Trabajo de Taguchi
12
Click here to load reader
-
Upload
julio-romer-morales-boscan -
Category
Documents
-
view
244 -
download
2
Transcript of Trabajo de Taguchi

MEDICIÒN DEL AHORRO POR EL ENFOQUE TAGUCHI
Los métodos Taguchi definen la naturaleza de las relaciones entre las
entradas (los “cómos”) y las salida (los “qués”) y optimizan las entradas
conflictivas (véase la Figura I). Los métodos Taguchi desensibilizan las salidas
de entradas incontrolables, lo que reduce la variación de desempeño. Esta
reducción de variabilidad resulta en una disminución de costos y mejoras de
desempeño y calidad.
Los métodos Taguchi son un tanto una filosofía como el conjunto de
herramientas utilizadas para aplicar dicha filosofía.
La filosofía Taguchi puede resumirse mediante las siguientes aseveraciones:
No es posible reducir el costo sin afectar la calidad.
Se puede mejorar la calidad sin aumentar el costo.
Es posible reducir el costo mejorando la calidad.
Se puede reducir el costo disminuyendo la variación. Al hacer estos, el
desempeño y la calidad mejoran de manera automática.
Para entender la técnica es importante diferenciar el costo el valor. El costo es
un parámetro absoluto, expresado en términos monetarios, que mide los
recursos utilizados en la elaboración del producto. Por otro lado, el valor de un
Entradas
“Cómos”Relación “Qués”
Figura I
1

producto es la percepción que el consumidor tiene de él por los beneficios que
le proporciona en relación con el costo que para él implica adquirirlo y
mantenerlo en operación.. y puede aumentar si el producto satisface un
número mayor de necesidades del consumidor a un mismo costo, o si le
proporciona la misma utilidad a un costo menor.
El método Taguchi busca una variación mínima alrededor de los objetivos
prefijados sin que se incremente el costo.
El método Tguchi inquiere hacer productos y procesos con calida robusta. El
término se refiere a la capacidad que puede tener un producto para mantener
su desempeño, en forma uniforme y consistente en condiciones ambientales y
de manufactura adversas. La idea es quitar los efectos de condiciones
adversas en lugar de remover las causas.
El concepto de diseños robustos, una de las aportaciones de GenichiTaguchi,
tiene su origen en la teoría del diseño de experimentos. El enfoque que puede
ser hacia la robustez del producto por variaciones en parámetros del proceso o
en condiciones ambientales de operaciones en el campo.
Desarrollar un diseño robusto implica encontrar la combinación óptima de
variables de entrada (insumos) y de proceso que disminuyan al mínimo el
efecto de las variables de ruido sobre la variable de salida de interés, que
llamaremos objetivo; esto significa que cualquier variación con respecto al
objetivo será indeseable. Para Taguchi, desviarse con respecto a este valor
objetivo significa un costo (que crece conforme la variación es mayor) que el
fabricante traslada a la sociedad, dicho costo es representado por Taguchi
mediante la función de perdida de calidad.
La función de perdida de la calidad identifica todos los costos asociados con la
baja calidad y muestra en que costos se incrementan cuando el producto se
separa de lo que exactamente pidió el cliente. Estos costos incluyen no
solamente la insatisfacción del cliente sino también los costos de garantía y de
servicios; los costos por la inspección interna, reparación y desperdicios; los
costos que se describen mejor como costos a la sociedad
2

De esta forma, cualquier reducción de la variabilidad con respecto al objetivo
tiene consecuencia una reducción del costo, y por lo tanto un aumento del valor
del producto.
La forma tradicional de interpretar una especificación es que cualquier pieza
que esté dentro del rango permitido es igualmente buena, mientras que
cualquier pieza fuera del rango es completamente inaceptable. Esto se ilustra
de la siguiente forma:
Taguchi apuntó que ésta forma de contemplar el problema no tiene sentido por dos razones:
Desde el punto de vista del consumidor, casi nunca hay diferencias entre un producto que esté justo dentro de las especificaciones y un producto que esté justo afuera de ellas. Inversamente, hay una gran diferencia en la calidad de un producto que está en el objetivo y la calidad de un producto que está cerca del límite.
A medida que los consumidores aumentan sus exigencias, aumenta la presión para reducir la variabilidad, pero la filosofía empleada en la visión tradicional mostrada en el gráfico, no reconoce esta presión.
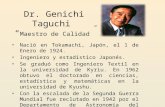
Taguchi sugiere que una representación más correcta de ésta pérdida de valor, se muestra de la siguiente manera
L = K ( Y – m )2
Donde: L = Función de Perdida
3

K = Constante
Y = Valor nominal o ideal
m = valor observado
Inaceptable
Pobre
Regular
Bueno
Malo
Pérdida Alta
Pérdida Baja
Función de Pérdida de Calidad(a)
Pérdida para la Organización Productora, cliente y Sociedad
Frecuencia
Calidad Orientada al Objetivo
Calidad Orientadaa la Conformidad
Distribución de los Productos Producidos
(b)
ObjetivoEspecificaciónInferior
EspecificaciónInferior
En el gráfico se observa que el costo se representa por una suave curva. Existen muchos ejemplos se esta noción (el ajuste del engranaje de una transmisión, la velocidad de una película fotográfica, la temperatura en un lugar de trabajo o departamento, etc.), ya que el consumidor no ve un corte brusco en la aceptabilidad, sino más bien un descenso gradual. Es decir, en casi todo lo que se puede medir, los clientes ven la función de perdida mas como la última figura que como la primera.
4

Aplicación.
1. Una compañía dedicada a fabricar balastros garantizan una vida útil de
60 meses, a un costo de $12usd c/u, pero en promedio estas tienen una
vida útil de 56 meses, entonces tenemos:
Y = 60 meses
X = 56 meses
$ c/u = $12 USD
1 m
Tenemos que determinar K = 12/1m
L = 12 ( 60 – 56 )2
1m
L= 192 usd de perdida
2. El tiempo de entrega de material de la planta hacia los centros de
distribución es aproximado de 4 hrs, pero por diversas causas este se
puede retrasar, si calculamos un promedio de entregas tenemos que
normalmente se lleva 6hrs, el costo de cada embarque es de $2.500
usd, entonces tenemos:
Y = 4 hrs
X = 6 hrs
$ c/u = $2.500 USD
1hr
Tenemos que determinar K = 2500/1hr
L = 2500 ( 4 - 6 )2
1h
L= 10.000 usd de perdida
5

Por todo lo anterior podemos ver que esta técnica nos ayuda a determinar
como el factor de calidad en algún producto o servicio puede ser afectado por
alguna variable, lo cual nos lleva a perder determinado costo e insatisfacción
del cliente.
La función de pérdida de calidad es un sistema ampliado de control de costo
diseñado para evaluar la calidad en forma cuantitativa. Evalúa la pérdida de
calidad debido ala desviación de las características de calidad con respecto a
sus valores deseados y la expresa en términos monetarios.
La función de pérdida de calidad cuantifica los ahorros anuales de costos a
medida que las características de calidad se van acercándose a sus valores
deseados, incluso cuando están dentro de especificaciones.
El arma principal de los métodos Taguchi es la reducción de la sensibilidad a la
variación. La sensibilidad a la variación se reduce ajustando factores que
puedan ser controlados de manera que minimicen los efectos de los factores
que no pueden controlarse.
A los factores que pueden controlarse se les llaman factores de control; los
factores que son difíciles, imposibles o muy costosos en su control, se le llama
factores de ruido.
Taguchi identifica tres tipos de factores de ruidos:
Externos (temperatura, humedad, operador, etc.)
Internos (desgaste, deterioro, etc.)
Producto a Producto (estos es, debidos a variaciones de una parte a la
siguiente).
Los factores de ruidos generalmente provocan que las características del
producto se desvíen de los valores considerados como objetivos, lo que causa
variación y pérdida de calidad.
6

Los factores de control que pueden minimizar los efectos de los factores de
ruido se seleccionan durante el diseño de parámetro, que se ejecuta después
del diseño del sistema.
Taguchi propone una filosofía de la ingeniería de calidad fuera de
línea que es ampliamente aplicable. El considera tres etapas en el desarrollo
de un producto o proceso: diseño del sistema, diseño de parámetros y diseño
de
tolerancias.
En el diseño del sistema, el ingeniero utiliza principios científicos y de
ingeniería para determinar la configuración básica.
El diseño de parámetros, determina los valores específicos para los
parámetros del sistema.
El diseño de tolerancias se utiliza con objeto de determinar las mejores
tolerancias para los parámetros.
DISEÑO DE SISTEMAS.
Es la etapa primaria de desarrollo en la cual la arquitectura básica de un
producto o proceso es determinado. Durante el diseño de sistema, el ingeniero
diseñador aplica su conocimiento y experiencia en el área de especialización
7

para crear un producto o proceso con capacidades distintivas que más tarde
servirán como puntos de venta. El diseñador del sistema usa su experiencia en
el diseño de sistemas similares para generar un nuevo sistema que sea
superior de alguna forma a los diseños previos.
DISEÑO DE PARAMETROS.
Durante el diseño de parámetro, el diseño o proceso ingenieril busca optimizar
el diseño de sistema a través de la experimentación para minimizar la variación
del rendimiento, al enfrentarse al usuario incontrolable y a factores
ambientales. Taguchi comienza por identificar esas características de calidad
que más afecta al rendimiento del sistema, específicamente si afecta al cliente.
Por ejemplo, una característica de calidad para un coche podría ser que
siempre arranque fácil y rápidamente, sin importar cuáles son las condiciones
externas.
Durante el diseño de parámetro, el ingeniero selecciona las características de
calidad más adecuadas para la experimentación y busca todos los factores que
tienen un efecto en él. Entonces, separa los factores que puede controlar de
los que no tiene control.
En el caso del automóvil los factores sobre los que no tiene control podrían ser
la temperatura exterior, los niveles de humedad, el rango de altitud en el cual el
coche va a ser operado durante su uso, etc. La compañía del automóvil no
puede decirle a su cliente que no debería operar su vehículo cuando la
temperatura esta bajo cero o arriba de cierto punto. Entonces el objetivo del
ingeniero es hacer el auto resistente a estos factores incontrolables, o como
diría Taguchi, "robustidad contra ruido".
DISEÑO DE TOLERANCIA
Durante el diseño de tolerancia, el ingeniero especificará sistemáticamente
cuánto tendrán que aumentar los niveles de funcionamientos de ciertos
factores para completar los requerimientos para la característica de la calidad.
8

En el diseño de tolerancia, el ingeniero determina el porcentaje que cada uno
de los ruidos contribuye para alcanzar el funcionamiento requerido por la
característica de calidad. Con él puede decidir cuánto debe reducir los limites
de tolerancia de cada factor para alcanzar su objetivo. El limitar las tolerancias
de los factores casi siempre tiene que ver con actualizar con partes o
componentes de alto costo.
Los ingenieros norteamericanos tiende a saltar del diseño del sistema al diseño
de tolerancia (durante el diseño de tolerancia, se usan materiales o procesos
más costosos con tolerancia más estrechas), omitiendo o menos preciando el
diseño de parámetros.
Método Taguchi
Logro que opera en la forma deseada
Determinar los mejores niveles de los parámetros
Determinar la tolerancia de costos mínimos
9

En Japón, los métodos Taguchi se usan tanto para control de calidad fuera de
línea (optimización de diseño de producto y de proceso) como para control de
calidad en línea (monitoreo de laproducción).
Control de pérdida
10