
Toma de Medidas - tecnun.es · Indicadores: instrumentos con un indicador (pie de rey,...
35
Toma de Medidas • Comprobar si la pieza mecanizada en el taller coincide con la del plano. • Instrumentos: Medición, Comparación • Medir es comparar una diemensión con un aparato de medición (12.57 mm)
-
Upload
nguyencong -
Category
Documents
-
view
219 -
download
0
Transcript of Toma de Medidas - tecnun.es · Indicadores: instrumentos con un indicador (pie de rey,...

Toma de Medidas
• Comprobar si la pieza mecanizada en el taller coincide con la del plano.• Instrumentos: Medición, Comparación• Medir es comparar una diemensión con un aparato de medición (12.57
mm)
Toma de Medidas II
• Medios de verificación:a.-Aparatos de medida:
Indicadores: instrumentos con un indicador (pie de rey, miecrómetro, etc)Aparatos que materializan la medida (cala patrón)
b.-calibres:
elementos de verificación que materializan la medida (comrpobador de roscas)
c.-medios auxiliares.
Toma de Medidas III
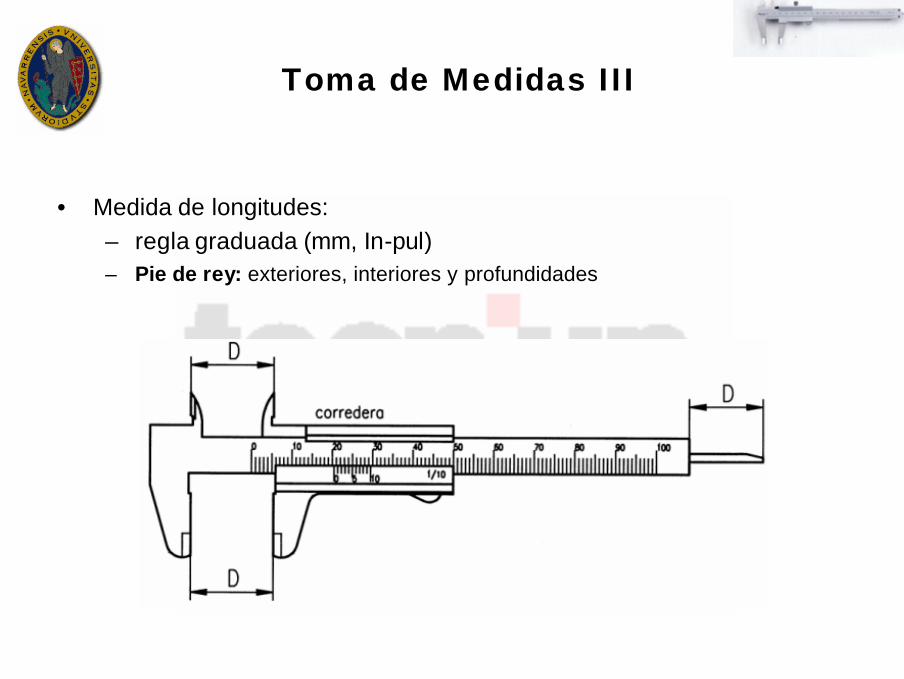
• Medida de longitudes:– regla graduada (mm, In-pul)– Pie de rey: exteriores, interiores y profundidades
Toma de Medidas IV
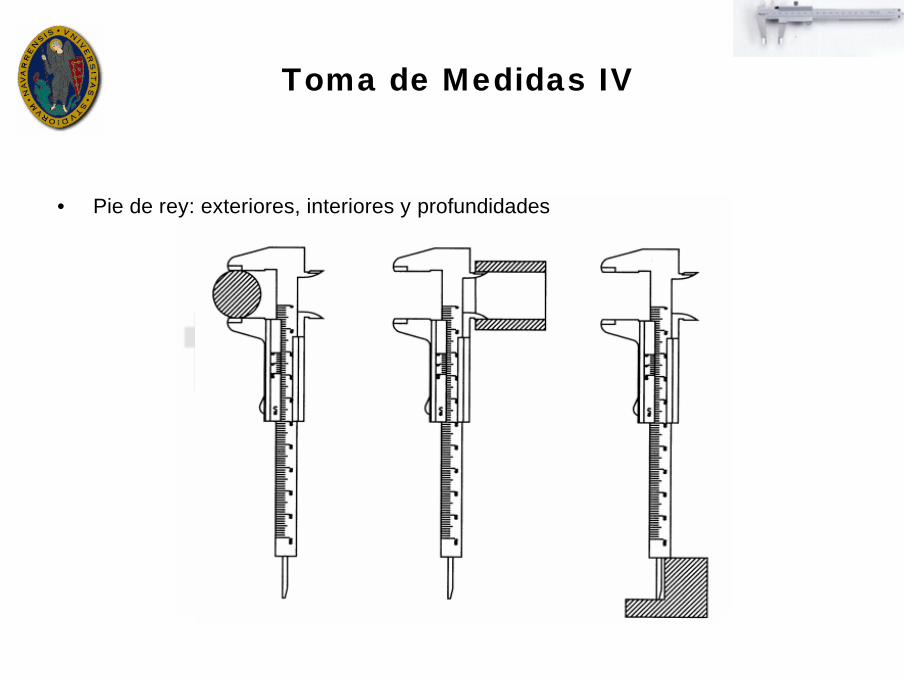
• Pie de rey: exteriores, interiores y profundidades
Toma de Medidas V
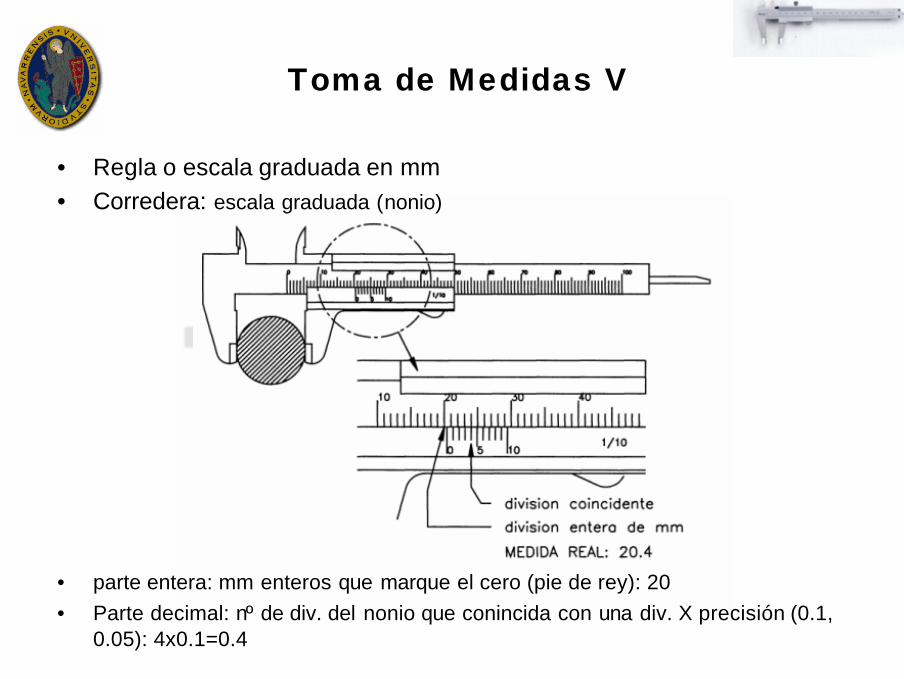
• Regla o escala graduada en mm• Corredera: escala graduada (nonio)
• parte entera: mm enteros que marque el cero (pie de rey): 20• Parte decimal: nº de div. del nonio que conincida con una div. X precisión (0.1,
0.05): 4x0.1=0.4
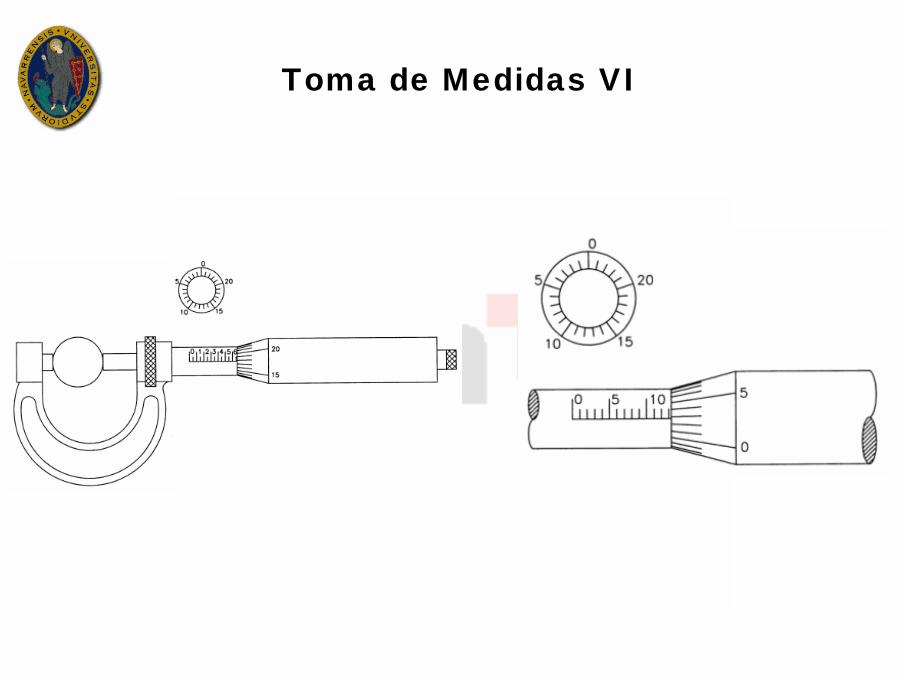
Toma de Medidas VI
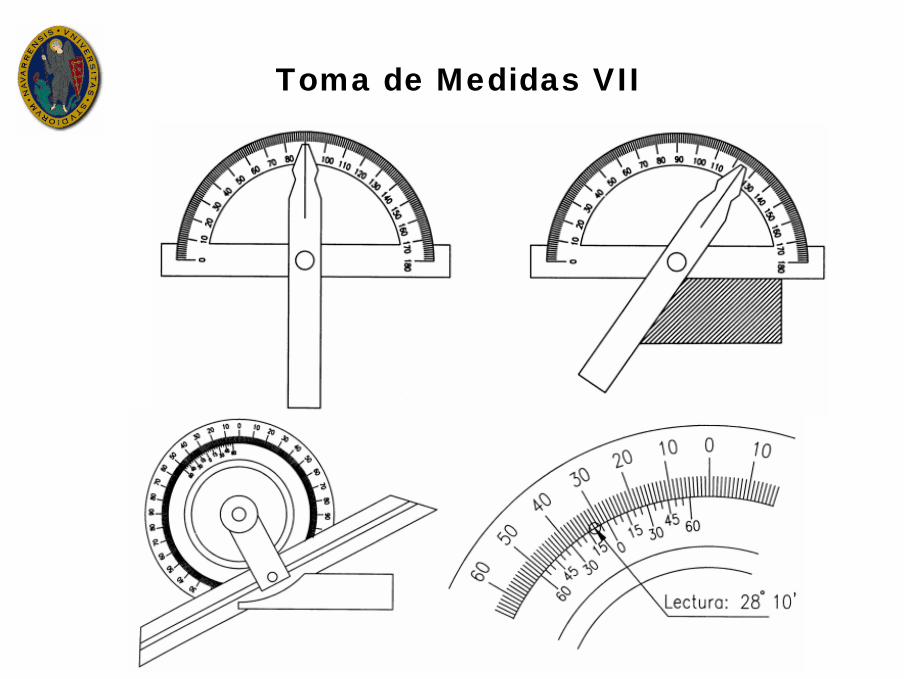
Toma de Medidas VII

Toma de Medidas VIII

Toma de Medidas IX
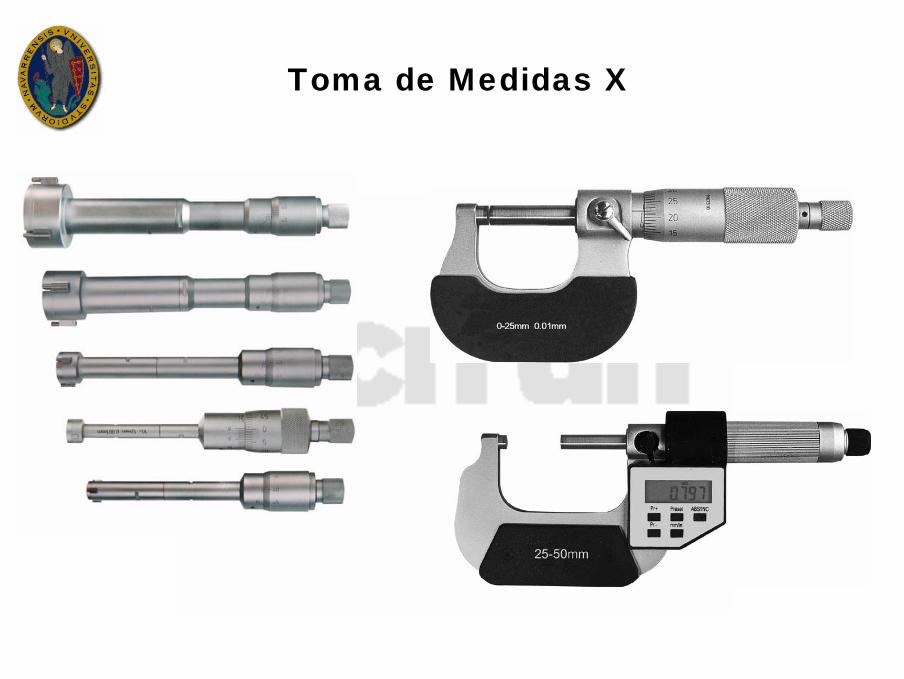
Toma de Medidas X
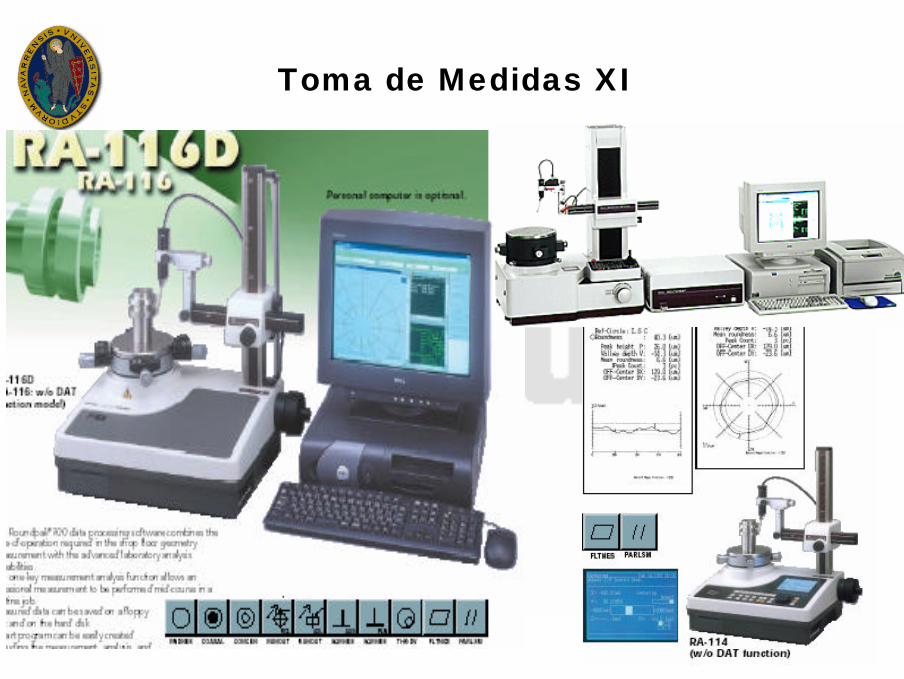
Toma de Medidas XI

Toma de Medidas XII
• MMC
• Rugosímetro

MMC

¿Qué son las Máquinas de medición por Coordenadas (MMC)?
• Son instrumentos de medición con los cuales se pueden medir características geométricas tridimensionales de objetos en general.
• http://www.hexagon.es/
Las arquitecturas de la MMC
• Cantilever con mesa fija • Puente móvil • Gantry• Puente en forma de “L”• Puente fijo • Cantilever con mesa móvil • Columna • Brazo móvil, brazo horizontal • Mesa fija brazo horizontal • Brazo articulado• sólo veremos las que tienen una mayor difusión en la
industria.

Cantilever con mesa fija
• Es un tipo de arquitectura que actualmente no se usa mucho y que en un principio se aplicó a CMMs manuales.

Puente móvil
• Se trata sin lugar a dudas del tipo de CMMs más utilizadas.

Gantry
• Este tipo de arquitectura permite crear los auténticos “gigantes”en CMMs ; con esta arquitectura se han podido crear máquinas con un volumen de medición mayor a 100m3
Una CMM con arquitectura “gantry” (y doble carro)

Horizontal

Brazos de medición portátil

Digitalización de alta velocidad por cortina láser
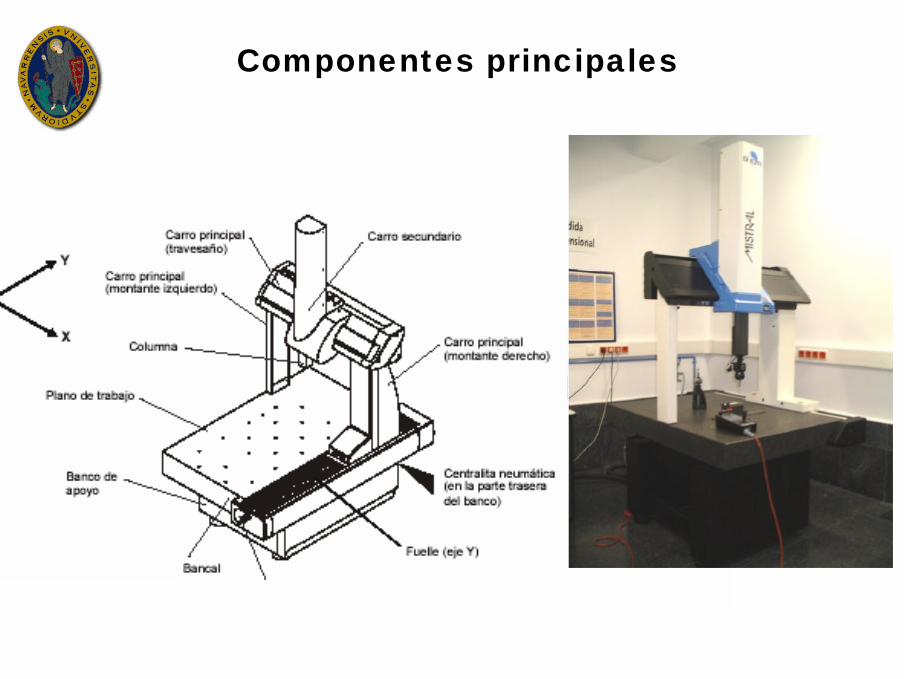
Componentes principales
¿Cómo funcionan?
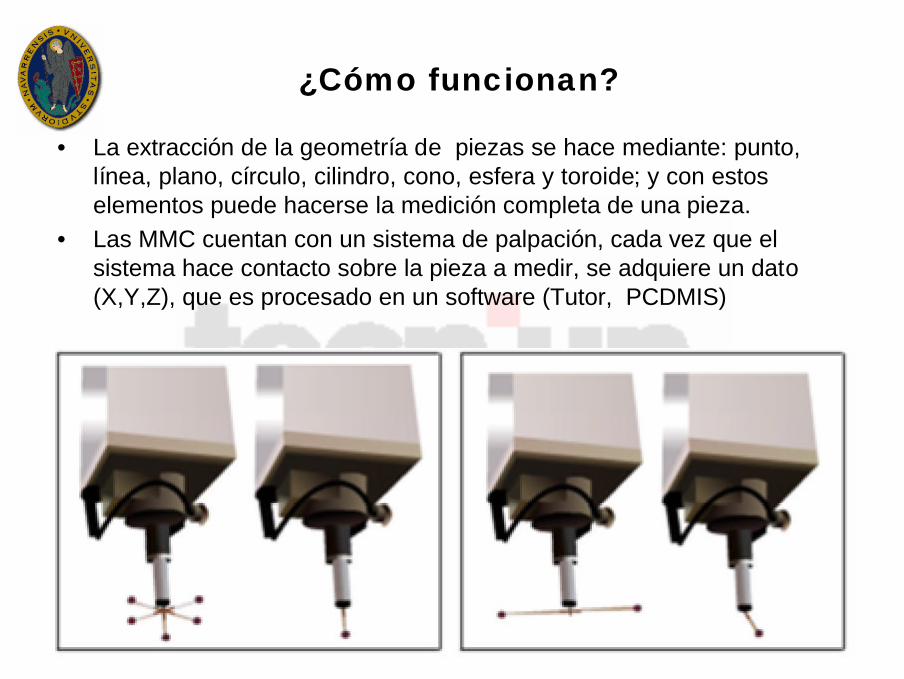
• La extracción de la geometría de piezas se hace mediante: punto, línea, plano, círculo, cilindro, cono, esfera y toroide; y con estos elementos puede hacerse la medición completa de una pieza.
• Las MMC cuentan con un sistema de palpación, cada vez que el sistema hace contacto sobre la pieza a medir, se adquiere un dato (X,Y,Z), que es procesado en un software (Tutor, PCDMIS)
¿Qué son los sistemas de referencia?
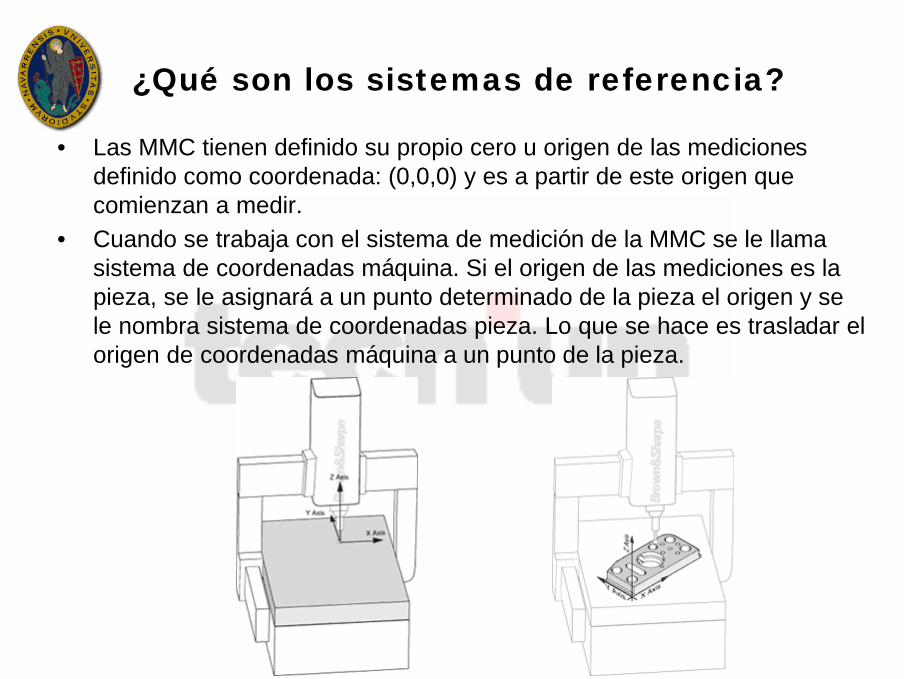
• Las MMC tienen definido su propio cero u origen de las mediciones definido como coordenada: (0,0,0) y es a partir de este origen que comienzan a medir.
• Cuando se trabaja con el sistema de medición de la MMC se le llama sistema de coordenadas máquina. Si el origen de las mediciones es la pieza, se le asignará a un punto determinado de la pieza el origen y se le nombra sistema de coordenadas pieza. Lo que se hace es trasladar el origen de coordenadas máquina a un punto de la pieza.

¿Qué son los alineamientos?• Al colocar la pieza no queda perfectamente paralela a los ejes de
medición de la MMC, de tal forma que si se quiere medir un punto en el espacio de la pieza se estará introduciendo un error de alineamiento. A fin de eliminar este error es necesario alinear la pieza. Puede emplearse dos métodos :
• 1. se puede alinear mecánicamente, es decir, manualmente, • 2. mediante el software de la MMC, que consiste en rotar ó asignar los
ejes de la MMC a los ejes de la pieza. Las (Xm, Ym, Zm) coordenadas máquina pasarán a ser (Xp, Yp, Zp) coordenadas pieza.
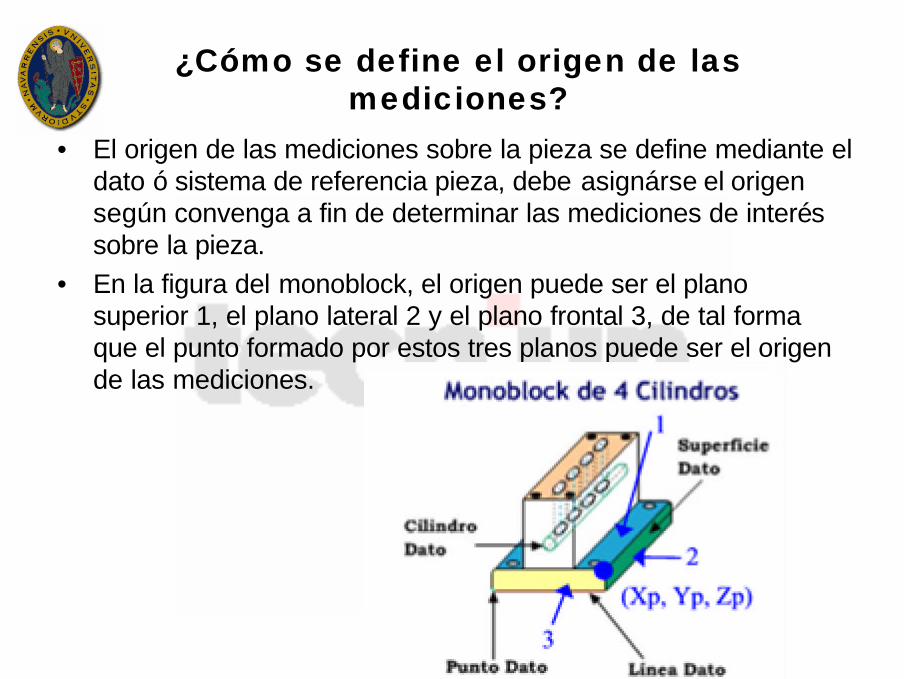
¿Cómo se define el origen de las mediciones?
• El origen de las mediciones sobre la pieza se define mediante eldato ó sistema de referencia pieza, debe asignárse el origen según convenga a fin de determinar las mediciones de interés sobre la pieza.
• En la figura del monoblock, el origen puede ser el plano superior 1, el plano lateral 2 y el plano frontal 3, de tal forma que el punto formado por estos tres planos puede ser el origen de las mediciones.

Sistema de Palpado
• La MMC debe realizar las mediciones sobre la pieza adquiriendo datos de medición mediante el palpador. Una vez que se enciende la MMC ó que se empieza un programa de medición el operador debe asegurarse de calificar ó reconocerla ubicación y diámetro de la esfera de palpación; para ello se usa una esfera patrón.

Características geométricas de las piezas fabricadas I
Símbolos de características geométricas.• Rectitud: Una condición en la que todos los puntos forman una
línea recta, la tolerancia se especifica con la representación de dos líneas paralelas.
• Planitud: Todos los puntos en una superficie están en un plano, la tolerancia se especifica con dos planos paralelos.
• Redondez o circularidad: Todos los puntos de una superficie forman un círculo. La tolerancia se especifica con la definición de dos círculos concéntricos.
• Cilindridad: Todos los puntos de una superficie son equidistantes a un eje común. Una tolerancia cilíndrica especifica una zona de tolerancia definida por dos cilindros concéntricos.
Características geométricas de las piezas fabricadas II
• Forma de una superficie/Perfil de una superficie: Un método de tolerancia para controlar superficies irregulares, líneas, arcos o planos normales. Los perfiles se pueden aplicar a elementos de líneas individuales o a toda la superficie de la pieza. La tolerancia del perfil especifica un límite uniforme a lo largo del perfil real dentro del que se deben situar los elementos de la superficie.
• Inclinación/Angularidad: La condición de una superficie o eje que forma un ángulo específico (aparte de 90º) con otro eje o plano. La zona de tolerancia está definida por dos planos paralelos al ángulo básico específico desde el eje o plano de un dato.
• Perpendicularidad: La condición de una superficie o eje que forma un ángulo recto con otro plano o eje. La tolerancia de perpendicularidad especifica una zona definida por dos planos perpendiculares al otro plano o eje del dato o una zona definida por dos planos paralelos perpendiculares al eje del dato.
• Paralelismo: La condición de una superficie o eje equidistantes a todos los puntos desde el plano o eje del dato. La tolerancia del paralelismo especifica una zona definida por dos planos o líneas paralelas al plano o eje del dato o una zona de tolerancia cilíndrica cuyo eje es paralelo al eje de un dato.
Características geométricas de las piezas fabricadas III
• Coaxialidad/Concentricidad: Los ejes de todos los elementos locales cruzados de una superficie de revolución son comunes a la característica del eje del dato. La tolerancia de la concentricidad especifica una zona de tolerancia cilíndrica cuyo eje coincide con el eje del dato.
• Posición: Una tolerancia de posición define una zona en la que el eje central o plano central puede variar desde la posición real (teóricamente exacta). Las dimensiones básicas establecen la posición real a partir de las características de los datos y entre características interrelacionadas. Una tolerancia de posición es la variación total admisible entre la situación de una característica y su situación exacta. Para características cilíndricas como agujeros y diámetros externos, la tolerancia de posición es, por lo general, el diámetro de la zona de tolerancia, donde se deben situar los ejes de la característica. Para las características que no sean redondeadas, como ranuras y lengüetas, la tolerancia de posición es el ancho de la zona de tolerancia donde se debe situar el centro del plano de la característica.

Características geométricas de las piezas fabricadas IV
• Control circular: Permite controlar los elementos circulares de una superficie. La tolerancia se aplica independientemente a cualquier posición circular de medición ya que la pieza se puede rotar 360º. Una tolerancia de control circular aplicada a superficies construidas alrededor del eje de un dato controla las variaciones acumulativas de circularidad y axialidad. Cuando lo aplicamos a superficies construidas en ángulos rectos al eje del dato, controla elementos circulares de la superficie de un plano.
• Control total: Ofrece control compuesto de todos los elementos de la superficie. La tolerancia se aplica de forma simultanea a elementos circulares y longitudinales ya que la pieza se rota 360º. El control total permite controlar la variación acumulativa de circularidad, cilindridad, rectitud, coaxialidad, angularidad, conicidad y perfil siempre que se aplique a superficies construidas alrededor del eje de un dato. Cuando se aplica a superficies construidas en ángulo recto en relación con el eje del dato, controla las variaciones acumulativas de perpendicularidad y de plano
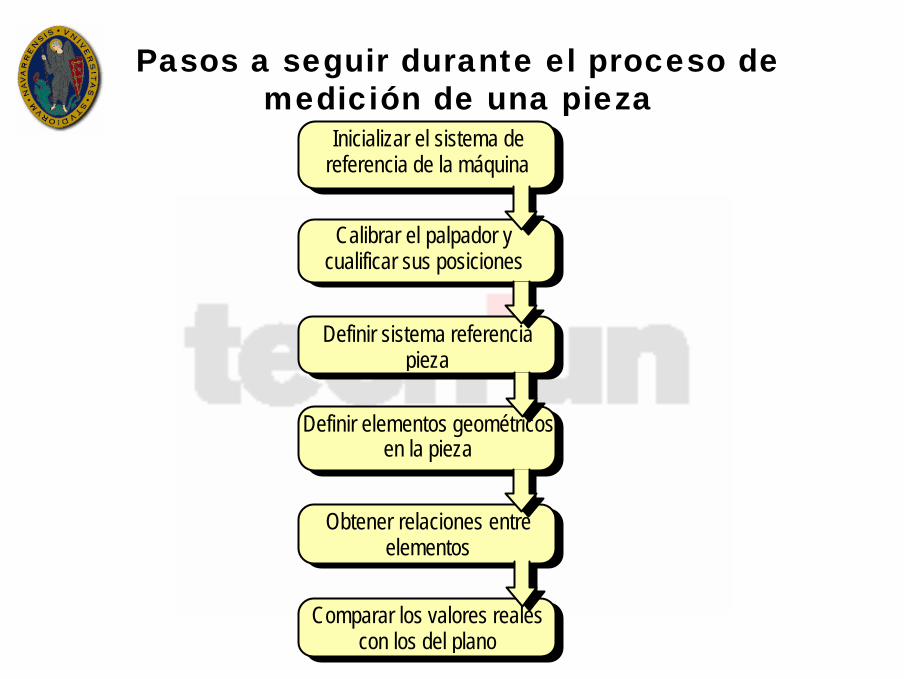
Pasos a seguir durante el proceso de medición de una pieza
Comparar los valores realescon los del plano
Obtener relaciones entreelementos
Definir elementos geométricosen la pieza
Definir sistema referenciapieza
Inicializar el sistema dereferencia de la máquina
Calibrar el palpador ycualificar sus posiciones

Calibración del palpador y cualificación de sus posiciones
• La máquina debe conocer el diámetro de la punta del palpador y la posición de su centro. Para ello, se debe realizar la calibración de todas las puntas que se vayan a emplear. Esta operación se realiza midiendo una esfera de diámetro conocido. El diámetro de la punta podrá ser calculado como la diferencia entre el diámetro medido en la esfera y el diámetro real de dicho elemento.
• Además, se tiene que cualificar todas las posiciones del palpador que se quieran emplear durante la medición de la pieza
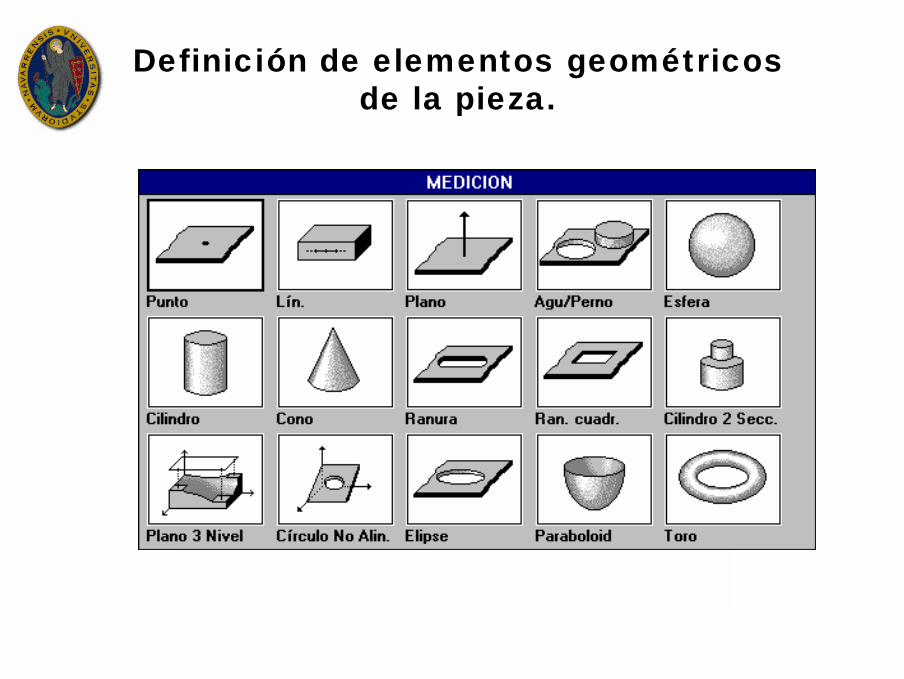
Definición de elementos geométricos de la pieza.

Obtener las relaciones geométricas entre los elementos


















