TESIS-CARACTERIZACION DE CELDAS DE FLOTACION DE GRAN TAMAÑO
141
Universidad Técnica Federico Santa María Departamento de Procesos Químicos Biotecnológicos y Ambientales Departamento de Ciencia de Materiales CARACTERIZACIÓN DE CELDAS DE FLOTACIÓN DE GRAN TAMAÑO TESIS PRESENTADA POR JOSÉ MIGUEL LARENAS MAHN COMO REQUISITO PARCIAL PARA OPTAR AL TÍTULO DE INGENIERO CIVIL METALÚRGICO Y COMO REQUISITO PARCIAL PARA OPTAR AL GRADO ACADÉMICO DE MAGISTER EN CIENCIAS DE LA INGENIERÍA QUÍMICA CON MENCIÓN EN PROCESAMIENTO DE MINERALES Profesor Guía: Dr. Juan Yianatos Bernardino Valparaíso 2006
-
Upload
joselarenas -
Category
Documents
-
view
6.116 -
download
5
description
Hydrodynamic behavior and transport flux has been studied on a 130m3 flotation cell. Experimental measurements were made in the first rougher cell at “El Teniente” copper Concentrator. Mineral mass flow rate in the concentrator with 2 SAG mills reaches 2900 ton/h which are distributed in 4 flotation lines of 7 cells each.To characterize the cell, 4 studies were conducted, this is, aeration evaluation, particle segregation analysis, mixing regime characterization and froth face recovery estimation.Aeration evaluation study determined a superficial air velocity equal to 1,5 cm/s measured at froth pulp interface and the existence of rotational flux in the zones delimited by baffles, froth crowder and perimeter concentrate discharge.Particle segregation analysis in the collection zone reports existence of axial dispersion caused by rotational flux between baffles. This affects mainly thick particles (+150 μm). In the froth face zone, entrapment effect was observed to increase with the proximity to concentrate discharge contaminating the concentrate. Mainly, entrainment affects fine insoluble (-45μm).By implementing a radioactive trace technique, behavior of 5 classes of tracer, solids and liquid was studied, these allowed to determine mixing time of particles in about 100s, pulp circulation ratio around rotor equal to 4,7 relative to feed and has a flotation number Nf equal to 5, this is, the pulp circulates in average 5 times before living the cell. A semiempiric model of pulp transport flux was developed, simulation was run by using Simulink achieving good agreement with data obtained from radioactive tracers.Bubble load measurements were made, an average of 26,8 g/l was calculated. Copper grade of particles entering froth face by true flotation is equal to 24,8±1,0 %, the comparison of this result with copper grade on top of froth, equal to 22,9 ±0,2 %, indicates that particle detachment is not a selective process respect to mineralogy. Cell recovery was calculated equal to 62%. Froth recovery was estimated, by using bubble load method, equal to 53% and therefore collection zone recovery is equal to 75%. It was determined that entrainment has low incidence in froth recovery, in the other hand, it has significative incidence in concentrate grade. In consequence entrainment must be lower to optimize flotation process.Keywords: Froth flotation, Superficial air velocity, air holdup, particle segregation, mixing regime, radioactive tracer, mixing time, circulating ratio, flotation number, pulp transport modelation, froth recovery, bubble load, froth selectivity.
Transcript of TESIS-CARACTERIZACION DE CELDAS DE FLOTACION DE GRAN TAMAÑO
Universidad Técnica Federico Santa María Departamento de Procesos Químicos
Biotecnológicos y Ambientales
Departamento de Ciencia de Materiales
CARACTERIZACIÓN DE CELDAS DE FLOTACIÓN DE
GRAN TAMAÑO
TESIS PRESENTADA POR
JOSÉ MIGUEL LARENAS MAHN
COMO REQUISITO PARCIAL PARA OPTAR AL TÍTULO DE INGENIERO CIVIL
METALÚRGICO
Y
COMO REQUISITO PARCIAL PARA OPTAR AL GRADO ACADÉMICO DE MAGISTER EN
CIENCIAS DE LA INGENIERÍA QUÍMICA CON MENCIÓN EN PROCESAMIENTO DE
MINERALES
Profesor Guía: Dr. Juan Yianatos Bernardino
Valparaíso 2006
TÍTULO DE LA TÉSIS: CARACTERIZACIÓN DE CELDAS DE FLOTACIÓN DE GRAN TAMAÑO AUTOR: JOSÉ MIGUEL LARENAS MAHN TRABAJO DE TESIS, presentado en cumplimiento parcial de los requisitos para el Título
de Ingeniero Civil Metalúrgico y el Grado de Magíster en Ciencias de la Ingeniería
Química de la Universidad Técnica Federico Santa María.
Profesora Dra. Gianna Vellebuona S.
Profesor Dr. Juan Yianatos B.
Profesor Dr. Luis Bergh O.
Profesor Waldo Valderrama R.
Valparaíso, Marzo de 2006

A mi Señora, el resplandor de mis ojos y mi alegría. A mi Padre y compañero marinero, mí sostén y guía en la vida. A mi Madre (in memoriam), mi luz, mi esperanza. A mi Hermana, mi eterna compañera.
Agradecimientos
• Quiero expresar inmensa gratitud a mi profesor y maestro Dr Juan Yianatos, por
su constante apoyo durante gran parte de mi vida universitaria. Estoy seguro que sus
valiosas guías no solo me ayudaron en el plano universitario, sino en el camino de la
vida.
• A Francisco Díaz , Pedro Henríquez y Pedro Vega del Departamento de
Trazadores de la Comisión Chilena de Energía Nuclear por su dedicación y
enseñanzas en mis pasantías y en el estudio en la planta.
• A Dr. Michael Moys por su valiosa ayuda en el rediseño del equipo de medición de
carga de burbujas.
• A Oscar Vargas, Humberto Peña, Alejandro Costagliola, Roque Herrera, y
Reinaldo Roa del Laboratorio de Operaciones Unitarias por la construcción de los
instrumentos de medición.
• A la División El Teniente de Codelco Chile por permitirnos realizar la
caracterización de la celda de flotación, especialmente a Oscar Sobarzo y Boris
Figueroa por todo el apoyo brindado.
Caracterización de Celdas de Flotación de Gran Tamaño
-1-
Resumen Se estudió el comportamiento hidrodinámico y los flujos de transporte en una celda de
flotación de 130m3. Las mediciones experimentales fueron realizadas en la primera celda
del circuito de flotación primaria de concentrado de sulfuros de cobre del mineral de El
Teniente. El flujo de mineral en la planta concentradora con 2 molinos SAG alcanza
2900ton/h los que se distribuyen en 4 líneas de 7 celdas.
Para caracterizar la celda se realizaron 4 clases de estudios, esto es, la evaluación de la
aireación de la celda, el análisis de la segregación de partículas, la caracterización del
régimen de mezclado y la determinación de la recuperación de la zona de espuma.
La evaluación de la aireación determinó que la velocidad superficial de aire promedia
1,5cm/s en la interfase pulpa espuma y la existencia de flujos rotacionales en las zonas
determinadas por los baffles, el acelerador de espuma y el rebalse perimetral.
El análisis de segregación de partículas en la zona de colección muestra que existe
dispersión axial causada por el flujo rotacional entre baffles y este afecta mayoritariamente
a las partículas gruesas (+150 µm). En la zona de limpieza se observa el efecto del arrastre
hidráulico no selectivo con la cercanía al rebalse aumentando la recuperación y
disminuyendo la ley de concentrado. Se observa que el arrastre es mayoritariamente de
insolubles de tamaño fino (-45µm).
Implementando una técnica de trazado radiactivo se estudió el comportamiento de 5 clases
de trazadores, sólidos y líquidos, que permitieron determinar que el tiempo de mezcla de las
partículas es de aproximadamente 100s, que la razón de circulación de pulpa por el rotor es
de 4,7 respecto al flujo de alimentación y que tiene un número de flotación Nf igual a 5, es
decir, la pulpa circula en promedio 5 veces por el rotor antes de abandonar el sistema. Se
desarrolló un modelo semiempírico del flujo de transporte de pulpa, la simulación de éste
se realizó con Simulink logrando un buen ajuste.
Caracterización de Celdas de Flotación de Gran Tamaño
-2-
Se realizaron mediciones de carga de burbuja, promediando 26,8 g/L. La ley de Cu de las
partículas que ingresan a la zona de limpieza por flotación verdadera es de 24,8±1,0 %, la
comparación de este resultado con la ley de Cu en la superficie de espuma igual a 22,9 ±0,2
% indica que el proceso de ruptura del agregado no es selectivo en cuanto a mineralogía. Se
calculó la recuperación global de la celda igual a 62%. Se estimó la recuperación de la zona
de limpieza en 53% y la recuperación de la zona de colección en 75%.
Se determinó que el arrastre hidráulico no selectivo tiene baja incidencia en la recuperación
de la zona de espuma, sin embargo si tiene incidencia en la ley de concentrado por lo que se
debe disminuir el arrastre al concentrado para optimizar el proceso.
Keywords: Flotación convencional, Velocidad superficial, concentración de aire,
segregación partículas, régimen de mezclado, trazado radiactivo, tiempo de mezcla, razón
circulación interna, número flotación, modelación transporte pulpa, recuperación espuma,
carga burbujas, selectividad espuma.

Caracterización de Celdas de Flotación de Gran Tamaño
-3-
Abstract Hydrodynamic behavior and transport flux has been studied on a 130m3 flotation cell.
Experimental measurements were made in the first rougher cell at “El Teniente” copper
Concentrator. Mineral mass flow rate in the concentrator with 2 SAG mills reaches 2900
ton/h which are distributed in 4 flotation lines of 7 cells each.
To characterize the cell, 4 studies were conducted, this is, aeration evaluation, particle
segregation analysis, mixing regime characterization and froth face recovery estimation.
Aeration evaluation study determined a superficial air velocity equal to 1,5 cm/s measured
at froth pulp interface and the existence of rotational flux in the zones delimited by baffles,
froth crowder and perimeter concentrate discharge.
Particle segregation analysis in the collection zone reports existence of axial dispersion
caused by rotational flux between baffles. This affects mainly thick particles (+150 µm). In
the froth face zone, entrapment effect was observed to increase with the proximity to
concentrate discharge contaminating the concentrate. Mainly, entrainment affects fine
insoluble (-45µm).
By implementing a radioactive trace technique, behavior of 5 classes of tracer, solids and
liquid was studied, these allowed to determine mixing time of particles in about 100s, pulp
circulation ratio around rotor equal to 4,7 relative to feed and has a flotation number Nf
equal to 5, this is, the pulp circulates in average 5 times before living the cell. A
semiempiric model of pulp transport flux was developed, simulation was run by using
Simulink achieving good agreement with data obtained from radioactive tracers.
Bubble load measurements were made, an average of 26,8 g/l was calculated. Copper grade
of particles entering froth face by true flotation is equal to 24,8±1,0 %, the comparison of
this result with copper grade on top of froth, equal to 22,9 ±0,2 %, indicates that particle
Caracterización de Celdas de Flotación de Gran Tamaño
-4-
detachment is not a selective process respect to mineralogy. Cell recovery was calculated
equal to 62%. Froth recovery was estimated, by using bubble load method, equal to 53%
and therefore collection zone recovery is equal to 75%.
It was determined that entrainment has low incidence in froth recovery, in the other hand, it
has significative incidence in concentrate grade. In consequence entrainment must be lower
to optimize flotation process.
Keywords: Froth flotation, Superficial air velocity, air holdup, particle segregation, mixing
regime, radioactive tracer, mixing time, circulating ratio, flotation number, pulp transport
modelation, froth recovery, bubble load, froth selectivity.
Caracterización de Celdas de Flotación de Gran Tamaño
-5-
Tabla de Contenidos Resumen................................................................................................................................. 1
Abstract .................................................................................................................................. 3
Tabla de Contenidos............................................................................................................... 5
Lista de Tablas ....................................................................................................................... 7
Lista Tablas Anexos............................................................................................................... 8
Lista de Figuras .................................................................................................................... 10
1 INTRODUCCIÓN ....................................................................................................... 12
1.1 Motivación del Estudio ........................................................................................ 13
1.2 Objetivos .............................................................................................................. 14
1.2.1 Objetivos Generales ..................................................................................... 14 1.2.2 Objetivos Específicos................................................................................... 14
1.3 Estructura Tesis.................................................................................................... 15
2 ANTECEDENTES....................................................................................................... 16
2.1 Circuito Flotación Primaria.................................................................................. 17
2.2 Características Celda Flotación............................................................................ 18
2.3 Flujo de Alimentación a Flotación....................................................................... 21
2.4 Composición Mineralógica .................................................................................. 24
3 EVALUACIÓN DE LA AIREACIÓN........................................................................ 25
3.1 Velocidad de aire en la succión............................................................................ 28
3.2 Velocidad Superficial de Aire Local.................................................................... 34
3.3 Concentración de Aire Local ............................................................................... 38
4 EVALUACIÓN DE LA SEGREGACIÓN DE PARTÍCULAS.................................. 42
4.1 Muestreo en Profundidad ..................................................................................... 43
4.2 Perfil granulométrico ........................................................................................... 45
4.3 Perfil axial de % de sólidos.................................................................................. 48
4.4 Perfil axial de leyes totales................................................................................... 52
4.4.1 Perfil Axial de leyes de Cu .......................................................................... 54 4.4.2 Perfil axial de leyes de Insolubles............................................................... 56
4.5 Perfil de leyes por clase de tamaño...................................................................... 58
4.5.1 Perfiles de leyes de Cu por clase de tamaño ................................................ 58 4.5.2 Perfiles de Leyes de Insolubles por clase de tamaño ................................... 62
Caracterización de Celdas de Flotación de Gran Tamaño
-6-
4.6 Scanner de Rayos Gamma ................................................................................... 67
5 CARACTERIZACIÓN RÉGIMEN DE MEZCLADO ............................................... 71
5.1 Resultados Trazado Radiactivo............................................................................ 74
5.2 Tiempo de mezcla ................................................................................................ 78
5.3 Razón de circulación interna................................................................................ 78
5.4 Número de Flotación............................................................................................ 79
5.5 Modelación........................................................................................................... 80
5.6 Ajuste del Modelo y Simulación.......................................................................... 82
6 RECUPERACIÓN DE ESPUMA ............................................................................... 86
6.1 Diseño y operación del equipo............................................................................. 88
6.2 Mediciones de carga de burbuja........................................................................... 90
6.3 Flujo de carga en la interfase ............................................................................... 93
6.4 Recuperación de Espuma ..................................................................................... 93
6.5 Selectividad de espuma........................................................................................ 96
6.5.1 Discusión supuesto....................................................................................... 99 6.6 Estimación del Arrastre Hidráulico Máximo ..................................................... 100
7 CONCLUSIONES ..................................................................................................... 103
8 REFERENCIAS......................................................................................................... 107
9 NOMENCLATURA .................................................................................................. 110
ANEXOS ........................................................................................................................... 112
Anexo A- Mediciones velocidad en la succión.............................................................. 113
Anexo B- Granulometría muestras Noviembre.............................................................. 115
Radio Medición 1910mm........................................................................................... 115 Radio medición 2210mm ........................................................................................... 121 Radio medición 2510mm ........................................................................................... 127
Anexo-C Leyes Globales y por clase de tamaño ........................................................... 133
Caracterización de Celdas de Flotación de Gran Tamaño
-7-
Lista de Tablas
Tabla 1 Flujo de Alimentación y Tiempo de Residencia por Campaña de Medición ......... 21 Tabla 2 Composición mineralógica alimentación flotación................................................. 24 Tabla 3 Velocidad media corregida. Método de Deissler. ................................................... 32 Tabla 4 Estimación de la velocidad superficial de aire en la interfase. ............................... 33 Tabla 5 Velocidad local de aire superficial.......................................................................... 37 Tabla 6 Resultados mediciones de concentración de aire local. 18 enero 2005 .................. 40 Tabla 7 Comparación celdas de menor tamaño ................................................................... 41 Tabla 8 Promedio distribución de peso por clase tamaño. 30cm-400cm............................. 45 Tabla 9 Promedio de leyes de Cu +150 Intervalo 30cm-400cm.......................................... 58 Tabla 10 Promedio de leyes de Cu -150+45 Intervalo 30cm-400cm .................................. 59 Tabla 11 Evolución radial del promedio de leyes de Cu -45. Intervalo 30cm-400cm......... 60 Tabla 12 Ley media perfil axial insolubles +150................................................................. 62 Tabla 13 Ley media de insolubles -150+45. 30cm-400cm.................................................. 63 Tabla 14 Ley media de insolubles -45. 30cm-400cm .......................................................... 64 Tabla 15 Tiempo medio de residencia celda........................................................................ 80 Tabla 16 Funciones de transferencia del modelo de transporte de pulpa ............................ 82 Tabla 17 Parámetros de funciones de transferencia, modelo líquido................................... 83 Tabla 18 Carga burbuja. 10 cm bajo interfase. Julio 2004 .................................................. 91 Tabla 19 Carga burbuja. 12 cm bajo interfase. Noviembre 2004 ........................................ 91 Tabla 20 Carga burbuja. 8 cm bajo interfase. Enero 2005................................................... 91 Tabla 21 Carga de burbuja. Dispositivo 2. Enero 2005 ....................................................... 92 Tabla 22Ley media superficie espuma................................................................................. 97 Tabla 23 Ley media carga burbuja....................................................................................... 97 Tabla 24 Balance de masa ajustado celda ............................................................................ 98 Tabla 25 Flujos y Leyes celda.............................................................................................. 99 Tabla 26 Flujos y Leyes celda............................................................................................ 101 Tabla 27 Recuperación celda arrastre máximo .................................................................. 101 Tabla 28 Recuperación celda arrastre mínimo................................................................... 101
Caracterización de Celdas de Flotación de Gran Tamaño
-8-
Lista Tablas Anexos
Tabla A 1 Mediciones succión 8 julio 2004 ...................................................................... 113 Tabla A 2 Mediciones succión 4 noviembre 2004............................................................. 113 Tabla A 3 Mediciones succión 5 noviembre 2004............................................................. 113 Tabla A 4 Mediciones succión 17 enero 2005................................................................... 113 Tabla A 5 Mediciones succión 18 enero 2005................................................................... 114
Tabla B 1 Granulometría muestra A1 ................................................................................ 115 Tabla B 2 Granulometría muestra A2 ................................................................................ 115 Tabla B 3 Granulometría muestra A3 ................................................................................ 116 Tabla B 4 Granulometría muestra A4 ................................................................................ 116 Tabla B 5 Granulometría muestra A5 ................................................................................ 117 Tabla B 6Granulometría muestra A6 ................................................................................. 117 Tabla B 7 Granulometría muestra A7 ................................................................................ 118 Tabla B 8Granulometría muestra A8 ................................................................................. 118 Tabla B 9 Granulometría muestra A9 ................................................................................ 119 Tabla B 10 Granulometría muestra A10 ............................................................................ 119 Tabla B 11 Granulometría muestra A11 ............................................................................ 120 Tabla B 12 Granulometría muestra A12 ............................................................................ 120 Tabla B 13 Granulometría muestra B1 .............................................................................. 121 Tabla B 14 Granulometría muestra B2 .............................................................................. 121 Tabla B 15 Granulometría muestra B3 .............................................................................. 122 Tabla B 16 Granulometría muestra B4 .............................................................................. 122 Tabla B 17 Granulometría muestra B5 .............................................................................. 123 Tabla B 18 Granulometría muestra B6 .............................................................................. 123 Tabla B 19 Granulometría muestra B7 .............................................................................. 124 Tabla B 20 Granulometría muestra B8 .............................................................................. 124 Tabla B 21 Granulometría muestra B9 .............................................................................. 125 Tabla B 22 Granulometría muestra B10 ............................................................................ 125 Tabla B 23 Granulometría muestra B11 ............................................................................ 126 Tabla B 24 Granulometría muestra B12 ............................................................................ 126 Tabla B 25 Granulometría muestra C1 .............................................................................. 127 Tabla B 26 Granulometría muestra C2 .............................................................................. 127 Tabla B 27 Granulometría muestra C3 .............................................................................. 128 Tabla B 28 Granulometría muestra C4 .............................................................................. 128 Tabla B 29 Granulometría muestra C5 .............................................................................. 129 Tabla B 30 Granulometría muestra C6 .............................................................................. 129 Tabla B 31Granulometría muestra C7 ............................................................................... 130 Tabla B 32 Granulometría muestra C8 .............................................................................. 130 Tabla B 33 Granulometría muestra C9 .............................................................................. 131 Tabla B 34 Granulometría muestra C10 ............................................................................ 131 Tabla B 35 Granulometría muestra C11 ............................................................................ 132
Caracterización de Celdas de Flotación de Gran Tamaño
-9-
Tabla B 36 Granulometría muestra C12 ............................................................................ 132
Tabla C 1 Leyes globales Cu, Mo, Fe e Insolubles. Radio medición 1910mm................. 133 Tabla C 2 Leyes globales Cu, Mo, Fe e Insolubles. Radio medición 2210mm................. 133 Tabla C 3 Leyes globales Cu, Mo, Fe e Insolubles. Radio medición 2510mm................. 133 Tabla C 4 Leyes globales Cu, Mo, Fe e Insolubles............................................................ 134 Tabla C 5 Leyes por clase de tamaño. Cu, Mo, Fe e Insolubles. Radio medición 1910mm............................................................................................................................................ 135 Tabla C 6 Leyes por clase de tamaño. Cu, Mo, Fe e Insolubles. Radio medición 2210mm............................................................................................................................................ 136 Tabla C 7 Leyes por clase de tamaño. Cu, Mo, Fe e Insolubles. Radio medición 2510mm............................................................................................................................................ 137
Caracterización de Celdas de Flotación de Gran Tamaño
-10-
Lista de Figuras
Figura 1 Configuración líneas de flotación primaria ........................................................... 17 Figura 2 Elementos principales de la celda de flotación...................................................... 18 Figura 3 Elementos y dimensiones de celda de flotación .................................................... 19 Figura 4 Flujo alimentación 8 Julio 2004 ............................................................................ 22 Figura 5 Flujo alimentación 9 julio de 2004 ........................................................................ 22 Figura 6 Flujo alimentación 4 noviembre de 2004 ............................................................. 22 Figura 7 Flujo alimentación 5 noviembre de 2004 .............................................................. 23 Figura 8 Flujo alimentación 18 enero de 2005 .................................................................... 23 Figura 9 Instalación prolongación succión de aire............................................................... 29 Figura 10 Diagrama de instalación para medir el flujo de aire ............................................ 29 Figura 11 Perfil de velocidad de aire en la succión. 8 Julio 2004........................................ 30 Figura 12 Perfil de velocidad de aire en la succión. 4 Nov 2004......................................... 30 Figura 13 Perfil de velocidad de aire en la succión. 18 enero 2005.................................... 31 Figura 14 Montaje sistema de medición de velocidad superficial de aire local................... 35 Figura 15 Comportamiento rotámetro.................................................................................. 36 Figura 16 Medición concentración de aire en celda............................................................. 38 Figura 17 Medidor de concentración de aire local............................................................... 39 Figura 18 Puntos de medición, vista superior. ..................................................................... 40 Figura 19 Sistema de muestreo en profundidad................................................................... 44 Figura 20 Puntos de muestreo de % de sólidos y ley mineral............................................. 44 Figura 21 Perfil granulométrico +150 para 1910mm, 2210mm y 2510mm. ....................... 46 Figura 22 Perfil granulométrico -150+45 para 1910mm, 2210mm y 2510mm................... 47 Figura 23 Perfil granulométrico -45 para 1910mm, 2210mm y 2510mm. .......................... 47 Figura 24 Evolución radial del perfil axial de % de Sólidos. Intervalo 5cm-400cm. .......... 48 Figura 25 Perfil axial de % de Sólidos. Intervalo 5cm-140cm. .......................................... 49 Figura 26 Perfil radial de % de sólidos ................................................................................ 50 Figura 27 Puntos muestreo perfil axial ................................................................................ 50 Figura 28 Rotación de pulpa entre bafles............................................................................. 51 Figura 29 Perfil axial de leyes de Cu, Mo, Fe e Insolubles. 1910mm ................................. 52 Figura 30 Perfil axial de leyes de Cu, Mo, Fe e Insolubles.1910mm. Int. 5cm-100cm....... 53 Figura 31 Perfiles axiales de leyes de Cu ............................................................................ 54 Figura 32 Perfiles axiales de leyes de Cu. Intervalo 5cm-100cm. ....................................... 55 Figura 33 Perfil radiales de leyes Cu en espuma ................................................................. 55 Figura 34 Perfiles de leyes de Insolubles. 5cm-400cm........................................................ 56 Figura 35 Perfiles de leyes de Insolubles. Intervalo 5cm-60cm .......................................... 56 Figura 36 Perfil radial ley insolubles ................................................................................... 57 Figura 37 Comparación perfiles radiales Cu e Insolubles ................................................... 57 Figura 38 Evolución radial perfil axial de leyes de Cu +150. Intervalo 5cm-100cm. ......... 58 Figura 39 Perfiles axial de leyes de Cu -150 +45, 1910mm, 2210mm y 2510mm.............. 59 Figura 40 Perfiles de leyes de Cu -45 para 1910mm, 2210mm y 2510mm......................... 60 Figura 41 Perfiles radiales ley Cu. Por clase de tamaño. 10 cm. ......................................... 61 Figura 42 Perfiles radiales ley Cu por clase tamaño. 5cm ................................................... 61 Figura 43 Perfil axial de leyes de Insolubles+150. Para 1910mm, 2210mm y 2510mm. ... 62
Caracterización de Celdas de Flotación de Gran Tamaño
-11-
Figura 44 Perfil axial de leyes de Insolubles-150+45......................................................... 63 Figura 45 Perfil axial de leyes de Insolubles -45. 1910mm, 2210mm y 2510mm. ............. 64 Figura 46 Perfil radial de leyes de Insolubles. 10cm ........................................................... 65 Figura 47 Perfil radial de leyes de insolubles.5cm .............................................................. 65 Figura 48 Perfiles radiales Cu e Insoluble. 5cm .................................................................. 66 Figura 49 Trazado cuerda medición densidad relativa ........................................................ 68 Figura 50 Medición densidad relativa.................................................................................. 68 Figura 51 Perfil de densidad relativa. Scanner de rayos Gamma. ....................................... 69 Figura 52 Inyección de trazador y posición de detectores ................................................... 73 Figura 53 Trayectoria Pulpa................................................................................................. 75 Figura 54 Señales manto. Trazador Relave Grueso ............................................................. 76 Figura 55 Señales manto. Trazador Relave Intermedio ....................................................... 76 Figura 56 Señales manto. Trazador Relave Fino ................................................................. 77 Figura 57 Señales manto. Trazador Concentrado ................................................................ 77 Figura 58 Señales manto. Trazador Liquido Br-82.............................................................. 78 Figura 59 Modelación física del transporte de pulpa en la celda de flotación..................... 81 Figura 60 Simulación señal 2. Trazador líquido .................................................................. 84 Figura 61 Simulación señal 3. Trazador líquido. ................................................................. 84 Figura 62 Comparación señal de concentrado y simulación............................................... 85 Figura 63 Comparación señal de cola y simulación ............................................................ 85 Figura 64 Medidor de carga de burbuja ............................................................................... 88 Figura 65 Modelo celda de flotación ................................................................................... 94 Figura 66 Flujos en la zona de espuma ................................................................................ 94 Figura 67 Sensibilización flujo arrastre a la interfase........................................................ 102
Capítulo 1 Introducción
-12-
1 INTRODUCCIÓN
Capítulo 1 Introducción
-13-
1.1 Motivación del Estudio
Debido al gran tamaño de los equipos de flotación de los que dispone la industria minera el
día de hoy, resulta imposible realizar su caracterización en forma previa a la adquisición.
La información disponible se basa en estudios de laboratorio, simulaciones asistidas por
computador o extrapolaciones de aplicaciones de menor tamaño, de esta manera, la única
forma de evaluar el rendimiento del equipo es instalándolo en la planta bajo régimen de
operación normal.
Dada la reciente incorporación de las celdas de flotación de gran tamaño a los circuitos de
concentración de minerales es que se presenta una gran oportunidad para caracterizar su
comportamiento bajo régimen de operación normal para así comprender y comparar su
comportamiento con las celdas de menor tamaño.
La condición hidrodinámica puede ser caracterizada de varias maneras (Power et al, 2000),
considerando la dispersión de gas, características de mezclado y potencia consumida.
En cuanto a caracterización hidrodinámica, esta tesis se enfoca en realizar el estudio de
aireación de la celda y dispersión de gas; evaluación del la segregación radial y axial de
partículas para concluir con la modelación de los flujos de pulpa en el reactor.
Por último, dada su relevancia en la determinación de la recuperación de espuma se
estudian los flujos de transporte de partículas a través de la interfase pulpa-espuma
Capítulo 1 Introducción
-14-
1.2 Objetivos
1.2.1 Objetivos Generales
• Estudiar el comportamiento hidrodinámico y los flujos de transporte de interfase en
una celda de flotación de gran tamaño.
1.2.2 Objetivos Específicos
• Evaluar la aireación de la celda
• Evaluar el nivel de segregación radial y axial de la pulpa
• Diseñar un modelo semiempírico de la celda de flotación de gran tamaño tomando
en consideración los procesos internos de circulación y cortocircuito.
• Evaluar el transporte de mineral en la interfase pulpa espuma
Capítulo 1 Introducción
-15-
1.3 Estructura Tesis El Capítulo 2 introduce al lector los antecedentes de la celda de flotación en la que se
realizaron los estudios considerando información de diseño obtenida del proveedor e
información del flujo de alimentación a flotación.
El Capítulo 3 describe los diversos estudios que han sido realizados para determinar el
grado de aireación de la celda y la dispersión del gas, describiendo tanto los equipos
utilizados como el procedimiento para realizar las mediciones. Se presentan los resultados y
se discuten.
El Capítulo 4 detalla los dos estudios realizados para evaluar la segregación de las
partículas en el seno de la pulpa y en la interfase en los ejes axial y radial de la celda..
El Capítulo 5 estudia el comportamiento de la pulpa en términos de su trayectoria, tiempos
y velocidades de desplazamientos por zona, determina la razón de circulación interna, el
tiempo de mezcla de la pulpa y presenta un nuevo número adimensional para caracterizar la
operación. Finalmente se presenta un modelo semiempírico y la simulación de éste.
El Capítulo 6 presenta las mediciones de carga de burbuja que permiten determinar los
flujos de mineral que ingresan a la zona de espuma para luego determinar la recuperación
de esta zona.
Capítulo 2 Antecedentes
-16-
2 ANTECEDENTES
Capítulo 2 Antecedentes
-17-
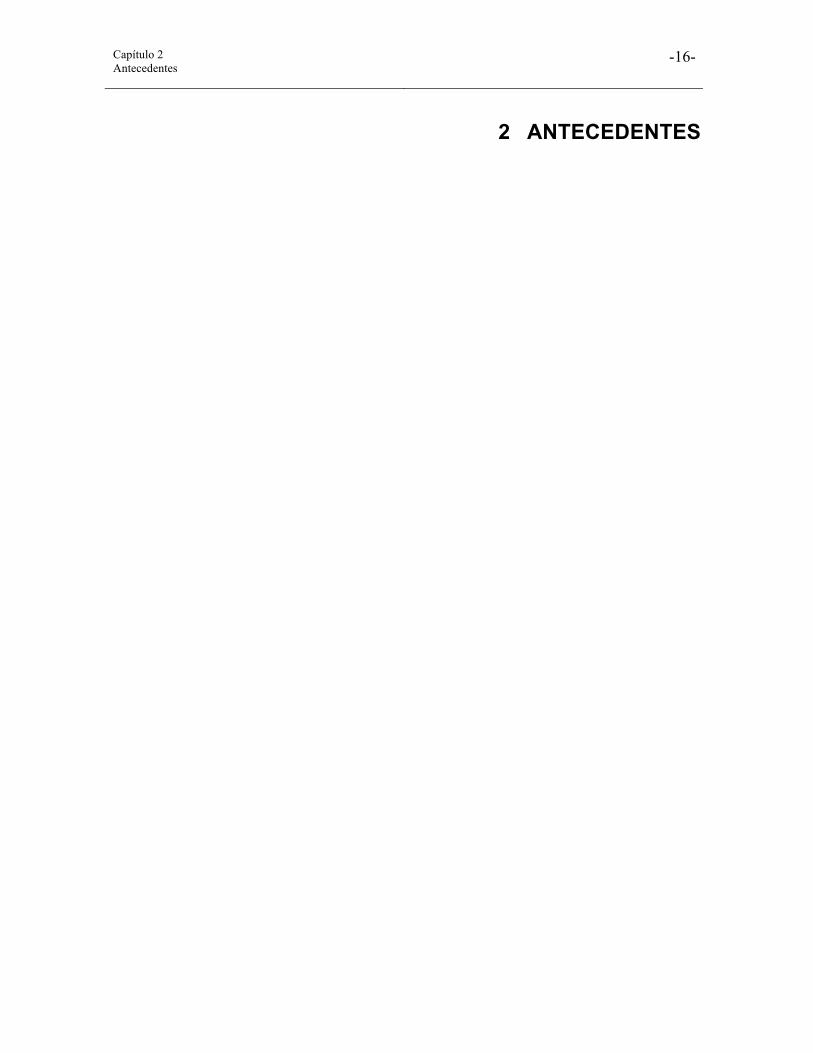
2.1 Circuito Flotación Primaria Todas las mediciones requeridas para este estudio fueron realizadas en la planta
concentradora de sulfuros de cobre de la División Teniente de Codelco Chile.
Específicamente las mediciones se llevaron a cabo en la primera celda de la línea 3 de
flotación primaria (Figura 1). Cada línea está conformada por 7 celdas de flotación en
configuración 1-2-2-2. Se destaca en la Figura 1 la celda en la que se realizaron las
mediciones.
Figura 1 Configuración líneas de flotación primaria
Capítulo 2 Antecedentes
-18-
2.2 Características Celda Flotación
Las celdas de flotación que conforman el circuito de flotación primaria son todas celdas de
manufactura Wemco, modelo “Smart Cell 130” de 130 m3 de volumen nominal. El aire
ingresa a la celda por autoaspiración pudiendo regular el flujo de aire modificando la
sumergencia y la velocidad de rotación del rotor. Este procedimiento se lleva a cabo
usualmente en la puesta en marcha del equipo, pero una vez que se encuentra en operación
normal este parámetro no es modificado y el flujo de aire no tiene regulación.
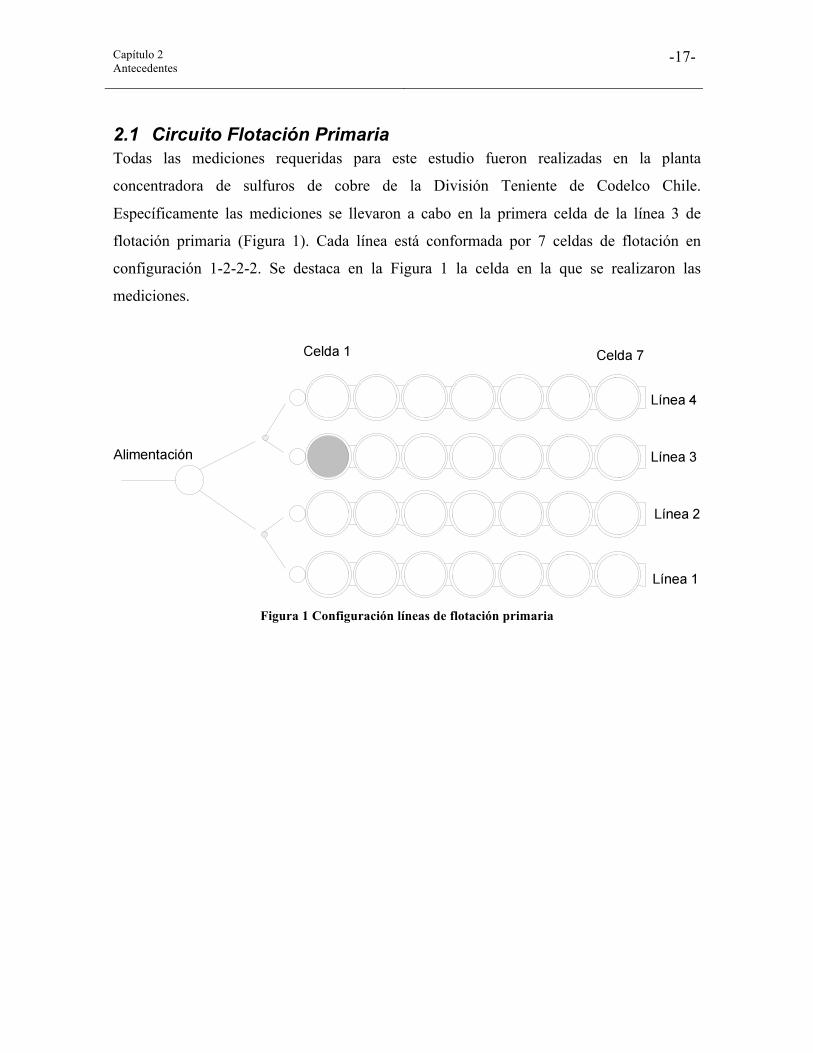
La Figura 2 ilustra la construcción general de la celda de flotación estudiada. La
alimentación de pulpa es realizada desde el cajón de alimentación por el fondo de la celda.
Las partículas no colectadas abandonan la celda por la línea de relave que las conduce a la
celda siguiente. Las partículas recuperadas son evacuadas por el rebalse de concentrado,
finalmente, el aire es autoaspirado por la parte superior de la celda.
Figura 2 Elementos principales de la celda de flotación
Capítulo 2 Antecedentes
-19-
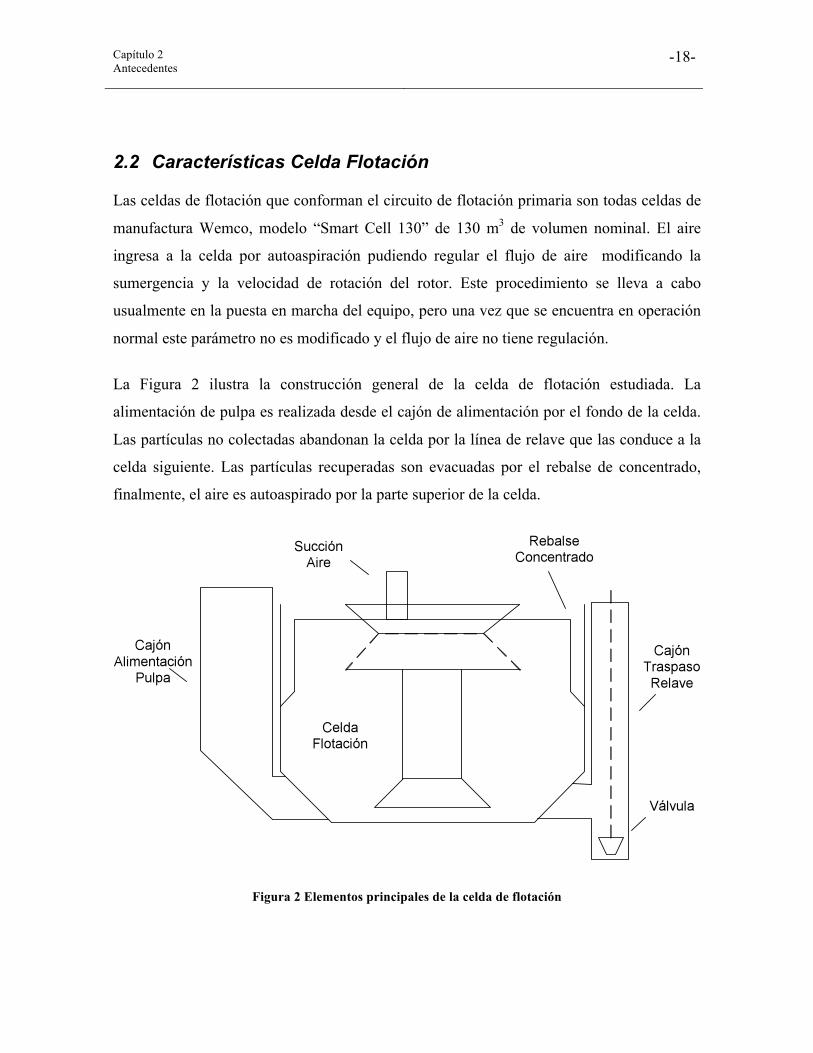
La altura interna de la celda es de 4618mm, tiene sección circular con radio interno de
6620mm y los elementos principales de la construcción y operación del reactor son los
siguientes (Figura 3):
Figura 3 Elementos y dimensiones de celda de flotación
• Fondo Falso: tiene numerosas perforaciones que permiten la circulación de la pulpa
alimentada por el cajón de alimentación y la pulpa que recircula en el volumen de la
celda.
• Tubo de ascenso: ubicado sobre el fondo falso, permite canalizar el flujo ascendente
de pulpa hasta la zona del rotor.
• Rotor: Es el responsable de 3 funciones, primero, lograr la suspensión de las
partículas en todo el volumen de la celda, realizar la circulación de la pulpa y
producir la succión y dispersión de aire para ponerlo en contacto con las partículas.
El rotor de la celda mide 1090mm.
• Faldón: modera la velocidad de la pulpa circulada por el rotor, el faldón es un cono
truncado con numerosas perforaciones para permitir el paso de la pulpa.
• Acelerador de Espuma: aumenta la velocidad de descarga de la espuma en la zona
central.
• Baffles: limitan la rotación de la pulpa.
Capítulo 2 Antecedentes
-20-
• Rebalse concentrado: canalización que recibe el desborde de la espuma que
transporta el concentrado del mineral. Existen 12 rebalses radiales y un rebalse
perimetral a lo largo de toda la circunferencia de la celda.
La potencia instalada en la celda es de 150kW de los que se transfieren efectivamente al
medio (ensayo con agua) 119kW. Considerando el volumen nominal de 130m3 la potencia
específica es de 0,92 kW/m3. El número de potencia es 5.70, este número adimensional
caracteriza la interacción del impulsor con la pulpa y se calcula con la ecuación (1):
(1)
El número de capacidad de aire es de 0,15. El número de capacidad de aire define la razón
crítica entre el flujo de aire y la velocidad de succión del rotor, ecuación (2)
(2)
Capítulo 2 Antecedentes
-21-
2.3 Flujo de Alimentación a Flotación El circuito de flotación primaria es alimentado con pulpa proveniente del circuito de
molienda SAG. La Tabla 1 muestra los flujos de alimentación de pulpa para cada una de
las campañas de medición, también se calculan los tiempos de residencia nominales para el
intervalo de tiempo señalado. Ecuación (3)
(3)
Tabla 1 Flujo de Alimentación y Tiempo de Residencia por Campaña de Medición
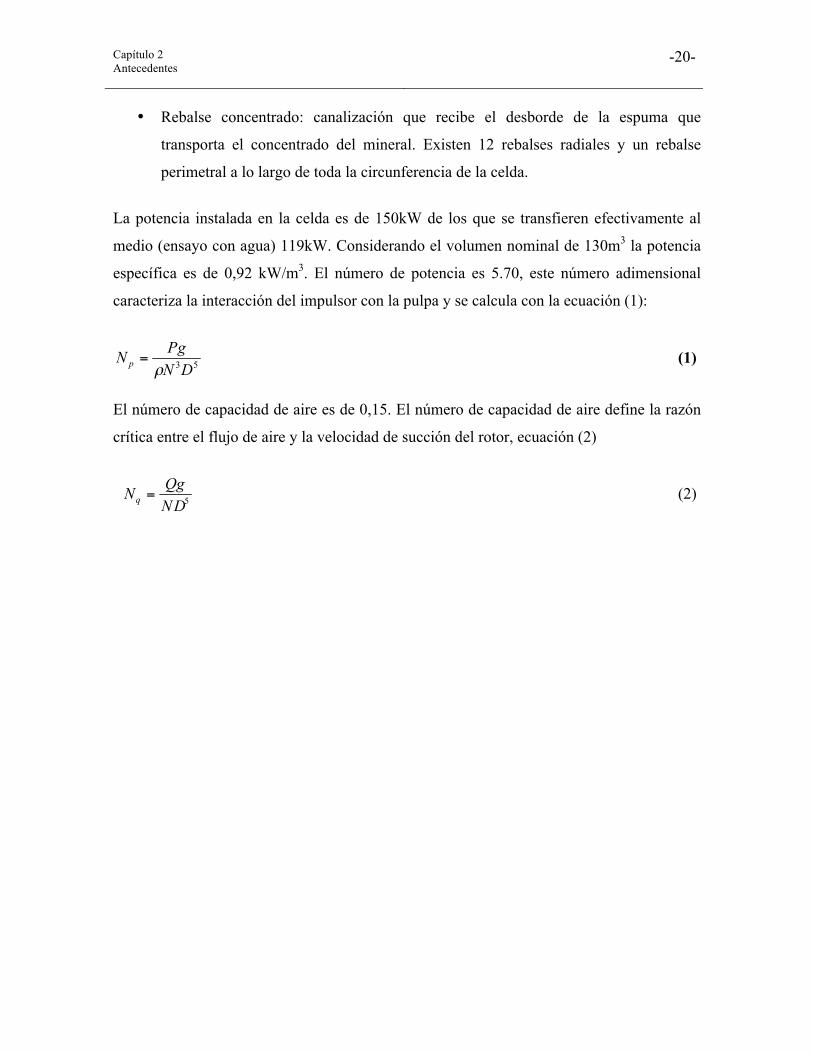
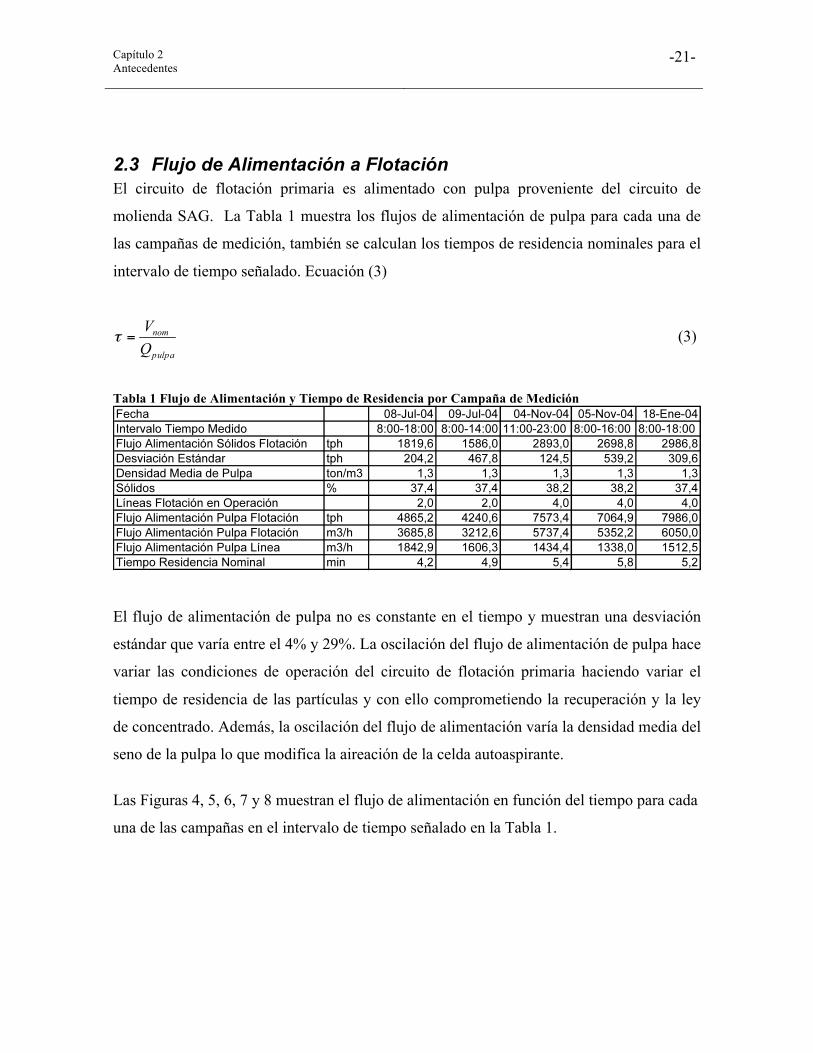
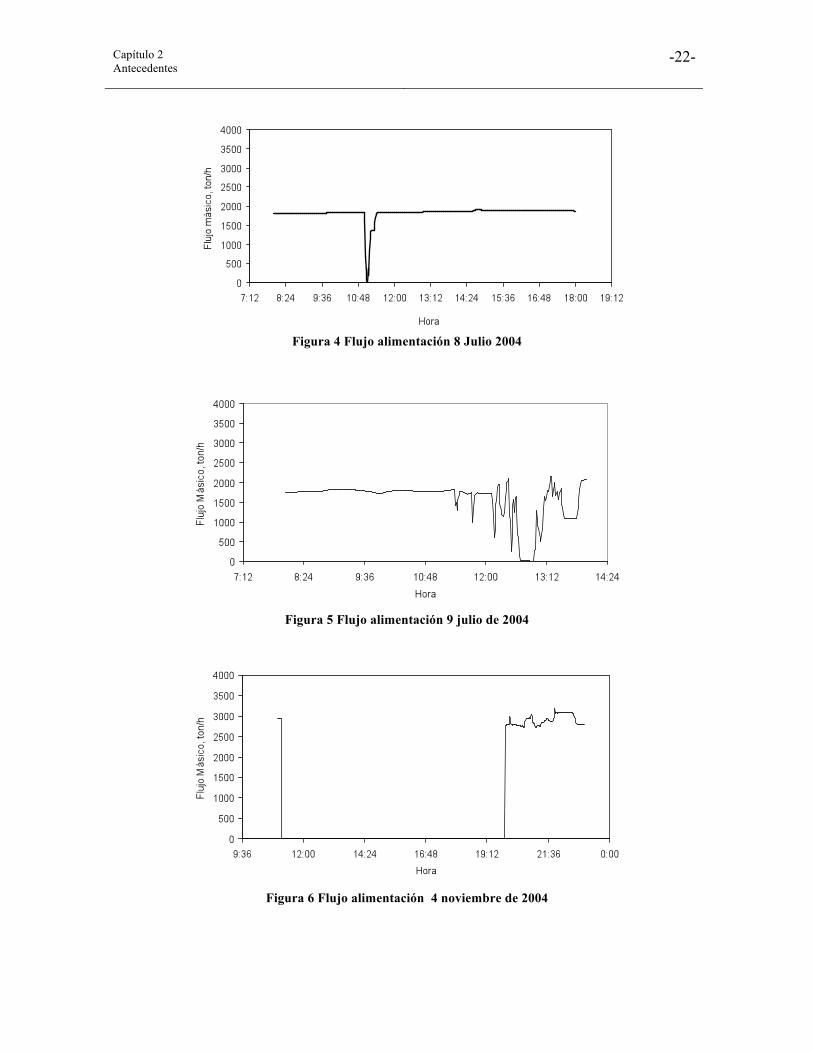
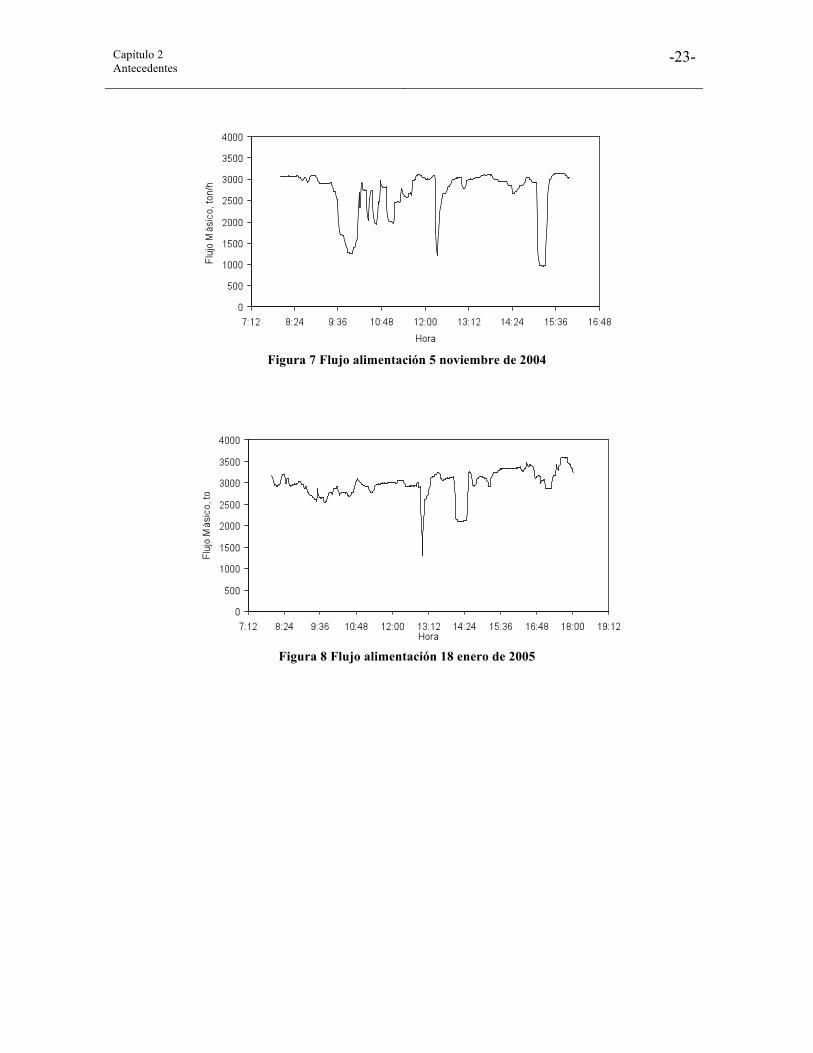
El flujo de alimentación de pulpa no es constante en el tiempo y muestran una desviación
estándar que varía entre el 4% y 29%. La oscilación del flujo de alimentación de pulpa hace
variar las condiciones de operación del circuito de flotación primaria haciendo variar el
tiempo de residencia de las partículas y con ello comprometiendo la recuperación y la ley
de concentrado. Además, la oscilación del flujo de alimentación varía la densidad media del
seno de la pulpa lo que modifica la aireación de la celda autoaspirante.
Las Figuras 4, 5, 6, 7 y 8 muestran el flujo de alimentación en función del tiempo para cada
una de las campañas en el intervalo de tiempo señalado en la Tabla 1.
Capítulo 2 Antecedentes
-22-
Figura 4 Flujo alimentación 8 Julio 2004
Figura 5 Flujo alimentación 9 julio de 2004
Figura 6 Flujo alimentación 4 noviembre de 2004
Capítulo 2 Antecedentes
-23-
Figura 7 Flujo alimentación 5 noviembre de 2004
Figura 8 Flujo alimentación 18 enero de 2005
Capítulo 2 Antecedentes
-24-
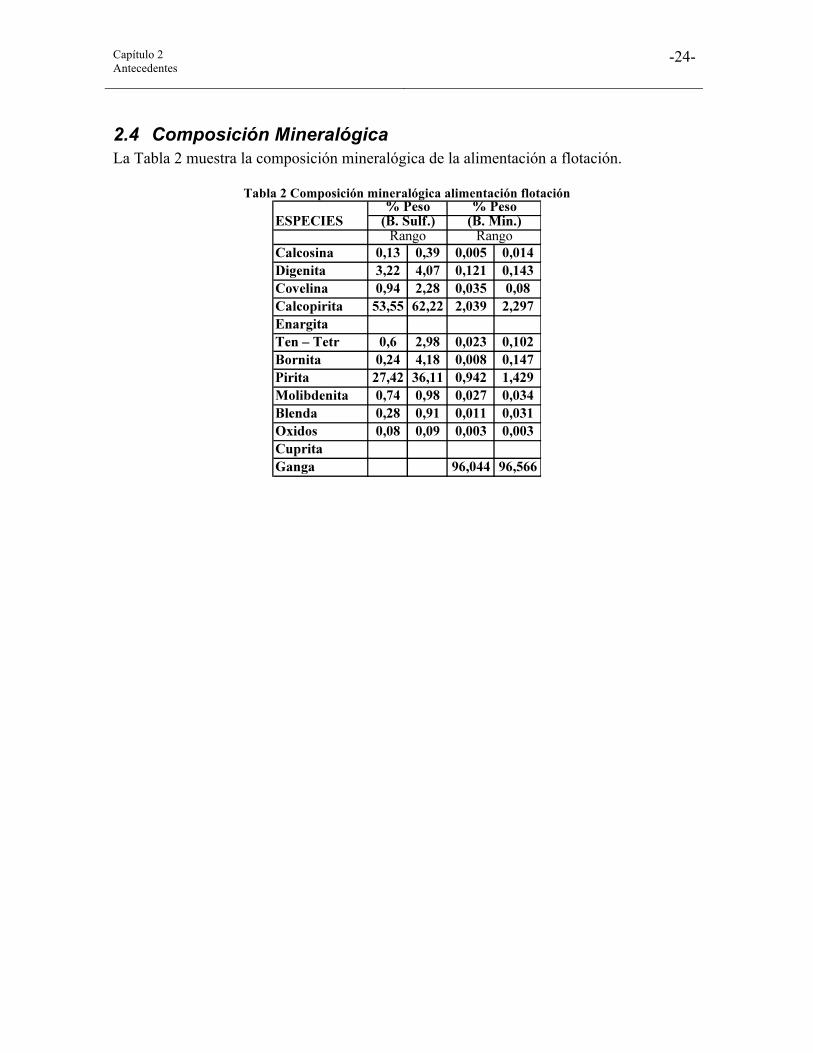
2.4 Composición Mineralógica La Tabla 2 muestra la composición mineralógica de la alimentación a flotación.
Tabla 2 Composición mineralógica alimentación flotación
Capítulo 3 Evaluación de la Aireación
-25-
3 EVALUACIÓN DE LA AIREACIÓN
Capítulo 3 Evaluación de la Aireación
-26-
La dispersión de gas es una medida del grado de mezcla de éste en el seno de la pulpa. El
grado de dispersión es función principalmente de la velocidad angular del rotor y la
sumergencia de éste, que controla el flujo de aire que ingresa a la celda en el caso de las
celdas autoaspiradas. Otros factores que inciden en la dispersión del gas son la
concentración de reactivo espumante, dimensión y diseño de celda como la existencia de
baffles.
Para determinar la eficiencia en la dispersión del gas las siguientes mediciones pueden ser
realizadas:
• Tamaño de burbujas característico
• Concentración de aire
• Velocidad superficial de aire local
Los valores de estas mediciones pueden ser combinados para calcular el flujo de superficies
de burbujas, Sb.
El tamaño de burbujas característico puede ser expresado de diferentes maneras, dos de las
más comunes son el uso del diámetro medio aritmético y el diámetro Sauter.
La concentración de aire es la fracción de volumen de gas en un volumen de pulpa. Esta
variable es función principalmente del diámetro de burbujas y flujo de aire.
La velocidad superficial de aire es la razón del flujo volumétrico de aire y el área de flujo.
Es una medida de la capacidad de aireación de la celda y tiene una influencia directa en la
cinética de flotación (Ahmed y Jameson, 1989).
El flujo de superficies de burbuja, Sb, combina la velocidad superficial de aire (medida de
capacidad de aireación) y el tamaño de burbuja característico (medida de dispersión de aire)
en una sola variable. Se calcula utilizando la relación siguiente,
Capítulo 3 Evaluación de la Aireación
-27-
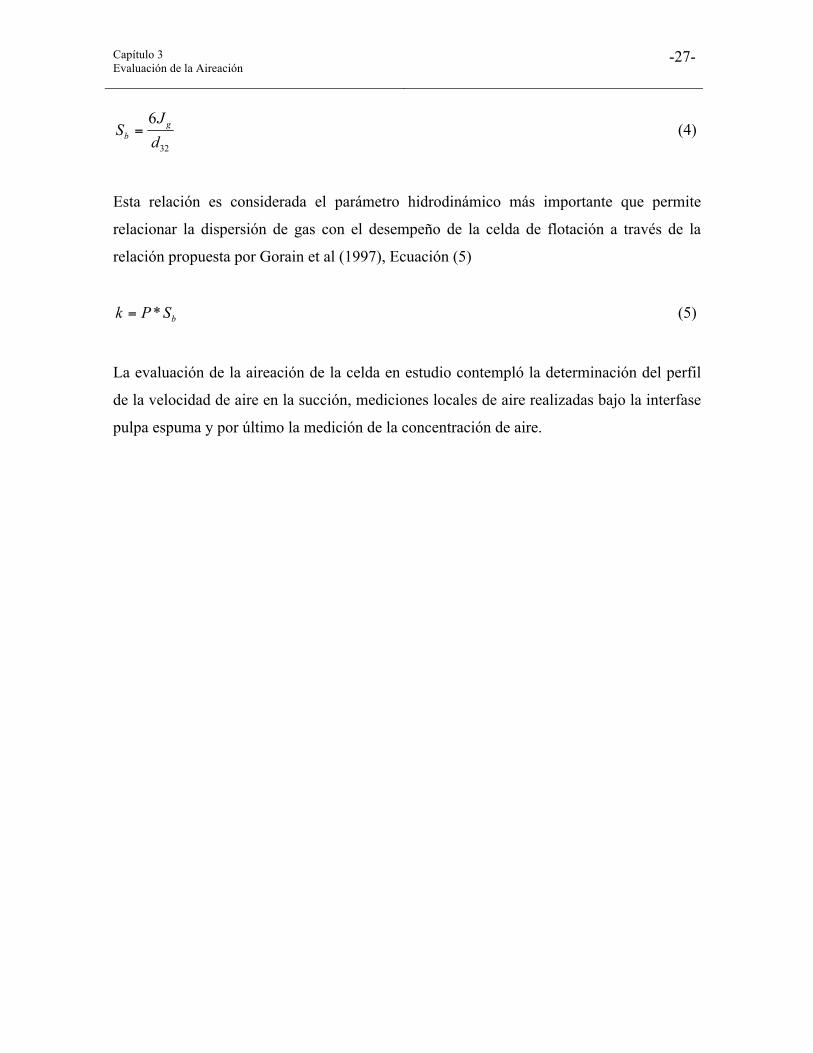
(4)
Esta relación es considerada el parámetro hidrodinámico más importante que permite
relacionar la dispersión de gas con el desempeño de la celda de flotación a través de la
relación propuesta por Gorain et al (1997), Ecuación (5)
(5)
La evaluación de la aireación de la celda en estudio contempló la determinación del perfil
de la velocidad de aire en la succión, mediciones locales de aire realizadas bajo la interfase
pulpa espuma y por último la medición de la concentración de aire.
Capítulo 3 Evaluación de la Aireación
-28-
3.1 Velocidad de aire en la succión Una de las variables más importantes de medir es el flujo de alimentación de aire en la zona
de succión, lo que permite evaluar la velocidad superficial de aire que transporta mineral
desde el seno de la pulpa a la interfase pulpa-espuma. La celda autoaspirante no permite la
regulación y control del flujo de aire de alimentación y normalmente el flujo no se mide en
línea.
El diseño de la celda contempla la autoaspiración de aire, por lo que la regulación de aire es
sólo posible variando la sumergencia del rotor, debido a esto el flujo de aire no puede ser
considerada una variable de control.
Para realizar la medición del flujo de aire en la succión de la celda se tomó en
consideración que dicha medición debía ser realizada en un punto en que el flujo estuviera
totalmente desarrollado y lo suficientemente alejado de perturbaciones que afectaran las
líneas de flujo y con ello las mediciones.
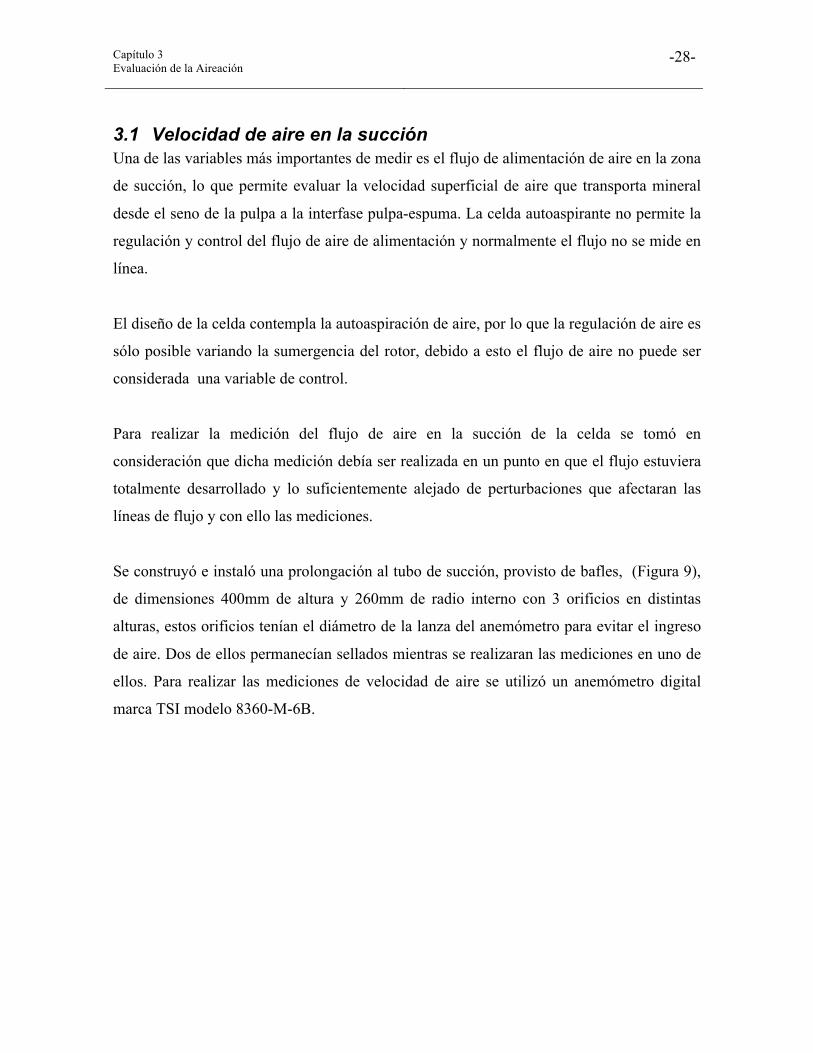
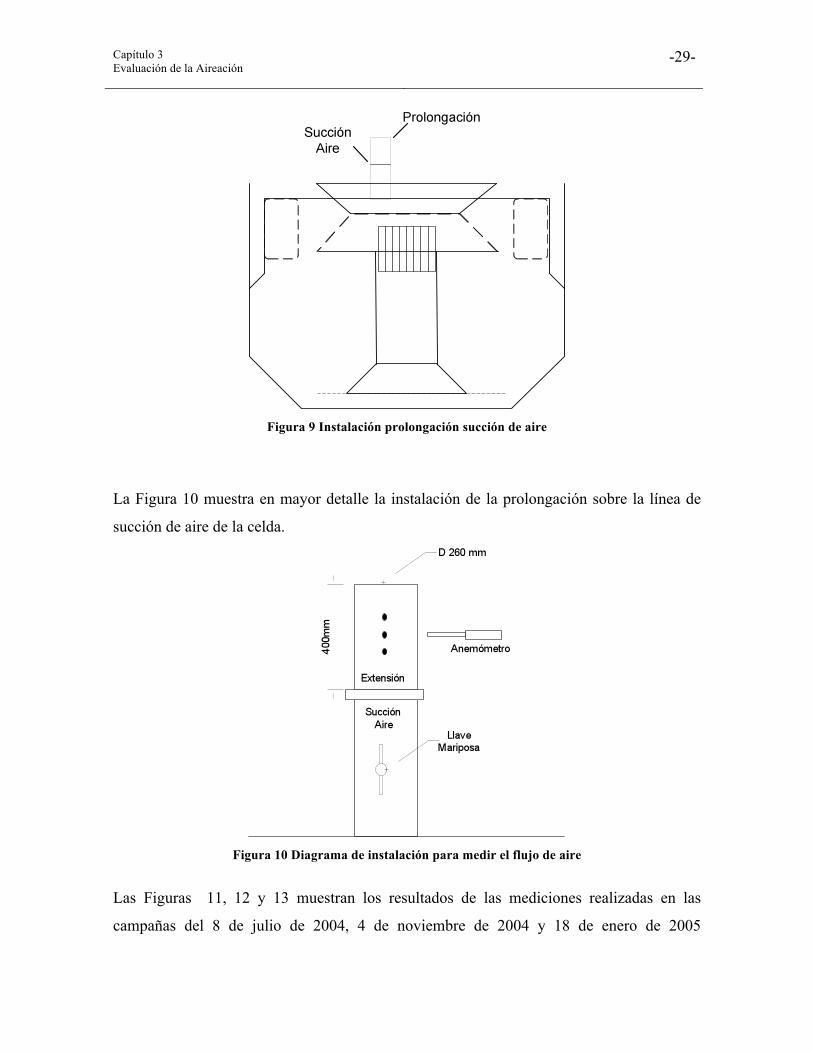
Se construyó e instaló una prolongación al tubo de succión, provisto de bafles, (Figura 9),
de dimensiones 400mm de altura y 260mm de radio interno con 3 orificios en distintas
alturas, estos orificios tenían el diámetro de la lanza del anemómetro para evitar el ingreso
de aire. Dos de ellos permanecían sellados mientras se realizaran las mediciones en uno de
ellos. Para realizar las mediciones de velocidad de aire se utilizó un anemómetro digital
marca TSI modelo 8360-M-6B.
Capítulo 3 Evaluación de la Aireación
-29-
Figura 9 Instalación prolongación succión de aire
La Figura 10 muestra en mayor detalle la instalación de la prolongación sobre la línea de
succión de aire de la celda.
Figura 10 Diagrama de instalación para medir el flujo de aire
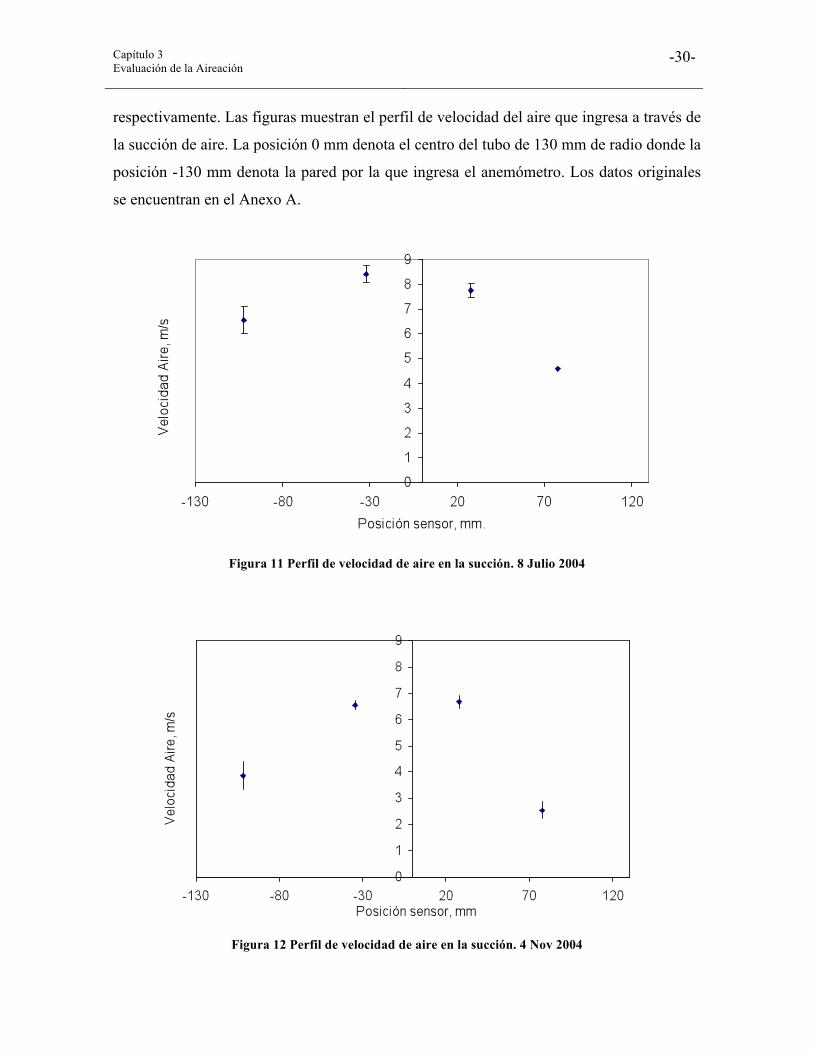
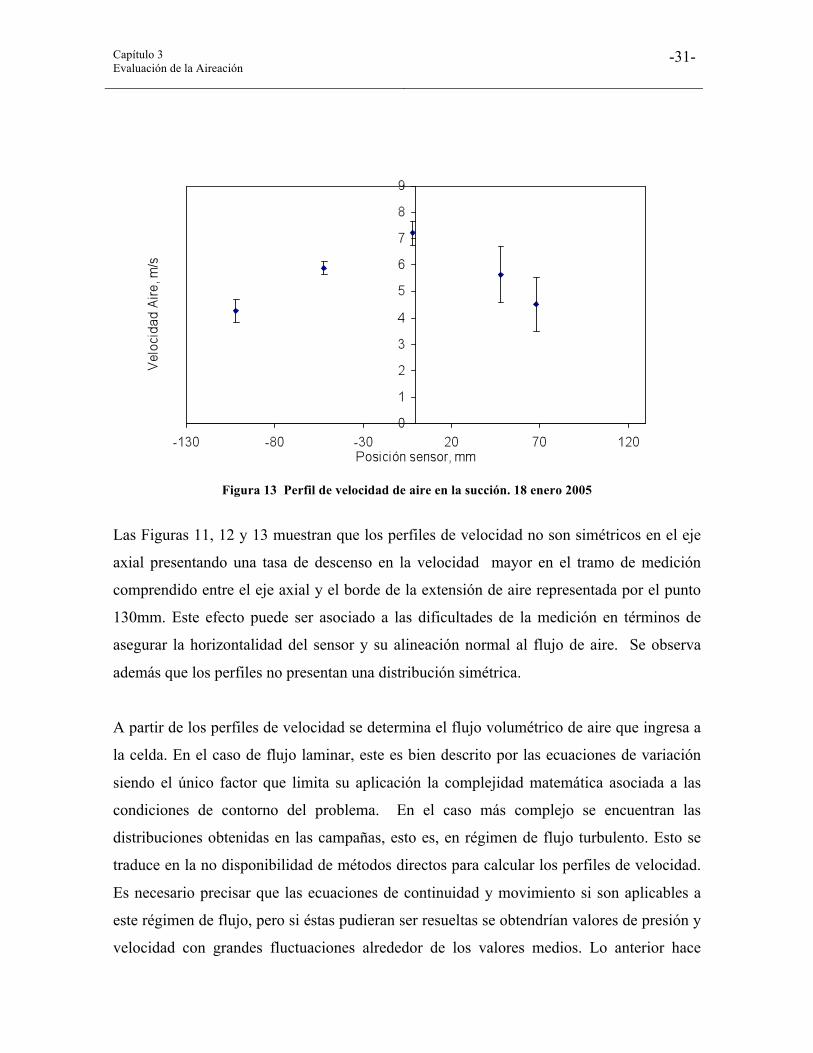
Las Figuras 11, 12 y 13 muestran los resultados de las mediciones realizadas en las
campañas del 8 de julio de 2004, 4 de noviembre de 2004 y 18 de enero de 2005
Capítulo 3 Evaluación de la Aireación
-30-
respectivamente. Las figuras muestran el perfil de velocidad del aire que ingresa a través de
la succión de aire. La posición 0 mm denota el centro del tubo de 130 mm de radio donde la
posición -130 mm denota la pared por la que ingresa el anemómetro. Los datos originales
se encuentran en el Anexo A.
Figura 11 Perfil de velocidad de aire en la succión. 8 Julio 2004
Figura 12 Perfil de velocidad de aire en la succión. 4 Nov 2004
Capítulo 3 Evaluación de la Aireación
-31-
Figura 13 Perfil de velocidad de aire en la succión. 18 enero 2005
Las Figuras 11, 12 y 13 muestran que los perfiles de velocidad no son simétricos en el eje
axial presentando una tasa de descenso en la velocidad mayor en el tramo de medición
comprendido entre el eje axial y el borde de la extensión de aire representada por el punto
130mm. Este efecto puede ser asociado a las dificultades de la medición en términos de
asegurar la horizontalidad del sensor y su alineación normal al flujo de aire. Se observa
además que los perfiles no presentan una distribución simétrica.
A partir de los perfiles de velocidad se determina el flujo volumétrico de aire que ingresa a
la celda. En el caso de flujo laminar, este es bien descrito por las ecuaciones de variación
siendo el único factor que limita su aplicación la complejidad matemática asociada a las
condiciones de contorno del problema. En el caso más complejo se encuentran las
distribuciones obtenidas en las campañas, esto es, en régimen de flujo turbulento. Esto se
traduce en la no disponibilidad de métodos directos para calcular los perfiles de velocidad.
Es necesario precisar que las ecuaciones de continuidad y movimiento si son aplicables a
este régimen de flujo, pero si éstas pudieran ser resueltas se obtendrían valores de presión y
velocidad con grandes fluctuaciones alrededor de los valores medios. Lo anterior hace
Capítulo 3 Evaluación de la Aireación
-32-
necesario el desarrollo de otros métodos para la resolución del problema. Estos métodos
consideran los promedios de las ecuaciones de variación en un intervalo de tiempo corto,
obteniendo así las ecuaciones de variación de “tiempo ajustado”. (Bird, et al, 1998).
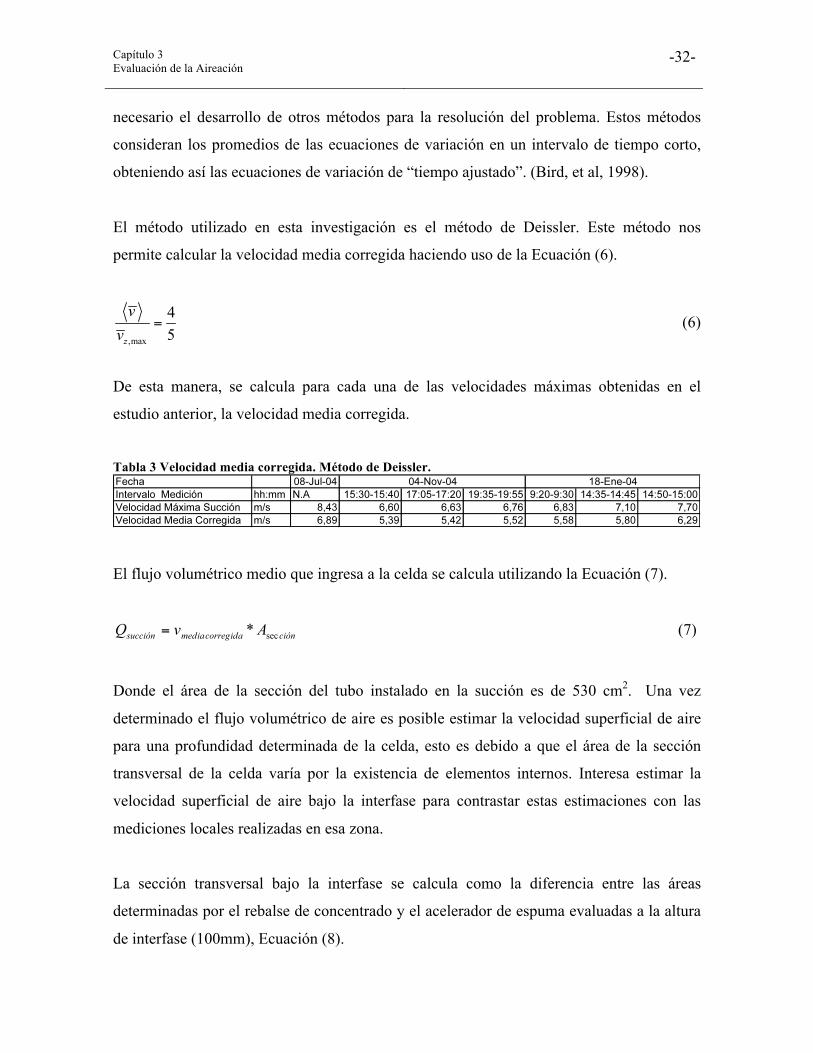
El método utilizado en esta investigación es el método de Deissler. Este método nos
permite calcular la velocidad media corregida haciendo uso de la Ecuación (6).
(6)
De esta manera, se calcula para cada una de las velocidades máximas obtenidas en el
estudio anterior, la velocidad media corregida.
Tabla 3 Velocidad media corregida. Método de Deissler.
El flujo volumétrico medio que ingresa a la celda se calcula utilizando la Ecuación (7).
(7)
Donde el área de la sección del tubo instalado en la succión es de 530 cm2. Una vez
determinado el flujo volumétrico de aire es posible estimar la velocidad superficial de aire
para una profundidad determinada de la celda, esto es debido a que el área de la sección
transversal de la celda varía por la existencia de elementos internos. Interesa estimar la
velocidad superficial de aire bajo la interfase para contrastar estas estimaciones con las
mediciones locales realizadas en esa zona.
La sección transversal bajo la interfase se calcula como la diferencia entre las áreas
determinadas por el rebalse de concentrado y el acelerador de espuma evaluadas a la altura
de interfase (100mm), Ecuación (8).
Capítulo 3 Evaluación de la Aireación
-33-
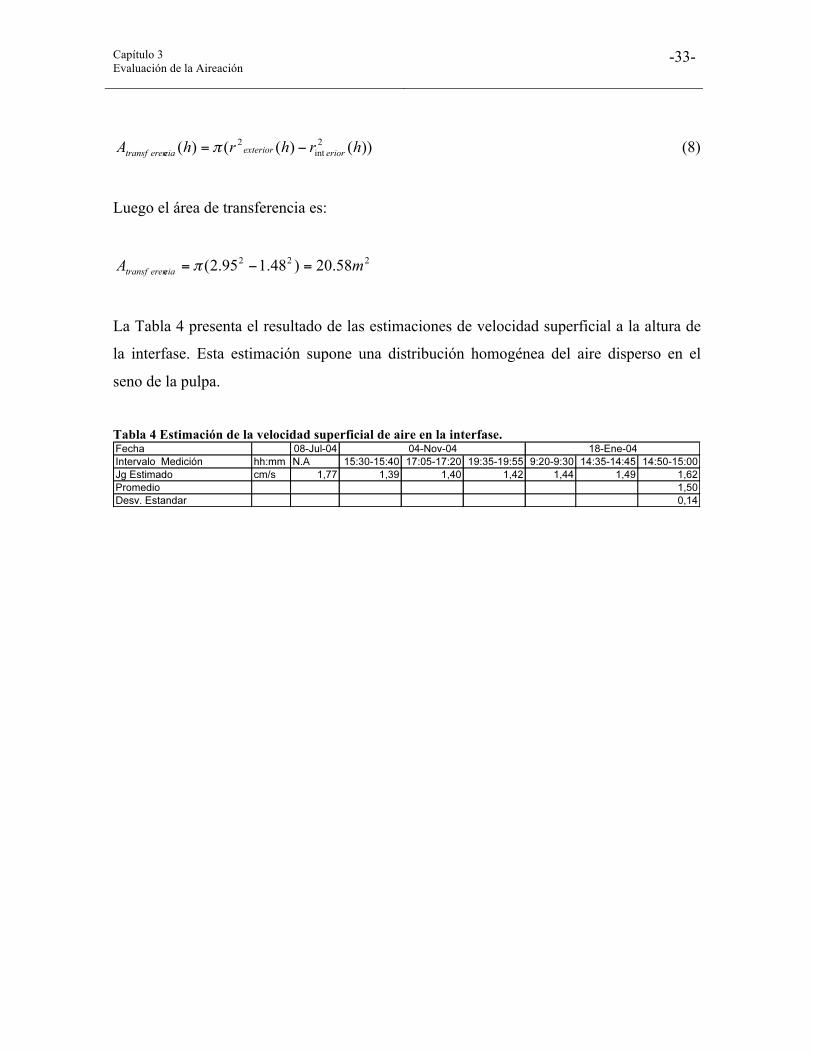
(8)
Luego el área de transferencia es:
La Tabla 4 presenta el resultado de las estimaciones de velocidad superficial a la altura de
la interfase. Esta estimación supone una distribución homogénea del aire disperso en el
seno de la pulpa.
Tabla 4 Estimación de la velocidad superficial de aire en la interfase.
Capítulo 3 Evaluación de la Aireación
-34-
3.2 Velocidad Superficial de Aire Local La velocidad de aire superficial, Jg, es la relación entre el flujo de aire y la sección de área
por la que fluye, tiene unidades de longitud por unidad de tiempo, Ecuación (9). Este
parámetro permite comparar la operación de celdas de diferentes tamaños, como por
ejemplo, celdas a escala piloto y celdas industriales.
(9)
El aire de la succión se mezcla con la pulpa en la zona del rotor para formar burbujas que
abandonan esta zona en dirección radial, su velocidad es moderada por el faldón dispersor
de la celda para reducir el arrastre hidráulico no selectivo a la espuma y para tener una
interfase pulpa-espuma definida. Cabe señalar que la nitidez de esta interfase también es
función del tamaño de burbuja.
Se han realizado mediciones locales a objeto de contrastarlas con las estimaciones y
establecer el nivel de segregación radial y axial.
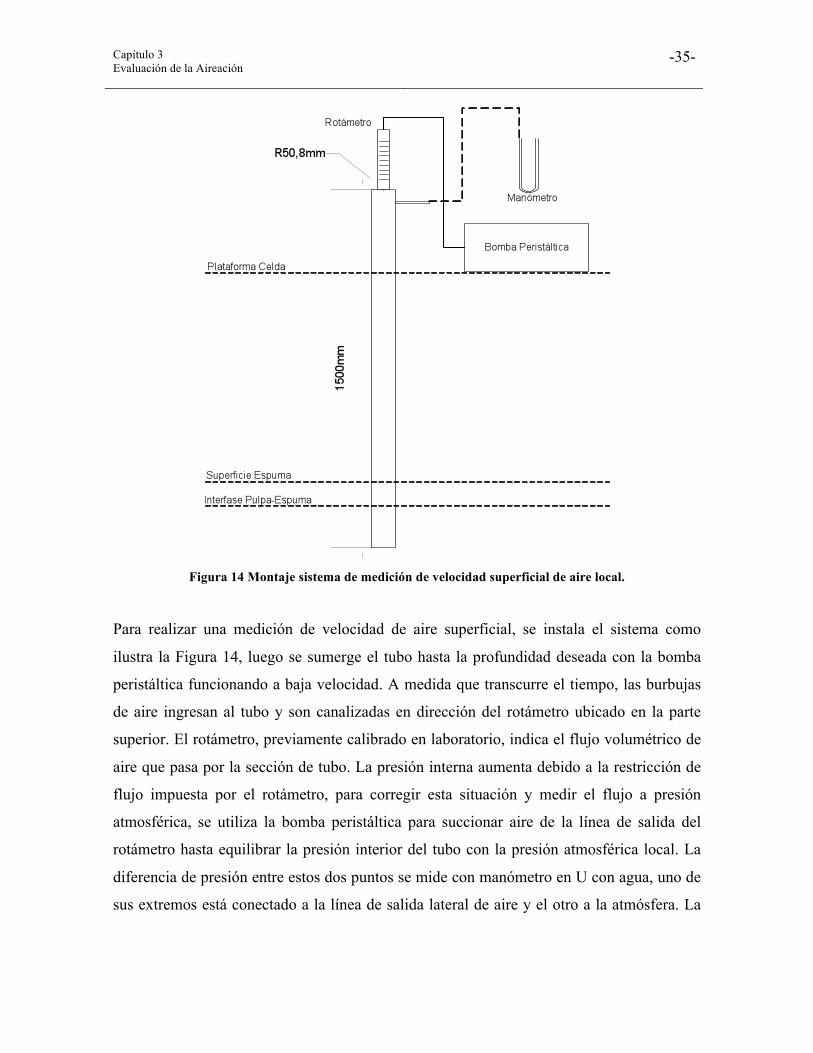
Para realizar las mediciones de velocidad de aire local se ensambló un sistema que
contempla los siguientes elementos (Figura 14):
• Tubo de policloruro de vinilo -PVC- de 1500mm de longitud y 50,8mm de radio
interior
• Bomba peristáltica marca MasterFlex modelo 7549-60
• Rotámetro marca Gilmont modelo B-771
• Manómetro de agua en U
Capítulo 3 Evaluación de la Aireación
-35-
Figura 14 Montaje sistema de medición de velocidad superficial de aire local.
Para realizar una medición de velocidad de aire superficial, se instala el sistema como
ilustra la Figura 14, luego se sumerge el tubo hasta la profundidad deseada con la bomba
peristáltica funcionando a baja velocidad. A medida que transcurre el tiempo, las burbujas
de aire ingresan al tubo y son canalizadas en dirección del rotámetro ubicado en la parte
superior. El rotámetro, previamente calibrado en laboratorio, indica el flujo volumétrico de
aire que pasa por la sección de tubo. La presión interna aumenta debido a la restricción de
flujo impuesta por el rotámetro, para corregir esta situación y medir el flujo a presión
atmosférica, se utiliza la bomba peristáltica para succionar aire de la línea de salida del
rotámetro hasta equilibrar la presión interior del tubo con la presión atmosférica local. La
diferencia de presión entre estos dos puntos se mide con manómetro en U con agua, uno de
sus extremos está conectado a la línea de salida lateral de aire y el otro a la atmósfera. La
Capítulo 3 Evaluación de la Aireación
-36-
velocidad de giro de la bomba es regulada hasta que la diferencia de presión es cero, luego
se procede a leer en el rotámetro el flujo de aire a presión atmosférica local.
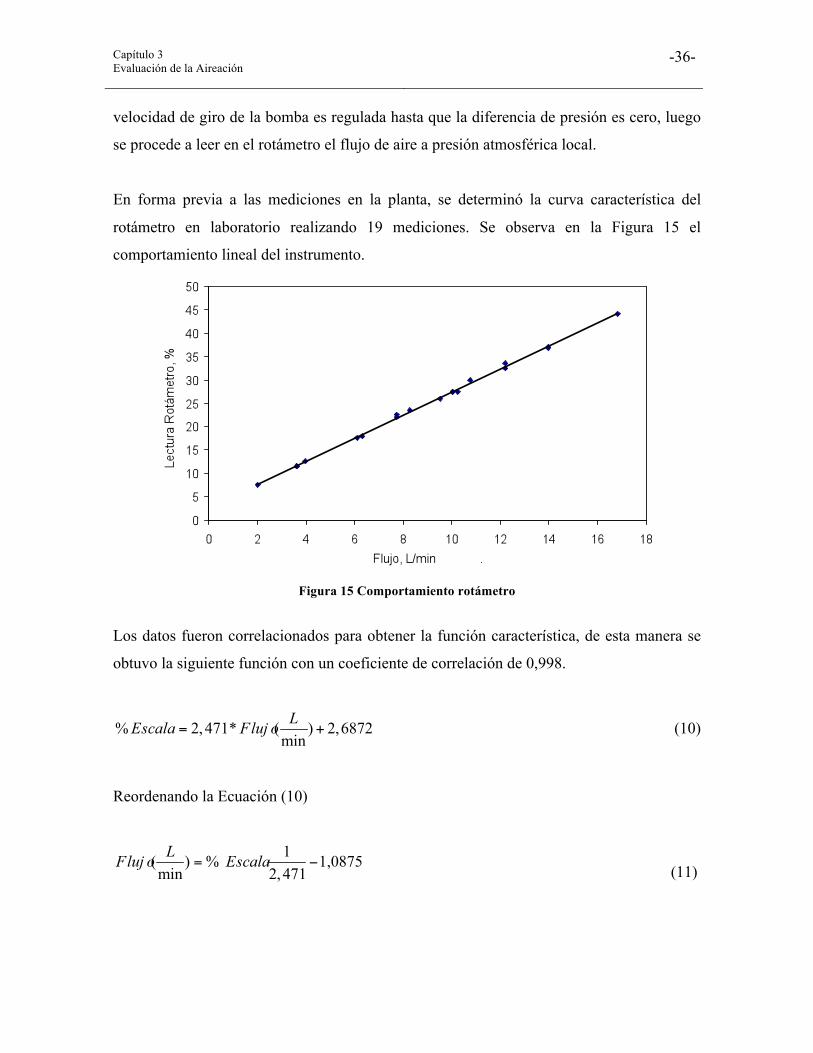
En forma previa a las mediciones en la planta, se determinó la curva característica del
rotámetro en laboratorio realizando 19 mediciones. Se observa en la Figura 15 el
comportamiento lineal del instrumento.
Figura 15 Comportamiento rotámetro
Los datos fueron correlacionados para obtener la función característica, de esta manera se
obtuvo la siguiente función con un coeficiente de correlación de 0,998.
(10)
Reordenando la Ecuación (10)
(11)
Capítulo 3 Evaluación de la Aireación
-37-
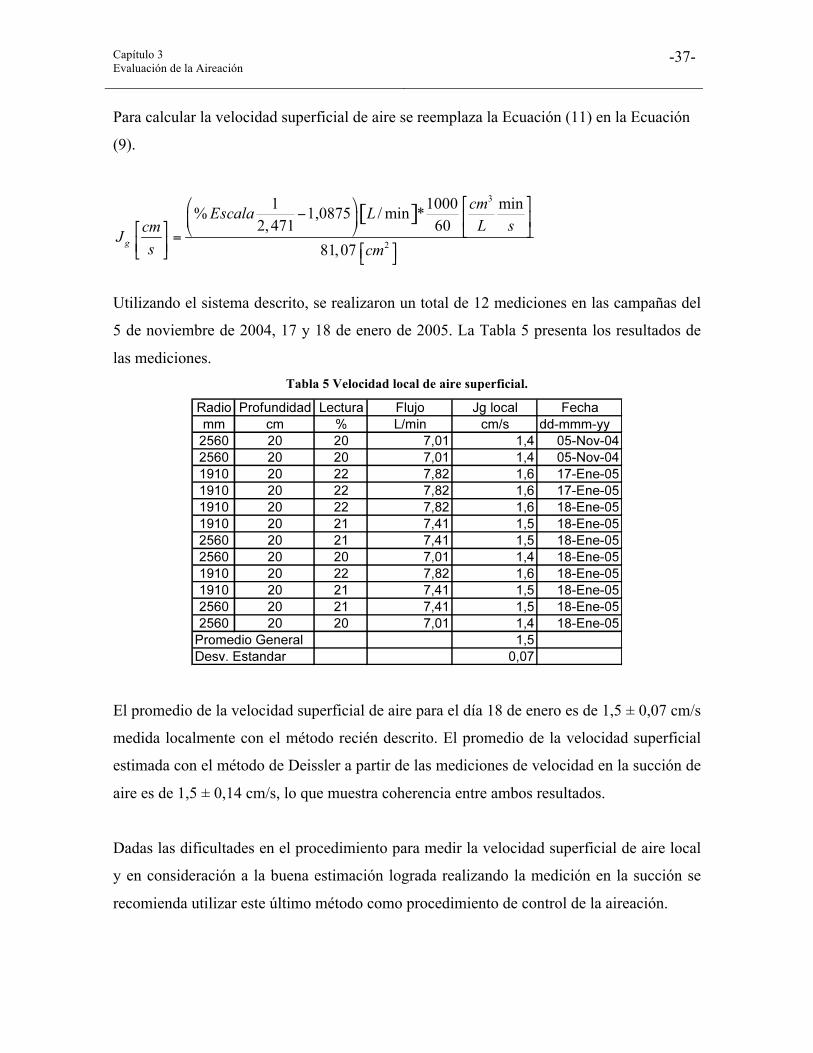
Para calcular la velocidad superficial de aire se reemplaza la Ecuación (11) en la Ecuación
(9).
Utilizando el sistema descrito, se realizaron un total de 12 mediciones en las campañas del
5 de noviembre de 2004, 17 y 18 de enero de 2005. La Tabla 5 presenta los resultados de
las mediciones. Tabla 5 Velocidad local de aire superficial.
El promedio de la velocidad superficial de aire para el día 18 de enero es de 1,5 ± 0,07 cm/s
medida localmente con el método recién descrito. El promedio de la velocidad superficial
estimada con el método de Deissler a partir de las mediciones de velocidad en la succión de
aire es de 1,5 ± 0,14 cm/s, lo que muestra coherencia entre ambos resultados.
Dadas las dificultades en el procedimiento para medir la velocidad superficial de aire local
y en consideración a la buena estimación lograda realizando la medición en la succión se
recomienda utilizar este último método como procedimiento de control de la aireación.
Capítulo 3 Evaluación de la Aireación
-38-
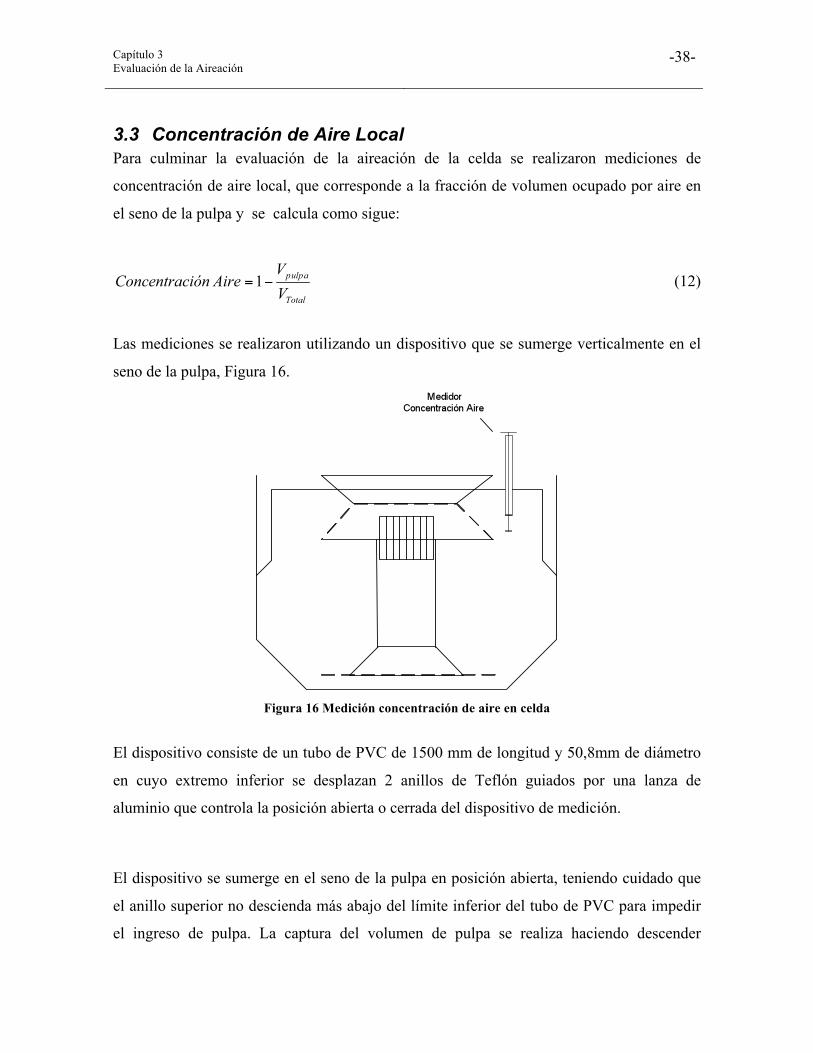
3.3 Concentración de Aire Local Para culminar la evaluación de la aireación de la celda se realizaron mediciones de
concentración de aire local, que corresponde a la fracción de volumen ocupado por aire en
el seno de la pulpa y se calcula como sigue:
(12)
Las mediciones se realizaron utilizando un dispositivo que se sumerge verticalmente en el
seno de la pulpa, Figura 16.
Figura 16 Medición concentración de aire en celda
El dispositivo consiste de un tubo de PVC de 1500 mm de longitud y 50,8mm de diámetro
en cuyo extremo inferior se desplazan 2 anillos de Teflón guiados por una lanza de
aluminio que controla la posición abierta o cerrada del dispositivo de medición.
El dispositivo se sumerge en el seno de la pulpa en posición abierta, teniendo cuidado que
el anillo superior no descienda más abajo del límite inferior del tubo de PVC para impedir
el ingreso de pulpa. La captura del volumen de pulpa se realiza haciendo descender
Capítulo 3 Evaluación de la Aireación
-39-
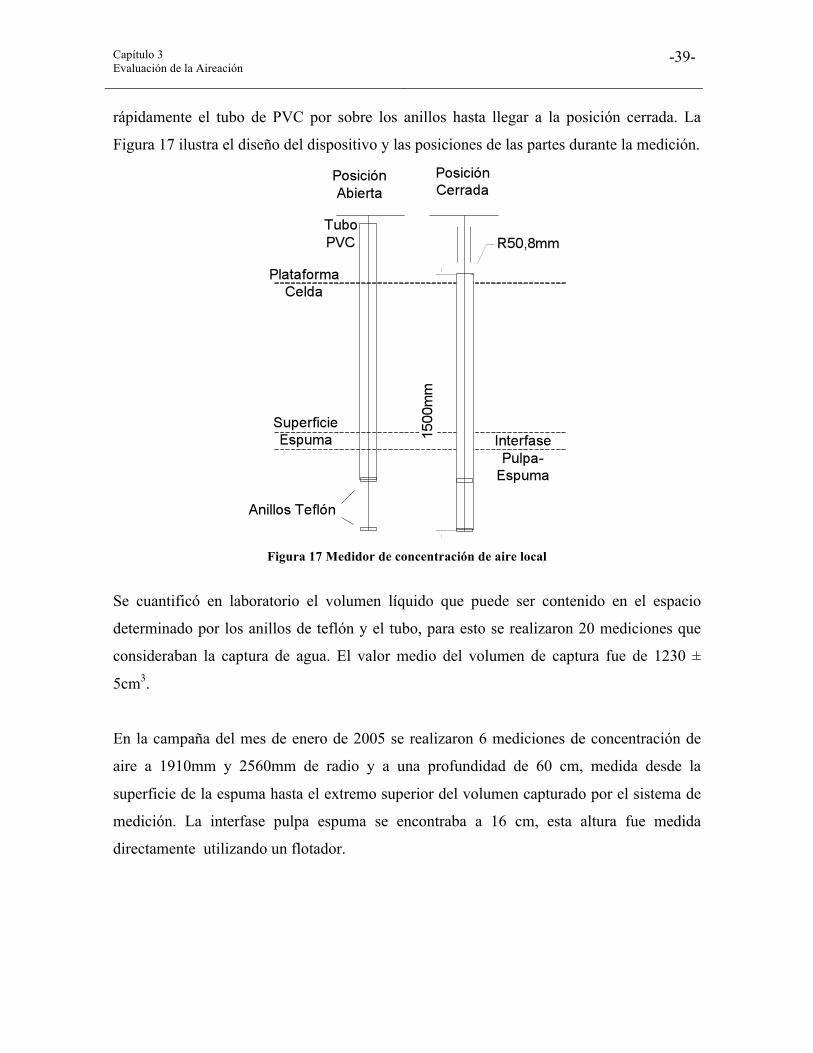
rápidamente el tubo de PVC por sobre los anillos hasta llegar a la posición cerrada. La
Figura 17 ilustra el diseño del dispositivo y las posiciones de las partes durante la medición.
Figura 17 Medidor de concentración de aire local
Se cuantificó en laboratorio el volumen líquido que puede ser contenido en el espacio
determinado por los anillos de teflón y el tubo, para esto se realizaron 20 mediciones que
consideraban la captura de agua. El valor medio del volumen de captura fue de 1230 ±
5cm3.
En la campaña del mes de enero de 2005 se realizaron 6 mediciones de concentración de
aire a 1910mm y 2560mm de radio y a una profundidad de 60 cm, medida desde la
superficie de la espuma hasta el extremo superior del volumen capturado por el sistema de
medición. La interfase pulpa espuma se encontraba a 16 cm, esta altura fue medida
directamente utilizando un flotador.
Capítulo 3 Evaluación de la Aireación
-40-
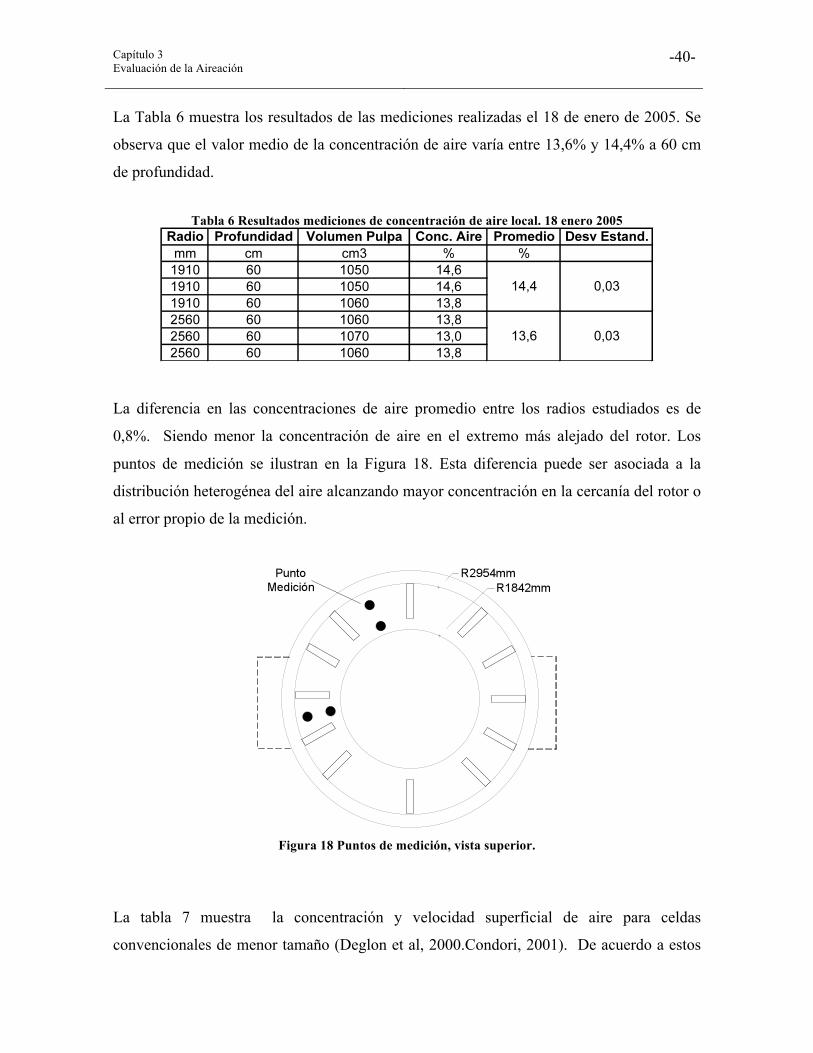
La Tabla 6 muestra los resultados de las mediciones realizadas el 18 de enero de 2005. Se
observa que el valor medio de la concentración de aire varía entre 13,6% y 14,4% a 60 cm
de profundidad.
Tabla 6 Resultados mediciones de concentración de aire local. 18 enero 2005
La diferencia en las concentraciones de aire promedio entre los radios estudiados es de
0,8%. Siendo menor la concentración de aire en el extremo más alejado del rotor. Los
puntos de medición se ilustran en la Figura 18. Esta diferencia puede ser asociada a la
distribución heterogénea del aire alcanzando mayor concentración en la cercanía del rotor o
al error propio de la medición.
Figura 18 Puntos de medición, vista superior.
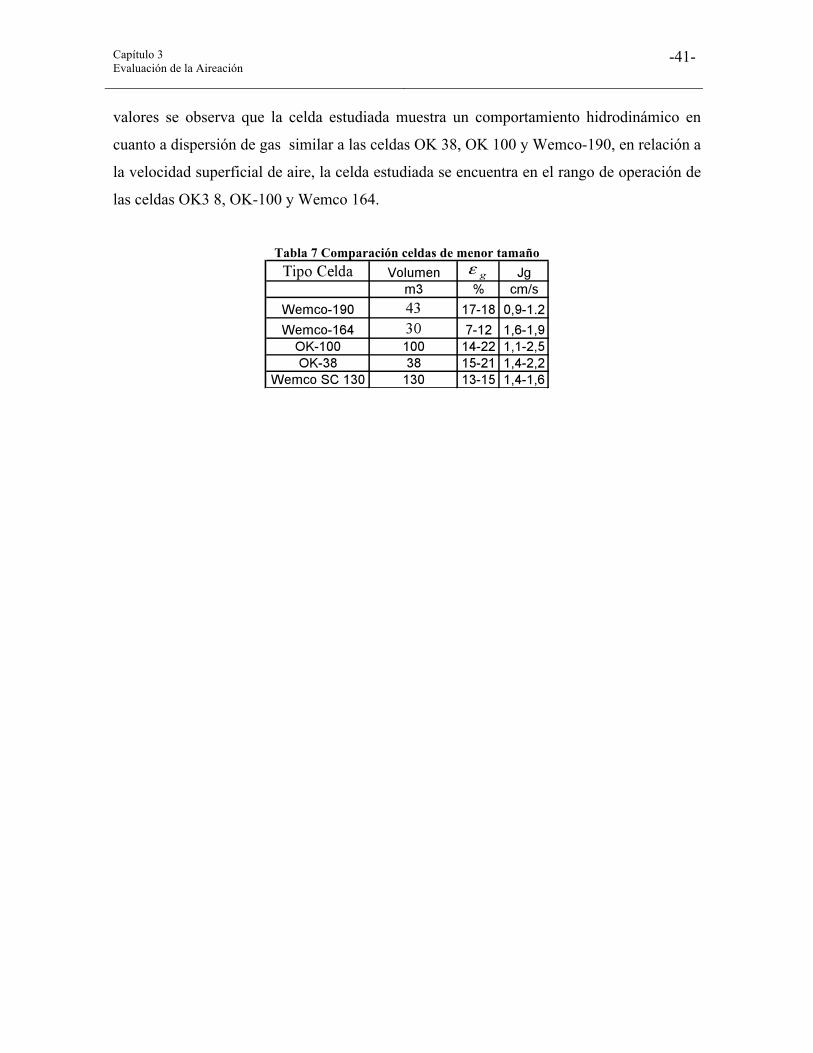
La tabla 7 muestra la concentración y velocidad superficial de aire para celdas
convencionales de menor tamaño (Deglon et al, 2000.Condori, 2001). De acuerdo a estos
Capítulo 3 Evaluación de la Aireación
-41-
valores se observa que la celda estudiada muestra un comportamiento hidrodinámico en
cuanto a dispersión de gas similar a las celdas OK 38, OK 100 y Wemco-190, en relación a
la velocidad superficial de aire, la celda estudiada se encuentra en el rango de operación de
las celdas OK3 8, OK-100 y Wemco 164.
Tabla 7 Comparación celdas de menor tamaño
Capítulo 4 Evaluación de la segregación de partículas
-42-
4 EVALUACIÓN DE LA SEGREGACIÓN DE PARTÍCULAS
Capítulo 4 Evaluación de la segregación de partículas
-43-
La evaluación de la segregación de partículas en el seno de la pulpa se ha estudiado
utilizando dos métodos, el primero de ellos, de simple implementación, realiza muestreos a
distintas profundidades y a distintas distancias del eje axial de la celda. Las muestras fueron
analizadas para determinar el % de sólidos y las leyes de Cu, Mo, Fe e insolubles. El
segundo método, difícil de implementar y analizar, considera el uso de radiación gamma
para construir un perfil de densidad relativa.
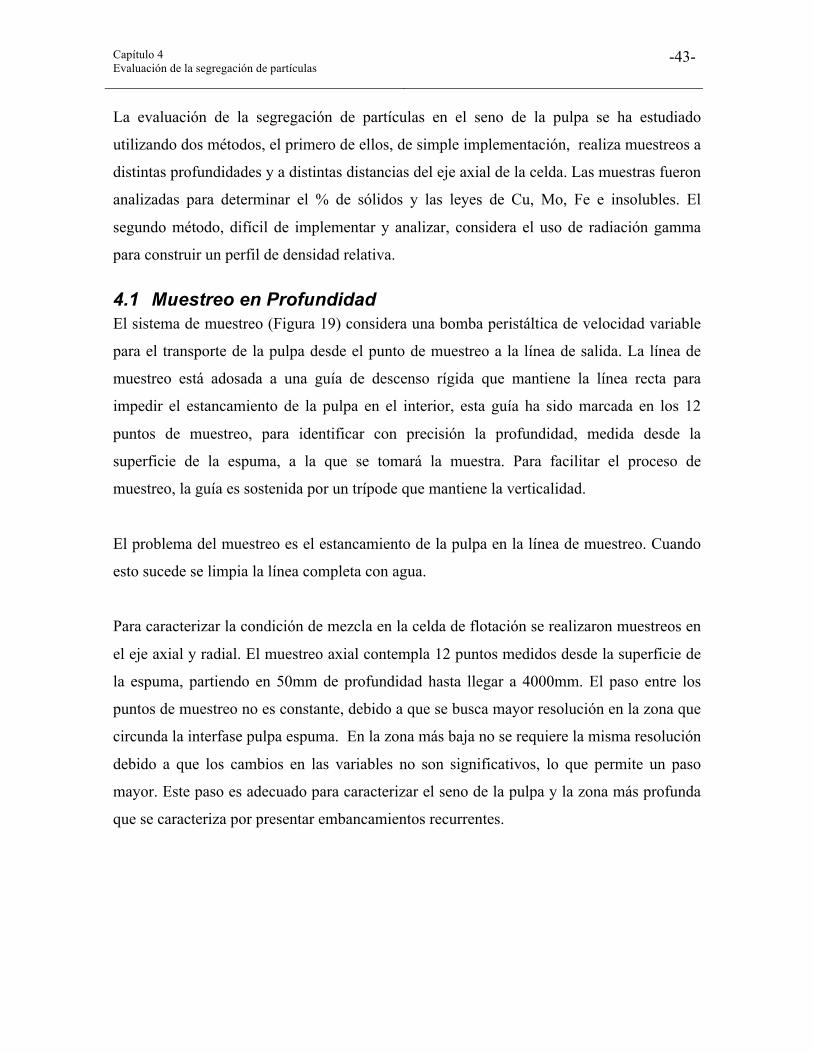
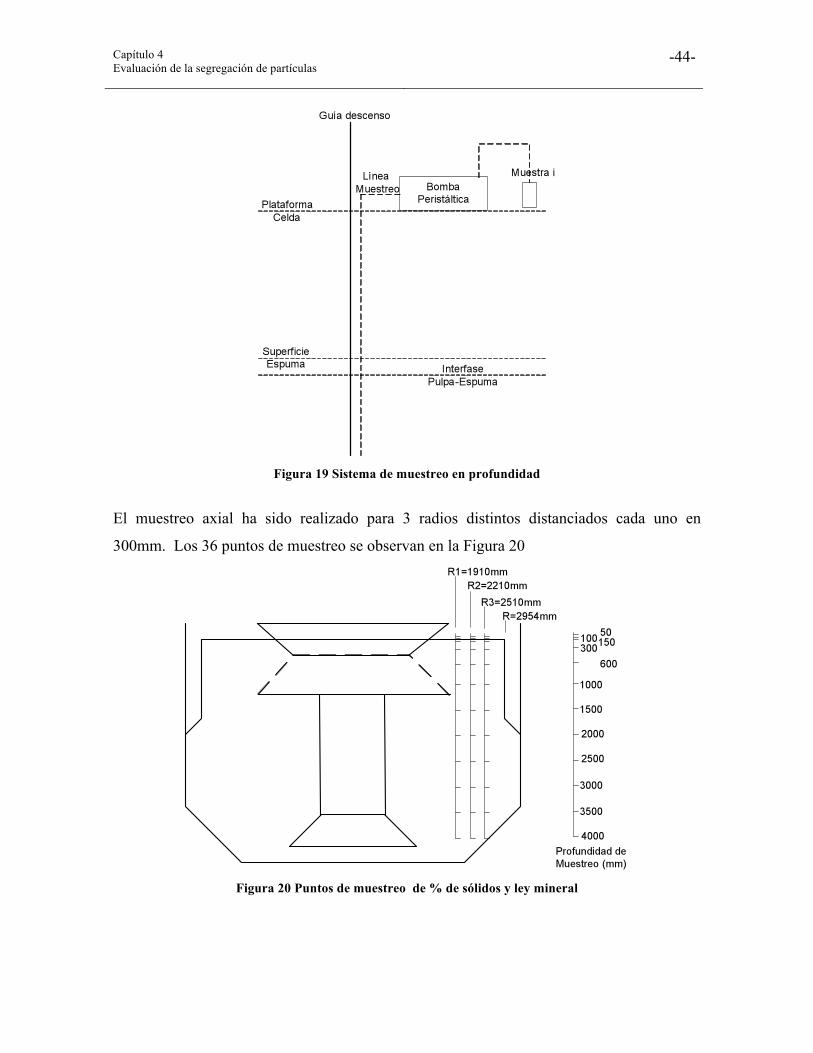
4.1 Muestreo en Profundidad El sistema de muestreo (Figura 19) considera una bomba peristáltica de velocidad variable
para el transporte de la pulpa desde el punto de muestreo a la línea de salida. La línea de
muestreo está adosada a una guía de descenso rígida que mantiene la línea recta para
impedir el estancamiento de la pulpa en el interior, esta guía ha sido marcada en los 12
puntos de muestreo, para identificar con precisión la profundidad, medida desde la
superficie de la espuma, a la que se tomará la muestra. Para facilitar el proceso de
muestreo, la guía es sostenida por un trípode que mantiene la verticalidad.
El problema del muestreo es el estancamiento de la pulpa en la línea de muestreo. Cuando
esto sucede se limpia la línea completa con agua.
Para caracterizar la condición de mezcla en la celda de flotación se realizaron muestreos en
el eje axial y radial. El muestreo axial contempla 12 puntos medidos desde la superficie de
la espuma, partiendo en 50mm de profundidad hasta llegar a 4000mm. El paso entre los
puntos de muestreo no es constante, debido a que se busca mayor resolución en la zona que
circunda la interfase pulpa espuma. En la zona más baja no se requiere la misma resolución
debido a que los cambios en las variables no son significativos, lo que permite un paso
mayor. Este paso es adecuado para caracterizar el seno de la pulpa y la zona más profunda
que se caracteriza por presentar embancamientos recurrentes.
Capítulo 4 Evaluación de la segregación de partículas
-44-
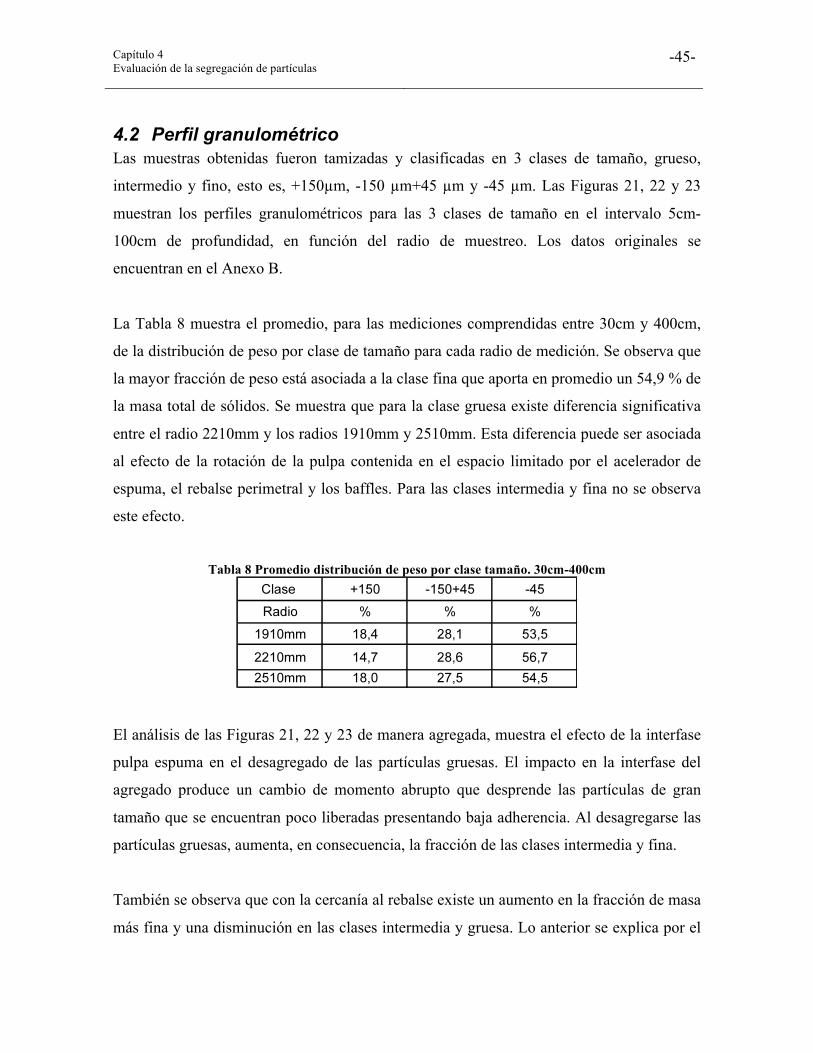
Figura 19 Sistema de muestreo en profundidad
El muestreo axial ha sido realizado para 3 radios distintos distanciados cada uno en
300mm. Los 36 puntos de muestreo se observan en la Figura 20
Figura 20 Puntos de muestreo de % de sólidos y ley mineral
Capítulo 4 Evaluación de la segregación de partículas
-45-
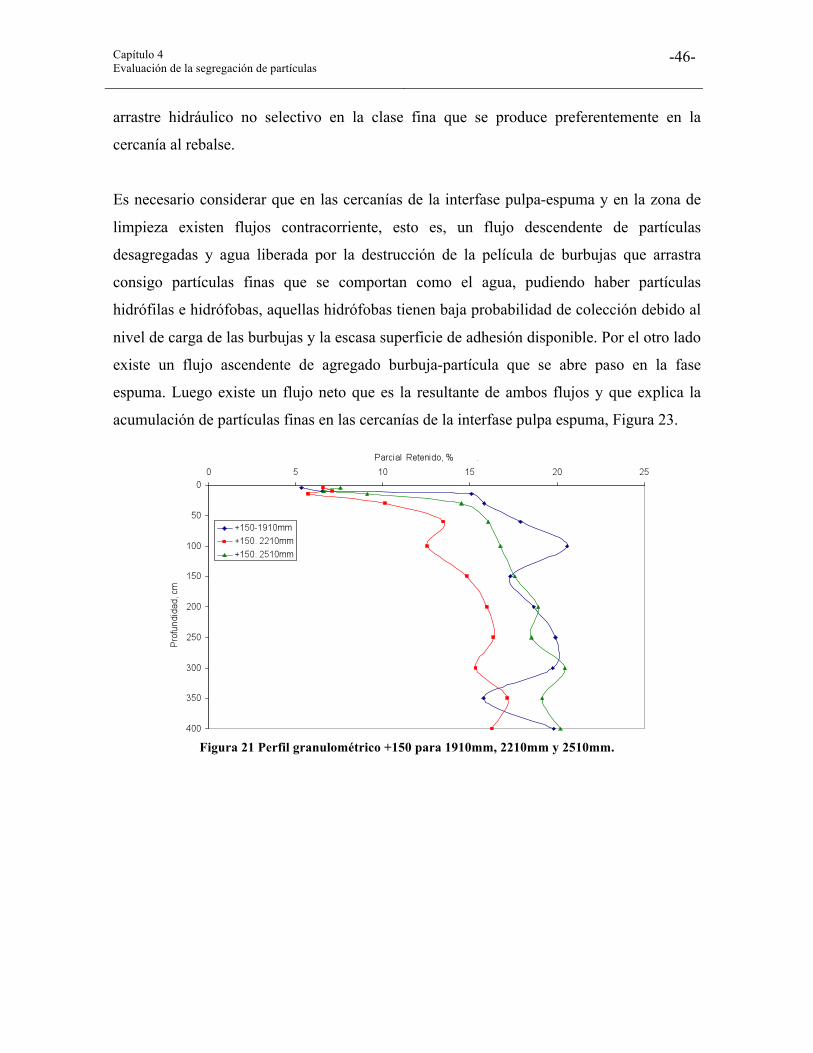
4.2 Perfil granulométrico Las muestras obtenidas fueron tamizadas y clasificadas en 3 clases de tamaño, grueso,
intermedio y fino, esto es, +150µm, -150 µm+45 µm y -45 µm. Las Figuras 21, 22 y 23
muestran los perfiles granulométricos para las 3 clases de tamaño en el intervalo 5cm-
100cm de profundidad, en función del radio de muestreo. Los datos originales se
encuentran en el Anexo B.
La Tabla 8 muestra el promedio, para las mediciones comprendidas entre 30cm y 400cm,
de la distribución de peso por clase de tamaño para cada radio de medición. Se observa que
la mayor fracción de peso está asociada a la clase fina que aporta en promedio un 54,9 % de
la masa total de sólidos. Se muestra que para la clase gruesa existe diferencia significativa
entre el radio 2210mm y los radios 1910mm y 2510mm. Esta diferencia puede ser asociada
al efecto de la rotación de la pulpa contenida en el espacio limitado por el acelerador de
espuma, el rebalse perimetral y los baffles. Para las clases intermedia y fina no se observa
este efecto.
Tabla 8 Promedio distribución de peso por clase tamaño. 30cm-400cm
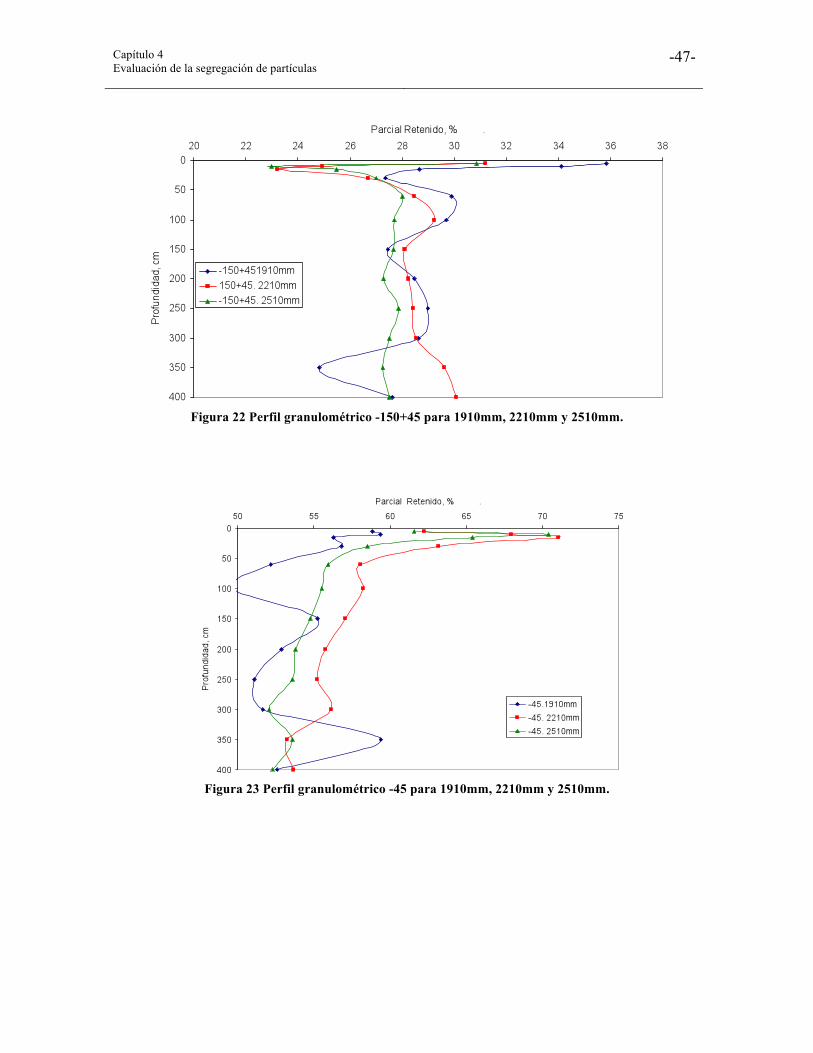
El análisis de las Figuras 21, 22 y 23 de manera agregada, muestra el efecto de la interfase
pulpa espuma en el desagregado de las partículas gruesas. El impacto en la interfase del
agregado produce un cambio de momento abrupto que desprende las partículas de gran
tamaño que se encuentran poco liberadas presentando baja adherencia. Al desagregarse las
partículas gruesas, aumenta, en consecuencia, la fracción de las clases intermedia y fina.
También se observa que con la cercanía al rebalse existe un aumento en la fracción de masa
más fina y una disminución en las clases intermedia y gruesa. Lo anterior se explica por el
Capítulo 4 Evaluación de la segregación de partículas
-46-
arrastre hidráulico no selectivo en la clase fina que se produce preferentemente en la
cercanía al rebalse.
Es necesario considerar que en las cercanías de la interfase pulpa-espuma y en la zona de
limpieza existen flujos contracorriente, esto es, un flujo descendente de partículas
desagregadas y agua liberada por la destrucción de la película de burbujas que arrastra
consigo partículas finas que se comportan como el agua, pudiendo haber partículas
hidrófilas e hidrófobas, aquellas hidrófobas tienen baja probabilidad de colección debido al
nivel de carga de las burbujas y la escasa superficie de adhesión disponible. Por el otro lado
existe un flujo ascendente de agregado burbuja-partícula que se abre paso en la fase
espuma. Luego existe un flujo neto que es la resultante de ambos flujos y que explica la
acumulación de partículas finas en las cercanías de la interfase pulpa espuma, Figura 23.
Figura 21 Perfil granulométrico +150 para 1910mm, 2210mm y 2510mm.
Capítulo 4 Evaluación de la segregación de partículas
-47-
Figura 22 Perfil granulométrico -150+45 para 1910mm, 2210mm y 2510mm.
Figura 23 Perfil granulométrico -45 para 1910mm, 2210mm y 2510mm.
Capítulo 4 Evaluación de la segregación de partículas
-48-
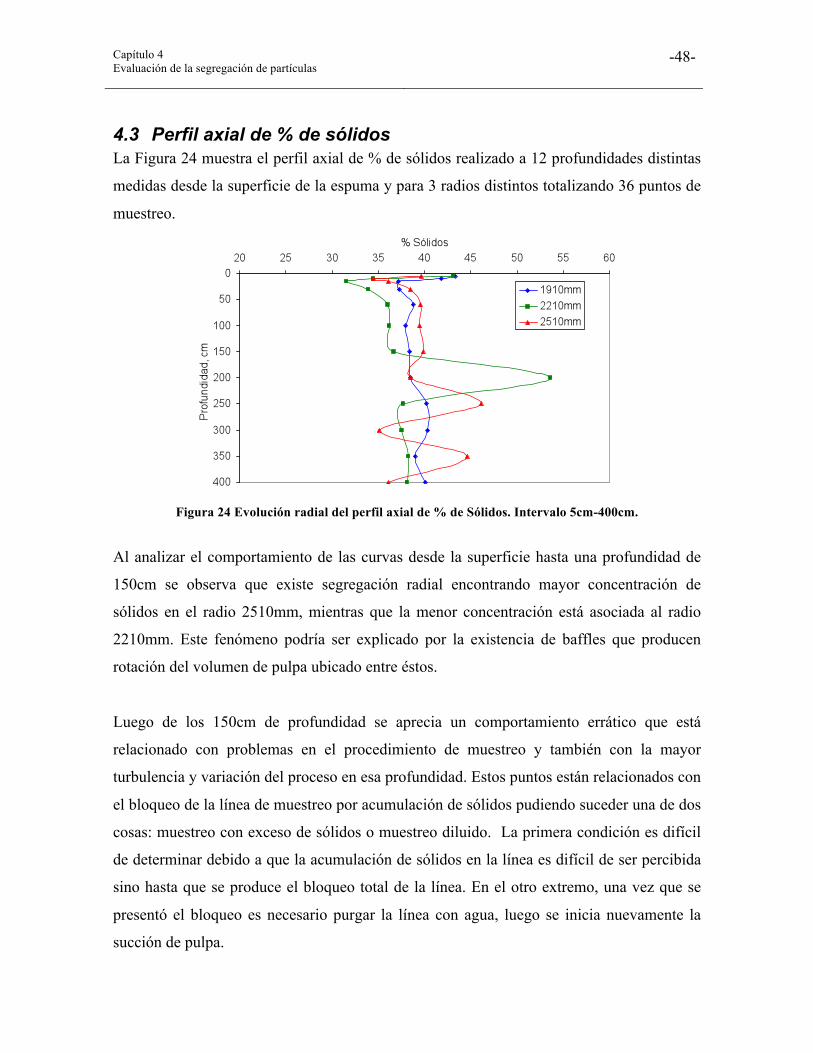
4.3 Perfil axial de % de sólidos La Figura 24 muestra el perfil axial de % de sólidos realizado a 12 profundidades distintas
medidas desde la superficie de la espuma y para 3 radios distintos totalizando 36 puntos de
muestreo.
Figura 24 Evolución radial del perfil axial de % de Sólidos. Intervalo 5cm-400cm.
Al analizar el comportamiento de las curvas desde la superficie hasta una profundidad de
150cm se observa que existe segregación radial encontrando mayor concentración de
sólidos en el radio 2510mm, mientras que la menor concentración está asociada al radio
2210mm. Este fenómeno podría ser explicado por la existencia de baffles que producen
rotación del volumen de pulpa ubicado entre éstos.
Luego de los 150cm de profundidad se aprecia un comportamiento errático que está
relacionado con problemas en el procedimiento de muestreo y también con la mayor
turbulencia y variación del proceso en esa profundidad. Estos puntos están relacionados con
el bloqueo de la línea de muestreo por acumulación de sólidos pudiendo suceder una de dos
cosas: muestreo con exceso de sólidos o muestreo diluido. La primera condición es difícil
de determinar debido a que la acumulación de sólidos en la línea es difícil de ser percibida
sino hasta que se produce el bloqueo total de la línea. En el otro extremo, una vez que se
presentó el bloqueo es necesario purgar la línea con agua, luego se inicia nuevamente la
succión de pulpa.
Capítulo 4 Evaluación de la segregación de partículas
-49-
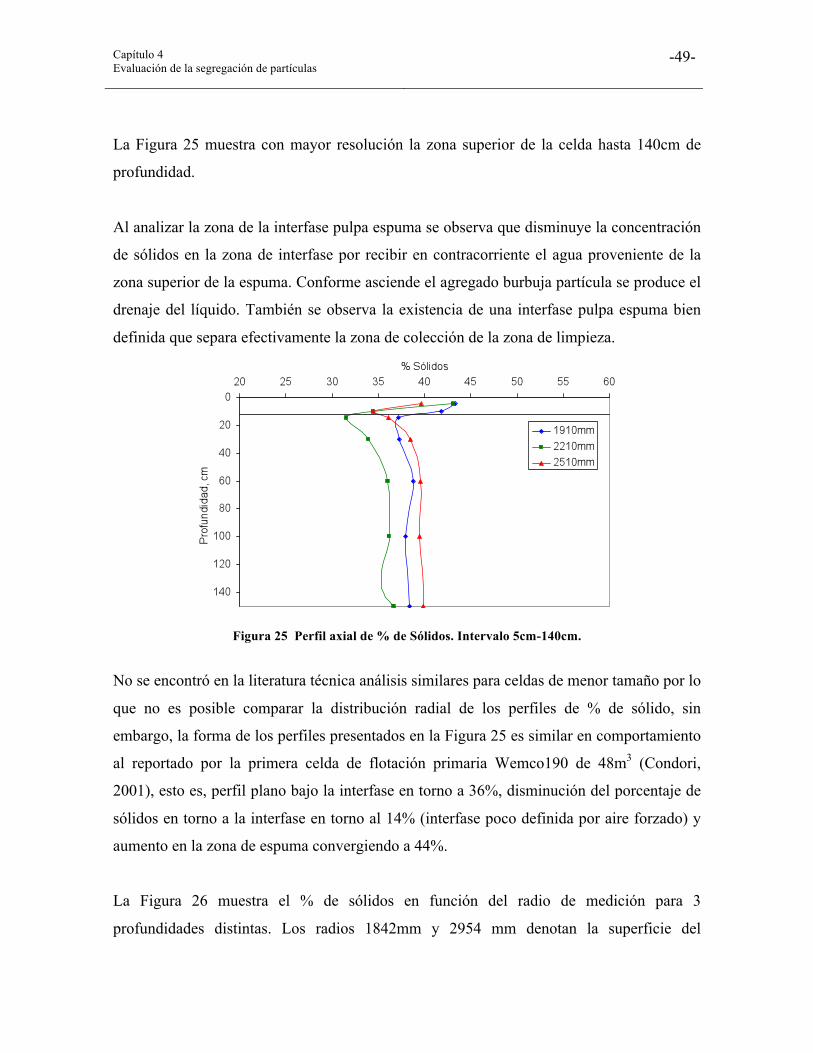
La Figura 25 muestra con mayor resolución la zona superior de la celda hasta 140cm de
profundidad.
Al analizar la zona de la interfase pulpa espuma se observa que disminuye la concentración
de sólidos en la zona de interfase por recibir en contracorriente el agua proveniente de la
zona superior de la espuma. Conforme asciende el agregado burbuja partícula se produce el
drenaje del líquido. También se observa la existencia de una interfase pulpa espuma bien
definida que separa efectivamente la zona de colección de la zona de limpieza.
Figura 25 Perfil axial de % de Sólidos. Intervalo 5cm-140cm.
No se encontró en la literatura técnica análisis similares para celdas de menor tamaño por lo
que no es posible comparar la distribución radial de los perfiles de % de sólido, sin
embargo, la forma de los perfiles presentados en la Figura 25 es similar en comportamiento
al reportado por la primera celda de flotación primaria Wemco190 de 48m3 (Condori,
2001), esto es, perfil plano bajo la interfase en torno a 36%, disminución del porcentaje de
sólidos en torno a la interfase en torno al 14% (interfase poco definida por aire forzado) y
aumento en la zona de espuma convergiendo a 44%.
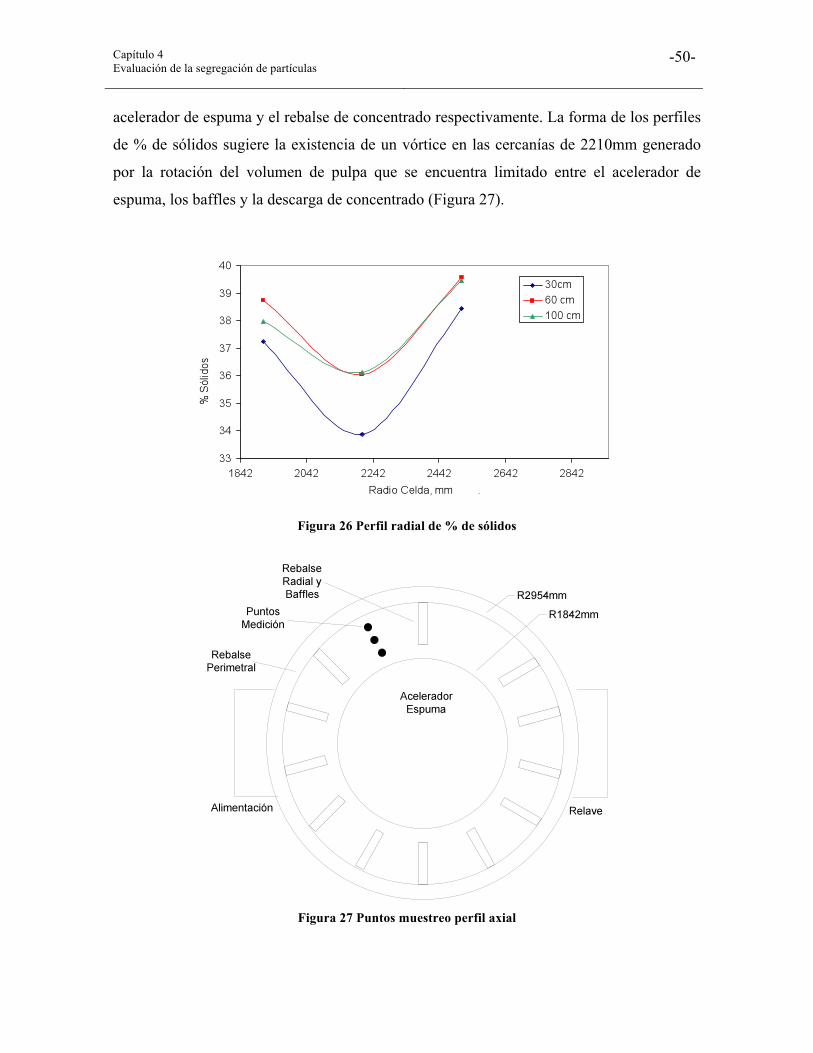
La Figura 26 muestra el % de sólidos en función del radio de medición para 3
profundidades distintas. Los radios 1842mm y 2954 mm denotan la superficie del
Capítulo 4 Evaluación de la segregación de partículas
-50-
acelerador de espuma y el rebalse de concentrado respectivamente. La forma de los perfiles
de % de sólidos sugiere la existencia de un vórtice en las cercanías de 2210mm generado
por la rotación del volumen de pulpa que se encuentra limitado entre el acelerador de
espuma, los baffles y la descarga de concentrado (Figura 27).
Figura 26 Perfil radial de % de sólidos
Figura 27 Puntos muestreo perfil axial
Capítulo 4 Evaluación de la segregación de partículas
-51-
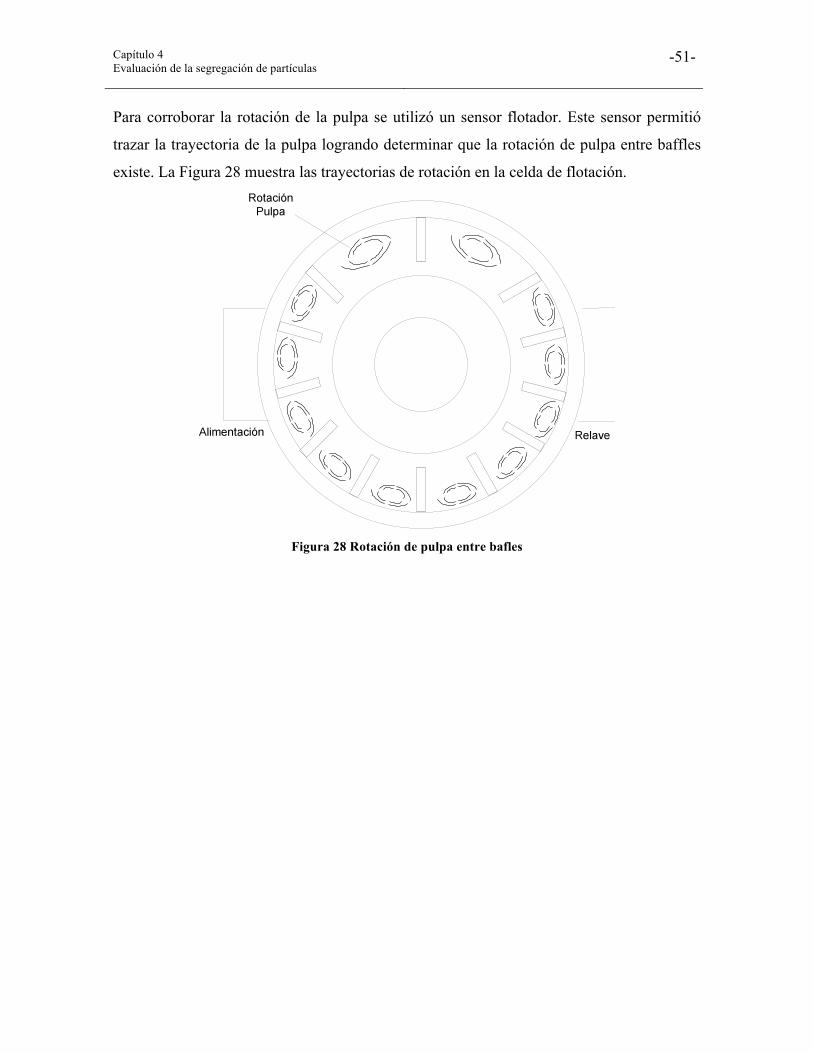
Para corroborar la rotación de la pulpa se utilizó un sensor flotador. Este sensor permitió
trazar la trayectoria de la pulpa logrando determinar que la rotación de pulpa entre baffles
existe. La Figura 28 muestra las trayectorias de rotación en la celda de flotación.
Figura 28 Rotación de pulpa entre bafles
Capítulo 4 Evaluación de la segregación de partículas
-52-
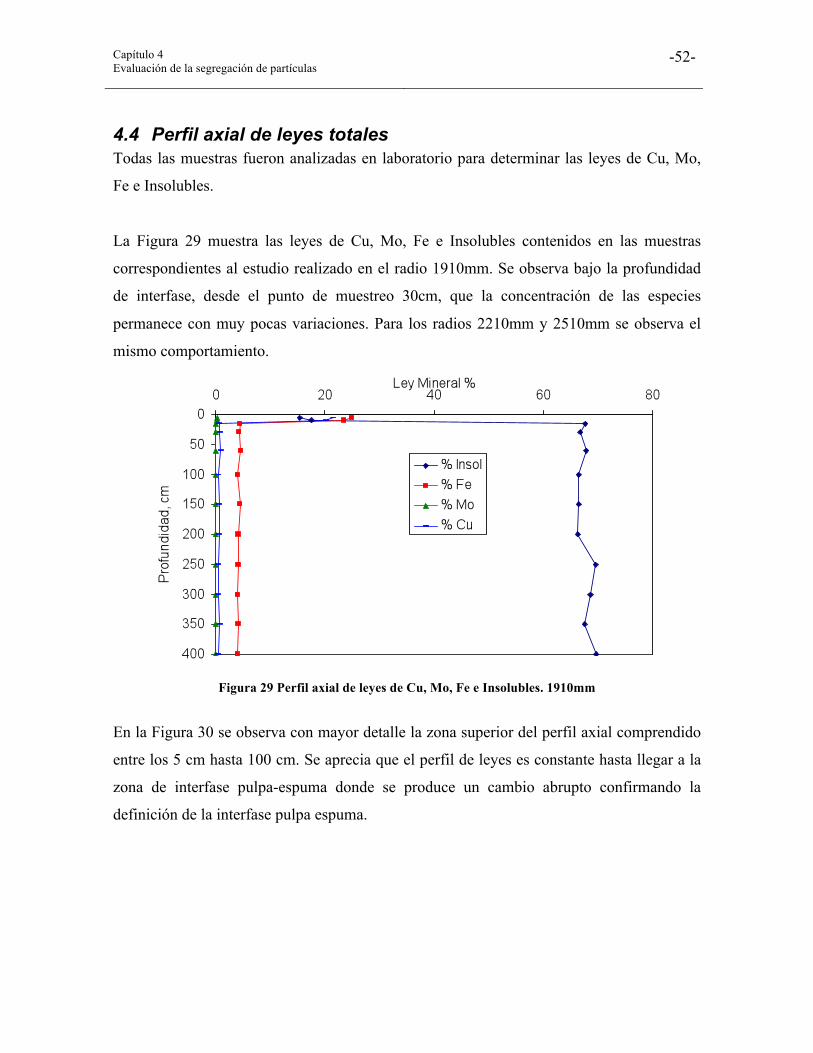
4.4 Perfil axial de leyes totales Todas las muestras fueron analizadas en laboratorio para determinar las leyes de Cu, Mo,
Fe e Insolubles.
La Figura 29 muestra las leyes de Cu, Mo, Fe e Insolubles contenidos en las muestras
correspondientes al estudio realizado en el radio 1910mm. Se observa bajo la profundidad
de interfase, desde el punto de muestreo 30cm, que la concentración de las especies
permanece con muy pocas variaciones. Para los radios 2210mm y 2510mm se observa el
mismo comportamiento.
Figura 29 Perfil axial de leyes de Cu, Mo, Fe e Insolubles. 1910mm
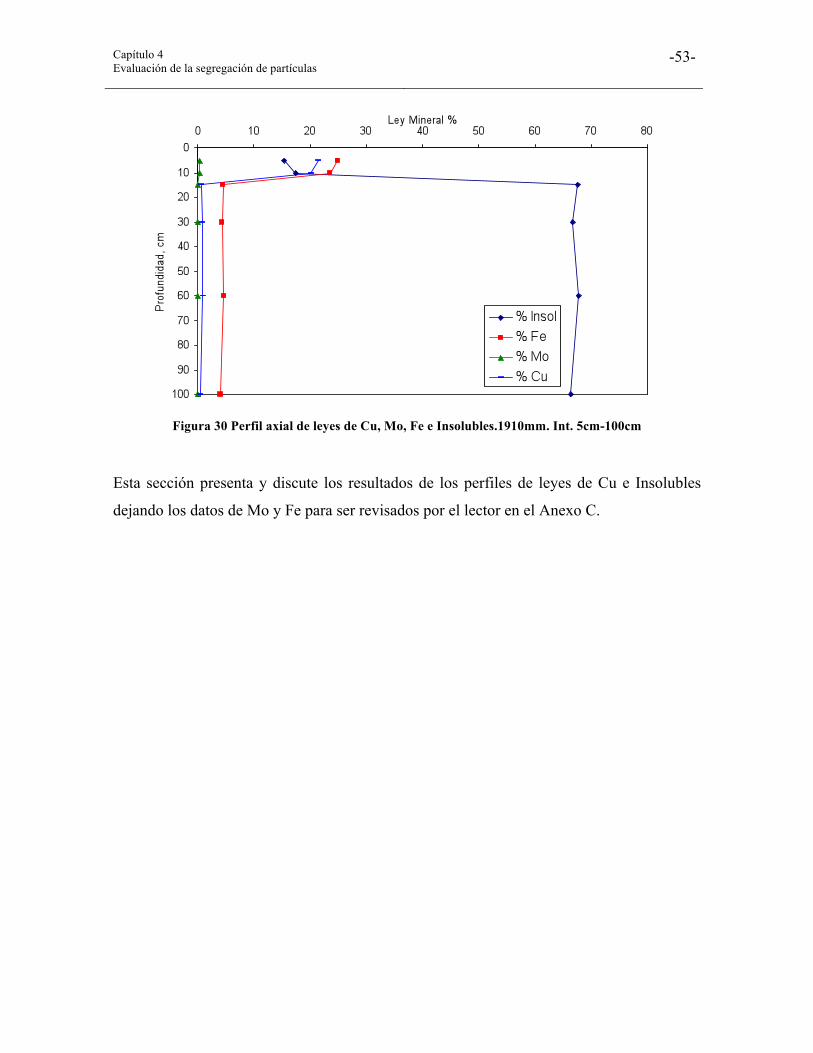
En la Figura 30 se observa con mayor detalle la zona superior del perfil axial comprendido
entre los 5 cm hasta 100 cm. Se aprecia que el perfil de leyes es constante hasta llegar a la
zona de interfase pulpa-espuma donde se produce un cambio abrupto confirmando la
definición de la interfase pulpa espuma.
Capítulo 4 Evaluación de la segregación de partículas
-53-
Figura 30 Perfil axial de leyes de Cu, Mo, Fe e Insolubles.1910mm. Int. 5cm-100cm
Esta sección presenta y discute los resultados de los perfiles de leyes de Cu e Insolubles
dejando los datos de Mo y Fe para ser revisados por el lector en el Anexo C.
Capítulo 4 Evaluación de la segregación de partículas
-54-
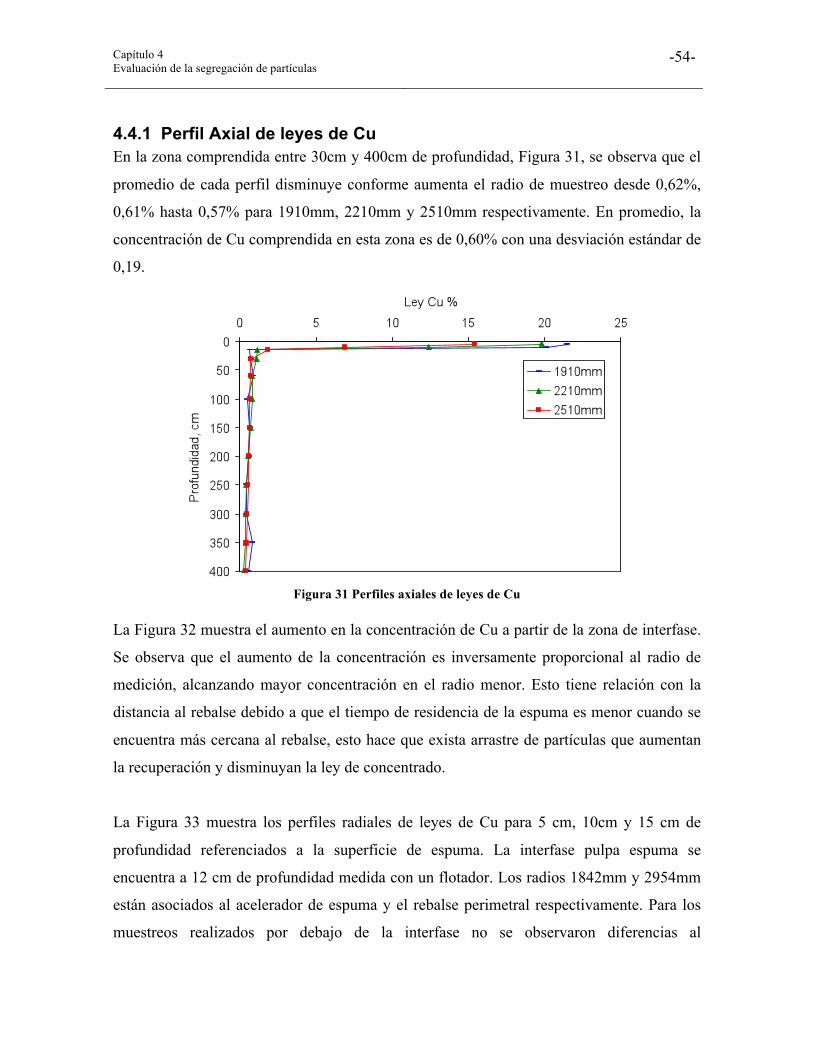
4.4.1 Perfil Axial de leyes de Cu En la zona comprendida entre 30cm y 400cm de profundidad, Figura 31, se observa que el
promedio de cada perfil disminuye conforme aumenta el radio de muestreo desde 0,62%,
0,61% hasta 0,57% para 1910mm, 2210mm y 2510mm respectivamente. En promedio, la
concentración de Cu comprendida en esta zona es de 0,60% con una desviación estándar de
0,19.
Figura 31 Perfiles axiales de leyes de Cu
La Figura 32 muestra el aumento en la concentración de Cu a partir de la zona de interfase.
Se observa que el aumento de la concentración es inversamente proporcional al radio de
medición, alcanzando mayor concentración en el radio menor. Esto tiene relación con la
distancia al rebalse debido a que el tiempo de residencia de la espuma es menor cuando se
encuentra más cercana al rebalse, esto hace que exista arrastre de partículas que aumentan
la recuperación y disminuyan la ley de concentrado.
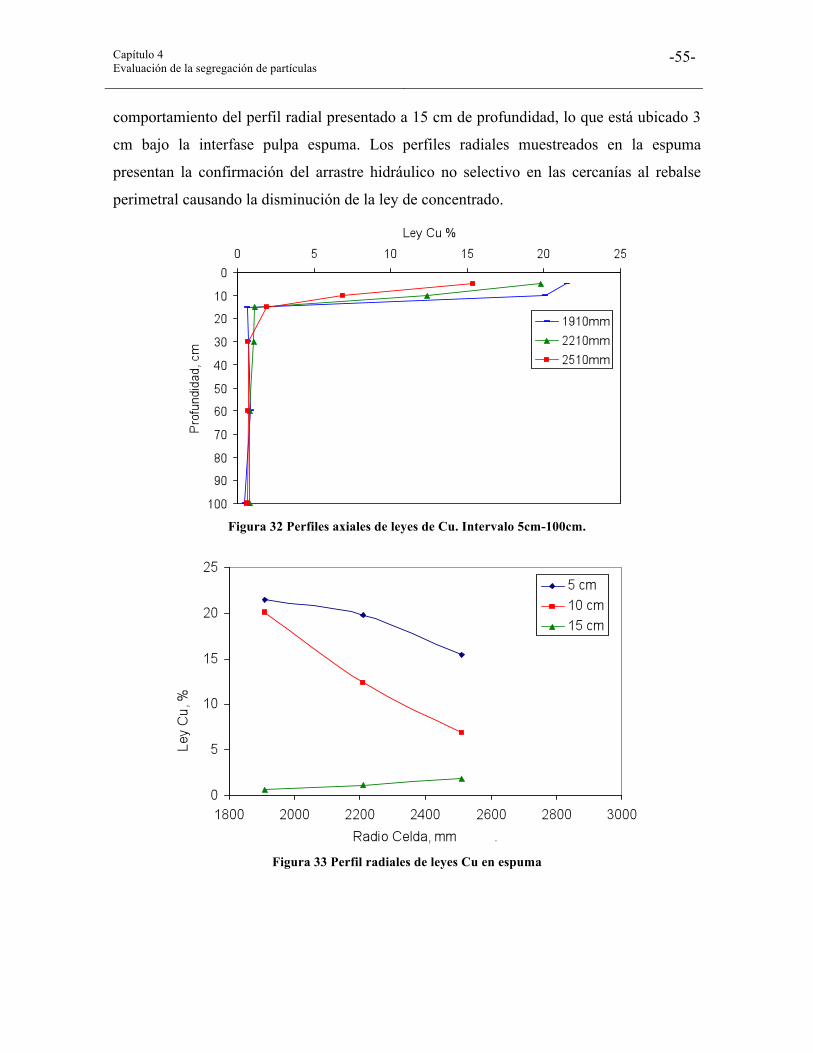
La Figura 33 muestra los perfiles radiales de leyes de Cu para 5 cm, 10cm y 15 cm de
profundidad referenciados a la superficie de espuma. La interfase pulpa espuma se
encuentra a 12 cm de profundidad medida con un flotador. Los radios 1842mm y 2954mm
están asociados al acelerador de espuma y el rebalse perimetral respectivamente. Para los
muestreos realizados por debajo de la interfase no se observaron diferencias al
Capítulo 4 Evaluación de la segregación de partículas
-55-
comportamiento del perfil radial presentado a 15 cm de profundidad, lo que está ubicado 3
cm bajo la interfase pulpa espuma. Los perfiles radiales muestreados en la espuma
presentan la confirmación del arrastre hidráulico no selectivo en las cercanías al rebalse
perimetral causando la disminución de la ley de concentrado.
Figura 32 Perfiles axiales de leyes de Cu. Intervalo 5cm-100cm.
Figura 33 Perfil radiales de leyes Cu en espuma
Capítulo 4 Evaluación de la segregación de partículas
-56-
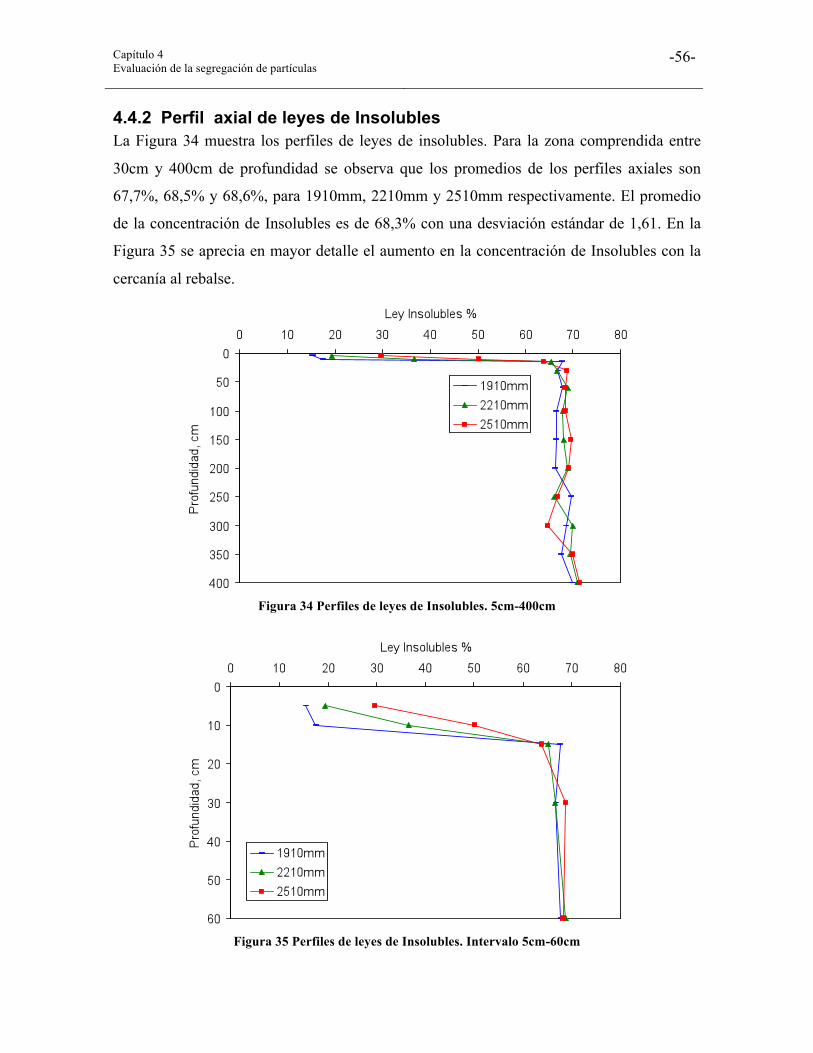
4.4.2 Perfil axial de leyes de Insolubles La Figura 34 muestra los perfiles de leyes de insolubles. Para la zona comprendida entre
30cm y 400cm de profundidad se observa que los promedios de los perfiles axiales son
67,7%, 68,5% y 68,6%, para 1910mm, 2210mm y 2510mm respectivamente. El promedio
de la concentración de Insolubles es de 68,3% con una desviación estándar de 1,61. En la
Figura 35 se aprecia en mayor detalle el aumento en la concentración de Insolubles con la
cercanía al rebalse.
Figura 34 Perfiles de leyes de Insolubles. 5cm-400cm
Figura 35 Perfiles de leyes de Insolubles. Intervalo 5cm-60cm
Capítulo 4 Evaluación de la segregación de partículas
-57-
El aumento está directamente relacionado con el arrastre hidráulico no selectivo, siendo
mayor en las cercanías del rebalse perimetral. Para eliminar el efecto de los rebalses
radiales, las mediciones fueron realizadas en el punto intermedio entre rebalses radiales.
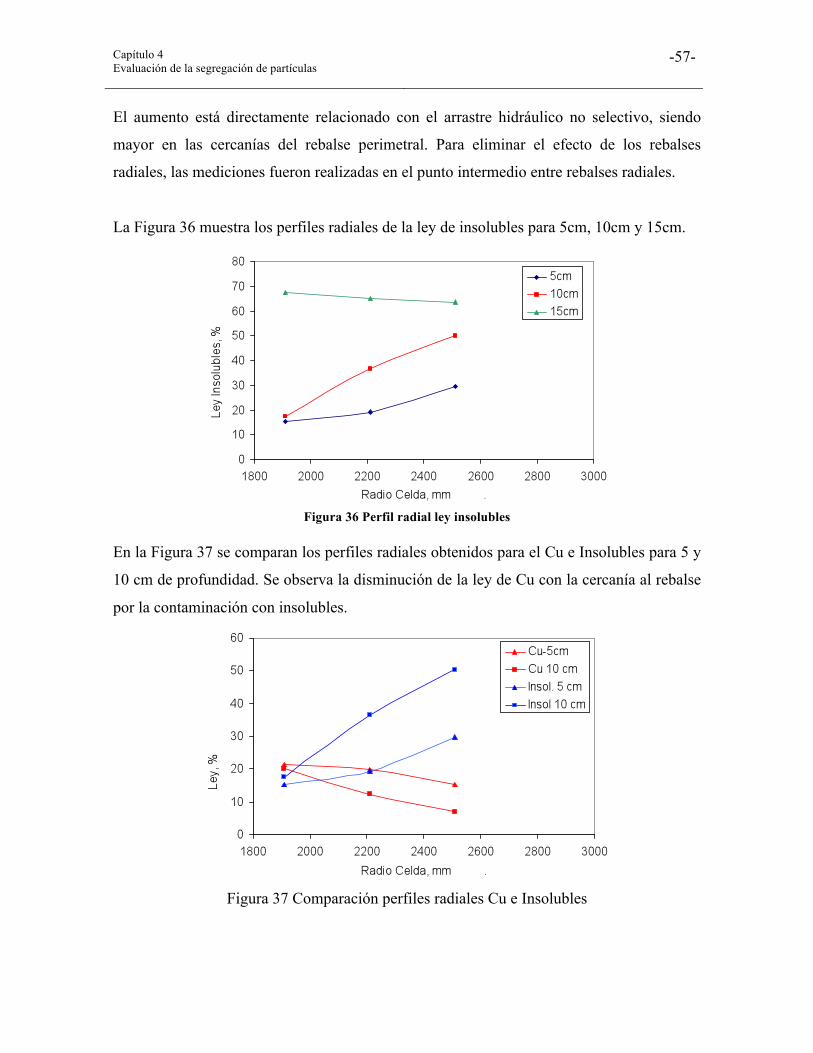
La Figura 36 muestra los perfiles radiales de la ley de insolubles para 5cm, 10cm y 15cm.
Figura 36 Perfil radial ley insolubles
En la Figura 37 se comparan los perfiles radiales obtenidos para el Cu e Insolubles para 5 y
10 cm de profundidad. Se observa la disminución de la ley de Cu con la cercanía al rebalse
por la contaminación con insolubles.
Figura 37 Comparación perfiles radiales Cu e Insolubles
Capítulo 4 Evaluación de la segregación de partículas
-58-
4.5 Perfil de leyes por clase de tamaño
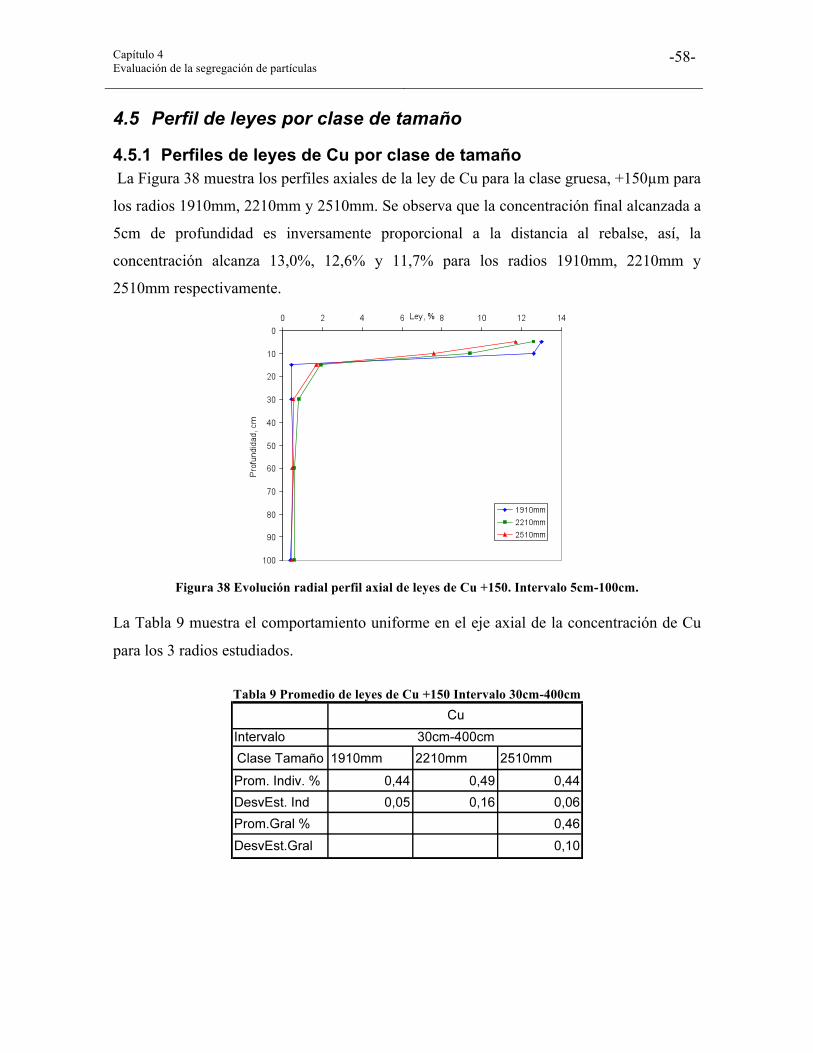
4.5.1 Perfiles de leyes de Cu por clase de tamaño La Figura 38 muestra los perfiles axiales de la ley de Cu para la clase gruesa, +150µm para
los radios 1910mm, 2210mm y 2510mm. Se observa que la concentración final alcanzada a
5cm de profundidad es inversamente proporcional a la distancia al rebalse, así, la
concentración alcanza 13,0%, 12,6% y 11,7% para los radios 1910mm, 2210mm y
2510mm respectivamente.
Figura 38 Evolución radial perfil axial de leyes de Cu +150. Intervalo 5cm-100cm.
La Tabla 9 muestra el comportamiento uniforme en el eje axial de la concentración de Cu
para los 3 radios estudiados.
Tabla 9 Promedio de leyes de Cu +150 Intervalo 30cm-400cm
Capítulo 4 Evaluación de la segregación de partículas
-59-
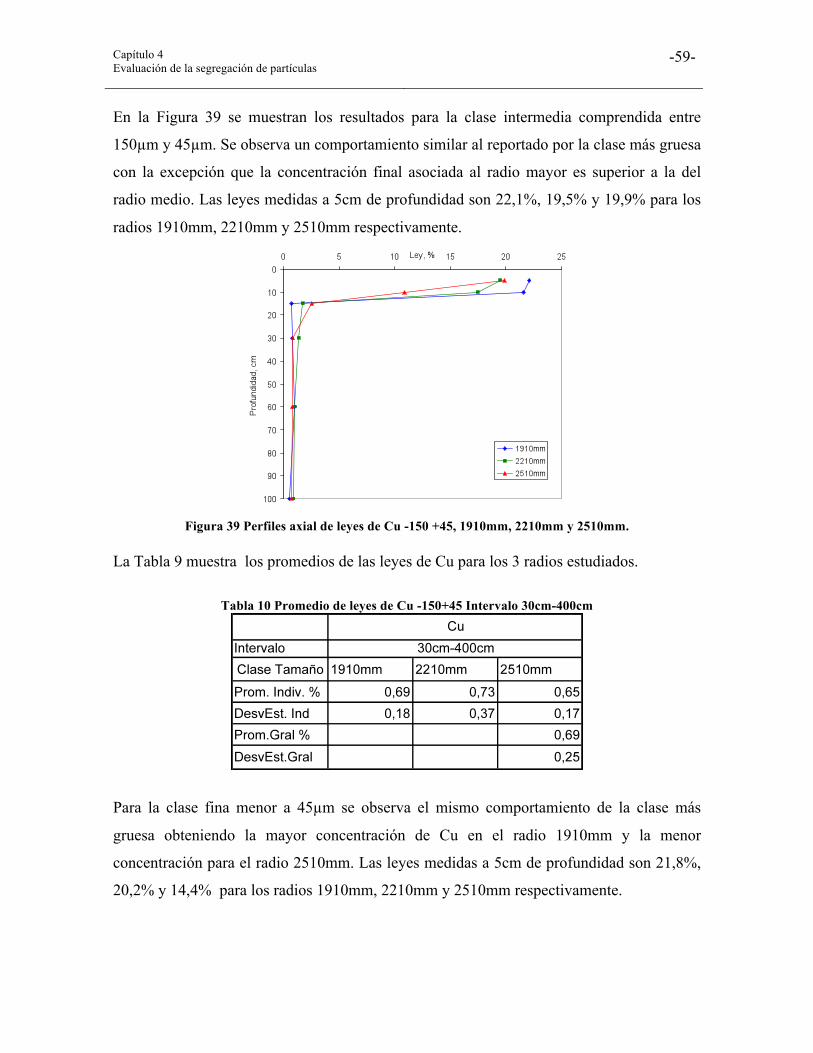
En la Figura 39 se muestran los resultados para la clase intermedia comprendida entre
150µm y 45µm. Se observa un comportamiento similar al reportado por la clase más gruesa
con la excepción que la concentración final asociada al radio mayor es superior a la del
radio medio. Las leyes medidas a 5cm de profundidad son 22,1%, 19,5% y 19,9% para los
radios 1910mm, 2210mm y 2510mm respectivamente.
Figura 39 Perfiles axial de leyes de Cu -150 +45, 1910mm, 2210mm y 2510mm.
La Tabla 9 muestra los promedios de las leyes de Cu para los 3 radios estudiados.
Tabla 10 Promedio de leyes de Cu -150+45 Intervalo 30cm-400cm
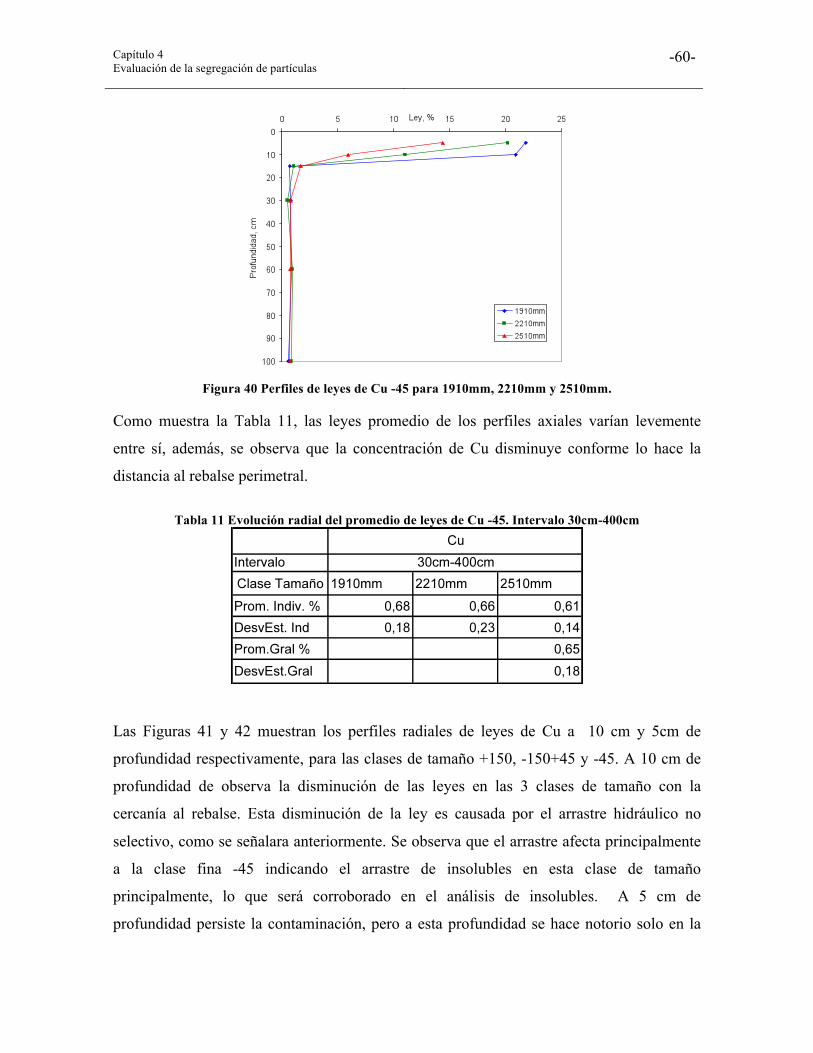
Para la clase fina menor a 45µm se observa el mismo comportamiento de la clase más
gruesa obteniendo la mayor concentración de Cu en el radio 1910mm y la menor
concentración para el radio 2510mm. Las leyes medidas a 5cm de profundidad son 21,8%,
20,2% y 14,4% para los radios 1910mm, 2210mm y 2510mm respectivamente.
Capítulo 4 Evaluación de la segregación de partículas
-60-
Figura 40 Perfiles de leyes de Cu -45 para 1910mm, 2210mm y 2510mm.
Como muestra la Tabla 11, las leyes promedio de los perfiles axiales varían levemente
entre sí, además, se observa que la concentración de Cu disminuye conforme lo hace la
distancia al rebalse perimetral.
Tabla 11 Evolución radial del promedio de leyes de Cu -45. Intervalo 30cm-400cm
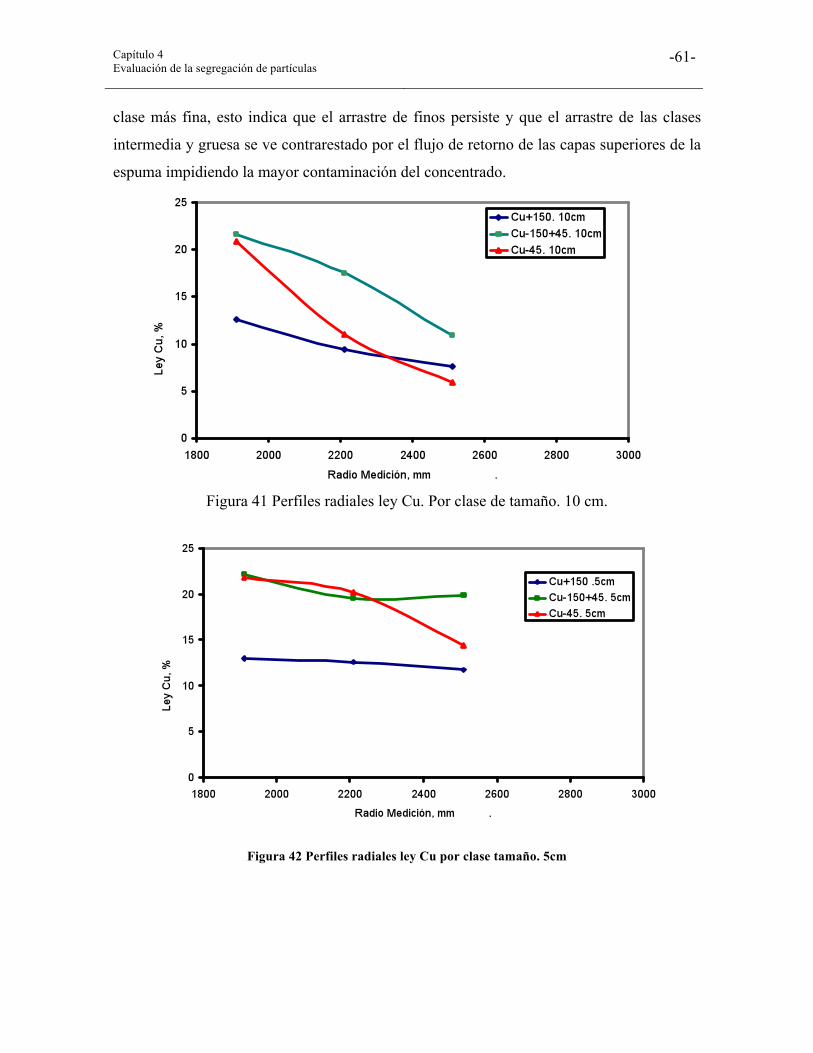
Las Figuras 41 y 42 muestran los perfiles radiales de leyes de Cu a 10 cm y 5cm de
profundidad respectivamente, para las clases de tamaño +150, -150+45 y -45. A 10 cm de
profundidad de observa la disminución de las leyes en las 3 clases de tamaño con la
cercanía al rebalse. Esta disminución de la ley es causada por el arrastre hidráulico no
selectivo, como se señalara anteriormente. Se observa que el arrastre afecta principalmente
a la clase fina -45 indicando el arrastre de insolubles en esta clase de tamaño
principalmente, lo que será corroborado en el análisis de insolubles. A 5 cm de
profundidad persiste la contaminación, pero a esta profundidad se hace notorio solo en la
Capítulo 4 Evaluación de la segregación de partículas
-61-
clase más fina, esto indica que el arrastre de finos persiste y que el arrastre de las clases
intermedia y gruesa se ve contrarestado por el flujo de retorno de las capas superiores de la
espuma impidiendo la mayor contaminación del concentrado.
Figura 41 Perfiles radiales ley Cu. Por clase de tamaño. 10 cm.
Figura 42 Perfiles radiales ley Cu por clase tamaño. 5cm
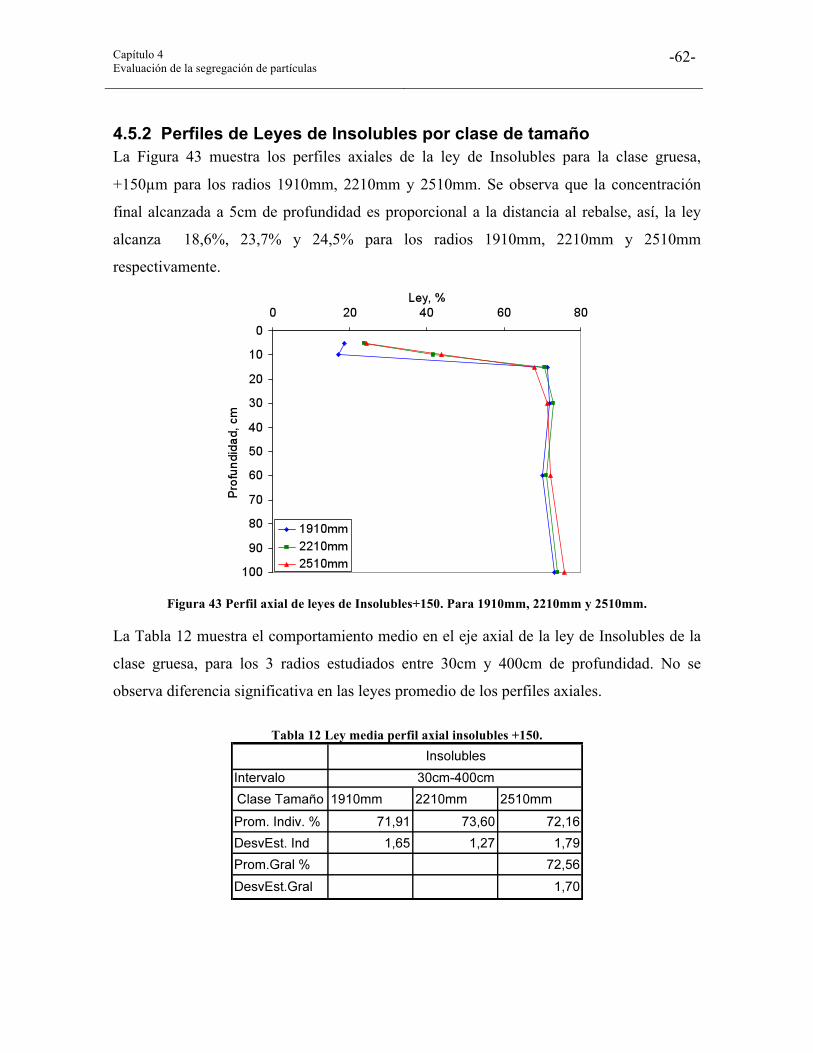
Capítulo 4 Evaluación de la segregación de partículas
-62-
4.5.2 Perfiles de Leyes de Insolubles por clase de tamaño La Figura 43 muestra los perfiles axiales de la ley de Insolubles para la clase gruesa,
+150µm para los radios 1910mm, 2210mm y 2510mm. Se observa que la concentración
final alcanzada a 5cm de profundidad es proporcional a la distancia al rebalse, así, la ley
alcanza 18,6%, 23,7% y 24,5% para los radios 1910mm, 2210mm y 2510mm
respectivamente.
Figura 43 Perfil axial de leyes de Insolubles+150. Para 1910mm, 2210mm y 2510mm.
La Tabla 12 muestra el comportamiento medio en el eje axial de la ley de Insolubles de la
clase gruesa, para los 3 radios estudiados entre 30cm y 400cm de profundidad. No se
observa diferencia significativa en las leyes promedio de los perfiles axiales.
Tabla 12 Ley media perfil axial insolubles +150.
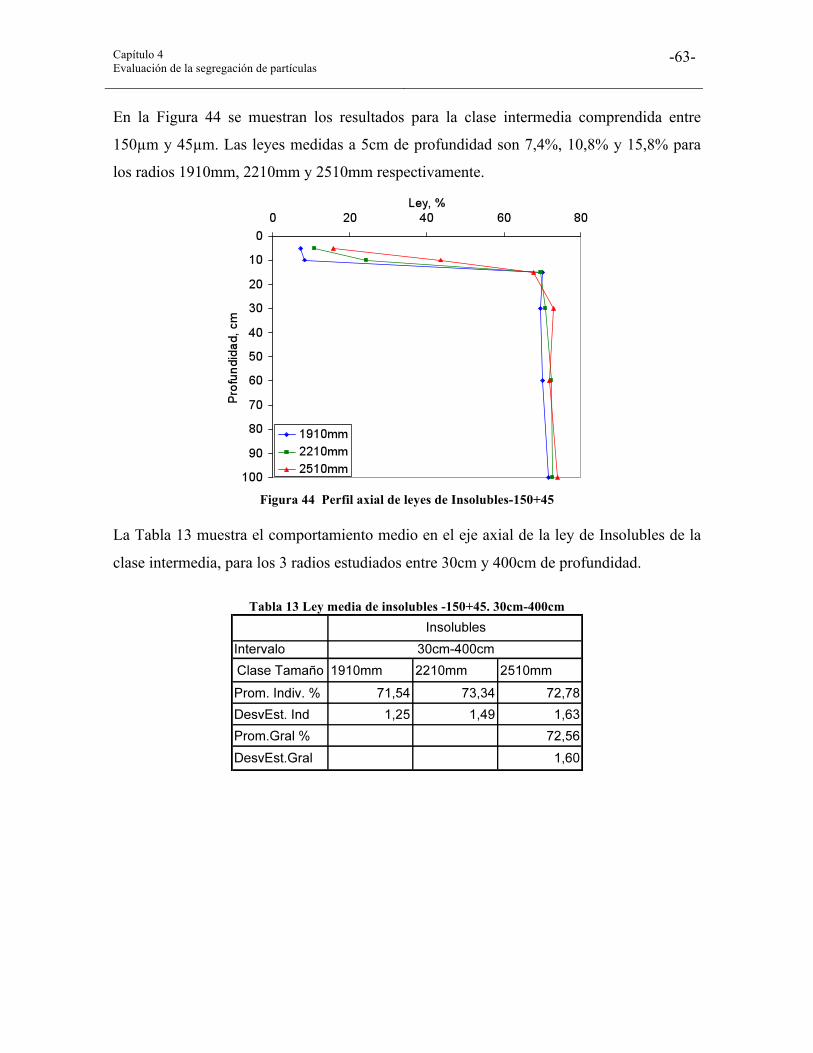
Capítulo 4 Evaluación de la segregación de partículas
-63-
En la Figura 44 se muestran los resultados para la clase intermedia comprendida entre
150µm y 45µm. Las leyes medidas a 5cm de profundidad son 7,4%, 10,8% y 15,8% para
los radios 1910mm, 2210mm y 2510mm respectivamente.
Figura 44 Perfil axial de leyes de Insolubles-150+45
La Tabla 13 muestra el comportamiento medio en el eje axial de la ley de Insolubles de la
clase intermedia, para los 3 radios estudiados entre 30cm y 400cm de profundidad.
Tabla 13 Ley media de insolubles -150+45. 30cm-400cm
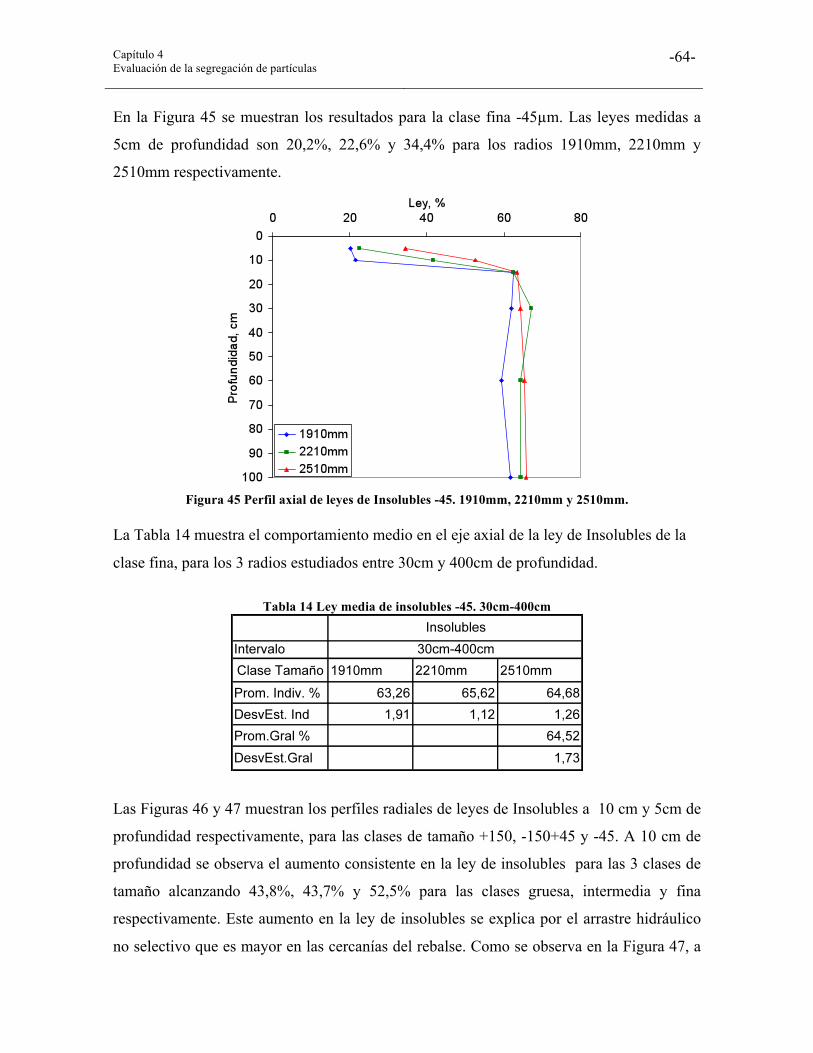
Capítulo 4 Evaluación de la segregación de partículas
-64-
En la Figura 45 se muestran los resultados para la clase fina -45µm. Las leyes medidas a
5cm de profundidad son 20,2%, 22,6% y 34,4% para los radios 1910mm, 2210mm y
2510mm respectivamente.
Figura 45 Perfil axial de leyes de Insolubles -45. 1910mm, 2210mm y 2510mm.
La Tabla 14 muestra el comportamiento medio en el eje axial de la ley de Insolubles de la
clase fina, para los 3 radios estudiados entre 30cm y 400cm de profundidad.
Tabla 14 Ley media de insolubles -45. 30cm-400cm
Las Figuras 46 y 47 muestran los perfiles radiales de leyes de Insolubles a 10 cm y 5cm de
profundidad respectivamente, para las clases de tamaño +150, -150+45 y -45. A 10 cm de
profundidad se observa el aumento consistente en la ley de insolubles para las 3 clases de
tamaño alcanzando 43,8%, 43,7% y 52,5% para las clases gruesa, intermedia y fina
respectivamente. Este aumento en la ley de insolubles se explica por el arrastre hidráulico
no selectivo que es mayor en las cercanías del rebalse. Como se observa en la Figura 47, a
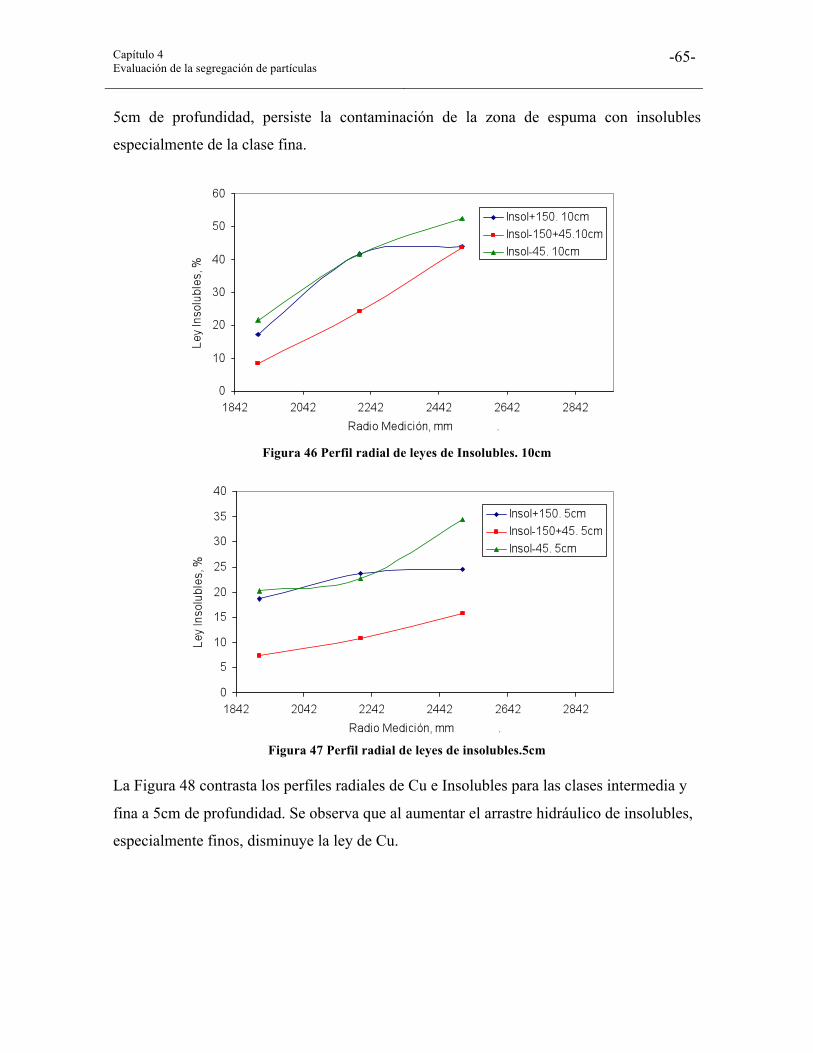
Capítulo 4 Evaluación de la segregación de partículas
-65-
5cm de profundidad, persiste la contaminación de la zona de espuma con insolubles
especialmente de la clase fina.
Figura 46 Perfil radial de leyes de Insolubles. 10cm
Figura 47 Perfil radial de leyes de insolubles.5cm
La Figura 48 contrasta los perfiles radiales de Cu e Insolubles para las clases intermedia y
fina a 5cm de profundidad. Se observa que al aumentar el arrastre hidráulico de insolubles,
especialmente finos, disminuye la ley de Cu.
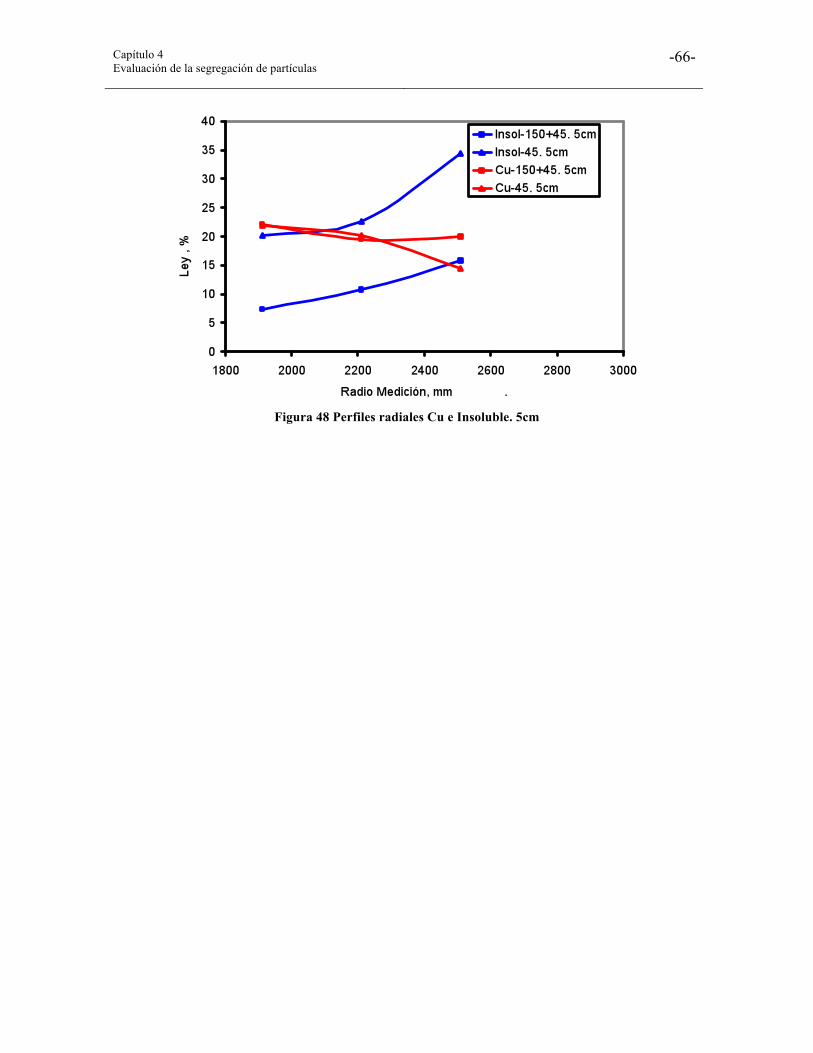
Capítulo 4 Evaluación de la segregación de partículas
-66-
Figura 48 Perfiles radiales Cu e Insoluble. 5cm
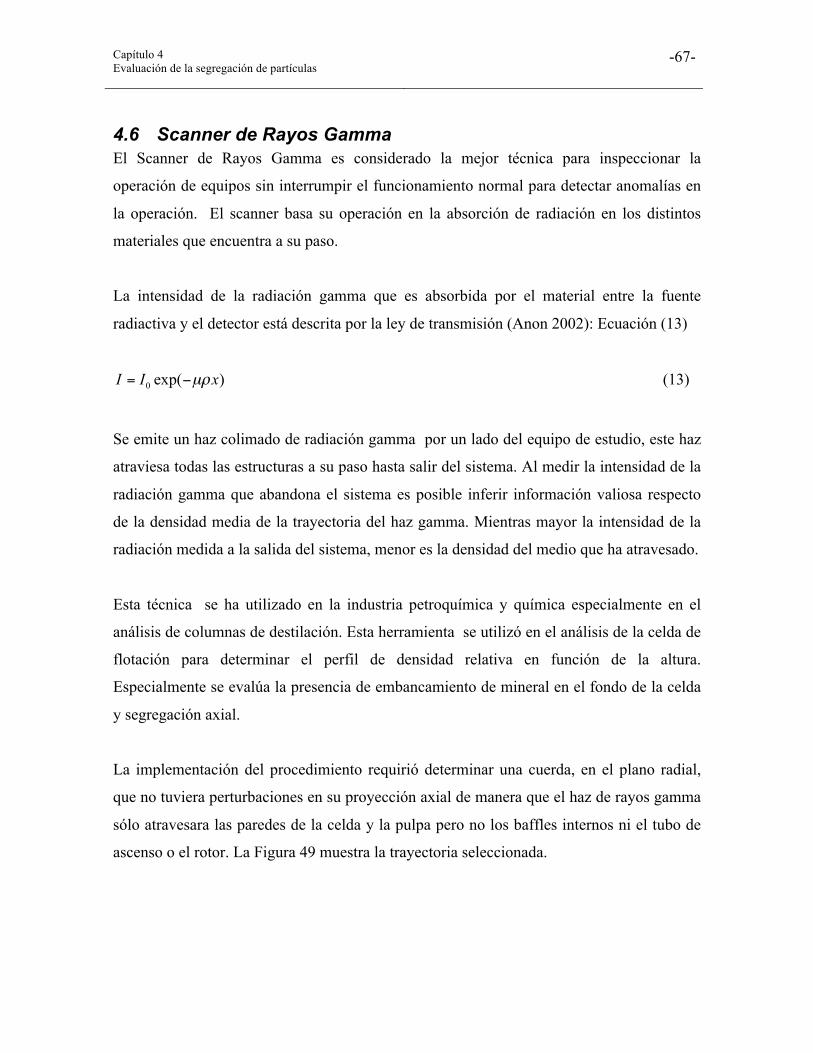
Capítulo 4 Evaluación de la segregación de partículas
-67-
4.6 Scanner de Rayos Gamma El Scanner de Rayos Gamma es considerado la mejor técnica para inspeccionar la
operación de equipos sin interrumpir el funcionamiento normal para detectar anomalías en
la operación. El scanner basa su operación en la absorción de radiación en los distintos
materiales que encuentra a su paso.
La intensidad de la radiación gamma que es absorbida por el material entre la fuente
radiactiva y el detector está descrita por la ley de transmisión (Anon 2002): Ecuación (13)
(13)
Se emite un haz colimado de radiación gamma por un lado del equipo de estudio, este haz
atraviesa todas las estructuras a su paso hasta salir del sistema. Al medir la intensidad de la
radiación gamma que abandona el sistema es posible inferir información valiosa respecto
de la densidad media de la trayectoria del haz gamma. Mientras mayor la intensidad de la
radiación medida a la salida del sistema, menor es la densidad del medio que ha atravesado.
Esta técnica se ha utilizado en la industria petroquímica y química especialmente en el
análisis de columnas de destilación. Esta herramienta se utilizó en el análisis de la celda de
flotación para determinar el perfil de densidad relativa en función de la altura.
Especialmente se evalúa la presencia de embancamiento de mineral en el fondo de la celda
y segregación axial.
La implementación del procedimiento requirió determinar una cuerda, en el plano radial,
que no tuviera perturbaciones en su proyección axial de manera que el haz de rayos gamma
sólo atravesara las paredes de la celda y la pulpa pero no los baffles internos ni el tubo de
ascenso o el rotor. La Figura 49 muestra la trayectoria seleccionada.
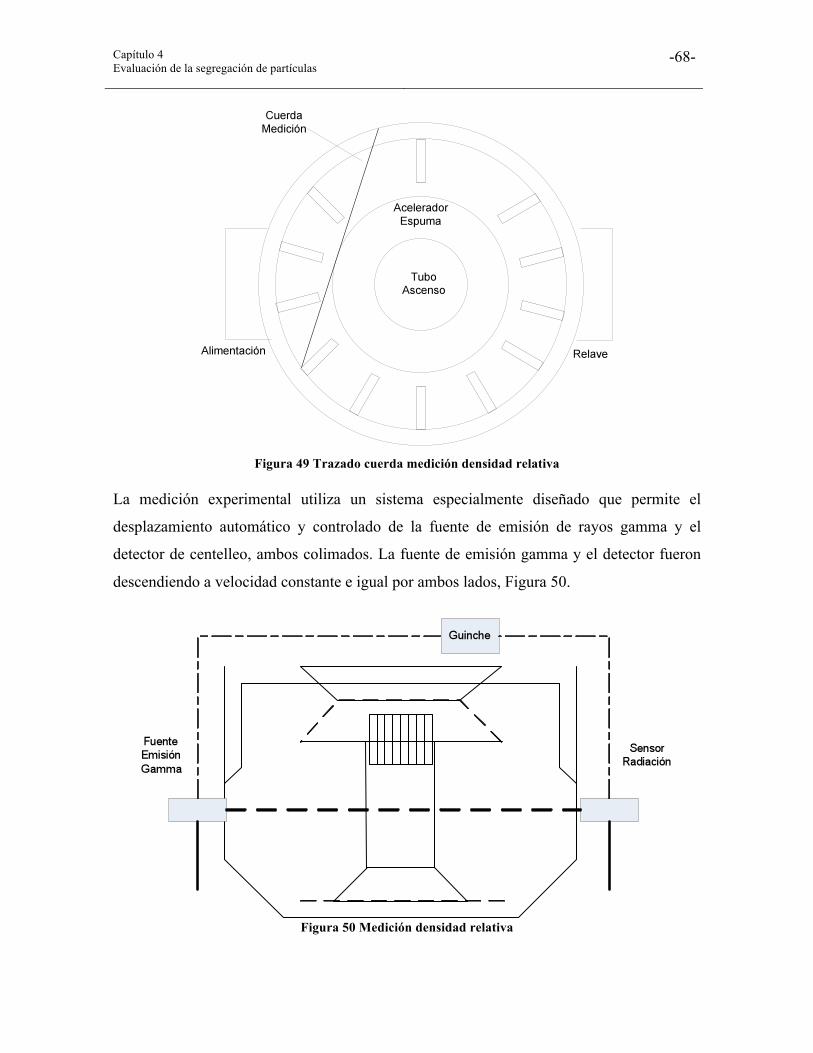
Capítulo 4 Evaluación de la segregación de partículas
-68-
Figura 49 Trazado cuerda medición densidad relativa
La medición experimental utiliza un sistema especialmente diseñado que permite el
desplazamiento automático y controlado de la fuente de emisión de rayos gamma y el
detector de centelleo, ambos colimados. La fuente de emisión gamma y el detector fueron
descendiendo a velocidad constante e igual por ambos lados, Figura 50.
Figura 50 Medición densidad relativa
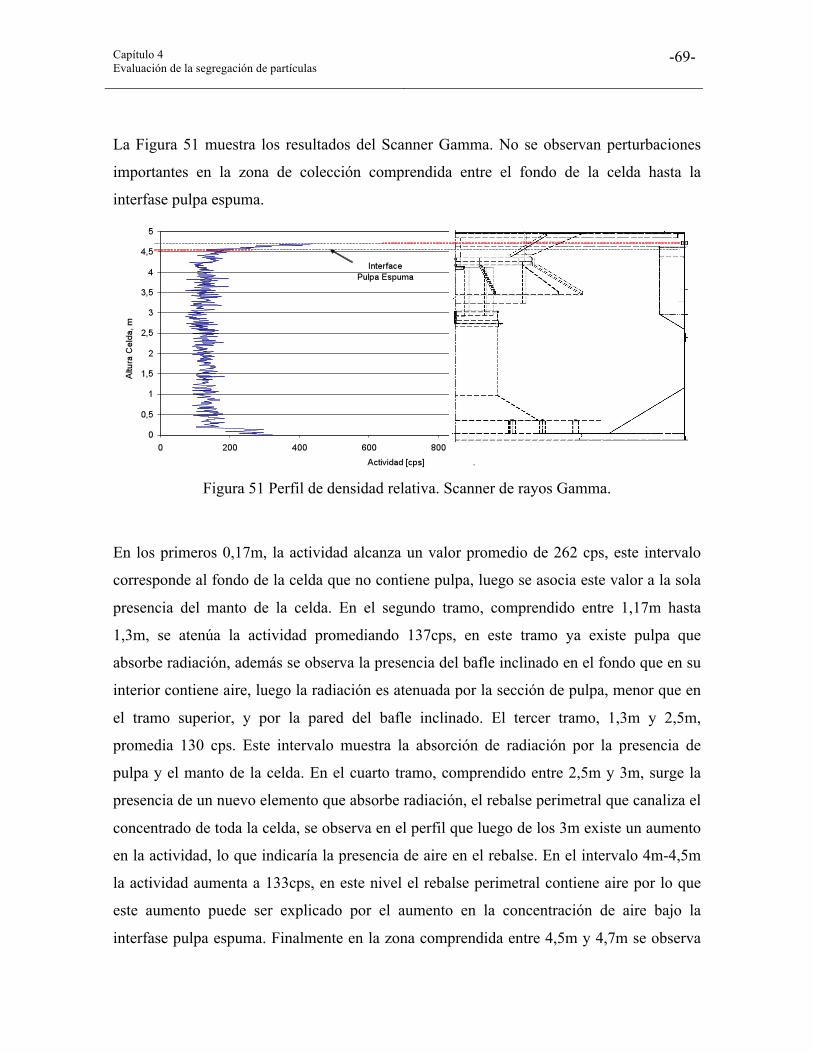
Capítulo 4 Evaluación de la segregación de partículas
-69-
La Figura 51 muestra los resultados del Scanner Gamma. No se observan perturbaciones
importantes en la zona de colección comprendida entre el fondo de la celda hasta la
interfase pulpa espuma.
Figura 51 Perfil de densidad relativa. Scanner de rayos Gamma.
En los primeros 0,17m, la actividad alcanza un valor promedio de 262 cps, este intervalo
corresponde al fondo de la celda que no contiene pulpa, luego se asocia este valor a la sola
presencia del manto de la celda. En el segundo tramo, comprendido entre 1,17m hasta
1,3m, se atenúa la actividad promediando 137cps, en este tramo ya existe pulpa que
absorbe radiación, además se observa la presencia del bafle inclinado en el fondo que en su
interior contiene aire, luego la radiación es atenuada por la sección de pulpa, menor que en
el tramo superior, y por la pared del bafle inclinado. El tercer tramo, 1,3m y 2,5m,
promedia 130 cps. Este intervalo muestra la absorción de radiación por la presencia de
pulpa y el manto de la celda. En el cuarto tramo, comprendido entre 2,5m y 3m, surge la
presencia de un nuevo elemento que absorbe radiación, el rebalse perimetral que canaliza el
concentrado de toda la celda, se observa en el perfil que luego de los 3m existe un aumento
en la actividad, lo que indicaría la presencia de aire en el rebalse. En el intervalo 4m-4,5m
la actividad aumenta a 133cps, en este nivel el rebalse perimetral contiene aire por lo que
este aumento puede ser explicado por el aumento en la concentración de aire bajo la
interfase pulpa espuma. Finalmente en la zona comprendida entre 4,5m y 4,7m se observa

Capítulo 4 Evaluación de la segregación de partículas
-70-
un importante aumento en la actividad lo que se explica por el aumento en la concentración
de aire desde alrededor de 15% en la zona de colección hasta un 90% en la zona de
limpieza, así, la actividad sube drásticamente desde 132 cps hasta 441 cps entre 4,5m y
4,71m respectivamente cuando alcanza la superficie de la espuma. La interfase pulpa
espuma se encontraba a 13cm de profundidad al momento de la medición.
Capítulo 5 Caracterización Régimen de Mezclado
-71-
5 CARACTERIZACIÓN RÉGIMEN DE MEZCLADO
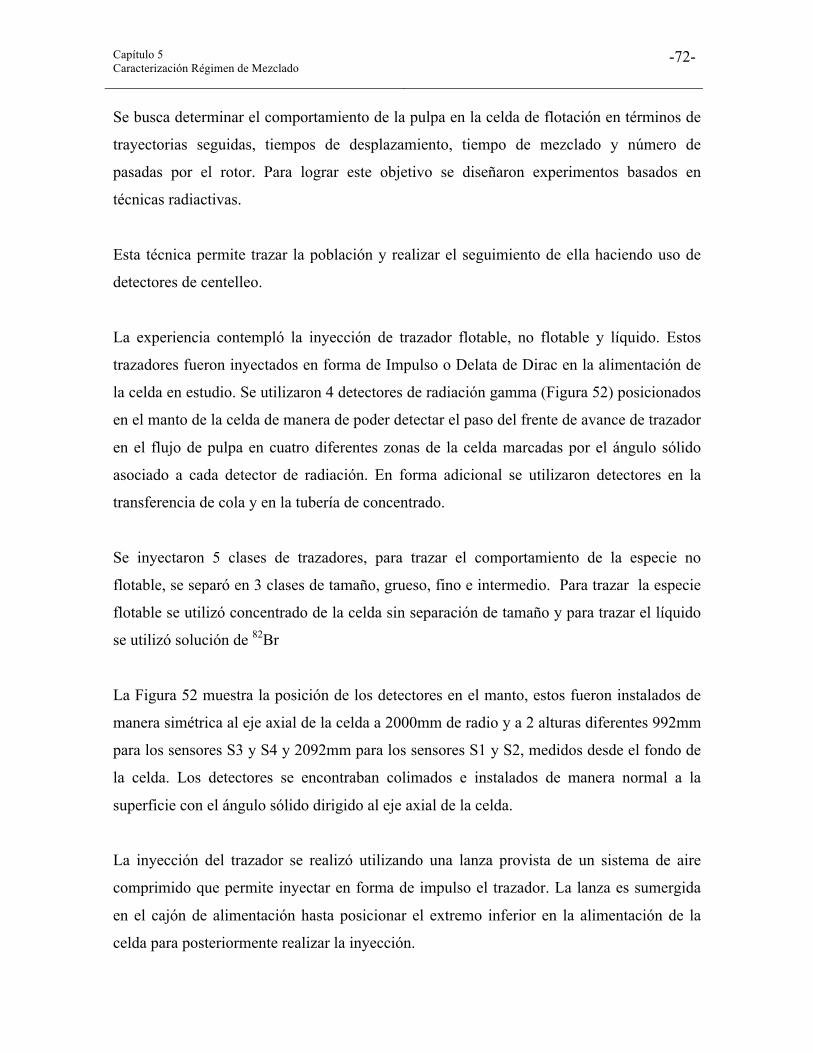
Capítulo 5 Caracterización Régimen de Mezclado
-72-
Se busca determinar el comportamiento de la pulpa en la celda de flotación en términos de
trayectorias seguidas, tiempos de desplazamiento, tiempo de mezclado y número de
pasadas por el rotor. Para lograr este objetivo se diseñaron experimentos basados en
técnicas radiactivas.
Esta técnica permite trazar la población y realizar el seguimiento de ella haciendo uso de
detectores de centelleo.
La experiencia contempló la inyección de trazador flotable, no flotable y líquido. Estos
trazadores fueron inyectados en forma de Impulso o Delata de Dirac en la alimentación de
la celda en estudio. Se utilizaron 4 detectores de radiación gamma (Figura 52) posicionados
en el manto de la celda de manera de poder detectar el paso del frente de avance de trazador
en el flujo de pulpa en cuatro diferentes zonas de la celda marcadas por el ángulo sólido
asociado a cada detector de radiación. En forma adicional se utilizaron detectores en la
transferencia de cola y en la tubería de concentrado.
Se inyectaron 5 clases de trazadores, para trazar el comportamiento de la especie no
flotable, se separó en 3 clases de tamaño, grueso, fino e intermedio. Para trazar la especie
flotable se utilizó concentrado de la celda sin separación de tamaño y para trazar el líquido
se utilizó solución de 82Br
La Figura 52 muestra la posición de los detectores en el manto, estos fueron instalados de
manera simétrica al eje axial de la celda a 2000mm de radio y a 2 alturas diferentes 992mm
para los sensores S3 y S4 y 2092mm para los sensores S1 y S2, medidos desde el fondo de
la celda. Los detectores se encontraban colimados e instalados de manera normal a la
superficie con el ángulo sólido dirigido al eje axial de la celda.
La inyección del trazador se realizó utilizando una lanza provista de un sistema de aire
comprimido que permite inyectar en forma de impulso el trazador. La lanza es sumergida
en el cajón de alimentación hasta posicionar el extremo inferior en la alimentación de la
celda para posteriormente realizar la inyección.
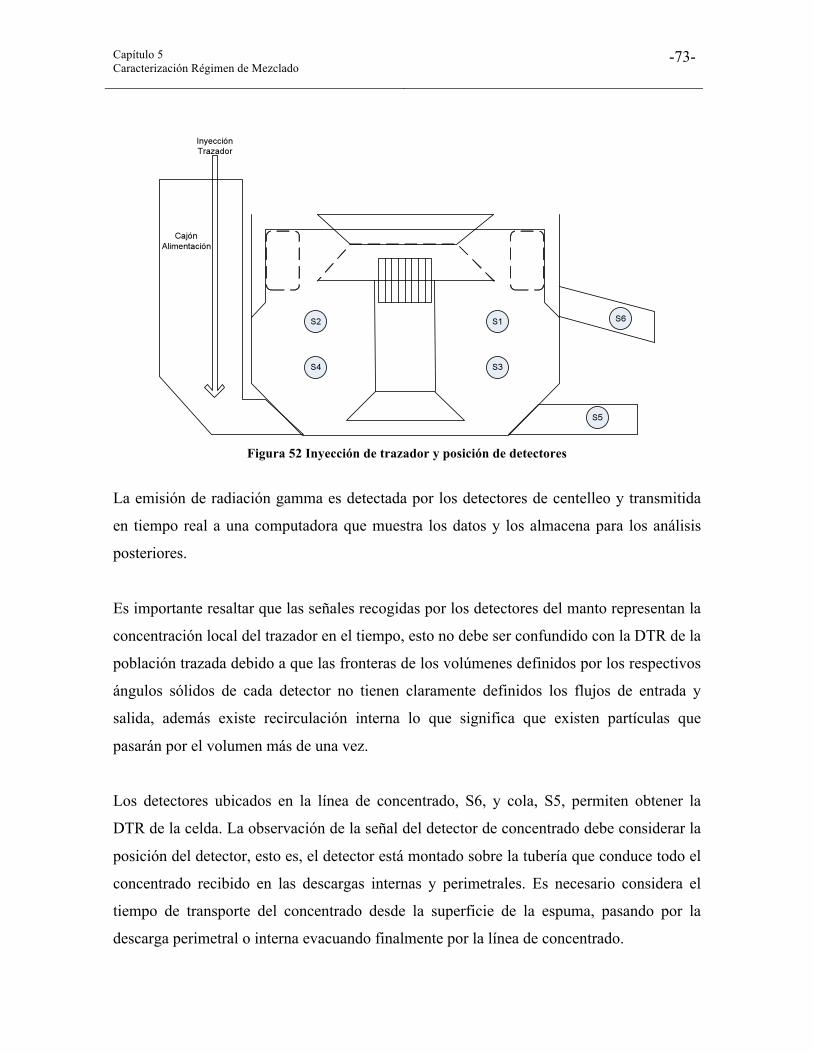
Capítulo 5 Caracterización Régimen de Mezclado
-73-
Figura 52 Inyección de trazador y posición de detectores
La emisión de radiación gamma es detectada por los detectores de centelleo y transmitida
en tiempo real a una computadora que muestra los datos y los almacena para los análisis
posteriores.
Es importante resaltar que las señales recogidas por los detectores del manto representan la
concentración local del trazador en el tiempo, esto no debe ser confundido con la DTR de la
población trazada debido a que las fronteras de los volúmenes definidos por los respectivos
ángulos sólidos de cada detector no tienen claramente definidos los flujos de entrada y
salida, además existe recirculación interna lo que significa que existen partículas que
pasarán por el volumen más de una vez.
Los detectores ubicados en la línea de concentrado, S6, y cola, S5, permiten obtener la
DTR de la celda. La observación de la señal del detector de concentrado debe considerar la
posición del detector, esto es, el detector está montado sobre la tubería que conduce todo el
concentrado recibido en las descargas internas y perimetrales. Es necesario considera el
tiempo de transporte del concentrado desde la superficie de la espuma, pasando por la
descarga perimetral o interna evacuando finalmente por la línea de concentrado.
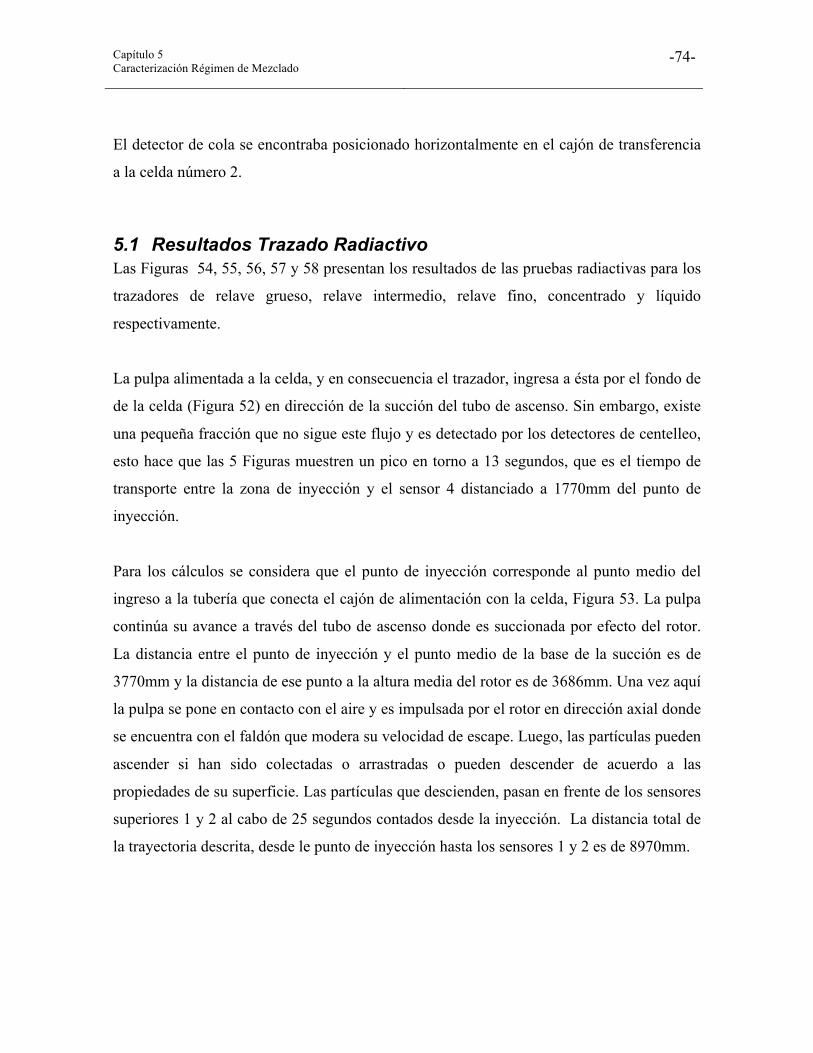
Capítulo 5 Caracterización Régimen de Mezclado
-74-
El detector de cola se encontraba posicionado horizontalmente en el cajón de transferencia
a la celda número 2.
5.1 Resultados Trazado Radiactivo Las Figuras 54, 55, 56, 57 y 58 presentan los resultados de las pruebas radiactivas para los
trazadores de relave grueso, relave intermedio, relave fino, concentrado y líquido
respectivamente.
La pulpa alimentada a la celda, y en consecuencia el trazador, ingresa a ésta por el fondo de
de la celda (Figura 52) en dirección de la succión del tubo de ascenso. Sin embargo, existe
una pequeña fracción que no sigue este flujo y es detectado por los detectores de centelleo,
esto hace que las 5 Figuras muestren un pico en torno a 13 segundos, que es el tiempo de
transporte entre la zona de inyección y el sensor 4 distanciado a 1770mm del punto de
inyección.
Para los cálculos se considera que el punto de inyección corresponde al punto medio del
ingreso a la tubería que conecta el cajón de alimentación con la celda, Figura 53. La pulpa
continúa su avance a través del tubo de ascenso donde es succionada por efecto del rotor.
La distancia entre el punto de inyección y el punto medio de la base de la succión es de
3770mm y la distancia de ese punto a la altura media del rotor es de 3686mm. Una vez aquí
la pulpa se pone en contacto con el aire y es impulsada por el rotor en dirección axial donde
se encuentra con el faldón que modera su velocidad de escape. Luego, las partículas pueden
ascender si han sido colectadas o arrastradas o pueden descender de acuerdo a las
propiedades de su superficie. Las partículas que descienden, pasan en frente de los sensores
superiores 1 y 2 al cabo de 25 segundos contados desde la inyección. La distancia total de
la trayectoria descrita, desde le punto de inyección hasta los sensores 1 y 2 es de 8970mm.
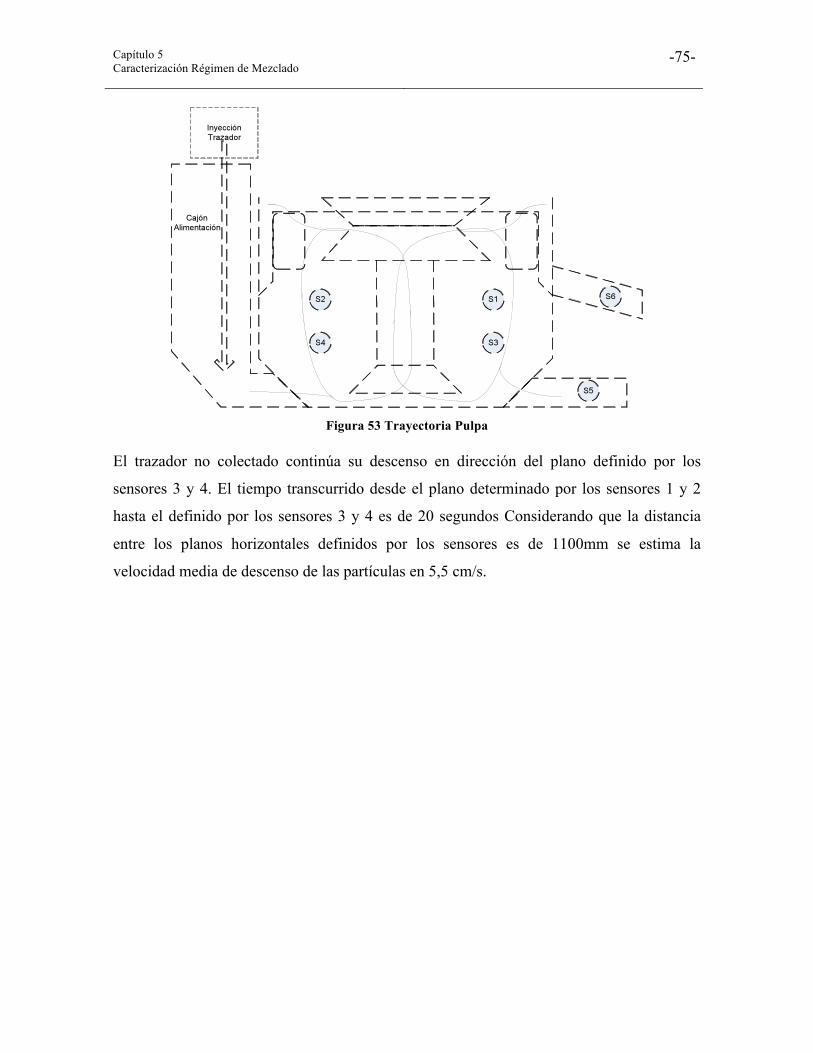
Capítulo 5 Caracterización Régimen de Mezclado
-75-
Figura 53 Trayectoria Pulpa
El trazador no colectado continúa su descenso en dirección del plano definido por los
sensores 3 y 4. El tiempo transcurrido desde el plano determinado por los sensores 1 y 2
hasta el definido por los sensores 3 y 4 es de 20 segundos Considerando que la distancia
entre los planos horizontales definidos por los sensores es de 1100mm se estima la
velocidad media de descenso de las partículas en 5,5 cm/s.
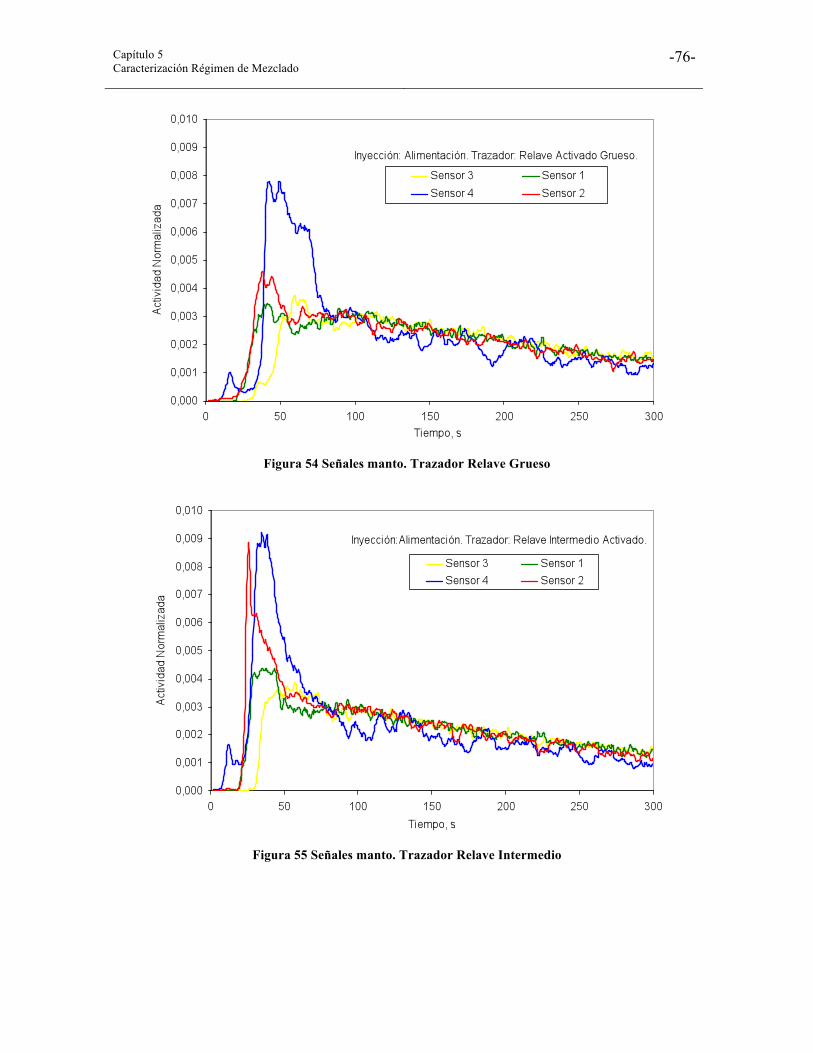
Capítulo 5 Caracterización Régimen de Mezclado
-76-
Figura 54 Señales manto. Trazador Relave Grueso
Figura 55 Señales manto. Trazador Relave Intermedio
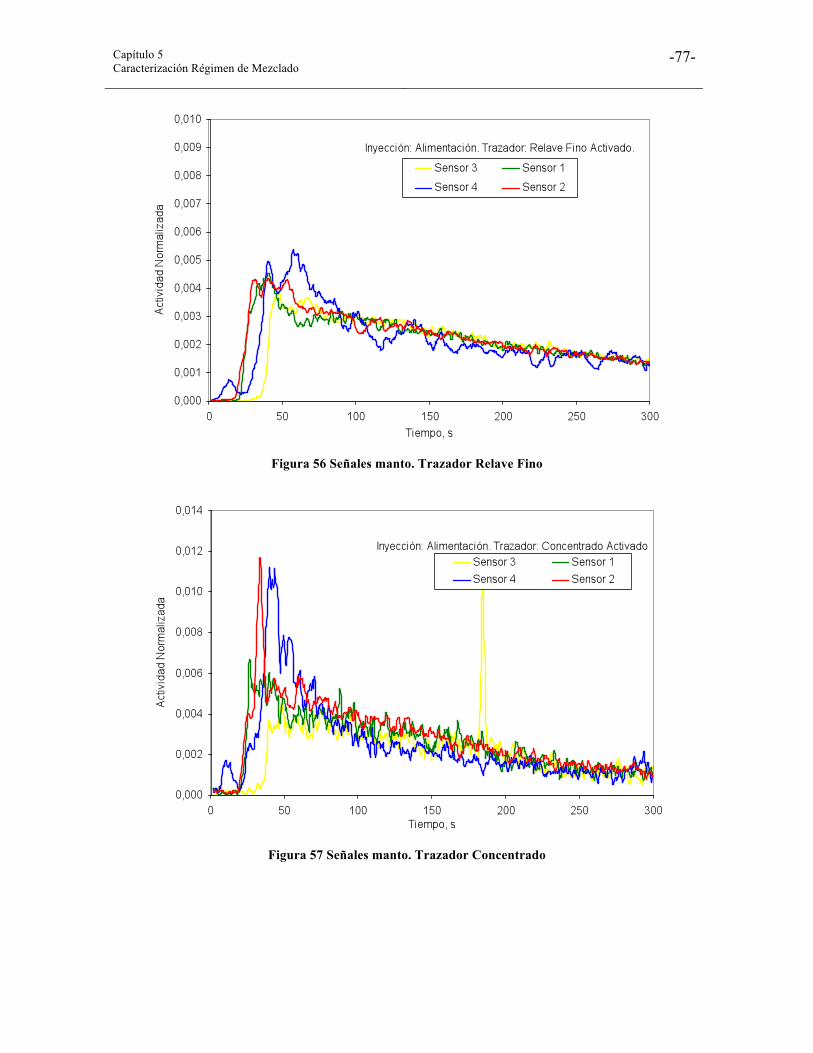
Capítulo 5 Caracterización Régimen de Mezclado
-77-
Figura 56 Señales manto. Trazador Relave Fino
Figura 57 Señales manto. Trazador Concentrado
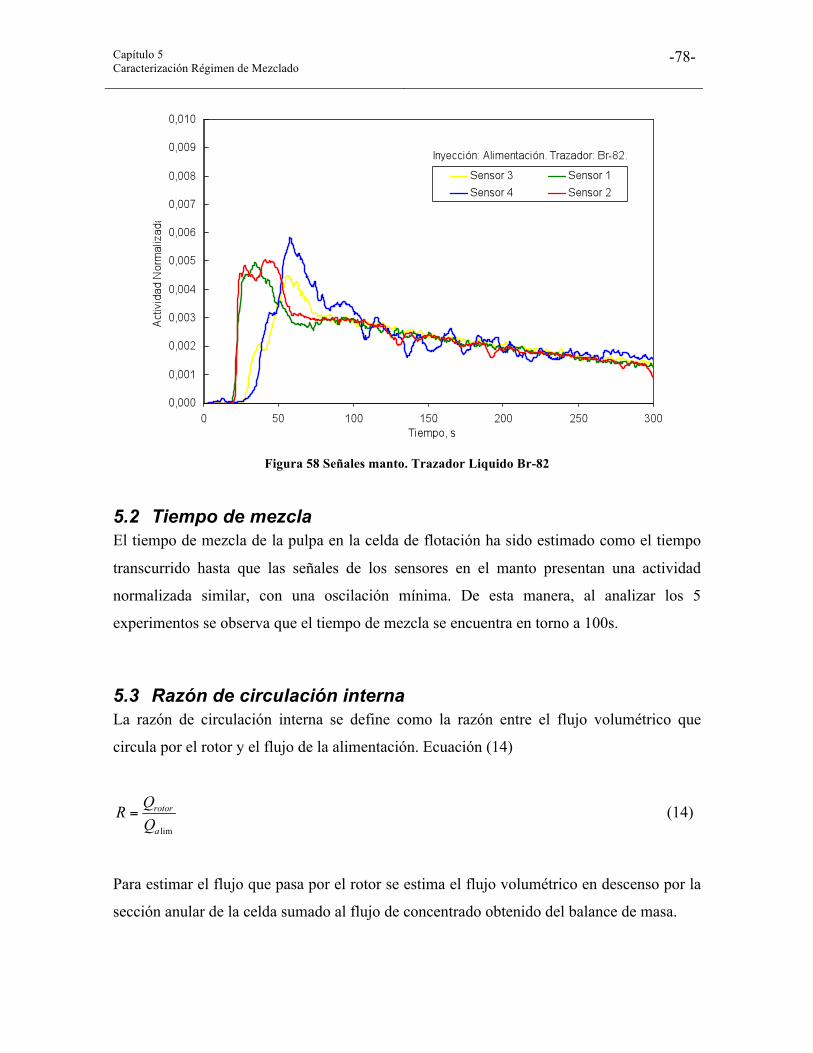
Capítulo 5 Caracterización Régimen de Mezclado
-78-
Figura 58 Señales manto. Trazador Liquido Br-82
5.2 Tiempo de mezcla El tiempo de mezcla de la pulpa en la celda de flotación ha sido estimado como el tiempo
transcurrido hasta que las señales de los sensores en el manto presentan una actividad
normalizada similar, con una oscilación mínima. De esta manera, al analizar los 5
experimentos se observa que el tiempo de mezcla se encuentra en torno a 100s.
5.3 Razón de circulación interna La razón de circulación interna se define como la razón entre el flujo volumétrico que
circula por el rotor y el flujo de la alimentación. Ecuación (14)
(14)
Para estimar el flujo que pasa por el rotor se estima el flujo volumétrico en descenso por la
sección anular de la celda sumado al flujo de concentrado obtenido del balance de masa.
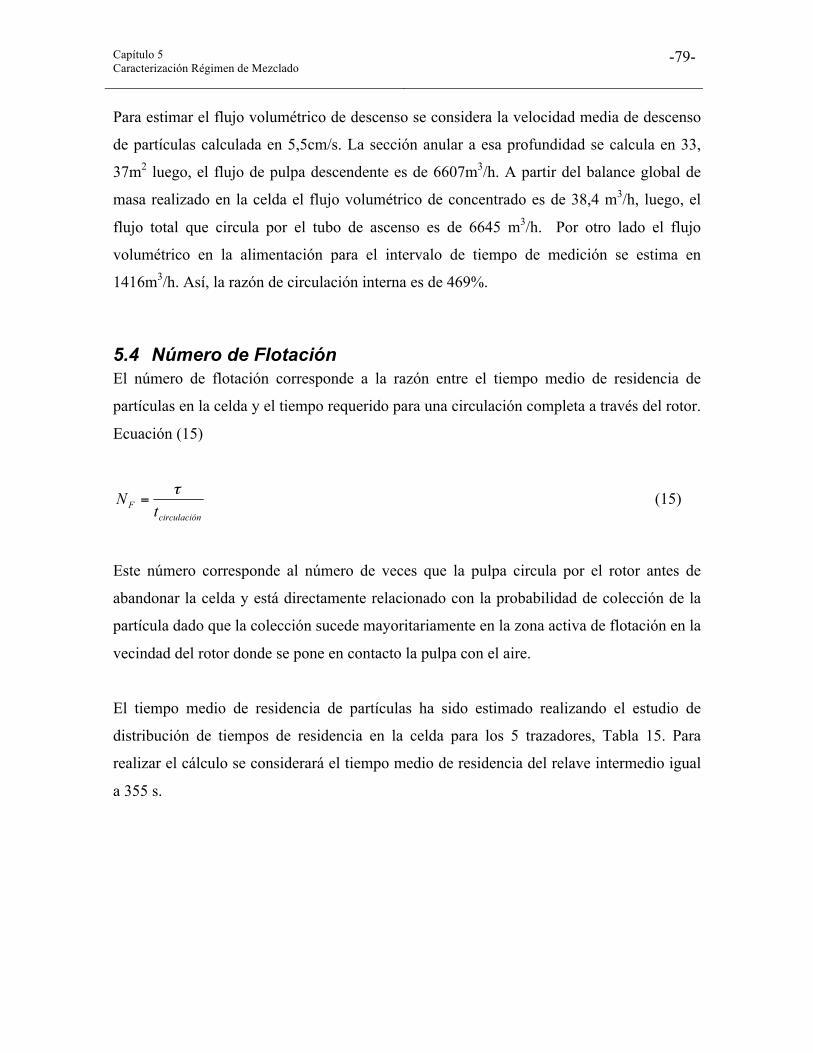
Capítulo 5 Caracterización Régimen de Mezclado
-79-
Para estimar el flujo volumétrico de descenso se considera la velocidad media de descenso
de partículas calculada en 5,5cm/s. La sección anular a esa profundidad se calcula en 33,
37m2 luego, el flujo de pulpa descendente es de 6607m3/h. A partir del balance global de
masa realizado en la celda el flujo volumétrico de concentrado es de 38,4 m3/h, luego, el
flujo total que circula por el tubo de ascenso es de 6645 m3/h. Por otro lado el flujo
volumétrico en la alimentación para el intervalo de tiempo de medición se estima en
1416m3/h. Así, la razón de circulación interna es de 469%.
5.4 Número de Flotación El número de flotación corresponde a la razón entre el tiempo medio de residencia de
partículas en la celda y el tiempo requerido para una circulación completa a través del rotor.
Ecuación (15)
(15)
Este número corresponde al número de veces que la pulpa circula por el rotor antes de
abandonar la celda y está directamente relacionado con la probabilidad de colección de la
partícula dado que la colección sucede mayoritariamente en la zona activa de flotación en la
vecindad del rotor donde se pone en contacto la pulpa con el aire.
El tiempo medio de residencia de partículas ha sido estimado realizando el estudio de
distribución de tiempos de residencia en la celda para los 5 trazadores, Tabla 15. Para
realizar el cálculo se considerará el tiempo medio de residencia del relave intermedio igual
a 355 s.
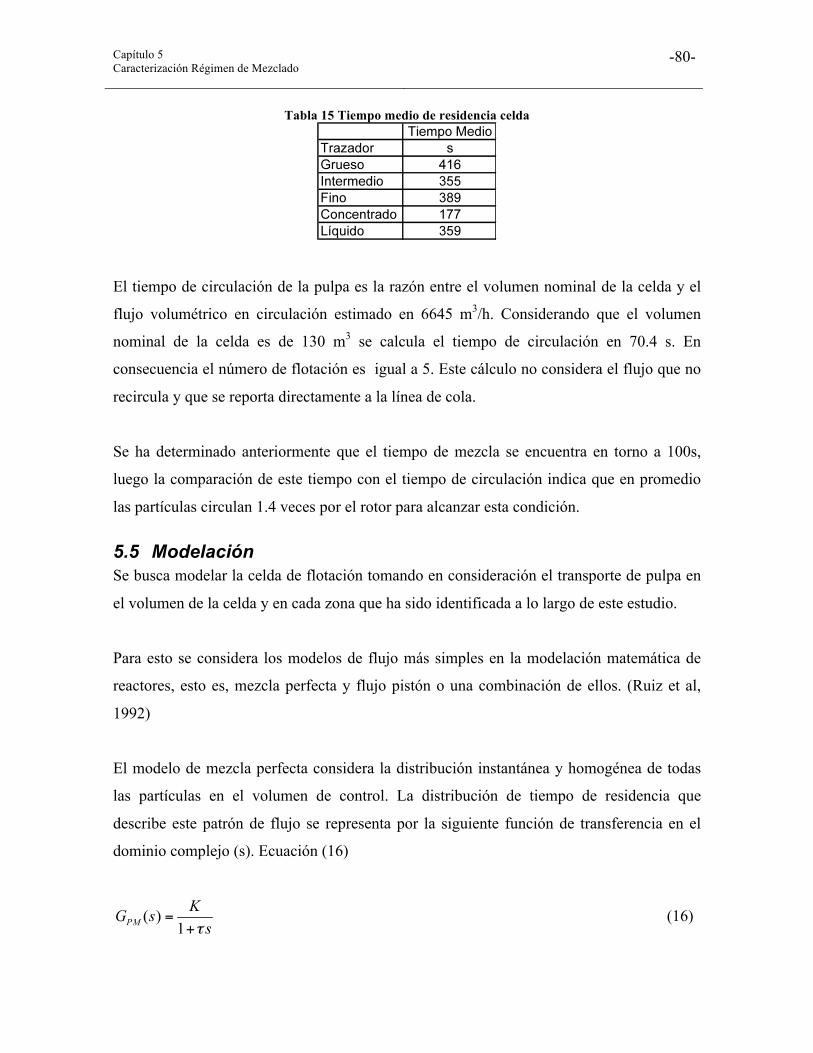
Capítulo 5 Caracterización Régimen de Mezclado
-80-
Tabla 15 Tiempo medio de residencia celda
El tiempo de circulación de la pulpa es la razón entre el volumen nominal de la celda y el
flujo volumétrico en circulación estimado en 6645 m3/h. Considerando que el volumen
nominal de la celda es de 130 m3 se calcula el tiempo de circulación en 70.4 s. En
consecuencia el número de flotación es igual a 5. Este cálculo no considera el flujo que no
recircula y que se reporta directamente a la línea de cola.
Se ha determinado anteriormente que el tiempo de mezcla se encuentra en torno a 100s,
luego la comparación de este tiempo con el tiempo de circulación indica que en promedio
las partículas circulan 1.4 veces por el rotor para alcanzar esta condición.
5.5 Modelación Se busca modelar la celda de flotación tomando en consideración el transporte de pulpa en
el volumen de la celda y en cada zona que ha sido identificada a lo largo de este estudio.
Para esto se considera los modelos de flujo más simples en la modelación matemática de
reactores, esto es, mezcla perfecta y flujo pistón o una combinación de ellos. (Ruiz et al,
1992)
El modelo de mezcla perfecta considera la distribución instantánea y homogénea de todas
las partículas en el volumen de control. La distribución de tiempo de residencia que
describe este patrón de flujo se representa por la siguiente función de transferencia en el
dominio complejo (s). Ecuación (16)
(16)
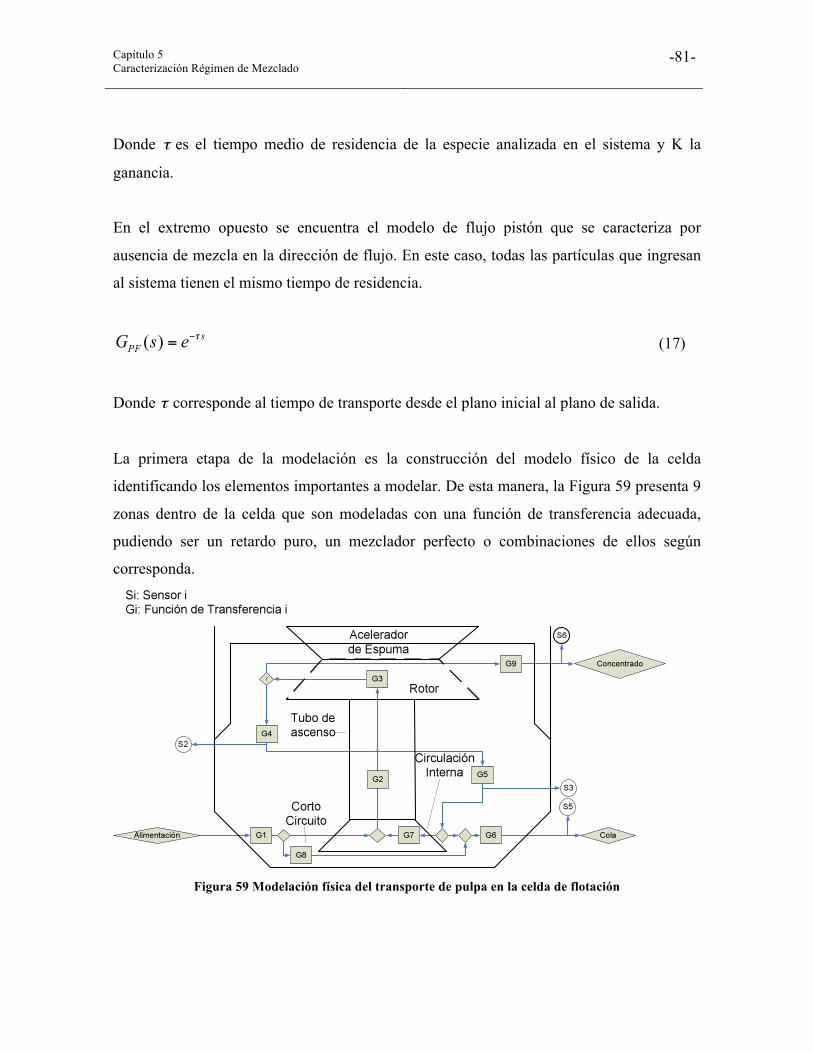
Capítulo 5 Caracterización Régimen de Mezclado
-81-
Donde es el tiempo medio de residencia de la especie analizada en el sistema y K la
ganancia.
En el extremo opuesto se encuentra el modelo de flujo pistón que se caracteriza por
ausencia de mezcla en la dirección de flujo. En este caso, todas las partículas que ingresan
al sistema tienen el mismo tiempo de residencia.
(17)
Donde corresponde al tiempo de transporte desde el plano inicial al plano de salida.
La primera etapa de la modelación es la construcción del modelo físico de la celda
identificando los elementos importantes a modelar. De esta manera, la Figura 59 presenta 9
zonas dentro de la celda que son modeladas con una función de transferencia adecuada,
pudiendo ser un retardo puro, un mezclador perfecto o combinaciones de ellos según
corresponda.
Figura 59 Modelación física del transporte de pulpa en la celda de flotación
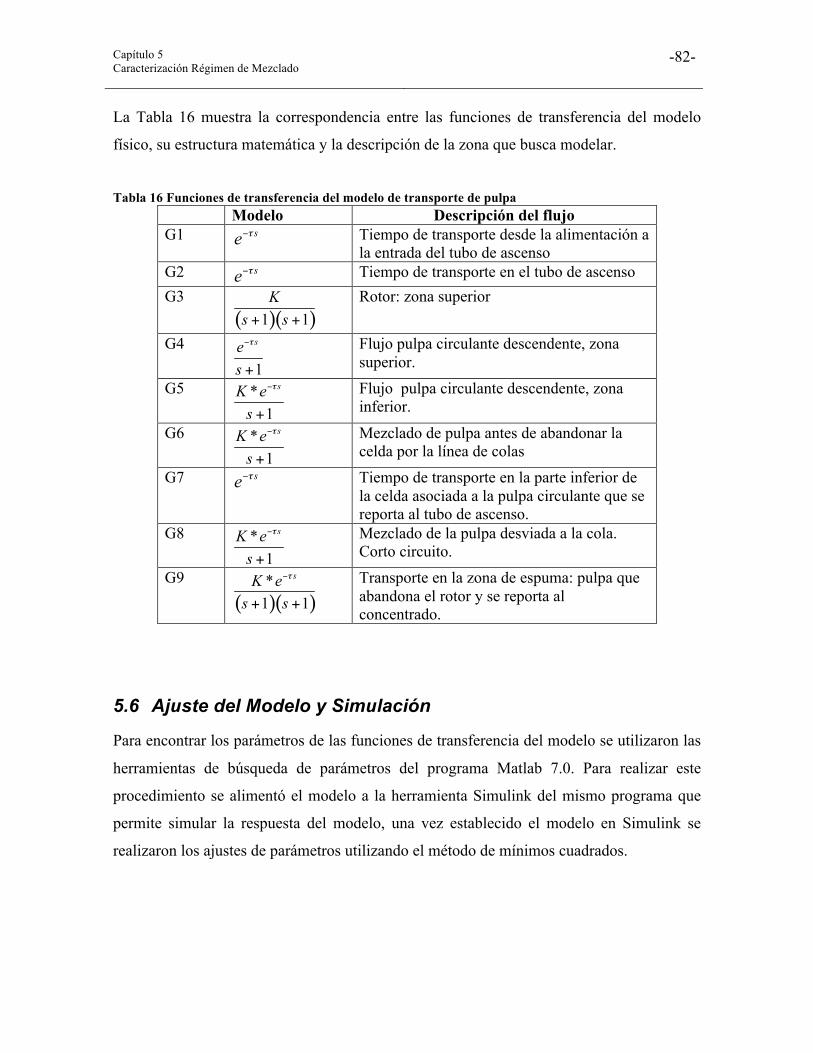
Capítulo 5 Caracterización Régimen de Mezclado
-82-
La Tabla 16 muestra la correspondencia entre las funciones de transferencia del modelo
físico, su estructura matemática y la descripción de la zona que busca modelar.
Tabla 16 Funciones de transferencia del modelo de transporte de pulpa
Modelo Descripción del flujo G1 Tiempo de transporte desde la alimentación a
la entrada del tubo de ascenso G2 Tiempo de transporte en el tubo de ascenso G3
Rotor: zona superior
G4
Flujo pulpa circulante descendente, zona superior.
G5
Flujo pulpa circulante descendente, zona inferior.
G6
Mezclado de pulpa antes de abandonar la celda por la línea de colas
G7 Tiempo de transporte en la parte inferior de la celda asociada a la pulpa circulante que se reporta al tubo de ascenso.
G8
Mezclado de la pulpa desviada a la cola. Corto circuito.
G9
Transporte en la zona de espuma: pulpa que abandona el rotor y se reporta al concentrado.
5.6 Ajuste del Modelo y Simulación
Para encontrar los parámetros de las funciones de transferencia del modelo se utilizaron las
herramientas de búsqueda de parámetros del programa Matlab 7.0. Para realizar este
procedimiento se alimentó el modelo a la herramienta Simulink del mismo programa que
permite simular la respuesta del modelo, una vez establecido el modelo en Simulink se
realizaron los ajustes de parámetros utilizando el método de mínimos cuadrados.
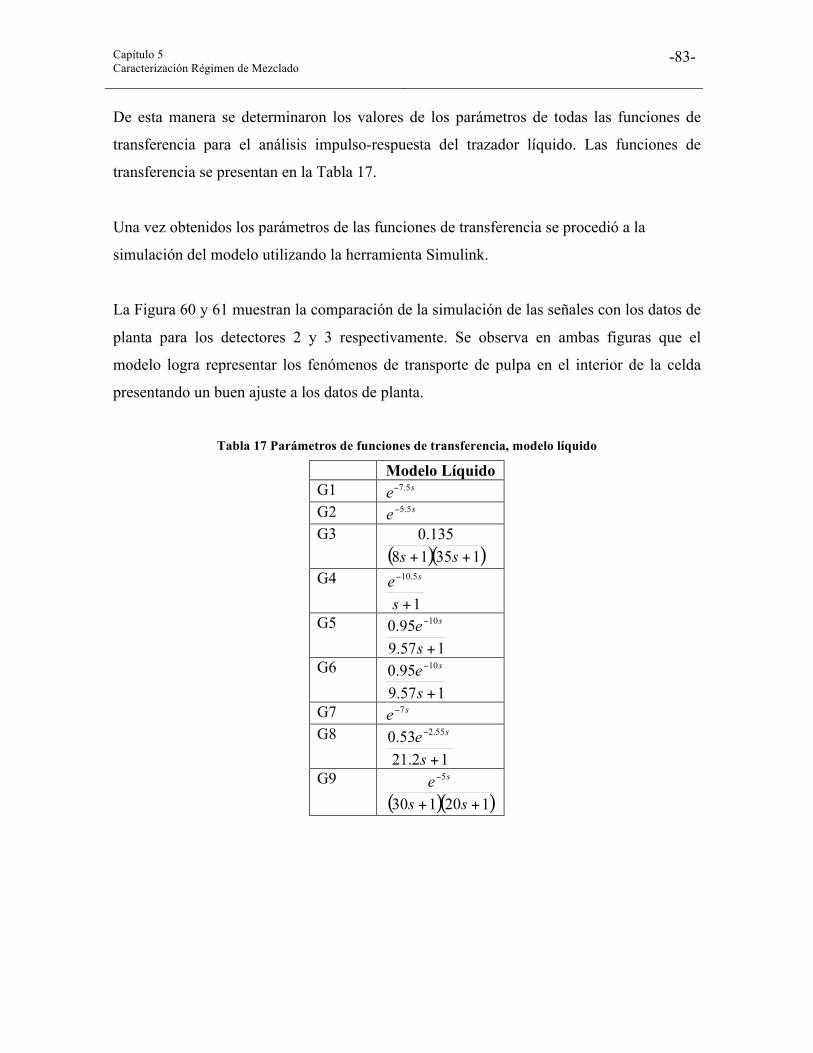
Capítulo 5 Caracterización Régimen de Mezclado
-83-
De esta manera se determinaron los valores de los parámetros de todas las funciones de
transferencia para el análisis impulso-respuesta del trazador líquido. Las funciones de
transferencia se presentan en la Tabla 17.
Una vez obtenidos los parámetros de las funciones de transferencia se procedió a la
simulación del modelo utilizando la herramienta Simulink.
La Figura 60 y 61 muestran la comparación de la simulación de las señales con los datos de
planta para los detectores 2 y 3 respectivamente. Se observa en ambas figuras que el
modelo logra representar los fenómenos de transporte de pulpa en el interior de la celda
presentando un buen ajuste a los datos de planta.
Tabla 17 Parámetros de funciones de transferencia, modelo líquido
Modelo Líquido G1 G2 G3
G4
G5
G6
G7 G8
G9
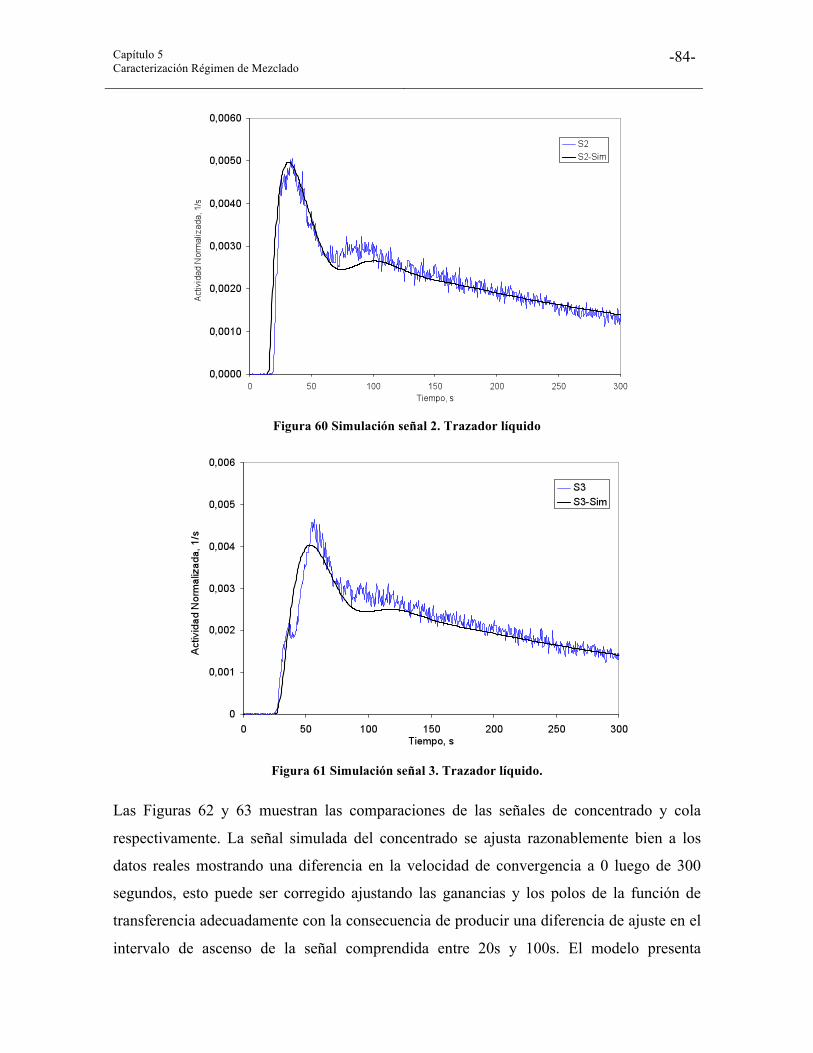
Capítulo 5 Caracterización Régimen de Mezclado
-84-
Figura 60 Simulación señal 2. Trazador líquido
Figura 61 Simulación señal 3. Trazador líquido.
Las Figuras 62 y 63 muestran las comparaciones de las señales de concentrado y cola
respectivamente. La señal simulada del concentrado se ajusta razonablemente bien a los
datos reales mostrando una diferencia en la velocidad de convergencia a 0 luego de 300
segundos, esto puede ser corregido ajustando las ganancias y los polos de la función de
transferencia adecuadamente con la consecuencia de producir una diferencia de ajuste en el
intervalo de ascenso de la señal comprendida entre 20s y 100s. El modelo presenta
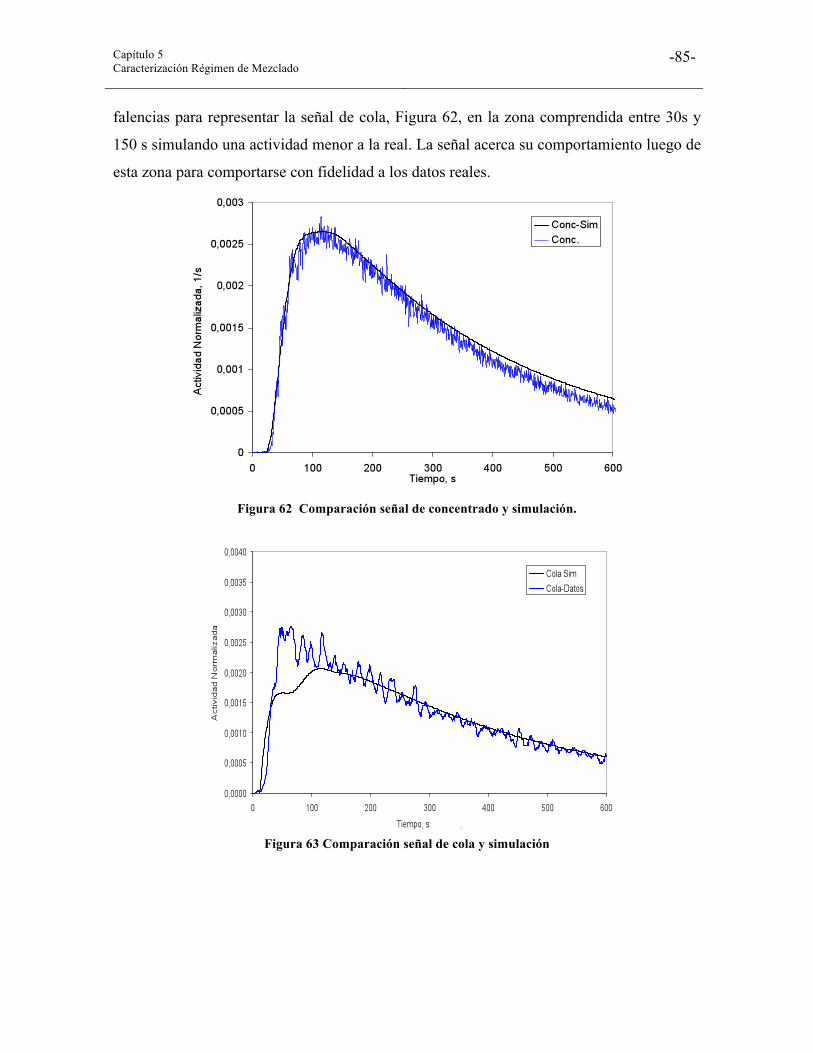
Capítulo 5 Caracterización Régimen de Mezclado
-85-
falencias para representar la señal de cola, Figura 62, en la zona comprendida entre 30s y
150 s simulando una actividad menor a la real. La señal acerca su comportamiento luego de
esta zona para comportarse con fidelidad a los datos reales.
Figura 62 Comparación señal de concentrado y simulación.
Figura 63 Comparación señal de cola y simulación
Capítulo 6 Recuperación de Espuma
-86-
6 RECUPERACIÓN DE ESPUMA
Capítulo 6 Recuperación de Espuma
-87-
Para determinar la recuperación de partículas adheridas a las burbujas en la zona de espuma, se utilizan varias técnicas, entre ellas, la modelación de los subprocesos que ocurren dentro de ella; balance de masa en la zona de espuma y la manipulación de relaciones matemáticas que consideran la recuperación de espuma y otras variables operacionales (Alexander et al, 2003). La modelación de los subprocesos requiere primero que nada comprender el fenómeno físico de lo que sucede, pudiendo obtener ecuaciones muy complejas, con muchos parámetros de ajuste y por consiguiente difíciles de evaluar que finalmente requieren de muchas suposiciones que cada vez se alejan más de lo que se busca modelar (Dyer, 1995). En relación a los balances de masa, se pueden plantear balances que permitan inferir la carga de las burbujas en forma indirecta. Se propone que esto puede ser llevado a cabo a partir de muestras de la zona de colección con diferentes proporciones de partículas mineralizadas versus las partículas arrastradas (Savassi et al, 1998). Este método es aplicable bajo ciertas condiciones de operación, como son: diferencia significativa entre las partículas adheridas y suspendidas, además de una carga razonable. Por esta última exigencia es que se restringe el método para ser utilizado en celdas de flotación primaria. Falutsu y Dobby (1992), presentan el primer método de medición directa de carga de burbujas. Este ha sido utilizado en columnas y mide el flujo de partículas agregadas en la zona de interfase. El método considera el uso de agua de lavado para evitar el ingreso de partículas suspendidas al equipo, mientras que otra bomba succiona el concentrado en la superficie. Además, el método requiere de la medición del retorno de partículas (Drop Back). Recientemente se diseñó un nuevo equipo para determinar la carga de burbuja y la
recuperación de las partículas adheridas en la fase espuma (Seaman et al, 2004). Basado en
este diseño, se construyó en el laboratorio un medidor de carga de burbuja para realizar las
mediciones en la celda de flotación en estudio con el objetivo final de determinar la
recuperación de la zona de limpieza.
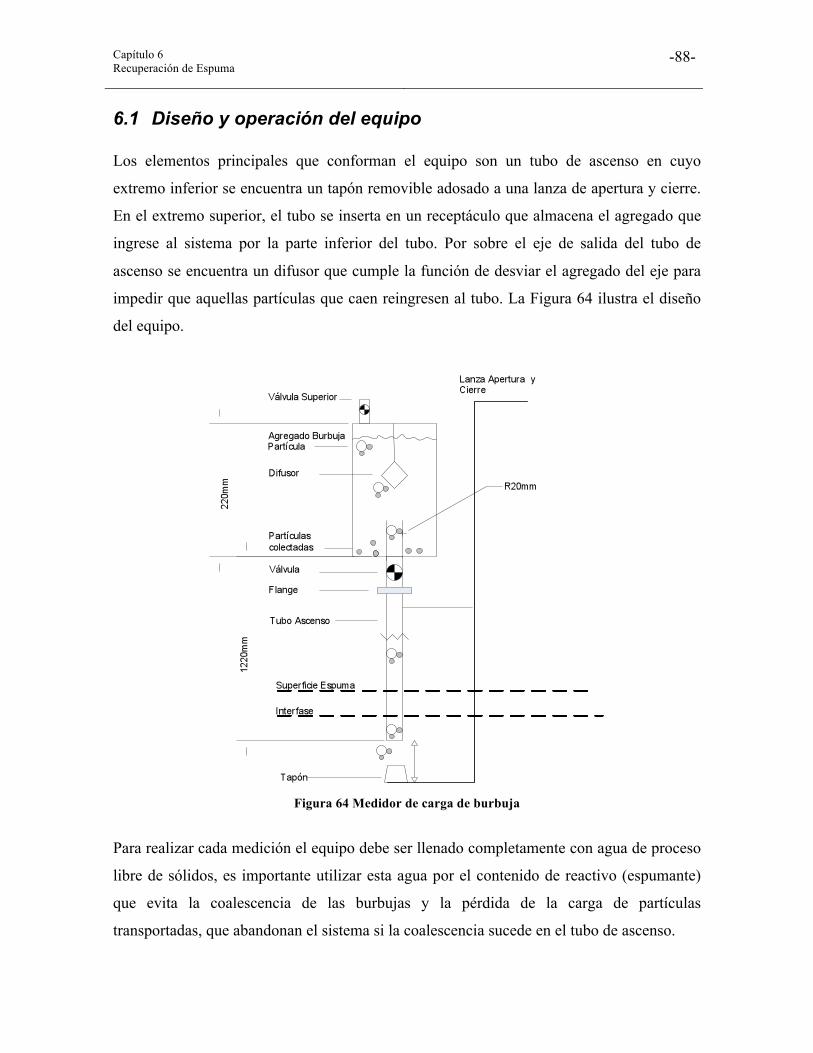
Capítulo 6 Recuperación de Espuma
-88-
6.1 Diseño y operación del equipo Los elementos principales que conforman el equipo son un tubo de ascenso en cuyo
extremo inferior se encuentra un tapón removible adosado a una lanza de apertura y cierre.
En el extremo superior, el tubo se inserta en un receptáculo que almacena el agregado que
ingrese al sistema por la parte inferior del tubo. Por sobre el eje de salida del tubo de
ascenso se encuentra un difusor que cumple la función de desviar el agregado del eje para
impedir que aquellas partículas que caen reingresen al tubo. La Figura 64 ilustra el diseño
del equipo.
Figura 64 Medidor de carga de burbuja
Para realizar cada medición el equipo debe ser llenado completamente con agua de proceso
libre de sólidos, es importante utilizar esta agua por el contenido de reactivo (espumante)
que evita la coalescencia de las burbujas y la pérdida de la carga de partículas
transportadas, que abandonan el sistema si la coalescencia sucede en el tubo de ascenso.
Capítulo 6 Recuperación de Espuma
-89-
Es importante que el tapón no permita filtraciones, de igual manera, la válvula superior del
receptáculo debe cerrar herméticamente el sistema para impedir el ingreso de aire y perder
la condición necesaria de hermeticidad del equipo.
El dispositivo es posicionado de manera que el extremo inferior del tubo alcance el punto
de medición elegido en el seno de la pulpa. La orientación del equipo debe ser vertical y
debe controlarse esta posición durante el transcurso de la medición.
Una vez posicionado el medidor de carga de burbuja, se abre el tapón y al mismo tiempo se
mide el tiempo transcurrido. El agregado ingresa al tubo para ascender por éste hasta llegar
al receptáculo, aquí colisiona con el difusor que desvía su trayectoria del eje alcanzando la
superficie superior del fluido. Al alcanzar esta superficie, el agregado se destruye liberando
las partículas transportadas las que descienden por el líquido hasta el fondo del receptáculo,
por otro lado el aire permanece en la parte superior desplazando agua que es evacuada por
el tubo de descenso. En consecuencia existe un flujo neto descendente de agua. A medida
que se acumula aire en el receptáculo, se crea una interfase aire agua que irá descendiendo
conforme aumenta el volumen de aire capturado.
La medición finaliza cuando la interfase aire-agua alcanza el difusor, momento en el que se
cierra el sistema volviendo a la posición cerrada del tapón.
Luego, para rescatar las partículas capturadas, se separa el receptáculo de parte del tubo de
ascenso para facilitar esta tarea. Para esto, el quipo cuenta con un flange y una válvula que
impide el egreso de líquido y partículas del receptáculo. Una vez separado, se vierte el
contenido en un frasco de muestreo teniendo cuidado de no dejar partículas en el
receptáculo, para esto se lava el interior con agua.
Capítulo 6 Recuperación de Espuma
-90-
6.2 Mediciones de carga de burbuja La carga de burbujas se define como la relación entre la masa que transportan las burbujas
y el volumen de ellas como muestra la Ecuación (18)
(18)
Las Tablas 16, 17 y 18 muestran los resultados de las mediciones realizadas en los meses
de julio y noviembre de 2004 y enero de 2005 respectivamente. El volumen de aire es
estimado considerando la velocidad superficial de aire, el área de la sección del tubo de
ascenso por la que ingresan las burbujas y el tiempo de medición, Ecuación (19)
(19)
En el capítulo 3 se muestran las estimaciones y mediciones locales de la velocidad
superficial de aire promediando 1,5cm/s, por otro lado, el área de la sección de tubo es de
12, 5cm2.
Existen diferentes reportes de cargas de burbuja en la literatura técnica, así, se encuentran
cargas que varían desde 30 a 79 g/L (van Deventer et al, 2001) para el transporte de cromita
en una columna de flotación de 15cm de diámetro. En el transporte de zinc (Seaman et al,
2004) se reporta un promedio de 141 g/L para la primera celda (50m3) del circuito de
limpieza y para la misma celda, pero en el circuito Scavenger, se reporta una carga
promedio de 31g/L. No se encontraron publicadas referencias sobre la carga de burbujas
asociadas a minerales sulfurados de cobre por lo que resulta difícil determinar, al menos, si
las mediciones se encuentran en acuerdo con éstas.
La Tabla 18 muestra los valores más altos de las 3 campañas promediando 23,4g/L. El
promedio disminuye a 18, 9g/L y 18, 4g/L para las mediciones de noviembre de 2004 y
enero de 2005, Tablas 19 y 20 respectivamente, además, presentan una mayor dispersión
respecto de la media. Esta disminución en la carga de burbuja y la mayor dispersión se
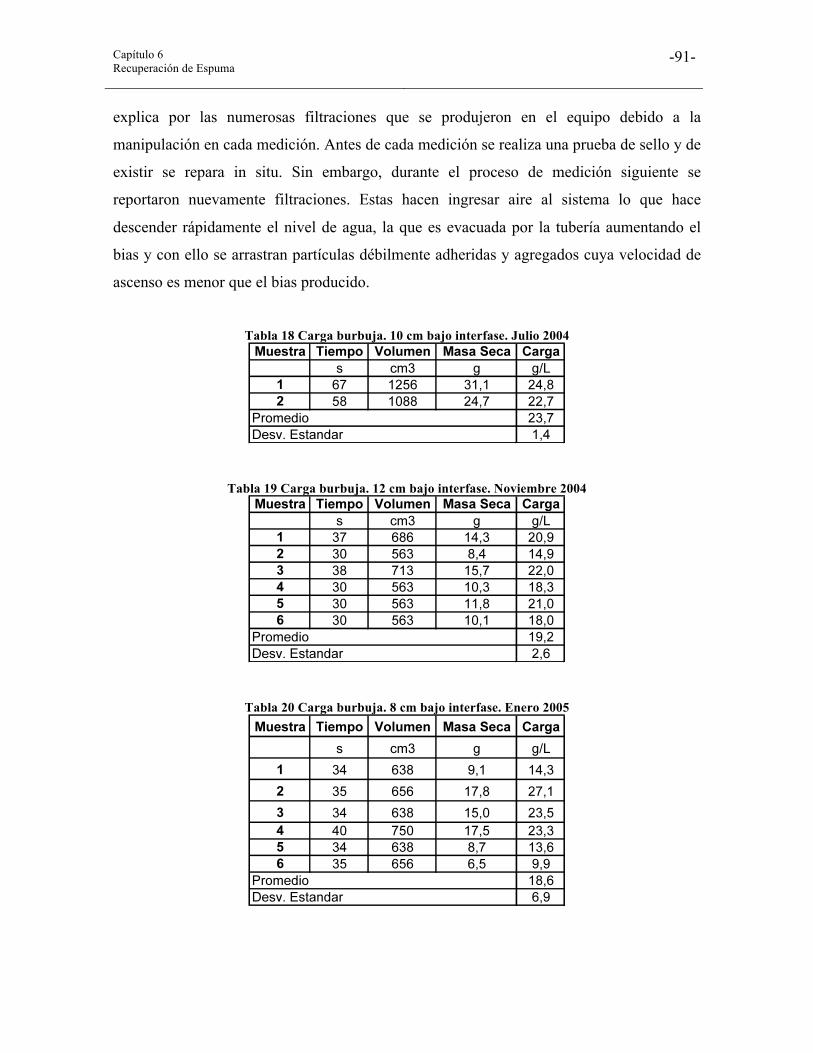
Capítulo 6 Recuperación de Espuma
-91-
explica por las numerosas filtraciones que se produjeron en el equipo debido a la
manipulación en cada medición. Antes de cada medición se realiza una prueba de sello y de
existir se repara in situ. Sin embargo, durante el proceso de medición siguiente se
reportaron nuevamente filtraciones. Estas hacen ingresar aire al sistema lo que hace
descender rápidamente el nivel de agua, la que es evacuada por la tubería aumentando el
bias y con ello se arrastran partículas débilmente adheridas y agregados cuya velocidad de
ascenso es menor que el bias producido.
Tabla 18 Carga burbuja. 10 cm bajo interfase. Julio 2004
Tabla 19 Carga burbuja. 12 cm bajo interfase. Noviembre 2004
Tabla 20 Carga burbuja. 8 cm bajo interfase. Enero 2005
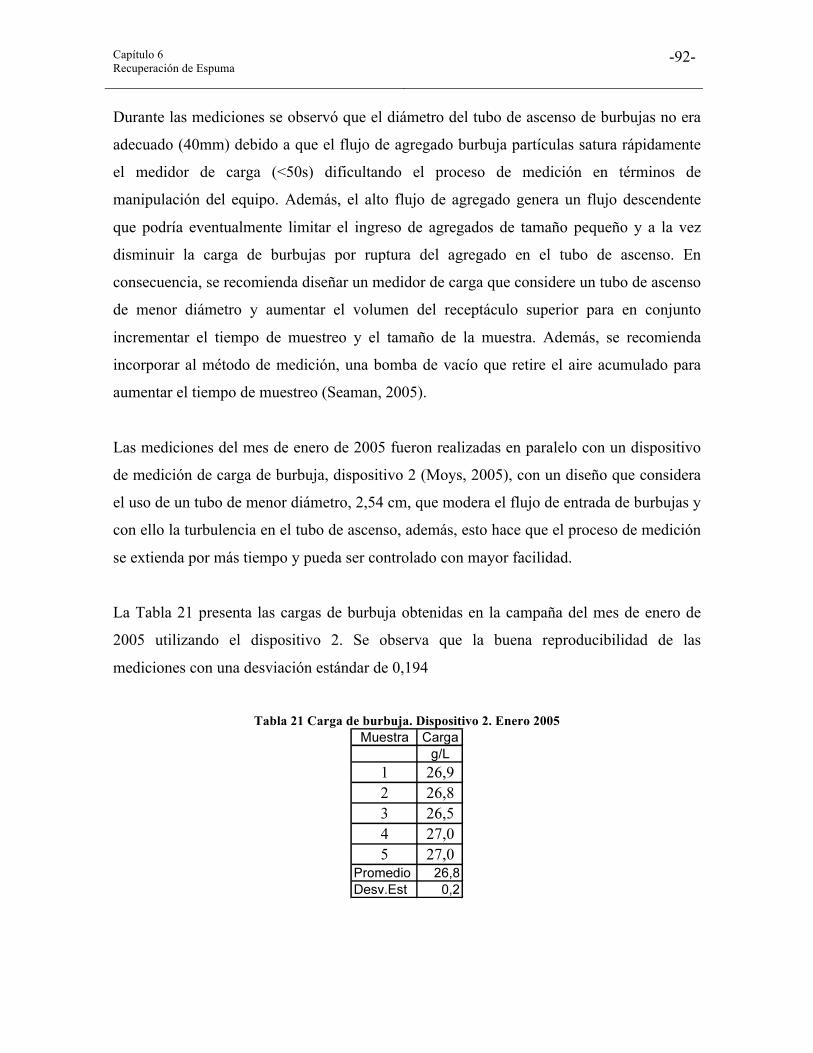
Capítulo 6 Recuperación de Espuma
-92-
Durante las mediciones se observó que el diámetro del tubo de ascenso de burbujas no era
adecuado (40mm) debido a que el flujo de agregado burbuja partículas satura rápidamente
el medidor de carga (<50s) dificultando el proceso de medición en términos de
manipulación del equipo. Además, el alto flujo de agregado genera un flujo descendente
que podría eventualmente limitar el ingreso de agregados de tamaño pequeño y a la vez
disminuir la carga de burbujas por ruptura del agregado en el tubo de ascenso. En
consecuencia, se recomienda diseñar un medidor de carga que considere un tubo de ascenso
de menor diámetro y aumentar el volumen del receptáculo superior para en conjunto
incrementar el tiempo de muestreo y el tamaño de la muestra. Además, se recomienda
incorporar al método de medición, una bomba de vacío que retire el aire acumulado para
aumentar el tiempo de muestreo (Seaman, 2005).
Las mediciones del mes de enero de 2005 fueron realizadas en paralelo con un dispositivo
de medición de carga de burbuja, dispositivo 2 (Moys, 2005), con un diseño que considera
el uso de un tubo de menor diámetro, 2,54 cm, que modera el flujo de entrada de burbujas y
con ello la turbulencia en el tubo de ascenso, además, esto hace que el proceso de medición
se extienda por más tiempo y pueda ser controlado con mayor facilidad.
La Tabla 21 presenta las cargas de burbuja obtenidas en la campaña del mes de enero de
2005 utilizando el dispositivo 2. Se observa que la buena reproducibilidad de las
mediciones con una desviación estándar de 0,194
Tabla 21 Carga de burbuja. Dispositivo 2. Enero 2005
Capítulo 6 Recuperación de Espuma
-93-
6.3 Flujo de carga en la interfase La determinación de la carga de burbujas permite calcular el flujo de partículas que
ingresan a la zona de espuma por flotación verdadera. El flujo de carga es igual al producto
entre la velocidad superficial de aire, el área de transferencia en la interfase pulpa espuma y
la carga de burbuja. Ecuación (20)
(20)
Esta ecuación asume que el aire y las partículas en la pulpa se encuentran homogéneamente
distribuidos.
De la evaluación de la aireación de la celda se sabe que la velocidad superficial de aire es
de 1,5cm/s. Suponiendo que la interfase pulpa espuma se encuentra entre 10cm-15cm de
profundidad, el área de transferencia es de 20,57m2. Por último, de la sección anterior se
han obtenido varios valores para la carga de burbuja, sin embargo sólo el dispositivo 2
presentó buena reproducibilidad por lo que será utilizado el promedio obtenido con este
dispositivo, esto es, 26,8g/L. Luego el flujo de sólidos que ingresa a la interfase es de 29,9
Ton/h.
6.4 Recuperación de Espuma La modelación de la celda desagrega el proceso de flotación en dos zonas (ver Figura 65),
esto es, zona de colección y zona de limpieza (Wilson et al, 1991).
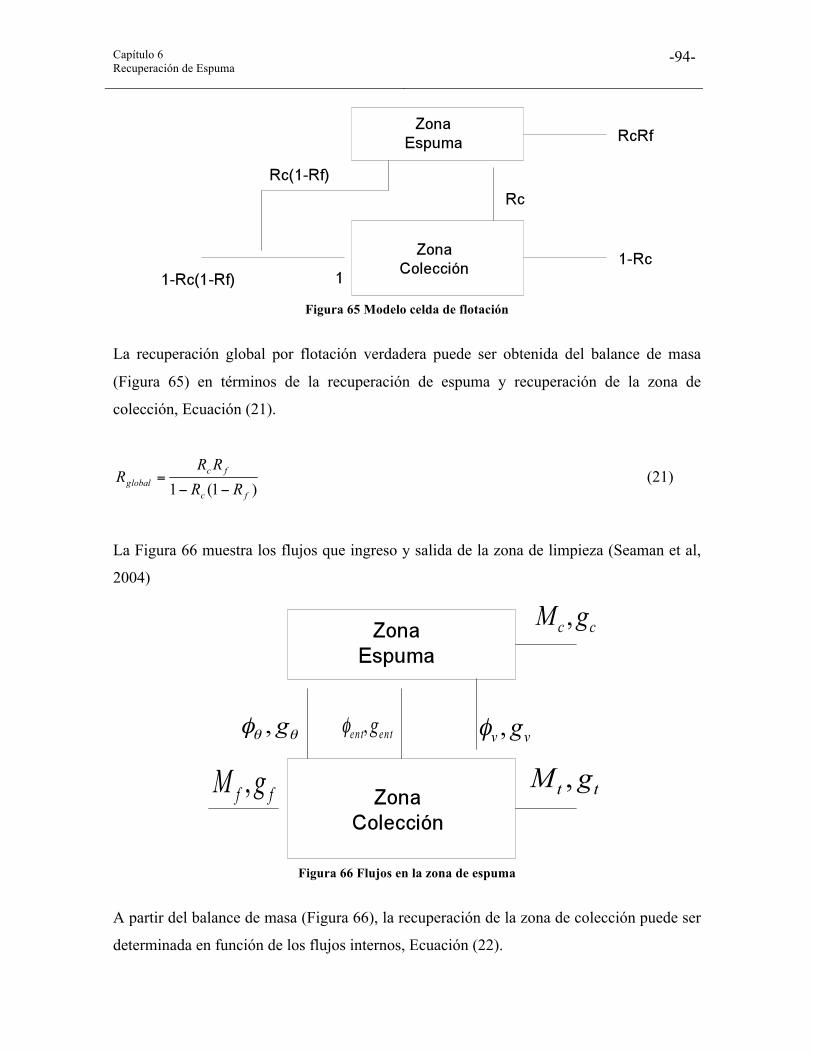
Capítulo 6 Recuperación de Espuma
-94-
Figura 65 Modelo celda de flotación
La recuperación global por flotación verdadera puede ser obtenida del balance de masa
(Figura 65) en términos de la recuperación de espuma y recuperación de la zona de
colección, Ecuación (21).
(21)
La Figura 66 muestra los flujos que ingreso y salida de la zona de limpieza (Seaman et al,
2004)
Figura 66 Flujos en la zona de espuma
A partir del balance de masa (Figura 66), la recuperación de la zona de colección puede ser
determinada en función de los flujos internos, Ecuación (22).

Capítulo 6 Recuperación de Espuma
-95-
(22)
La Figura 66 muestra 3 flujos distintos en la zona de interfase, esto es, el flujo debido a
flotación verdadera, flujo de retorno y el flujo de arrastre. El flujo de mineral que ingresa a
la interfase se determina haciendo uso del dispositivo de medición de carga de burbuja. Los
flujos de retorno y arrastre pueden ser estimados haciendo uso de relaciones matemáticas
obtenidas de los balances globales de masa y por componente en torno a la zona de
limpieza que requieren necesariamente de la suposición de las leyes de estos flujos
induciendo error en la estimación de la recuperación de espuma.
El balance de masa global en torno a la zona de limpieza conduce a la Ecuación (23).
(23)
El balance de masa por componente en torno a la zona de limpieza conduce a la Ecuación
(24).
(24)
Las Ecuaciones (23) y (24) pueden ser resueltas conociendo la relación entre los
parámetros. Esto puede ser abordado de dos maneras:
• Relacionar la ley de las partículas retornadas de la zona de limpieza a las partículas
que ingresan a la zona de limpieza.
• Determinar el flujo neto de ingreso por arrastre.
Para relacionar la ley de las partículas que ingresan por flotación verdadera a aquellas que
son retornadas se requiere estudiar la selectividad de la espuma (Seaman et al, 2005).
Capítulo 6 Recuperación de Espuma
-96-
6.5 Selectividad de espuma Muchos investigadores discuten a favor o en contra de la selectividad de la espuma,
algunos resaltan la falta de datos experimentales que demuestren que la ruptura del
agregado es un proceso selectivo y por consiguiente la recuperación de espuma también.
(Savassi et Al., 1998; Vera et Al., 1999)
Se cree que la recuperación de espuma puede ser considerada como selectiva bajo
condiciones en que la probabilidad de retorno (drop-back) se encuentra regulada por las
fuerzas de adhesión partícula burbuja. En el caso que el mineral se encuentra poco liberado
o en el caso de dos minerales con diferentes constantes cinéticas de flotación se espera que
la espuma desagregue selectivamente las partículas menos hidrófobas. El rechazo selectivo
de las partículas en la espuma puede suceder a través de uno de tres mecanismos que tienen
lugar en la espuma:
• Ruptura del agregado conformado por partículas con baja fuerza de adhesión al
colisionar con la interfase pulpa-espuma. Esto es causado por las fuerzas ejercidas
en el agregado en la colisión debido al cambio de momemtum.
• Desagregado selectivo de partículas en la superficie de la burbuja durante eventos
de coalescencia en la zona de espuma y en la destrucción de la burbuja al alcanzar la
superficie de esta zona. La probabilidad de ocurrencia de este proceso es baja, se
espera que este proceso sea no selectivo debido a la ruptura repentina de la película
agua que conforma la burbuja.
• Readhesión selectiva de partículas que han sido desagregadas en el proceso de
coalescencia. Este proceso no tiene gran probabilidad de ocurrencia en condiciones
de alta carga de burbuja debido a la falta de superficie disponible para la readhesión.
Para determinar la selectividad de espuma se propone muestrear la superficie de la zona de
espuma (Sadr-Kazemi and Cilliers, 2000: Vera, 2002). La comparación de la muestra de la
superficie de espuma con la capturada con el equipo de medición de carga de burbuja
indica si la espuma se comporta selectivamente. Si las muestras contienen similares leyes
de mineral valioso se puede inferir que el proceso de desagregado de partículas no es
selectivo.
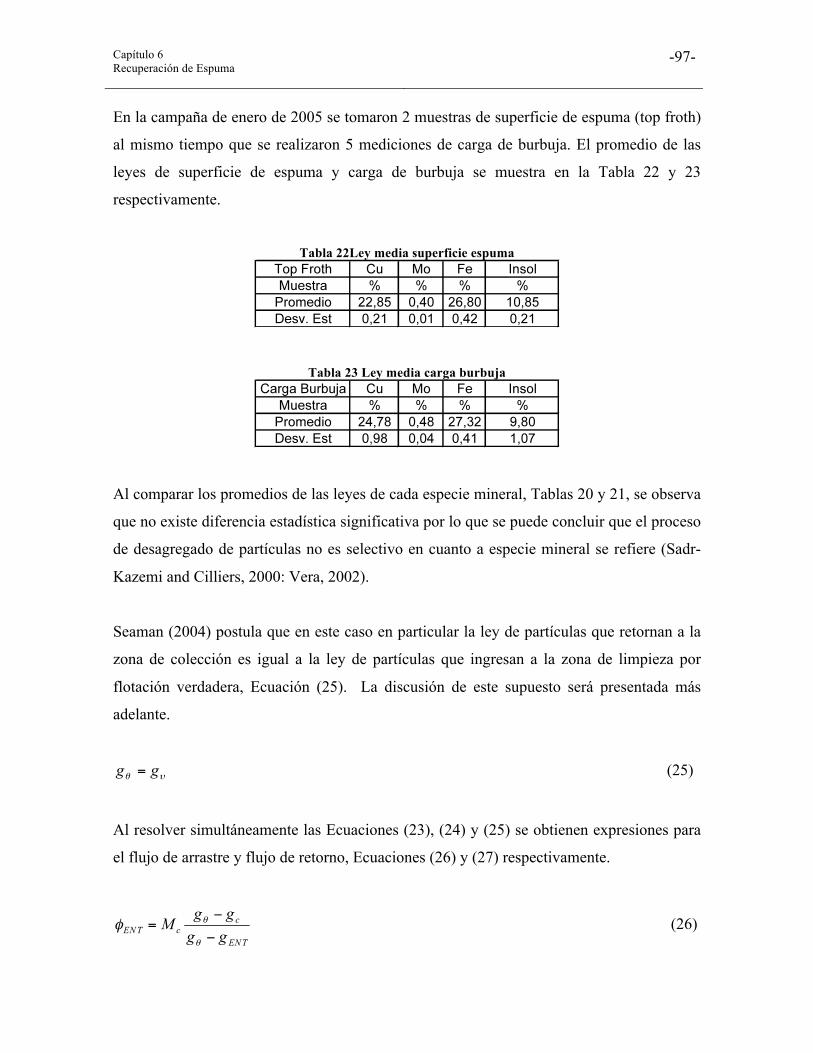
Capítulo 6 Recuperación de Espuma
-97-
En la campaña de enero de 2005 se tomaron 2 muestras de superficie de espuma (top froth)
al mismo tiempo que se realizaron 5 mediciones de carga de burbuja. El promedio de las
leyes de superficie de espuma y carga de burbuja se muestra en la Tabla 22 y 23
respectivamente.
Tabla 22Ley media superficie espuma
Tabla 23 Ley media carga burbuja
Al comparar los promedios de las leyes de cada especie mineral, Tablas 20 y 21, se observa
que no existe diferencia estadística significativa por lo que se puede concluir que el proceso
de desagregado de partículas no es selectivo en cuanto a especie mineral se refiere (Sadr-
Kazemi and Cilliers, 2000: Vera, 2002).
Seaman (2004) postula que en este caso en particular la ley de partículas que retornan a la
zona de colección es igual a la ley de partículas que ingresan a la zona de limpieza por
flotación verdadera, Ecuación (25). La discusión de este supuesto será presentada más
adelante.
(25)
Al resolver simultáneamente las Ecuaciones (23), (24) y (25) se obtienen expresiones para
el flujo de arrastre y flujo de retorno, Ecuaciones (26) y (27) respectivamente.
(26)
Capítulo 6 Recuperación de Espuma
-98-
(27)
La ley de partículas que ingresan a la zona de espuma por arrastre puede ser estimada a
partir de la ley de cola o tomando una muestra de pulpa inmediatamente debajo de la
interfase pulpa espuma (Savassi et al, 1998).
A partir del balance de masa ajustado, Tabla 24, se calcula la Ley de Cu en la cola igual a
0,36%. Por otro lado, a partir de los perfiles axiales de leyes, se determinó que la Ley de Cu
a 30cm de profundidad es igual a 0,77± 0,3%. Luego la ley del arrastre puede ser supuesta
como un valor intermedio entre estos valores límites, un buen estimador es el valor medio
igual a 0,56%
Tabla 24 Balance de masa ajustado celda
La Tabla 25 resume los flujos másicos entrantes y salientes de la zona de colección y zona
de limpieza con las respectivas Leyes de Cu. La Tabla 24 presenta las estimaciones de
recuperación para las zonas de colección y limpieza, así como la recuperación global de la
celda.
La estimación del flujo de arrastre hidráulico es igual a 4,5 ton/h las que se reportan al
concentrado con una ley supuesta de 0,56%. La ley global de concentrado se ve disminuida
de 24,8% a 19,5% debido al arrastre hidráulico no selectivo.
Capítulo 6 Recuperación de Espuma
-99-
Tabla 25 Flujos y Leyes celda
6.5.1 Discusión supuesto La estimación anterior de los flujos internos en la interfase se basa en el supuesto que la ley
de retorno corresponde a la ley de flotación verdadera. Aceptar esta suposición implica
admitir que el retorno es un proceso selectivo y que discrimina entre partículas que
ingresaron a la interfase por flotación verdadera y aquellas que lo hicieron por arrastre,
permitiendo que solamente retornen a la zona de colección las partículas flotadas. Además,
esta suposición implica que la totalidad de las partículas arrastradas a la zona de espuma se
reportan al concentrado. Ninguno de estos supuestos encuentra sustento físico de manera
que no se puede asumir que la ley de retorno corresponde a la ley de flotación verdadera.

Capítulo 6 Recuperación de Espuma
-100-
6.6 Estimación del Arrastre Hidráulico Máximo El flujo másico máximo de arrastre hidráulico no selectivo que ingresa a la interfase puede
ser estimado considerando la carga de arrastre en la cola de la burbuja utilizando la
ecuación (28)
(28)
En el seno de la pulpa, a 60cm de profundidad, la concentración de aire es
aproximadamente de 14,4% y la velocidad superficial de aire es de 1,54 cm/s. En la zona de
interfase la concentración de aire es aproximadamente de un 60%, luego se puede estimar
la velocidad superficial del aire en la interfase en aproximadamente 0,38cm/s. El área de
transferencia en la interfase es de 20m2. La densidad de la pulpa arrastrada en la cola de la
burbuja es burbuja 1,35 ton/m3 y la fracción de sólidos es de 38%. Reemplazando estos
valores en la ecuación (28) se calcula el flujo máximo de arrastre que ingresa a la interfase
igual a 53 ton/h.
A partir de las Ecuaciones (23) y (24) se obtienen las expresiones para el flujo de retorno y
la ley de Cu de retorno, ecuaciones (29) y (30) respectivamente.
(29)
(30)
La Tabla 26 resume los flujos de la celda y las leyes de cada uno de ellos calculados para el
flujo máximo de arrastre de 53 ton/h.
Capítulo 6 Recuperación de Espuma
-101-
Tabla 26 Flujos y Leyes celda
La Tabla 27 muestra la estimación de la recuperación de la celda, zona de colección y zona
de limpieza para el flujo máximo de arrastre de 53 ton/h.
Tabla 27 Recuperación celda arrastre máximo
Para determinar la relevancia del arrastre en la recuperación de la celda, se estimó la
recuperación de la zona de espuma para distintos flujos de arrastre manteniendo constantes
los flujos y leyes de alimentación, cola, concentrado y flotación verdadera. Se observa en la
Figura 67 que la contribución del arrastre a la recuperación de la zona de limpieza no es
significativa. Así, se observa en la Tabla 28 que para el arrastre mínimo de 4,6 ton/h la
recuperación de la zona de espuma aumenta a 55%.
Tabla 28 Recuperación celda arrastre mínimo
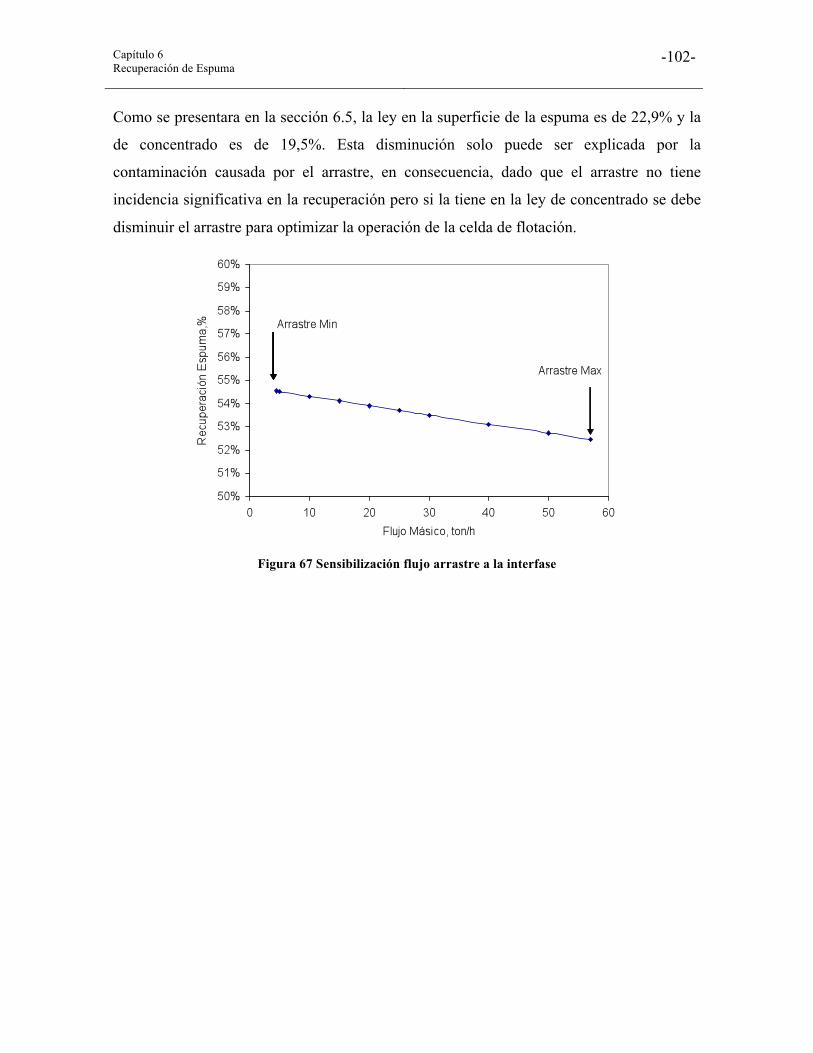
Capítulo 6 Recuperación de Espuma
-102-
Como se presentara en la sección 6.5, la ley en la superficie de la espuma es de 22,9% y la
de concentrado es de 19,5%. Esta disminución solo puede ser explicada por la
contaminación causada por el arrastre, en consecuencia, dado que el arrastre no tiene
incidencia significativa en la recuperación pero si la tiene en la ley de concentrado se debe
disminuir el arrastre para optimizar la operación de la celda de flotación.
Figura 67 Sensibilización flujo arrastre a la interfase
Conclusiones
-103-
7 CONCLUSIONES
Conclusiones
-104-
• Se realizaron mediciones del perfil de velocidad de aire en la succión de la celda en
las campañas de julio de 2004, noviembre de 2004 y enero de 2005. Se estimó la
velocidad media de aire en 5,84 ± 0,56 m/s, luego, se estima el flujo volumétrico en
0,31m3/s.
• A partir de la estimación del flujo volumétrico de aire en la succión se estimó la
velocidad superficial de aire a la profundidad de interfase pulpa espuma en 1,50 ±
0,14 cm/s
• Se construyó un dispositivo para medir la velocidad superficial de aire local.
• Se determinó la velocidad superficial de aire igual a 1,50 ± 0,07 cm/s, medida a 10
cm bajo la interfase pulpa espuma. Este resultado comparado con la medición en la
succión permite concluir que no existe arrastre significativo de aire a la cola.
• Se construyó un dispositivo para medir la concentración de aire local.
• Se determinó la concentración de aire local igual a 13,96 ± 0,61%, medida a 50 cm
bajo la interfase pulpa espuma.
• Se realizó muestreo en profundidad tomando 12 puntos para cada radio de
medición. Los radios estudiados son 1910mm, 2210mm y 2510mm.
• Se determinó la existencia de una interfase pulpa espuma bien definida.
• Se determinó que la celda en estudio tiene un comportamiento hidrodinámico en
cuanto a dispersión de gas similar a las celdas OK 38 (38m3), OK100 (100 m3) y
Wemco-190 (43 m3), en relación a la velocidad superficial de aire, la celda
estudiada se encuentra en el rango de operación de las celdas OK38, OK100 y
Wemco 164 (30m3)
Conclusiones
-105-
• Se determinó la existencia de arrastre hidráulico no selectivo y que afecta
principalmente a las partículas -45µm
• Se determinó que el arrastre hidráulico aumenta con la cercanía al rebalse
perimetral.
• Se determinó la segregación radial de partículas +150µm
• Se implementó el estudio de densidad relativa utilizando radiación gamma. El
estudio distinguió la interfase pulpa espuma y determinó la ausencia de
embancamiento.
• Se diseñó un experimento para caracterizar el flujo de pulpa en la celda utilizando
trazadores radiactivos Los trazadores utilizados fueron: relave grueso, relave
intermedio, relave fino, concentrado final y Br-82 en solución.
• Se determinó el tiempo de mezcla de la pulpa en aproximadamente 100s.
• Se calculó que las partículas circulan en promedio 1.4 veces por el rotor para
alcanzar la mezcla.
• Se determinó la velocidad media de descenso de pulpa igual a 5,5 cm/s.
• Se determinó la razón de circulación de pulpa, respecto de la alimentación, a través
del rotor igual a 4,7.
• Se calculó el número de flotación de la celda igual a 5, esto indica que la pulpa
circula en promedio 5 veces por el rotor antes de abandonar la celda.
• Se diseñó un dispositivo para medir la carga de burbuja (Equipo 1).
Conclusiones
-106-
• Se midió la carga de burbujas, esta es igual a 23,7 ± 1,4 g/l, 19,2 ± 2,6 g/l y 18,6 ±
6,9 g/l para las campañas de julio de 2004, noviembre de 2004 y enero de 2005
respectivamente, medida a 10cm bajo la interfase pulpa espuma.
• Se observó que un tubo de ascenso de 40mm de diámetro no es apropiado para la
medición de carga de burbuja, causando ruptura de agregado burbuja partícula y
rápida saturación del equipo. Se recomienda utilizar un diámetro de 2,54mm e
incorporar una bomba de vacío para retirar el aire acumulado y así aumentar el
tiempo de medición y masa de partícula
• Se midió la carga de burbuja en el mes de enero de 2005 utilizando Equipo 2, esta
es igual a 26,8 ± 0,2 g/L medida a 10cm bajo la interfase pulpa espuma.
• Se calculó el flujo másico de partículas que ingresan a la espuma por flotación
verdadera, es igual a 29,9 ton/h con una ley de Cu de 24,78%
• Se estimó el flujo de arrastre máximo a la interfase igual a 53ton/h.
• Se calculó la recuperación global de Cu en la celda, esta es igual a 62%.
• Se calculó la recuperación de la zona de espuma en 53% considerando la medición
del flujo de flotación verdadera y la estimación del arrastre máximo.
• Se calculó la recuperación de la zona de colección igual a 75% considerando la
medición del flujo de flotación verdadera y la estimación del arrastre máximo
• Se determinó que el arrastre hidráulico no selectivo no tiene incidencia significativa
en la recuperación de la zona de espuma, sin embargo si tiene incidencia en la ley
de concentrado por lo que se debe disminuir el arrastre a la interfase para optimizar
el proceso.
Referencias
-107-
8 REFERENCIAS
Referencias
-108-
• Anon. March 2002. Radioisotope Applications for Troubleshooting and optimizing
industrial processes. International Atomic Energy Agency. Regional Cooperative
Agreement.
• Ahmed, N and Jameson, G.J. Flotation Kinetics. Mineral Processing. Extractive Metall.
Rev., volv 5 pp77-99. 1989
• Alexander, D. J. Franzidis, J. P. and Manlapig, E. V. Froth recovery measurement in
plant scale flotation cells • Minerals Engineering, Volume 16, Issue 11, November
2003, Pages 1197-1203
• Bird, R.B., Stewart, W.E. y Lightfoot, E.N. Fenómenos de Transporte. Editorial Reverté
S.A. 1998.
• Condori, P. Estudio de aireación en celdas de flotación industrial. Tesis Msc.
Universidad Técnica Federico Santa María. Octubre 2001.
• Dyer, C. An investigation into the properties of the froth phase in the flotation process.
Msc thesis. Witwatersrand University. 1995.
• Deglon D.A., Egya D. Mensah and Franzidis J. P. Review of hydrodynamics and gas
dispersion in flotation cells on South African Platinum Concentrators, Minerals
Engineering, Vol. 13, N°3, pp.235-244, 2000.
• Falutsu M.and Dobby G. S. Froth performance in commercial sized flotation columns
Minerals Engineering, Volume 5, Issues 10-12, October-December 1992, Pages 1207-
1223
• Gorain, B. K. Franzidis J. P. and Manlapig E. V. Studies on impeller type, impeller
speed and air flow rate in an industrial scale flotation cell. Part 4: Effect of bubble
surface area flux on flotation performance. Minerals Engineering, Volume 10, Issue 4,
April 1997, Pages 367-379
• Moys, M.H. Comunicación personal. 2005
• Power, A., Franzidis, J.P., and Manlapig, E.V., 2000, “The characterization of
hydrodynamic conditions in industrial flotation cells”, AusIMM 7th Mill Operators
Conference, Kalgoorlie, Australia, October, 2000, pp. 243-255.
• Ruiz, M., Magne, L. Menacho, J. Distribución de Tiempos de residencia. Centro de
Investigación Minera y Metalúrgica. Serie Monografías en Conminución N°6.1992.
Referencias
-109-
• Sadr-Kazemi, N. and Cilliers, J. J.A technique for measuring flotation bubble shell
thickness and concentration Minerals Engineering, Volume 13, Issue 7, July 2000,
Pages 773-776
• Savassi, O. N. Alexander, D. J. Franzidis J. P.and Manlapig E. V. An empirical model
for entrainment in industrial flotation plants. Minerals Engineering, Volume 11, Issue 3,
March 1998, Pages 243-256
• Seaman, D. R. Franzidis, J. -P. and Manlapig, E. V. Bubble load measurement in the
pulp zone of industrial flotation machines—a new device for determining the froth
recovery of attached particles International Journal of Mineral Processing, Volume 74,
Issues 1-4, 19 November 2004, Pages 1-13
• Seaman, D. R. Franzidis, J. -P. and Manlapig, E. V. 2005. Selective transport of
attached particles across the pulp–froth interface. Minerals Engineering.
• Seaman, D. R. Comunicación personal. 2005
• Van Deventer, Feng, Burger. The use of bubble loads to interpret transport phenomena
at the pulp-froth interface in a flotation column. Chemical Engineering Science 56
(2001) 6313-6319.
• Vera, M. 2002. A touch of froth: how bubble-particle aggregates take the strain. PhD
thesis, University of Queensland.
• Vera, M., Franzidis, J.-P., Manlapig, E.,. Simulataneous determination of collection
zone rate constant and froth zone recovery in a mechanical flotation environment.
Minerals Engineering 12 (10), 1163–1176. 1999.
• Wilson, S., Stratton-Crawley, R. 1991 (2-6 June) Design of production scale flotation
columns using a first order kinetic model. In: Agar, G.E., Hulbs, B.J., Hyma, D.B.(Eds.)
Column 91, Proceedings of an International Conference on Column Flotation. Canadian
Institute of Mining Metallurgy and Petroleum, Sudbury, Ontario, Canada, pp 165-179.
Nomenclatura
-110-
9 NOMENCLATURA
Nomenclatura
-111-
A Area d32 Diámetro característico de la distribución de tamaños de partícula D Diámetro g Aceleración de gravedad G Función de transferencia I Intensidad de la radiación emitida a través del material Jg Velocidad superficial de aire k Constante de flotación K Ganancia M Flujo másico N Velocidad de rotación, RPM Np Número de Potencia, Adimensional Nq Número de capacidad de aire P Parámetro relación k-Sb
P Potencia consumida Q Flujo volumétrico R Razón de circulación de pulpa s Polo sistema Sb flujo de superficies de burbuja V Volumen v Velocidad x Longitud de paso de la radiación Letras griegas τ Tiempo medio de residencia Θ Carga de burbuja Φ Flujo másico de partículas a la interfase µ Coeficiente de absorción de masa del material de prueba ρ densidad del medio
Concentración Subíndice 0 Radiación incidente A Arrastre g-int Gas en la interfase g Aire min-pulp Mineral en la pulpa PM Mezclador perfecto FP Flujo pistón Θ Capturada en el medidor Cell Celda
Anexos
-112-
ANEXOS
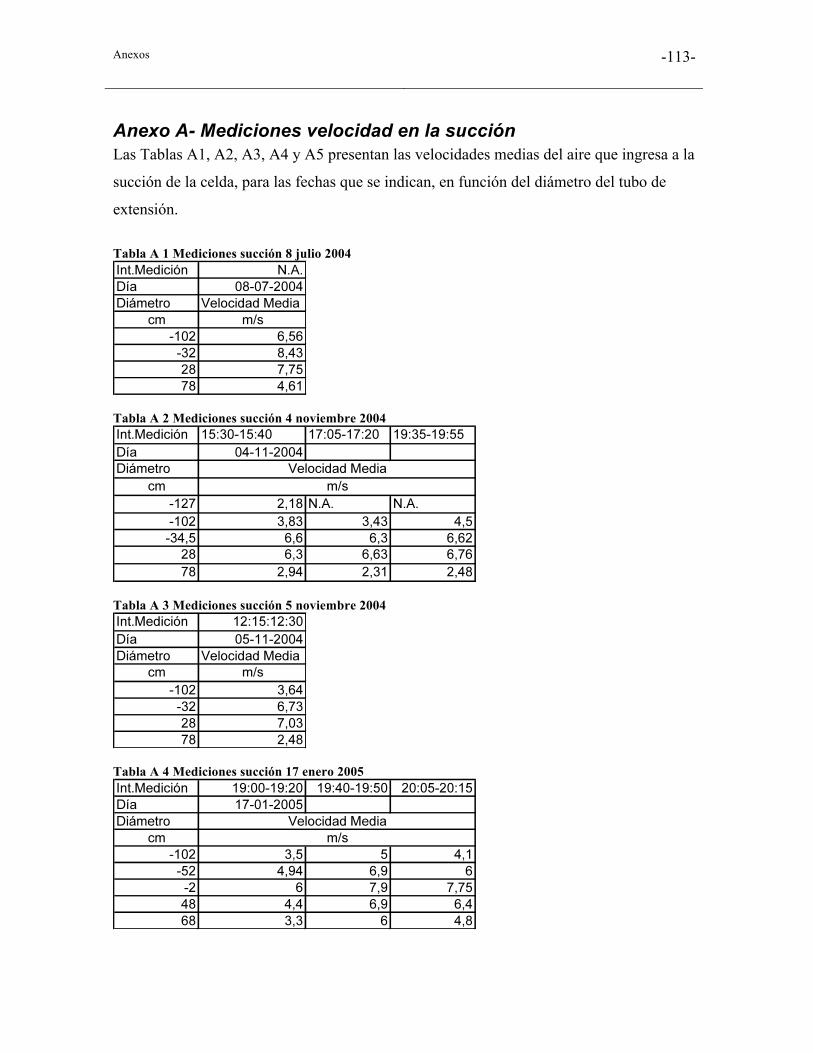
Anexos
-113-
Anexo A- Mediciones velocidad en la succión Las Tablas A1, A2, A3, A4 y A5 presentan las velocidades medias del aire que ingresa a la
succión de la celda, para las fechas que se indican, en función del diámetro del tubo de
extensión.
Tabla A 1 Mediciones succión 8 julio 2004
Tabla A 2 Mediciones succión 4 noviembre 2004
Tabla A 3 Mediciones succión 5 noviembre 2004
Tabla A 4 Mediciones succión 17 enero 2005
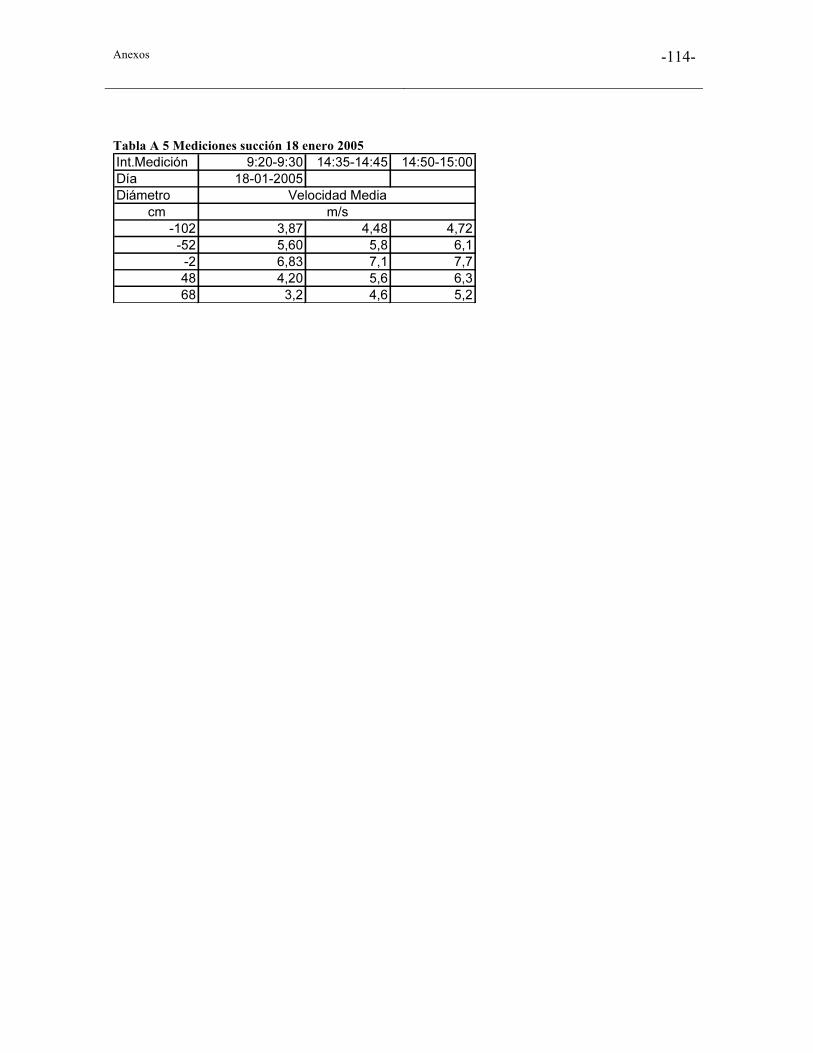
Anexos
-114-
Tabla A 5 Mediciones succión 18 enero 2005
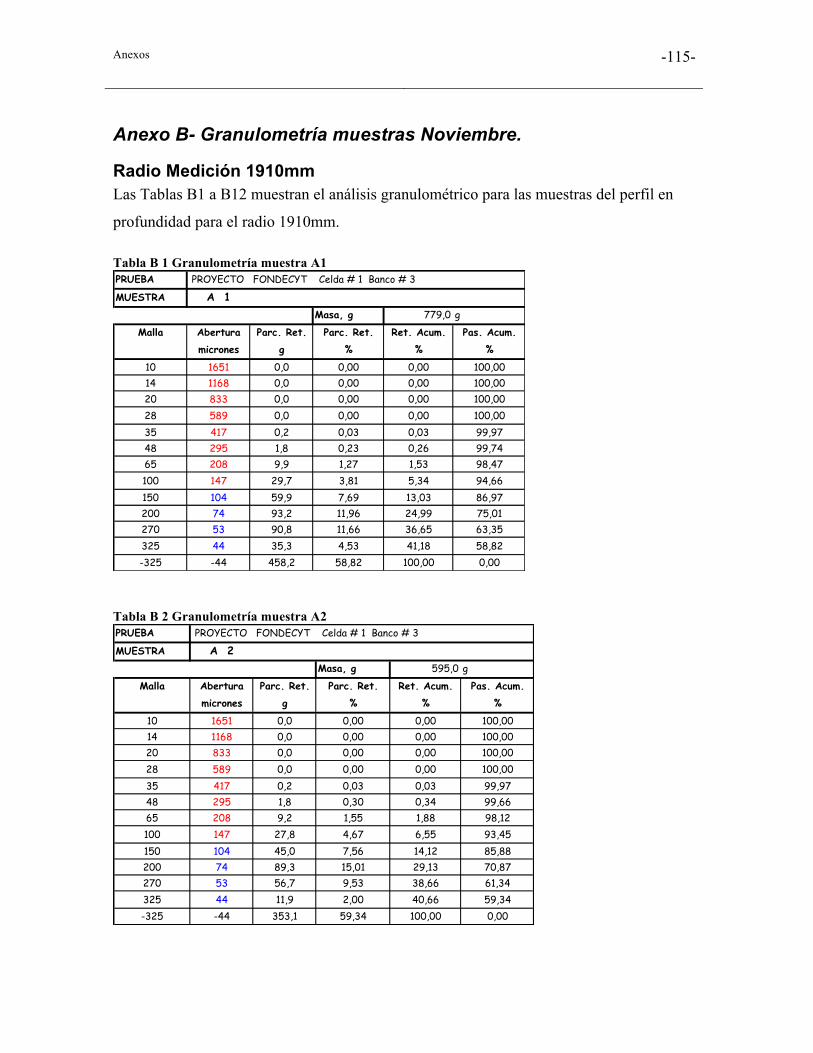
Anexos
-115-
Anexo B- Granulometría muestras Noviembre.
Radio Medición 1910mm Las Tablas B1 a B12 muestran el análisis granulométrico para las muestras del perfil en
profundidad para el radio 1910mm. Tabla B 1 Granulometría muestra A1
Tabla B 2 Granulometría muestra A2
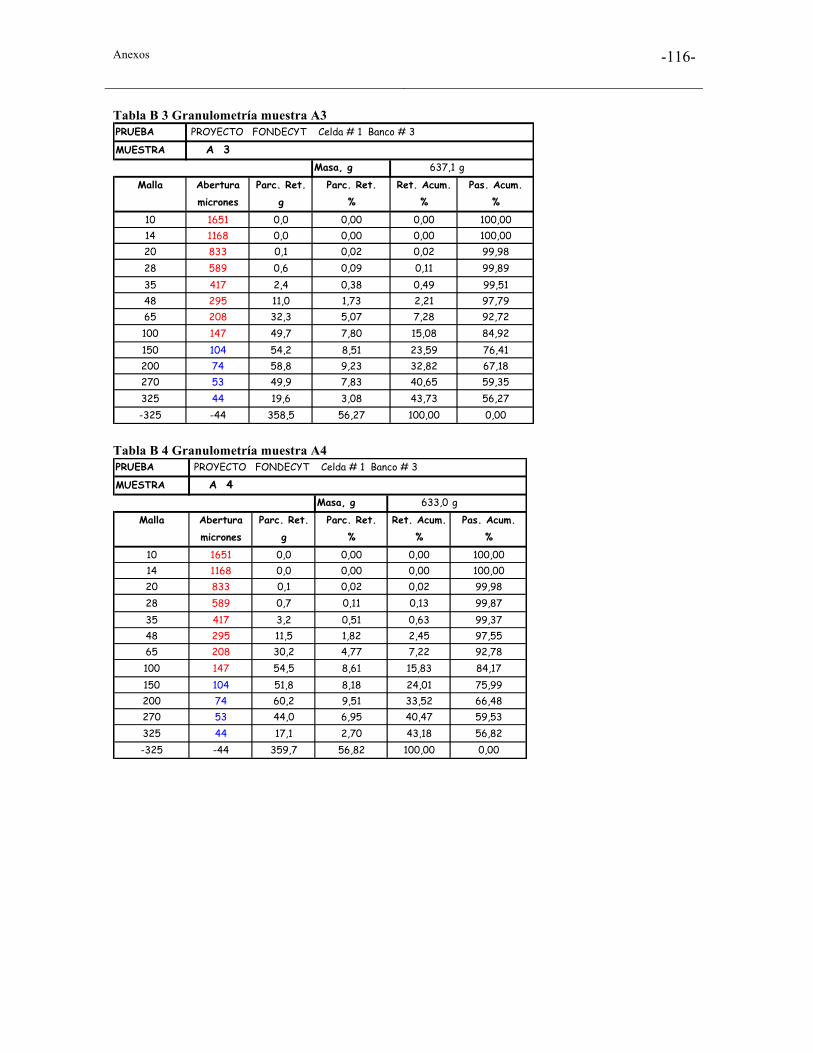
Anexos
-116-
Tabla B 3 Granulometría muestra A3
Tabla B 4 Granulometría muestra A4
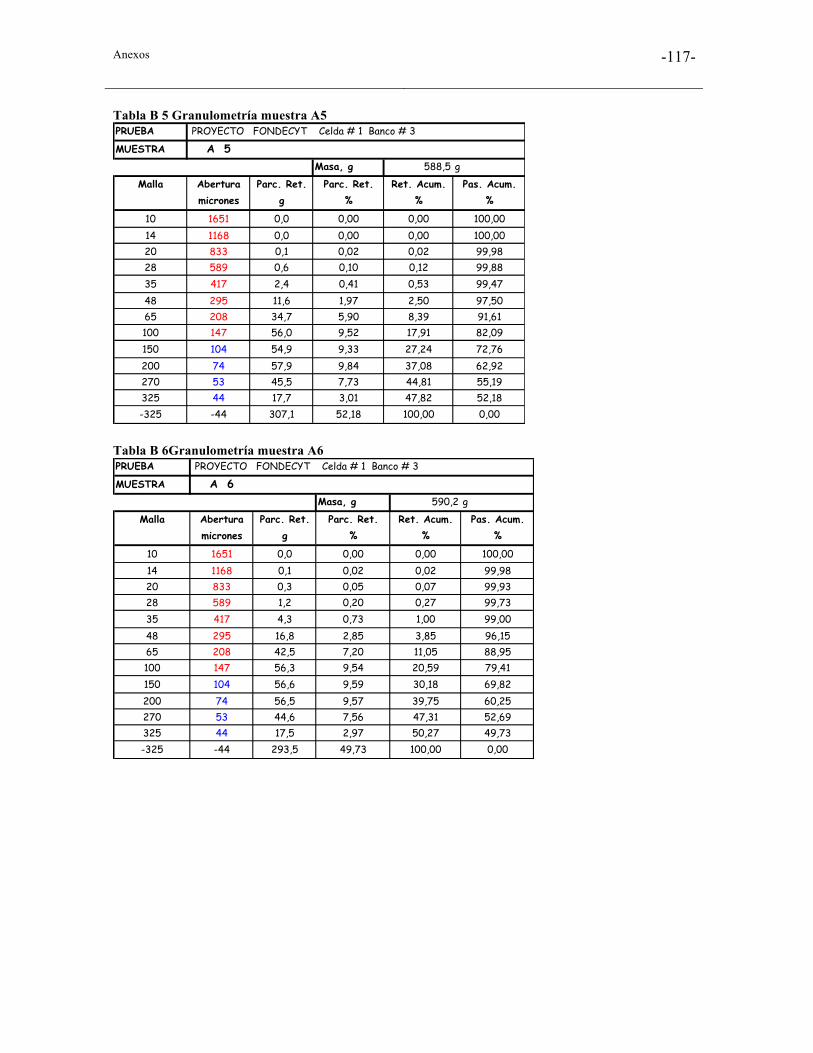
Anexos
-117-
Tabla B 5 Granulometría muestra A5
Tabla B 6Granulometría muestra A6
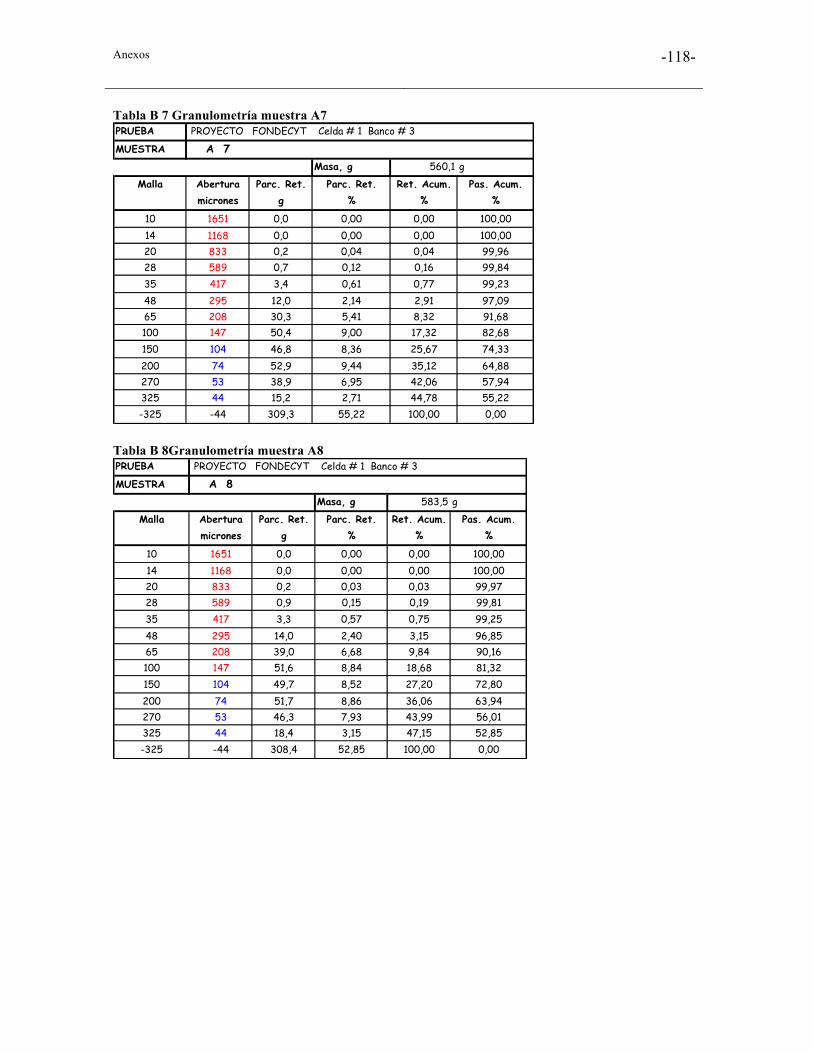
Anexos
-118-
Tabla B 7 Granulometría muestra A7
Tabla B 8Granulometría muestra A8
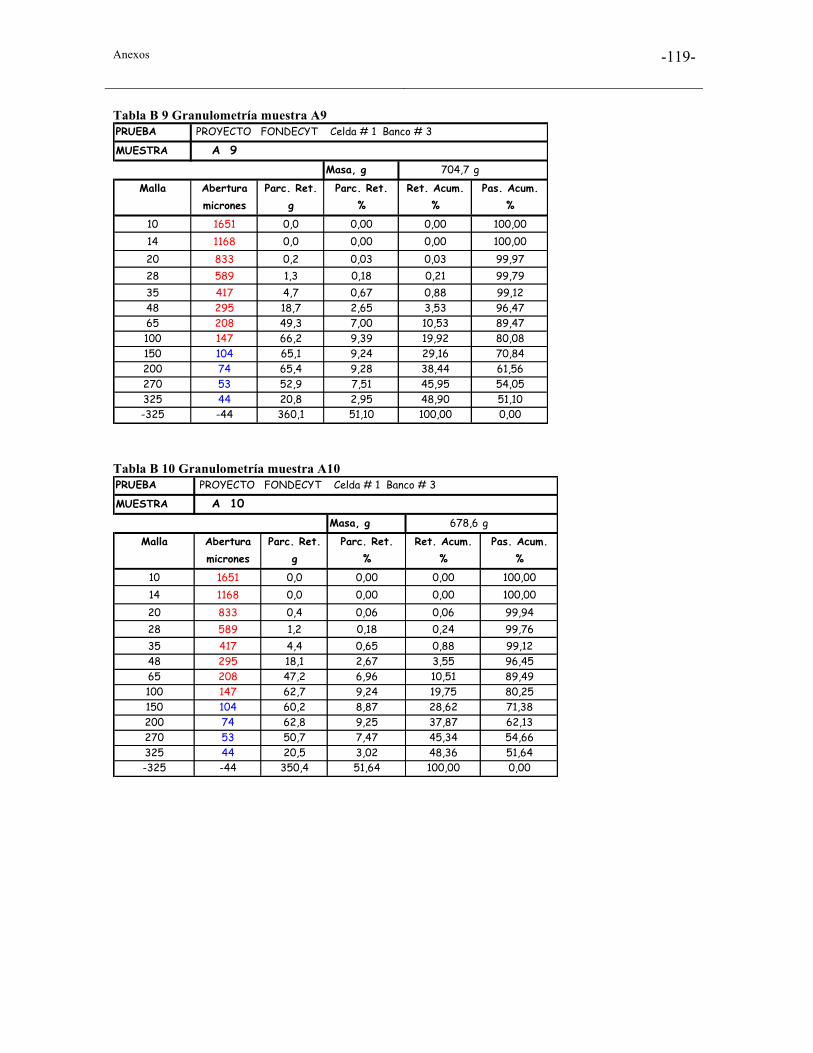
Anexos
-119-
Tabla B 9 Granulometría muestra A9
Tabla B 10 Granulometría muestra A10
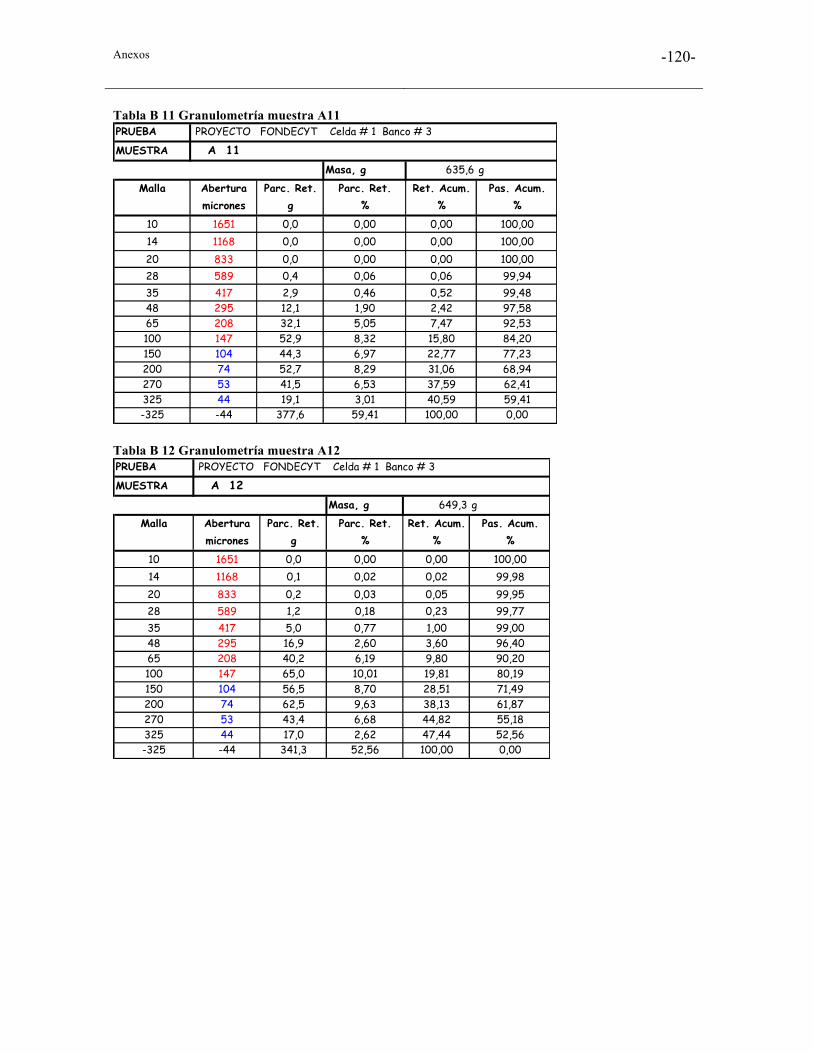
Anexos
-120-
Tabla B 11 Granulometría muestra A11
Tabla B 12 Granulometría muestra A12
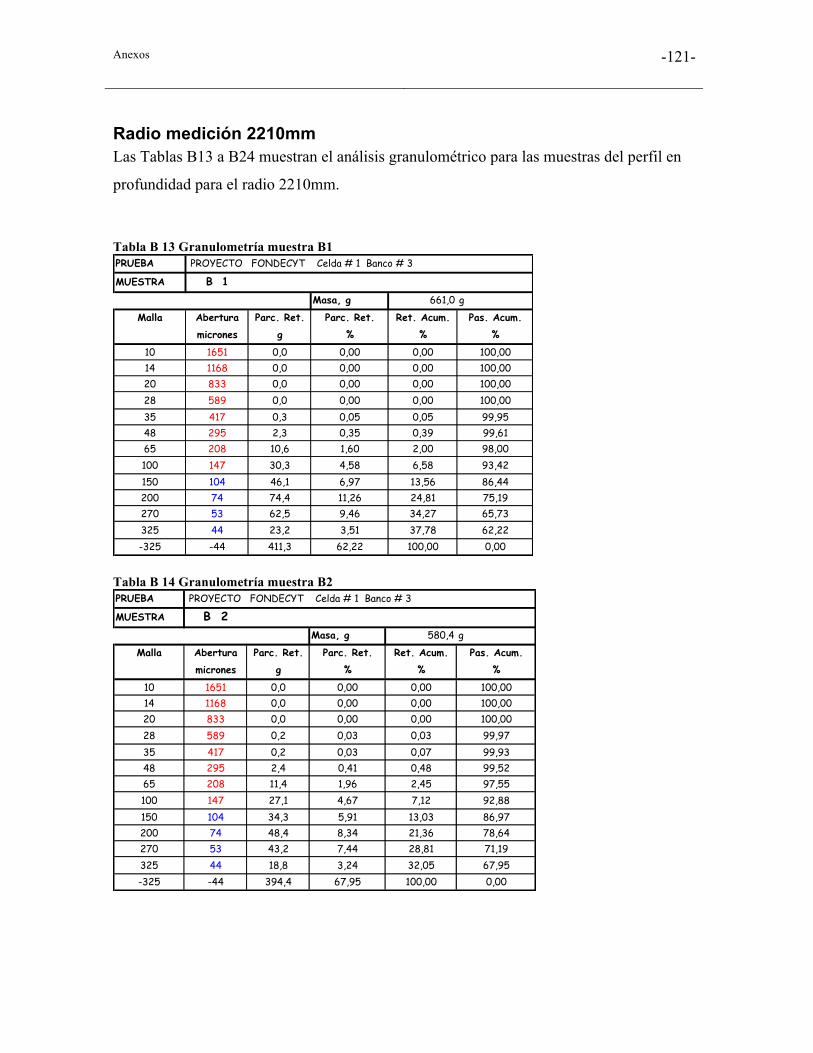
Anexos
-121-
Radio medición 2210mm Las Tablas B13 a B24 muestran el análisis granulométrico para las muestras del perfil en
profundidad para el radio 2210mm.
Tabla B 13 Granulometría muestra B1
Tabla B 14 Granulometría muestra B2
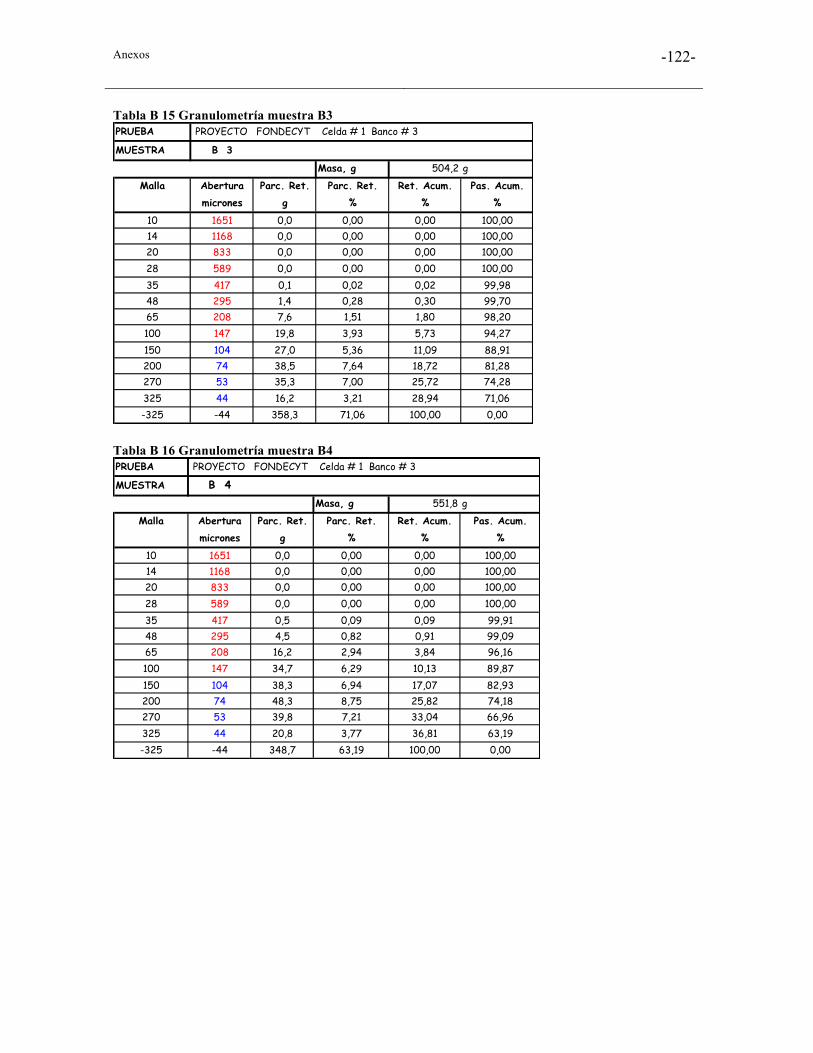
Anexos
-122-
Tabla B 15 Granulometría muestra B3
Tabla B 16 Granulometría muestra B4
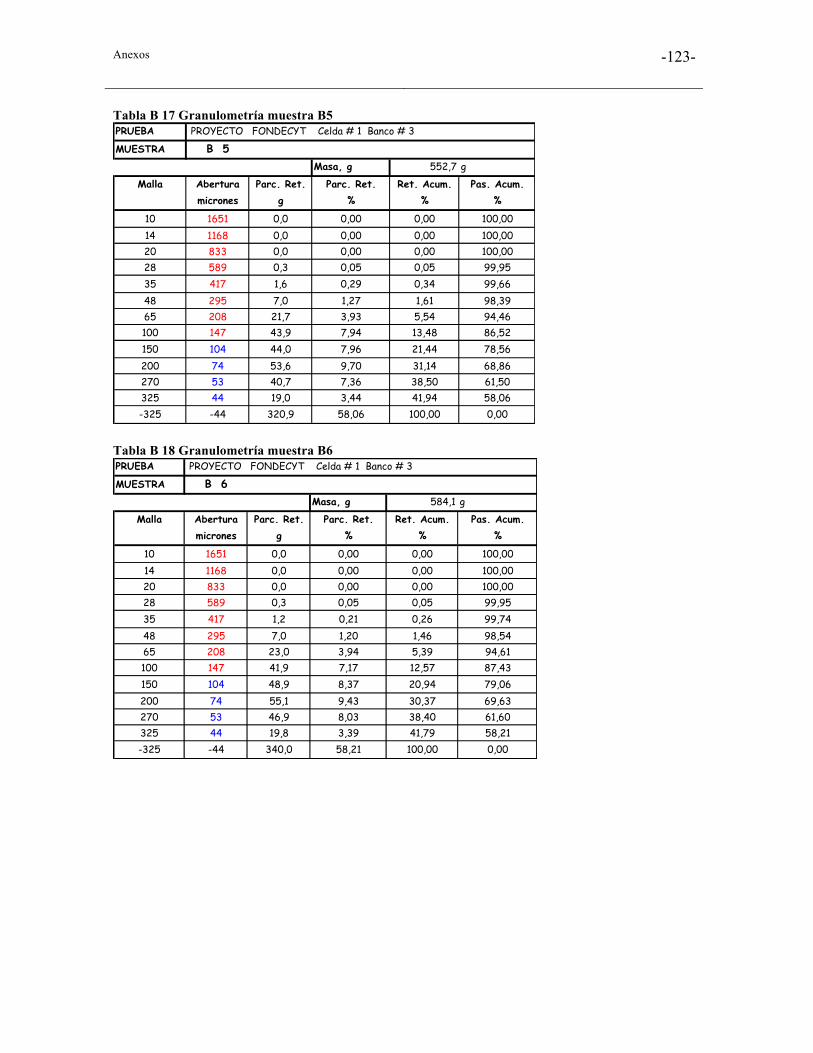
Anexos
-123-
Tabla B 17 Granulometría muestra B5
Tabla B 18 Granulometría muestra B6
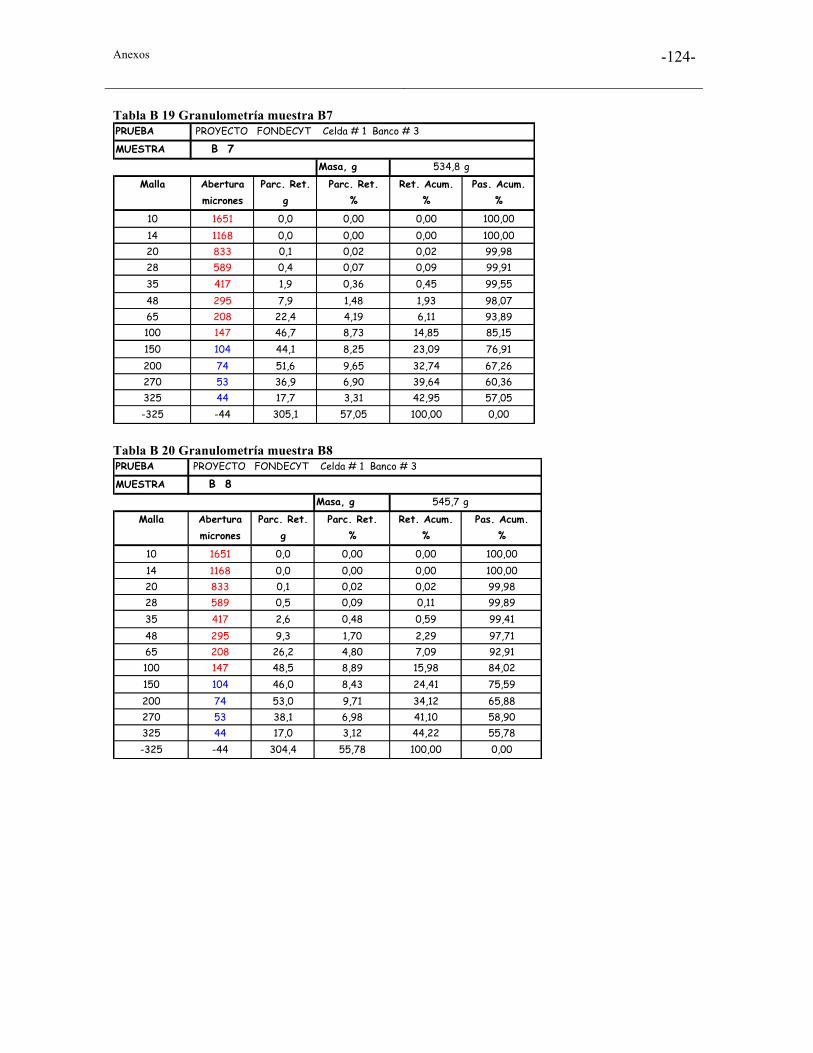
Anexos
-124-
Tabla B 19 Granulometría muestra B7
Tabla B 20 Granulometría muestra B8
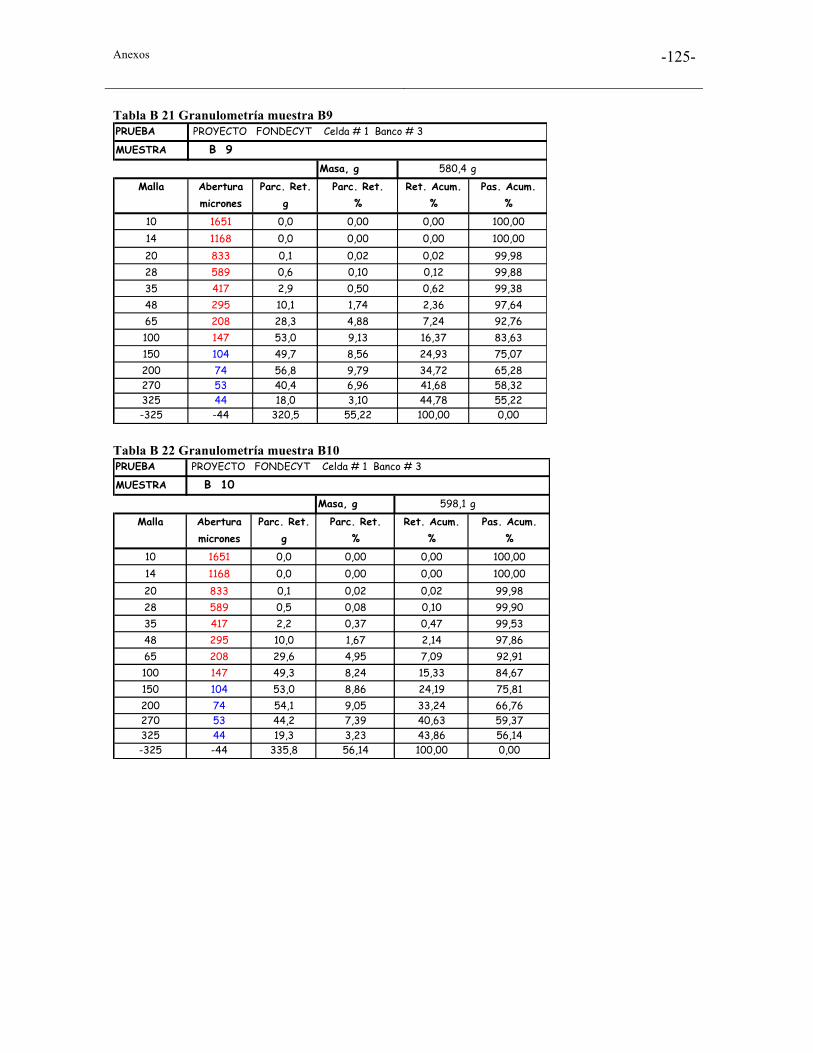
Anexos
-125-
Tabla B 21 Granulometría muestra B9
Tabla B 22 Granulometría muestra B10
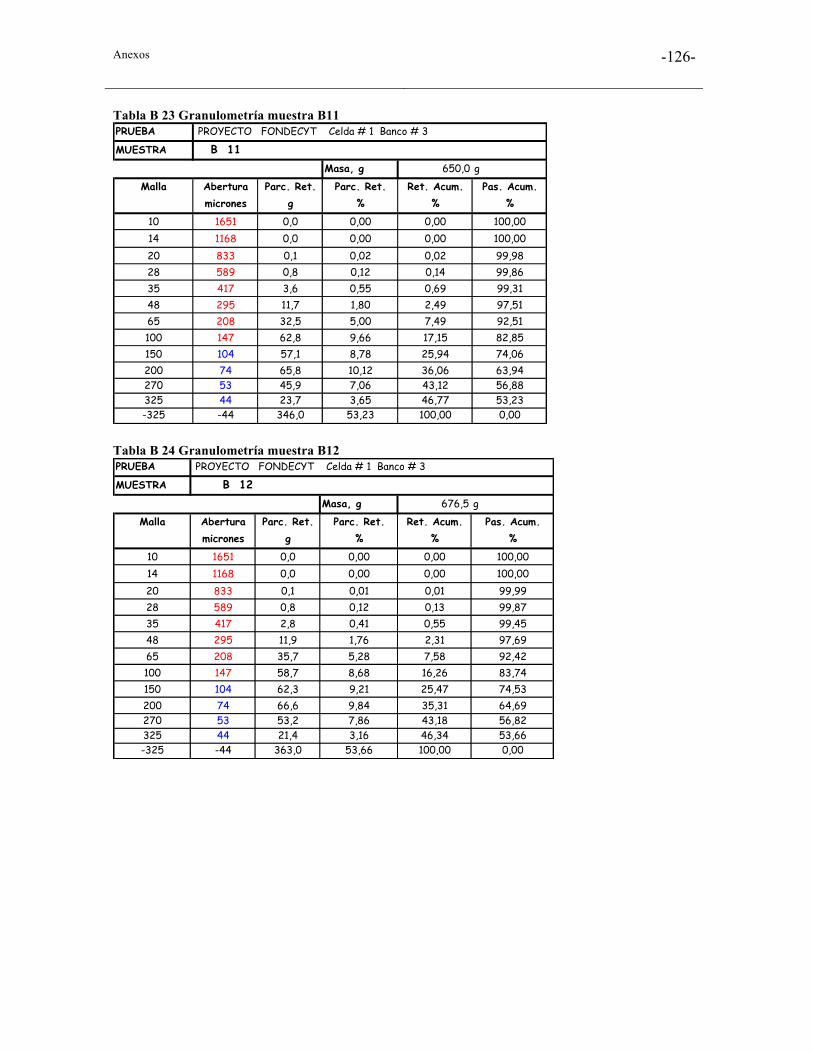
Anexos
-126-
Tabla B 23 Granulometría muestra B11
Tabla B 24 Granulometría muestra B12
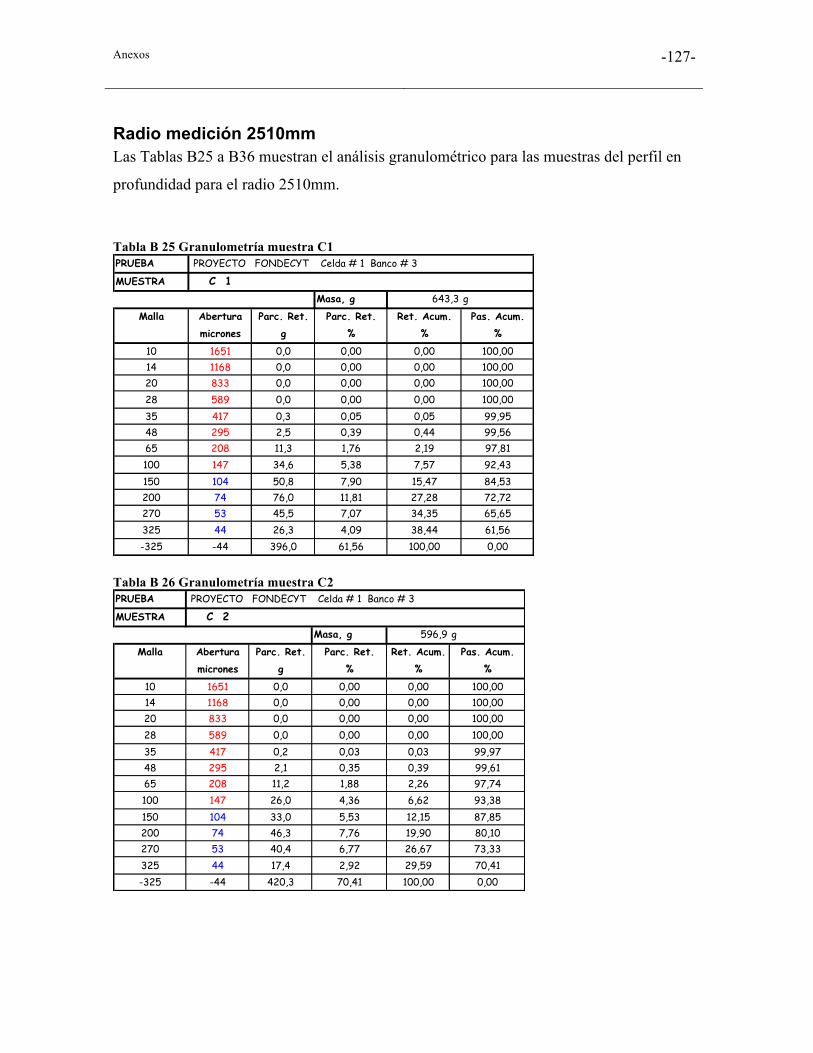
Anexos
-127-
Radio medición 2510mm Las Tablas B25 a B36 muestran el análisis granulométrico para las muestras del perfil en
profundidad para el radio 2510mm.
Tabla B 25 Granulometría muestra C1
Tabla B 26 Granulometría muestra C2
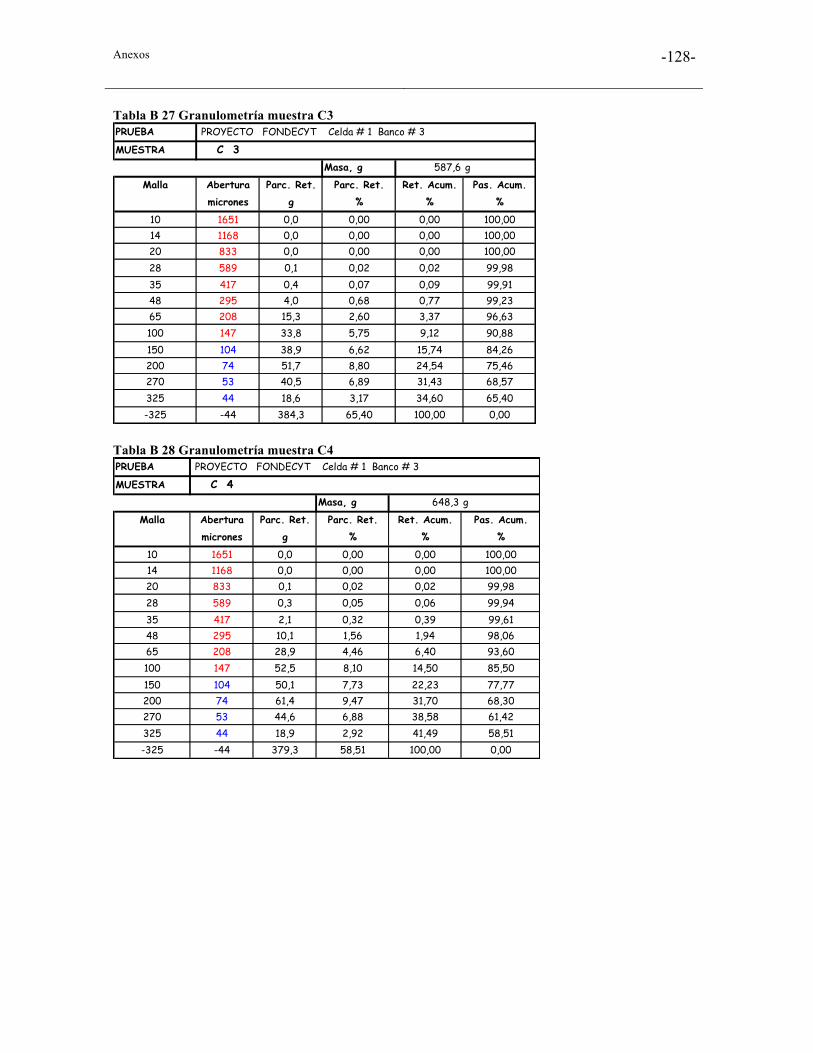
Anexos
-128-
Tabla B 27 Granulometría muestra C3
Tabla B 28 Granulometría muestra C4
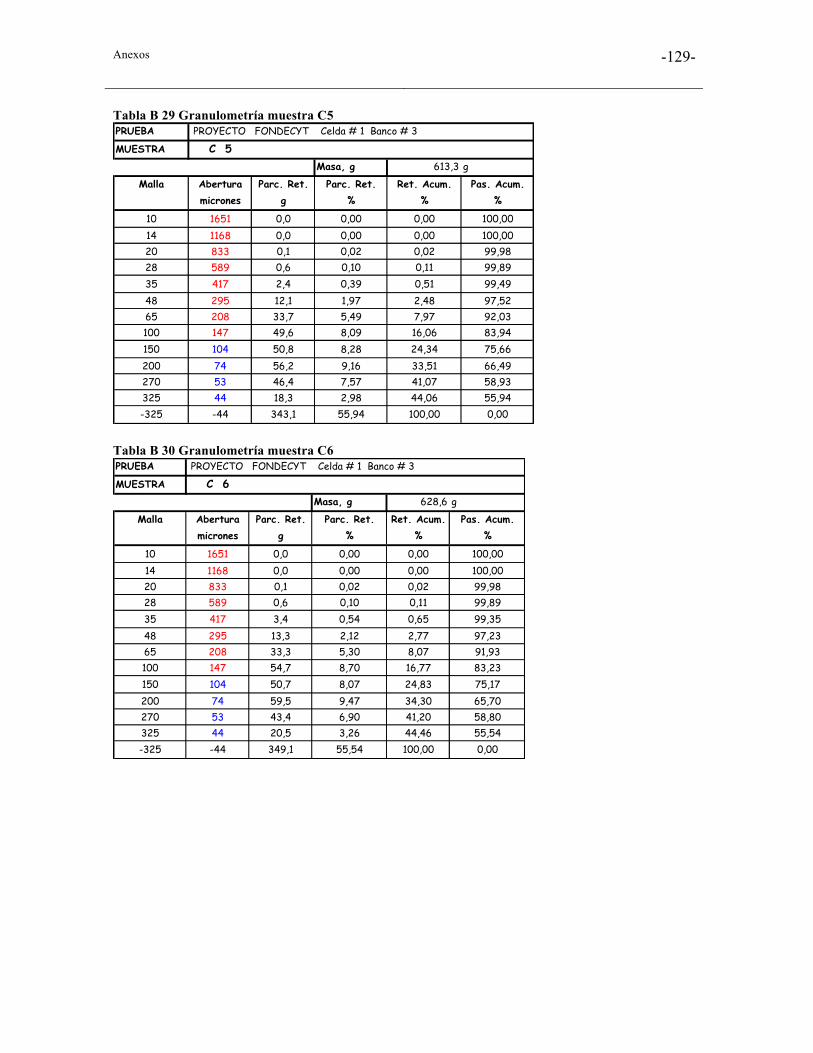
Anexos
-129-
Tabla B 29 Granulometría muestra C5
Tabla B 30 Granulometría muestra C6
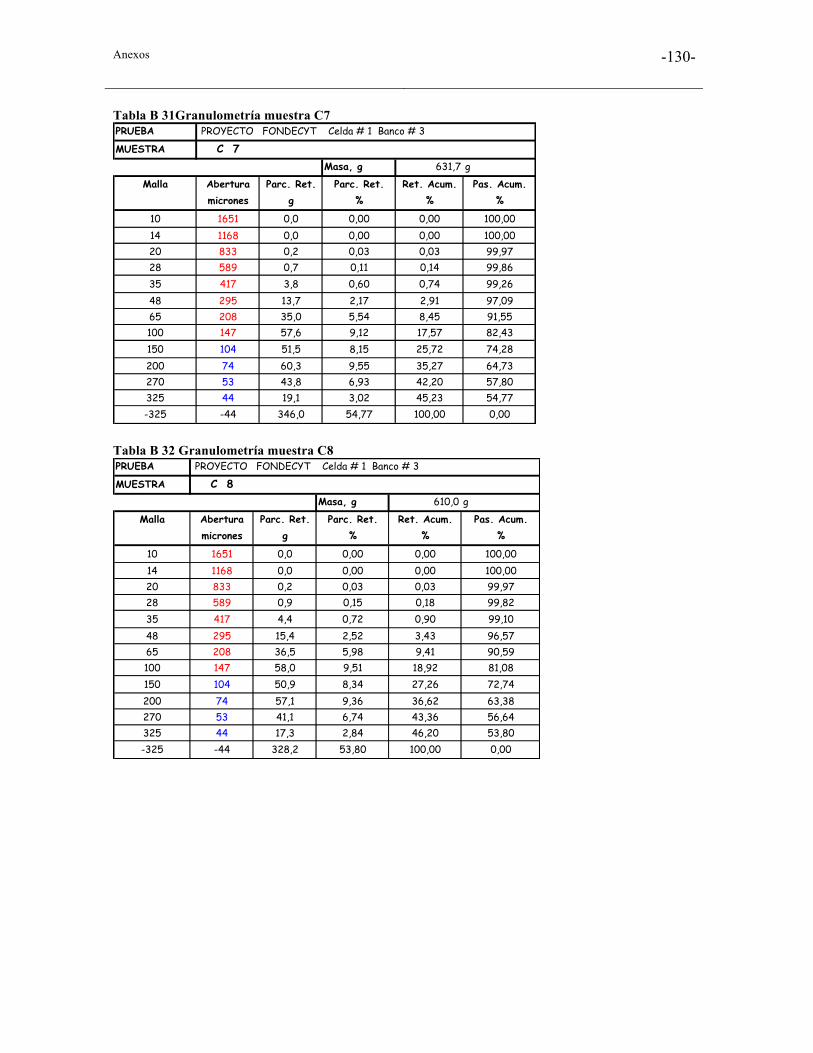
Anexos
-130-
Tabla B 31Granulometría muestra C7
Tabla B 32 Granulometría muestra C8
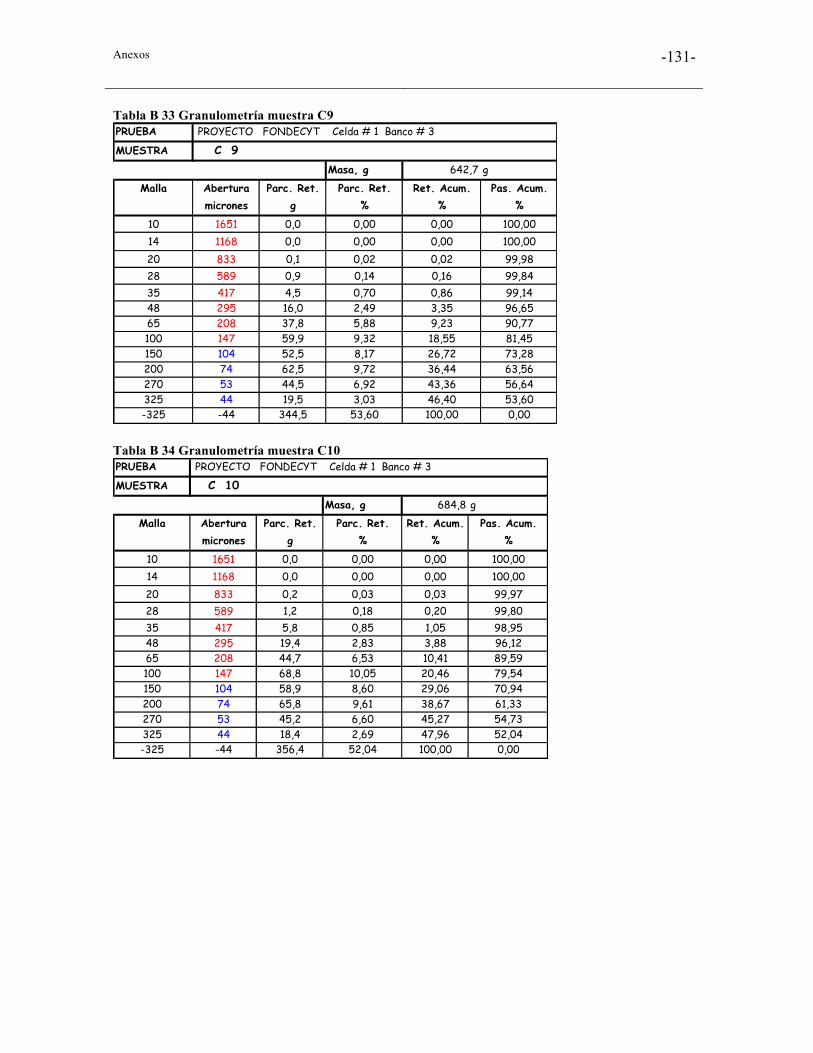
Anexos
-131-
Tabla B 33 Granulometría muestra C9
Tabla B 34 Granulometría muestra C10
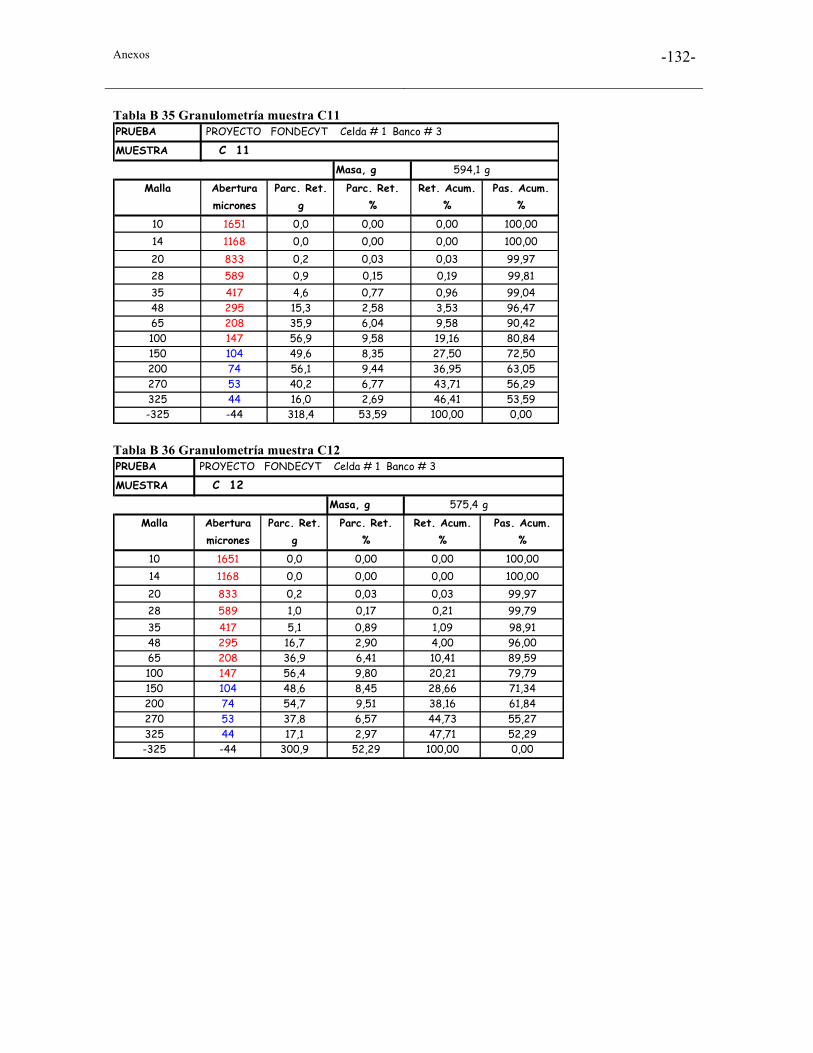
Anexos
-132-
Tabla B 35 Granulometría muestra C11
Tabla B 36 Granulometría muestra C12
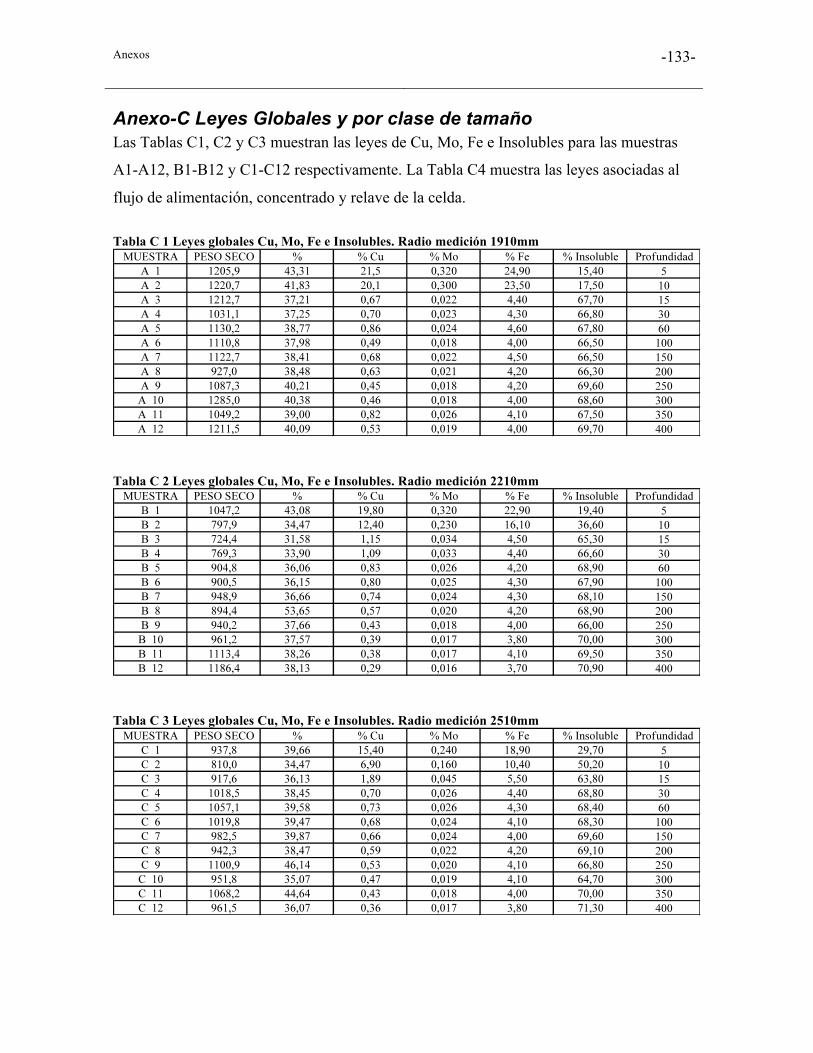
Anexos
-133-
Anexo-C Leyes Globales y por clase de tamaño Las Tablas C1, C2 y C3 muestran las leyes de Cu, Mo, Fe e Insolubles para las muestras
A1-A12, B1-B12 y C1-C12 respectivamente. La Tabla C4 muestra las leyes asociadas al
flujo de alimentación, concentrado y relave de la celda.
Tabla C 1 Leyes globales Cu, Mo, Fe e Insolubles. Radio medición 1910mm
Tabla C 2 Leyes globales Cu, Mo, Fe e Insolubles. Radio medición 2210mm
Tabla C 3 Leyes globales Cu, Mo, Fe e Insolubles. Radio medición 2510mm
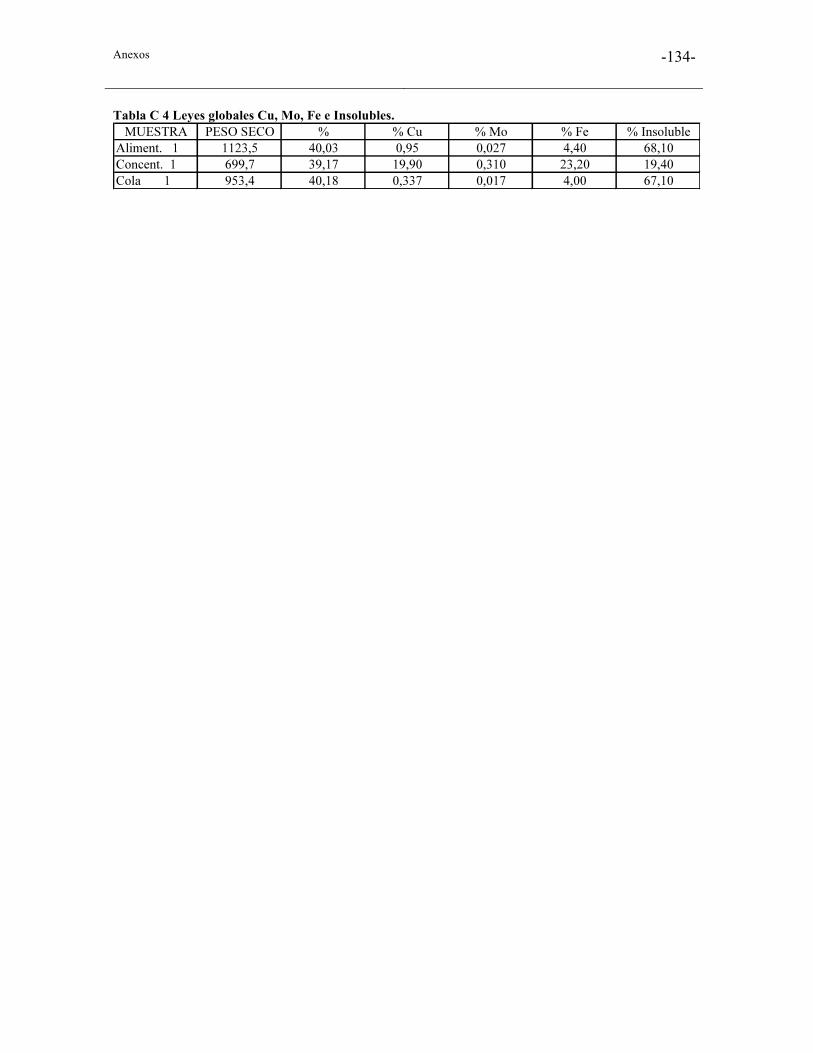
Anexos
-134-
Tabla C 4 Leyes globales Cu, Mo, Fe e Insolubles.
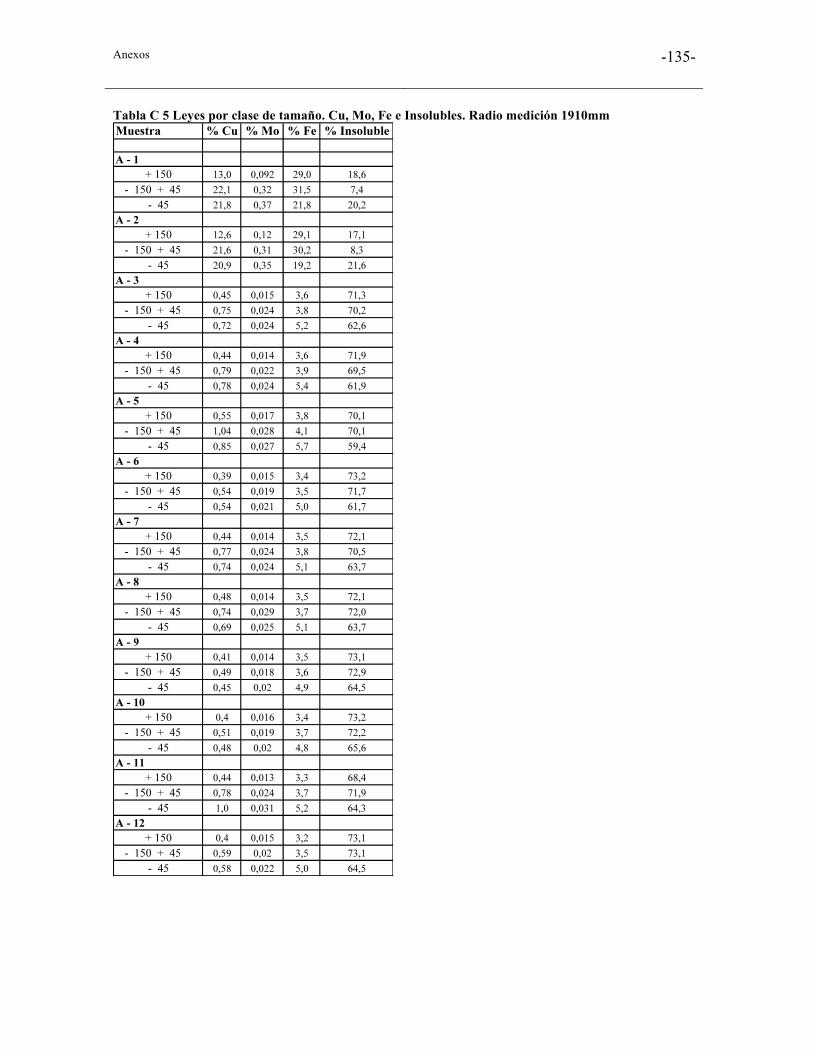
Anexos
-135-
Tabla C 5 Leyes por clase de tamaño. Cu, Mo, Fe e Insolubles. Radio medición 1910mm
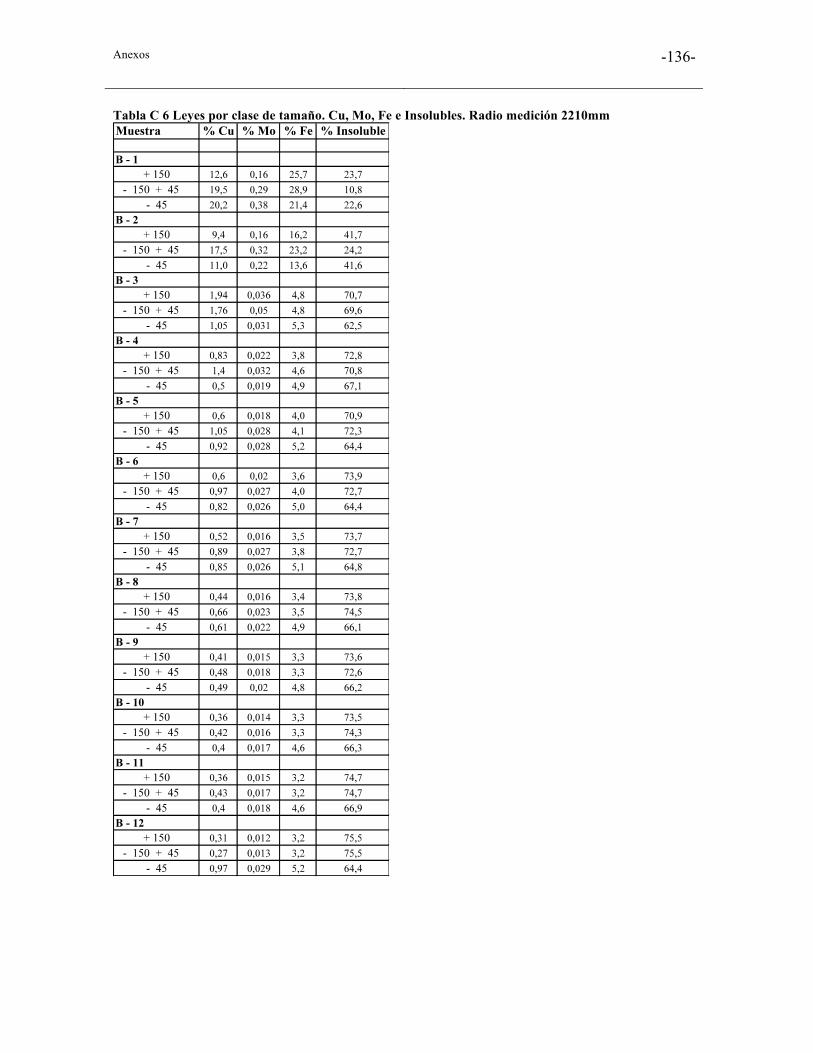
Anexos
-136-
Tabla C 6 Leyes por clase de tamaño. Cu, Mo, Fe e Insolubles. Radio medición 2210mm
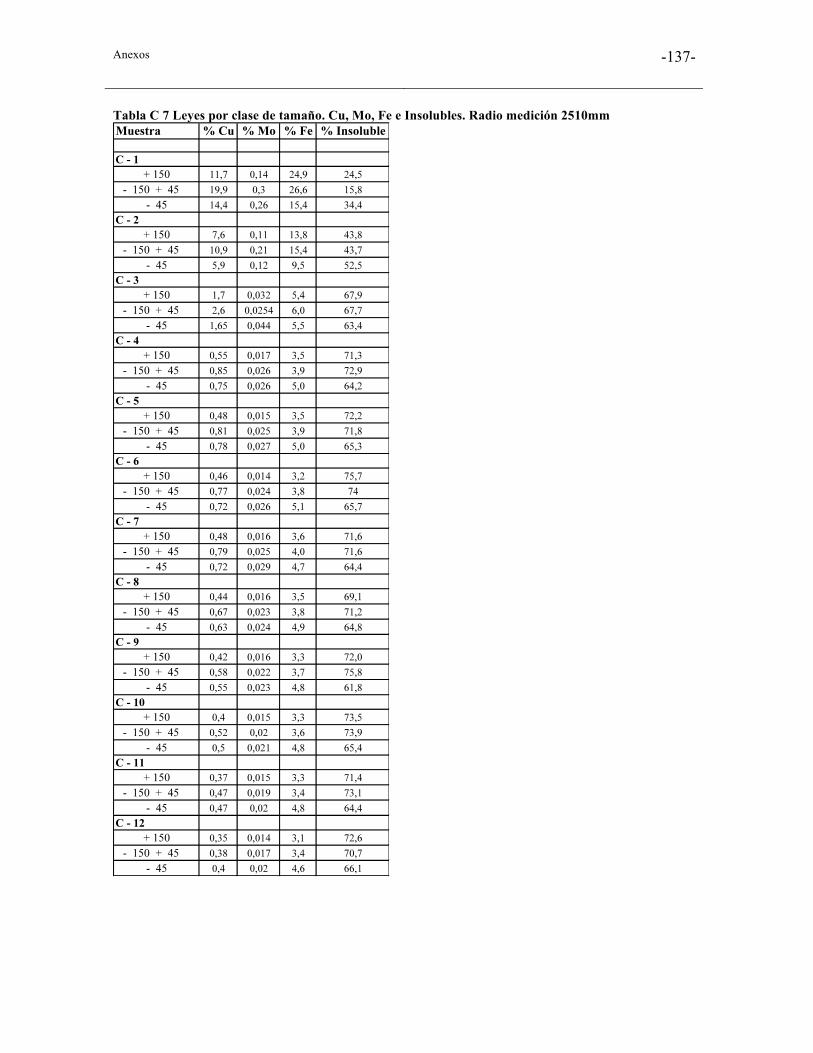
Anexos
-137-
Tabla C 7 Leyes por clase de tamaño. Cu, Mo, Fe e Insolubles. Radio medición 2510mm