TFG CAYETANO.pdf
165
E s c u e l a P o l i t é c n i c a S u p e r i o r d e L i n a r e s UNIVERSIDAD DE JAÉN Escuela Politécnica Superior de Linares Trabajo Fin de Grado ESTUDIO COMPARATIVO DE VARIABLES EN EL PROCESO DE OBTENCIÓN DE BIODIESEL A PARTIR DE DISTINTAS MATERIAS GRASAS. Alumno: Anvene Abang, Cayetano Ondo. Tutor: Martínez Cartas, Mª Lourdes. Depto.: Ingeniería Química, ambiental y de los Materiales Octubre, 2014.
-
Upload
cayetano-nickater -
Category
Documents
-
view
137 -
download
10
Transcript of TFG CAYETANO.pdf
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 1/165
E s c u e l a P
o l i t é c n i c a
S u p e r i o r d e
L i n a r
e s
UNIVERSIDAD DE JAÉN Escuela Politécnica Superior de Linares
Trabajo Fin de Grado
ESTUDIO COMPARATIVO DE
VARIABLES EN EL PROCESO DE
OBTENCIÓN DE BIODIESEL A PARTIR
DE DISTINTAS MATERIAS GRASAS.
Alumno: Anvene Abang, Cayetano Ondo.
Tutor: Martínez Cartas, Mª Lourdes. Depto.: Ingeniería Química, ambiental y de los
Materiales
Octubre, 2014.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 2/165
Escuela Politécnica Superior de Linares (UNIVERSIDAD DE JAÉN).Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene i
ÍNDICE
1.
RESUMEN……...…………………………………………………………………..1
2. JUSTIFICACIÓN………………………………………………………………..…5
3. OBJETIVOS………………………………………………………………………..7
4. ANTECEDENTES………………….………………...…………………………….9
4.1.Introducción…………………………………………...………........……….....10
4.1.1. Contexto…………………………………...……….…………………12
4.1.2. Biocombustibles…...……………………….………………………....17
4.1.3.
(PANER) España 2011-2020……………….………………………...19
4.1.4. Producción biodiesel en el mundo y en España....................................25
4.2.Biodiesel……………………………………………………………………….28
4.2.1. Definición…………………………………………………..…………28
4.2.2. Especificaciones……………………………………………..………..29
4.2.3. Ventajas y desventajas……………………………………..………….30
4.2.3.1. Ventajas…………………………..…………………………30
4.2.3.2. Desventajas………………………………..………………..33 4.2.4. Propiedades del Biodiesel……………………………….……………35
4.2.4.1.Densidad……………………………………………...……...36
4.2.4.2.Viscosidad…………………………………..……………….36
4.2.4.3.Humedad…………………………………………...………..37
4.2.4.4.Índice de saponificación……………………………………..37
4.2.4.5.Índice de Yodo………………………………..……….…….38
4.2.4.6.Índice de acidez………………………………..………….…38 4.2.4.7.Punto de inflamación y combustión……………..……….….38
4.2.4.8.Tª del 50% de destilado……………………….…..…………39
4.2.4.9. Índice de cetano………………………….…….….……......39
4.2.4.10. POFF ………………………….………….….…………40
4.3.Producción de biodiesel…………………………………….….……………...40
4.3.1. Transesterificación…………………………………..…………….….42
4.3.2. Variables que afectan a la transesterificación……….……………..…44
4.3.2.1. Materia prima………………………………….……………44
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 3/165
Escuela Politécnica Superior de Linares (UNIVERSIDAD DE JAÉN).Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene ii
4.3.2.2. Catalizadores……………………………………….……….44
4.3.2.3. Alcoholes y ratio alcohol: aceite……………………………44
4.3.2.4.Temperatura de la reacción………………………………….45
4.3.2.5. Velocidad de la agitación y tiempo de reacción………....…46
4.3.2.6. Ácidos grasos libres………………………………….……..46
4.3.2.7. Transferencia de materia……………………………..……..47
4.3.2.8. Contenido en agua………………………………….……….48
4.3.3. Materia prima……………………………………………………...….48
4.3.3.1. Aceite de palma…….………………….……………………52
4.3.3.2.Aceite de maíz…………………………….…………………54
4.3.3.3.Aceite de soja…………………………………………..……54 4.3.3.4.Aceite de fritura…………………………………….……..…56
4.3.3.5.Grasas animales………………………………..……….……57
4.3.4. Catalizadores de la transesterificación de aceites vegetales…………..57
4.3.4.1. Catálisis homogénea ácida……………………………….....58
4.3.4.2.Catálisis homogénea alcalina……………………………..…59
4.3.4.3.Catálisis heterogénea……………………………...…………61
4.3.4.4.Catálisis enzimática (Lipasas)………………………….……62 5. MATERIALES Y MÉTODOS...........................................……………………64
5.1. Técnicas de análisis de la materia prima…………….……………………….65
5.1.1. Métodos físicos………………………………………….…………….65
5.1.1.1. Densidad……………………………………………..……..65
5.1.1.2. Índice de refracción……………………..…………………..67
5.1.1.3.Humedad…………………………………………...………..67
5.1.1.4.Viscosidad……………………………….………….……….68 5.1.2. Métodos químicos……………………………….……………………68
5.1.2.1. Índice de acidez…………………………………………….68
5.1.2.2.Índice de saponificación……………………………………..69
5.1.2.3.Índice de Yodo………………………………………………70
5.2.Estimación del peso molecular de los ácidos grasos de los aceites……………71
5.2.1. Aceite de orujo de oliva…………………………………………….…72
5.2.2. Aceite de maíz ……………………………………………….……….72
5.2.3. Aceite de palma……………………………...………………………..72
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 4/165
Escuela Politécnica Superior de Linares (UNIVERSIDAD DE JAÉN).Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene iii
5.2.4. Aceite de semillas de soja y girasol………………..………………….72
5.3.Proceso de transesterificación con catalizadores homogéneos………………...73
5.3.1. Instalación experimental del proceso…………………………..……..73
5.3.2.
Procedimiento experimental del proceso………………………...……75
5.3.3. Reactivos empleados en la reacción de transesterificación……….…..78
5.3.4. Experimentos realizados……………………………………………....78
5.4.Determinación de las propiedades del biodiesel…………...………………….80
5.4.1. Densidad………………………………………………………………80
5.4.2. Viscosidad………………………………………………….…………81
5.4.3. Índice de acidez………………………………………………...……..84
5.4.4.
Humedad……………………………………………….……………..86 5.4.5. Poder calorífico……………………………………………………….88
5.4.6. Temperatura del 50% de destilado e índice de cetano………………..91
5.4.7. Índice de refracción…………………………………………………..93
5.5.Purificación del biodiesel y la glicerina………...……………………………..94
5.5.1. Purificación del biodiesel………………………………..……………94
5.5.2. Purificación de la glicerina……………………………………………96
5.5.3.
Métodos avanzados de purificación de glicerina cruda y alternativas..966. REAULTADOS EXPERIMENTALES………………………………………….99
6.1. Materia prima…………………………………………………………….….100
6.2.Transesterificación con catalizadores homogéneos alcalinos……………......101
7. DISCUSIÓN DE RESULTADOS……………..………………………………..116
7.1.Materia prima………………………………..……………………………….117
7.1.1. Densidad…………………………………………………..……..…..117
7.1.2.
Índices de acidez y refracción……………….………………………119 7.2.Transesterificación con catalizadores homogéneos alcalinos…………….….120
7.2.1. Tipos y elección del aceite…………………………………………..120
7.2.2. Comparación de las temperaturas de reacción………………………122
7.2.3. Comparación del tipo de alcohol………………………………...…..124
7.2.4. Comparación de la relación molar aceite:alcohol………..………….125
7.2.5. Comparación del tipo de catalizador ……………………….……..…128
7.2.6. Comparación de la cantidad de catalizador ………………………….129
7.2.7. Poder calorífico…………………………………………………...…131
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 5/165
Escuela Politécnica Superior de Linares (UNIVERSIDAD DE JAÉN).Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene iv
7.2.8. Análisis global de la conversión……………………………………..132
7.3. Propiedades del biodiesel……………………………………………………134
7.4. Estudio económico de la viabilidad del proceso………………………...…..138
7.4.1.
Estimación de los costes de capital de inversión………………….....139
7.4.2. Estimación del coste de producción de biodiesel……………………140
8. CONCLUSIONES…………………………………………………………...…..144
9. BIBLIOGRAFÍA…………………………………….………………………..…147
10. ANEXOS………………………………………………………………………….155
10.1. Anexo I………………………………………..………………156
10.2. Anexo II……………………………………...…………………159
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 6/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 1
CAPÍTULO 1. RESUMEN
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 7/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 2
1. RESUMEN
La energía es muy importante en las economías industrializadas y en la generación de
avances económicos y sociales en las zonas en vías de desarrollo. Su disponibilidad está
fuertemente ligada al nivel de bienestar, salud y esperanza de vida del ser humano. La
fuerte dependencia de las naciones por los combustibles fósiles, en particular del petróleo,
y dado el gran impacto ambiental que suscita la utilización de éstos, provoca una gran
preocupación en la seguridad energética, la cual crea la necesidad de buscar otras energías
alternativas y sobre todo renovables, y en esta línea aparecen los biocombustibles
(principalmente Biodiesel y Bioetanol) [16].
Actualmente existe un gran interés por la producción de biodiesel mediante procesos detransesterificación de aceites vegetales con alcohol principalmente con fines de sustituir
parcial o totalmente al diésel de origen fósil. Dicho interés reside en la materia prima,
procedente de la biomasa, ya que se trata de una fuente de energía renovable y que está en
consistencia con el desarrollo sostenible.
En este marco se desarrolla el presente trabajo fin de grado basado en el estudio de la
influencia de las variables principales que intervienen en el proceso de obtención de
biodiesel (y la consecuente calidad del mismo) a partir de distintos aceites vegetales
(Aceite de maíz, aceite de palma, aceite de Orujo de oliva y aceite de semillas de soja y
girasol), usando un diseño factorial de experimentos.
El biodiesel, a pesar de que puede obtenerse de otras formas, en la actualidad la
transesterificación de aceites vegetales con alcoholes ligeros en la presencia de un
catalizador es el método más aceptado para la obtención del mismo, por eso en este
proyecto lo produciremos por una reacción de transesterificación en la que se obtendrán
ésteres metílicos/etílicos de ácidos grasos como producto principal, y glicerina como
subproducto.
Para dar lugar a la reacción de transesterificación, vamos a partir de 100 gramos de
aceite (triglicéridos) en todos los experimentos, que reaccionarán con alcohol en diferentes
proporciones (desde 1:4 hasta 1:20) siempre superiores a la estequiométrica (1:3) para
favorecer el desplazamiento de la reacción hacía la formación de productos; probaremos
primero con el metanol y después con el etanol; en todos los ensayos utilizaremos un
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 8/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 3
catalizador básico, que podrá ser hidróxido de potasio o hidróxido sódico (variando en los
experimentos el porcentaje de éstos); la agitación en el reactor se mantiene constante
durante la reacción a 300 r.p.m. Y con efectos de optimizar el aporte de energía necesaria
para la obtención del biodiesel, se probará llevar a cabo la reacción a diferentes
temperaturas comprendidas entre los 45º hasta los 70ºC. De este modo podremos comparar
los experimentos para saber en cual se ha obtenido mayor conversión de biodiesel a bajo
costo y cuál de los ésteres obtenidos es de mayor calidad, atendiendo a las especificaciones
que establece la norma europea UNE-EN 14214 sobre ésteres metílicos de ácidos grasos
para automoción.
Tras producir el biodiesel, se separa de la glicerina y el siguiente paso es recuperar el
alcohol de la fase ligera mediante la ayuda de un rotavapor.
Una vez extraído el alcohol sobrenadante en el éster, se procede al lavado del mismo
con agua destilada caliente para eliminar el catalizador y los restos del exceso de alcohol
llevándolo a un pH aproximadamente neutro y después se seca el biodiesel para eliminar la
humedad y cualquier material volátil que pudiese contener.
Una vez finalizados estos procesos, el biodiesel seco ya está listo para hacerle pruebas
tanto físicas (Densidad, viscosidad, curva de destilación, refracción, etc.) como químicas
(índice de acidez, de yodo, de saponificación, de anidisina, etc.), o fisico-químicas como el
poder calorífico.
Los resultados de la investigación realizada muestran la elevada conversión del aceite a
tiempos relativamente cortos (30min) y ratios inferiores en comparación con datos
bibliográficos. En igualdad de condiciones, se obtiene mayor rendimiento de biodiesel con
los siguientes aceites en orden decreciente: Aceite de orujo de oliva, aceite de maíz, aceite
de semillas de girasol y soja (Omega3), y en el peor de los casos (veremos más adelante
por qué) el aceite de palma.
Concerniente al diseño factorial de experimentos, la optimización del proceso indica
que la concentración de catalizador y la temperatura de reacción tienen un efecto positivo
sobre la pureza del éster, sin embargo, tienen un efecto negativo sobre el rendimiento de la
reacción de transesterificación debido a la posible reacción secundaria de saponificación de
triglicéridos.

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 9/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 4
Por último se ha comprobado como el grado de acidez del aceite de palma tiene un
efecto negativo sobre el rendimiento ya que se forman jabones mediante reacciones de
neutralización de ácidos grasos con el catalizador.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 10/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 5
CAPÍTULO 2. JUSTIFICACIÓN
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 11/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 6
2. JUSTIFICACIÓN
Este proyecto se presenta como Trabajo Fin de Grado (TFG) con la finalidad de
obtener el título de Grado en Ingeniería Química Industrial en la mención de medio
ambiente y materiales. Se ha realizado con carácter experimental por lo que se presenta
dentro de la modalidad de TFG teórico-experimental, destacando la parte práctica de
obtención de resultados experimentales en el laboratorio y la búsqueda de bibliografía
actualizada. El trabajo, teniendo en cuenta que son 12 ETCS y debido a su laboriosidad, se
ha intentado hacer las determinaciones más importantes en el limitado tiempo del que se
disponía.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 12/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 7
CAPÍTULO3. OBJETIVOS
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 13/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 8
3. OBJETIVOS
El objetivo que se persigue en este Trabajo fin de Grado, no es sino analizar de
forma experimental, comparar y optimizar, partiendo de distintas materias primas, el gradode influencia de los distintos parámetros (los básicos) que intervienen en el y sobre el
proceso de obtención del biodiesel, como son:
La materia prima
Tipo y porcentaje de catalizador
La temperatura de reacción
La relación molar alcohol-ácidos grasos
Y el tipo de alcohol.
Por otra parte se estudiarán las características del éster obtenido en cada
experimento para barajar la alternativa más rentable y ecológica. Así mismo, el proyecto
queda abierto a posteriores investigaciones para estudiar profundamente todas las variables
del proceso y optimizarlas al máximo, repitiendo las medidas por lo menos tres veces para
cada experimento para tener una desviación estándar y dar más significatividad y
representatividad a los resultados obtenidos.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 14/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 9
CAPÍTULO 4. ANTECEDENTES
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 15/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 10
4.1. INTRODUCCIÓN
De acuerdo al protocolo de Kyoto y al Libro Blanco de las Energías Renovables, las
Directivas Europeas 2009/28/CE y 2012/27/UE del parlamento europeo y el consejo de la
unión Europea relativas al fomento del uso de energía procedente de fuentes renovables, y
a la eficiencia energética, respectivamente, establecen para una mayor aceptación de las
energías renovables, según las conclusiones del consejo Europeo de 2007, el objetivo
vinculante de aumentar su porcentaje de energías renovables a un 20 % de su combinación
energética de aquí al año 2020 [2, 80].
Para alcanzar ese objetivo serán precisos avances en los tres sectores a los que más
afectan las fuentes de energía renovables: La electricidad (aumentar la producción deelectricidad a partir de energías renovables); los biocarburantes, que deberán
representar, de aquí al año 2020, un 10 % de los combustibles destinados a los
vehículos; y, por último, los sistemas de calefacción y de refrigeración [3].
Con esta medida se pretende disminuir la dependencia del petróleo así como la
emisión de contaminantes. Teniendo en cuenta que más del 30% de la energía final
consumida en la Unión Europea corresponde a los combustibles destinados a automoción,
los biocombustibles son la principal vía renovable para cumplir dicho objetivo. El
desarrollo de estos biocombustibles alternativos supone además una diversificación de las
fuentes de suministro [4,5].
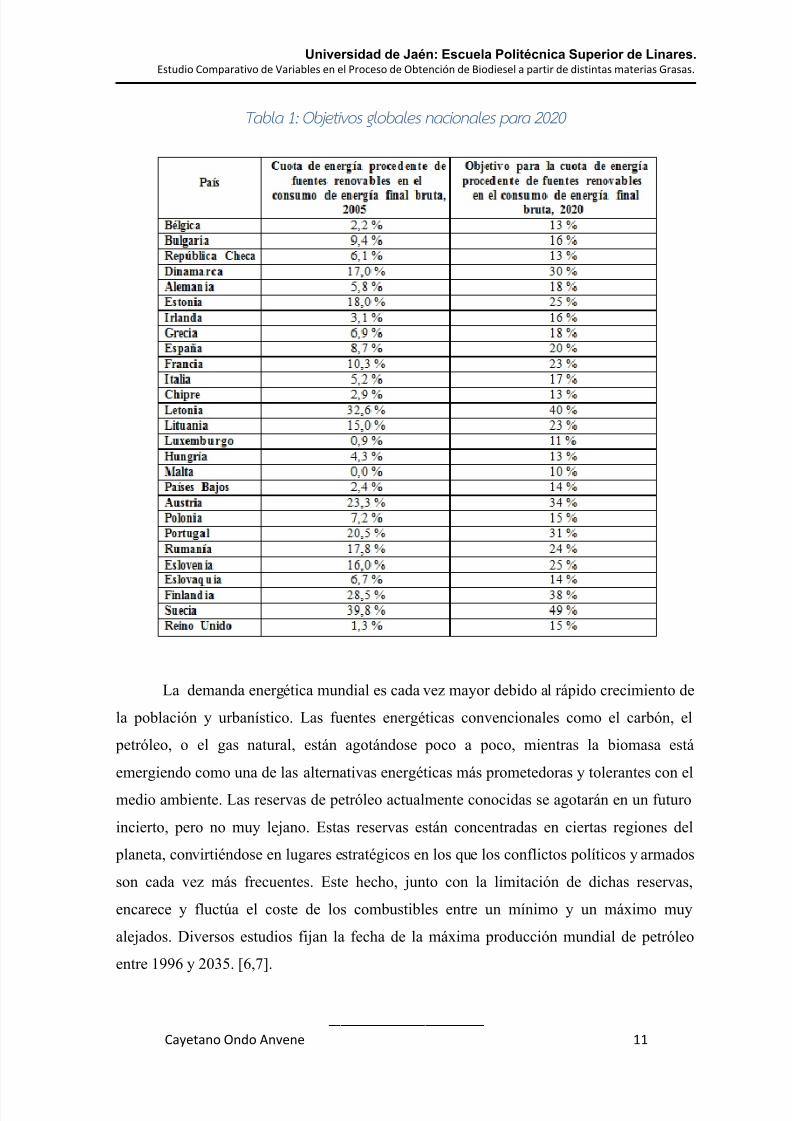
En la siguiente tabla (Tabla1) se puede ver la cuota de energía procedente de
fuentes renovables en el consumo de energía final bruta en 2005 y el objetivo para 2020 de
cada país de la Unión Europea (UE).
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 16/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 11
Tabla 1: Objetivos globales nacionales para 2020
La demanda energética mundial es cada vez mayor debido al rápido crecimiento de
la población y urbanístico. Las fuentes energéticas convencionales como el carbón, el
petróleo, o el gas natural, están agotándose poco a poco, mientras la biomasa está
emergiendo como una de las alternativas energéticas más prometedoras y tolerantes con el
medio ambiente. Las reservas de petróleo actualmente conocidas se agotarán en un futuro
incierto, pero no muy lejano. Estas reservas están concentradas en ciertas regiones del
planeta, convirtiéndose en lugares estratégicos en los que los conflictos políticos y armados
son cada vez más frecuentes. Este hecho, junto con la limitación de dichas reservas,
encarece y fluctúa el coste de los combustibles entre un mínimo y un máximo muy
alejados. Diversos estudios fijan la fecha de la máxima producción mundial de petróleo
entre 1996 y 2035. [6,7].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 17/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 12
Otro aspecto a tener en cuenta, y que está cobrando cada vez más importancia, es la
emisión de contaminantes producida por el uso de combustibles de origen fósil. Debido a
esta grave situación, un gran número de países industrializados firmaron en Diciembre de
1997 el ya mencionado protocolo de Kyoto, con el fin de frenar una serie de problemas
medioambientales graves como el calentamiento global. Los gobiernos signatarios
pactaron reducir, en un 5% de media, las emisiones de contaminantes de los 6 principales
gases de efecto invernadero (CO2, CH4, NO2, HFCs, PFCs, SF6) entre 2008 y 2012,
tomando como referencia los niveles de 1990. El acuerdo entró en vigor en Febrero de
2005. Para ello, dichos países acordaron reducir, incrementar controladamente o mantener
sus emisiones. La Unión Europea, como agente especialmente activo en la concreción del
Protocolo, se comprometió a reducir sus emisiones totales medias durante el periodo 2008-2012 en un 8% respecto de las de 1990. A España se le permitió aumentar el nivel de 1990
hasta en un 15% atendiendo a su posición económica y medioambiental. [8].
Actualmente, España está lejos de alcanzar la meta propuesta, ya que las emisiones
en 2007 excedieron el máximo nivel previsto en un 33%. Por lo que para reducir estas
emisiones (especialmente de CO2) y cumplir con los objetivos propuestos, la vía principal
renovable no es sino el uso de biocombustibles [9, 10].
4.2. CONTEXTO
La utilización de los aceites vegetales como combustible no es una novedad,
Rudolph DIÉSEL (inventor del motor diésel) ya utilizaba aceite de maní en sus motores en
los años 1930. Fue limitante su utilización sobre todo por el mal comportamiento que tenía
su alta viscosidad en motores diesel de inyección directa, no obstante, se probaron
métodos físicos como la dilución o microemulsión para su adaptación como combustible.Además, bajó el precio del petróleo que se convirtió en el principal combustible por sus
propiedades y se dejó atrás la idea del uso del aceite vegetal. Más de un siglo después, la
modificación de estos motores ha hecho que admitan el uso de biodiesel, que no es sino
aceite vegetal modificado, con unas propiedades muy parecidas a las del diesel
convencional. Es posible su utilización directa en motores diesel tanto de inyección directa
como indirecta sin modificación [12]. De hecho, este producto se utiliza actualmente en
más de 25 países de todo el mundo. El biodiesel es el biocarburante de mayor implantación
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 18/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 13
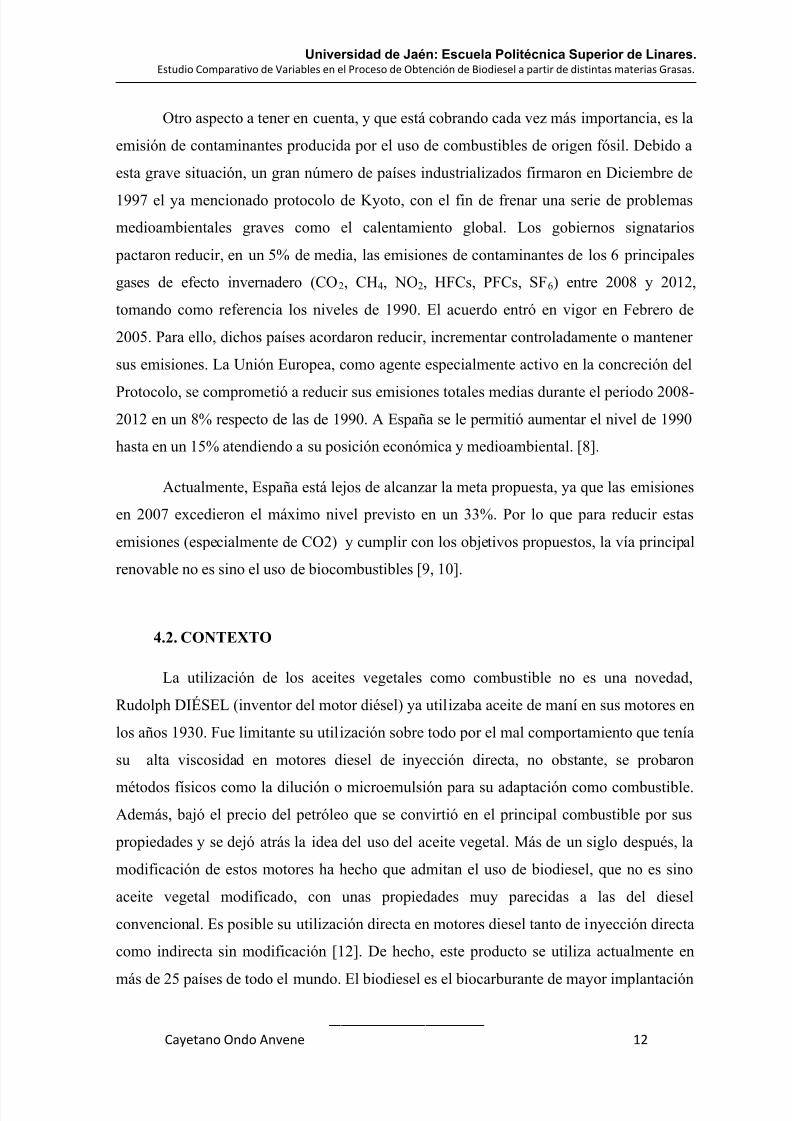
en Europa, con un porcentaje cercano al 80% del total de la producción. De hecho, la
Unión Europea es la principal región productora de este producto, que cuenta ya con 11
países de gran producción. Europa lideró el mercado de biodiésel en 2009, con una cuota
de producción del 49,8%. El segundo puesto lo ocupó el continente americano con una
cuota cercana al 33% [13]. Ver figura 1.
F igura 1: Producción de biodiesel por continentes [Eurobserver , 2009]
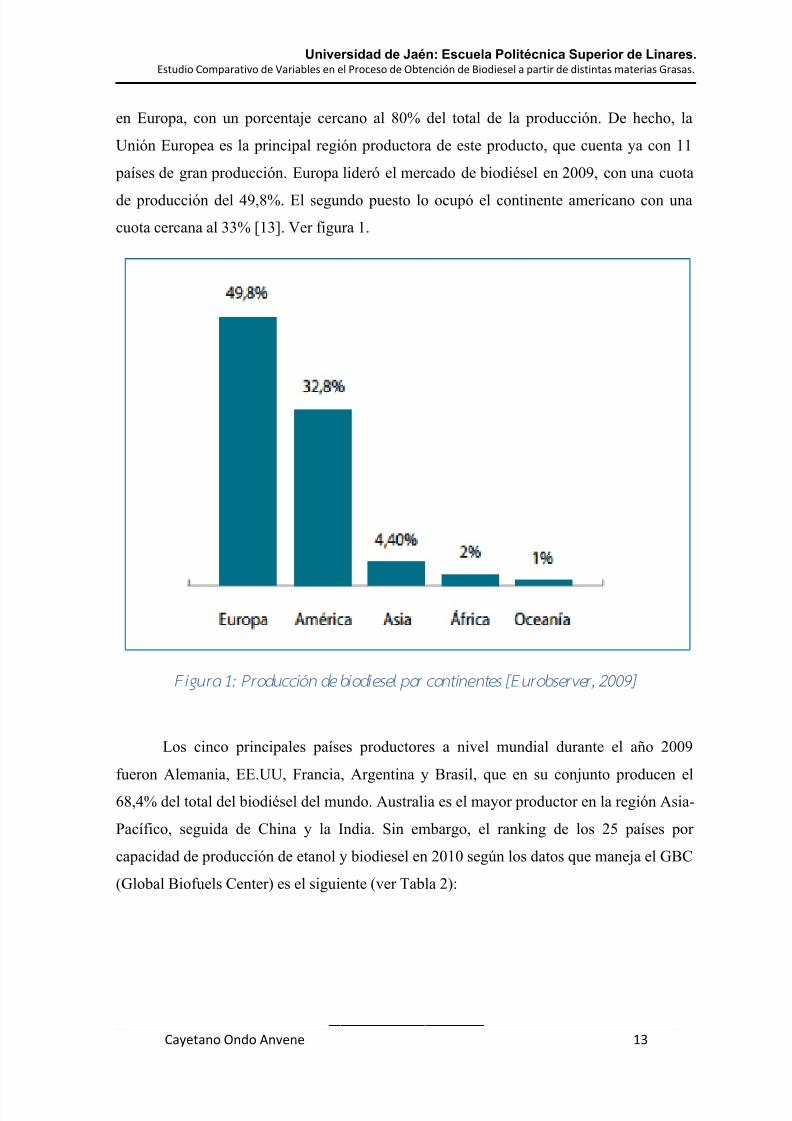
Los cinco principales países productores a nivel mundial durante el año 2009
fueron Alemania, EE.UU, Francia, Argentina y Brasil, que en su conjunto producen el
68,4% del total del biodiésel del mundo. Australia es el mayor productor en la región Asia-
Pacífico, seguida de China y la India. Sin embargo, el ranking de los 25 países por
capacidad de producción de etanol y biodiesel en 2010 según los datos que maneja el GBC
(Global Biofuels Center) es el siguiente (ver Tabla 2):
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 19/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 14
Tabla 2: Pr incipales productores de biodiesel y bioetanol a nivel mundial [GBC, 2009]
Etanol Biodiesel
Pos. País Millones de litros Pos. País Millones de litros
1 Estados Unidos 51.415,97 1 Estados Unidos 5.912,172 Brasil 26.887,52 2 Alemania 5.047,81
3 China 2.699,48 3 España 5.023,19
4 Francia 1.821,03 4 Indonesia 4.262,31
5 Canadá 1.494,50 5 Brasil 4.160,28
6 India 1.420,92 6 Malasia 4.091,18
7 Polonia 1.079,00 7 China 3.906,09
8 Alemania 916,97 8 Argentina 3.636,28
9 Tailandia 868,50 9 Francia 2.926,11
10 Jamaica 832,70 10 Tailandia 2.771,00
11 Trinidad y Tobago 757,00 11 Italia 2.749,99
12 Indonesia 683,38 12 India 1.715,64
13 España 546,00 13 Polonia 1.505,05
14 Austria 485,00 14 Países Bajos 1.124,09
15 Bélgica 485,00 15 Singapur 988,76
16 Países Bajos 480,00 16 Austria 982,96
17 Reino Unido 470,00 17 Reino Unido 970,00
18 Islas Vírgenes 387,50 18 Bélgica 886,37
19 Colombia 352,00 19 Grecia 850,26
20 Vietnam 318,11 20 Australia 797,81
21 Australia 292,70 21 Corea del Sur 762,91
22 República Checa 280,00 22 Portugal 590,92
23 El Salvador 247,10 23 Colombia 584,82
24 Paraguay 237,25 24 Filipinas 478,23
25 Argentina 237,20 25 República Checa 459,77
Total 95.694,83 Total 57.184,00
En los últimos tiempos los biocombustibles como el bioetanol y el biodiesel han
sido muy usados en todo el mundo ya que estos proporcionan unos rendimientos similares
a los de los combustibles fósiles y además aminoran el impacto ambiental producido por
ellos. El biodiesel, ha sido fuente de múltiples investigaciones que lo han llevado a ser
utilizado alrededor del mundo como complemento en mezclas con combustibles fósiles
con proyecciones a ser utilizado puro. Este biocombustible que es obtenido de la
conversión de un aceite vegetal en 5 metil-esteres por medio de una reacción llamada
transesterificación ha hecho que en gran número de regiones se prueben los diferentes
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 20/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 15
aceites locales para evaluar su rendimiento en motores y su factibilidad económica.
Además con el uso de biocombustibles como el biodiesel se tiene valores agregados como
el beneficio de la actividad agrícola y la reducción de la contaminación. Como países
investigadores del biodiesel están Estados unidos donde se formó a partir del 2005 un
programa llamado ‘Recycled cooking oil’ o recolección de aceite de cocina, que consiste
en una campaña de recolección del aceite usado en las cocinas de las casas que empezó en
el condado de Pinellas Park en la florida y que rápidamente se propagó a estados como
New Hampshire y Hawai donde el programa ha adoptado características especiales, el
aceite recolectado se utiliza para producir biodiesel el cual es mezclado con el diesel
normal para mover la mayoría de los buques de la armada y algunos vehículos oficiales
[14].
En Europa se destaca Austria. En Austria, la cadena de comidas rápidas
McDonald`s desarrolla un proyecto de producción de biodiesel a partir de los aceites de
fritura que generan sus 135 locales como desechos de los procesos de producción de
alimentos. La empresa se encarga de recolectar el aceite usado. Se estima que recuperan
alrededor de 1.100 toneladas por año de sus locales de venta en Austria. Reciclan este
aceite mediante transesterificación a ésteres metílicos de ácidos grasos y obtienen, así,
biodiesel. El combustible generado se utiliza para abastecer al trasporte público de la
ciudad de Graz, capital del estado de Estiria, que tiene 250.099 habitantes, lo que la
convierte en la segunda ciudad del país. McDonald`s absorbe los costos de recolección del
aceite, con el fin de obtener combustible que se pueda vender a precios competitivos. Es
probable que la cadena de comidas rápidas utilice esta estrategia como parte de marketing
y la publicidad, en especial con el objetivo de generar una imagen de compromiso con el
cuidado del medioambiente, aspecto de especial importancia en las comunidades europeas
[15].
En sur América los países que lideran la producción de biodiesel son Argentina y
Brasil. En Argentina se realizan trabajos sobre aprovechamiento de los aceites residuales
como el de La Fundación Biosfera en el cual Propone que vecinos y comerciantes
acumulen el aceite que desechan de sus cocinas para luego pasar a buscarlo para enviarlo a
la planta productora que se levanta en una escuela de la localidad bonaerense de Tres
Arroyos. Como primer paso del proyecto la Fundación preguntará quienes son los
comerciantes que están dispuestos a participar. Constituido el listado, distribuirá bidones
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 21/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 16
para que depositen en ellos el aceite que hayan utilizado para preparar sus comidas y que
ya no pueden volver a usar. Esos bidones serán recogidos por miembros de la institución
que luego depositarán el aceite en un tanque de mayor volumen. Una vez lleno, será
llevado a la planta de elaboración de biodiesel que posee la escuela agrotécnica de la
localidad bonaerense de Tres Arroyos. El biodiesel obtenido será utilizado como aditivo
del combustible diesel en los vehículos de transporte público recudiendo así las emisiones
de los vehículos y dando una muy buena disposición a los aceites residuales que podrían ir
a parar a las fuentes hídricas.
Es Brasil el país que lleva la punta en sur América en la producción de biodiesel. A
partir del 2008 la meta obligatoria de uso de biodiesel es de 800 millones de litros de
biodiesel como mínimo que deberán ser agregados al diesel que se consume en el país
carioca. En Río de Janeiro, una experiencia llevada a cabo por el Instituto Alberto Luiz de
Coimbra de Posgrado e Investigación de Ingeniería (Coppe), de la Universidad Federal de
Río de Janeiro (UFRJ), en asociación con el gobierno del Estado, probó exitosamente un
ómnibus impulsado con biodiesel elaborado a base de aceite reciclado donado por una red
de comidas rápidas. Este tipo de aceite residual usado en Río también es objeto de estudios
en otras partes del país. También se tienen subproyectos que hacen parte del
macroproyecto biodiesel Brasil en los cuáles los comedores universitarios y colegiales
recolectan el aceite usado el cual posteriormente es transformado en biodiesel para
impulsar los vehículos de transporte público.
En la actualidad, la mayor parte del biodiésel se produce a partir de aceites
vegetales de distinta procedencia. Debido al coste de producción de biodiésel a partir de
estos aceites y a la necesidad de grandes áreas de cultivo, se están investigando nuevas
fuentes alternativas para sustituir a los aceites convencionales. Los microorganismos
oleaginosos están emergiendo como una de estas fuentes para la producción de biodiésel
con importante presencia en el futuro. Esto es debido a que su rendimiento es mucho
mayor al de los cultivos oleaginosos tradicionales, consumiendo además menor cantidad de
agua dulce [16].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 22/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 17
4.2.1. Biocombustibles
Se conoce como biocombustibles o biocarburantes -se utilizan las dos
denominaciones de forma indistinta- a los combustibles líquidos o gaseosos producidos a
partir de biomasa animal o vegetal, entendiendo por tal la materia orgánica biodegradable y
que no se encuentra en estado fósil, y que generan energía mediante un proceso de
transformación (fermentación alcohólica, ácidos grasos o descomposición anaeróbica).
Pueden ser utilizados en motores de automoción, en sustitución de los derivados de
combustibles fósiles convencionales, así como en otras aplicaciones como la producción de
electricidad o calefacción.
Los biocarburantes se dividen en tres líneas de productos totalmente diferentes, ladel bioetanol, la del biodiesel y la del biogás [11].
El bioetanol se obtiene a partir de cultivos tradicionales, como los de cereal,
maíz o remolacha, mediante procesos de adecuación de la materia prima,
fermentación aerobia y destilación. Sus aplicaciones van dirigidas a la
mezcla con gasolinas o bien a la fabricación de ETBE, un aditivo oxigenado
para las gasolinas sin plomo.
La producción de biodiésel se realiza a través de operaciones de refino y
transesterificación de aceites vegetales, bien puros (girasol o maíz, por
ejemplo), bien usados. El producto así obtenido se emplea en motores diesel
como sustituto del gasóleo, ya sea en mezclas con éste o como único
combustible.
El biogás.- Es un gas compuesto principalmente por metano y formado por
la degradación de materia orgánica.
A diferencia de otros combustibles, los biocarburantes presentan la particularidad
de utilizar productos vegetales como materia prima. Esto es la causa de que sea preciso
tener en cuenta las características de los mercados agrícolas, justo a la complejidad que ya
de por sí presentan los mercados energéticos. En este sentido, hay que destacar que el
desarrollo de la industria de los biocarburantes no depende principalmente de la
disponibilidad local de materia prima, sino de la existencia de una demanda suficiente. Al
asegurar la existencia de una demanda de biocarburantes, el desarrollo de su mercado
puede aprovecharse para potenciar otras políticas como la agrícola, favoreciendo la
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 23/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 18
creación de empleo en el sector primario, la fijación de población en el ámbito rural, el
desarrollo industrial y de actividades agrícolas y reduciendo a la vez los efectos de la
desertización gracias a la plantación de cultivos energéticos.
Para incentivar y regular el uso y producción de biocarburantes, ha surgido en losúltimos años diversa legislación europea y española en particular relacionada con los
biocombustibles:
A) ÁMBITO EUROPEO
o Directiva 2003/17/CE del Parlamento Europeo y del Consejo, de 3 de marzo de
2003, por la que se modifica la Directiva 98/70/CE relativa a la calidad de la
gasolina y el gasóleo.
o Directiva 2003/30/CE del Parlamento Europeo y del Consejo, de 8 de mayo de
2003, relativa al fomento del uso de biocarburantes u otros combustibles
renovables en el transporte. Esta Directiva tiene por objeto fomentar la
utilización de biocarburantes u otros combustibles renovables como sustitutivos
del gasóleo o la gasolina a efectos de transporte en los estados miembros, con el
fin de contribuir a objetivos como el cumplimiento de los compromisosasumidos en materia de cambio climático, la seguridad de abastecimiento en
condiciones ecológicamente racionales y la promoción de las fuentes de energía
renovables. Establece el objetivo de que los biocarburantes alcancen una cuota
de mercado sobre los carburantes utilizados en el sector del transporte del
5,75% (en unidades equivalentes de petróleo) para el año 2010.
o Directiva 2003/96/CE del Consejo, de 27 de octubre de 2003, por la que se
reestructura el régimen comunitario de imposición de los productos energéticosy de la electricidad. Recoge la posibilidad de aplicar reducciones o exenciones
fiscales al consumo de biocarburantes.
o Directiva 2009/28/CE del Parlamento Europeo y del Consejo, de 23 de abril de
2009, relativa al fomento del uso de energía procedente de fuentes renovables,
fija como objetivos generales conseguir una cuota del 20 % de energía
procedente de fuentes renovables en el consumo final bruto de energía de la
Unión Europea (UE) y una cuota del 10 % de energía procedente de fuentes
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 24/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 19
renovables en el consumo de energía en el sector del transporte en cada Estado
Miembro para el año 2020 [1].
B) ÁMBITO ESPAÑOL
España, como país miembro de la Unión Europea, debe cumplir con los
compromisos aprobados sobre las energías renovables. El nuevo marco de sector
sitúa como objetivo vinculante alcanzar el 20% en el consumo de energías
renovables para el año 2020. De este porcentaje se extrae como objetivo para los
biocombustibles un 12%.
El Congreso de los Diputados aprobó el 14 de junio de 2007 la obligación de biocarburantes para España, una medida legal que exige poner a disposición de los
consumidores porcentajes crecientes de biocarburantes en relación al conjunto de
gasolinas y gasóleo comercializados cada año en el mercado español. Esta
obligación, introducida en la Disposición Adicional Decimosexta de la Ley 34/1998
del Sector de Hidrocarburos (LSH), es una de las principales medidas para
incrementar el consumo de biocarburantes en España y cumplir el objetivo del
5,83% que se fijó en el Plan de Energías Renovables (PER) para 2010 [5].
El listado de leyes se adjunta en el “Anexo I”
4.2.2. Plan de acción nacional de energías renovables de España
(PANER) 2011 – 2020
Según el PANER del 30 de junio de 2010, el consumo mundial de energía de aquí a
2030 aumentará alrededor del 40% de acuerdo con las previsiones de la Agencia
Internacional de la energía, impulsado fundamentalmente por la creciente demanda de las
economías emergentes, especialmente China e India, que representarán más del 50% del
incremento de la demanda. En este entorno, los combustibles fósiles seguirán aportando el
80% de la demanda energética mundial desplazando su consumo a Asia y al Medio
Oriente, dónde se localizará la mayor parte del incremento de la demanda de gas natural.
Las previsiones al alza de la demanda energética, junto con la redistribucióngeográfica del consumo, mermarán las reservas de energías fósiles e impulsarán a la subida
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 25/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 20
de precios de las mismas como consecuencia de un mayor desequilibrio oferta-demanda.
Adicionalmente, es previsible un mayor impacto ambiental derivado del incremento de
emisiones de gases de efecto invernadero asociadas al mayor consumo energético de
combustibles fósiles.
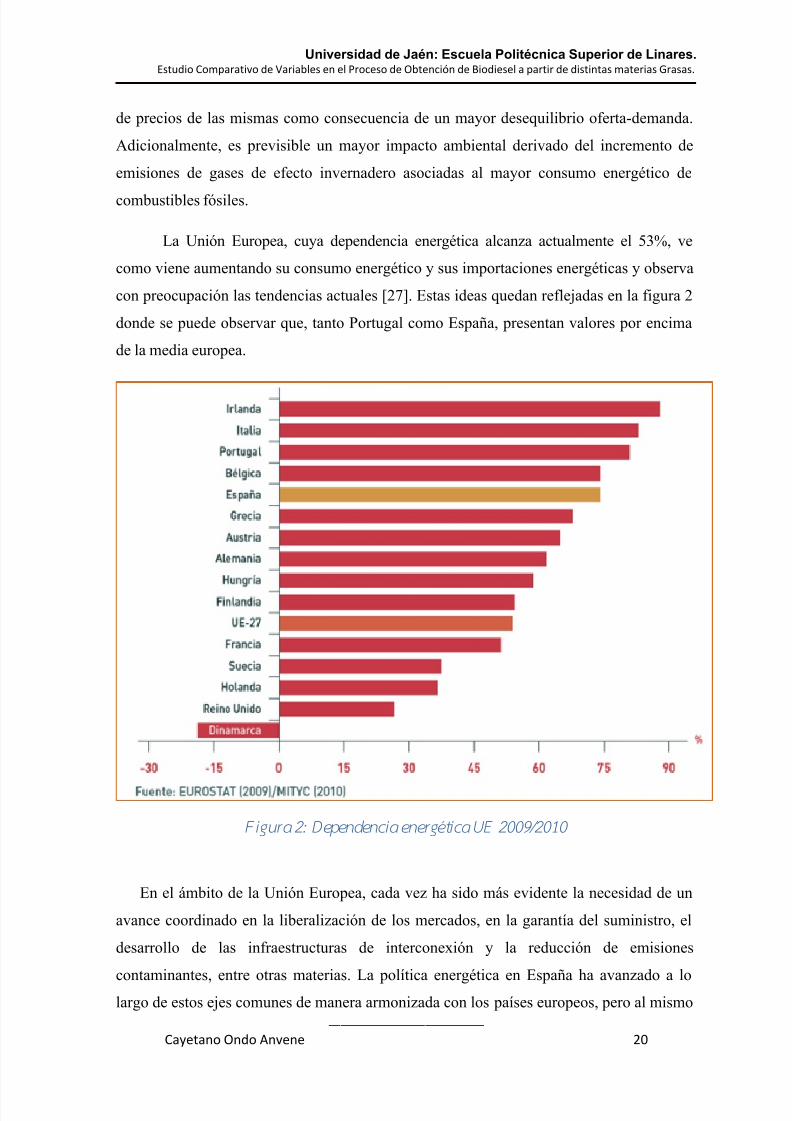
La Unión Europea, cuya dependencia energética alcanza actualmente el 53%, ve
como viene aumentando su consumo energético y sus importaciones energéticas y observa
con preocupación las tendencias actuales [27]. Estas ideas quedan reflejadas en la figura 2
donde se puede observar que, tanto Portugal como España, presentan valores por encima
de la media europea.
F igur a 2: Dependencia energética UE 2009/2010
En el ámbito de la Unión Europea, cada vez ha sido más evidente la necesidad de un
avance coordinado en la liberalización de los mercados, en la garantía del suministro, el
desarrollo de las infraestructuras de interconexión y la reducción de emisiones
contaminantes, entre otras materias. La política energética en España ha avanzado a lolargo de estos ejes comunes de manera armonizada con los países europeos, pero al mismo
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 26/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 21
tiempo se ha singularizado para dar respuesta a los principales retos que han caracterizado
tradicionalmente el sector energético español y que, de manera resumida, pueden
sintetizarse en los siguientes:
o Un consumo energético por unidad de producto interior bruto más elevado. Para
producir una misma unidad de producto interior bruto, España consume más
energía que la media de los países europeos, incluso en comparación con aquellos
dotados con una estructura industrial y productiva y de un grado de desarrollo
económico similar. Esta situación responde a factores de diversa índole, pero no se
trata de una situación irreversible, sino del efecto de la acumulación de patrones de
crecimiento económico muy intensivos en el consumo de energía. Para corregir esta
tendencia, durante los últimos años, se han realizado importantes esfuerzos en
materia de ahorro y eficiencia energética, que han permitido iniciar el camino hacia
la convergencia con los valores medios europeos en intensidad energética, camino
que es necesario recorrer en los próximos años.
o Elevada dependencia energética. La escasa presencia de yacimientos de energía
primaria fósil ha supuesto históricamente una elevada tasa de dependencia
energética en España. Esta mayor dependencia introduce fuentes de riesgo
adicionales sobre los procesos productivos, como los relacionados con la garantía
del suministro energético o con la volatilidad de los precios de los mercados
internacionales.
o Elevadas emisiones de gases de efecto invernadero, explicadas fundamentalmente
por el fuerte crecimiento de la generación eléctrica y de la demanda de transporte
durante las últimas décadas [27].
Para dar respuesta a estos retos, la política energética en España se ha desarrollado
alrededor de tres ejes: el incremento de la seguridad de suministro, la mejora de la
competitividad de la economía y la garantía de un desarrollo sostenible económica, social y
medioambientalmente.
El desarrollo de las energías renovables constituye una apuesta prioritaria de la política
energética española. Las energías renovables tienen múltiples efectos positivos sobre el
conjunto de la sociedad: Entre otros, la sostenibilidad de sus fuentes, la reducción en las
emisiones contaminantes, el cambio tecnológico, la posibilidad de avanzar hacia formas de
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 27/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 22
energía más distribuidas, la reducción de la dependencia energética y del déficit de la
balanza comercial, el aumento del nivel de empleo y el desarrollo rural [27].
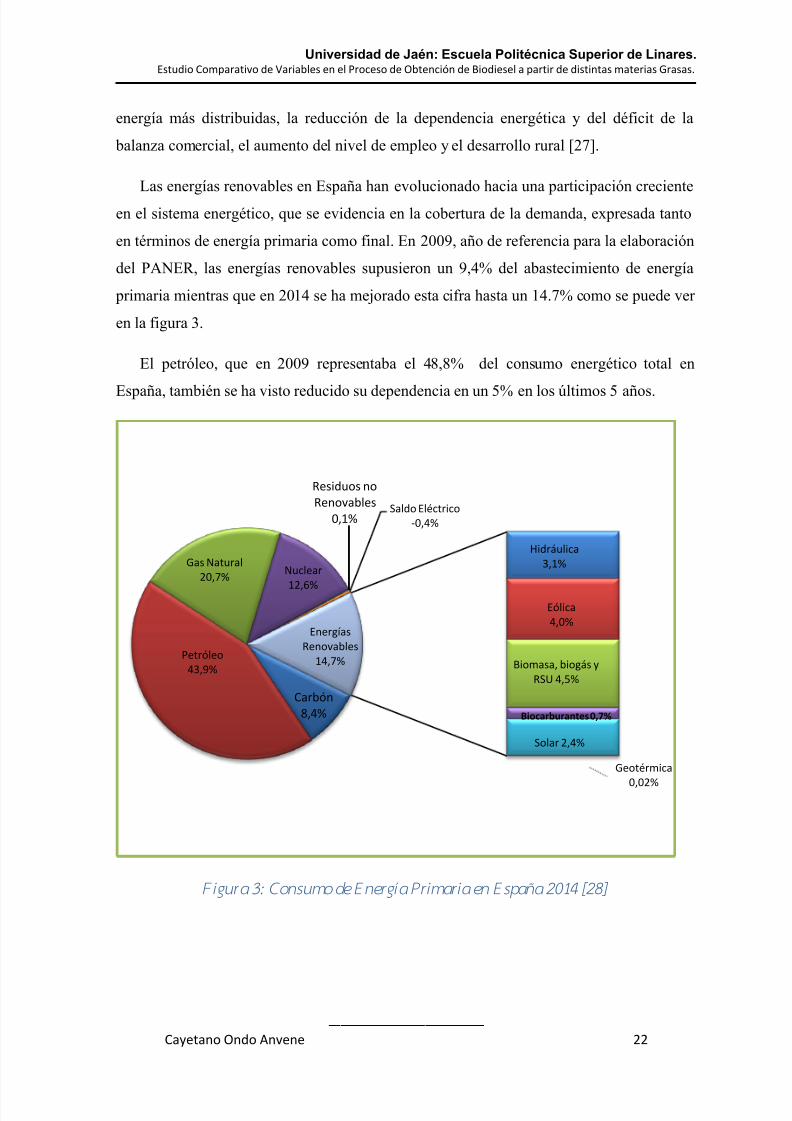
Las energías renovables en España han evolucionado hacia una participación creciente
en el sistema energético, que se evidencia en la cobertura de la demanda, expresada tanto
en términos de energía primaria como final. En 2009, año de referencia para la elaboración
del PANER, las energías renovables supusieron un 9,4% del abastecimiento de energía
primaria mientras que en 2014 se ha mejorado esta cifra hasta un 14.7% como se puede ver
en la figura 3.
El petróleo, que en 2009 representaba el 48,8% del consumo energético total en
España, también se ha visto reducido su dependencia en un 5% en los últimos 5 años.
F igura 3: Consumo de Energía Pr imar ia en España 2014 [28]
Carbón
8,4%
Petróleo
43,9%
Gas Natural
20,7%Nuclear
12,6%
Residuos no
Renovables
0,1%Saldo Eléctrico
-0,4%
Hidráulica
3,1%
Eólica
4,0%
Biomasa, biogás y
RSU 4,5%
Biocarburantes 0,7%
Solar 2,4%
Geotérmica
0,02%
Energías
Renovables
14,7%
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 28/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 23
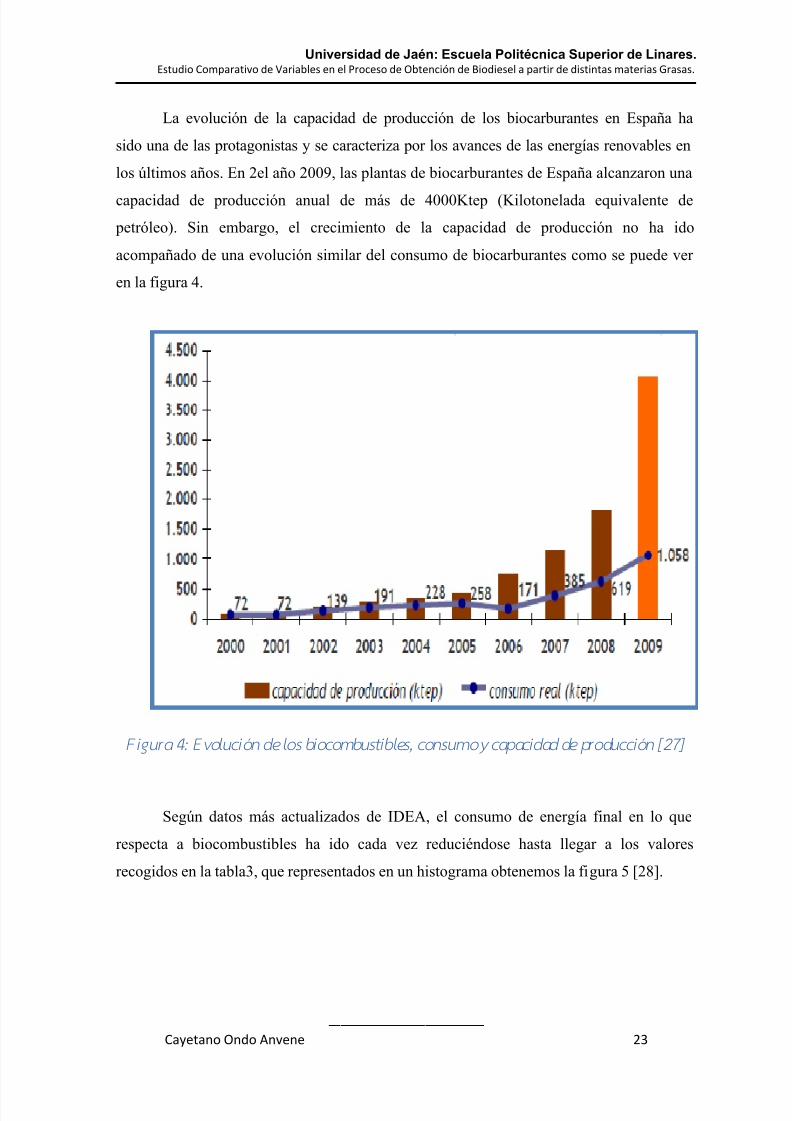
La evolución de la capacidad de producción de los biocarburantes en España ha
sido una de las protagonistas y se caracteriza por los avances de las energías renovables en
los últimos años. En 2el año 2009, las plantas de biocarburantes de España alcanzaron una
capacidad de producción anual de más de 4000Ktep (Kilotonelada equivalente de
petróleo). Sin embargo, el crecimiento de la capacidad de producción no ha ido
acompañado de una evolución similar del consumo de biocarburantes como se puede ver
en la figura 4.
F igura 4: Evolución de los biocombustibles, consumo y capacidad de producción [27]
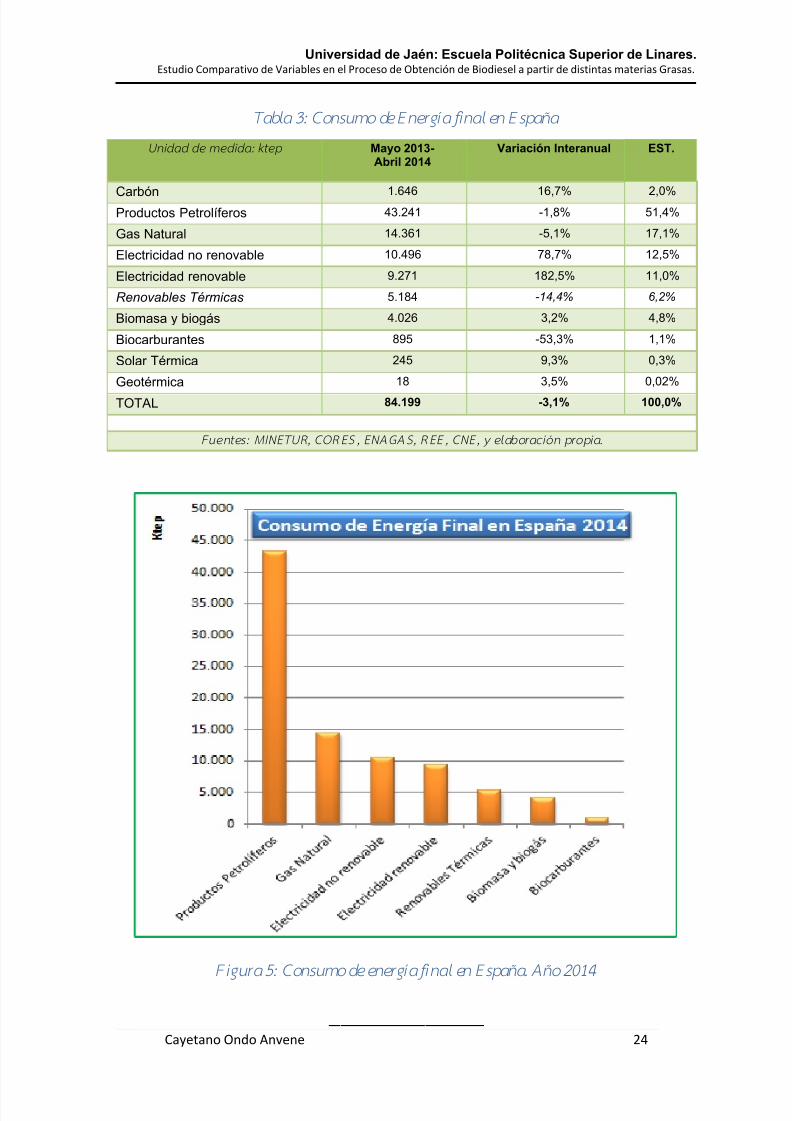
Según datos más actualizados de IDEA, el consumo de energía final en lo que
respecta a biocombustibles ha ido cada vez reduciéndose hasta llegar a los valores
recogidos en la tabla3, que representados en un histograma obtenemos la figura 5 [28].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 29/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 24
Tabla 3: Consumo de Energía final en España
Unidad de medida: ktep Mayo 2013-Abril 2014
Variación Interanual EST.
Carbón 1.646 16,7% 2,0%Productos Petrolíferos 43.241 -1,8% 51,4%
Gas Natural 14.361 -5,1% 17,1%
Electricidad no renovable 10.496 78,7% 12,5%
Electricidad renovable 9.271 182,5% 11,0%
Renovables Térmicas 5.184 -14,4% 6,2%
Biomasa y biogás 4.026 3,2% 4,8%
Biocarburantes 895 -53,3% 1,1%
Solar Térmica 245 9,3% 0,3%
Geotérmica 18 3,5% 0,02%
TOTAL 84.199 -3,1% 100,0%
Fuentes : MINETUR, CORES, ENAGAS, REE, CNE, y elabor ación pr opia.
F igura 5: Consumo de energía f inal en España. Año 2014
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 30/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 25
4.2.3. Datos de producción de Biodiesel en el mundo y en España.
La producción de biodiesel a partir de aceites vegetales es una tecnología madura,
capaz de aprovechar diversas materias primas, que ha alcanzado nivel comercial en
muchos países de Europa, Asia y Estados Unidos desde su inicio en pequeñas cooperativas
de productores a fines de la década de los 80.
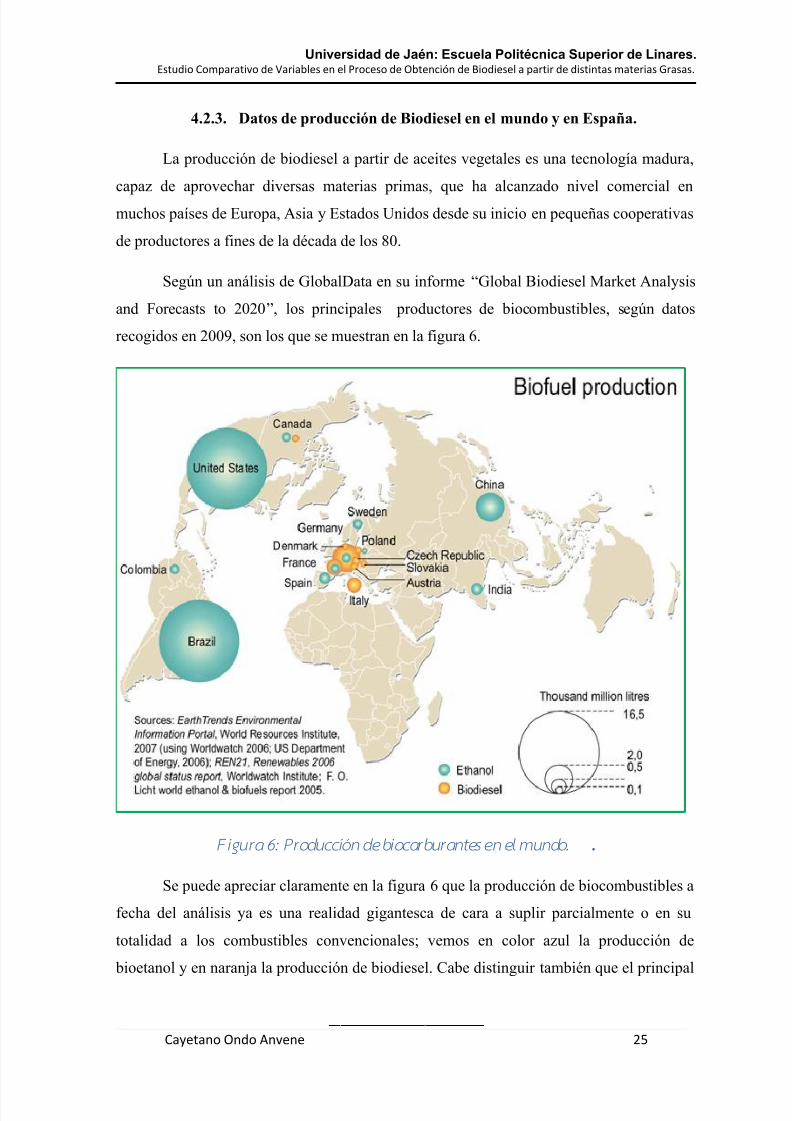
Según un análisis de GlobalData en su informe “Global Biodiesel Market Analysis
and Forecasts to 2020”, los principales productores de biocombustibles, según datos
recogidos en 2009, son los que se muestran en la figura 6.
F igura 6: Producción de biocarburantes en el mundo. .
Se puede apreciar claramente en la figura 6 que la producción de biocombustibles a
fecha del análisis ya es una realidad gigantesca de cara a suplir parcialmente o en su
totalidad a los combustibles convencionales; vemos en color azul la producción de
bioetanol y en naranja la producción de biodiesel. Cabe distinguir también que el principal
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 31/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 26
foco de producción de biodiesel se encuentra en Europa cental como bien se puede ver en
la imagen adjunta.
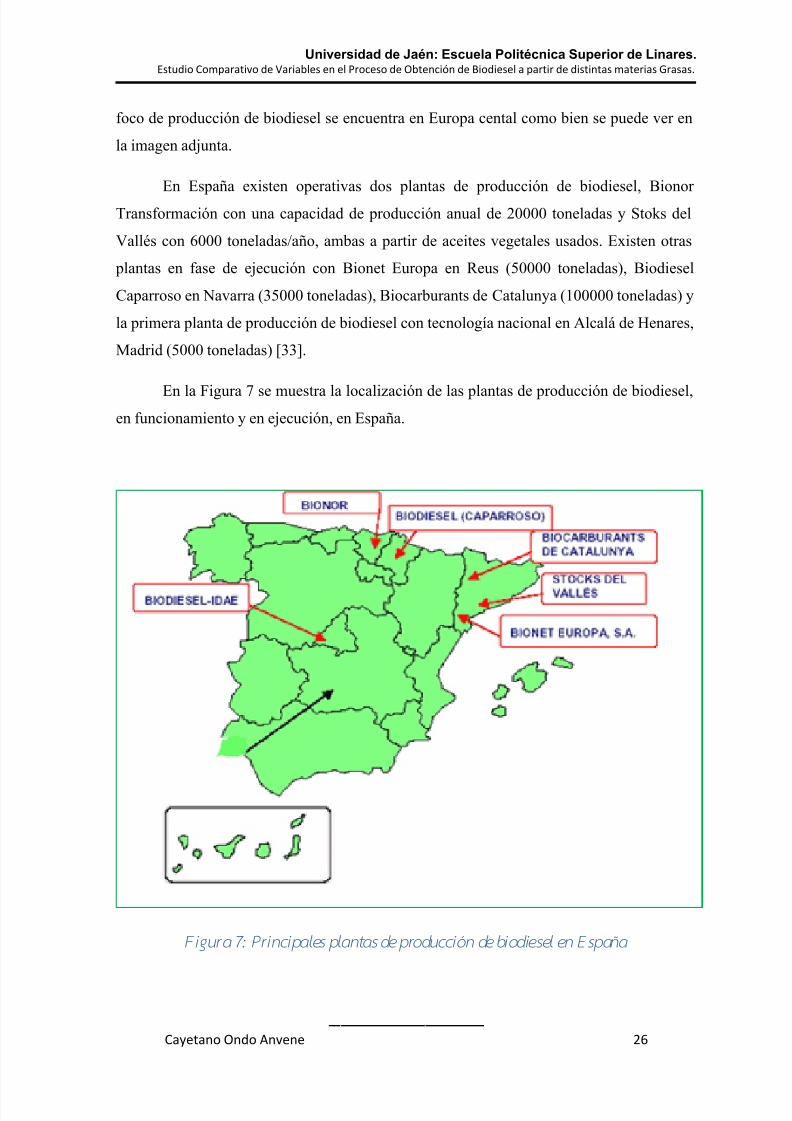
En España existen operativas dos plantas de producción de biodiesel, Bionor
Transformación con una capacidad de producción anual de 20000 toneladas y Stoks del
Vallés con 6000 toneladas/año, ambas a partir de aceites vegetales usados. Existen otras
plantas en fase de ejecución con Bionet Europa en Reus (50000 toneladas), Biodiesel
Caparroso en Navarra (35000 toneladas), Biocarburants de Catalunya (100000 toneladas) y
la primera planta de producción de biodiesel con tecnología nacional en Alcalá de Henares,
Madrid (5000 toneladas) [33].
En la Figura 7 se muestra la localización de las plantas de producción de biodiesel,en funcionamiento y en ejecución, en España.
F igur a 7: Principales plantas de producción de biodiesel en España
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 32/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 27
Pese al aumento de la demanda de biodiesel, España está sufriendo últimamente un
desgaste en esta industria debido a la gran cantidad de biodiesel que llega de Argentina e
Indonesia, no obstante, habrá que poner remedio incentivando la producción de biodiésel
español e incorporando más número de plantas productoras de biodiésel ya que con las 50
existentes no hay suficiente para abastecer el mercado nacional y hay que llegar a acuerdos
con los principales países productores eliminando la posibilidad de quedarnos con nuestro
propio biodiesel.
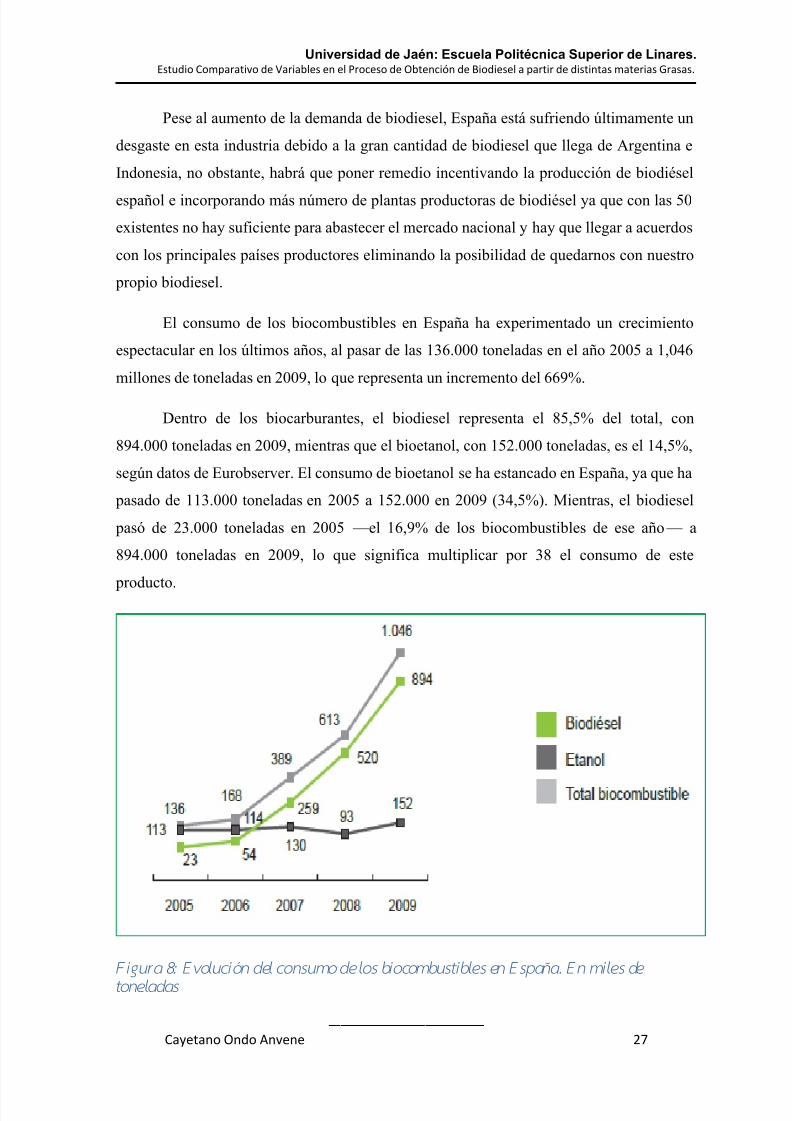
El consumo de los biocombustibles en España ha experimentado un crecimiento
espectacular en los últimos años, al pasar de las 136.000 toneladas en el año 2005 a 1,046
millones de toneladas en 2009, lo que representa un incremento del 669%.
Dentro de los biocarburantes, el biodiesel representa el 85,5% del total, con
894.000 toneladas en 2009, mientras que el bioetanol, con 152.000 toneladas, es el 14,5%,
según datos de Eurobserver. El consumo de bioetanol se ha estancado en España, ya que ha
pasado de 113.000 toneladas en 2005 a 152.000 en 2009 (34,5%). Mientras, el biodiesel
pasó de 23.000 toneladas en 2005 — el 16,9% de los biocombustibles de ese año — a
894.000 toneladas en 2009, lo que significa multiplicar por 38 el consumo de este
producto.
F igur a 8: Evolución del consumo de los biocombustibles en España. En mi les de
toneladas
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 33/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 28
4.3. BIODIESEL
4.3.1. Definición.
El biodiesel es un biocarburante líquido producido a partir de los aceites vegetales y
grasas animales, siendo la colza, el girasol, el maíz, la palma africana y la soja las materias
primas más utilizadas para este fin. Las propiedades del biodiesel son prácticamente las
mismas que las del gasóleo de automoción en cuanto a densidad y numero de cetano.
Además presenta un punto de inflamación superior. Por todo ello el biodiesel puede
mezclarse con el gasóleo para su uso en motores e incluso sustituirlo totalmente si se
adaptan esto convenientemente.
El término bio- hace referencia a su naturaleza renovable y biológica en contraste
con el combustible diesel tradicional derivado del petróleo; por su parte, diesel alude a su
uso en motores de este tipo. El biodiesel sustituye como combustible limpio y renovable a
los derivados del petróleo, concretamente al diesel y lo hace con ventaja ecológica ya que
reduce las emisiones de gases que provocan el efecto invernadero. Así, por ejemplo, el uso
de una tonelada de biodiesel, evita la producción de 2.5 toneladas de dióxido de carbono
(CO2) y sobre todo elimina, si se usa el biodiesel sólo en los motores, las emisiones deazufre (SO2) del diesel, evitando las lluvias ácidas [31]. Además, lo que es fundamental: es
un combustible renovable y no finito como los hidrocarburos.
La definición de biodiesel propuesta pro las especificaciones ASTM (American
Society for Testing and Material Standard, asociación internacional de normativa de
calidad) lo describe como esteres monoalquílicos de ácidos grasos de cadena larga
derivados de lípidos renovables tales como aceites vegetales o grasas de animales y que se
emplean en motores de ignición de compresión. Sin embargo, los esteres más utilizados,como veremos más adelante son los de metanol y etanol (obtenidos a partir de la
transesterificación de cualquier tipo de aceites vegetales o grasas animales o de la
esterificación de los ácidos grasos) debido a su bajo coste y sus ventajas químicas y físicas
[29].
El biodiesel se encuentra registrado como combustible y como aditivo para
combustibles en la Agencia de Protección del Medio Ambiente (Enviroment Protection
Agency (EPA)) en los Estados Unidos [8].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 34/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 29
En cuanto a la utilización del biodiesel como combustible de automoción ha de
señalarse que las características de los esteres son más parecidas a las del gasóleo que las
del aceite vegetal sin modificar. La viscosidad de éster es dos veces superior a la del
gasóleo frente a diez veces o más de las del aceite crudo; además el índice de cetano de los
esteres es superior, siendo los valores adecuados para su uso como combustible [30].
ASTM ha especificado distintas pruebas que deben realizar a los combustibles para
asegurar su correcto funcionamiento.
4.3.2. Especificaciones
El biodiesel necesita disponer de unas especificaciones que enumere las
propiedades y garantice la calidad de producto. Además el biodiesel debe cumplir los
requisitos para los combustibles minerales de automoción y que se encuentran recogidas en
la norma europea EN-590 [ED].
En “Anexo II” se adjunta la tabla en la que se enumeran las especificaciones
establecidas para el biodiesel y el método de ensayo correspondiente [86].
Como se observa en estas especificaciones, el valor de índice de yodo ha subido de
120 a 140. El índice de yodo mide el número de instauraciones y una mayor proporción de
dobles enlaces supone una mayor tendencia a la oxidación. Las especificación de 120
podría excluir a los esteres de girasol, algo mas insaturados y con el índice de yodo más
alto pero en España al haberse fijado el índice de yodo en 140 ya no existe este problema
con lo que sí que entrarían dentro de las especificaciones productos como el girasol,
materia prima habitualmente utilizada para producir biodiesel en nuestro país. Por ello, en
España se están desarrollando trabajos en los últimos años para la utilización de biodieselde girasol en distintas proporciones. En este sentido se han realizado una serie de ensayos
en laboratorios y en bancos de motores con biodiesel de girasol puro y en mezclas al 30%
en el marco de un proyecto financiado por el programa Alterner de la UE.
De los resultados de estos proyectos se deduce que no tiene por qué excluirse a los ésteres
de girasol de la especificación ya que su comportamiento es similar a los de la colza.
Actualmente se está discutiendo la posibilidad de establecer un índice de yodo para el
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 35/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 30
producto final (para la mezcla empleada) con lo que el índice de yodo en la mezcla del
éster metílico de girasol y diesel mineral estaría dentro de las especificaciones [32].
4.3.3. Principales ventajas y desventajas del Biodiesel.
4.3.3.1.Ventajas
Actualmente los países de la Unión Europea, Estados Unidos, Francia, Brasil,
Argentina y Colombia entre muchos otros, han apoyado la utilización de biocombustibles
con el objetivo de reducir las emisiones de gases de efecto invernadero, impulsar la
descarbonización de los combustibles del transporte, diversificar las fuentes de su
abastecimiento, desarrollar alternativas al petróleo a largo plazo, utilizar tierras ociosas y
reforestar la capa vegetal [34]. Se espera también que el incremento de la producción de
biocombustibles ofrezca nuevas oportunidades para diversificar la renta y el empleo en las
zonas rurales o de bajos recursos [35].
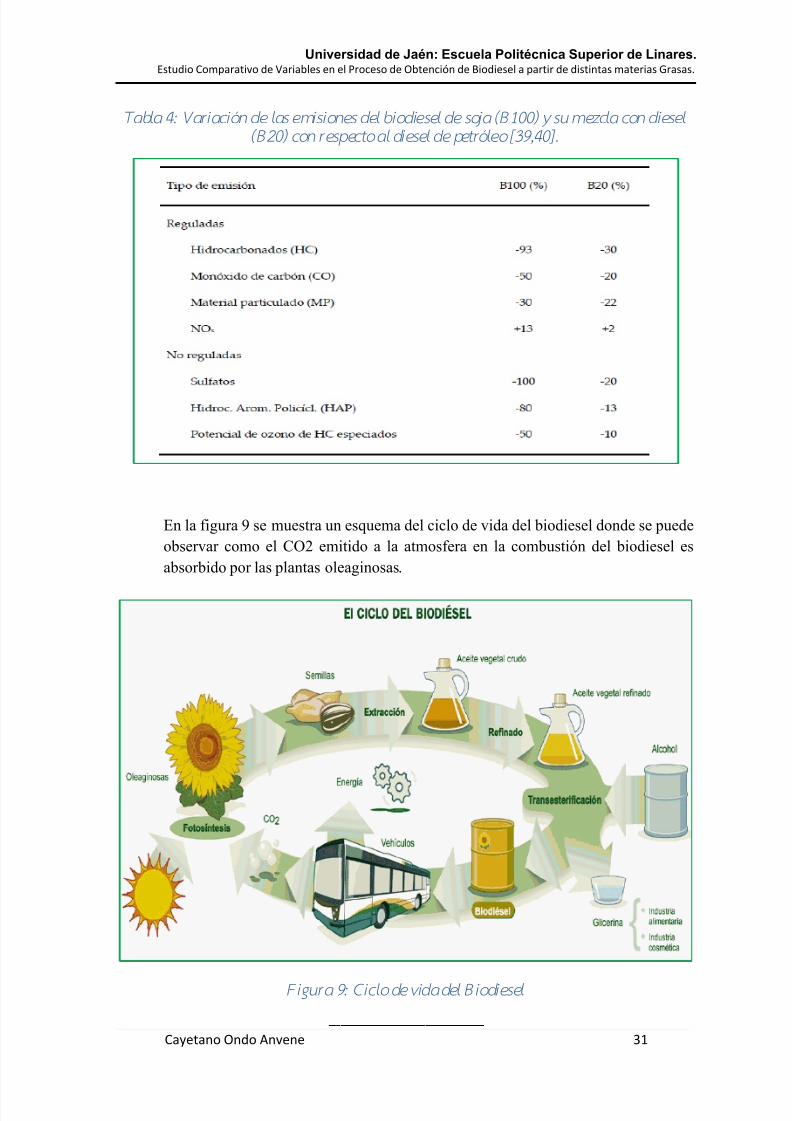
Disminución en emisiones contaminantes
Un estudio hecho por la EPA (Environmental Protection Agency) en el año 2002,
muestra que la utilización de este biocombustible presenta ventajas medioambientales, ya
que usándolo puro se logra una reducción del 90% de hidrocarburos (HC) y una reducción
del 75-90% en hidrocarburos aromáticos policíclicos (HAPs). De igual manera reduce las
emisiones de dióxido de carbono (78% menos) y dióxido de azufre (SO2), material
particulado (MP), metales pesados, monóxido de carbono (CO), y compuestos orgánicos
volátiles [36]. Por otro lado el biodiesel puede aumentar o disminuir los óxidos de
nitrógeno (NOx) dependiendo del método de medición y del tipo de motor [37]. SegúnKnothe (2006) lo que favorece este aumento son los aceites que tienen una gran
composición de ácidos insaturados [38]. La Tabla 4 hace una comparación de las
emisiones entre el diesel y el biodiesel según el informe de la EPA 2002.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 36/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 31
Tabla 4: Var iación de las emisiones del biodiesel de soja (B100) y su mezcla con di esel(B20) con r especto al diesel de petróleo [39,40].
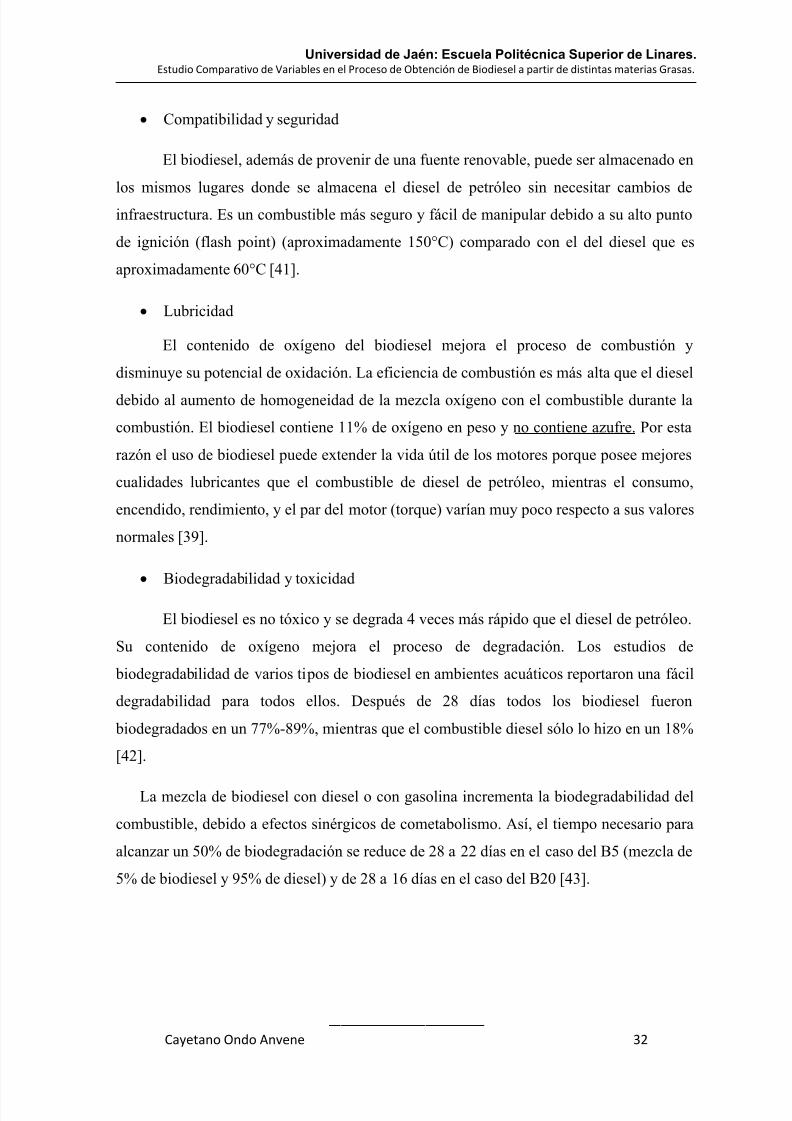
En la figura 9 se muestra un esquema del ciclo de vida del biodiesel donde se puedeobservar como el CO2 emitido a la atmosfera en la combustión del biodiesel esabsorbido por las plantas oleaginosas.
F igur a 9: Ciclo de vida del Biodiesel
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 37/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 32
Compatibilidad y seguridad
El biodiesel, además de provenir de una fuente renovable, puede ser almacenado en
los mismos lugares donde se almacena el diesel de petróleo sin necesitar cambios de
infraestructura. Es un combustible más seguro y fácil de manipular debido a su alto punto
de ignición (flash point) (aproximadamente 150°C) comparado con el del diesel que es
aproximadamente 60°C [41].
Lubricidad
El contenido de oxígeno del biodiesel mejora el proceso de combustión y
disminuye su potencial de oxidación. La eficiencia de combustión es más alta que el diesel
debido al aumento de homogeneidad de la mezcla oxígeno con el combustible durante la
combustión. El biodiesel contiene 11% de oxígeno en peso y no contiene azufre. Por esta
razón el uso de biodiesel puede extender la vida útil de los motores porque posee mejores
cualidades lubricantes que el combustible de diesel de petróleo, mientras el consumo,
encendido, rendimiento, y el par del motor (torque) varían muy poco respecto a sus valores
normales [39].
Biodegradabilidad y toxicidad
El biodiesel es no tóxico y se degrada 4 veces más rápido que el diesel de petróleo.
Su contenido de oxígeno mejora el proceso de degradación. Los estudios de
biodegradabilidad de varios tipos de biodiesel en ambientes acuáticos reportaron una fácil
degradabilidad para todos ellos. Después de 28 días todos los biodiesel fueron
biodegradados en un 77%-89%, mientras que el combustible diesel sólo lo hizo en un 18%
[42].
La mezcla de biodiesel con diesel o con gasolina incrementa la biodegradabilidad del
combustible, debido a efectos sinérgicos de cometabolismo. Así, el tiempo necesario para
alcanzar un 50% de biodegradación se reduce de 28 a 22 días en el caso del B5 (mezcla de
5% de biodiesel y 95% de diesel) y de 28 a 16 días en el caso del B20 [43].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 38/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 33
4.3.3.2. Desventajas
Los problemas técnicos del biodiesel se relacionan con su alta viscosidad, menor
poder calorífico, comportamiento deficiente a bajas temperaturas, ligero aumento en las
emisiones de NOx, coquización del inyector, desgaste en el motor y mayor dilución en el
lubricante del motor. Además su mayor problema es el alto costo y la disponibilidad de la
materia prima [44]. Algunos sectores han hecho cuestionamientos sociales y
responsabilizan a este biocombustible el aumento en el precio de los alimentos y la
deforestación de zonas selváticas [45].
Mayor viscosidad
Debido a que el biodiesel tiene una viscosidad mayor que el diesel pueden existir
problemas de pérdidas de flujo a través de los filtros e inyectores. Si el spray es alterado
por el flujo de combustible se puede generar una coquización del inyector o dilución del
lubricante [42].
Desempeño mecánico
La potencia del motor disminuye porque el poder calorífico inferior (P.C.I.) del
biodiesel es menor. El calor de combustión se reduce en aproximadamente 12% debido a la
presencia de oxígeno dentro de la molécula, esto disminuye el par y la potencia en cerca de
10%, principalmente por la reducción en el calor de combustión. De igual manera esta
disminución repercute en un mayor consumo de combustible para lograr el mismo
desempeño utilizando combustible diesel [39].
Emisiones de NOx
El biodiesel puede aumentar o disminuir los óxidos de nitrógeno (NOX)dependiendo de la materia prima del biodiesel. Se encontró que a mayor grado de
insaturación de las materias primas para biodiesel (por ejemplo, colza y soja) se producían
mayores emisiones de NOx [35].
Comportamiento a bajas temperaturas
El biodiesel presenta problemas para funcionar a bajas temperaturas. Generalmente,
los Puntos de Congelación (PC), Puntos de Nube (PN), así como el Punto de Obstrucción
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 39/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 34
por Filtros Fríos (POFF) son desde ligeramente superiores a muy superiores dependiendo
del origen del éster (soja, girasol o palma). Los glicéridos saturados producen
cristalizaciones a temperaturas relativamente bajas y aumentan el punto de nube y el
POFF. Por ejemplo el biodiesel producido a partir de aceite de palma tiene un punto de
obstrucción de filtro frío de +11°C y punto de nube +13°C [44]. Estos valores impiden su
utilización en temporadas invernales pero sí en verano o en países tropicales [46, 47].
Dilución del lubricante
El aceite de motor (lubricante) puede degradarse mucho más rápido si el
combustible utilizado es biodiesel en vez de diesel. El biodiesel tiende a disolverse más
fácilmente en el lubricante que el diesel. La dilución que se produce por el biodiesel en elaceite hace que la viscosidad disminuya en las primeras etapas (dilución del combustible).
En etapas posteriores aumenta con el tiempo (oxidación del lubricante) debido a la
formación de depósitos y lacas, causadas por la tendencia del biodiesel a la oxidación y
polimerización del lubricante, debido a la presencia de dobles enlaces en su estructura [34].
Por estas razones se recomienda utilizar un lubricante que tenga una capacidad dispersante
superior a la utilizada con el diesel, de lo contrario se recomiendan cambiar el aceite
lubricante en períodos más cortos que utilizando un diesel normal.
Problemas de corrosión
Pueden aparecer algunos problemas debido a corrosión y partículas de desgaste en
el tanque, que hay que tener en cuenta no sólo en lo que afecta al motor, sino también
concerniente a la instalación especialmente cuando se utiliza biodiesel puro (B100).
Algunos materiales se deterioran con el biodiesel: Pinturas, plásticos, gomas, etc. Es
por eso que las juntas de nitrilo en contacto con el biodiesel se disuelven, por lo que sedeben sustituir por las de vitón, teflón u otros que son más resistentes. De igual manera si
se utiliza B100 se recomienda que las pinturas del depósito de combustible y demás partes
en contacto con el combustible se sustituyan por otras acrílicas [48].
Estabilidad a la oxidación
Si el biodiesel proviene de un aceite con alta concentración de ácido linolénico
(C18:3) o en general ácidos insaturados (soja, colza o girasol) presentará problemas de
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 40/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 35
estabilidad a la oxidación debido a que posee dobles enlaces y oxígeno en su molécula.
Esto es importante a la hora de almacenar durante mucho tiempo el biodiesel. La
utilización de recipientes que contengan cobre, cinc, plomo o alguna combinación de estos
tres afecta de manera muy negativa a la estabilidad ya que forma gran cantidad de
sedimentos, depósitos en los inyectores y colmatación en los filtros. Por tal motivo se
recomienda usar materiales de zinc o acero preferiblemente [49].
Precio
El biodiesel es una alternativa tecnológica factible y madura al diesel, pero actualmente
el costo es 1.5-3 veces más costoso que el diesel en países desarrollados. La competitividad
del biodiesel depende de las políticas que hagan los gobiernos, tales como subsidios yexención de impuestos, porque sin estas ayudas no es viable económicamente su
producción [50, 51, 52].
4.3.4. Propiedades del Biodiesel
Las propiedades físicas y químicas de biodiesel están relacionadas con la
composición de las materias primas, pudiendo variar sustancialmente de una materia prima
a la siguiente [53].
Como ha sido referido, existen especificaciones estándares para los combustibles
diesel y biodiesel. En este trabajo fin de grado se ha seguido la norma EN 14214 [54], para
determinar algunas de las propiedades que todos los combustibles diesel deben poseer para
que sean comercializados. A continuación se describen las propiedades analizadas.
Hay varios factores que deben tenerse en cuenta para el almacenamiento de
biodiesel, incluyendo la temperatura de exposición, la estabilidad à oxidación y la
compatibilidad de los materiales. La temperatura del biodiesel almacenado debe ser
controlada para evitar la formación de cristales que pueden obstruir líneas de combustible
y filtros de combustible. Por esta razón, la temperatura de almacenamiento de biodiesel
más puro se mantiene generalmente entre 7 y 10 ºC. Incluso en climas extremadamente
fríos, el almacenamiento subterráneo de biodiesel puro proporciona, por lo general, la
temperatura de almacenamiento necesaria para la prevención de la formación de cristales.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 41/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 36
La estabilidad del biodiesel es una propiedad importante cuando se va a almacenar
durante un período prolongado. Una débil estabilidad puede llevar al aumento de la acidez
y de la viscosidad del combustible y provocar la formación de gomas y sedimentos. Por lo
tanto, si la duración de almacenamiento del biodiesel y de las mezclas de biodiesel es más
de 6 meses, debe ser tratado con un aditivo antioxidante. Por otra parte, debido a que la
contaminación con agua lleva a un crecimiento biológico en el combustible, debe reducirse
al mínimo en el combustible almacenado, mediante el uso de biocidas. Tanques de
almacenamiento de biodiesel fabricados en aluminio, acero, teflón y polietileno o
polipropileno fluorado deben ser seleccionados. Los tanques deben reducir al mínimo la
posibilidad de contaminación de agua y deben ser limpiados antes de su uso para el
almacenamiento de biodiesel [55].
4.3.4.1.Densidad
La densidad es una de las propiedades más importantes de los combustibles, ya que los
sistemas de inyección, bombas e inyectores deben suministrar la cantidad de combustible
con precisión para proporcionar la combustión adecuada [56].
La densidad del biodiesel depende del contenido en ésteres y de la cantidad remanente
de alcohol, por lo tanto, esta propiedad viene determinada fundamentalmente por el aceite
vegetal elegido y, en cierta medida, por las etapas de purificación aplicadas [57]. La norma
EN 14214 establece el intervalo de la densidad permitida entre 860 – 900 kg/m3.
4.3.4.2.Viscosidad
La viscosidad cinemática es una medida de la fricción interna entre moléculas o de la
resistencia a fluir de los líquidos. Se trata de otra de las propiedades más importantes,
puesto que, afecta a la atomización del combustible en la inyección del mismo en lacámara de combustión y, con ello, a la formación de depósitos en el motor [58]. De hecho,
es la principal razón por la cual las grasas y los aceites son transesterificados a biodiesel.
Con ello, se consigue que la viscosidad del biodiesel se reduzca sustancialmente [59].
La viscosidad es una propiedad que aumenta con la longitud de la cadena (número de
átomos de carbono) y con el grado de saturación (dobles enlaces), esto conduce a que los
ésteres etílicos presenten una viscosidad ligeramente superior a la de los ésteres metílicos.
Factores tales como la configuración de los dobles enlaces influye en la viscosidad, por
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 42/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 37
ejemplo, la configuración de doble enlace cis da una viscosidad inferior que la trans,
mientras que la posición de doble enlace afecta en menor medida [60]. La norma EN
14214 marca los límites de la viscosidad entre 3,5 - 5,0 cSt.
4.3.4.3.Humedad
En el proceso de obtención del biodiesel, comúnmente se emplea agua en la etapa
de lavado. Posteriormente, el agua es eliminada, pero puede quedar un contenido de
humedad residual que va a variar en función del método escogido para su secado, según la
eficiencia del mismo. A escala industrial, la deshidratación se realiza normalmente
mediante destilación en vacío (5 kPa) a temperaturas de 30 a 40 °C, lo que lleva a la
disminución pronunciada del contenido de agua [57].
Se sabe que los ésteres metílicos son más higroscópicos que los combustibles a
base de petróleo y, durante el almacenamiento, pueden absorber más agua hasta alcanzar
una concentración de aproximadamente 1000 ppm. Si se sobrepasa esta cantidad, puede
tener lugar la acumulación de la misma en el fondo de los tanques de almacenamiento. La
presencia de agua libre promueve el crecimiento de microorganismos que degradan el
biodiesel, reduciendo su capacidad de almacenamiento. También puede afectar al
funcionamiento del motor puesto que los lodos producidos pueden causar obstrucción de
los filtros y las líneas por las que circula el combustible [61].
El biodiesel contaminado con agua puede causar la corrosión del motor o
reaccionar con glicéridos para producir jabones y glicerina. La norma EN 14214 establece
el contenido en agua máximo permitido de 0,05%.
4.3.4.4.Índice de saponificación
El índice de saponificación representa los miligramos de hidróxido potásico
necesarios para saponificar un gramo de biodiesel.
El índice de saponificación se relaciona con el peso molecular promedio de la
muestra y depende fundamentalmente de la materia prima (aceite) utilizada en el proceso
de transesterificación y no de las condiciones en que se haya llevado a cabo el mismo.
Efectivamente, los ácidos que están presentes en los triglicéridos y en los ésteres alquílicos
son los mismos, ya que durante la reacción sólo se produce el cambio de glicerina por el
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 43/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 38
alcohol utilizado. En consecuencia, el peso molecular promedio no cambia de manera
significativa y, lógicamente, no se producen cambios en el índice de saponificación de los
ésteres metílicos respecto al aceite de partida [62].
4.3.4.5.Índice de yodo
El índice de yodo se mide como el yodo adsorbido en gramos por cada 100 g de
muestra, y se relaciona con el nivel de insaturación presente en el aceite, es decir, cuanto
mayor sea el contenido en insaturaciones más elevado es el índice de yodo [63]. Este
parámetro, por tanto, depende del aceite vegetal de origen y, en consecuencia, el biodiesel
obtenido de un mismo aceite vegetal presentará valores similares de índice de yodo [64].
Es necesario limitar el valor del índice de yodo que presenten los combustibles,
pues la mayor capacidad calorífica de los ácidos grasos insaturados puede dar lugar a la
polimerización de los glicéridos. Esto puede conducir a la formación de depósitos o al
deterioro del aceite lubricante. Dicho efecto se incrementa con el número de dobles enlaces
en la cadena de ácidos grasos [89]. En la norma EN 14214, el índice de yodo está limitado
a 120 gI2/100g. Un valor típico del índice de yodo para el diesel convencional es de
aproximadamente 10, mientras que el biodiesel, dado que presenta un grado de
insaturación significativamente superior, presenta un índice de yodo considerablemente
superior [64].
4.3.4.6.Índice de acidez
El índice de acidez es una medida de la concentración de ácidos grasos libres. Esta
propiedad se eleva con la degradación del combustible o se asocia a depósitos en el sistema
de combustible, reduce la vida de la bomba del combustible y filtros [65]. El valor máximo
del índice de acidez, indicado por la norma EN 14214 es de 0,50 mg de KOH por gramo demuestra.
4.3.4.7.Punto de inflamación y combustión
El punto de inflamación es una medida de la tendencia de una muestra para formar
mezclas inflamables con aire en condiciones controladas de laboratorio. Es un parámetro a
considerar en el manejo, almacenamiento y seguridad de los combustibles y materiales
inflamables. Así, los aceites vegetales, en general, tienen altos puntos de inflamación,
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 44/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 39
mayores que los gasóleos, los cuales se reducen cuando el aceite es sometido a un proceso
de transesterificación (aunque siguen siendo mayores al del gasóleo). Un bajo punto de
inflamación puede ser indicativo de presencia de metanol en el biodiesel [66].
El punto de combustión es la temperatura en la que una llama provoca la
inflamación continuada de un combustible. Suele ser superior al de inflamación.
La norma EN 14214 presenta un valor mínimo exigido de 120 ºC para el punto de
inflamación, no estableciendo ningún valor para el punto de combustión.
4.3.4.8.Temperatura del 50% de destilado
La temperatura que corresponde al 50 % del destilado es una propiedad de granimportancia en la seguridad y el comportamiento de los combustibles. Además, esta
propiedad es muy importante en el encendido del motor y en la etapa de precalentamiento.
La presencia de componentes en el combustible, con un alto punto de ebullición, puede
afectar de forma significativa en la formación de depósitos sólidos durante la combustión.
En la norma EN 14214 no se especifica el valor de este parámetro, pero la temperatura
típica correspondiente al 50 % de destilado para el diesel nº2 es de 258 °C [62].
4.3.4.9.Índice de cetano
El índice de cetano es un importante indicador de la calidad del biodiesel. Un índice
de cetano elevado garantiza un buen control de la combustión, aumento del rendimiento y
mejora de los arranques en frío, lo que da lugar a menos gases de escape [67].
Es bien conocido que el índice de cetano del biodiesel depende del aceite vegetal de
origen. El índice de cetano aumenta a medida que las cadenas de los ácidos grasos son más
largas, es decir, contienen mayor número de átomos de carbono y el contenido en esteressaturados [68]. Esto indica una preferencia sobre los ésteres metílicos saturados, sin
embargo esta situación dará lugar a la solidificación de los ésteres metílicos a mayor
temperatura [69].
Las normas EN 14214 y EN 590 especifican un valor mínimo para el índice de
cetano de 51 mientras que, un valor típico del índice de cetano para el diesel nº.2 es
aproximadamente 46 [67].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 45/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 40
4.3.4.10. Punto de obstrucción de filtro en frío
Uno de los principales problemas que tiene el uso del biodiesel es su limitada
capacidad de flujo a baja temperatura [60]. Se denomina punto de obstrucción de filtro frío,
POFF, a la mayor temperatura en la cual el combustible, cuando se enfría en condiciones
definidas, no fluye a través de un filtro de una malla de alambre dentro de un tiempo
determinado. Este parámetro está relacionado con el arranque del motor en frío, y debe ser
suficientemente bajo, ya que si el biodiesel se congela, el motor no arranca [67]. Los
problemas de flujo en frío son causados por la presencia de cantidades elevadas de ésteres
de ácidos grasos saturados [70].
En la norma EN 14214 no se especifica el valor del POFF, ya que es diferente encada país. En los países mediterráneos, los límites para el POFF del diesel de automoción
son denominados como “grado de invierno” y “grado de verano” y estos son -10 °C y 5 °C,
respectivamente [62].
4.4. PRODUCCIÓN DE BIODIESEL
Diversas son las alternativas que se han ido enumerando desde que se planteó la
posibilidad de quemar los aceites vegetales en los motores Diesel. Entre ellas destacan su
uso sin sufrir ninguna modificación, su mezcla con gasóleo mineral o la alteración química
de estos aceites mediante dilución, microemulsión, craqueo térmico (pirolisis) o
transesterificación.
La dilución de los aceites vegetales con solventes disminuye su viscosidad y
resuelve algunos problemas de rendimiento del motor como la formación de coque de
inyección y depósitos de carbón. La viscosidad del aceite se puede reducir mediante la
mezcla con etanol puro.
El uso directo como combustible diesel o mezcla con gasóleo presentan ventajas
como portabilidad (naturaleza líquida), contenido de calor (80% del combustible diesel),
disponibilidad y carácter renovable. Las desventajas son su alta viscosidad, baja volatilidad
y la reactividad de las cadenas de hidrocarburos insaturadas. Los problemas aparecen
únicamente después de que el motor haya estado operando con aceites vegetales durante
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 46/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 41
grandes periodos de tiempo, especialmente con motores de inyección directa. Entre los
problemas se incluyen formación de coque y depósitos de carbón, además de que son
espesantes y gelificantes del aceite lubricante a la hora de ser utilizados en el motor.
Con el fin de abordar los problemas planteados por el uso de aceite vegetal como
combustible se han explorado otras modificaciones. Uno de estos métodos es preparar el
aceite en forma de microemulsión. Las microemulsiones son la dispersión coloidal de
microestructuras de equilibrio con dimensiones en el rango de 1-150 mm. Estas
dispersiones se forman espontáneamente a partir de dos líquidos inmiscibles y uno o más
tensioactivos. Este método está dirigido a resolver el problema de la alta viscosidad de los
aceites vegetales puros y la mala pulverización del mismo durante la combustión. La
formulación reduce la viscosidad de los aceites vegetales con solventes como metanol y
etanol. Sin embargo, tiene menor número de cetano y bajo contenido de energía.
La pirolisis consiste en la descomposición térmica de una sustancia en otra u otras,
en presencia o no de un catalizador. La pirolisis y craqueo catalítico de aceites y grasas
origina alcanos, alquenos, alcadienos, ciclo-alcanos, alquilbencenos, ácidos carboxílicos,
aromáticos y pequeñas cantidades de productos gaseosos. El proceso implica el
calentamiento en ausencia de aire u oxígeno y la rotura de enlaces químicos para producirmoléculas más pequeñas. Materias primas adecuadas para la pirolisis pueden ser aceites
vegetales, grasas animales, ácidos grasos naturales y ésteres metílicos de ácidos grasos. El
craqueo catalítico de aceites vegetales para producir biocombustibles ha sido estudiado. El
aceite de copra y el aceite de palma fueran craqueados para producir gases, líquidos y
sólidos con menores pesos moleculares. La fase orgánica condensada fue fraccionada para
producir combustibles (biogasolina y biodiesel). El combustible líquido producido a partir
de la pirolisis tiene componentes químicos similares a los combustibles diésel
convencionales.
Y por último está la transesterificación, que es el método más utilizado
comercialmente para la producción de biodiesel [71].
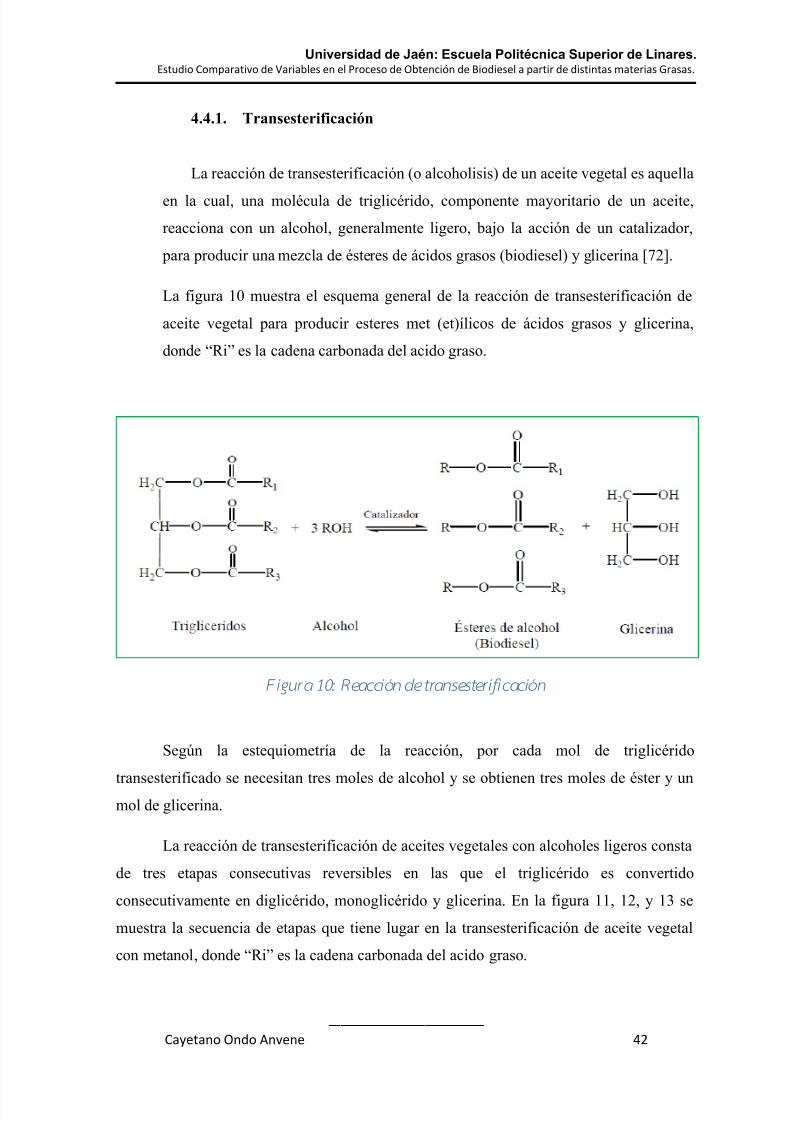
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 47/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 42
4.4.1. Transesterificación
La reacción de transesterificación (o alcoholisis) de un aceite vegetal es aquella
en la cual, una molécula de triglicérido, componente mayoritario de un aceite,
reacciona con un alcohol, generalmente ligero, bajo la acción de un catalizador,
para producir una mezcla de ésteres de ácidos grasos (biodiesel) y glicerina [72].
La figura 10 muestra el esquema general de la reacción de transesterificación de
aceite vegetal para producir esteres met (et)ílicos de ácidos grasos y glicerina,
donde “Ri” es la cadena carbonada del acido graso.
F igura 10: Reacción de transester i fi cación
Según la estequiometría de la reacción, por cada mol de triglicérido
transesterificado se necesitan tres moles de alcohol y se obtienen tres moles de éster y unmol de glicerina.
La reacción de transesterificación de aceites vegetales con alcoholes ligeros consta
de tres etapas consecutivas reversibles en las que el triglicérido es convertido
consecutivamente en diglicérido, monoglicérido y glicerina. En la figura 11, 12, y 13 se
muestra la secuencia de etapas que tiene lugar en la transesterificación de aceite vegetal
con metanol, donde “Ri” es la cadena carbonada del acido graso.
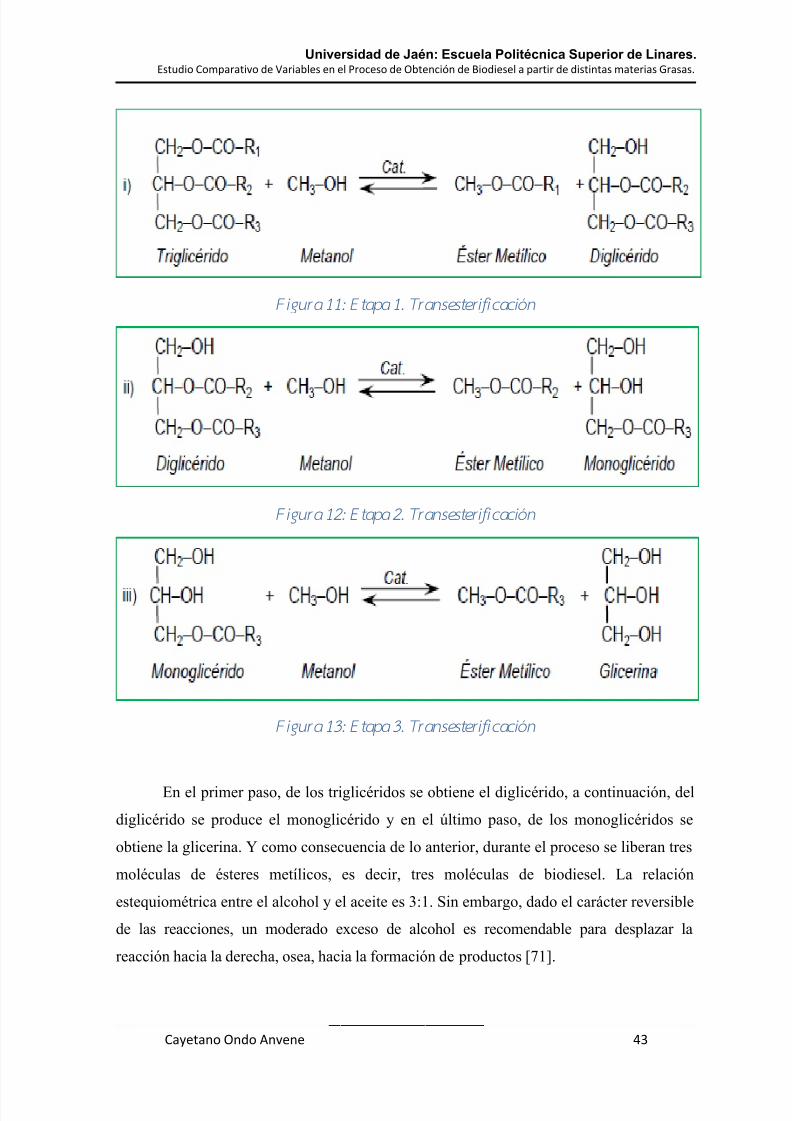
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 48/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 43
F igur a 11: Etapa 1. Transesteri fi cación
F igur a 12: Etapa 2. Transesteri fi cación
F igur a 13: Etapa 3. Transesteri fi cación
En el primer paso, de los triglicéridos se obtiene el diglicérido, a continuación, del
diglicérido se produce el monoglicérido y en el último paso, de los monoglicéridos se
obtiene la glicerina. Y como consecuencia de lo anterior, durante el proceso se liberan tres
moléculas de ésteres metílicos, es decir, tres moléculas de biodiesel. La relación
estequiométrica entre el alcohol y el aceite es 3:1. Sin embargo, dado el carácter reversible
de las reacciones, un moderado exceso de alcohol es recomendable para desplazar la
reacción hacia la derecha, osea, hacia la formación de productos [71].
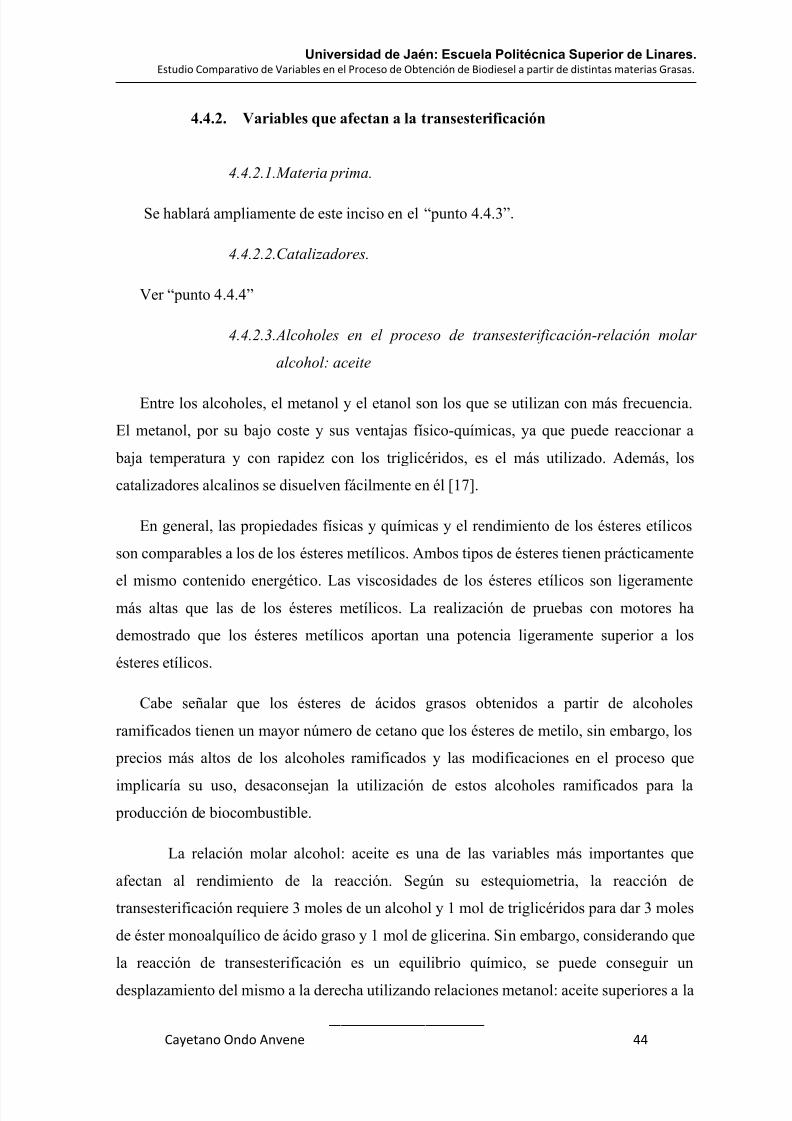
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 49/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 44
4.4.2. Variables que afectan a la transesterificación
4.4.2.1.Materia prima.
Se hablará ampliamente de este inciso en el “ punto 4.4.3”.
4.4.2.2.Catalizadores.
Ver “punto 4.4.4”
4.4.2.3.Alcoholes en el proceso de transesterificación-relación molar
alcohol: aceite
Entre los alcoholes, el metanol y el etanol son los que se utilizan con más frecuencia.
El metanol, por su bajo coste y sus ventajas físico-químicas, ya que puede reaccionar a
baja temperatura y con rapidez con los triglicéridos, es el más utilizado. Además, los
catalizadores alcalinos se disuelven fácilmente en él [17].
En general, las propiedades físicas y químicas y el rendimiento de los ésteres etílicos
son comparables a los de los ésteres metílicos. Ambos tipos de ésteres tienen prácticamente
el mismo contenido energético. Las viscosidades de los ésteres etílicos son ligeramente
más altas que las de los ésteres metílicos. La realización de pruebas con motores ha
demostrado que los ésteres metílicos aportan una potencia ligeramente superior a los
ésteres etílicos.
Cabe señalar que los ésteres de ácidos grasos obtenidos a partir de alcoholes
ramificados tienen un mayor número de cetano que los ésteres de metilo, sin embargo, los
precios más altos de los alcoholes ramificados y las modificaciones en el proceso que
implicaría su uso, desaconsejan la utilización de estos alcoholes ramificados para la producción de biocombustible.
La relación molar alcohol: aceite es una de las variables más importantes que
afectan al rendimiento de la reacción. Según su estequiometria, la reacción de
transesterificación requiere 3 moles de un alcohol y 1 mol de triglicéridos para dar 3 moles
de éster monoalquílico de ácido graso y 1 mol de glicerina. Sin embargo, considerando que
la reacción de transesterificación es un equilibrio químico, se puede conseguir un
desplazamiento del mismo a la derecha utilizando relaciones metanol: aceite superiores a la
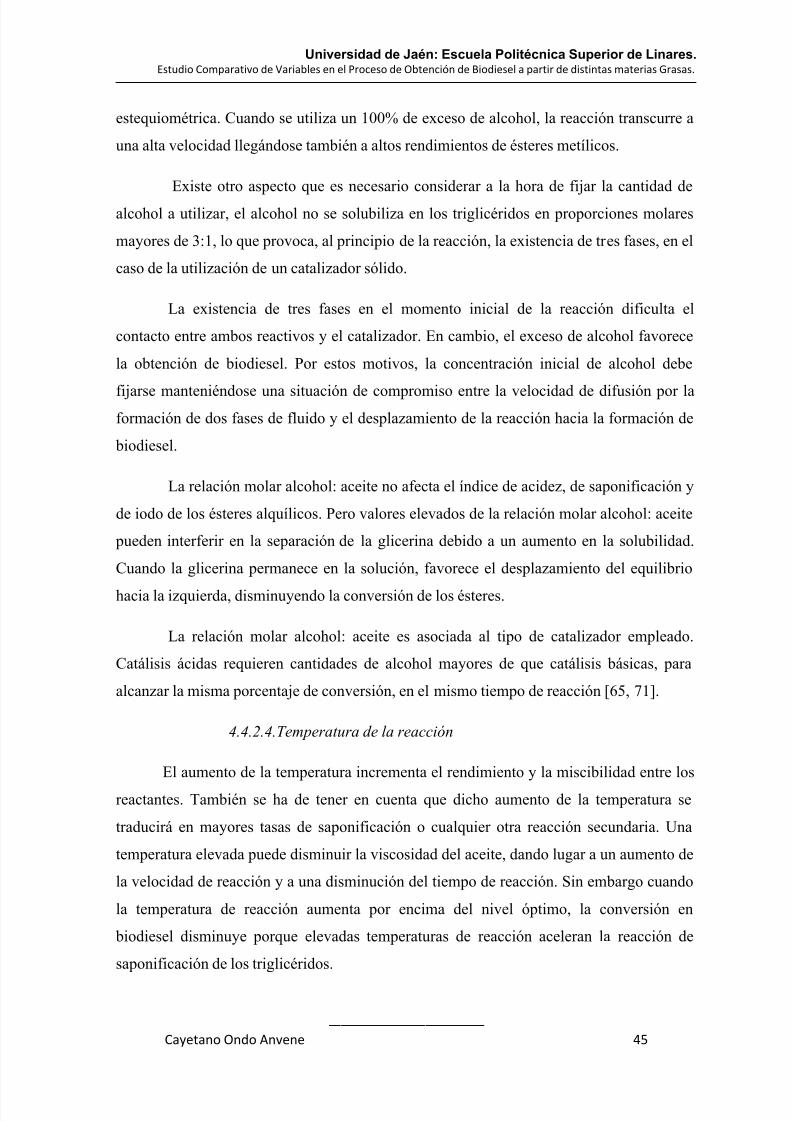
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 50/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 45
estequiométrica. Cuando se utiliza un 100% de exceso de alcohol, la reacción transcurre a
una alta velocidad llegándose también a altos rendimientos de ésteres metílicos.
Existe otro aspecto que es necesario considerar a la hora de fijar la cantidad de
alcohol a utilizar, el alcohol no se solubiliza en los triglicéridos en proporciones molares
mayores de 3:1, lo que provoca, al principio de la reacción, la existencia de tres fases, en el
caso de la utilización de un catalizador sólido.
La existencia de tres fases en el momento inicial de la reacción dificulta el
contacto entre ambos reactivos y el catalizador. En cambio, el exceso de alcohol favorece
la obtención de biodiesel. Por estos motivos, la concentración inicial de alcohol debe
fijarse manteniéndose una situación de compromiso entre la velocidad de difusión por laformación de dos fases de fluido y el desplazamiento de la reacción hacia la formación de
biodiesel.
La relación molar alcohol: aceite no afecta el índice de acidez, de saponificación y
de iodo de los ésteres alquílicos. Pero valores elevados de la relación molar alcohol: aceite
pueden interferir en la separación de la glicerina debido a un aumento en la solubilidad.
Cuando la glicerina permanece en la solución, favorece el desplazamiento del equilibrio
hacia la izquierda, disminuyendo la conversión de los ésteres.
La relación molar alcohol: aceite es asociada al tipo de catalizador empleado.
Catálisis ácidas requieren cantidades de alcohol mayores de que catálisis básicas, para
alcanzar la misma porcentaje de conversión, en el mismo tiempo de reacción [65, 71].
4.4.2.4.Temperatura de la reacción
El aumento de la temperatura incrementa el rendimiento y la miscibilidad entre los
reactantes. También se ha de tener en cuenta que dicho aumento de la temperatura se
traducirá en mayores tasas de saponificación o cualquier otra reacción secundaria. Una
temperatura elevada puede disminuir la viscosidad del aceite, dando lugar a un aumento de
la velocidad de reacción y a una disminución del tiempo de reacción. Sin embargo cuando
la temperatura de reacción aumenta por encima del nivel óptimo, la conversión en
biodiesel disminuye porque elevadas temperaturas de reacción aceleran la reacción de
saponificación de los triglicéridos.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 51/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 46
La temperatura no debe ser superior a la temperatura de ebullición del alcohol (que
depende de la presión el sistema) para evitar su pérdida y la consecuente disminución del
rendimiento.
4.4.2.5.Velocidad de la agitación y tiempo de reacción.
El rendimiento aumenta con el tiempo de reacción hasta llegar a unos valores
límites. También se ha encontrado que se requiere menor tiempo de reacción cuando se
emplea metanol en lugar de etanol, con similares condiciones de operación, ya sea en
catálisis ácida o alcalina, para alcanzar el mismo rendimiento.
La intensidad del mezclado es importante al comienzo de la reacción, dado que
al alimentar los reactivos al reactor se forma un sistema de dos fases líquidas inmiscibles
entre el aceite y la solución alcohol/catalizador. Una vez mezcladas las fases e iniciada la
reacción, no se requiere de agitación fuerte y sostenida, aunque en la catálisis heterogénea
es importante la agitación. Se han encontrado altos rendimientos con velocidades de
agitación de 360 y 600 r.p.m (revoluciones por minuto), esto se debe a que a velocidades
superiores a 360 r.p.m se supera el valor mínimo del número de Reynolds de 10.000,
garantizando que la transferencia de masa de los reactantes y productos no limite la
velocidad de reacción.
La forma de realizar la agitación también afecta el rendimiento de la reacción, en
un experimento reportado en Sharma 2008 se indica que el rendimiento pasó de 85% a
89,5% cuando se cambia de agitación magnética de 1.000 r.p.m a una agitación mecánica
de 1.100 r.p.m [73].
4.4.2.6.Ácidos grasos libres
Los ácidos grasos libres (AGL) son los ácidos monocarboxílicos saturados o
insaturados que están presentes en las grasas o aceites pero no están conectados a la
estructura de la glicerina. Mayor cantidad de ácidos grasos libres conduce a mayor índice
de acidez. Los aceites vegetales deben contener ácidos grasos libres dentro de límites
deseados para la transesterificación alcalina, caso contario la reacción puede no ocurrir o el
rendimiento será muy inferior y además el producto formado será jabón en lugar de
ésteres. Se puede emplear un catalizador ácido para reducir el contenido de ácidos grasos
libres a un nivel suficientemente seguro para la transesterificación alcalina. Durante la
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 52/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 47
catálisis ácida, los ácidos grasos libres reaccionan con el alcohol para producir ésteres
pero, al mismo tiempo, también se produce agua, lo que inhibe la reacción de
transesterificación.
El proceso de transesterificación puede ser llevado a cabo en una sola etapa para los
aceites con porcentajes de ácidos grasos libres inferiores al 3% y puede ser un proceso en
dos etapas para los aceites con contenido en ácidos grasos libres más elevado. En un
proceso en dos etapas, la esterificación de ácidos puede ser seguida por una
transesterificación alcalina [74].
4.4.2.7.Transferencia de materia (Sistema monofásico o bifásico)
Como se ha indicado, para que la reacción de transesterificación alcance su
rendimiento máximo es necesario utilizar exceso de alcohol. En los actuales procesos
industriales de obtención de biodiesel se suele utilizar una relación molar metanol: aceite
de 6:1, esto conlleva a que al inicio de la reacción el sistema esté constituido por un medio
bifásico, ya que el alcohol no se solubiliza en los triglicéridos en proporciones molares
mayores de 3:1. No obstante, el alcohol sí es soluble en los productos de reacción y, a su
vez, los ésteres metílicos son solubles en los triglicéridos; por lo que con el avance de la
reacción desaparece la interfase dando lugar a un sistema monofásico, siempre y cuando se
utilicen catalizadores homogéneos. Sin embargo, a medida que progresa la reacción,
aumenta la concentración de glicerina, siendo esta sustancia insoluble tanto en los ésteres
como en los triglicéridos. Así pues, a medida que la reacción va llegando a su término,
vuelven a formarse dos fases.
El cambio en el número de fases del sistema provoca que, inicialmente, la
velocidad de reacción pueda estar controlada por la difusión de los reactivos entre las dos
fases y tener, por ello, un valor bajo. Mientras al final, la formación de las dos fases es un
fenómeno doblemente positivo dado que mejora el desplazamiento de la reacción hacia la
formación de biodiesel y facilita la separación de los productos de reacción. Por este
motivo, la concentración inicial de alcohol no debe ser muy alta, debiéndose llegar a una
situación de compromiso entre la necesidad de una alta velocidad, y, paralelamente, una
alta conversión de triglicéridos, y la necesidad de separar el producto final [75].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 53/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 48
4.4.2.8.Contenido en agua
Se trata de de una variable importante en el proceso de transesterificación catalítica
convencional de aceites vegetales, pues para la producción de biodiesel, la presencia de
ácidos grasos libres y agua produce efectos negativos como son la formación de jabones, el
consumo de catalizador y la reducción de la eficacia del catalizador.
4.4.3. Materia Prima
Cualquier materia que contenga triglicéridos puede utilizarse para la producción de
biodiesel. Las materias primas más comunes utilizadas en España para la fabricación de
biodiesel son los aceites de fritura usados y el aceite de girasol (el contenido medio del
girasol en aceite es de 44% por lo que en España será la mejor opción en cuanto a
agricultura energética). También se están realizando pruebas con aceite de colza, Brassica
Carinata, y con el aceite de orujo de oliva o aceite de colas de oliva como en el caso de este
trabajo [32].
Tanto en España como a nivel internacional se pude decir que la producción de
biodiesel tiende a provenir mayoritariamente de los aceites extraídos de plantasoleaginosas, especialmente girasol (en España e Italia) y colza (en países de
Centroeuropa).
Las principales materias primas utilizadas/estudiadas en la producción de biodiesel
son:
a) Aceites vegetales.
- Aceites de semillas oleaginosas: girasol, raps, colza, soja y coco.
- Aceites de frutos oleaginosos: palma.
- Aceites de semillas oleaginosas alternativas: Brassica carinata, Camelina
sahya, Pogianus, ricino, crambe abyssinica, Jatropha curcas y Cynara
cardúculus.
- Aceites de semillas oleaginosas modificadas genéticamente: Aceite de
girasol de alto oleico.
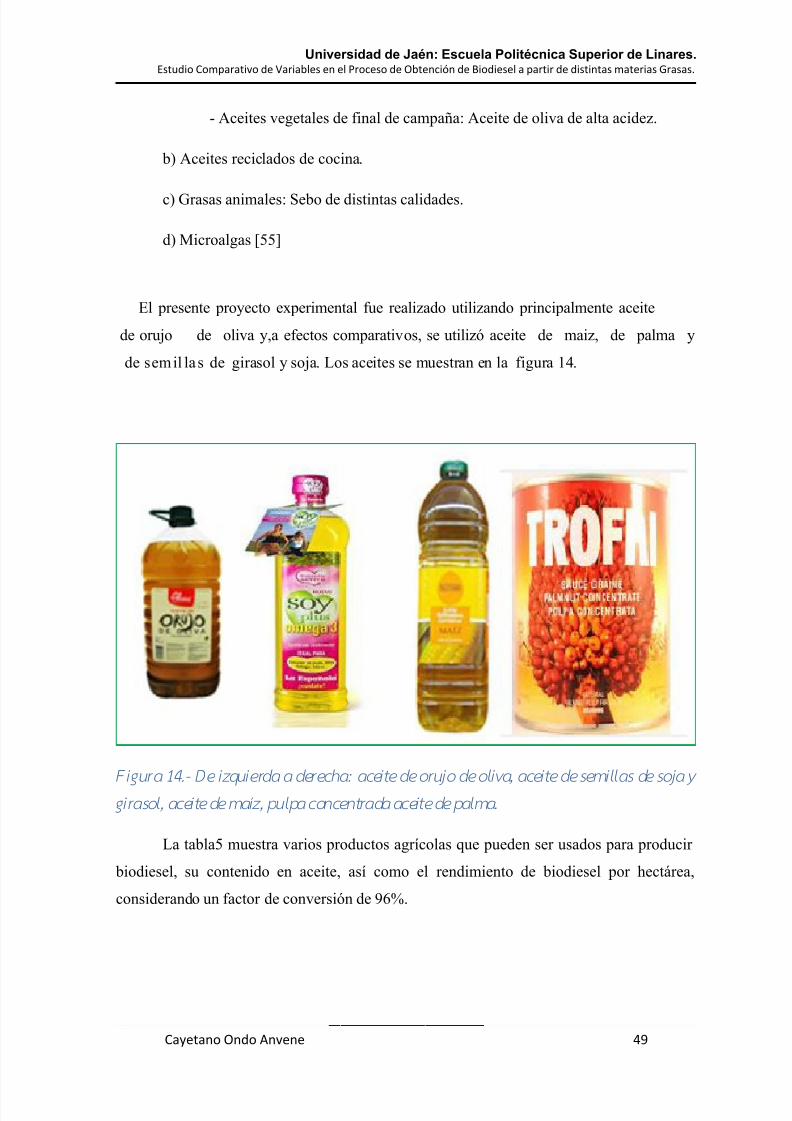
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 54/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 49
- Aceites vegetales de final de campaña: Aceite de oliva de alta acidez.
b) Aceites reciclados de cocina.
c) Grasas animales: Sebo de distintas calidades.
d) Microalgas [55]
El presente proyecto experimental fue realizado utilizando principalmente aceite
de orujo de oliva y,a efectos comparativos, se utilizó aceite de maiz, de palma y
de semil las de girasol y soja. Los aceites se muestran en la figura 14.
F igur a 14.- De izquierda a derecha: aceite de oruj o de oli va, aceite de semi l las de soja ygirasol, aceite de maíz, pul pa concentrada aceite de palma.
La tabla5 muestra varios productos agrícolas que pueden ser usados para producir
biodiesel, su contenido en aceite, así como el rendimiento de biodiesel por hectárea,
considerando un factor de conversión de 96%.
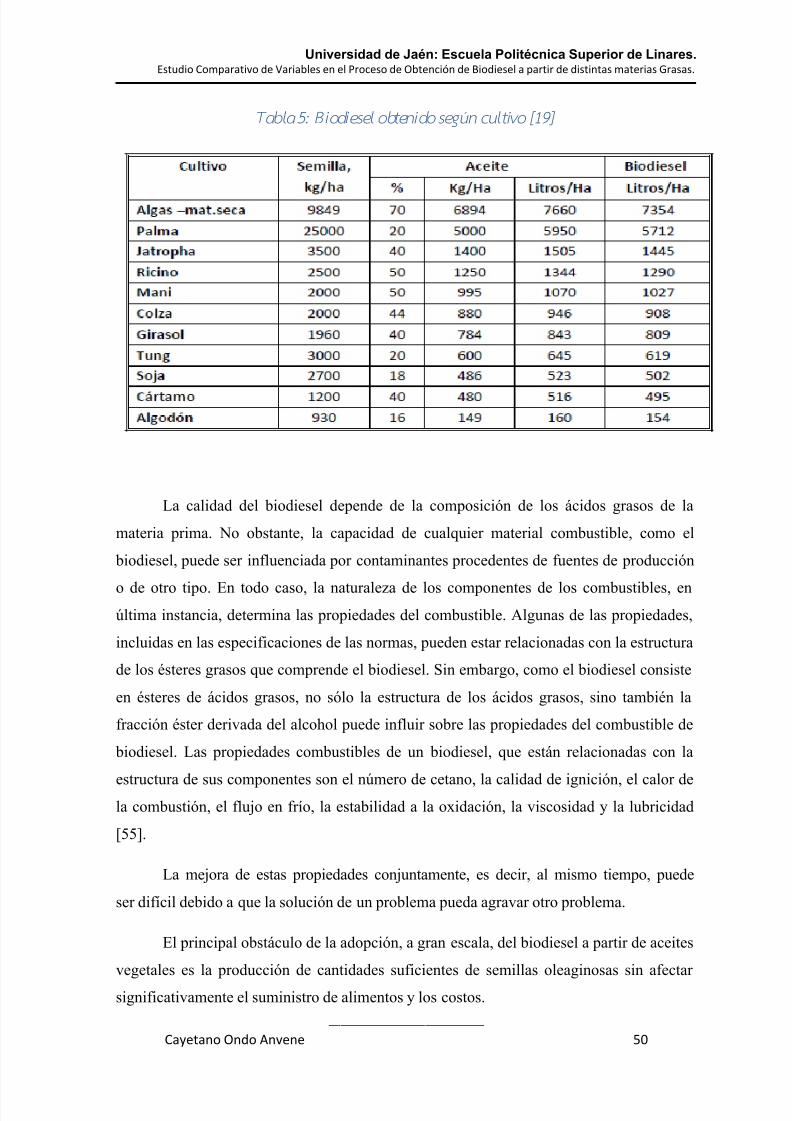
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 55/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 50
Tabla 5: Bi odiesel obtenido según cultivo [19]
La calidad del biodiesel depende de la composición de los ácidos grasos de la
materia prima. No obstante, la capacidad de cualquier material combustible, como el
biodiesel, puede ser influenciada por contaminantes procedentes de fuentes de producción
o de otro tipo. En todo caso, la naturaleza de los componentes de los combustibles, enúltima instancia, determina las propiedades del combustible. Algunas de las propiedades,
incluidas en las especificaciones de las normas, pueden estar relacionadas con la estructura
de los ésteres grasos que comprende el biodiesel. Sin embargo, como el biodiesel consiste
en ésteres de ácidos grasos, no sólo la estructura de los ácidos grasos, sino también la
fracción éster derivada del alcohol puede influir sobre las propiedades del combustible de
biodiesel. Las propiedades combustibles de un biodiesel, que están relacionadas con la
estructura de sus componentes son el número de cetano, la calidad de ignición, el calor dela combustión, el flujo en frío, la estabilidad a la oxidación, la viscosidad y la lubricidad
[55].
La mejora de estas propiedades conjuntamente, es decir, al mismo tiempo, puede
ser difícil debido a que la solución de un problema pueda agravar otro problema.
El principal obstáculo de la adopción, a gran escala, del biodiesel a partir de aceites
vegetales es la producción de cantidades suficientes de semillas oleaginosas sin afectar
significativamente el suministro de alimentos y los costos.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 56/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 51
Compete señalar que actualmente existe alguna controversia social sobre los
biocombustibles producidos a partir de cultivos que tradicionalmente han sido utilizados
para la alimentación. Sin embargo, la FAO (Food and Agriculture Organization) ha
calculado que 41,88 millones de km2 de tierras están disponibles para la agricultura,
aunque sólo 15,06 millones de km2 están en uso y sólo 0,11 millones de km2 se utilizan
para la producción de biocombustibles hoy en día, que no es más que un 1% de esa área.
La FAO estima que en 2030 se utilizarán para la producción de biocombustibles 0,325
millones de km2, lo que representa un 2% de la superficie agrícola total. Para evitar el uso
de cultivos comestibles para producir combustible, y el supuesto incremento posterior de
precios de los alimentos, los cultivos no comestibles desarrollados en tierras marginales,
podrían proporcionar una sostenible opción como materia prima para síntesis de biodiesel[20].
Una de las preocupaciones principales en el uso del biodiesel es la viabilidad
económica de su producción. Los costes de fabricación y los precios de las materias primas
en bruto son los principales criterios económicos a tener en cuenta en su producción. Los
costes de fabricación incluyen los costos directos para la extracción del aceite, reactivos,
suministros de operaciones y mano de obra, así como los costes indirectos relacionados
con los seguros y almacenamiento. Para un análisis completo, los costes de capital fijo en
la construcción de plantas de procesamiento, las instalaciones auxiliares y la distribución
también tienen que tenerse en consideración. Una producción de biodiesel de bajo coste
también se puede lograr por la optimización del proceso para maximizar el rendimiento en
ésteres, logrando así un proceso químico de bajo costo [23].
Teniendo en cuenta lo indicado anteriormente, en este proyecto usaremos uno de
los aceites más baratos y ricos en ácidos grasos esenciales que hay en el mercado como el
aceite de maíz, el aceite de semillas de soja y colza y el aceite de palma, este último por
ser barato [26].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 57/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 52
4.4.3.1. Aceite de palma
F igura 15: L a palma y su aceite
El aceite de palma se viene consumiendo desde hace más de 5000 años y se obtiene
de la fruta del árbol Elaeis guineensis. Este árbol es originario de Guinea Occidental. A
partir del siglo XV se introdujo en otras partes de África, Sudeste Asiático y Latinoamérica
a lo largo de la zona ecuatorial.
La palma aceitera fue introducida en Malasia en 1870 como planta ornamental y
fue cultivada a nivel industrial después de la Primera Guerra Mundial, aprovechando las
experiencias obtenidas en las plantaciones de Sumatra. El cultivo fue extendiéndose
rápidamente, creciendo de 5000 hectáreas sembradas en 1918 hasta 2.5 millones dehectáreas en 1996 [81]. Actualmente Indonesia, Malasia, Tailandia, Nigeria y Colombia
son los mayores productores del mundo de aceite de palma [69].
a) Composición de la semilla
El aceite de palma es un alimento natural que se extrae de las semillas y su fruto sin
necesidad de disolventes químicos, por lo que se reduce el riesgo de contaminación por
residuos. Contiene iguales proporciones de ácidos grasos no saturados, conteniendoalrededor del 40% de ácido oleico (monosaturado), 10% de ácido linoleico (no
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 58/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 53
polisaturado), 44% de ácido palmítico (saturado) y 5% de ácido esteárico (saturado). Este
aceite es una fuente natural de vitamina E, tocoferoles y tocotrienoles, siendo el aceite de
palma sin refinar una fuente importante de vitamina A. El aceite de palma tiene un
contenido glicérido sólido alto que lo hace semisólido normalmente. Se usa en estado
natural, sin necesidad de hidrogenar [85].
b) Situación actual del aceite de palma
Oil World, servicio de información sobre el mercado de aceites vegetales
mundiales, ofreció a principios de mes sus predicciones sobre el aumento de la producción
y consumo mundial de biodésel para 2014, que en general decrecerá con respecto a 2013.
Una tercera parte de los casi 30 millones de toneladas producidas procederán del aceite de palma, convirtiéndose así en la principal materia prima empleada, seguida de la soja, la
colza y los aceites usados. La Unión Europea es el máximo importador mundial de aceite
de palma para biodiésel.
La Unión Europea utilizó en 2013 una cifra récord de 6,9 millones de toneladas de
aceite de palma, de los cuales 3.7 millones se derivaron a la producción de energía, entre
los que hay 2,5 millones para biodiésel, lo que eleva el porcentaje del 45% de 2012 al 53%
del último año. Los datos aportados por el informe de Oil World, recogidos en una
información de Bloomberg, confirman así que el destino principal del aceite de palma que
entra en la UE es el energético. El mismo informe reconoce que el crecimiento mundial del
uso de aceites vegetales para biocarburantes es significativamente mayor que el destinado a
alimentación.
Este es uno de los datos extraídos de un informe que confirma el aumento de la
producción y consumo de biodiésel en todo el mundo, aunque en 2014 será menor que en
2013. Oil World prevé que durante este año se producirán 29,1 millones de toneladas, unos
dos millones más que en 2013, donde la subida fue de casi tres millones con respecto a
2012. En este aspecto, recuerdan que un tercio de este biodiésel se fabrica a partir de aceite
de palma.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 59/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 54
4.4.3.2. Aceite de maíz
El aceite bruto de maíz tiene un color ámbar rojizo obscuro; aun después de
refinado es de color considerablemente más obscuro que los otros aceites vegetales.
Contiene grandes cantidades de fosfátidos y otras substancias no grasas (frecuentemente un
2% o más) y su contenido en ácidos grasos libres (normalmente superior al 1,5%) es más
alto que el de los demás aceites de semillas vegetales de buena calidad. El aceite refinado
contiene trazas de ceras, que producen la turbidez del aceite, cuando se enfría a bajas
temperaturas, a menos que se hayan separado. Tiene un característico olor dulzón,
reminiscente del de azúcar de maíz, que se elimina completamente por desodorización [1].
4.4.3.3.La soja y su aceite
La soja es una planta herbácea anual, de primavera-verano, cuyo ciclo vegetativo
oscila de tres a siete meses y de 40 a 100 cm de envergadura. También se adapta a climas
tropicales o subtropicales húmedos. No resiste calor excesivo o inviernos severos, su
temperatura óptima es 24-25°C, pero resiste temperaturas medias anuales entre 5.9 y 27°C.
Temperaturas superiores a los 40°C provocan un efecto no deseado sobre la velocidad de
crecimiento, causando daños en la floración [25].
La soja es una planta sensible a la duración del día, es una planta de día corto. Es
decir, que para la floración de una variedad determinada, se hacen indispensables unas
determinadas horas de luz. Crece mejor en suelos fértiles y bien drenados. Esta leguminosa
puede fijar nitrógeno al suelo y no requiere fertilización con este elemento.
Se ha reportado que tolera precipitaciones entre 310 y 4100 mm. El período de
crecimiento es de 4 a 5 meses. Se usa en rotación con maíz, granos pequeños, otras
legumbres, algodón y arroz. Puede plantarse después de patatas tempranas y vegetales, odespués de granos de invierno.
La raíz principal puede alcanzar hasta un metro de profundidad, aunque lo normal
es que no sobrepase los 40-50 cm. En la raíz principal o en las secundarias se encuentran
los nódulos, en número variable. Su tallo es rígido y erecto, adquiere alturas variables, de
0.4 a 1.5 metros, según variedades y condiciones de cultivo. Suele ser ramificado. Tiene
tendencia a encamarse, aunque existen variedades resistentes al vuelco. Las hojas, los
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 60/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 55
tallos y las vainas son pubescentes, variando el color de los pelos de rubio a pardo más o
menos grisáceo [77].
Posee inflorescencias racimosas axilares en número variable. Son amariposadas y
de color blanquecino o púrpura, según la variedad. Su fruto es una vaina dehiscente por
ambas suturas. La longitud de la vaina es de dos a siete centímetros. Cada fruto contiene de
tres a cuatro semillas.
La semilla generalmente es esférica, del tamaño de un guisante y de color amarillo
Algunas variedades presentan una mancha negra que corresponde al hilo de la semilla. Su
tamaño es mediano (100 semillas pesan de 5 a 40 gramos, aunque en las variedades
comerciales oscila de 10 a 20 gramos). La semilla es rica en proteínas y en aceites. Enalgunas variedades mejoradas presenta alrededor del 40-42% de proteína y del 20-22% en
aceite, respecto a su peso seco. En la proteína de soja hay un buen balance de aminoácidos
esenciales, destacando lisina y leucina [78].
El aceite bruto de soja de buena calidad tiene un ligero color ambarino que, después
de la neutralización alcalina, se convierte en el mismo color amarillo que presentan los
demás aceites vegetales. El porcentaje de ácidos saturados es muy superior al de los no
saturados. Su elevado índice de yodo se debe a su mayor contenido en ácido oleico frente
al linólico. Al igual que el aceite de soja, el biodiesel a partir de éste presenta altos índices
de iodo (121 – 143 g I2/100g) que no le permiten cumplir la normativa EN 14214 sin
ayuda de aditivos oxidantes [78].
F igur a 16: Cul tivo de Soja y fr uto
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 61/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 56
4.4.3.4.Aceite de fritura
El aceite residual de cocina es uno de los grandes responsables de la contaminación
del agua. Los aceites comestibles provenientes de materias primas como girasol, soja,
oliva, maíz o palma, forman en la superficie del agua una película difícil de eliminar que
afecta su capacidad de intercambio de oxígeno y altera el ecosistema.
Las grasas animales y los aceites de cocina usados son conocidas como “grasas
amarillas” si el nivel de ácidos grasos libres es menor al 15% en peso, y “grasas oscuras o
marrones” si el contenido es superior al 15% en peso.
La necesidad de refinado de algunos aceites vegetales no los hace económicamente
factibles para la producción de biodiesel, debido al alto costo de la materia prima y de
producción El costo del aceite refinado representa un 75 a 85% del precio total del
biodiesel.
Los aceites residuales de cocina usados son principalmente obtenidos de la
industria de restaurantes o reciclados en sitios especiales. Puede no tener ningún costo o un
60% menos que los aceites refinados dependiendo de la fuente y la disponibilidad. Los
aceites usados presentan un gran nivel de reutilización y muestran una buena aptitud parasu aprovechamiento como biocombustible. Sin embargo, estos aceites tienen propiedades
tanto del aceite crudo como del refinado. El calor y el agua aceleran la hidrólisis de los
triglicéridos y aumenta el contenido de ácidos grasos libres en el aceite. El material
insaponificable, la viscosidad y la densidad aumentan considerablemente debido a la
formación de dímeros y polímeros, pero el índice de yodo y la masa molecular disminuyen.
Por estas razones, la utilización de aceites usados presenta dificultades logísticas y
técnicas, no sólo por su recogida, sino también por su control y trazabilidad debido a sucarácter de residuo. Otros problemas encontrados al utilizar aceites reciclados para
producir biodiesel tienen que ver con los altos contenidos de material insaponificable,
cantidad de agua y el alto contenido de ácidos grasos libres, por lo cual requiere de varios
procesos para acondicionar el aceite para la transesterificación. También el producto suele
presentar una baja estabilidad a la oxidación, por lo que no cumple la norma UNE 14214 y
obliga a agregar antioxidantes. Finalmente la calidad del biodiesel producido normalmente
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 62/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 57
no cumple con las especificaciones de pureza requeridas, por lo que debe ser sujeto a una
destilación. Todos estos problemas y procesos adicionales elevan los costos de producción.
A pesar de estos problemas los aceites reciclados son considerados como una de las
alternativas con mejores perspectivas en la producción de biodiesel, ya que es la materia
prima más barata, y con su utilización se evitarían los costes de tratamiento como residuo.
España es un gran consumidor de aceites vegetales, principalmente de oliva y
girasol. Estos aceites presentan un bajo nivel de reutilización, por lo que no sufren grandes
alteraciones y muestran una buena aptitud para su aprovechamiento como biocombustible.
En España la Ley 10/98 de Residuos establece la prohibición de verter aceites usados, lo
cual es un incentivo más para su utilización en la fabricación de biodiesel [78].
4.4.3.5. Grasas animales
Además de los aceites vegetales y los aceites de fritura usados, las grasas animales
y más concretamente el sebo de vaca, pueden utilizarse como materia prima de la
transesterificación para obtener biodiesel. El sebo tiene diferentes grados de calidad
respecto a su utilización en la alimentación, empleándose los de peor calidad en la
formulación de los alimentos de animales. La aplicación de grasas animales surgió a raízde la prohibición de su utilización en la producción de piensos, con salidas para los mismos
como subproducto. Sin embargo actualmente no existe un nivel de aplicación industrial en
España [32].
4.4.4. Catalizadores de la transesterificación de aceites vegetales
La reacción de transesterificación de aceites vegetales con alcoholes ligeros se hade llevar a cabo bajo la acción de un catalizador que puede ser homogéneo, tanto ácido
como básico, o heterogéneo, o incluso enzimáticos. La selección del catalizador depende
de la cantidad de ácidos grasos libres presentes en el aceite. La reacción catalizada por una
base presenta una mayor conversión en un corto tiempo para aceites con menores
cantidades de AGL, mientras que con aceites con mayor cantidad de AGL la esterificación
catalizada por ácidos, seguida de transesterificación, es más adecuada. La
transesterificación catalizada por álcalis es mucho más rápida que la transesterificación
catalizada por ácido y es el método más utilizado, con fines comerciales. Además, los
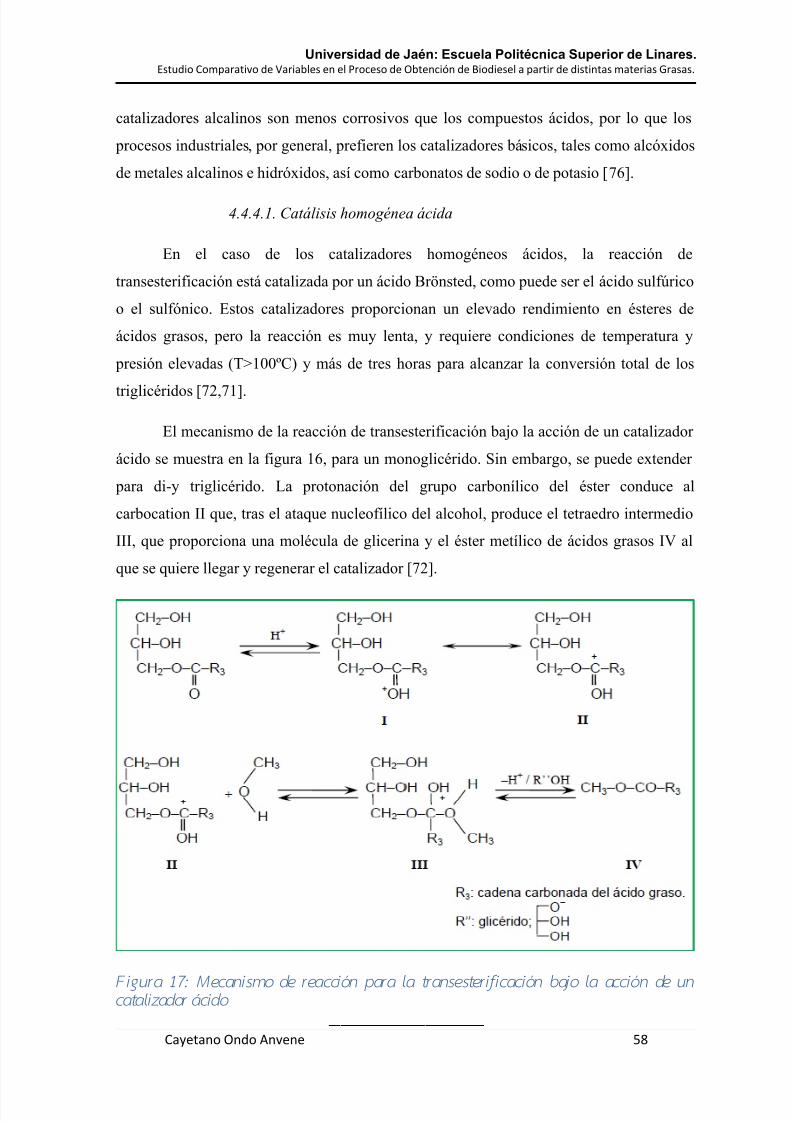
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 63/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 58
catalizadores alcalinos son menos corrosivos que los compuestos ácidos, por lo que los
procesos industriales, por general, prefieren los catalizadores básicos, tales como alcóxidos
de metales alcalinos e hidróxidos, así como carbonatos de sodio o de potasio [76].
4.4.4.1. Catálisis homogénea ácida
En el caso de los catalizadores homogéneos ácidos, la reacción de
transesterificación está catalizada por un ácido Brönsted, como puede ser el ácido sulfúrico
o el sulfónico. Estos catalizadores proporcionan un elevado rendimiento en ésteres de
ácidos grasos, pero la reacción es muy lenta, y requiere condiciones de temperatura y
presión elevadas (T>100ºC) y más de tres horas para alcanzar la conversión total de los
triglicéridos [72,71].
El mecanismo de la reacción de transesterificación bajo la acción de un catalizador
ácido se muestra en la figura 16, para un monoglicérido. Sin embargo, se puede extender
para di-y triglicérido. La protonación del grupo carbonílico del éster conduce al
carbocation II que, tras el ataque nucleofílico del alcohol, produce el tetraedro intermedio
III, que proporciona una molécula de glicerina y el éster metílico de ácidos grasos IV al
que se quiere llegar y regenerar el catalizador [72].
F igura 17: Mecanismo de reacción para la transester i fi cación bajo la acción de uncatal izador ácido
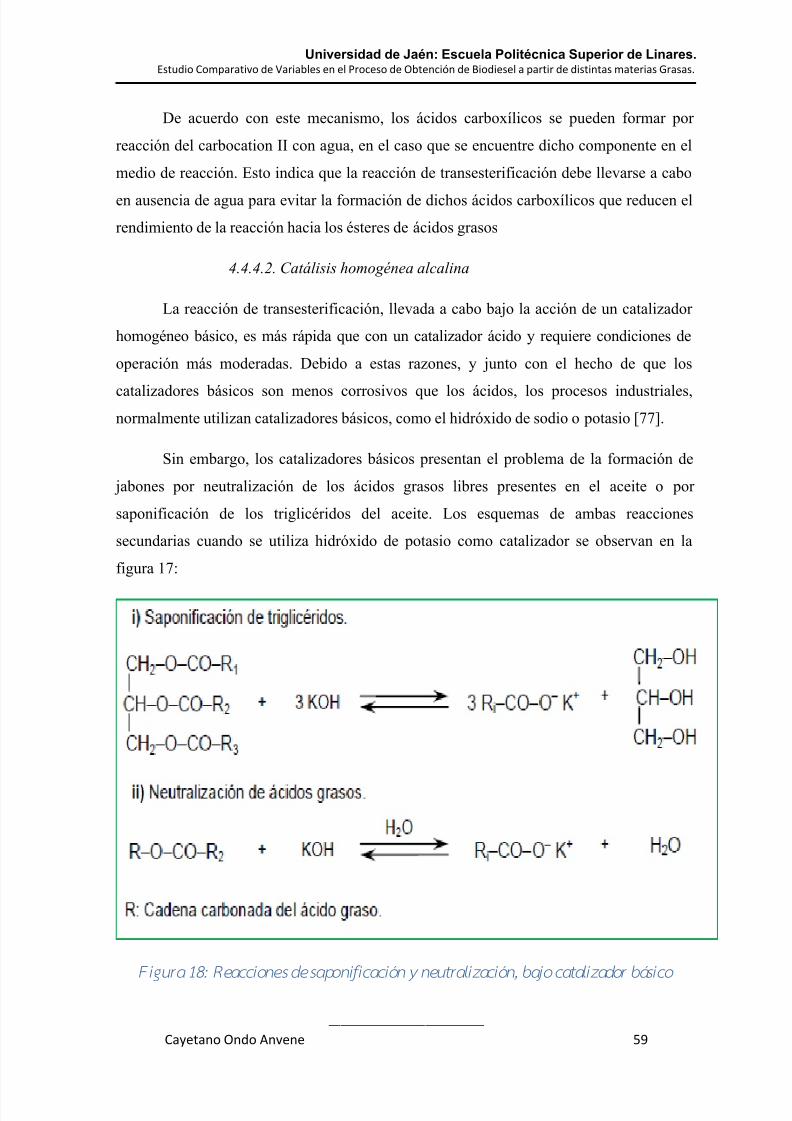
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 64/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 59
De acuerdo con este mecanismo, los ácidos carboxílicos se pueden formar por
reacción del carbocation II con agua, en el caso que se encuentre dicho componente en el
medio de reacción. Esto indica que la reacción de transesterificación debe llevarse a cabo
en ausencia de agua para evitar la formación de dichos ácidos carboxílicos que reducen el
rendimiento de la reacción hacia los ésteres de ácidos grasos
4.4.4.2. Catálisis homogénea alcalina
La reacción de transesterificación, llevada a cabo bajo la acción de un catalizador
homogéneo básico, es más rápida que con un catalizador ácido y requiere condiciones de
operación más moderadas. Debido a estas razones, y junto con el hecho de que los
catalizadores básicos son menos corrosivos que los ácidos, los procesos industriales,normalmente utilizan catalizadores básicos, como el hidróxido de sodio o potasio [77].
Sin embargo, los catalizadores básicos presentan el problema de la formación de
jabones por neutralización de los ácidos grasos libres presentes en el aceite o por
saponificación de los triglicéridos del aceite. Los esquemas de ambas reacciones
secundarias cuando se utiliza hidróxido de potasio como catalizador se observan en la
figura 17:
F igur a 18: Reacciones de saponi f icación y neutral ización, bajo catal izador básico
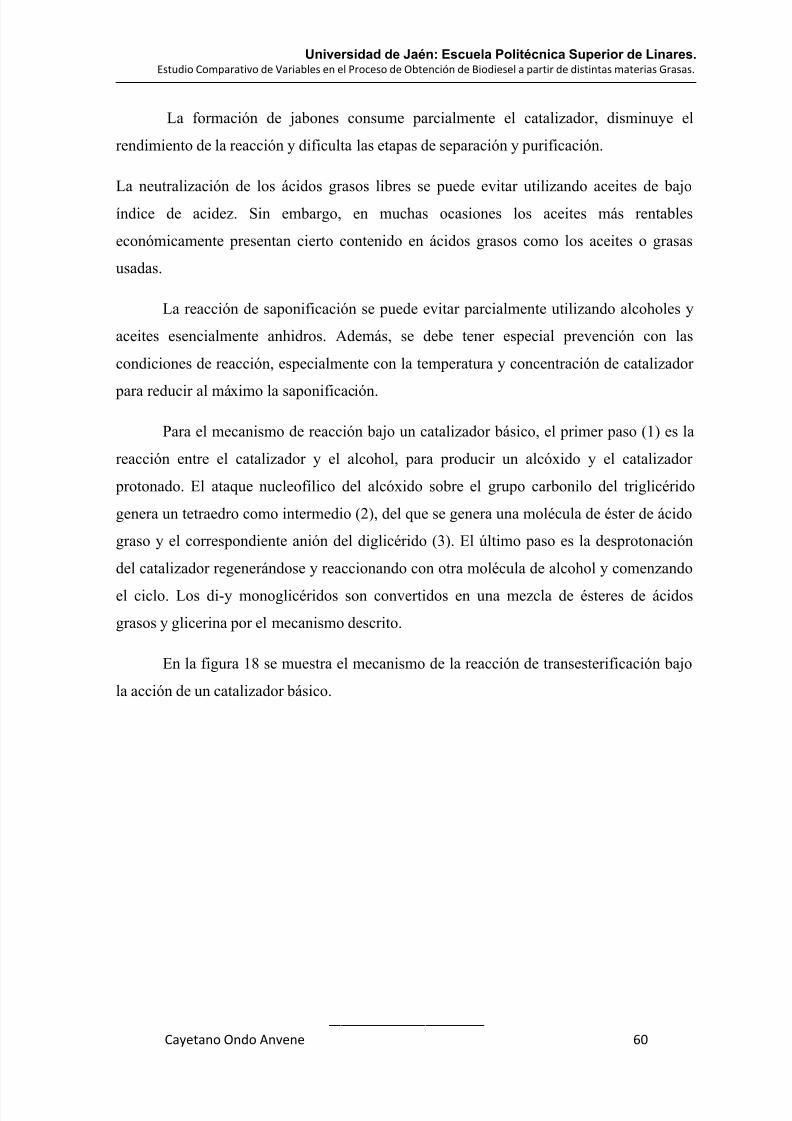
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 65/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 60
La formación de jabones consume parcialmente el catalizador, disminuye el
rendimiento de la reacción y dificulta las etapas de separación y purificación.
La neutralización de los ácidos grasos libres se puede evitar utilizando aceites de bajo
índice de acidez. Sin embargo, en muchas ocasiones los aceites más rentables
económicamente presentan cierto contenido en ácidos grasos como los aceites o grasas
usadas.
La reacción de saponificación se puede evitar parcialmente utilizando alcoholes y
aceites esencialmente anhidros. Además, se debe tener especial prevención con las
condiciones de reacción, especialmente con la temperatura y concentración de catalizador
para reducir al máximo la saponificación.
Para el mecanismo de reacción bajo un catalizador básico, el primer paso (1) es la
reacción entre el catalizador y el alcohol, para producir un alcóxido y el catalizador
protonado. El ataque nucleofílico del alcóxido sobre el grupo carbonilo del triglicérido
genera un tetraedro como intermedio (2), del que se genera una molécula de éster de ácido
graso y el correspondiente anión del diglicérido (3). El último paso es la desprotonación
del catalizador regenerándose y reaccionando con otra molécula de alcohol y comenzando
el ciclo. Los di-y monoglicéridos son convertidos en una mezcla de ésteres de ácidos
grasos y glicerina por el mecanismo descrito.
En la figura 18 se muestra el mecanismo de la reacción de transesterificación bajo
la acción de un catalizador básico.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 66/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 61
F igura 19: Mecanismo de reacción para la transester i fi cación catalítica alcali na
4.4.4.3. Catálisis heterogénea
Los catalizadores heterogéneos permiten superar algunos de los principales
problemas de los catalizadores homogéneos: los procesos de purificación del biodiesel para
separar los restos de catalizador y los de tratamiento de efluentes contaminados con los
catalizadores y con la formación de jabón. Está siendo estudiada la utilización de algunos
catalizadores heterogéneos sólidos, principalmente: ZrO2, ZnO, CaO, SO42-/SnO2, SO42-
/ZrO2, KNO3/KI, zeolitas, etc. Los catalizadores heterogéneos son económicamente más
rentables ya que no se consume en el proceso de producción de ser reutilizado, pudiéndose
recuperarse al final de la reacción. Se separan rápidamente de la mezcla de reacción por
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 67/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 62
filtración, por lo que se facilita la purificación del biodiesel y la glicerina, y se evita el
consumo de grandes volúmenes de agua de lavado. Esto último simplifica el equipo
necesario y es más ventajoso medioambientalmente [71].
4.4.4.4. Catálisis Enzimática (Lipasas)
Pese a su probada efectividad, la catálisis homogénea, tanto ácida como básica
presenta una serie de problemas intrínsecos. Por un lado, la recuperación del glicerol es
difícil, especialmente en catálisis básica homogénea, ya que es contaminado por las sales
producidas por los catalizadores. Por otro, el catalizador (ácido o básico) debe ser
eliminado del producto, requiriendo un proceso de purificación y lavado posterior a la
transesterificación. Esto aumenta una etapa en el proceso en la cual se generan unas aguasde lavado (ácidas o básicas) que deben ser tratados antes de verterlos a los desagües.
Además, consume alta energía (calor y agitación constantes durante todo el
proceso) y la catálisis homogénea alcalina es sensible a la presencia de ácidos grasos libres
y/o agua.
Una posible solución a los problemas descritos, es el empleo de catalizadores
enzimáticos como las lipasas (enzimas que en los seres vivientes están encargadas dedescomponer las grasas para permitir su digestión y asimilación) son capaces de catalizar
la transesterificación de los triglicéridos superando los problemas mencionados arriba.
Especialmente, el glicerol puede ser removido fácilmente, los ácidos grasos libres pueden
ser convertidos totalmente en ésteres, y la presencia de agua no es problemática. Sus
principales ventajas son la posibilidad de regenerarlos y reutilizarlos una vez acabado el
proceso (simplemente el residuo sólido se deja en el reactor). Esto permite una alta
concentración de la enzima, lo cual ayuda a una mejor reacción. Otras ventajas son la
capacidad de convertir los ácidos grasos libres en ésteres, su efectividad no se ve inhibida
por la presencia de agua, la fase rica en glicerol se separa fácilmente, la separación y
purificación del biodiesel es más sencilla; ya que no tiene que eliminarse ningún
componente alcalino o ácido y trabajan a temperaturas bajas. Sin embargo, los costos de
producción de las lipasas aún son mucho más caros que los de los catalizadores alcalinos y
requieren tiempos muy elevados. Por otra parte, un exceso de alcoholes (como el metanol o
el glicerol) inhibe su capacidad catalítica, por lo que suele añadirse el metanol por partes, o
utilizando co-solventes que ayuden a disolver el metanol en el aceite. Se corre el riesgo de
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 68/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 63
que el glicerol inactive a las enzimas al acumularse y cubrirlas. Las soluciones propuestas
han sido añadir silica-gel para absorber el glicerol, lavar las enzimas periódicamente con
solventes orgánicos para remover el glicerol, o usar un co-solvente que ayude a diluir el
glicerol.
Existen dos tipos de catalizadores enzimáticos:
Enzimas extra celulares (es decir, que han sido extraídas de las células vivas
que las producen y posteriormente purificadas).
Enzimas intracelulares (es decir, que aún están dentro de las células que las
producen. En este caso, son organismos vivos (ciertas bacterias) los que
estarían realizando la catálisis) [71].
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 69/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 64
CAPÍTULO 5. MATERIALES Y MÉTODOS
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 70/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 65
5.1. TÉCNICAS DE ANALISIS DE LA MATERIA PRIMA
Puesto que se trabajará con diferentes aceites, veremos a continuación las técnicas
de análisis a las que se someterán estos aceites para caracterizarlos, o lo que es lo mismo
determinar sus propiedades, las cuales servirán como referencia y ayuda para predecir la
calidad del biodiesel que se obtendrá a partir de cada uno de ellos [1, 79, 81].
5.1.1. Métodos físicos
5.1.1.1.Densidad
Se debe determinar la masa de la unidad de volumen, expresada en gramos por
centímetro cúbico, a una temperatura dada. La densidad se representa por d . La
temperatura se ha de controlar exactamente ya que la densidad de las materias grasas varía
aproximadamente 0,00068 por grado de temperatura. La temperatura de la determinación
no diferirá de la referencia en más de 5 ºC.
El método empleado para esta determinación es el descrito en el “apartado 5.4.1”
El material y aparatos necesarios para hallar la densidad del aceite serán un
picnómetro normal de 50 ml de volumen, un termómetro y una jeringa punteada para
enrasar con exactitud los picnómetros.
Durante el proceso de determinación de la densidad de los aceites el picnómetro
ha de estar a temperatura constante e igual a la del medio ambiente. Una vez comprobado
esto se debe llenar el picnómetro hasta el borde superior del tubo capilar, e introducir el
termómetro, pesar y anotar la temperatura de la determinación.
Para el cálculo de la densidad, expresada en g/cm3 y referida a una temperatura
que generalmente será de 20ºC, tenemos:
Densidad = ((P"-P) / (P'-P)) D g/cm3 (1)
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 71/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 66
Donde:
P = peso en g del picnómetro vacío
P' = peso en g del picnómetro lleno con agua a la temperatura de referencia
P" = peso en g del picnómetro lleno con aceite a la temperatura de referencia
El valor de la densidad calculado anteriormente puede corregirse del efecto del
empuje del aire por la fórmula:
Densidad corregida = d + 0,0012 (1 - d); d = densidad sin corregir (2)
Algunas observaciones que podemos tener presentes son que la temperatura de
determinación y la temperatura de referencia se relacionan en la siguiente forma:
d' = d + (T - t') 0,00068 si t > t'; d' = d - (t' - t) 0,000068 si t < t' (3)
d = densidad a la temperatura de la determinación t
d' = densidad a la temperatura de referencia t'
Tabla 6: Densidad relativa de distintos tipos de aceites de oliva a 20ºC
TIPO DE ACEITE DENSIDAD RELATIVA (20ºC/AGUA A
20ºC
Aceite de oliva virgen 0,910-0,916
Aceite de oliva refinado 0,910-0,916
Aceite refinado de orujo de Oliva 0,910-0,916
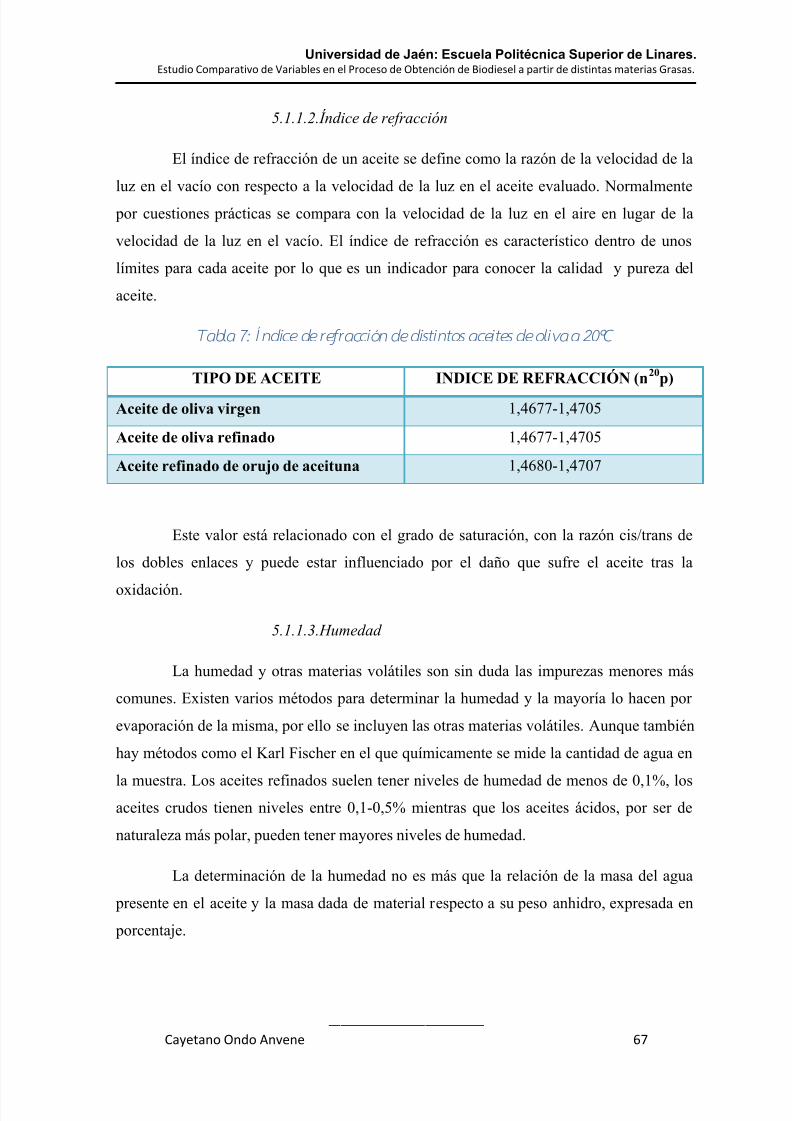
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 72/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 67
5.1.1.2.Índice de refracción
El índice de refracción de un aceite se define como la razón de la velocidad de la
luz en el vacío con respecto a la velocidad de la luz en el aceite evaluado. Normalmente
por cuestiones prácticas se compara con la velocidad de la luz en el aire en lugar de la
velocidad de la luz en el vacío. El índice de refracción es característico dentro de unos
límites para cada aceite por lo que es un indicador para conocer la calidad y pureza del
aceite.
Tabla 7: Índice de refracción de distintos aceites de ol iva a 20ºC
TIPO DE ACEITE INDICE DE REFRACCIÓN (n20p)
Aceite de oliva virgen 1,4677-1,4705
Aceite de oliva refinado 1,4677-1,4705
Aceite refinado de orujo de aceituna 1,4680-1,4707
Este valor está relacionado con el grado de saturación, con la razón cis/trans de
los dobles enlaces y puede estar influenciado por el daño que sufre el aceite tras la
oxidación.
5.1.1.3.Humedad
La humedad y otras materias volátiles son sin duda las impurezas menores más
comunes. Existen varios métodos para determinar la humedad y la mayoría lo hacen por
evaporación de la misma, por ello se incluyen las otras materias volátiles. Aunque también
hay métodos como el Karl Fischer en el que químicamente se mide la cantidad de agua en
la muestra. Los aceites refinados suelen tener niveles de humedad de menos de 0,1%, losaceites crudos tienen niveles entre 0,1-0,5% mientras que los aceites ácidos, por ser de
naturaleza más polar, pueden tener mayores niveles de humedad.
La determinación de la humedad no es más que la relación de la masa del agua
presente en el aceite y la masa dada de material respecto a su peso anhidro, expresada en
porcentaje.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 73/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 68
(4)
La muestra sin humedad se consigue tras someterla durante 3 horas a un secado en
estufa a 105 ºC.
5.1.1.4.Viscosidad
Una propiedad general de un fluido (líquido o gas) es que a la aplicación de una
fuerza tangencial que produce un flujo en el mismo, se le opone una fuerza proporcional algradiente en la velocidad de flujo. Este fenómeno se conoce como viscosidad.
El método más sencillo para medir viscosidades es mediante un viscosímetro de
Ostwald (un tubo capilar calibrado que se utiliza para la medición precisa del flujo entre
dos puntos premarcados en el tubo (ver Figura 28).
En este tipo de viscosímetros generalmente construidos en vidrio, se determina la
viscosidad de un líquido midiendo el tiempo de flujo (t) entre dos puntos calibrados de un
volumen dado (V) del líquido, en un tubo capilar bajo la influencia de la gravedad.
5.1.2. Métodos químicos
5.1.2.1.Índice de acidez
Se entiende por índice de acidez o valor ácido, los miligramos de KOH necesarios
para saturar los ácidos grasos libres contenidos en gramo de muestra. Nuestros aceites
materia prima se sometieron a una determinación de acidez según la norma UNE-EN
14104 Productos derivados de aceites y grasas-ésteres metílicos de ácidos grasos (FAME)
.Determinación del índice de acidez.
Esta norma específica un método capaz de determinar el índice de acidez de los
Esteres metílicos de Ácidos Grasos dentro de un rango comprendido entre 0,10 mg KOH/g
y 1,00 mg KOH/g.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 74/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 69
El índice de acidez expresa el número de miligramos de hidróxido potásico
necesario para neutralizar los ácidos grasos libres presentes en un gramo de FAME cuando
se realiza de acuerdo con esta norma europea.
En la ecuación 5 se observa la expresión del índice de acidez:
(5)
Donde:
V: es el volumen de la disolución patrón volumétrico de hidróxido potásico utilizado
en mililitros;
c: es la concentración exacta de la disolución patrón volumétrica de hidróxido
potásico utilizada, en moles por litro;
m: es la masa de la porción para análisis, en gramos;
56,1 es la masa molecular del hidróxido potásico.
5.1.2.2.Índice de saponificación
Para hallar el índice de saponificación la muestra debe estar completamente seca.
Se pesa la muestra que queramos analizar y añadir consiguientemente la cantidad de KOH
estequiométrica correspondiente para que se produzca la reacción. Preferiblemente se
puede o se prefiere más cantidad de muestra. Debemos realizar determinaciones en blanco
de forma similar a la muestra. Se hierve la muestra hasta que esté completamentesaponificada. Normalmente son 30 minutos pero es aconsejable dejar más tiempo para
estar seguro que la reacción ha sido completa. Añadir como indicador fenolftaleína y
valorar con HCl hasta que la muestra abandone el color rosado que le da el indicador y se
vuelva transparente. También hacer lo mismo con la muestra de blanco.
La fórmula para calcular en índice de saponificación es:
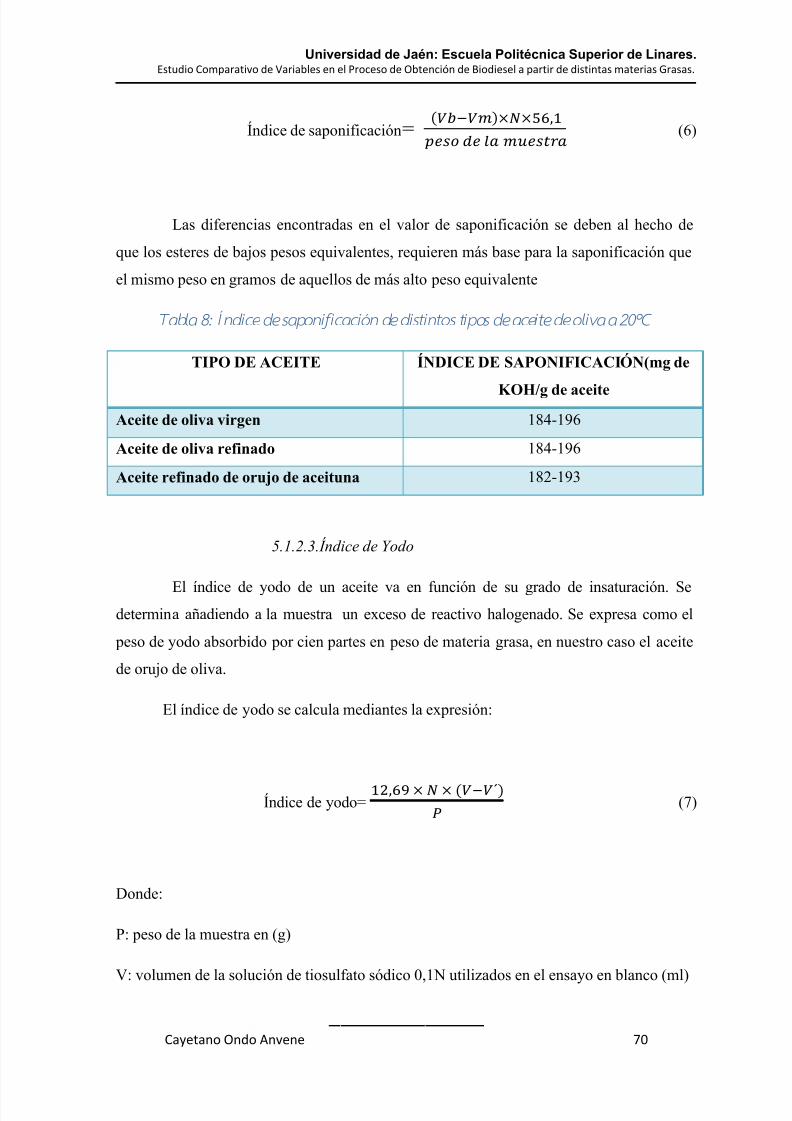
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 75/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 70
Índice de saponificación=
(6)
Las diferencias encontradas en el valor de saponificación se deben al hecho de
que los esteres de bajos pesos equivalentes, requieren más base para la saponificación que
el mismo peso en gramos de aquellos de más alto peso equivalente
Tabla 8: Índi ce de saponi f icación de distin tos tipos de aceite de ol iva a 20ºC
TIPO DE ACEITE ÍNDICE DE SAPONIFICACIÓN(mg de
KOH/g de aceite Aceite de oliva virgen 184-196
Aceite de oliva refinado 184-196
Aceite refinado de orujo de aceituna 182-193
5.1.2.3.Índice de Yodo
El índice de yodo de un aceite va en función de su grado de insaturación. Sedetermina añadiendo a la muestra un exceso de reactivo halogenado. Se expresa como el
peso de yodo absorbido por cien partes en peso de materia grasa, en nuestro caso el aceite
de orujo de oliva.
El índice de yodo se calcula mediantes la expresión:
Índice de yodo= (7)
Donde:
P: peso de la muestra en (g)
V: volumen de la solución de tiosulfato sódico 0,1N utilizados en el ensayo en blanco (ml)
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 76/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 71
V´= volumen de la solución de tiosulfato sódico 0,1N utilizados para la materia grasa (ml)
N= Normalidad de la solución de tiosulfato sódico utilizada (eq/l)
El valor normal para el índice de yodo en el aceite de oliva debe oscilar entre el 75 y el 90%.
Tabla 9: Índice de yodo de distintos tipos de aceite de ol iva a 20ºC
TIPO DE ACEITE ÍNDICE DE YODO (Wijs)
Aceite de oliva virgen 75-94
Aceite de oliva refinado 75-94
Aceite refinado de orujo de aceituna 75-92
5.2. ESTIMACIÓN DEL PESO MOLECULAR DE LOS ÁCIDOS
GRASOS DE LOS ACEITES
El índice de saponificación y otros índices relacionados, miden el peso molecular
medio de la substancia grasa. El índice de saponificación se define como el número de
miligramos de KOH/NaOH necesarios para neutralizar un gramo de ácidos grasos. El
equivalente de saponificación es el número de gramos de materia grasa saponificados por
un mol (56.104g) de KOH o un mol (40g) de NaOH. Es numéricamente igual al peso
molecular medio de los ácidos, si el producto consta de ácidos grasos puros, o igual a una
tercera parte del peso molecular medio de los glicéridos, si se supone que el producto
consta enteramente de aceites neutros libres de materia insaponificable; y el índice de
esterificación s el número de miligramos de KOH/NaOH requeridos para saponificar el
aceite neutro contenido en un gramo de muestra y, por tanto, es igual al índice de
saponificación, menos el número de ácido. Entre el índice de saponificación y el
equivalente de saponificación existe la siguiente relación [1]:
(8)

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 77/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 72
(9)
(10)
(11)
5.2.1. Aceite de orujo de oliva (colas de aceite de oliva).
(12)
5.2.2. Aceite de maíz
(13)
5.2.3. Aceite de palma
(14)
5.2.4. Aceite de semillas de soja y girasol (omega3)
I.Sap soja=192; I. Sap aceite de girasol= 188
(15)
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 78/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 73
5.3. PROCESO DE TRANSESTERIFICACIÓN CON CATALIZADORES
HOMOGÉNEOS
5.3.1. Instalación experimental del proceso de transesterificación con
catalizadores homogéneos
La instalación genérica experimental en la que se lleva a cabo el proceso de
transesterificación, empleando catalizadores homogéneos alcalinos, se muestra en la figura
20. Esta instalación consta de las siguientes partes:
Reactor: constituido por un matraz esférico de vidrio de fondo redondo, de 500 ml
de capacidad, provisto de tres bocas. A la boca central se le conecta un condensador para mantener el alcohol a reflujo. En una de las bocas laterales se conectará un
termómetro para conocer la temperatura del medio de reacción en cada momento y
la otra permanecerá tapada.
Sistema de calefacción, control de la temperatura y homogeneización de la mezcla
de reacción: el sistema de calefacción proporciona el calor necesario para llevar a
cabo el proceso de transesterificación. El control y la medida de la temperatura se
realizan mediante un termómetro. A su vez, el sistema de calefacción está provistode un sistema de agitación magnética que permite la homogeneización de la
composición y temperatura de reacción en el reactor.
Sistema de condensación: La condensación se lleva a cabo mediante un
condensador tipo Graham o condensador en espiral. El objetivo que se persigue es
evitar las pérdidas de alcohol durante la reacción de transesterificación, pues su
punto de ebullición está cercano a la temperatura de trabajo (60 ºC en el caso de
metanol y 78,37ºC en el caso del etanol).
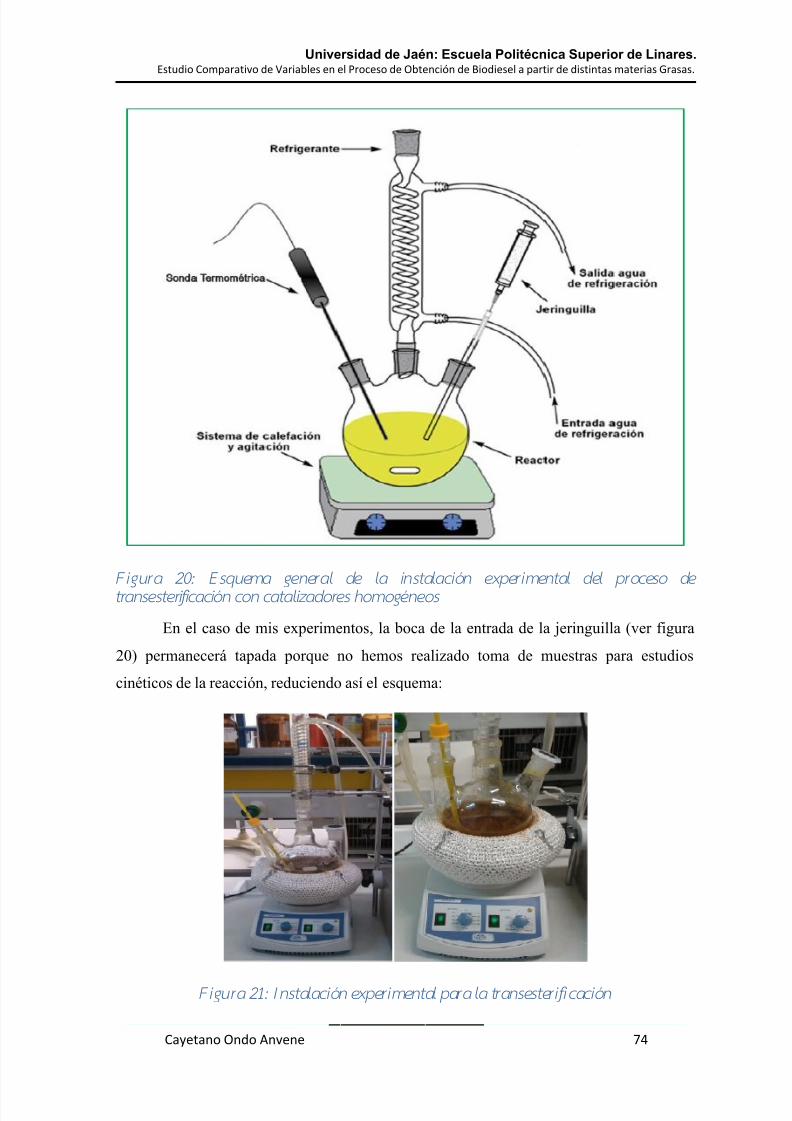
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 79/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 74
Figura 20: Esquema general de la instalación experimental del proceso detransesteri f icación con catal izadores homogéneos
En el caso de mis experimentos, la boca de la entrada de la jeringuilla (ver figura
20) permanecerá tapada porque no hemos realizado toma de muestras para estudios
cinéticos de la reacción, reduciendo así el esquema:
F igur a 21: I nstalación experimental para la transester if icación
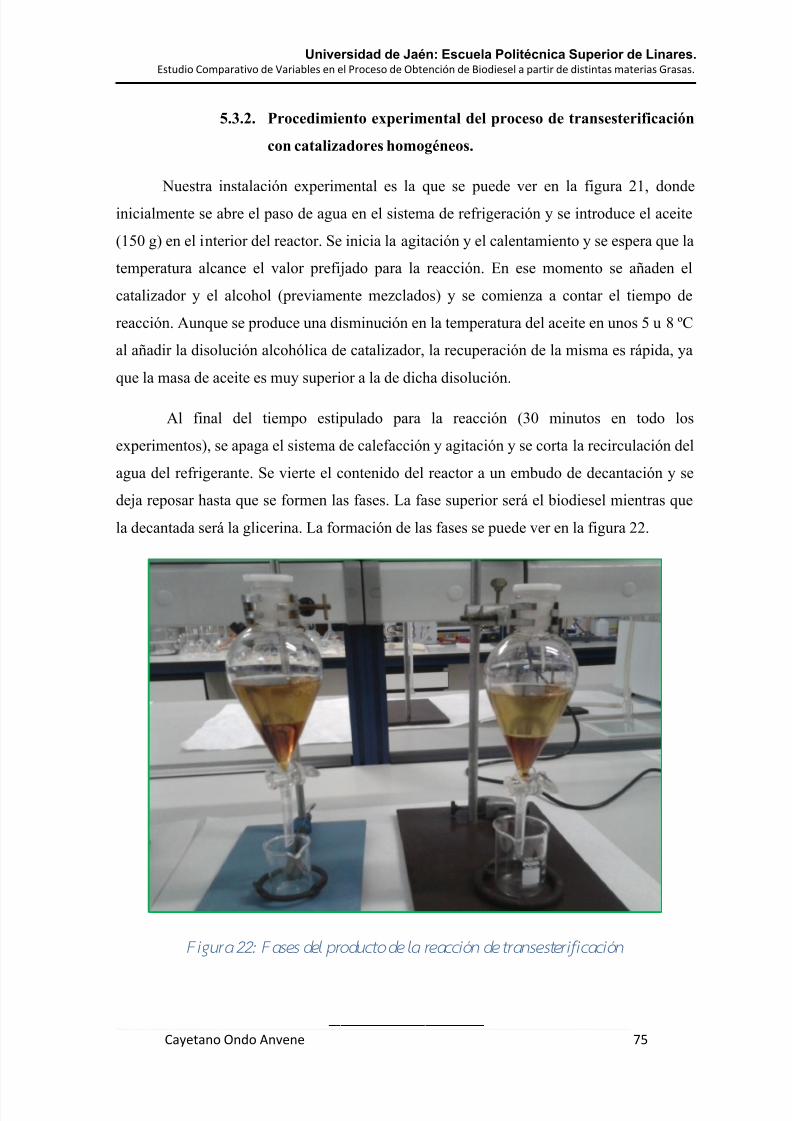
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 80/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 75
5.3.2. Procedimiento experimental del proceso de transesterificación
con catalizadores homogéneos.
Nuestra instalación experimental es la que se puede ver en la figura 21, donde
inicialmente se abre el paso de agua en el sistema de refrigeración y se introduce el aceite
(150 g) en el interior del reactor. Se inicia la agitación y el calentamiento y se espera que la
temperatura alcance el valor prefijado para la reacción. En ese momento se añaden el
catalizador y el alcohol (previamente mezclados) y se comienza a contar el tiempo de
reacción. Aunque se produce una disminución en la temperatura del aceite en unos 5 u 8 ºC
al añadir la disolución alcohólica de catalizador, la recuperación de la misma es rápida, ya
que la masa de aceite es muy superior a la de dicha disolución.
Al final del tiempo estipulado para la reacción (30 minutos en todo los
experimentos), se apaga el sistema de calefacción y agitación y se corta la recirculación del
agua del refrigerante. Se vierte el contenido del reactor a un embudo de decantación y se
deja reposar hasta que se formen las fases. La fase superior será el biodiesel mientras que
la decantada será la glicerina. La formación de las fases se puede ver en la figura 22.
F igura 22: F ases del producto de la reacción de transester if icación
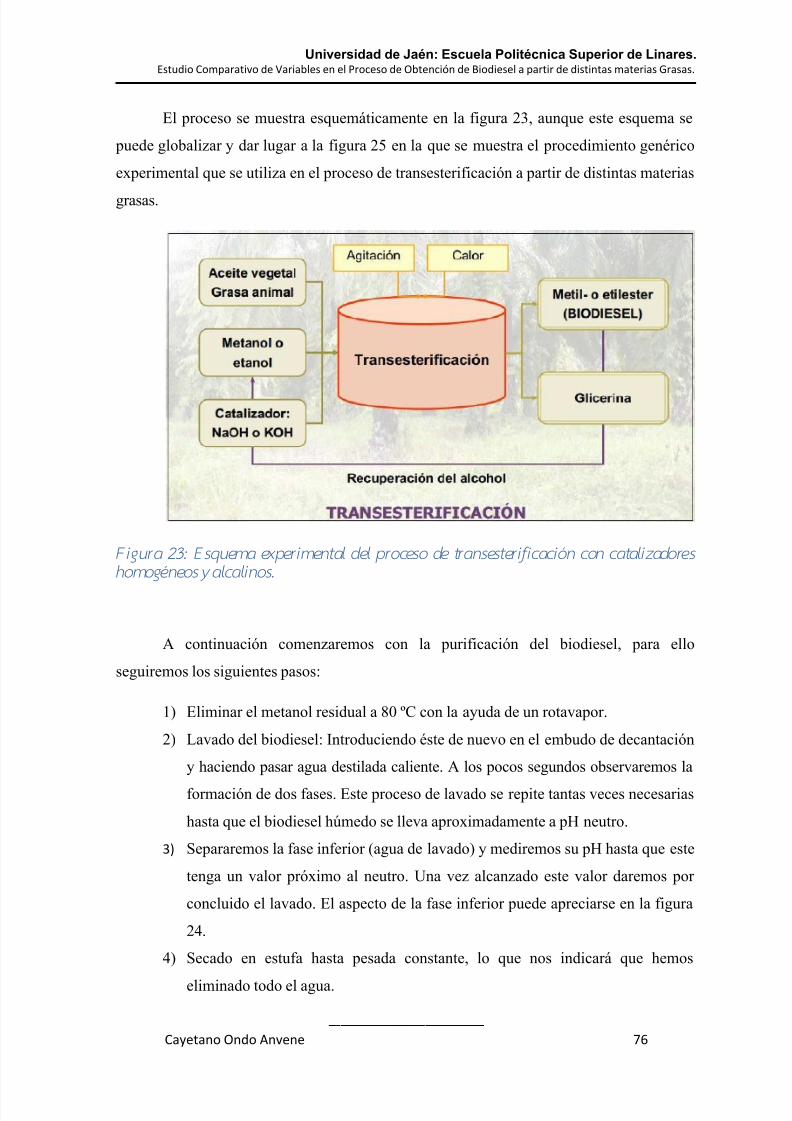
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 81/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 76
El proceso se muestra esquemáticamente en la figura 23, aunque este esquema se
puede globalizar y dar lugar a la figura 25 en la que se muestra el procedimiento genérico
experimental que se utiliza en el proceso de transesterificación a partir de distintas materias
grasas.
F igura 23: Esquema exper imental del proceso de transester if icación con catal izadoreshomogéneos y alcal inos.
A continuación comenzaremos con la purificación del biodiesel, para ello
seguiremos los siguientes pasos:
1) Eliminar el metanol residual a 80 ºC con la ayuda de un rotavapor.
2) Lavado del biodiesel: Introduciendo éste de nuevo en el embudo de decantación
y haciendo pasar agua destilada caliente. A los pocos segundos observaremos la
formación de dos fases. Este proceso de lavado se repite tantas veces necesarias
hasta que el biodiesel húmedo se lleva aproximadamente a pH neutro.
3) Separaremos la fase inferior (agua de lavado) y mediremos su pH hasta que este
tenga un valor próximo al neutro. Una vez alcanzado este valor daremos por
concluido el lavado. El aspecto de la fase inferior puede apreciarse en la figura
24.
4) Secado en estufa hasta pesada constante, lo que nos indicará que hemos
eliminado todo el agua.
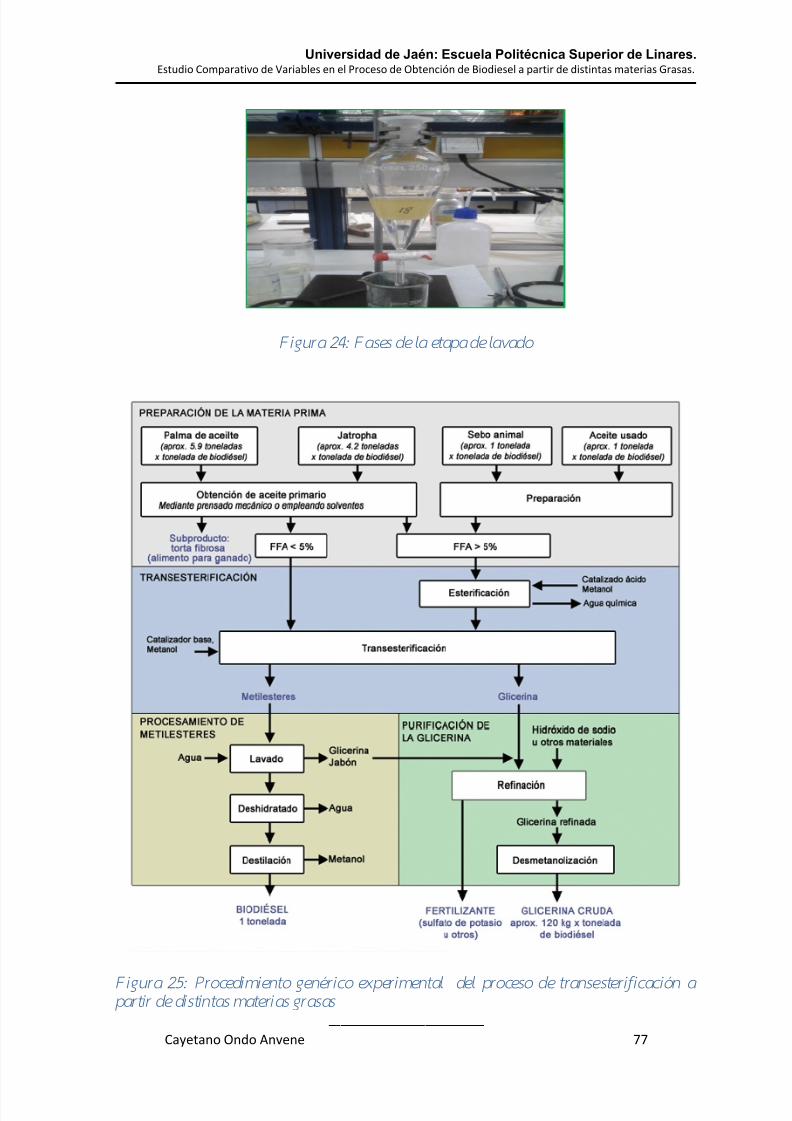
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 82/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 77
F igur a 24: Fases de la etapa de lavado
F igur a 25: Procedimiento genérico experimental del proceso de transesteri f icación aparti r de distintas mater ias grasas
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 83/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 78
5.3.3. Reactivos empleados en la reacción de transesterificación
o Aceite de orujo de oliva. Marca Albaco y envasado por F. Faiges, S.L. (Ciudad
Real)
o Aceite de Palma Nigeria Taste. Marca Jumbo UK Ltd. Email: [email protected]
o Colas de aceite de palma marca TROFAI. Importado por Racines SA. 34397
Montpelieur Cedex 5-France.
o Aceite refinado de germen de maíz marca Hacendado. Envasado por Sovena
España S.A. (Sevilla).
o Aceite de Soja y girasol (Omega3) fabricado por Aceites del Sur-Coosur. S.A.
(Jaén). +34 915219672.o Hidróxido de potasio 85% Lentejas, suministrado por la empresa Panreac química
S.A (Barcelona, España) Tel: +34 935 642 408.
o Hidróxido sódico para análisis 97% lentejas, suministro: Panreac.
o Etanol 96% v/v. Panreac
o Metanol puro. Panreac
5.3.4. Experimentos realizados
En la tabla 10 se muestran las variables estudiadas y las condiciones de los
diferentes ensayos efectuados.
Se recuerda que los parámetros analizados básicamente son: El tipo de aceite, tipo y
cantidad de catalizador, relación molar alcohol: aceite, temperatura y por último el tipo de
alcohol. La agitación y el tiempo de reacción se mantuvieron constantes en todos los
experimentos, siendo sus valores 400 r.p.m. y 30 minutos, respectivamente.
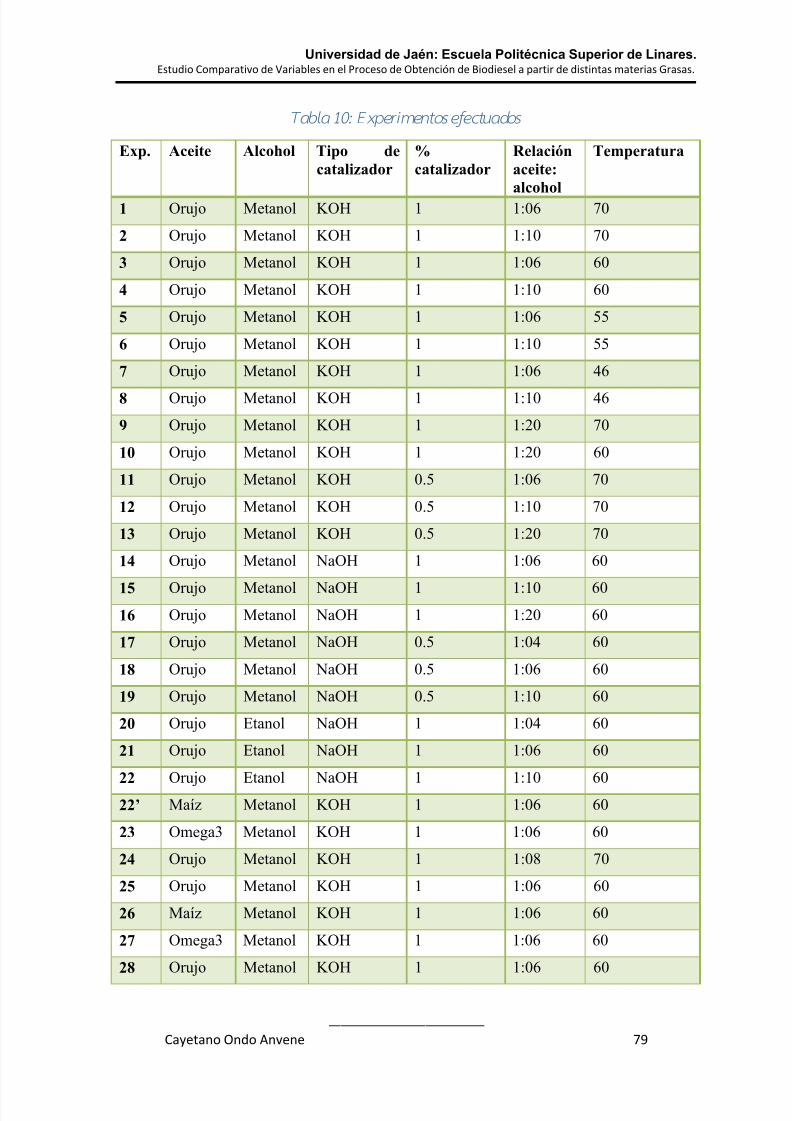
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 84/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 79
Tabla 10: Experimentos efectuados
Exp. Aceite Alcohol Tipo decatalizador
%catalizador
Relaciónaceite:alcohol
Temperatura
1 Orujo Metanol KOH 1 1:06 70
2 Orujo Metanol KOH 1 1:10 70
3 Orujo Metanol KOH 1 1:06 60
4 Orujo Metanol KOH 1 1:10 60
5 Orujo Metanol KOH 1 1:06 55
6 Orujo Metanol KOH 1 1:10 55
7 Orujo Metanol KOH 1 1:06 46
8 Orujo Metanol KOH 1 1:10 46
9 Orujo Metanol KOH 1 1:20 70
10 Orujo Metanol KOH 1 1:20 60
11 Orujo Metanol KOH 0.5 1:06 70
12 Orujo Metanol KOH 0.5 1:10 70
13 Orujo Metanol KOH 0.5 1:20 70
14 Orujo Metanol NaOH 1 1:06 60
15 Orujo Metanol NaOH 1 1:10 6016 Orujo Metanol NaOH 1 1:20 60
17 Orujo Metanol NaOH 0.5 1:04 60
18 Orujo Metanol NaOH 0.5 1:06 60
19 Orujo Metanol NaOH 0.5 1:10 60
20 Orujo Etanol NaOH 1 1:04 60
21 Orujo Etanol NaOH 1 1:06 60
22 Orujo Etanol NaOH 1 1:10 6022’ Maíz Metanol KOH 1 1:06 60
23 Omega3 Metanol KOH 1 1:06 60
24 Orujo Metanol KOH 1 1:08 70
25 Orujo Metanol KOH 1 1:06 60
26 Maíz Metanol KOH 1 1:06 60
27 Omega3 Metanol KOH 1 1:06 60
28 Orujo Metanol KOH 1 1:06 60
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 85/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 80
5.4. DETERMINACIÓN DE LAS PROPIEDADES DEL BIODIESEL
5.4.1. Densidad
A) Fundamento
La densidad es una propiedad básica de cualquier líquido, y se define como su masa por unidad de volumen. Las unidades más comunes de la densidad son g/ml y kg/m3. Eneste caso usaremos un picnómetro para medir la densidad del biodiesel. Un picnómetro(figura 26) es un pequeño frasco de vidrio de volumen exacto y conocido.
F igur a 26: Picnómetro
Un aumento de temperatura causa dilatación de la materia, esto implica que se va atener menos moléculas en un volumen dado, causando una disminución de densidad alaumentar la temperatura. Por ello, es necesario conocer la temperatura a la que se realiza elensayo.
B) Materiales y reactivos
o Picnómetroo Balanza de precisióno Termómetroo Biodieselo Jeringuilla de enrase preciso

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 86/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 81
C) Procedimiento
1) Tras medir la temperatura. Pesar el picnómetro vacío y anotar su peso (Vvacío).2) Llenar el picnómetro enrasando (con la ayuda de la jerinquilla) hasta la marca que
trae el tubo capilar del tapón del picnómetro y pesar (Plleno
).3) Por diferencia de pesada se calcula la masa de biodiesel contenida en el interior del
picnómetro.4) Sabiendo que el picnómetro usado tenía una capacidad de 50 ml. Calcular la
densidad del biodiesel [ecuación (16)].
50
PP Densidad vacíolleno
(g/ml) (16)
5) Calcular la densidad a 15 ºC (valor normalizado) mediante la correlación delapéndice C de la norma EN 14214 [ecuación (17)].
15)(T0,723ρρ T15 (17)
Siendo:
ρ15 La densidad a 15 ºC en kg·m-3
ρT La densidad a una temperatura (ºC) en kg·m-3
Para poder utilizar la anterior correlación es necesario que la temperatura T, a la
que se haya hecho la medida de la densidad, esté comprendida entre 20 y 40 ºC.
5.4.2. Viscosidad
A) Fundamento
La viscosidad de un fluido es la propiedad que caracteriza su resistencia a fluir. En este
caso hallaremos la viscosidad cinemática a 40 ºC. La viscosidad cinemática (σ) es el
cociente entre la viscosidad dinámica y la densidad. Así la unidad de la viscosidad
cinemática en el sistema cegesimal es el cm2/segundos, unidad llamada stok. Se suele
emplear el centistok.
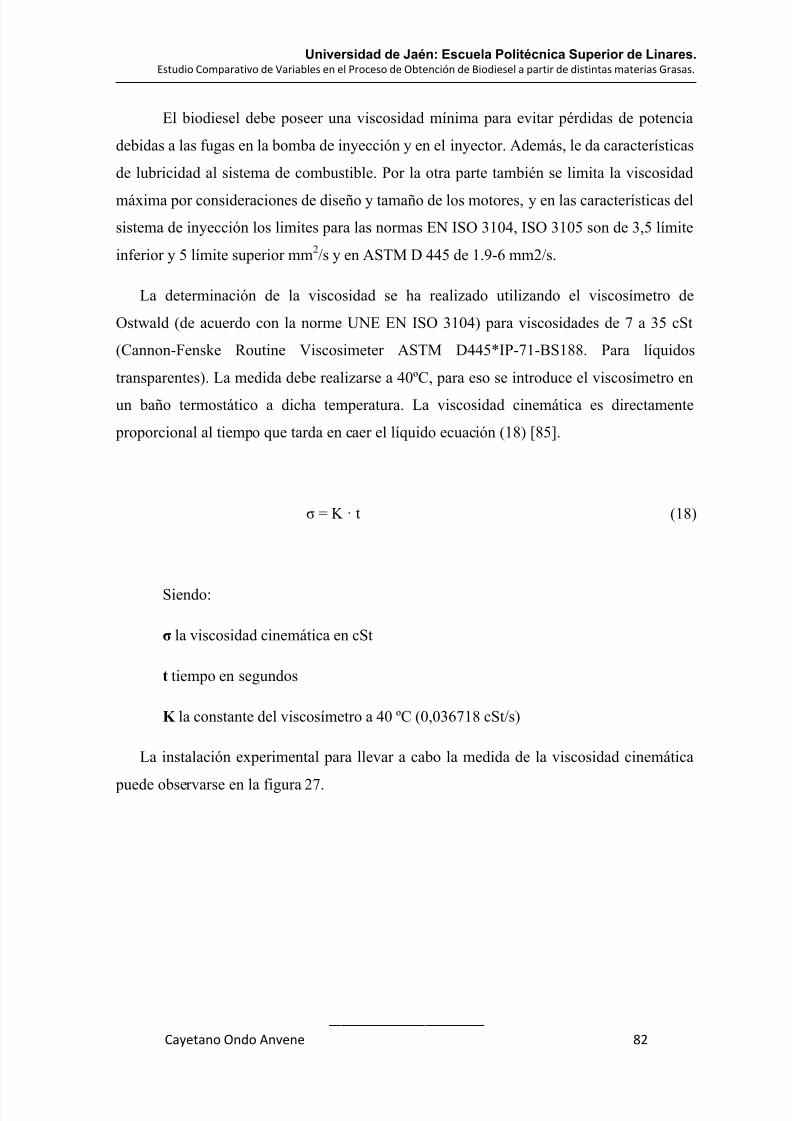
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 87/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 82
El biodiesel debe poseer una viscosidad mínima para evitar pérdidas de potencia
debidas a las fugas en la bomba de inyección y en el inyector. Además, le da características
de lubricidad al sistema de combustible. Por la otra parte también se limita la viscosidad
máxima por consideraciones de diseño y tamaño de los motores, y en las características del
sistema de inyección los limites para las normas EN ISO 3104, ISO 3105 son de 3,5 límite
inferior y 5 límite superior mm2/s y en ASTM D 445 de 1.9-6 mm2/s.
La determinación de la viscosidad se ha realizado utilizando el viscosímetro de
Ostwald (de acuerdo con la norme UNE EN ISO 3104) para viscosidades de 7 a 35 cSt
(Cannon-Fenske Routine Viscosimeter ASTM D445*IP-71-BS188. Para líquidos
transparentes). La medida debe realizarse a 40ºC, para eso se introduce el viscosímetro en
un baño termostático a dicha temperatura. La viscosidad cinemática es directamente
proporcional al tiempo que tarda en caer el líquido ecuación (18) [85].
σ = K · t (18)
Siendo:
σ la viscosidad cinemática en cSt
t tiempo en segundos
K la constante del viscosímetro a 40 ºC (0,036718 cSt/s)
La instalación experimental para llevar a cabo la medida de la viscosidad cinemática
puede observarse en la figura 27.
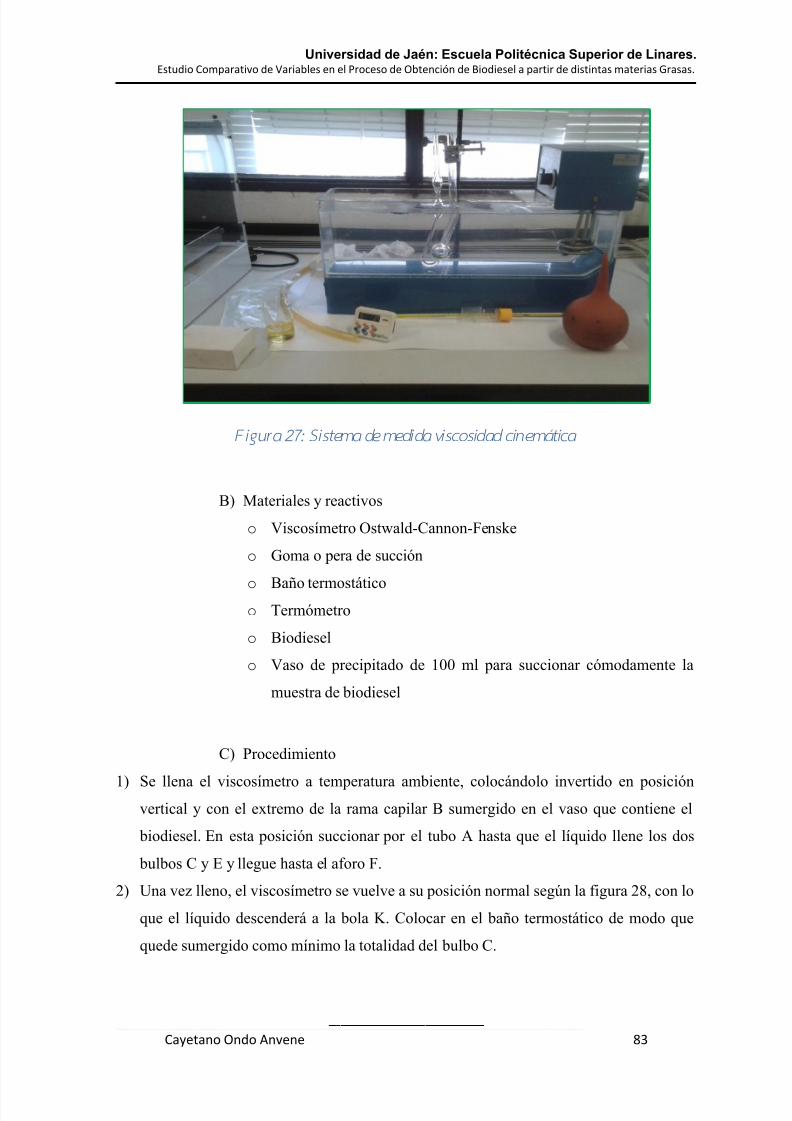
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 88/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 83
F igur a 27: Sistema de medida viscosidad cinemática
B) Materiales y reactivos
o Viscosímetro Ostwald-Cannon-Fenske
o Goma o pera de succión
o
Baño termostáticoo Termómetro
o Biodiesel
o Vaso de precipitado de 100 ml para succionar cómodamente la
muestra de biodiesel
C) Procedimiento
1) Se llena el viscosímetro a temperatura ambiente, colocándolo invertido en posiciónvertical y con el extremo de la rama capilar B sumergido en el vaso que contiene el
biodiesel. En esta posición succionar por el tubo A hasta que el líquido llene los dos
bulbos C y E y llegue hasta el aforo F.
2) Una vez lleno, el viscosímetro se vuelve a su posición normal según la figura 28, con lo
que el líquido descenderá a la bola K. Colocar en el baño termostático de modo que
quede sumergido como mínimo la totalidad del bulbo C.

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 89/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 84
F igur a 28: Vi scosímetro Ostwald
3) El viscosímetro se introduce en un baño de agua a 40 ºC y se esperan 15 minutos hasta
que el biodiesel alcanza dicha temperatura.4) Para efectuar la medida se succiona el líquido por medio de un tubo de goma conectado
a la rama capilar B hasta que alcance un nivel algo superior al de aforo D; entonces se
deja caer libremente y se cronometra el tiempo que el nivel tarda en pasar del aforo D
al aforo F.
5) Calcular la viscosidad cinemática de la muestra multiplicando el tiempo, en segundos,
por la constante del viscosímetro a la correspondiente temperatura (40 ºC).
5.4.3. Índice de acidez
A) Fundamento
El índice de acidez se define como el número de miligramos de hidróxido de potasio
que se requieren para neutralizar los ácidos grasos libres contenidos en 1 g de aceite o
grasa. Se fundamenta en el hecho de que el extremo carboxílico de los lípidos es
neutralizado por los hidroxilos de un álcali, pudiendo determinarse cuantitativamente estareacción por medio de una valoración ácido-base. Para ello, se disuelve una porción de la
muestra en un disolvente mixto y se titula con una disolución diluida de hidróxido
potásico, utilizando fenolftaleína como indicador para detectar el punto final de la
titulación (de acuerdo con la norma UNE-EN 14104) [82].
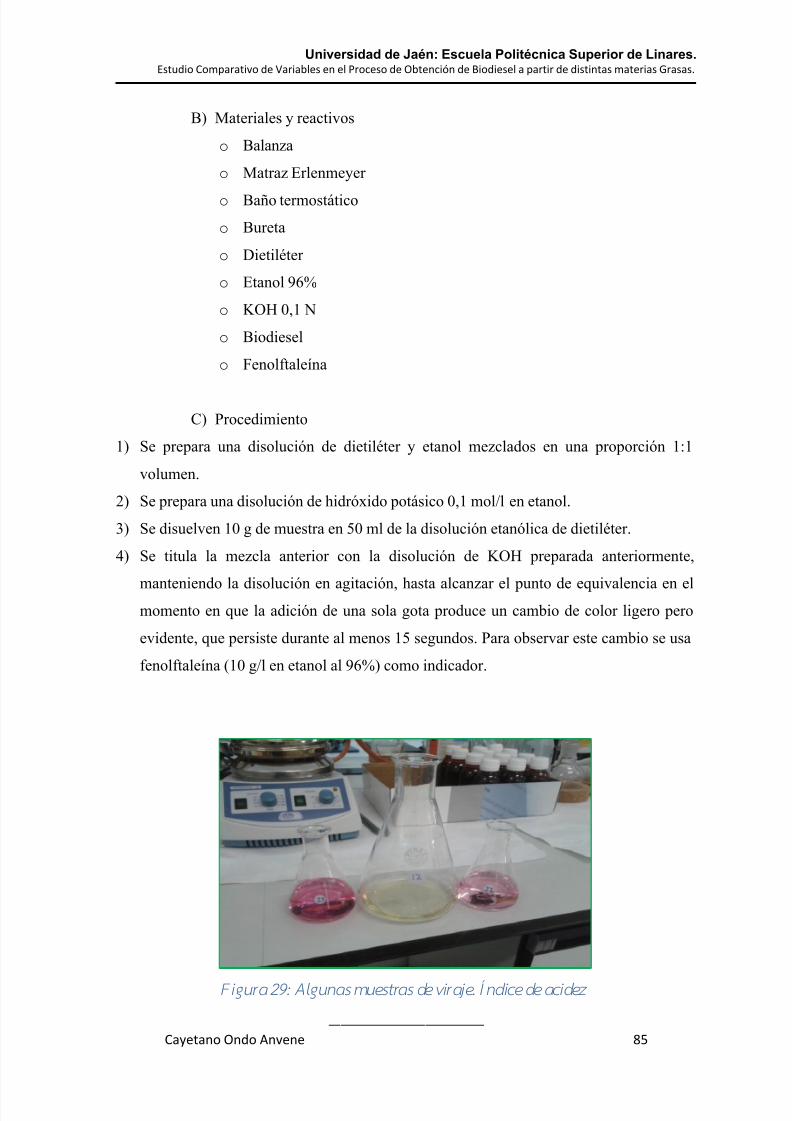
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 90/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 85
B) Materiales y reactivos
o Balanza
o Matraz Erlenmeyer
o Baño termostático
o Bureta
o Dietiléter
o Etanol 96%
o KOH 0,1 N
o Biodiesel
o Fenolftaleína
C) Procedimiento
1) Se prepara una disolución de dietiléter y etanol mezclados en una proporción 1:1
volumen.
2) Se prepara una disolución de hidróxido potásico 0,1 mol/l en etanol.
3) Se disuelven 10 g de muestra en 50 ml de la disolución etanólica de dietiléter.
4) Se titula la mezcla anterior con la disolución de KOH preparada anteriormente,
manteniendo la disolución en agitación, hasta alcanzar el punto de equivalencia en elmomento en que la adición de una sola gota produce un cambio de color ligero pero
evidente, que persiste durante al menos 15 segundos. Para observar este cambio se usa
fenolftaleína (10 g/l en etanol al 96%) como indicador.
F igur a 29: Algunas muestras de vir aje. Índi ce de acidez
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 91/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 86
D) Cálculos
El índice de acidez se expresa según la ecuación (19).
m
cV56,1acidezdeÍndice
(19)
Siendo:
V volumen de disolución KOH gastado en la valoración, en ml
c concentración de la disolución de KOH usada en mol/l.
m masa de la porción de análisis en gramos
56,1 es la masa molecular del hidróxido potásico, en g/mol
5.4.4. Humedad
A) Fundamento
El método se basa en la determinación gravimétrica de la pérdida de masa, de la
muestra desecada hasta masa constante en estufa.
B) Materiales
o
Balanza de alta precisióno Estufa
o Desecador
o Crisoles o vasos de precipitado que aguanten temperaturas
superiores a 105ºC
o Guantes de látex

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 92/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 87
C) Procedimiento
1) Pesar el biodiesel en un recipiente y anotar la pesada.
2) Colocar en estufa a 105 ºC.
3) El ensayo finalizará cuando después de tener la muestra en el desecador para enfriarla,
se observe pesada constante.
D) Cálculos
La humedad se expresa según la ecuación (20).
100m-m
m-m
Humedad% 12
32
(20)
Siendo:
m1 masa del recipiente en gramos
m2 masa del recipiente más la muestra en gramos
m3 masa del recipiente más la muestra desecada en gramos
F igura 30: Experimento de vari ación de peso de una muestra
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 93/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 88
5.4.5. Poder calorífico
A) Fundamento
El calor de combustión o poder calorífico de una sustancia se puede definir como la
cantidad de energía liberada por unidad de masa cuando se quema dicho elemento. En el
sistema internacional (SI) se mide en J/g. Por lo tanto en el caso de un combustible es la
cantidad de energía liberada por la unidad de combustible al ser quemado.
Para determinar el calor de combustión, se puede utilizar la bomba calorimétrica o
calorímetro de Parr. Este consiste en un recipiente donde está contenida la muestra y donde
se realiza la combustión (bomba). La bomba está sumergida en una cantidad conocida de
agua. El sistema completo está contenido en una chaqueta adiabática que impide que salgacalor del sistema. Midiendo la diferencia de temperatura del agua antes y después de la
combustión, es posible determinar el calor cedido por el combustible.
B) Materiales y reactivos
o Calorímetro suministrado por Parr Instrument Company con bomba de oxígeno
o
Alambre de cobre (Poder calorífico 1400 cal/g)o Termómetro
o Balanza analítica
o Biodiesel
o 2 litros de agua destilada.
o Carbonato sódico 0,0725 Nç
o Pipeta
o Pera de succión

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 94/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 89
F igura 31: Calorímetro Parr
C) Procedimiento
1) Previamente tarado el cubilete se pesa en éste aproximadamente medio gramo de
muestra.
2) Pesar unos 10 cm de filamento e instalarlo en la cabeza de la bomba de forma que
esté en contacto con la muestra contenida en el cubilete, pero sin tocar las paredes
del mismo.
3) Colocar dentro de la bomba 1 ml de agua como sistema absorbente.4) Cerrar manualmente la bomba y cargarla con 30 atm de oxígeno.
5) Colocar la bomba dentro del vaso del calorímetro. Introducir todo el sistema en el
calorímetro y conectar los electrodos.
6) Llenar el vaso con 2 litros de agua destilada.
7) Se coloca la tapa del calorímetro con el termómetro mirando hacia el frente. Se gira
el agitador con la mano para asegurarse que no roza con nada, colocando entonces
la correa en la polea y poniendo en marcha el motor.

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 95/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 90
8) Se deja funcionar el agitador durante 5 minutos para alcanzar el equilibro antes de
iniciar la medida.
9) Lectura y registro de temperatura desde tiempo 0 hasta 5 minutos a intervalos de 1
minutos, y al llegar a los 6 minutos se pulsa el contacto de ignición.
10) Continuar tomando las temperaturas a intervalos regulares. Por ejemplo, cada
quince segundos hasta 13 minutos, a partir de ese momento tomaremos lecturas al
minuto hasta los 18 minutos.
11) Parar el motor y sacar la muestra. Pesar en la balanza los restos de hilo que no han
sido quemados
12) Se lava toda la superficie interior de la bomba con un chorro de agua destilada y se
recogen las aguas de lavado.13) Valoración del agua de lavado con solución de carbonato sódico usando naranja o
rojo de metilo como indicador.
D) Cálculo del calor de combustión.
El calor de combustión se calcula según la ecuación (21).
m
e-e-Wt Hg 31
(21)
Siendo:
Hg poder calorífico superior en cal/g
t aumento de temperatura neto corregido en ºC
w equivalente energético del calorímetro (2426 cal/ºC)
e1 corrección en calorías debido a la formación de ácido nítrico en ml. Este valor
coincide con el volumen (mililitros) de disolución de carbonato sódico 0,0725 N.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 96/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 91
e3 corrección en calorías debido al calor de combustión del alambre. Se calcula
según la ecuación (22).
e3= Filamento quemado · 1400 cal /g (22)
m cantidad de ácido benzoico de la muestra en gramos (m). Se calcula según la
ecuación (23). Donde las unidades del minuendo y el sustraendo son gramos.
m= peso muestra – inquemados (23)
5.4.6. Temperatura del 50 % de destilado e índice de cetano
A) Fundamento
La temperatura correspondiente al 50% de destilado es un parámetro utilizado para
la determinación del índice de cetano en los combustibles que se utilizan en los motores
diesel. Es una propiedad de gran importancia en la seguridad y el comportamiento de los
combustibles, en el encendido del motor y en la etapa de precalentamiento. La presencia de
componentes en el combustible, con un alto punto de ebullición, puede afectar de forma
significativa en la formación de depósitos sólidos durante la combustión.
El índice de cetano mide la facilidad de inflamación de un combustible para un
motor diesel. Este parámetro es un importante indicador de la calidad del biodiesel. Un
índice de cetano elevado garantiza un buen control de la combustión, aumento del
rendimiento y mejora de los arranques en frío, lo que da lugar a menos gases de escape. Es
bien conocido que el índice de cetano del biodiesel depende del aceite vegetal de origen. El
índice de cetano aumenta a medida que las cadenas de los ácidos grasos son más largas, es
decir, contienen mayor número de átomos de carbono y el contenido en esteres saturados.
La norma EN 14214 especifica un valor mínimo para el índice de cetano de 51
mientras que, un valor típico del índice de cetano para el diesel nº.2 es aproximadamente46.
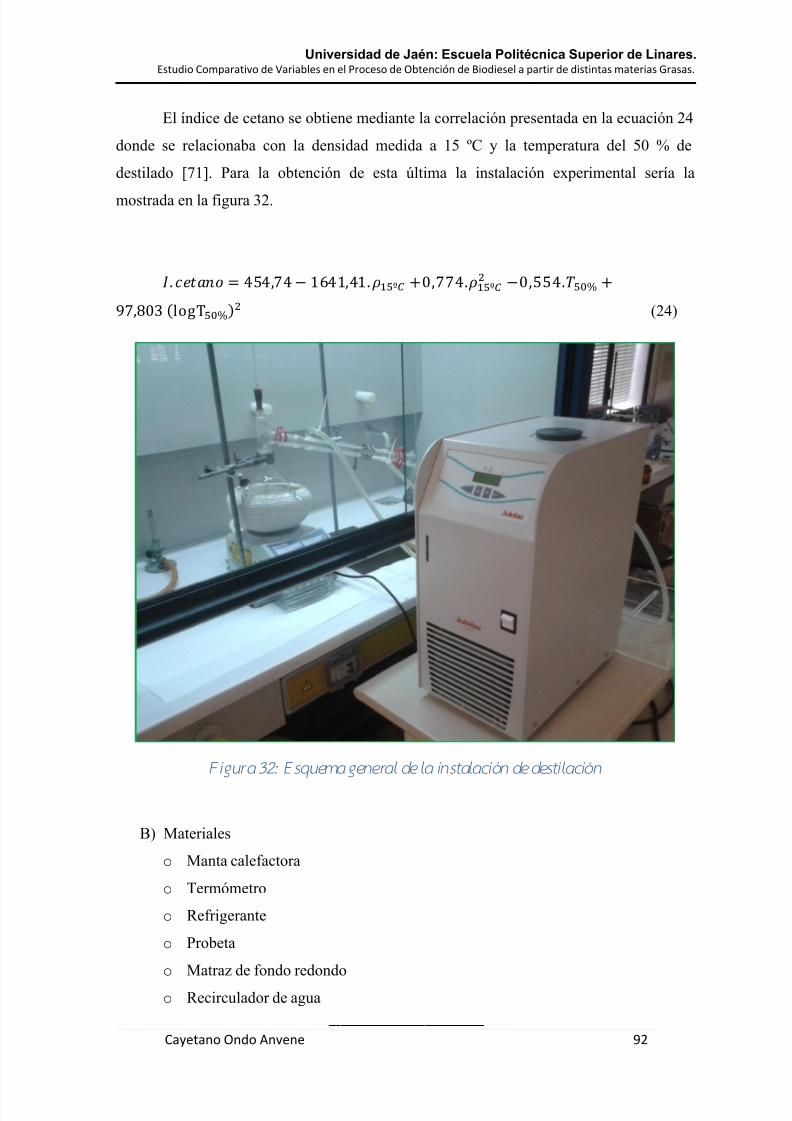
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 97/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 92
El índice de cetano se obtiene mediante la correlación presentada en la ecuación 24
donde se relacionaba con la densidad medida a 15 ºC y la temperatura del 50 % de
destilado [71]. Para la obtención de esta última la instalación experimental sería la
mostrada en la figura 32.
(24)
F igura 32: Esquema general de la instalación de desti lación
B) Materiales
o Manta calefactora
o Termómetro
o Refrigerante
o Probeta
o Matraz de fondo redondo
o Recirculador de agua
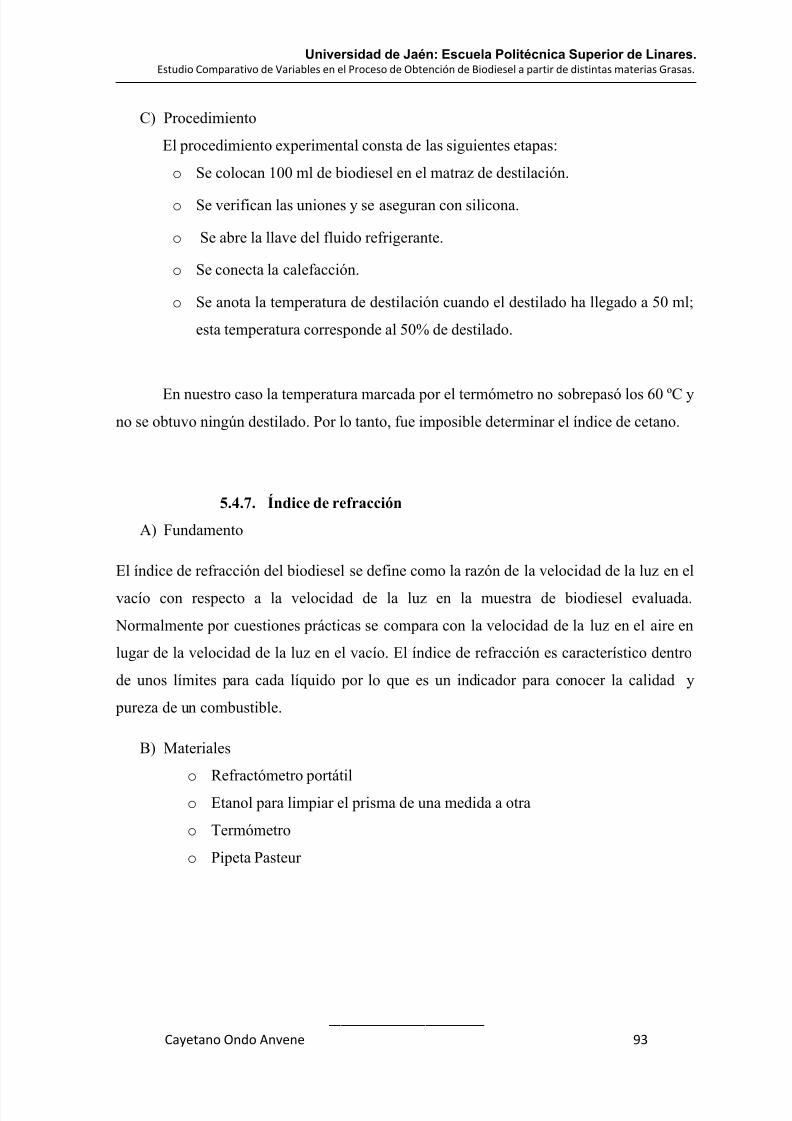
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 98/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 93
C) Procedimiento
El procedimiento experimental consta de las siguientes etapas:
o Se colocan 100 ml de biodiesel en el matraz de destilación.
o Se verifican las uniones y se aseguran con silicona.
o Se abre la llave del fluido refrigerante.
o Se conecta la calefacción.
o Se anota la temperatura de destilación cuando el destilado ha llegado a 50 ml;
esta temperatura corresponde al 50% de destilado.
En nuestro caso la temperatura marcada por el termómetro no sobrepasó los 60 ºC yno se obtuvo ningún destilado. Por lo tanto, fue imposible determinar el índice de cetano.
5.4.7. Índice de refracción
A) Fundamento
El índice de refracción del biodiesel se define como la razón de la velocidad de la luz en el
vacío con respecto a la velocidad de la luz en la muestra de biodiesel evaluada.
Normalmente por cuestiones prácticas se compara con la velocidad de la luz en el aire en
lugar de la velocidad de la luz en el vacío. El índice de refracción es característico dentro
de unos límites para cada líquido por lo que es un indicador para conocer la calidad y
pureza de un combustible.
B) Materiales
o Refractómetro portátil
o Etanol para limpiar el prisma de una medida a otra
o Termómetro
o Pipeta Pasteur
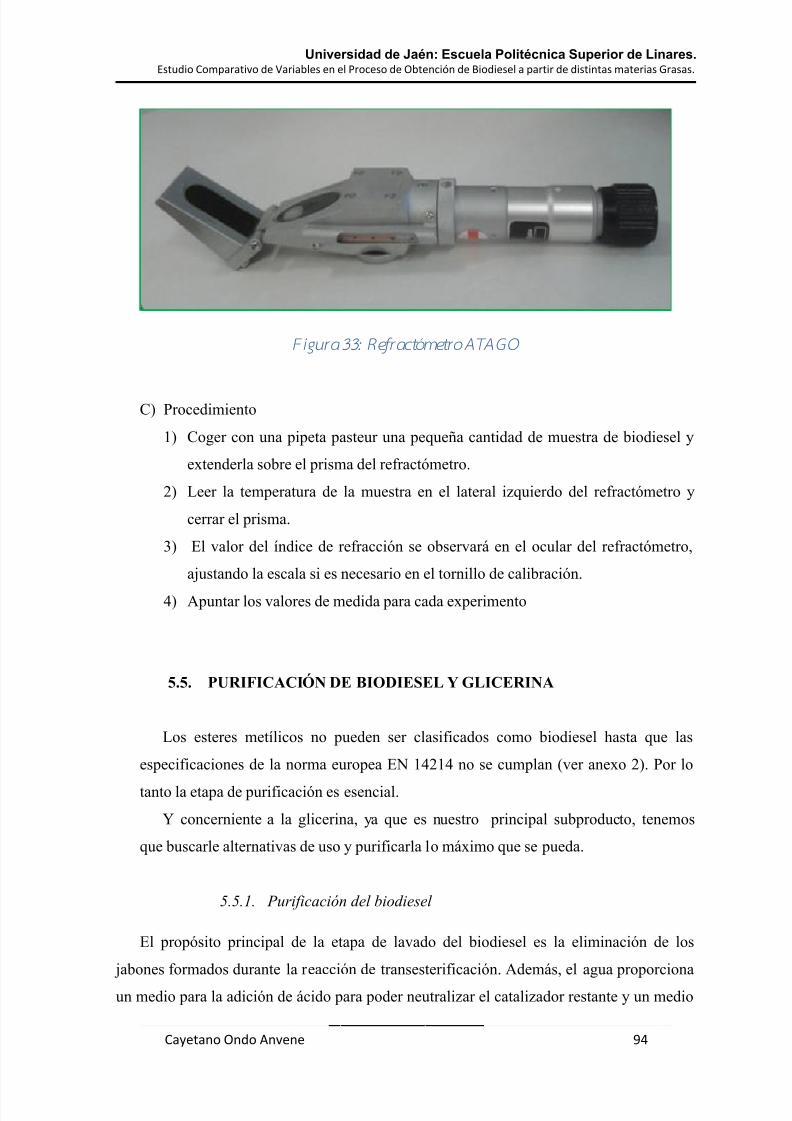
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 99/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 94
F igur a 33: Refractómetro ATAGO
C) Procedimiento
1) Coger con una pipeta pasteur una pequeña cantidad de muestra de biodiesel y
extenderla sobre el prisma del refractómetro.
2) Leer la temperatura de la muestra en el lateral izquierdo del refractómetro y
cerrar el prisma.
3) El valor del índice de refracción se observará en el ocular del refractómetro,
ajustando la escala si es necesario en el tornillo de calibración.
4) Apuntar los valores de medida para cada experimento
5.5. PURIFICACIÓN DE BIODIESEL Y GLICERINA
Los esteres metílicos no pueden ser clasificados como biodiesel hasta que las
especificaciones de la norma europea EN 14214 no se cumplan (ver anexo 2). Por lo
tanto la etapa de purificación es esencial.
Y concerniente a la glicerina, ya que es nuestro principal subproducto, tenemos
que buscarle alternativas de uso y purificarla lo máximo que se pueda.
5.5.1. Purificación del biodiesel
El propósito principal de la etapa de lavado del biodiesel es la eliminación de los
jabones formados durante la reacción de transesterificación. Además, el agua proporciona
un medio para la adición de ácido para poder neutralizar el catalizador restante y un medio
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 100/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 95
para eliminar las sales producidas. El metanol residual debe ser eliminado antes de la etapa
de lavado. Esto evita la adición de metanol al efluente de aguas residuales. El uso de agua
caliente entre 48,9 y 60 °C evita la precipitación de ésteres de ácidos grasos saturados y
retarda la formación de emulsiones mediante un lavado suave. El agua blanda elimina la
contaminación de calcio y de magnesio y neutraliza los catalizadores básicos restantes. El
lavado suave da como resultado una separación de fases rápida y completa. La separación
de fases entre ésteres y agua suele ser muy limpia y completa. Sin embargo, la solubilidad
de equilibrio de agua en ésteres es mayor que el contenido de agua especificada para B100.
Por lo tanto, después de la etapa de lavado habrá más que la cantidad de equilibrio de agua
presente.
Se requiere el secado para cumplir con los límites estrictos sobre la cantidad de agua
utilizada en el biodiesel. Se pueden usar secadores de vacío o un evaporador de película
descendente. Los evaporadores de alta temperatura pueden provocar el oscurecimiento del
combustible que es una señal de que los ésteres metílicos poliinsaturados han sufrido
polimerización. Igualmente se pueden usar tamices moleculares, geles de sílice, etc. Una
ventaja de estos sistemas es que son pasivos. Sin embargo, una desventaja es que estas
unidades deben ser regeneradas periódicamente.
Adicionalmente, pueden usarse otros tratamientos para reducir cuerpos de color en el
combustible, eliminar el azufre y / o fósforo del combustible, o para eliminar glicéridos.
Algunos aceites vegetales y muchas grasas amarillas y las grasas marrones dejan un color
desagradable en el biodiesel. Un lecho de carbón activado es una forma efectiva para
eliminar el color excesivo. La especificación europea para el contenido de azufre es mucho
más estricta que los requisitos estadounidenses. Como resultado, algunos productores en
Europa están recurriendo al uso de la destilación al vacío para la eliminación de
compuestos de azufre del producto biodiesel.
El filtrado es una parte esencial de toda la producción de biodiesel. Mientras que las
materias primas que entran en la planta deben ser filtrados al menos a 100 μm, el biodiesel
que sale de la planta debe ser filtrado por lo menos a 5 μm para asegurar que ningún
contaminante es arrastrado con el combustible el cual podría dañar el motor. Se ha
sugerido que el combustible podría ser enfriado antes de la filtración para capturar algunos
de los ésteres saturados al mismo tiempo que se cristalizan y de ese modo reducir el punto
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 101/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 96
de enturbiamiento del combustible. Los ésteres cristalizadas podían ser fundidos por
calentamiento y se utilizan dentro de la planta como combustible de caldera [82].
5.5.2. Purificación de la glicerina
La glicerina contiene residuo de alcohol, de catalizador, grasas / aceites arrastrados,
y algunos ésteres; además puede contener fosfolípidos, compuestos de azufre, proteínas,
aldehídos y cetonas, y los insolubles (suciedad, minerales, hueso, o fibras).
A) Refinado químico
En primer lugar, el catalizador tiende a concentrarse en la fase de la glicerina en la
que debe ser neutralizado. La etapa de neutralización conduce a la precipitación de la sal.Además, los jabones deben ser eliminados por coagulación y precipitación con sulfato de
aluminio o cloruro férrico. La eliminación puede ser complementada por separación
centrífuga. El control del pH es muy importante porque el pH bajo conduce a la
deshidratación de la glicerina y de pH alto conduce a la polimerización de la glicerina [82].
B) Refinado físico
El primer paso en el refinado físico es eliminar sólidos grasos, insolubles, o precipitados
por filtración y / o centrifugación. Esta eliminación puede requerir un ajuste de pH.
Entonces el agua se elimina por evaporación. Todo el procesamiento físico se realiza
típicamente entre 65,6 ºC y 93,3 ºC, donde la glicerina es menos viscosa, pero todavía
estable [82].
5.5.3. Métodos avanzados de purificación de la glicerina cruda y
alternativas
La glicerina procedente de la reacción de transesterificación de aceites vegetales contiene
aproximadamente un 60% de glicerina propiamente dicha, 15% de alcohol, 10% agua,
10% jabones y 5% sales. Y su pH es aproximadamente 6 [83, 84].
Un proceso avanzado de purificación (consiguiendo hasta un grado técnico superior
al 98%) de esta glicerina consistiría en:
Acidificación con ácido sulfúrico hasta llevarla a pH 4
Centrifugación para eliminar las sales y obtener así una glicerina pura al >80%
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 102/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 97
Neutralización con hidróxido sódico
Evaporación de metanol
Evaporación de agua
Otra alternativa, teóricamente la más viable es: Producción de 1,3-propanodiol a
partir de la glicerina cruda.
F igur a 34: 1,3 Propanodiol
Las etapas serían:
1. Pretratamiento
- Reducción del pH adicionando H2SO4
- Retirada de las impurezas sólidas
- Neutralización del exceso de H2SO4 con adición de sosa
- Separación del metanol y recirculación de glicerol
- Esterilización de la glicerina cruda
2. Fermentación (CO2/H2) a pH neutro y una temperatura aproximada de 37ºC
3. Separación y purificación del producto
- Primera separación de sólidos (biomasa jabones residuales) por
centrifugación
- Segunda separación de sólidos (sales no disueltas proteicas) por
microfiltración
- Evaporación del agua y del ácido acético
- Y por último, eliminación y recirculación de la glicerina a la unidad de
esterilización

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 103/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 98
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 104/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 99
CAPÍTULO 6. RESULTADOS EXPERIMENTALES
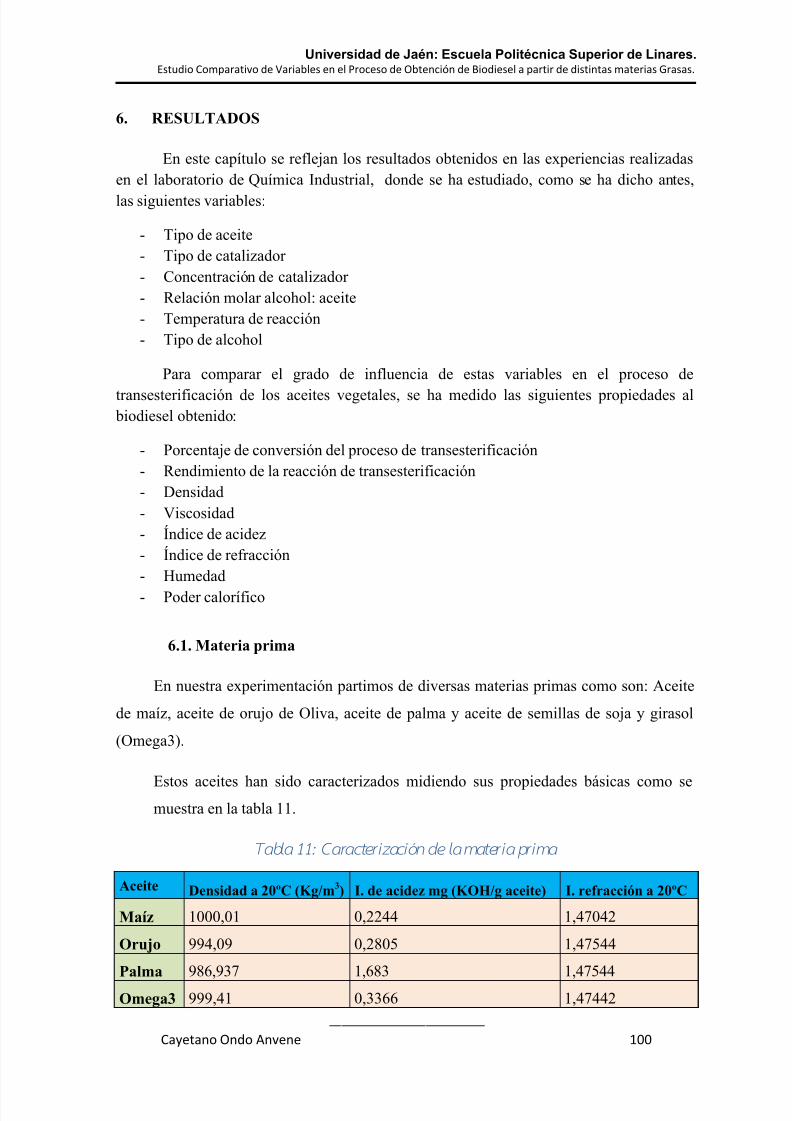
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 105/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 100
6. RESULTADOS
En este capítulo se reflejan los resultados obtenidos en las experiencias realizadasen el laboratorio de Química Industrial, donde se ha estudiado, como se ha dicho antes,
las siguientes variables:
- Tipo de aceite- Tipo de catalizador- Concentración de catalizador- Relación molar alcohol: aceite- Temperatura de reacción- Tipo de alcohol
Para comparar el grado de influencia de estas variables en el proceso de
transesterificación de los aceites vegetales, se ha medido las siguientes propiedades al biodiesel obtenido:
- Porcentaje de conversión del proceso de transesterificación- Rendimiento de la reacción de transesterificación- Densidad- Viscosidad- Índice de acidez- Índice de refracción- Humedad
- Poder calorífico
6.1. Materia prima
En nuestra experimentación partimos de diversas materias primas como son: Aceite
de maíz, aceite de orujo de Oliva, aceite de palma y aceite de semillas de soja y girasol
(Omega3).
Estos aceites han sido caracterizados midiendo sus propiedades básicas como semuestra en la tabla 11.
Tabla 11: Caracter ización de la materia prima
Aceite Densidad a 20ºC (Kg/m3) I. de acidez mg (KOH/g aceite) I. refracción a 20ºC
Maíz 1000,01 0,2244 1,47042
Orujo 994,09 0,2805 1,47544
Palma 986,937 1,683 1,47544
Omega3 999,41 0,3366 1,47442
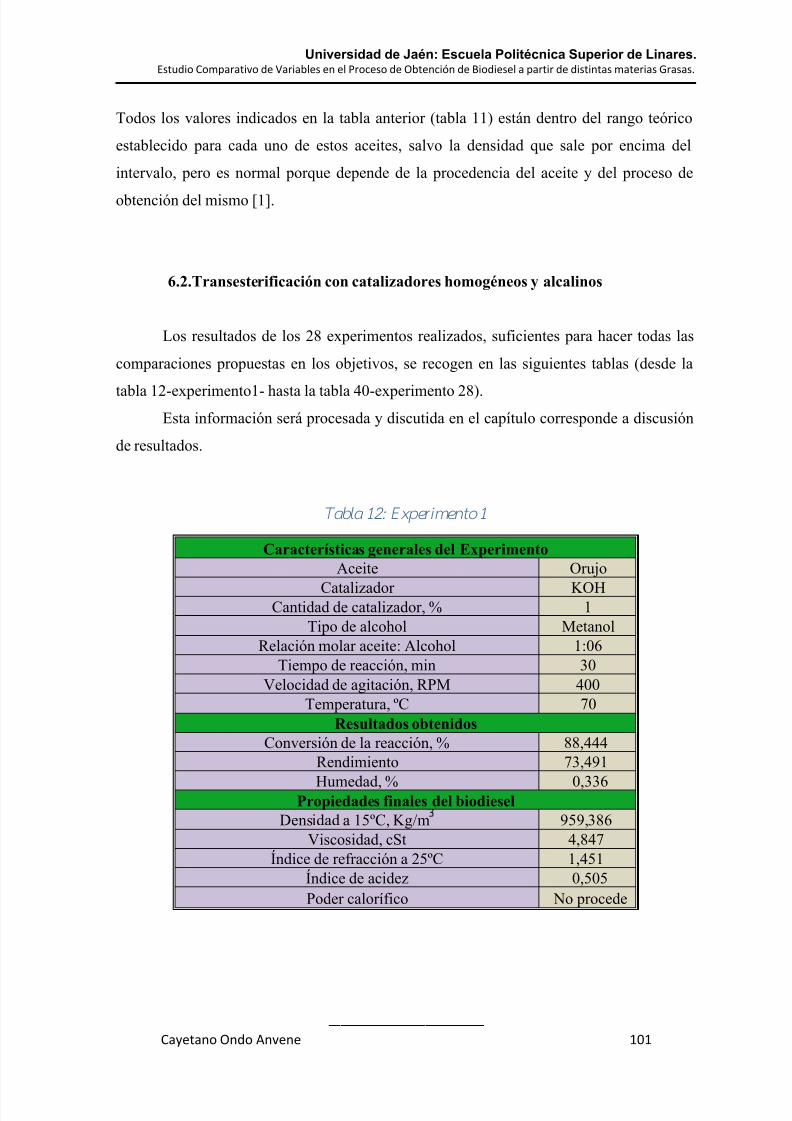
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 106/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 101
Todos los valores indicados en la tabla anterior (tabla 11) están dentro del rango teórico
establecido para cada uno de estos aceites, salvo la densidad que sale por encima del
intervalo, pero es normal porque depende de la procedencia del aceite y del proceso de
obtención del mismo [1].
6.2.Transesterificación con catalizadores homogéneos y alcalinos
Los resultados de los 28 experimentos realizados, suficientes para hacer todas las
comparaciones propuestas en los objetivos, se recogen en las siguientes tablas (desde la
tabla 12-experimento1- hasta la tabla 40-experimento 28).Esta información será procesada y discutida en el capítulo corresponde a discusión
de resultados.
Tabla 12: Exper imento 1
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 70Resultados obtenidos
Conversión de la reacción, % 88,444Rendimiento 73,491
Humedad, % 0,336Propiedades finales del biodieselDensidad a 15ºC, Kg/m 959,386
Viscosidad, cSt 4,847Índice de refracción a 25ºC 1,451
Índice de acidez 0,505Poder calorífico No procede
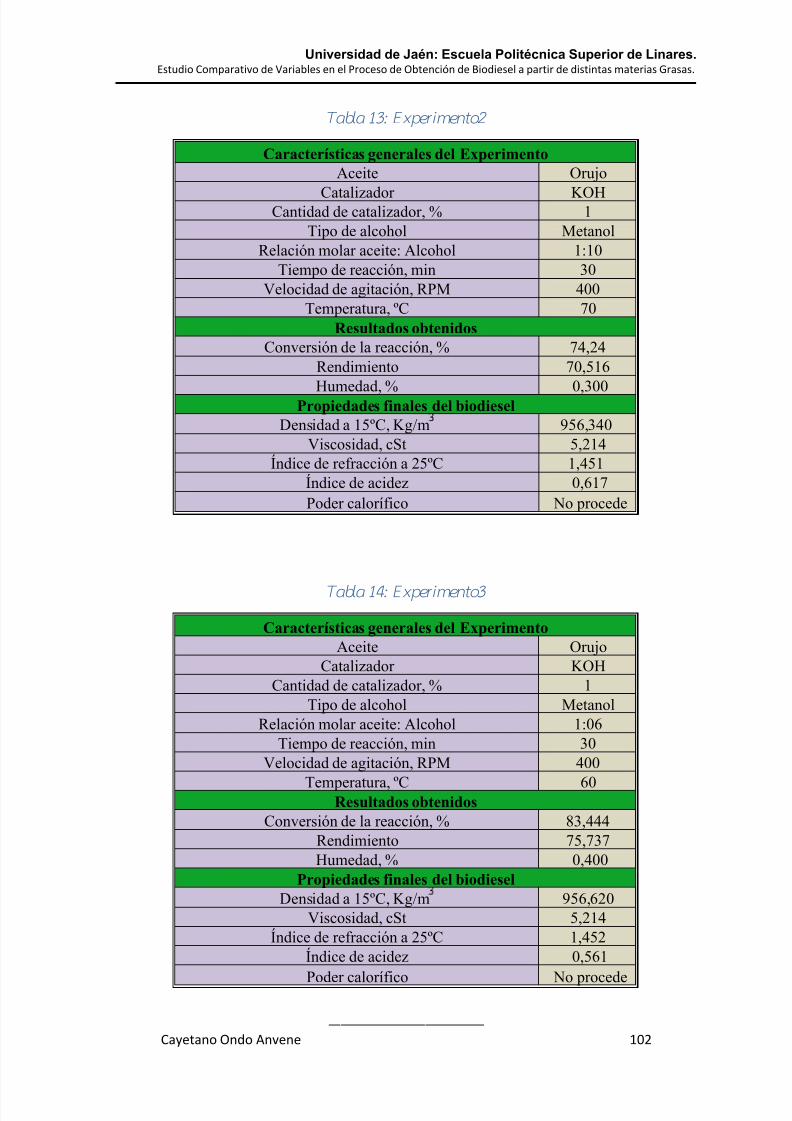
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 107/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 102
Tabla 13: Exper imento2
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:10Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 70
Resultados obtenidosConversión de la reacción, % 74,24
Rendimiento 70,516
Humedad, % 0,300Propiedades finales del biodieselDensidad a 15ºC, Kg/m 956,340
Viscosidad, cSt 5,214Índice de refracción a 25ºC 1,451
Índice de acidez 0,617Poder calorífico No procede
Tabla 14: Exper imento3
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 60Resultados obtenidosConversión de la reacción, % 83,444
Rendimiento 75,737Humedad, % 0,400
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 956,620
Viscosidad, cSt 5,214Índice de refracción a 25ºC 1,452
Índice de acidez 0,561
Poder calorífico No procede
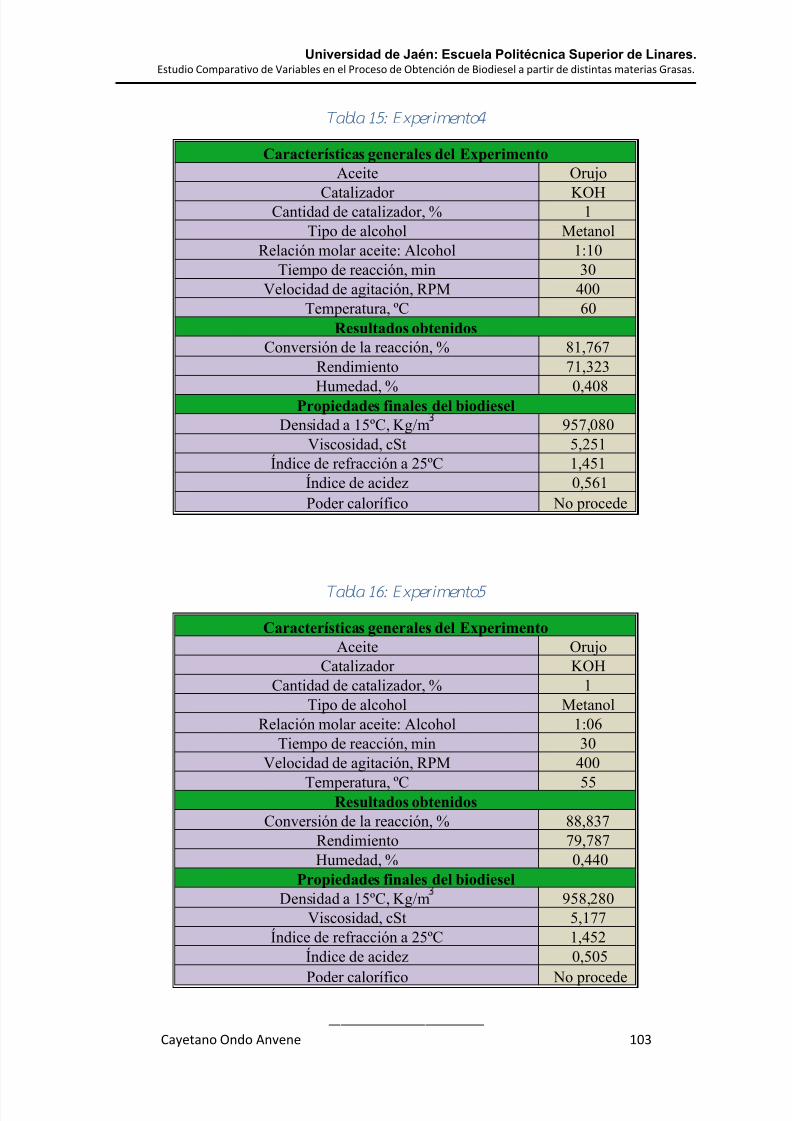
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 108/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 103
Tabla 15: Exper imento4
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:10Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % 81,767
Rendimiento 71,323
Humedad, % 0,408Propiedades finales del biodieselDensidad a 15ºC, Kg/m 957,080
Viscosidad, cSt 5,251Índice de refracción a 25ºC 1,451
Índice de acidez 0,561Poder calorífico No procede
Tabla 16: Exper imento5
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 55Resultados obtenidosConversión de la reacción, % 88,837
Rendimiento 79,787Humedad, % 0,440
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 958,280
Viscosidad, cSt 5,177Índice de refracción a 25ºC 1,452
Índice de acidez 0,505
Poder calorífico No procede
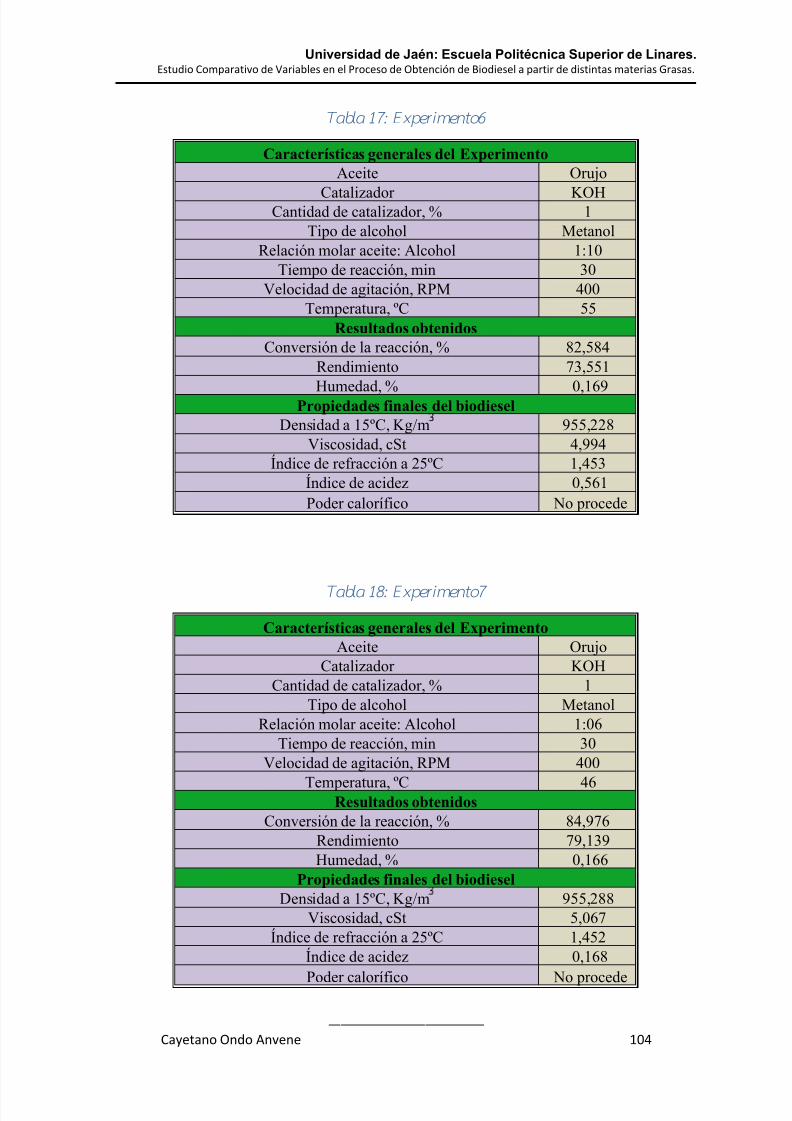
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 109/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 104
Tabla 17: Exper imento6
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:10Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 55
Resultados obtenidosConversión de la reacción, % 82,584
Rendimiento 73,551
Humedad, % 0,169Propiedades finales del biodieselDensidad a 15ºC, Kg/m 955,228
Viscosidad, cSt 4,994Índice de refracción a 25ºC 1,453
Índice de acidez 0,561Poder calorífico No procede
Tabla 18: Exper imento7
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 46Resultados obtenidosConversión de la reacción, % 84,976
Rendimiento 79,139Humedad, % 0,166
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 955,288
Viscosidad, cSt 5,067Índice de refracción a 25ºC 1,452
Índice de acidez 0,168
Poder calorífico No procede
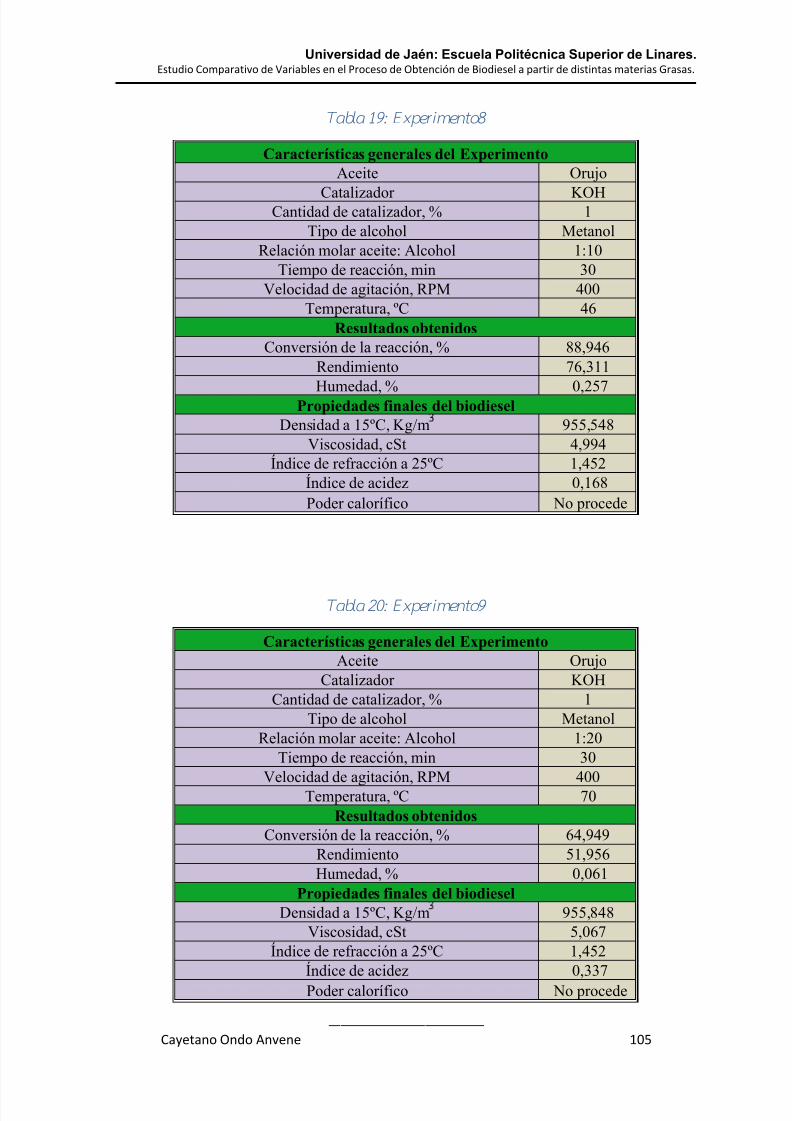
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 110/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 105
Tabla 19: Exper imento8
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:10Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 46
Resultados obtenidosConversión de la reacción, % 88,946
Rendimiento 76,311
Humedad, % 0,257Propiedades finales del biodieselDensidad a 15ºC, Kg/m 955,548
Viscosidad, cSt 4,994Índice de refracción a 25ºC 1,452
Índice de acidez 0,168Poder calorífico No procede
Tabla 20: Exper imento9
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:20
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 70Resultados obtenidos
Conversión de la reacción, % 64,949Rendimiento 51,956Humedad, % 0,061
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 955,848
Viscosidad, cSt 5,067Índice de refracción a 25ºC 1,452
Índice de acidez 0,337Poder calorífico No procede
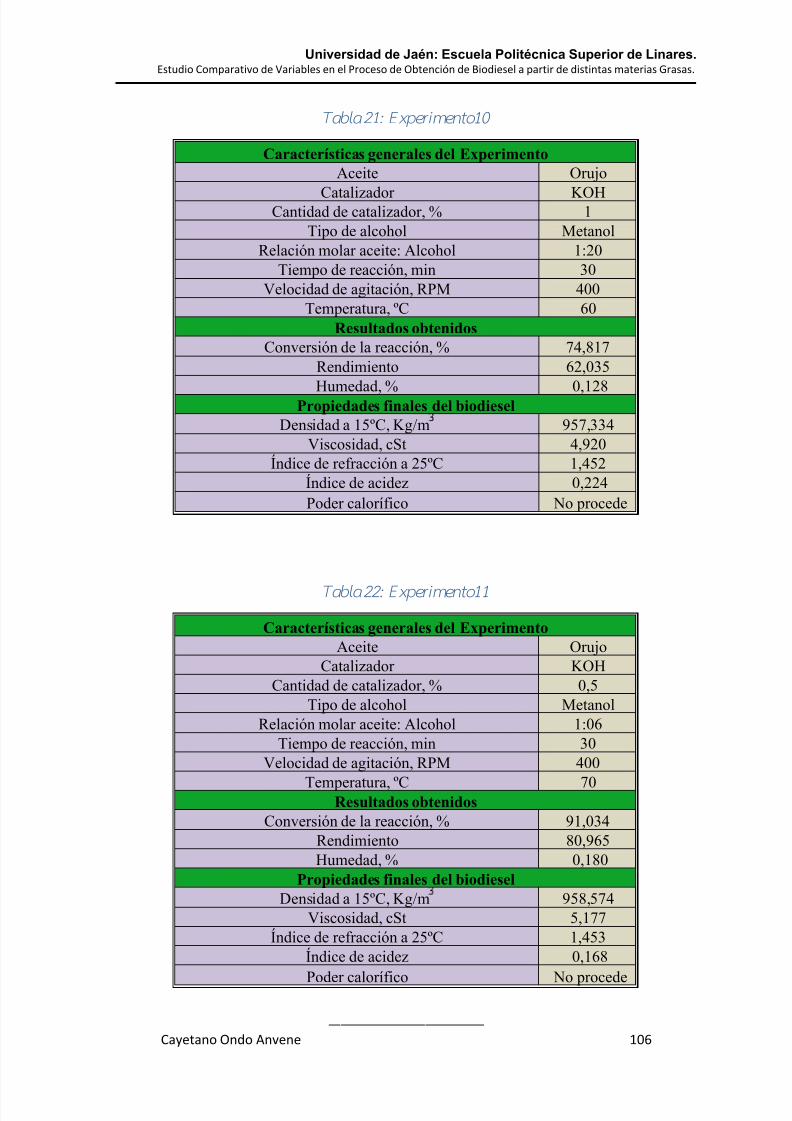
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 111/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 106
Tabla 21: Experimento10
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:20Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % 74,817
Rendimiento 62,035
Humedad, % 0,128Propiedades finales del biodieselDensidad a 15ºC, Kg/m 957,334
Viscosidad, cSt 4,920Índice de refracción a 25ºC 1,452
Índice de acidez 0,224Poder calorífico No procede
Tabla 22: Experimento11
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 0,5
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 70Resultados obtenidosConversión de la reacción, % 91,034
Rendimiento 80,965Humedad, % 0,180
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 958,574
Viscosidad, cSt 5,177Índice de refracción a 25ºC 1,453
Índice de acidez 0,168
Poder calorífico No procede
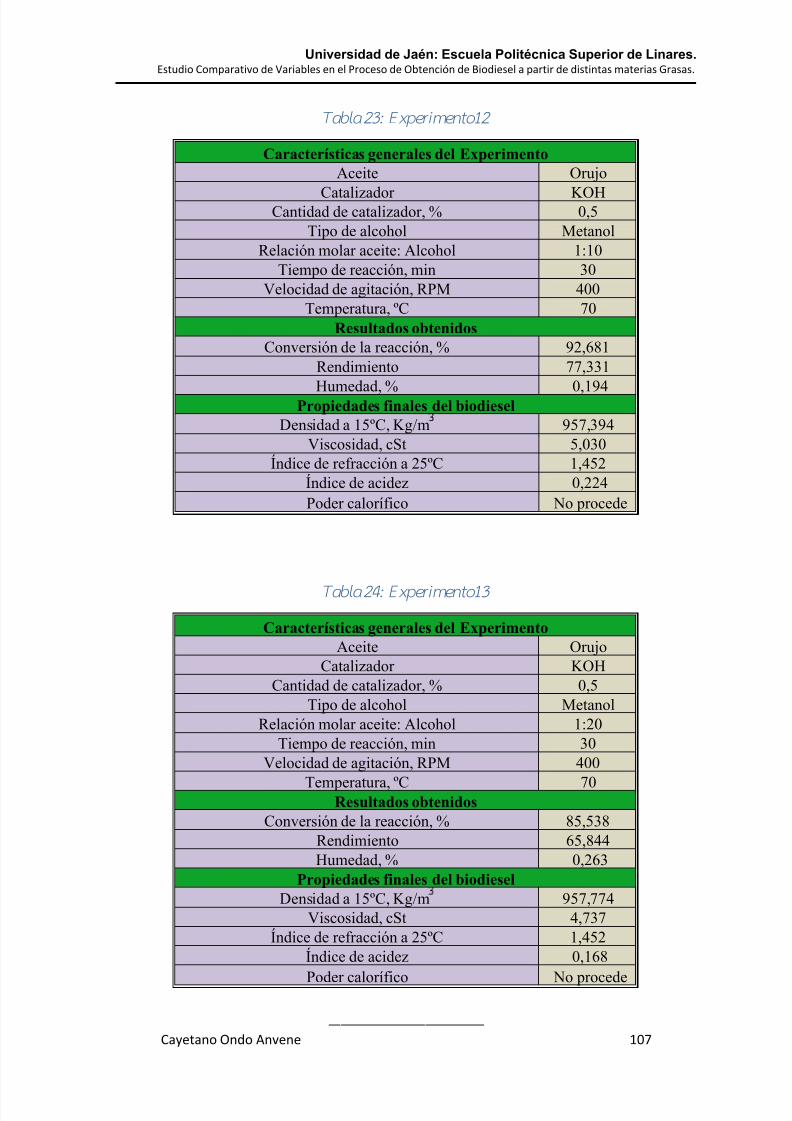
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 112/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 107
Tabla 23: Experimento12
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 0,5Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:10Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 70
Resultados obtenidosConversión de la reacción, % 92,681
Rendimiento 77,331
Humedad, % 0,194Propiedades finales del biodieselDensidad a 15ºC, Kg/m 957,394
Viscosidad, cSt 5,030Índice de refracción a 25ºC 1,452
Índice de acidez 0,224Poder calorífico No procede
Tabla 24: Experimento13
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 0,5
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:20
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 70Resultados obtenidosConversión de la reacción, % 85,538
Rendimiento 65,844Humedad, % 0,263
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 957,774
Viscosidad, cSt 4,737Índice de refracción a 25ºC 1,452
Índice de acidez 0,168
Poder calorífico No procede
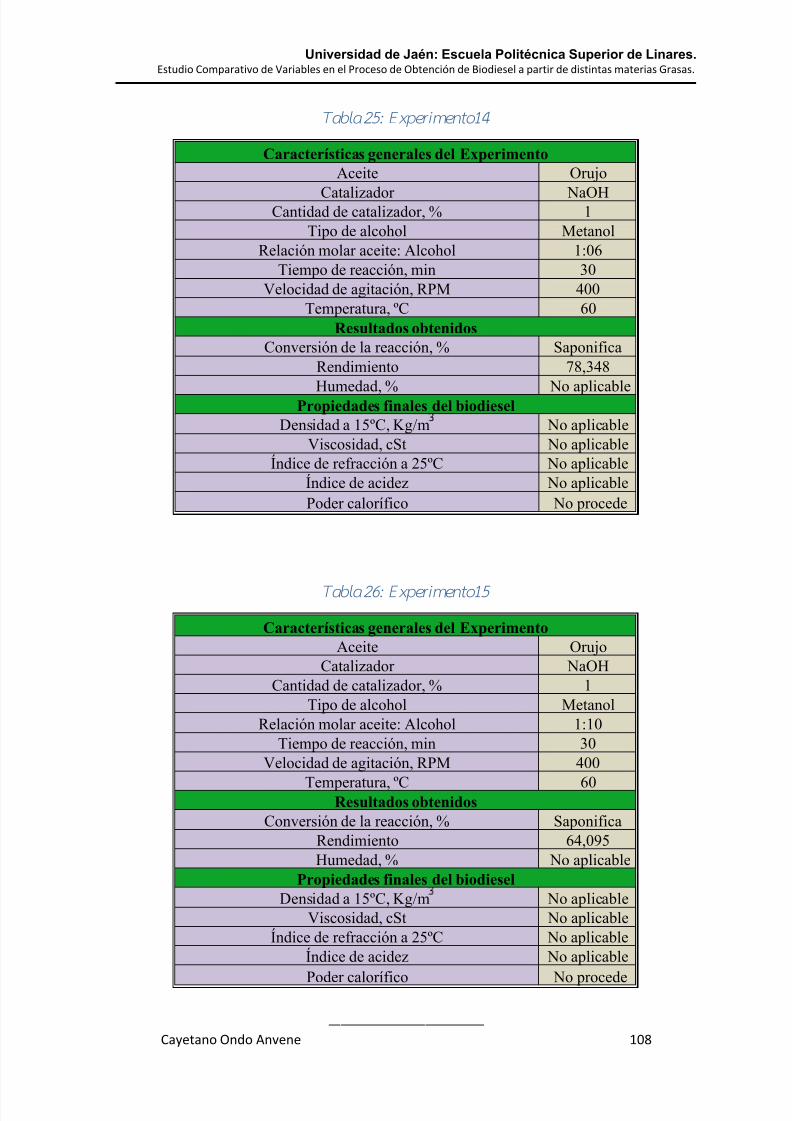
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 113/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 108
Tabla 25: Experimento14
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:06Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % Saponifica
Rendimiento 78,348
Humedad, % No aplicablePropiedades finales del biodieselDensidad a 15ºC, Kg/m No aplicable
Viscosidad, cSt No aplicableÍndice de refracción a 25ºC No aplicable
Índice de acidez No aplicablePoder calorífico No procede
Tabla 26: Experimento15
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:10
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 60Resultados obtenidosConversión de la reacción, % Saponifica
Rendimiento 64,095Humedad, % No aplicable
Propiedades finales del biodieselDensidad a 15ºC, Kg/m No aplicable
Viscosidad, cSt No aplicableÍndice de refracción a 25ºC No aplicable
Índice de acidez No aplicable
Poder calorífico No procede
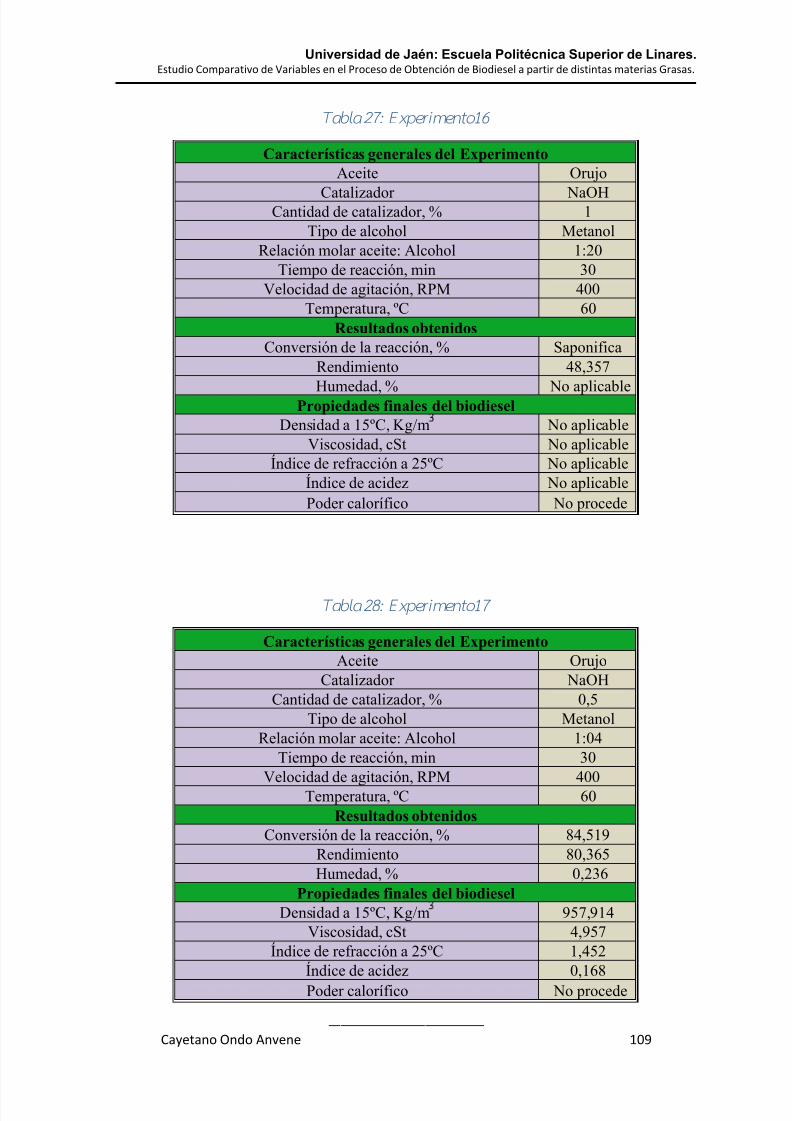
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 114/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 109
Tabla 27: Experimento16
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:20Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % Saponifica
Rendimiento 48,357
Humedad, % No aplicablePropiedades finales del biodieselDensidad a 15ºC, Kg/m No aplicable
Viscosidad, cSt No aplicableÍndice de refracción a 25ºC No aplicable
Índice de acidez No aplicablePoder calorífico No procede
Tabla 28: Experimento17
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 0,5
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:04
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 60Resultados obtenidos
Conversión de la reacción, % 84,519Rendimiento 80,365Humedad, % 0,236
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 957,914
Viscosidad, cSt 4,957Índice de refracción a 25ºC 1,452
Índice de acidez 0,168Poder calorífico No procede
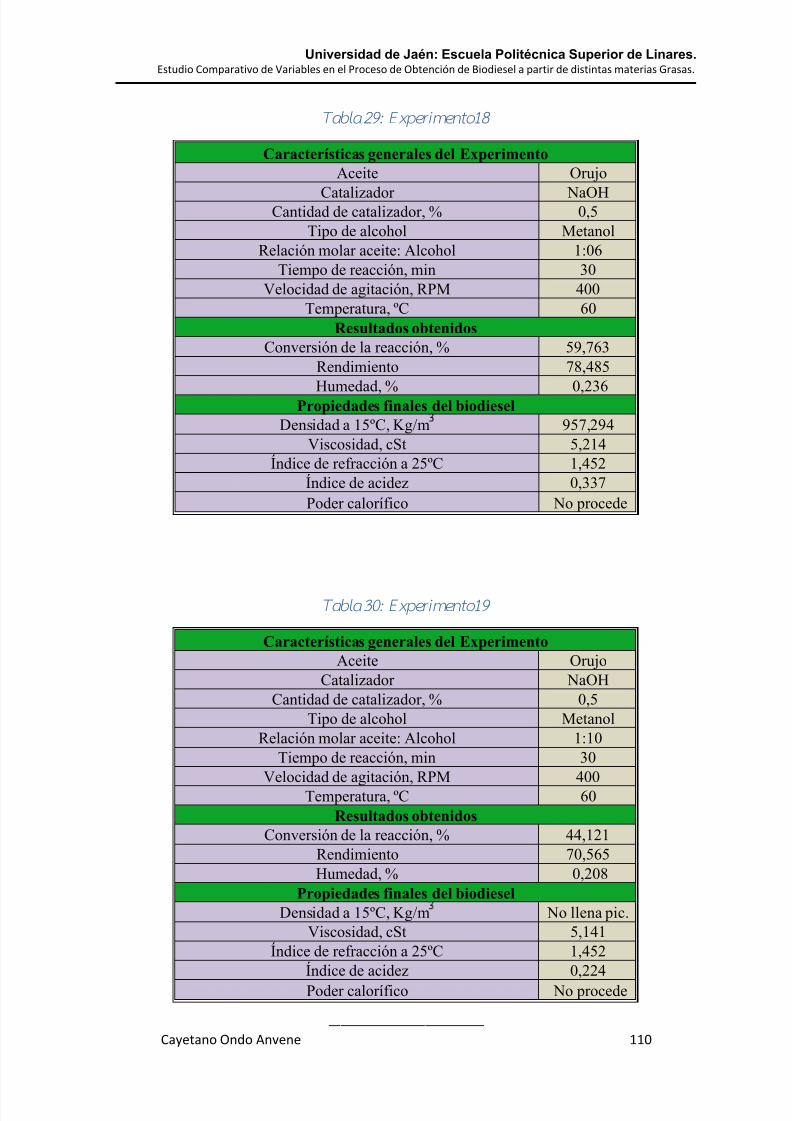
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 115/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 110
Tabla 29: Experimento18
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 0,5Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:06Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % 59,763
Rendimiento 78,485
Humedad, % 0,236Propiedades finales del biodieselDensidad a 15ºC, Kg/m 957,294
Viscosidad, cSt 5,214Índice de refracción a 25ºC 1,452
Índice de acidez 0,337Poder calorífico No procede
Tabla 30: Experimento19
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 0,5
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:10
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 60Resultados obtenidos
Conversión de la reacción, % 44,121Rendimiento 70,565Humedad, % 0,208
Propiedades finales del biodieselDensidad a 15ºC, Kg/m No llena pic.
Viscosidad, cSt 5,141Índice de refracción a 25ºC 1,452
Índice de acidez 0,224Poder calorífico No procede
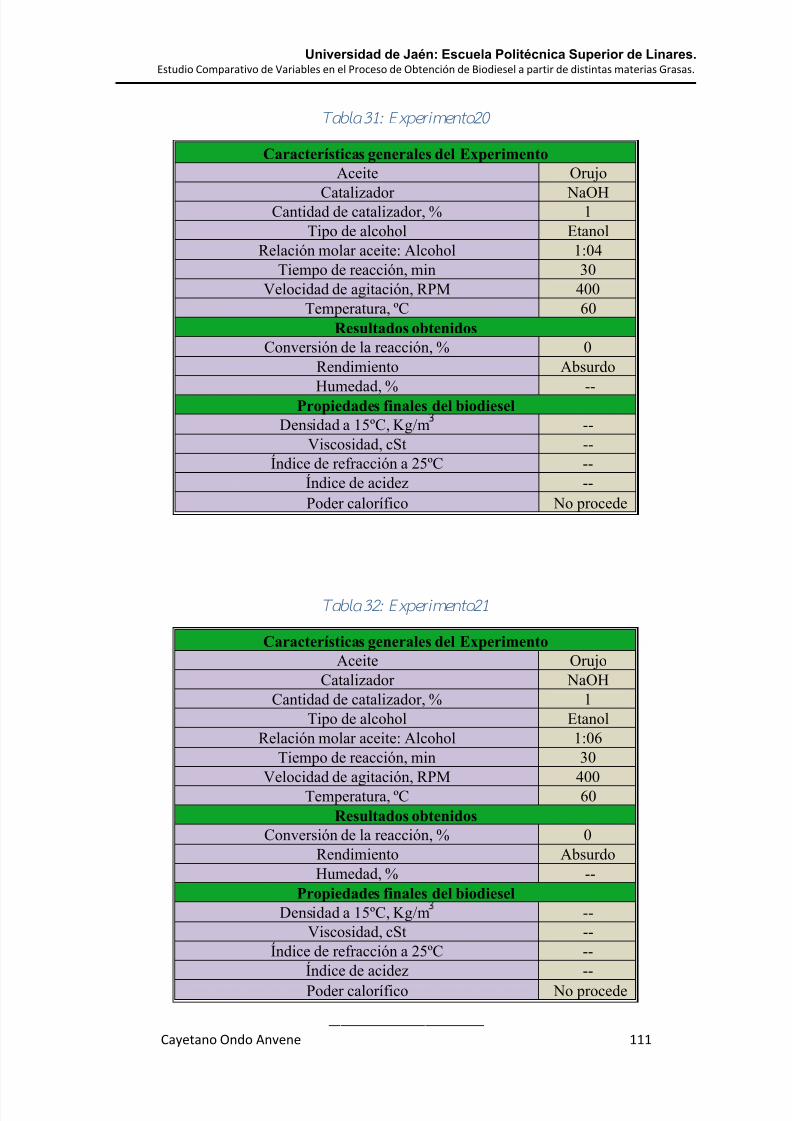
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 116/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 111
Tabla 31: Experimento20
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 1Tipo de alcohol Etanol
Relación molar aceite: Alcohol 1:04Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % 0
Rendimiento Absurdo
Humedad, % --Propiedades finales del biodieselDensidad a 15ºC, Kg/m --
Viscosidad, cSt --Índice de refracción a 25ºC --
Índice de acidez --Poder calorífico No procede
Tabla 32: Experimento21
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 1
Tipo de alcohol EtanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 60Resultados obtenidos
Conversión de la reacción, % 0Rendimiento AbsurdoHumedad, % --
Propiedades finales del biodieselDensidad a 15ºC, Kg/m --
Viscosidad, cSt --Índice de refracción a 25ºC --
Índice de acidez --Poder calorífico No procede
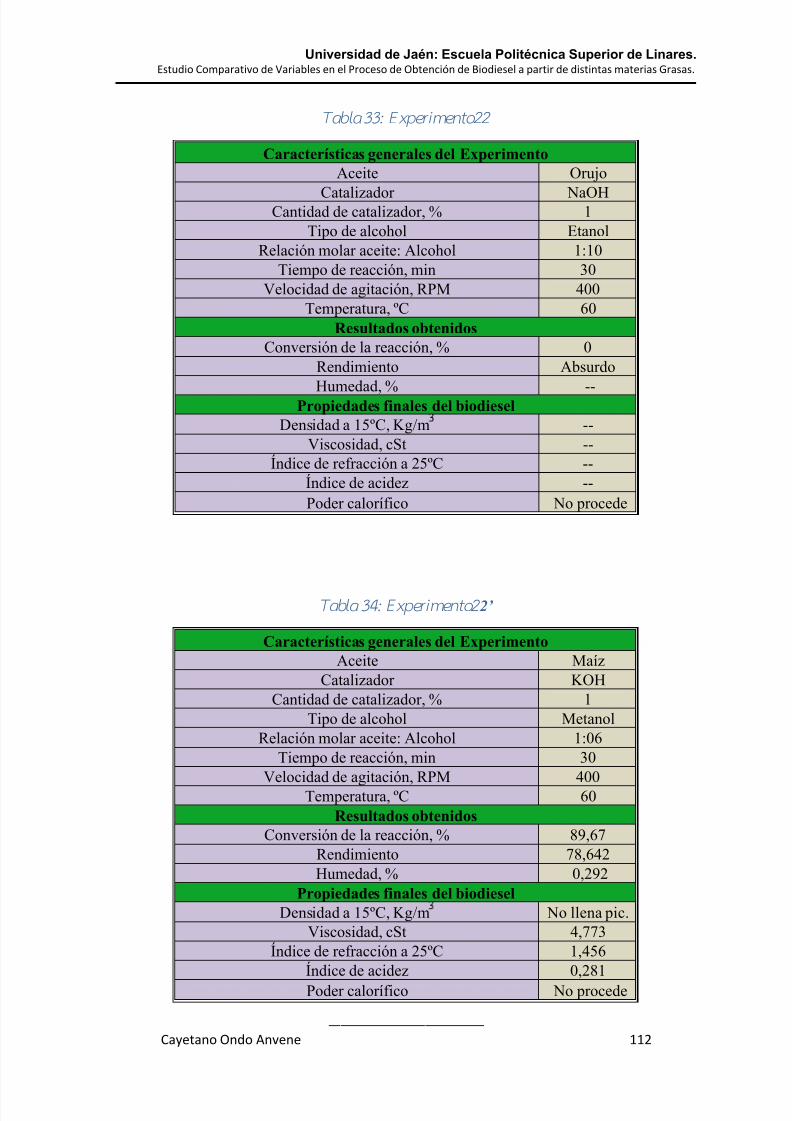
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 117/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 112
Tabla 33: Experimento22
Características generales del ExperimentoAceite Orujo
Catalizador NaOHCantidad de catalizador, % 1Tipo de alcohol Etanol
Relación molar aceite: Alcohol 1:10Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % 0
Rendimiento Absurdo
Humedad, % --Propiedades finales del biodieselDensidad a 15ºC, Kg/m --
Viscosidad, cSt --Índice de refracción a 25ºC --
Índice de acidez --Poder calorífico No procede
Tabla 34: Experimento2 2’
Características generales del ExperimentoAceite Maíz
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 60Resultados obtenidos
Conversión de la reacción, % 89,67Rendimiento 78,642Humedad, % 0,292
Propiedades finales del biodieselDensidad a 15ºC, Kg/m No llena pic.
Viscosidad, cSt 4,773Índice de refracción a 25ºC 1,456
Índice de acidez 0,281Poder calorífico No procede
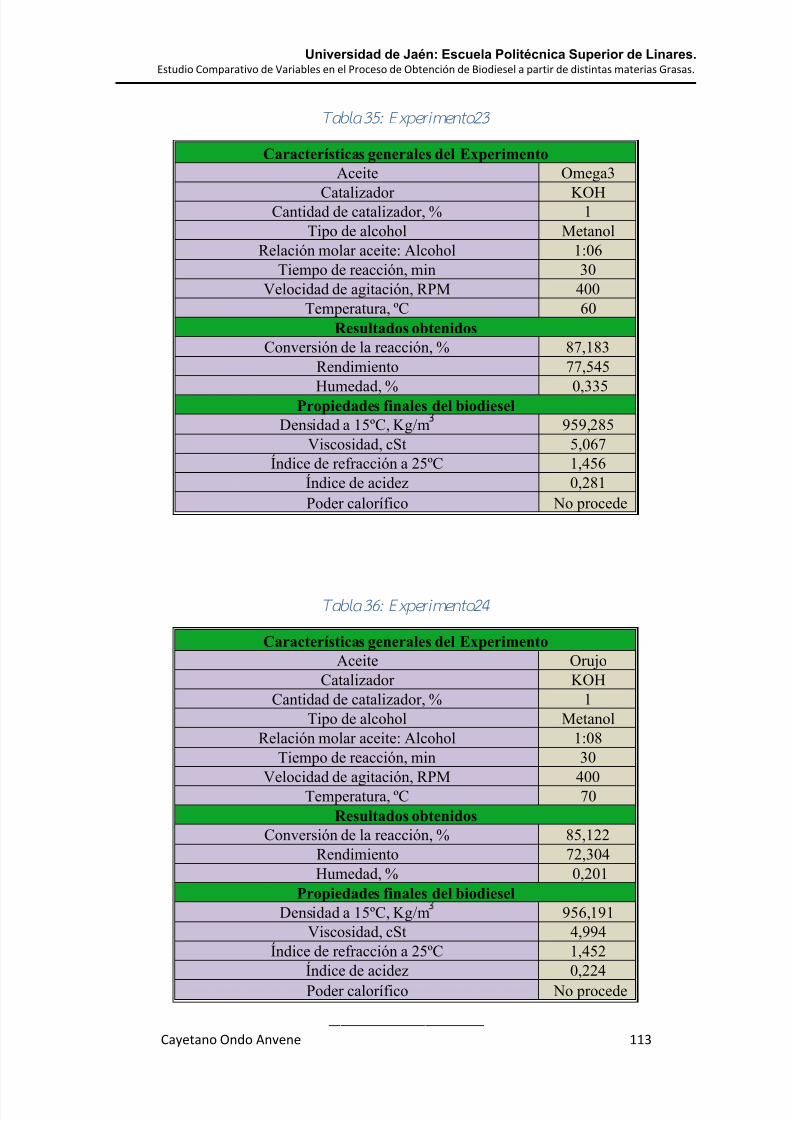
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 118/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 113
Tabla 35: Experimento23
Características generales del ExperimentoAceite Omega3
Catalizador KOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:06Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % 87,183
Rendimiento 77,545
Humedad, % 0,335Propiedades finales del biodieselDensidad a 15ºC, Kg/m 959,285
Viscosidad, cSt 5,067Índice de refracción a 25ºC 1,456
Índice de acidez 0,281Poder calorífico No procede
Tabla 36: Experimento24
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:08
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 70Resultados obtenidos
Conversión de la reacción, % 85,122Rendimiento 72,304Humedad, % 0,201
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 956,191
Viscosidad, cSt 4,994Índice de refracción a 25ºC 1,452
Índice de acidez 0,224Poder calorífico No procede
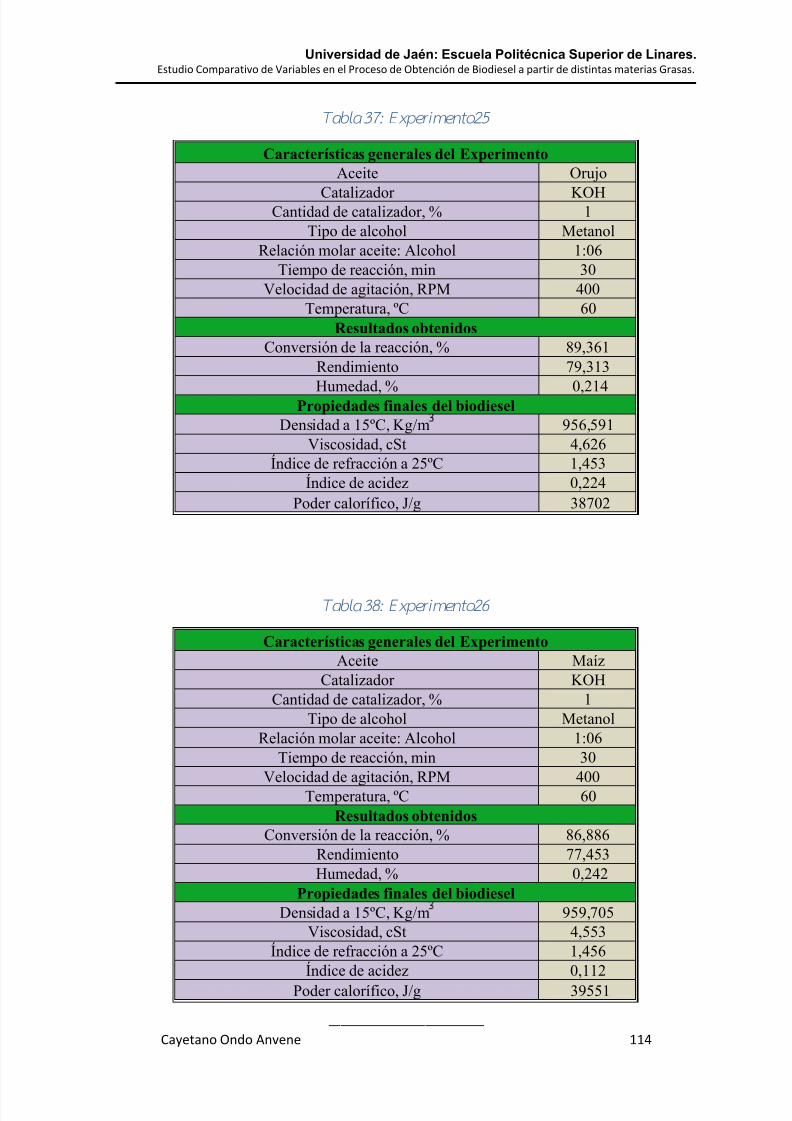
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 119/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 114
Tabla 37: Experimento25
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:06Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % 89,361
Rendimiento 79,313
Humedad, % 0,214Propiedades finales del biodieselDensidad a 15ºC, Kg/m 956,591
Viscosidad, cSt 4,626Índice de refracción a 25ºC 1,453
Índice de acidez 0,224Poder calorífico, J/g 38702
Tabla 38: Experimento26
Características generales del ExperimentoAceite Maíz
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 60Resultados obtenidos
Conversión de la reacción, % 86,886Rendimiento 77,453Humedad, % 0,242
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 959,705
Viscosidad, cSt 4,553Índice de refracción a 25ºC 1,456
Índice de acidez 0,112Poder calorífico, J/g 39551
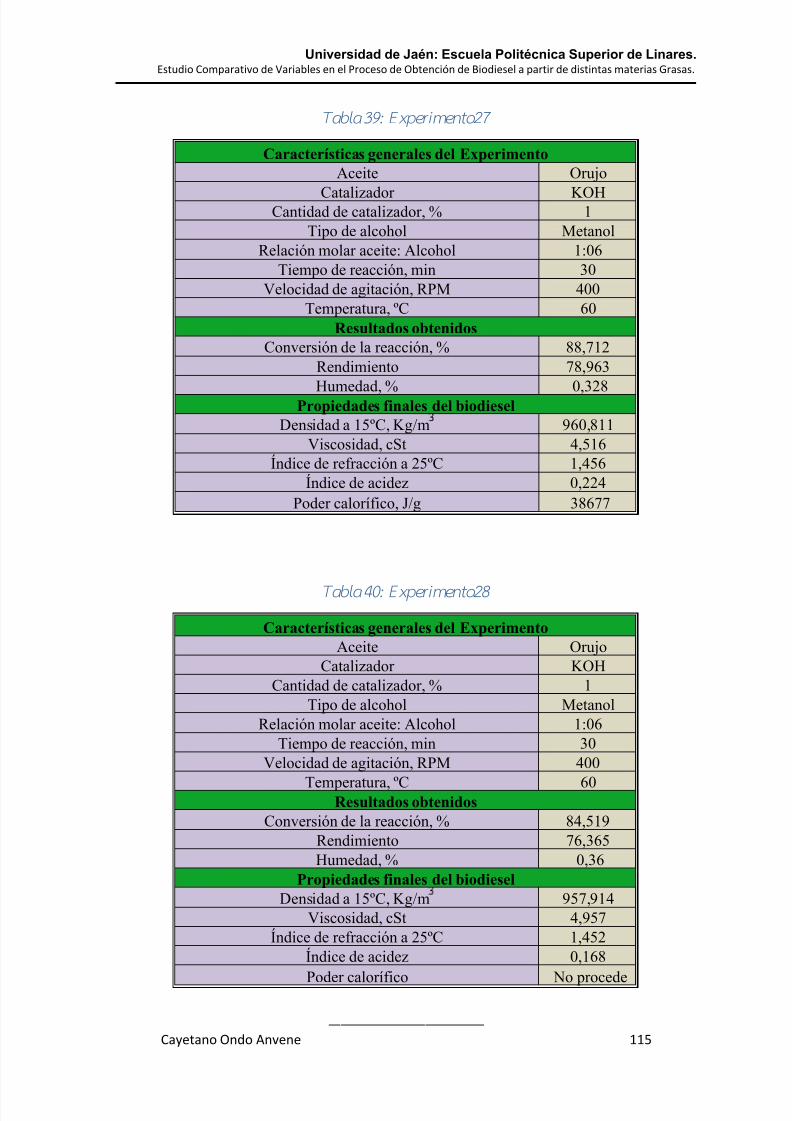
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 120/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 115
Tabla 39: Experimento27
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1Tipo de alcohol Metanol
Relación molar aceite: Alcohol 1:06Tiempo de reacción, min 30
Velocidad de agitación, RPM 400Temperatura, ºC 60
Resultados obtenidosConversión de la reacción, % 88,712
Rendimiento 78,963
Humedad, % 0,328Propiedades finales del biodieselDensidad a 15ºC, Kg/m 960,811
Viscosidad, cSt 4,516Índice de refracción a 25ºC 1,456
Índice de acidez 0,224Poder calorífico, J/g 38677
Tabla 40: Experimento28
Características generales del ExperimentoAceite Orujo
Catalizador KOHCantidad de catalizador, % 1
Tipo de alcohol MetanolRelación molar aceite: Alcohol 1:06
Tiempo de reacción, min 30Velocidad de agitación, RPM 400
Temperatura, ºC 60Resultados obtenidosConversión de la reacción, % 84,519
Rendimiento 76,365Humedad, % 0,36
Propiedades finales del biodieselDensidad a 15ºC, Kg/m 957,914
Viscosidad, cSt 4,957Índice de refracción a 25ºC 1,452
Índice de acidez 0,168
Poder calorífico No procede
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 121/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 116
CAPÍTULO 7. DISCUSIÓN DE RESULTADOS
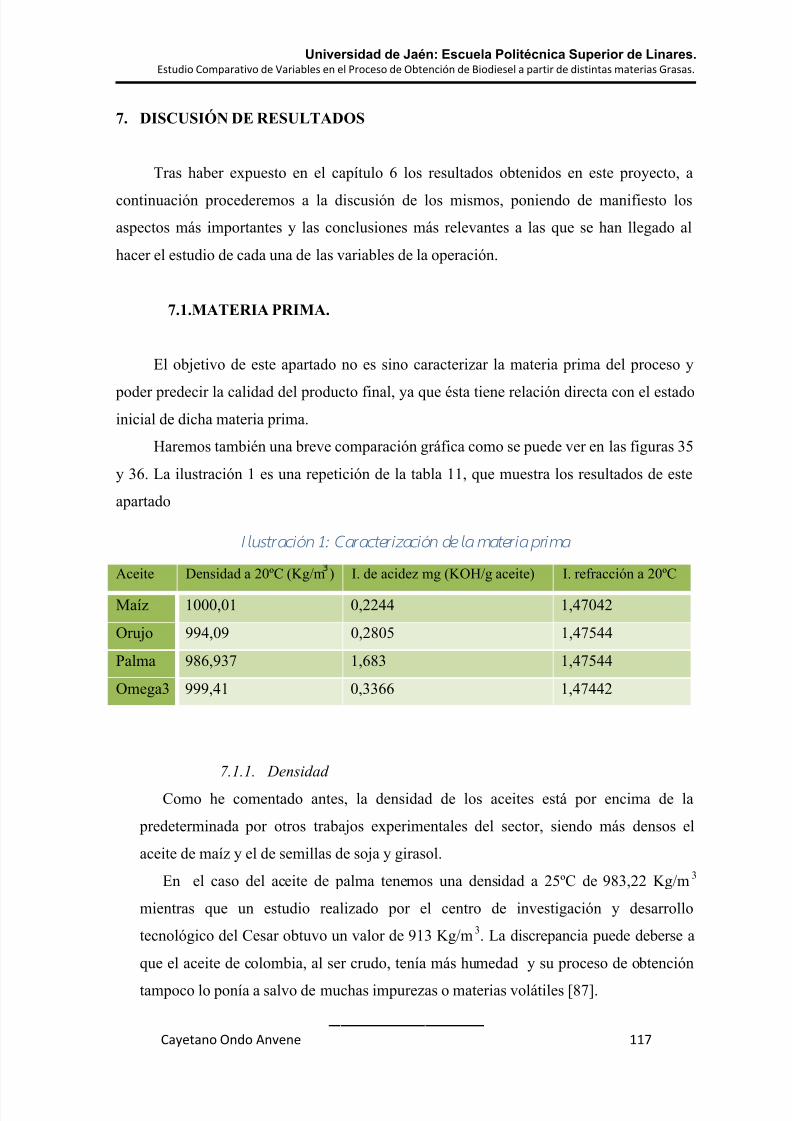
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 122/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 117
7. DISCUSIÓN DE RESULTADOS
Tras haber expuesto en el capítulo 6 los resultados obtenidos en este proyecto, a
continuación procederemos a la discusión de los mismos, poniendo de manifiesto los
aspectos más importantes y las conclusiones más relevantes a las que se han llegado al
hacer el estudio de cada una de las variables de la operación.
7.1.MATERIA PRIMA.
El objetivo de este apartado no es sino caracterizar la materia prima del proceso y
poder predecir la calidad del producto final, ya que ésta tiene relación directa con el estadoinicial de dicha materia prima.
Haremos también una breve comparación gráfica como se puede ver en las figuras 35
y 36. La ilustración 1 es una repetición de la tabla 11, que muestra los resultados de este
apartado
I lustración 1: Caracter ización de la materia pr ima
Aceite Densidad a 20ºC (Kg/m ) I. de acidez mg (KOH/g aceite) I. refracción a 20ºC
Maíz 1000,01 0,2244 1,47042
Orujo 994,09 0,2805 1,47544
Palma 986,937 1,683 1,47544
Omega3 999,41 0,3366 1,47442
7.1.1. Densidad
Como he comentado antes, la densidad de los aceites está por encima de la
predeterminada por otros trabajos experimentales del sector, siendo más densos el
aceite de maíz y el de semillas de soja y girasol.
En el caso del aceite de palma tenemos una densidad a 25ºC de 983,22 Kg/m3
mientras que un estudio realizado por el centro de investigación y desarrollo
tecnológico del Cesar obtuvo un valor de 913 Kg/m3. La discrepancia puede deberse a
que el aceite de colombia, al ser crudo, tenía más humedad y su proceso de obtención
tampoco lo ponía a salvo de muchas impurezas o materias volátiles [87].
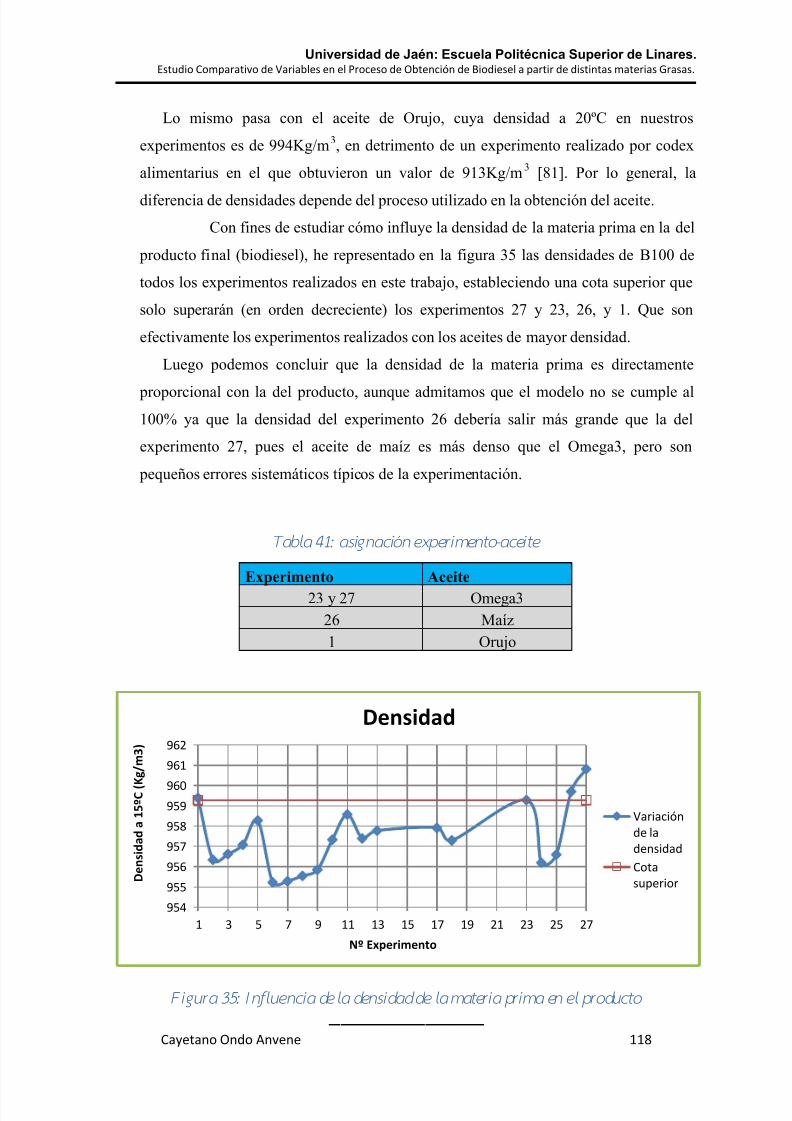
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 123/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 118
Lo mismo pasa con el aceite de Orujo, cuya densidad a 20ºC en nuestros
experimentos es de 994Kg/m3, en detrimento de un experimento realizado por codex
alimentarius en el que obtuvieron un valor de 913Kg/m3 [81]. Por lo general, la
diferencia de densidades depende del proceso utilizado en la obtención del aceite.
Con fines de estudiar cómo influye la densidad de la materia prima en la del
producto final (biodiesel), he representado en la figura 35 las densidades de B100 de
todos los experimentos realizados en este trabajo, estableciendo una cota superior que
solo superarán (en orden decreciente) los experimentos 27 y 23, 26, y 1. Que son
efectivamente los experimentos realizados con los aceites de mayor densidad.
Luego podemos concluir que la densidad de la materia prima es directamente
proporcional con la del producto, aunque admitamos que el modelo no se cumple al100% ya que la densidad del experimento 26 debería salir más grande que la del
experimento 27, pues el aceite de maíz es más denso que el Omega3, pero son
pequeños errores sistemáticos típicos de la experimentación.
Tabla 41: asignación experimento-aceite
Experimento Aceite23 y 27 Omega3
26 Maíz
1 Orujo
F igur a 35: I nf luencia de la densidad de la materi a prima en el producto
954
955
956
957
958
959960
961
962
1 3 5 7 9 11 13 15 17 19 21 23 25 27
D e n s i d a d a 1 5 º C ( K g / m 3 )
Nº Experimento
Densidad
Variación
de la
densidad
Cota
superior
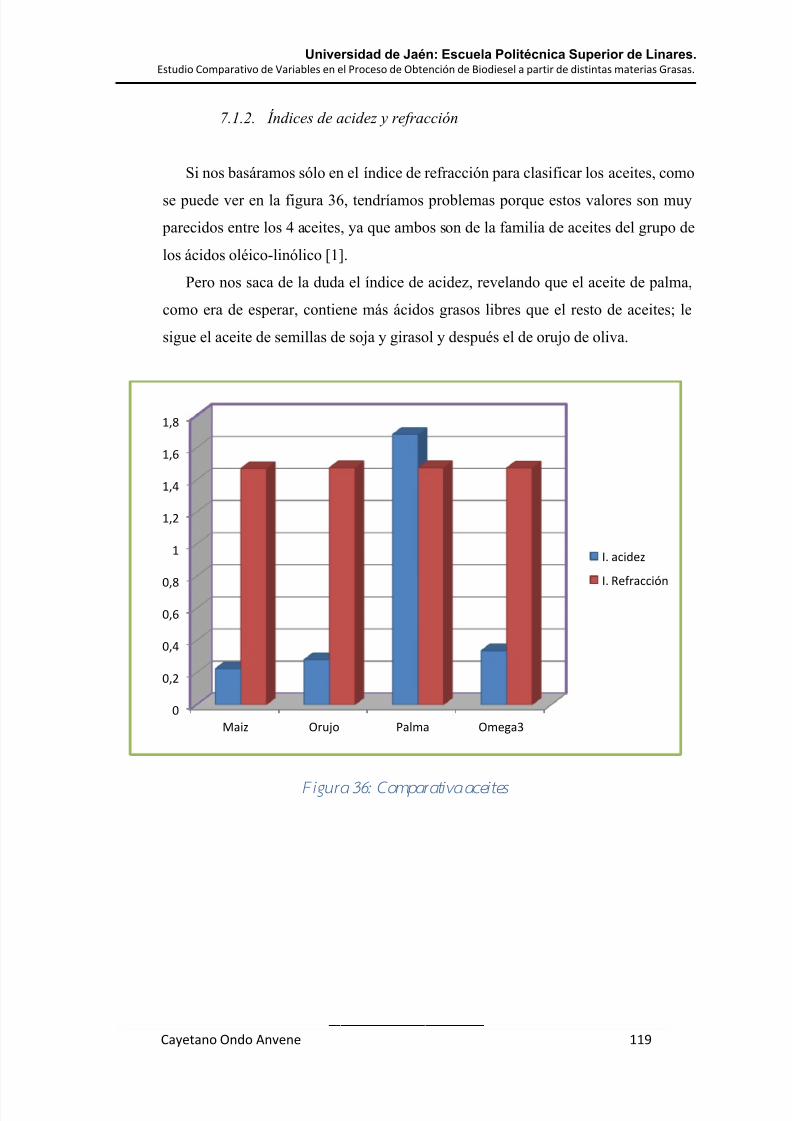
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 124/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 119
7.1.2. Índices de acidez y refracción
Si nos basáramos sólo en el índice de refracción para clasificar los aceites, como
se puede ver en la figura 36, tendríamos problemas porque estos valores son muy
parecidos entre los 4 aceites, ya que ambos son de la familia de aceites del grupo de
los ácidos oléico-linólico [1].
Pero nos saca de la duda el índice de acidez, revelando que el aceite de palma,
como era de esperar, contiene más ácidos grasos libres que el resto de aceites; le
sigue el aceite de semillas de soja y girasol y después el de orujo de oliva.
F igura 36: Comparativa aceites
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
Maiz Orujo Palma Omega3
I. acidez
I. Refracción
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 125/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 120
7.2. TRANSESTERIFICACIÓN CON CATALIZADORES HOMOGÉNEOS Y
ALCALINOS
Dado que el objetivo de este trabajo realizado es hacer un estudio comparativo de
las variables que intervienen en el proceso de obtención de biodiesel, mediante
transesterificación de distintos aceites vegetales con metanol/etanol, en este capítulo
analizaremos minuciosa y exhaustivamente y equipararemos los resultados obtenidos para
tratar de determinar las condiciones óptimas de operación para las variables que más
influencia ejercen sobre el proceso desarrollado. Y a efectos de determinar la posibilidad
de utilizar el biodiesel como combustible en motores de combustión interna, el producto
final será caracterizado de acuerdo con los criterios especificados por la Organización
Europea de Normalización, criterios que se encuentran recogidos en la ya cita norma EN
14214.
7.2.1. Tipos de aceite y elección del mejor
Premisas
Antes de empezar la comparación entre los distintos tipos de aceite, vamos a tener
en cuenta que, tras varios experimentos previos, decidimos descartar la utilización del
aceite de palma como materia prima debido al elevado grado de diversificación que
suponía su transesterificación en comparación con la de los otros aceites, sobre todo el
tiempo de reacción: 30 minutos no son suficientes para transesterificar los triglicéridos de
este aceite.
Según una investigación publicada en la revista “Energética” [87], para obtener unaconversión máxima de 77% de aceite de palma a biodiesel, se requiere llevar a cabo la
reacción de transesterificación durante 2 horas y trabajar a 80ºC, el alcohol a usar sería el
etanol (relación etanol:aceite-6:1) y un 60% de catalizador KOH; parámetros que son muy
difíciles de manejar para nosotros de cara a experimentar en el limitado tiempo del que se
dispone para desarrollar el Trabajo Fin de Grado.
Por estas razones no vamos a tener en cuenta el aceite de palma en todas las
comparaciones que vienen a continuación.
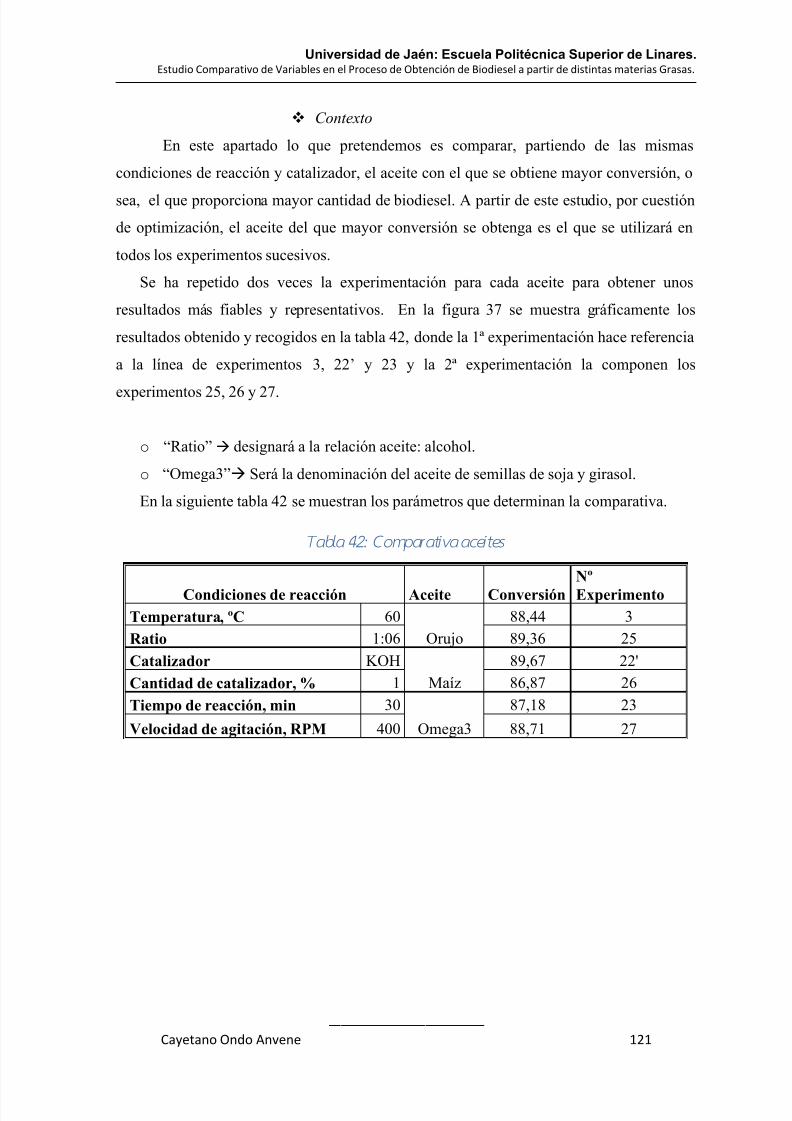
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 126/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 121
Contexto
En este apartado lo que pretendemos es comparar, partiendo de las mismas
condiciones de reacción y catalizador, el aceite con el que se obtiene mayor conversión, o
sea, el que proporciona mayor cantidad de biodiesel. A partir de este estudio, por cuestión
de optimización, el aceite del que mayor conversión se obtenga es el que se utilizará en
todos los experimentos sucesivos.
Se ha repetido dos veces la experimentación para cada aceite para obtener unos
resultados más fiables y representativos. En la figura 37 se muestra gráficamente los
resultados obtenido y recogidos en la tabla 42, donde la 1ª experimentación hace referencia
a la línea de experimentos 3, 22’ y 23 y la 2ª experimentación la componen los
experimentos 25, 26 y 27.
o “Ratio” designará a la relación aceite: alcohol.
o “Omega3” Será la denominación del aceite de semillas de soja y girasol.
En la siguiente tabla 42 se muestran los parámetros que determinan la comparativa.
Tabla 42: Comparativa aceites
Condiciones de reacción Aceite ConversiónNºExperimento
Temperatura, ºC 60
Orujo
88,44 3
Ratio 1:06 89,36 25
Catalizador KOH
Maíz
89,67 22'
Cantidad de catalizador, % 1 86,87 26
Tiempo de reacción, min 30
Omega3
87,18 23
Velocidad de agitación, RPM 400 88,71 27
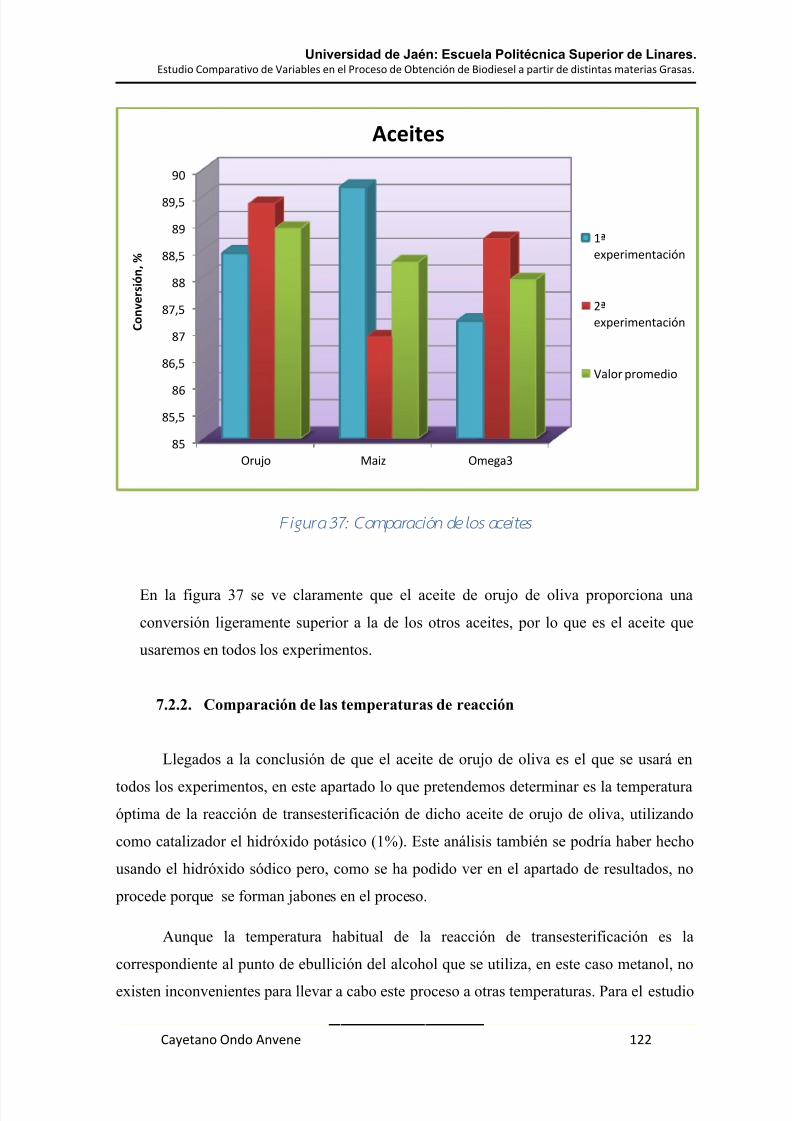
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 127/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 122
F igura 37: Comparación de los aceites
En la figura 37 se ve claramente que el aceite de orujo de oliva proporciona una
conversión ligeramente superior a la de los otros aceites, por lo que es el aceite que
usaremos en todos los experimentos.
7.2.2. Comparación de las temperaturas de reacción
Llegados a la conclusión de que el aceite de orujo de oliva es el que se usará en
todos los experimentos, en este apartado lo que pretendemos determinar es la temperaturaóptima de la reacción de transesterificación de dicho aceite de orujo de oliva, utilizando
como catalizador el hidróxido potásico (1%). Este análisis también se podría haber hecho
usando el hidróxido sódico pero, como se ha podido ver en el apartado de resultados, no
procede porque se forman jabones en el proceso.
Aunque la temperatura habitual de la reacción de transesterificación es la
correspondiente al punto de ebullición del alcohol que se utiliza, en este caso metanol, no
existen inconvenientes para llevar a cabo este proceso a otras temperaturas. Para el estudio
85
85,5
86
86,5
87
87,5
88
88,5
89
89,5
90
Orujo Maiz Omega3
C o n v e r s i ó n , %
Aceites
1ª
experimentación
2ª
experimentación
Valor promedio

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 128/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 123
de la influencia de la temperatura de reacción se han llevado a cabo seis experimentos,
empleando temperaturas de reacción comprendidas entre 46 y 70 ºC (experimentos 1, 3, 5,
7, 25 y 28). Las demás condiciones de reacción han sido: 400 rpm, 1 % de catalizador
KOH y una relación molar metanol: aceite de 6:1. Los resultados obtenidos en este estudio
se muestran en la tabla 43.
Tabla 43: Comparación de las temperaturas de reacción
Condiciones de reacción Temperatura ConversiónNºExperimento
Aceite Orujo 46 84,98 7
Ratio 1:06 55 88,84 5
Catalizador KOH 60 88,444 3
Cantidad de catalizador, % 1 60 89,361 25
Tiempo de reacción, min 30 60 89,104 28
Velocidad de agitación, RPM 400 70 82,631 1
Los resultados obtenidos en dicho análisis se representan gráficamente en la figura
38, en la cual se puede ver claramente que la temperatura óptima es la de 60ºC. A
nuestra representación le hacemos también un ajuste polinómico que nos proporciona
el grado de calidad de los datos, y vemos que efectivamente son de buena calidad al
tener un factor de correlación (R 2) de 99,6%.
Vemos en la gráfica que la conversión de la reacción de transesterificación de
aceite de orujo de oliva aumenta a medida que lo hace también la temperatura hasta
llegar a un cierto límite (cercano al punto de ebullición del alcohol utilizado: Metanol)
a partir del cual empieza a tener un efecto negativo sobre la reacción.
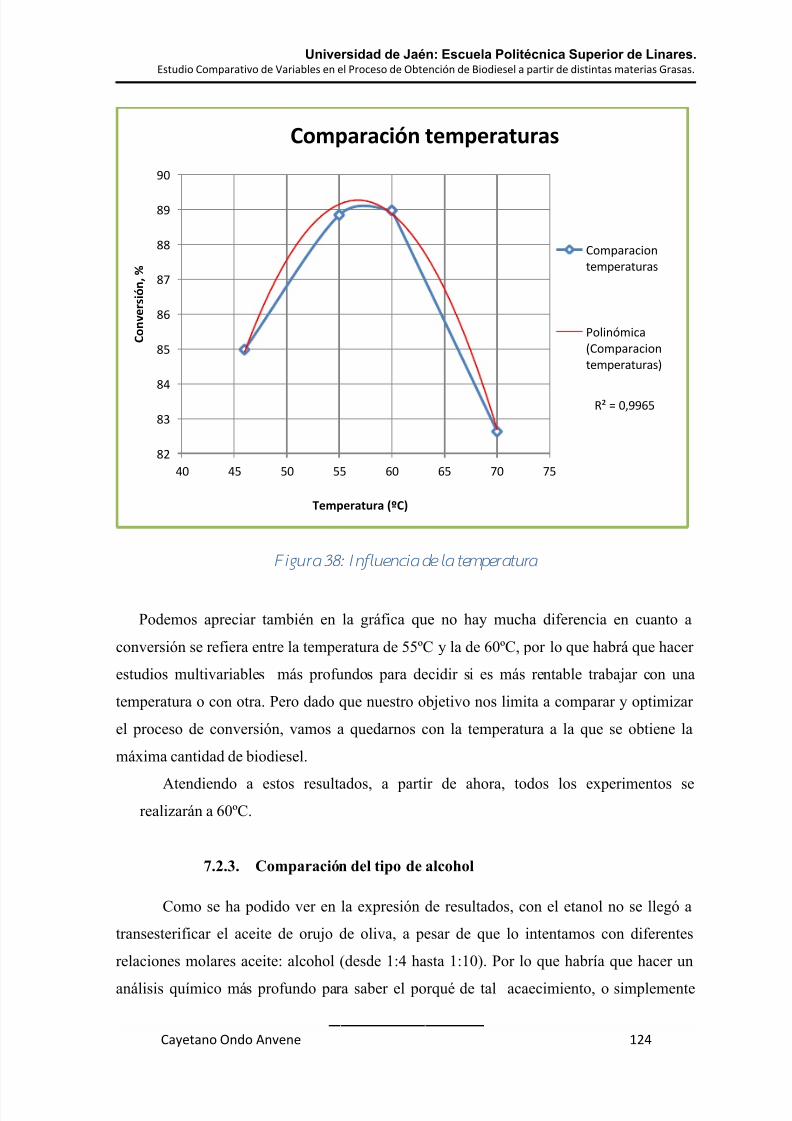
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 129/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 124
F igur a 38: I nf luencia de la temperatur a
Podemos apreciar también en la gráfica que no hay mucha diferencia en cuanto a
conversión se refiera entre la temperatura de 55ºC y la de 60ºC, por lo que habrá que hacer
estudios multivariables más profundos para decidir si es más rentable trabajar con una
temperatura o con otra. Pero dado que nuestro objetivo nos limita a comparar y optimizar
el proceso de conversión, vamos a quedarnos con la temperatura a la que se obtiene la
máxima cantidad de biodiesel.
Atendiendo a estos resultados, a partir de ahora, todos los experimentos serealizarán a 60ºC.
7.2.3. Comparación del tipo de alcohol
Como se ha podido ver en la expresión de resultados, con el etanol no se llegó a
transesterificar el aceite de orujo de oliva, a pesar de que lo intentamos con diferentes
relaciones molares aceite: alcohol (desde 1:4 hasta 1:10). Por lo que habría que hacer un
análisis químico más profundo para saber el porqué de tal acaecimiento, o simplemente
R² = 0,9965
82
83
84
85
86
87
88
89
90
40 45 50 55 60 65 70 75
C o n v e r s i ó n , %
Temperatura (ºC)
Comparación temperaturas
Comparacion
temperaturas
Polinómica
(Comparacion
temperaturas)
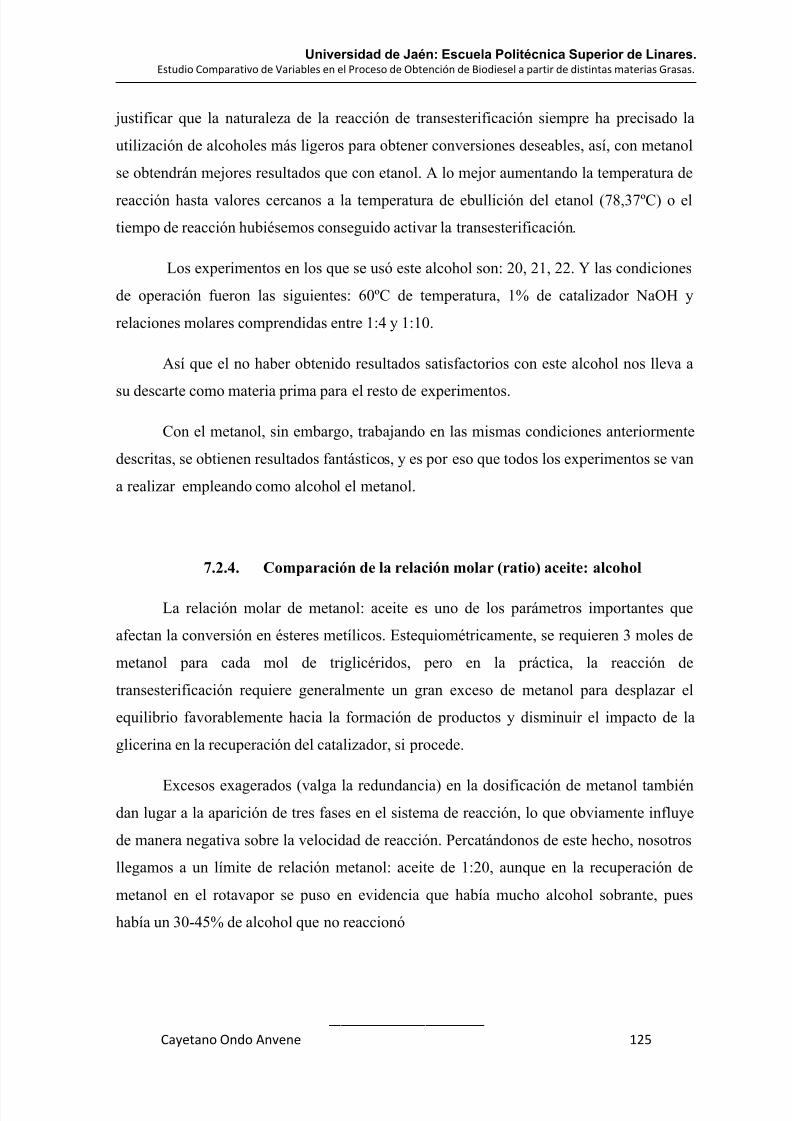
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 130/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 125
justificar que la naturaleza de la reacción de transesterificación siempre ha precisado la
utilización de alcoholes más ligeros para obtener conversiones deseables, así, con metanol
se obtendrán mejores resultados que con etanol. A lo mejor aumentando la temperatura de
reacción hasta valores cercanos a la temperatura de ebullición del etanol (78,37ºC) o el
tiempo de reacción hubiésemos conseguido activar la transesterificación.
Los experimentos en los que se usó este alcohol son: 20, 21, 22. Y las condiciones
de operación fueron las siguientes: 60ºC de temperatura, 1% de catalizador NaOH y
relaciones molares comprendidas entre 1:4 y 1:10.
Así que el no haber obtenido resultados satisfactorios con este alcohol nos lleva a
su descarte como materia prima para el resto de experimentos.
Con el metanol, sin embargo, trabajando en las mismas condiciones anteriormente
descritas, se obtienen resultados fantásticos, y es por eso que todos los experimentos se van
a realizar empleando como alcohol el metanol.
7.2.4. Comparación de la relación molar (ratio) aceite: alcohol
La relación molar de metanol: aceite es uno de los parámetros importantes que
afectan la conversión en ésteres metílicos. Estequiométricamente, se requieren 3 moles de
metanol para cada mol de triglicéridos, pero en la práctica, la reacción de
transesterificación requiere generalmente un gran exceso de metanol para desplazar el
equilibrio favorablemente hacia la formación de productos y disminuir el impacto de la
glicerina en la recuperación del catalizador, si procede.
Excesos exagerados (valga la redundancia) en la dosificación de metanol tambiéndan lugar a la aparición de tres fases en el sistema de reacción, lo que obviamente influye
de manera negativa sobre la velocidad de reacción. Percatándonos de este hecho, nosotros
llegamos a un límite de relación metanol: aceite de 1:20, aunque en la recuperación de
metanol en el rotavapor se puso en evidencia que había mucho alcohol sobrante, pues
había un 30-45% de alcohol que no reaccionó
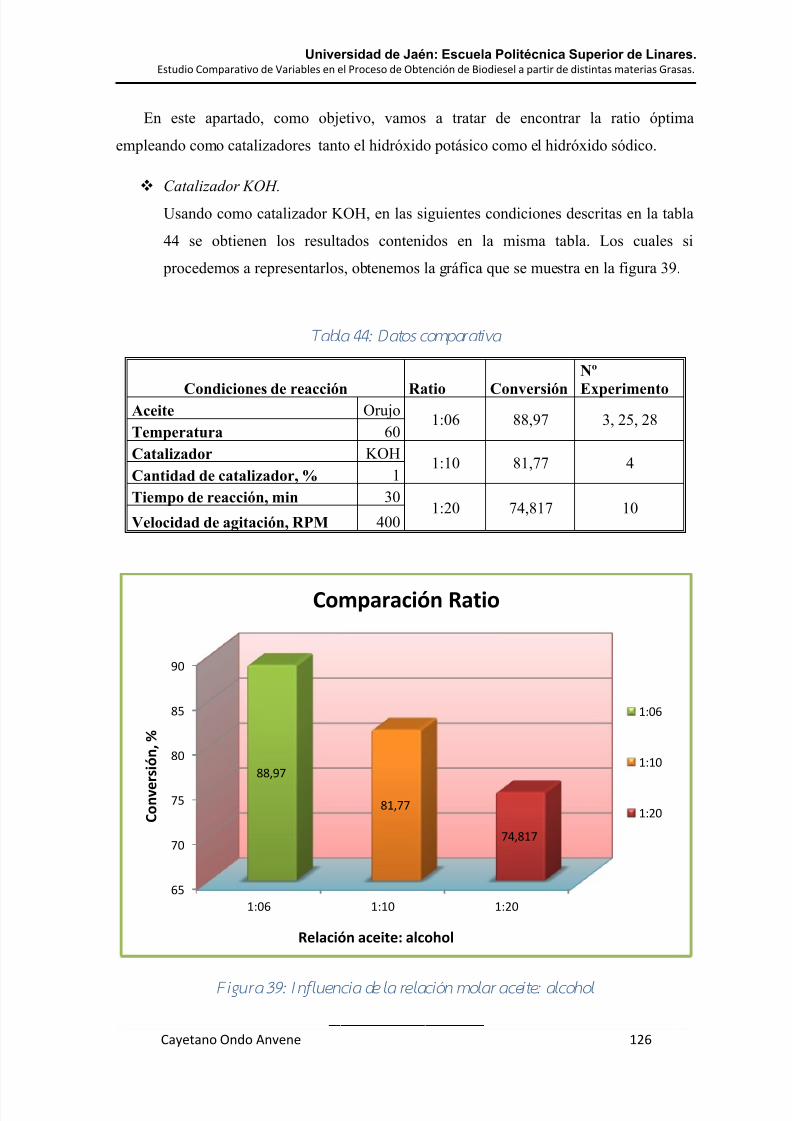
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 131/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 126
En este apartado, como objetivo, vamos a tratar de encontrar la ratio óptima
empleando como catalizadores tanto el hidróxido potásico como el hidróxido sódico.
Catalizador KOH.
Usando como catalizador KOH, en las siguientes condiciones descritas en la tabla
44 se obtienen los resultados contenidos en la misma tabla. Los cuales si
procedemos a representarlos, obtenemos la gráfica que se muestra en la figura 39.
Tabla 44: Datos comparativa
Condiciones de reacción Ratio Conversión
Nº
ExperimentoAceite Orujo1:06 88,97 3, 25, 28
Temperatura 60
Catalizador KOH1:10 81,77 4
Cantidad de catalizador, % 1
Tiempo de reacción, min 301:20 74,817 10
Velocidad de agitación, RPM 400
F igur a 39: I nf luencia de la relación molar aceite: alcohol
65
70
75
80
85
90
1:06 1:10 1:20
88,97
81,77
74,817
C o n v e
r s i ó n , %
Relación aceite: alcohol
Comparación Ratio
1:06
1:10
1:20
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 132/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 127
Como se puede ver en esta gráfica (figura 39), a medida que vamos aumentando la
relación molar aceite: metanol va disminuyendo la conversión en esteres metílicos; el
efecto negativo de esta variable sobre el proceso de transesterificación puede deberse a que
excesos en la dosificación de metanol reducen la concentración (masa/volumen) del
catalizador y dan lugar a la aparición de tres fases en el sistema de reacción, lo que
obviamente influye negativamente sobre la velocidad de reacción. Además, una ratio alta
puede interferir con la separación de la glicerina porque hay un aumento en la solubilidad.
Cuando la glicerina permanece en solución ayuda a impulsar la reversibilidad de la
reacción hacia la izquierda, bajando el rendimiento de los ésteres.
En conclusión, la relación aceite: metanol óptima para la transesterificación del
aceite de orujo de oliva con catalizador KOH es 6:1.
Catalizador NaOH
En este caso no podemos hacer comparaciones porque no tenemos conversiones
correctas. A la hora de recuperar el metanol en el rotavapor (ver figura 41), se produjo la
saponificación, quedando las muestras como se muestra en la siguiente figura 40:
F igura 40: Jabones formados
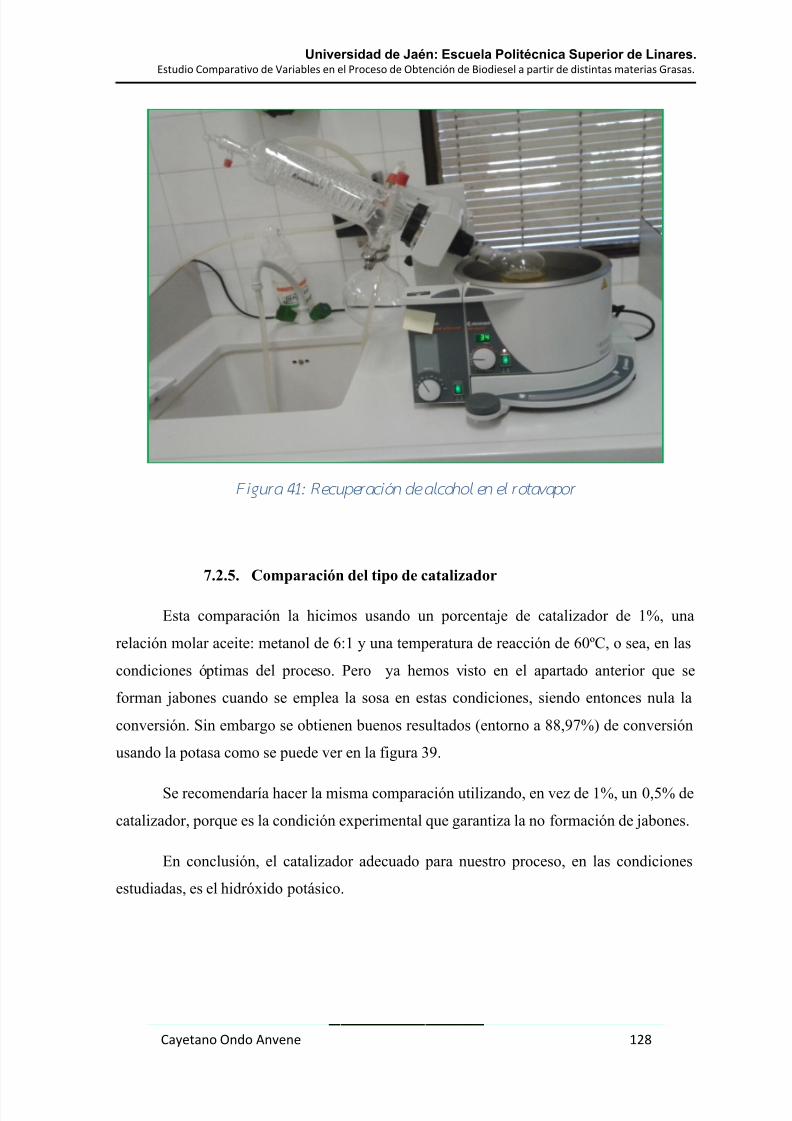
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 133/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 128
F igura 41: Recuperación de alcohol en el rotavapor
7.2.5. Comparación del tipo de catalizador
Esta comparación la hicimos usando un porcentaje de catalizador de 1%, una
relación molar aceite: metanol de 6:1 y una temperatura de reacción de 60ºC, o sea, en las
condiciones óptimas del proceso. Pero ya hemos visto en el apartado anterior que se
forman jabones cuando se emplea la sosa en estas condiciones, siendo entonces nula la
conversión. Sin embargo se obtienen buenos resultados (entorno a 88,97%) de conversión
usando la potasa como se puede ver en la figura 39.
Se recomendaría hacer la misma comparación utilizando, en vez de 1%, un 0,5% de
catalizador, porque es la condición experimental que garantiza la no formación de jabones.
En conclusión, el catalizador adecuado para nuestro proceso, en las condiciones
estudiadas, es el hidróxido potásico.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 134/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 129
7.2.6. Comparación de la cantidad de catalizador
La concentración de catalizador puede afectar el rendimiento del producto final.
Esto se debe a que una insuficiente cantidad de catalizador da lugar a una conversión
incompleta de los triglicéridos en ésteres de ácidos grasos. En general, el rendimiento
alcanza un valor óptimo para una determinada concentración del catalizador,
disminuyendo posteriormente con un nuevo aumento en la concentración de catalizador.
La determinación de la cantidad óptima de catalizador (hidróxido de potasio en este
caso) es muy importante para asegurar la viabilidad del proceso. En primer lugar, el coste
de producción depende de las materias primas, por lo que el aumento innecesario de la
cantidad del catalizador incrementará este coste. Por otro lado, un exceso de catalizadoraumentará la complejidad de la separación de los productos, el gasto de agua y el coste de
tratamiento de las aguas residuales efluentes.
En este apartado vamos a hacer la comparativa con los dos catalizadores alcalinos
que usamos en nuestro proyecto, trabajando en las condiciones de los parámetros ya
optimizados en apartados anteriores (60ºC de temperatura, ratio 6:1, con metanol).
Empleando sosa
Trabajando con 0.5% de catalizador (sosa) se obtienen resultados de conversión no
muy buenos (59.76%), pero peor es todavía trabajar con porcentajes de 1% de sosa porque,
como ya se ha dicho repetidas veces, se forman jabones durante el proceso de recuperación
de alcohol en el rotavapor.
Empleando potasa
Vamos a comparar si se obtiene mayor conversión de biodiesel utilizando 0.5% de
catalizador o 1% del mismo.
Dado que disponemos de un tiempo relativamente corto para desarrollar la
experimentación de este proyecto, tenemos que ser prudentes con la suposición a priori de
las condiciones de trabajo a efectos de comparación para no tener que repetir una fase de
experimentos; de este modo, como vamos a reducir la concentración de catalizador
(pasando de 1% a 0,5%) para analizar su grado de implicación sobre el proceso, en vez de
trabajar a 60ºC que es la temperatura óptima, vamos a incrementar 10ºC más este valor,
para así garantizar el transcurso satisfactorio de la reacción.
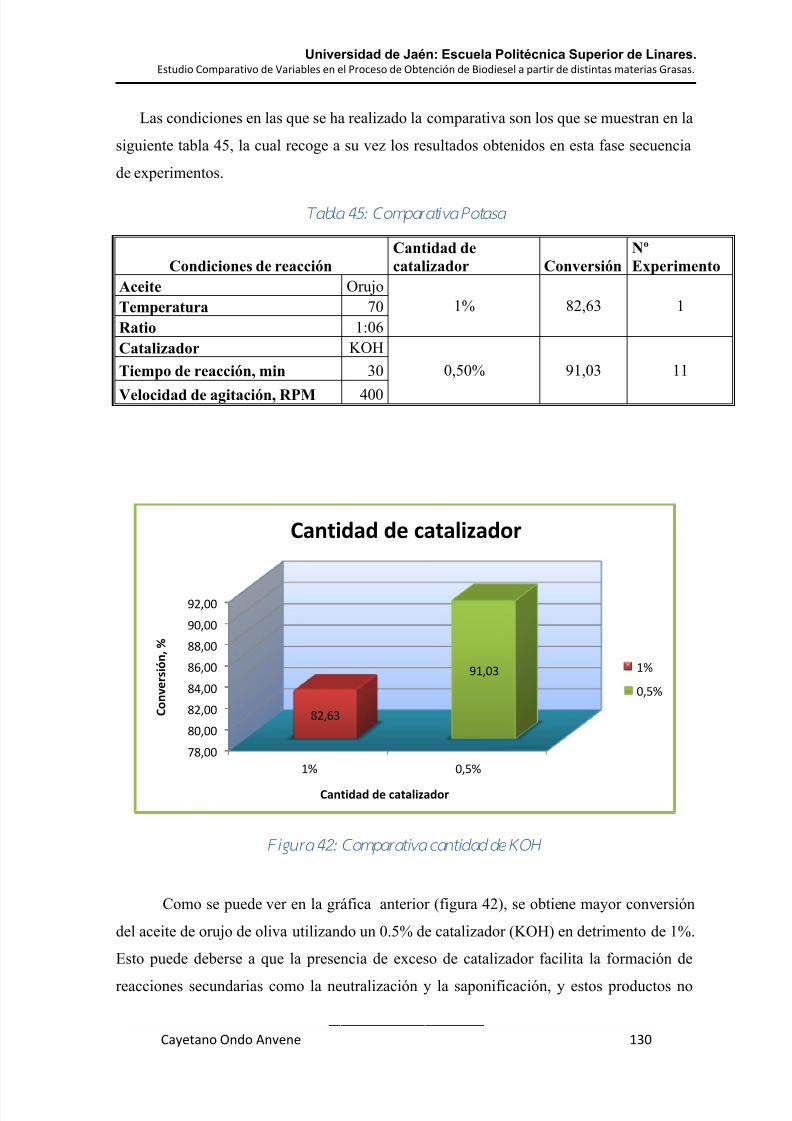
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 135/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 130
Las condiciones en las que se ha realizado la comparativa son los que se muestran en la
siguiente tabla 45, la cual recoge a su vez los resultados obtenidos en esta fase secuencia
de experimentos.
Tabla 45: Comparativa Potasa
Condiciones de reacciónCantidad decatalizador Conversión
NºExperimento
Aceite Orujo1% 82,63 1Temperatura 70
Ratio 1:06Catalizador KOH
0,50% 91,03 11Tiempo de reacción, min 30
Velocidad de agitación, RPM 400
F igur a 42: Comparativa cantidad de KOH
Como se puede ver en la gráfica anterior (figura 42), se obtiene mayor conversión
del aceite de orujo de oliva utilizando un 0.5% de catalizador (KOH) en detrimento de 1%.
Esto puede deberse a que la presencia de exceso de catalizador facilita la formación de
reacciones secundarias como la neutralización y la saponificación, y estos productos no
78,00
80,00
82,00
84,00
86,00
88,00
90,00
92,00
1% 0,5%
82,63
91,03
C o n v e r s i ó n , %
Cantidad de catalizador
Cantidad de catalizador
1%
0,5%
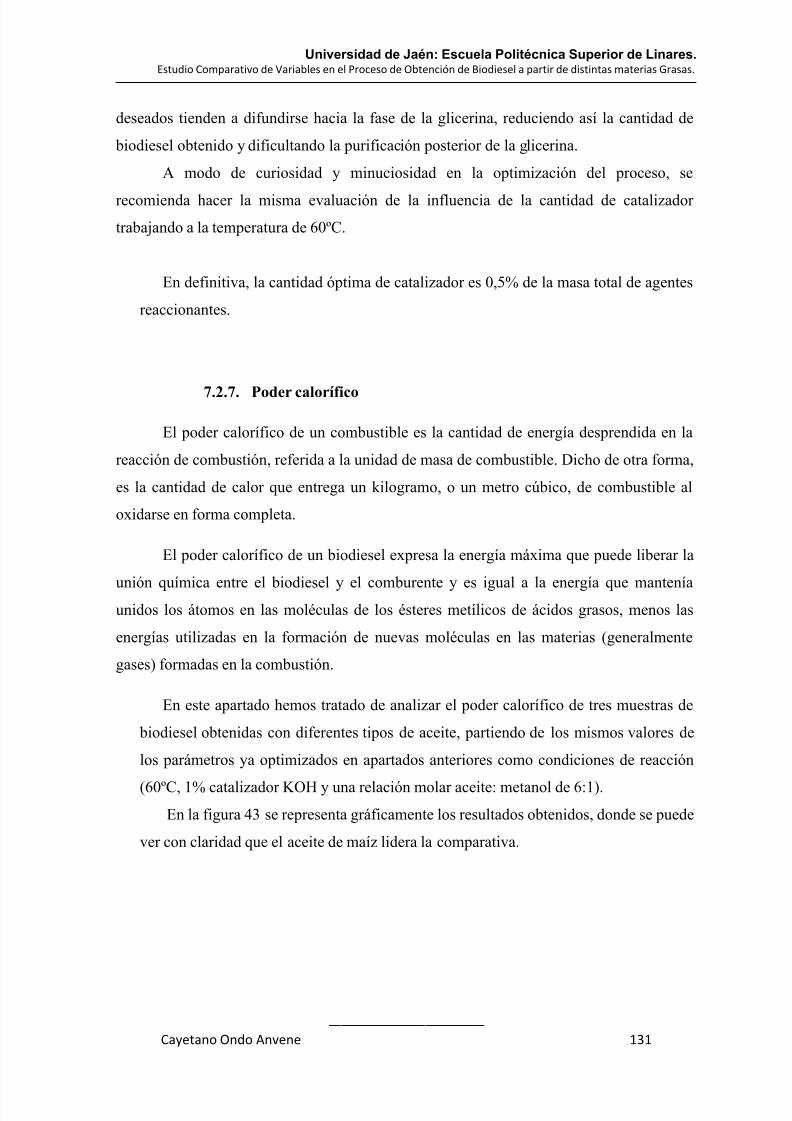
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 136/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 131
deseados tienden a difundirse hacia la fase de la glicerina, reduciendo así la cantidad de
biodiesel obtenido y dificultando la purificación posterior de la glicerina.
A modo de curiosidad y minuciosidad en la optimización del proceso, se
recomienda hacer la misma evaluación de la influencia de la cantidad de catalizador
trabajando a la temperatura de 60ºC.
En definitiva, la cantidad óptima de catalizador es 0,5% de la masa total de agentes
reaccionantes.
7.2.7. Poder calorífico
El poder calorífico de un combustible es la cantidad de energía desprendida en la
reacción de combustión, referida a la unidad de masa de combustible. Dicho de otra forma,
es la cantidad de calor que entrega un kilogramo, o un metro cúbico, de combustible al
oxidarse en forma completa.
El poder calorífico de un biodiesel expresa la energía máxima que puede liberar la
unión química entre el biodiesel y el comburente y es igual a la energía que manteníaunidos los átomos en las moléculas de los ésteres metílicos de ácidos grasos, menos las
energías utilizadas en la formación de nuevas moléculas en las materias (generalmente
gases) formadas en la combustión.
En este apartado hemos tratado de analizar el poder calorífico de tres muestras de
biodiesel obtenidas con diferentes tipos de aceite, partiendo de los mismos valores de
los parámetros ya optimizados en apartados anteriores como condiciones de reacción
(60ºC, 1% catalizador KOH y una relación molar aceite: metanol de 6:1).En la figura 43 se representa gráficamente los resultados obtenidos, donde se puede
ver con claridad que el aceite de maíz lidera la comparativa.
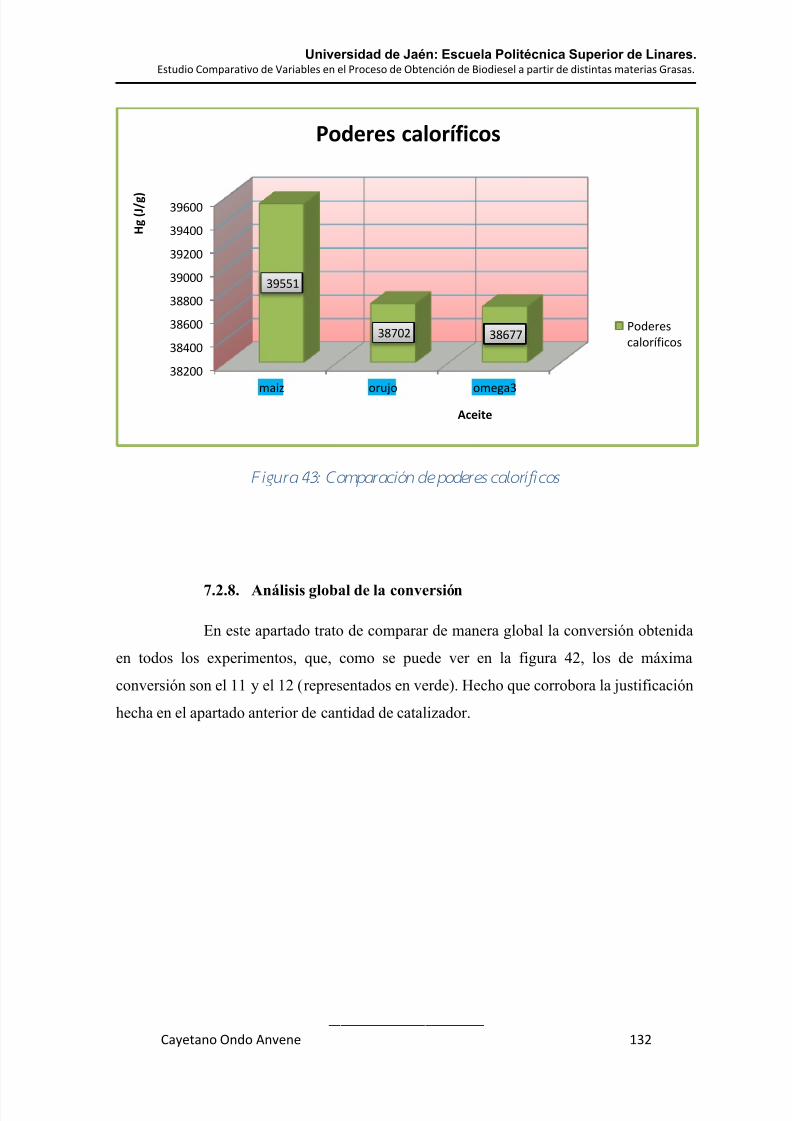
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 137/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 132
F igur a 43: Comparación de poderes caloríficos
7.2.8. Análisis global de la conversión
En este apartado trato de comparar de manera global la conversión obtenida
en todos los experimentos, que, como se puede ver en la figura 42, los de máxima
conversión son el 11 y el 12 (representados en verde). Hecho que corrobora la justificación
hecha en el apartado anterior de cantidad de catalizador.
38200
38400
38600
38800
39000
39200
39400
39600
maiz orujo omega3
39551
38702 38677
H g ( J / g )
Aceite
Poderes caloríficos
Poderes
caloríficos
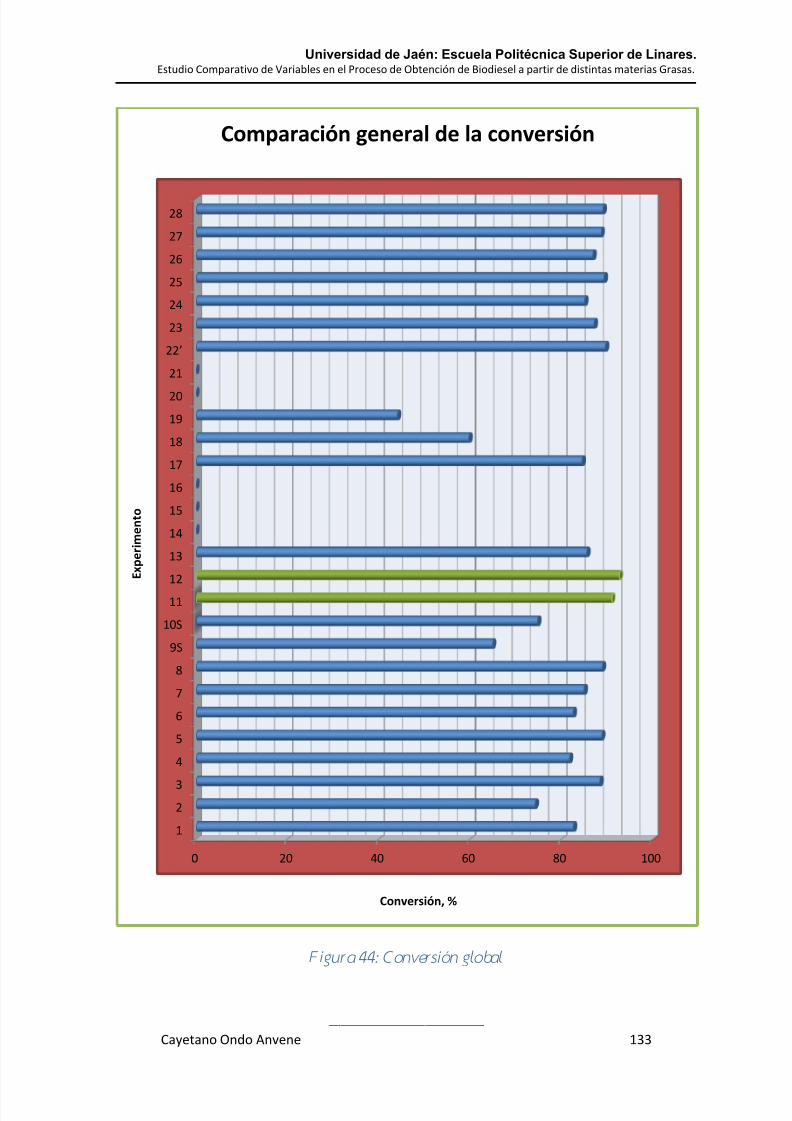
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 138/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 133
F igur a 44: Conversión global
0 20 40 60 80 100
1
2
3
4
5
6
7
8
9S
10S
11
12
13
14
15
16
17
18
19
20
21
22’
23
24
25
26
27
28
Conversión, %
E x p e r i m e n t o
Comparación general de la conversión
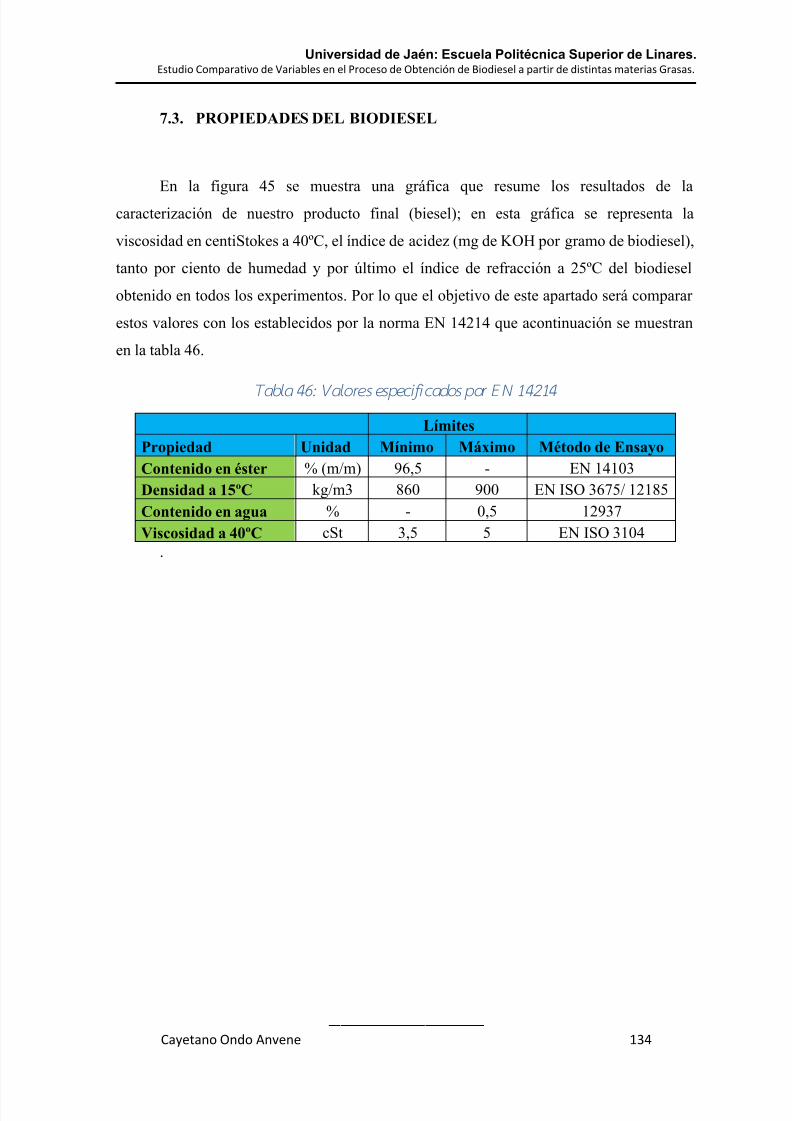
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 139/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 134
7.3. PROPIEDADES DEL BIODIESEL
En la figura 45 se muestra una gráfica que resume los resultados de la
caracterización de nuestro producto final (biesel); en esta gráfica se representa la
viscosidad en centiStokes a 40ºC, el índice de acidez (mg de KOH por gramo de biodiesel),
tanto por ciento de humedad y por último el índice de refracción a 25ºC del biodiesel
obtenido en todos los experimentos. Por lo que el objetivo de este apartado será comparar
estos valores con los establecidos por la norma EN 14214 que acontinuación se muestran
en la tabla 46.
Tabla 46: Valores especif icados por EN 14214
LímitesPropiedad Unidad Mínimo Máximo Método de EnsayoContenido en éster % (m/m) 96,5 - EN 14103Densidad a 15ºC kg/m3 860 900 EN ISO 3675/ 12185
Contenido en agua % - 0,5 12937
Viscosidad a 40ºC cSt 3,5 5 EN ISO 3104.
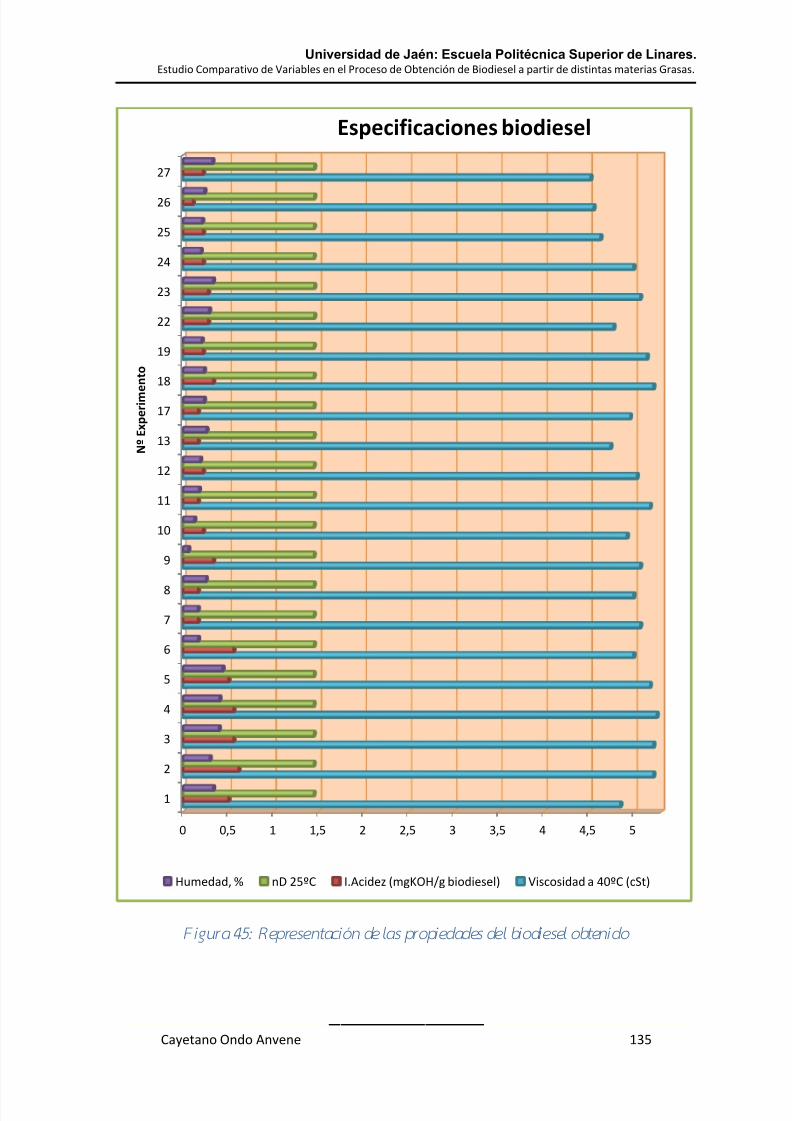
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 140/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 135
F igur a 45: Representación de las propiedades del bi odiesel obteni do
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
1
2
3
4
5
6
7
8
9
10
11
12
13
17
18
19
22
23
24
25
26
27
N º E x p e r i m e n t o
Especificaciones biodiesel
Humedad, % nD 25ºC I.Acidez (mgKOH/g biodiesel) Viscosidad a 40ºC (cSt)
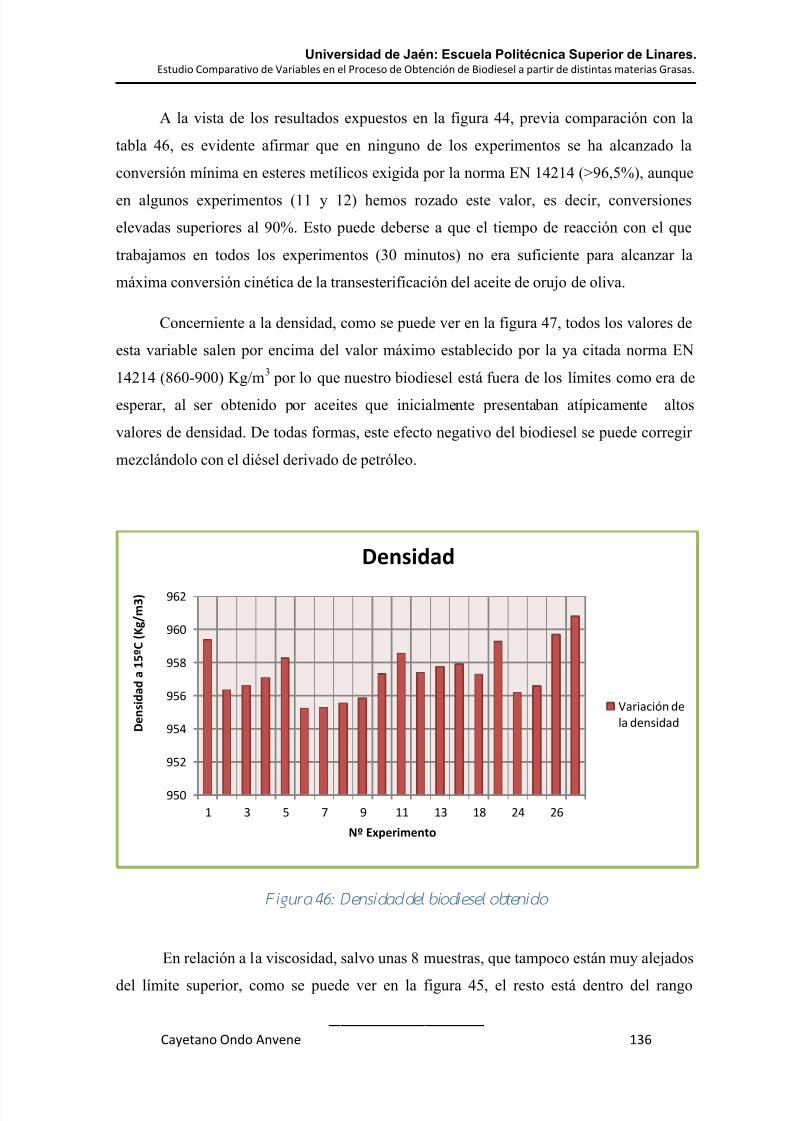
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 141/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 136
A la vista de los resultados expuestos en la figura 44, previa comparación con la
tabla 46, es evidente afirmar que en ninguno de los experimentos se ha alcanzado la
conversión mínima en esteres metílicos exigida por la norma EN 14214 (>96,5%), aunque
en algunos experimentos (11 y 12) hemos rozado este valor, es decir, conversiones
elevadas superiores al 90%. Esto puede deberse a que el tiempo de reacción con el que
trabajamos en todos los experimentos (30 minutos) no era suficiente para alcanzar la
máxima conversión cinética de la transesterificación del aceite de orujo de oliva.
Concerniente a la densidad, como se puede ver en la figura 47, todos los valores de
esta variable salen por encima del valor máximo establecido por la ya citada norma EN
14214 (860-900) Kg/m3 por lo que nuestro biodiesel está fuera de los límites como era de
esperar, al ser obtenido por aceites que inicialmente presentaban atípicamente altos
valores de densidad. De todas formas, este efecto negativo del biodiesel se puede corregir
mezclándolo con el diésel derivado de petróleo.
F igura 46: Densidad del biodiesel obtenido
En relación a la viscosidad, salvo unas 8 muestras, que tampoco están muy alejados
del límite superior, como se puede ver en la figura 45, el resto está dentro del rango
950
952
954
956
958
960
962
1 3 5 7 9 11 13 18 24 26
D e n s i d a d a 1 5 º C ( K g / m 3 )
Nº Experimento
Densidad
Variación de
la densidad
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 142/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 137
permitido por la norma. Una forma de corregir la viscosidad de estas 8 muestras sería
mezclando este biodiesel con el gasóleo mineral, que realmente así es como se
comercializa habitualmente el biodiesel.
En cuanto a la humedad, sabemos que es un parámetro importante a efectos de
almacenamiento y funcionamiento de los motores, ya que un exceso de agua promueve la
hidrólisis, y consecuentemente la rotura, de las cadenas hidrocarbonadas que constituyen
las moléculas de ésteres metílicos. En general, todas nuestras muestras cumplen
excelentemente con la norma ya que nuestra materia de partida eran aceites vegetales
refinados, los cuales suelen tener valores de humedad prácticamente despreciables.
Y por último, concerniente al índice de acidez, sabemos que un factor muy
importante en los biocombustibles que depende especialmente de la materia prima y del proceso de producción del combustible. Valores altos de índice de acidez indican la
presencia de ácidos grasos libres y ácidos inorgánicos, lo cual provocaría la corrosión en
diversas partes (juntas) del motor y un aumento de la velocidad de degradación del
biodiesel. En nuestro caso, como se puede ver en la figura 45, el biodiesel obtenido en
todos los experimentos cumple con el valor específico (<0,5) establecido por la norma EN
14214 para este parámetro.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 143/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 138
7.4. ESTUDIO ECONÓMICO
El análisis económico es imprescindible para el inicio y el desarrollo de la
tecnología de procesos. La evaluación económica puede ser utilizada para predecir el coste
de la planta de proceso, el coste de fabricación de productos y para comparar el coste del
producto a través de diferentes procesos y condiciones.
Una de las ventajas del uso de biodiesel es la utilización de las infraestructuras yaexistentes para la distribución de combustibles fósiles y el consumo por motores comunes,sin necesidad de grandes cambios, cuando se alimentan como mezclas de biodiesel ycombustible diesel en porcentajes inferiores al 30%. Por lo tanto, la mayor inversión eneste sector es la construcción del complejo industrial. La producción de biodiesel implica
costes de producción, representados por los costes fijos y costes variables. Ha sidoconstatado por varios autores que, independientemente de los procesos tecnológicosadoptados, el mayor coste en la producción de biodiesel es la adquisición de materias
primas, reactivos químicos (alcohol y catalizador) y consumo de energía y de agua. Esto puede ser mitigado por la venta de la glicerina generada como subproducto en la producción de biodiesel, siendo una fuente importante de ganancias que permite aumentarla competitividad del proceso, ayudando así a aminorar los costes de producción. Laelección de las materias primas a utilizar, a su vez, depende de la cantidad disponible, elcoste de los impuestos estatales y el rendimiento de esta materia prima como combustible
[71].
A continuación se presenta un estudio simple de la viabilidad económica del proceso estudiado en este trabajo (transesterificación del aceite de orujo de oliva conmetanol, empleando la potasa como catalizador) para una producción de biodiesel de5.000L/día. Gran parte de este estudio económico se ha basado en el trabajo desarrollado
por Ana Cristina [71].
En el caso de una planta de producción de biodiesel, el principal objetivo es la producción de biodiesel a un precio razonable y asequible. Además, un análisis de
sensibilidad y de riesgo también se realiza generalmente con el fin de evaluar larentabilidad de la inversión.
Para realizar el análisis económico, vamos a considerar los siguientes factores
principales:
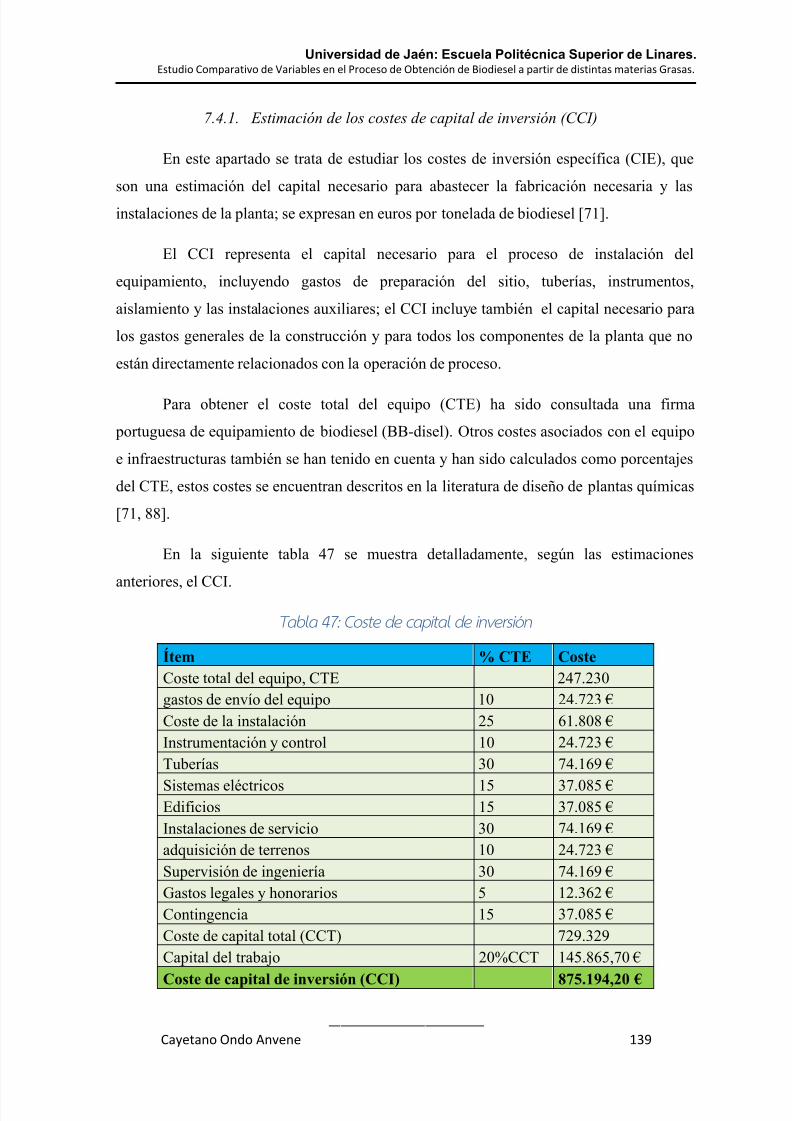
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 144/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 139
7.4.1. Estimación de los costes de capital de inversión (CCI)
En este apartado se trata de estudiar los costes de inversión específica (CIE), que
son una estimación del capital necesario para abastecer la fabricación necesaria y las
instalaciones de la planta; se expresan en euros por tonelada de biodiesel [71].
El CCI representa el capital necesario para el proceso de instalación del
equipamiento, incluyendo gastos de preparación del sitio, tuberías, instrumentos,
aislamiento y las instalaciones auxiliares; el CCI incluye también el capital necesario para
los gastos generales de la construcción y para todos los componentes de la planta que no
están directamente relacionados con la operación de proceso.
Para obtener el coste total del equipo (CTE) ha sido consultada una firma
portuguesa de equipamiento de biodiesel (BB-disel). Otros costes asociados con el equipo
e infraestructuras también se han tenido en cuenta y han sido calculados como porcentajes
del CTE, estos costes se encuentran descritos en la literatura de diseño de plantas químicas
[71, 88].
En la siguiente tabla 47 se muestra detalladamente, según las estimaciones
anteriores, el CCI.
Tabla 47: Coste de capital de inversión
Ítem % CTE CosteCoste total del equipo, CTE 247.230gastos de envío del equipo 10 24.723 € Coste de la instalación 25 61.808 € Instrumentación y control 10 24.723 € Tuberías 30 74.169 €
Sistemas eléctricos 15 37.085 € Edificios 15 37.085 € Instalaciones de servicio 30 74.169 € adquisición de terrenos 10 24.723 € Supervisión de ingeniería 30 74.169 € Gastos legales y honorarios 5 12.362 € Contingencia 15 37.085 € Coste de capital total (CCT) 729.329Capital del trabajo 20%CCT 145.865,70 €
Coste de capital de inversión (CCI) 875.194,20 €
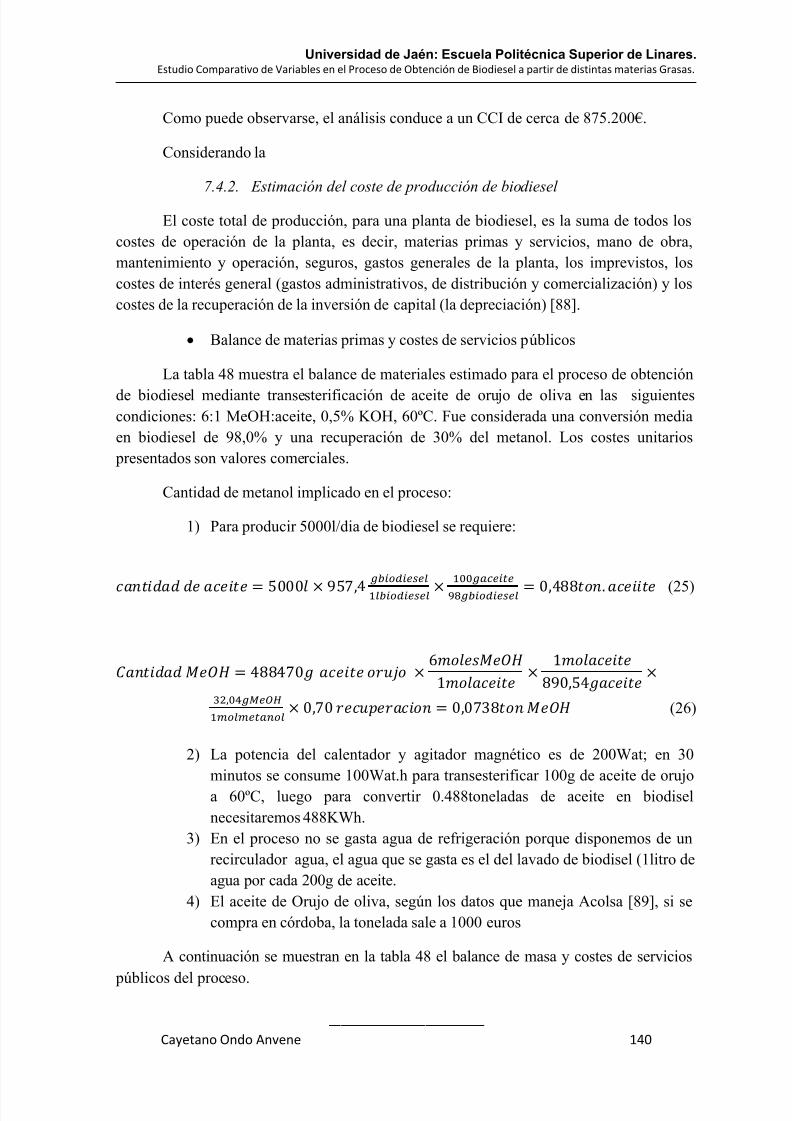
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 145/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 140
Como puede observarse, el análisis conduce a un CCI de cerca de 875.200€.
Considerando la
7.4.2. Estimación del coste de producción de biodiesel
El coste total de producción, para una planta de biodiesel, es la suma de todos loscostes de operación de la planta, es decir, materias primas y servicios, mano de obra,mantenimiento y operación, seguros, gastos generales de la planta, los imprevistos, loscostes de interés general (gastos administrativos, de distribución y comercialización) y loscostes de la recuperación de la inversión de capital (la depreciación) [88].
Balance de materias primas y costes de servicios públicos
La tabla 48 muestra el balance de materiales estimado para el proceso de obtención
de biodiesel mediante transesterificación de aceite de orujo de oliva en las siguientescondiciones: 6:1 MeOH:aceite, 0,5% KOH, 60ºC. Fue considerada una conversión mediaen biodiesel de 98,0% y una recuperación de 30% del metanol. Los costes unitarios
presentados son valores comerciales.
Cantidad de metanol implicado en el proceso:
1) Para producir 5000l/dia de biodiesel se requiere:
(25)
(26)
2) La potencia del calentador y agitador magnético es de 200Wat; en 30minutos se consume 100Wat.h para transesterificar 100g de aceite de orujoa 60ºC, luego para convertir 0.488toneladas de aceite en biodiselnecesitaremos 488KWh.
3) En el proceso no se gasta agua de refrigeración porque disponemos de unrecirculador agua, el agua que se gasta es el del lavado de biodisel (1litro deagua por cada 200g de aceite.
4) El aceite de Orujo de oliva, según los datos que maneja Acolsa [89], si secompra en córdoba, la tonelada sale a 1000 euros
A continuación se muestran en la tabla 48 el balance de masa y costes de servicios
públicos del proceso.
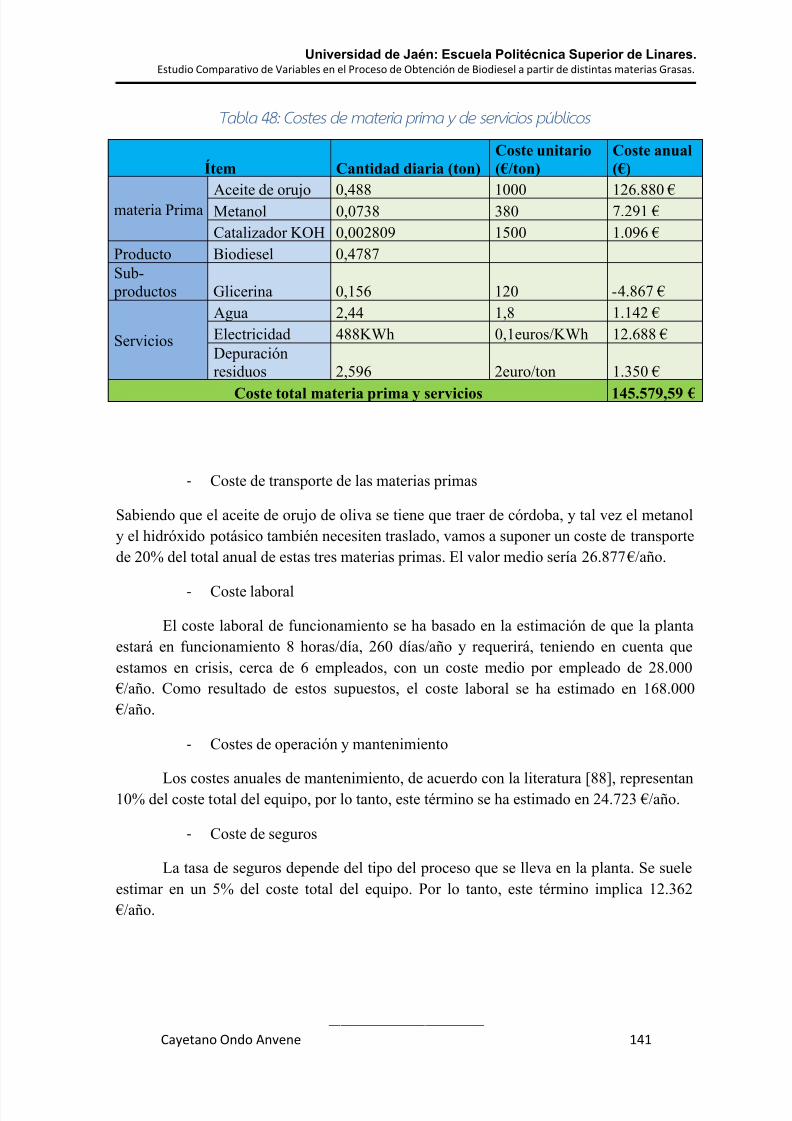
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 146/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 141
Tabla 48: Costes de mater ia pr ima y de servicios públicos
Ítem Cantidad diaria (ton)Coste unitario(€/ton)
Coste anual(€)
materia Prima Aceite de orujo 0,488 1000 126.880 € Metanol 0,0738 380 7.291 € Catalizador KOH 0,002809 1500 1.096 €
Producto Biodiesel 0,4787Sub-
productos Glicerina 0,156 120 -4.867 €
Servicios
Agua 2,44 1,8 1.142 € Electricidad 488KWh 0,1euros/KWh 12.688 € Depuraciónresiduos 2,596 2euro/ton 1.350 €
Coste total materia prima y servicios 145.579,59 €
- Coste de transporte de las materias primas
Sabiendo que el aceite de orujo de oliva se tiene que traer de córdoba, y tal vez el metanoly el hidróxido potásico también necesiten traslado, vamos a suponer un coste de transportede 20% del total anual de estas tres materias primas. El valor medio sería 26.877 €/año.
- Coste laboral
El coste laboral de funcionamiento se ha basado en la estimación de que la plantaestará en funcionamiento 8 horas/día, 260 días/año y requerirá, teniendo en cuenta queestamos en crisis, cerca de 6 empleados, con un coste medio por empleado de 28.000
€/año. Como resultado de estos supuestos, el coste laboral se ha estimado en 168.000 €/año.
- Costes de operación y mantenimiento
Los costes anuales de mantenimiento, de acuerdo con la literatura [88], representan10% del coste total del equipo, por lo tanto, este término se ha estimado en 24.723 €/año.
- Coste de seguros
La tasa de seguros depende del tipo del proceso que se lleva en la planta. Se sueleestimar en un 5% del coste total del equipo. Por lo tanto, este término implica 12.362
€/año.
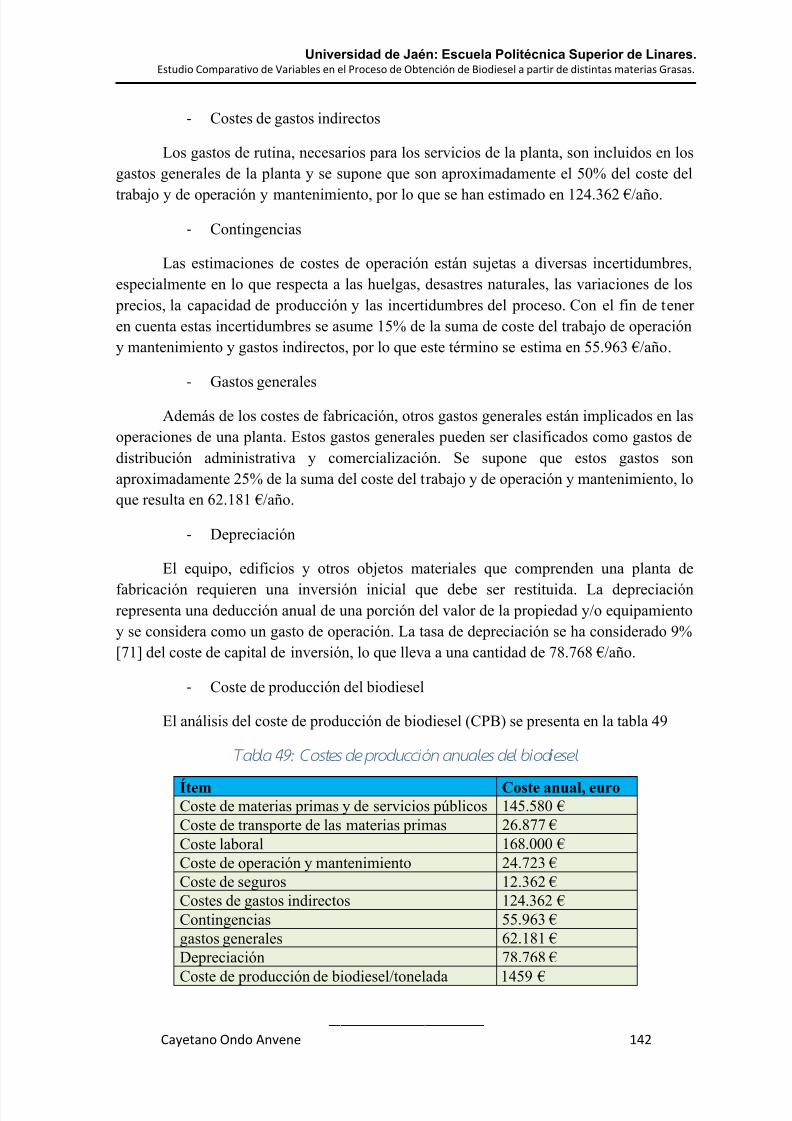
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 147/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 142
- Costes de gastos indirectos
Los gastos de rutina, necesarios para los servicios de la planta, son incluidos en losgastos generales de la planta y se supone que son aproximadamente el 50% del coste del
trabajo y de operación y mantenimiento, por lo que se han estimado en 124.362 €/año.
- Contingencias
Las estimaciones de costes de operación están sujetas a diversas incertidumbres,especialmente en lo que respecta a las huelgas, desastres naturales, las variaciones de los
precios, la capacidad de producción y las incertidumbres del proceso. Con el fin de teneren cuenta estas incertidumbres se asume 15% de la suma de coste del trabajo de operacióny mantenimiento y gastos indirectos, por lo que este término se estima en 55.963 €/año.
- Gastos generales
Además de los costes de fabricación, otros gastos generales están implicados en lasoperaciones de una planta. Estos gastos generales pueden ser clasificados como gastos dedistribución administrativa y comercialización. Se supone que estos gastos sonaproximadamente 25% de la suma del coste del trabajo y de operación y mantenimiento, loque resulta en 62.181 €/año.
- Depreciación
El equipo, edificios y otros objetos materiales que comprenden una planta de
fabricación requieren una inversión inicial que debe ser restituida. La depreciaciónrepresenta una deducción anual de una porción del valor de la propiedad y/o equipamientoy se considera como un gasto de operación. La tasa de depreciación se ha considerado 9%[71] del coste de capital de inversión, lo que lleva a una cantidad de 78.768 €/año.
- Coste de producción del biodiesel
El análisis del coste de producción de biodiesel (CPB) se presenta en la tabla 49
Tabla 49: Costes de producción anuales del biodiesel
Ítem Coste anual, euroCoste de materias primas y de servicios públicos 145.580 € Coste de transporte de las materias primas 26.877 € Coste laboral 168.000 € Coste de operación y mantenimiento 24.723 € Coste de seguros 12.362 € Costes de gastos indirectos 124.362 € Contingencias 55.963 € gastos generales 62.181 € Depreciación 78.768 €
Coste de producción de biodiesel/tonelada 1459 €
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 148/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 143
El análisis dio como resultado un coste de producción anual de biodiesel portonelada de 1.459euros/ton. Y teniendo en cuenta que la densidad de nuestro biodiesel esde 957,42 Kg/m3, el CPB definitivo sería de 1,396 €/L.
Tabla 50: Comparación de precios biodiesel vs gasóleo convencional
Precio biodiesel (€/l) Precio gasóleo A(€/l)
1,396 1,285
Como se puede ver en la tabla 50, en comparación con el diésel derivado del petróleo, el alto costo del biodiesel es un gran obstáculo para su comercialización, sin
embargo deben ser considerados otros factores en el balance total. Como ha sido referidoen la introducción, existen muchas ventajas de la utilización del biodiesel con respecto aldiesel, que deben ser consideradas en el análisis económico, entre otras las ambientales ylas sociales.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 149/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 144
CAPÍTULO 8. CONCLUSIONES
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 150/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 145
A la vista de los resultados obtenidos en este trabajo, como hemos ido comentando
caso a caso en el apartado de discusión de resultados, las conclusiones van a ser breves:
1. Entre todos los aceites de partida (aceite de maíz, aceite de orujo de oliva y
aceite de semillas de soja y girasol) para la reacción química de
transesterificación, se obtiene mayor conversión en biodiesel con el aceite
de orujo de oliva, por lo que la provincia de Jaén (España)-rica en aceituna-
sería el lugar ideal para desarrollar este proyecto de cara a optimizar el coste
de materia prima.
2. El catalizador más adecuado para transesterificar dicho aceite de orujo de
oliva es el hidróxido potásico al 0,5% en peso respecto de la mezcla inicial
(metanol y aceite), en detrimento de la sosa caústica.
3. El alcohol ideal para llevar a cabo la transesterificación del aceite de orujo
con catalizador alcalino (KOH) es el metanol. Y la relación molar aceite:
alcohol con la que se obtiene mejores resultados es 6:1.
4. La temperatura experimental de los experimentos en los que se ha obtenido
mayor conversión del aceite es 70ºC, sin embargo, haciendo un balance
general del coste de energía y teniendo en cuenta la optimización de las
otras variables del proceso de transesterificación, se recomienda trabajar a
60ºC.
5. En general, las conversiones obtenidas en todos los experimentos son bajas,
por lo que se podría plantear aumentar el tiempo de reacción, que en nuestro
caso han sido 30 minuto, o estudiar la cinética de la reacción de
transesterificación del aceite orujo para decidir el tiempo de óptimo de
reacción.
6. Genéricamente los esteres metílicos obtenidos tienen propiedades que en sumayoría cumplen con los límites establecidos en la norma EN 14214 y, por
lo tanto se asemejan a las de un gasóleo comercial.
7. El estudio económico efectuado ha puesto de manifiesto que el precio final
del biodiesel está fuertemente ligado al precio de la materia prima empleada
en la elaboración del mismo y depende también de la escala de la
instalación, disminuyendo lógicamente a medida que aumenta esta. Otro
factor claramente determinante de la factibilidad económica del proceso es

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 151/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 146
el precio del crudo del petróleo, que, como ya se sabe, es fluctuante y
drásticamente dependiente de un amplio conjunto de circunstancias
geopolíticas. De todos modos, a pesar de las ventas medioambientales que
presenta el biodiesel y el apoyo administrativo de los gobiernos, mucho
camino le queda por mejorar al biodiesel para fortalecer su posición en el
mercado, frente a los derivados del petróleo que se hallan perfectamente
integrados en el sistema con más de un siglo de antigüedad. Para que el
biodiesel juegue un papel cada vez más destacado como sustituto parcial del
gasóleo convencional, se debe optimizar al máximo el proceso productivo,
valorizar los grandes volúmenes de subproductos generados, apostar por
cultivos de mayor productividad sin competencia en el sector alimentario,vigilar el cumplimiento de las especificaciones normadas, realizar campañas
de información y promoción, y lograr el respaldo de fabricantes de
vehículos y componentes.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 152/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 147
CAPÍTULO 9. BIBLIOGRAFÍA
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 153/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 148
9. BIBLIOGRAFÍA
[1] Bailey, A. E. Aceites y grasas industriales. Barcelona, Reverté, 1984.
[2] Directiva de 2012/27/UE del parlamento europeo y del consejo. Diario oficial de la
unión unión Europea.
[3] El Instituto para la Diversificación y Ahorro de la Energía, IDEA 2014 .
[4] 2ª Plan de acción nacional de eficiencia nergética en España 2011-2020- IDEA.
[5] Cano, Y.L, Dr. Castillo S. Viabilidad de los biocombustibles: Biodiesel y
bioetanol. Universidad de Castilla la Mancha, Departamentoo de Ciencia y
tecnología agroforestal y genética, 2009.
[6] Dermibas, A. Progress and recent trends in biodiesel fuels. Energy conversion andmanagement. 2009. 50. Pag 14-34.
[7] Dermibas, A. Biodiesel: A realistic fuel alternative for diésel engines. London,
Springer.2008.
[8] Sara, A.R., Julian D. O. et al. Plan de calidad de aire y control del cambio climático
(2006-2012). Universidad de Cantabria y Dirección General de Medio Ambiente
consejería de Cantabria. 2009
[9] Protocolo de Kyoto, Grupo gubernamental sobre el cambio climático (IPCC),UNFCCC Secretariat. Ministerio de Medio Ambiente. 2008.
[10] Energías renovables, cogeneración y residuos. Ministerio de industria, energía y
turismo.
[11] Infinita renovables, Informe biocombustibles 2010.
[12] BARAJAS, C. L. Obtención de biodiesel a partir de la higuerilla (ricinus
communis). 1er Seminario Internacional de Biocombustibles. Universidad Nacional
de Colombia Sede Bogotá. 2004.
[13] Torres y Carrera. Informe biocombustibles 2010.
[14] Revista PORTAFOLIO, El aceite de cocina moverá buques. Argentina 2007.
[15] Revista AquaHoy, Optimización de la producción de biodiesel a partir de
microalgas. Argentina 2007.
[16] Gonzalo, L. P. Tesis doctoral: Obtención de biodiesel de tercera generación a
partir de microorganismos oleaginosos. Universidad Rey Juan Carlos, Madrid
2013.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 154/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 149
[17] Leung, D. Y. et al. A review on biodiesel production using catalyzed
transesterification. Applied Energy, 2010. 87 (4): p. 1083-1095.
[18] Dermibas, A. progress and recent trends in biofuels. Progress in Energy and
combustion Science, 2007. 33 (1). P. 1-18.
[19] Dermibas, A. Importance of biodiesel as transportation fuel. Energy Policy, 2007.
35 (9). P. 4661-4670.
[20] Pinzi, S., Garcia, I. L., Lopez-Gimenez, F. J., Luque de Castro, M. D., Dorado, G.,
Dorado, M. P. et al. The Ideal Vegetable Oil-based Biodiesel Composition: A
Review of Social, Economical and Technical Implications. Energy & Fuels, 2009.
23(5): p. 2325-2341.
[21] Knothe, G., Dependence of biodiesel fuel properties on the structure of fatty acidalkyl esters. Fuel Processing Technology, 2005. 86(10): p. 1059-1070.
[22] Knothe, G., “Designer” Biodiesel: Optimizing Fatty Ester Composition to
Improve Fuel Properties Energy & Fuels, 2008. 22(2): p. 1358-1364.
[23] Enweremadu, C. C. ,Mbarawa, M. M., Technical aspects of production and
analysis of biodiesel from used cooking oil-A review. Renewable and Sustainable
Energy Reviews, 2009. 13(9): p. 2205-2224.
[24] Gui, M. M., Lee, K. T., Bhatia, S., Feasibility of edible oil vs. non-edible oil vs.waste edible oil as biodiesel feedstock. Energy, 2008. 33(11): p. 1646-1653.
[25] Santacesaria, E., Vicente, G. M., et al. Main technologies in biodiesel production:
State of the art and future challenges. Catalysis Today, 2012. article in press.
[26] Gabriela, G. VITÓNICA Alimentación, deporte y salud. Los aceites con más
acidos grasos esenciales. Septiembre 2014.
[27] Plan de acción nacional de energías renovables de España (PANER) 2011 - 2020.
Ministerio de Industria, Turismo y comercio, Gobierno de España. Junio de 2010.
[28] Evolución mensual de consumos de energía primaria en España. Ministerio de
industria, energía y turismo. Secretaría general de IDEA- Departamento de
planificación y estudios. Boletín mensual, 30 de julio 2014.
[29] Crespo, V., Martínez, M., Aracil, J. Biodiesel: Una alternativa real al gasóleo
mineral. Universidad Rey Juan Carlos-Dto de Ingeniería Química. Madrid, 2001; p.
135-145.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 155/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 150
[30] Evera, T., Rajendran, K., Saradha, S. Biodiesel production process optimization
and characterization to assess the suitability of the product for varied environmental
conditions. Renewable Energy, 2009. 34 (3): p760-800.
[31] Miguel, V. G. Dirección de ahorro de energía en el transporte. Biodiesel. Mexico,
2007.
[32] Martínez, C. L. Material docente para la asignatura de Biocombustibles.
Universidad de Jaén, Dto de Ingeniería Química, ambiental y de los materiales.
Linares, 2014.
[33] Mª Jose, N. G., Pablo, G. T. Biocombustibles: Bioetanol y Biodiesel. Universidad
de Santiago de Compostela, Dto de ingeniería Química, ETSE. 2009.
[34] Singh, S.P., Singh, D. Biodiesel production through the use of different sourcesand characterization of oils and their esters as the substitute of diesel. Renewable
and Sustainable Energy Reviews, 2010. 14 (1): p. 200-216.
[35] Castro, P., Coello, J., Castillo, L. Opciones para la producción y uso del biodiesel
en el Perú. Perú, Soluciones Prácticas -ITDG. p. 173. 2007
[36] Kumar, D., Kumar, G., Poonam, Singh, C.P. Fast, easy ethanolysis of coconut oil
for biodiesel production assisted by ultrasonication. Ultrasonics Sonochemistry,
2010. 17 (3): p. 555 - 559.[37] do Nascimento, M.A.R., Silva Lora, E.N., Sierra Ramírez, G.A., Rendón, M.A.
(2006) El biodiesel de palma como combustible para microturbinas a gas: una
evaluación experimental. Biomassa & Energía 3 (2): p. 73-82.
[38] Knothe, G., Krahl, J., Van Gerpen, J. The biodiesel handbook. USA: AOCS
Press, 2005.
[39] Agarwal, A.K. Biofuels (alcohols and biodiesel) applications as fuels for internal
combustion engines. Progress in Energy and Combustion Science, 2007 33 (3): p.
233-271.
[40] EPA. U.S. Environmental Protection Agency: A Comprehensive Analysis of
Biodiesel Impacts on Exhaust. United States. http://www.westfield-
bus.org/documents/Biodeisel_EPA_Report.pdf. Consultado en Octubre 2009.
[41] Van Gerpen, J. Biodiesel processing and production. Fuel Processing Technology,
2005. 86 (10): p. 1097-1107.
[42] Van Gerpen, J. Biodiesel processing and production. Fuel Processing Technology,
2005. 86 (10): p. 1097-1107.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 156/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 151
[43] Pasqualino, J.C., Montané, D., Salvadó, J. Synergic effects of biodiesel in the
biodegradability of fossil-derived fuels. Biomass and Bioenergy, 2006. 30 (10): p.
874-879.
[44] Mittelbach, M., Remschmidt, C. Biodiesel - The comprehensive handbook. 1st ed.
Graz: Mittelbach, M. 2004
[45] Pinzi, S., Garcia, I.L., Lopez-Gimenez, F.J., de Castro, M.D.L., Dorado, G.,
Dorado, M.P. The Ideal Vegetable Oil-based Biodiesel Composition: A Review of
Social, Economical and Technical Implications. Energy & Fuels, 2009. 23: p.
2325-2341.
[46] Benjumea, P., Agudelo, J., Agudelo, A. Effect of altitude and palm oil biodiesel
fuelling on the performance and combustion characteristics of a HSDI dieselengine. Fuel, 2009. 88 (4): p. 725-731.
[47] Benjumea, P., Agudelo, J., Agudelo, A. Basic properties of palm oil biodiesel-
diesel blends. Fuel, 2008. 87 (10-11): p. 2069-2075.
[48] Diaz, M.A.L. El biodiesel una alternativa al transporte. 1ª Edición. España:
Ediciones MADU S.A. 2005
[49] Mittelbach, M., Schober, S. The influence of antioxidants on the oxidation
stability of biodiesel. Journal of the American Oil Chemists Society, 2003. 80 (8): p. 817-823.
[50] Girard, P., Fallot, A. Review of existing and emerging technologies for the
production of biofuels in developing countries. Energy for Sustainable
Development, 2006. 10 (2): p. 92-108.
[51] Wassell, C.S., Dittmer, T.P. Are subsidies for biodiesel economically efficient?
Energy Policy, 2006. 34 (18): p. 3993-4001
[52] Frondel, M., Peters, J. Biodiesel: A new Oildorado? Energy Policy, 2007. 35 (3):
p. 1675-1684
[53] Hoekman, S. K., Broch, A., Robbins, C., Ceniceros, E., Natarajan, M., Review of
biodiesel composition, properties, and specifications. Renewable and Sustainable
Energy Reviews, 2012. 16(1): p. 143-169.
[54] EN14214, Automotive fuels - Fatty acid methyl esters for diesel engines -
Requirements and test methods. 2010.
[55] Leung, D. Y. C., Wu, X., Leung, M. K. H., A review on biodiesel production
using catalyzed transesterification. Applied Energy, 2010. 87(4): p. 1083-1095.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 157/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 152
[56] Dzida, M., Prusakiewicz, P., The effect of temperature and pressure on the
physicochemical properties of petroleum diesel oil and biodiesel fuel. Fuel, 2008.
87(10-11): p. 1941-1948.
[57] Predojevic, Z. J., The production of biodiesel from waste frying oils: A
comparison of different purification steps. Fuel, 2008. 87(17-18): p. 3522-3528.
[58] Peña, R., Romero, R., Martínez, S. L., Ramos, M. J., Martínez, A., Natividad, R.,
Transesterification of Castor Oil: Effect of Catalyst and Co-Solvent. Industrial &
Engineering Chemistry Research, 2009. 48(3): p. 1186-1189.
[59] Canoira, L., García Galeán, J., Alcántara, R., Lapuerta, M., García-Contreras, R.,
Fatty acid methyl esters (FAMEs) from castor oil: Production process assessment
and synergistic effects in its properties. Renewable Energy, 2010. 35(1): p. 208-217.
[60] Knothe, G., Dependence of biodiesel fuel properties on the structure of fatty acid
alkyl esters. Fuel Processing Technology, 2005. 86(10): p. 1059-1070.
[61] Mittelbach, M., Diesel fuel derived from vegetable oils, VI: Specifications and
quality control of biodiesel. Bioresource Technology, 1996. 56(1): p. 7-11.
[62] Encinar, J. M., González, J. F., Rodríguez-Reinares, A., Ethanolysis of used frying
oil. Biodiesel preparation and characterization. Fuel Processing Technology, 2007.88(5): p. 513-522.
[63] Albuquerque, M. C. G., Machado, Y. L., Torres, A. E. B., Azevedo, D. C. S.,
Cavalcante Jr, C. L., Firmiano, L. R., Parente Jr, E. J. S., Properties of biodiesel oils
formulated using different biomass sources and their blends. Renewable Energy,
2009. 34(3): p. 857-859.
[64] Lang, X., Dalai, A. K., Bakhshi, N. N., Reaney, M. J., Hertz, P. B., Preparation
and characterization of bio-diesels from various bio-oils. Bioresource Technology,
2001. 80(1): p. 53-62.
[65] Ma, F. ,Hanna, M. A., Biodiesel production: a review. Bioresource Technology,
1999. 70(1): p. 1-15.
[66] Dias, J. M., Alvim-Ferraz, M. C. M., Almeida, M. F., Comparison of the
performance of different homogeneous alkali catalysts during transesterification of
waste and virgin oils and evaluation of biodiesel quality. Fuel, 2008. 87(17-18): p.
3572-3578.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 158/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 153
[67] Encinar, J. M., González, J. F., Rodríguez-Reinares, A., Biodiesel from Used
Frying Oil. Variables Affecting the Yields and Characteristics of the Biodiesel.
Industrial & Engineering Chemistry Research, 2005. 44(15): p. 5491-5499.
[68] Ramos, M. J., Fernández, C. M., Casas, A., Rodriguez, L., Perez, Á., Influence of
fatty acid composition of raw materials on biodiesel properties. Bioresource
Technology, 2009. 100(1): p. 261-268.
[69] Eevera, T., Rajendran, K., Saradha, S., Biodiesel production process optimization
and characterization to assess the suitability of the product for varied environmental
conditions. Renewable Energy, 2009. 34(3): p. 762-765.
[70] [96] - Knothe, G., Biodiesel and renewable diesel: A comparison. Progress in
Energy and Combustion Science, 2010. 36(3): p. 364-373.[71] Ana, C. D. Tesis doctoral. Obtención de biodiesel por transesterificación de
aceites vegetales: Nuevos métodos de síntesis. Badajoz, Universidad de
Extremadura, 2012.
[72] Rodrigo, A. M. PFC. Estudio de la transesterificación de aceite vegetal con
metanol. Madrid, Universidad Rey Juan carlos, 2002.
[73] Rojas, A. F., et al. Variables de operación en el proceso de transesterificación de
aceites vegetales: una revisión-catálisis química [en línea]. Revista Ingeniería eInvestigación, 2009, 3 (29), 17-22.
[74] Sharma, Y. C. ,Singh, B., Development of biodiesel: Current scenario. Renewable
and Sustainable Energy Reviews, 2009. 13(6-7): p. 1646-1651.
[75] Vicente, J., Martinez, M., Aracil, J., Biodiésel: una alternativa real al gasóleo
mineral. Ingeniería Química, 2001. 377(3): p. 135-145.
[76] Singh, A. K., Fernando, S. D., Hernandez, R., Base-Catalyzed Fast
Transesterification of Soybean Oil Using Ultrasonication. Energy & Fuels, 2007.
21(2): p. 1161-1164.
[77] Dmytryshyn, S. L., Dalai, A. K., Choudhary, S. T., Mishra, H. K., Reaney, M. J.,
Synthesis and characterization of vegetable oil derived esters: evaluation for their
diesel additive properties. Bioresource Technology, 2004. 92(1): p. 55-64.
[78] Avellaneda, F. A. Producción y caracterización de biodiesel de palma y de aceite
reciclado mediante un proceso batch y un proceso continuo con un reactor
helicoidal. Tesis Doctoral [en línea]. Tarragona, Universitat Rovira i Virgili, 2010.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 159/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 154
[79] Apuntes docentes de la Universidad Santiago de Compostela:
http://www.usc.es/caa/MetAnalisisStgo1/4%20GRASAS%2059%20PARAMETR
OS.pdf
[80] Directiva de 2009/28/CE del parlamento europeo y del consejo, de 23 de abril de
2009.
[81] OMS, FAO, ONU. Codex Alimentarius. volumen 8, Grasas y aceites y productos
derivados. Roma, Organización de las Naciones Unidas para la Agricultura y la
Alimentación, 1993.
[82] AENOR (Asociación Española de Normalización y Certificación). UNE-EN
14104: Productos derivados de aceites y grasas: ésteres metílicos de ácidos grasos
(FAME): Determinación del índice de acidez. Madrid: AENOR, 2003.[83] Chandure, A.S., Umare, S.S., Pandey, R.A. Synthesis and biodegradation studies
of 1,3-propanediol based aliphatic ply (ester carbonate)s. Nagpur, 2008
[84] Volker, F. W., Steffen, N. L., Tobias, M. M. Use of Glycerol in Biotechnological
applications. Alemania, Universidad de Bielefeld, 2010.
[85] AENOR (Asociación Española de Normalización y Certificación). UNE-
ENISO3104. Productos petrolíferos: líquidos transparentes y opacos: determinación
de la viscosidad cinemática y cálculo de la viscosidad dinámica: ISO31104:1994.Madrid, AENOR, 1996.
[86] AENOR (Asociación Española de Normalización y Certificación). Combustibles
de automoción. Ésteres metílicos de ácidos grasos (FAME) para motores diésel.
Requisitos y métodos de ensayo. Madrid, AENOR, 2010.
[87] Ernesto, Z., Jair, B., Luis, D., Marlon, B. Obtención de biodiesel por
transesterificación de aceite crudo de Palma africana con etanol. Revista energética
(38). Colombia, 2007. http://www.bdigital.unal.edu.co/15036/1/9499-16382-1-
PB.pdf
[88] Peters, M.S., Timmerhaus, K.D., West, R.E. Plant design and economics for
chemical engineers. New York, McGraw-Hill, 2004.
[89] Roberto, R.B. El aceite de orujo de oliva: Presente y futuro. Madrid, Acolsa, 2012.
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 160/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 155
CAPÍTULO 10. ANEXOS
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 161/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 156
ANEXO I
Normativa española sobre biocarburantes.
I. Ley 38/1992 de impuestos especiales. Regula el conjunto de los impuestos
especiales de acuerdo con las disposiciones armonizadoras de la Unión Europea,
entre otros el impuesto especial de fabricación que grava el consumo de
hidrocarburos.
II. Real Decreto 1165/1995 reglamento de impuestos especiales. Desarrollo
reglamentario de la Ley 38/1992.
III. Ley 40/1995, por la que se modifica la ley 38/1992, de 28 de diciembre, de
impuestos especiales. Establece exenciones para proyectos piloto relacionados con
el uso de biocarburantes.
IV. Ley 34/1998, del sector de Hidrocarburos. Incluye una primera definición legal de
biocombustibles.
V. Real Decreto‐Ley 6/2000, de 23 de junio, de Medidas Urgentes de Intensificación
de la Competencia en Mercados de Bienes y Servicios. Compromete al Gobierno a
promover la utilización de los biocombustibles y a garantizar la calidad final de los
productos comercializados. Crea la Comisión para el estudio del uso de los biocombustibles.
VI. Ley 53/2002, de 30 de diciembre, de Medidas Fiscales, Administrativas y del
Orden Social. El artículo 6.5 de esta ley adicionó el artículo 50 bis a la Ley 38/1992
para aplicar hasta el 31 de diciembre de 2012 a los biocarburantes un tipo especial
de cero euros por 1.000 litros. El tipo especial se aplicará exclusivamente sobre el
volumen de biocarburante aun cuando éste se utilice mezclado con otros
productos.VII. Real Decreto 1700/2003, de 15 de diciembre, por el que se fijan las
especificaciones de gasolinas, gasóleos, fuelóleos y gases licuados del petróleo, y el
uso de biocarburantes (derogado). Transpone inicialmente al ordenamiento jurídico
español la Directiva 2003/17/CE. En la actualidad está derogado por el Real
Decreto 61/2006.
VIII. Ley 22/2005, de 18 de noviembre, por la que se incorporan al ordenamiento
jurídico español diversas directivas comunitarias en materia de fiscalidad de productos energéticos y electricidad y del régimen fiscal común aplicable a las
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 162/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 157
sociedades matrices y filiales de estados miembros diferentes, y se regula el
régimen fiscal de las aportaciones transfronterizas a fondos de pensiones en el
ámbito de la Unión Europea. El artículo segundo de esta Ley modifica varios
aspectos de la Ley 38/1992 de Impuestos Especiales. En el punto cuatro se
establecen las tarifas y epígrafes sobre la base de los cuales se exigirá el impuesto.
En la tarifa 1ª aparecen el bioetanol y biometanol para uso como carburante; el
157iodiesel para uso como carburante y el 157iodiesel y biometanol para uso como
combustible; todos con una tarifa de cero euros por mil litros hasta el 31 de
diciembre de 2012.
IX. Real Decreto 61/2006, de 31 de enero, por el que se determinan las
especificaciones de gasolinas, gasóleos, fuelóleos y gases licuados del petróleo y seregula el uso de determinados biocarburantes. Sustituyó al Real Decreto 1700/2003,
que transpuso la Directiva 2003/17/CE, sobre la calidad de la gasolina y el gasóleo.
Los productos resultantes de la adición del etanol a la gasolina y del 157iodiesel al
gasóleo de automoción, destinados a su utilización como carburantes de vehículos,
han de cumplir las especificaciones recogidas, respectivamente para las gasolinas y
gasóleo de automoción, sin perjuicio de que en el caso de utilización de bioetanol
mediante su adición directa a la gasolina (máximo 5%) la presión de vapor del producto resultante no deberá exceder el valor de 70 Kpa en verano y 85 Kpa en
invierno. El Real Decreto permite que los productos etiquetados como gasolinas y
gasóleo A incorporen hasta en un 5% bioetanol y 157iodiesel, respectivamente, sin
tener que etiquetar de forma diferente el producto ni informar al consumidor de
ello. Por su parte, la composición y propiedades de los esteres metílicos de los
ácidos grasos (FAME), denominados 157iodiesel, están definidas en la Norma EN
14214, con excepción del índice de yodo, cuyo valor máximo queda establecido en
140. Este Real Decreto también incluye el objetivo nacional de comercialización
para el 31 de diciembre del 2010 de un porcentaje mínimo de biocarburantes en el
5,75%, calculado sobre la base del contenido energético de toda la gasolina y todo
el gasóleo comercializado en el mercado con fines de transporte.
X. Real Decreto Legislativo 4/2004 por el que se aprueba el texto refundido de Ley del
Impuesto sobre Sociedades. Permite la deducción de la cuota íntegra del 10 % de
las inversiones realizadas en bienes nuevos de activo material destinados al
aprovechamiento de fuentes de energías renovables consistentes en instalaciones y
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 163/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 158
equipos con la finalidad de, entre otros, el tratamiento de productos agrícolas,
forestales o aceites usados para su transformación en biocarburantes (bioetanol o
158iodiesel).
XI. Real Decreto 1777/2004, de 30 de julio, por el que se aprueba el Reglamento del
Impuesto sobre Sociedades. Desarrollo reglamentario de la Ley del Impuesto sobre
Sociedades.
XII. Real Decreto 774/2006, de 23 de junio, por el que se modifica el Reglamento de los
Impuestos Especiales. Modifica el Reglamento de los Impuestos Especiales para
adaptarlo a los cambios que se introdujeron en la Ley de Impuestos Especiales
como consecuencia de la Directiva 2003/96/CE del Consejo, de 27 de octubre,
sobre productos energéticos y de la electricidad. También modifica otros aspectosdel Reglamento relacionados con los biocarburantes y biocombustibles, como la
extensión a todos los productos de estas categorías del sistema de aplicación del
tipo impositivo antes establecido para el ETBE y la fijación de condiciones
especiales más permisivas para la autorización de depósitos fiscales cuya actividad
se limita exclusivamente a productos de la tarifa 2ª del Impuesto sobre
Hidrocarburos (alquitranes, benzoles y aceites) [5].
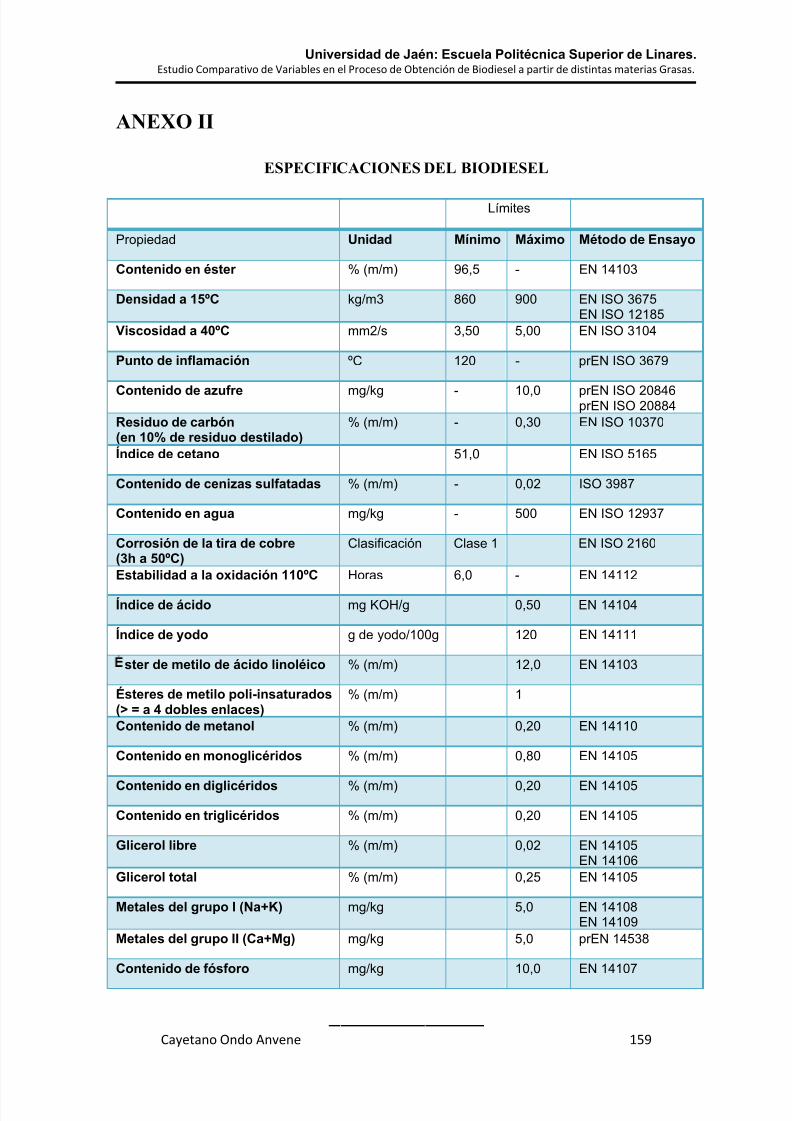
7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 164/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.
Cayetano Ondo Anvene 159
ANEXO II
ESPECIFICACIONES DEL BIODIESEL
Límites
Propiedad Unidad Mínimo Máximo Método de Ensayo
Contenido en éster % (m/m) 96,5 - EN 14103
Densidad a 15ºC kg/m3 860 900 EN ISO 3675EN ISO 12185
Viscosidad a 40ºC mm2/s 3,50 5,00 EN ISO 3104
Punto de inflamación ºC 120 - prEN ISO 3679
Contenido de azufre mg/kg - 10,0 prEN ISO 20846prEN ISO 20884
Residuo de carbón(en 10% de residuo destilado)
% (m/m) - 0,30 EN ISO 10370
Índice de cetano 51,0 EN ISO 5165
Contenido de cenizas sulfatadas % (m/m) - 0,02 ISO 3987
Contenido en agua mg/kg - 500 EN ISO 12937
Corrosión de la tira de cobre(3h a 50ºC)
Clasificación Clase 1 EN ISO 2160
Estabilidad a la oxidación 110ºC Horas 6,0 - EN 14112
Índice de ácido mg KOH/g 0,50 EN 14104
Índice de yodo g de yodo/100g 120 EN 14111
ster de metilo de ácido linoléico % (m/m) 12,0 EN 14103
Ésteres de metilo poli-insaturados(> = a 4 dobles enlaces)
% (m/m) 1
Contenido de metanol % (m/m) 0,20 EN 14110
Contenido en monoglicéridos % (m/m) 0,80 EN 14105
Contenido en diglicéridos % (m/m) 0,20 EN 14105
Contenido en triglicéridos % (m/m) 0,20 EN 14105
Glicerol libre % (m/m) 0,02 EN 14105EN 14106
Glicerol total % (m/m) 0,25 EN 14105
Metales del grupo I (Na+K) mg/kg 5,0 EN 14108EN 14109
Metales del grupo II (Ca+Mg) mg/kg 5,0 prEN 14538
Contenido de fósforo mg/kg 10,0 EN 14107

7/17/2019 TFG CAYETANO.pdf
http://slidepdf.com/reader/full/tfg-cayetanopdf 165/165
Universidad de Jaén: Escuela Politécnica Superior de Linares.Estudio Comparativo de Variables en el Proceso de Obtención de Biodiesel a partir de distintas materias Grasas.