proveedor.
8. Registros
8.1 Registro de Inscripción de proveedores.
8.2 Selección de proveedores
8.3 Evaluación de proveedores

179
Apéndice N° 9.1
Registro de Inscripción de proveedores

180
a. Información General
Nombre de la Compañía
Ubicación
Teléfonos
Fax
Dirección Electrónica
Contactos
b. Tipo de Organización
Corporación Sociedad Personal
c. Historial de la Empresa
Tipo de Negocio
Número de años en negocio
Información de Productos y servicios
Tipo de pago
d. Referencias Comerciales
Compañía Contacto Número
Logo Inscripción de
Proveedores
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

181
Apéndice N° 9.2
Selección de proveedores

182
Condiciones de Calidad
Cumplimiento
Calificación
(0 no cumple,
1 cumple mínimamente,
2 cumple parcialmente,
3 cumple plenamente,
4 supera expectativas)
Calidad e Inocuidad de productos
Materiales Utilizados
Características Técnicas
Periodo de Garantía
Servicio de atención al cliente
Condiciones Económicas
Precio
Plazo de Pago
Pago del transporte
Condiciones que afectan la calidad del producto
Logo Selección de
Proveedores
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

183
Apéndice N° 9.3
Evaluación de proveedores

184
Proveedor Fecha de Evaluación
En tiempo 25%
Puntaje
Obtenido
Puntuación
SI 5
NO 0
Cumple con lo Solicitado en Pedido 25%
Rango Puntuación
1-20% 1
21-40% 2
41-60% 3
61-80% 4
81-90% 4,5
100% 5
Producto/Servicio Conforme 25%
Rango Puntuación
1-20% 1
21-40% 2
41-60% 3
61-80% 4
81-90% 4,5
100% 5
Precio 25%
Puntuación
SI 5
NO 4
Logo Evaluación de
Proveedores
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

185
Apéndice 10
Procedimiento Verificación de materiales

186
1. Objetivo
Este documento define los lineamientos y las actividades a seguir en la recepción de
materiales, así como la posterior la verificación de los materiales adquiridos para la
Organización.
2. Alcance
Aplica para todos los materiales que afectan la calidad e inocuidad de los procesos.
3. Referencias
ISO 9001
4. Responsabilidades:
Gestor de Calidad: es el responsable de elaborar las instrucciones del procedimiento, y liberar
el mismo una vez aprobado por el Gerente.
Personal de Compras: Seguir las instrucciones descritas en el procedimiento.
5. Equipo de Protección Personal
El equipo de protección personal depende de las actividades para la verificación del material
Por ejemplo se puede requerir:
Zapatos de seguridad
Lentes de seguridad
LOGO
Nombre del proceso
COMPRAS
Código:
Versión:1
Nombre del documento
VERIFICACIÓN DE MATERIALES
Fecha Aprobación:
Páginas

187
Instrucciones
6.1 Recepción: el personal que recepciona los materiales debe realizar la comprobación de
que lo recibido corresponde con el material pedido. Para ello debe comprobar que:
- el material recibido se corresponde con lo indicado en la orden de compra.
6.2 Después de esta primera inspección, las materias primas aceptables deberán registrarse
inmediatamente.
6.3 Personal que registra: contiene los datos mínimos que identifican cada material: número
de registro interno, nombre del producto, proveedor, número de lote el indicado por el
proveedor, fecha de recepción: fecha en la que se recibe el producto.
6.4 Una vez registradas los materiales, los mismos se colocan en un área “Cuarentena” hasta
su conformidad definitiva o rechazo.
6.5 Si el material es aceptado se le da el número de consecutivo de producto, se anota en la
etiqueta.
6.6 Si la materia prima es rechazada deberá devolverse al proveedor o eliminarse por un
método adecuado.
6.7 La zona destinada a almacenamiento, estará diseñada de forma que en ella se puedan
colocar por orden los materiales.
6. Registros
7.1 Formato de Verificación de Materiales

188
Apéndice N° 10.1
Formato Verificación de materiales

189
Verificado por_________________
Logo Verificación de
Materiales
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1
Proveedor Lote Nº
Registro
Interno
Fecha de
recepción
Cantidad
y
número
Conformidad o incidencia
(Fecha y firma)

190
Apéndice 11
Formato plan de Auditorías a Proveedores

191
1. Objetivo de la auditoria
Determinar el grado de conformidad de los procesos de interacción de Calidad, procesos
como control de calidad, aseguramiento de calidad y garantía de calidad.
2. Alcance: los requerimientos definidos en:
Norma ISO 9001
3. Cliente de la auditoria: ________________
4. Equipo auditor/Fecha
Auditor Líder: ________________ Fecha: _________________
5. Cronograma de la auditoria
HORA
REQUISITO
EVALUADO
AUDITORES
6. Criterios utilizados para la auditoria
NORMA ISO 9000
MAPEO DE PROCESOS
PROCEDIMIENTOS
FORMATOS
Logo Plan de Auditorías a
Proveedores
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

192
Apéndice 12
Formato para limpieza de material quebrado

193
Limpieza de zona contaminada con vidrio o material quebradizo
1. Datos Generales
Encargado del área_______________
Persona que limpia_______________
2. Descripción de las actividades de limpieza
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
Firma de quien realizó la limpieza___________________
3. Verificación de limpieza
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
Firma de verificación: ______________
Firma de Validación: _______________
Logo Limpieza de Material
quebradizo
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1
Área en que se detectó:
Elemento Quebrado:
Cantidad de
material_______________
Quebrado (Kg)_________

194
Apéndice 13
Procedimiento de Control de Químico

195
1. Objetivo
Este procedimiento tiene por objeto definir las actividades necesarias para el almacenamiento
y manipulación de los productos químicos.
2. Alcance
Todos los Químicos que se encuentran en la Bodega.
3. Referencias:
ISO 22002-1
4. Responsabilidades
Personal a cargo de químicos: Son responsables del manejo de los productos
químicos.
5. Equipo de Protección Personal
Lentes de seguridad.
Mascarilla
Guantes de Nitrilo
Toallas de papel
LOGO
Nombre del proceso
PRODUCCIÓN
Código:
Versión:1
Nombre del documento
CONTROL DE QUIMICOS
Fecha Aprobación:
Páginas

196
6. Instrucciones
6.1 Se debe realizar un inventario de los productos químicos almacenados en la Planta.
6.2 Se debe etiquetar, identificar todos los productos químicos con señales y colores:
según la clasificación de color de fondo de los rombos conforme NFPA.
6.3 Para cada material peligroso o potencialmente peligroso en el lugar de trabajo o
almacenamiento se requieren de Hojas de Datos de Seguridad del Material (MSDS)
o un documento equivalente.
6.4 Las MSDS deberán estar escritas en español para una mejor comprensión del
personal. Todo el personal deberá de estar capacitado en el entendimiento de las
Hojas de Seguridad (MSDS).
6.5 Los criterios para la ubicación de áreas adecuadas de almacenaje deben tener en
cuenta que:
6.5.1 Deben estar correctamente ventiladas, para evitar la concentración de gases
peligrosos (tóxicos, irritantes, explosivos).
6.5.2 De identificarse la necesidad, debe contarse con equipos supresores de incendios,
los cuales deben corresponder con las características del fuego que generaría los
materiales inflamados.
6.6 Se debe controlar el acceso a los materiales de modo que sólo el personal autorizado
(por ej. el personal entrenado) pueda retirar y usar los materiales.
6.7 Los materiales peligrosos que no pueden ser usados o devueltos al fabricante deberán
ser eliminados como desechos peligrosos a menos que se suprima la característica
que los hace peligrosos. Los materiales peligrosos deberán ser eliminados de acuerdo
con lo dispuesto en las Hojas MSDS y su recojo, transporte y disposición final estará
a cargo de la empresa que ha hecho uso de este material, quien asumirá la entera
responsabilidad sobre los mismos.

197
Apéndice 14
Formato Declaración Jurada de estado de salud

198
Fecha de Aplicación: ________________
Estimado Visitante/Contratista
Usted está ingresando a una planta que ha implementado un Sistema de Seguridad
Alimentaria a sus procesos y producto, por lo que este documento tiene la finalidad de
hacer una breve inspección a los artículos, materiales o sustancias permitidas a los
visitantes y contratistas, así como también, para informar sobre las normas de Inocuidad y
conductas permitidas en la Instalación.
Por favor complete la siguiente declaración antes de ingresar a la Planta.
1. Ha presentado algún síntoma o sufre de alguna de las siguientes enfermedades o
padecimientos:
Enfermedad /Padecimiento
Si No ¿Hace cuánto
tiempo?
Ictericia (piel, ojos amarilla)
Diarrea
Vómito
Fiebre
Faringitis con fiebre
Lesiones en la piel infectadas
(furúnculos, cortadas, llagas)
Escurrimiento Nasal
Supuración de oídos,
Logo Declaración Jurada
para ingreso a
Instalaciones
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

199
2. ¿Trae consigo algún material de vidrio o material quebradizo que podría ocasionar
algún riesgo por contaminación cruzada? (Botellas de vidrio, plástico quebradizo,
artículos cerámicos, espejos, etc). Sí___________ No__________
Detalle que trae:¿Utiliza usted algún medicamento que por prescripción médica deba usar
durante su estadía en la instalación? Si_____ No____ Cual?__________________
Dosis _________________
Si la respuesta anterior es SI, usted debe portar siempre consigo el medicamento en la dosis
mínima que necesite durante su estadía en la instalación
3. ¿Trae consigo alguna Sustancia ó Producto Químico que debería reportar al oficial?
Si_______ No_______. ¿Cuál (es)?
_______________________________________________
4. ¿De ser afirmativa su respuesta a la pregunta anterior?, ¿Trae consigo la Hoja de
Seguridad (MSDS) de los Productos Químicos? Si_________ No_________.
5. ¿Trae consigo algún alimento que contenga algún alérgeno conocido (Gluten,
crustáceos, huevos, pescado, maní, soja, leche o cualquier derivado de los
anteriores)?
Si________ No_________.
Cual(es) ___________________________________________
6. Si la respuesta anterior es SI, usted debe saber que está prohibido llevar alguno
de estos alimentos hasta las zonas de producción y que su consumo deberá
limitarse únicamente a las zonas aprobadas por la empresa.
7. ¿Trae consigo alguna cámara ó videograbadora? Sí_________ No_________
Usted debe saber que está prohibido el uso de cámaras o video grabadoras dentro de la
instalación sin la autorización por escrito de la gerencia.
Yo, _____________________________, cédula (Pasaporte)______________________
en mi calidad de _____________________ doy fe, de que todo lo anteriormente señalado
es verdad, y que estoy consciente de las implicaciones legales en que incurriría si se
demuestra que lo mencionado en este documento es falso.

200
Apéndice 15
Formato estado de salud

201
Fecha: __________________
1. Datos de Identificación:
Nombre:
Nacionalidad:
Fecha de Nacimiento:
Cédula:
Dirección:
Edad:
Teléfono
Estado Civil:
2. Puesto de trabajo que desempeña:
_________________________________________
3. Antecedentes Personales no Patológicos:
Tabaquismo ( ) SI ( ) NO
Licor ( ) SI ( ) NO
Drogas ( ) SI ( ) NO
Fármacos ( ) SI ( ) NO
Alergia a Medicinas ( ) SI ( ) NO
Alergia a Alimentos ( ) SI ( ) NO
Explique Positivos
4. Antecedentes Personales Patológicos
Hipertensión ( ) SI ( ) NO
Diabetes ( ) SI ( ) NO
Asma ( ) SI ( ) NO
Cardiotopía ( ) SI ( ) NO
Logo Reporte del Estado de
Salud
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

202
Epilepsia ( ) SI ( ) NO
Cáncer ( ) SI ( ) NO
Nefropatía ( ) SI ( ) NO
Artritis ( ) SI ( ) NO
Tb ( ) SI ( ) NO
Otros
Explique positivos
5. Esquema de Inmunizaciones
DPT ( ) SI ( ) NO
POLIO ( ) SI ( ) NO
HIB ( ) SI ( ) NO
HEPATITIS A ( ) SI ( ) NO
HEPATITIS B ( ) SI ( ) NO
GRIPE ( ) SI ( ) NO
VARICELA ( ) SI ( ) NO
SRP ( ) SI ( ) NO
PAPILOMA ( ) SI ( ) NO
Otros ( ) SI ( ) NO
Explique positivos
6. Antecedentes Quirúrgicos y Traumáticos
Cirugías ( ) SI ( ) NO
Accidentes ( ) SI ( ) NO
Fracturas ( ) SI ( ) NO
Explique Positivos
7. Reporte de los Síntomas:
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________

203
Apéndice 16
Procedimiento para el retiro de producto

204
1. Objetivo
Este procedimiento tiene por objeto definir las actividades necesarias para retiro de producto
del mercado en caso de alguna desviación.
2. Alcance
Aplica para los productos que afectan la inocuidad del consumidor.
3. Referencias: ISO 22000
4. Responsabilidades
El Gerente General es el responsable de aprobar el procedimiento.
El Comité de Retiro es el responsable de llevar acabo las actividades descritas en el
procedimiento.
5. Equipo de Protección Personal
No aplica
6. Instrucciones
Inicialmente se conforma una comitiva que se denomina Comité de Retiro, miembros que
son responsables de llevar acabo las actividades concernientes a un proceso de retiro y/o
reposición de producto por problemas de inocuidad.
LOGO
Nombre del proceso
GESTIÓN DE CALIDAD
Código:
Versión:1
Nombre del documento
RETIRO DE PRODUCTO (RECALL)
Fecha Aprobación:
Páginas

205
El personal recibe la notificación del cliente por problemas de inocuidad con el producto
suministrado.
6.1 El personal que fue notificado informa inmediatamente al personal de calidad, para
que se inicie con la investigación del lote involucrado.
6.2 El personal de calidad comunica al Comité de Retiro, la información del cliente.
6.3 Jefe de Calidad se comunica con el cliente para aclarar los detalles del problema de
inocuidad en el producto.
6.4 Jefe de Calidad solicita al personal de producción realizar la trazabilidad documental
del producto para determinar si existe alguna posible contaminación.
6.5 Se analiza la información (registros de liberación de producto, calibración de los
equipos analíticos) e investiga otros lotes con posible contaminación.
6.6 Se convoca al Comité de retiro para que cada miembro ejecute las actividades
asignadas:
Departamento Actividades
Producción
Verifica los inventarios en Planta, para asegurar la reposición de
producto.
Aseguramiento de
Calidad
Analiza los inventarios de planta, para asegurar la inocuidad del
producto.
Mantenimiento
Verifica disponibilidad de personal técnico para apoyo y prepara
equipos e insumos para el retiro y reposición del producto.
Distribución Coordina la logística para el retiro y la reposición del producto.
Compras
Investiga con proveedores en caso de requerir compra de
producto.
Ventas
Contacta al cliente para informar del proceso de retiro y
reposición del producto.
6.7 Después de haber analizado la información, el comité de retiro toma la decisión si
aplica el retiro del producto.

206
Nota: en caso de no aplicar el retiro, el reporte se debe de manejar como una queja de
Calidad ya que pudo afectar la satisfacción del cliente.
6.8 Si procede el retiro, se coordina con personal de mantenimiento, Distribución y
Calidad para iniciar con el proceso de retiro y/o reposición de producto.
6.9 Seguidamente Distribución asigna la unidad para la carga de producto, producción
realiza la Operación de carga y posteriormente el personal de calidad analiza el
producto, se realiza liberación de producto conforme a las especificaciones.
6.10 Personal de Mantenimiento se dirige a las Instalaciones del cliente para dar
soporte al retiro.
6.11 En caso de no contar con producto conforme en la Planta, el personal de
Compras coordina la compra de producto, de igual forma el personal de calidad debe
asegurar que el producto adquirido del proveedor es conforme, por lo que se debe
analizar.
6.12 El personal de Ventas contacta al Cliente para informar del proceso de retiro
y reposición del producto y completa el formato de protocolo de retiro de producto,
es el encargado de comunicar al cliente toda la información.
6.13 El producto retirado contaminado se lleva a las Instalaciones para desecho
inmediato, se completa la información en el reporte del retiro del producto.
6.14 El personal de calidad finalmente debe realizar un análisis de causa raíz para
determinar la causa del problema y determinar las acciones correctivas para evitar la
recurrencia.
Nota: Anualmente se debe realizar un simulacro de retiro de producto para ejecutar
las acciones definidas en el procedimiento.

207
Miembros del Comité de Retiro
Personal Puesto Contacto
Gerencia Gerente General
Mantenimiento Jefe de Mantenimiento
Producción Jefe de Producción y
Distribución
Compras Jefe de Compras
Calidad Jefe de Calidad
7. Registros
7.1 Reporte para el retiro de producto
7.2 Protocolo para retiro de producto

208
Apéndice N° 16.1
Formato para retiro de producto

209
Fecha: ______________ Hora: ___________
Personal que recibe notificación: ______________________________
I. Datos del cliente
Nombre del cliente
Problema reportado
II. Notificación al área de Ventas
Hora de Contacto
Problema reportado
III. Información de Planta
Solicitado a
Hora solicitud
Hora Respuesta
Información de Planta
IV. Afectación de Clientes
Cliente
Cantidad producto enviado
V. Distribución para retiro
Ubicación actual de las unidades
Tiempo estimado de llegada
VI. Mantenimiento
Ubicación del Técnico
Tiempo estimado de llegada técnico
Logo Retiro de producto
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

210
Apéndice N° 16.2
Protocolo para retiro de producto

211
Fecha__________________________
Cliente__________________
I. Información del producto:
Motivo del retiro
Datos del producto
Código de Cliente
Número de Registro del Producto Alimenticio
Número de lote
Fecha de elaboración
Fecha de vencimiento
II. Distribución del producto:
Zona de distribución del producto
Detalles de la distribución
III. Información del cliente que reporta el reclamo de Inocuidad:
Nombre
Celular
Correo
Logo Protocolo para Retiro
de producto
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

212
Disponibilidad de producto en planta:
Disponible Si ( ) No ( )
Cantidad
IV. Alcance del retiro propuesto
Unidades Disponibles Si ( ) No ( )
Capacidad
V. Acciones propuestas por la empresa
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________

213
Apéndice 17
Procedimiento de Producto No Conforme

214
1. Objetivo
Este procedimiento tiene por objeto definir las actividades necesarias para el manejo de
producto no conforme.
2. Alcance
Aplica para los productos que afectan la Calidad e Inocuidad del consumidor.
3. Referencias: ISO 9001
4. Responsabilidades
Gestor de Calidad: es el responsable de elaborar las instrucciones del
procedimiento, y liberar el mismo una vez aprobado por el Gerente.
Jefe de Operaciones: es el responsable de revisar el procedimiento antes de su
liberación.
Es responsabilidad del operario llevar a cabo las actividades descritas en este
documento.
5. Equipo de Protección Personal
Lentes de seguridad.
Guantes
Zapatos de seguridad
LOGO
Nombre del proceso
GESTIÓN DE CALIDAD
Código:
Versión:1
Nombre del documento
PRODUCTO NO CONFORME
Fecha Aprobación:
Páginas

215
6. Instrucciones
Detección de Producto No conforme de Planta:
5.2. El producto no conforme es detectado por el personal de Aseguramiento de
Calidad, cuando se realiza la liberación del equipo.
5.3. Inmediatamente se comunica al Jefe de Operaciones para identificar el producto
no conforme con la etiqueta correspondiente y colocarlo en el área de cuarentena,
para posteriormente definir la disposición del producto y realizar el análisis de
causa raíz y las acciones a tomar.
Disposición de Producto No conforme:
5.4. Jefe de Operaciones debe tomar la disposición del producto no conforme, las
cuales son las siguientes:
Reclasificación: se puede variar a producto industrial
Desecho: eliminar completamente el producto.
Aprobación de Control de Calidad
5.5. El jefe de Operaciones completa el Registro de Producto no Conforme y
Desviaciones, con la información solicitada se lo remite a Control de Calidad para
la aprobación de la desviación y las acciones tomadas.
5.6. Una vez aprobadas las acciones y la disposición se retiran de cuarentena según la
disposición final y se desecha o reclasifica.
5.7. Control de Calidad, realiza un análisis de otros lotes fabricados en la misma
semana del lote detectado como producto no conforme, para extender la
investigación de otros lotes y detectar posibles afectaciones.
7. Registros
7.1 Registro de producto no conforme

216
Apéndice N° 17.1
Formato de Producto No Conforme

217
Fecha: Aseguramiento de
Calidad
Lote: Cliente:
I. Análisis y disposición del producto
PNC detectado:
Documentos relacionados:
Análisis realizado:
Conclusiones del análisis:
Acciones a tomar:
Personal involucrado:
Jefe de operaciones
Logo Registro de Producto no
conforme
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

218
II. Control de Calidad
Aprobación del PNC-Desviación:
Acciones Preventivas:
Verificación de análisis de otros lotes:

219
Apéndice 18
Programa de mantenimiento de las Unidades de Distribución

220
Verificado por_________________
Logo Mantenimiento de
Unidades de
Distribución
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1
Unidad
Actividad Programada
Responsable
Observaciones del trabajo

221
Apéndice 19
Formato Evaluación de riesgos para la defensa alimentaria biovigilancia y
bioterrorismo

222
Fecha_________________________________ Realizado por_________________
Area/ Equipo Vulnerabilidad Amenaza Riesgo Medida de Control
Validado por ___________________________
Logo Evaluación de riesgos
para la defensa
alimentaria
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

223
Apéndice 20
Procedimiento de acceso a las Instalaciones

224
1. Objetivo
Este procedimiento define los controles para el acceso a las instalaciones para la defensa
alimentaria con el fin de prevenir la contaminación intencionada del producto y disminuirla
la probabilidad de introducir peligros.
2. Alcance
Aplica para las instalaciones de Costa Rica.
3. Referencias: ISO 22002-1
4. Responsabilidades
Gestor de Calidad: es el responsable de elaborar las instrucciones del
procedimiento, y liberar el mismo una vez aprobado por el Gerente.
Jefe de Operaciones: es el responsable de revisar el procedimiento antes de su
liberación.
Es responsabilidad del personal que se indica en el documento llevar a cabo todas
las actividades como son descritas, a fin de asegurar su efectiva implementación
y seguimiento.
5. Equipo de Protección Personal
No aplica
LOGO
Nombre del proceso
BIOVIGILANCIA
Código:
Versión:1
Nombre del documento
ACCESO A LAS INSTALACIONES
Fecha Aprobación:
Páginas

225
6. Instrucciones
6.1 El acceso a las instalaciones se detalla en la entrada de la localidad, donde se describe un
sistema de control para el acceso de vehículos, visitas, clientes y el personal, garantizando la
protección del personal, instalaciones, activos, tecnología y documentación confidencial.
6.2 La instalación está delimitada por malla perimetral con el objetivo de asegurar que
únicamente ingrese personal autorizado.
6.3 Se cuenta con personal de seguridad en los puntos de acceso del personal.
6.4 El acceso a las diferentes áreas de la instalación es regulada de acuerdo a las condiciones
de la localidad.
6.5 Todo visitante que ingrese a las instrucciones debe presentar identificación y registrarse
con el oficial de seguridad de planta.
6.6 Todo funcionario, contratista o visitante deberá portar su identificación visible todo el
tiempo que se encuentre en las instalaciones.
6.7 La localidad cuenta con circuito cerrado de cámaras para salvaguardar las instalaciones
y áreas críticas.
6.8 Se cuenta con inventario de llaves y las áreas a las cuales se proporciona acceso, tales
como: almacenes de productos, sustancias químicas, conexiones, mangueras.
6.9 Se cuenta con registro de asignación de llaves en el formato Asignación de llaves de la
Instalación.
6.10 Cuando el visitante ingrese con herramientas, computadoras, equipos, etc, debe
reportarlo al oficial de seguridad para que se anote en la bitácora de ingreso, en el momento
de la salida el oficial debe verificar la salida de los mismos.
6.11 El funcionario, contratista o visitante que ingrese con vehículo debe reportarse con el
oficial de seguridad y éste debe anotar el número de placa y asignar un puesto para el parqueo
del vehículo.
7. Registros
7.1 Registros de Asignación de llaves

226
Apéndice N° 20.1
Formato Asignación de llaves

227
ASIGNACION DE LLAVES DE LA INSTALACIÓN
Planta:____________________ Fecha de actualización: _________
Autoriza:
Firma
Área / Instalación Responsable Puesto Fecha de
asignación Firma
Logo Asignación de llaves
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

228
Apéndice 22
Perfil del equipo de Inocuidad

229
PERFIL DEL EQUIPO DE INOCUIDAD
Líder :____________________
Fecha de actualización:
_________
Nombre Puesto Conocimiento Fecha de
capacitación Firma
Diagrama de flujo de Proceso de
Separación de Aire
Equipo para el Proceso de Separación de
Aire
Insumos y materias primas para el
Proceso de Separación de Aire
Mantenimiento de los equipos
Condiciones de almacenamiento
Programas de prerrequisito
Buenas Prácticas de Manufactura
Metodología HACCP
Manejo de Acciones Correctivas
Logo Perfil del Equipo de
Inocuidad
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

230
Apéndice 23
Formato identificación y el análisis de peligros de materias primas y etapas de proceso

231
Logo Identificación y análisis de
Peligros
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1
Materia
Prima/
Proceso
Peligros
potenciales
Justificación
Evaluación del Peligro Riesgo Peligro
Significativo
Medidas
de Control
PROB Justificación SEV Justificación
Tipo de
Peligro SI NO
Biológico
Químico
Físico

232
Apéndice 24
Procedimiento de Auditoría Interna

233
1. Objetivo
Este documento define los lineamientos para llevar a cabo con eficacia el proceso de
auditorías internas desde la planificación y diseño hasta su ejecución e información de
resultados.
2. Alcance
Aplica a todos los documentos y departamentos relacionados al Sistema de Gestión
considerados en el alcance del sistema.
3. Referencias
ISO 19011 Directrices para la auditoría de los sistemas de gestión.
4. Responsabilidades:
Gestor de Calidad: es el responsable de elaborar las instrucciones del
procedimiento y liberar el mismo una vez aprobado por el Jefe.
Gerente General: es el responsable de revisar el procedimiento antes de su
aprobación
Es responsabilidad de los colaboradores y auditores llevar a cabo las
actividades descritas en este documento
LOGO
Nombre del proceso
GESTION DE CALIDAD
Código:
Versión:1
Nombre del documento
AUDITORÍA INTERNA
Fecha Aprobación:
Páginas

234
5. Términos y definiciones
Auditor: Persona calificada para realizar auditorías de sistemas de gestión.
Auditor Líder: Persona miembro del equipo de auditores, con la competencia
necesaria para conducir las acciones del grupo auditor y realizar auditorías.
Auditor en Formación: persona con las características necesarias para ser auditor,
integrada al grupo auditor, el cual participa en cuando menos una auditoría como
proceso de capacitación.
Equipo Auditor: uno o más auditores que llevan a cabo una Auditoría.
Auditoría: La auditoría de calidad es un examen metódico que se realiza para
determinar si las actividades y resultados relativos a la calidad satisfacen las
disposiciones previamente establecidas y que realmente se llevan a cabo, además de
comprobar que son adecuadas para alcanzar los objetivos propuestos.
Auditoría interna: Auditorías llevadas a cabo por la organización a intervalos
planificados para determinar si el sistema de gestión de la calidad, por un lado, es
conforme con las disposiciones planificadas, con los requisitos de la norma y con los
requisitos del sistema establecidos por la organización; y por otro lado, si el sistema
de gestión de calidad se ha implementado y se mantiene de manera eficaz.
Criterios de auditoría: Conjunto de políticas, procedimientos o requisitos utilizados
como referencia.
No Conformidad: Falta de cumplimiento de los requisitos fijados por el sistema de
gestión de calidad de la empresa. Comprende la ausencia o separación, en relación
con los requisitos especificados, de una o más características de la calidad de uno o
más elementos del sistema de gestión de calidad, ya sean materiales o procesos
(actividades).
Hallazgos de la auditoría: Resultados de la evaluación de la evidencia de la auditoría
recopilada frente a los criterios de auditoría. Los hallazgos de la auditoría pueden
indicar conformidad o no conformidad con los criterios de auditoría, u oportunidades
de mejora.
Plan de Auditoría: Descripción de las actividades y de los detalles acordados de una
Auditoría.
Programa de Auditoría: Conjunto de una o más auditorías planificadas para un
periodo de tiempo determinado y dirigidas hacia un propósito específico.
Conclusiones de la auditoría: Resultado de una auditoría que proporciona el equipo
auditor tras considerar los hallazgos de la auditoría

235
6. Protección y equipo especial
El equipo de protección personal aplica solamente para la Auditoría en el proceso de
producción:
Zapatos de protección.
Lentes de seguridad
7. Instrucciones:
7.1 Selección de Auditores para Auditorías Internas
a) La selección de Auditores Internos es llevada a cabo por el Gerente General
y personal de Recursos Humanos.
b) Una vez seleccionado el personal para llevar a cabo las Auditorías, se debe
realizar un curso para Auditores Internos, el mismo será evaluado al final de
la capacitación.
c) Requisitos para seleccionar Auditores Internos:
i. Tiempo de permanecer en la Organización: el personal debe de contar
con un tiempo mínimo de 6 meses como colaborador.
ii. Aprobación del curso: el auditor interno debe de aprobar el curso de
Auditoría con una calificación superior o igual a 90%, para demostrar
el conocimiento en las Normas.
iii. Formar parte de equipo de auditores como observador al menos en 3
auditorías internas.
iv. Tener probada independencia de juicio y confidencialidad.
v. Competencias como: comunicación asertiva, disposición, habilidades
directivas, imparcialidad, integrador, liderazgo, buen manejo de
conflictos, objetividad de juicio, observador.
7.2 Frecuencia de las Auditorías Internas
d) Las auditorías internas son realizadas anualmente.
e) Las auditorías internas son planificadas por el responsable de Gestión de
Calidad.

236
7.3 Planificación y Programación de Auditorías Internas
f) Se debe de realizar un programa de Auditorías tomando en consideración el
estado y la importancia de los procesos de las áreas a Auditar, así como los
resultados de auditorías previas.
g) El responsable de Gestión de Calidad elabora y aprueba el Plan de Auditorías
Internas.
7.4 Registros de Auditoría
h) Se debe documentar un plan de Auditoría para describir las actividades que
se van a llevar acabo en la Auditoría:
i. Objetivo
ii. Alcance
iii. Criterios
iv. Equipo Auditor
v. Cronograma de la Auditoría con tiempos y horarios
i) Una lista de verificación con los requisitos de la norma que se van a Auditar.
j) Una lista de asistencia, para registrar al personal Auditado.
k) Un registro para informe de resultados de la Auditoría.
7.5 Conclusiones de Auditoría
l) El auditor líder elabora el Informe de la Auditoría Interna donde registra las
deficiencias encontradas. El informe de la auditoría será consensuado con el
responsable del área auditada y sus colaboradores de manera que se produzca
un reconocimiento colectivo de la situación y una aceptación de la necesidad
de aplicar las medidas correctivas que sean precisas.
m) El tiempo establecido para la entrega del informe de Auditoría por parte del
auditor líder es de 15 días, una vez concluida la Auditoría.
n) El Gestor de Calidad remite el informe al responsable del área auditada, para
la toma de acciones necesarias para solventar dichas no conformidades y
documentar un plan de acción correctivo para describir las actividades que se
van a llevar acabo.

237
7.6 Seguimiento a las acciones correctivas/preventivas
o) Se documenta un plan de acción por las no conformidades detectadas, el
mismo debe incluir responsables, fechas de cierre para luego verificar la
efectividad del plan.
p) El tiempo para documentar el plan de acción es de un mes posterior a la
entrega del informe de Resultados de Auditoría.
q) El tiempo para cerrar las actividades del plan de acción, depende de la
complejidad del plan de acción.
8. Registros
7.1 Informe Final de Auditoría
7.2 Lista de Verificación para Auditoría
7.3 Plan de Auditoría Interna
7.4 Registro de acciones correctivas

238
Apéndice 24.1
Informe Final de Auditoría

239
Área Auditada Fecha Auditoría Norma auditada
Equipo Auditor Personal responsable de la Auditoría
Auditor 1:
Auditor 2:
N°
Conformidad
Descripción de No Conformidad Requisito de la
Norma
Logo Registro Informe Final
de Auditoría
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

240
Apéndice 24.2
Lista de Verificación de Auditoría

241
Proceso Auditar
Fecha
Auditoría Norma a Auditar
Equipo Auditor Personal Auditado
Auditor 1:
Auditor 2:
Punto
de
Norma
Requisito Cumple
(Si/No) Observaciones
Logo Lista de Verificación
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

242
Apéndice 24.3
Plan de Auditoría

243
1. Objetivo de la auditoría
2. Alcance
3. Cliente de la auditoria
4. Equipo auditor
4.1 Auditor Líder:
4.2 Auditor 1:
5. Cronograma de la auditoria
Horario Puntos Auditar Auditor Auditado
6. Criterios utilizados para la auditoria
Logo Plan de Auditoría
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1

244
Apéndice 24.4
Formato de Acciones Correctivas

245
245
A- Información General:
Proceso Evaluado: N° de
SAC:
Dueño el Proceso: Fecha:
B- Detalle de la no conformidad (NC):
Procedencia de la NC:
Descripción del hallazgo:
Requisitos que se incumplen
C- Resultado del Análisis de Causa Raíz:
D- Plan de acción:
Actividad Responsable Fecha de
Cierre:
E- Verificación y cierre de NC:
_________________________ _________________________ __________________
Dueño de proceso: V.B Cierre de NC: Fecha:
Logo Acciones Correctivas
Código:
Vigente desde: Versión
Empresa Última revisión: Pág. 1 de 1