UNIDAD 2 DISEÑO PROCESOS_PRODUCTOS
42
1 UNIDAD 2: DISEÑO DE PRODUCTOS Y PLANEACIÓN DE PROCESOS 2.1.- Introducción: El diseño de nuevos productos es crucial para la supervivencia de la mayoría de las empresas, aunque existan algunas firmas que experimentan muy poco cambio en sus productos la mayoría de las compañías deben revisarlo en forma constante. En las industrias que cambian con rapidez la introducción de nuevos productos es una forma de vida y se han desarrollado enfoques muy sofisticados para presentar nuevos productos. El diseño del producto casi nunca es responsabilidad única de la función de operaciones, sin embargo ésta se ve muy afectada por la introducción de nuevos productos. La función de operaciones es el receptor de la introducción de nuevos productos. Al mismo tiempo estos nuevos productos se ven limitados por las operaciones existentes y la tecnología. Por lo tanto, resulta extremadamente importante comprender el proceso de diseño de nuevos productos así como su interacción con sus operaciones. Abordaremos el diseño de productos manufacturados, sin embargo es posible definir un producto como el resultado de la función de operaciones y esto puede ser un bien o un servicio. Las decisiones sobre el producto afectan a cada una de las áreas de toma de decisiones de operaciones, por lo tanto deben coordinarse con las operaciones para asegurarse de que ésta área queda integrada con el diseño del producto. A través de una cooperación estrecha entre operaciones y mercadotecnia, la estrategia de mercado y la estrategia del producto se pueden integrar con las decisiones que se relacionan con el proceso, la capacidad, inventarios, fuerza de trabajo y calidad. La definición del producto es el resultado del desarrollo de una estrategia empresarial, por ejemplo la estrategia empresarial podría exigir una línea de productos completa para servir a un sector particular de los clientes. Como resultado se definirán nuevos productos para completar la línea de productos, estas definiciones de nuevos productos se convierten entonces en un insumo para la estrategia de operaciones y las decisiones de operaciones se ajustan para acoplarse a la estrategia de nuevos productos.
-
Upload
gastonmendezh -
Category
Documents
-
view
114 -
download
2
Transcript of UNIDAD 2 DISEÑO PROCESOS_PRODUCTOS
1
UNIDAD 2: DISEÑO DE PRODUCTOS Y PLANEACIÓN DE PROCESOS
2.1.- Introducción:
El diseño de nuevos productos es crucial para la supervivencia de la mayoría de las empresas, aunque existan algunas firmas que experimentan muy poco cambio en sus productos la mayoría de las compañías deben revisarlo en forma constante. En las industrias que cambian con rapidez la introducción de nuevos productos es una forma de vida y se han desarrollado enfoques muy sofisticados para presentar nuevos productos.
El diseño del producto casi nunca es responsabilidad única de la función de operaciones, sin embargo ésta se ve muy afectada por la introducción de nuevos productos. La función de operaciones es el receptor de la introducción de nuevos productos. Al mismo tiempo estos nuevos productos se ven limitados por las operaciones existentes y la tecnología. Por lo tanto, resulta extremadamente importante comprender el proceso de diseño de nuevos productos así como su interacción con sus operaciones.
Abordaremos el diseño de productos manufacturados, sin embargo es posible definir un producto como el resultado de la función de operaciones y esto puede ser un bien o un servicio.
Las decisiones sobre el producto afectan a cada una de las áreas de toma de decisiones de operaciones, por lo tanto deben coordinarse con las operaciones para asegurarse de que ésta área queda integrada con el diseño del producto. A través de una cooperación estrecha entre operaciones y mercadotecnia, la estrategia de mercado y la estrategia del producto se pueden integrar con las decisiones que se relacionan con el proceso, la capacidad, inventarios, fuerza de trabajo y calidad.
La definición del producto es el resultado del desarrollo de una estrategia empresarial, por ejemplo la estrategia empresarial podría exigir una línea de productos completa para servir a un sector particular de los clientes. Como resultado se definirán nuevos productos para completar la línea de productos, estas definiciones de nuevos productos se convierten entonces en un insumo para la estrategia de operaciones y las decisiones de operaciones se ajustan para acoplarse a la estrategia de nuevos productos.
Al tener una participación activa desde el comienzo, las operaciones pueden asumir un papel de apoyo externo del diseño del producto en términos de su estrategia de operaciones y toma de decisiones. El diseño del producto es un prerrequisito para la producción al igual que el pronóstico de su volumen.
El resultado de la decisión de diseño del producto se transmite a operaciones en forma de especificaciones de producto, en ellas se indican las características que se desea que tenga el producto y así se permite que se proceda con la producción.
Primero se estudia el proceso del diseño de productos nuevos, el enfoque que se presenta es que el diseño del producto tiene una naturaleza interfuncional y requiere un amplio grado de cooperación entre las funciones organizacionales. La segunda parte presenta un modelo de interacción entre el producto y el proceso que enfatiza la importante relación entre los diseños del producto y del proceso. La tercera parte estudia tanto la variedad de los productos como el efecto de tener muchos productos sobre las operaciones.
2
2.2.-Diseño del Producto.
2.2.1.- Estrategias para la introducción de nuevos productos
Existen tres maneras fundamentales de enfocar el proceso de introducción de nuevos productos; se le puede considerar como un impulso de mercado, un impulso de la tecnología o uno de naturaleza interfuncional.
1.-Impulso del mercado: De acuerdo con este enfoque, “se debe fabricar lo que se puede vender”. En este caso los nuevos productos quedan determinados por el mercado dando muy poca consideración a la tecnología existente y a los procesos de operaciones. Las necesidades del cliente son la base primordial (o única) para la introducción de nuevos productos. Se puede determinar el tipo de nuevos productos que se necesitan a través de la investigación de mercados o la retroalimentación de los consumidores. Después se producen estos productos.
2.-Impulso de la tecnología: Este enfoque sugiere que “se debe vender lo que se puede hacer”. De acuerdo con esto, los nuevos productos deben derivarse de la tecnología de producción, con poca consideración al mercado. La tarea de mercadotecnia es de crear un mercado y “vender” los productos que se fabrican. Este enfoque queda dominado por el uso vigoroso de la tecnología y la simplicidad en los cambios de operaciones. A través de un enfoque agresivo en investigación y desarrollo, y en operaciones, se crean productos de tipo superior que tienen una ventaja “natural” en el mercado.
3.-Interfuncional: Con este enfoque, la introducción de nuevos productos tiene una naturaleza interfuncional y requiere de la cooperación entre mercadotecnia, operaciones, ingeniería y otras funciones. El proceso de desarrollo de nuevos productos no recibe ni el impulso de mercado ni el de la tecnología, sino que queda determinado por un esfuerzo coordinado entre funciones, el resultado debe ser los productos que satisfacen las necesidades del consumidor mientras que se utilizan las mayores ventajas posibles en la tecnología.
2.2.2.- Proceso de desarrollo de nuevos productos:
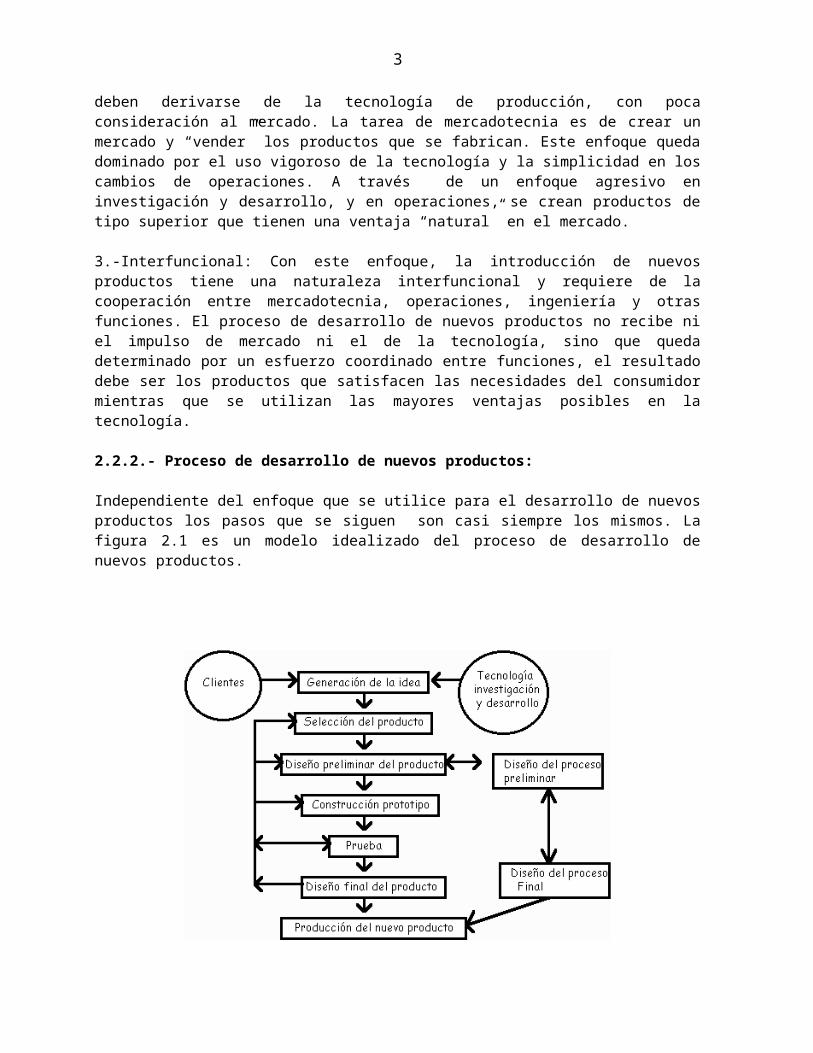
Independiente del enfoque que se utilice para el desarrollo de nuevos productos los pasos que se siguen son casi siempre los mismos. La figura 2.1 es un modelo idealizado del proceso de desarrollo de nuevos productos.
3
Fig 2.1 Proceso de desarrollo de nuevos productos (Booz,Allen y Hamilton 1982)
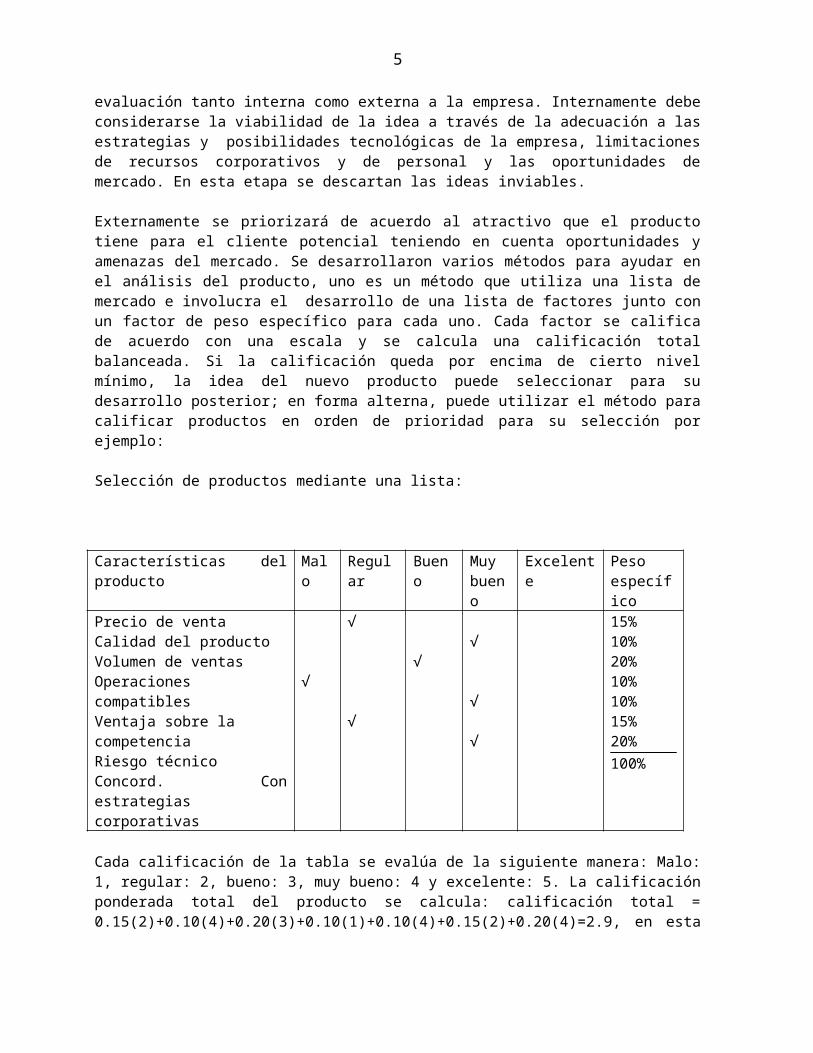
Los seis pasos que se describen a continuación:
1.- Generación de la idea: Las ideas se pueden generar a partir de varias fuentes, por ejemplo del mercado o de la tecnología. Las ideas del mercado se derivan de las necesidades del consumidor, por ejemplo puede existir la necesidad de un nuevo alimento para desayunos que sea nutritivo y sabroso y la necesidad de un nuevo tipo de pintura doméstica que no se desprenda de la pared, la identificación de las necesidades del mercado puede llevar entonces al desarrollo de nuevas tecnologías y productos para satisfacer estas necesidades. Por otro lado las ideas también pueden surgir de la tecnología disponible o nueva; cuando Du Point inventó el nylon, se hizo posible tener una amplia gama de productos nuevos. Ejemplos de otras tecnologías que han dado origen a nuevos productos son los plásticos, semiconductores, circuitos integrados, computadoras y microondas. La exploración de la tecnología es una fuente muy rica de ideas para nuevos productos. En general se trata de concebir ideas sobre productos que sean coherentes con los objetivos y estrategias de la empresa. También se pueden encontrar ideas desde el análisis de los productos de los competidores, para mejorarlos, situación frecuente en los comienzos del despegue de la economía china.
2.- Selección del producto: No todas las ideas nuevas deben desarrollarse para convertirlas en nuevos productos, las ideas de nuevos productos deben pasar por menos tres pruebas:
1.- el potencial del mercado2.- la factibilidad financiera3.- compatibilidad con operaciones
Antes de colocar la idea de un nuevo producto en el diseño preliminar, se le debe someter a los análisis necesarios que se organizan alrededor de estas tres pruebas. El fin del análisis
4
de selección de productos es identificar cuáles son las ideas con mayor potencial de éxito y no el de llegar a una decisión definitiva de comercialización y producción de un producto; se realiza una evaluación tanto interna como externa a la empresa. Internamente debe considerarse la viabilidad de la idea a través de la adecuación a las estrategias y posibilidades tecnológicas de la empresa, limitaciones de recursos corporativos y de personal y las oportunidades de mercado. En esta etapa se descartan las ideas inviables.
Externamente se priorizará de acuerdo al atractivo que el producto tiene para el cliente potencial teniendo en cuenta oportunidades y amenazas del mercado. Se desarrollaron varios métodos para ayudar en el análisis del producto, uno es un método que utiliza una lista de mercado e involucra el desarrollo de una lista de factores junto con un factor de peso específico para cada uno. Cada factor se califica de acuerdo con una escala y se calcula una calificación total balanceada. Si la calificación queda por encima de cierto nivel mínimo, la idea del nuevo producto puede seleccionar para su desarrollo posterior; en forma alterna, puede utilizar el método para calificar productos en orden de prioridad para su selección por ejemplo:
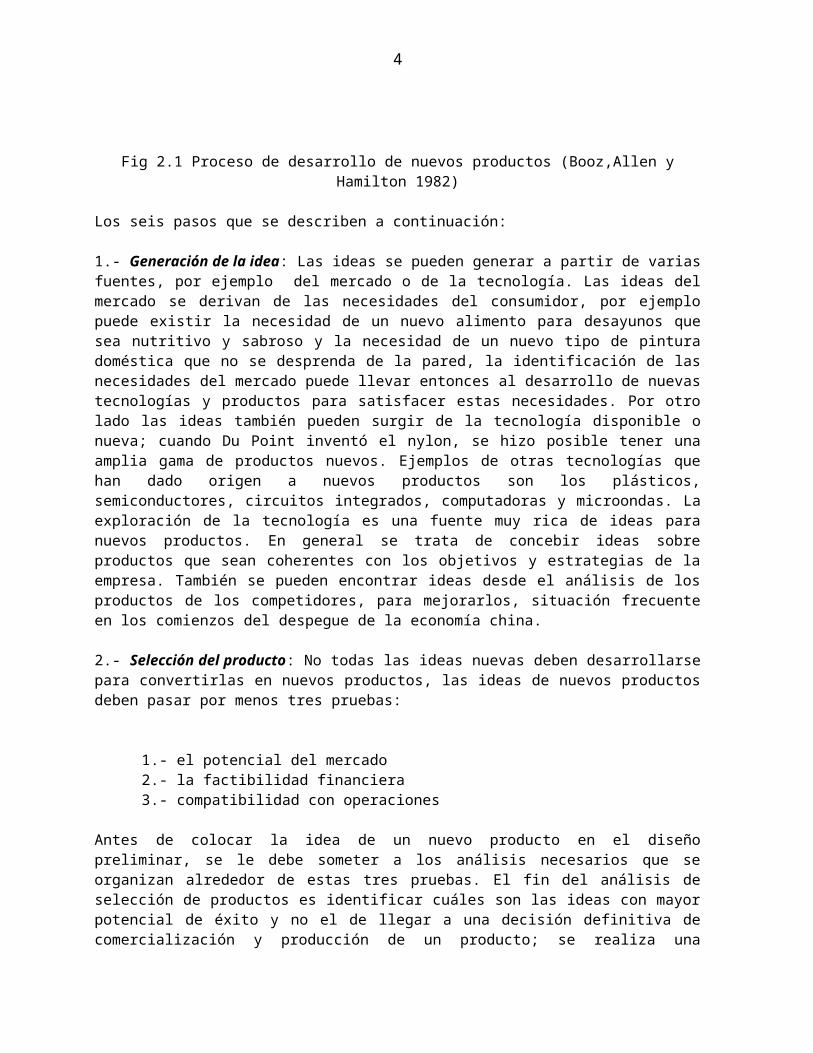
Selección de productos mediante una lista:
Características del producto Malo Regular Bueno Muy bueno
Excelente Peso específico
Precio de ventaCalidad del productoVolumen de ventasOperaciones compatiblesVentaja sobre la competenciaRiesgo técnicoConcord. Con estrategias corporativas
√
√
√
√√
√
√
15%10%20%10%10%15%20%100%
Cada calificación de la tabla se evalúa de la siguiente manera: Malo: 1, regular: 2, bueno: 3, muy bueno: 4 y excelente: 5. La calificación ponderada total del producto se calcula: calificación total = 0.15(2)+0.10(4)+0.20(3)+0.10(1)+0.10(4)+0.15(2)+0.20(4)=2.9, en esta fórmula se multiplica la ponderación por la calificación de la característica del producto y después se suman.
La idea de un nuevo producto puede también someterse a un análisis financiero típico mediante el cálculo de un rendimiento aproximado sobre la inversión. Para hacer esto, es necesario estimar el flujo de efectivo de la inversión, los ingresos y costos de las ventas del producto en el futuro, en las etapas iniciales del desarrollo del producto puede ser difícil, si es que no es imposible, estimar el flujo de efectivo con una exactitud razonable debido a la gran falta de seguridad que habrá sobre la aceptación en el mercado, los volúmenes, las utilidades y los costos. Sin embargo, es necesario hacer las estimaciones lo más pronto posible para poder sentir el potencial financiero de un producto. Estas estimaciones pueden efectuarse si se dispone de mayor información.
3.- Diseño preliminar del producto: Esta etapa del proceso de diseño de un producto se relaciona con el desarrollo del mejor diseño para la idea del nuevo producto; cuando se
5
aprueba un diseño preliminar, se puede construir un prototipo o prototipos para someterlos a pruebas adicionales y análisis. Se toma en cuenta un gran número de compensaciones como costos, calidad y rendimiento del producto; el resultado debe ser un diseño de producto que resulte competitivo en el mercado y que pueda producir operaciones.
Como resultado de la selección del producto se define su esqueleto, el diseño preliminar especifica por completo el producto.
4.-Construcción del prototipo: La construcción del prototipo puede tener varias formas diferentes. Primero se pueden fabricar a mano varios prototipos que se parezcan al producto final. Por ejemplo en la industria automotriz es normal hacer modelos de arcilla de los automóviles nuevos, en la industria de servicios un prototipo podría ser un solo punto en donde se puede probar el concepto de servicio en su uso real. Se puede modificar el servicio si es necesario para satisfacer mejor las necesidades del consumidor; una vez probado el prototipo con éxito se puede terminar el diseño definitivo y dar el servicio en franquicia desarrollándolo a gran escala.
5.-Pruebas: Las pruebas en los prototipos buscan verificar el desempeño técnico y comercial, una manera de apreciar el desempeño comercial es construir suficientes prototipos como para apoyar una prueba de mercado para el nuevo producto, estas duran entre seis meses y dos años limitándose a una región geográfica pequeña, esto se realiza con el fin de obtener datos cuantitativos sobre la aceptación que tiene el producto entre los consumidores
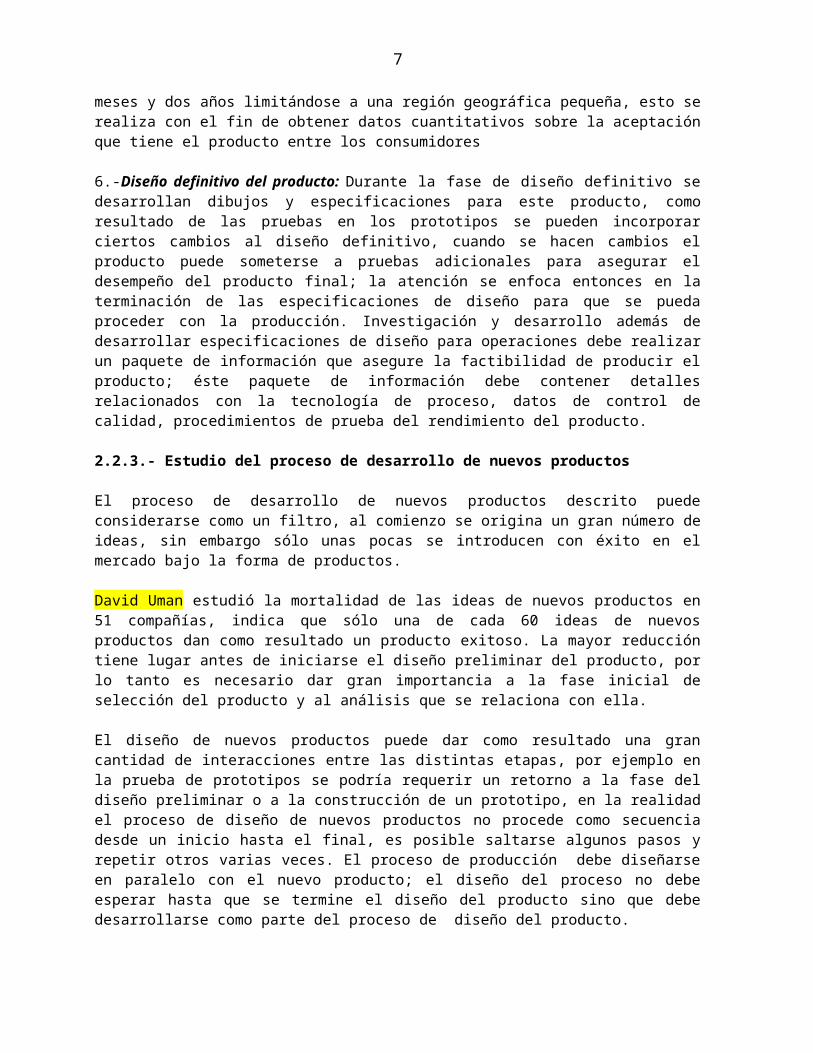
6.-Diseño definitivo del producto: Durante la fase de diseño definitivo se desarrollan dibujos y especificaciones para este producto, como resultado de las pruebas en los prototipos se pueden incorporar ciertos cambios al diseño definitivo, cuando se hacen cambios el producto puede someterse a pruebas adicionales para asegurar el desempeño del producto final; la atención se enfoca entonces en la terminación de las especificaciones de diseño para que se pueda proceder con la producción. Investigación y desarrollo además de desarrollar especificaciones de diseño para operaciones debe realizar un paquete de información que asegure la factibilidad de producir el producto; éste paquete de información debe contener detalles relacionados con la tecnología de proceso, datos de control de calidad, procedimientos de prueba del rendimiento del producto.
2.2.3.- Estudio del proceso de desarrollo de nuevos productos
El proceso de desarrollo de nuevos productos descrito puede considerarse como un filtro, al comienzo se origina un gran número de ideas, sin embargo sólo unas pocas se introducen con éxito en el mercado bajo la forma de productos.
David Uman estudió la mortalidad de las ideas de nuevos productos en 51 compañías, indica que sólo una de cada 60 ideas de nuevos productos dan como resultado un producto exitoso. La mayor reducción tiene lugar antes de iniciarse el diseño preliminar del producto, por lo tanto es necesario dar gran importancia a la fase inicial de selección del producto y al análisis que se relaciona con ella.
El diseño de nuevos productos puede dar como resultado una gran cantidad de interacciones entre las distintas etapas, por ejemplo en la prueba de prototipos se podría requerir un retorno a la fase del diseño preliminar o a la construcción de un prototipo, en la realidad el proceso de diseño de nuevos productos no procede como secuencia desde un inicio hasta el

6
final, es posible saltarse algunos pasos y repetir otros varias veces. El proceso de producción debe diseñarse en paralelo con el nuevo producto; el diseño del proceso no debe esperar hasta que se termine el diseño del producto sino que debe desarrollarse como parte del proceso de diseño del producto.
El diseño del proceso sigue al diseño del producto, cuando esto sucede puede obtenerse como resultado un producto costoso o imposible de producir; esta es una de las razones por las que el personal de operaciones debe estar involucrado en el diseño del producto desde el comienzo, de esta manera el diseño del producto y del proceso avanzan en forma simultánea. Si las comunicaciones entre las funciones son efectivas, se diseñará un proceso de producción efectivo, eficiente y totalmente flexible para las futuras operaciones.
La nueva tecnología, como el diseño y manufactura ayudado por computadoras en el proceso de introducción de nuevos productos, permite acelerar el diseño de los productos y que desde el principio éstos sean más fáciles de producir, además de permitir un proceso de producción más flexible para realizar modificaciones lo que ha permitido que las empresas fabriquen y vendan un poco y luego realicen los ajustes necesarios de acuerdo a los requerimientos del consumidor antes de fabricar mayores volúmenes.
Sin embargo esta tecnología computarizada no resolverá los problemas organizacionales sustanciales, los que sólo pueden manejarse mediante una mayor cooperación interfuncional o mediante cambios en la estructura organizacional.
La competencia internacional también afecta al diseño de productos; hoy es necesario diseñar desde el principio los productos para mercados globales. En el pasado los productos se diseñaban para el mercado doméstico y luego se modificaban para su exportación; los automóviles, equipos electrónicos y herramientas se diseñan para un mercado global desde el comienzo, por ende las distintas plantas de manufactura de todo el mundo fabricarán el mismo producto.
2.2.4.-Proceso de desarrollo de la tecnología:
Dorothy Leonard-Barton (1987) identificó al proceso de desarrollo de tecnología como uno que con frecuencia presenta desalineamientos, aún cuando sea excelente la planeación avanzada o la tecnología, es frecuente que ocurran fallas de alineación entre el diseño del producto y operaciones. Estas fallas son de tres tipos:
1.-Falla de alineación en la tecnología: Se presenta cuando operaciones no puede fabricar el producto diseñado por investigación y desarrollo, esto ocurre cuando las tecnologías son nuevas, no se ha comprobado o no se entiende bien.
2.- Falla en la infraestructura: Operaciones también puede tener una infraestructura que no esté alineada con el nuevo producto en términos de habilidad en la mano de obra, sistemas de control, aseguramiento de calidad y organización.
3.- Falla en los sistemas de compensación: Los sistemas de compensación podrían reforzar el uso de la tecnología actual en lugar de nuevos procesos.
Para resolver estos problemas en el desarrollo de la tecnología se ha sugerido un enfoque simultáneo entre investigación y desarrollo, producción y mercadotecnia; el enfoque tradicional trata de un proceso secuencial en donde cada una de las funciones termina su
7
trabajo antes de que la siguiente inicie el suyo, en contraste con un proceso de desarrollo simultáneo en donde todas las funciones se involucran desde el comienzo, casi siempre mediante la formación de un equipo de desarrollo de nuevos productos, en la primera etapa investigación y desarrollo realiza el esfuerzo más importante sin embargo las demás funciones también participan, después de diseñar el producto investigación y desarrollo reduce sus esfuerzos pero no del todo mientras que operaciones asume el papel más relevante, por último ventas interviene cuando el nuevo producto se lanza la mercado.
Ciclo de Vida de un Producto
Una vez que en la empresa se aprobó el diseño del nuevo producto, se hicieron las pruebas correspondientes a un cierto prototipo y ello cumple con la calidad esperada, entonces está listo para salir al mercado y es aquí donde empieza el ciclo de vida del producto con el lanzamiento o introducción. Los diferentes tipos de productos tienen diferentes tiempos de duración de sus ciclos de vida.
La planificación estratégica está influida sustancialmente por la posición relativa de los productos de una organización en sus ciclos de vida. En una cartera de productos de una organización, la consideración de la posición de cada producto en su ciclo de vida, proporciona una lógica para distribuir entre ellos los recursos escasos.
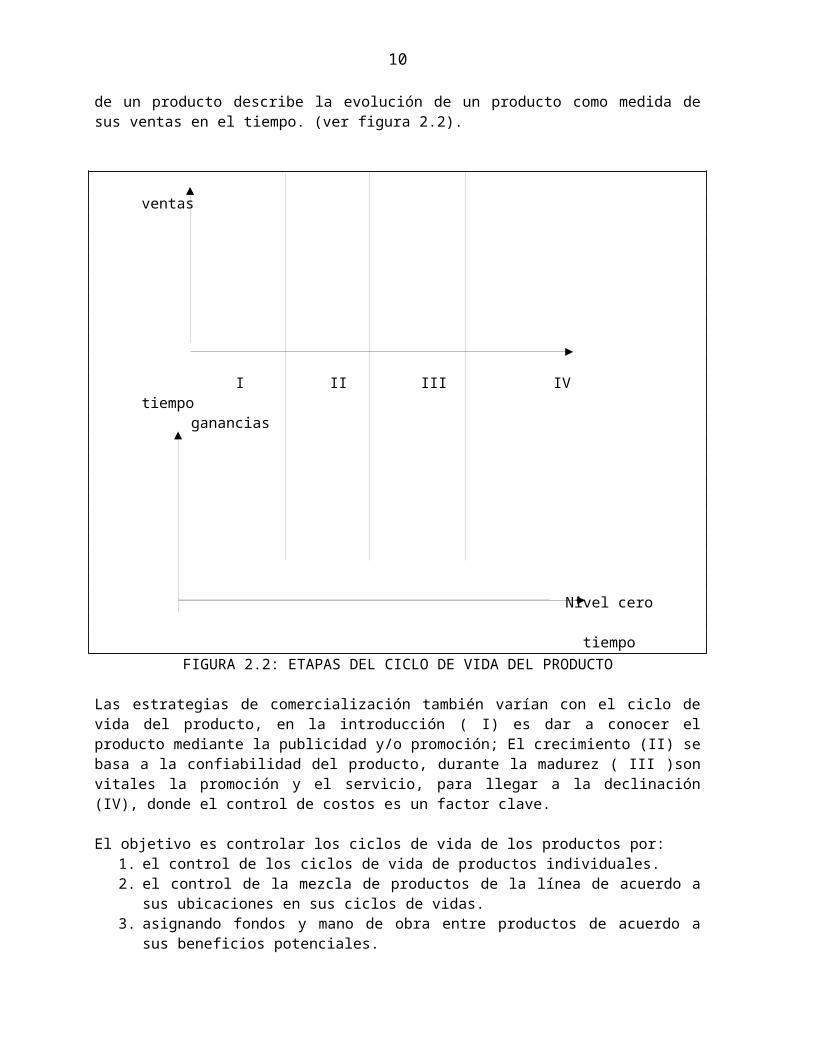
Los costos, precios y estrategias de producción por línea de producto van en función de la ubicación en el ciclo de vida. El ciclo de vida de un producto describe la evolución de un producto como medida de sus ventas en el tiempo. (ver figura 2.2).
ventas
I II III IV tiempo ganancias
Nivel cero
tiempoFIGURA 2.2: ETAPAS DEL CICLO DE VIDA DEL PRODUCTO
8
Las estrategias de comercialización también varían con el ciclo de vida del producto, en la introducción ( I) es dar a conocer el producto mediante la publicidad y/o promoción; El crecimiento (II) se basa a la confiabilidad del producto, durante la madurez ( III )son vitales la promoción y el servicio, para llegar a la declinación (IV), donde el control de costos es un factor clave.
El objetivo es controlar los ciclos de vida de los productos por:1. el control de los ciclos de vida de productos individuales.2. el control de la mezcla de productos de la línea de acuerdo a sus ubicaciones en sus
ciclos de vidas.3. asignando fondos y mano de obra entre productos de acuerdo a sus beneficios
potenciales.
El objetivo de mejorar los productos es modificar la forma de la curva de manera de evitar la declinación y muerte.
En la introducción la empresa comienza a hacer una gran campaña publicitaria para que la gente conozca las bondades del producto, pero en sí, es una fase de pérdidas económicas, ya que por desconocimiento la gente no lo compra. Pero los consumidores en su intento de probar lo novedoso, lo compra y analiza, por el precepto de prueba y error, si el producto no cumple con las expectativas esperadas, son compras de una sola vez, y se empiezan a pasar el dato; En caso contrario, si es que cumple con las expectativas del consumidor, éste rápidamente lo recomienda, apoyado todo por las campañas de marketing, y el producto se empieza a hacer masivo en su compra, aquí ya se está en la fase de crecimiento, la empresa obtiene ganancias potenciales, pero estas disminuyen al principio de la otra etapa debido a que se iguala la tasa de consumo y producción, es decir la gente ya lo tiene y lo compran solamente el consumidor nuevo, ya estamos en la fase de madurez, donde el producto se consolida en el mercado, se produce una guerra de precios entre los competidores hasta el momento en que la situación se hace insostenible y se tiene que abandonar el mercado, esto es la etapa de declinación y muerte, esto ocurre también por el desaparecimiento de las necesidades del producto, y aparecimiento de productos sustitutos, productos más baratos o de mejor calidad, por lo que los individuos se aburren del producto.
Las características antes mencionadas se resumen en la siguiente tabla.
CARACTERÍSTICAS POR ETAPAS DEL CICLO DE VIDA DEL PRODUCTO.I Introducción II Crecimiento III Madurez IV Declinación
Variedad del producto
Gran variedad Estandarización creciente
Aparición de diseño dominante
Alta estandarización
Volumen de producción
Bajo Creciente Elevado Elevado
Estructura del sector industrial
Pequeños competidores
Caída y consolidación
Pocas y grandes empresas
Sobrevivientes
Forma de competir
Características del producto
Calidad y disponibilidad del producto
Precio y dependencia
Precio
Las empresas si tratan de sobrevivir con la producción de un solo producto, es casi inevitable el fracaso, ya que ningún producto es eterno, siempre hay que ir haciéndoles mejoras,
9
innovaciones. Por ello, adquiere gran importancia lo que muchas empresas tienen (generalmente las grandes) como función staff o departamento establecido y es la Investigación y Desarrollo (I + D), la cual que trata de sacar lo novedoso al mercado, ya sea en nuevos productos e incluso examinando a fondo los productos tentativos de los competidores.La idea general es que la empresa debe tener algo para lanzar al mercado antes de que el producto estrella decline, cosa de ir entrelazando ambas estrategias de marketing y etapas del ciclo de vida. Por ejemplo, al final de la etapa II se puede empezar a promocionar el posible nuevo producto estrella, regalando catálogos, informativos o dando el producto a precio rebajado.
2.2.5.- Interacción entre el diseño del producto y diseño del proceso
Los productos se desarrollan y sufren cambios durante su ciclo de vida, esto podría llamarse rediseño del producto. Los productos se someten constantemente, en el uso, a rediseños e innovaciones, por ejemplo los automóviles, teléfonos y artículos domésticos.William Abernathy estudió el fenómeno de la innovación de los productos y los procesos estableciendo que por lo general siguen estas tres etapas:
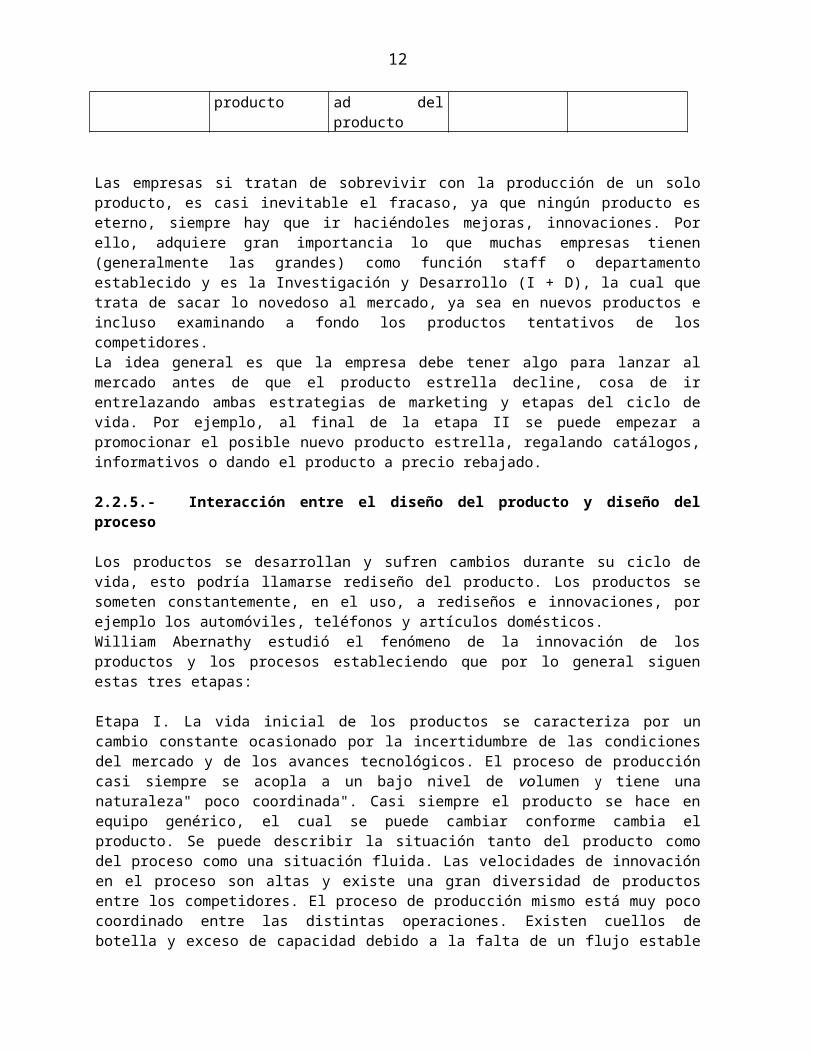
Etapa I. La vida inicial de los productos se caracteriza por un cambio constante ocasionado por la incertidumbre de las condiciones del mercado y de los avances tecnológicos. El proceso de producción casi siempre se acopla a un bajo nivel de volumen y tiene una naturaleza" poco coordinada". Casi siempre el producto se hace en equipo genérico, el cual se puede cambiar conforme cambia el producto. Se puede describir la situación tanto del producto como del proceso como una situación fluida. Las velocidades de innovación en el proceso son altas y existe una gran diversidad de productos entre los competidores. El proceso de producción mismo está muy poco coordinado entre las distintas operaciones. Existen cuellos de botella y exceso de capacidad debido a la falta de un flujo estable en el producto. Las decisiones operativas se orientan hacia la flexibilidad, que es el objetivo de esta etapa. Aunque con frecuencia se piensa en términos de los productos físicos la situación es similar para los servicios. Por ejemplo, considérese la alta tasa de innovación inicial en las organizaciones de mantenimiento de la salud, en los seguros automotrices y en las cadenas de alimentos rápidos. En estos casos, tanto el producto como el proceso pasaron inicialmente por una etapa de fluidez.
Etapa II. Conforme tiene lugar el desarrollo, la competencia en los precios se vuelve más intensa. Los administradores de operaciones responden con una mayor conciencia del costo. El resultado es una mejor integración del flujo del producto, tareas más especializadas, mayor automatización y más estricta planeación y control de la producción. El proceso se caracteriza mejor en esta etapa mediante el término "islas de mecanización". Algunos subprocesos pueden volverse altamente automatizados con equipo de proceso muy específico, mientras que otros siguen dependiendo del equipo genérico. Dicha automatización no puede ocurrir, sin embargo, hasta que la vida de los productos sea lo bastante madura como para tener un volumen suficiente y por lo menos algunos diseños de producto estables. Esta etapa podría describirse mejor con la frase “estandarización del producto y del proceso con una automatización cada vez mayor".
Etapa III. Conforme el producto alcanza su madurez, la competencia se vuelve aún más fuerte. Se requiere una mayor estandarización y se enfatiza la reducción de costos, mientras se mantienen estándares aceptables de servicio y calidad. En este punto, el proceso se vuelve altamente integrado y automatizado. Es probable que un cambio en cualquiera de las
10
partes tenga impacto en todo el proceso puesto que el producto y el proceso se vuelven interdependientes y es difícil separarlos. Los cambios adicionales en el producto son extremadamente difíciles y costosos. El cambio surge más lentamente pero puede también originarse en alteraciones repentinas en los insumos, reglamentos del gobierno o del mercado. Algunos ejemplos de procesos que se encuentran en esta etapa de desarrollo son las líneas de ensamble de automóviles, las plantas químicas, las procesadoras de alimentos y los servicios de alto volumen como la seguridad social, la medicina social y la compañía telefónica.
Las etapas tradicionales de desarrollo del producto requiere de cierta modificación para adaptarse a la automatización computarizada más flexible de hoy y a la robótica las que proporcionan una mayor amplitud de cambios en los productos y automatización en las tres etapas. Sin embargo la automatización flexible tiene sus límites y no puede extenderse a todos los volúmenes y grado de estandarización de los productos.
2.2.6.- Análisis del valor:
Existe la necesidad de mejorar constantemente los productos y los servicios que se producen para seguir siendo competitivos, la innovación es una necesidad básica en todo lo que se hace. El análisis del valor proporciona una manera conveniente de organizar la innovación enfocada a mejorar el valor de los productos y de los servicios.
El análisis del valor busca eliminar todo aquello que origine costos y no contribuya al valor ni a la función del producto (bien o servicio), su objetivo es satisfacer los requisitos de rendimiento del producto y las necesidades del cliente con el menor costo posible.
Existe una diferencia entre el costo y el valor, el costo es un término absoluto que se expresa en pesos y que mide los recursos que se utilizan para crear un producto, este incluye la mano de obra, los materiales y los costos indirectos. El valor es la percepción que tiene el cliente de la relación de utilidad del producto con su costo, la utilidad incluye la calidad, confiabilidad y rendimiento de un producto para el uso que se le busca dar. El valor es lo que busca el cliente; satisfacer sus necesidades con el menor costo.
2.2.7.- Variedad de productos:
La pregunta clave es ¿Qué tanta variedad de productos resulta suficiente?, el tema de la variedad de productos debe considerarse tanto desde el punto de vista mercadotécnico como del de operaciones, en ambos casos existen ventajas y desventajas en el hecho de tener un gran número de productos.
Desde el punto de vista de mercadotecnia, la ventaja de tener un gran número de productos es la posibilidad de ofrecer más opciones a los clientes, con frecuencia ventas reclama que las ventas pueden caer si la empresa no ofrece tantos productos como la competencia. Sin embargo una amplia variedad de productos también hace difícil la función de ventas, demasiados productos pueden confundir al cliente que podría no diferenciar productos similares, se hace más difícil capacitar a los vendedores y la publicidad se hace más costosa y menos enfocada cuando existe una mayor variedad de productos. Una excesiva variedad de productos puede ocasionar una disminución del incremento de las ventas e inclusive una disminución de las ventas mismas, sin embargo los gerentes de mercadotecnia con frecuencia tienden a preferir una mayor variedad de productos.
Desde el punto de vista de operaciones una amplia variedad de los productos se considera

11
como algo que ocasiona mayores costos, mayor complejidad y dificultad para el equipo y la gente. La situación ideal para operaciones es que existan pocos productos con alto volumen con configuración de producción estandarizada. Los gerentes de operaciones frecuentemente prefieren menos variedad en los productos.
Con base a lo anterior es posible formular una teoría económica de la variedad del producto, se ha dicho que una amplia variedad del producto puede ocasionar una disminución de los incrementos en las ventas. Al mismo tiempo una mayor variedad en los productos ocasiona mayores costos unitarios de producción .
Por lo tanto se puede inferir la teoría de que existe una cantidad óptima en la variedad del producto que da como resultado un máximo de utilidades, tanto el exceso como la falta de variedad en los productos ocasionará menores utilidades. El concepto de diseño modular es uno de los enfoques para solucionar este problema.
2.2.8.- Diseño modular
El diseño modular hace posible tener una variedad de productos relativamente alta y al mismo tiempo una variedad de componentes baja, la idea fundamental es desarrollar una serie de componentes básicos para los productos (o módulos) que se puedan armar en gran número de productos diferentes. Para operaciones existe sólo un número limitado de componentes básicos. El control del número de componentes diferentes que forman los productos tiene gran importancia para operaciones, puesto que esto hace posible con mayor eficiencia para lograr volúmenes mayores y también permitan la estandarización de procesos y equipo. Un gran número de variaciones en los productos incrementa mucho la complejidad y el costo de las operaciones.
E l diseño modular ofrece una manera de cambiar el enfoque del diseño de productos, en lugar de diseñar cada producto por separado la compañía diseña productos alrededor de módulos de componentes estándar, si se hace esto la línea de productos debe analizarse con cuidado y dividirse en módulos básicos. Los módulos comunes deben desarrollarse de manera tal que puedan servir a más de una línea de productos y es necesario eliminar las sofisticaciones innecesarias en los productos. Este enfoque permitirá una gran variedad de productos pero se reduce el número de variaciones innecesarias en los mismos.
La manera normal de desarrollar los productos es diseñar cada uno de ellos por separado sin poner mucha atención en los demás productos de la línea, se optimiza cada producto pero no se optimiza la línea de productos como un todo. El diseño modular requiere de un enfoque más amplio de las líneas de productos y puede exigir cambios en los productos individuales para optimizar la línea de productos en su totalidad.
Por ejemplo: al estudiar las operaciones de un gran fabricante de camas que tiene una compañía que produce dos mil combinaciones diferentes de colchones, el 50% de estas combinaciones significaba sólo el 3% de las ventas; los estudios de mercado demostraron que esta gran variedad de productos no era ventajosa para mercadotecnia, al mismo tiempo la variedad había incrementado los costos. Por tanto se sugirió la producción modular como una manera de ajustar la línea de productos.
Se producirá una línea de colchones con cuatro tamaños básicos: individual, matrimonial queen y king size. La construcción interna de los colchones se limitará a unos cuantos acomodos de los resortes y a espesores del recubrimiento. Se utilizaría una variedad
12
moderada de forros en los colchones para satisfacer las preferencias de color y tipo de diseño de los consumidores. El resultado sería un número de colchones muy reducido en sus componentes pero con una cantidad sustancial de variedad para los clientes, ya que con cuatro tamaños de camas, tres tipos de construcción de resortes, tres tipos de espumas plásticas y ocho cubiertas diferentes sería posible una cantidad de 288 colchones diferentes.
4x3x3x8 = 288 combinaciones.
2.3.-Diseño del Proceso.
Entre las decisiones más importantes realizadas por los gerentes de operaciones están aquellas que involucran el diseño del proceso físico para producir bienes y servicios; estas series de decisiones incluyen selección del proceso, diseño de operaciones de servicio, selección de tecnología, análisis de flujo de procesos y distribución de plantas. Cuando se han tomado estas decisiones se ha tomado en buena medida el tipo de proceso, el grado de automatización, la distribución física y el diseño de los trabajos. El diseño del proceso involucra también decisiones sociales, económicas y ambientales. Sin embargo veremos con mayor detalle lo relacionado con la selección del proceso.
La selección del proceso está ligada fuertemente con el diseño del producto. Para reflejar esta interacción, las selecciones del proceso y del producto constituyen los dos lados de la matriz producto-proceso. Una decisión requiere la selección de una celda en esta matriz, fijando entonces tanto el proceso como el producto.
Al diseño de las operaciones de servicio se le presta una atención especial en esta parte debido al alto nivel de contacto con el cliente que requiere la mayoría de los servicios. Están presentes varios marcos de referencia de pensamiento acerca de los servicios, y se define un método para el diseño de las operaciones de servicio. El método incluye definición de la estrategia de servicio, diseño del servicio y diseños de los procesos del servicio.
La selección de la tecnología determina el grado de automatización del proceso. Esta selección no es solamente una decisión técnica sino que también es una selección social que determina los trabajos y otros factores sociales. Esto conduce a la idea de un proceso de toma de decisiones que considera las implicaciones ambientales, sociales y económicas de las alternativas tecnológicas.
El diseño del proceso también requiere decisiones a un nivel micro que incluyen el análisis del flujo del proceso y la distribución de planta. Estas decisiones determinan el flujo físico de los materiales, clientes e información a través del proceso. Los métodos de análisis del proceso describen el flujo del proceso a través del uso de diagramas de flujo y modelos matemáticos, las decisiones de distribución mejoran el flujo mediante el acomodo de las instalaciones físicas.Existen dos temas que son la razón fundamental y unificadora: primero, la idea de diseñar un proceso para reforzar el flujo de materiales, clientes e información y, segundo, la idea de combinar consideraciones sociales y técnicas en el diseño del proceso. Estas ideas se pueden utilizar para diseñar un proceso que no sólo es eficiente sino también aceptable social y ambientalmente.Las decisiones de capacidad afectan el tipo de proceso seleccionado, el tipo de diseño del proceso, a su vez, afecta a los trabajos disponibles y el tipo de fuerza de trabajo empleada. El proceso también afecta la calidad del artículo producido, debido a que algunos procesos

13
se controlan más fácilmente que otros. Entonces las decisiones del proceso se entrelazan con la mayoría de las otras decisiones en operaciones.
Selección del proceso
2.3.1 Características del flujo del proceso. 2.3.2 Clasificación por tipo de pedido del cliente. 2.3.3 Decisiones de selección del proceso.2.3.4 Estrategia de producto-proceso.2.3.5 Integración Vertical.2.3.6 Puntos clave.
Las decisiones relacionadas con la selección del proceso determinan el tipo de proceso productivo que se utilizará y la extensión apropiada de dicho proceso. Por ejemplo, los gerentes de un restaurante de comidas rápidas tomarán la decisión de producir los alimentos estrictamente de acuerdo con los pedidos de los clientes o tener algún tipo de inventario. Los administradores también deben decidir si se organizará el flujo del proceso como una línea de alto volumen de producción o como un proceso de producción por lotes con volumen bajo. Más aún, es necesario decidir si la integración será enfocada hacia el mercado y/o hacia los proveedores. Todas estas decisiones ayudan a definir el tipo de proceso que se utilizará para fabricar el producto. En ocasiones se considera a la selección de procesos como un problema de distribución de equipo o como una serie de decisiones de relativamente bajo nivel, pero esto es un error puesto qué la selección del proceso es, por el contrario, una decisión de naturaleza estratégica y que tiene la mayor importancia. Las decisiones sobre el proceso afectan los costos, la calidad, los tiempos de entrega y la flexibilidad de las operaciones. Como lo señala Wickham Skinner (1969), las decisiones relacionadas con la selección de procesos tienden a obligar a la firma a utilizar cierto equipo, instalaciones y un tipo particular de fuerza de trabajo. Esto a su vez tiende a limitar las opciones estratégicas del futuro. En este capítulo se estudiarán las decisiones relacionadas con la selección de procesos desde un punto de vista administrativo y estratégico. El énfasis primordial se hará en la descripción de distintos procesos y de las condiciones que puede ocasionar la selección de un proceso en lugar de otro.
Antes de que se pueda tomar la decisión sobre la selección del proceso, debe conocerse el volumen de producción que se planea. Es decir, antes de la selección del proceso se debe contar con un pronóstico de la demanda y con una decisión sobre la capacidad física de operaciones. Sin embargo, las decisiones relacionadas con la capacidad se estudian en la siguiente parte para poder integrar las decisiones a corto, mediano y largo plazo que se relacionan con la capacidad. Para los propósitos de esta sección, se supondrá que ya se ha tomado la decisión sobre la capacidad a largo plazo.En este capítulo se examinan dos tipos primordiales de clasificaciones de los procesos. Primero, los procesos se clasifican por tipo de flujo de producto: en línea, intermitente, mixto o por proyecto vistos anteriormente. Segundo, los procesos se clasifican por tipo de pedido del cliente: fabricación para inventario o fabricación para surtir pedidos. Estas dimensiones de la clasificación afectan mucho los costos, los volúmenes, la flexibilidad y virtualmente todos los aspectos de las operaciones.
Después de tomar en consideración cada caso a nivel estático, las decisiones sobre la selección de procesos se colocan en un contexto dinámico. La selección de procesos se encuadra como una serie dinámica de decisiones a lo largo de un tiempo, durante el cual
14
tanto el producto como el proceso evolucionan en conjunto. Finalmente, al término del capítulo se expande el alcance de la selección de los procesos para incluir la integración de avance y de retroceso. En el cuadro se ilustra un problema típico de decisiones sobre la selección del proceso.
CUADRO PROBLEMA TÍPICO DE TOMA DEDECISIONES
El negocio de los hornos de microondas se ha expandido con rapidez en los últimos diez años. Una de las compañías más importantes en Estados Unidos en esta industria es Radarware Inc., que ha logrado atrapar el 30% de participación en el mercado y ha expandido con rapidez sus ventas y sus utilidades en los últimos cinco años. Al observar esta situación, Mary Lipton, vicepresidente de operaciones se preguntaba durante cuánto tiempo continuaría este crecimiento de las ventas y en qué punto los cambios en las condiciones del mercado podrían requerir de un cambio correspondiente en el proceso de manufactura.
En estos momentos, Radarware tiene dos plantas, una en Boulder, Colorado y la otra en Rapid City, Dakota del Sur. Estas plantas utilizan una línea de ensamble parcialmente conectada, en donde ciertas partes del producto también se fabrican en una instalación de maquilla. Debido al rápido crecimiento de las ventas así como a los frecuentes cambios en el producto, el flujo de producción es ligeramente irregular, más aún, la línea de ensamble no tiene un concepto de ingeniería tal que logre el proceso más eficiente posible. Depende en gran medida de la mano de obra y muchas partes de los hornos de microondas se compran de proveedores externos.
Recientemente la competencia japonesa entró al mercado con un horno de microondas de bajo costo. Los fabricantes americanos también estandarizaron sus hornos y algunos de los grandes fabricantes de utensilios estudian la posibilidad de añadir productos de microondas a sus líneas.
Debido a esta situación, Mary decidió analizar los posibles efectos de utilizar una línea de ensamble más estandarizada, con mayor automatización e integración vertical. Para realizar el análisis, ella llamó a Roger Kira, su asistente de planeación de operaciones.
Mary le pidió a Roger que delimitara las distintas opciones disponibles ya que preparara un análisis del impacto que cada una de estas opciones tendría sobre las operaciones. Advirtió a Roger que no debía considerar solamente los costos de las alternativas propuestas, sino también el efecto que tendrían éstas sobre la calidad, tiempos de entrega y flexibilidad de las operaciones.
2.3.1.-CARACTERÍSTICAS DEL FLUJO DEL PROCESO
La primera dimensión en la clasificación de los procesos es el flujo del producto o secuencia de operaciones. Existen tres tipos de flujo: en línea, intermitente, mixta y por proyectos. En la manufactura, el flujo del producto es el mismo que el flujo del material, puesto que los materiales se transforman en productos. En las industrias que sólo producen servicios no existe un flujo físico del producto, sin embargo, existe una secuencia de operaciones que se realiza para suministrar el servicio. Esta secuencia de operaciones de servicios se considera como el "flujo del producto" en las industrias de servicio.Flujo lineal. El flujo lineal se caracteriza por una secuencia de operaciones lineal que se utiliza para fabricar el producto o dar el servicio. Los ejemplos incluyen a las líneas de ensamble y a las cafeterías. En las operaciones con flujo lineal el producto debe estar bien
15
estandarizado y debe fluir desde 'una operación o estación de trabajo hasta la siguiente en una secuencia prescrita. Las tareas individuales de trabajo se acoplan íntimamente y se deben balancear para que ninguna tarea retrase a las siguientes. En la figura se muestra un patrón típico de flujo lineal. Nótese que el bien o servicio se crea secuencialmente a partir de un extremo de la línea y se mueve hacia el otro. Puede haber flujos laterales que afecten a la línea, sin embargo se les integra para lograr un flujo uniforme.
FIGURA 2.9 Flujo lineal.
En ocasiones las operaciones de flujo lineal se dividen en dos tipos de producción: masiva y continua. "Producción masiva o en masa", casi siempre se refiere a una operación parecida a una línea de ensamble, como la que se utiliza en la industria automotriz. "Producción continua", se refiere a las que se denominan industrias de proceso como la industria química, del papel, cervecera, acerera, de la electricidad y telefónica. Aunque ambos tipos de operaciones se caracterizan por tener flujos lineales, los procesos continuos tienden a estar más automatizados y producen productos más estandarizados.
Las operaciones en línea tradicionales son extremadamente eficientes, pero también muy inflexibles. La eficiencia se debe a la sustitución del capital por la mano de obra y a la estandarización de la obra de mano restante en tareas muy rutinarias. El alto nivel de eficiencia exige que se mantenga un volumen grande para poder recuperar el costo del equipo especializado. Esto, a su vez, exige una línea con productos estandarizados que se estabilice relativamente con el tiempo. Debido a esta estandarización y a la organización secuencial de las tareas de trabajo, resulta difícil y costoso modificar el producto o el volumen en las operaciones con flujo lineal; por lo tanto, estas operaciones resultan relativamente inflexibles.
En los últimos años la nueva tecnología está haciendo posible que las líneas de ensamble sean más flexibles. Esto se logra mediante el uso del control computarizado o equipo computarizado y de la reducción de los tiempos necesarios para el cambio de equipo. Al asignar una familia de productos a una línea flexible, se hace posible la producción de varios cientos de tipos diferentes de productos (con distintos tamaños y formas), dentro de una familia de productos dada con lotes de tamaño grande o pequeño. Como resultado se obtiene una flexibilidad sustancial en los casos en que se puede utilizar esta nueva tecnología. Los últimos capítulos darán más detalles sobre esto.Por supuesto, las operaciones en línea sólo-se pueden justificar en un número limitado de situaciones. Los requisitos generales son un alto volumen y un producto o familia de productos estandarizados. Si existen estas condiciones, la competencia casi siempre forzará al uso de un flujo-lineal debido a su alta eficiencia potencial. Sin embargo, las empresas deben analizar con cuidado la decisión de usar operaciones en línea. Esta elección no debe basarse simplemente en la eficiencia. Deben considerarse otros factores como el riesgo de la obsolescencia del producto, la posible insatisfacción en el trabajo debida al aburrimiento y el riesgo de cambiar la tecnología del proceso.
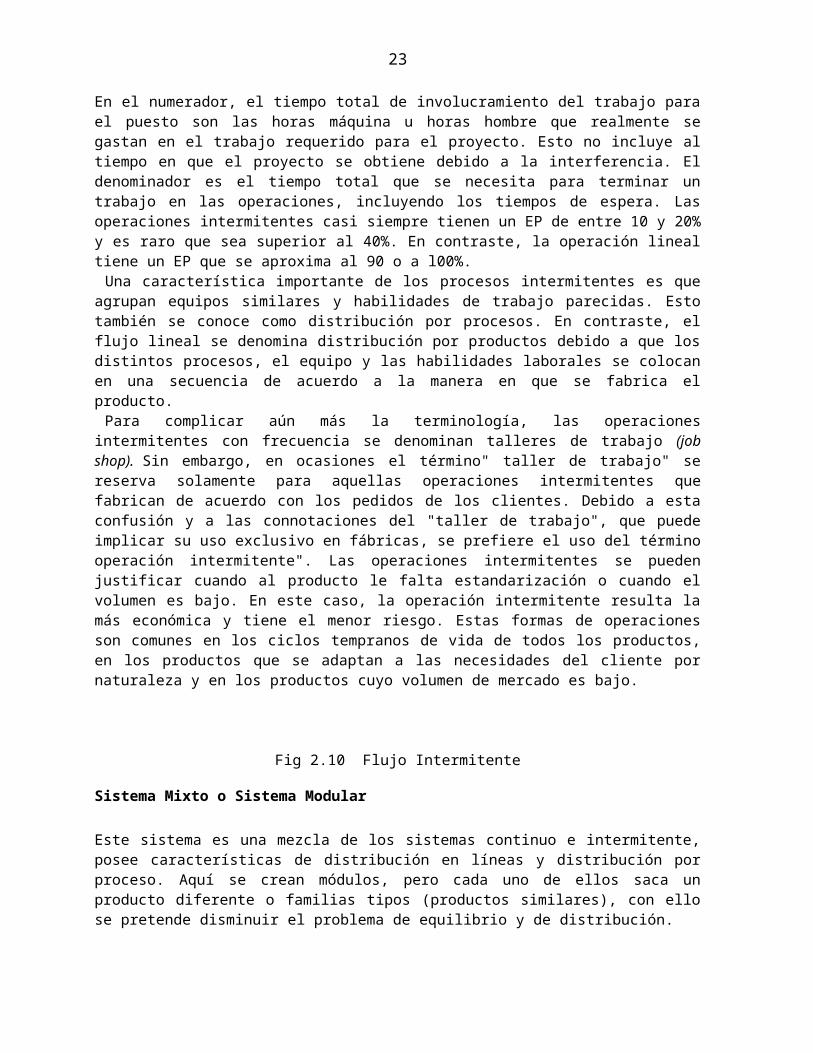
Flujo intermitente (talleres de trabajo). Un proceso de flujo intermitente se caracteriza por la producción de lotes a intervalos intermitentes. En estos casos, tanto el equipo como la mano de obra se organizan en centros de trabajo con las mismas habilidades o equipos similares. Un producto o proyecto, fluirá entonces sólo a aquellos centros de trabajo que le sean necesarios y no utilizará los demás. Esto da como resultado un patrón de flujo irregular, como el que se muestra en la figura.
16
Debido a que utilizan equipo para propósitos generales y mano de obra altamente calificada, las operaciones intermitentes son extremadamente; flexibles para cambiar el producto o el volumen; pero también son bastante ineficientes: El patrón de flujo desordenado y la variedad de productos ocasionan problemas graves en el control de inventarios en los programas y en la calidad.
Si una operación intermitente trabaja cerca de su nivel de capacidad, se acumulará un alto nivel de inventario en proceso y el tiempo de producción de los lotes será mayor. Lo anterior se debe a la interferencia que se origina entre los proyectos cuando éstos necesitan del mismo equipo mano de obra al mismo tiempo, lo cual ocasiona una utilización mucho menor del equipo y de la mano de obra que en una operación de tipo lineal.
Constable y New sugieren una manera de medir esta pérdida de eficiencia mediante una relación que ellos denominan eficiencia de producción, o EP:
EP =f tiempo total de involucramiento del trabajo para el proyecto x 100%tiempo total en operaciones
En el numerador, el tiempo total de involucramiento del trabajo para el puesto son las horas máquina u horas hombre que realmente se gastan en el trabajo requerido para el proyecto. Esto no incluye al tiempo en que el proyecto se obtiene debido a la interferencia. El denominador es el tiempo total que se necesita para terminar un trabajo en las operaciones, incluyendo los tiempos de espera. Las operaciones intermitentes casi siempre tienen un EP de entre 10 y 20% y es raro que sea superior al 40%. En contraste, la operación lineal tiene un EP que se aproxima al 90 o a l00%.
Una característica importante de los procesos intermitentes es que agrupan equipos similares y habilidades de trabajo parecidas. Esto también se conoce como distribución por procesos. En contraste, el flujo lineal se denomina distribución por productos debido a que los distintos procesos, el equipo y las habilidades laborales se colocan en una secuencia de acuerdo a la manera en que se fabrica el producto.
Para complicar aún más la terminología, las operaciones intermitentes con frecuencia se denominan talleres de trabajo (job shop). Sin embargo, en ocasiones el término" taller de trabajo" se reserva solamente para aquellas operaciones intermitentes que fabrican de acuerdo con los pedidos de los clientes. Debido a esta confusión y a las connotaciones del "taller de trabajo", que puede implicar su uso exclusivo en fábricas, se prefiere el uso del término operación intermitente". Las operaciones intermitentes se pueden justificar cuando al producto le falta estandarización o cuando el volumen es bajo. En este caso, la operación intermitente resulta la más económica y tiene el menor riesgo. Estas formas de operaciones son comunes en los ciclos tempranos de vida de todos los productos, en los productos que se adaptan a las necesidades del cliente por naturaleza y en los productos cuyo volumen de mercado es bajo.
Fig 2.10 Flujo Intermitente
Sistema Mixto o Sistema Modular
Este sistema es una mezcla de los sistemas continuo e intermitente, posee características de distribución en líneas y distribución por proceso. Aquí se crean módulos, pero cada uno de ellos saca un producto diferente o familias tipos (productos similares), con ello se pretende disminuir el problema de equilibrio y de distribución.
17
Cada módulo posee pocas máquinas, la producción es en lotes, pero más pequeña en cuanto a volumen.
Las máquinas usadas son de nivel tecnológico alto, pero realizan actividades en forma estándar (máquinas control numérico).
Las operaciones son un poco menos especializadas y calificadas, no existe inventarios en proceso debido al equilibrio de la célula o módulo, se aprovechan los costos set up (de preparación) de la máquina al máximo.
Proyecto. La forma de operaciones por proyecto se utiliza para producir productos únicos tales como una obra de arte, un concierto, un edificio o una película. Cada unidad de estos productos se elabora como un solo artículo. Estrictamente hablando, no existe un flujo del producto para un proyecto, sin embargo existe una secuencia de operaciones. En este caso todas las operaciones individuales o tareas se deben colocar en una secuencia tal que contribuya a los objetivos definitivos del proyecto. La figura muestra una secuencia conceptual de tareas de proyecto, que indica la precedencia necesaria entre las distintas tareas para terminar el proyecto.Un problema significativo en la administración de proyectos es la planeación, secuenciamiento y control de las tareas individuales que permiten la terminación del proyecto completo.
La forma de operaciones por proyecto se utiliza cuando hay gran necesidad de creatividad y de conceptos únicos. Resulta difícil automatizar los proyectos puesto que solamente se hacen una vez; sin embargo, en ocasiones se puede utilizar equipo para propósitos generales con el objeto de reducir las necesidades de mano de obra. Los proyectos se caracterizan por tener un alto costo y son difíciles de planear y controlar a nivel administrativo. Esto se debe a que con frecuencia es difícil definir un proyecto en sus etapas iniciales y podría estar sometido a un alto grado de cambio e innovación.Las características del proceso que hemos estudiado se resumen en el cuadro 5.2 el cual permite una comparación directa entre los tipos de proceso para cada característica. Refiérase a Schmenner (1987), quien hizo un trabajo excelente y más detallado sobre el tema.
En este momento, varios ejemplos tomados de la industria de la construcción pueden ayudar a captar algunos de los conceptos. Si se habla de proyectos, se hablará de una casa construida de acuerdo a los deseos del cliente. Un arquitecto puede desglosar un plan único para esta casa, o pueden modificarse los planos existentes para cada casa que se construya. Como la construcción de la casa se adapta a los deseos del cliente, la planeación, secuencia y el control de las distintas actividades de construcción con frecuencia se convierten en problemas importantes.El cliente se ve muy involucrado en todas las etapas de la construcción y en ocasiones los planos se modifican mientras se construye la casa. La operación utiliza mucha mano de obra, tarda mucho y es costosa.La operación intermitente se caracteriza por la producción de casas en lotes. En este caso, el cliente puede seleccionar una entre cierto número de casas estándar, con-muy pocas opciones en colores, accesorios y alfombras. La casa se produce con muy poca consulta de los planos puesto que en algún otro lugar se han producido casas idénticas o muy similares. El contratista puede comprar los materiales en lotes grandes y puede utilizar equipo especializado para acelerar la construcción. Se utiliza personal muy familiarizado con el tipo de casa y la totalidad de la estructura, con excepción de los acabados, se puede armar en
18
pocas semanas. Normalmente este tipo de casa resulta menos costosa por metro cuadrado que la casa tipo proyecto construida al gusto del diente.
El método lineal para producir casas se caracteriza por tener operaciones de tipo modular o de fábrica. Se producen casas de tipo estándar en secciones, en una fábrica, con mano de obra relativamente económica. Se evita el uso de personal costoso como plomeros, carpinteros y electricistas al instalar sistemas completos de electricidad y plomería en la fábrica. También se utilizan máquinas para propósitos especiales en la fábrica para reducir aún más los costos. Después de construirse en una línea de ensamble, las secciones de las casas se llevan al lugar de construcción y la erección se lleva a cabo en un día o en un lapso de tiempo similar mediante una grúa. Estas casas de tipo modular son casi siempre las menos costosas de todas.
Resulta obvio que los contratistas se enfrenten a una decisión estratégica importante al elegir el tipo de proceso que utilizarán para la construcción de casas. Se pueden utilizar los tres enfoques, pero debe cuidarse la separación de estas operaciones ya que tienen requisitos diferentes de mano de obra, administración y capital. Si el contratista va a ofrecer los tres tipos de casas, podría formar una división separada para cada tipo de procesos así como una operación separada.
2.3.2 CLASIFICACIÓN POR TIPO DE PEDIDO DEL CLIENTE
19
Otra dimensión importante que afecta la selección de procesos es ver si el producto se fabrica para ser almacenado en inventario o para surtir un pedido específico del cliente. Cada uno de estos procesos tiene sus propias ventajas y desventajas. Aunque un proceso de fabricación para inventarios proporcionará un servicio rápido con costos bajos, proporciona menor flexibilidad en la elección de productos que el proceso de fabricación por pedido.
Un proceso por pedido responde esencialmente a los requerimientos específicos del cliente. En algún punto del proceso de producción por pedido debe ser posible identificar el pedido particular de un cliente. Sin embargo, en un proceso de fabricación para inventario no se asignan pedidos individuales a los clientes durante la producción. Es posible entonces determinar si un proceso es para fabricación por pedido o para inventario examinando las órdenes de trabajo en el proceso de transformación.
Aun cuando el proceso sea de fabricación por pedido, puede contarse con una amplia gama de especificaciones. En algunos casos no se hace nada hasta que éste se recibe, después se diseña el producto y se fabrica con total conformidad a las especificaciones del cliente. En otros casos se fabrican los componentes por anticipado y el producto simplemente se arma en el último minuto para ajustarse a las decisiones del cliente. En este caso, el producto terminado es estandarizado pero no se le almacena en inventario.
En un proceso de fabricación por pedido, las actividades de procesamiento se relacionan con los pedidos individuales de los clientes. El ciclo de los pedidos comienza cuando el cliente especifica el producto que desea. Basándose en las solicitudes del cliente, el productor cotizará un precio y un tiempo de entrega. Esta cotización se puede ofrecer de inmediato si el pedido es estándar, o en el caso de pedidos especiales de los clientes se podría llevar un cierto tiempo. Si el cliente acepta la cotización, el producto se armará a partir de los componentes o se diseñará y construirá totalmente de acuerdo con las especificaciones del cliente. Si el pedido se fabrica de acuerdo con las especificaciones del cliente y se necesitan materiales especiales, éstos tendrán que pedirse. Cuando llegan los materiales se someterán a procesos de fabricación y armado según lo permita la capacidad. Por último, el producto se entregará al cliente. Esta secuencia de eventos es en esencia la misma, independientemente de que se trate de bienes o servicios.
La medida clave de la eficiencia de las operaciones en los procesos de fabricación por pedidos es el tiempo de entrega. Antes de colocar el pedido, el cliente deseará saber cuánto tiempo tardará en recibirlo. Si el diente acepta el tiempo de entrega, entonces el departamento de operaciones debe controlar el flujo del pedido para cumplir con esta fecha de entrega. Esto significa, por supuesto, que los tiempos de entrega deben ser fijados de modo realista por los departamentos de mercadotecnia y operaciones. La eficiencia de las operaciones se medirá según los parámetros de servicios tales como la longitud del tiempo de entrega y el porcentaje de pedidos que se entregan a tiempo.
Una empresa que fabrica para inventario tiene un problema totalmente distinto. Primero, la operación de fabricar para inventario debe tener una línea de productos estandarizada. El objetivo de la disponibilidad de los productos es, entonces, dar al cliente estos productos estándar a partir de los inventarios con un nivel de servicios satisfactorio, digamos de un 95% de los pedidos surtidos a partir del inventario. Para satisfacer el nivel de servicio, la compañía acumulará un inventario anticipándose a la demanda. El inventario se utilizará entonces para satisfacer las oscilaciones de la demanda y, quizá, para uniformar los requisitos de capacidad. Por lo tanto, los pronósticos, la administración de inventarios y la planeación de la capacidad se vuelven esenciales en una operación de fabricación para inventario.
En una compañía que fabrica para inventario, muy poco de lo que ocurre en operaciones se relaciona con los pedidos reales de los clientes. El enfoque radica más bien en mantener
20
el inventario. Con la rara excepción de lo que se denomina "back orders" (pedidos no satisfechos o faltante de inventario) no sería posible identificar los pedidos reales de los clientes en el proceso de producción.En una operación de fabricación para inventario, el ciclo comienza con el productor más que con el cliente que especifica el producto. El cliente se lleva el producto del inventario si el precio es aceptable y el producto está disponible. En caso contrario, puede colocarse un pedido especial que será satisfecho más tarde (back order). Independientemente del flujo verdadero de los pedidos, el proceso de producción busca mantener el inventario. En cualquier momento particular podría haber muy poca correlación entre los pedidos reales que se reciben y lo que se produce. El sistema de producción consiste en acumular niveles de inventario para pedidos futuros y no para los pedidos del momento. Los pedidos del momento se surten a partir del inventario disponible. Esta separación entre el ciclo de los pedidos y el ciclo de conservación del inventario se ilustra en la figura, la que también indica que dicha separación no se presenta en un sistema de fabricación por pedido puesto que el proceso de producción comienza cuando se recibe un pedido.
Cuando se fabrica para inventario las medidas clave de eficiencia son la utilización de los activos de producción (inventarios y capacidad) y el servicio a los clientes. Estas medidas podrían incluir la rotación del inventario, la utilización de la capacidad, el uso del tiempo extra y el porcentaje de pedidos surtidos a partir del inventario. El objetivo de la operación es satisfacer el nivel deseado de clientes con un costo mínimo.En resumen, un proceso de fabricación por pedido se relaciona con los tiempos de entrega y el control del flujo del pedido. El proceso debe ser flexible para satisfacer los pedidos del cliente. Un proceso de fabricación para inventario se relaciona con la conservación de los inventarios y la eficiencia de operaciones. El proceso se vuelve lineal para producir solamente productos estandarizados. Las diferencias entre estos procesos se resumen en el cuadro .
Algunos ejemplos clásicos de procesos de fabricación para inventario y fabricación por pedido son las cadenas de alimentos McDonald' s y Burger King. Las hamburguesas de McDonald's se fabrican, en ocasiones, para inventario. Cuando la demanda es constante, McDonald's acumula un inventario de varios tipos de hamburguesas. En este caso la operación busca pronosticar la demanda y conservar el inventario. En Burger King su lema es "a su gusto". Los clientes pueden especificar los ingredientes que desean en sus hamburguesas y los que no desean. En este caso, no se puede mantener en inventario cada pedido y la medida del desempeño pasa a ser el tiempo de entrega. Burger King es una operación de fabricación por pedido.
21
2.3.3 DECISIONES DE SELECCIÓN DEL PROCESOSe han clasificado los procesos de acuerdo con dos dimensiones: el flujo del producto y el tipo de pedido del cliente. Estas dimensiones se muestran en la tabla matriz de las características del proceso, en una matriz con 6 procesos diferentes. En una empresa, cada producto en particular se produce mediante uno de estos seis procesos; sin embargo, con frecuencia una mezcla de productos ocasiona una mezcla de tipos de proceso en la misma empresa. Resulta muy común que las organizaciones tengan varios tipos diferentes de procesos en la misma instalación física. Sin embargo, esto puede convertirse en la base para formar células de manufactura dentro de una planta o a crear una planta dentro de otra.
Las seis combinaciones de proceso que se muestran en la tabla se utilizan en la práctica. En el caso de flujos lineales resulta común fabricar para inventario, sin embargo las líneas también pueden fabricarse por pedido. Por ejemplo, las líneas de armado automotriz ensamblan combinaciones específicas de opciones que solicitan los clientes. En efecto, el producto está estandarizado pero se fabrica de acuerdo con un pedido. En el otro extremo se encuentran los proyectos que casi siempre se hacen según los pedidos. Sin embargo, la forma de operaciones del proyecto también puede fabricarse para inventario. Por ejemplo, una constructora que construye algunas casas con la idea de especular, fabrica para inventario aunque utiliza un tipo de proceso por proyecto.También debe notarse que los seis procesos se aplican a los servicios así como a los bienes. Una operación que sólo produce servicios únicamente puede producir por pedidos. Sin embargo, la mayoría de los servicios se prestan acompañados de algunos bienes. Estos bienes que acompañan al servicio; pueden fabricarse para inventario, como en el caso de las hamburguesas rápidas.
La clasificación de seis celdas para los procesos puede utilizarse para varios propósitos: primero, para dar una categoría diferente a distintos tipos de problemas de toma de decisiones que se encuentran en las operaciones. Por ejemplo, las decisiones sobre costos, calidad, producción y control de inventarios, difieren bastante en estos tipos de procesos. El segundo uso de la matriz de clasificación es para seleccionar el proceso, que es el tema primordial que se estudia en el resto de esta sección.
Para el estudio de la decisión de selección del proceso se comenzará con un ejemplo y se pasará de ahí a generalizar. Se considerará al contratista mencionado anteriormente, que puede decidir construir las casas utilizando los procesos por proyecto, intermitentes o lineales.
Con cualquiera de estos procesos el contratista también puede decidir fabricar las casas por pedidos o para inventario. ¿Cuáles son, entonces, los factores que se deben tomar en
22
consideración al tomar esta decisión?Primero que nada, el contratista debe considerar las condiciones del mercado. El enfoque
lineal exige un mercado masivo para casas económicas, el proceso intermitente requiere un mercado de menor volumen con casas de precios intermedios y el proceso por proyecto exige un mercado para casas costosas.
Sin embargo, también debe considerarse el mercado desde el punto de vista de la competencia. ¿Puede el contratista entrar al mercado en el momento oportuno y lograr una posición ventajosa? Esto dependerá de los planes de sus competidores y cómo reaccionan ante la selección de proceso del contratista. En última instancia, relacionar el proceso con el mercado será una decisión estratégica en la que se involucrarán decisiones tanto para el producto como para el proceso.
Segundo, el contratista debe tomar en cuenta el capital. Los procesos con flujo lineal requieren una mayor cantidad de capital que los procesos por proyecto o los de flujo intermitente. El flujo lineal requiere de capital para equipar la línea de ensamble de la fábrica y para financiar las casas parcialmente terminadas. Si éstas se construyen para inventario anticipándose a los pedidos de los clientes, se requiere de mayor capital para financiar los inventarios de producto terminado. Como contraste, la construcción de casas por proyecto de acuerdo con los deseos del cliente, requieren mucho menos capital puesto que solamente se construye una casa, o cuando mucho algunas al mismo tiempo y no se necesita una fábrica.
Un tercer factor que debe tomarse en consideración es la disponibilidad y el costo de la mano de obra. Los procesos por proyecto y los intermitentes requieren de mano de obra costosa y calificada como plomeros, electricistas y carpinteros. El enfoque de línea de fabricación requiere de mano de obra relativamente económica y con bajo nivel de capacitación. El sindicalismo puede afectar tanto la oferta como el costo de la mano de obra.
El cuarto factor que el contratista debe tomar en consideración son las habilidades gerenciales que se requieren para cada proceso. El enfoque de proyecto puede administrarse en escala pequeña sin una mayor sofisticación. Sin embargo, en este caso resultan útiles ciertas técnicas de planeación y control de proyectos, al igual que los principios de la buena supervisión y el control de calidad. En el caso de procesos intermitentes, el contratista necesitará de habilidades gerenciales en operaciones para pronosticar, programar y controlar los inventarios. El contratista también debe preocuparse más por la estandarización y el control de costos puesto que las casas se construyen por lotes. Los procesos en línea requieren de la mayor sofisticación en habilidades gerenciales. El contratista necesitará administrar y coordinar una fábrica, la construcción en el campo y una red de distribución.
El quinto factor que será importante para el contratista es la disponibilidad y el precio de la materia prima. En la forma de proceso por proyectos esto resulta muy flexible y puede ajustarse a distintos materiales si es necesario. El enfoque lineal es mucho menos flexible y puede exigir cambios costosos si se interrumpe la oferta de materia prima. Por ejemplo, el cambiar de cobre a plástico en las tuberías para plomería, podría significar un gran problema para el flujo lineal, sin embargo presenta pocos problemas en los procesos intermitentes o por proyecto.
Por último, el contratista debe tomar en cuenta el progreso de la tecnología tanto para el proceso como para el producto. ¿Cabe la posibilidad de que surjan innovaciones que conviertan en obsoleto un proceso antes de recuperar los costos? El apreciar estas condiciones es parte de la evaluación de riesgos de los procesos. Generalmente, si se colocan los procesos en un orden que vaya desde el mayor riesgo hasta el menor, el primero sería el proceso lineal, después el intermitente y finalmente los proyectos.
En resumen, existen seis factores que influyen en la selección de procesos, tal como se
23
muestran en la tabla.
1. Las condiciones del mercado 2. Las necesidades de capital 3. La mano de obra4. Las habilidades gerenciales 5. La materia prima6. La tecnología
Una manera conveniente de recordar estos factores, es enfocar las operaciones como sistema y pensar en términos de los distintos tipos de insumos, tecnologías de transformación y productos. Los seis factores serán fácilmente recordables.
Una buena decisión en selección de procesos requiere de un análisis cuidadoso de cada uno de los factores anteriores a través de varios tipos de estudio. Debe hacerse un estudio de mercado para apreciar la demanda potencial y otras condiciones del mercado. Siempre que sea posible deben proyectarse las ventas futuras no sólo como una sola cifra sino como una gama de estimaciones posibles. Por ejemplo, pueden utilizarse tres estimaciones, una pesimista la más probable y una optimista, permitiendo así un análisis de los riesgos involucrados en la decisión.
Pueden considerarse muchos de los demás factores mediante un análisis económico de las alternativas de proceso. La clave para esto es considerar el flujo de efectivo de cada alternativa al determinar las inversiones, utilidades y costos para cada año. Los flujos de efectivo netos de cada uno se pueden descontar de los valores presentes o se puede calcular un retorno de inversión. Se prefiere la alternativa que tenga el mayor valor presente o el mayor rendimiento sobre la inversión desde el punto de vista económico.
24
En nuestro estudio sobre la elección de procesos en relación con la economía, también resultará útil considerar los costos fijos y los costos variables. Generalmente hablando, si la elección es un proceso por proyectos, intermitente o de línea, la comparación de costos se asemeja a la de la figura anterior. La figura muestra que los proyectos tendrán el menor costo en caso de volúmenes inferiores seguidos por el flujo intermitente con volúmenes medios y los procesos en línea con volúmenes altos. El proceso por proyectos tiene el costo fijo más bajo y el mayor costo variable, lo cual hace que los proyectos sean menos costosos en total en el caso de volúmenes bajos. Los procesos en línea tienen los más altos costos fijos y los menores costos variables, lo cual los vuelve menos costosos en total cuando se habla de volúmenes altos.
Cuando se han terminado los estudios económicos y de mercadotecnia se les debe sintetizar dentro del proceso de toma de decisiones. En algunos casos, en estos estudios se indica una preferencia definitiva por una opción de procesos en lugar de las demás. Si éste es el caso, es probable que los factores subjetivos desempeñen sólo un pequeño papel en la selección de procesos. Sin embargo, casi siempre la selección de procesos hará necesario que esto se piense bastante debido a los distintos factores de costo y de riesgo involucrados.
2.3.4 ESTRATEGIA DE PRODUCTO-PROCESO
Se ha considerado la selección de procesos como una decisión estática. Sin embargo, en realidad tiene una naturaleza dinámica puesto que sus efectos siguen presentes conforme el proceso evoluciona de una etapa a otra con el tiempo. Más aún, lo cambios en el proceso se relacionan íntimamente con los cambios en el producto.
Tanto Hayes como Wheelwright (1979) sugirieron que se considerara a los procesos y a los productos como dos lados de una misma matriz, como lo muestra la figura. En el lado de los productos se encuentra el ciclo de vida del producto de una empresa cuyo margen de producción va desde un volumen bajo de producto únicos hasta un volumen alto de productos estandarizados. Conforme madura la línea de productos, pasa del lado izquierdo de la matriz hacia el derecho.En el lado del proceso de la matriz se encuentra el tipo de proceso que va desde un taller por proyectos (flujo desordenado) hasta un proceso continuo. Abernathy y Townsend (1975) observaron que los procesos atraviesan un "ciclo de vida del proceso'; que es similar al ciclo de vida del producto. En este caso el proceso va desde un proceso fluido y flexible que se encuentra en la parte superior de la matriz hasta un proceso eficiente y altamente estandarizado que se encuentra al fondo.
Con frecuencia las empresas se ubican a lo largo de la diagonal de la matriz. En la esquina superior izquierda se encuentra quizá un impresor que produce muchos trabajos de acuerdo con los pedidos de sus clientes con equipo para propósitos generales y en un ambiente de taller por proyectos. Más abajo de la diagonal se encuentra el fabricante de equipo pesado que elabora sus productos en lotes. En este caso el flujo del producto tiene un volumen mayor y está más relacionado. Además, la línea del producto, se ha estandarizado. Más abajo de la diagonal se encuentra la línea de ensamble de automóviles, que representa un proceso con flujo en línea con pocas líneas de producto importantes, equipo especializado y puestos altamente estructurados. Por último, en la esquina inferior derecha se encuentra la refinería de azúcar que representa el tipo de operación con proceso continuo que tiene un alto volumen de producción.
La matriz proceso-producto ayuda a describir la relación entre la estrategia del proceso y la del producto. En algunos casos la estrategia corporativa se desarrolla solamente a la luz de los productos y de los mercados. Esto limita a la empresa a una elección entre una sola dimensión de la matriz. Al reconocer la dimensión del proceso, la compañía también puede aprovecharse de su habilidad en los procesos de operación. Esto incrementa considerablemente las opciones estratégicas disponibles y permite el uso de operaciones, como " arma" de estrategia corporativa.
25
Hayes y Wheelwright (1979) ilustran esta interacción de las estrategias del producto y del proceso con el siguiente ejemplo proveniente de Litton, fabricante de hornos de microondas.Como líder del mercado desde principios de les sesenta, Litton enfatizó la flexibilidad en sus instalaciones de producción para poder responder a los frecuentes cambios en el producto que requiere un mercado joven, en rápido crecimiento. Sin embargo, con la madurez del mercado que se esperaba a fines de los setenta y la entrada de fabricantes de dispositivos domésticos más tradi-cionales, Litton recientemente se vio obligado a revisar sus movimientos hacia la integración vertical y hacia un proceso de producción más eficiente.
Es decir, Litton se ve forzado a tornar en consideración el cambio, tanto en la estrategia del producto como en la del proceso, moviéndose así hacia la diagonal.Abernathy (1976) estudió el tema de la evolución del producto y del proceso con gran detalle: -Él observa que es raro que los cambios en el producto y en el proceso ocurran simultáneamente. Más bien se presentan en pasos alternos, verticales u horizontales sobre la matriz producto-proceso. Un cambio en la estrategia del producto puede hacer que la compañía se mueva hacia la derecha, saliéndose de la diagonal, si se mantiene en vigor el proceso antiguo. Los competidores que operan sobre la diagonal o por debajo de ésta, pueden producir con costos menores. Esto obliga a un cambio en la tecnología de procesos para hacer volver a la empresa a la diagonal o por debajo de ella. Cuando la compañía se mueve por debajo de la diagonal, esto puede a su vez, obligar a cambios adicionales en el producto.
Basándose en el estudio anterior, uno podría preguntarse si la mejor estrategia es operar por debajo de la diagonal o simplemente adelantarse a la competencia a lo largo de la diagonal. Aunque la última estrategia tiene ventajas económicas, las compañías que la adoptan pueden sufrir por falta de flexibilidad. Si la estandarización del producto no se presenta en forma alineada con las expectativas, los cambios en el proceso pueden ser costosos e incluso obligar a la firma a regresar a la diagonal. Es decir, las compañías no deben aventurarse demasiado lejos apartándose de la diagonal a menos que esto sea parte de una estrategia empresarial consciente.
No necesariamente se presenta el caso de que todos los miembros de una industria se muevan en conjunto hacia abajo de la diagonal. Por ejemplo, algunos productores podrían decidir mantener un bajo volumen con procesos intermitentes que les permita mayor flexibilidad y calidad en sus productos. Mientras que otras compañías podrían moverse hacia abajo en la diagonal y enfatizar los productos estandarizados con bajo costo. En el negocio de las calculadoras manuales aparentemente Hewlett-Packard decidió permanecer en la equina superior izquierda mientras que Texas Instruments opera en la esquina inferior derecha. Hayes y Wheelwright (1979) informan que durante cierto tiempo Hewlett-Packard intentó moverse hacia los productos más estandarizados con alto volumen sin automatizar el proceso lo suficiente. Esto ocasionó que Hewlett-Packard operara por encima de la diagonal. Poco tiempo después volvieron a su extremo más tradicional en la matriz en lugar de competir directamente con Texas Instruments.
Esta historia indica el interesante fenómeno de la competencia distintiva. Las compañías definen su competencia distintiva mediante el conjunto de tareas que la vuelven diferente o que la distinguen de la competencia. El seleccionar una competencia distintiva significa elegir una porción de la matriz. Si la competencia distintiva se define sólo en términos de estrategia de mercadotecnia sin considerar el proceso de producción la empresa desatiende una dimensión importante de la estrategia. Más aún, una estrategia de una sola dimensión puede hacer que la empresa opere fuera de la diagonal sin darse cuenta del problema y encontraría, por lo tanto un problema competitivo. Wickham Skinner (1974) denominó "falta de enfoque operacional" a este problema. Se presenta cuando el proceso de operaciones no está debidamente relacionado con el concepto de mercadotecnia.
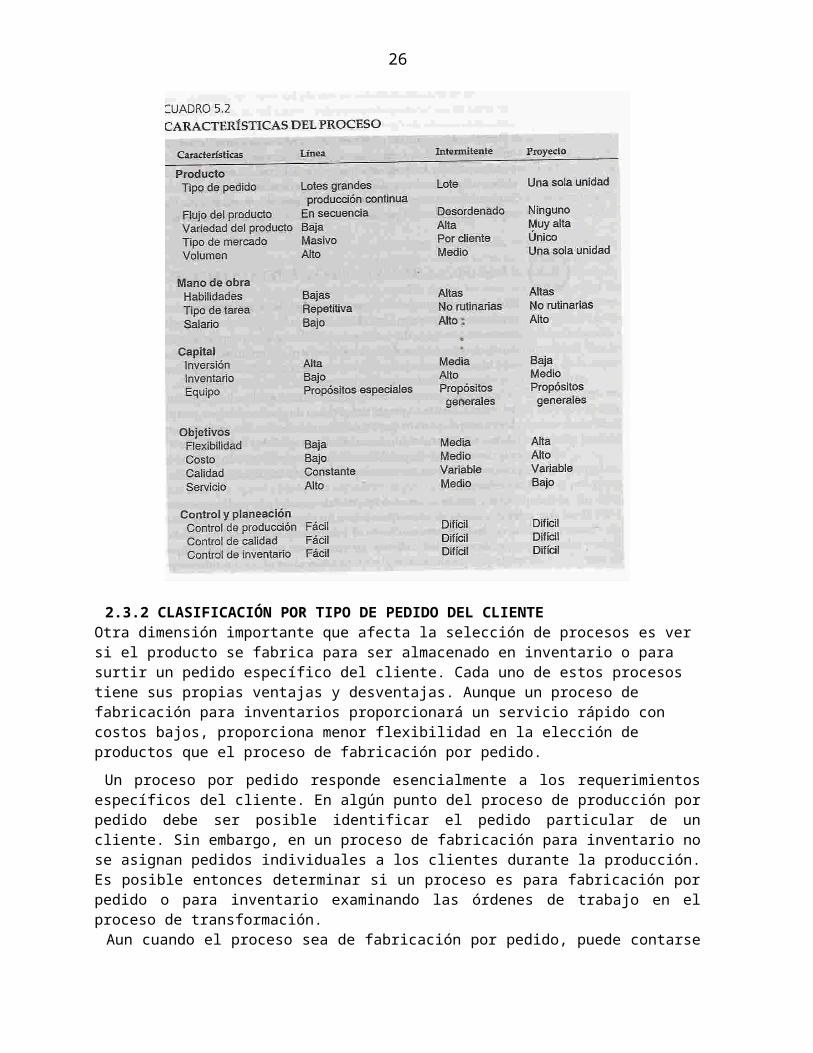
26
La nueva automatización flexible hace posible algunas alteraciones interesantes a la matriz de producto-proceso. Las compañías pueden operar ahora bajo una amplia gama de elección de productos con los mismos procesos físicos. Esta tecnología computarizada permite que las empresas produzcan con el mismo proceso grandes volúmenes de productos estandarizados y productos con menor volumen parcialmente adaptados a las necesidades del cliente. Como resultado, las compañías pueden operar sobre una línea horizontal que corta parcialmente la matriz producto-proceso. Sin embargo, la tecnología flexible tiene limitaciones y resulta costosa, por lo que la matriz aún tiene aplicación; pero la estricta adherencia a la diagonal podría no ser necesaria cuando se utiliza la nueva tecnología flexible.
2.3.5 INTEGRACIÓN VERTICAL
Hasta este punto se ha estudiado la decisión de selección del proceso para una instalación o punto en particular. En el caso de un solo punto, se han considerado los insumos y productos del proceso productivo como algo dado. Sin embargo, se plantea una pregunta más importante: ¿debe hacerse que los insumos o los productos del proceso selectivo sean también propiedad de la misma empresa? Ésta es una decisión de integración vertical.
Existen dos tipos de integración vertical: hacia atrás o hacia adelante. La integración hacia atrás tiene que ver con el incremento de la propiedad "hacia atrás", es decir hacia la fuente de suministro. La integración hacia atrás puede aplicarse a cualquiera de los insumos de un proceso productivo, incluyendo la materia prima, mano de obra y equipos de capital. La integración hacia atrás ocurre cuando, por ejemplo, los periódicos compran molinos de pulpa para controlar uno de sus insumos críticos: el papel periódico; una acerera puede comprar minas de hierro en el norte de Minnesota para controlar el suministro de mineral; una empacadora de vegetales compra granjas y comienza a cultivar sus propios vegetales o General Motors abre un instituto de capacitación para sus gerentes y técnicos.
La integración hacia adelante se relaciona con el incremento de la propiedad del proceso "hacia adelante", hacia el mercado. La integración hacia adelante hace que los canales de distribución queden bajo el control de la misma empresa. La integración hacia adelante ocurre, por ejemplo, cuando una cooperativa de granjeros compra una planta de procesamiento y comienza a procesar la caña de azúcar que cultivan los granjeros; un fabricante de componentes de estado sólido expande sus operaciones y su alcance de mercado hacia el mercado de terminales de computadora (después de la integración hacia adelante, fabrican no sólo los componentes de las terminales sino también las terminales mismas); o un fabricante de acero básico amplía sus operaciones a la producción de productos terminados de acero y lingotes de hierro.
Cuando se toma una decisión de integración vertical, el proceso de producción puede volverse más grande o más pequeño, dependiendo de si la firma se expande o se contrae. En muchas ocasiones se consolidan fábricas u oficinas o se construyen instalaciones nuevas después de una decisión de integración vertical. Como resultado, el proceso físico de producción cambia conforme una mayor o menor parte de la cadena de producción-distribución entra bajo el control de la empresa.
Como la decisión de integración vertical se toma con respecto a la cadena de producción-distribución, es necesario identificar primero los insumos y productos particulares del proceso de una compañía. La integración hacia atrás ocurre entonces a lo largo de la cadena hacia los proveedores de la firma. La integración hacia adelante se presenta a lo largo de la cadena y hacia los mercados de la compañía. Para cualquier punto particular de la cadena, es posible identificar con facilidad las trayectorias de integración hacia atrás y hacia adelante. Si una empresa en particular es propietaria de toda la cadena, se dice que la firma está completamente integrada en lo vertical. En la figura se muestran algunos ejemplos de cadenas de producción-distribución.
La decisión de integración vertical varía dependiendo de si se está dando consideración a una
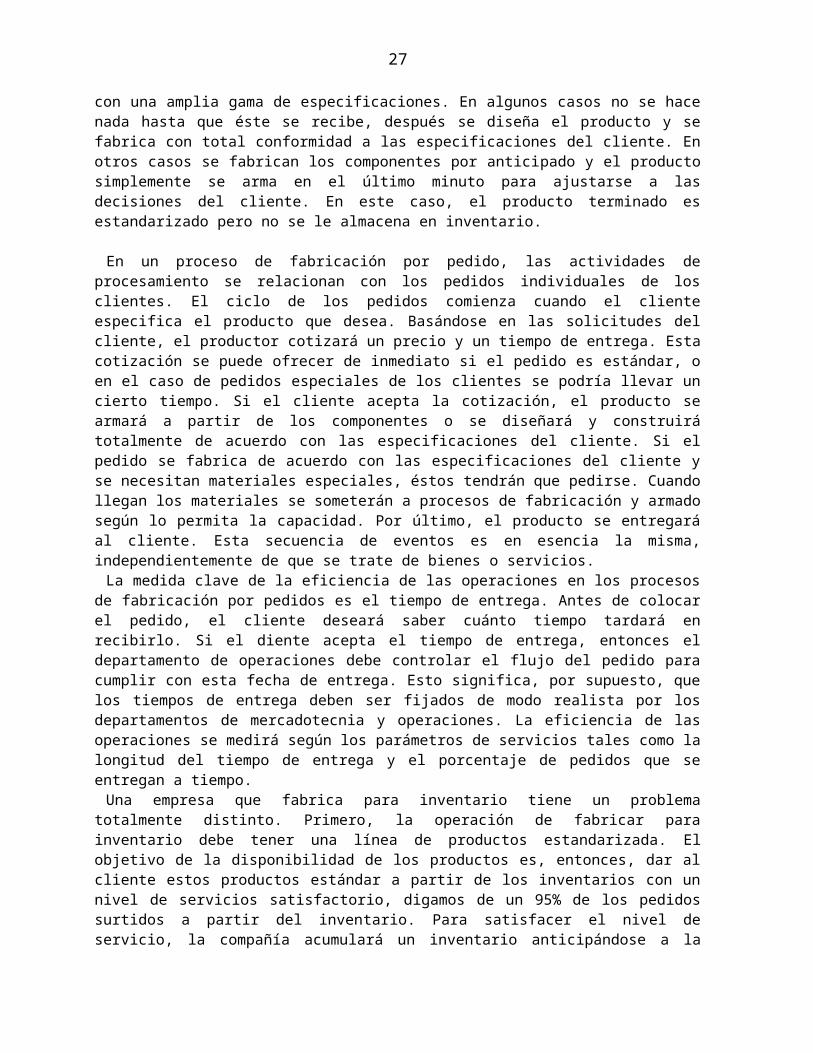
27
integración hacia atrás o hacia adelante. En el caso de integración hacia atrás, los factores de decisión clave son los costos y la confiabilidad del suministro. Si una empresa es el mayor consumidor de ciertos insumos podría resultar menos costoso para ésta producir sus propios insumos que comprarlos de otro proveedor. Sin embargo, en este caso debe tomarse en consideración el capital requerido para comprar de un proveedor existente o para iniciar un negocio. El análisis que se requiere aquí es el clásico tema de la adquisición involucrado en la decisión de compra de cualquier empresa. Sin embargo, aun cuando los factores económicos no sean totalmente favorables en relación con otros usos del capital, las empresas podrían hacer una integración hacia atrás para asegurar la confiabilidad del suministro. Esto podría ser especialmente importante cuando los insumos provienen sólo de algunas compañías o están sujetos a situaciones inciertas de otro tipo tanto para la oferta como para los precios.
En el caso de una decisión de integración hacia adelante, el enfoque cambia a los temas de mercadoctenia y a los canales de distribución. En este caso, se deben tomar también en consideración los factores económicos de la adquisición en la misma forma. Sin embargo, el factor crucial es la confiabilidad de la demanda más que la confiabilidad de la oferta. La empresa puede ser capaz de mejorar la posición competitiva en forma importante al integrarse de manera progresiva y controlar así una mayor porción de la cadena de distribución.
La integración vertical incluye cierto número de factores útiles que se pueden comprender mejor con un ejemplo. Litton Microwave, Inc., es un gran productor de hornos de microondas. Cuando Litton comenzó a producir los hornos microondas, sólo armaba el producto final. Se le compraban a proveedores externos partes laminadas, controles, partes plásticas y el tubo magneton (unidad de microondas). Litton se limitaba a ensamblar. Conforme se incrementó el volumen y se estabilizó la línea de productos, la gerencia decidió fabricar sus propias partes laminadas. Esta decisión se tomó no sólo basándose en un aceptable rendimiento sobre la inversión sino también por el deseo que tenía Litton de controlar cuidadosamente la calidad y estar a cargo de su propio destino. No deseaba depender demasiado de los proveedores. Con el tiempo Litton llegó a fabricar todas las partes del horno con excepción de los tubos magneton. Siguió comprándoles estos tubos a bajo costo a distintos proveedores japoneses. Con varios proveedores se pudo mantener una fuente confiable del suministro y un bajo costo unitario.
Bowmar Corporation representa un caso bastante distinto. Bowmar empezó como fabricante de instrumentos para aeronaves y desarrolló dispositivos de desplegado electrónico (diodos emisores en líquido) que se pudieran utilizar en instrumentos para aeronaves. Resultó que estas mismas pantallas se podían utilizar en las calculadoras manuales.Bowmar realizó una integración hacia adelante en el negocio de la calculadoras. Comenzó con las pantallas, les compraba chips semiconductores para calculadora, y otras partes a los proveedores para utilizarlas en los productos terminados. Con el tiempo Bowmar quebró pues no pudo mantener el control de su empresa de calculadoras y debido a que le faltaba un suministro confiable de chips. De hecho, compraba los chips de su competidor - Texas Instruments- cuando se declaró en banca rota. Aun cuando Bowmar ganó dinero con las calculadoras durante un corto periodo, tomó la decisión de la integración progresiva por razones equivocadas (utilizar las pantallas), y no era una compañía lo suficientemente fuerte como para sobrevivir a largo plazo en el negocio de las calculadoras.

28
La lección importante que se debe aprender es que las decisiones sobre integración vertical deben considerarse como algo que tiene una naturaleza estratégica. No se trata de simples decisiones de inversión. Por supuesto, la decisión debe ser financieramente sólida, sin embargo también debe dar apoyo a los objetivos de mercadotecnia y operaciones de la compañía. Debido a esta importancia estratégica, las decisiones sobre integración vertical con frecuencia las toma el presidente del consejo de administración con participación de todas las funciones. Las decisiones sobre integración vertical deben apoyar la estrategia corporativa y formar parte de una estrategia de operaciones.
Hoy en día la integración vertical se puede presentar a escala global. Se compran partes en un país y se arman en otro, y el producto terminado se vende aún en un tercero. Esto ocurre entre Estados Unidos y México, en las fábricas "maquiladoras" mexicanas. Las partes se hacen en Estados Unidos, se arman en México y después se devuelven y se venden en Estados Unidos y en los mercados mundiales. Existen además muchos ejemplos en todo el mundo de productos manufacturados en las industrias del cuidado de la salud, productos electrónicos, automóviles y otras. La integración vertical puede entonces atravesar las fronteras de las naciones y de las compañías. El capítulo 22, que habla de las operaciones internacionales, da más información sobre este tema.
2.3.6 PUNTOS CLAVE
En este capítulo se ha dado énfasis a las decisiones de selección del proceso, incluyendo la selección del tipo de proceso y el alcance de la integración vertical. El tipo de proceso se especificó en términos de dos dimensiones importantes: flujo del producto y tipo de pedidos del cliente, con lo cual se llegó a seis tipos de proceso importantes. Se presentó la matriz producto-proceso como una forma de describir la naturaleza dinámica de la selección del proceso y su relación con la estrategia de mercadotecnia. Los puntos específicos cubiertos en el capítulo son los siguientes:
Existen tres tipos de flujo del proceso: en línea, intermitente y por proyecto. El flujo lineal se caracteriza por una secuencia lineal de las operaciones y una distribución del producto. Los procesos lineales o en línea utilizan equipo especializado, son muy eficientes y normalmente tienen una naturaleza inflexible para adaptarse a los cambios del producto o del volumen. Las operaciones intermitentes utilizan una distribución del proceso con equipo similar o habilidades que se agrupan en conjunto. El patrón de flujo resultante es desordenado puesto que los productos se fabrican en lotes y fluyen solamente a través de los procesos que necesitan. Las operaciones intermitentes son muy flexibles pero mucho menos eficientes que los procesos en línea. Se utilizan los proyectos para fabricar productos únicos. Todas las tareas tienen una secuencia para apoyar a los únicos productos que se fabrican. Los proyectos proporcionan la mayor flexibilidad pero casi siempre resultan costosos.
Los procesos de operaciones también se pueden clasificar como fabricación por pedido y fabricación para inventario. El proceso de fabricación por pedido se pone en movimiento con el pedido del cliente y su medida de desempeño es el tiempo de entrega. El proceso de fabricación para inventario busca reabastecer el inventario; no responde a pedidos específicos de los clientes. La eficiencia de las operaciones de fabricación para inventario se mide por el uso de la capacidad, niveles de inventario y reacción ante las faltas de inventario.
La combinación del flujo del producto con el tipo de pedido de los clientes origina seis tipos de procesos en operaciones. La selección del proceso se hace tomando en consideración las
29
necesidades de capital, las condiciones del mercado, la mano de obra, las habilidades gerenciales, la materia prima y la tecnología. Estos factores se evalúan por medio de estudios de mercadotecnia y económicos. Sin embargo, la decisión de selección del proceso tiene siempre una naturaleza estratégica.
La matriz proceso-producto describe etapas en los ciclos de vida de los productos y de los procesos. Las compañías deben definir su competencia distintiva en términos del proceso y del producto al seleccionar una zona dentro de la matriz. La matriz ayuda a relacionar las decisiones de selección del proceso con las decisiones sobre los productos y el mercado.
La integración vertical define el aspecto de la propiedad en la selección de procesos. La integración hacia adelante extiende el nivel de propiedad de los procesos acercándolos al mercado. La integración hacia atrás extiende la propiedad del proceso de regreso hacia las fuentes de suministro. Ambos tipos de integración involucran consideraciones de tipo económico. Sin embargo, la integración hacia atrás se relaciona con la confiabilidad del abastecimiento de insumos mientras que la integración hacia adelante tiene que ver con la confiabilidad de la demanda. Todas las decisiones sobre integración vertical deben tomarse dentro de un contexto estratégico.
PREGUNTAS
1. Clasifique los siguientes tipos de proceso, ya sea en línea, intermitente o por proyecto: a. Consultorio de un doctor.b. Lavado automático de automóviles.c. Carreras que ofrece una universidad.d. El estudiar para un examen.e. Inscripción para clases.f. Productos utilitarios eléctricos.
2. .¿Por qué los procesos en línea casi siempre son mucho más eficientes y menos flexibles que los procesos intermitentes? Dé tres razones.
3. El incremento en la productividad de las industrias de servicio ha sido inferior que en las de manufactura. ¿Se puede atribuir esto a decisiones de selección del proceso? ¿Qué problemas se involucran en el uso de procesos más eficientes en las industrias de servicios?
4. El proceso por proyectos se usa casi siempre para la construcción de rascacielos. ¿Origina esto mayores costos? ¿Podrían utilizarse procesos más eficientes? En caso afirmativo, diga cuáles.
5. Varias industrias, incluyendo aquellas que producen muebles, casas, embarcaciones y ropa, nunca han bajado de la diagonal de la matriz proceso – producto para volverse más estandarizadas y eficientes ¿Por qué cree usted que sea así? ¿Es un problema grave?