Torno
84
-
Upload
daniel-bejarano -
Category
Documents
-
view
15 -
download
2
description
Torno
Transcript of Torno


Conjunto de dispositivos que permiten el desplazamiento relativo entre la pieza y la herramienta con eliminación de material sobre la preforma.
LIMADORA
FRESADORA
TORNO

Se consideran tres ejes sobre los cuales se pueden desarrollar dos tipos de movimiento:
Movimiento Rotatorio Movimiento Lineal
Los ejes son identificados con las letras "Z", "Y" y "X"
El eje "Z" es el eje sobre el cual la herramienta o la pieza gira.
Los ejes "Y" y "X" se ubican de diferentes maneras según los fabricantes de las máquinas herramienta.

Tenemos:1. Movimiento corte Es el movimiento que tiene la pieza o la herramienta para que se logre el desprendimiento de la viruta. En el torno (PIEZA) y en la fresadora (FRESA). 2. Movimiento de avance Es el que permite a la herramienta desprender material de manera permanente y controlada.En el torno (MOV.UTIL) y en la fresadora (MOV.MESA). 3. Movimiento de penetración (alimentación) Es el que da la profundidad o espesor del material desprendido. En el torno y en la fresadora (CUANTO PENETRAMOS LA HERR).

Con estos se realizará el trabajo o ajustar los inicios o términos de las acciones de una máquina.
Manivela de avanceManivela de penetraciónAjuste de alturas o posiciónAjuste de velocidadesAjuste de avance automático

Atendiendo al movimiento relativo entre la herramienta y la pieza, las máquinas se pueden clasificar:

SIERRAS MECÁNICAS

LIMADORAS

BROCHADORAS

MORTAJADORAS

CEPILLADORAS

TALADRADORAS

FRESADORAS

PUNTEADORAS

MANDRINADORA

TORNOS

ELECTROESMERILADORAS

RECTIFICADORAS

ROSCADORA

SISTEMA CAD- CAM MAQUINAS (CNC)

La herramienta, al penetrar con su filo en el material, provoca la separación de viruta.
• El filo en forma de cuña abre el material. • El material aumenta su grueso por efecto de la fuerza• La partícula de metal se curva y desvía.• Cada partícula siguiente hace el mismo proceso.
• Espiral semi abierta
• Rollo espiral
• Espiral abierta• Troceada• Rollo espiral continua

ASPECTOS DE LA HERRAMIENTA:• La clase de herramienta; • Forma de la herramienta; • El material de que está constituida; • Los ángulos característicos de afilado.
• Herramientas de un solo filo, como las cuchillas del torno y de las limadoras.
• Herramientas de varios filos,
como las fresas y las brocas.
La clase de herramienta;

ASPECTOS DE LA HERRAMIENTA:• La clase de herramienta; • Forma de la herramienta; • El material de que está constituida; • Los ángulos característicos de afilado.
Para el torneado: cuchillas de cilindrar exteriores, de tronzar, de roscar interiores.
Para el fresado: fresa frontal, de ranurar, de tallar engranajes
Para el taladrado: brocas helicoidales, avellanadores.
Forma de la herramienta;

•En orden de menor a mayor dureza, estos son: Aceros al carbono. Aceros rápidos y extrarápidos. Aceros aleados al cobalto. Carburos metálicos.
Material que esta constituido el útil;
Poseen de un 0,6 al 2% de carbonoConservan el filo en buenas condiciones debajo de los 250°C si supera pierden dureza y se des gastan rápidamente
Aceros al carbono.(WS)
Aceros rápidos y extra rápidos. (HS). Y (HSS) Capacidad elevada de corte, alta dureza, Mecaniza hasta un temperatura de unos 600°C Posee Tugsteno en % menores, proporciona dureza

Posee cobalto en la proporción del 4 al 16%.Es eleva más la temperatura de trabajo, sin perder su capacidad de corte.
Aceros aleados al cobalto.
Carburos metálicos.Son aglomerados de varios metales refractarios: tungsteno, tántalo, molibdeno, su aglomerante :cobalto.Se conoce con el nombre de Widia.Soportan hasta 900°C.
Diamante. Material natural que soporta hasta 1800°C. Se utiliza como punta de algunas barrenas o como polvo abrasivo.

Las superficies de los útiles de las herramientas son:
Superficie de ataque. Parte por la que la viruta sale de la herramienta.
Superficie de incidencia. Es la cara del útil que se dirige en contra de la superficie de corte de la pieza.

Se denomina:“forma geométrica” de la herramienta. Tales ángulos son:· Ángulo de incidencia (α);· Ángulo de filo (β);· Ángulo de ataque, o de desprendimiento ( ).· Ángulo de Punta. (Buril de corte) (ε)

· Ángulo de incidencia (α);Este ángulo evita el rozamiento del dorso del filo contra la superficie de trabajo ,disminuye la resistencia al movimiento y el calor producido por el roce.
· Ángulo de filo (B);Está formado por las dos caras de la cuña de la herramienta,
· Ángulo de ataque (gama);Es el comprendido entre la cara de ataque y un plano perpendicular a la superficie de trabajo. · Ángulo de punta (ε);Permite definir el ancho de la viruta obtenida.

Afilado de las caras laterales del útil, logrando un ángulo promedio de 60º. Esto depende del material.Afilado frontal del ángulo de incidencia.Afilado del ángulo de ataque.Afilado de rompevirutas.
ALFA + BETA + GAMA = 90º

Aceros rápidos Materiales trabajar Metales duros Alfa Beta Gama Material Alfa Beta Gama
8 68 14 Acero sin alear hasta 70 kg/mm2 5 75 10 8 72 10 Acero moldeado 50 kg/mm2 5 79 6 8 68 14 Acero aleado hasta 85 kg/mm2 5 75 10 8 72 10 Acero aleado hasta 100 kg/mm2 5 77 8 8 72 10 Fundición maleable 5 75 10 8 82 0 Fundición gris 5 85 0 8 64 18 Cobre 6 64 18 8 82 0 Latón ordinario, latón rojo, fundición de
bronce 5 79 6
12 48 30 Aluminio puro 12 48 30 12 64 14 Aleaciones de alumnio para fundir y forjar 12 60 18 8 76 6 Aleaciones de magnesio 5 79 6
12 64 14 Materiales prensados aislantes (novotex baquelita)
12 64 14
12 68 10 Goma dura, papel duro 12 68 10 Porcelana 5 85 0

El mecanizado depende de:
•Velocidad de corte (Vc)
•Revoluciones de la máquina (n)
•Avance de la máquina. (a)
•Material de la herramienta
•Material de la pieza a mecanizar
•Robustez de la máquina
•Tipo de refrigeración

VELOCIDAD DE CORTE. (ft/min ;;; m/min)Velocidad con la cual un punto en la circunferencia de la pieza de trabajo pasa por la herramienta de corte en un minuto.
Refrendado, torneado, rectificación
Desbastado Acabado Roscado
Material pies/min
m/min pies/min
m/min pies/min m/min
Hierro 90 27 100 30 35 11
Acero 70 21 90 27 30 9
Hierro fundido 60 18 80 24 25 8
Bronce 90 27 100 30 25 8
Aluminio 200 61 300 93 60 18
METODO DE CÁLCULO:

REVOLUCIONES POR MINUTO (rpm)Es el número de vueltas que realiza el mandril en un minuto
Se puede comprobar por el METODO DEL ABANICO.

AVANCE DEL TORNO. [a](mm)Se define como la distancia que avanza la herramienta de corte a lo largo de la pieza de trabajo por cada revolución del husillo.Se controla con los engranes desplazables en la caja de engranes de cambio , o caja norton.
TABLA 1. AVANCES PARA DIVERSOS MATERIALES CON EL USO DE HERRAMIENTAS PARA ALTA VELOCIDAD
Desbastado Acabado
Material Pulgadas Milimetros Pulgadas Milimetros
Hierro 0.010 - 0.020 0.25 - 0.50 0.003 - 0.010 0.07 - 0.25
Acero 0.010 - 0.020 0.25 - 0.50 0.003 - 0.010 0.07 - 0.25
Hierro fundido 0.015 - 0.025 0.40 - 0.065 0.005 - 0.12 0.13 - 0.30
Bronce 0.015 - 0.025 0.40 - 0.65 0.003 - 0.010 0.07 - 0.25
Aluminio 0.015 - 0.030 0.40 - 0.75 0.005 - 0.010 0.13 - 0.25

CÁLCULO DEL TIEMPO DE MAQUINADO.Se deben tener en cuenta factores:•Velocidad•Avance •Profundidad del corte.
SECCION DE VIRUTA (Sv)Es la superficie de la sección transversal de la viruta. Se expresa en mm y se calcula por la fórmula:a = avance.p = profundidad de pasada.
Sv= a*p [mm2]

FUERZA DE MAQUINADO.Es la fuerza necesaria para mecanizar el material.
Ks=Presión de corte específicaF=Sv * Ks [Kg]
P=F * Vc [KW]
POTENCIA DE MAQUINADO (P)Potencia necesaria en el torno para mecanizar

TORNO PARALELOUNIDAD IV-V
A. Partes constitutivas del torno paraleloB. Características técnicas.C. Herramientas utilizadas en el torno paraleloD. Tipos de útil de corteE. Afilados del útil de corte según el materialF. Operación de refrentado.G. Elaboración de centros.H. Operación de cilindrado.I. Operación de taladrado.J. Operación de troceadoK. Operación de mandrinadoL. Torneado de conos M. Operación de moleteadoN. Operación de roscado (whitworth)O. Operación de roscado (cuadrada)P. Torneado de formaQ. Elaboración de una hoja de proceso y mantenimiento


Permite obtener piezas de revolución, es posible la obtención de superficies planas El movimiento principal en el torneado es de rotación y lo lleva la pieza.Los movimientos de avance y penetración los lleva la herramienta

Torno paralelo.- el movimiento principal de avance de la herramienta se realiza siempre paralelamente al eje horizontal de giro de las piezas.

· Torno al aire.- Para tornear piezas de gran diámetro y poca longitud.
Torno vertical.- Destinado a tornear piezas voluminosas y pesadas.

Torno revólver o semiautomáticoPara el trabajo en series pequeñas y medianas de piezas.Una torreta revólver en la que se disponen las herramientas en un orden preestablecido, según las sucesivas operaciones del proceso.

Torno automáticoMediante la alimentación de la barra, de unosmovimientos automáticos, generalmente por medio de le vas. Se emplea para el torneado de grandes series de piezas.

Tenemos:1. Movimiento corte La pieza gira sobre su eje realizando un movimiento de rotación denominado2. Movimiento de avance Paralelo al eje de la pieza, es quien define el perfil de revolución a mecanizar.3. Movimiento de penetración (alimentación) Perpendicular al anterior, es quien determina la sección o profundidad de viruta a extraer.


1)Dial selector de avances, 2) Selectores de avance 3) Selector sentido de avance, sentido de la rosca. 4) Interruptor principal (en la parte posterior) 5) Dial selector de velocidades 6) Palanca selectora de la gama de velocidades. 7) Pulsador de marcha (motor principal) 8) Pulsador de parada (motor principal) 9) Pulsador de parada de emergencia. 10) Pulsador para soltar el freno 11) Pulsadores de la bomba de refrigeración. 12) Pulsadores de la bomba hidráulica. 13) Pulsadores de plato de potencia. 14) Tornillo de blocaje del carro superior. 15) Tornillo de blocaje del carro transversal

16) Manivela de translación del carro superior. 17) Manivela de translación del carro transversal. 18) Tornillo de blocaje del carro longitudinal. 19) Blocaje de la caña del contrapunto. 21) Volante de translación de la caña. 22) Bulon de blocaje auxiliar del contrapunto. 23) Tornillo de desplazamiento del contrapunto. 24) Palanca de mando del husillo. 25) Volante de translación del carro longitudinal. 26) Mando de engrase central. 27) Regulación de disparo de avance. 28) Acoplamiento de avance. 29) Inversión del avance. 30) Acoplamiento del avance de roscado

Consta de cuatro partes principales: BANCADA CABEZAL FIJO CONTRAPUNTA O CABEZAL MOVIL CARRO PORTAHERRAMIENTABANCADA.-
Soporte y guía para las otras partes del torno. Está construida de fundición de hierro gris, hueca, con
nervaduras interiores para mantener su rigidez. En su parte superior lleva unas guías de perfil especial, para
evitar vibraciones, estas pueden ser postizas de acero templado y rectificado.

CABEZAL FIJO.- Es una caja de fundición ubicada en el extremo izquierdo del
torno, sobre la bancada. Contiene los engranajes o poleas que impulsan la pieza de
trabajo y las unidades de avance. Incluye el motor, el husillo, el selector de velocidad, el selector
de unidad de avance (también llamado Caja Norton).El husillo, o eje del torno, es una pieza de acero templado
sostiene el dispositivo de amarre de la pieza y la cinemática de la máquina

CONTRAPUNTA.- Se utiliza para servir de apoyo y poder colocar las piezas que
son torneadas entre puntos.Recibe elementos tales como mandriles portabrocas o brocas
para hacer taladrados.La contrapunta es de fundición, con una perforación cuyo eje
es coincidente con el eje del torno.Posee dos palancas-frenos: una para bloquear la contrapunta
sobre la bancada, y otra para bloquear el manguito dentro de la contrapunta.

CARRO PORTA HERRAMIENTAS.- Consta de :Carro Longitudinal, que produce el movimiento de avance,
desplazándose en forma manual o automática paralelo al eje del torno.
Carro Transversal, se mueve perpendicular al eje del torno de manera manual o automática, determinando la profundidad de pasada.
Carro Superior orientable (llamado Charriot), formado por:Base está apoyada sobre una plataforma giratoria para orientarlo
en cualquier dirección angular.Torre Portaherramientas dispositivo donde se coloca la
herramienta.

CARRO PORTA HERRAMIENTAS.-

Platos Universales de tres mordazas.Sirven para sujetar la pieza durante el mecanizado. Pueden ser de tres mordazas, parapiezas cilíndricas o con un número de caras laterales múltiplo de tres. Pueden tener un juego de mordazas invertidas, para piezas de diámetros grandes, y un juego de mordazas blandas, para materiales blandos o cuando no se quieren lastimar las piezas durante su agarre.
ACCESORIOS

Platos de cuatro mordazas, cuando la pieza a sujetar es de geometría variada.
ACCESORIOS
Plato liso de arrastre.Para ajustar una pieza entre puntas. Consta de un agujero central y un perno o tornillo de arrastre. No tiene mordazas.

Pinzas de apriete:Se coloca sacando el plato de arrastre y montándolas con un
dispositivo sujetador en el agujero del eje del torno.
Su inconveniente es que se pueden utilizar para un número muy reducido de diámetros
ACCESORIOS

ACCESORIOS
PuntosSujeta los extremos libres de las piezas de longitud considerable. Pueden ser:
FIJOS deben mantener su punta constantemente lubricada.GIRATORIOS no necesitan la lubricación, ya que cuentan en el
interior de su cabeza con un juego de dos rulimanes.

ACCESORIOS
LunetasSe utiliza cuando la pieza es muy larga y delgada, lo cual la tornará “flexible” .Pueden ser Fija o móvil.Constan de un cuerpo de fundición y patines de bronce o de rodamiento, regulables por medio de tornillos. LUNETA FIJA se sujeta por medio de una zapata inferior y un bulón y tuerca a la bancada misma. LUNETA MOVIL se sujeta por tornillos al carro y acompaña al mismo en su desplazamiento.

ACCESORIOS
BridasSujetan un extremo –el más cercano al plato- en los trabajos con montajeentre puntas.Constan de un cuerpo perforado central, una cola de arrastre y un tornillo que se ajustará sobre el diámetro de la pieza.

DEL EJE AL MOTOREl motor se encuentra en la parte inferior izquierda del torno. Se transmite su rotación al cabezal fijo por medio de un sistema polea- correa.El sistema de transmisión de poleas,denominado Lira transmitie las revoluciones desde el cabezalhasta la caja de velocidades de los movimientos automáticos, (CAJA NORTON)

DE LA CAJA NORTON A LOS AUTOMATICOSA la salida de la caja Norton, se encuentran dos barras: Una de se cción hexagonal o cilíndrica con chavetero, denominada Barra de Avances.Tornillo de filete cuadrado denominado Tornillo Patrón.
La Barra de Avances transmite las velocidades de la Caja Norton al interior del Delantal y a su vez a losavancesautomáticos de los carros longitudinal o transversal.

DE LA CAJA NORTON A LOS AUTOMATICOSEl Tornillo Patrón le transmite avances automáticos al carro longitudinal en los casos de roscados.



Montaje con lunetasUtilizado en piezas a mecanizar es larga y muy delgada. La forma es colocar lunetas donde se apoye la pieza.Las lunetas fijas, tienen tres o cuatro puntos de apoyo y se colocan sujetas a las guías de la bancada por una grapa y tuerca inferior.

Montaje con lunetasLa luneta móvil, se atornilla sobre el carro acompañando al mismo en su desplazamiento, ofreciendo dos o tres puntos de apoyo, siendo la herramienta el punto faltante.

RefrentadoTienen lugar limpiando el frente de la pieza. El cuerpo de la herramienta y el filo principal de corte, deben formar un ángulo pequeño contra la cara a mecanizar.Para la mejor formación de viruta, mecanizar a 90° como sea posible reduciendo la vibración.

CilindradoSe consigue mecanizando la cara lateral de la pieza, con movimientos de penetración perpendicularesal eje de la misma.Para un mejor desprendimiento de la viruta, se recomienda que el útil forme 90º (92º-93º) con la pieza.

PerforadosSe efectúa en la cara frontal de la pieza, coincidiendo con la dirección de su eje.El plato gira con el material, y se perfora con un útil de corte en su eje.Esta herramienta de corte puede ser una broca (mecha) colocada en un portabrocas (mandríl).

Desbaste cónicoSe realiza avanzando con el carro superior (charriot) en lugar de hacerlo con el longitudinal.Se mecaniza manualmente, teniendo superficies de terminación algo imperfectas.Se afloja las tuercas de la base del charriot gira sobre el carro transversal un determinado ángulo.

Desbaste cónicoOtra forma de hacer conos en el torno, es corriendo lateralmente la contrapunta sobre su base.Para tornear conos largos (si la conicidad no es pronunciada) se puede mover lateralmente la contrapunta.Ajustando o aflojando los tornillos de registro laterales del cuerpo de la contrapunta, Solo podemos hacer con un montaje entre puntas.

Para calcular el ángulo para lateral de la contrapunta, utilizamos la siguiente fórmula: CONOS CORTOS
Tang (&)= D-d / 2LDonde:D:Diámetro mayor del conod:Diámetro menor del conoL:Longitud del cono

Para calcular el desplazamiento lateral de la contrapunta, utilizamos la siguiente fórmula: CONOS LARGOS
Donde:D:Diámetro mayor del conod:Diámetro menor del conoL:Longitud del cono

RanuradoEs la operación en la cual una herramienta de perfil delgado, penetra en la pieza perpendicularmente asu eje. Debe tenerse especial cuidado en el mecanizado, ya que se someterá al inserto a esfuerzos adicionales.

RoscadoEs la operación en donde se talla la forma de un filete de rosca.Mientras la pieza gira a una velocidad moderada, o un número de revoluciones por minuto determinada (n), la herramienta avanza paralela a su eje labrando una hélice.En estos casos, el avance (fn) es igual al paso dela rosca (p).

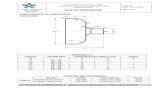
PARTES DEL PERFIL DE UNA ROSCA
Filete: nombre que recibe la forma triangularcaracterística de una rosca. También llamada hilo.Paso: distancia entre filete y filete consecutivos.Diámetro exterior Diámetro interior: también llamado de fondo o de agujero Profundidad de la rosca:

La cantidad de entradas indican cuántas hélices están presentes. Generalmente sólo hay una hélice presente.

REPRESENTACION DE ROSCAS:

PROCEDIMIENTOSe coloca la herramienta perfectamente centrada con el eje de la pieza.Si se debe inclinar el charriot, se calculará el ángulo B de inclinación con respecto al eje del torno de acuerdo a: B= 90º - α/2Si la rosca es métrica, α será 60º, por lo tanto B será 60º; si es Whitworth α es de 55º, por lo que B resultará ser de 62º30´.

PROCEDIMIENTOEncendido del torno, la herramienta comenzará a labrar la hélice de rosca sobre la pieza, conectando la máquina.Al final del roscado, detengo la máquina sin levantar la palanca del tornillo patrón.Profundizar con el charriot “en flanco” de acuerdo a valores recomendados para la herramienta

Para verificar la profundidad del roscado, puedo valerme de un peine de roscas, o calcular la profundidad necesaria.

MoleteadoMecanizado en el torno que no desprende viruta, ya que trabaja comprimiendo sobre la superficie lateral de la pieza, una o dos ruedas con un labrado especial.Esta herramienta, llamada molete, dibuja sobre el material, un grabado cuya finalidad es evitar el deslizamiento en superficie que requieran agarre.

Torneados interioresTodas las operaciones mencionadas para mecanizarlas en el exterior de la pieza (con excepción del moleteado), pueden realizarse en el interior de la pieza.Previamente la pieza debe ser perforada para permitir el ingreso de la herramienta propiamente dicha para el torneado.

MANTENIMIENTO PREVENTIVO Limpieza de la máquina.-1. Una vez finalizada cualquier operación mecánica, antes
de dejar el trabajo.
2. Una vez por semana se debe proceder a hacer una limpieza especial repasando todos los órganos de la máquina.
3. Después de sacar las virutas y el polvo con un cepillo o con un trapo, es menester limpiar las guíasde los carros con querosén y un trapo limpio.

MANTENIMIENTO PREVENTIVO Lubricación.-Salvo que las instrucciones del torno indiquen otra cosa, todos los órganos en movimiento deben ser lubricados al menos una vez al día, generalmente después del aseo; los engranajes se lubrican con aceite.No basta llenar los puntos de aceite de la máquina, es necesario asegurarse de que los tubitos que llevan el aceite a los órganos interiores no estén obstruidos por la suciedad. La lubricación debe hacerse con justo criterio y sin economía, la cual acarrearía un desgaste más rápido de las máquinas.Por otra parte, la demasiada abundancia constituirá un inútil desperdicio.