Tratamientos Mecanicos Del Acero
4
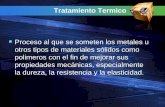
TRATAMIENTOS MECANICOS DEL ACERO Laminado La laminación del acero es la deformación plástica de los metales o aleaciones, realizada por la deformación mecánica entre cilindros. El laminado en caliente sigue siendo el principal método de trabajar el acero. El proceso comienza a partir de planchas de acero que se recalientan en un foso de termo difusión. El acero pasa por una serie de rodillos o trenes (de desbaste, de laminado y de acabado) que lo van aplastando progresivamente. Por último, el acero se arrolla en bobinas y se transporta a otros lugares para su procesado. Durante el proceso de calentamiento de las palanquillas se debe tener en cuenta: Una temperatura alta de calentamiento del acero puede originar un crecimiento excesivo de los granos y un defecto llamado “quemado” del acero que origina grietas que no son eliminables.
-
Upload
juan-martinez -
Category
Documents
-
view
29 -
download
4
Transcript of Tratamientos Mecanicos Del Acero

TRATAMIENTOS MECANICOS DEL ACERO
Laminado
La laminación del acero es la deformación plástica de los metales o aleaciones,
realizada por la deformación mecánica entre cilindros.
El laminado en caliente sigue siendo el principal método de trabajar el acero. El
proceso comienza a partir de planchas de acero que se recalientan en un foso de
termo difusión. El acero pasa por una serie de rodillos o trenes (de desbaste, de
laminado y de acabado) que lo van aplastando progresivamente. Por último, el
acero se arrolla en bobinas y se transporta a otros lugares para su procesado.
Durante el proceso de calentamiento de las palanquillas se debe tener en cuenta:
Una temperatura alta de calentamiento del acero puede originar un crecimiento
excesivo de los granos y un defecto llamado “quemado” del acero que origina
grietas que no son eliminables.
Una temperatura baja de calentamiento origina la disminución de la plasticidad
del acero, eleva la resistencia de deformación y puede originar grietas durante la
laminación.
El principal factor que se debe controlar en el proceso de laminado en caliente, es
la temperatura a la cual se está calentando el acero. Si el calentamiento es
insuficiente el metal será más difícil de trabajar debido a que posee una menor
ductilidad y maleabilidad propiedades que se le confieren al calentarlos a una
temperatura adecuada.

Forjado
La forja es el proceso que modifica la forma de los metales por deformación
plástica cuando se somete al acero a una presión o a una serie continuada de
impactos. La forja generalmente se realiza a altas temperaturas porque así se
mejora la calidad metalúrgica y las propiedades mecánicas del acero.
El sentido de la forja de piezas de acero es reducir al máximo posible la cantidad
de material que debe eliminarse de las piezas en sus procesos de mecanizado. En
la forja por estampación la fluencia del material queda limitada a la cavidad de la
estampa, compuesta por dos matrices que tienen grabada la forma de la pieza que
se desea conseguir.
Estirado y trefilado
El estirado y el trefilado son dos procedimientos de conformación de materiales
dúctiles que se realizan estirándolos a través de orificios calibrados, denominados
hileras.
La operación consiste en deformar el metal mediante la aplicación de una fuerza
delantera que obliga al metal a pasar por la abertura de la matriz, que controla la
geometría, y el tamaño de la sección de salida.
El estirado incluye operaciones en las que se estira el metal, en herramientas
contenedoras adecuadas, a partir de láminas o blancos planos, para formar tazas
cilíndricas o formas rectangulares o formas irregulares, de mucha o poca
profundidad. En este proceso grandes cantidades de barras, tubos, alambres y
secciones especiales son terminadas mediante estirado en frio.
La relación entre la forma o diámetro antes de estirar y la forma o diámetro
después de estirar, determina la magnitud de los esfuerzos.

Las operaciones intensas de estirado en frío requieren material muy dúctil y, como
consecuencia de la cantidad de deformación plástica, endurecen el metal con
rapidez y se necesita recocido para restaurar la ductilidad para trabajo adicional.
El trabajo de estirado es, más o menos, el producto de la longitud del estiramiento
y la presión máxima del punzón, porque la carga se eleva con rapidez hasta su
máximo, permanece constante y tiene u brusco descenso al final del estiramiento,
salvo que haya fricción contra la pared.
Extrusión
Empleado para fabricar elementos tubulares que deben pasar por un Orificio más
estrecho aplicando una fuerza de compresión mediante un émbolo.