tuberias

of 93
-
Upload
brenda-gabriel-eugenio -
Category
Documents
-
view
14 -
download
0
description
tuberias sus tipos y usos
Transcript of tuberias
-
1
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERA MECNICA Y
ELCTRICA
TUBERIAS Y ACCESORIOS INDUSTRIALES
MONOGRAFIA
Que para obtener el ttulo de: INGENIERO MECNICO ELCTRICISTA
PRESENTA: ANTONIO ORTEGA MORN
DIRECTOR: FIS. MANUEL HERNANDEZ VELARDE
XALAPA, VER. FEBRERO 2014
-
2
-
3
ndice INTRODUCCIN .............................................................................................................................6
CONCEPTOS GENERALES .........................................................................................................7
Qu es una tubera? .................................................................................................................7
Qu es un accesorio de tubera? ............................................................................................7
Acero .............................................................................................................................................7
Constituyentes del acero ........................................................................................................7
Propiedades mecnicas del acero ........................................................................................8
Otros materiales tubulares. ........................................................................................................9
Proceso de Fabricacin ............................................................................................................ 10
Datos de tuberas ...................................................................................................................... 10
TIPOS DE TUBERAS .................................................................................................................. 21
Clasificacin por objetivo .......................................................................................................... 21
Tuberas de revestimiento .................................................................................................... 22
Tubera de produccin .......................................................................................................... 22
Tuberas de perforacin ........................................................................................................ 22
Ductos (Tuberas de lnea) ................................................................................................... 22
Otros tubulares .......................................................................................................................... 23
Tuberas flexibles................................................................................................................... 23
Lastrabaneras (Drill Collars) ................................................................................................ 23
Tubera pesada (heavy weigth) ........................................................................................... 23
Clasificacin por funcin ........................................................................................................... 23
Condiciones de Falla en Tuberas........................................................................................... 25
Cedencia ................................................................................................................................. 26
Colapso ................................................................................................................................... 26
Estallamiento .......................................................................................................................... 26
Tensin ................................................................................................................................... 26
Estndares sobre tuberas ....................................................................................................... 26
API ........................................................................................................................................... 27
NACE ...................................................................................................................................... 29
ISO........................................................................................................................................... 30
Accesorios para Tuberas ............................................................................................................ 31
Qu es un accesorio para tubera? ...................................................................................... 31
-
4
Caractersticas principales de los accesorios ........................................................................ 31
Tipos de accesorios ms utilizados ........................................................................................ 31
Soldadura. ...................................................................................................................... 31
Brida ................................................................................................................................ 31
Accesorios Roscados .................................................................................................... 32
Cierre mecnico y prensa estopa ................................................................................ 32
Vlvulas ........................................................................................................................... 32
TES ............................................................................................................................... 43
Reducciones ................................................................................................................... 43
Empacaduras ................................................................................................................. 44
Tapones .......................................................................................................................... 46
Conexiones o juntas ....................................................................................................... 47
o Clases de juntas ............................................................................................................ 48
Clasificacin ........................................................................................................................... 49
Tipos de juntas ....................................................................................................................... 50
Tipos de roscas ...................................................................................................................... 51
Eficiencia de juntas ............................................................................................................... 52
Juntas para tubera de perforacin ..................................................................................... 52
Grasa para roscas ................................................................................................................. 53
Ejemplo de juntas .................................................................................................................. 54
Fallas en las juntas ................................................................................................................ 55
Fallas por carga de presin .................................................................................................. 55
Ejemplos de fallas en tubulares ............................................................................................... 56
Eventos de Carga ...................................................................................................................... 61
Cargas de presin ..................................................................................................................... 62
Diseo de sartas de tuberas ....................................................................................................... 64
1. Diseo hidrulico ............................................................................................................... 65
2. Diseo mecnico ............................................................................................................... 67
Metodologa ............................................................................................................................ 68
Seleccin de Tubulares ............................................................................................................ 70
Factores de Seguridad.............................................................................................................. 70
Factor de trabajo........................................................................................................................ 70
Factor de diseo ........................................................................................................................ 70
-
5
Factor de trabajo normalizado ................................................................................................. 70
Mtodos de seleccin ............................................................................................................... 70
Seleccin de juntas ................................................................................................................... 71
Seleccin hidrulica de tubera de produccin ...................................................................... 71
Anlisis de torque y arrastre .................................................................................................... 71
Anclado de TR ........................................................................................................................... 71
Centradores de tuberas de revestimiento ............................................................................. 72
Los aparejos de fondo convencionales .................................................................................. 73
CONCLUSION ............................................................................................................................... 91
REFERENCIAS ............................................................................................................................. 93
-
6
INTRODUCCIN
Dicho trabajo presenta los elementos conceptuales relacionados con las tuberas y
accesorios industriales, sin embargo, al transcurso de la realizacin del presente
se ha decidido enfocar principalmente a los elementos utilizados en el ramo
petrolero a fin de propiciar el mejor aprovechamiento sobre los mismos. Adems
fundamentar tcnicamente el diseo(o seleccin) de las diferentes tuberas o
accesorios, utilizados en dicho ramo.
Como parte de los insumos que demandan ciertos procesos, las tuberas
principalmente representan un alto porcentaje en el costo de los mismos. Por lo
tanto, es relevante considerar el costo de las tuberas. El tema merece atencin
especial.
Las bases de todo proceso de ingeniera recaen en los fundamentos tcnicos. Sin
embargo, se requiere observar sistemticamente la disminucin de los costos
asociados en cada proceso.
Todo diseo requiere de la aplicacin y conocimiento de una diversidad de
tcnicas y procedimientos. Como parte de estos procesos, el diseo de las
tuberas y accesorios es una actividad que debe ser recurrente en la prctica de
ingeniera mecnica y termo-fluidos.
El material aqu expuesto incluye los tecnicismos ms usuales que deben
incorporarse en el proceso de los diseos. La idea es mejorar y consolidar la
prctica de la ingeniera mecnica y de termo-fluidos entre los estudiantes.
-
7
CONCEPTOS GENERALES
Qu es una tubera?
Es un elemento cilndrico hueco compuesto de acero, con una geometra definida
por el dimetro y el espesor del cuerpo que lo conforma. Para fines prcticos, se
define mediante una geometra homognea e idealizada. Es decir, un dimetro
nominal y un espesor nominal constante en toda su longitud.
Qu es un accesorio de tubera?
Todo aditamento necesario en un sistema, ya sea para arrancar, seguir y
mantener la eficiencia.
Acero
Se trata de un metal refinado, que se obtiene a partir de la fundicin de un lingote
de hierro combinado al mismo tiempo con otros elementos qumicos.
Los aceros se dividen en ordinarios y especiales.
Los aceros ordinarios contienen tres elementos principales: hierro, carbono y
manganeso. El carbono y el manganeso reunidos no representan ms del 1.5%
del metal. Los aceros ordinarios con el 0.1% a 1.5% de carbono se clasifican como
aceros de bajo contenido de carbono. Los aceros especiales se hacen como los
ordinarios, pero se les agregan otros elementos tales como: nquel, como,
molibdeno, cobre, vanadio y tungsteno.
Tanto los aceros al carbono como los especiales (aceros inoxidables, aceros
resistentes a la corrosin y a las altas temperaturas), se producen en hornos
elctricos.
Constituyentes del acero
Austenita. Es una solucin slida de carbono en el hierro gama. La
austenita tiene la facilidad de disolver mucho carbono (la cantidad de
carbono disuelta es del 1.7% al 2.11% a una temperatura de 1145C). El
carbono es un elemento que estabiliza la austenita e incrementa el rango
de su formacin en el acero. La austenita es muy dctil (dureza 250 300
HB)
Ferrita. Es una solucin slida de carbono en el hierro. Tiene una capacidad
muy baja para disolver carbono. La solubilidad disminuye continuamente
desde un mximo de slo 0.02% a una temperatura de 727C. La
-
8
solubilidad a una temperatura ambiente es despreciable (0.005%). La ferrita
es un constituyente dctil y maleable (dureza 80 100 HB).
Cementita o carbono de hierro. Est compuesta de fierro y carbono Fe3C.
Es un constituyente muy duro y frgil. La Cementita contiene 6.67% de
carbono y es magntica hasta 210C en promedio (duereza ~700 HB)
Perlita. Es un constituyente que se origina de la austenita y del re arreglo y
re distribucin del carbono en la Cementita en hojuelas de ferrita. Se da en
un proceso de difusin debido a la actividad trmica. Contiene 0.85% de
carbono y no disuelve el carbono. Es magntica y dctil (dureza 200 250
HB).
Troostita. Es similar a la perlita pero de dimensiones ultra microscpicas y
de dureza ms elevada. Es un constituyente fuera de equilibrio de suave
temple, se encuentra normalmente con la martensita (dureza 250 350
HB).
Bainita. Es un constituyente de temple intermedio entre la troostita y
martensita. El ritmo de difusin es muy lento para permitir el movimiento del
carbono en distancias largas. La vainita tiene diferentes formas
microestructurales que dependen de la temperatura de formacin. La
vainita inferior tiene forma lenticular y est compuesta de ferrita y
Cementita. La vainita superior est compuesta de gruesas laminas de ferrita
y una fina capa de cementita (dureza 350 450 HB).
Martensita. La martensita es una ferrita sobresaturada en carbono. Son
placas con forma de lentes, originada por un cambio brusco en la masa sin
posibilidad de desarrollarse interiormente. La transformacin martenstica
se caracteriza por que la relacin es no isotrmica, desplazante, sin
difusin, exhibe histresis, es isotrmica en algn grado y es autocataltca.
La martensita es un constituyente muy duro y frgil (dureza 450 650 HB).
Sorbita. Es un constituyente extremadamente fino se forma despus de
recalentar una estructura templada martenstica, Est constituido de Fe3C
en una matriz ferrtica. La martensita revenida, presenta una buena
resistencia (dureza 250 400 HB).
Propiedades mecnicas del acero
Las propiedades mecnicas tales como rigidez, ductilidad, fragilidad y
maquinalidad, por nombrar algunas, describen el comportamiento del material
cuando se somete a cargas. Estas propiedades afectan las caractersticas de
funcionamiento de los miembros de los sistemas estructurales. A continuacin, se
mencionan algunas de las propiedades mecnicas ms importantes:
Resistencia: Es el esfuerzo mximo que un material puede soportar antes
de que ocurra la falla.
-
9
Rigidez: Se dice que una parte estructural es una rgida si soporta un gran
esfuerzo con una deformacin relativamente pequea. El modulo de
elasticidad de un material es una medida de su rigidez.
Ductilidad: Es la capacidad de un material para soportar grandes
deformaciones inelsticas (plsticas) antes de la fractura. Est asociada
con los esfuerzos en lugares de concentraciones altas de esfuerzos.
Maleabilidad: Es la capacidad de soportar grandes deformaciones
inelsticas (plsticas) antes de la fractura. Se asocia con los esfuerzos de
compresin.
Fragilidad: Es la propiedad opuesta a la ductilidad. Un material frgil se
fracturar a deformaciones unitarias relativamente bajas (5%).
Resiliencia: Es la capacidad de absorber energa en el intervalo elstico de
esfuerzos.
Tenacidad: Es la capacidad de absorber energa en el intervalo inelstico
de esfuerzos.
Dureza: Es una medida de la capacidad del material para resistir rayaduras.
Puede modificarse mediante procesos de manufactura tales como
tratamientos trmicos, trabajo en fro, templado y revenido.
Maquinabilidad: Es la facilidad con la que un material puede maquinarse
mediante operaciones tales como el barrenado, fresado, roscado, etc.
Puede modificarse con aleaciones del material con otros elementos,
tratamientos trmicos y el estirado en fro.
Otros materiales tubulares.
La fabricacin de tuberas se ha diversificado y extendido para satisfacer la
demanda de las diferentes industrias que las utilizan como insumo. Es por ello
que en la actualidad obtenemos tuberas con diferentes calidades en los
materiales que la componen. Tal es el caso: tuberas de aluminio, tuberas de fibra
de vidrio, tuberas de plstico, etc. Cada una de ellas tiene aplicaciones
especficas y limitadas por las condiciones del material y de su respuesta en su
manejo.
-
10
Proceso de Fabricacin
Debido a la importancia de las tuberas en la industria, la fabricacin debe contar
con caractersticas de calidad extrema, acordes a los riesgos y necesidades en la
Industria Petrolera.
Existen tres procesos de fabricacin de tuberas: el proceso sin costura, el proceso
con soldadura elctrica-resistencia y el proceso de soldadura elctrica instantnea
(flash).
El proceso ms utilizado para suministrar la demanda de tuberas dentro del
mbito de perforacin (dimetros desde 20 o menores) es sin lugar a dudas la
fabricacin sin costura.
Datos de tuberas
Los tubos utilizados en la industria petrolera deben cumplir con ciertas
caractersticas geomtricas y mecnicas dependiendo de su uso.
-
11
-
12
TAMSA es la compaa mexicana productora de tuberas sin costura que satisface
la demanda de tubulares para Petrleos Mexicanos. Todos sus procesos de
fabricacin estn totalmente automatizados. Su programa de aseguramiento de
calidad provee rastreabilidad completa desde el nmero de colada original, de tal
manera, que un cliente puede obtener informacin actualizada de su pedid en
cualquier momento.
En 1987 esta empresa construy una nueva acera, en la cual se producen 700,
000 toneladas mtricas de acero anualmente. Fabrica tubos sin costura de hasta
14 pulgadas de dimetro exterior en el laminador continuo. La acera cuenta con
sistemas que permiten un alto control de los procesos de fusin afinacin y colada
continua de barras de seccin redonda. Produce acero limpio en una amplia
variedad de composiciones qumicas.
A continuacin se detallan los pasos del proceso de la fabricacin de tubera sin
costura.
Materia prima: La materia usada en la fabricacin es, bsicamente, un 30% de
fierro esponja (fierro natural) y un 70% chatarra.
Acera: Es un proceso que consta de 3 etapas: fusin, afinacin y vaciado.
Fusin: La materia y ferroaleaciones se calientan hasta alcanzar una temperatura
cercana a los 1620C.
En ese punto, el acero se encuentra en estado lquido, la inyeccin de argn se
realiza por la parte inferior de la olla de fusin, con la finalidad de homogenizar la
composicin qumica del acero.
Afinacin: Despus de realizar el vaciado de la olla de fusin a la olla de afinacin,
con precisin, se realiza la afinacin del acero mediante la adicin de aleaciones,
as se obtiene el grado de acero requerido.
Vaciado: Posteriormente, el acero de la olla de afinacin es llevado y vaciado al
distribuidor para obtener la colada continua.
Colada continua: El distribuidor de la colada continua ha sido diseado con
deflectores especiales que evitan la turbulencia, con el propsito de obtener barras
de seccin redonda, que finalmente son cortadas en secciones de longitud
conocida, dependiendo del dimetro de la tubera que se fabricar. Esta seccin
de acero es comnmente llamada tocho.
-
13
Laminado: El tocho entra al horno giratorio, que contiene nueve zonas de
calentamiento, donde se alcanzan temperaturas de 1200C en forma gradual. Al
salir del horno, se enva al desescamador para eliminar la oxidacin que sufre al
contacto con la atmsfera y se procede al perforado.
Se obtiene un esbozo cilndrico. Este proceso es fundamental en la fabricacin de
tuberas sin costura y es llamado Proceso Mannessmann. Este esbozo se enva
al mandril que contiene un lubricante (brax), el cual es introducido al laminador
-
14
continuo, que pasa a travs de siete jaulas y calibradores. Ah es donde se hace el
tubo. Se obtienen longitudes de hasta 30 metros, con dimetro interior y exterior
precisos, cumpliendo con las tolerancias permitidas API. A la salida del calibrador,
el dimetro y la ovalidad son verificados por medio de un lser y posteriormente el
tubo es enviado a las cortadoras para dar el rango solicitado. Por ltimo, se enva
al piso de enfriamiento. En la figura 5 se muestra el proceso de laminado continuo
a mandril retenido.
Figura 4 Mquina de colada continua de barras redondas
-
15
Figura 5 Laminado continuo a mandril retenido. Tipo M.P.M (Multitand Pipe Mill)
Tratamiento trmico: Existen tres tipos de tratamientos trmicos: temple, revenido
y normalizado. El tratamiento trmico de temple y revenido es utilizado para
tuberas de acero C75, L80, TRC95, P110, TAC 110, Q125 y TAC 140.
-
16
Temple: El tubo es llevado a un horno. Ah se aumenta gradualmente la
temperatura hasta 860C, esto modifica la estructura molecular del acero a una
austenita. Posteriormente, el tubo se sumerge sbitamente en agua a temperatura
de 40C, alterando la estructura molecular a una martensita, la cual es dura y poco
dctil. En la figura 6 se muestra el tratamiento trmico de temple.
-
17
Figura 6 Tratamiento de Temple
Revenido: La tubera es introducida a un horno que aumenta gradualmente su
temperatura hasta 550C.
El calor convierte la estructura molecular en una martensita revenida, que es dura
y dctil. Posteriormente es re calibrado y enderezado en caliente. Se obtiene un
producto con bajos esfuerzos residuales.
En la figura 7 se muestra el horno de revenido.
-
18
Figura 7 Horno de revenido
Normalizado: Es usado para los otros grados de tubera como: H40, J55, K55, etc.
En este tratamiento el tubo es calentado sin llegar a la austenizacin de la
estructura molecular del acero.
Acabado del tubo: Se realiza bajo la siguiente secuencia:
Prueba de Inspeccin electromagntica. Se hace con el equipo AMALOG
IV, donde se detectan defectos longitudinales y transversales, internos y
externos.
Asimismo, se mide el espesor de la pared del cuerpo del tubo y se compara
el grado de acero.
Posteriormente se cortan los extremos del tubo y se les maquinan los
biseles. Para eliminar la rebaba se sopletea el interior del interior del tubo y
se introduce el calibrador (mandril o drift) a todo lo largo del tubo.
-
19
Inspeccin electromagntica mtodo de va hmeda: Debido a que en los
extremos la tubera llevar la mayor carga, ambos extremos del tubo son
inspeccionados por el mtodo de partculas magnticas para determinar
posibles defectos longitudinales y transversales.
Roscado: Se realiza de acuerdo con las normas del API, las cuales son
verificadas con calibres estrictos.
Prueba hidrosttica: El tubo se sumerge en una tina que contiene fluido y se
colocan elastmeros en ambos extremos del tubo, donde se aplica una
presin interna del 80% de su capacidad durante cinco segundos, de
acuerdo con la norma del API 5CT
Control final y embarque: Finalmente, el tubo se pesa y se mide. As se
tiene toda la informacin completa de rastreabilidad del tubo, para ser
estarcido, estampado, barnizado y embarcado.
En el estarcido se indican los datos del tubo como: el dimetro exterior, pesos
unitario, mandril, longitud, pruebas de inspeccin, manufacturado, nmero de
colada, orden de produccin y nmero de tubo.
En la figura 8 se muestra el flujo del proceso de acabado del tubo (proceso de
pesado, medicin, estarcido y estampado).
El control final es la ltima inspeccin detallada del tubo, este control puede
ser:
Inspeccin electromagntica (EMI); consiste en medicin longitudinal,
rayos gama, inspeccin transversal y comparador de grado de acero.
Prueba ultrasnica (UT); consiste en espesor de pared y deteccin de
posibles defectos longitudinales, transversales y oblicuos.
-
20
-
21
Figura 8 Flujo del proceso de acabado del tubo.
TIPOS DE TUBERAS
El uso de tuberas en un pozo es de vital importancia. Constituyen el medio por el
cual garantizan el control del mismo y se aseguran las instalaciones para el mejor
aprovechamiento y mantenimiento del pozo. Con el fin de entrar en materia, es
importante mencionar que dentro de la ingeniera de perforacin las tuberas
juegan un papel fundamental y cumplen diversas funciones. Por ello, se ha
manejado una clasificacin tanto por su objetivo como por la funcin que deben
cumplir al ser utilizadas en el interior de un pozo.
Clasificacin por objetivo
Una clasificacin preliminar, pero importante, es la que permite definir en qu se
va a utilizar la tubera. Es decir, la funcin de operacin que debe cumplir, para
ello, las tuberas se clasifican como:
-
22
Tuberas de revestimiento
Son tuberas que constituyen el medio con el cual se reviste el agujero que se va
perforando. Con ello se asegura el xito de las operaciones llevadas a cabo
durante las etapas de perforacin y terminacin del pozo.
El objetivo de las tuberas de revestimiento es proteger las zonas perforadas y
aislar las zonas problemticas que se presentan durante la perforacin. Tal es el
caso de revestir el agujero para mantener la estabilidad del mismo, prevenir
contaminaciones, aislar los fluidos de las formaciones productoras, controlar las
presiones durante la perforacin y en la vida productiva del pozo.
Adems, las tuberas de revestimiento proporcionan el medio para instalar las
conexiones superficiales de control (cabezales, BOPs), los empacadores y la
tubera de produccin.
Tubera de produccin
Las tuberas de produccin son el elemento tubular a travs del cual se conducen
hasta la superficie los fluidos producidos de un pozo, o bien, los fluidos inyectados
de la superficie hasta el yacimiento.
Tuberas de perforacin
Las tuberas de perforacin son los elementos tubulares utilizados para llevar a
cabo los trabajos durante la operacin de la perforacin. Generalmente se les
conoce como tuberas de trabajo, porque estn expuestas a mltiples esfuerzos
durante las operaciones de perforacin.
Ductos (Tuberas de lnea)
Se le conoce como ducto al elemento tubular (conocido como tubera de lnea)
utilizado para conducir fluidos producidos del pozo hacia los centros de
recoleccin, separadores, compresores o tanques de almacenamiento. Son
conductos que se conectan en la superficie a partir del cabezal o rbol de vlvulas
del pozo.
-
23
Otros tubulares
Los elementos tubulares utilizados en las diferentes funciones mencionadas
anteriormente pueden presentar variaciones catalogadas como otros elementos
tubulares muy especficos. En su mayora, se presentan para la actividad de
perforacin. Sin embargo, su muy particular aplicacin los hace de inters para
mencionarlos:
Tuberas flexibles
Son conductos tubulares de gran longitud y flexibilidad que no requieren utilizar
conexin o junta para conformar un tren o sarta de tuberas. Es decir, la tubera es
continua, a diferencia de las tuberas convencionales que requieren un elemento
conector para unir tubo por tubo y lograr contar con una longitud apropiada para el
trabajo a realizar. La tubera flexible es de dimensiones geomtricas esbeltas (< 3
de dimetro), aunque actualmente existen de grandes dimensiones (7 de
dimetro) y la mayora de las veces se utiliza como tubera de trabajo en procesos
de recuperacin avanzada durante la vida productiva del pozo.
Lastrabaneras (Drill Collars)
Los elementos tubulares denominados lastrabarrenas son tuberas utilizadas para
auxiliar a la tubera de perforacin a dar peso a la barrena durante las operaciones
de perforacin.
Tubera pesada (heavy weigth)
La tubera pesada (heavy-weigth) se compones de elementos tubulares de
grandes dimensiones geomtricas (espesor) que se utilizan como auxiliar entre la
tubera de perforacin y las lastrabarrenas.
Con esto se evitas la fatiga de los tubos durante la perforacin.
Clasificacin por funcin
Las tuberas de revestimiento se clasifican por la funcin que desempean al
colocarse en el interior de un pozo, esto es:
Conductora: Es la primera tubera de revestimiento que puedes ser hincada o
cementada; sirve para sentar el primer cabezal en el cual se instalan las
conexiones superficiales de control y las conexiones de circulacin del lodo de
perforacin. Es la de mayor dimetro que se utiliza en el pozo, pues a travs de
ella pasan todas las tuberas de revestimientos que se utilizan. En el mar, es la
primera tubera que se extiende desde la plataforma hasta abajo del lecho marino
(mudline).
Superficial: Es la tubera que sirve para aislar los acuferos sub - superficiales o
someros, as como manifestaciones de gas someros. Provee equipo de flotacin,
-
24
que permita realizar una buena cementacin para continuar la perforacin dentro
de una zona de transicin de alta presin. En pozos desviados, la superficie de la
tubera debe cubrir toda la seccin construida para prevenir derrumbes de la
formacin durante la perforacin profunda. Esta sarta es cementada tpicamente
hasta la superficie o lecho marino (mudline) y sostiene las conexiones
superficiales de control definitivas.
Intermedia: Es la tubera que asla zonas inestables del agujero, zonas con
prdida de circulacin de baja presin y zonas de produccin. Se utiliza en la zona
de transicin de presin normal a presin anormal. La cima del cemento de esta
tubera debe aislar cualquier zona de hidrocarburo.
Algunos pozos requieren de mltiples sartas intermedias.
De explotacin: Es la tubera que asla zonas de produccin y debe soportar la
mxima presin de fondo de la formacin productora, tener resistencia a la
corrosin as como resistir las presiones que se manejarn en caso de que el pozo
se fracture para aumentar su productividad, el bombeo mecnico (gas lift), la
inyeccin de inhibidores de aceite. El buen trabajo de cementacin primaria es
crtico para esta sarta.
Existen tuberas de revestimiento que por su conduccin y objetivo de colocacin
pueden definirse como:
Tubera corta (liners): Es una sarta de tubera que se extiende a la cabeza del
pozo. En cambio, se sostiene por otra sarta. La tubera corta se usa para reducir
costos y mejorar la hidrulica durante perforaciones profundas. La tubera corta
puede ser usada tanto en la sarta intermedia como en la de explotacin. La tubera
corta es cementada tpicamente a lo largo de toda su longitud.
Complemento (TIE-BACK): Es una sarta de tubera que proporciona integridad al
pozo desde la cima de la tubera corta hasta la superficie. Es un refuerzo para
tubera de explotacin. Si se tienen altas presiones protege de los fluidos
corrosivos y refuerza la tubera de explotacin en caso de que se presenten
daos. Puede cementarse parcialmente.
Complemento corto (STUB): Es una sarta de tubera que funciona igual que el
complemento. Proporciona integridad por presin para extender la cima de la
tubera corta. Puede cementarse parcialmente.
Sin tubera de produccin (TUBINGLESS): Es una tubera de explotacin que se
extiende hasta la superficie y se utiliza como tubera de produccin para explotar
los hidrocarburos.
-
25
La figura 1 muestra un esquema que representa la forma como se colocan las
tuberas de revestimiento en el interior de un pozo.
Figura 1 Esquemas representativos del uso de las tuberas de revestimiento
Condiciones de Falla en Tuberas
El trmino falla se entiende como sinnimo de fractura. Se dice que ocurre una
falla cuando un miembro cesa de realizar satisfactoriamente la funcin para la cual
estaba destinado.
Por lo tanto, una falla en las tuberas es una condicin mecnica que refleja la falta
de resistencia del material ante la situacin y exposicin de una carga.
Qu es entonces la capacidad de resistencia? La capacidad de resistencia de
una tubera se define como aquella aptitud o condicin que ofrece una tubera
para reaccionar y evitar cualquier tipo de falla o deformacin, ante la accin
combinada de cargas.
Las principales fallas de las tuberas son bsicamente COLAPSO, TENSIN,
ESTALLAMIENTO Y CORROSIN.
-
26
Cedencia
Cedencia o fluencia, es aquella propiedad o condicin del material para soportar la
deformacin elstica, o bien, la resistencia que opone el material a la deformacin
ante la exposicin de una carga. Se dice que un material alcanza la cedencia o
fluencia cuando experimenta una carga que le provoca una deformacin
permanente. Es decir, el material se comporta plsticamente o se dice que tiene
fluencia. Antes de esta deformacin, al liberar la carga, el material recupera su
estado original. Se dice entonces que el material es elstico. El punto a partir del
cual el material se fractura o se rompe, se dice que alcanza su ultimo valor de
resistencia a la cedencia.
Colapso
La falla por colapso de una tubera es una condicin mecnica. Se origina por el
aplastamiento de una tubera por una carga de presin. sta acta sobre las
paredes externas de la misma y es superior a su capacidad de resistencia.
Estallamiento
La falla por estallamiento de una tubera es una condicin mecnica que se
genera por la accin de cargas de presin actuando por el interior de la misma.
Tensin
La tensin es una condicin mecnica (tensionada) de una tubera que puede
ocasionar la falla o fractura de la misma. Se origina por la accin de cargas axiales
que actan perpendicularmente sobre el rea de la seccin transversal del cuerpo
del tubo. Las cargas dominantes en esta condicin mecnica son los efectos
gravitacionales, flotacin, flexin y esfuerzos por deformacin del material.
Estndares sobre tuberas
A nivel mundial existen varias organizaciones e instituciones que estudian e
investigan, todo lo concerniente al tema de tuberas utilizadas para la industria
petrolera. Dichas instituciones se enfocan principalmente al establecimiento de
estndares para la fabricacin, uso y prueba de materiales, como un medio de
coadyuvar a los ingenieros en la mejor toma de decisiones y establecer
condiciones y recomendaciones para el adecuado aprovechamiento de las
tuberas.
-
27
API
Una de las instituciones ms seria y de mayor prestigio a nivel internacional y que
ha trabajado para la industris petrolera desde 1919, es el American Petroleum
Institute (API). En el seno de dicha institucin se han forjado una serie de estudios
e investigaciones que dieron lugar a lo que actualmente se conoce como boletines
o recomendaciones API.
Los estudios sobre tuberas y conexiones que el API ha realizado, ha generado
una gran cantidad de referencias, que en muchos de los casos, aplicamos en cada
una de las etapas en las que se utilizan las tuberas. Es decir, primeramente los
fabricantes producen las tuberas requeridas acorde a las especificaciones de
fabricacin y pruebas recomendadas por el API. Adems, desde un punto de vista
de diseo, se utilizan las condiciones de desempeo estipuladas en los boletines y
finalmente, se aplican tambin las recomendaciones para el uso adecuado de las
tuberas.
A continuacin se listan las especificaciones, boletines y recomendaciones
prcticas emitidas por el API en relacin con el tipo de tubera y conexin.
-
28
-
29
NACE
Del mismo modo, existe otra institucin que se ha enfocado desde 1943 al estudio
e investigacin de los efectos de la corrosin sobre una diversidad de materiales,
la National Association of Corrosion Engeneering (NACE). Esta institucin ha
generado una serie de recomendaciones y boletines de pruebas de materiales que
se aplican sobre elementos tubulares. Generalmente esta institucin emite cada
ao una revisin actualizada de sus referencias. La siguiente lista de referencias
presenta los boletines y recomendaciones ms aplicables a los elementos
tubulares utilizados en la ingeniera de perforacin:
-
30
ISO
A nivel mundial, dentro del marco de globalizacin de las economas, la
International Standard Organization (ISO), organizacin enfocada a estandarizar
procesos con calidad ha avalado o certificado algunos de las recomendaciones y
boletines del API, a fin de generalizar su uso en cualquier pas.
Cabe aclarar que el API es nicamente vlido en el interior de los Estados Unidos.
Algunos pases y empresas como Petrleos Mexicanos lo adoptan como su
estndar.
A continuacin se enlista una serie de referencias del API que tienen certificacin
ISO:
-
31
Accesorios para Tuberas
Qu es un accesorio para tubera?
Es el conjunto de piezas moldeadas o mecanizadas que unidas a los tubos
mediante un procedimiento determinando forman las lneas estructurales de
tuberas de una planta de proceso.
Caractersticas principales de los accesorios
Dimetros
Resistencia
Aleacin
Espesor
Tipos de accesorios ms utilizados
Todos los mtodos o accesorios dependen del Material de Construccin y Espesor
de la pared. Por ejemplo:
Soldadura.
o Conexiones permanentes
o Lneas de alta presin y temperatura
o Dificultad para realizar cambios
Brida
o Unir tubera de dimetros mayores
de 50-65 mm
o Para cerrar una tubera
o Forma rpida de desarmar
tuberas
Brida con cuello para soldar Brida deslizante
-
32
Accesorios Roscados
o Tubera de pared gruesa
o No son fuertes
o Normalizados hasta tuberas de 12 in
o Se emplean muy raramente para tuneras mayores de 3 in
Cierre mecnico y prensa estopa
o Es un dispositivo mecnico que une una
parte mvil con una fija, cerrando
hermticamente la unin permitiendo la
libertad de movimiento con el objetivo de
disminuir las fugas.
o Prensa estopa: Cmara estacionaria que rodea al eje o tubera.
Vlvulas
o Es un accesorio que se utiliza para regular y controlar el fluido de
una tubera. Este proceso puede ser desde cero, hasta de flujo, y
pasa por todas las posiciones intermedias, entre otros dos extremos.
-
33
Factores para la seleccin de vlvulas
o Materiales de construccin
o Capacidades de presin y temperatura de diseo
o Materiales de empaquetaduras y juntas
o Costo y disponibilidad
o Tipo de vlvula
Funcin de la vlvula:
Cierre
Estrangulacin
Retencin
Tipo de servicio
Elementos de una Vlvula
Vstago
Asiento
Bonete
Estopero
Cuerpo
-
34
Vlvula de cierre o bloqueo
o De compuerta
Resistencia mnima al flujo
Totalmente abierta o cerrada.
Accionamiento poco frecuente
o De macho
Resistencia mnima al flujo
Cierre hermtico
Totalmente abierta o cerrada
Alto contenido de slidos
-
35
o De mariposa
Cierre y estrangulacin de gases y lquidos
Evitan acumulacin de slidos
Baja cada de presin
o De bola
No hay obstruccin al flujo
Lquidos viscosos y pastas agudas
Totalmente abierta o cerrada
No manejan fluidos que polimerizan o sedimentan
Vlvula de estrangulacin
o De globo
Uso poco frecuente
Cada de presin considerable
-
36
o En Y
Menor cada de presin que en la de globo convencional.
o De ngulo
El flujo de fluido hace un giro de 90
-
37
o De diafragma
El diafragma asla el lquido que se maneja del mecanismo de
operacin
Bajas presiones y pastas aguadas
o De aguja
Macho cnico similar a una aguja
Sistemas hidrulicos
No para altas presiones
o De mariposa
-
38
Vlvula de retencin
o Impiden la inversin de flujo en una tubera
o De bisagra
Resistencia mnima al flujo
Servicios a baja velocidad y cambios de direccin poco
frecuente
Se utilizan en combinacin con vlvulas de compuerta
o Horizontales de retencin
Cadas de presin ms o menos grande
Cambios en direccin
Se utilizan en vlvulas de globo o ngulo
o De bola
Servicios de materiales viscosos que producen depsitos
La presin del fluido
circulante, abre la vlvula.
El mecanismo de retencin y cualquier
inversin en el flujo la cierran.
-
39
De purga
o Servicio de vapor a alta presin (calderas)
o De desahogo
Aumento en relacin con la presin de apertura
o De seguridad
Servicios de vapor de agua y gases o vapores
-
40
Vlvulas Especiales
o De Pie
Se utiliza en la lnea de succin de una bomba evitando la
contaminacin del lquido en el depsito
Reduce el NPSH
o De Control
Regula la alimentacin al proceso
o Trampa de vapor
Se instala en la salida de todas las unidades de calentamiento
(rehervidores, intercambiadores)
Elimina el condensado, aire y otros gases no condensables
Previene prdidas de vapor
-
41
Disco Ciego
o Son accesorios que se utilizan en las juntas de tuberas entre bridas
para bloquear fluidos en las lneas o equipos con un fin determinado.
o Tipos y caractersticas de discos ciegos
Figura en ocho.
Bridas terminales o
slidas.
Un plato circular con
lengua o mango
-
42
Codos
o Son accesorios de forma curva que se
utilizan para cambiar la direccin del
flujo de las lneas tantos grados como
lo especifiquen los planos o dibujos de
tuberas.
o Tipos y caractersticas de los codos
Codo 45
Codo 90
Codo 180
-
43
TES
o Son accesorios que se fabrican de diferentes tipos de materiales,
aleaciones, dimetros y Schedule, y se utiliza para efectuar
fabricacin en lneas de tubera.
o Tipos y Caractersticas de las TES
Dimetros iguales o te de
recta
Reductora con dos orificios de
igual dimetro y uno desigual.
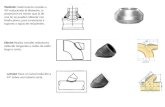
Reducciones
o Son accesorios de forma cnica, fabricadas de diversos materiales y
aleaciones. Se utilizan para disminuir el volumen del fluido a travs
de las lneas de tuberas.
-
44
o Tipos y caractersticas de las reducciones
Estndar concntrica
Estndar excntrica
Empacaduras
o Es un accesorio utilizado para realizar sellados en
juntas mecanizadas existentes en lneas de servicio
o plantas en proceso.
o Tipos y caractersticas de las empacaduraas
Empacadura Flexitlica
-
45
Anillos de acero
Empacadura de Goma
Empacadura de Metal
Empacadura Grafitada
-
46
Tapones
o Son accesorios utilizados para bloquear o
impedir el pase o salida de fluidos en un
momento determinado. Mayormente son
utilizados en lneas de dimetros menores.
o Tipos y caractersticas de los tapones
Segn su instalacin pueden ser tapones
Machos
Hembras
Caractersticas
Aleacin
Espesor
Resistencia
Tipo de Junta
-
47
Consideraciones a la hora de la instalacin
o Las lneas de tubera de presin estn sometidas a constantes
esfuerzos.
o Para contrarrestar estos esfuerzos debe proyectarse bloques de
anclaje en todos los accesorios.
o Al colocar los anclajes se debe de tener cuidado, para que los
extremos no queden expuestos.
Conexiones o juntas
Debido a que las tuberas que se utilizan en los pozos tienen un lmite en longitud
(bsicamente entre 9 y 13 metros) es necesario que estas tuberas queden unidas
al introducirse en el pozo, con la premisa de que la unin entre ellas sea hermtica
y capaz de soportar cualquier esfuerzo al que se someter la tubera. A esta unin
o conexin efectuada entre dos tuberas se le conoce JUNTA o CONEXIN de
tuberas. Actualmente, en la industria petrolera, y en especial en el mbito de
perforacin, se utilizan diferentes tipos de conexiones, por lo que hay que estudiar
y comprender los conceptos bsicos sobre estos dispositivos mecnicos, y
seleccionar de acuerdo a su uso, la conexin ms apropiada. La conexin ideal es
que aquella que es idntica al cuerpo del tubo. Es decir, que geomtricamente y
en trminos de su desempeo mecnico sea igual al cuerpo del tubo. Esto
significa que la junta ideal debera tener tanto sus dimetros exterior e interior
exactamente iguales al de la tubera, y su capacidad de resistencia
(mecnicamente) igual o superior a la resistencia de la tubera. Para lograr lo
anterior, se han realizado y diversificado los esfuerzos por parte de las compaas
fabricantes de juntas, pero con la particularidad de resistencia a valores incluso del
orden del 55% de la resistencia (en tensin) del cuerpo del tubo. En otros casos,
se logra disear juntas con un desempeo mecnico igual o superior al cuerpo del
tubo, pero a expensas de sacrificar su aspecto geomtrico, con dimensiones
superiores a las del tubo.
Bsicamente una junta o conexin est constituida por dos o tres elementos
principales. Estos son: un pin, una caja y la rosca. Se dice que una junta
tambin cuenta con un elemento de sello y un elemento hombro de paro,
elementos que representan o simbolizan parte de los esfuerzos realizados por
alcanzar lo ideal en una conexin.
El miembro roscado externamente es llamado el de tubera o pin. El miembro
roscado internamente es llamado caja (en algunos casos cople).
-
48
Un cople funciona uniendo dos piones, el cual es un pequeo tramo de dimetro
ligeramente mayor, pero roscado internamente desde cada extremo. Los piones
pueden ser del mismo espesor del cuerpo del tubo (Non Upset), o de mayor
espesor (Upset).
o Clases de juntas
Existen dos clases de juntas, de acuerdo con su forma de unin con la tubera.
1. Acopladas: Son las que integran un tercer elemento denominado
cople, pequeo tramo de tubera de dimetro ligeramente mayor y
roscado internamente, el cual, une dos tramos de tubera
roscados exteriormente en sus extremos, como lo muestra la
figura 10.
2. Integrales: Son las que unen un extremo de la tubera roscado
interiormente como pin y conectndolo en el otro extremo de la
tubera roscado internamente como caja, ver figura 11.
-
49
Clasificacin
Las juntas pueden clasificarse de acuerdo con el tipo de rosca: API y Premium
API
De acuerdo con las especificaciones API de elementos tubulares, existen
nicamente cuatro tipos de roscas:
o Tubera de lneal
o Redondas
o Butress
o Extreme line
Premium o propietarias
Son juntas mejoradas a las API y maquinadas por fabricantes que patentan el
diseo en cuanto a cambios en la rosca y/o a la integracin de elementos
adicionales como sellos y hombros que le proporcionan a la junta caractersticas y
dimensiones especiales para cubrir requerimientos especficos, tales como:
Evitar el brinco de roscas (jump out) en pozos con alto ngulo de
desviacin.
Mejorar la resistencia a presin interna y externa.
Disminuir esfuerzos tangenciales en coples.
Facilitar la introduccin en agujeros reducidos.
Evitar la turbulencia del flujo por cambio de dimetro interior.
Mltiples conexiones y desconexiones en pozos de prueba.
Sellos mejorados.
La diferencia ms significativa entre las roscas API y las roscas Premium es el tipo
de sello:
En las roscas API el sello puede ser:
Sello Resilente: Mediante un anillo u O Ring de tefln o materiales similares
(utilizadas para presiones excesivamente bajas), a veces slo funcionan
como barreras contra la corrosin.
Sello de interferencia: Es el sello entre roscas originado por la interferencia
entre los hilos de la rosca al momento de conectarse mediante la conicidad
del cuerpo de la junta y la aplicacin de torsin. El sellado propiamente
dicho es causado por la grasa aplicada, la cual rellena los micro huecos
entre los hilos de la rosca.
En las roscas Premium el sello es:
-
50
Metal-Metal: Se origina por la presin de contacto entre planos deslizantes
adyacentes. Es decir, existe un contacto metal-metal entre el pin y la cja
de la junta.
Tipos de juntas
Las conexiones pueden definirse de acuerdo con el maquilado de los extremos de
la tubera como:
o Recalcadas
o Formadas (Semiflush)
o Lisas (Flush)
o Acopladas
En una nueva nomenclatura a nivel internacional, se identifican los anteriores tipos
de juntas con las siguientes siglas:
o MTC: Acopladas
o MIJ: Recalcadas
o SLH: Semilisas o formadas
o IFJ: Integrales lisas
Recalcadas: Se incrementa el espesor y dimetro exterior de la tubera en uno o
en ambos extremos en un proceso de forja en caliente, a los que posteriormente
se les aplica un relevado de esfuerzos.
Formadas: En el extremo pin es suajeado (cerrado) y en el extremo caja es
expandido en fro sin rebasar el 5% de dimetro y el 2% en espesor, aplicando un
relevado de esfuerzos posterior.
Lisas: Se maquilan las roscas directamente sobre los extremos del tubo sin
aumentar el dimetro exterior del mismo.
-
51
Acopladas: Se maquila un pin en cada extremo del tubo y se le enrosca un
cople o una doble caja, quedando el tubo con pin de un extremo y caja el otro
extremo.
Tipos de roscas
A continuacin se presentan los diferentes tipos geomtricos de roscas existentes
en diseo, tanto para JUNTAS API como para PREMIUM:
Para seleccionar las juntas propicias a utilizar en un pozo hay que analizar las
ventajas y desventajas de cada tipo de conexin:
-
52
API
Ventajas: Econmica.
Desventajas: Enrosque complicado, apriete geomtrico, sello no hermtico,
escalones internos, menor resistencia a los esfuerzos triaxiales.
Premium
Ventaja: Enrosque fcil, sello hermtico, apriete controlado, mayor
resistencia a los esfuerzos triaxiales.
Desventaja: Costo elevado
Eficiencia de juntas
Una forma directa de dimensionar la capacidad de resistencia de una junta se ha
establecido mediante el concepto de eficiencia de la junta. Se define como un
nmero expresado en porcentaje de resistencia, generalmente a la tensin,
respectivo a la resistencia a la tensin del cuerpo del tubo.
Esto quiere decir que en una junta con 100% de eficiencia tiene una resistencia
similar o mayor a la tubera. De otra forma:
Eficiencia= Tensin en Junta/Tensin en Tubo*100
La resistencia a la tensin debe ser expresada a la mnima cedencia en ambos
casos.
Juntas para tubera de perforacin
Las conexiones en tuberas de perforacin generalmente son del tipo recalcado,
debido a que son sometidas como sartas de trabajo, a grandes esfuerzos durante
las operaciones de perforacin.
Para esto deben observar una mayor resistencia ante las cargas impuestas. A
continuacin se mencionan las juntas para tuberas de perforacin ms comunes:
IEA (Internal-Extremal Upset): Este tipo de juntas tiene un dimetro mayor que el
cuerpo del tubo y un dimetro interno menor que el cuerpo del tubo.
IF (Internal Flush): Este tipo de juntas tiene un dimetro interno
aproximadamente igual al del tubo y el dimetro externo mayor que el tubo, ya que
es en este dimetro donde est el esfuerzo.
IU (Internal Upset): Este tipo de junta tiene un dimetro interno menor que el del
tubo y un dimetro externo casi igual al del tubo.
Estas juntas estn diseadas para trabajar en tensin.
-
53
Grasa para roscas
De acuerdo con el API (BUL 5A2), se debe utilizar un elemento graso para generar
una buena conexin entre los elementos pin y caja. Por lo que es necesario
agregar un componente graso al pin de una junta para mejorar el apriete y
garantizar la hermeticidad. Las caractersticas que debe tener este elemento graso
son las siguientes:
1. Cualidades de lubricacin adecuada para prevenir el desgarre de las
roscas.
2. Ninguna tendencia a desintegrarse ni observar cambio radicales de
volumen a temperaturas de hasta 300F.
3. No comportarse excesivamente fluida a temperaturas de hasta 300F.
4. Propiedades de sello suficientes para prevenir fugas a temperaturas de
hasta 300F.
5. No secarse, endurecerse, evaporarse u oxidarse cambiando sus
propiedades fsicas.
6. Resistencia a la absorcin de agua.
7. Suficiente capacidad para micro huecos y prevenir fugas en rocas
redondas API para casing y tubing bajo presiones tan altas como 10000
psi.
8. Debe ser fcilmente aplicable con brocha a las roscas en clima fro.
Las grasas se identifican como Thread Compound y se clasifican por sus
componentes bsicos:
-
54
Ejemplo de juntas
En el mercado nacional, se manejan las juntas o conexiones para tubera de
revestimiento TR y de produccin TP que producen las compaas Prinver, Hydril
y Tamsa. Sin embargo, a nivel internacional existe una gran diversidad de
fabricantes. Ejemplo de las conexiones de mayor uso actualmente se presentan
en la tabla 3 y en la figura 17:
-
55
Fallas en las juntas
Las conexiones roscadas o juntas de tuberas son elementos mecnicos con
dimensiones geomtricas variables que hacen difcil a diferencia de las tuberas-
establecer una condicin de falla en las mismas.
Sin embargo, se han detectado diferentes modos de falla en las juntas por efecto
de la carga impuesta:
Fallas por carga axial
Las cargas axiales pueden dividirse en cargas de tensin y cargas compresivas.
Las cargas de tensin generalmente son soportadas por la forma de la rosca de la
conexin. Mientras que las cargas comprensivas, se soportan por la forma de la
rosca y por los hombros de paro o por ambos.
Salto de Roscas (Jump-out). Es una situacin de falla originada por una carga de
tensin en la que se presenta una separacin de la rosca del pin o de la caja
con poco o sin ningn dao. En caso de una carga compresiva, el pin se
incrusta dentro de la caja.
Fractura. La carga de tensin genera la separacin del pin de la del cuerpo del
tubo, que generalmente ocurre en la ltima rosca enganchada.
Corte de la rosca. Las roscas son desprendidas del pin o de la caja.
Pandeo: Las cargas comprensivas generan una falla que se presenta como una
combinacin de corte de la rosca y trasroscado con el pin incrustndose en la
caja.
Fallas por carga de presin
Las cargas de presin en una junta pueden aplicarse interna o externamente.
Generalmente, el mismo mecanismo de sello en la conexin puede usarse para el
sellado en cualquier direccin. Algunas juntas usan un sello en cada direccin.
Fuga: Se presenta cuando existe comunicacin de fluidos hacia el interior o
exterior de la junta. Es una de las principales condiciones que debe observar una
junta para soportar las cargas por presin. La fuga en una junta es causada
generalmente por: falla en el diseo de la junta, por las condiciones de fondo, o
por algn dao ocurrido en los elementos de la junta durante el manejo o corrida
de la tubera.
Galling (Desprendimiento de material): Esta es una condicin de falla ocasionada
por el desgaste de los metales en contacto (interferencia de las roscas pin-caja)
durante las operaciones de manejo y apriete de las conexiones. Un apriete
-
56
excesivo genera una alta interferencia de contacto entre las superficies de sello
(rosca o los sellos metal-metal). Esto propicia el desprendimiento de metal. Este
problema tambin se presenta por el uso continuo de apriete y desapriete (quebrar
tubera) de las conexiones.
Cedencia en el Pin: Es una condicin de falla en el pin que se presenta
cuando se alcanzan esfuerzos (tangenciales) superiores a la cedencia del material
por efecto simultneo de la alta interferencia en el apriete y el efecto actuante de
la presin.
Esta situacin incrementa el riesgo de una falla por agrietamiento del pin, al
trabajar en ambientes amargos. Adems, al tener un pin con problemas de
cedencia (deformacin plstica) existe la posibilidad de que en las operaciones de
apriete y desapriete de las conexiones, no se alcance el sello adecuado en la
misma.
Todos los problemas de fallas en las juntas estn asociados principalmente a las
caractersticas de diseo de la junta, tal es el caso de las siguientes
observaciones:
Una rosca con alta conicidad favorece la rapidez de apriete (bajo nmero
de vueltas), a expensas de propiciar el riesgo de una falla por salto de la
rosca.
Conforme la altura de una rosca se incrementa, la posibilidad de salto se
decrementa. Sin embargo, ante esta situacin, el rea de la seccin crtica
de la junta y su eficiencia a la tensin compresin, se decrementa.
La condicin de diseo ms contradictoria en una junta es la situacin de
contar con un diseo que mantenga un alto sello a la presin (lo cual
requiere una alta interferencia= con la necesidad de mantener un bajo nivel
de esfuerzos para evitar el problema de agrietamiento por H2S o para evitar
la cedencia del pin.
Ejemplos de fallas en tubulares
La ocurrencia de fallas en las tuberas y juntas durante las operaciones de
perforacin, terminacin y reparacin de pozos son variadas. Traen consigo el
retraso en los programas operativos e incrementan los costos asociados al pozo.
Ejemplos de fallas ocurridas en diferentes pozos en los elementos tubulares se
muestran en las figuras 35 a 49.
-
57
-
58
-
59
-
60
-
61
Eventos de Carga
Las diferentes situaciones o condiciones operativas que se presentan en un pozo
generan un estado de esfuerzos en las tuberas por efecto de las mltiples cargas
generadas durante las mismas. Estas condiciones operativas las denominaremos
EVENTOS DE CARGA y son de vital importancia en el proceso de diseo.
Determinar la magnitud de las cargas es tan significativo como establecer los
eventos de carga que tomarn lugar en el pozo para propsito de diseo. Los
eventos en algunos casos de carga deben ser seleccionados a criterio
dependiendo del historial de un campo, o bien, por criterio o criterios especificados
por el diseador.
-
62
Los eventos principales que toman lugar en un pozo y que generan un estado de
esfuerzos y de carga en las tuberas son los siguientes:
Introduccin de tubera.
Antes de cementar TR
Cementado TR
Despus de cementar TR
Jaln a las tuberas
Colgando (o anclado) tubera
Soltando peso (TP)
Rotando tubera
Pruebas de presin
Brote
Prdida de circulacin
Circulando fluidos
Desplazamiento de gas
Fuga de tubera de produccin
Represionamiento anular
Estimulacin
Fracturamiento
Inyeccin de fluidos
Produccin permanente
Produccin transitoria
Accin de domo salino(deformaciones plsticas)
Cargas de presin
En virtud de que las dos condiciones de falla ms aplicables en el diseo de las
tuberas obedecen a los efectos de presin, cabe aclarar que tambin se debe
tomar en cuenta las cargas axiales, tri-axiales y cargas plsticas. Sin embargo,
slo se cree pertinente abordar las cargas por presin las cuales generan un
estado de esfuerzos en la tubera para favorecer la falla por colapso y
estallamiento.
Las presiones actuantes en las paredes de una tubera pueden ser tanto externas
como internas. Es decir, la presin ejercida por cualquier fluido sobre las paredes
de una tubera se presenta por la parte exterior de la tubera, con relacin al rea
expuesta definida por el dimetro externo del tubo, y por la parte interna, con
relacin al rea expuesta definida por el dimetro interior del tubo.
En estas condiciones las tuberas quedan sujetas a la accin de fuerzas actuando
por efecto de la presin.
-
63
El efecto neto de presin actuante ser diferencial de presin presente entre el
exterior y el interior del tubo. Por lo tanto, para establecer las condiciones de
presin neta actuando en un tubo debemos evaluar las condiciones de presin
actuantes por la parte externa de la tubera y por otro lado evaluar las condiciones
de presin actuantes en el interior del mismo.
El resultado del diferencial de la presin externa y la presin interna ser la carga
neta actuando en la tubera. Por convencionalismo, representaremos que las
cargas de presin resultantes como positivas simbolizarn que el tubo queda
sujeto a una presin de colapso. Mientras que una carga de presin negativa
significar est sujeta a una presin de estallamiento.
Las situaciones operativas que dan lugar a la accin de una carga de presin en
las tuberas se presentan desde el mismo momento de la introduccin de la
tubera al interior del pozo. Es decir, las presiones se van generando por el fluido
de control, tanto externa como internamente. Sin embargo, dichas condiciones se
ven alteradas al momento de hacer un cambio o circulacin del fluido, o al efectuar
el desplazamiento de los fluidos para la cementacin de la misma. El estado de
carga despus de fraguado el cemento tambin refleja un cambio en las cargas de
presin. Posterior a esto, al continuar la perforacin el estado de cargas de
presin se ve alterado por un cambio de fluido o por las condiciones hidrulicas
impuestas durante la perforacin, o por cualquier operacin de prueba efectuado
durante la misma, o por efecto de una condicin que altere el estado de presin
como una prdida de circulacin, o de la presencia de un brote o al controlar un
brote. En resumen, toda aquella condicin que propicie un cambio de presin
durante la etapa de perforacin. Tambin, en forma similar, haciendo una
cronologa de las condiciones que dan lugar a cambios de presin las podemos
encontrar durante la etapa de terminacin del pozo, en la cual, la tubera se ve
sometida a presiones por efecto de la induccin del pozo, cambios de fluido,
pruebas, estimulaciones, disparos, etc. Y finalmente, durante la etapa de
produccin o inyeccin del pozo, en el cual se presentan cambios substanciales
que dan lugar a cargas de presin variable por efecto de la produccin o inyeccin
de los fluidos.
Lo anterior generalmente corresponde a situaciones de presin que alteran el
estado de presin por el interior de la tubera de revestimiento. Sin embargo, una
vez cementada la tubera, la parte exterior de la misma, queda sujeta a
condiciones de presin debido a las geopresiones presentes en las formaciones, o
al efecto combinado de la hidrosttica de los fluidos entrampados en el espacio
anular entre agujero y tubera y los mismos fluidos de la formacin.
-
64
La accin combinada de las situaciones mencionadas anteriormente permitir
determinar la carga neta de presin actuando en las paredes de la tubera.
Diseo de sartas de tuberas
El trmino diseo significa definir o establecer las especificaciones particulares
para realizar una obra o producto. Es decir, definir las dimensiones especficas de
los insumos que se ocupan en la creacin o construccin para lograr el objetivo.
Por otro lado, el trmino sartas de tuberas significa un conjunto de tubos unidos
en forma continua mediante conexiones. Este trmino se hace extensivo para las
tuberas de revestimiento, produccin y perforacin Por lo tanto, el trmino diseo
de sartas de tuberas debe entenderse como un proceso para determinar las
especificaciones que deben tener los materiales utilizados como sarta de tuberas
(tubos y conexiones), con la premisa de seleccionar la(s) que ms convenga(n) a
partir de especificaciones preestablecidas, para una aplicacin en particular en un
pozo.
En el mbito de la ingeniera de perforacin, el trmino diseo de tuberas
generalmente es aplicado como sinnimo del trmino diseo de sartas de
tuberas.
Dentro del contexto de diseo, una tubera debe invariablemente seleccionarse
bajo dos esquemas de ingeniera diferente: por un lado, las tuberas deben estar
condicionadas a su capacidad de flujo y a las condiciones de operacin de un
fluido circulando a travs de ella. Para ello, se debe realizar un anlisis de flujo (Ej.
anlisis nodal para tuberas de produccin) para determinar la mejor opcin en
cuanto a dimetro de tubera, que garantice y mantenga un desempeo eficiente
en condiciones de flujo. Por otro lado, y materia de este apartado, est lo
correspondiente al diseo mecnico, que significa analizar el desempeo
mecnico de una tubera ante la imposicin de diferentes cargas.
-
65
1. Diseo hidrulico
Al ser conductos que permiten el flujo de fluidos en el interior de un pozo, las
tuberas estn sujetas a las condiciones de operacin prevalecientes durante la
circulacin de los diferentes fluidos que las ocupan. Estas condiciones deben
regularse, controlarse y manejarse apropiadamente para satisfacer los
requerimientos ptimos, desde un punto de vista de ingeniera.
Lo anterior significa que debemos recurrir al anlisis del comportamiento de flujo
de fluidos para medir el impacto que tiene el aspecto geomtrico de los tubulares.
El dimetro de los tubulares es el factor de mayor influencia en el comportamiento
dinmico de los fluidos, y su estudio. Ello permitir determinar el dimetro de
tubera que proporcione las condiciones ms favorables para una aplicacin en
particular. Por lo tanto, lo podemos definir el trmino diseo hidrulico, como el
resultado de aplicar una tcnica especfica para el anlisis del comportamiento de
flujo en una tubera que permita seleccionar el dimetro ptimo de operacin
(interno o externo).
Una de las tcnicas ms utilizadas para optimizar la seleccin geomtrica de
produccin es el ANALISIS NODAL, tcnica que considera todos los aspectos de
flujo que toman lugar en el pozo, tales como: el comportamiento a nivel de
yacimiento pozo (IPR), los diferentes patrones de flujo en condiciones
multifsicas, tanto en las tuberas de produccin, como en la lnea de descarga, la
condicin dinmica de flujo en los estranguladores y en los disparos, y hasta las
propiedades PVT (presin, volumen y temperatura) de los fluidos. La figura 18
muestra una grfica tpica del comportamiento gasto contra presin, resultante de
una anlisis nodal. El resultado de aplicar esta tcnica permite a los ingenieros de
diseo obtener los dimetros de tubera de produccin ms propicios para la
extraccin de los hidrocarburos. Tambin, esta tcnica se puede utilizar para
identificar la condicin de flujo ms desfavorable dentro del sistema de produccin,
con el fin de mejorarla o corregirla.
-
66
Pws = Presin esttica del yacimiento
Pwf = Presin de fondo fluyendo
Pwh = Presin en la cabeza del pozo
Pe = Presin en la lnea de descarga
Ps = Presin en el separador
qmx = gasto mximo
qpt = gasto ptimo
En lo que respecta a sartas de perforacin el anlisis del CLCULO HIDRULICO
se utiliza como tcnica para estudiar y cuantificar las variables que tienen impacto
en el comportamiento de flujo durante las operaciones de perforacin, en el que se
toma en cuenta, la interaccin reolgica de los fluidos de perforacin y su
capacidad de transporte de recortes, a fin de seleccionar apropiadamente el
dimetro de la sarta. En este anlisis se considera tambin la influencia del
comportamiento hidrulico en la barrena y el aparejo de fondo.
En el caso de tuberas de revestimiento, donde relativamente no se aplica una
tcnica especfica, para medir el impacto por efectos hidrulicos que pudieran
servir para definir el dimetro apropiado, es conveniente mencionar que durante la
etapa de cementacin de la lechada de cemento, las secciones de flujo generadas
por el dimetro exterior de la TR y el calibre del agujero de un pozo, juegan un
papel transcendental para optimizar la velocidad de desplazamiento del cemento.
Adems, durante las operaciones de perforacin, los dimetros de las TRs afectan
-
67
el comportamiento hidrulico del pozo. Por tal razn, se pudiera aceptar un
anlisis hidrulico para el proceso de cementacin y/o perforacin que sirva de
base y respaldo para la seleccin apropiada del dimetro de tubera de
revestimiento. Generalmente, los dimetros nominales de tuberas de
revestimiento son seleccionados bajo la condicin geomtrica del mnimo dimetro
aceptable que permita mantener al aparejo de produccin impuesto por el anlisis
nodal.
2. Diseo mecnico
Se define por diseo mecnico al proceso que permite determinar o definir las
tubulares (tubera y junta) que conforman una sarta, bajo la premisa principal de
mantener una capacidad de resistencia superior a cualquier condicin de carga
que se le imponga, dentro de las consideraciones de operacin en la cual se
utilizar, y seleccionar bajo una estricta revisin de costos, la sarta de tuberas que
resulte ser la ms rentable.
Bsicamente en el diseo mecnico el criterio de RESISTENCIA/CARGA > 1
como el factor de decisin para la seleccin de los tubulares. Esto implica
reconocer ampliamente el desempeo mecnico de las tuberas y la prediccin
ms realista de las condiciones de carga a las cuales la tubera trabajar.
Cuando hablamos de diseo, implcitamente se sobreentiende que se trata de una
condicin idealizada en un futuro cercano, sobre todo para la cuantificacin de las
cargas. Por tal razn, el trmino prediccin de cargas, est correctamente
aplicado. Entonces se establece como el medio propicio para estimar o extrapolar
las condiciones de un trabajo de una tubera. Es de gran importancia reconocer
esta observacin, porque al llevar a cabo la colocacin de las tuberas en el pozo,
las condiciones de trabajo sern significativamente diferentes a las planteadas. En
este caso, para valorar el desempeo mecnico de la tubera se debern
considerar las cargas reales a las que se ve sometido. Y bsicamente, este solo
hecho, da lugar a lo que llamamos anlisis mecnico de las tuberas. Este anlisis
que nos permite medir el impacto real de las cargas sobre la capacidad de
resistencia de una tubera.
Generalmente, es recomendable considerar como cargas aquellas situaciones que
den lugar a las condiciones ms crticas, con la idea de propiciar cargas que
puedan ser soportadas por la tubera en todo momento. Esto produce que en
algunos casos, por la misma situacin de definir condiciones crticas, las tuberas
queden holgadas en cuanto a resistencia, debido a que nunca se presenten las
condiciones crticas
-
68
Por lo tanto, dichas condiciones crticas deben considerarse lo ms realista
posible. As se evitarn gastos excesivos al seleccionar tuberas relativamente
holgadas.
Al aplicar como factor de decisin la relacin RESISTENCIA/ CARGA (R/C), se
utilizan diferentes metodologas para definir o seleccionas la sarta de tuberas
ptimas.
Metodologa
Tubera de produccin
Informacin requerida
Trayectoria real del pozo.
Estado mecnico del pozo.
Fluido empacador.
Especificaciones tubulares
Pozos correlacin
Condiciones ambientales
Esquemas de produccin esperados
Procedimiento de diseo
1. Definir los eventos de produccin a los que se someter la tubera.
a. Introduccin
b. Induccin
c. Cambio de fluidos
d. Jaln a la TP
e. Fuga en tubera
f. Produccin
g. Transitorios
h. Permanente
i. Inyeccin
j. Pruebas
k. Estimulaciones
2. Definir condiciones de diseo.
a. Factores de diseo
b. Criterio de falla
3. Determinar las condiciones de carga para cada evento establecido.
a. Presin interna
-
69
b. Presin Externa
c. Carga axial
d. Flotacin
e. Friccin
f. Flexin
g. Fuerzas de choque
h. Trmicas
i. Peso al aire
4. Aplicar el concepto de carga mxima
a. Determinar los diferenciales de presin en cada caso de carga
b. Definir los puntos mximos de carga
c. Presin de estallamiento
d. Presin de colapso
e. Carga axial
f. Afectar las cargas mximas por los factores de diseo
5. Seleccin de tuberas
a. Delimitar materiales por efectos ambientales
b. Determinar grado y peso de tuberas para cumplir las cargas
mximas
c. Optimizar longitud y costo de las secciones
6. Evaluar las tuberas seleccionadas
a. Determinar factores de trabajos normalizados
b. Verificar: factores normalizados > 1
7. Seleccin de juntas
a. Aplicar gua rpida de seleccin de juntas para delimitar el nmero
de juntas
b. Determinar la capacidad de resistencia triaxial de cada tipo de junta
c. Determinar factores de trabajo normalizados en la junta
d. Verificar: Factor normalizado > 1
e. Seleccionar la junta considerando su costo
8. Revisin final del diseo
a. Determinar condiciones de carga dinmica
b. Determinar el efecto de cambios axiales en las tuberas (pandeo,
balonamiento, pistoneo, trmico)
c. Determinar longitud de sellos (empacador)
d. Determinar paso de herramientas
-
70
e. Verificar: factores de trabajo normalizados >1
9. Preparacin del reporte final
a. Llenar formato pre-establecido
b. Anexar soportes del diseo
c. Factores normalizados vs profundidad
d. Lneas de diseo vs profundidad
e. Envolvente triaxial por seccin
Seleccin de Tubulares
Factores de Seguridad
Relacin de la Resistencia a la Carga impuesta a una tubera en un punto
determinado de profundidad.
Es el parmetro que permite reconocer la condicin o estado en el que trabaja la
tubera. Es decir, en condiciones de seguridad (valor > 1) o de inseguridad (valor
-
71
triaxial y API, en el cual, se delimitan las condiciones de falla de una tubera. Es
decir, se dictamina inicialmente cual es el criterio de falla a seguir, para aplicar la
tcnica no lineal de optimizacin.
Mtodos grficos. Los mtodos de aplicacin prctica nacen de la representacin
grfica de los dos factores de peso: resistencia y carga. Actualmente, el mtodo
de seleccin ms prctico y en uso es precisamente este, cuyas bases son la
seleccin de las tuberas en forma intuitiva para revisar las cargas axiales. Una
vez realizado lo anterior, se procede a mejorar la calidad del diseo, modificando
la profundidad de colocacin o seleccionando o modificando la profundidad de
colocacin o seleccionando o modificando otro tubular.
Diferentes variantes en modo y forma de seleccionar los tubulares estn presentes
en los diferentes programas de cmputo que existen comercialmente. Sin
embargo, las bases son observar en todo momento la relacin resistencia-carga.
Seleccin de juntas
Los mtodos de seleccin mencionados, se fundamenten en la seleccin de
tuberas. El proceso de seleccin de juntas se traduce bsicamente en dos
aspectos: revisin por carga axial, y revisin por costo.
Seleccin hidrulica de tubera de produccin
La definicin del dimetro o dimetros nominales, por donde fluir la produccin
de un pozo se realiza mediante el uso de la tcnica de anlisis nodal. Sin importar
la condicin del flujo (natural o artificial), el anlisis nodal permite obtener las
mejores condiciones de flujo tanto en produccin como en ahorro de energa. As
se alarga la vida productiva de un pozo. La seleccin del dimetro de la tubera de
produccin consiste en efectuar un anlisis hidrulico para una basta variedad de
condiciones de produccin (cambio de tamaos de tubera, gastos de produccin,
presiones de separacin, etc).
Anlisis de torque y arrastre
En particular, se pone nfasis en un estudio del torque y arrastre para la seleccin
ptima de la sarta de perforacin. Sin embargo, tambin es til para las tuberas
de revestimiento, en particular para los liners o tuberas de revestimiento cortas.
Anclado de TR
Anclar una tubera es sentar o colgar la tubera de revestimiento en el nido dentro
de un cabezal, con el objetivo de continuar o de pasar a otra etapa de perforacin
del pozo.
-
72
Centradores de tuberas de revestimiento
Los centradores son accesorios opcionales dentro de una sarta de tuberas de
revestimiento. Son importantes para garantizar una buena cementacin.
Mediante ellos se logra un espacio concntrico que permite el flujo continuo de la
lechada de cemento, reduciendo la resistencia al flujo uniformemente alrededor de
la tubera.
-
73
Los aparejos de fondo convencionales
Aparejo de pndulo: esta tcnica aplica el efecto gravitacional para ayudar a
controlar la desviacin del pozo. Est compuesto de la barrena y varios
lastrabarrenas de dimetro grande, un conjunto liso.
Puede tener estabilizadores en la sarta de lastrabarrena en un posicin
predeterminada arriba de la barrena, con el objetivo de colocar el punto de apoyo
tan alto como sea posible, as se evita que los lastrabarrena tengan contacto con
la pared del pozo, entre el estabilizador y la barrena.
Aparejo empacado: est constituido de tres o ms estabilizadores, con un
lastrabarrena corto de dimetro grande.
Punto neutro: Para definir este concepto, iniciaremos por establecer que existen
dos forma de considerar el punto neutro: el de pandeo y el punto neutro de tensin
compresin. El punto neutro de pandeo es el punto en la sarta de perforacin,
donde los esfuerzos axiales, tangenciales y radiales son iguales. El punto neutro
de tensin compresin es el punto de la sarta de perforacin donde los
esfuerzos axiales de tensin y compresin son iguales a cero.
-
74
-
75
-
76
-
77
-
78
-
79
-
80
-
81
-
82
-
83
-
84
-
85
-
86
-
87
-
88
-
89
-
90
-
91
CONCLUSION
Gracias a los avances tecnolgicos alcanzados en los ltimos 15 aos por la
tecnologa en materia informtica (hardware y software), ha hecho posible la
generacin de herramientas de clculo orientadas para el diseo y anlisis de las
diferentes aplicaciones que nos ocupan en el mbito de la ingeniera de
perforacin. Canalizadas en forma apropiadas estas herramientas de clculo,
deben ser una fuente inmejorable de entendimiento y mejora constante de la
prctica de la ingeniera de perforacin. Sin embargo, son un arma de dos filos: en
la carrera por automatizar los clculos y finalmente los diseos, se cae en la
situacin de desligarnos del conocimiento bsico de las cosas. Pero por otro lado,
y benfico, contamos con la panacea que nos resuelve los problemas de diseo.
Dentro del desarrollo de tecnologa de software y con aplicacin al diseo de
tuberas, existe una gran variedad de programas de cmputo de diferentes casas
fabricantes. Los hay desde simples propuestas de clculo para evaluar la
resistencia de las tuberas, pasando por incipientes programas de diseo, que
cuentan con toda una metodologa y grandes simuladores para evaluar cualquier
condicin de carga de presin y temperatura. Hasta llegan tener sistemas
expertos, que ahora se comercializan para el diseo de tuberas de revestimiento.
Aun cuando se ha alcanzado un grado de madurez en materia de diseo tubular y
logrado un avance acelerado en materia software, los programas de clculo
actuales realmente NO estn preparados para realizar un diseo. Son realmente
excelentes herramientas de clculo que nos permiten efectuar con mayor rapidez
y precisin de clculos y presentaciones grficas para analizar los mejores
resultados. Carecen de ese sentido comn que debe aplicarse con criterio y
decisin, y que finalmente, hace la diferencia respecto a un verdadero programa
de diseo. Por tal razn, debemos ser precavidos con el uso de los programas de
cmputo o herramientas de software, porque no debemos esperar que estos
resuelvan el problema de diseo tubular. El problema de diseo en s, todava
mantiene muchas situaciones de criterio, y el nico que puede replantearlas es
precisamente, el ingeniero de perforacin, nadie ms.
-
92
-
93
REFERENCIAS
1. Halliburton Cementing Tables, Printed in USA 2XJ, Littles
Duncan, Okla, 1999.
2. Productos Tubulares de Acero sin Costura, Tubos de Acero de
Mxico, S.A. 1998.
3. Applied Drilling Engineering, Bourgoyne, Millheim, Chenevert,
Young, Second Printing, Society of Petroleum Engineers,
Richardson, TX; 1991.
4. G.F. Reynolds y P.d. Summurfield, A New approach to the
Design of Threaded connections, document SPE 21739
presentado en 1991 en la Production Operations Symposium en
la Ciudad de Oklahoma, Abril 7-9, 1991.
5. H. Ramos y D. Hernndez; Colapso en Tuberas de
Revestimiento y de Produccin, Horizonte Tecnolgico, Octubre
Diciembre 1998.
6. F. Klementich y Michael J. Jellison; Service Life Model for
Casing Strings, SPE, Abril 1986, pginas 141 152.
7. H. Ramos y D. Hernndez; Investigacin del fenmeno de
colapso en tuberas de revestimiento y de produccin
Villahermosa, Tab, Agosto 1999.
8. Sandvik Stell; Sandvik Steel Corrosion Handbook Stainless
Steels, Suiza 1994.
9. Beggs; Production Optimization Using NODAL Analysis, H.D
1991.
10. Benito Ortiz Snchez, Diseo de aparejos de Produccin por
Metalurga, Divisin de Estudios de Posgrado, Facultad de
Ingeniera UNAM. Octubre 1991.