TP POLIMECANICA AUTOMATIZACION V2 2012 - todofp.es0c4bbe2b-8b69-493e-8024-a92f0249e96e/tp01... ·...
38
POLIMECÁNICA / AUTOMATIZACIÓN TEST PROYECT
Transcript of TP POLIMECANICA AUTOMATIZACION V2 2012 - todofp.es0c4bbe2b-8b69-493e-8024-a92f0249e96e/tp01... ·...

POLIMECÁNICA / AUTOMATIZACIÓN
TEST PROYECT
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 1 / 38
TD 01 – POLIMECANICA / AUTOMATIZACIÓN
La Polimecánica cubre una amplia gama de actividades de fabricación, montaje,
mantenimiento y control de procesos. Como profesión, la práctica de la polimecánica está ampliamente extendida en la industria. Estos técnicos realizan reparaciones técnicas y trabajos de mantenimiento en plantas de producción. Los profesionales, tales como mecánicos y montadores de mantenimiento pueden ser incluidos en esta categoría. Mediante la utilización de las herramientas de mecanizado convencionales, los expertos en polimecánica pueden fabricar y montar las piezas necesarias para la producción de maquinaria y equipo. La profesión requiere además, de habilidades en lógica y control de la automatización así como lo relacionado con el montaje de circuitos eléctricos básicos. Puesto que esta profesión requiere a menudo de la automatización hidráulica y de la utilización de componentes neumáticos, una comprensión básica de estas tecnologías también es precisa.
El Test Project constituye el ejercicio a partir del cual se establecerá la Prueba que deberán realizar los participantes durante la competición, al mismo tiempo servirá para la preparación de los alumnos que concurran al Campeonato.
Agenda de la competición * HORARIO D1 D2 D3 D4
8-8:30 APERTURA Y PRESENTACIÓN
MÓDULO A MÓDULO A
MÓDULO C Instalación y programación
del LOGO (2 horas) 8:30-9:00 Reconocimiento
del material Revisión de la documentación 9:00-10:00
10:00-10:30 D E S C A N S O
10:30-11:30 Inicio de la competición
MÓDULO A (12 horas)
Fabricación y montaje
MÓDULO A
MÓDULO B Instalación neumática y
eléctrica (4 horas)
MÓDULO D Puesta en marcha y
servicio de la instalación (4 horas)
11:30-12:30
12:30-13:30
13:30-14:30
*Esta agenda puede verse modificada a criterio de los miembros del jurado por razones de
organización del tiempo y de los trabajos.

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 2 / 38
1. DESCRIPCIÓN GENERAL DE LA ESTACIÓN La estación a partir de la cual se va a desarrollar la prueba será la SAM201 Estación 1 de la empresa SMC International training patrocinadora de este skill. La empresa proporcionará la estación con sus componentes a todos los equipos participantes. 1.1 Función del módulo
Esta primera estación realiza la alimentación de la base que sirve como soporte de un dispositivo de giro, y su desplazamiento hasta la posición final situada en la misma estación. Dicha operación comienza a realizarse en el momento en que se pulsa el botón de marcha del panel de control en la propia estación.
1.2 Partes integrantes
La estación puede dividirse en una serie de módulos. Dicha subdivisión se ha realizado considerándolos como un conjunto de componentes, los cuales realizan una operación concreta dentro del proceso llevado a cabo en la estación. Partiendo de esta consideración, a continuación se detalla la secuencia ordenada de acciones llevadas a cabo para realizar la alimentación y el desplazamiento de la base, indicando los componentes que intervienen en cada operación. El conjunto de todos ellos puede verse representado en la siguiente figura.
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 3 / 38
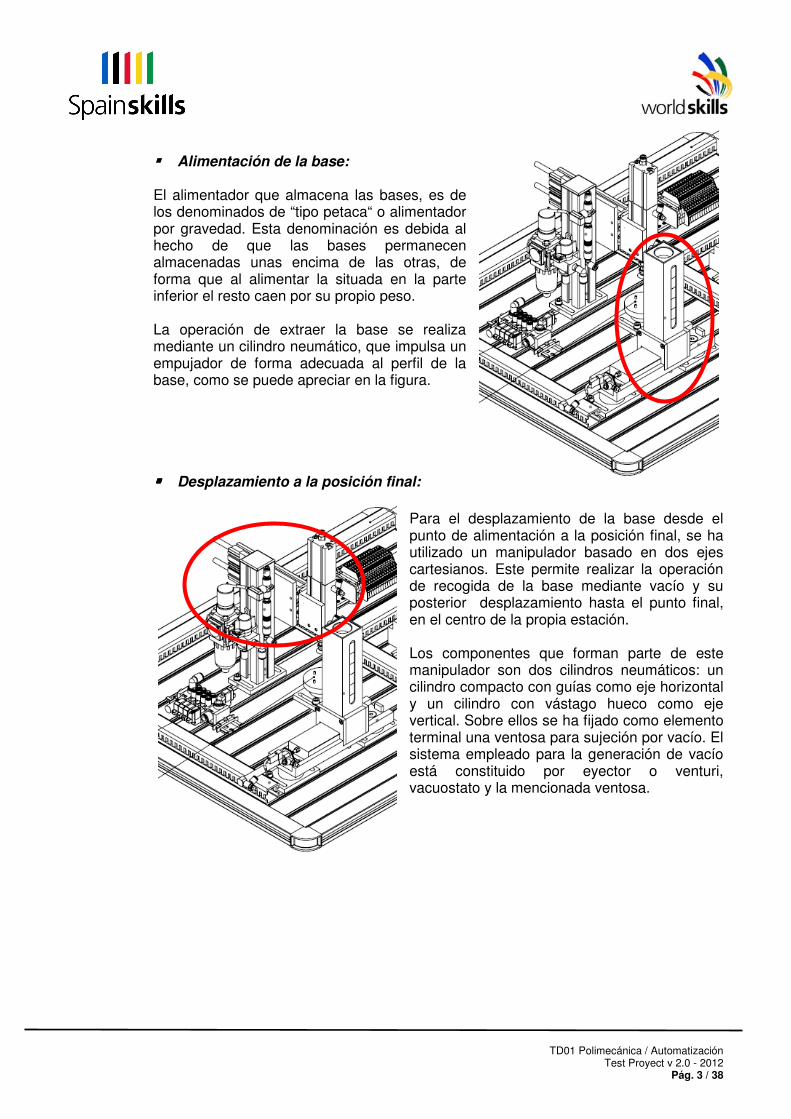
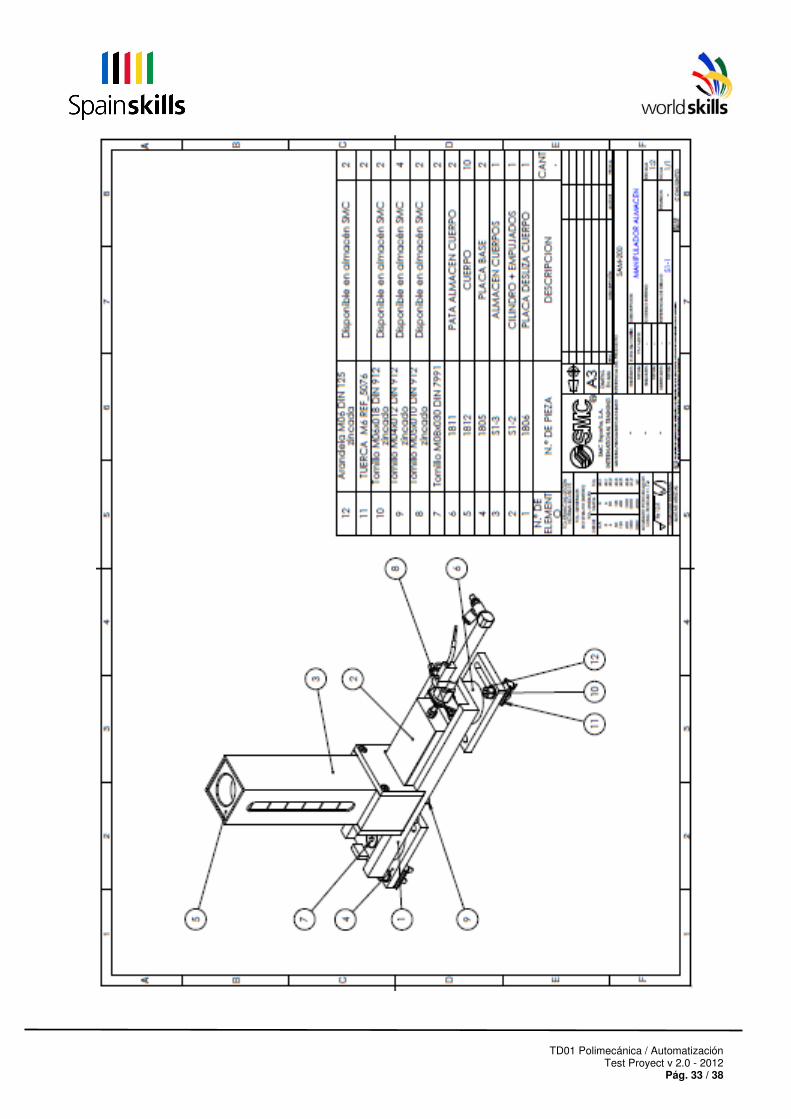
� Alimentación de la base:
El alimentador que almacena las bases, es de los denominados de “tipo petaca“ o alimentador por gravedad. Esta denominación es debida al hecho de que las bases permanecen almacenadas unas encima de las otras, de forma que al alimentar la situada en la parte inferior el resto caen por su propio peso. La operación de extraer la base se realiza mediante un cilindro neumático, que impulsa un empujador de forma adecuada al perfil de la base, como se puede apreciar en la figura.
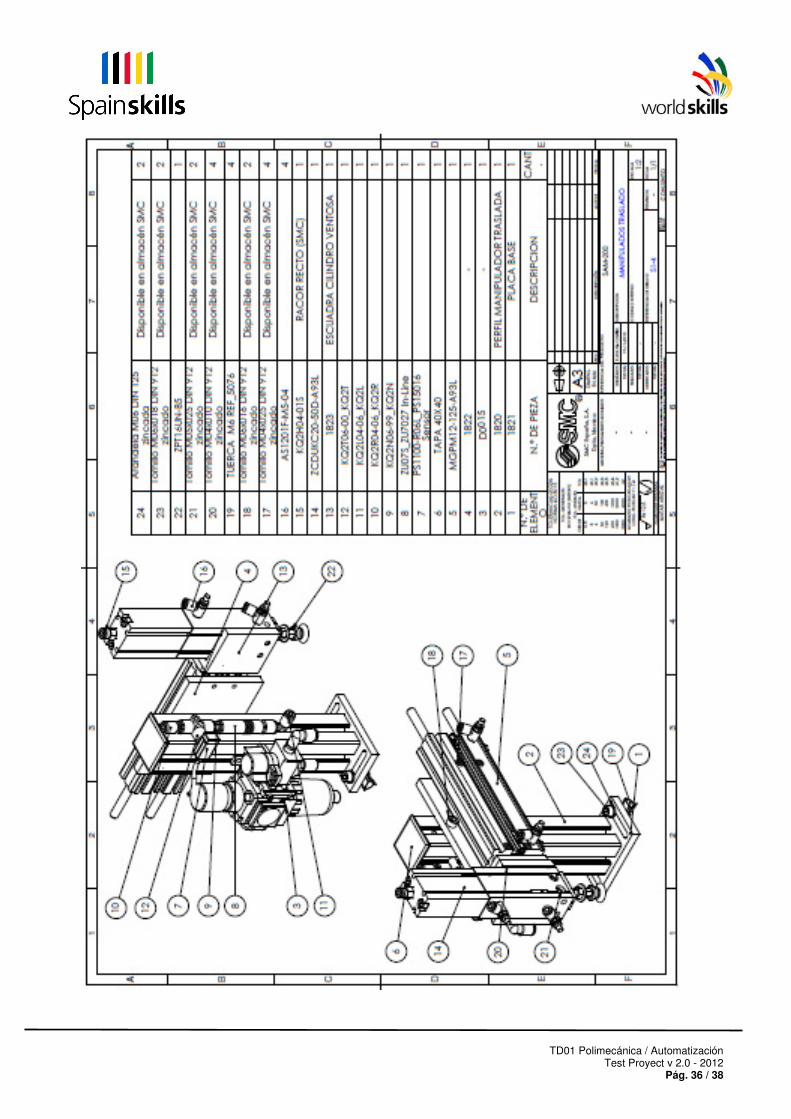
���� Desplazamiento a la posición final:
Para el desplazamiento de la base desde el punto de alimentación a la posición final, se ha utilizado un manipulador basado en dos ejes cartesianos. Este permite realizar la operación de recogida de la base mediante vacío y su posterior desplazamiento hasta el punto final, en el centro de la propia estación.
Los componentes que forman parte de este
manipulador son dos cilindros neumáticos: un cilindro compacto con guías como eje horizontal y un cilindro con vástago hueco como eje vertical. Sobre ellos se ha fijado como elemento terminal una ventosa para sujeción por vacío. El sistema empleado para la generación de vacío está constituido por eyector o venturi, vacuostato y la mencionada ventosa.

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 4 / 38
1.3 Datos técnicos
Dimensiones del panel:
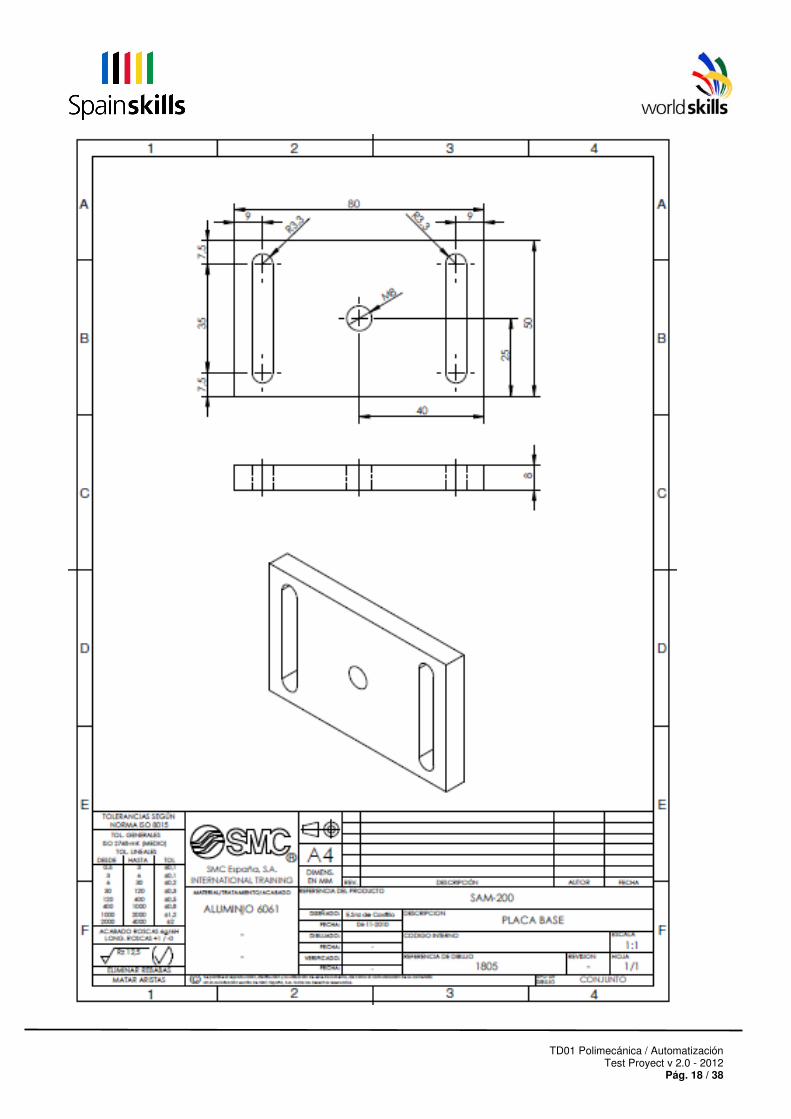
Encimera de aluminio de perfil ranurado, de 745 x 580 mm.
Unidad tratamiento aire: Filtro-regulador de presión 5 µm, con manómetro indicador y válvula manual.
Bloque de electroválvulas: Bloque de electroválvulas formado por tres electroválvulas monoestables y una biestable necesarias para controlar el movimiento de todos los actuadores neumáticos.
Botonera mando: Botonera de mando formada por interruptor general de encendido, pulsadores marcha, paro y rearme. Selector ciclo continuo/único y seta de emergencia.
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 5 / 38
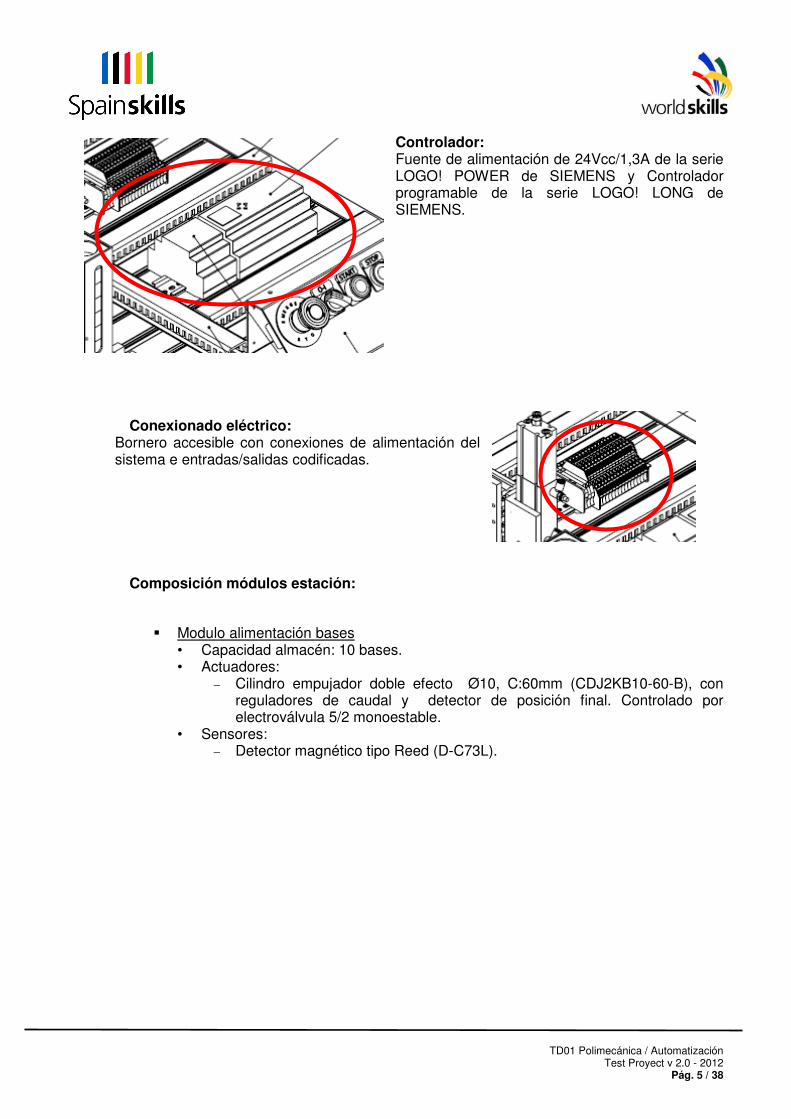
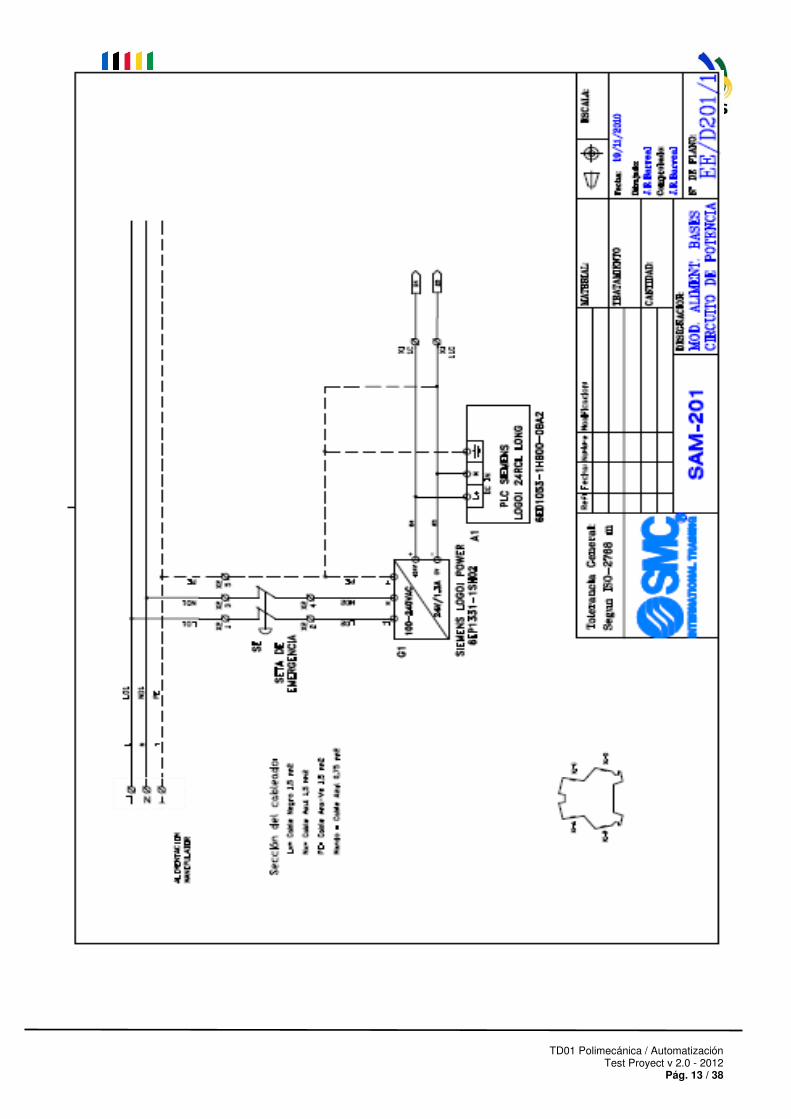
Controlador: Fuente de alimentación de 24Vcc/1,3A de la serie LOGO! POWER de SIEMENS y Controlador programable de la serie LOGO! LONG de SIEMENS.
Conexionado eléctrico: Bornero accesible con conexiones de alimentación del sistema e entradas/salidas codificadas.
Composición módulos estación:
� Modulo alimentación bases • Capacidad almacén: 10 bases. • Actuadores:
− Cilindro empujador doble efecto Ø10, C:60mm (CDJ2KB10-60-B), con reguladores de caudal y detector de posición final. Controlado por electroválvula 5/2 monoestable.
• Sensores: − Detector magnético tipo Reed (D-C73L).
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 6 / 38
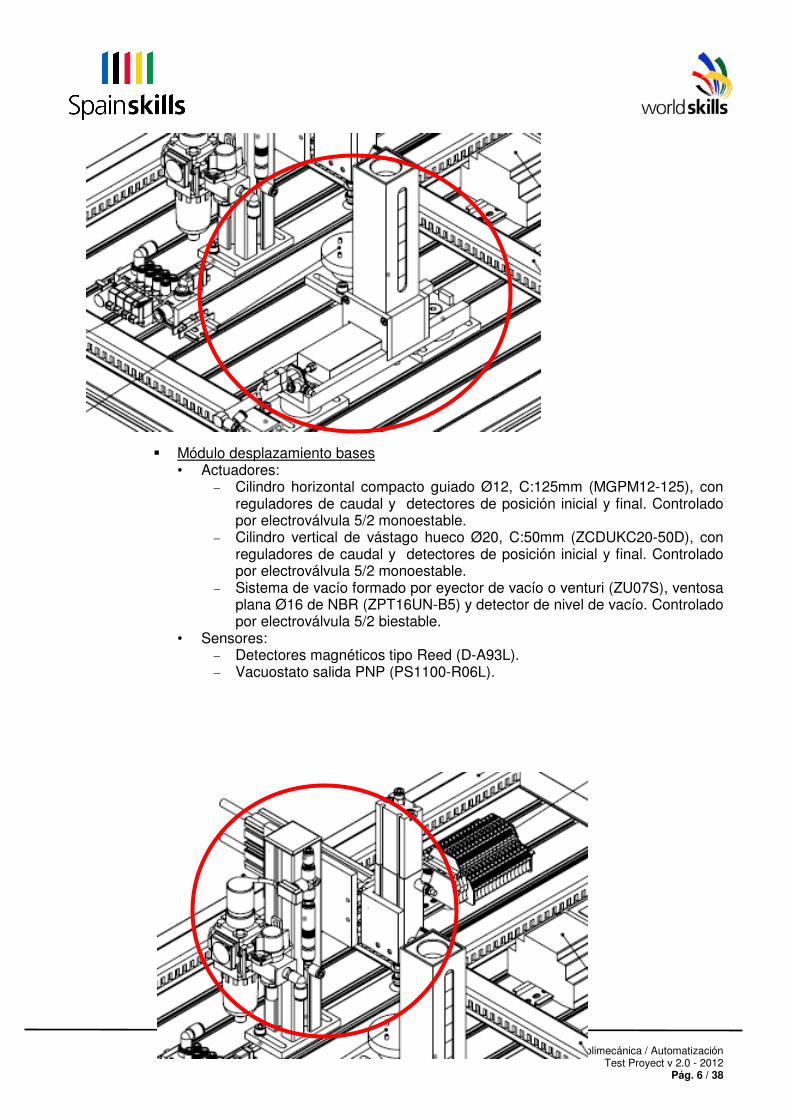
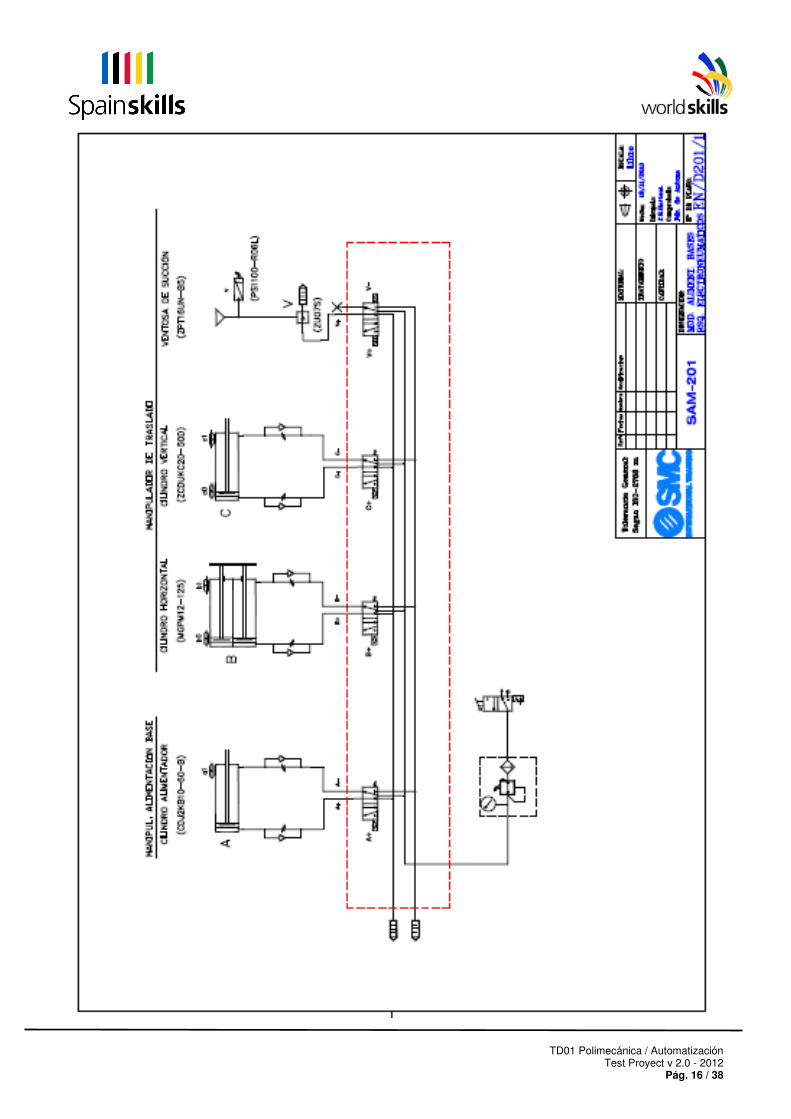
� Módulo desplazamiento bases • Actuadores:
− Cilindro horizontal compacto guiado Ø12, C:125mm (MGPM12-125), con reguladores de caudal y detectores de posición inicial y final. Controlado por electroválvula 5/2 monoestable.
− Cilindro vertical de vástago hueco Ø20, C:50mm (ZCDUKC20-50D), con reguladores de caudal y detectores de posición inicial y final. Controlado por electroválvula 5/2 monoestable.
− Sistema de vacío formado por eyector de vacío o venturi (ZU07S), ventosa plana Ø16 de NBR (ZPT16UN-B5) y detector de nivel de vacío. Controlado por electroválvula 5/2 biestable.
• Sensores: − Detectores magnéticos tipo Reed (D-A93L). − Vacuostato salida PNP (PS1100-R06L).

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 7 / 38
Módulo A: Montaje de la estación (incluida la fabricación de piezas)
Duración 12 horas
Total de puntos 60
En este apartado el competidor deberá realizar el montaje completo de la estación detallada. Algunos de los bloques de componentes que constituyen la estación se encontrarán despiezados, otros constituyen un bloque que se debe ensamblar. Así mismo algunas de las piezas necesarias para el montaje deben ser fabricadas. El mecanizado de las piezas se realizará mediante máquina herramienta convencional con sistemas incrementales digitales, como tornos, fresas o esmeriles. Toda la documentación necesaria para el montaje, ensamblado y/o fabricación de piezas será suministrada por la organización y se adjuntan como anexos a este documento. Los conocimientos teóricos requeridos se limitan a los necesarios para la realización del trabajo, no siendo objeto de evaluación. En todo momento se deberá aplicar la normativa sobre simbología y nomenclatura eléctrica y mecánica. Para valorar este apartado se tendrán en cuenta los siguientes aspectos:
• La interpretación de los planos. • El montaje y ensamblado • La distribución de los elementos conforme a lo requerido en la documentación. • Las tolerancias en las medidas según lo requerido • El acabado superficial de las piezas • La utilización de material suplementario
Módulo B: Instalación neumática y eléctrica
Duración 4 horas
Total de puntos 10
En este apartado el competidor debe realizar el cableado eléctrico y neumático de los sensores, actuadores y elementos de control que conforman la estación. Los esquemas eléctricos y neumáticos necesarios serán suministrados por la organización y se adjuntan como anexo a este documento. Los conocimientos teóricos requeridos se limitan a los necesarios para la realización del trabajo, no siendo objeto de evaluación. En todo momento se deberá aplicar la normativa sobre simbología y nomenclatura eléctrica y mecánica. Para valorar este apartado se valorará la práctica profesional teniendo en cuenta los siguientes aspectos:
• La interpretación de los esquemas. • La utilización de secciones y colores adecuados. • La utilización de punteras e identificadores. • La utilización de elementos de sujeción.

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 8 / 38
• La separación de circuitos (eléctrico y neumático). • La estética del cableado.
Módulo C: Programación del LOGO
Duración 2 horas
Total de puntos 10
En este apartado el competidor deberá realizar la programación del LOGO conforme a las especificaciones indicadas para el funcionamiento de la estación. Utilizará software de simulación para la verificación del funcionamiento. Para valorar este apartado se atenderá al grado de funcionamiento de la estación conforme a las especificaciones indicadas. Módulo D: Puesta en marcha y servicio de la instalación
Duración 4 horas
Total de puntos 20
En este apartado el competidor deberá realizar la puesta en marcha de la estación. Para ello se debe verificar el correcto funcionamiento de todos los componentes de la estación realizando los ajustes y/o modificaciones necesarios. Se debe verificar el funcionamiento del programa, optimizando su funcionamiento. Para valorar este apartado se valorará la práctica profesional teniendo en cuenta los siguientes aspectos:
• Funcionalidad de las piezas fabricadas. • Correcto funcionamiento de todos los componentes mecánicos. • Correcto funcionamiento de todos los componentes eléctricos y neumáticos. • Grado de funcionamiento de la estación conforme a los requerimientos y sin que se
produzcan colisiones, atascos, etc. • Optimización en la producción (tiempo en procesar un número determinado de piezas
en modo automático). .
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 9 / 38
ANEXO I
SAM-201: TABLA DE ENTRADAS/SALIDAS;
FUNCIONAMIENTO DE LA ESTACIÓN

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 10 / 38
ACCIÓN SÍMBOLO TIPO ENTRADAS 10
Pulsador marcha Pulsador paro Selector Auto/Man Pulsador reset Alimentador bases adelante Manipulador horizontal bases atrás Manipulador horizontal bases adelante Manipulador vertical bases a rriba Manipulador vertical bases abajo Vacío ventosas
m p a/m r a1 b0 b1 c0 c1 v
N.A. N.C. Conmutador N.A. Detector magnético Reed Detector magnético Reed Detector magnético Reed Detector magnético Reed Detector magnético Reed Vacuostato
SALIDAS 5
Avance alimentador bases Avance manipulador horizontal bases Bajada manipulador vertical bases Vacío ventosas
A+ B+ C+ V+ V-
EV Monoestable EV Monoestable EV Monoestable EV Biestable
Funcionamiento estándar de la estación:
El ciclo de trabajo básico de la estación es el que se detalla, previamente la estación debe estar situada en su posición inicial.
Posición inicial:
� Cargador de piezas lleno � Avance alimentador de bases desactivado (A-) � Manipulador horizontal de bases atrás (b0) (B-) � Manipulador vertical de bases arriba (c0) (C-) � Vacío ventosa desactivado (V-)
En cualquier modo de funcionamiento, al pulsar reset (r), la estación se situará automáticamente en esta posición realizando los movimientos ordenadamente de forma que no se produzcan colisiones.
Ciclo de trabajo básico:
� Pulsar marcha (m) � Avanza el alimentador de bases (A+) � Retrocede el alimentador de bases (A-) � Avance manipulador horizontal de bases (B+) � Bajada manipulador vertical de bases (C+). � Vacío ventosa (V+). � Subida manipulador vertical de bases (C-). � Retroceso manipulador horizontal de bases (B-). � Bajada manipulador vertical de bases C+. � Desactivar vacío ventosa (V-). � Subida manipulador vertical de bases (C-)
La estación puede trabajar en dos modos de funcionamiento; manual y automático mediante el correspondiente selector de modo (a/m).
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 11 / 38
Modo Automático:
En este modo la estación, con una única petición de marcha, procesará las bases de forma ininterrumpida hasta que se produzca una petición de paro.
Modo Manual:
En este modo la estación requerirá de una petición de marcha previa para avanzar en el ciclo de trabajo, es decir, por cada petición de marcha, sólo realizará un único movimiento del ciclo de trabajo descrito. Este modo está previsto para labores de mantenimiento de la estación. Paro:
El paro (p) sólo será efectivo en el modo automático. El paro (p) será de fin de ciclo, es decir, una vez se pulse se terminará de procesar la base y la estación quedará en la posición inicial a la espera de una nueva orden de marcha (m).
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 12 / 38
ANEXO II
SAM-201: ESQUEMAS ELÉCTRICOS Y NEUMÁTICOS
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 13 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 14 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 15 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 16 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 17 / 38
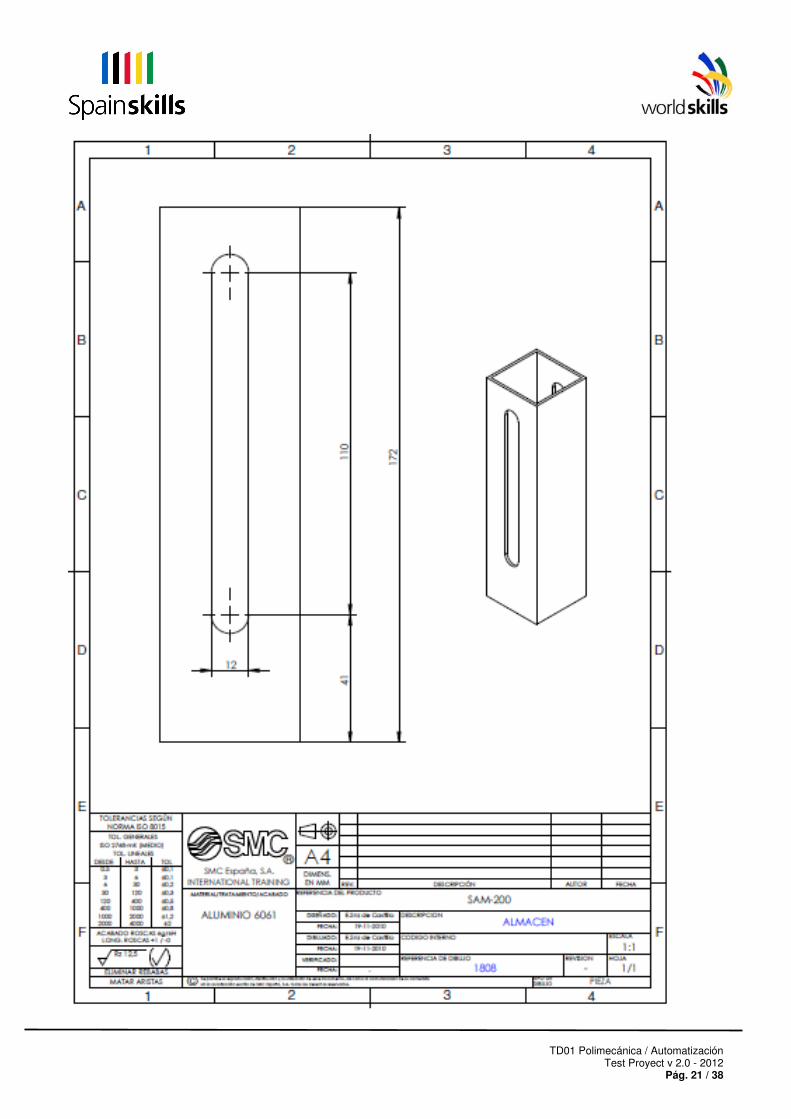
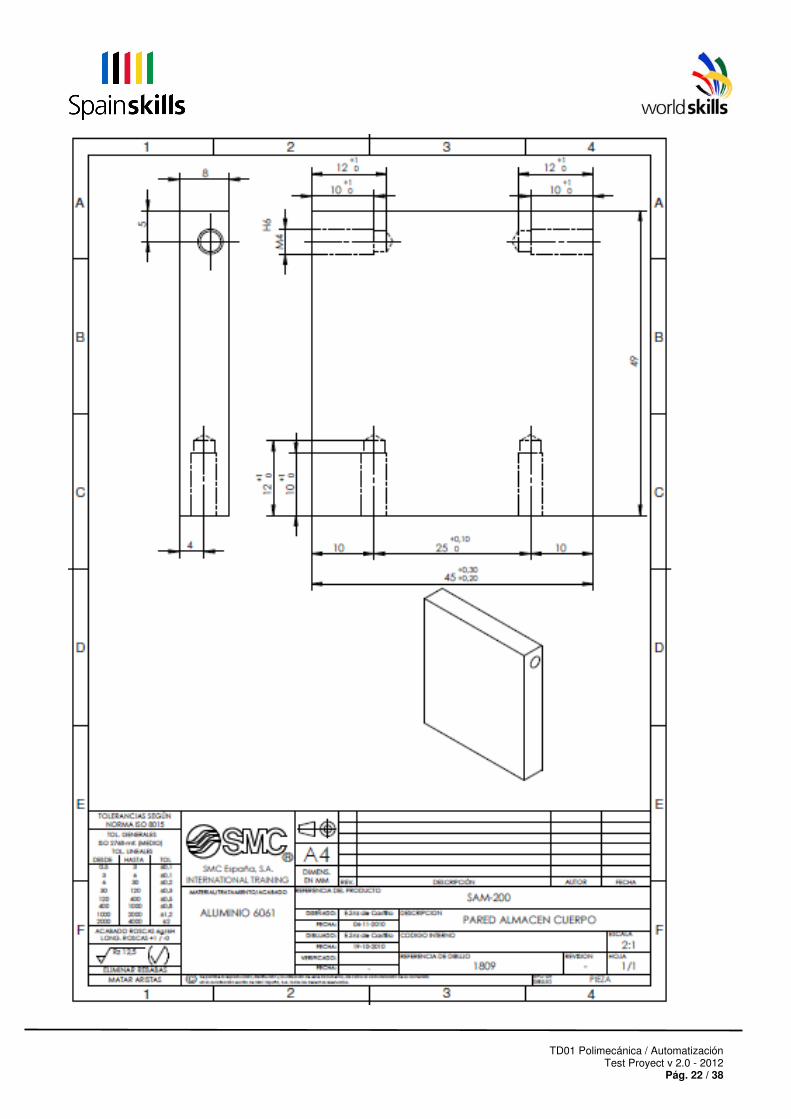
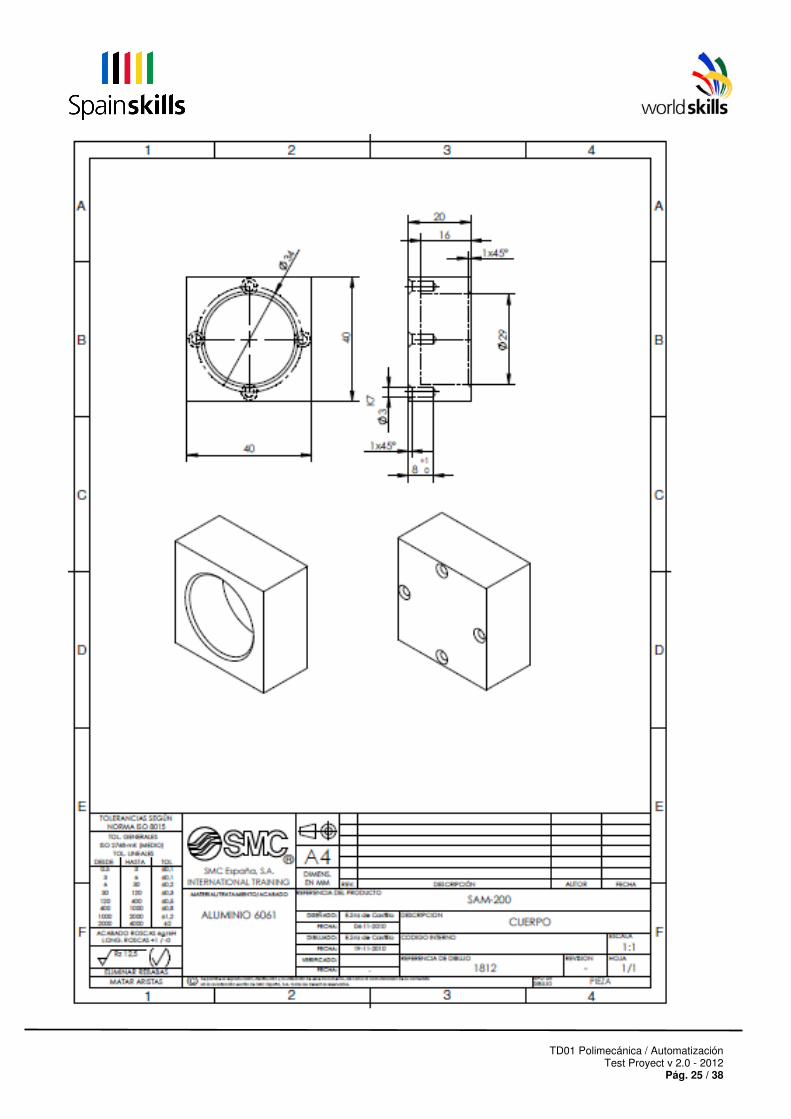
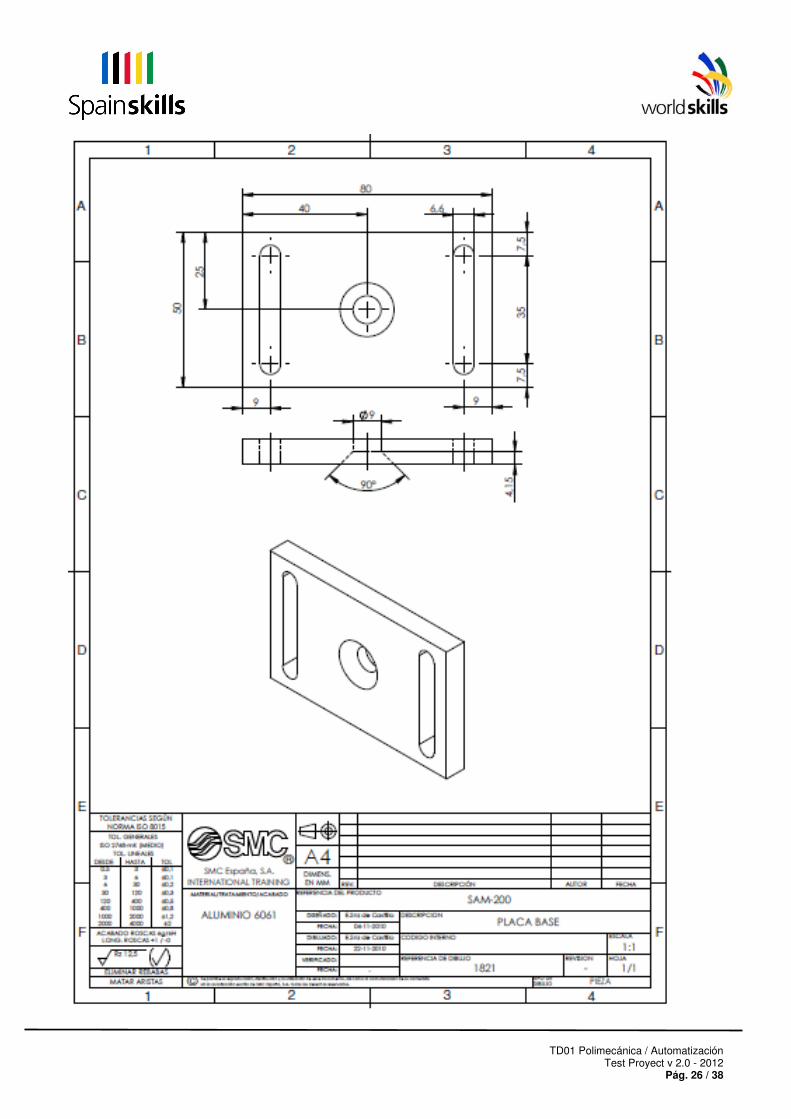
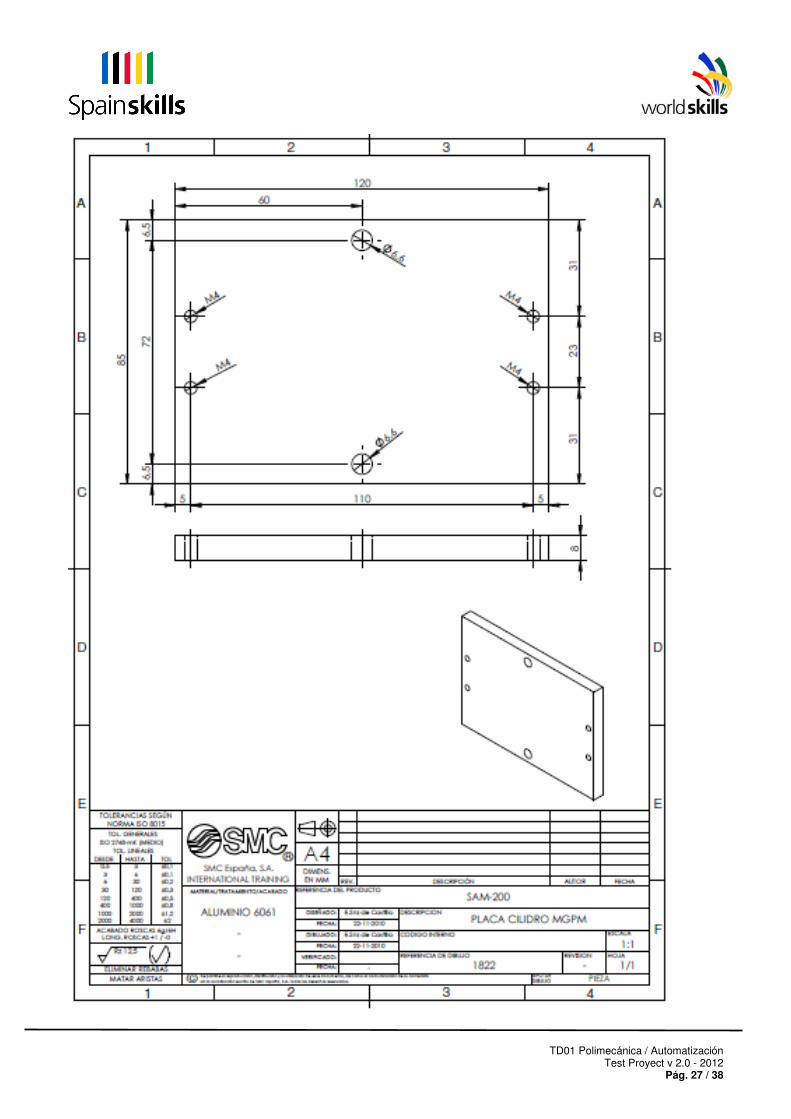
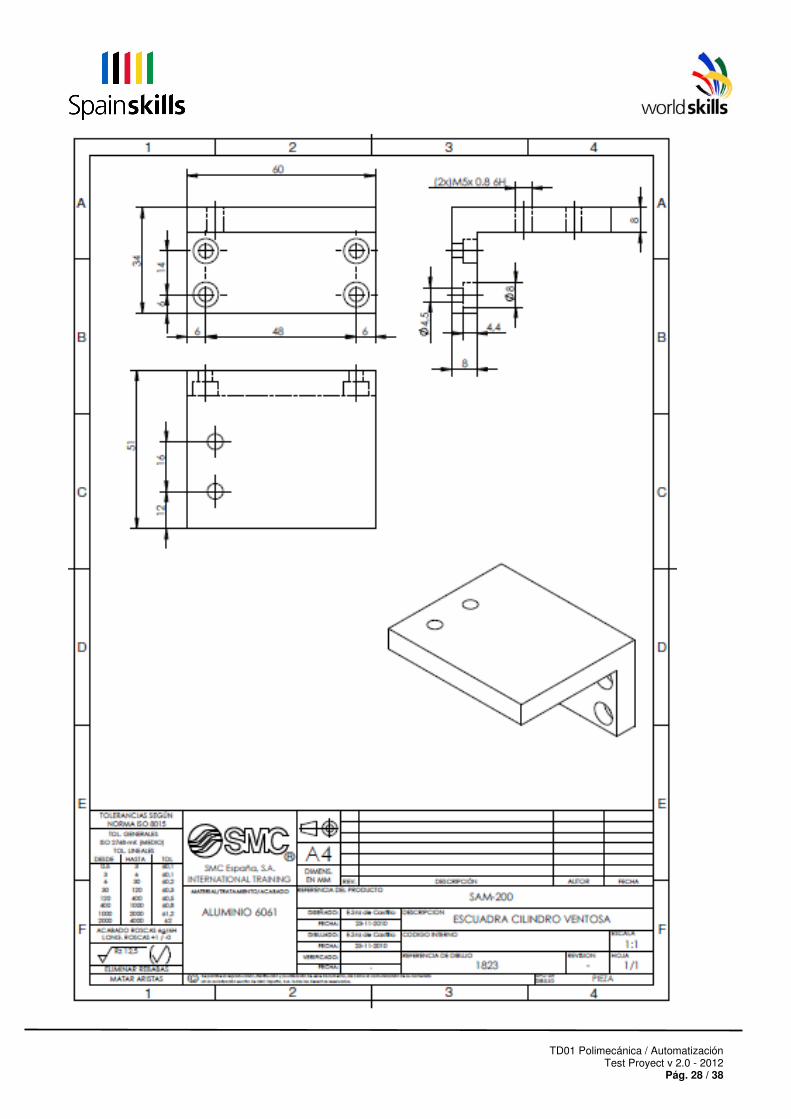
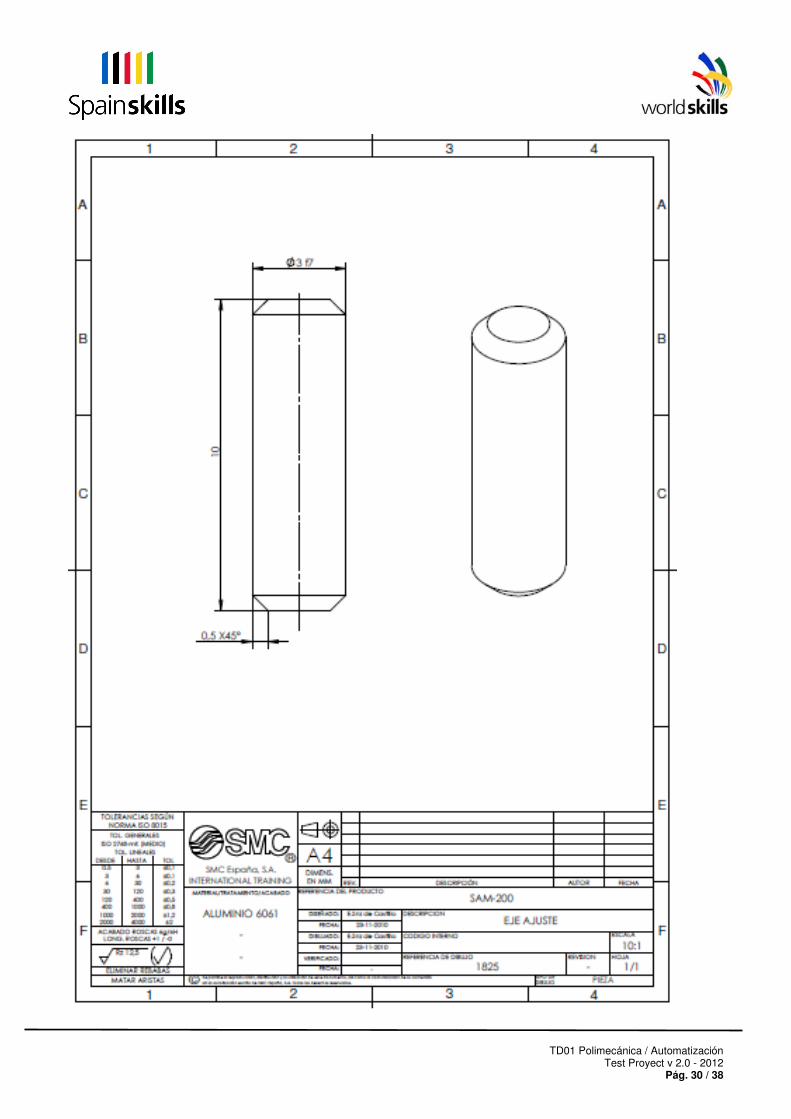
ANEXO III
SAM-201: PIEZAS SUSCEPTIBLES DE MECANIZAR
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 18 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 19 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 20 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 21 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 22 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 23 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 24 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 25 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 26 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 27 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 28 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 29 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 30 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 31 / 38
ANEXO IV
SAM-201: PLANOS DEL CONJUNTO

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 32 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 33 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 34 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 35 / 38
TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 36 / 38

TD01 Polimecánica / Automatización Test Proyect v 2.0 - 2012
Pág. 37 / 38